- Ninguna Categoria
Inspección Ultrasónica Phased Array: Instructivo de Trabajo
Anuncio
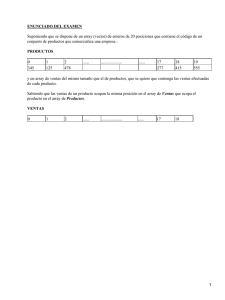
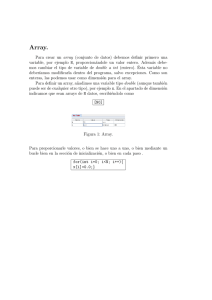
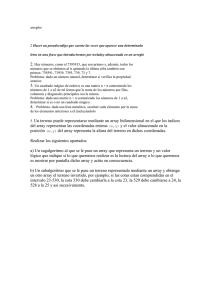
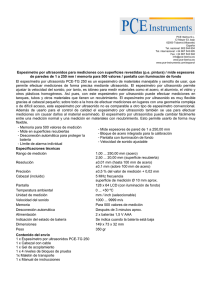
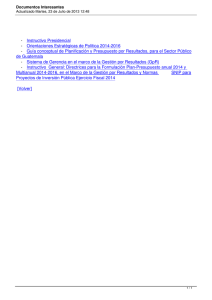
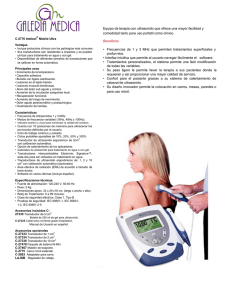
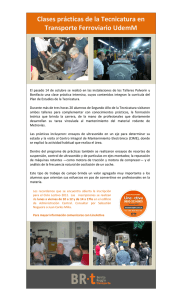
INSTRUCTIVO DE TRABAJO PARALA INSPECCIÓN POR ULTRASONIDO PHASED ARRAY MANUAL A UNIONES SOLDADAS DE ACEROS AL CARBONO TC–GO-IT-015 PAGINA 1 DE 16 Versión 1 Jun. /14 INSTRUCTIVO DE TRABAJO PARA LA INSPECCION POR ULTRASONIDO PHASED ARRAY MANUAL A UNIONES SOLDADAS DE ACEROS AL CARBONO 1 Actualización General 0 Emisión Inicial Ver No. DESCRIPCIÓN Nilson Sanchez Edgar Zambrano Jose L Mena ELABORÓ German Castellanos REVISÓ José L Mena Luis J Sep. 2009 Barón APROBÓ FECHA APROBADO: __________________________ La impresión de este documento Se considera COPIA NO CONTROLADA Jun 2014 INSTRUCTIVO DE TRABAJO PARALA INSPECCIÓN POR ULTRASONIDO PHASED ARRAY MANUAL A UNIONES SOLDADAS DE ACEROS AL CARBONO TC–GO-IT-015 PAGINA 2 DE 16 Versión 1 Jun. /14 INDICE 1. OBJETIVO......................................................................................................... 3 2. ALCANCE ......................................................................................................... 3 3. REFERENCIA ................................................................................................... 3 4. DEFINICIONES ................................................................................................. 3 5. PERSONAL ....................................................................................................... 6 6. EQUIPO Y MATERIALES ................................................................................. 6 6.1 Equipo de ultrasonido................................................................................. 6 6.2 Palpadores ................................................................................................. 7 6.3 Bloques de calibración y referencia............................................................ 8 6.4 Encóder ...................................................................................................... 8 6.5 Acoplante ................................................................................................... 9 7. PROCEDIMIENTO DE INSPECCIÓN ............................................................... 9 7.1 Identificación de la Junta a Inspeccionar.................................................... 9 7.2 Preparación de la Superficie .................................................................... 10 7.3 Elaboración del Plan de Escaneo ............................................................ 10 7.4 Calibración ............................................................................................... 10 7.5 Inspección ................................................................................................ 11 7.6 Criterio de Aceptación .............................................................................. 12 7.7 Registro .................................................................................................... 12 8. ANALISIS DE IMPACTOS AMBIENTALES Y RIESGOS OCUPACIONALES 13 ANEXO No. 1 REPORTE DE INSPECCIÓN PAUT .............................................. 14 La impresión de este documento Se considera COPIA NO CONTROLADA INSTRUCTIVO DE TRABAJO PARALA INSPECCIÓN POR ULTRASONIDO PHASED ARRAY MANUAL A UNIONES SOLDADAS DE ACEROS AL CARBONO 1. TC–GO-IT-015 PAGINA 3 DE 16 Versión 1 Jun. /14 OBJETIVO Este instructivo fija las condiciones para la inspección de soldaduras en acero el carbono, por medio de Ultrasonido Técnica Phased Array, para verificar la sanidad del metal de aporte y la zona afectada por el calor en las uniones soldadas, con el fin de identificar cualquier discontinuidad que pueda afectar la integridad de la misma. 2. ALCANCE Este instructivo es aplicable para los siguientes tipos de juntas soldadas que presenten Penetración completa: • • • Juntas a tope entre láminas o tubos. Juntas en traslape con soldadura en filete. Juntas en T, con soldadura de filete. Es aplicable además, para espesores de las partes entre 6 y 45 mm, y para un diámetroexterior mínimo de tubería de 50 mm. 3. REFERENCIA • • ASME Section V-Art 4 y 5, Nondestructive Examination-Adenda 2013. ASTM E 114- 2005Standard Practice for Ultrasonic Pulse-Echo StraightBeam Examination by the Contact Method. ASTM E587- 2005Standard Practice for Ultrasonic Angle-Beam Examination by the Contact Method. ASTM E 2491 Standard Guide for Evaluating Performance Characteristics of Phase Array Ultrasonic Testing Instruments and Systems. ASNT SNT-TC-1A. 2011“Recommended Practice for Personal Qualification and Certification in Nondestructive Testing”. • • • 4. DEFINICIONES PHASED ARRAY: (Arreglo de fases): La tecnología de ultrasonido Phased Array incorpora transductores con elementos múltiples (cristales), los cuales son controlados mediante un software en la dirección y focalización del haz de ondas que emiten y reciben. OMNISCAM MX: Equipo de ultrasonido con módulo Phased Array que permite configurar diferentes formas de presentación en pantalla (Scan “A”, “B”, “C”, “D”, “S”) y realizar TOFD. La impresión de este documento Se considera COPIA NO CONTROLADA INSTRUCTIVO DE TRABAJO PARA PARALA INSPECCIÓN POR ULTRASONIDO PHASED ARRAY MANUAL A UNIONES SOLDADAS DE ACEROS AL CARBONO TC– –GO-IT-015 PAGINA 4 DE 16 Versión 1 Jun. /14 SCAN A: Representación en el osciloscopio, amplitud vs. Tiempo / distancia de las ondas generadas en un material por un cristal piezoeléctrico. SCAN B: Representación grafica de ultrasonido en dos dimensiones: • • Medidas de espesor Recorrido ecorrido en un solo eje (longitud inspeccionada) Figura 1. Ultrasonido representación Scan B Scan C: Representación grafica de ultrasonido en tres dimensiones: • • Medidas de espesor o profundidad (representado en variación de colores de acuerdo a una paleta establecida) Recorrido en dos ejes (dimensiones de área) Figura 2. Ultrasonido representación Scan C SCAN S ó SECTORIAL: Representación de ultrasonido que muestra una sección angular inspeccionada en un rango establecido. La impresión de este documento Se considera COPIA NO CONTROLADA INSTRUCTIVO DE TRABAJO PARALA INSPECCIÓN POR ULTRASONIDO PHASED ARRAY MANUAL A UNIONES SOLDADAS DE ACEROS AL CARBONO TC–GO-IT-015 PAGINA 5 DE 16 Versión 1 Jun. /14 Figura 3. Ultrasonido representación Scan S Encóder: Dispositivo electromecánico encargado de generar pulsos informáticos de medición de distancias. TomoView: Software diseñado específicamente para el tratamiento grafico de datos adquiridos por equipos de ultrasonido, permitiendo el análisis de imágenes 2D de espacios 3D. ESBeamTool: Software específico para el diseño de planes de escaneo y simulación de leyes focales. Plan de Escaneo: Configuración de parámetros físicos necesarios para realizar un grupo de leyes focales características y determinar si cumplen teóricamente con las necesidades predefinidas por el operador. Junta Soldada: Se denomina así a todos los procesos de unión de metales que se realizan por fusión localizada de las partes a unir, mediante la aplicación conveniente de calor o presión. Puede ser con y sin aporte de material a las piezas unidas, donde el material de aporte es de igual o diferente tipo a las partes a unir. Tipos de Juntas Soldadas: Los tipos de juntas soldadas contempladas en el presente Instructivo son los siguientes: La impresión de este documento Se considera COPIA NO CONTROLADA INSTRUCTIVO DE TRABAJO PARA PARALA INSPECCIÓN POR ULTRASONIDO PHASED ARRAY MANUAL A UNIONES SOLDADAS DE ACEROS AL CARBONO DONDE: Ө:45° - 60°. T: 6 - 75 mm. a: 2 – 4 mm Figura 4.. Junta a tope (en V) DONDE: Ө: 45° - 60°. T: 6 - 75 mm. a: 2 – 4 mm. Figura 6.. Junta en T 5. TC– –GO-IT-015 PAGINA 6 DE 16 Versión 1 Jun. /14 DONDE: Ө:45° - 60°. T: 6 - 75 mm. a: 2 – 4 mm. Figura 5.. Junta en T DONDE: T1 y T2:6 - 75 mm. Figura 7.. Junta Traslape PERSONAL El personal que realizará la inspección deberá estar debidamente calificado en el método como nivel III, nivel II, o Nivel I trabajando bajo la supervisión de un nivel II o III, en ultrasonido industrial o medición de espesores por medio de ultrasonido. Los niveles III o II son los únicos habilitados para establecer la evaluación en una inspección de acuerdo a los estándares de aceptación aplicables. El nivel niv I podrá realizar evaluación bajo lineamientos concretos establecidos por el nivel II o III. El personal debe estar certificado según la práctica escrita de Tecnicontrol TC-TCTC IT-008 008 y de acuerdo a la Práctica Recomendada para la Calificación y Certificación Certifica de Personal SNT-TC-1A:20 1A:2011, establecido por la ASNT. 6. EQUIPO Y MATERIALES 6.1 Equipo quipo de ultrasonido El equipo a emplear será tipo Omniscan MX 16/64, o 16/128, el cual puede trabajar en modo manual convencional o en modo mecanizado con la técnica Phased Array y/o TOFD, y que cumpla: La impresión de este documento Se considera COPIA NO CONTROLADA INSTRUCTIVO DE TRABAJO PARA PARALA INSPECCIÓN POR ULTRASONIDO PHASED ARRAY MANUAL A UNIONES SOLDADAS DE ACEROS AL CARBONO TC– –GO-IT-015 PAGINA 7 DE 16 Versión 1 Jun. /14 Figura 1. Equipos de ultrasonido basados en adquisición de datos (Omniscan MX y Omniscan SX) • • • Que ue cuente con representación Scan A, B, C, S Que ue pueda manejar frecuencias entre 1MHz y 15MHz. Mando ando de ganancia fina calibrada en incrementos de 2 a 6 dB, mandos de ganancia gruesa con incrementos de 1 dB y hasta un valor no inferior a 60 dB. El equipo contará con certificado de calibración vigente emitido por el fabricante, o en su defecto, se contará con certificado interno fir firmado mado por un Nivel II, donde se registre la comprobación del control de ganancia, linealidad horizontal, linealidad vertical y funcionamiento de los elementos del palpador conforme al código ASME Sección V Artículo 4 o a ASTM E2491. 6.2 Palpadores Deben ser capaces de transmitir y recibir ondas ultrasónicas en el material en las frecuencias y niveles de energía necesarios para la detección de las discontinuidades y aplicaciones. Se podrán emplear los siguientes palpadores, con base a los planes de escaneo pro propuestos: • Palpadores Phased Array de 16, 32, 60 y de 64 elementos con frecuencias entre 2 MHz y 10 MHz Los palpadores a utilizar pueden tener zapatos intercambiables, accesorios y otros de accionamiento directo para asegurar la estabilidad de la señal. Las zapatas deben poder ser reemplazados por desgaste manteniendo en óptimas condiciones el equipo y garantizando la fiabilidad de la técnica. Se podrán emplear las siguientes zapatas, con base en los palpadores utilizados y las necesidades de sujeción y de e irrigación propuestos: La impresión de este documento Se considera COPIA NO CONTROLADA INSTRUCTIVO DE TRABAJO PARA PARALA INSPECCIÓN POR ULTRASONIDO PHASED ARRAY MANUAL A UNIONES SOLDADAS DE ACEROS AL CARBONO • TC– –GO-IT-015 PAGINA 8 DE 16 Versión 1 Jun. /14 Zapatas Phased Array de 45° y 55° Shear Wave corres pondientes según el diseño del palpador. Cuando la verificación se realiza con el bloque de calibración y la lectura de la trayectoria del sonido no corresponde a esta distancia sse e procederá a realizar una calibración del retardo de la zapata. Según el espesor del Material Base, para espesores menores a 35 mm.se mm. deben usar palpadores es con una frecuencia de 5 MHz y para espesores superiores a 35 mm deberán ser usados palpadores con una frecuencia de 2.5 MHz), 6.3 Bloques de calibración y referencia. Se requiere del uso de bloques de calibración estandarizados por e ejemplo jemplo VI, VII, VII o Navship del mismo tipo de material a emplear. Igualmente se requiere es uso de Bloques de Referencia ASM ASME E o API según aplique para cada caso en específico específico. 6.4 Encóder Los dispositivos codificadores de distancia o Encóder, deben cumplir las características de conexión necesarias para garantizar la compatibilidad con el equipo de adquisición, los cuales pueden variar en resolución y tipo de soporte. Se podrá utilizar un Encóder simplemente unido al palpador Phased Array, que permita codificar la distancia para facilitar la ubicación de las indicaciones. Especial atención se deberá prestar para mantener una distancia “índex” fija. Figura 2. Escaneo Manual: Encóder uni unido al Palpador P.A. La impresión de este documento Se considera COPIA NO CONTROLADA INSTRUCTIVO DE TRABAJO PARALA INSPECCIÓN POR ULTRASONIDO PHASED ARRAY MANUAL A UNIONES SOLDADAS DE ACEROS AL CARBONO TC–GO-IT-015 PAGINA 9 DE 16 Versión 1 Jun. /14 6.5 Acoplante Como acoplante se utilizará cualquier sustancia que permita una alta transmisión de la señal del palpador al material, así como de permitir un libre movimiento del palpador con la superficie a examinar. Podrían ser algunos de los siguientes medios acople: • • • • Glicerina (mezclado con agua). Aceite SAE 30, SAE 200 Multigrado. Dependiendo de las condiciones de la superficie. Grasa. Carbo-oxi-metil celulosa. Antes de iniciar la inspección se debe definir el acoplante a ser usado durante la inspección, este mismo se utilizara en las respectivas calibraciones. Cuando se cambie el medio acoplante se requiere de una verificación de la calibración. Se debe prestar especial atención en el acoplante utilizado y el medio para la remoción de este con el fin de garantizar una correcta limpieza de las piezas inspeccionadas. 7. PROCEDIMIENTODE INSPECCIÓN 7.1 Identificación de la Junta a Inspeccionar Se debe tener la siguiente información antes de realizar la inspección, con el fin de configurar y calibrar el equipo y tener una mejor planeación de la actividad. • • • • • • • • P&ID Obtener el pipingclass de la línea e isométricos y los siguientes datos: o Material o Espesor nominal o Diámetro o Otra información relevante (accesorios) Tipo y espesor del recubrimiento Identificación en campo del activo que se va a inspeccionar (localización) Temperatura superficial Condiciones de operación (nivel, presión y temperatura) Registros de inspecciones anteriores Históricos de fallas La impresión de este documento Se considera COPIA NO CONTROLADA INSTRUCTIVO DE TRABAJO PARALA INSPECCIÓN POR ULTRASONIDO PHASED ARRAY MANUAL A UNIONES SOLDADAS DE ACEROS AL CARBONO TC–GO-IT-015 PAGINA 10 DE 16 Versión 1 Jun. /14 7.2 Preparación de la Superficie El material base, debe mantenerse libre de escoria, oxido, salpicaduras, soldaduras temporales y cualquier tipo de suciedad que pueda intervenir con el libre desplazamiento del palpador en el proceso de escaneo. Para este tipo de inspecciones se requiere retirar cualquier tipo de revestimiento en el área de la superficie aledaña a la soldadura desde la que se ubicara el palpador para la inspección. La medición podrá trabajar en un rango de temperatura entre 0 a 60°C. En caso que la temperatura supere este límite, se deberá enfriar el material base para poder continuar con el ensayo. El paso de agua a través y bajo las zapatas (cuñas) con suficiente flujo normalmente es adecuado para mantener la tolerancia de temperatura requerida. 7.3 Elaboración del Plan de Escaneo Se debe llevar la configuración geométrica de la unión soldada al Software ESBeam TOOL junto con la del palpador PA seleccionado para asegurar el completo barrido de la zona de interés que se desee evaluar. Cuando se utilizan palpadores de 16 elementos se debe generar al menos un canal sectorial cuyos ángulos estén comprendidos entre 45 º y 70 º, y al menos una ley focal por cada grado. Cuando son utilizados palpadores de 64 elementos adicionalmente al canal sectorial descrito anteriormente, se pueden generar canales lineares adicionales, que funcionen simultáneamente con el fin de optimizar la caracterización de las discontinuidades. Cuando se utilizan palpadores en superficie con radio de curvatura menor o igual a 250 mm. Se debe posibilitar el ajuste de la zapata a la superficie. 7.4 Calibración Para utilizar la técnica Phased-Array utilizando códigos diseñados para ultrasonido convencional, todas las leyes focales deben tener el mismo criterio que este ultimo en cuanto a: Linealidad, Sensibilidad, y Retardo de Zapata; además cada ley debe tener asociada una curva DAC-TCG que cubra todo el rango de inspección. La impresión de este documento Se considera COPIA NO CONTROLADA INSTRUCTIVO DE TRABAJO PARA PARALA INSPECCIÓN POR ULTRASONIDO PHASED ARRAY MANUAL A UNIONES SOLDADAS DE ACEROS AL CARBONO TC– –GO-IT-015 PAGINA 11 DE 16 Versión 1 Jun. /14 En cada una de las leyes focales la profundidad de focalización se deberá encontrar entre 1 ½ y 2 veces el espesor de la pieza a in inspeccionar. 7.5 Inspección La región de material base que será recorrida por las ondas transversales, debe ser previamente inspeccionada por medio de ondas longitudinales, las cuales pueden ser generadas por un palpador normal convencional, o por uno de tipo Phased-Array, Array, en busca de discontinuidades en el material base, que puedan afectar los resultados del el posterior ensayo. E Estas stas discontinuidades deben ser registradas, y se debe considerar la no realización del ensayo con palpadores angulares. Siempre que sea posible se debe realizar un barrido para detectar discontinuidades transversales.Las aéreas y técnicas de barrido se deben realizar de acuerdo a las siguientes figuras: Fig. 8 Área de barrido junta a tope Fig. 9 Área de barrido junta en T. La impresión de este documento Se considera COPIA NO CONTROLADA INSTRUCTIVO DE TRABAJO PARA PARALA INSPECCIÓN POR ULTRASONIDO PHASED ARRAY MANUAL A UNIONES SOLDADAS DE ACEROS AL CARBONO TC– –GO-IT-015 PAGINA 12 DE 16 Versión 1 Jun. /14 Fig. 10 Área de barrido junta traslapada 7.6 Criterio de Aceptación Para cada Inspección en particular aplicara el Estándar de Aceptación del correspondiente Código de Diseño valido según la Ingeniería del Proyecto. Dicho código deberá ser aclarado por el cliente previo a la inspección. 7.7 Registro Los reportes se deben proveer en formato electrónico. Copias duras impresas se pueden proveer por solicitud del cliente. Por cada sistema Omniscan Omniscan,, diariamente se generara una hoja resumen con la Información mínima solicitada según ASME Section V. Por cada soldadura, se generara el registro grafico que evidencie el volumen de la soldadura indicando las discontinuidades más relevantes, de ser requerido, requer podrán ser empleadas varias hojas por soldadura. Este reporte deberá indicar la fecha, proyecto, identificación de la soldadura, inspector y resultado (aceptado o rechazado), también podrá incluir tabla con defectos de ser requerido. Los reportes entregados regados en formato electrónico comprenderán: La impresión de este documento Se considera COPIA NO CONTROLADA INSTRUCTIVO DE TRABAJO PARALA INSPECCIÓN POR ULTRASONIDO PHASED ARRAY MANUAL A UNIONES SOLDADAS DE ACEROS AL CARBONO • • TC–GO-IT-015 PAGINA 13 DE 16 Versión 1 Jun. /14 Una copia en formato pdf, Una copia de la data en formato nativo sin ningún proceso digital. Esta data podrá ser vista empleando el software TomoView en cualquier vista existente: A-SCAN, B-SCAN, C-SCAN, D-SCAN o TOFD de ser requerido. Los formatos empleados (Ver Anexo 1) serán: • • • 8. RC-GO-971 Reporte resumen de inspección de soldaduras inspeccionadas mediante PAUT. Corresponde al Informe Diario por cada Grupo o Frente de trabajo (equipo). RC-GO-971 A. Reporte de inspección individual de soldaduras inspeccionadas mediante PAUT. RC-GO-971 B. Reporte de verificación de la calibración de inspecciones mediante PAUT. ANALISIS DE IMPACTOS AMBIENTALES Y RIESGOS OCUPACIONALES La principal motivación para el desarrollo e implementación de las tecnologías ultrasónicas en el mundo, es la reducción de impactos ambientales y riesgos ocupacionales que presenta el ensayo de radiografía industrial. El ensayo de ultrasonido utiliza como consumible agua natural, sin la aplicación de ningún químico ni agente extraño que pueda contaminar el planeta. El único aspecto ambiental significativo que se podría generar con el ensayo, son los residuos de baterías alcalinas. Para no generar un impacto significativo al medio ambiente, la disposición final de las baterías se realizará en los centros de acopio de la compañía constructora o en caso contrario, se retornarán a los Ecopuntos ubicados en la oficina central de Tecnicontrol S.A., donde se realizará la disposición final de estos residuos. Los riesgos ocupacionales en la realización del ensayo, son determinados más por el entorno, que por el ensayo como tal. Los factores de riesgo que aplican para este tipo de labores de campo, son identificados en cada caso particular en el AST (análisis seguro del trabajo) , documentado mediante el registro RC-HSEQ-038 o Panoramas de Riesgo según aplique, RC-HSEQ-040 Identificación de peligros, valoración de riesgos y determinación de los controles. La impresión de este documento Se considera COPIA NO CONTROLADA TC–GO-IT-015 INSTRUCTIVO DE TRABAJO PARALA INSPECCIÓN POR ULTRASONIDO PHASED ARRAY MANUAL A UNIONES SOLDADAS DE ACEROS AL CARBONO PAGINA 14 DE 16 Versión 1 Jun. /14 ANEXO No. 1REPORTE DE INSPECCIÓN PAUT RC-GO-971 Pag. 1 de 1 REPORTE RESUMEN DE INSPECCION DE SOLDADURAS MEDIANTE PAUT Versión 1 Jun./14 INFORMACION CONTRATO: DEL PROYECTO: CLIENTE: No: CONTRATO: MATERIAL: EQUIPO A INSPECCIONAR ID / TAG EQUIPO: OMNISCAN INFORMACION SERIAL: SN 102109 SISTEMA ADQUISICION: SOFTWARE: MXU - 4.1R7 SERIAL: INFORMACION SOFTWARE: ANALISIS: 0 ESCAN No. IDENTIF. SOLDADURA Reporte No: PROYECTO: CLASE: DIAM: ESP.: SISTEMA: ESPECIFICACIONES DE LA PRUEBA PROCEDIM: JUEGO 1 OLYMPUS PALPADOR 10L32 A10 MODULO Adq.: OMNI-M2-PA16128 ENCODER: SERIAL: SERIALES: 7164 / 7166 SERIAL: ESCANER PV 50 + TOFD Sin CABLES SERIAL: SERIALES: 2116 / 2117 DIAM. Esp. Pared ESTADO ACOPLANTE INFORME CALIBRACION: FABRICANTE: EQUIPO / ISOMETRICO CRITERIO ACEP: TIPO JUNTA: JUEGO 2 PANAMETRICS BLOQUE CAL PALPADOR C 563 Sin SERIAL: VERSION: SAUT - TC Fecha: TAMAÑO INDICACION COMENTARIOS 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 COMENTARIOS: INDICATIONS CLASSIFICATION INDICATIONS TYPE LS ID: Linear Surface open to inside diameter SI: Spherical Indication IP: Inadequate Penetration IU: Internal Undercutting P: Porosity LS OD: Linear Surface open to outside diameter CI: Cilindrycal Indication ISI: Isolated Slag Inclusion EU: External Undercutting C: Crack LB: Linear Buried Indication PI: Planar Indication ESI: Elongated Slag Inclusion C: Internal Concavity ND: Non Defined T: Transverse Indication ICP: Inadequate Cross Penetration HB: Hollow Bead Porosity SP: Scattered Porosity VC: Volumetric Cluster Indication IF: Incomplete Fusión BT: Burn-Through VI: Volumetric Individual indication CP: Cluster Porosity IFD: Incomplete fusión Due to Cold Lap VR: Volumetric Root Indication HB: Hollow Bead Porosity IPD: Inadequate Penetration Due to High-Low INSPECCIONADO POR: RECIBIDO POR: RECIBIDO POR: FIRMA: FIRMA: FIRMA: NOMBRE: . . CERTIF.No.: NOMBRE: NOMBRE: FECHA: FECHA: FECHA: La impresión de este documento Se considera COPIA NO CONTROLADA TC–GO-IT-015 INSTRUCTIVO DE TRABAJO PARALA INSPECCIÓN POR ULTRASONIDO PHASED ARRAY MANUAL A UNIONES SOLDADAS DE ACEROS AL CARBONO PAGINA 15 DE 16 Versión 1 Jun. /14 RC-GO-971 A Pag: 1 de 1 REPORTE DE INSPECCION INDIVIDUAL DE SOLDADURAS MEDIANTE PAUT Versión 1 Jun./14 INFORMACION CONTRATO: DEL PROYECTO: CLIENT: No: CONTRATO: Reporte No: PROYECTO: MATERIAL: EQUIPO A INSPECCIONAR ID / TAG CLASE: DIAM: PROCEDIM: JUEGO 1 OLYMPUS PALPADORE 10L32 A10 EQUIPO: OMNISCAN MODULO Adq.: OMNI-M2-PA16128 ENCODER: SERIAL: SERIAL: SERIALES: 7164 / 7166 SERIAL: Sin ESCANER PV 50 + TOFD CABLES SERIAL: INFORMACION SOFTWARE: ANALISIS: Sin SERIAL: VERSION: ESPECIFICACIONES DE LA PRUEBA ESP.: SISTEMA: INFORMACION SERIAL: SN 102109 SISTEMA ADQUISICION: SOFTWARE: MXU - 4.1R7 SAUT - TC Fecha: CRITERIO ACEP: TIPO JUNTA: JUEGO 2 PANAMETRICS BLOQUE CAL PALPADORE C 563 ACOPLANTE SERIALES: 2116 / 2117 FABRICANTE: SAUT BVM 003 AGUA INFORME CAL. ESCAN No.: IDENTIF. SOLDADURA Esp. Pared: DIAM(Pulg): PUNTO CERO: ESTADO: AREA DIRECCION SCAN: REPAIRED: TEMPERATURA: SCANED : (DESDE - HASTA) INDICATIONS: Indic Indicat. Position Ini ation High (mm) No. (%FSH) Position End (mm) Length (mm) Height (mm) Depth (mm) Class Type Evaluation Comments Comments: INDICATIONS CLASSIFICATION INDICATIONS TYPE LS ID: Linear Surface open to inside diameterSI: Spherical Indication IP: Inadequate Penetration IU: Internal Undercutting P: Porosity CI: Cilindrycal Indication LS OD: Linear Surface open to outside diameter ISI: Isolated Slag Inclusion EU: External Undercutting C: Crack ESI: Elongated Slag Inclusion C: Internal Concavity ND: Non Defined T: Transverse Indication ICP: Inadequate Cross Penetration HB: Hollow Bead Porosity SP: Scattered Porosity VC: Volumetric Cluster Indication IF: Incomplete Fusión BT: Burn-Through VI: Volumetric Individual indication CP: Cluster Porosity IFD: Incomplete fusión Due to Cold Lap VR: Volumetric Root Indication HB: Hollow Bead Porosity LB: Linear Buried Indication PI: Planar Indication IPD: Inadequate Penetration Due to High-Low INSPECCIONADO POR: RECIBIDO POR: RECIBIDO POR: FIRMA: FIRMA: FIRMA: . NOMBRE: . CERTIF.No.: NOMBRE: NOMBRE: FECHA: FECHA: FECHA: La impresión de este documento Se considera COPIA NO CONTROLADA TC–GO-IT-015 INSTRUCTIVO DE TRABAJO PARALA INSPECCIÓN POR ULTRASONIDO PHASED ARRAY MANUAL A UNIONES SOLDADAS DE ACEROS AL CARBONO PAGINA 16 DE 16 Versión 1 Jun. /14 RC-GO-971 B Pag: 1 de 1 REPORTE DE CALIBRACION PARA LA INSPECCION MEDIANTE PAUT Versión 1 Jun./14 INFORMACION CONTRATO: DEL PROYECTO: CLIENT: No: CONTRATO: Reporte No: PROYECTO: MATERIAL: EQUIPO A INSPECCIONAR ID / TAG Fecha: CLASE: DIAM: SISTEMA: PROCEDIM: JUEGO 1 OLYMPUS PALPADORE 10L32 A10 EQUIPO: OMNISCAN MODULO Adq.: OMNI-M2-PA16128 ENCODER: INFORMACION SERIAL: SN 102109 SISTEMA ADQUISICION: SOFTWARE: MXU - 4.1R7 SERIAL: SERIAL: INFORMACION SOFTWARE: VERSION: ANALISIS: UT SETTINGS Type Rectification Gain Beam Setup PA FW 37.01 dB Group 1 CRITERIO ACEP: SERIALES: 7164 / 7166 TIPO JUNTA: SERIAL: ESCANER PV 50 + TOFDCABLES SERIAL: ESPECIFICACIONES DE LA PRUEBA ESP.: Sin Sin SERIAL: JUEGO 2 PANAMETRI SCAN RESOLUTION PALPADORE CS C 563 SERIALES: 2116 / 2117 BLOQUE CAL FABRICANTE: ACOPLANTE Mode Wave Type Index Offset PE (Pulse-Echo) Shear -14.00 mm Shear 14.00 mm Group 2 PA FW 39.04 dB PE (Pulse-Echo) Group 3 UT RF 78.00 dB TOFD (Time-of-Flight Diffraction) Longitudinal 0.00 mm Group 4 Scan Setup Used ElementFirst Qty. Element Last Element Resolution Wave Type Material Velocity Start Angle Stop Angle Angle Resolution Focal Depth Law Config. Group 1 8 22 29 1.0 Shear 3240.0 m/s 42.0º 72.0º 1.0º 7.00 mm Sectorial Group 2 8 22 29 1.0 Shear 3240.0 m/s 42.0º 72.0º 1.0º 7.00 mm Sectorial Group 3 Group 4 ESCAN No.: Indication No. Indicat. Position Ini Position End Length (mm) Height (mm) Depth (mm) High (%FSH) (mm) (mm) Class Type Evaluation CAL_2S_T2_INI_16-6_15-01-14 Comentarios: INSPECCIONADO POR: RECIBIDO POR: RECIBIDO POR: FIRMA: FIRMA: FIRMA: . NOMBRE: . CERTIF.No.: NOMBRE: NOMBRE: FECHA: FECHA: FECHA: La impresión de este documento Se considera COPIA NO CONTROLADA
 0
0
Anuncio
Documentos relacionados



Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados