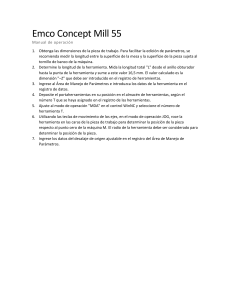
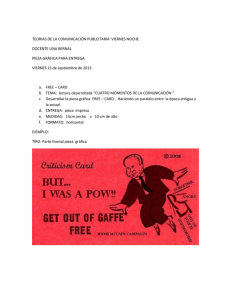
MOE001: MÉTODO OPERATORIO DE ESMALTACIÓN BIDÉS. Emisión: Jefe de esmaltación Aprobación: 08/01/01 Edición: 1 Revisión: 0 Gerente de Fábrica Jefe Control de Procesos 1- VARIABLES DE PROCESO Presión de esmalte general: 4- 6 Kg/cm2 Presión de aire general: ideal: 6.5 Kg/cm2 , siempre es 1.5 Kg/cm2 más que el esmalte. Espesor de esmalte en crudo: Palangana exterior: 0.8-1mm Resto de la pieza: 1-1.3 mm. Filtros de esmalte: Se limpian una vez por semana. Encargado: Mantenimiento. Velocidad del Carrusel: 17 s/(distancia entre platos) Tiempo de secado del esmalte: 65-75 segundos. 2- DESCRIPCIÓN DE ETAPAS 2.1- CARGA Y REPOSICIÓN DE PIEZAS Esta etapa se cumplimenta por medio de una sola persona con las siguientes actividades. - Carga piezas en el carrusel - Inspecciona piezas y cambia piezas defectuosas por piezas reparadas. Posibles defectos: rajaduras, grietas, excesivas deformaciones y roturas. 2.2- PULIDO OBJETIVOS: - PULIR POR COMPLETO LAS PIEZAS MEDIANTE 3 POSICIONES DEL CARRUSEL. - ELIMINAR DEFECTOS TALES COMO GRANOS, PASTA CHORREADA, DEFORMACIONES, RAYAS, ETC. 2.2.1- Primera posición Pule pié y palangana exterior. La zona a pulir se muestra a continuación: IMPORTANCIA RELATIVA DE ZONAS ZONA ROJA: MAYOR IMPORTANCIA ZONA AZUL: IMPORTANCIA MEDIA ZONA NEGRA: MENOR IMPORTANCIA Detalles del pulido: - La zona indicada (desde la marca hacia abajo como indica la flecha) está compuesta de una zona azul y otra negra. Página 1 de 6 MOE001: MÉTODO OPERATORIO DE ESMALTACIÓN BIDÉS. Emisión: Jefe de esmaltación Aprobación: 08/01/01 Edición: 1 Revisión: 0 Gerente de Fábrica - Jefe Control de Procesos Se debe comenzar con el pulido de la zona azul, una vez terminada se continúa puliendo la zona negra. No se deben dejar rayas en el pie de forma horizontal (sentido que se opone al desplazamiento del esmalte) que puedan hacer “frenar” el esmalte. Se debe mirar la pieza durante el pulido para poder detectar y corregir defectos. 2.2.2- Segunda posición Pule anillo exterior, superior y repisa. La zona a pulir se muestra a continuación. Detalles del pulido: - La zona a pulir (zona indicada por la flecha + anillo superior) está compuesta de zona azul, roja y negra (parte de atrás del anillo exterior). Se debe comenzar a pulir por la zona roja, una vez terminada se debe pulir la zona azul y, por último, la negra. No se deben dejar rayas en el anillo exterior de forma horizontal (sentido que se opone al desplazamiento del esmalte) que puedan hacer “frenar” el esmalte. Se debe mirar la pieza durante el pulido para poder detectar y corregir defectos. 2.2.3- Tercera posición Pule toda la palangana interior y el rebosadero. La zona a pulir es la siguiente: Detalles del pulido: Página 2 de 6 MOE001: MÉTODO OPERATORIO DE ESMALTACIÓN BIDÉS. Emisión: Jefe de esmaltación Aprobación: 08/01/01 Edición: 1 Revisión: 0 Gerente de Fábrica - - Jefe Control de Procesos La zona a pulir es roja por completo. Esta es la zona de mayor importancia en la pieza por lo tanto no se admite ningún tipo de defecto. Se debe comenzar a pulir por el rebosadero de arriba hacia abajo, continuar por la parte horizontal de la palangana en forma longitudinal, terminar puliendo los laterales y corregir defectos remanentes. Se debe mirar bien la pieza durante el pulido para poder detectar y corregir defectos. 2.3- INSPECCIÓN En esta etapa participa una sola persona. Detalles de la inspección: - - Se debe inspeccionar la pieza POR COMPLETO por lo tanto hay que tener muy en cuenta el criterio de inspección de acuerdo a las distintas zonas de la pieza. Se debe comenzar inspeccionando la zona roja, continuar con la zona azul y, por último la zona negra. Durante la inspección se debe mojar la pieza con esponja, en especial la palangana (debe quedar mojada por completo sin formar charcos de agua), el anillo y los anclajes. Se deben descartar las piezas que presenten deformaciones, grietas o rajaduras. En el caso de las deformaciones se debe tener en cuenta la ubicación de las mismas. Como referencia se da la normalización ROCA para piezas terminadas: Defecto S U P E R F I C I E ROJA AZUL Acabado (mal pulido) Deformaciones de colado. No se deben acusar al tacto. Se pueden acusar al tacto. No visible a 0.75 m . Se admiten NEGRA 2.4- ESMALTADO 2.4.1- OBJETIVOS: - CONSEGUIR UN ADECUADO ESPESOR DE ESMALTE EN LA PIEZA MEDIANTE EL ESMALTADO PULVERIZADO. EVITAR ENCHARCADOS DEL ESMALTE. 2.4.2- DESCRIPCIÓN DE ETAPAS El esmaltado de bidés se realiza por medio de 4 posiciones. Página 3 de 6 MOE001: MÉTODO OPERATORIO DE ESMALTACIÓN BIDÉS. Emisión: Jefe de esmaltación Aprobación: 08/01/01 Edición: 1 Revisión: 0 Gerente de Fábrica Jefe Control de Procesos Posición 1: - Esmalta pasando por la palangana longitudinalmente con la pieza mirando hacia delante. Con la pieza girando: - Sin salir de la pieza inclina el soplete y pasa una vuelta por los laterales y el rebosadero Sale esmaltando la repisa. Da dos vueltas al anillo con el soplete inclinado. Una vuelta al anillo exterior Una vuelta palangana exterior Dos vueltas esmaltando el pie Retoca palangana exterior pasando una vuelta más Retoca repisa parte de atrás Retoca el rebosadero Mira la pieza para verificar que se esmaltó de forma pareja. 2° POSICIÓN - Hace girar la pieza y esmalta, moviendo el soplete de arriba hacia abajo, los laterales y el rebosadero La pieza sigue girando y retoca en forma longitudinal la palangana de adelante hacia atrás moviendo el soplete siempre adentro de la pieza Sale y esmalta anillo y repisa con la pieza siempre en movimiento Con la pieza quieta hace laterales, frente y resto de superficie. Hace girar nuevamente la pieza y esmalta palangana exterior y pie una vuelta más alejando el soplete Vuelve arriba y da dos vueltas más con el soplete apuntando a los laterales Mira la pieza para verificar que no haya acumulaciones de esmalte. 3° POSICIÓN Con el soplete alejado en zona roja: - Empieza por la palangana en forma longitudinal sin llegar a la descarga. Esmalta el rebosadero y dejando la pieza quieta esmalta exteriores Vuelve hacia arriba y girando la pieza esmalta: 3 vueltas los laterales y una vuelta sacando un poco más el soplete hacia el anillo Retoca afuera y termina Mira la pieza para verificar que no haya encharcados. 4° POSICIÓN - - Girando la pieza pone el soplete en forma perpendicular y da una vuelta moviendo el soplete (siempre en el interior de la palangana), una vuelta apuntando a los laterales y una vuelta más al anillo Sale y da dos vueltas al anillo exterior, 2 vueltas a la palangana exterior y dos vueltas al pie Retoca repisa. Mira la pieza para verificar que no haya encharcados. Página 4 de 6 MOE001: MÉTODO OPERATORIO DE ESMALTACIÓN BIDÉS. Emisión: Jefe de esmaltación Aprobación: 08/01/01 Edición: 1 Revisión: 0 Gerente de Fábrica Jefe Control de Procesos La secuencia de esmaltado en esta posición puede variar de acuerdo a como llegue la pieza. La condición óptima es que la pieza llegue prácticamente seca en la palangana. 2.4.3- DISTANCIA ENTRE ESMALTADORES Se debe manejar la distancia entre los esmaltadores de manera de optimizar el proceso. A continuación se dan algunas reglas: - La distancia entre cada uno de los primeros tres esmaltadores no puede ser mayor que la separación entre el tercero y el cuarto. - Con bajos tiempos de secado del esmalte se pueden producir (generalmente en la segunda posición) desprendimientos en forma de ampollas por lo tanto, en ese caso, se deben acercar las primeras dos posiciones hasta corregir el defecto. - Los mismos tipos de desprendimientos del esmalte pueden ser causados por falta de mojado por parte del inspector. 2.5- CONTROLES Y REGISTROS A aproximadamente 10 minutos del comienzo del esmaltado de un tipo de pieza se mide el espesor de, en lo posible, una pieza pérdida y se toman acciones correctivas si es necesario. Por cada hora de esmaltado de la misma pieza se debe hacer, al menos, un control de espesor de esmalte. El resultado de los controles de espesor se registra en RCE001. Los controles de picado (encharcados) se realizan con, al menos, la misma frecuencia que los de espesor. Se debe verificar que no se esté encharcando la pieza en las posiciones 3 y 4 de esmaltado. Controles de pulido e inspección: con la misma frecuencia que los controles de espesor se realiza el control de pulidos e inspección. El primero se debe realizar parado en posición de primer inspector mientras que el segundo control se realiza en posición entre el último inspector y el primer esmaltador. 2.6- ANÁLISIS DE DEFECTOS Y ACCIONES CORRECTIVAS Defecto Bajo espesor Causas Probables Exceso de tiempo de secado del esmalte Acciones correctivas - Aumentar distancia entre esmaltadores - Acercar más el soplete durante el esmaltado - Corregir distribución de tiempos de esmaltado de piezas - Girar las piezas a menor velocidad durante el esmaltado - Colocar ventilador entre el 3° y el 4° esmaltador. Página 5 de 6 MOE001: MÉTODO OPERATORIO DE ESMALTACIÓN BIDÉS. Emisión: Jefe de esmaltación Aprobación: 08/01/01 Edición: 1 Revisión: 0 Gerente de Fábrica Picado Encharcado - - - Jefe Control de Procesos Alejar más el soplete durante el esmaltado Corregir orientación del soplete durante la aplicación Cada esmaltador debe parar la aplicación en zonas que vea mojadas Colocar ventilador entre el 3° y el 4° esmaltador. 3- LISTA DE DISTRIBUCIÓN - Gerente de Fábrica (1) - Jefe de Esmaltación (1) - Supervisor del sector Carrusel de esmaltación (2) 4- REGISTRO DE REVISIONES Revisión N° 0 Fecha 08/01/01 Motivo Lanzamiento del método Página 6 de 6