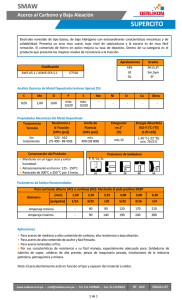
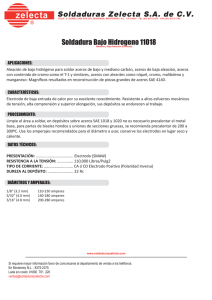
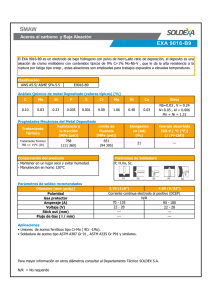
ACEROS Y FUNDICIONES Luis Natera C.I. 16667448 María Caña C.I. 15064916 Amaro Pereira C.I. 18206543 Maglis Ledezma C.I. 15065567 Odra Guayapero C.I. 16572218 Maxner Hernández C.I. 17222530 Ingeniería de los Materiales Sección 4 Anaco, 29 de Abril del 2017 pág. INTRODUCCIÓN 2 OBTENCION DEL ACERO Y DE LAS FUNDICIONES DEL HIERRO 3 CLASIFICACIÓN DE LOS ACEROS 5 DESIGNACIÓN AISI-SAE 10 ACEROS SEGÚN EL GRADO DE ALEACIÓN 15 ACEROS DE BAJA ALEACIÓN 17 ACEROS DE MEDIANA ALEACIÓN 19 ACEROS DE ALTA ALEACIÓN 20 ACEROS DE HERRAMIENTAS 21 ACEROS INOXIDABLES 25 CLASIFICACIÓN DE ACUERDO A SU MICROESTRUCTURA 30 ACEROS REFRACTARIOS 38 FUNDICIONES DE HIERRO 40 PROCESOS DE FUNDICIÓN DEL HIERRO 44 FUNDICION BLANCA 62 FUNDICION GRIS 66 FUNDICION NODULAR 67 FUNDICION MALEABLE 69 FUNDICIONES DÚCTILES 70 CRITERIOS DE SELECCIÓN DE LA FUNDICIONES 71 TRATAMIENTO TÉRMICO 73 CONCLUSION 77 BIBLIOGRAFIA 78 Las propiedades y prestaciones de los aceros sinterizados de baja aleación dependen, al igual que en cualquier otro material de ingeniería, de su composición y procesado. La principal aplicación de esta familia de materiales es la industria del automóvil, lo que supone conseguir altas series de producción con una relación prestaciones/precio suficientemente favorable. Por ello, en la investigación más reciente, uno de los principales objetivos ha sido poder ampliar el mercado potencial de los componentes sinterizados lo cual exige habilidad para conseguir piezas sinterizadas de elevadas prestaciones, altas tolerancias y coste equilibrado. Las mejoras en este campo, se pueden introducir en dos direcciones: diseñando sistemas de aleación cada vez más competitivos y eficaces o bien accediendo a rutas de procesado que permitan mejorar la densidad de los componentes. Es muy importante definir en qué etapa del procesado se quiere alcanzar un sistema de alta densidad, entendiéndolo de la forma más convencional: durante la compactación con compactación de polvos precalentados, compactación de alta velocidad, la sinterización con sinterización a alta temperatura, presencia de fases líquidas o en los tratamientos secundarios. Sin duda, la sinterización es la etapa más determinante dentro de esta tecnología y, por ello, es decisivo dominar las interacciones del compacto en verde con la atmósfera seleccionada. Así, si se han alcanzado altas densidades en verde, la accesibilidad de la atmósfera de sinterización al interior del compacto se puede condicionar al modificar la cantidad de porosidad abierta a la superficie. Si se combina una elevada densidad con altas resistencias gracias a los elementos de aleación, se obtienen las nuevas generaciones de materiales pulvimetalúrgicos de altas prestaciones, que reúnen un nivel de porosidad escasa y controlada y con un buen balance Microestructural. OBTENCION DEL ACERO Y DE LAS FUNDICIONES DEL HIERRO El acero es una aleación de hierro con una pequeña cantidad de carbono (siempre menor al 2,11%). El acero se obtiene en el horno convertidor a través de una operación que se denomina afino, uno de los métodos más empleados para realizar el afino es el sistema de inyección de oxígeno (LD). Este sistema consiste en lo siguiente: ¿Qué metemos en el convertidor?: a) Arrabio: Nada más sacarlo del alto horno (antes de que se enfríe) ya se mete en el convertidor. Recordamos que el arrabio tiene hierro, carbón e impurezas. b) Chatarra de hierro: Procedente de coches, electrodomésticos, etc. c) Fundente: Recordamos que es carbonato cálcico y que lo empleamos como detergente para eliminar las impurezas. d) Oxigeno: Se inyecta a presión en el centro del convertidor a través de tubo con forma de lanza, y con ello conseguimos quemar parte del carbón que no se había quemado en el alto horno. ¿Que obtenemos del convertidor?: a) Escorias: El fundente se pega a las impurezas y las hace flotar formando la escoria. b) Acero: En la parte inferior del convertidor quedará el hierro y el carbón que no se ha quemado. Finalmente iniciamos el proceso de colada, para ello inclinamos parcialmente el convertidor para que caiga solo la escoria (como cuando tratamos de eliminar solo la nata que queda encima de un vaso de leche). Una vez eliminada la escoria se vuelca totalmente el convertidor para que caiga el acero dentro de los moldes que tendrán la forma de las piezas que queremos obtener. Los aceros se pueden mezclar con otros elementos químicos (silicio, cromo, níquel, manganeso,....) para obtener aceros aleados, pudiendo obtener en función del elemento con el que juntemos y su cantidad podemos obtener acero con múltiples propiedades y para múltiples aplicaciones. Esto no ocurre así para las fundiciones. Por ejemplo, el acero mezclado con cromo se vuelve inoxidable o si le añadimos wolframio evitamos que se ablande cuando se calienta demasiado. La fundición es una aleación de hierro y carbono, aunque el porcentaje es superior a 2,11%. La fundición se obtiene en un horno llamado cubilete: ¿Que se introduce en el cubilete?: a) Capas alternas de arrabio (contiene hierro, carbón e impurezas), más carbón y fundente (carbonato cálcico). b) Aire a través de la base de cubilete para quemar el carbón. ¿Que se obtiene del cubilete?: a) Escoria: El fundente se pega a las impurezas y las hace flotar formando la escoria que se queda en la parte alta del cubilete. b) Fundición: El hierro y el carbón que no se ha quemado, se queda en la parte inferior del cubilete. Finalmente se retira la escoria de la superficie y la fundición que ha quedado en el fondo se vierte sobre unos moldes (lingoteras) para su enfriamiento. Al final, obtenemos piezas muy duras pero que no pueden estar sometidas a mucho esfuerzo porque de lo contrario se romperían. CLASIFICACIÓN DE LOS ACEROS Los aceros se pueden clasificar en función de varios criterios, esto da lugar a varias clasificaciones, la más utilizada de todas ellas es la clasificación en función del porcentaje de carbono disuelto. El porcentaje de carbono disuelto en el acero condiciona las propiedades del mismo. Así cuanto mayor sea el porcentaje de carbono disuelto en el acero, éste presenta más dureza y más resistencia a la tracción. Teniendo esto presente es posible clasificar los aceros en: % de carbono Resistencia a tracción (kg/mm2) Extrasuave 0,1 a 0,2 35 Suave 0,2 a 0,3 45 Semisuave 0,3 a 0,4 55 Semiduro 0,4 a 0,5 65 Duro 0,5 a 0,6 75 Extraduro 0,6 a 0,7 85 Nombre del acero Tabla 1. Clasificación del acero según % de carbono Por otro lado es posible hablar de aceros aleados y aceros no aleados. Se consideran aceros no aleados aquellos en los cuales el porcentaje de elementos químicos que forman el acero no supera el valor indicado en la siguiente tabla: Contenido límite para aceros no aleados Elemento Contenido Elemento Contenido Aluminio 0,10 Plomo 0,40 Bismuto 0,10 Selenio 0.1 Boro 0,0008 Silicio 0,60 Cobalto 0,10 Telurio 0.1 Cobre 0,40 Titanio 0,05 Cromo 0,30 Vanadio 0,10 Manganeso 1,60 Wolframio 0,10 Molibdeno 0,08 Zirconio 0.05 Niobio 0,05 Lantánidos 0,05 Níquel 0,30 Otros excepto (P, C, N y O) 0,05 Tabla 2. Contenido límite para aceros no aleados Aquellos aceros que tienen mayor porcentaje de los indicados en las tablas son requeridos para utilizaciones especiales, y están recogidos en las normas UNE. Clasificación de los aceros según NORMA UNE 36010 Serie Finos para construcción. Grupo 1. Finos al carbono. 2 y 3. Aleados de gran resistencia. 4. Aleados de gran elasticidad. 5 y 6. De cementación. 7. De nitruración. Para usos especiales. 1. De fácil mecanización. 2. De fácil soldadura. 3. Con propiedades magnéticas. 4. Con dilatación térmica especial. 5. Resistentes a la fluencia. Resistentes a la oxidación y la corrosión. 1. Inoxidables. 2 y 3. Resistentes al calor. Para herramientas. 1. Al carbono. 2,3 y 4. Aleados para herramientas. 5. Rápidos. De moldeo. 1. De usos generales. 2. de baja radiación. 3. De moldeo inoxidables. Propiedades /Aplicaciones Propiedades: No aleados, más duros cuanto más carbono, pero resisten mejor los choques. Aplicaciones: en construcción Propiedades: Son aceros aleados o tratados térmicamente. Aplicaciones: 1 y 2. Tortillería, tubos y perfiles. 3. Núcleos de transformadores y motores eléctricos. 4. Uniones entre materiales distintos sometidos a elevadas temperaturas. 5. Instalaciones químicas y refinerías. Propiedades: Las debidas a la adición de cromo y níquel. Aplicaciones: 1. Cuchillería, máquinas hidráulicas, instalaciones sanitarias, piezas en ambientes corrosivos. 2 y 3. Hornos, piezas de motores de explosión, en general piezas sometidas a corrosión y temperatura. Propiedades: Aceros aleados y sometidos a tratamientos térmicos, dureza, tenacidad, resistencia al desgaste y a la deformación por calor. Aplicaciones: 1. Maquinaría de trabajos ligeros, carpintería y agrícola. 2, 3 y 4. Para maquinaría de trabajos más pesados. 5 Para trabajos de desbaste y mecanización rápida. Propiedades: Maleables, para poder ser vertidos en moldes de arena. Aplicaciones: Piezas de forma geométrica tortuosa, solo se distinguen de los demás aceros por su maleabilidad Tabla 3. Clasificación de los aceros según NORMA UNE 36010 Aceros al Carbono Clasificación por Nivel de C: BAJO CARBONO %C<0,25 o Estructura: principalmente ferrítica o Propiedades: resistencia baja a media, alta ductilidad y tenacidad. Alta soldabilidad. Maquinabilidad regular a excelente. o Ejemplos: Aceros estructurales, Chapas para embutido y estampado, Aceros para carburación, Chapas de uso eléctrico, Hojalata. MEDIO CARBONO 0,25 < %C <0,55 o Estructura: depende del tratamiento térmico. o Propiedades: resistencia media a muy alta, ductilidad media a baja, tenacidad muy variable según la estructura. En este rango de C se obtiene la mejor combinación de resistencia y tenacidad, la templabilidad comanda este balance. o Ejemplos: Aceros para piezas de máquinas (ejes, árboles, bulones, engranajes, herramientas manuales, resortes, etc.). Son los llamados aceros de construcción mecánica. ALTO CARBONO %C>0,55 o Estructura: carburos en una matriz que depende del tratamiento térmico. o Propiedades: resistencia alta, baja tenacidad y ductilidad. Resistencia al desgaste. Soldabilidad y maquinabilidad malas. o Ejemplos: Aceros para rieles. Aceros para resortes. Aceros para rodamientos. Aceros para herramientas de conformado en frío de bajos requerimientos. Aceros especiales Se da el nombre de aceros aleados o aceros especiales a los aceros que además de los cinco elementos: carbono, silicio, manganeso, fósforo y azufre, contienen también cantidades relativamente importantes de otros elementos como el cromo, níquel, molibdeno, etc., que sirven para mejorar alguna de sus características fundamentales. También puede considerarse aceros aleados los que contienen alguno de los cuatro elementos diferentes del carbono que antes hemos citado, en mayor cantidad que los porcentajes que normalmente suelen contener los aceros al carbono, y cuyos límites superiores suelen ser generalmente los siguientes: Si=0.50%; Mn=0.90%; P=0.100% y S=0.100%, estos son aceros especiales. En un sentido más amplio, los aceros especiales pueden contener hasta el 50% de elementos de aleación. Clasificación por porcentaje de elementos aleantes (EA): BAJA ALEACION %EA<5 o De Bajo C: Aceros estructurales. o De Medio C: Aceros de construcción mecánica, aceros para piezas mecánicas. o De Alto C: Aceros para herramientas, para rodamientos, para resortes, para rieles. MEDIA ALEACION 5< %EA <10 o Aceros para uso Criogénico (T < –30 ºC): bajo C; 2,5 a 9 %Ni o Aceros para alta temperatura (T > 350 ºC):aceros al Cr–Ni o Cr–Mo–V ALTA ALEACION %EA>10 o Aceros inoxidables: al Cr (min. 12%), al Cr–Ni (18–8), al Cr–Mn–N. o Aceros para herramientas: aceros de medio y alto C que poseen alguno o varios de los aleantes Cr, Mo, V, W y Co. o Aceros marageing: aceros de alta resistencia y alta tenacidad al Ni–Co– Mo. o Aceros Hadfleld: aceros resistentes al desgaste aleados con Mn DESIGNACIÓN AISI-SAE Todos los países y muchas instituciones tienen sistemas para clasificar los aceros. Los más usados en nuestro medio son las especificaciones de la American Society for Testing and Materials (ASTM) y American Iron and Steel Institute (AISI). En 1912, la sociedad norteamericana de ingenieros automotores (SAE) promovió una reunión de productores y consumidores de aceros, para establecer una nomenclatura de la composición de los aceros. Más tarde, el instituto norteamericano del hierro y el acero, AISI, tomo la nomenclatura de la SAE y la expandió. En el sistema AISI-SAE, los aceros se clasifican con cuatro dígitos. El primer digito especifica la aleación principal, el segundo modifica al primero y los dos últimos dígitos, dan la cantidad de carbono en centésimas. En algunos aceros al cromo de alto carbono hay números de cinco dígitos, los tres últimos dan el porcentaje de carbono. X X X X Cantidades de carbono en centésimas Modificación del primero Aleación principal Debido al desarrollo de aceros multicomponentes, hay muchos aceros que no se encontraban en el sistema original. Las convenciones para el primer digito son: INDICADOR ALEANTE 1 MANGANESO 2 NIQUEL 3 NIQUEL-CROMO Principal aleante el cromo 4 MOLIBDENO. 5 CROMO 6 CROMO-VANADIO Principal aleante el cromo. 7 NIQUEL-CROMO-MOLIBDENO Principal aleante el molibdeno. 8 NIQUEL-CROMO-MOLIBDENO Principal aleante el níquel. 9 SILICIO-MANGANESO Principal aleante el Silicio Tabla 4. Nomenclatura de primer digito para designación AISI - SAE Clasificación AISI–SAE (American Iron and Steel Institute-Society of Automotive Engineers) CLASIFICACION Al carbono Aleados Al carbono y aleados Inoxidables CLASES DE ACERO De bajo y mediano manganeso De corte libre resulfurados De corte libre resulfurados y refosforados De alto manganeso Al níquel Al níquel Al níquel – cromo Al níquel – cromo Al níquel – cromo Al níquel – cromo Al molibdeno Al cromo – molibdeno Al níquel – cromo – molibdeno Al molibdeno Al níquel – molibdeno Al níquel – cromo – molibdeno Al níquel – molibdeno Al cromo Al cromo Al cromo Al cromo Al cromo Al cromo – vanadio Al níquel – cromo – molibdeno Al níquel – cromo – molibdeno Al níquel – cromo – molibdeno Al níquel – cromo – molibdeno Al silicio – manganeso Al níquel – cromo – molibdeno Al níquel – cromo – molibdeno Al níquel – cromo – molibdeno Al níquel – cromo – molibdeno Con boro Con plomo Austenítico: cromo – níquel – manganeso cromo – níquel Ferrítico – Martensítico DESIGNACION 10XX 11XX 12XX 13XX 23XX 25XX 31XX 32XX 33XX 34XX 40XX 41XX 43XX 44XX 46XX 47XX 48XX 50XX 51XX 50XXX 51XXX 52XXX 61XX 81XX 86XX 87XX 88XX 92XX 93XX 94XX 97XX 98XX XXBXX XXLXX 302XXX 303XXX 514XXX Tabla 5. Clasificación AISI–SAE (American Iron and Steel Institute-Society of Automotive Engineers) Propiedades que le otorgan los distintos aleantes. Aluminio (Al): Tiene acción desoxidante. Limita el crecimiento del grano por formación de óxidos y nitruros. Es el elemento de aleación fundamental de ciertos aceros de nitruración. Cromo (Cr): Aumenta la resistencia a la corrosión y oxidación. Aumenta la templabilidad. Aumenta algo la resistencia a altas temperaturas. Mejora la resistencia a la abrasión y al desgaste (con contenidos altos de carbono) Cobalto (Co): Mejora la dureza en calienta al aumentar la dureza de la ferrita. Manganeso (Mn): Contrarresta la fragilidad debida al azufre. Aumenta la templabilidad siendo su empleo muy económico. Molibdeno (Mo): Eleva la temperatura de crecimiento de grano de la austerita. Aumenta la templabilidad. Contrarresta la fragilidad de revenido. Mejora la resistencia en caliente y al creep, aumenta la dureza en caliente. Aumenta la resistencia a la corrosión en los aceros inoxidables. Forma partículas resistentes a la abrasión. Níquel (Ni): Aumenta la resistencia de los aceros recocidos. Aumenta la tenacidad de los aceros perlíticos – ferríticos (especialmente a baja temperatura). Hace austeníticos los aceros altos en cromo. Fósforo (P): Aumenta la resistencia en los aceros bajos en carbono. Mejora la resistencia a la corrosión. Mejora la maquinabilidad en los aceros bajos en C. Silicio (Si): Se usa como elemento desoxidante. Es el elemento de aleación fundamental de la chapa magnética y de la utilizada en aplicaciones eléctricas. Mejora la resistencia a la oxidación. Aumenta la templabilidad en los aceros con elementos no grafitizantes. Aumenta la resistencia de los aceros de baja aleación. Titanio (Ti): Fija el carbono en forma de partículas inertes. Reduce la dureza martensítica y la templabilidad en los aceros con contenido medio de cromo. Dificulta la formación de austerita en los aceros altos en cromo. Evita la perdida de cromo en ciertas zonas de los aceros inoxidables durante calentamientos muy prolongados. Tungsteno (W): Forma partículas duras y resistentes a la abrasión en los aceros de herramientas. Mejora la dureza y resistencia de los aceros a altas temperaturas. Vanadio (V): Eleva la temperatura de crecimiento de grano de la austerita (favorece las estructuras de grano fino). Aumenta la templabilidad cuando se encuentra disuelto. Dificulta el ablandamiento en el revenido y da lugar de una manera muy acusada al fenómeno de dureza secundaria. En forma general, los elementos de aleación otorgan al acero propiedades relevantes para otras exigencias. Mejoras en las propiedades mecánicas: incremento de la resistencia, incremento de la tenacidad, incremento de dureza a altas temperaturas, incremento en el endurecimiento por trabajado en frío, descenso en la plasticidad de aceros de baja resistencia, incremento en la resistencia a la abrasión o capacidad de corte, disminución de la fisuración y la distorsión y mejora en las propiedades en alta y baja temperatura. Mejoras en las propiedades magnéticas: incremento de la inducción máxima, descenso o ascenso en la fuerza coercitiva y descenso en el lazo de histéresis, y anulación de toda respuesta magnética. Mejoras en la resistencia al ataque químico: disminución de la oxidación en vía húmeda, disminución de la corrosión atmosférica, disminución al ataque en medio oxidante a elevada temperatura, y disminución al ataque de medios reactivos (líquidos o gaseosos). ACEROS SEGÚN EL GRADO DE ALEACIÓN La tarea de definir si un acero es o no aleado, es fácil si se siguen las reglas expuestas en las cuales se exponen a continuación: 1.- Donde exista un rango, el valor mínimo especificado, según el análisis de la cuchara, se toma como criterio de clasificación. 2.- Cuando el contenido de manganeso según el análisis de la cuchara, se especifique sólo como el valor máximo; se toma para la clasificación. 3.- Cuando a otros elementos (excluyendo el manganeso), se le especifique solamente el valor máximo según el análisis de la cuchara, se toma como criterio de clasificación el 70 % de este límite. 4.- Cuando no exista norma o especificación de la composición para la clasificación, se toma el análisis de la cuchara como criterio. 5.- Los resultados del análisis del semiproducto, pueden ser diferentes a los obtenidos en el análisis de la cuchara. Cuando el análisis del producto, puede localizar al acero en una clase diferente a lo normado, se incluye en la originalmente prevista y si es necesario se separa y se verifica con seguridad. 6.- Los aceros no aleados son aquellos en los cuales, todos los elementos listados en la tabla 1.1 de porcentajes, tienen valores menores respecto a los límites establecidos en el punto 1. 7.- Los aceros aleados, son aquellos en los cuales, para cada elemento listado en la tabla, el porcentaje de cada uno es igual o mayor a lo especificado. Si se define un acero como "aleado", entonces queda definir su grado de aleación. En la literatura existe claramente divulgado el criterio que se consideran aceros de baja aleación, los que tienen no más del 2.5 %, de elementos de aleación, de mediana aleación los que tienen de 2.5 a 10 % y como de alta aleación los que poseen más de 10 %). Elemento Aluminio Cobalto Bismuto Wolframio Vanadio Selenio Telurio Boro Silicio Otros*** Límite (%) 0.1 0.1 0.1 0.1 0.1 0.1 0.1 0.0008 0.5 0.05 Elemento Cromo Níquel Cobre Plomo Manganeso Molibdeno Niobio Titanio Zirconio Lantánidos** Límite (%) 0.0 0.3 0.4 0.4 1.65* 0.08 0.06 0.05 0.05 0.05 Tabla 6. Límite entre aceros aleados y no aleados * Si sólo se especifica el máximo, el límite es 1.80%, ** Cada uno *** Excepto S, P, C y N Nota: Los límites establecidos para los elementos siguientes, no deben ser empleados para establecer limitaciones en aceros aleados y no aleados. a) Bismuto d) Telurio b) Plomo e) Lantánidos c) Selenio f) Otros (***) ACEROS DE BAJA ALEACIÓN Los aceros de baja aleación contienen una cantidad de elementos aleantes que no supera el 8%. Este tipo de materiales han sido desarrollados y utilizados extensivamente para requerimientos especiales donde no es posible utilizar aceros al carbono corrientes con poca capacidad de endurecimiento. Al aumentar el contenido de elementos aleantes se consiguen varias mejoras tales como: Aumentar el grado de endurecimiento, aumentar su resistencia al desgaste, proporcionar resistencia al impacto, lograr buena maquinabilidad incluso con alta durezas, mejorar las propiedades mecánicas en temperaturas elevadas o muy bajas y lograr una resistencia a la corrosión superior a la de un acero al carbono ordinario. Estos materiales son producidos para encontrar cifras de resistencia a la tracción del orden de 485 a 1380Mpa junto con algunas características especiales. Los aceros de baja aleación de bajo contenido de carbono, tienen hasta de carbono y en calidad de elementos de aleación el Mn, Cr, Si, V, Mo, Ni Y se utilizan en las construcciones soldadas sometidas a cargas vibracionales y dinámicas. Ejemplos de estos y la subdivisión según el aleante, se ven a continuación trasliterados: 0.25 %, y otros. de tipo sistema al manganeso (4Mn2, 09Mn2, serie AISI 13XX) al manganeso-cobre (09Mn2Cu) al silicio-manganeso (12MnSi, 16MnSi, 17MnSi, etc.) al silicio-manganeso con cobre (09Mn2SiCu, etc.) al manganeso-vanadio (15MnV, etc.) al manganeso-vanadio con cobre (15MnVCu, etc.) al manganeso-vanadio con nitrógeno (14Mn2NV, etc.) al manganeso-vanadio con nitrógeno y cobre (14Mn2NiVCu, etc.) al manganeso-niobio (12Mn2Nb, etc.) al manganeso-niobio con cobre (10Mn2NbCu; etc.) al cromo-silicio-manganeso (14CrMnSi) al cromo-silicio-níquel con cobre (10CrSiNiCu, etc.) al cromo - níquel - fósforo con cobre (10CrNiPCu) Además de estos se encuentran los aceros resistentes a la fluencia a elevadas temperaturas de los tipos 0.5Cr-B0.5Mo y 1Cr-0.5Mo, los cuales comienzan a manifestar cierta termoestabilidad y resistencia a la fluencia. Los aceros de baja aleación de mediano contenido de carbono, tienen %C > 0.25. Son de forma general del tipo ternario o cuaternario, según la cantidad de elementos de aleación, además del carbono. Los aceros de baja aleación son utilizados en herramientas de máquina, unidades de transporte de alta velocidad, turbinas válvulas y fijaciones rieles, automóviles escavadoras y equipo para procesos químicos, maquinaria de pulpa y papeles, equipos de refinería, maquinaria de telas y varios tipos de equipos marinos. Estas aleaciones también se usan en el campo aeronáutico. Los aceros de baja aleación pueden dividirse en dos grupos de acuerdo a su uso: Aquellos utilizados para partes estructurales de elevada resistencia, capacidad de endurecimiento y tenacidad Y aquellos que son resistentes a la abrasión o al ataque corrosivo en altas o bajas temperaturas de servicio. No puede definirse una distinción rigurosa entre ambos grupos porque la mayoría funcionan en ambos campos. Los de elevado contenido de carbono, se emplean en lo fundamental en aceros instrumentales, ya sea, para la fabricación de muelles, herramientas de corte y otros, por ejemplo el 11CrV, 65MnA Los aceros de baja aleación se pueden dividir además según el nivel de resistencia a tracción en: Aceros de resistencia ordinaria (Rm < 600 MPa) Aceros de alta resistencia (UHSS-Ultra Hig ACEROS DE MEDIANA ALEACIÓN Contienen una cantidad de elementos de aleación entre 2.5 y 10 %. En estos grupos están los aceros de los sistemas Cr-Mo, Cr-Mo-V, ampliamente empleados en la industrias química, petroquímica, termoenergética, en tuberías, elementos de calderas de vapor, etc., y los aceros al Ni, muy utilizados en la técnica criogénica. Los primeros son termoestables y poseen alta resistencia a la fluencia a elevadas temperaturas (creep resisting steels), del orden de 400 a 6000 0C a la acción de cargas constantes aplicadas durante un largo periodo de tiempo sin excesiva, carburos de diversa estructura y procedencia. Los primeros se agrupan por la proporción de elementos en los siguientes: 1.25Cr - 0.5Mo 7Cr - 0.5Mo 2Cr - 0.5Mo 3Cr - 1Mo 2.25Cr - 0.5Mo 9Cr - 1Mo 5Cr - 0.5Mo y pueden tener según [48] estructuras de tipo: Perlítica Martensítica Martensítico-Ferrítica ACEROS DE ALTA ALEACIÓN Son las aleaciones con más del 45 % de hierro y con la suma de los restantes elementos de aleación no menor del 10 %, siendo el contenido de uno de ellos no menor del 8 %. Estos son subclasificados como sigue según su estructura en: Martensíticos Ferríticos Austeníticos-perlíticos Austeníticos Las referidas serán abordadas posteriormente, sin embargo se pueden destacar los aceros de acuerdo a los elementos principales de aleación que determinan sus propiedades especiales en los siguientes grupos: Aceros al cromo Aceros al cromo-níquel Aceros al manganeso (Hadfield) Aceros al níquel (Maraging) ACEROS DE HERRAMIENTAS Los aceros de herramientas, destinados, como su mismo nombre indica, a la construcción de todo tipo de herramientas utilizadas en la industria, se suelen agrupar, en una primera clasificación, en aceros de herramientas para trabajos en caliente y aceros de herramientas para trabajos en frío, separándose, por sus características especiales, en un grupo aparte, los aceros rápidos. Por trabajos en frío entendemos la conformación o hechurado de los materiales no sólo a temperatura ambiente, sino, asimismo, se admite un pequeño recalentamiento de hasta unos 2500 C. Por el contrario, los trabajos en caliente implican condiciones de frotamiento, compresión, choques repetidos, etc., en contacto cori una materia a alta temperatura que provoca que la parte activa de la herramienta alcance temperaturas superiores a 250° C. Se excluye del dominio anterior el trabajo de corte de los metales por arranque de viruta, ya que las aristas de corte se llevan a tan altas temperaturas que se precisan aptitudes excepcionales de dureza y de resistencia a la abrasión en caliente, que no pueden ser satisfechas más que por los aceros rápidos. Los clásicos aceros al carbono, que ofrecen todavía hoy día un buen número de empleos, podrían ser considerados principalmente como aceros de herramientas para trabajos en frío y ser incluidos en aquel grupo, pero por sus características especiales, por sus exigencias de calidad específicas y por su historia merecen ser agrupados separadamente. Asimismo, como cada vez adquiere más importancia la industria de los plásticos y atendiendo a las exigencias algo especiales que implica la construcción de sus moldes, los aceros con ese destino suelen quedar diferenciados en otro grupo especial, por lo menos al hablar de su selección , aunque en su mayoría son aceros también empleados en otras aplicaciones. Pero el número total de todos los aceros de herramientas es muy grande y comprende una gran variedad de tipos y composiciones que, sin tener en cuenta los aceros rápidos, van desde los aceros al carbono, o sea sin alear, hasta los aceros de alto contenido en cromo (12 %) o en wolframio (10 %). Ello se debe a que los métodos modernos de hechurado, conformado, mecanizado de los aceros, de las fundiciones, de los metales y aleaciones no férreas y de los materiales no metálicos, tanto si se hace con producción de viruta o sin ella, son asimismo muy diferentes y presentan exigencias muy diversas en cuanto a la capacidad de corte, duración del filo de corte, tenacidad, resistencia a los choques, esfuerzos mecánicos, resistencia al desgaste, indeformabilidad, etc. Se ve, por tanto, la conveniencia de agrupar a los aceros de herramientas de forma más precisa y concreta que en los cinco simples grupos generales indicados. Por ello, se han empleado, nuevas subclasificaciones, por ejemplo, en función de sus composiciones, agrupándolos en familias según los elementos de aleación que presenten. Asimismo, en función de su templabilídad, es decir, si son de temple en agua, en aceite o al aire, cte. Todo ello parece interesante y aprovecharemos esos criterios de división. Pero es conveniente también tender a una clasificación por utilizaciones o empleos. Esto nos parece esencial, además, si se quiere llegar a tener un criterio práctico para la elección de estos aceros de herramientas. En la mayoría de los casos, la elección de un acero de herramientas apropiado para una determinada utilización, es sencilla, pero en ocasiones se le presentan al usuario composiciones muy diferentes que le hacen dudar sobre las ventajas de unas y otras. Además, muchas veces ocurren fracasos y resultados irregulares con las herramientas que se atribuyen equivocadamente a la composición ensayada, siendo debidas a otras causas relacionadas con el tratamiento térmico o el diseño de la pieza, pero que ofuscan aún más al que intenta elegir un acero adecuado para construir una herramienta. Aceros de herramientas para trabajos en caliente En el caso de las herramientas para trabajos en caliente, es decir, que trabajan en servicios por encima de los 2500 C, la transformación y deformación de los materiales ha dado lugar a diversas técnicas que, a su vez, provocan solicitaciones distintas. Así, tenemos aceros para: 1. Moldes y coquillas de fundición inyectada. 2. Herramientas de forja libre. 3. Herramientas de forja con estampa. 4. Herramientas de prensas de extrusión de metales y aleaciones. 5. Herramientas de laminación (cilindros y mandrinos de tubos). 6. Herramientas de corte en caliente. Cuchillas o sierras. 7. Otras herramientas de conformado en caliente. Por ejemplo, matrices para tornillos, punzones, etc. Los aceros para moldes y Boquillas de fundición a presión o inyectada están adquiriendo de día en día mayor importancia y por ello muchos autores los estudian en un grupo aparte, de la misma forma que los aceros para moldes de plásticos. En la mayoría de los casos son aceros desarrollados para otros empleos, y, por lo tanto, incluidos en los grupos generales ya indicados. Pero se separan en grupo aparte para mantener esa idea clasificatoria en relación a los campos importantes de utilización. Aceros de herramientas para trabajos en frío Los aceros para herramientas para trabajos en frío, en líneas generales, se pueden dividir según vayan destinados a la construcción de herramientas que trabajan con producción de viruta o sin ella. En el primer caso, tenemos los siguientes tipos de acero: 1.- Herramientas de mecanizado (cuchillas, fresas, escariadores, etc.). 2.- Limas. 3.- Sierras. En cuanto al caso de herramientas que trabajan sin arranque de viruta, una forma de agrupar los aceros en diferentes clases es la siguiente: 1.- Herramientas de transformación del material por corte. a) Cizallas y tijeras. b) Útiles de perforar, cortar o punzonar (punzones o matrices cortantes). 2.- Herramientas de deformación de material. a) Matrices de deformar, curvar, cte. b) Herramientas de embutición. c) Herramientas de recalcado en frío. d) Herramientas de acuñar. e) Herramientas para extrusión en frío. f) Peines de laminar roscas. g) Cilindros de deformación del material en frío. h) Herramientas de calibrado de alambre, barras y tubos. 3.- Herramientas para trabajos de choque. a) Herramientas que trabajan con aire comprimido. b) Herramientas de minas y canteras. 4.- Herramientas varias. a) Herramientas de medida. Respecto a los aceros empleados en la construcción de moldes para la industria de los plásticos, es importante considerar el tipo de moldeo, por inyección o por compresión y la clase de producto empleado, puesto que, aparte de las características generales que se han de tener en cuenta para la fabricación del molde según esos factores, se deben atender propiedades tales como la capacidad del pulido y la resistencia a la corrosión y al desgaste en el acero. En nuestros trabajos, por tanto, vamos a clasificar los aceros en los grupos principales señalados y luego los estudiaremos en función de su composición para conocer qué aceros son los más utilizados en la industria y cuáles son sus características y propiedades, así como definir sus tratamientos térmicos. Clasificación de aceros para herramientas, según AISI Grupo Símbolo Descripción Alta velocidad (rápidos) T Base Tungsteno (%W: 11,75 – 19) Alta velocidad (rápidos) M Base Molibdeno (%Mo: 3,75 – 10) Trabajo en caliente H Base Cr, W, Mo Trabajos en frio A Media aleación, Temple al aire Trabajos en frio D Alto Cr, Alto C. (%Cr: 11,5 – 13,5) Trabajos en frio O Templables al aceite Resistencia al impacto S Medio Carbono, Al Si Propósitos específicos L Baja aleación, Medio-Alto Carbono Propósitos específicos F Alto Carbono, al W Moldes P Baja Aleación, Bajo Carbono Templables al agua W Alto Carbono Tabla 7. Clasificación de aceros para herramientas, según AISI ACEROS INOXIDABLES Origen del Acero Inoxidable Existen muchas versiones diferentes sobre el origen del acero inoxidable. Una de ellas afirma que poco antes de la Primera Guerra Mundial, un comerciante francés en chatarra se dio cuenta que un cañón permanecía brillante y limpio entre un montón de oxidados cañones. Las investigaciones revelaron que se había agregado una cantidad excesiva de cromo al acero básico durante la fabricación de este cañón especial. Así, el acero inoxidable, habría sido descubierto por casualidad. En 1905-1906 Quillet (Francia) fue la primera persona en producir y explorar, metalúrgica y mecánicamente, los aceros inoxidables en las composiciones que entran en las tres clases principales: Austeníticos, Ferríticos y Martensíticos. Sin embargo, él no descubrió el fenómeno de la pasividad (la resistencia sobresaliente de los aceros inoxidables a las soluciones químicas más corrosivas que atacarían fácilmente a los aceros al carbono). Entre 1908-1910 la investigación de Monnartz (Alemania) dio a conocer la inoxidabilidad de estos aceros como función de la pasividad. Él notó la importancia del mínimo de aproximadamente 11% de cromo, la necesidad de bajo carbono, el hecho de que el carbono podía estabilizarse y la contribución del molibdeno para realizar la resistencia a la corrosión. En la actualidad el Instituto Americano del Hierro (AISI) enumera aproximadamente 60 tipos convencionales. En los años recientes los aceros inoxidables para endurecimiento por precipitación (PH) han emergido como la cuarta clase. Más recientemente, los aceros inoxidables dúplex, que contienen aproximadamente 50% de Ferrita y 50% de Austenita están siendo promovidos como para ambientes agresivos en donde la resistencia a la corrosión por tensiones es de gran importancia. Qué es el Acero Inoxidable Los aceros inoxidables son aleaciones a base de hierro, con bajo contenido de carbono y un mínimo de 11% de cromo. La mayoría de los grados comerciales contiene al menos 11% de cromo y hasta 0.8% de carbono. Algunos grados contienen níquel como segundo elemento de aleación. Cuando el contenido total de la aleación excede aproximadamente el 50%, la designación “resistente al calor” es más aplicable que inoxidable. El cromo posee gran afinidad por el oxígeno y reacciona con él, formando una película de óxido de cromo que impide que el oxígeno continúe penetrando en el material y evitando la corrosión y oxidación del hierro, en nuestro caso del acero. Esta resistencia a la corrosión y oxidación es debido a la formación espontánea de una capa de óxido de cromo en la superficie del acero. Aunque es extremadamente fina, esta película invisible está firmemente adherida al metal y es extremadamente protectora en una amplia gama de medios corrosivos. Esta capa se llama capa pasiva. Incluso en el caso de que ocurra daño mecánico o químico, esta capa es auto reparable en presencia de oxígeno. Es decir, si se rompe la película pasiva, al entrar en contacto el cromo del acero inoxidable con el oxígeno, se regenera la película. Figura 1. Reacción del óxido de cromo ante la rayadura de una lamina de acero inoxidable Para aumentar la resistencia a la corrosión o para requerimientos de fabricación específicos, el cromo puede aumentarse y pueden añadirse otros elementos tales como níquel o molibdeno. Con aproximadamente 11% de Cromo, se formará una película protectora suficiente para soportar un ambiente poco agresivo como puede ser el interior de una vivienda, pero con el tiempo, si este acero presta servicio a la intemperie, acabará corroyéndose. Con alrededor de 18% de Cromo, el acero está en condiciones de soportar las más rigurosas condiciones atmosféricas. El grado de impenetrabilidad de la capa de óxido en ciertos ambientes depende no sólo de la composición de la aleación, sino también en el medio específico, de la temperatura de éste, y de la concentración del agente corrosivo. Ventajas del acero inoxidable Resistencia a la corrosión Todos los aceros inoxidables tienen una alta resistencia a la corrosión. Los grados de baja aleación, resisten la corrosión en condiciones atmosféricas; los grados altamente aleados pueden resistir la corrosión en la mayoría de los medios ácidos, incluso a elevadas temperaturas. Resistencia a la alta y baja temperatura Algunos grados resisten grandes variaciones térmicas y mantendrán alta resistencia a temperaturas muy altas, otros demuestran dureza excepcional a temperaturas criogénicas. Facilidad para la fabricación La mayoría de aceros inoxidables pueden ser cortados, soldados, forjados y mecanizados con resultados satisfactorios. Resistencia mecánica La característica de endurecimiento por trabajo en frío de muchos aceros inoxidables, se usa en el diseño para reducir espesores y así, los costos. Otros aceros inoxidables pueden ser tratados térmicamente para hacer componentes de alta resistencia. Estética El acero inoxidable está disponible en muchas terminaciones superficiales. Se mantiene fácilmente dando por resultado una alta calidad. Propiedades higiénicas. La facilidad de limpieza del acero inoxidable lo hace la primera opción en hospitales, cocinas, e instalaciones alimenticias y farmacéuticas. Ciclo de trabajo El acero inoxidable es un material durable, y es la opción más barata considerando el ciclo vital. Principales elementos de aleación y su influencia Cromo • Formador de Ferrita y Carburo. • Principal responsable de la resistencia a la corrosión y de la formación de la película de óxido. • No presenta aporte significativo en la resistencia a altas temperaturas y al creep. Níquel • Formador de Austenita. • Mejora la resistencia general a la corrosión en líquidos no oxidantes. • Mejora la tenacidad y la ductilidad. • Reduce la conductividad del calor. • Aumenta la resistencia eléctrica. • Aumenta la resistencia a la fatiga. • Aumenta la capacidad de ser soldado. • Se añade a los grados con cromo para mejorar las propiedades mecánicas. Molibdeno • Formador de Ferrita y Carburo. • Mejora la resistencia a temperaturas elevadas y al creep. • Mejora la resistencia general a la corrosión en medios no oxidantes, y la resistencia a la corrosión por picadura en todos los medios. CLASIFICACIÓN DE ACUERDO A SU MICROESTRUCTURA Los tres tipos principales de aceros inoxidables utilizados en la industria son las clases Martensítica, Ferrítica y Austenítica, nombres derivados de la fase predominante que se encuentra a temperatura ambiente. Una cuarta clase, los tipos PH (Precipitation Hardening) o de Endurecimiento por Precipitación, ha alcanzado importancia en las últimas décadas. En los últimos años, la clase Dúplex ha despertado gran interés. Figura 2. Relación entre el contenido de cromo y níquel en los distintos grupos de aceros inoxidables Aceros Inoxidables Austeníticos La clase austenítica contiene níquel como segundo elemento principal de aleación. El Ni se utiliza para suprimir la transformación de la Austenita y hacerla estable incluso a temperatura ambiente y más baja. Así, cuando el níquel se agrega al acero inoxidable en cantidades sufi cientes, la estructura cambia a Austenita. Los metales de aporte serie 300 de acero inoxidable Austenítico (con contenido de Cr que varía desde 15-32% y contenido de Ni de 8-37% aproximadamente) se utilizan en la mayor parte de las aplicaciones de soldadura ya que ellos son mucho más soldables que los aceros inoxidables ferríticos, martensíticos o de endurecimiento por precipitación. Características básicas • Elevada resistencia a la corrosión en una amplia gama de ambientes corrosivos, generalmente mejor que la de los aceros Martensíticos o Ferríticos, pero son vulnerables al agrietamiento por corrosión bajo tensiones (SCC) en ambientes de cloruro. • Excelente soldabilidad, mejor que los grados Ferríticos y Martensíticos. • Sobresaliente maleabilidad y ductilidad, mejor que los grados Ferríticos y Martensíticos. • Muy buenas propiedades criogénicas y buena resistencia a alta temperatura. La plasticidad de la estructura de la Austenita, transmite a estos aceros, su tenacidad, reducción en área y excelente resistencia al impacto aun a temperaturas criogénicas. • Endurecible solamente por trabajo en frío. Los aceros inoxidables Austeníticos no pueden ser templados para obtener Martensita, ya que el Níquel estabiliza la Austenita a temperatura ambiente e incluso por debajo de ella. • Comparado con el acero al carbono posee menor punto de fusión, menor conductividad térmica, mayor resistencia eléctrica y coeficientes de expansión térmica aproximadamente 50% mayores. • Las características magnéticas de los metales de aporte de acero inoxidable austenítico varían desde no magnéticos como en los Tipos 310, 320 y 330 completamente austeníticos a notablemente magnéticos como en el Tipo 312, que contiene más de un 25% de Ferrita. La mayoría de los aceros inoxidables austeníticos comunes tales como 308(L), 309(L), 316(L) y 347 son levemente magnéticos debido a la presencia de algo de Ferrita. Aplicaciones típicas • Algunos aceros completamente austeníticos pueden ser usados a temperaturas tan bajas como –270° C. • Plantas y equipos químicos. • Equipos para procesamiento de alimentos. • Usos arquitectónicos. Aceros Inoxidables Ferríticos Se caracterizan por una estructura ferrítica a cualquier temperatura ya que no presentan transformación de Ferrita en Austenita durante el calentamiento ni transformación martensítica en el enfriamiento. Por esta razón no hay posibilidad de cambios de fase. Si a un acero inoxidable se le aumenta el porcentaje de Cr y se limita la cantidad de C la vertical que representa a aleación se situará a la derecha del bucle gamma y el acero será ferrítico a cualquier temperatura, ya que no atraviesa ninguna línea de transformación, y no podrá ser templado, como por ejemplo los inoxidables tipo 430, 442, y 446. Los aceros Ferríticos son conocidos como los aceros inoxidables de cromo directo. Su contenido de cromo que varía entre 10.5% (Tipo 409) y el 30% (Tipo 448), pero con bajo contenido de carbono. Ejemplos son los aceros AISI 405, 430, 442 y 446. La más común de las aleaciones es la tipo 430 (UNS S43000), con 16% a 18% de cromo, 0.12% máx. de carbono. Características básicas • Soldabilidad frecuentemente mayor que los grados martensíticos pero menor que los grados austeníticos. • Resistencia a la corrosión algo superior a la de los aceros inoxidables martensíticos, pero inferior a la de los grados austeníticos. La presencia de cromo incrementa dicha resistencia. La ausencia de níquel reduce la resistencia general a la corrosión y los hace susceptibles en muchos medios como por ejemplo en H2S ,NH4Cl, NH4NO3 y soluciones de H6Cl2. Los aceros con menor contenido de cromo (10,5%) se les suele denominar inoxidables al agua, pues no resisten sostenidamente medios más agresivos. • Es propenso a aumentar el tamaño del grano a temperaturas elevadas y adquiere cierta fragilidad con permanencias prolongadas entre 450° y 500°C (fragilidad a 475°C). • Aceros de 25-30% de cromo presentan buena resistencia a la corrosión y en atmósferas sulfurosas en caliente. • Buena resistencia a la corrosión bajo tensión SCC, especialmente en cloruros a alta temperatura, comparada con los grados austeníticos. Pequeñas cantidades de Níquel, tan bajas como 1,5% son suficientes para inducir SCC. • No endurecible por el tratamiento térmico, sólo moderadamente por trabajo en frío, generalmente menos que los aceros inoxidables austeníticos. • Menor ductilidad que los aceros austeníticos, debido a la inherente menor plasticidad de la estructura cúbica centrada en el cuerpo del hierro alfa. Maleabilidad no tan buena como los grados austeníticos pero suficiente para trabajarlos fácilmente en frío. • Menor tenacidad que los grados austeníticos. • Alcanzan su máxima ductilidad y resistencia a la corrosión en la condición de recocido. • La Ferrita generalmente disminuye la dureza y la resistencia al impacto a temperaturas criogénicas. • Son bastante magnéticos y están expuestos a la desviación de arco (Soplo magnético). • Excelente resistencia al “pitting” y a la corrosión por rendija (Crevice) inducida por cloruros. • Se les prefiere en general por su resistencia a la corrosión y bajo costo, más que por sus propiedades mecánicas. Aplicaciones típicas • Tubos de intercambiadores de calor donde el SCC sea un problema, por ejemplo en plantas de procesamiento de petróleo o gas natural. • Estampado profundos de piezas como recipientes para industrias químicas, alimenticias, y para adornos arquitectónicos o automotrices. • Aplicaciones de resistencia al agrietamiento por corrosión de tensiones de cloruro, corrosión en medios acuosos, oxidación a alta temperatura y corrosión por picadura y por hendidura por medios de cloruro. • Tubos de escape de automóviles, tanques de radiadores, reactores catalíticos y alcantarillas. • Adornos decorativos y tanques de ácido nítrico. • Componentes que requieren protección contra subidas de temperatura tales como partes de hornos, boquillas y cámaras de combustión. • Tanques de agua caliente. Aceros Inoxidables Martensíticos Son aleaciones que atraviesan el campo gamma del diagrama de equilibrio Cr-Fe debido a lo cual pueden austenizarse y templarse. Pueden estar aleados con pequeñas cantidades de otros elementos. Son ferríticos en estado de recocido pero martensíticos con un enfriamiento más rápido ya sea en aire o en un medio líquido desde una temperatura superior a la crítica. Fueron los primeros aceros inoxidables desarrollados comercialmente (como cuchillería) y tienen contenido relativamente alto del carbono (0,1 - 1,2%) comparado a otros aceros inoxidables. Aceros de este grupo en general no contienen más de 14% de Cr – excepto los tipos 440 A, B, y C que contienen 16-18%Cr y una cantidad de Carbono suficiente para producir el endurecimiento. Junto con la clase de aceros inoxidables Ferríticos comparten la denominada serie AISI 400. En contraste con los aceros inoxidables auténticos, no contienen níquel como elemento de aleación. Algunos ejemplos son aceros tipo AISI 410, 416, 420, 431, 501 y 502. Características básicas • Moderada resistencia a la corrosión. Usualmente menor que la de los aceros austeníticos y ferríticos. • Baja soldabilidad, variando con el contenido de carbono. A mayor contenido de carbono, mayor será la necesidad de precalentar y realizar tratamientos térmicos posteriores, para producir soldaduras libres de defectos. • Excelente resistencia mecánica. • Puede ser endurecido por el tratamiento térmico y así alcanzar altos niveles de resistencia y dureza. Son endurecidos por aire cuando se enfrían rápidamente desde el rango de temperatura de austenizado (871°C-1010°C) en donde la fase austenítica es predominante. Ligeramente endurecibles por trabajo en frío. • Son bastante magnéticos al igual que los aceros inoxidables ferríticos, por lo tanto están sujetos al desvío del arco en la soldadura. • Son adecuados para temperatura moderadamente alta debido a la buena resistencia al creep y a la tensión en dicho rango de temperatura. • Cuando reciben tratamiento térmico apropiado tienen la resistencia a la corrosión adecuada en muchos ambientes, ofrecen mayor resistencia y buenas propiedades de fatiga junto con excelente resistencia a la oxidación y al desgaste. • Estas aleaciones se seleccionan a menudo por sus buenas propiedades mecánicas y bajo costo. Aplicaciones típicas En piezas que están sometidas a corrosión y que requieren cierta resistencia mecánica. • Aspas de turbinas (Tipo 403). • Revestimiento de asientos para válvulas. • Carcazas de bombas. • Cuerpos de válvulas y compresores. • Cuchillería, Hojas de afeitar e instrumentos quirúrgicos (Tipos 420 y 431). • Ejes, husos y pernos. Aceros Inoxidables Endurecibles Por Precipitación Son aleaciones base hierro, con Cr entre 12% y 18% y Ni entre 4% y 9%, además de elementos aleantes que producen el endurecimiento por precipitación tales como Molibdeno (Mo), Titanio (Ti), Nitrógeno (N), Cobre (Cr), Aluminio (Al), Tantalo (Ta), Niobio (Nb), Boro (B) y Vanadio (V). Han sido formulados de tal forma que puedan ser suministrados en condición de solución sólida (en la cual ellos son maquinables) y así puedan ser endurecidos después de la fabricación a través de un proceso de “envejecimiento” a baja temperatura entre 482-593°C minimizando los problemas asociados con los tratamientos a temperaturas elevadas. El principio del endurecimiento por precipitación es que una solución sólida cambia su estructura metalúrgica con el envejecimiento. Características Básicas • Moderada a buena resistencia a la corrosión. • Muy alta resistencia. Pueden lograrse hasta aproximadamente 1800 Mpa (excediendo la resistencia de los aceros inoxidables martensíticos) con resistencia a corrosión similar a la del Tipo 304. • Buena soldabilidad. • Magnéticos. Aplicaciones típicas • Servicios a alta temperatura como intercambiadores de calor y tubos de sobrecalentamiento de calderas a vapor. • Componentes aeroespaciales y marinos. • Tanques de combustibles. • Partes de bombas. • Ejes y pernos. • Sierras, cuchillos y juntas tipo fuelles flexibles. Aceros Inoxidables Dúplex Son aleaciones base hierro con Cr, Mo y una cantidad de estabilizadores de la Austenita como Ni y N para lograr el balance deseado entre las fases ferríticas y austeníticas de donde deriva su denominación dúplex. El nitrógeno aumenta el límite de fluencia y reduce la velocidad de la formación de compuestos intermetálicos frágiles. El molibdeno mejora la resistencia a la corrosión por picadura y rendija. Fueron desarrollados considerando que los aceros inoxidables austeníticos son vulnerables al agrietamiento por corrosión de tensiones (SCC) en ambientes de cloruro, aunque presentan una excelente soldabilidad. Los aceros inoxidables ferríticos tienden a ser frágiles y son difíciles de soldar pero resisten el SCC. Los aceros inoxidables dúplex combinan algunas de las mejores características de los aceros inoxidables austeníticos y ferríticos. La Austenita proporciona ductilidad y la Ferrita resistencia al SCC. Debido al balance existente entre estas dos fases, presentan ventajas en severas condiciones de temperatura y contenido de cloruros, donde los Inoxidables austeníticos sufren SCC, picaduras y rendijas. El contenido típico de Ferrita de estos aceros va entre un 40 y 60%. Contienen Cr relativamente alto (entre 18 y 28%) para mantener la resistencia a la corrosión de los aceros Austeníticos y cantidades moderadas de Ni (entre 4.5 y 8%) para aumentar el contenido de Ferrita y así aumentar la resistencia a SCC en medios con cloruros a alta temperatura. Ejemplos de aleaciones dúplex son los grados 312, 315, 318, 325 y 329. La aleación 2205 (UNS S31803) es una de las aleaciones dúplex más ampliamente usada. Comparando la composición de esta aleación con una de acero inoxidable completamente austenítico, tal como el tipo 316, la aleación 2205 es más alta en cromo, más baja en níquel y contiene nitrógeno. Características básicas. • Comparados con los grados austeníticos, los aceros inoxidables dúplex presentan mayor resistencia mecánica y una resistencia considerablemente mayor al SCC en soluciones de cloruro a expensas de una tenacidad, ductilidad y soldabilidad levemente menor. • Más alta resistencia a la tracción y punto de fluencia que los aceros austeníticos y ferríticos. • Buena soldabilidad y maleabilidad. ACEROS REFRACTARIOS Estas aleaciones son clasificadas como aceros refractarios debido a que pueden trabajar expuestos a temperaturas por sobre los 650ºC sin oxidarse y mantener optimas propiedades mecánicas. Este material es semejante a los aceros inoxidables resistentes a la corrosión, excepto porque contienen más carbono, el cual otorga gran resistencia mecánica a elevadas temperaturas. La siguiente tabla detalla las aleaciones que se preparan habitualmente: Designación ACI Composición Química % Especificación ASTM C Cr Ni Si (máx.) HC A297 0,5 máx. 26 - 30 4 máx. 2,00 HH A297 0,2 – 0,5 24 - 28 11 - 14 2,00 HK A297 0,2 – 0,6 24 - 28 18 - 22 2,00 Tabla 8. Clasificación aceros refractarios La norma ASTM A297 no considera tratamientos térmicos pero si el cliente lo solicita, podemos realizarlos a fin de mejorar sus propiedades. Se debe considerar que dichos tratamientos son caros y requieren un tiempo muy prolongado para obtener los cambios deseados. La aleación HC tiene una estructura ferrítica y posee buena resistencia a la oxidación hasta los 1095ºC. Sus propiedades mecánicas son capaces de soportar sólo esfuerzos leves en condiciones oxidantes. La aleación HH es básicamente austenitica, tiene gran resistencia mecánica y también contra la oxidación hasta los 1090 ºC. Este material es el que se utiliza con mayor frecuencia. La aleación HK tiene la mejor resistencia mecánica a en condiciones de elevada temperatura y por ello se utiliza en aplicaciones estructurales hasta 1150ºC, donde la cantidad de esfuerzos es importante. Ofrece buena resistencia contra gases sulfurados calientes, tanto en condiciones oxidantes o reductoras. Puede ser usado al aire, en ambientes hidrogenados o con presencia de amoniaco y en también en baños de sales neutras. Este tipo de materiales se utiliza mayoritariamente en la industria cementera, de procesamiento de minerales y siderúrgica. Cuando las temperaturas de servicio bordean el límite de resistencia, se utilizan en conjunto con materiales cerámicos ya sea con ladrillos refractarios o con “insertos” al interior de las piezas. FUNDICIONES DE HIERRO Las fundiciones de hierro son aleaciones de hierro carbono del 2 al 5%, cantidades de silicio del 2 al 4%, del manganeso hasta 1%, bajo azufre y bajofósforo. Se caracterizan por que se pueden vaciar del horno cubilote para obtener piezas de muy diferente tamaño y complejidad pero no pueden ser sometidas a deformación plástica, no sondúctiles ni maleables y poco soldables pero sí maquinables, relativamente duras y resistentes a la corrosión y al desgaste. Las fundiciones tienen innumerables usos y sus ventajas más importantes son: - Son más fáciles de maquinar que los aceros. - Se pueden fabricar piezas de diferente tamaño y complejidad. - En su fabricación no se necesitan equipos ni hornos muy costosos. - Absorben las vibraciones mecánicas y actúan como autolubricantes. - Son resistentes al choque térmico, a la corrosión y de buena resistencia al desgaste. De acuerdo con la apariencia de su fractura, las fundiciones pueden ser grises, blancas, atruchadas, aunque también existen las fundiciones maleables, nodulares y especiales o aleadas. Microconsttituyentes De Las Fundiciones Las fundiciones de hierro pueden presentar los mismos constituyentes de los aceros, más el eutéctico ledeburita compuesto de austenita y cementita, el eutéctico ternario de cementita, ferrita y fosfuro de hierro (esteadita) y el carbono en forma de láminas, nódulos o esferitas de grafito, su microestructura se basa en el diagrama hierro carbono estable. Ledeburita: Es el constituyente eutéctico que se forma al enfriar la fundición líquida de 4.3% C desde 1145°C. Está formada por 52% de cementita y 48% de austenita de 2% C. La ledeburita no existe a temperatura ambiente en las fundiciones ordinarias debido a que en el enfriamiento se transforma en cementita y perlita; sin embargo en las fundiciones se pueden conocer las zonas donde existió la ledeburita por el aspecto eutéctico con que quedan las agrupaciones de perlita y cementita. Esteadita: Es un constituyente de naturaleza eutéctica duro, frágil (300 a 350 Vickers) y de bajo punto de fusión (960°C), que aparece en las fundiciones de alto contenido en fósforo (más de 0. l5 % P) Propiedades De Las Fundiciones Es muy frágil, dureza baja de unos 80 a 100 HB, resistente al choque térmico, a la corrosión, absorbe las vibraciones, bajo costo y poco soldable comparado con el acero. Aspecto La superficie exterior en la fundición es de color gris oscuro, mientras que la fractura es oscura (fundición negra) o gris (fundición gris) o atruchada (puntos claros sobre fondo oscuro, o viceversa) o clara (fundición blanca); al aire libre, la superficie externa se cubre de herrumbe (óxido hidratado de hierro) de color rojo pardo que penetra lentamente en el interior. Peso específico El peso específico varía con la composición y por consiguiente con el aspecto de la fundición; se puede admitir, por término medio: Fundición gris = 7 a 7.2 Fundición atruchada = 7.3 a 7.4 Fundición blanca = 7.4 a 7.6 Temperatura de fusión aría con la composición y el aspecto de la fundición. En promedio es: Fundición negra gris 1200° C Fundición blanca 1100° C Fluidez Es la propiedad del metal líquido de correr y de llenar bien los moldes: en igualdad de temperatura, la fundición fosforosa es más fluida que la fundición con poco fósforo. Contracción Como se ha visto, el metal, al solidificarse, sufreuna contracción: en la fundición blenca la contracción es casi igual a la del acero (16 a 18 por 1000). En las fundiciones grises, en las cuales en el momento de la solidificación se segregan las laminillas de grafito ( de peso específico - 2 ) con aumento de volumen de la masa, la contracción final resulta menor ( 10 por 1000); la contracción varia también según los obstáculos mayores o menores que encuentra la colada en el molde. Resistencia a la tracción La fundiciíon gris tiene una carga de rotura a la tracción que, de cerca de 15 Kg/mm2, llega a los 30, 40 y 45 Kg/ mm2. Las fundiciones aleadas y lasesferidales sobrepasan este límite llegando a cargas que se pueden comparar a las de los aceros de calidad (70 y hasta 80 Kg/ mm2.) en las fundiciones maleables las cargas de rotura son de por lo menos 32 Kg/ mm2, generalmente en torno a 40 Kg/ mm2. La resistencia a la comprensión es mayor, y para las fundiciones grises normales resulta cerca de tres veces la de la tracción: por eso, como vemos, es aconsejable someter las piezas de fundición a esfuerzos de compresión, más bien que a los de tracción. Resistencia a la flexión Puesto que en la flexión las fibras del elemento quedan tensas en la parte convexa, y comprimidas en la cóncava, la resistencia a la flexión varia según la orientación de la sección. Resistencia al choque El choque y la resiliencia son solicitaciones dinámicas, y en su confrontación la fundición se comporta de un modo particular. Las fundiciones grises, resisten no muy bien los choque y son frágiles porque no sufren deformaciones plásticas. Las fundiciones maleables, por el contrario, y las de grafito nodular (fundiciones dúctiles) resisten bien; no obstante, si los choques está contenidos en el límite de seguridad; las fundicion es grises tienen un óptimo comportamiento, por su propiedad característica de amortiguar las vibraciones, por esto (además de por razones económicas) se ha llegado a sustituir los cigüeñales de acero tratado para compresores y para motores de combustión interna, por árboles colados con fundición gris, obteniéndose un funcionamiento más regular más suave y menos ruidos o. Dureza La dureza de la función es relativamente elevada. La fundición gris tiene una dureza de 140 a 250 Brinell, se puede mecanizar fácilmente, porque la viruta se desprende mejor y por la presencia de grafito liberado, que lubrica el paso de la viruta sobre el corte de la herramienta, la Viruta es siempre escamosa, excepto en las fundiciones maleables y en las de grafito nodular. Las fundiciones blancas tienen una dureza superior a 350 a 400 Brinell. Hasta cerca de 550 Brinell se pueden mecanizar con herramientas de carburo; más allá, requieren la muela de esmeril. Resistencia química La fundición tiene una discreta resistencia química, es decir, a los ácidos, a los álcalis, a las oxidaciones y al fuego. Por esto se hacen elementos para máquinas e instalaciones químicas y elementos para máquinas e instalaciones térmicas (parrillas, por ejemplo, calderas, etc). Otras propiedades La fundición no es dúctil, no es maleable (en el verdadero sentido de la palabra); se puede soldar al latón; en la soldadura oxiacetilénica y en la eléctrica de arco, el metal de aporte (acero o fundición) adquiere una elevada dureza y sólo con alguna dificultad puede ser trabajado. La fundición puede recibir baños galvánicos (ser niquelada, por ejemplo), ser galvanizada en caliente, estañada y esmaltada al fuego (piezas de uso doméstico y para la industria química) PROCESOS DE FUNDICIÓN DEL HIERRO Proceso de producción de piezas metálicas a través del vertido de metal fundido sobre un molde hueco, por lo general hecho de arena. El principio de fundiciones simple: se funde el metal, se vacía en un molde y se deja enfriar, existen todavía muchos factores y variables que se deben considerar para lograr una operación exitosa de fundición. La fundición es un antiguo arte que todavía se emplea en la actualidad, aunque ha sido sustituido en cierta medida por otros métodos como el fundido a presión (método para producir piezas fundidas de metal no ferroso, en el que el metal fundido se inyecta a presión en un molde o troquel de acero), la forja (proceso de deformación en el cual se comprime el material de trabajo entre dos dados usando impacto o presión para formar la parte), la extrusión (es un proceso de formado por compresión en el cual el metal de trabajo es forzado a fluir a través de la abertura de un dado para darle forma a su sección transversal), el mecanizado y el laminado (es un proceso de deformación en el cual el espesor del material de trabajo se reduce mediante fuerzas de compresión ejercidas por dos rodillos opuestos). La realización de este proceso empieza lógicamente con el molde. La cavidad de este debe diseñarse de forma y tamaño ligeramente sobredimensionado, esto permitirá la contracción del metal durante la solidificación y enfriamiento. Cada metal sufre diferente porcentaje de contracción, por lo tanto si la presión dimensionales crítica la cavidad debe diseñarse para el metal particular que se va a fundir. Los moldes se hacen de varios materiales que incluyen arena, yeso, cerámica y metal. Los procesos de fundiciones clasifican de acuerdo a los diferentes tipos de moldes. Proceso Se calienta primero el metal a una temperatura lo suficientemente alta para transformarlo completamente al estado líquido, después se vierte directamente en la cavidad del molde. En un molde abierto el metal líquido se vacía simplemente hasta llenar la cavidad abierta. En un molde cerrado existe una vía de paso llamada sistema de vaciado que permite el flujo del metal fundido desde afuera del molde hasta la cavidad, este es el más importante en operaciones de fundición. Cuando el material fundido en el molde empieza a enfriarse hasta la temperatura suficiente para el punto de congelación de un metal puro, empieza la solidificación que involucra un cambio de fase del metal. Se requiere tiempo para completar este cambio de fase porque es necesario disipar una considerable cantidad de calor. El metal adopta la forma de cavidad del molde y se establecen muchas de las propiedades y características de la fundición. Al enfriarse la fundición se remueve del molde; para ello pueden necesitarse procesamientos posteriores dependiendo del método de fundición y del metal que se usa. Entre ellos tenemos: El desbaste del metal excedente de la fundición. La limpieza de la superficie. Tratamiento térmico para mejorar sus propiedades. Pueden requerir maquinado para lograr tolerancias estrechas en ciertas partes de la pieza y para remover la superficie fundida y la microestructura metalúrgica asociada. Clasificación Del Proceso De Fundición Según El Tipo De Modelo a) Modelos Removibles En un procedimiento simple para moldear un disco de un metal fundido para hacer un engrane, el molde para este disco se hace una caja de moldeo que consta de dos partes. A la parte superior se le llama tapa, y a la parte inferior base. Las partes de la caja se mantienen en una posición definida, una con respecto a la otra por medio de unos pernos colocados en dos lados opuestos de la base que encajan en agujeros de unos ángulos sujetos a los lados de las tapas. El primer paso en la hechura de un molde es el de colocar el modelo en el tablero de moldear, que coincide con la caja de moldeo. Enseguida se coloca la tapa sobre el tablero con los pernos dirigidos hacia abajo. Luego se criba sobre el modelo para que lo vaya cubriendo; la arena deberá compactarse con los dedos en torno al modelo, terminando de llenar completamente la tapa. Para moldes pequeños, la arena se compacta firmemente con apisonadores manuales. El apisonado mecánico se usa para moldes muy grandes y para moldeo de gran producción. El grado de apisonado necesario solo se determina por la experiencia. Si el molde no ha sido lo suficientemente apisonado, no se mantendrá en su posición al moverlo o cuando el metal fundido choque con él. Por otra parte, si el apisonado es muy duro no permitirá que escape el vapor y el gas cuando penetre el metal fundido al molde. Después que se ha terminado de apisonar, se quita el exceso de arena arrasándola con una barra recta llamada rasera. Para asegurar el escape de gases cuando se vierta el metal, se hacen pequeños agujeros a través de la arena, que llegan hasta unos cuantos milímetros antes del modelo. Se voltea la mitad inferior del molde, de tal manera que la tapa se puede colocar en su posición y se termina el moldeo. Antes de voltearlo se esparce un poco de arena sobre el molde y se coloca en la parte superior un tablero inferior de moldeo. Este tablero deberá moverse hacia atrás y hacia delante varias veces para asegurar un apoyo uniforme sobre el molde. Entonces la caja inferior se voltea y se retira la tabla de moldeo quedando expuesto el moldeo. La superficie de la arena es alisada con una cuchara de moldeador y se cubre con una capa fina seca de arena de separación. La arena de separación es una arena de sílice de granos finos y sin consistencia. Con ella se evita que se pegue la arena de la tapa sobre la arena de la base. Enseguida se coloca la tapa sobre la base, los pernos mantienen la posición correcta en ambos lados. Para proporcionar un conducto por donde entra el metal al molde, se coloca un mango aguzado conocido como clavija de colada y es colocada aproximadamente a 25 mm de un lado del modelo, las operaciones de llenado, apisonado y agujerado para escape de gases, se llevan a cabo en la misma forma que la base. Con esto, el molde ha quedado completo excepto que falta quitar el modelo y la clavija de colada. Primero se extrae esta, abocardándose el conducto por la parte superior, de manera que se tenga una gran apertura por donde verter el metal. La mitad de la caja correspondiente a la mitad superior es levantada a continuación y se coloca a un lado. Antes de que sea extraído el modelo, se humedece con un pincel la arena alrededor de los bordes del modelo, de modo que la orilla del molde se mantenga firme al extraerlo. Para aflojar el modelo, se encaja en él una alcayata y se golpea ligeramente en todas direcciones. Enseguida se puede extraer el modelo levantándolo de la alcayata. Antes de cerrar el molde, debe cortarse un pequeño conducto conocido como alimentador, entre la caída del molde hecho por el modelo y la abertura de la colada. Este conducto se estrecha en el molde de tal forma que después que el metal ha sido vertido el mismo en el alimentador se puede romper muy cerca de la pieza. Para prever la contracción del metal, algunas veces se hace un agujero en la tapa, el cual provee un suministro de metal caliente a medida que la pieza fundida se va enfriando, esta aventura es llamada rebosadero. La superficie del molde se debe rociar, juntar o espolvorear con un material preparado para recubrimiento, dichos recubrimientos contienen por lo general polvo de sílice y grafito. La capa de recubrimiento del molde mejora el acabado de la superficie de colado y reduce los posibles defectos en las superficies. Antes que el metal sea vaciado en el molde, deberá colocarse un peso sobre la tapa para evitar que el metal líquido salga fuera del molde en la línea de partición. b) Modelos Desechables En la fabricación de moldes con modelos desechables, el modelo, que es usualmente de una pieza, es colocado en el tablero y la base de la caja se moldea en la forma convencional. Se agregan unos agujeros para ventilación y la base se voltea completamente para el moldeo de la tapa. Casi siempre la arena en verde es el material común más usado, aunque pueden usarse arenas especiales para otros propósitos, como arena de cara que se utiliza de inmediato alrededor del modelo. La arena en la línea de partición no se aplica en la tapa de la caja y la base no puede ser separada hasta que la fundición es removida. En cambio, la tapa es llenada con arena y se apisona. En cualquiera de los casos la colada es cortada en el sistema de alimentación o ambas, como usualmente sucede, esta es una parte del modelo desechable. Se hacen los agujeros para ventilación y se coloca algo de peso para oprimir la tapa. Los modelos de poliestireno, incluyen la alimentación y el sistema de colado. La colada es vaciada rápidamente en la pieza moldeada; el poliestireno se vaporiza; y el metal llena el resto de la cabida. Después de enfriado la fundición es eliminada del molde y limpiada. El metal es vaciado lo suficientemente rápido para prevenir la combustión del poliestireno, con el resultado de residuos carbonosos. En cambio, los gases, debido a la vaporización del material, son manejados hacia fuera a través de la arena permeable y los agujeros de ventilación. Un recubrimiento refractario se aplica comúnmente al modelo para asegurar un mejor acabado superficial para la fundición y le agrega resistencia al modelo. Es obligatorio a veces que los pesos para oprimir los moldes sean parejos en todos los lados para combatir la alta presión relativa en el interior del molde. Las ventajas de este proceso incluyen los siguientes aspectos: o Para una pieza no moldeada en máquina, el proceso requiere menos tiempo. o No requieren que hagan tolerancias especiales para ayudar a extraer el modelo de la arena y se requiere menor cantidad de metal. o El acabado es uniforme y razonablemente liso. o No se requiere de modelos complejos de madera con partes sueltas. o No se requiere caja de corazón y corazones. o El modelo se simplifica grandemente. Las desventajas de este proceso incluyen los siguientes aspectos: o o o o El modelo es destruido en el proceso. Los modelos son más delicados de manejar. El proceso no puede ser usado con equipos de molde o mecánico. No puede ser revisado oportunamente el modelo de la cavidad. Según Tipos De Fundiciones a) Fundición A La Arena Existen dos métodos diferentes por los cuales la fundición a la arena se puede producir. Se clasifica en función de tipo de modelo usado, ellos son: modelo removible y modelo desechables. En el método empleando modelo removible, la arena comprimida alrededor del modelo el cual se extrae más tarde de la arena. La cavidad producida se alimenta con metal fundido para crear la fundición. Los modelos desechables son hechos de poliestireno y en vez de extraer el modelo de la arena, se vaporiza cuando el metal fundido es vaciado en el molde. Para entender el proceso de fundición, es necesario conocer como se hace un molde y que factores son importantes para producir una buena fundición. Los principales factores son: o o o o o o o Procedimiento de moldeo Moldeo Arena Corazones Equipo metálico Metal Vaciado y limpieza o Procedimiento de moldeo Los moldes se clasifican según los materiales usados: Moldes de arena en verde. Es el método más común que consiste en la formación del molde con arena húmeda, usada en ambos procedimientos. La llamada arena verde es simplemente arena que no se ha curado, es decir, que no se ha endurecido por horneado. El color natural de la arena va desde el blanco hasta el canela claro, pero con el uso se va ennegreciendo. La arena no tiene suficiente resistencia para conservar su forma, por ello se mezcla con un aglutinante para darle resistencia; luego se agrega un poco de agua para que se adhiera. Esta arena se puede volver a emplear solo añadiendo una cantidad determinada de aglutinante cuando se considere necesario. Moldes con capa seca. Dos métodos son generalmente usados en la preparación de moldes con capa seca. En uno la arena alrededor del modelo a una profundidad aproximada de 10 mm se mezcla con un compuesto de tal manera que se seca y se obtiene una superficie dura en el molde. El otro método es hacer el molde entero de arena verde y luego cubrir su superficie con un rociador de tal manera que se endurezca la arena cuando el calor es aplicado. Los rociadores usados para este propósito contienen aceite de linaza, agua de melaza, almidón gelatinizado y soluciones liquidas similares. En ambos métodos el molde debe secarse de dos maneras: por aire o por una antorcha para endurecer la superficie y eliminar el exceso de humedad. Moldes con arena seca. Estos moldes son hechos enteramente de arena común de moldeo mezclada con un material aditivo similar al que se emplea en el método anterior. Los moldes deben ser cocados totalmente antes de usarse, siendo las cajas de metal. Los moldes de arena seca mantienen esta forma cuando son vaciados y están libres de turbulencias de gas debidas a la humedad. Moldes de arcilla. Los moldes de arcilla se usan para trabajos grandes. Primero se construye el molde con ladrillo o grandes partes de hierro. Luego, todas estas partes se emplastecen con una capa de mortero de arcilla, la forma del molde se empieza a obtener con una terraja o esqueleto del modelo. Luego se permite que el molde se seque completamente de tal manera que pueda resistir la presión completa del metal vaciado. Estos moldes requieren de mucho tiempo para hacerse y su uso no es muy extenso. Moldes furánicos. El proceso es bueno para la fabricación de moldes usando modelos y corazones desechables. La arena seca de grano agudo se mezcla con ácido fosfórico el cual actúa como un acelerador. La resina furánica es agregada y se mezcla de forma continua el tiempo suficiente para distribuir la resina. El material de arena empieza a endurecerse casi de inmediato al aire, pero el tiempo demora lo suficiente para permitir el moldeo. El material usualmente se endurece de una a dos horas, tiempo suficiente para permitir alojar los corazones y que puedan ser removidos en el molde. En uso con modelos desechables la arena de resina furánica puede ser empleada como una pared o cáscara alrededor del modelo que estará soportado con arena de grano agudo o en verde o puede ser usada como el material completo del molde. Moldes de CO2. En este proceso la arena limpia se mezcla con silicato de sodio y es apisonada alrededor del modelo. Cuando el gas de CO2 es alimentado a presión en el molde, la arena mezclada se endurece. Piezas de fundición lisas y de forma intrincada se pueden obtener por este método, aunque el proceso fue desarrollado originalmente para la fabricación de corazones. Moldes de metal. Los moldes de metal se usan principalmente en fundición en matriz de aleaciones de bajo punto de fusión. Las piezas de fundición se obtienen de formas exactas con una superficie fina, esto elimina mucho trabajo de maquinado. Moldes especiales. Plástico, cemento, papel, yeso, madera y hule todos estos son materiales usados en moldes para aplicaciones particulares. El molde debe poseer las siguientes características: Debe ser lo suficientemente fuerte para sostener el peso del metal. Debe resistir la acción de la erosión del metal que fluye con rapidez durante la colada. Debe generar una cantidad mínima de gas cuando se llena con el metal fundido. Los gases contaminan el metal y pueden alterar el molde. Debe construirse de modo que cualquier gas que se forme pueda pasar a través del cuerpo del molde mismo, más bien que penetrar el metal. Debe ser suficientemente refractario para soportar la alta temperatura del metal y poderse desprender con limpieza del colado después del enfriamiento. El corazón debe ceder lo suficiente para permitir la contracción del colado después de la solidificación. o Máquinas De Moldeo Estas máquinas ofrecen velocidades más altas de producción y mejor calidad de los colados además de mano de obra ligera y costos más bajos. Máquinas de moldeo por sacudida y compresión: consta básicamente de una mesa accionada por dos pistones en cilindros de aire, uno dentro del otro. El molde en la mesa se sacude por la acción del pistón inferior que eleva la mesa en forma repetida y la deja caer bruscamente en un colchón de rebote. Las sacudidas empacan la arena en las partes inferiores de la caja de moldeo pero no en la parte superior. El cilindro más grande empuja hacia arriba la mesa para comprimir la arena en el molde contra el cabezal de compresión en la parte superior. La opresión comprime las capas superiores de la arena en el molde pero algunas veces no penetra en forma efectiva todas las áreas del modelo. Máquinas de sacudida y vuelco con retiro del modelo: en esta máquina una caja de modelo se coloca sobre un modelo en una mesa, se llena con arena y se sacude. El exceso de arena se enrasa y se engrapa un tablero inferior a la caja de moldeo. La máquina eleva el molde y lo desliza en una mesa o transportador. La caja se libera de la máquina, el modelo se vibra, se saca del molde y se regresa a la posición de carga. Máquinas similares comprimen y también sacuden. Máquina lanzadora de arena: esta máquina logra un empaque consistente y un efecto de apisonado lanzando arena con alta velocidad al modelo. La arena de una tolva se alimenta mediante una banda a un impulsor de alta velocidad en el cabezal. Una disposición común es suspender la lanzadora con contrapesos y moverla para dirigir la corriente de arena con ventaja dentro de un molde. La dureza del molde se puede controlar mediante el operador cambiando la velocidad del impulsor y moviendo la cabeza impulsora. Su principal utilidad es para apisonar grandes moldes y su única función es empacar la arena en los moldes. Generalmente trabaja con el equipo de retiro del modelo. Los procesos de moldes en fundición comercialmente ordinaria pueden ser clasificados como: Moldeo en banco: Este tipo de moldeo es para trabajos pequeños, y se hace en un banco de una altura conveniente para el moldeador. En estos tipos de moldeo se producen grandes cantidades, también se utilizan placas correlativas que son modelos especiales metálicos de una sola pieza al igual que las cajas de tableros de soporte que permiten sacar con facilidad el modelo del molde de arena, el cual se puede volver a utilizar. Moldeo en piso: Cuando las piezas de fundición aumentan de tamaño, resulta difícil su manejo, por consiguiente, el trabajo es hecho en el piso. Este tipo de moldeo se usa prácticamente todas las piezas medianas y de gran tamaño. Suelen ser muy costosos, tienen el mismo procedimiento que el moldeo en banco salvo las características ya mencionadas. Moldeo en fosa: Las piezas de fundición extremadamente grandes son moldeadas en una fosa en vez de moldear en cajas. La fosa actúa como la base de la caja, y se usa una capa separadora encima de él. Los lados de la fosa son una línea de ladrillos y en el fondo hay una capa gruesa de carbón con tubos de ventilación conectados a nivel del piso. Entonces los moldes de fosa pueden resistir las presiones que se desarrollan por el calor de los gases, esta práctica ahorra mucho en moldes costosos. Molde en maquina: Las maquinas han sido construidas para hacer un número de operaciones que el moldeador hace ordinariamente a mano, tales como apisonar la arena, voltear el molde completo, formar la alimentación y sacar el modelo; todas estas operaciones pueden hacerse con la maquina mucho mejor y más eficiente que a mano. o Sistema De Alimentación Del Molde Los conductos que llevan el metal vaciado a la cavidad de molde son llamados sistema de alimentación, generalmente están constituidos por una vasija de vaciado, comunicando a un canal de bajada o conducto vertical conocido como bebedero, y a un canal a través del cual el metal fluye desde la base del bebedero a la cavidad del molde. En piezas grandes, de fundición puede usarse un corredor el cual toma el metal desde la base del bebedero y lo distribuye en varios canales localizados alrededor de la cavidad. El propósito de este sistema es, primeramente colocar el metal dentro de la cavidad. Como quiere que sea el diseño del sistema de alimentación es importante e involucra un número de factores. El metal debe entrar a la cavidad con el mínimo de turbulencia, y cerca del fondo de la cavidad en los casos de fundiciones pequeñas. La erosión de los conductos o superficie de la cavidad deben ser evitadas con una regulación apropiada del flujo del metal o por el uso de arena seca de corazones. El metal debe entrar en la cavidad así como proporcionar una solidificación direccional. La solidificación debe progresar desde la superficie del molde a la parte del metal más caliente compensando así la contracción. Se debe prever que no entre la escoria u otras partículas extrañas a la cavidad del molde. La vasija de vaciado, debe estar próxima a la parte superior al agujero del bebedero, facilitando el vaciado y eliminado la escoria. El metal debe ser vaciado de tal manera que la vasija de vaciado y el agujero del bebedero estén llenos todo el tiempo. Los rebosaderos que se obtienen proporcionan en los moldes la alimentación del metal líquido a la cavidad principal de la pieza para compensar las contracciones. Estas pueden ser tan grandes en sección, así como el resto del metal liquido, tan grande como sea posible, y puede localizarse cerca de las secciones grandes que pueden estar sujetas a una gran contracción. Si estas se colocan en la parte superior de la sección, la gravedad puede ayudar a la alimentación del metal en la propia pieza fundida. Los rebosaderos ciegos son como rebosaderos con cúpula, se localizan en la mitad de la tapa de la caja, los cuales no tienen la altura completa de la tapa. Estos están por lo normal colocados directamente sobre el canal, donde el metal alimenta dentro de la cavidad del molde y entonces complementa el metal caliente cuando el vaciado está completándose. o Tipos de Arena Arena Sílica (SiO2): se encuentra en muchos depósitos naturales, y es adecuada para propósitos de moldeo por que puede resistir altas temperaturas sin descomponerse. Esta arena es de bajo costo, tiene gran duración y se consigue en una gran variedad de tamaño y formas de grano. Por otra parte, tiene una alta relación de expansión cuando está sometida al calor y tiene cierta tendencia a fusionarse con el metal. La arena sílica pura no es conveniente por sí misma para el trabajo de moldeo puesto que adolece de propiedades aglomerantes. Las propiedades aglomerantes se pueden obtener por adición de 8 a 16% de arcilla. Los tres tipos de arcilla comúnmente usados son, la Caolinita, Ilita y Bentonita. Esta última, usadas con más frecuencia, proviene de cenizas volcánicas. Arenas naturales (semisintéticas): estas se han formado por la erosión de las rocas ígneas; se mezclan adecuadamente con arcillas al extraerlos en las canteras y solo se requiere agregarles agua para obtener una arena conveniente para moldeos de piezas fundidas de hierro y metales no ferrosos. La gran cantidad de materia orgánica encontrada en las arenas naturales impiden que sean lo suficientemente refractarias para usos en temperaturas elevadas, tal y como en el modelo de metales y aleaciones con alto punto de fusión. Arenas de moldeo sintéticas: se componen de Sílice lava de granos agudos, a lo que se añade 3 a 5% de arcilla. Con las arenas sintéticas se generan menos gas ya que se requiere menos del 5% de humedad para que desarrolle su resistencia adecuada. A medida que aumente el tamaño de las piezas a fundir conviene elegir también arena con granos más gruesa, de mayor resistencia y refracción. La arena ideal, seria aquella que se adaptara perfectamente bien para moldes destinados a distintos trabajos. Para la fundición de piezas cuya superficie deben presentar buen aspecto sin trabajos posteriores a la fundición, se hace necesario el empleo de moldes de arena fija. Este tipo de arena es recomendable ya que gracias a su contenido es posible obtener mayor permeabilidad, lo que conlleva a una disminución de los defectos de la pieza. A continuación se indican los distintos tipos de arena y la forma de empleo para construir moldes de fundición, según la naturaleza de cada metal. Los moldes para el cobre se hace de arena verde mojada, muy poroso, para permitir el libre escape de los gases. Los latones requieren arenas especiales, no muy grasosas pero de buena cohesión. Para que la superficie de las piezas fundidas resulte lisa y de buen aspecto, se aplicará arena de granos más bien finos y con una cierta cantidad de arcilla, sin olvidar, por otro lado que esta última ha de estar limitada, para que no impida la salida de los gases. Para los bronces se pueden aplicar moldes de arena verde o los llamados desecados. Los primeros se adaptan mejor para la fundición de piezas pequeñas, mientras que los segundos se usan para piezas de mayor tamaño. Para el aluminio y sus aleaciones, se usa arena que no ha de ser ni muy grasosa ni demasiado fina, con un contenido de arcilla de 10 a 15% y de 7 a 8% de agua; a esta arena se le agrega un poco aceite de lino, melaza, polvo de carbono o resina para aumentar la cohesión. Para las aleaciones de magnesio se aplica, por lo general, los mismos moldes que para la fundición del aluminio, pero con una diferencia solamente, que consiste en agregar a la arena de 3 a 10% de azufre y de 0.25 a 1% de ácido bórico. Esta 2 sustancia tienen por objeto, formar gases durante la fundición para impedir quemaduras en la superficie del metal o agujeros. o Calidad De Las Arenas Para determinar la calidad esencial de la arena de fundición se hace necesaria algunas pruebas periódicas. Las propiedades cambian por contaminación con materiales estaños, por la acción del lavado en el recocido, por el cambio gradual y la distribución de los tamaños de grano y por la continua exposición de esta a altas temperaturas. Las pruebas pueden ser tanto químicas como mecánicas, pero a aparte de la determinación de los elementos indeseables en la arena, las pruebas químicas son de poco uso. Las mayorías de las pruebas mecánicas son simples y no requieren equipos elaborados. Varias de las pruebas están diseñadas para determinar las siguientes propiedades de la arena de moldeo: Permeabilidad: La porosidad de la arena que permite el escape de los gases y vapores formados en el molde. Resistencia: La arena debe ser cohesiva hasta el grado de que tenga suficiente ligazón, tanto el contenido de agua como el de arcilla, afecta la propiedad de la cohesión. Resistencia en seco: es la resistencia necesaria en la arena para mantener la forma de la cavidad del molde cuando este seca. Resistencia en verde: es la capacidad de la arena para formar grumos para retener la forma necesaria. Refractariedad: La arena debe resistir las altas temperaturas sin fundirse. Resistencia en caliente: Esta resistencia hace que la arena no se deteriore ni cambie sus dimensiones. Una vez que el metal se solidifica y seca las orillas del molde, la arena se calentará mucho; pero en ese momento se solidificó el metal y no es crítico el estado de la arena. Desprendimiento: Es la facilidad de la arena para sacudirla o sacarla después que solidificó la pieza. Si la arena tiene mucho aglutinante se endurece mucho al secarlas y se hace difícil separarla de la pieza fundida. Tamaño y forma del grano: La arena debe tener un tamaño de grano dependiente de la superficie que se trate de producir, y los granos deben ser irregulares hasta tal grado que mantenga suficiente cohesión. o Equipo Para El Acondicionamiento De La Arena Propiamente la arena bien acondicionada es un factor importante en la obtención de una buena pieza fundida. Las arenas nuevas así como las usadas preparadas adecuadamente, contienen los siguientes resultados: El aglutinante está distribuido más uniformemente en los granos de arena. El contenido de humedad está controlado y además la superficie particular esta humedecidas. Las partículas extrañas están eliminadas de la arena. La arena se ventila de tal manera que no se compacta y esté en condiciones propias para el moldeo. Por razón de que acondicionar la arena a mano es difícil la mayoría de las fundiciones tienen equipos apropiados para esta operación. Figura 3. Multitrituradora continúa de arena de fundicion Tiene dos rodillos en los cuales está montada una combinación de rastras y muelas trituradoras. Las dos muelas trituradoras están dispuestas de tal manera que la arena pueda ser procesadas de forma continua. Las muelas trituradoras proporcionan una acción intensa de frotamiento y amasado. El resultado es una distribución a través de los granos de arena con el material aglutinado. La arena en verdad y la de corazones ambas pueden ser preparadas en esta manera. Pruebas de la arena: Son pruebas que se realizan continuamente para verificar que cumpla con los requisitos necesarios para poder soportar el proceso, ya que es normal que después del uso prolongado de estas se deterioren sus propiedades aglutinantes. El contenido de humedad se mide con un medidor de humedad el cual envía aire caliente a través de una muestra de arena a un volumen constante. El volumen de humedad se determina por el tiempo necesario para secar la muestra. Las resistencias se miden con una probadora universal: se toma una muestra de arena y se somete a pruebas de tracción, compresión, esfuerzo cortante y de carga. El número de veces que cae el peso muerto y apisona la arena, determina la resistencia del núcleo. La permeabilidad se mide con un aparato especial que registra el tiempo necesario para hacer pasar una cantidad determinada de aire a través de una muestra de arena. La arena poco permeable dejará pasar menos aire que otra más porosa. o Corazones Cuando una pieza de fundición debe tener una cavidad o hueco, tal y como un agujero para un tornillo, debe introducirse al molde alguna forma de corazón. Un corazón se define algunas veces como cualquier proyección de arena dentro del molde. Esta proyección puede quedar formada por el molde mismo o puede ser hecha en otra parte e introducido en el molde después de extraer el modelo. Se pueden formar superficies tanto internas como externas en una pieza de fundición mediante los corazones. Los corazones se clasifican como corazones de arena verde y corazones de arena seca. Los corazones de arena verde son aquellos formados por el mismo modelo y se hacen en la misma arena del molde. Los corazones de arena seca son los que se forman separadamente para insertarse después que se ha retirado el modelo y antes de cerrar el molde. En general deben usarse los corazones de arena verde, siempre que sea posible para mantener el costo de los modelos y de las piezas de fundición en un mínimo. Naturalmente los corazones separados aumentan el costo de producción. Un corazón debe ser: Permeable: capacidad de la arena para permitir que escapen los vapores. Refractario: capacidad de soportar altas temperaturas. Facilidad de colapso: habilidad para disminuir el tamaño conforme se enfría el colado y se contrae. Resistencia en seco: para que no se erosione y sea arrastrado o cambie de tamaño cuando esté rodeado del metal fundido. Friabilidad: facilidad para desmoronarse y eliminarse con facilidad del colado. Debe tener una tendencia mínima a generar gas. o Colada (Vaciado) En talleres y fundiciones de producción pequeña, los moldes se alinean en el piso conforme se van haciendo y el metal es tomado entonces en pequeñas cucharas de vaciado. Cuando se requiere más metal o si un metal más pesado es vaciado, se han diseñado cucharas para ser usadas, por dos hombres. En fundiciones grandes, están comprometidas en la producción en masa de piezas fundidas, el problema de manejo de moldes y vaciado de metal se resuelve colocando los moldes sobre transportadores y haciéndolos pasar lentamente por una estación de vaciado. La estación de vaciado puede ser localizada permanentemente cerca del horno o el metal puede ser traído a ciertos puntos por equipo de manejo aéreo. Los transportadores sirven como un almacén de lugar para los moldes, los cuales son transportados a un cuarto de limpieza. El rechupe, debido a la falta de alimentación de la pieza. Las superficies internas de esta cavidad están cubiertas con cristales dendríticos y no están oxidadas. b) Fundición Por Inyección: La fundición en esta forma y tratándose de gran cantidad de piezas, exige naturalmente un número considerable de moldes. Es evidente que el costo de cada pieza aumenta con el precio del molde. En las técnicas modernas para la fundición de pequeñas piezas, se aplican maquinas con moldes de metal, que duran mucho tiempo, pudiendo fundirse en ellos millares de piezas, el metal se inyecta en el molde a presión, por cuya razón este sistema se denomina por inyección. El peso de las piezas que se pueden fundir por inyección en moldes mecánicos, varía entre 0.5 gramos hasta 8 kilos. Por lo general se funden por inyección piezas de Zinc, Estaño, Aluminio, y Plomo con sus respectivas aleaciones La parte más delicada de la máquina para fundir por inyección es el molde. Este molde tiene que ser hecho con mucho cuidado y exactitud, tomando en cuenta los coeficientes de contracción y las tolerancias para la construcción de las piezas, de acuerdo con el metal y la temperatura con la que se inyecta. La cantidad de piezas que pueden fundir en un molde y con una sola maquina es muy grande, además, en una hora pueden fabricarse de 200 a 2000piezas según su tamaño y forma, por lo tanto, repartiendo el costo del molde, de la máquina, así como también los gastos de mano de obra para la manutención del equipo y teniendo en cuenta la gran producción, a de verse que las piezas fundidas en serie por inyección resultan de bajo costos. c) Fundición En Coquillas Si se hecha un metal fluido en un molde permanente, fabricado de hierro o acero, se efectúa la fundición en coquillas. Este método tiene una ventaja importante en comparación con la fundición en arena; se puede fundir con la pieza misma, roscas exteriores mayores, agujeros, etc. Las piezas coladas en coquillas tienen una superficie pareja y limpia por lo que, generalmente, no es necesario un trabajo posterior de acabado. La exactitud de la medida es mucho más grande que la fundición de arena; pero mucho menor que cuando se funde por inyección. Se puede observar que la estructura de la pieza fundida en coquillas es densa de grano muy fino, por lo que las propiedades mecánicas en estas son mejores que las de piezas iguales coladas en molde de arena. Por esta razón es posible disminuir el peso de piezas fundidas en coquillas, con el consiguiente ahorro de material. d) Fundición Centrífuga La fundición centrifuga es el proceso de hacer girar el molde mientras se solidifica el metal, utilizando así la fuerza centrífuga para acomodar el metal en el molde. Se obtienen mayores detalles sobre la superficie de la pieza y la estructura densa del metal adquiere propiedades físicas superiores. Las piezas de forma simétricas se prestan particularmente para este método, aun cuando se pueden producir otros muchos tipos de piezas fundidas. Por fundición centrifuga se obtienen piezas más económicas que por otros métodos. Los corazones en forma cilíndrica y rebosaderos se eliminan. Las piezas tienen una estructura de metal densa con todo y las impurezas que van de la parte posterior al centro de la pieza pero que frecuentemente se maquinan. Por razón de la presión extrema del metal sobre el metal, se pueden lograr piezas de secciones delgadas también como en la fundición estática. Los moldes permanentes se han hecho frecuentemente en la fundición centrifuga de magnesio. Desde entonces las piezas de fundición de magnesio son forzadas nuevamente al molde, las piezas se enfrían más rápidamente y el aire o gas atrapados se eliminan entre el molde y el material. Aunque en la fundición centrífuga hay limitaciones en el tamaño y forma de piezas fundida, se pueden hacer desde anillos de pistón de pocos gramos de peso y rodillo para papel que pesen arriba de 40 toneladas, blocks de máquinas en aluminio. FUNDICION BLANCA Se forma al enfriar rápidamente la fundición de hierro desde el estado líquido, siguiendo el diagrama hierro-cementita metaestable; durante el enfriamiento, la austenita solidifica a partir de la aleación fundida en forma de dendritas. A los 1130°C el líquido alcanza la composición eutéctica (4.3%C) y se solidifica como un eutéctico de austenita y cementita llamado ledeburita. Este eutéctico aparece en su mayor parte como cementita blanca que rodea las dentritas de forma de helecho. Figura 4. Microestructura de la fundición blanca Al enfriarse las fundiciones desde 1130°C hasta 723°C el contenido de carbono de la austenita varía de 2 a 0.8%C al precipitarse cementita secundaria que se forma sobre las partículas de cementita ya presentes, a los 723°C la austenita se Transforma en perlita, el eutectoide de los aceros. La fundición blanca se utiliza en cuerpos moledores por su gran resistencia al desgaste, el enfriamiento rápido evita la grafitización de la cementita pero si se calienta de nuevo la pieza colada a una temperatura de 870°C el grafito se forma lentamente adoptando una forma característica conocida como carbono de revenido, resultando la fundición maleable. La matriz de la fundición puede ser ferrítica o perlítica si la aleación se enfría más rápidamente a partir de los 723°C al final del tratamiento de maleabilización. Las fundiciones maleables se utilizan en la fabricación de partes de maquinaria agrícola, industrial y de transporte. Tipos De Clasificaciones Por el punto eutéctico o Fundición blanca Hipoeutectica: tienen un contenido de carbono del 2.11 al 4.3%, están formadas por dentritas de austenita primaria transformada en perlita y ledeburita transformada. o Fundición blanca eutéctica: con contenido de 4,3% de carbono y una estructura compuesta de ledeburita sin fases sobrantes. o Fundiciones blancas hipereutecticas: tiene un contenido de carbono de 4,3 a 6,67%, están formadas por cristales de cementita primaria y ledeburita transformada. Fundiciones blancas de alta aleación o Fundiciones Blancas al níquel – cromo, estas fundiciones son de bajo contenido de cromo 1 – 4 % y 3 – 5 % Ni, existiendo una aleación con contenidos de cromo del 7 al 11% o Fundiciones Blancas al cromo - molibdeno con contenidos de Cr del 11 al 23% y contenido de Molibdeno de hasta el 3%, con pequeñas adiciones de Ni o Cu o Fundiciones Blancas con contenidos de Cr entre 25 al 28 % y con contenidos de aleantes como Ni o Mo de hasta 1,5 %. Estas aleaciones son identificadas como Ni Hard tipo I – IV. Las fundiciones blancas con contenidos de cromo de hasta el 4 %, desarrollan una dureza entre 350 a 550 HB, teniendo los carburos del tipo M3C. ( Baja aleación) Las fundiciones blancas de alta aleación desarrollan una dureza de 450 a 800 HB, siendo los carburos del tipo M7C3, los cuales son más duros que los M3C. Fundiciones blancas al níquel – cromo Este grupo de aleación es el de más antiguo desarrollo o uso, siendo utilizados por más de 50 años. Tienen una buena relación costo/servicio, y son utilizados en minería. En las fundiciones blancas de matriz martensítica el níquel (elemento principal de esta aleación) con contenidos de 3 al 5 % es el encargado de suprimir la transformación de la matriz austenítica a perlítica, asegurando una estructura dura (martensítica, usualmente con cantidades significativas de austerita retenida). La inclusión del cromo con contenidos que varían del 1,4 al 4 % es para asegurar que el hierro solidifique en forma de carburo, es decir para contrarrestar el efecto grafitizante del níquel. La composición óptima de la fundición blanca al níquel – cromo requiere de varios factores como ser dimensiones, peso de la pieza y el más importante requerimiento en servicio. La resistencia a la abrasión es función de la dureza y del volumen de carburos en la microestructura. Fundiciones blancas de alto cromo En las aleaciones de alto cromo, utilizadas para la resistencia a la abrasión existe un balance entre la resistencia al desgaste y la tenacidad. Variando la composición química y el tratamiento térmico, se puede ajustar las propiedades a la mayoría de las aplicaciones abrasivas. Esta clase de fundiciones de alto cromo, presenta en la estructura un eutéctico de carburo duro M7C3, discontinuo, que es opuesto al carburo M3C, que es continuo y mucho más blando, siendo este tipo de estructura la encontrada en las aleaciones con menos contenido de cromo. Clasificación de las fundiciones de alto cromo: La norma ASTM A 532 cubre la composición y la dureza de 2 grupos de fundiciones blancas. ASTM A 532, Clase II (Fundiciones al Cromo –Molibdeno) con contenido de cromo entre 11 al 22% y con un contenido de molibdeno de hasta 3,5 %Mo, pudiendo ser elaborada con una matriz austenítica o austenítica- martensítica, y por medio de tratamiento térmico se obtiene una matriz martensítica para obtener una máxima resistencia a la abrasión, siendo considerada la más dura de todas las fundiciones blancas. Comparadas con las fundiciones blancas al niquel – cromo de menor aleación, el eutéctico de carburo son más duros pudiéndose tratar con TT para alcanzar una alta dureza en la pieza. La adición de Molibdeno, cobre y niquel es para evitar la estructura perlítica y de ese modo asegurar la máxima dureza. ASTM A 532 Clase III: Las fundiciones de alto cromo representan a las primeras fundiciones blancas, datando la primer patente de 1917 con contenidos de cromo de 23 o 28% con contenido de molibdeno de hasta 1,5%, adicionándose para prevenir la perlita. El contenido de Ni y de Cu es del 1%. Uso de las fundiciones blancas Este tipo de fundiciones son las que poseen una mayor resistencia al desgaste y a la abrasión, fundamentada en la gran cantidad de carburo de hierro que poseen, centrando en estas propiedades sus aplicaciones, siendo las más usadas ente las fundiciones blancas la hipoeutecticas con contenido de 2.5 a 3.2%, por otro lado la fragilidad y falta de maquinabilidad limitan su aplicación en ingeniería, aunque sí se emplean donde no se requiere ductilidad como: o o o o o o Camisas interiores de las hormigoneras. Placas de revestimiento de molinos trituradores. Zapata para freno de ferrocarril. Cilindro de los trenes de laminación. Rodillos de laminado. Su principal uso es como material de partida para la fabricación de fundiciones maleables. FUNDICION GRIS La mayor parte del contenido de carbono en el hierro gris se da en forma de escamas o láminas de grafito, las cuales dan al hierro su color y sus propiedades deseables. El hierro gris es fácil de maquinar, tiene alta capacidad de templado y buena fluidez para el colado, pero es quebradizo y de baja resistencia a la tracción. Figura 5. Microestructura del hierro gris (ferrita y perlita) El hierro gris se utiliza bastante en aplicaciones como bases o pedestales para máquinas, herramientas, bastidores para maquinaria pesada, y bloques de cilindros para motores de vehículos, discos de frenos, herramientas agrícolas entre otras. Tabla 9. Clasificación de las fundiciones grises según la norma ASTM A48-41. FUNDICION NODULAR La fundición nodular, dúctil o esferoidal se produce en hornos cubilotes, con la fusión de arrabio y chatarra mezclados con coque y piedra caliza. La mayor parte del contenido de carbono en el hierro nodular, tiene forma de esferoides. Para producir la estructura nodular el hierro fundido que sale del horno se inocula con una pequeña cantidad de materiales como magnesio, cerio, o ambos. Esta microestructura produce propiedades deseables como alta ductilidad, resistencia, buen maquinado, buena fluidez para la colada, buena endurecibilidad y tenacidad. No puede ser tan dura como la fundición blanca, salvo que la sometan a un tratamiento térmico, superficial, especial. Este tipo de fundición se caracteriza porque en ella el grafito aparece en forma de esferas minúsculas y así la continuidad de la matriz se interrumpe mucho menos que cuando se encuentra en forma laminar, esto da lugar a una resistencia a la tracción y tenacidad mayores que en la fundición gris ordinaria. La fundición nodular se diferencia de la fundición maleable en que normalmente se obtiene directamente en bruto de colada sin necesidad de tratamiento térmico posterior. El contenido total de carbono de la fundición nodular es igual al de la fundición gris. Las partículas esferoidales de grafito se forman durante la solidificación debido a la presencia de pequeñas cantidades de magnesio o cerio, las cuales se adicionan al caldero antes de colar el metal a los moldes, la cantidad de ferrita presente en la matriz depende de la composición y de la velocidad de enfriamiento. Figura 6. Microestructura de la fundición nodular ferrítico perlítica Las fundiciones nodulares perlíticas presentan mayor resistencia pero menor ductilidad y maquinabilidad que las fundiciones nodulares ferríticas. Tabla 10. Clasificación de la fundición nodular teniendo en cuenta sus características mecánicas de acuerdo con la norma ASTM A-536. Cada día se están sustituyendo muchos elementos de máquinas que tradicionalmente eran de fundición gris o acero por fundición nodular. FUNDICION MALEABLE Los hierros maleables son tipos especiales de hierros producidos por el tratamiento térmico de la fundición blanca. Estas fundiciones se someten a rígidos controles y dan por resultado una microestructura en la cual la mayoría del carbono está en la forma combinada de cementita, debido a su estructura la fundición blanca es dura, quebradiza y muy difícil de maquinar. Figura 7. Microestructura de la fundición maleable Se obtiene a partir de las fundiciones blancas dando: Fundición maleable europea o de corazón blanco: Se fabrica a partir de una fundición blanca por un largo tratamiento térmico (3 días) a alta T (1000ºC) en una atmósfera oxidante. El O2 de la atmósfera del horno se combina con el C de la pieza y se forma CO2 que se incorpora a la corriente gaseosa. O2 (atmósfera) + C (grafito de la pieza) → CO2 (atmósfera) La pieza pierde progresivamente C y la estructura final resultante será casi totalmente ferrítica, con un pequeño porcentaje de Fe3C. Fundición maleable Americana o de corazón negro: Se trata a la fundición blanca durante 2 días a 900ºC en una atmósfera neutra. La composición de la aleación no se modifica, sino que la cementita de la fundición blanca se transforma en austenita y grafito (módulos de perfil irregular). Las fundiciones maleables son muy dúctiles y se moldean bien. Los tratamientos térmicos de maleabilización son largos y costosos. Las composiciones es de 3% de C y 0.75% de Si para la Fundición Europea y de 2.5% de C y 1% de Si para la Americana (el contenido alto de Si favorece el tratamiento térmico). FUNDICIONES DÚCTILES Con grafito esferoidal: Se fabrican a partir de fundiciones grises en los que el grafito adopta morfología globular, gracias a la adición de pequeñas cantidades de Mg (Ca, Na, Ce,…), que actúan como desoxidantes, desulfurantes y estabilizadores de craburos. La microestructura son esferoides de grafito dentro de una matriz que quedes ser perlita, ferrita o ferrito-perlítica. También se añaden elementos inoculantes, ya que la adición de Mg exclusivamente blanquearía totalmente la fundición. Tiene resistencias parecidas a los aceros semiduros. Los valores de resilencia y alargamiento son superiores a los de las fundiciones ordinarias, pero inferiores a los aceros. Tiene un punto de fusión más bajo que cualquier otra aleación. Su alta resistencia al desgaste (ELEMENTOS DE MAQUINAS Y MOTORES). La presencia de grafito que como autolubricante y facilita la maquinabilidad. Con grafito difuso: Son fundiciones con grafito esferoidal en partículas finísimas. En la microestructura aparece una gran cantidad de pequeñísimos nódulos de grafito repartidos uniformemente por la masa del metal. Se parte de una fundición blanca que se somete a temple y revenido (500ºC) seguido de un recocido a 780ºC en el que se produce la grafitización en forma difusa. Contienen % elevados de Mn para obtener una fundición blanca de colada y facilitar el temple martensítico. También son susceptibles de tratamientos térmicos para obtener las propiedades mecánicas necesarias, presentando alargamientos superiores al 2% y buena resistencia a la fatiga. CRITERIOS DE SELECCIÓN DE LA FUNDICIONES Si bien nos ocupa básicamente escoger el material apropiado, el primer paso de la selección estará dado en definir si la solución correcta al problema es optar por pieza moldeada, un semielaborado ferroso o no ferroso cortado, mecanizado y/o soldado, forjada, u otra alternativa. Sintéticamente diremos que la opción por un fundido se hará más favorable cuanto más dificultosa sea la geometría de la pieza; posteriormente se evaluarán los temas técnicos específicos y análisis de costos. Seleccionada la opción de pieza fundida, el proyecto debe ajustarse a principios de éstas; básicamente son perjudiciales los cambios bruscos de sección; en todas las aleaciones provoca rechupes, fisuras y tensiones; particularmente en la gris y nodular, agrava el hecho de la notoria modificación de las propiedades mecánicas en función de los diferentes espesores y consecuente velocidad de enfriamiento. Los valores dados en las especificaciones para la resistencia se acercarán tanto más a las de las probetas representativas, cuanto más correctos sean los principios de diseño utilizados. Un buen diseño, significará menor costo de herramental y producción. La consulta con el fundidor, será de suma utilidad. Analizaremos más profundamente la selección correcta del material de las piezas fundidas, por ser una dificultad para los proyectistas y fabricantes. Debe atenderse un conjunto de propiedades específicas para cada aplicación, sin dejar de lado los costos y facilitar la técnica de fabricación. Exige tener amplios conocimientos y experiencia previa, siendo útil la orientación por aplicaciones y resultados de equipos iguales o similares ya funcionando. Se debe partir de las solicitaciones en servicio, correlacionándolos con las características que ofrecen cada material, su estructura y elementos químicos. Generalmente, es suficiente analizar las propiedades mecánicas, porque los esfuerzos se realizan a temperatura normal, y bajo corrosión ambiental que a lo sumo exige una pintura protectora para la oxidación por humedad; sin embargo, se presentan otros ambientes más exigidos a la corrosión, trabajo a alta temperatura, compresión, desgaste, o varios de ellos superpuestos. Surge entonces la necesidad y desarrollo de las fundiciones especiales, resistentes a esos efectos: a) Inoxidables, fundamentalmente a la corrosión de soluciones líquidas; cada agente corrosivo, tiene un metal que mejor lo soporta, no siempre ferroso; por eso también enumeramos las aleaciones no ferrosas. b) Refractarias, al ataque de gases calientes; además del carácter de los gases que corroen, tiene fundamental importancia el rango y ciclo de temperatura de trabajo; por la abrupta caída de las propiedades mecánicas, en función del aumento de la temperatura a la cual se determinan. c) Abrasivas, variando si está acompañada de compresión, impacto, o corrosión si se ejerce en medio húmedo. Ningún metal fundido que ofrece el mercado y la tecnología, es el más apropiado para ser utilizado bajo diferentes condiciones posibles de servicio; igual que ningún material sirve para satisfacer todas las necesidades de la ingeniería, cada tipo de metal que analicemos poseerá propiedades esenciales en él, que determinarán el uso al que se destinan. Si bien la principal responsabilidad del fundidor es aplicar las técnicas necesarias para obtener el material solicitado, su experiencia para llegar a la selección más sensata, económica y correcta es fundamental. Características Esferoidal Maleable Gris Blanca Colabilidad Mecanizado Seguridad Amortiguación de vibraciones Endurecimiento superficial Módulo de elasticidad Resistencia al impacto Resistencia a la corrosión Resistencia / peso Resistencia a la abrasión Costo de fabricación Mejor Peor Tabla 11. Cuadro comparativo de propiedades TRATAMIENTO TÉRMICO Se conoce como tratamiento térmico al conjunto de operaciones de calentamiento y enfriamiento, bajo condiciones controladas de temperatura, tiempo de permanencia, velocidad, presión, de los metales o las aleaciones en estado sólido, con el fin de mejorar sus propiedades mecánicas, especialmente la dureza, la resistencia y la elasticidad. Los materiales a los que se aplica el tratamiento térmico son, básicamente, el acero y la fundición, formados por hierro y carbono. También se aplican tratamientos térmicos diversos a los cerámicos. Propiedades mecánicas. Las características mecánicas de un material dependen tanto de su composición química como de la estructura cristalina que tenga. Los tratamientos térmicos modifican esa estructura cristalina sin alterar la composición química, dando a los materiales unas características mecánicas concretas, mediante un proceso de calentamientos y enfriamientos sucesivos hasta conseguir la estructura cristalina deseada. Entre estas características están: o Resistencia al desgaste: Es la resistencia que ofrece un material a dejarse erosionar cuando está en contacto de fricción con otro material. o Tenacidad: Es la capacidad que tiene un material de absorber energía sin producir fisuras (resistencia al impacto). o Maquinabilidad: Es la facilidad que posee un material de permitir el proceso de mecanizado por arranque de viruta. o Dureza: Es la resistencia que ofrece un material para dejarse penetrar. Se mide en unidades BRINELL (HB), unidades ROCKWEL C (HRC), VICKERS (HV), etc. o Dureza Vickers: mediante la prueba del mismo nombre. También puede ser definido como la capacidad de un material de no ser rayado. Mejora de las propiedades a través del tratamiento térmico. Las propiedades mecánicas de las aleaciones de un mismo metal, y en particular de los aceros, residen en la composición química de la aleación que los forma y el tipo de tratamiento térmico a los que se les somete. Los tratamientos térmicos modifican la estructura cristalina que forman a los aceros, sin variar la composición química de los mismos. Esta propiedad debe tener diferentes estructuras de grano con la misma composición química, se llama alotropía y es la que justifica los tratamientos térmicos. Técnicamente, el poliformismo es la capacidad de algunos materiales de presentar distintas estructuras cristalinas (véase redes de Bravais), con una única composición química. El diamante y el grafito son polimorfismos del carbono. La αferrita, la austenita y la δ-ferrita son polimorfismos del hierro. En un elemento químico puro, esta propiedad se denomina alotropía. Por lo tanto, las diferentes estructuras de grano pueden modificarse, con lo cual se obtienen aceros con nuevas propiedades mecánicas, pero siempre manteniendo la composición química. Estas propiedades varían de acuerdo con el tratamiento que se le dé al acero, dependiendo de la temperatura hasta la cual se lo caliente y de cómo se enfría el mismo. La forma que tendrá el grano y los microconstituyentes que compondrán el acero, sabiendo la composición química del mismo (esto es, porcentaje de carbono y de hierro (Fe3)) y la temperatura a la que se encuentra se puede observar en el diagrama hierro-carbono. Clasificación de Tratamientos térmicos del acero. El tratamiento térmico en el material es uno de los pasos fundamentales para que pueda alcanzar las propiedades mecánicas para las cuales está creado. Este tipo de procesos consisten en el calentamiento y enfriamiento de un metal en su estado sólido para cambiar sus propiedades físicas. Con el tratamiento térmico adecuado se pueden reducir los esfuerzos internos, el tamaño del grano, incrementar la tenacidad o producir una superficie dura con un interior dúctil. La clave de los tratamientos térmicos consiste en las reacciones que se producen en el material, tanto en los aceros como en las aleaciones no férreas, y ocurren durante el proceso de calentamiento y enfriamiento de las piezas, con unas pautas o tiempos establecidos. Para conocer a que temperatura debe elevarse el metal para que se reciba un tratamiento térmico es recomendable contar con los diagramas de cambio de fases como el del hierro-carbono. En este tipo de diagramas se especifican las temperaturas en las que suceden los cambios de fase (cambios de estructura cristalina), dependiendo de los materiales diluidos. Los tratamientos térmicos han adquirido gran importancia en la industria en general, ya que con las constantes innovaciones se van requiriendo metales con mayores resistencias tanto al desgaste como a la tensión. Se pueden clasificar en: Tratamientos térmicos o Temple: Su finalidad es aumentar la dureza y la resistencia del acero. Para ello, se calienta el acero a una temperatura ligeramente más elevada que la crítica superior Ac (entre 900-950 °C) y se enfría luego más o menos rápidamente (según características de la pieza) en un medio como agua, aceite, etcétera. o Revenido: Sólo se aplica a aceros previamente templados, para disminuir ligeramente los efectos del temple, conservando parte de la dureza y aumentar la tenacidad. El revenido consigue disminuir la dureza y resistencia de los aceros templados, se eliminan las tensiones creadas en el temple y se mejora la tenacidad, dejando al acero con la dureza o resistencia deseada. Se distingue básicamente del temple en cuanto a temperatura máxima y velocidad de enfriamiento. o Recocido: Consiste básicamente en un calentamiento hasta la temperatura de austenización (800-925 °C) seguido de un enfriamiento lento. Con este tratamiento se logra aumentar la elasticidad, mientras que disminuye la dureza. También facilita el mecanizado de las piezas al homogeneizar la estructura, afinar el grano y ablandar el material, eliminando la acritud que produce el trabajo en frío y las tensiones internas. o Normalizado: Tiene por objetivo dejar un material en estado normal, es decir, ausencia de tensiones internas y con una distribución uniforme del carbono. Se suele emplear como tratamiento previo al temple y al revenido. Tratamientos Termoquímicos Los tratamientos termoquímicos son tratamientos térmicos en los que, además de los cambios en la estructura del acero, también se producen cambios en la composición química de la capa superficial, añadiendo diferentes productos químicos hasta una profundidad determinada. Estos tratamientos requieren el uso de calentamiento y enfriamiento controlados en atmósferas especiales. Entre los objetivos más comunes de estos tratamientos están aumentar la dureza superficial de las piezas dejando el núcleo más blando y tenaz, disminuir el rozamiento aumentando el poder lubrificante, aumentar la resistencia al desgaste, aumentar la resistencia a fatiga o aumentar la resistencia a la corrosión. Cementación (C): aumenta la dureza superficial de una pieza de acero dulce, aumentando la concentración de carbono en la superficie. Se consigue teniendo en cuenta el medio o atmósfera que envuelve el metal durante el calentamiento y enfriamiento. El tratamiento logra aumentar el contenido de carbono de la zona periférica, obteniéndose después, por medio de temples y revenidos, una gran dureza superficial, resistencia al desgaste y buena tenacidad en el núcleo. Nitruración (N): al igual que la cementación, aumenta la dureza superficial, aunque lo hace en mayor medida, incorporando nitrógeno en la composición de la superficie de la pieza. Se logra calentando el acero a temperaturas comprendidas entre 400 y 525 °C, dentro de una corriente de gas amoníaco, más nitrógeno. Cianuración (C+N): endurecimiento superficial de pequeñas piezas de acero. Se utilizan baños con cianuro, carbonato y cianato sódico. Se aplican temperaturas entre 760 y 950 °C. Carbonitruración (C+N): al igual que la cianuración, introduce carbono y nitrógeno en una capa superficial, pero con hidrocarburos como metano, etano o propano; amoníaco (NH3) y monóxido de carbono (CO). En el proceso se requieren temperaturas de 650 a 850 °C y es necesario realizar un temple y un revenido posterior. Sulfinización (S+N+C): aumenta la resistencia al desgaste por acción del azufre. El azufre se incorporó al metal por calentamiento a baja temperatura (565 °C) en un baño de sales. Ya para concluir con el tema de este trabajo, podemos decir que el proceso de obtención del acero y fundiciones guarda en si métodos y tecnologías que han ido mejorando a lo largo del tiempo, y que hoy en día muchos de ellos persisten para la obtención de metales y aleaciones más resistentes a las utilidades y exigencias necesarias. Cada una de las etapas en estos procesos, está destinado a obtener un resultados con propiedades específicas que ayudaran al material a mejorar su calidad y rendimiento para el trabajo que se necesite realizar, cuidando muy de cerca sus dimensiones y acabados que deberán ser más precisos al usar las diferentes técnicas que existen en la industria de este tipo de actividad. Como se comentó anteriormente el proceso de fundición se aplica no solo a metales sino a otra diversidad de materiales no ferrosos, mas es importante resaltar la importancia que tiene para nosotros el conocer de estos procesos que tienen como finalidad mejorar las propiedades mecánicas de los materiales que se usan en la industria ayudándonos al momento de seleccionar los mismos. Referencias tomadas de los siguientes sitios WEB: http://educativa.catedu.es/44700165/aula/archivos/repositorio/1000/1092/html/3_clasificac in_de_los_aceros.html https://www.slideshare.net/MonopolioNuova/propiedades-del-acero-inoxidable https://www.slideshare.net/JNAcerosPeru/manual-de-aceros-inoxidablesindura?qid=e0c2f0ae-7795-4890-a8f1-172979ab6bca&v=&b=&from_search=21 http://www.fundinox.cl/ASTM_A297.pdf https://www.slideshare.net/angelgvasquz/2-tipos-de-fundiciones-y-suspropiedades?qid=e9098fec-1194-4f2f-aa269c629169952d&v=&b=&from_search=1 https://www.slideshare.net/beto_juri/fundiciones-blancas-de-alta-aleacion http://ingemecanica.com/tutorialsemanal/tutorialn108.html https://www.slideshare.net/GuillermoDavid27/fundiciones22762962?qid=e9098fec-1194-4f2f-aa26-9c629169952d&v=&b=&from_search=6