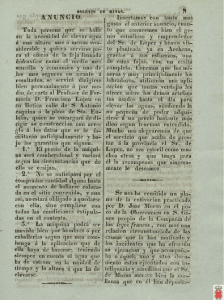
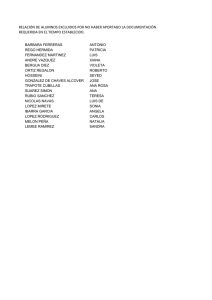
UNIVERSIDAD AUTÓNOMA GABRIEL RENE MORENO FACULTAD DE CIENCIAS EXACTAS Y TECNOLOGÍA CARRERA INGENIERIA DE ALIMENTOS ACREDITADA: CEUB EXAMEN DE GRADO ''DESARROLLO DE UN MANUAL DE BPM PARA PLANTA PROCESADORA DE MERMELADA DE TAMARINDO CON MANZANA IMPLEMENTANDO EL SISTEMA DE GESTION DE SEGURIDAD ALIMENTARIA ISO-22000 (PRE-REQUISITOS)" PRESENTADO PARA OBTENER EL TÍTULO ACADÉMICO EN LICENCIATURA EN INGENIERÍA DE ALIMENTOS POSTULANTE JEANINE LOPEZ ROJAS SANTA CRUZ - BOLIVIA 2020 DEDICATORIA A Dios por permitirme llegar hasta este punto de la vida y haberme dado toda la capacidad y sabiduría intelectual para seguir adelante día a día y así lograr mi mayor objetivo, además de su infinita bondad y bendición recibida en mi vida. A mi príncipe ABIEL SEGALES LOPEZ por ser mi fuerza en cada momento de caídas, por darme el empujón que tanto necesitaba cuando decaía, a él que soporto todo desde mi vientre, mi mayor bendición eres tú, dedicado a ti que eres el motor y eje central de mi vida. A mi querido esposo, J. JOSE SEGALES URQUIOLA, por ser el compañero de vida que, con mucho amor, respeto y cariño, me impulsa a seguir adelante todos los días, por su gran apoyo incondicional todos estos años juntos. i AGRADECIMIENTOS Deseo expresar mi agradecimiento a: A Dios por darme la fortaleza y sabiduría, por ser el forjador de mi camino y mi guía, el que en todo momento está a mi lado ayudándome a aprender de mis errores, en sus manos encomendé mi vida y para el viviré agradecida por todas las bendiciones recibidas en mi vida. A mis apreciados Padres: por el gran apoyo y esfuerzo que ellos hicieron en hacer de mí una persona de bien, y por haberme dejado la mejor herencia de la vida que es mi estudio a nivel profesional, mil gracias por su ayuda incondicional. A mi querido hermano que está en el cielo OSVALDO LOPEZ ROJAS (VAL), por ser ejemplo en vida y porque gracias a tus críticas constructivas he llegado hasta aquí, todas aquellas palabras quedaran grabadas en mi alma, mente y corazón de por vida. A Industrias EID por haberme aceptado ser parte de la gran familia, me abrieron las puertas para poder llegar a alcanzar mi meta y haber contribuido con el desarrollo de prácticas industriales, llevare en mi corazón todos los momentos vividos juntos en familia de trabajo. ii INDICE GENERAL DEDICATORIA ........................................................................................................... i AGRADECIMIENTOS .............................................................................................. ii DEDICATORIA ........................................................................................................... i AGRADECIMIENTOS .............................................................................................. ii INDICE DE TABLA ................................................................................................viii INDICE DE GRAFICO ............................................................................................. ix INDICE DE FIGURA ................................................................................................ xi NOMENCLATURA ................................................................................................... xi RESUMEN ................................................................................................................xiii ABSTRACT .............................................................................................................. xiv INTRODUCCION ....................................................................................................... 1 PROBLEMA DE INVESTIGACIÓN ....................................................................... 2 PLANTEAMIENTO DEL PROBLEMA .................................................................. 2 JUSTIFICACIÓN ....................................................................................................... 3 OBJETIVOS ................................................................................................................ 5 Objetivo general ................................................................................................... 5 Objetivos específicos ........................................................................................... 5 HIPÓTESIS.......................................................................................................... 6 CAPITULO I ................................................................................................................. 7 MARCO TEÓRICO ...................................................................................................... 7 1.1. Origen de La Mermelada ......................................................................................... 7 1.2. Características de la Mermelada ........................................................................ 7 1.3. Materia Prima ....................................................................................................... 8 1.4. Análisis Fisicoquímico. ......................................................................................... 9 iii 1.4.1. Tamarindo (Tamarindus indica l.) ............................................................. 9 1.5. Calidad de vida de la fruta. ............................................................................... 11 1.5.1. Cantidad de frutos por planta ................................................................... 11 1.6. Cosecha del Tamarindo (Tamarindus Indica L.) ............................................ 12 INDICE GENERAL 1.7. Origen de la manzana ........................................................................................ 14 1.7.1. Características generales de la manzana .................................................. 14 1.7.2. Propiedades físico-químicas .................................................................... 15 1.7.3. Composición de la manzana .................................................................... 15 1.7.4. Variedades de manzanas .......................................................................... 16 1.8. Proceso de Elaboración Mermelada de Tamarindo con Manzana Roja....... 17 1.8.1. Procesamiento De La Mermelada ............................................................ 18 1.8.2. Diagrama de Flujo del Proceso ................................................................ 20 1.8.3. Procedimiento del Tamarindo .................................................................. 22 CAPITULO II.............................................................................................................. 28 METODOLOGÍA ....................................................................................................... 28 CAPITULO III ............................................................................................................ 29 DESARROLLO DEL TEMA...................................................................................... 29 3.1. Introducción.......................................................................................................... 29 3.2. Empresa ................................................................................................................ 29 3.2.1. Objetivo ............................................................................................................. 29 3.2.2. Misión ............................................................................................................... 30 3.2.3. Visión ................................................................................................................ 30 3.2.4. Política de calidad ............................................................................................ 30 3.2.5. Alcance ............................................................................................................. 30 3.2.6. Responsables .................................................................................................... 31 3.2.7. Definiciones ...................................................................................................... 31 3.3. Estructura Empresarial ..................................................................................... 33 3.3.1. Organigrama de MERMIX ...................................................................... 33 iv 3.4. Ubicación geográfica de la planta “MERMIX”............................................... 34 3.5. Requisitos Generales de las Materias Primas .................................................. 34 3.5.1. Transporte .......................................................................................................... 37 3.5.2. Procedimientos de manipulación ....................................................................... 38 INDICE GENERAL 3.5.3. Requisitos generales para MERMIX ................................................................. 38 3.5.4. Construcción de edificios e instalaciones ................................................ 39 3.5.5. Distribución de área de proceso ............................................................... 40 3.5.6. Área de recepción de MP e insumos ........................................................ 46 3.5.7. Abastecimiento de agua ........................................................................... 47 3.5.8. Componentes de la potabilidad del agua ................................................. 47 3.5.9. Vestuarios ................................................................................................ 48 3.5.10. Instalaciones para lavarse las manos en las zonas de elaboración ......... 49 3.5.11. Instalaciones de limpieza y desinfección ............................................... 50 3.5.12. Iluminación e instalaciones eléctricas .................................................... 51 3.5.13. Energía eléctrica .............................................................................................. 51 3.5.14. Ventilación ............................................................................................ 52 3.5.15. Almacenamiento de residuos y materias no comestibles .................. 53 3.6. Equipos y utensilios................................................................................... 53 3.7. Requisitos de Higiene del Establecimiento .......................................................... 54 3.7.1. Conservación .......................................................................................... 54 3.7.2. Limpieza y desinfección ......................................................................... 55 3.7.3. Manipulación, almacenamiento y eliminación de Residuos ............... 55 3.8. Ausencias de animales domésticos ........................................................... 56 3.8.1. Sistemas De Control De Plagas ............................................................. 57 3.9. Almacenamiento de sustancias peligrosas y contaminantes ................. 60 3.10. Ropa y efectos personales ....................................................................... 60 3.11. Requisitos sanitarios y de higiene del personal .................................................. 63 3.11.1. Consideraciones Personales ................................................................ 63 3.11.2. Normas Generales De Cumplimiento Obligatorio ................................ 64 3.11.3. Enseñanza De Higiene ......................................................................... 65 v 3.12. Estado De Salud ...................................................................................... 66 3.13. Lavado de manos..................................................................................... 68 3.14. Higiene Personal...................................................................................... 69 3.15. Conducta Personal............................................................................................ 70 INDICE GENERAL 3.16. Guantes .................................................................................................... 71 3.17. Visitantes .................................................................................................. 71 3.18. Supervisiones ........................................................................................... 71 3.19. Requisitos de higiene en la Elaboración ............................................................. 72 3.19.1 Requisitos aplicables a la Materia Prima ........................................... 72 3.20. Prevención de la Contaminación Cruzada ........................................... 74 3.21. Empleo del Agua ..................................................................................... 75 3.22. Elaboración ....................................................................................................... 76 3.23. Envasado .................................................................................................. 76 3.24. Dirección y supervisión........................................................................... 76 3.25. Almacenamiento y transporte de productos intermedios y terminados .............. 76 3.25.1. Almacenamiento ................................................................................... 76 3.25.2. Transporte ............................................................................................ 78 3.26. Control de Alimentos ......................................................................................... 78 3.26.1. Control de calidad de la materia prima ............................................. 78 3.26.2. Evaluación de calidad .......................................................................... 79 3.27. Información sobre los productos y sensibilización de los consumidores ........... 80 3.27.1 Evaluación de proveedores................................................................... 80 3.27.2. Satisfacción Del Cliente ....................................................................... 81 3.27.3. Trazabilidad ......................................................................................... 82 3.28. Defensa de los alimentos Bio-Vigilancia y Bioterrorismo ................................. 83 CAPITULO IV .......................................................................................................... 84 RESULTADOS .......................................................................................................... 84 CONCLUSIONES ..................................................................................................... 85 RECOMENDACIONES ........................................................................................... 86 BIBLIOGRAFIA ....................................................................................................... 87 vi ANEXOS .................................................................................................................... 88 INDICE GENERAL vii INDICE DE TABLA Tabla 1-1: Cantidad de ácido cítrico a agregar según el pH inicial de la pulpa.......................... 8 Tabla 1-2: Composición nutricional en Valor de 100 gramos de porción comestible............... 13 Tabla 1-3: Valor nutricional 100 gr de manzana fresca .............................................................. 16 Tabla 1-4: Parámetros de Calidad ................................................................................................. 20 Tabla 3-1: Descripción pulpa de Tamarindo ................................................................................ 35 Tabla 3-2: Descripción de pulpa de Manzana .............................................................................. 36 Tabla 3-3: Límites de Componentes del agua ............................................................................... 47 Tabla 3-4: Consumo d energía ....................................................................................................... 52 viii INDICE DE GRAFICO Grafico 3-1:Organigrama de “MERMIX” Productor de mermelada de tamarindo con manzana. ........................................................................................................................................................... 33 ix INDICE DE FIGURAS Figura 1-1. Tamarindo .................................................................................................................... 10 Figura 1-2: Proceso para la elaboración de la mermelada .......................................................... 20 Figura 3-1: Ubicación MERMIX .................................................................................................. 34 Figura 3-2: Métodos de Transporte .............................................................................................. 37 Figura 3-3: Procedimientos de Manipulación .............................................................................. 38 Figura 3-4: Instalaciones ............................................................................................................... 39 Figura 3-5:Layout MERMIX ......................................................................................................... 39 Figura 3-6: Plano de la Planta ........................................................................................................ 40 Figura 3-7: Área Administrativa ................................................................................................... 41 Figura 3-8: Pre limpiadora y Clasificadora de Fruta .................................................................. 42 Figura 3-9: Paredes y Pisos ............................................................................................................ 42 Figura 3-10: Luces .......................................................................................................................... 43 Figura 3-11: Ventiladores ............................................................................................................... 43 Figura 3-12: Pisos ............................................................................................................................ 44 Figura 3-13: Paredes ...................................................................................................................... 45 Figura 3-14: Techos ......................................................................................................................... 45 Figura 3-15: Ventanas ..................................................................................................................... 46 Figura 3-16: Recepción de MP (canastillo) ................................................................................... 46 Figura 3-17: Patio ............................................................................................................................ 47 Figura 3-18: Tanque de agua ......................................................................................................... 47 Figura 3-19: Vestidores ................................................................................................................... 48 Figura 3-20: Casilleros .................................................................................................................... 49 Figura 3-21: Lava manos ................................................................................................................ 50 Figura 3-22: Procedimiento de lavado de manos ......................................................................... 50 Figura 3-23: Tina de limpieza de la fruta ..................................................................................... 51 Figura 3-24: Focos ........................................................................................................................... 51 xi Figura 3-25: Aire de acondicionado .............................................................................................. 52 Figura 3-26: Basurero ..................................................................................................................... 53 Figura 3-27: Señalética ................................................................................................................... 57 Figura 3-28: Plaguicidas ................................................................................................................. 59 Figura 3-29: Sustancias peligrosas ................................................................................................. 60 Figura 3-30: Normas de seguridad ................................................................................................ 61 Figura 3-31:Uniforme de trabajo................................................................................................... 61 Figura 3-32: Delantal ...................................................................................................................... 62 Figura 3-33: Guantes desechables .................................................................................................. 62 Figura 3-34: Gorro .......................................................................................................................... 62 Figura 3-35: Manos limpias ............................................................................................................ 64 Figura 3-36: Capacitación .............................................................................................................. 66 Figura 3-37: Botiquín de primeros auxilios .................................................................................. 67 Figura 3-38: Lavado de manos ....................................................................................................... 69 Figura 3-39: Transportadora de alimento .................................................................................... 74 Figura 3-40: Contaminación .......................................................................................................... 74 Figura 3-41: Indumentaria para frio ............................................................................................. 77 Figura 3-42: Transporte en refrigeración ..................................................................................... 78 Figura 3-43: Evaluación de calidad ............................................................................................... 80 Figura 3-44: Evaluación de proveedores ....................................................................................... 81 Figura 3-45: Satisfacción del cliente .............................................................................................. 82 Figura 3-46: Trazabilidad .............................................................................................................. 82 Figura 3-47: Barreras protectoras ................................................................................................. 83 xii NOMENCLATURA BPM.: Buenas prácticas de manufactura BPH.: Buenas prácticas de higiene Gr: Gramos Kg: Kilogramos KW/h: Kilo watts/hora HR: Humedad Relativa ºC: Grado Centígrado UFC: Unidades Formadoras de Colonia 𝐾𝑚2: Kilómetro Cuadrado NB: Norma Boliviana Ph: coeficiente que indica la acides. Mg: miligramos CMC: Carboximetil celulosa PPM: partes por millón Lts: litros GL: grados de libertad °Brix: cociente total de materia seca xii RESUMEN Se diseñó un manual de Buenas Prácticas de Manufactura (BPM) para la línea de mermeladas en la Empresa MERMIX, según la NB- NORMA BOLIVANA NB/ISO/TS 22002-1 2018 (Programa de prerrequisitos sobre inocuidad alimentaria). Se evaluó la situación inicial de la Empresa mediante la lista de verificación de cumplimientos e incumplimientos de los requisitos de BPM que enmarca: instalaciones; equipos; materia prima e insumos; operaciones de producción; etiquetado, envasado y empaquetado; almacenamiento y control de calidad. Las falencias detectadas dentro de la Empresa, permitieron la elaboración de un plan de acciones correctivas para el levantamiento de procedimientos y programas de requisitos BPM, en base a la aplicación de los Procedimientos Operativos Estandarizados de Sanitización (POES) y los Procedimientos Operacionales Estandarizados (POE) para elaborar el Manual de cada una de las áreas críticas. Se realizó verificación in situ de las áreas estudiadas se evaluó con la lista de verificación, obteniéndose un grado de cumplimiento general de la Empresa del 56,67%, debido al uso de los procedimientos descritos en el Manual de buenas prácticas de manufactura y a las capacitaciones impartidas al personal que labura en la planta procesadora desde el gerente general hasta los operarios que trabajan dentro de la empresa MERMIX incumbe que es tarea de todos. Palabras claves: BPM, POE, POES, MERMIX (mermelada mix de tamarindo con manzana). xiii ABSTRACT A manual of Good Manufacturing Practices (BPM) for the line of jams in the MERMIX Company was designed, according to NB- BOLIVANA NB / ISO / TS 22002-1 2018 (Prerequisite Program on food safety). The initial situation of the Company was evaluated by means of the checklist of compliance and non-compliance with the BPM requirements that it frames: facilities; teams; raw material and supplies; production operations; labeling, packaging and packaging; Storage and quality control. The shortcomings detected within the Company, allowed the development of a corrective action plan for the lifting of BPM requirements procedures and programs, based on the application of the Standardized Sanitization Operating Procedures (SOPs) and Standardized Operational Procedures (SOPs) to prepare the Manual for each of the critical areas. On-site verification of the areas studied was evaluated with the checklist, obtaining a general compliance level of the Company of 56.67%, due to the use of the procedures described in the Manual of good manufacturing practices and training imparted to the personnel who work in the processing plant from the general manager to the workers that work within the MERMIX company, it is everyone's job. Keywords: BPM, POE, POES, MERMIX (marmalade mix of tamarind with apple). xiv INTRODUCCION INTRODUCCION Las Buenas Prácticas de Manufactura (BPM) son procedimientos de higiene y manipulación, que incluyen costumbres, hábitos y actitudes, necesarios para una producción higiénica y obtener alimentos totalmente inocuos y saludables. La aplicación de las BPM se lo realiza a lo largo de toda la cadena productiva del alimento desde la recepción de materias primas, elaboración, almacenamiento, envasado, transporte, almacenamiento hasta su distribución. El Manual de BPM implica recomendaciones generales en cuanto a los procedimientos de elaboración, limpieza y desinfección, la higiene personal, la manipulación, los controles, registros, almacenamiento, que garantizan calidad y seguridad alimentaria. Mediante la evaluación de la situación actual de la Empresa MERMIX, se encontraron falencias y a la vez soluciones para capacitar al personal de la misma sobre los requisitos y reglamentos de las BPM. El desarrollo del Manual de buenas prácticas de manufactura, tiene como finalidad establecer procedimientos, instructivos, planes, registros y programas para evitar contaminaciones y adulteraciones en la calidad de producto elaborado y almacenado por MERMIX. JEANINE LOPEZ ROJAS INTRODUCCION PROBLEMA DE INVESTIGACIÓN Planteamiento del problema Desarrollar el manual de Buenas Prácticas de Manufactura (B.P.M.) para la empresa MERMIX que actualmente produce (mermelada de tamarindo con manzana), implementando en toda la planta para el control en cada proceso de la elaboración de la mermelada. JEANINE LOPEZ ROJAS 2 INTRODUCCION JUSTIFICACIÓN La Empresa MERMIX nace como una idea familiar hace aproximadamente 1 año, su nombre se debe según indica su propietaria a que es un mix de frutas como ser el tamarindo con manzana que se producen a nivel Bolivia y no se le da valor agregado y se desperdician después de época de cosecha, no hay mercado competitivo de los sabores mencionados anteriormente, en lo que concierne el producto con las que se expenden en los mercados de la ciudad de Santa Cruz de la Sierra. A partir del 2019 inicia como Empresa artesanal en la elaboración de mermeladas de tamarindo con manzana. Debido a la exigente demanda comercial, la empresa se vio obligada en innovar los sabores con frutas de todo el país para transformarlas en mermeladas. La Empresa se encuentra ubicada en el parque industrial latino americano en la ciudad de Warnes, la misma que se encarga de elaborar mermelada artesanal de 2 sabores combinados con manufactura propia siendo una de las fortalezas la variedad del producto. Dentro del proceso de elaboración de la mermelada la Empresa utiliza una metodología artesanal, sin regirse a procesos estandarizados o normativas que garantice la inocuidad. El desarrollo de un manual de BPM es una herramienta que permite estandarizar los métodos de higiene y manipulación mediante la integración de personas, tecnología y los procesos de tal forma que exista una mejor trazabilidad del producto en caso de reclamos del cliente, reduciendo costos al momento de determinar fallas y mejorar en el proceso de elaboración de la mermelada. La proyección económica permitirá establecer el valor real y aproximado que la Empresa artesanal deberá invertir para cubrir la implementación en un futuro, teniendo como finalidad el mejoramiento en cada una de las áreas para generar un producto libre de contaminación y que garantice la calidad del mismo bajo leyes sanitarias actuales que se rigen en nuestro País. JEANINE LOPEZ ROJAS 3 INTRODUCCION La presente investigación pretende realizar un manual de Buenas Prácticas de Manufactura para que sean implementadas a futuro en la Empresa MERMIX, teniendo en cuenta todos los aspectos desde la recepción de la materia prima hasta la distribución al cliente del producto terminado, además se realizará una estimación económica para dicho proceso. Esto permitirá un beneficio a los propietarios y a los clientes debido a la implementación de estas buenas prácticas de manipulación para la producción de alimentos inocuos. JEANINE LOPEZ ROJAS 4 INTRODUCCION OBJETIVOS Objetivo general • Desarrollar el Manual de Buenas Prácticas de Manufactura (BPM) para la Empresa MERMIX que se encarga de la elaboración de mermelada de tamarindo con manzana, con estimación económica para implementación cumpliendo todos los requisitos de la norma la NB- NORMA BOLIVANA NB-ISO-TS 22002-1 2018 (Programa de prerrequisitos sobre inocuidad alimentaria). Objetivos específicos • Diagnosticar la situación actual en el cumplimiento de buenas prácticas de manufactura de MERMIX que se encarga de la elaboración de mermelada de tamarindo con manzana. • Proponer las correcciones para las áreas identificadas en el diagnóstico que se va a realizar in situ es decir dentro de la planta. • Levantar planes, programas y procedimientos del manual de BPM que documente cada una de las áreas críticas en las que sea conveniente. • Verificar el grado de cumplimiento de BPM posterior a las correcciones realizadas. • Capacitar el personal de la empresa en el manejo y uso del Manual de BPM y que ellos mismo manejen cada uno de estos documentos. • Se evaluará de acuerdo de acuerdo a cada uno de los prerrequisitos que exige la norma haciendo el cumplimiento de la misma en lo que con lleva cada parte del manual como ser: plan, programa, procedimiento, instructivo, y registro. JEANINE LOPEZ ROJAS 5 INTRODUCCION HIPÓTESIS La hipótesis se basa en los resultados de la evaluación de la lista de verificación de las BPM dentro de la Empresa MERMIX. HIPÓTESIS NULA (Ho) Ho = El desarrollo del manual de Buenas Prácticas de Manufactura no mejorará la calidad e inocuidad del producto y no se podrá estimar una proyección económica de implementación. HIPÓTESIS ALTERNATIVA (H1) H1 = El desarrollo del manual de Buenas Prácticas de Manufactura si mejorará la calidad e inocuidad del producto y se podrá estimar una proyección económica de implementación. Con el desarrollo del Manual de BPM para la Empresa MERMIX: Productora de mermelada de tamarindo con manzana, se demostró que si influye en la calidad e inocuidad de los productos y se puede estimar el valor económico para implementación. Por consiguiente, se acepta la hipótesis alternativa (H1) y se rechaza la hipótesis nula (Ho). JEANINE LOPEZ ROJAS 6 MARCO TEORICO CAPITULO 1 CAPITULO I MARCO TEÓRICO 1.1. Origen de la Mermelada De acuerdo a la Norma Técnica Colombiana 285, la mermelada es un producto de consistencia pastosa, semisólida o gelatinosa que se obtiene por la cocción y concentración de una o más frutas enteras, concentrado, pulpa, jugos de fruta o sus mezclas, al cual se le agregan azúcares naturales, con la adición o no de agua y aditivos permitidos (ICONTEC, 2007). La mermelada es, en términos prácticos, un método de conservación de alimentos en el cual se mezclan frutas y/o verduras con azúcar, acidificantes y en algunos casos pectinas, de consistencia pastosa o gelatinosa y un color brillante y atractivo que refleja el color del producto (Coronado Trinidad & Hilario Rosales, 2001). La NTC 285 hace una distinción entre jalea y mermelada, la cual radica principalmente en la presencia de trozos de fruta, los cuales solo se encuentran en las mermeladas mientras que en las jaleas no, ya que son elaboradas a partir de concentrados o zumos de fruta. La consistencia final varía, ya que la jalea tiene una consistencia uniforme y la mermelada tiene consistencia variable por la presencia de pedazos de fruta (ICONTEC, 2007). 1.2. Características de la Mermelada Al igual que todos los alimentos procesados para consumo humano, la mermelada se debe elaborar con las máximas medidas de higiene y calidad para evitar poner en riesgo la salud de los consumidores. Por lo tanto, se deben seleccionar frutos maduros, frescos, limpios y libres de sustancias tóxicas, residuos de agroquímicos, plagas o enfermedades o cuerpos extraños o de cualquier otra sustancia nociva. De acuerdo con lo establecido en la NTC 285, las mermeladas deben cumplir con las siguientes condiciones (ICONTEC, 2007): JEANINE LOPEZ ROJAS 7 MARCO TEORICO CAPITULO 1 1.3. Materia Prima Fruta: debe estar madura pero no pasada para que conserve todo su aroma y sabor, además de aportar el jugo necesario para obtener un producto que genere una coagulación adecuada. Al emplear frutas que no reúnen las condiciones óptimas de calidad, es conveniente preparar mermeladas en forma de pasta o puré, sin incluir la piel. Se puede decir que todas las frutas son aptas para la preparación de mermeladas, teniendo como requisito la manipulación adecuada. Se permite la presencia de fruta entera, trozos de fruta, trozos de cascara o piel o semillas comestibles características de las frutas. Pectina: es un producto que fomenta la coagulación de la mermelada, se encuentra principalmente en las semillas de las frutas y en menores proporciones en las células de los tejidos de la pulpa y la piel. Este elemento se caracteriza por ser soluble en agua, se puede adicionar a la mezcla de la mermelada jugo o frutas ricas en pectina, o agregando pectina comercial. Ácido: acidificar la mermelada es necesario ya que el ácido ayuda a extraer la pectina de los tejidos celulares y unifica la glucosa que estos tienen con la sacarosa que se adiciona a la mezcla, además de clarificar el producto y darle un mejor sabor. La adición de ácido se realiza agregando jugo de limón o una disolución de ácido cítrico, pero en este caso no se le agrega ya que la preparación se realiza con fruta acida como es el tamarindo. Tabla 1-1: Cantidad de ácido cítrico a agregar según el pH inicial de la pulpa pH de la pulpa Cantidad de ácido cítrico a añadir 3,5 a 3,6 1 a 2 g/kg de pulpa 3,6 a 4,0 3 a 4 g/kg de pulpa 4,0 a 4,5 5 g/kg de pulpa >4,5 >5 g/kg de pulpa Fuente: (Barragán García, 2011) Azúcar: este ingrediente es esencial para la coagulación y conservación de la mermelada cuando entra en una proporción de 60 por cada 100 partes de pulpa. Al agregar cantidades JEANINE LOPEZ ROJAS 8 MARCO TEORICO CAPITULO 1 superiores, que se aproximen al 68 por 100 del peso de la pulpa, puede generarse cristalización. Colorantes: se adiciona cuando las frutas pierden su pigmentación en el proceso, haciéndolos más agradables a la vista sin generar sabores extraños. Solo es permitido el uso de colorantes para las mermeladas en este caso no necesitamos de la misma ya que la fruta nos da el color característico de la misma. Conservantes: se permite el contenido máximo de conservantes en mg/kg de Sorbato de potasio y Benzoato de sodio 1gr por cada 1 kg de producto obtenido (en mezcla). 1.4. Análisis Fisicoquímico. Los análisis fisicoquímicos se realizaron con muestras a temperatura ambiente (20ºC aprox.). Consistencia. La medición de consistencia, se realizó por medio del consistómetro Bostwick, con el cual se cuantificó la distancia (cm) a la cual fluyó la muestra bajo su propio peso (g) durante 30 segundos a una temperatura de ±20ºC. Los valores de consistencia se expresaron como la relación cm/g (Córdoba, 2005). 1.4.1. Tamarindo (Tamarindus indica l.) El tamarindo (Tamarindus indica L.) es una planta medicinal de reconocido uso tradicional en el tratamiento de diferentes afecciones de la cual su fruto es oficial en la farmacología británica con conocidas propiedades terapéuticas, como hepatoprotectora y antimicrobiana. En Cuba es utilizada como refrescante y contra las enfermedades hepáticas (Rodríguez et. al., 2008). JEANINE LOPEZ ROJAS 9 MARCO TEORICO CAPITULO 1 Figura 1-1. Tamarindo Fuente: (Rodríguez et. al., 2008). 1.4.1.1. Historia de la producción-origen del tamarindo La planta de tamarindus es originaria de África tropical, especialmente de Sudán, donde crece de forma salvaje, también se cultiva en Camerún, Nigeria y Tanzania; en Arabia, que se encuentra en estado silvestre; en Omán, especialmente Dhofar, donde crece en las laderas que dan al mar de montañas. Hoy en día, Asia del Sur y México siguen siendo los mayores consumidores y productores de tamarindo. 1.4.1.2. Características del tamarindo El tamarindo es un árbol cuyo tamaño puede llegar a los 20 metros, aunque generalmente es de crecimiento lento. Sobre todo, la particularidad de este árbol es la forma de sus frutos, donde en su interior se albergan las semillas. Son una especie de bolsas de color marrón, cubiertas y de gran tamaño, que tiene varios usos culinarios. Por ejemplo, se suelen vender como dulce o para la fabricación de zumos y bebidas, e incluso se han hallado algunas propiedades medicinales. Lugares de producción Aunque originaria de Sudán y África tropical, Asia y México son los mayores consumidores y productores de tamarindo. Las plantaciones comerciales en toda la América Latina tropical son Brasil, Costa Rica, Cuba, Guatemala, México, Nicaragua, Puerto Rico y Venezuela. JEANINE LOPEZ ROJAS 10 MARCO TEORICO CAPITULO 1 En Bolivia los lugares donde se produce el tamarindo son: Santa Cruz, Beni, Ichilo y Yapacaní. 1.4.1.3. Variedad de tamarindo El género Tamarindus es un taxón monotípico, con una sola especie. Comercialización en el mercado nacional, exportaciones e ingresos La producción y consumo de tamarindo se encuentra en su fase de posicionamiento a nivel local y regional y, en crecimiento, a nivel nacional en cuanto al desarrollo del agronegocio. Consecuentemente, existe en la actualidad solo una organización Tamarindo Estudio Cadenas Productivas Frutas Exóticas que realiza intentos de comercialización de pulpa de tamarindo orgánico a nivel local (San Ignacio de Velasco). Esta actividad lamentablemente es realizada sin mucho éxito debido a la poca cobertura de mercado y a la falta de un plan de marketing que contemple la expansión del consumo de esta fruta. Por su parte Industrias Cabrera y Del Valle son las dos industrias de alimentos y Bebidas que procesan esta fruta en las presentaciones de néctar y refresco, pero de Manera local (Santa Cruz y Cochabamba). 1.5. Calidad de vida de la fruta. - 1.5.1. Cantidad de frutos por planta: La cantidad de frutos depende más que todo de los factores climáticos y el tratado que a recibido la planta Peso de la fruta: Pesa alrededor de 5-7 gr por fruto Valor nutricional del tamarindo en la vida diaria El tamarindo nos aporta una amplia diversidad de nutrientes como la vitamina A1, B2, B3, B6, B9 C Y E. respecto a los minerales el tamarindo nos aporta calcio, cobre, hierro, magnesio, fosforo, potasio, sodio y zinc. No solo aporta con esta diversidad de nutrientes, sino que también a su vez tiene propiedades y beneficios: JEANINE LOPEZ ROJAS 11 MARCO TEORICO CAPITULO 1 • Es depurativo, ya que actúa como laxante suave. • Mejora la digestión. • Ayuda a perder peso. • Reduce la retención de líquido, ya que es diurético. • Es una fruta apropiada para niños y adolescentes ya que contiene una buena cantidad de aminoácidos, a diferencia de otras frutas. • Previene la ateroesclerosis, gracias a su contenido en fibra y ácidos insaturados 1.6. Cosecha del Tamarindo (Tamarindus Indica L.) En Bolivia, la cosecha se efectúa entre febrero y abril, que es cuando los frutos alcanzan su madurez fisiológica, manifestando un cambio de color en su vaina, tornándose de un color café claro. La cosecha de los frutos se presenta en los meses de febrero a marzo, en forma anual. Se cosechan cuando los frutos han cambiado del color verde al café claro (Cedeño y Galarza, 2007). JEANINE LOPEZ ROJAS 12 MARCO TEORICO CAPITULO 1 Tabla 1-2: Composición nutricional en Valor de 100 gramos de porción comestible Compuesto Pulpa madura Calorías 115 gr Humedad 28.2 – 52.0 gr Proteína 3.1 gr Fibra 5.6 gr Carbohidratos 67.4 gr Azúcar 30 – 41 gr Ceniza 2.9 gr Calcio 35 - 170 mg Fósforo 54 - 110 mg Hierro 1.3 - 10.9 mg Sodio 24 mg Potasio 375 mg Vitamina A 15 L.U. Tiamina 0.16 mg Riboflavina 0.07 mg Niacina 0.6 - 0.7 mg Ácido ascórbico 0.7 - 3.0 mg Ácido tartárico 8.0 - 23.8 mg Fuente: (Cedeño y Galarza, 2007). JEANINE LOPEZ ROJAS 13 MARCO TEORICO CAPITULO 1 1.7. Origen de la manzana La manzana es un fruto que tiene su origen en la parte asiática de Europa, desde el Mar Negro, hasta el Cáucaso, se cree la existencia de alrededor de unas 80.000 variedades, se conocen en el mercado apenas 700 de ellas debido a su comercialización, la mayor parte de variedades de este fruto se originaron por el cruce de dos variedades de manzanas distintas, dando como resultado un nuevo fruto con características propias, la manzana es considerada como la primera fruta del mundo en cuanto a su consumo y cultivo. Este fruto han sido los españoles quienes llevaron este fruto a América Latina, de la misma manera los ingleses a Norte América, siendo este actualmente el mayor productor del mundo. La manzana es un fruto con larga trayectoria en diferentes ámbitos, esto ha ocurrido durante siglos, empezando por la mala fama del supuesto origen del pecado original, siendo la fruta con la que Eva tentó a Adán; por otro lado, de acuerdo a tradiciones antiguas, se decía que una manzana partida longitudinalmente por la mitad, recuerda el órgano genital femenino, considerándose como el símbolo de la fecundidad. El manzano es uno de los frutales que mejor se adapta a climas diversos; de ahí que tenga una distribución universal extendiéndose las plantaciones desde los países nórdicos a los subtropicales, aunque en las situaciones extremas se presentan factores reductores de su rentabilidad. Las zonas templadas y algo húmedas son las más adecuadas para este cultivo. (Coque et al, 25) 1.7.1. Características generales de la manzana La manzana ha sido un fruto de consumo común en la comunidad austral, de gran importancia en la dieta de los habitantes de la región, con características diferentes dependiendo de cada una de las variedades, la más común es considerada como un fruto pomo globoso con pedúnculo corto y numerosas semillas de color pardo brillante, así también la manzana es una fruta de clima templado y se la incluye dentro del grupo de frutales de pepita como la pera y el membrillo. (Barahona, Sancho 20) JEANINE LOPEZ ROJAS 14 MARCO TEORICO CAPITULO 1 1.7.2. Propiedades físico-químicas La manzana tiene propiedades fisicoquímicas, una de las más conocidas son las substancias fenólicas, los fenoles son los responsables de la característica más representativa de este fruto, que es el color que se produce en la pulpa cuando la manzana es sometida a algún tipo de daño físico, este cambio recibe el nombre de pardeamiento enzimático, para que esta reacción ocurra, necesita de la presencia de los compuestos fenólicos, como son el oxígeno y las enzimas polifenoloxidasas (PPO), como esta reacción se pone de manifiesto principalmente en las manzanas que han tenido algún tipo proceso, se considera que para tener resultados positivos en los compuestos fenólicos sin el pardeamiento indeseable, se deberán elegir las variedades con alta concentración de compuestos fenólicos y con una mínima actividad de PPO. (Seipel et al, 28) Las propiedades físicas de la manzana son de gran importancia, debido a que la misma es una fruta reconocida dentro del ámbito comercial, estas propiedades van a variar dependiendo de las regiones de cultivo por lo tanto los consumidores toman en cuenta las características físicas de la manzana como su frescura, jugosidad, sabor y aroma, además debe tener un buen color y piel agradable. Así también estas propiedades son evaluadas en base a la firmeza, coloración y tamaño del fruto, aunque debe tenerse en cuenta que cada variedad de manzana posee características muy peculiares relacionadas con la adaptación y requerimientos de clima, vigor de la planta, y conservación de sus frutos, resistencia a enfermedades y necesidades de manejo. (Seipel et al, 29) 1.7.3. Composición de la manzana La manzana en su composición es considerada como un fruto nutritivo, completo y enriquecedor en la alimentación humana dentro de su dieta diaria, es un fruto hidratante y refrescante porque está compuesta de un 85% de agua, así también tiene azúcares en la mayor parte está compuesta por fructuosa y en menor cantidad por glucosa y sacarosa de rápida asimilación en el organismo; es fuente discreta de vitamina E o tocoferol y aporta una escasa cantidad de vitamina C. Es rica en fibra y entre su contenido mineral sobresale JEANINE LOPEZ ROJAS 15 MARCO TEORICO CAPITULO 1 el potasio. Las extraordinarias propiedades dietéticas que se le atribuye a esta fruta se deben a gran medida los elementos fotoquímicos que contiene entre ellos, flavonoides y queratina, con propiedades antioxidantes. (Mera, 4) Los meses de cosecha del fruto se dan en invierno en especial en la temporada de lluvia tal es el caso de los meses que habitualmente inicia en marzo y termina en junio. 1.7.4. Variedades de manzanas Existen más de setecientas variedades de manzanas en todo el mundo, tienen diferentes nombres de acuerdo en el país que se cultivan, pero de manera universal comparten propiedades organolépticas y nutricionales similares. La manzana generalmente es un fruto que está disponible en los mercados durante todo el año, lo que es notable es la presencia o falta de ciertas variedades, ya que cada una produce frutos en diferentes meses. 1.7.4.1. Manzanas rojas del tipo red Delicious Early red one: Es un fruto muy dulce como los del grupo Delicious, al que pertenece esta variedad. Su fruto es de color rojo y de calibre medio, tiene la pulpa firme y jugosa de baja acidez, que puede convertirse en harinosa si la recolección es tardía. (Hass, 46) Tabla 1-3: Valor nutricional 100 gr de manzana fresca Componentes Contenido Agua (g) Proteínas (g) 0,3 Carbohidratos (g) 15,0 Calorías (kcal) 58,0 Vitamina A (U.I.) 90,0 Vitamina B 1 (mg) 0,04 Vitamina B 2 (mg) 0,02 Vitamina B 6 (mg) 0,03 Vitamina C (mg) 5,0 Ácido málico (mg) JEANINE LOPEZ ROJAS 84,0 270-1020 16 MARCO TEORICO Ácido cítrico (mg) 0-30 Calcio (mg) 7,0 Magnesio (mg) 5,0 Hierro (mg) 0,30 Cobre (mg) 0,08 Fósforo (mg) 10,0 CAPITULO 1 Fuente: Infoagro. Frutas Tradicionales, 2005. 1.8. Proceso de elaboración mermelada de tamarindo con manzana roja • ✓ Materiales y equipos Tabla de picar • Cuchillo • Coladora • Licuadora • Fuente de acero • Trapo para limpiar • Cucharon de acero • Olla de acero • Cocina • Cuchara • Azúcar • Agua • ✓ Insumos Ácido Cítrico propio del fruto • Pectina • Sorbato de potasio • Benzoato de sodio JEANINE LOPEZ ROJAS 17 MARCO TEORICO • ✓ Equipos: Balanza electrónica analítica • Ph-metro • Refractómetro digital • ✓ Reactivos: Fenolftaleína • Hidróxido de Sodio CAPITULO 1 1.8.1. Procesamiento de la Mermelada La norma NB- NORMA BOLIVANA NB/ISO/TS 22002-1 2018, de prerrequisitos que establece que, para la producción de mermeladas, se debe contar con condiciones sanitarias adecuadas de acuerdo con lo establecido en la normatividad nacional Boliviana vigente. Los procesos que se realizan para la elaboración de la mermelada son los siguientes (Coronado Trinidad & Hilario Rosales, 2001): • Selección: eliminación de frutas podridas o en estados de madurez diferentes ya que la mermelada depende de la calidad de la fruta. • Pesado: se realiza el control de peso con el fin de determinar los rendimientos y calcular la cantidad de los demás ingredientes que se añadirán posteriormente. • Lavado: se realiza con el objeto de eliminar partículas extrañas presentes en la fruta; se puede realizar por inmersión, agitación o aspersión. Se recomienda un proceso de desinfección posterior al lavado con Clorodos en concentraciones de 0,05 a 0,2%, y un tiempo de inmersión de 15 minutos seguido de un enjuague con abundante agua • Pelado: dependiendo del tipo de fruta, se retira la cáscara y el corazón; se emplean cuchillos para realizarlo de manera manual o de manera mecánica con máquinas. • Despulpado: se realiza para obtener la pulpa libre de cáscaras y semillas; se realiza empleando despulpadores industriales. Se recomienda llevar un control del peso de la pulpa para el cálculo del resto de insumos. JEANINE LOPEZ ROJAS 18 MARCO TEORICO • CAPITULO 1 Pre cocción de la fruta: se realiza una cocción lenta de la fruta antes de agregar el azúcar, el propósito de esta operación es romper las membranas celulares de la fruta y extraer toda la pectina; dependiendo de la jugosidad de la fruta, se añade agua para que no se queme la pulpa. • Cocción: se realiza a presión atmosférica en donde el producto se concentra a temperaturas entre 95 y 100 °C. • Punto de gelificación: Cuando el producto se encuentra en proceso de cocción y el volumen se ha reducido a un tercio, se añade ácido cítrico y la mitad del azúcar en forma directa, se recomienda que por cada kilogramo de pulpa de fruta se agregue aproximadamente de 800 a 1000 g de azúcar. La mezcla se debe remover para disolver los ingredientes que se han agregado, después de disuelta se debe llevar al punto de ebullición de manera rápida y corta. La pectina se agrega con al azúcar faltante evitando que se formen grumos, durante esta etapa la mermelada debe ser removida lo menos posible. La cocción finaliza cuando se han obtenido entre 65 y 68% de sólidos solubles totales. • Transvase: una vez cocida, la mermelada se retira de la fuente de calor, y se introduce una espumadera (para eliminar la espuma formada en la superficie de la mermelada) y se trasvasa a otro recipiente para evitar la sobre cocción, que puede generar oscurecimiento y cristalización de la mermelada. En este proceso, la mermelada se deja reposar por un corto periodo en el cual va tomando consistencia y se impide que los frutos enteros suban hasta la superficie de la mermelada. • Envase: una vez finalizado el proceso de cocción, la mermelada debe ser retirada de la fuente de calor y se envasa inmediatamente para aprovechar la fluidez del producto durante el llenado. El llenado se realiza hasta el ras del envase, se coloca la tapa y se voltea el envase por 3 minutos para esterilizar la tapa. • Enfriado: se procede a enfriar los envases para conservar la calidad y asegurar la formación de vacío dentro de los mismos. Se puede realizar con chorros de agua fría. • Almacenamiento: debe realizarse en un lugar fresco, limpio y seco. JEANINE LOPEZ ROJAS 19 MARCO TEORICO CAPITULO 1 1.8.2. Diagrama de flujo del proceso Figura 1-2: Proceso para la elaboración de la mermelada Fuente: Elaboración propia Tabla 1-4: Parámetros de Calidad *Pulpa azúcar = 1:1 °Brix 60 – 65 pH 3,3 a 3,75 Pectina 0,5 – 1% porcentaje de 0,05 conservantes Fuente: (Coronado Trinidad & Hilario Rosales, 2001), Normas de Envasado Las normas de envasado se rigen por las especificaciones detalladas en las Tablas de las Processed Products Regulations (PPR) http://laws.justice.gc.ca/en/C-0.4/C.R.C.c.291/index.html. Estas normas se refieren a la dimensión exacta de los envases metálicos y/o a la cantidad neta del producto a envasar. Empaque exterior (de embarque). Por lo general las cajas de empaque deben ir etiquetadas en inglés con la siguiente información: JEANINE LOPEZ ROJAS 20 MARCO TEORICO CAPITULO 1 • Nombre y tipo de producto. • Peso de la caja en Kilogramos y el número de ítems por contenedor. • Grado. (Si es aplicable) • Tamaño de la caja. • País de origen. • Nombre y dirección del productor o exportador. • UPC/PLU u otro código de barra, idéntico al de los productos en forma individual. • Número de lote. (Para identificar los embarques individuales) Normas de Etiquetado Los productos envasados en la manera que serán vendidos al consumidor final deben seguir las normas de etiquetado definidas en Canadá. El organismo responsable de velar por el cumplimiento de estas normas es la Canadian Food Inspection Agency (CFIA). Algunos de los requerimientos básicos a ser exhibidos en la etiqueta en inglés y francés son: • Nombre Común. • Declaración de cantidad Neta. • Nombre y dirección del Distribuidor/Importador. • Lista de ingredientes. • Tabla de nutrientes. • Fecha de caducidad. JEANINE LOPEZ ROJAS 21 MARCO TEORICO CAPITULO 1 1.8.3. Procedimiento del Tamarindo Evaluamos al proveedor del fruto tamarindo. El fruto debe de estar en buenas condiciones. Se recibe descascarado la semilla tiene que estar compacta. Se remoja el fruto con agua hasta desprender la pulpa del fruto. JEANINE LOPEZ ROJAS 22 MARCO TEORICO Retiramos impurezas que tiene el fruto para que no afecte el sabor. A medida que se procesa la semilla queda limpia de pulpa. JEANINE LOPEZ ROJAS CAPITULO 1 Se utiliza la maquina despulpadora agregando el tamarindo remojado. La pulpa de tamarindo ya procesada sacamos 50 ml para analizar. 23 MARCO TEORICO Medimos Ph de pulpa midió 2,90. Al medir los grados °Brix estaba en 18. CAPITULO 1 Realizamos la acidez titulable y el volumen gastado fue de 0.95 ml Una vez obtenida la pulpa congelamos para almacenar la materia prima, este envasado en polietileno de baja densidad. Nota: el análisis realizado dependerá del índice de madurez de como llego el fruto. JEANINE LOPEZ ROJAS 24 MARCO TEORICO CAPITULO 1 PROCEDIMIENTO PARA LA MANZANA Recepción de la materia prima debe estar en buen estado. Escurrir la manzana hasta que quede seca. JEANINE LOPEZ ROJAS Pelado y sumergido en ácido ascórbico para evitar el pardeamiento enzimático. Se extrae el pedúnculo de las manzanas y se trocea para luego ser licuado bien triturado. 25 MARCO TEORICO Una vez obtenida la pulpa realizamos los siguientes análisis Al medir los grados °Brix estaba en 10. JEANINE LOPEZ ROJAS CAPITULO 1 Medimos Ph de pulpa midió 3,80. Realizamos la acidez titulable y el volumen gastado fue de 1.1 ml 26 MARCO TEORICO CAPITULO 1 Procedemos con la cocción de la mermelada controlando los parámetros de Temperatura, tiempo y punto de gelificación controlando siempre la llama de fuego. Esterilizado el frasco se procede a envasar en un frasco de vidrio utilizando la tapa metálica para evitar crecimiento microbiano, dejamos enfriar el producto. JEANINE LOPEZ ROJAS 27 METODOLOGIA CAPITULO 2 CAPITULO II METODOLOGÍA Como aspecto metodológico, se aplicó un método lógico recoger información in situ del proceso y consultando la norma Boliviana ISO-22000 en marco de seguir con datos legales para fuentes bibliográficas en el desarrollo del tema. Se partió inicialmente de una investigación documental, que la empresa tenía al iniciar su funcionamiento acerca del presente proyecto, para poder recopilar la información más relevante para entregar al consultor, principalmente de la tesis de grado “Desarrollar un manual de BPM para la empresa MERMIX. De la cual se dio inicio para el prototipo de manual en cuanto a la información recabada por la empresa MERMIX en situ. Esto para definir a través de un diseño bajo normas ISO para determinar qué tipo de documentación llevara el manual. El método de investigación también es de carácter longitudinal abarca la parte del producto, se realizó pruebas para comparar los resultados obtenidos en una evaluación sensorial de la mermelada de tamarindo con manzana esta será dirigida a un panel de jueces o consumidores (alumnos de la carrera de ingeniería de alimentos) para evaluar sus características organolépticas del producto en cuanto a: • • • • Sabor Olor Textura Color Con el propósito de lograr una formulación idónea para los consumidores. JEANINE LOPEZ ROJAS 28 DESARROLLO DEL TEMA CAPITULO 3 CAPITULO III DESARROLLO DEL TEMA 3.1. Introducción Las Buenas Prácticas de Manufactura o B.P.M abarca todos los procedimientos necesarios que se aplican en la elaboración de alimentos con el fin de garantizar que estos sean seguros, se emplean en toda la cadena de producción de los mismos, incluyendo materias primas e insumos, elaboración, envasado, etiquetado, almacenamiento, operarios y transporte, entre otras. El Manual de Buenas Prácticas de Manufactura que se ha elaborado para la Empresa MERMIX, cuenta con todos los requisitos necesarios para el mejoramiento en cada una de las áreas de estudio como en sus procedimientos para obtener un producto inocuo y que garantice el consumo seguro de un alimento sano sin afectar a la salud del consumidor. El Manual incluye recomendaciones generales para ser aplicados en cada una de las etapas del proceso de elaboración así lo requiera con la finalidad de corregir problemas que se susciten a lo largo de la cadena productiva y puedan afectar la calidad del producto. El presente manual de BPM se encontrará a disposición de organismos tanto públicos como privados para que puedan avaluar las mejoras desarrolladas e implementadas en la Empresa MERMIX, con el propósito de obtener alimentos seguros. 3.2. Empresa 3.2.1. Objetivo Desarrollar un manual de Buenas Prácticas de Manufactura (B.P.M) para la Empresa MERMIX, estableciendo requerimientos claves para garantizar la higiene, calidad e inocuidad alimentaria a lo largo de cadena de elaboración de mermeladas. JEANINE LOPEZ ROJAS 29 DESARROLLO DEL TEMA CAPITULO 3 3.2.2. Misión Somos una empresa que se dedica a elaborar un mix de mermelada ya que contiene dos frutas como ser el tamarindo con la manzana, a través de la combinación se busca. ser reconocida por la calidad y el alto valor nutricional, además de satisfacer las necesidades alimenticias de las personas ofreciendo excelente calidad del producto alternativo. 3.2.3. Visión MERMIX, tiene como visión consolidarnos como empresa líder a nivel nacional, utilizando la más alta tecnología para el manejo de nuestro producto, contamos con personal altamente calificado manteniendo nuestro riguroso y estricto control de calidad. Teniendo un enfoque de innovación, buscando satisfacción y fidelización del cliente. 3.2.4. Política de calidad Para la empresa de MERMIX, es de carácter importante la calidad e inocuidad de nuestro producto para así lograr satisfacer las necesidades del cliente mediante la elaboración y comercialización de la mermelada de tamarindo con manzana, el cual cuente con precios competitivos y rentables proporcionado capacitación y entrenamiento a todo el personal manteniendo las instalaciones físicas en condiciones adecuadas, cumpliendo todos los parámetros de control que estén sujetos a normas establecidas. Atendiendo las necesidades y sugerencias del cliente. 3.2.5. Alcance El presente manual tiene como fin que la Empresa MERMIX, pueda usarlo para mejorar la calidad de su producto en la obtención de un alimento totalmente inocuo que no llegue a afectar a la salud de sus consumidores, con mejoras en las siguientes áreas: instalaciones, equipos y utensilios, requerimientos higiénicos, materias primas e insumos, operaciones de producción, envasado, etiquetado y empaquetado, almacenamiento y comercialización como se especifica en las Buenas Prácticas de Manufactura para lograr fomentar bases sólidas. JEANINE LOPEZ ROJAS 30 DESARROLLO DEL TEMA CAPITULO 3 3.2.6. Responsables El gerente y todo el personal de la Empresa MERMIX, serán los responsables del correcto uso del presente manual, según las necesidades que se requieran cubrir dentro de la empresa, basándose en el plan de acciones correctivas ya realizado. Los responsables del área de producción serán los encargados de ejecutar los requerimientos necesarios para la obtención del producto cumpliendo con las normas de limpieza y desinfección adecuada en cada una de las etapas de proceso. 3.2.7. Definiciones • Acción Correctiva. - De acuerdo a la norma ISO 9000:2005, una acción correctiva es una acción tomada para eliminar las causas de una no conformidad detectada u otra situación indeseable. • Alimento.- Cualquier sustancia que toma o recibe un ser vivo para su nutrición; es el componente esencial de la vida desde el nacimiento hasta la muerte, porque proporciona una mezcla compleja de sustancias químicas que hace posible que el cuerpo construya y mantenga sus órganos y le suministra la energía para desarrollar sus actividades. • Artesanal. - Todo aquel producto que es elaborado a través de técnicas tradicionales o manuales, sin que intervenga un proceso industrial. • B.P.M.- Son una herramienta básica para la obtención de productos seguros para el consumo humano, que se centralizan en la higiene y la forma de manipulación. • Calidad. - Es aquella cualidad de las cosas que son de excelente creación, fabricación o procedencia. • Calidad Alimentaria. - Es el conjunto de cualidades sensoriales: sabor, olor, color, textura, forma y apariencia, tanto como las higiénicas y químicas que hacen aceptables los alimentos a los consumidores. • Capacitación. - Conjunto de actividades didácticas, orientadas a ampliar los conocimientos, habilidades y aptitudes del personal que labora en una empresa. • Contaminación. - Presencia de elementos o sustancias extrañas a la composición normal de un alimento en cantidades tales que pueden provocar daño a la salud. JEANINE LOPEZ ROJAS 31 DESARROLLO DEL TEMA • CAPITULO 3 Control. - Todas las actividades obligatorias necesarias para garantizar la calidad e inocuidad de los alimentos. • Desinfección. - Proceso capaz de eliminar prácticamente todos los microorganismos patógenos conocidos, pero no todas las formas de vida bacteriana (endosporas), sobre objetos inanimados. • Higiene. - Es el conjunto de prácticas, comportamientos y rutinas al manipular los alimentos orientados a minimizar el riesgo de daños potenciales a la salud. • Inocuidad Alimentaria. - Se refiere a las condiciones y prácticas que preservan la calidad de los alimentos para prevenir la contaminación y las enfermedades transmitidas por el consumo de alimentos. • Instalación. - Conjunto de medios necesarios para los procesos de fabricación de algún producto. • Limpieza. - Procedimiento físico-químico encaminado a arrastrar cualquier material ajeno del objeto que se pretende limpiar. • Manipulador de alimentos. - Se refiere a toda persona que por su actividad laboral tiene contacto directo con los alimentos durante su preparación, fabricación, transformación, elaboración, envasado, almacenamiento, transporte, distribución, venta, suministro y servicio. • Manual de B.P.M.- Comprende todos los procedimientos que son necesarios para garantizar la calidad y seguridad de un alimento, durante cada una de las etapas de proceso. • Mermelada. - Conserva dulce que se elabora cociendo fruta, entera o troceada, en un poco de agua y con una proporción de azúcar igual al peso de la fruta; también puede prepararse con algunas hortalizas como zanahoria, tomate o calabaza. • Plaga. - Irrupción súbita y multitudinaria de insectos, animales u otros organismos de una misma especie que provoca diversos tipos de perjuicios. • Plan. - Serie o de pasos o procedimientos que buscan conseguir un objeto o propósito de dirigirla a una dirección. • Protección. - Acción de proteger o impedir que una persona o una cosa reciban daño JEANINE LOPEZ ROJAS 32 DESARROLLO DEL TEMA CAPITULO 3 o que llegue hasta ella algo que lo produzca. • Registro. - Documento donde se relacionan ciertos acontecimientos o cosas; especialmente aquellos que deben constar permanentemente de forma oficial. • Verificación. - Comprobación o ratificación de la autenticidad o verdad de una cosa 3.3. Estructura Empresarial 3.3.1. Organigrama de MERMIX Grafico 3-1:Organigrama de “MERMIX” Productor de mermelada de tamarindo con manzana. GEREN TE GENER SECRETARIA JEFE ADMINISTRATI VO ENCARGADO DE SISTEMA CONTADOR RECURS OS HUMANO JEFE DE CALIDA JEFE DE PRODUCCI ON SUPERVISOR DE PRODUCCION ENCARGADO DE ALMACEN ENCARGADO DE MANTENIMIEN ANALISTA JEFE DE LABORATO RIO ENVASADO OPERARIO OPERARIO PROCESO 1 ALMACEN OPERARIO DE OPERARRIO PROCESO 2 AUXILIAR DE CALIDAD OPERARIO 1 OPERARIO 2 Fuente: Elaboración propia. JEANINE LOPEZ ROJAS 33 DESARROLLO DEL TEMA CAPITULO 3 3.4. Ubicación geográfica de la planta “MERMIX” Figura 3-1: Ubicación MERMIX Fuente: Parque industrial latinoamericano. Para la ubicación de la planta según el método de ranking de factores se concluyó que el Parque Industrial Latinoamericano (Warnes) es el más adecuado, obteniendo un mayor puntaje de 388,52 de esta manera superar las demás opciones. • País: BOLIVIA. • Provincia: Warnes. • Barrio: Parque industrial latinoamericano. Las Buenas Prácticas de Manufactura Implementadas en la empresa MERMIX, se basan en las directrices detalladas a continuación. 3.5. Requisitos Generales de las Materias Primas La materia prima es fundamental en la elaboración de cualquier producto de alimentación, toda fábrica de alimentos no debe aceptar ninguna materia prima o ingrediente que contenga microorganismos indeseables, pesticidas, medicamentos o tóxicos veterinarios, sustancias descompuestas o extrañas que no pudieran reducirse a un nivel aceptable por clasificación o procesamiento. Todo producto que esté destinado para su procesamiento deberá someterse a un análisis de laboratorio para establecer su capacidad de uso. Solo deben usarse materias primas consideradas inocuas y seguras. JEANINE LOPEZ ROJAS 34 DESARROLLO DEL TEMA CAPITULO 3 La prevención de los peligros de salud comienza con el control en la recepción de la materia prima. La calidad de los productos será casi siempre un reflejo del estado de la materia prima y del proceso. En la industrialización de frutas el control de las materias primas es fundamental, “La admisión de las materias primas es un punto de control critico en el proceso de la elaboración de la mermelada, ya que actúa como barrera o fase de filtración, evitando que lleguen al proceso frutos de baja calidad.” Tabla 3-1: Descripción pulpa de Tamarindo DESCRIPCCION PULPA DE TAMARINDO INGREDIENTE CARACTERISCA FISICOQUIMICA CARACTERISTICA ORGANOLEPTICA TIPO DE PROCESO UTILIZADO EMPAQUE Y PRESENTACION ESPECIFICACIONES DE DISTRUBICION VIDA UTIL TIPO DE ANALISIS Producto uniforme y homogéneo obtenido por desintegración y tamizado del fruto tamarindo sanos maduros y de buena calidad. Semillas de tamarindo frescas seleccionado en fruto natural. Característica Rango °Brix 18 Ph 2.90 Acidez 1.5 Apariencia: producto libre de materias extrañas. Color: semejante al color original café intenso. Sabor y aroma: característico al tamarindo. Olor: característico al tamarindo sin olores extraños. Despulpado Tamizado Licuado Pasteurizado Empacados en tambores metálicos de 50 lts envasado en bolsa de polietileno de alta densidad En vehículos refrigerados Doce meses a temperatura de -18°C Congelación a temperatura de -18°C (no se debe de interrumpir el proceso de congelación) microbiológicos (recuento de mohos y levaduras) Fuente: Elaboración propia JEANINE LOPEZ ROJAS 35 DESARROLLO DEL TEMA CAPITULO 3 Tabla 3-2: Descripción de pulpa de Manzana DESCRIPCCION PULPA DE MANZANA Producto uniforme y homogéneo obtenido por desintegración y licuado de la fruta manzanas sanos maduros y de buena calidad. INGREDIENTE CARACTERISCA Manzanas rojas grandes frescas seleccionado en fruto natural. Característica Rango °Brix 10 Ph 3.10 Acidez 0.90 FISICOQUIMICA CARACTERISTICA ORGANOLEPTICA Apariencia: producto libre de materias extrañas. Color: semejante al color original. Sabor y aroma: característico a la manzana. Olor: característico a la manzana sin olores extraños. TIPO DE PROCESO UTILIZADO Despulpado Licuado Pasteurizado EMPAQUE Y PRESENTACION Empacados en tambores metálicos de 50 lts envasado en bolsa de polietileno de alta densidad En vehículos refrigerados ESPECIFICACIONES DE DISTRUBICION VIDA UTIL Doce meses a temperatura de -18°C Congelación a temperatura de -18°C (no se debe de interrumpir el proceso de congelación) TIPO DE ANALISIS microbiológicos (recuento de mohos y levaduras) Fuente: Elaboración propia. Para tener en cuenta: • Evaluación de los productos (materia prima, insumos) recibidos. • Certificado de análisis por cada lote cuando lo requiera. • Tomar muestras de los lotes para verificar la exactitud de los certificados de los análisis. • Inspección de los lotes que estén bajo los registros. • Para realizar las inspecciones de los lotes se debe llenar el registro, Nota de ingreso. JEANINE LOPEZ ROJAS 36 DESARROLLO DEL TEMA CAPITULO 3 • Especificaciones escritas para los ingredientes o insumos. • Certificado de análisis para cada lote recibido o calidad garantizada del proveedor. ✓ Requisitos de especificación • Se debe tener especificaciones escritas de los ingredientes, insumos o materia prima. • Las especificaciones de compra deben asegurar el cumplimiento de los reglamentos sanitarios. • Se debe recomendar a las empresas proveedoras de materias primas que tomen en cuenta o cumplan con las Buenas Prácticas Manufacturas (BPM). 3.5.1. Transporte Medios de transporte Se debe proteger las materias primas de la contaminación de plagas o de contaminantes químicos, físicos o microbiológicos, así como de otras sustancias objetables durante la manipulación y el transporte. Los medios de transporte deberán cumplir con las siguientes especificaciones: • Carrocería en buen estado y limpia. • Cobertor de la superficie de contacto con el producto. • Cobertor del producto para transporte. Figura 3-2: Métodos de Transporte Fuente: Califrio JEANINE LOPEZ ROJAS 37 DESARROLLO DEL TEMA CAPITULO 3 3.5.2. Procedimientos de manipulación Los procedimientos que se realizan en la manipulación de la materia prima deben impedir la contaminación por manipulación. El personal deberá disponer de la vestimenta adecuada para la operación, esta etapa es contratado de forma provisional según las necesidades, la empresa les proporciona: Figura 3-3: Procedimientos de Manipulación Fuente: Genérico 3.5.3. Requisitos generales para MERMIX Instalaciones Las instalaciones deben estar diseñadas de forma tal que el área de producción esté protegida contra todo posible contaminante como son las aguas lluvia, el polvo y el refugio de plagas o animales domésticos. Los pisos, paredes, techos, ventanas, puertas y demás elementos que hacen parte del interior de las áreas de proceso deben cumplir con requerimientos tales como estar diseñados para evitar la acumulación de suciedades, ser resistentes, impermeables, que no generen sustancias toxicas o contaminantes y que sean de fácil limpieza y desinfección entre otros. Las instalaciones de MERMIX están ubicadas en un área de equipamiento de la ciudad de Warnes - Santa Cruz- Bolivia, sobre una vía asfaltada de fácil acceso, esta área está constituida por industrias de diversos rubros productivos y servicios que cuentan con los registros de sanidad (SEDES, SENASAG) y medio ambiente necesarios para la producción de alimentos y otros exigidos por la legislatura boliviana. JEANINE LOPEZ ROJAS 38 DESARROLLO DEL TEMA CAPITULO 3 Figura 3-4: Instalaciones Fuente: Interempresa 3.5.4. Construcción de edificios e instalaciones Toda planta dedicada a la producción de alimentos debe estar diseñada de material de construcción resistentes así también deben estar distribuidas las áreas de producción teniendo en cuenta las siguientes zonas: recepción de materia prima e insumos, baños y vestidores, almacenamiento de materia prima e insumos, sala de proceso, salida de producto terminado, almacenamiento de producto terminado y en lo posible el laboratorio de control de calidad. Las instalaciones de la planta se encuentran separadas de las oficinas administrativas. En la figura siguiente se muestra la distribución de las áreas: Figura 3-5:Layout MERMIX Fuente: Elaboración propia JEANINE LOPEZ ROJAS 39 DESARROLLO DEL TEMA CAPITULO 3 Los alrededores y vías de acceso están demarcadas para el ingreso a la planta, las entradas estarán definidas, señalizadas y con un buen mantenimiento. Todo el entorno de la planta debe ser mantenida en condiciones que eviten contaminación. Figura 3-6: Plano de la Planta Fuente: Elaboración propia 3.5.5. Distribución de área de proceso • Los accesos a las instalaciones estarán dotados de barreras antiplagas tales como bordes de goma a presión, mallas, trampas para roedores e insectos, puertas y otras que cumplan funciones similares. • Deben existir espacios suficientes que permitan las maniobras y el fácil flujo de los equipos, materiales y personas; de igual manera para el libre acceso para la operación y mantenimiento de equipos. JEANINE LOPEZ ROJAS 40 DESARROLLO DEL TEMA • CAPITULO 3 Las áreas de proceso deben estar separadas físicamente de las áreas destinadas a servicios y estar identificadas mediante señalética. Figura 3-7: Área Administrativa Fuente: Elaboración propia Al llegar a las instalaciones habrá un cerco perimetral con una entrada para vehículos y peatones los que siempre se mantendrán limpias para evitar el ingreso de personas extrañas o animales del entorno. Eliminar basura y desperdicios dentro de las inmediaciones de los edificios o estructuras que puedan servir de hospederos para plagas y animales. Mantener buenos drenajes que no puedan contribuir a la contaminación de los productos por medio de infiltraciones o de fango traído en los zapatos. Mantener las áreas verdes en perfecto estado, realizando mensualmente su mantenimiento evitando la generación de viviendas para las plagas. La planta y su estructura tendrán: Proveer suficiente espacio para la colocación de equipos y maquinaria. JEANINE LOPEZ ROJAS 41 DESARROLLO DEL TEMA CAPITULO 3 Figura 3-8: Pre limpiadora y Clasificadora de Fruta . Fuente: Metvisa Los pisos, paredes y techos deben están construidos de tal forma que permitan la limpieza adecuada y deben mantenerse en buenas condiciones. Figura 3-9: Paredes y Pisos Fuente: Paqsa.com.mx Proveer de iluminación adecuada en los lavabos, vestidores, servicios sanitarios, donde se lava los equipos y utensilios, y en todas las áreas donde los alimentos se inspeccionan, elaboran, o almacenan. Las luces, tragaluces, portalámparas, o cualquier otro objeto de vidrio instalados sobre los alimentos expuestos en cualquier lugar de elaboración serán de un tipo seguro, o se protegerán para evitar la contaminación en caso de que estos se rompan. JEANINE LOPEZ ROJAS 42 DESARROLLO DEL TEMA CAPITULO 3 Figura 3-10: Luces Fuente: Led orizon Proveer de ventilación adecuada, instalar ventiladores u otros equipos que provea aire de una manera que reduzca la potencial contaminación de los alimentos, por ejemplo: extractores de aire. Figura 3-11: Ventiladores Fuente: Construex Las edificaciones y las instalaciones están diseñadas de manera tal que permiten su fácil limpieza, desinfección y desinfestación. Los ambientes administrativos se encuentran separados del área de producción, al mismo tiempo producción del laboratorio. Las áreas o etapas de producción se encuentran separadas evitando el ingreso o impidiendo la contaminación cruzada. Las áreas de sucias a limpias se encuentran debidamente separadas por construcciones. JEANINE LOPEZ ROJAS 43 DESARROLLO DEL TEMA CAPITULO 3 Los pisos deben estar construidos con materiales resistentes, impermeables para controlar hongos y focos de proliferación de microorganismos, anti-resbalantes y siempre lavables. Figura 3-12: Pisos Fuente: Zócalo sanitario Las uniones de pisos y paredes son continuas y en forma de media caña para facilitar la limpieza y desinfección. Los pisos de las áreas de procesos, almacenes y maquinas son de concreto, revestidas con material lavable y no presentan desgaste de su estructura. Las paredes deben ser lisas, lavables y de color claro, fácil de limpieza y desinfección. Las uniones de pared y pared son continuas y en forma de media caña para facilitar la limpieza y desinfección. En la sala de proceso productivo las paredes y pisos están unidos por superficies cóncavas, las uniones de las paredes con el techo se unen por un ángulo de 45 grados que facilita la limpieza con escobillas que se acomodan a las superficies, no se tienen drenajes debido a que el agua no es parte del proceso, tomando en cuenta que los parámetros de humedad del producto en proceso son parte de la calidad y la inocuidad del producto final. JEANINE LOPEZ ROJAS 44 DESARROLLO DEL TEMA CAPITULO 3 Figura 3-13: Paredes Fuente: freenking Su altura en las zonas de proceso no será menor a 3 metros, no deben tener grietas. Las uniones de techo y pared son continuas y en forma de media caña para facilitar la limpieza y desinfección. Figura 3-14: Techos Fuente: Amazon.es Las ventanas deben construirse en materiales tales que permitan su limpieza, sin bordes que permitan la acumulación de suciedad, los bordes deberán ser inclinados para facilitar su aseo. JEANINE LOPEZ ROJAS 45 DESARROLLO DEL TEMA CAPITULO 3 Figura 3-15: Ventanas Fuente: Interempresa 3.5.6. Área de recepción de MP e insumos El área de recepción de materia prima debe estar separada, techada y protegida de cualquier tipo de contaminación. Figura 3-16: Recepción de MP (canastillo) Fuente: Interempresa Los insumos, las materias primas, así como los productos terminados se deben colocar sobre canastillos, separadas de las paredes y entre tarimas o canastillos de tal manera permita su limpieza, desinfección y desinfestación. Los patios deben estar iluminados, libres de polvo y elementos extraños, tendrán desniveles hacia las alcantarillas para drenar las aguas. JEANINE LOPEZ ROJAS 46 DESARROLLO DEL TEMA CAPITULO 3 Figura 3-17: Patio Fuente: Dos Torres 3.5.7. Abastecimiento de agua La planta debe contar con agua potable MERMIX, solo dispone de abastecimiento de agua potable de la cooperativa de Saguapac, y un pequeño tanque de 1000 lts de reserva porque no le debe faltar siempre de agua para mantener toda el área limpia. Figura 3-18: Tanque de agua Fuente: Plaremesa.net 3.5.8. Componentes de la potabilidad del agua Es importante tener estos parámetros porque se utiliza bastante agua dentro la empresa tanto para el proceso de elaboración de la mermelada. Tabla 3-3: Límites de Componentes del agua COMPONENTES UNIDAD (mg) Anhídrido nitroso 4-10 Cloro 2-8 Anhídrido sulfurico 60-90 JEANINE LOPEZ ROJAS 47 DESARROLLO DEL TEMA Bióxido de silicio 100-120 Oxido de cal y magnesio 180 - 200 Sustancias orgánicas 10-50 CAPITULO 3 Fuente: Saguapac 3.5.9. VESTUARIOS 3.5.9.1. Vestidores La empresa dispondrá de un casillero por cada empleado para que estos puedan guardar su ropa de calle y objetos personales Enfrente de los casilleros existe una antesala en la cual los empleados se cambian la ropa de calle por su uniforme de trabajo. No se debe permitir depositar objetos personales en las zonas de producción. Figura 3-19: Vestidores Fuente: Elledecor 3.5.9.2. Instalaciones sanitarias Se debe disponer de instalaciones sanitarias separadas de las áreas de producción y dotadas de elementos necesarios para la limpieza e higiene personal (jabón, alcohol en gel, papel higiénico, toallas desechables o secador de manos). La planta proveerá a sus empleados de instalaciones sanitarias adecuadas y accesibles (servicios sanitarios). Estas instalaciones deben cumplir con las siguientes condiciones: JEANINE LOPEZ ROJAS 48 DESARROLLO DEL TEMA CAPITULO 3 Figura 3-20: Casilleros Fuente: Lockers Las instalaciones de MERMIX. cuenta con 4 baños de uso exclusivo del personal de proceso y el número de personas que trabajan en proceso que fluye de 20, estas instalaciones cuentan con excusados y lavatorios separados por sexo. Se cuenta también con vestidores, duchas y casilleros personales ubicados fuera y cerca de las instalaciones de ingreso a la planta, casilleros donde se guardan las pertenencias personales como ser la ropa y zapatos de calle. 3.5.10. Instalaciones para lavarse las manos en las zonas de elaboración Se debe contar con lavamanos en el ingreso al área de proceso para el lavado y desinfección de las manos. En las proximidades de los lavamanos deben colocarse avisos o advertencias al personal sobre la obligatoriedad de lavarse las manos después de usar los servicios sanitarios y antes de reiniciar las labores de producción. JEANINE LOPEZ ROJAS 49 DESARROLLO DEL TEMA CAPITULO 3 Figura 3-21: Lava manos Fuente: Temicsl.com Se fijarán letreros de forma clara que dirijan a los empleados a lavarse las manos y desinfectarse cuando sea necesario antes de empezar su trabajo, después de cada ausencia de su estación de trabajo, y cuando sus manos estén sucias o contaminadas. Figura 3-22: Procedimiento de lavado de manos Fuente: OMS 3.5.11. Instalaciones de limpieza y desinfección La empresa dotará de un área adecuada para la limpieza y desinfección de los equipos y utensilios utilizados en los procesos productivos JEANINE LOPEZ ROJAS 50 DESARROLLO DEL TEMA CAPITULO 3 Figura 3-23: Tina de limpieza de la fruta Fuente: Grupo Zingal 3.5.12. Iluminación e instalaciones eléctricas 3.5.12.1. Iluminación La iluminación natural o artificial debe ser la adecuada para las labores de manufactura, sobre todo para las tareas de inspección. Las luces deben estar protegidas con mamparas o cubiertas de plástico para que, en caso de rotura, protejan al alimento Figura 3-24: Focos Fuente: Clasf.mx Las instalaciones eléctricas deben ser instaladas o montadas de acuerdo a las capacidades de las máquinas con las que se trabaja en la producción de los alimentos. Teniendo en cuenta que estas instalaciones deben estar correctamente instaladas para que se eviten incidentes o accidentes. 3.5.13. Energía eléctrica La empresa debe contar con un sistema o planta de energía eléctrica de capacidad suficiente para alimentar las necesidades de consumo requeridas para el proceso, en caso de cortes o fallas imprevistas. JEANINE LOPEZ ROJAS 51 DESARROLLO DEL TEMA CAPITULO 3 Tabla 3-4: Consumo d energía CONSUMO DE ENERGIAELECTRICA POTENCIA 3.120.000 KWH/AÑ O (*) INSTALADA : 9000.00 KVA UTILIZADA: 700 KVA ** FUENTE COOP. RURAL DE ELEC. (CRE): 700 KVA GENERADOR (**) ELECTRICO : 900 KVA Fuente: CRE 3.5.14. Ventilación La planta debe contar con buena ventilación con el propósito de proporcionar la cantidad de oxígeno suficiente, evitar el calor excesivo o mantener una temperatura estabilizada, evitar la condensación de vapor, el polvo y eliminar el aire contaminado. Es necesario tener una buena ventilación que permita la circulación del aire dentro de todas las instalaciones donde se realiza el proceso. Los sistemas de ventilación que comunican al exterior, se encuentran recubiertos por mallas protectoras a las cuales se les aplica procesos de limpieza continuos, al igual que los techos. Figura 3-25: Aire de acondicionado Fuente: Tendry.com JEANINE LOPEZ ROJAS 52 DESARROLLO DEL TEMA CAPITULO 3 3.5.15. Almacenamiento de residuos y materias no comestibles El almacenamiento de los residuos no debe ser mayor a las 24 horas, diariamente de debe acumular los residuos en un solo lugar para posteriormente ser desechados o eliminados por parte de las empresas encargadas del recojo o limpieza de la zona, ya que este recojo se lo debe hacer día por medio. Los sistemas de eliminación de residuos deben ser suficientes para manejar la carga de residuos máxima, y no representar ninguna amenaza de contaminación para el medio ambiente, abastecimiento de agua potable o de la instalación. Todos los contenedores de basura, deben estar cubiertos, protegidas contra el ingreso de plagas y el área donde se encuentran limpias. Estas áreas deben estar bien ventiladas y no directamente relacionadas con las áreas de producción. En la industria se cuenta con dos tipos de contenedores de basura: la primera que se encuentra en el exterior de la planta la cual está identificada por colores para cada tipo de basura. Figura 3-26: Basurero Fuente: Logistmarket.cl 3.6. Equipos y utensilios 3.6.1. Equipos/ Maquinarias Todos los equipos y utensilios serán diseñados y construidos con un material que pueda limpiarse y mantenerse adecuadamente. El diseño, construcción y uso del equipo y utensilios deberá evitar la adulteración de los alimentos con lubricantes, combustibles, fragmentos de metal, agua contaminada, y cualquier otro tipo de contaminantes, deben ser usados únicamente para fines que fueron diseñados, serán construidos en materiales no JEANINE LOPEZ ROJAS 53 DESARROLLO DEL TEMA CAPITULO 3 porosos, que no desprendan sustancias toxicas, y conservados de manera que no se conviertan en un riesgo para la salud. El equipo o maquina está instalado y mantenido de forma que facilita la limpieza de este y los espacios a su alrededor. Las superficies de contactos con el producto serán resistentes a la corrosión. Las superficies de contacto con el producto se mantendrán en forma que proteja al producto de cualquier fuente de contaminación, incluyendo aditivos indirectos de uso ilegal para alimentos. El equipo que se encuentra en las áreas de producción o manejo de productos y que no entra en contacto con el producto, está construido de forma que pueda mantenerse en una condición limpia y sanitizada. 3.6.2. Utensilios Todos serán de acero inoxidable por la resistencia a altas temperaturas y el no desprendimiento a materias corrosiva. Todos los utensilios empleados en los procesos de producción y que puedan entrar en contacto con las materias primas o los productos elaborados, serán de un material que no transmitan sustancias toxicas, olores ni sabores extraños. Deben ser inabsorbentes y resistentes a la corrosión y capaz de resistir repetidas operaciones de limpieza y desinfección. Las superficies deben ser siempre lisas y exentas de hoyos y grietas. En donde se requiera, se evitará el uso de madera u otros materiales que no se puedan lavar y desinfectar. 3.7. Requisitos de Higiene del Establecimiento 3.7.1. Conservación Se deben tener en buen estado de conservación todas las áreas del establecimiento, así como los equipos utensilios. Además, se tiene que velar por el buen funcionamiento de los mismos, brindando el mantenimiento respectivo a las infraestructuras, equipos, utensilios, etc. JEANINE LOPEZ ROJAS 54 DESARROLLO DEL TEMA CAPITULO 3 Las áreas de máquinas deben estar exentas de polvo, humo, vapor por lo tanto en esta área de den colocar extractores o aires acondicionados de acuerdo a la capacidad y dimensiones de los ambientes de modo tal no se contamine el ambiente. 3.7.2. Limpieza y desinfección Los lineamientos que darán cumplimiento a este capítulo están descritos dentro de los documentos de: • Procedimiento de limpieza y desinfección. • Programa de limpieza de instalaciones, equipos, maquinaria y utensilios. • Procedimiento de Mantenimiento. • Procedimiento de Control de Plagas. • Programa de control de Plagas. 3.7.3. Manipulación, almacenamiento y eliminación de Residuos 3.7.3.1. Los desechos de proceso Se procede a la eliminación de la suciedad visible que constituyen los resto de cascara y semillas del tamarindo, que queda en parte de la maquinaria, etc. 3.7.3.2. Enjuagado Se debe enjuagar todos los recipientes y maquinarias con manguera, es conveniente que aquellos restos que estén muy incrustados remojen y sean retirados con facilidad. 3.7.3.3. Adición del detergente Luego de humedecer el material se añade el detergente, para obtener espuma y mayor contacto con la superficie se utiliza un cepillo de acero, acción de tipo mecánica, es decir, frotando las superficies tratadas para lograr una limpieza profunda. 3.7.3.4. Enjuague El siguiente paso es el enjuague con agua caliente. Es fundamental que se haga un buen enjuague esto para eliminar todo el detergente. 3.7.3.5. Adición del desinfectante Tras el enjuague del detergente se procede a rociar todas las superficies con la solución desinfectante. Este también necesita un tiempo de acción, tan importante como en el caso JEANINE LOPEZ ROJAS 55 DESARROLLO DEL TEMA CAPITULO 3 del detergente y que debe respetarse evitando acortarlo ya que de otra manera no tendría una actuación eficaz. El siguiente paso consiste en un último enjuague con abundante agua y por último el secado de las superficies. 3.7.3.6. Equipo de sala de mezclado Antes de comenzar la limpieza de cualquier máquina se debe estar seguro de haber cortado la energía eléctrica y señalar la operación, de manera que ninguna persona reconecte la energía hasta que se haya concluido el trabajo. 3.7.3.7. Cuchillos, charolas y bandejas Las herramientas individuales deben ser enjuagadas con agua caliente a fin de retirar toda la grasa, lavadas con detergente y cepilladas con un cepillo de mano de cerdas duras a fin de remover toda la grasa y de material contaminante acumulado en grietas y fisuras presentes en las empuñaduras. 3.7.3.8. Mesas Las mesas de corte deben ser lavadas en la parte superior como en la inferior, siendo necesario volcar las mismas para conseguir una mejor eficacia en el lavado. 3.7.3.9. Maquinaria Antes de comenzar la limpieza de las maquinas estas deben ser desarmadas hasta el punto que permita una fácil y total limpieza e higienización. 3.7.3.10. Lugar de almacenamiento Son almacenados en área determinada para tal fin de realizar tratamiento de aguas residuales. 3.8. Ausencias de animales domésticos En las instalaciones de debe prohibir el ingreso con cualquier tipo de animal doméstico, ya que éstos pueden dar inicio a la contaminación cruzada. JEANINE LOPEZ ROJAS 56 DESARROLLO DEL TEMA CAPITULO 3 Figura 3-27: Señalética Fuente: Carteling.com 3.8.1. Sistemas De Control De Plagas 3.8.1.1. Consideraciones Generales Las plagas constituyen una seria amenaza en las fábricas de alimentos no solo por lo que consumen y destruyen sino también porque las contaminan con saliva, orina, materias fecales y la suciedad que llevan adherida al cuerpo. Tradicionalmente se consideran las plagas a los roedores (ratas y ratones), insectos voladores (moscas y mosquitos), insectos rastreros (cucarachas y hormigas) y taladores (gorgojos y termitas). Sin embargo, hay que considerar otras posibilidades que tienen que ver con los animales domésticos (gatos y perros) y otros voladores como los pájaros y los murciélagos. Todas las áreas de las plantas deben mantenerse libres de plagas. Cada planta debe tener un plan de control y erradicación de plagas. Las plagas entran a las plantas en diferentes formas por lo que debe mantenerse una constante vigilancia para detectar a tiempo su presencia; además entran porque en la fábrica se encuentra condiciones favorables para quedarse, vivir, y multiplicarse: agua, comida y albergue. Las formas más habituales de entrada de las plagas a la planta son: • En las cajas, sacos, bolsas o recipientes de frutas. • En empaques provenientes de proveedores con infestación de plagas. • Dentro y sobre las materias primas. • En los contenedores. A través de la puertas, ventanas y ductos, sifones desprotegidos JEANINE LOPEZ ROJAS 57 DESARROLLO DEL TEMA CAPITULO 3 3.8.1.2. Métodos para controlar las Plagas Existen tres métodos para controlar las plagas, los dos primeros son preventivos y el tercero es curativo por cuanto se basa en la eliminación física de estas. 3.8.1.3. Protección de las Instalaciones El primer método está relacionado con la protección de los edificios con el propósito de evitar que las plagas entren, para ello es necesario: • Mantener el entorno de la planta limpio y libre de acumulación de inservible, malezas, charcos, depósitos de basuras y cualquier otra cosa que las atraiga. Esto es simplemente crear un espacio libre llamado barrera sanitaria que separa suficientemente la planta de las fuentes de infestación. 3.8.1.4. Saneamiento Básico El segundo método está relacionado con el saneamiento básico para evitar que las plagas obtengan refugio y alimento. Para ello hay que mantener un plan de saneamiento que contemple al menos: • Eliminación de todos los posibles criaderos en el torno de los edificios. • Ejecutar un plan de mantenimiento preciso, sellado fisuras, grietas y otros sitios que puedan servir como escondite. • Controlar la sanidad de los empaques que van a entrar a la planta y no almacenar en las bodegas aquellos que sean sospechosos. Es preferible colocar las materias primas en envases propios y eliminar los externos. • Almacenar cuidadosamente, sobre estibas y dejando espacios para poder inspeccionar de rutina los almacenes. • Mantener limpia y protegida la bodega de almacenamiento de desechos, especialmente orgánicos, y disponerlos sanitariamente todos los días. • Mantener limpios y tapados todos los recipientes que se usan para recolectar residuos en la planta. • Mantener limpia la red de recolección de residuos líquidos. • No permitir el almacenamiento de inservibles o elementos atrayentes. JEANINE LOPEZ ROJAS 58 DESARROLLO DEL TEMA • CAPITULO 3 Mantener un programa activo de limpieza y desinfección del entorno, la planta y los equipos. 3.8.1.5. Eliminación de Plagas El tercer método se refiere a la eliminación de las plagas por lo que es conveniente tener en cuenta algunos conceptos cuando se plantea la necesidad de emplear productos químicos (plaguicidas). Figura 3-28: Plaguicidas Fuente: Biorrat • Los productos que se emplean deben tener registro sanitario y ser autorizado y ser autorizado su uso por las autoridades de salud. Se recomienda el uso de productos anticontaminantes y para el control de insectos se recomiendan especialmente la piretrinas. • Las termitas requieren controles especializados. • En cualquier caso, la eliminación de plagas debe ser ejecutadas por empresas o personas debidamente calificadas y autorizadas por las autoridades de salud. • Cualquier tratamiento químico que se realice debe garantizar la no contaminación de los productos. Hay algunas plagas que son muy especiales y su presencia en la planta de alimentos generalmente es causada por malos hábitos de las personas; es el caso de los animales domésticos como perros y gatos o algunos silvestres como aves y murciélagos. En tales casos no se recomienda su eliminación puesto que son especies útiles para el hombre: simplemente deben reforzarse las medidas de seguridad para evitar que entren; por lo que se debe: • Cerrar todas las aberturas que permitan su paso. JEANINE LOPEZ ROJAS 59 DESARROLLO DEL TEMA • CAPITULO 3 Eliminar sitios en los cuales puedan anidar o refugiarse: aleros, equipos viejos en desuso, etc. • Evitar dejar restos de alimentos que puedan servir de polos de atracción. • Proteger con malla las ventanas o aberturas de ventilación. • Mantener cerradas las puertas. 3.9. Almacenamiento de sustancias peligrosas y contaminantes Este tipo de productos deben almacenarse en ambientes separadas y alejadas de las áreas de producción, por otro lado, también deben conservase en su envase original con sus respectivas etiquetas, en estantes o armarios cerrados con llave y solamente el personal autorizado y capacitado tiene la autorización para manipularlos. En el proceso de la planta no se ocupan este tipo de productos. Figura 3-29: Sustancias peligrosas Fuente: Veterquimica 3.10. Ropa y efectos personales Los trabajadores deberán usar uniforme adecuado para las funciones que desempeña (mandiles, delantales, gorros, botas, etc.) debiendo mantenerse en óptimo estado de limpieza. Por lo general los uniformes deben ser blancos y de fácil limpieza. JEANINE LOPEZ ROJAS 60 DESARROLLO DEL TEMA CAPITULO 3 Figura 3-30: Normas de seguridad Fuente: MPL soluciones 3.10.1. Uniformes Son los elementos básicos de protección y constan de: redecilla o para cabello, barbijos, camisa, pantalón, zapatillas y botas impermeables según sea el caso o lo requiera el área de actividad. Los uniformes deben distinguirse tanto para mujeres y hombres debido a las actividades que realizan. Figura 3-31:Uniforme de trabajo Fuente: Uniformes de llevante. JEANINE LOPEZ ROJAS 61 DESARROLLO DEL TEMA CAPITULO 3 Figura 3-32: Delantal Fuente: Uniformes de llevantes Figura 3-33: Guantes desechables Fuente: HP Medical Figura 3-34: Gorro Fuente: HP Medical JEANINE LOPEZ ROJAS 62 DESARROLLO DEL TEMA CAPITULO 3 El uniforme completo es de uso obligatorio para todas las personas que vayan a ingresar a las salas de proceso y no se permiten que dentro de ellas permanezca nadie que no lo use. 3.10.2. Recomendaciones para el uso del uniforme: Para colocarse el uniforme debe retirarse la ropa de calle que se traiga puesta El uniforme que se debe usar en las áreas de proceso de la planta es el siguiente: pantalón blanco, mandil blanco con manga corta, gorro blanco con abrigo nivel de los oídos, tapaboca blanco, botas blancas. 3.11. Requisitos sanitarios y de higiene del personal 3.11.1. Consideraciones Personales El recurso humano es el factor más importante para garantizar la seguridad, calidad e inocuidad de los productos, por ello debe dársele una especial atención y determinar con claridad su responsabilidades y obligaciones que debe cumplir al trabajar en una planta procesadora. Dos aspectos que se deben considerar son requisitos pre y postocupacionales. Los requerimientos pre-ocupacionales se refieren al conocimiento y experiencia que el empleado debe tener para la actividad que va desempeñar. La empresa deberá elaborar los términos de referencia para el cargo y funciones que este requerimiento del personal a ser contratado. Es importante que cada persona que la empresa contrate se le practique un examen médico pre-ocupacional. Con esto se pretende identificar si las condiciones físicas y de salud del trabajador le permiten desempeñar el cargo. Algunos de los requisitos que el empleado debe cumplir para postular al cargo son: • Evaluación médica general • Evaluaciones médicas especificas si el cargo así lo refiere: examen audiovisual, por ejemplo. JEANINE LOPEZ ROJAS 63 DESARROLLO DEL TEMA • CAPITULO 3 Resultados de análisis en un laboratorio del estado que indique que la persona no ocasionara riesgos para los productos que manipulara; por ejemplo: cultivo nasofaríngeo negativo a estafilococos áureos; coprocultivo negativo a salmonellas Los requerimientos post-ocupacionales son los que la empresa y el trabajador deben cumplir para garantizar el normal desarrollo de los procesos. Están definidos por el manual de buenas prácticas de manufactura y otras normas de obligatorio cumplimiento que sean determinadas. 3.11.2. Normas Generales De Cumplimiento Obligatorio • Una vez concluida la inspección el empleado, debe ponerse su uniforme completo limpio (pantalón, mandil, gorro o gorra, tapabocas, botas de plástico (mujeres), botas de seguridad (hombres), guantes desechables de ser necesarios. • Lavarse las manos y desinfectarlas antes de iniciar el trabajo, cada vez que vuelva a la línea de proceso, especialmente si viene del baño y en cualquier momento que están sucias y contaminadas. • Mantener las uñas cortas, limpias y libre de esmaltes o cosméticos. No usar los cosméticos durante las jornadas de trabajo. Figura 3-35: Manos limpias Fuente: Dreamstime • Cubrir completamente el cabello, evitar barba y bigote. Las redes deben ser simples y sin adornos; los ojos de la red no deben ser mayores de 3 mm. Y su color debe contrastar con el color del cabello que está cubriendo. • No se permiten chicles, dulces u otros objetos en la boca durante el trabajo ya que pueden caer en los productos que están procesando. JEANINE LOPEZ ROJAS 64 DESARROLLO DEL TEMA • CAPITULO 3 Por la misma razón no se permiten, lapiceros, termómetros, sujetadores u otros sujetos desprendibles en los bolsillos superiores del uniforme o detrás de la oreja. • No se permite el uso de joyas, adornos, broches, peinetas, pasadores, pinzas, aretes, anillos, pulseras, relojes, collares, o cualquier otro objeto que pueda contaminar el producto; incluso cuando se usa debajo de una protección. • Evitar toser o estornudar sobre los productos; la tapa boca ayuda a controlar estas posibilidades; sin embargo, cada vez que un operario tosa, estornude, se rasque o vaya al servicio deberá lavar y desinfectar las manos. • Las heridas leves y no infectadas, deben cubrirse con un material sanitario antes de entrar a las labores de proceso. • Las personas con herida infectadas no podrán trabajar en contacto directo con los productos. Es conveniente alejarlos de los productos y que efectúen otras actividades que no pongan en peligro los alimentos, hasta que estén curados. • Es obligatorio que los empleados y operarios notifiquen a sus jefes sobre episodios frecuentes de diarrea, heridas infectadas y afecciones agudas o crónicas de garganta, nariz y vías respiratorias en general. • Cuando los empleados van al baño, deben quitarse las zapatillas de plásticos intercambiarlas por las de su propiedad o con las que llegaron de casa, antes de entrar al servicio y así evitar contaminarla y trasladar ese riesgo a la sala de proceso. • No se permite la presencia de operarios, visitantes u otros sin uniforme en la planta, de la misma manera, no está permitido que los operarios estén en la sección que no les corresponde. 3.11.3. Enseñanza De Higiene La empresa debe contar con un programa de capacitación continuo y permanente que incluya los temas de manejo higiénico y sanitario de alimentos y sistemas de aseguramiento de la calidad e inocuidad. JEANINE LOPEZ ROJAS 65 DESARROLLO DEL TEMA CAPITULO 3 Figura 3-36: Capacitación Fuente: Piensa.pro La gerencia general de la empresa deberá ordenar las medidas necesarias para que todas las personas, y especialmente las nuevas que ingresen, reciban los conocimientos de higiene personal e higiene de procesos, para que, de una manera clara y sencilla, aprendan y comprendan los procedimientos señalados en los manuales de buenas prácticas de manufactura y de saneamiento. Además de la inducción inicial, la empresa debe facilitar la capacitación en forma continua a través de conferencias, talleres, cursos o cualquier otro mecanismo de participación que crea conveniente. 3.11.3.1. Capacitación y entrenamiento El personal responsable de identificar fallas en las condiciones sanitarias o contaminación del alimento debe ser capacitado o tener experiencia, que provea el nivel de competencia necesario para producir alimentos limpios y seguros. Los manipuladores y supervisores deben recibir entrenamiento adecuado sobre técnicas correctas de manejo de alimentos y principios de protección. Documento referencia al Procedimiento de Capacitación, Plan de Capacitación anual. 3.12. Estado De Salud El personal manipulador de alimentos debe someterse a un chequeo médico cada seis meses o realizar los trámites necesarios para la obtención del Carnet Sanitario emitido por JEANINE LOPEZ ROJAS 66 DESARROLLO DEL TEMA CAPITULO 3 el ente gestor, para lo cual se debe realizarse los análisis médicos requeridos para la obtención de este documento. 3.12.1. Control de enfermedades Las personas que tengan contacto con los productos en el curso de su trabajo, deben haber pasado un examen médico antes de asignarle sus actividades y repetirse tantas veces cuanto sea necesario por razones clínicas o epidemiológicas, para garantizar la salud del mismo. Se recomienda disponer de un botiquín de primeros auxilios para atender cualquier emergencia que se presente, y tener previstos mecanismos de información. Figura 3-37: Botiquín de primeros auxilios Fuente: HP medical La notificación de casos de enfermedad es una responsabilidad de todos especialmente cuando se presente episodios de diarreas, tos, infecciones crónicas de garganta y vías respiratorias; lesiones, cortaduras o quemaduras infectadas. En general la gerencia de la planta será responsable de tomar todas las medidas y precauciones necesarias para asegurarse que ninguna persona que , por un examen médico o por observación del supervisor, demuestre que tiene, o aparente tener, una enfermedad, lesión abierta, incluyendo nacidos, llagas o heridas infectadas, o cualquiera otra fuente anormal de contaminación microbiológica por la cual existe una posibilidad razonable de que el alimento , la superficie de contacto del alimento, o los materiales de empaque de los alimentos puedan ser contaminados, será excluida de cualquier operación en la que se JEANINE LOPEZ ROJAS 67 DESARROLLO DEL TEMA CAPITULO 3 espera como resultado contaminación, hasta que la condición sea corregida. El personal será instruido en reportar las condiciones de salud a su supervisor. 3.13. Lavado de manos Uno de los pasos más importantes para minimizar el riesgo de contaminación de los productos es el lavado de manos apropiado que requiere el uso de agua y jabón líquido, la limpieza minuciosa de las manos enteras, muñecas, entre los dedos y hasta los codos, el posterior secado de las mismas con toallas de papel o un secador para completar con la aplicación de en un desinfectante de manos. El personal deberá lavarse siempre las manos, cuando su nivel de limpieza pueda afectar a la inocuidad de los alimentos, como: • Antes de comenzar las actividades de manipulación de alimentos. • Inmediatamente después de hacer uso de los servicios sanitarios. • Después de manipular alimentos sin elaborar o cualquier material contaminado, en caso de que éstos puedan contaminar al alimento. • Después de un hábito personal como toser, estornudar o tocarse la nariz que pueda causar contaminación al producto. • Después de tocar cualquier cosa insalubre como pisos. • Después de comer. 3.13.1. De la forma correcta de lavado de manos En el lavabo principal de ingreso al proceso y en los Baños se observa este indicativo para el correcto lavado de las manos y las condiciones en las cuales se debe acudir a este. Cada punto de lavado de manos presenta: Jabón líquido y desinfectante en contenedores apropiados para tal fin, además de Toallas de papel desechables para el secado correcto y un cepillo para la limpieza de uñas. Además, se encuentra un instructivo para el lavado correcto de manos. JEANINE LOPEZ ROJAS 68 DESARROLLO DEL TEMA CAPITULO 3 Figura 3-38: Lavado de manos Fuente: OMS 3.14. Higiene Personal Los trabajadores deberán tener una esmerada limpieza personal mientras estén de servicio, y en todo momento durante el trabajo deberán llevar ropa protectora, sus manos deben estar limpias, no usar anillos, relojes u otros objetos capaces de contaminar los alimentos; no deberán fumar en las áreas de trabajo, mantener cabellos y bigotes cortos y en general una buena presentación. Así mismo mantener uñas cortas y sin pintar, manos sin heridas ni escoriaciones (raspones). Un alto grado de limpieza personal es necesario para evitar la contaminación de los productos alimenticios: • El cabello debe estar completamente cubierto por una redecilla. Un polipropileno, estándar que es transpirable, no irritante y libre de pelusas deben ser utilizados. Se requiere un borde elástico que se ajusta alrededor del cráneo para confinar el cabello. • No se permiten las barbas, bigotes, etc. a menos que estén cubiertos por una redecilla. Los siguientes son permisibles en plantas de alimentos: • Anillos, pendientes, relojes, collares y otras joyas no son admisibles en una planta de alimentos porque: la joyería de la mano no se puede desinfectar adecuadamente, existe el peligro de que la joyería pueda caer en el producto, esta podría engancharse en el equipo presentando un riesgo de seguridad para el empleado. • No se permite el uso de maquillaje, esmalte de uñas, pestañas postizas, etc., para las áreas de producción ya que podrían convertirse en peligros físicos y químicos. Las uñas deben mantenerse cortas tanto por razones sanitarias y de seguridad, estas acumulan contaminantes que son difíciles de eliminar durante el lavado de manos, y JEANINE LOPEZ ROJAS 69 DESARROLLO DEL TEMA CAPITULO 3 pueden romper las estructuras de los guantes en el proceso, constituyéndose en contaminantes biológicos y físicos. • Todo el personal debe ducharse en su casa antes de llegar al trabajo. 3.14.1. Limpieza e higiene personal Todas las personas que trabajan en contacto directo con los alimentos, superficies de contacto con los alimentos y materiales de empaque tendrán que cumplir con las prácticas higiénicas apropiadas. Los métodos para mantener una buena limpieza incluyen, pero no se limitan a los siguientes puntos: • Utilizar ropa apropiada para la operación de manera que proteja contra la contaminación del alimento, las superficies de contacto con los alimentos, o los materiales para empacar alimentos. • Lavarse bien las manos (desinfectándolas para proteger contra la contaminación microbiológica indeseable) utilizando las instalaciones para el lavado de manos antes de empezar a trabajar, después de cada ausencia de la línea de trabajo, y en cualquier otro momento en que las manos hayan podido ensuciarse o contaminarse. 3.15. Conducta Personal Dentro de las actividades del personal que manipula alimentos se deberá evitar comportamientos que se puedan convertir en riesgos de contaminación para el producto, como son: • Fumar • Escupir • Masticar o comer • Estornudar o toser sobre alimentos no protegidos • Uso de accesorios detallados en higiene del personal. • Uso de celulares y aparatos de sonido personales. Se restringen estas actividades en las áreas de proceso con el fin de reducir el riesgo de contaminación del producto mediante la transferencia de bacterias de la boca y las manos. JEANINE LOPEZ ROJAS 70 DESARROLLO DEL TEMA CAPITULO 3 3.16. Guantes Deben ser de caucho no poroso o material de tipo látex, estos deben mantenerse en condiciones de limpieza e higiene adecuadas, además de conservar la integridad en su estructura para evitar que se conviertan en un tipo de contaminante físico si se los usa rotos. El cambio será diario y/o cada que este se encuentre en mal estado. 3.17. Visitantes Todos los empleados administrativos, visitantes y personal contratado eventualmente que pasa a través de áreas de producción deben seguir las buenas prácticas de fabricación. Estos pueden llevar un mandil limpio sobre su ropa de calle y todas las demás prácticas de recubrimiento del cabello, boca, zapatos y hábitos del personal son aplicables. En caso de que los visitantes no puedan quitarse un anillo se pueden asegurarlo con cinta adhesiva alrededor. Se consideran visitantes a todas las personas internas o externas que por cualquier razón deben ingresar a un área en la que habitualmente no trabajan. Los visitantes deben cumplir estrictamente todas las normas en lo referente a presentación personal, uniformes y además que la empresa haya fijado para el personal de planta. Las personas externas que van a entrar a la planta deben utilizar el uniforme que les sea asignado, se lavaran y desinfectaran las manos y botas antes de entrar. Se abstendrán de tocar los equipos, utensilios, materias primas o productos procesados. No deben comer, fumar, escupir o masticar chicles. Los visitantes externos tendrán un uniforme de color o característica diferente a los usados por el personal de planta. 3.18. Supervisiones La responsabilidad de asegurar el cumplimiento por todo el personal de los requisitos anteriormente listados será asignada a una persona competente y para tal efecto deberá contar con instrumentos de control adecuados como registros y otros. JEANINE LOPEZ ROJAS 71 DESARROLLO DEL TEMA CAPITULO 3 3.19. Requisitos de higiene en la Elaboración 3.19.1 Requisitos aplicables a la Materia Prima Dentro de MERMIX nos referimos en este capítulo a las materias primas, sus características y requisitos para que puedan ser parte del inicio del proceso productivo, el control de las materias primas a los proveedores es realizado en las instalaciones del proveedor en función a los parámetros específicos requeridos según el tipo de proceso, estas descripciones de las materias primas están referidas en el documento de Procedimiento de Recepción y almacenamiento de materia prima y procedimiento de elaboración de MERMELADA DE TAMARINDO CON MANZANA 3.19.1.1. Controles de producción y proceso Todas las operaciones relacionadas con el recibo, inspección, transporte, preparación, elaboración, empaque y almacenaje de productos alimenticios y otros insumos se deben realizar de acuerdo con los principios sanitarios adecuados. Se emplearán operaciones de control adecuadas para asegurar que los productos finales sean apropiados para el consumo humano y los envases y/o empaques para dichos productos también sean seguros y apropiados. El saneamiento general de la planta debe estar bajo la supervisión de una o más personas responsables a quienes se les asigne la responsabilidad de realizar esta función. Se tomarán todas las precauciones razonables para asegurar que los procesos de elaboración no contribuyan a la contaminación de cualquier fuente. Serán examinados procedimientos para examinar productos químicos, aspectos microbiológicos y materiales extraños cuando sea necesario para identificar fallas de saneamiento o posible contaminación del producto. 3.19.1.2. Materia prima (Tamarindo, Manzana e insumos) • Las materias primas deben ser de buena calidad tanto en higiene como en su composición química, nutricional, microbiológica y organoléptica por lo que se debe recibir en la planta en las mejores condiciones posibles. JEANINE LOPEZ ROJAS 72 DESARROLLO DEL TEMA • CAPITULO 3 Dichas materias primas deben provenir de proveedores previamente evaluados y aceptados por la gerencia general, verificando la óptima manipulación e inocuidad de sus productos. • Cada lote será inspeccionado utilizando controles apropiados y necesarios para asegurar que estén limpios y aptos para ser procesados como alimento. Los resultados de los análisis tomados a los lotes deben estar de acuerdo a los parámetros internos de calidad de MERMIX. • Las bolsas y canastillas, en las que se transporta las materias primas deberán inspeccionarse al recibirse para asegurar que sus condiciones no contribuyan a la contaminación de esta etapa. 3.19.1.3. Transporte y recepción de materia prima Todos los vehículos que transportan materia prima deben ser inspeccionados, verificando su estado de limpieza, tener el cuidado de no transportar materiales distintos a los autorizados. El transporte de materia prima del proveedor a la planta debe hacerse preferiblemente vehículos en la que transporten dichas materias primas. Se hace referencia al Procedimiento de Recepción y Almacén de Materia Prima. Para la recepción de la materia prima se debe considerar: • La empresa no aceptara materias primas o insumos que no cumplan con los requisitos establecidos en la planta, detallada en cada ficha de especificación de materia prima. • Todo empaque que se use en la planta será GRADO ALIMENTICIO. • El sector de recepción de materia prima debe estar protegida y resguardada con un techo que impida que el calor del sol llegue a afectar a la materia prima. JEANINE LOPEZ ROJAS 73 DESARROLLO DEL TEMA CAPITULO 3 Figura 3-39: Transportadora de alimento Fuente: Lisby.com 3.20. Prevención de la contaminación cruzada • Se debe evitar la contaminación del producto por contacto directo o indirecto con material que se encuentre en otra fase de proceso. • Las personas que manipules materias primas o productos semi elaborados, o realicen actividades tales como el saneamiento, no podrán tener contacto con producto terminado o con superficies que tengan contacto con este. • Los operarios deberán lavar y desinfectara sus manos cada vez que vuelvan a la línea de proceso o que sus manos hayan tocado productos o elementos diferentes. Figura 3-40: Contaminación Fuente: OMS JEANINE LOPEZ ROJAS 74 DESARROLLO DEL TEMA • CAPITULO 3 Todo el equipo que haya tenido contacto con materias primas o material contaminado deberá limpiarse y desinfectarse cuidadosamente antes de ser usado nuevamente. Se hacer referencia al Procedimiento de Limpieza y Desinfección. • Todas las herramientas y demás utensilios deberán lavarse y desinfectarse lejos de las áreas de proceso. 3.21. Empleo del Agua • El agua que se utiliza en la planta debe ser potable el suministro deberá ser suficiente para las operaciones que a diario se realizan. • Se proveerá agua corriente a una temperatura adecuada, y bajo la presión que sea necesaria a todas las áreas que se requieran para la limpieza del equipo, utensilios, y a las facilidades sanitarias de los empleados. • Se debe de considerar el tratamiento pertinente del agua que se utilice como ingrediente o insumo en alguna etapa de proceso en el cual se recomienda el ablandamiento, filtración, intercambio iónico y sanitización vía UV o por pasterización. 3.21.1. Plomería La plomería será de un tamaño y diseño adecuado e instalado y mantenida de manera que: • Lleve suficiente agua a los sitios que se requieren a través de la planta. • Conducir de forma apropiada las aguas negras a los desperdicios líquidos desechables fuera de la planta. • Proveer drenaje adecuado en el piso para todas las áreas en donde los pisos están sujetos a inundaciones por limpieza o donde las operaciones normales liberen o descarguen agua, u otros desperdicios líquidos sobre el piso. 3.21.2. Aguas residuales y drenajes • En las áreas de proceso donde se utilice agua abundante, se debe instalar un sifón por cada 30m2 de superficie. • Los drenajes deben estar distribuidos adecuadamente y estar provistos de trampas contra gases, sólidos, grasas y rejillas antiplagas. JEANINE LOPEZ ROJAS 75 DESARROLLO DEL TEMA CAPITULO 3 • Las trampas para la recolección de sólidos se limpiarán cada seis horas. • Las cañerías deben ser lisas para evitarla acumulación de residuos y formación de malos olores, la pendiente no debe ser inferior al 3% para permitir el flujo rápido de las aguas residuales. 3.22. Elaboración Los procedimientos de elaboración se encuentran descritos en los documentos de BPM para procesos productivos de Procedimiento de Elaboración de MERMELADA DE TAMARINDO CON MANZANA 3.23. Envasado El diseño y los materiales de envasado deberán ofrecer una protección adecuada de los productos para reducir al mínimo la contaminación, evitar daños y permitir un etiquetado apropiado. Cuando se utilicen materiales o gases para el envasado, éstos no deberán ser tóxicos ni representar una amenaza para la inocuidad y la aptitud de los alimentos en las condiciones de almacenamiento y uso especificadas. Cuando proceda, el material de envasado reutilizable deberá tener una duración adecuada, ser fácil de limpiar y desinfectar. Documento de referencia al Instructivo de Envasado 3.24. Dirección y supervisión El equipo multidisciplinario está conformado por miembros de MERMIX., tomando en cuenta sus conocimientos específicos y competencia técnica adecuada tanto del proceso como del producto. 3.25. Almacenamiento y transporte de productos intermedios y terminados 3.25.1. Almacenamiento El almacenamiento y transporte de los productos terminados serán bajo condiciones que proteja estos alimentos de la contaminación física, química y microbiana como también contra el deterioro del alimento y su empaque, a su vez es sumamente importante JEANINE LOPEZ ROJAS 76 DESARROLLO DEL TEMA CAPITULO 3 el control de temperaturas en toda área de almacenamiento de espera o definida como cámaras de congelación y Frezzer con temperatura de -18°C evitando el rompimiento de la cadena de frio en el proceso productivo , almacenamiento y transporte del producto. • Las entradas de las plataformas de carga y descarga estarán techadas, para evitar la entrada de lluvia u otro factor de contaminación. • Los pisos son de materiales sanitarios, resistentes, de fácil limpieza y desinfección, sin grietas ni ranuras para evitar el almacenamiento de suciedad o agua. • Se debe de contar con equipos de iluminación debe ser suficiente para facilitar las actividades que allí se realizan. • Se debe de contar con el uniforme y equipo necesario para el ingreso a Cámaras de congelación. Figura 3-41: Indumentaria para frio Fuente: Califrio • La ventilación debe mantener un ambiente sano, sin humedad ni recalentamiento. • Las tarimas o canastillas deben estar separadas de las paredes siquiera 0.5m, para facilitar el flujo de aire, limpieza, inspección y desinfección. • No se permiten la ubicación de objetos en los pasillos. • Aplicar el sistema PEPS (primero entrar, primero salir) • En las áreas de proceso no se permite la presencia de ningún material toxico, ni siquiera en forma temporal. • Si para el control de plagas se emplean cebos, estarán colocados en cebaderos especiales, en sitios bien definidos, claramente señalizados y sin posibilidad de contacto con superficies que entren en contacto con los alimentos, materias primas o productos terminados. JEANINE LOPEZ ROJAS 77 DESARROLLO DEL TEMA CAPITULO 3 Los procedimientos para el correcto almacenamiento de materia prima, productos intermedios y productos terminados, tomando en cuenta los requerimientos del producto se detallan en los documentos BPM: • Procedimiento de recepción y almacén de Materia Prima. • Procedimiento de Almacén de Producto terminado y despacho. 3.25.2. Transporte • El vehículo de transporte debe ser inspeccionado antes de cargar los productos, verificando su estado de limpieza y desinfección, que estén libres de manchas o derrames de sustancias y que no transporten materiales distintos a los productos autorizados. • No se permite transportar materias primas u otros productos contaminantes, junto con los productos terminados. • Las cargas se estibarán ajustadas para evitar golpes entre sí o con las paredes del vehículo, si se requiere amarrar la carga, esta debe protegerse con esquineros para evitar el deterioro del empaque. Figura 3-42: Transporte en refrigeración Fuente: Califrio 3.26. Control de Alimentos 3.26.1. Control de calidad de la materia prima Antes de ingresar las materias primas a la planta se deben realizar los análisis pertinentes de control de calidad. El encargado(a) de muestreo debe evaluar las características organolépticas, color, olor, sabor y textura, las cuales deben ser apropiadas JEANINE LOPEZ ROJAS 78 DESARROLLO DEL TEMA CAPITULO 3 a la variedad. Además, que los resultados de los análisis tomados deben ser en base a los parámetros internos de calidad de la Fábrica. La planta debe contar con un equipo mínimo de laboratorio para realizar los análisis. 3.26.2. Evaluación de calidad • En lo posible y como un elemento para garantizar las condiciones sanitarias de los productos, todas las plantas de proceso de alimentos deberán contar con un laboratorio propio o contratar los servicios de uno externo autorizado por el estado. • El procedimiento y técnicas de análisis se ajustarán a los métodos establecidos, reconocidos y normalizados por el laboratorio propio, o contratar los servicios de uno externo autorizado por el estado. • Los procedimientos y técnicas de análisis se ajustarán a los métodos establecidos, reconocidos o normalizados por el laboratorio de referencia de la autoridad competente, con el fin de que los resultados puedan interpretarse fácilmente. Se hace referencia al Programa de análisis de laboratorio El Encargado de control de calidad debe certificar al menos los siguientes aspectos: • Ordenes de producción con información completa. • Verificar el ingreso de la materia prima en qué estado en el que se encuentra. • Registros de datos de proceso, materias primas y productos terminados. • Registros con las desviaciones del proceso cuando estas suceden. • Evaluaciones de calidad lote por lote. • Registros de mediciones de vida útil. JEANINE LOPEZ ROJAS 79 DESARROLLO DEL TEMA CAPITULO 3 Figura 3-43: Evaluación de calidad Fuente: Infotecarios.com 3.27. Información sobre los productos y sensibilización de los consumidores 3.27.1 Evaluación de proveedores Documento referencia al Procedimiento de Evaluación de Proveedores La empresa tiene que estar segura de que los productos, procesos y servicios que se suministran de forma externa se encuentran conformes a los requisitos, tiene que determinar todos los controles que se aplican a los procesos, los servicios y los productos suministrados de forma externa cuando: • Todos los servicios y productos de los proveedores externos se encuentran destinados a incorporarse dentro de los mismos productos y servicios de la empresa. • Los productos y los servicios se proporcionan de forma directa por los clientes por los proveedores externos en nombre de la empresa. El proceso proporcionado por un proveedor externo como resultado de una decisión de la empresa. La empresa debe determinar y aplicar ciertos criterios para la evaluación, la selección, el seguimiento del desempeño y la revaluación de todos los proveedores externos, basándose en su capacidad de proporcionar diferentes procesos y servicios según los acuerdos a los que ha llegado con la organización. JEANINE LOPEZ ROJAS 80 DESARROLLO DEL TEMA CAPITULO 3 Figura 3-44: Evaluación de proveedores Fuente: Infotecarios 3.27.2. Satisfacción Del Cliente Documento referencia al Procedimiento de satisfacción al cliente. Hoy en día la satisfacción al cliente es esencial para las empresas, no importa el rubro al que pertenezca, ya no basta con llegar primero al mercado o con contratar al artista de moda. Los tiempos han cambiado y con ellos la forma en la que los consumidores piensan y esto nos lleva a que hemos modificado los hábitos de compra. El consumidor hoy en día tiene una elección difícil a la hora de adquirir un producto o servicio, delante de él se encuentran 50 marcas del mismo tipo que buscan su preferencia, pero, ¿cómo lograr que consuman tu producto o servicio? la respuesta es sencilla: Logra la satisfacción al cliente, aunque de seguro será más difícil de lo que parece. Producto o servicio: En este punto debemos hacer un análisis profundo sobre lo que nosotros ofrecemos. Antes de querer saber qué piensan tus clientes de tu empresa asegúrate de saber qué piensas tú de ella. Calidad del producto: Pon atención a lo que ofreces, en el caso de un producto, aún si lo conoces bien, vuelve a tenerlo en tus manos, revisa cada aspecto detenidamente. Distribución: Este punto depende del canal de distribución de tu producto. Ventas en línea: Haz un pedido a la casa de tu vecino y verifica el estado en el que llega. Pon más atención a tus distribuidores, verifica que el trato que le dan al producto, visita los puntos de ventas y asegúrate que el cliente esté recibiendo producto de calidad. Cliente: Ponte en los zapatos del cliente, y contesta las siguientes preguntas: ¿El producto que recibes vale realmente el precio que pagaste? JEANINE LOPEZ ROJAS 81 DESARROLLO DEL TEMA CAPITULO 3 ¿Los empleados fueron amables y quiero que me vuelvan a atender en el futuro? Figura 3-45: Satisfacción del cliente Fuente: Infotecarios.com 3.27.3. Trazabilidad Documento referencia al Procedimiento de trazabilidad. Figura 3-46: Trazabilidad Fuente: Infotecarios.com Trazabilidad en la ISO, es “la propiedad que dispone el resultado de un valor estándar, que puede vincularse con referencias específicas mediante continuadas comparaciones”La trazabilidad de un producto es un conjunto de medidas, de acciones y de procesos que permiten registrarlo e identificarlo desde su origen hasta su destino, es decir, la posibilidad de “rastrearlo” en todas sus etapas de producción, de transformación y distribución. Por ello es tan importante en el ámbito logístico. JEANINE LOPEZ ROJAS 82 DESARROLLO DEL TEMA CAPITULO 3 3.28. Defensa de los alimentos Bio-Vigilancia y Bioterrorismo Aunque suene tremendista y casi de película, hay un tipo de terrorismo que es el alimentario o bioterrorismo, el cual se define como: Acto o amenaza de contaminación deliberada de alimentos para consumo humano con agentes biológicos, químicos, físicos o radionucleares con el propósito de causar daño o muerte a la población civil y/o alterar la estabilidad social, económica o política (OMS, 2008). Estos agentes biológicos se suelen diseminar por el aire, agua o alimentos. A lo largo de la historia, varios han sido los casos de brotes intencionados. Algunos de los más importantes, uno en Japón en 1966. Causó la muerte de 12 personas y dejó 312 enfermos debido a Salmonella typhi, causante de la fiebre tifoidea o fiebre entérica. Un sabotaje en Oregón ocasionó 751 enfermos con Typhimurium (Salmonella que se suele encontrar en pollos y huevos) en un buffet de ensaladas. Figura 3-47: Barreras protectoras Fuente: Infotecarios.com JEANINE LOPEZ ROJAS 83 RESULTADOS CAPITULO 4 CAPITULO IV RESULTADOS Se realizó el diagnóstico con la finalidad de conocer el grado de cumplimiento de cada uno de los ítems de los prerrequisitos de la lista de verificación de cada uno de los capítulos en base a la resolución vigente, para tener un análisis preliminar de la situación actual de la Empresa MERMIX, en lo referente a higiene y Buenas Prácticas de Manufactura (BPM), el resultado in situ es de 56.67 puntos. La empresa tiene la potestad y autoridad de aplicar y hacer correr los registros en cada una de las áreas para que en una segunda oportunidad la nota sea más elevada de acuerdo a Norma esta empresa cumpla con los parámetros requeridos. Resultados ANALISIS DE VIDA UTIL Se utilizó el método de envejecimiento acelerado, donde se sometieron las muestras a una temperatura de 37ºC (estufa Heraeus modelo KB 600) por un periodo de 6 semanas, para luego evaluar los parámetros sensoriales (apariencia, olor, sabor, textura, aceptación general), fisicoquímicos (pH, °Brix y consistencia) y microbiológicos (recuento de mohos y levaduras) según Nch. 2734Of2002. La exposición de las muestras a temperaturas de 37ºC por dicho periodo equivale a almacenar la mermelada a temperatura ambiente por 12 meses siendo sus propiedades organolépticas similares a una recién elaborada, (Castro, 2011) JEANINE LOPEZ ROJAS 84 CONCLUSION CONCLUSIONES Se diagnosticó la situación inicial de la Empresa MERMIX en base a la NORMA BOLIVANA NB/ISO/TS 22002-1 2018 (Programa de prerrequisitos sobre inocuidad alimentaria), la nota final de los aspectos evaluados es 56,67%, debido a que la Empresa presentaba falencias en las instalaciones, operaciones de producción, transporte, almacenamiento y control de calidad. Propuso acciones correctivas identificadas en el diagnóstico inicial según la lista de verificación, como: la ubicación de mallas para evitar las plagas (roedores), el cambio de utensilios de madera por acceso inoxidable, limpieza y desinfección de las áreas de trabajo, limpieza del medio de transporte según la metodología establecida en el Manual y las especificaciones de calidad del producto terminado para erradicar riesgos de contaminación y asegurando su inocuidad. Se desarrolló un manual de BPM para la Empresa MERMIX, que servirá de base para el mejoramiento de la inocuidad en la cadena productiva del alimento (recepción, producción, envasado, etiquetado, transporte y comercialización) para obtener un producto seguro y de calidad para el consumo. Se realizó los programas y protocolos del Manual BPM para la Empresa MERMIX, elaborados en base a la aplicación de los Procedimientos Operativos Estandarizados de Sanitización (POES) y los Procedimientos Operacionales Estandarizados (POE) para asegurar la calidad de producción, a través de instructivos escritos para las actividades de operación en cada una de las áreas de la Empresa. La capacitación realizada al personal permitió que los operarios estén mejor preparados en procesos de fabricación del alimento, considerando las especificaciones de calidad en base a las BPM JEANINE LOPEZ ROJAS 85 RECOMENDACION RECOMENDACIONES A partir de la evaluación que se le realizó a la empresa MERMIX con respecto al cumplimiento de la NORMA BOLIVANA NB/ISO/TS 22002-1 2018 (Programa de prerrequisitos sobre inocuidad alimentaria), se le hace la recomendación de comenzar a guardar toda la información pertinente, por ejemplo, actas de capacitación de los empleados, fecha de producción de los lotes de mermeladas, recepción de cómo llegaron y el estado de las materias y primas e insumo, entre otras. Para darle total cumplimiento a la NB-ISO-22000-2018, se le aconseja a la empresa MERMIX, que busque otras opciones para su producción de mermeladas; una solución a este aspecto es el maquilar su producto con empresas que ya tengan el aval o todas las certificaciones emitidas por parte del SENASAG para la producción de alimentos. Si MERMIX desea poder llegar a tener una certificación de calidad como la NB-ISO 22000:2018, se le sugiere que se asesore por parte de expertos o auditores líderes en esta norma, para que a medida que esta microempresa vaya creciendo, pueda ir adecuando e incorporando dentro de su contexto organizacional la esencia de la norma. Se le sugiere a esta empresa que a medida que sus procesos comiencen a crecer o si llegasen a aparecer nuevos procesos, inicien con el proceso de actualización o creación de las caracterizaciones de los procesos; esto con el fin de que la empresa pueda definir los responsables, quienes serán las partes interesadas y como se hará el proceso de medición, evaluación y control del o de los procesos. Para agregarle valor al producto, se le aconseja a MERMIX, el poder brindar una información nutricional (vitaminas, minerales, nutrientes, etc.) sobre la mermelada. JEANINE LOPEZ ROJAS 86 BIBLIOGRAFIA BIBLIOGRAFIA Acosta, R. (2008). Higiene de los alimentos. Saneamiento ambiental e higiene de los alimentos. Argentina, Brujas: 91-182. ARCSA. (16 de octubre de 2015). Normativa Técnica Sanitaria sobre Practicas Correctivas de Higiene. Resolución 57. Registro Oficial 609. Obtenido en: http://www.controlsanitario.gob.ec/wpcontent/uploads/downloads/2016/02/NORMATIVA-TECNICA- SANITARIA.pdf Procesados, plantas procesadoras de alimentos, establecimientos de distribución, comercialización, transporte,establecimientos de alimentación colectiva. Resolución 67.Obtenido de: http://www.controlsanitario.gob.ec/wpcontent/uploads/downloads/2016/02/RESOLUCION_ARCSA-DE-002-2016GGG.pdf Benavente, E. y Benavente, P. (2007). Manipulador de Alimentos en el Sector Hostelería. Prácticas Correctas de Higiene Alimentaria en Establecimientos de Restauración. Primera edición. Ideas propias Editorial. España. 30. Díaz, A y Uría, R. (2009). Buenas prácticas de manufactura: una guía para pequeños y medianos agro empresarios. SERIE DE AGRONEGOCIOS. Z Creativa. Costa Rica, IICA. 12: 74. Desarrollo Económico Local (D.E.L). (14 de septiembre de 2017). Iniciativas económicas para el desarrollo local: viabilidad y planificación – Evaluación Económica. http://www.dhl.hegoa.ehu.es/iedl/Materiales/19_Evaluacion_economica.pdf FAO/OMS, C. A. (12 de 08 de 2016). Código Internacional recomendado de prácticas de principios generales de Higiene de los Alimentos. Obtenido de Codex Alimentarius : http://www.fao.org/docrep/005/y1579s/y1579s02.htm. FDA. (2001). 21 Alimentos y Drogas. Código de Reglamentos Federales de los Estados Unidos de América PART 110 PRÁCTICAS DE BUENA MANUFACTURA EN LA MANUFACTURA, EMPAQUE O ALMACENAJE DE ALIMENTOS PARA LOS SERES HUMANOS. SyS humanos. Washington, DC, FAO: 18. JEANINE LOPEZ ROJAS 87 BIBLIOGRAFIA Ferrandis-García Aparisi, G. (2013). Gestión de la calidad y de la seguridad e higiene alimentarias. Madrid. INEN 2825. (2013). Norma para las confituras, jaleas y mermeladas. Quito- Ecuador. 115. Montes, L., Lloret, I., López, M. (2002). Diseño y Gestión de Cocinas. Manual de Higiene Alimentaria aplica da al sector de la restauración. Segunda Edición. Ediciones Díaz de Santos. España. 568. OMS y FAO. (2009). CODIGO INTERNACIONAL DE PRACTICAS RECOMENDADO - PRINCIPIOS GENERALES DE HIGIENE DE LOS ALIMENTOS. Higiene de los alimentos. Roma, FAO: 35. Quizanga, V. (2009). Diseño del Plan y Documentación para la Implementación de Buenas Prácticas de Manufactura para la elaboración de Panela Granulada en la Planta Ingapi”, Tesis previa la obtención del título de Ingeniero Agroindustrial, Escuela Politécnica Nacional, Quito, Ecuador, P.p 45. Obtenido en: http://bibdigital.epn.edu.ec/bitstream/15000/1683/1/CD-2014.pdf Roberto, CD; Brandão, SC y Barbosa da Silva, CA. (2006). Costs and investments of implementing and maintaining HACCP in a pasteurized milk plant. Food Control 17(8): 599-603. Santa Fe, A. (01 de 09 de 2010). Guía Manual de Buenas Prácticas de Manufactura. Obtenido de Santa Fe: http://www.santafeciudad.gov.ar/media/files/Manual%20BPM%20Completo.pd f Serra, J y Bugueño, G. (2004). REQUISITOS PREVIOS A LA IMPLANTACIÓN DEL SISTEMA DE ANÁLISIS DE PELIGROS. GESTIÓN DE CALIDAD EN LAS PYMES AGROALIMENTARIAS. Valencia, UPV. 1: 245-276. TecVirtual, U. (2012). El ciclo PHVA: planear, hacer, verificar y actuar. Monterrey. Wallace, C y Williams, T. (2001). Pre-requisites: ¿a help or a hindrance to HACCP? Food Control 12(4): 235-240. JEANINE LOPEZ ROJAS 88 ANEXO ANEXOS JEANINE LOPEZ ROJAS 89 ANEXO Anexo 1. Evaluación de la empresa MERMIX, realizada in situ detallando cada pre-requisito de la norma. PRE-REQUISITO ISO 22002-1/2018 NIT: 18675432598 NOMBRE O RAZON SOCIAL: MERMIX RUBRO: ALIMENTICIO REPRESENTANTE LEGAL: KENIA TELEFONO: 3343256 RIVERO MELGAR DIRECCION: PARQUE EMAIL: [email protected] INDUS. LATINOAMERICANO 1. AMBITO DE APLICACIÓN SI NO N/A 1.1. Existe construcción y diseño de los edificios y servicios asociados X 1.2. Cuenta con un lay out que incluye espacios de trabajo o instalaciones X 1.3. Cuenta con servicios básicos X 1.4. Cuenta con servicios públicos X 1.5. Existe un servicio de apoyo incluyendo la disposición de desechos y aguas residuales 1.6. Los equipos son de fácil accesibilidad para la limpieza y mantenimiento del mismo 1.7. Existe gestión de materiales adquiridos 1.8. Cuenta con medidas para la prevención de la contaminación cruzada 1.9. Existen un plan de control para limpieza y desinfección 1.10. Cuenta con un control para las plagas 1.11. Cuenta con una planificación de higiene para el personal TOTAL 4. CONSTRUCCION Y DISTRIBUCION DEL EDIFICIO 4.1. REQUISITOS GENERALES Las instalaciones deben ser de construcción durable, que evite peligros para la inocuidad del producto. JEANINE LOPEZ ROJAS X X X X X X X 9 81.81818 2 2 X 90 ANEXO 4.2. AMBIENTE Se lleva a cabo la producción de alimentos en áreas donde sustancias peligrosas no puedan ingresar al producto. 4.3.1. Los límites del edificio se encuentran claramente definidos 4.3.2. El acceso al establecimiento está controlado X 4.3.3. Realiza el mantenimiento adecuado del establecimiento y de las áreas externas al mismo. X X X 3 TOTAL 5. DISTRIBUCION DE LOS PREDIOS Y AREAS DE TRABAJO 5.1.1. La distribución interna está diseñada, construida y mantenida para facilitar BPM y BPH. 5.1.2. La secuencia de materiales, productos, equipos y personas está diseñada para proteger posibles contaminaciones. 5.2.1. El edificio proporciona un espacio adecuado para el flujo lógico del proceso. 5.2.2. Cuenta con separaciones físicas para áreas de productos crudos y procesados. 5.2.3. Las aberturas destinadas a la transferencia de materiales están diseñadas para minimizar los riesgos de contaminación. 5.3.1. Las paredes y pisos de las áreas de procesamiento son fáciles de limpiar y resistentes al sistema de limpieza aplicado 5.3.2. Las uniones de paredes al piso y las esquinas están diseñadas para facilitar la limpieza. 5.3.3. El establecimiento cuenta con drenajes que eviten aguas estancadas. 5.3.4. Los techos y ventanas están diseñados para minimizar la acumulación de suciedad e ingreso de agentes externos que interfieran con la inocuidad del producto. 5.3.5. Las puertas de aperturas al exterior están protegidas cuando se encuentran en uso. JEANINE LOPEZ ROJAS 2 60 0 X X X X X X X X X 91 ANEXO 5.4.1. Los equipos están diseñados y ubicados de forma que permitan el acceso para las operaciones, limpieza y mantenimiento. 5.5.1. Cuenta con instalaciones de análisis microbiológico 5.5.2. Las instalaciones para las pruebas están controladas para minimizar el riesgo de contaminación del producto 5.5.3. Los laboratorios están diseñados, ubicados y dirigidos para evitar la contaminación de personas, plantas y productos. 5.6.1. Las estructuras están diseñadas, ubicadas y construidas para evitar la contaminación. 5.7.1. Las instalaciones utilizadas para el almacenamiento proporcionan protección contra el polvo, condensaciones, desagües, residuos y otras fuentes de contaminación. 5.7.2. Se monitorea y controla la temperatura y humedad de las zonas de almacenamiento 5.7.3. Las zonas de almacenamiento permiten la separación de materia prima, productos en curso y productos terminados 5.7.4. Los materiales y productos cuentan con espacio suficiente entre el piso y la pared en el área de almacenamiento para permitir las actividades de inspección y control de plagas 5.7.5. Existe un área de almacenamiento para materiales de limpieza, productos químicos y otras sustancias peligrosas. X X X X X X X X X X 13 TOTAL 6. SERVICIOS: AIRE, AGUA, ENERGÍA 6.1.1. El establecimiento cuenta con agua potable 6.1.2. El agua utilizada para el producto cumple con los parámetros adecuados para el proceso. 6.2.1. El caldero de químicos está guardado en un área separada y segura. 6.3.1. Cuenta con un sistema de control de temperatura y/o humedad JEANINE LOPEZ ROJAS 7 65 X X X X 92 ANEXO 6.3.2. El establecimiento cuenta con ventilación adecuada sin comprometer la inocuidad del producto. 6.3.3. Controla el suministro de aire en el ambiente 6.4.1. Los sistemas de gas utilizados en la fabricación y/o llenado son adecuados para prevenir la contaminación 6.5.1. El establecimiento cuenta con iluminación e intensidad de luz adecuada 6.5.2. Los focos se encuentran protegidos TOTAL 7. ELIMINACION DE RESIDUOS 7.1.1. Identificables fácilmente 7.1.2. Situados en un área designada 7.1.3. Construidos de material impermeable 7.1.4. Cerrados cuando están en uso 7.1.5. Se aseguran 7.2.1. Se toman medidas de separación, almacenamiento y eliminación de residuos 7.2.2. Se realiza la remoción para evitar la acumulación de residuos 7.2.3. La eliminación se lleva a cabo por contratistas X X X X X 5 83.33333 3 X X X X X X X 7.2.4. Tener registros de destrucción. X 7.3.1. Son diseñados, construidos y ubicados de manera que se evite el riesgo de contaminación X 7.3.2. Los drenajes tienen la capacidad para eliminar el flujo de cargas esperado X 7.3.3. La dirección de drenaje evita ir de una zona contaminada a una zona limpia X TOTAL 8. EQUIPOS ADECUADOS, LIMPIEZA Y MANTENIMIENTO JEANINE LOPEZ ROJAS 1 7 63.63636 4 4 93 ANEXO 8.1.1. El equipo cumple con una superficie lisa X 8.1.2. Se usa agentes de limpieza adecuado 8.1.3. El armazón del equipo no cuenta con agujeros, tornillos 8.2.1. Las superficies de contacto con los productos están construidas de materiales diseñados para uso alimentario (impermeable y libre de oxidación) 8.3.1. Los equipos son capaces de alcanzar y mantener las condiciones dadas 8.3.2. El Equipo cuenta con el monitoreo y control de temperatura 8.4.1. Los programas de limpiezas en seco y mojado están documentados garantizando limpieza frecuente 8.4.2. Los programas especifican el método de herramientas y limpieza (CIP, COP) 8.5.1. El programa de mantenimiento preventivo incluye todos los dispositivos de monitoreo hacia el peligro de inocuidad alimentaria 8.5.2. Se lleva a cabo un mantenimiento de equipos previniendo el riesgo de contaminación 8.5.3. Los equipos en mantenimiento que retornan a la producción incluyen limpieza, desinfección 8.5.4. Los requisitos PRP son aplicados en áreas de mantenimiento y procesos X X X X X X X X X X X 11 TOTAL 9. GESTION DE LOS MATERIALES COMPRADOS 9.1.1. Los materiales adquiridos son controlados asegurando a los proveedores cumplir con los requisitos 9.1.2. Se verifican los materiales al ingresar con los requisitos de compra 9.2.1. Existen procesos para la selección, aprobación y monitoreo de los proveedores JEANINE LOPEZ ROJAS 1 91.66666 X X X 94 ANEXO 9.3.1. Revisión de vehículos de reparto antes y durante la descarga verificando la calidad e inocuidad del material 9.3.2. Los materiales son respaldados o inspeccionados por el COA con método de verificación documentado x X 4 TOTAL 10. MEDIDAS PARA LA PREVENCION DE LA CONTAMINACION CRUZADA 10.1.1. Presenta medidas para prevenir la contaminación cruzada a)Se establece medidas de control para la separación de producto crudos o de acabado b) Se establece medidas de control para la separación estructural c) Se establece medidas de control para el control de acceso al cambio de ropa de trabajo d) Se establece medidas de control para el control de acceso a materiales, equipos y herramientas especializadas 80 X X X x X e)Se establece medidas de control para el control de acceso a presiones de aire diferenciales 10.3.1. Existe declaración de los alérgenos en la etiqueta del producto 10.3.2. Cuenta con la protección adecuada de contactos cruzados no intencionados con alérgenos mediante limpieza 10.3.3. Los empleados que manipulan el alimento cuentan con entrenamiento específico en prevención de alérgenos y prácticas de fabricación relacionadas X X X X 10.4.1. Se registra pérdidas por roturas de vidrios donde se usan materiales frágiles 10.4.2. Cuenta con medidas para prevenir, controlar o detectar contaminación potencial X X 5 TOTAL 1 6 45.4545 11. LIMPIEZA Y DESINFECCION JEANINE LOPEZ ROJAS 95 ANEXO 11.1.1. Se realiza programas de limpieza y desinfección (equipos) encontrándose condiciones higiénicas en 11.2.1. Agentes químicos de limpieza y desinfección están claramente identificados 11.2.2. Las herramientas y equipos cuentan con diseño higiénico sin presentar materias extrañas a)Los programas de limpieza o desinfección deben contar con áreas de equipos y utensilios limpiados y desinfectados b) Los programas de limpieza o desinfección deben contar: Responsabilidad en tareas especificadas c) Los programas de limpieza o desinfección deben contar: método y frecuencia de limpieza y desinfección d) Los programas de limpieza o desinfección deben contar: disposiciones de monitoreo y verificación e) Los programas de limpieza o desinfección deben contar: inspecciones post-limpieza X X X X X X X X f) Los programas de limpieza o desinfección deben contar: inspecciones de inicio 11.4.1. Los sistemas CIP están aislados de productos activas 11.4.2. Cuenta con parámetros definidos y monitoreados para los sistemas CIP 11.5.1. Establecen un seguimiento de la eficacia del saneamiento X X X X 6 TOTAL 12. CONTROL DE PLAGAS 12.1.1. Presenta una implementación de procedimientos de higiene de limpieza evitando la creación de plagas 12.2.1. Cuenta con personal encargado del control de plagas 12.2.2. Los programas de plagas están documentados e incluye una lista de productos químicos aprobados para cada área JEANINE LOPEZ ROJAS 6 50 X X X 96 ANEXO 12.3.1. Las instalaciones (puertas exteriores, ventanas, aberturas de ventilación) cuenta con un diseño donde se minimiza el ingreso de plagas 12.4.1. Establece lugares de almacenamiento adecuadas para reducirla disponibilidad en alimentos y aguas de plagas 12.5.1. Los programas de monitoreo de plagas cuenta con detectores y trampas para identificar la actividad de plagas 12.5.2. Los detectores y trampas presentan inspecciones frecuentes identificando plagas nuevas 12.6.1. Presenta un registro del uso de plaguicidas mostrando el tipo, cantidad y concentraciones utilizadas (donde, como, cuando se aplica) X X X X X 2 TOTAL PERSONAL Y 13. HIGIENE DEL SERVICIOS 13.1.1. Cuenta con documentación de requisitos en higiene personal que representan el área de proceso y producción con respecto a visitas y contratistas a)Presenta números suficientes de lugares, medios higiénicos para lavado y secado con agua caliente y fría para la desinfección de manos b) Cuenta con lavamanos cuyo grifo no debe ser accionado manualmente y estar separado de los lavaplatos para uso alimentario y lugares de limpieza de equipos c) Dispone de un número suficiente de baños cada uno con instalaciones de lavado, secado y desinfección de manos d) Presenta instalaciones de higiene para empleados sin ingreso directo a áreas de producción, empaque o almacenamiento e) Dispone de instalaciones de vestuario para el personal JEANINE LOPEZ ROJAS 6 25 X X X X X X 97 ANEXO f) Cuenta con vestuarios localizados para el personal manipulador de alimentos en el área de producción 13.3.1. Los comedores del personal y áreas al consumo y almacenamiento de alimentos están situados en lugares para evitar la contaminación cruzada 13.3.2. Especifican las condiciones de almacenamiento, temperaturas de cocción y mantenimiento 13.3.3. Los alimentos consumidos por los empleados son almacenados en áreas designadas 13.4.1. El personal cuenta con ropa de trabajo adecuada y en buenas condiciones en áreas donde se manipulan los productos 13.4.2. Cabello, barba y bigotes están completamente cubiertos, zapatos cerrados y fabricados de material no absorbentes 13.4.3. Guantes en contacto con el producto están en buenas condiciones, el equipo protector está diseñado para prevenir la contaminación del producto 13.5.1. Los empleados han tenido un examen médico previo antes de tener algún contacto con los alimentos; estos exámenes se los realizan con intervalos de tiempo definidos 13.6.1. Las personas con alguna enfermedad ( diarrea, vomito, fiebre, dolor de garganta, lesiones de la piel visibles) están impedidos de manipular alimentos o materiales que entren en contacto con los alimentos 13.6.2. En áreas de manipulación de alimentos el personal con heridas o quemaduras cuenta con vendajes específicos a)El personal de áreas de producción realiza el respectivo lavado de manos: Antes de iniciar cualquier actividad de manipulación de alimentos b)El personal de áreas de producción realiza el respectivo lavado de manos: inmediatamente después de usar el baño o sonarse la nariz c)El personal de áreas de producción realiza el respectivo lavado de manos: Después de manipular cualquier material contaminado JEANINE LOPEZ ROJAS X X X X X X X X X X X X X 98 ANEXO 13.7.2. El personal presenta uñas limpias y recortadas, se abstiene de estornudar o toser sobre los materiales a)La empresa cuenta con una política documentada respecto a conductas, requeridas del personal de las áreas de procesamiento, empaque y almacenamiento como: Fumar, comer, mascar chicle en áreas designadas b)La empresa cuenta con una política documentada respecto a conductas, requeridas del personal de las áreas de procesamiento, empaque y almacenamiento como: Medidas de control para minimizar riesgos presentados por joyería c) La empresa cuenta con una política documentada respecto a conductas, requeridas del personal de las áreas de procesamiento, empaque y almacenamiento como: Aceptación de artículos personales como medicinas y material para fumar solamente en áreas señalizadas d)La empresa cuenta con una política documentada respecto a conductas, requeridas del personal de las áreas de procesamiento, empaque y almacenamiento como: Prohibición de usar esmalte de uñas y pestañas postizas e)La empresa cuenta con una política documentada respecto a conductas, requeridas del personal de las áreas de procesamiento, empaque y almacenamiento como: Prohibición de portar objetos para escribir detrás de las orejas f)La empresa cuenta con una política documentada respecto a conductas, requeridas del personal de las áreas de procesamiento, empaque y almacenamiento como: Mantenimiento de casilleros personales de manera que estén libres de basura y ropa sucia g)La empresa cuenta con una política documentada respecto a conductas, requeridas del personal de las áreas de procesamiento, empaque y almacenamiento como: Prohibición de almacenar equipos y herramientas de contacto con el producto en los casilleros personales X X X X X X X X 18 JEANINE LOPEZ ROJAS 7 99 ANEXO TOTAL 14. REPROCESAMIENTO 14.1.1. El producto terminado se mantiene en almacenamiento manteniendo la inocuidad, calidad y trazabilidad 14.2.1. El almacenamiento del producto reprocesado dispone con protección, de la contaminación microbiológica, química o material extraño. 14.3.1. Se establece el incorporo del producto de reprocesado a la fase de entrada al proceso 72 X X X 14.3.2. Se ponen en práctica los controles para asegurar el retiro del material empacado X 2 TOTAL 15. PROCEDIMIENTO DE RETIRO DE PRODUCTOS 15.1.1. Dispone de una lista de contactos clave en el evento de un retiro del producto en el mercado 50 X 1 TOTAL 16. ALMACENAMIENTO 16.1.1. Los productos y materiales cuentan con lugares de almacenamiento limpios, secos, ventilados, protegidos del polvo, olores u otras fuentes de contaminación 16.2.1. Cuenta con un control efectivo de temperatura, humedad y otras condiciones ambientales de almacenamiento 16.2.2. Los materiales de desecho y químicos (productos de limpieza, lubricantes y pesticidas) están almacenados por separado 16.2.3. Dispone de un área para la segregación de material identificado como no conforme 16.2.4. Cumple con los sistemas de rotación de existencias (FIFO/FEFO) 16.2.5. No cuenta con alimentarios montacargas que funcionan a diésel o gasolina JEANINE LOPEZ ROJAS 2 0 100 X X X X X X 100 ANEXO 16.3.1. Los vehículos, medios de transporte y contenedores presentan mantenimiento de limpieza, reparación y condiciones de conformidad 16.3.2. Al emplearse los vehículos, medios de transporte y contenedores para productos alimenticios y no alimenticios se llevan a cabo limpiezas entre las cargas 16.3.3. Los contenedores para productos granel están destinados para uso en alimentos 16.3.4. En el producto se aplica y registra el control de temperaturas y humedad X X a X X 9 TOTAL 17. INFORMACION DEL PRODUCTO Y SENSIBILIZACION DE LOS CONSUMIDORES 17.1. Los consumidores cuentan con información del producto de manera que les permite comprender y hacer mejores elecciones; esta información se las proporciona por etiquetado o sitios web 100 X 1 TOTAL 18. DEFENSA DE LOS ALIMENTOS, BIOVIGILANCIA Y BIOTERRORISMO 18.1. Los establecimientos disponen con una evaluación de los productos en riesgo e implementación de medidas protectoras 18.2.1. Las zonas sensibles disponen de un control de acceso con cerraduras, llaves de tarjeta electrónica o sistemas alternativos TOTAL JEANINE LOPEZ ROJAS 0 0 100 X 0 0 X 2 101 ANEXO ASPECTOS EVALUADOS SEGÚN NORMAS ISO 22000-2018 1. CONSTRUCCION Y DISTRIBUCION DEL EDIFICIO 2. DISTRIBUCION DE LOS PREDIOS Y AREAS DE TRABAJO 3. SERVICIOS: AIRE, AGUA, ENERGÍA 4. ELIMINACION DE RESIDUOS 5. EQUIPOS ADECUADOS, LIMPIEZA Y MANTENIMIENTO 6. GESTION DE LOS MATERIALES COMPRADOS 7. MEDIDAS PARA LA PREVENCION DE LA CONTAMINACION CRUZADA 100 % 100 % 100 % 100 % 6.66666666 7 6.66666666 7 6.66666666 7 6.66666666 7 0.06666 7 0.06666 7 0.06666 7 0.06666 7 6.66666666 7 6.66666666 7 6.66666666 7 6.66666666 7 6.66666666 7 6.66666666 7 6.66666666 7 0.06666 7 0.06666 7 0.06666 7 0.06666 7 0.06666 7 0.06666 7 0.06666 7 6.11111 1 5.33333 3 3.03030 3 3.33333 3 1.66666 7 50 100 % 100 % 100 % 100 % 100 % 100 % 100 % 26 100 % 6.66666666 7 0.06666 7 1.73333 3 72 100 % 6.66666666 7 0.06666 7 4.8 50 100 % 6.66666666 7 0.06666 7 3.33333 3 100 % 100 % 6.66666666 7 0.06666 7 81 60 83.3333 3 63.6363 6 91.6666 7 80 45.4545 5 8. LIMPIEZA Y DESINFECCION 50 9. CONTROL DE PLAGAS 10. HIGIENE DEL PERSONAL Y SERVICIOS 25 11. REPROCESAMIENTO 12. PROCEDIMIENTO DE RETIRO DE PRODUCTOS 13. ALMACENAMIENTO 14. INFORMACION DEL PRODUCTO Y SENSIBILIZACION DE LOS CONSUMIDORES 15. DEFENSA DE LOS ALIMENTOS, BIO-VIGILANCIA Y BIOTERRORISMO JEANINE LOPEZ ROJAS 72 0 100 5.4 4 5.55555 6 4.24242 4 4.8 3.33333 3 0 56.6727 3 102 ANEXO RESULTADO GRAFICO ARAÑA DISENO DE DIAGNOSTICO Series 1 Series 2 1 14 13 12 2 15 100 80 60 40 20 0 3 4 5 6 11 10 9 8 7 Realizada la visita in situ a la empresa MERMIX, bajo la norma ISO 22002-2018 nos dio como resultado 56,67 la cual es una nota mínima por ello se desarrolla el manual de BPM para la empresa de mermelada de tamarindo con manzana para que posteriormente se implementa las falencias de la misma. JEANINE LOPEZ ROJAS 103 ANEXO ARBOL GENERAL DE MERMIX MERMIX Fecha de emisión: 16/09/2019 Revisión N° 000 Elaborado por: Jeanine Cargo: Coordinador de las BPM en mermelada. Firma Lopez Rojas. Revisado por: Ing. Brenda Cargo: Representante tutora. Gonzales. Cargo: Directora de la por: Ing. Ysela carrera Ing. de alimentos. JEANINE LOPEZ ROJAS -----------------------------Firma Aprobado A. Caballero. ------------------------------ -----------------------------Firma 104 ANEXO MANUAL DE BPM MAESTRO DE ESPECIFICACI ONES TECNICAS ADMINISTRATIV O PLA N PROGRAMA INSTRUCTIVO PROCEDIMIENT O REGISTRO ADMINISTRATIVO A- RSCP001 Reclutamiento y contratación de personal A-GRD-002 Guía de Redacción de Documento A-MFGG-003 Manual de Funciones Gerente General JEANINE LOPEZ ROJAS A-RINA-004 Reglamento Interno Norma Aplicada A-PBC-005 Procedimiento Búsqueda de Cliente A.PSC-006 Procedimiento Satisfacción al Cliente A.PSC-006 Procedimiento Satisfacción al Cliente A-RAR-007 Recall Atención de Reclamos A-PC-008 Prospecto de Cliente 105 ANEXO PLAN PL-PC-001 Plan de Capacitación Mermix PL-PM.002 Plan de Mantenimiento Mermix PL-PS-003 Plan de Señaléticas PL-FD-004 Plan de Food Defense PROGRAMA PR-PAL-001 Programa de Análisis de Laboratorio JEANINE LOPEZ ROJAS PR-PCP-002 Programa de Control de Plagas PR-PLD-003 Programa de Limpieza y Desinfección 106 ANEXO INSTRUCTIVOS I-ISLM-001 IT-01 Instructivo de Selección y Lavado Mermix I-IEM-002 IT-02 Instructivo de Estandarización Mermix I-IEEM-003 IT-03 Instructivo de Envasado y Empaquetado Mermix I-ILM-004 IT-04 Instructivo de Lavado de Mano I-IUVP-005 IT-05 Instructivo de Almacenamiento Mermix I-IRL-006 IT-06 Instructivo de Residuos Liquido P-PRAMP-001 Procedimiento de Recepción y Almacenamiento de Materia Prima P-PPDA-002 Procedimiento de Recepción y Defensa de Alimentos Mermix P-PPNC.003 P-PA-004 P-PRO-005 Procedimiento de Producto no Conforme Procedimiento de Auditoria Procedimiento de Produccion PROCEDIMIENTOS P-PM-006 Procedimiento Mantenimiento P-PEP-007 Procedimiento de Evaluación de Proveedores P-PLD-008 P-PCP-009 P-PC-010 JEANINE LOPEZ ROJAS Procedimiento de Limpieza y Desinfección Procedimiento de Control de Plagas Procedimiento de Capacitación 107 ANEXO RG-OI-001 Orden de Ingreso RG-OP-002 Orden de Produccion RG-IMP-003 Identificación de Materia Prima RG-CD-004 Control de Documento RG-CL-005 Control de Lavado RG-CDE-006 Control Despulpado y Estandarizado RG-CE-007 Control de Envasado RG-PNC-00 Producto no Conforme RG-SAI-009 Salida de Almacén de Insumo REGISTROS RG-HP-010 Higiene Personal RG-I-011 Comunicación Interna RG-DV-012 Dotación de Vestimenta RG-EP-013 Evaluación de Proveedores RG-LPC-014 Lista de Proveedores Calificados RG-CP-015 Control de Plagas RG-AP-016 Asistencia de personal RG-IV-017 Ingreso de visita JEANINE LOPEZ ROJAS 108