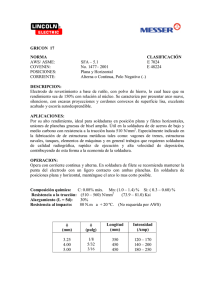
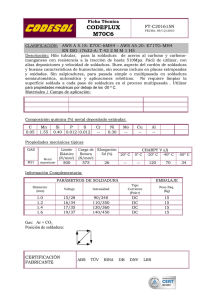
Nuevo Suplemento para la Soldadura Sísmica AWS D1.8 Este suplemento al AWS D1.1 ayudará a las construcciones a resistir cargas inducidas sísmicamente POR RONALD O. HAMBURGER, JAMES O. MALLEY, Y DUANE K. MILLER Los terremotos fuertes pueden causar daño extremo, pero afortunadamente, dichos eventos son muy raros. Por ello, los códigos de construcción especifican criterios de diseño para evitar colapsos estructurales, al tiempo que permiten daños estructurales muy graves en eventos en nivel de diseño. Los ingenieros han adoptado un enfoque de diseño de capacidad, en el cual las estructuras son diseñadas para sostener el rendimiento dúctil en regiones predeterminadas, protegiendo el balance de la estructura de un daño más extremo. Las estructuras de marco resistente al momento de acero soldado se tenían como uno de los mejores sistemas para lograr esto, con la anticipación del rendimiento para ocurrir en forma de bisagreo plástico dúctil en las vigas, adyacentes a la conexión entre la viga y la columna. RON O. HAMBURGER, P.E., S.E., S.E.C.B, es director adjunto con Simpson Gumpterz & Heger, en San Francisco, Calif. Es miembro del Subcomité Sísmico AWS D1, y presidente del Panel de Revisión y Precalificación de Conexiones de AISC. JAMES O. MALLEY, P.E., S.E., es director adjunto con Degenlokb Engineers en San Francisco Calif. ES miembro del Subcomité Sísmico AWS D1, y presidente del Comité de Provisiones Sísmicas de AISC. DUANE K. MILLER, Sc.D, P.E., es gerente de servicios de ingeniería con The Lincoln Electric Co. en Cleveland, Ohio. Es presidente del Subcomité Sísmico AWS D1, y vice presidente del Comité de Soldadura Estructural AWS D1. 38 ENERO 2008 El 17 de Enero de 1994, el terremoto Northridge con una magnitud de 6.7 sacudió la región de Los Ángeles terminando abruptamente con la comprensión que los ingenieros tenían del comportamiento de estas estructuras. Después de inspeccionar unos cuantos edificios, los ingenieros descubrieron que muchas de las conexiones resistentes al momento se habían fracturado de una manera frágil, en la soldadura CJP entre la brida de la viga y la columna. Pronto los ingenieros empezaron a inspeccionar buscando el daño en edificios de acero en toda la basta área de Los Ángeles. A pesar de que claramente se veían las fracturas realmente causadas por el terremoto (Fig. 1), muy pronto evolucionó la práctica de utilizar exámenes ultrasónicos (UT) para detectar el daño. Los exámenes ultrasónicos con frecuencia revelaron indicaciones, a menudo interpretadas como grietas “incipientes” en el pase de la raíz de la soldadura CJP de la brida del fondo de la columna a la columna. Los rumores de que cientos de edificios con estructuras de acero habían sido dañados por el terremoto se extendieron. Evaluando el Daño Finalmente, los investigadores determinaron que en la mayoría de los incidentes de daño reportados no había daño alguno, sin embargo sí había defectos de construcción previamente no detectados, incluyendo fusión incompleta e inclusiones de escoria. Además había muchas indicaciones falsas de los exámenes ultrasónicos. Sin embargo, si ocurrió daño real en quizá varias docenas de estructuras. Casi siempre, el daño consistió de una fractura que se inició en la raíz de la soldadura CJP de la brida inferior de la viga a la brida de la columna, usualmente bajo la red de la viga. Una ves iniciadas, estas fracturas progresaron en una variedad de patrones, algunas veces extendiéndose hasta la brida de la columna (Fig. 1), a veces separando la brida de la viga de la biga de la columna (Fig. 2) y en ocasiones resultando en el retiro de grandes desprendimientos o divots de material de la brida de la columna – Fig 3. Examinaciones posteriores encontraron daño similar, previamente sin descubrir, in edificios que habían sido afectados por el terremoto de Loma Prieta en 1989 y otros. Interesantemente, aunque el daño no era del tipo que se había anticipado por los ingenieros, por lo general no ponía en peligro la vida y quizá era más económico de reparar que si hubiera ocurrido el bisagreo plástico dúctil que se deseaba. Sin embargo, debido a que su comportamiento no era precisamente dúctil y porque estas estructuras podrían estar sujetas a terremotos significativamente más fuertes que el de Northridge o el de Loma Prieta en el futuro, la respuesta resultó en el inicio de un programa muy fuerte de investigación, desarrollo y finalmente de revisión substancial de los códigos de edificación. Causas del Daño El programa de investigación patrocinado por la Agencia Federal de Gestión Fig. 1 — Fractura que se extiende a lo largo de la brida de la columna. de Emergencias de los Estados Unidos (FEMA por sus siglas en inglés) identificó un gran número de causas del daño que había ocurrido. Quizá la más significativa de ellas fue la geometría básica de conexión prescrita por el código de edificación. A este respecto, unas juntas CJP soldadas en campo unían las bridas de las vigas a las bridas o alas de las columnas mientras que la red de las vigas estaba conectada con una cercha o placa pequeña cortada y soldada de fabricación a la columna, y atornillada en campo a la viga. Hoyos de acceso para la soldadura estándares se colocaron en las redes de vigas en las bridas o alas. Típicamente, la soldadura de ambas juntas de las alas o bridas de las vigas se hicieron en posición descendente con respaldo de acero puesto en el lado de abajo del ala o brida de la viga, y dejada en su lugar después de completar la unión. En el modelo típico de diseño para esta conexión, las soldaduras de ala o brida CJP sostuvieron el 100% del momento del doblado mientras que las cerchas sostuvieron el 100% del esquileo. Se asumió que las bridas o alas de las vigas y las soldaduras CJP cargaban el estrés uniformemente en la tensión axial o compresión, y cedían uniformemente en lo profundo y ancho. El código de edificación requería que las estructuras fueran diseñadas de manera tal que las vigas fueran más débiles que las columnas para que el comportamiento inelástico de la estructura consistiera de bisagreo plástico dúctil en las vigas en la junta de la viga con la columna. Estudios analíticos y de laboratorio revelaron que la distribución del estrés en las alas o bridas de las vigas fue todo menos uniforme. Doblamientos fuera de plano en las bridas de las columnas, bajo fuerzas ejercidas por las bridas de las vigas, dieron como resultado que el estrés se concentrara en el centro de las bridas de las vigas. Además, en las conexiones, Fig. 2 — Fractura separando la brida de la viga de la columna. secciones planas no permanecieron planas, como se asumía en el diseño, y como resultado, las bridas de las vigas cargaron esquileo substancial. Este esquileo causó que las bridas de las vigas se doblaran a medida que se expandían en los hoyos de acceso para soldadura en la red de vigas, produciendo gran estrés secundario, y causando que el estrés Fig. 3 — Fractura que ha resultado en el retiro de grandes casi se duplicara en la desprendimientos o divots de material de la brida de la columna. superficie de las bridas o alas inferiores tilidad. Por lo general, las zonas de de las vigas mientras al mismo tiempo el bisagreo plástico en las vigas tienen una estrés en la superficie superior se reducía. longitud significativa, a menudo exLa fluencia de las bridas o alas de las tendiéndose a longitudes de la mitad a la vigas y la junta soldada a menudo no totalidad de la profundidad de la viga. pudieron ocurrir como se anticipó. La alta Sin embargo, debido a que la brida o variabilidad carga de fluencia del acero ala de la viga fue atornillada y no soldada estructural con frecuencia resultó en una a la columna y el área de la viga el área de condición donde la viga, aunque diseñada la viga se redujo aún más con los hoyos de para ser más débil que la columna en flexacceso para la soldadura, la región de ión, en realidad era más fuerte. Además, conexión era substancialmente más débil debido a que se usaban con frecuencia que la viga misma. Si la fluencia se humiembros muy grandes en la construcción biera iniciado en esta región, no podría de estas estructuras, el centro de la junta haber progresado tan fácilmente en la viga de la brida de la viga a la brida de la para permitir que ocurriera el comporcolumna era una región de muy alta retamiento dúctil. stricción en el cual condiciones cercanas En cualquier evento, en muchos casos, al estrés hidrostático se podrían desarrolla fluencia no se podría desarrollar. Con lar. Como resultado, el estrés en esta frecuencia, la junta CJP de la brida inferegión pudo fácilmente exceder los niverior de la viga a la brida de la columna era les de fluencia nominal y alcanzar niveles de inadecuada calidad. Se reportó que los últimos. soldadores raramente siguieron los reAunque estos problemas conceptuales querimientos de WPS, y a veces, ni en el diseño de la conexión no hubieran siquiera estaban disponibles para ellos o existido, si la fluencia hubiera ocurrido en para sus supervisores. Muchas soldaduras la junta entre la brida o ala de las vigas y se hicieron a tasas de deposición muy altas la brida de las columnas, es poco probay a altas entradas de calor, resultando en ble que hubiera acomodado mucha ducWELDING JOURNAL EN ESPAÑOL 39 muy baja tenacidad en la junta soldada y la zona afectada térmicamente Además, esta soldadura en la brida o ala inferior de la viga con frecuencia se hizo desde la posición de “gato montés” encima de la brida superior de la viga, con principios y fines de soldaduras de pases múltiples hechos en el centro de la brida de la viga, bajo la red de vigas. Esto con frecuencia produjo fusión incompleta y grandes inclusiones de escoria en el pase de la raíz, así como también calidad de soldadura pobre en la soldadura cercana a la red de viga. Métodos de Inspección La práctica de inspección había llegado a confiar demasiado en el uso de tests ultrasónicos (UT) para detectar defectos y fallas en estas soldaduras, al mismo tiempo que la inspección visual durante la soldadura no era llevada a cabo de manera adecuada. Investigaciones posteriores a Northridge demostraron que como resultado de la geometría de las juntas, los exámenes ultrasónicos no pueden detectar de forma confiable fallas en la raíz de la junta de la brida inferior de la viga, en especial en el área de la red de vigas. Así también, ya que el respaldo rutinariamente era dejado en su lugar, se obscurecía la observación visual de la calidad de la raíz de la soldadura, la cual desafortunadamente, con frecuencia era pobre, pero quedaba sin detectar. La combinación de estos factores de altas concentraciones de estrés, lata restricción, grandes fallas, y material de baja tenacidad resultaron en una condición propicia para que las fracturas iniciaran y progresaran, lo que en muchos casos sucedió. Interesantemente, durante posteriores investigaciones de laboratorio, se demostró que aunque la calidad de la soldadura y la tenacidad fueran mejoradas, si la geometría de la conexión permaneciera sin cambio, las fracturas se iniciarían a bajos niveles de ciclaje inelástico debido a la fatiga de bajo ciclo en la región cercana a la intersección de los hoyos de acceso de soldadura con las bridas de las vigas. Esta investigación condujo a muchos cambios en las prácticas de diseño y construcción incluyendo el uso de nuevas geometrías de conexión, un control mejorado de la tenacidad y la fuerza de fluencia del material base, los requerimientos para el uso de metales de aporte de soldadura con marcas de tenacidad, y mayor cuidad en la preparación de y la adherencia a la WPS durante la construcción. Cambios a los Códigos de Construcción Con los conocimientos recientemente encontrados respecto a las causas de las 40 ENERO 2008 conexiones fracturadas, hubo un esfuerzo importante por actualizar las provisiones de diseño sísmico. El proyecto FEMA culminó a finales de 2001 con la publicación de las directrices aplicables para los edificios de estructura de momento localizados a lo largo y ancho de los Estados Unidos. Las recomendaciones del proyecto se encuentran en: • FEMA 350 – Criterios Recomendados para el Diseño Sísmico para Nuevos Edificios de Estructura de Momento, (FEMA, 2000a), • FEMA 351 – Evaluación Sísmica Recomendada y Criterios Actualizados para Edificios de Estructura de Momento de Acero Soldado Existentes, (FEMA, 2000b), • FEMA 352 – Evaluación Recomendada Posterior al Terremoto y Criterios de Reparación para Edificios de Estructura de Momento de Acero Soldado, (FEMA, 2000c), y • FEMA 353 – Especificaciones Recomendadas y Directrices de Aseguramiento de Calidad para Aplicaciones Sísmicas en la Construcción de Estructuras de Momento de Acero, (FEMA, 2000d). Estas publicaciones constituyeron “recomendaciones”, no requerimientos prescritos por código. Además, estos estándares no se sometieron al proceso de aprobación por consenso, típico para la mayoría de los estándares de construcción. FEMA 353 identificó la necesidad de cambiar lo requerimientos contenidos tanto en las especificaciones AISC como AWS. Asuntos como el diseño general y los detalles aceptables de conexión estuvieron claramente al alcance de AISC. Fue menos claro, sin embargo, a qué organización se debería dirigir asuntos como los detalles de conexión (v.g. dónde puede o no puede colocarse el respaldo de acero, geometrías aceptables de hoyos de acceso de soldadura, etc.) Se acordó bajo consenso de los comités que la AISC debería tratar los requerimientos de el “qué” y el “dónde”, mientras que la AWS los relativos al “cómo” y al “quien”. La AISC hizo esto en AISC 343, Provisiones Sísmicas para Edificios de Acero, al tiempo que la AWS publicó su AWS D1.8, Suplemento Sísmico para el Código D1.1 de Acero para Soldadura Estructural. Para ilustrar, dónde se requería que el respaldo de acero fuera removido no se especificó en D1.8, pero sí fue incluido en los documentos de la AISC. Sin embargo, cuando se requiere que el respaldo sea removido, AWS D1.8 trata el asunto de cómo debe hacerse, y de las provisiones de mano de obra que aplican para esas operaciones. Por muchos años, la AISC ha tenido el comité TC9 de Tareas Sísmicas, el cual era responsable de las Provisiones Sísmicas. Mas recientemente, se formó en la AISC un Panel de Precalificación y Revisión de Conexión para determinar qué detalles de conexión deberían permitirse sin realizar exámenes de ensamble a escala total. El Comité D1 de la AWS para Soldadura Estructural estableció un subcomité sísmico para considerar los asuntos relacionados con la soldadura que necesitaban incorporarse a los estándares de la AWS. El Nuevo Suplemento D1.8 de Soldadura Sísmica En 2005, el primer suplemento D1.8 de Soldadura Sísmica fue aprobado por el Comité D1 de la AWS. Como lo implica el título, el D1.1 no es un estándar por sí solo, sino que es suplementa al Código D1.1 de la AWS para el Acero de Soldadura Estructural. Además, se espera que el D1.8 sea usado en conjunto con las Provisiones Sísmicas de la AISC. Mientras que la mayoría de los temas relacionados con el diseño son cubiertos por los estándares de la AISC, el D1.8 se refiere a asuntos relacionados con detalles de conexión, materiales, mano de obra, e inspección. Estos temas se cubren en siete secciones como sigue: Sección 1: Requerimientos Generales Sección 2: Documentos de Referencia Sección 3: Definiciones Sección 4: Detalles de Conexión de Soldadura Sección 5: Calificaciones del Soldador Sección 6: Fabricación Sección 7: Inspección Siguiendo a estas secciones están ocho anexos normativos (obligatorios) como sigue: Anexo A – Evaluación en los Procedimientos de Soldadura (WP) en la Envoltura de la Entrada de Calor a Metales de Aporte para Soldaduras de Demanda Crítica, Anexo B – Evaluación de Intermezcla CVN de Combinaciones de Metales de Aporte (donde uno de los metales de aporte es FCAW-S), Anexo C – Calificaciones Suplementarias del Soldador para Soldadura de Acceso Restringido, Anexo D – Evaluación Suplementaria para Límites de Exposición Extendidos para los Metales de Aporte en FCAW, Anexo E – Evaluación Ultrasónica Suplementaria para el Técnico, Anexo F – Procedimientos Suplementarios para la Evaluación de Partículas Magnéticas, Anexo G – Evaluación Ultrasónica del Grado de las Fallas, y Anexo H – Directrices para la Preparación de Investigaciones para el Comité de Soldadura Estructural. Finalmente, para concluir el documento se encuentra un comentario que proporciona material de respaldo y explica la intención detrás de muchas de las provisiones. Resumen de las Principales Provisiones del D1.8 El siguiente es un resumen de las principales provisiones contenidas en el D1.8. Este resumen no es exhaustivo, por lo que el lector debería obtener una copia del D1.8 y revisar a profundidad ya que no todas las provisiones se cubren en este resumen. Calificaciones del Soldador La Sección 5 y el Anexo C del D1.8 se dedican a la calificación del soldador. Además de llenar los requisitos en cuanto a calificaciones del D1.1, a los soldadores que realicen trabajos bajo el D1.8 se les requiere que tomen el Test de Calificaciones Suplementarias del Soldador para Soldadura de Acceso Restringido, como se indica en el Anexo C, cuando la producción de la soldadura involucra todos de los siguientes: 1) la soldadura es de demanda crítica (como lo define la AISC), 2) la soldadura une la brida inferior de la viga a la brida de la columna, y 3) la soldadura debe hacerse a través de un hoyo de acceso para soldadura en la red de vigas. De acuerdo al Anexo C la calificación o certificación de los soldadores no es requerida si las tres condiciones precedentes no son partes de la producción de soldadura. Ver el D1.8 provisión 5.11. En el Anexo C se describen dos configuraciones de evaluación, conocidas como Opción A y Opción B. La Opción A es para ser usada cuando el respaldo de acero sea una especificación en las Especificaciones del Procedimiento de Soldadura (WPS), mientras que la Opción B se usa en juntas de raíz abiertas, o juntas con respaldo cerámico, de cobre o de otros materiales diferentes al acero. El tipo de test a tomarse depende del tipo de respaldo (si lo hubiera) que será usado en la producción, y como se muestra en las Especificaciones del Procedimiento de Soldadura (WPS). Ver el D1.8, provisión 5.1.3 y el Anexo C provisiones C3.2, C3.3. Como es el caso para el D1.1, los soldadores que tomen el test del Anexo C deben calificar por proceso de soldadura. Además, la placa de prueba debe soldarse con una tasa de deposición igual o más alta que aquella ala que se usará en la producción. Es inteligente, por ello, usar una tasa de deposición ligeramente más alta en el test para calificar al soldador de tal forma que el soldador este calificado para usar todas las Especificaciones de Procedimientos de Soldadura. Ver el D1.8, Anexo C provisiones C3.1.2. Después de completar la placa del test, se remueven las diferentes placas de restricción y se inspecciona visualmente la placa del test. Después, como opción del Contratista, a la placa del test se le practican pruebas mecánicas o no destructivas. Las opciones de pruebas no destructivas (NDT) incluyen la inspección ultrasónica (UT) y la inspección radiográfica (RT). Cuatro pruebas de doblado se usan para la evaluación mecánica. Ver el D1.8, Anexo C provisión C4. de la cubierta. Los electrodos sólidos para GMAW y EGW están exentos de cualquier medida de hidrógeno. Ver el D1.8, provisión 6.3.2. Cuando se combinan los metales de aporte de las especificaciones FCAW con metales de aporte depositados por otros procesos, se debe chequear la combinación de ambos para asegurar que la tenacidad mínima CVN se obtenga. El Anexo B de D1.8 prescribe las pruebas que se requieren. Tal evaluación no se requiere cuando las especificaciones de la FCAW se intermezclen con otras especificaciones FCAW. Ver D1.8, provisión 6.3.4 y Anexo B. Especificaciones del Procedimiento de Soldadura (WPSs) Metales de Aporte – Soldaduras de Demandas Crítica Además de satisfacer los requerimientos del D1.1, el D1.8 ordena requerimientos adicionales. Bajo D1.8, las especificaciones del procedimiento de soldadura (WPSs) deben litar el manufacturero del metal de aporte, además del nombre comercial del metal de aporte y la clasificación de la AWS. Las WPSs deben además listar una o más combinaciones de variables de la soldadura que producen entradas de calor dentro de los límites de las pruebas realizadas en el metal de aporte específico. Las valores para E, I, y S como se muestran en la WPS deben dar como resultado una entrada de calor dentro de los límites alto y bajo para el electrodo específico que se está usando. Ver D1.8, provisión 6.1.2. Metales de Aporte — Todas las Soldaduras en D1.8 Para todo trabajo realizado bajo el D1.8, se requiere que los metales de aporte satisfagan un requisito mínimo de Incisión en V Charpy (Charpy V-Notch) de 20 pies-libra (27 J) a 0ºF (-18ºC), como se mide en una prueba de clasificación estandarizada de AWS A5 para metales de aporte. Son aceptables valores más altos para la energía CVN (Charpy V-Notch), por ejemplo los mayores a 20 pies-libra, así como los resultados de pruebas que involucren temperaturas de evaluación más bajas (v.g. menores a 0ºF). Ver el D1.8, provisiones 6.3.1 y Tabla 6.1. Se requiere que la mayoría de los metales de aporte sean capaces de depositar el metal de soldadura con un contenido de hidrógeno difusible de 16 mL por 100 g de metal de soldadura depositado, satisfaciendo el requerimiento para H16. Excepciones a los requerimientos incluyen electrodos de SMAW con cubiertas bajas en hidrógeno, que pueden aceptarse basándose en las especificaciones de electrodo en cuanto a contenidos de humedad Además de satisfacer los requerimientos anteriores, a los metales de aporte usados para hacer soldaduras de demandas críticas se les requiere cumplir con requerimientos aún más estrictos. Por ejemplo, el D1.8 requiere que los metales de aporte que sean usados en la producción sean evaluados en tests a altos y bajos niveles de entrada de calor, esto es, a bajas y altas tasas de enfriado. A las especificaciones de procedimientos de soldadura para la producción se les permite usar un amplio rango de variables, proporcionando los niveles de entrada de calor calculados dentro del rango de valores evaluados. Ver D1.8. provisión 6.3.5 y Anexo A. El Suplemento para Soldadura Sísmica proporciona dos maneras para conducir las pruebas de entrada de calor alto y bajo. El primer enfoque se detalla en el Anexo A del D1.8. Se proporcionan los niveles sugeridos de entrada de calor, pero también pueden ser usados valores alternativos. El segundo enfoque aplica para electrodos de núcleo con fundente (FCAW), y usa las nuevas especificaciones suplementarias “D”. Con estas especificaciones suplementarias se requiere que los metales de aporte sean evaluados a niveles alto y bajo de entrada de calor prescritos, y evaluados también de acuerdo a la prueba estándar de clasificación A5. Los metales de aporte para soldaduras de demandas críticas, cuando se evalúan a niveles altos y bajos de entrada de calor, deben llenar los requerimientos de un valor CVN mínimo de tenacidad de 20 pies-libra (27 J) a 0ºF (-18ºC), como lo mide una prueba de clasificación A5 de la AWS para metales de aporte, como se discutió previamente. Adicionalmente, a los metales de aporte para soldadura de demandas críticas, cuando se evalúan a niveles altos y bajos de entrada de calor, se les requiere entregar un valor CVN mínimo de 40 pies-libra (54 J) a 70ºF (20ºC), cuando se les aplican pruebas a niveles WELDING JOURNAL EN ESPAÑOL 41