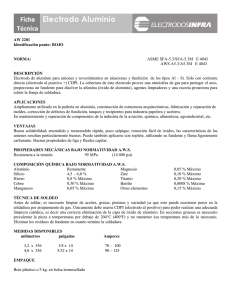
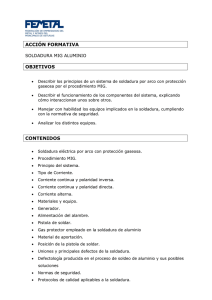
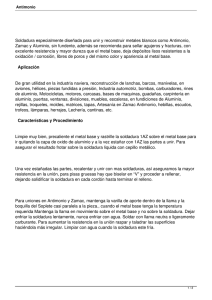
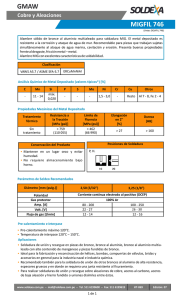
DEPARTAMENTO DE CIENCIAS DE LA ENERGIA Y MECÁNICA SOLDADURA II Tema: SOLDABILIDAD DEL ALUMINIO Integrantes: ENRIQUEZ CRISTIAN MORA LUIS NEPAS PABLO PERUGACHI MIGUEL SANCHEZ FERNANDO Tutor: ING. NARANJO CARLOS NRC: 1551 1. Tema: Soldabilidad del Aluminio 2. Objetivos Comprender todos los factores que influyen en la soldabilidad del aluminio Investigar los diferentes tipos de características físicas, mecánicas y químicas del aluminio y sus diferentes aleaciones. Conocer los diferentes procesos de soldadura que se aplican para la soldadura del aluminio así como problemas que se pueden esperar al realizar la misma. Determinar los diferentes parámetros de soldadura que son necesarios al momento de realizar una junta soldada de aluminio en los distintos procesos de soldadura. 3. Desarrollo 3.1 Estudio de la metalurgia de la soldadura del material base El Aluminio El aluminio es uno de los principales componentes de la corteza terrestre conocida, la cual forma parte en una proporción del 8,13%, superior a la del hierro, que es de un 5%, y solamente superada por el silicio (26,5%). Por su naturaleza reactiva el aluminio no es encontrado en el estado metálico en la naturaleza, pero está presente en forma de diferentes compuestos. El más importante mineral de extracción de aluminio es la bauxita; los procesos de extracción consisten en dos etapas de separación: La primera separa el óxido de aluminio Al2O3 (alúmina) del mineral. La segunda es la reducción electrolítica de la alúmina en criolita (Na3AlF6) entre 950 °C y 1000 °C. Esto da un aluminio que contiene entre 5% y 10% de impurezas tales como el silicio (Si) y el hierro (Fe), el cual es refinado adicionalmente por un proceso electrolítico para dar al metal una pureza del 99% aproximadamente. A fines del siglo XX una gran porción de aluminio se obtuvo del reciclaje de los desechos y la chatarra. El resultado del metal puro es relativamente malo y rara vez es usado, particularmente en aplicaciones de construcción; para aumentar la resistencia mecánica, el aluminio puro es generalmente aleado con metales tales como el cobre (Cu), manganeso (Mn), magnesio (Mg), silicio (Si) y Zinc (Zn). La mayor producción de aleaciones de aluminio se generó en la Segunda Guerra Mundial, particularmente cuando el aluminio se transformó en el metal base para la construcción de aviones (miembros estructurales, y el casco), fue también en este período que un avance principal en la fabricación de aluminio y sus aleaciones cambiaron de dirección con el desarrollo de los procesos de soldadura protegidos con gas inerte como MIG (metal inert gas) y TIG (tungsten inert gas); esto permitió una soldadura de alta resistencia sin la necesidad de flujos agresivos como en los procesos de soldadura al arco. Características Características físicas Características mecánicas Es un metal ligero de color blanco brillante. Tiene punto de fusión bajo. Buen conductor eléctrico y térmico. Resistente a la corrosión (debido a la capa de óxido de aluminio). Material fácil y barato para reciclar. Maleable (para producción de láminas). Fácil mecanizado. Dúctil (para la fabricación de cables). Material blando. Material soldable. Características químicas Debido a su estado de oxidación se forma rápidamente en el aire una fina capa superficial de óxido de aluminio, lo que le proporciona resistencia a la corrosión y durabilidad. Tipos de aluminio Aluminio Laminado: Se presenta en forma de planchas, láminas, tubos y perfiles diversos. Aluminio de Fundición: Se presenta en forma de piezas moldeadas de diferente conformación y que son propiamente aleaciones de aluminio. Aleaciones de aluminio El aluminio se junta principalmente con el Cobre (Cu), Magnesio (Mg), Silicio (Si), y Zinc (Zn). También se suelen añadir pequeñas cantidades de Cromo (Cr), Hierro (Fe), Níquel (Ni) y Titanio (Ti). Existen multitud de aleaciones de aluminio, con la ventaja de que cada una de ellas posee alguna característica superior a la del aluminio sin alear. Las piezas de las aleaciones de aluminio pueden obtenerse por moldeo, consiguiéndose así piezas de formas variadas, o mediante procesos que conllevan una deformación, como la laminación o la forja, con los que se obtienen chapas, barras, tubos, alambres, perfiles, etc. A las aleaciones destinadas a la obtención de este tipo de productos se les denominan aleaciones para forja. Tanto en el grupo de aleaciones para forja, como en el de aleaciones para moldeo, se pueden distinguir dos tipos de aleaciones: Aleaciones tratables térmicamente (también llamadas bonificables): Aumentaría su dureza y resistencia mecánica. Aleaciones no tratables térmicamente (también llamadas no bonificables): No experimentaría ningún cambio significativo sobre sus propiedades. Designación de las aleaciones de aluminio para forja. Según la norma UNE 38-300 “Aluminio y aleaciones para forja. Generalidades”, el aluminio y las aleaciones de aluminio para forja constituyen la serie L-3XXX. La designación americana, según la Aluminium Association (AA), consiste en cuatro dígitos. El primer dígito identifica el grupo de aleación, el segundo dígito indica una modificación de la aleación inicial o el límite de impurezas en el caso de aluminio no aleado. En la siguiente tabla se indican los grupos de aleación. Comportamiento de las aleaciones de aluminio para forja Las aleaciones no tratadas térmicamente según la designación AA son las 1XXX, 3XXX y algunas 4XXX y 5XXX, siendo las aleaciones de este tipo soldables. Las aleaciones tratadas térmicamente según la AA son las 2XXX y algunas 4XXX, 5XXX, 6XXX y 7XXX. El soldeo no es recomendable para muchas de las aleaciones de este tipo, sin embargo si se pueden soldar casi todas las aleaciones 5XXX, 6XXX y las aleaciones 2219, 7005 y 7039. En la siguiente tabla se indica la soldabilidad de algunas aleaciones de aluminio, habiéndose seleccionado casi todas las que son soldables por procesos TIG y MIG. A Aleación soldable por el proceso indicado. B Difícilmente soldable mediante el proceso indicado. C No se recomienda el soldeo por el proceso indicado. X Aleación soldable por el proceso indicado en la mayoría de casos. Puede requerir técnicas o ensayos especiales para determinar las técnicas adecuadas. Clasificación de las aleaciones de Aluminio Trabajadas en frío, suaves o no tratables térmicamente Son los grupos 1XXX, 3XXX, 4XXX y 5XXX. Durante el trabajo el metal se endurece (templa) El proceso requiere tratamiento térmico intermedio (recocido) y uno final (estabilización) Trabajadas en caliente, duras o tratables térmicamente Son los grupos 2XXX, 6XXX y 7XXX. Durante el trabajo el metal mejora sus características metalúrgicas y mecánicas. El proceso requiere tratamiento de extrusión y después un temple térmico. 3.2 Factores influyentes en la realización de las uniones soldadas. Temperatura de fusión del aluminio El aluminio puro funde a unos 600ºC y las aleaciones de aluminio a unos 560ºC, temperaturas muy bajas en comparación con la del acero (1535ºC) y la del cobre (1082ºC). Sin embargo las aleaciones de aluminio no cambian de color durante el calentamiento, por lo que se corre el riesgo de perforar la pieza. Conductividad térmica Las aleaciones de aluminio conducen el calor tres veces más rápido que el acero, por lo que se requerirá un aporte térmico más elevado para soldar una pieza de aluminio que una de acero, aunque ambas tengan las mismas dimensiones. Para conseguir una buena fusión cuando la pieza tenga gran espesor, es necesario realizar un precalentamiento. Dilatación térmica Las aleaciones de aluminio se dilatan dos veces más que el acero al calentarse, lo que puede provocar grandes tensiones internas y deformaciones en las piezas durante el soldeo. También es mayor la tendencia a la disminución de la separación en la raíz en las piezas a tope. El soldeo a bajas velocidades y con gran cantidad de metal de aportación incrementa las deformaciones y la tendencia a la rotura. Óxido de aluminio En las aleaciones de aluminio, en presencia de aire, se forma alúmina (óxido de aluminio) con gran facilidad. Este óxido tiene una temperatura de fusión muy elevada, entre 1200ºC y 2000ºC mayor que la temperatura de fusión del aluminio. Por tanto el aluminio funde antes que su óxido y, cuando esto sucede, la película de óxido impide la fusión entre el metal base y el metal de aportación, por lo que es imprescindible eliminar o retirar la capa de óxido mediante un decapado químico, un fundente, amolado o mediante la acción decapante del arco eléctrico. En el soldeo MIG y TIG (con CC+ o CA respectivamente) el arco eléctrico decapa la superficie de la pieza eliminando el óxido y la envoltura del gas inerte previene la contaminación del baño. En algunas ocasiones, y debido a una mala limpieza, se puede quedar atrapado algún óxido en el baño de fusión que dará lugar a una imperfección en la soldadura. Es imprescindible limpiar las piezas antes del soldeo y cepillarlas utilizando cepillos con púas de acero inoxidable. Estos cepillos deberán destinarse exclusivamente a la limpieza de aluminio. Metalurgia de la soldadura Generalidades La soldadura es uno de los procedimientos usados actualmente para la unión de materiales metálicos, a la vez es el más complejo desde el punto de vista metalúrgico. Durante una la soldadura ocurren fenómenos metalúrgicos como: Fusión. Solidificación. Reacciones gas-metal. Reacciones metal-escoria. Fenómenos de superficie. Reacciones en estado sólido. La estructura de un cordón de soldadura, tal como será utilizado en servicio, es el resultado de una serie de transformaciones, que comienzan con las reacciones que ocurren cuando el metal está en estado líquido, y siguen con las transformaciones asociadas al pasaje de líquido a sólido. Desde el proceso de solidificación, la formación de las distintas estructuras comienza con la llamada estructura primaria o de solidificación, y luego a través de las transformaciones termo mecánicas sufridas en estado sólido, alcanzamos la estructura secundaria o final. En la soldadura por fusión se presenta una pileta o baño de fusión donde el metal permanece liquido por corto tiempo mientras se realiza la soldadura, el metal liquito puede estar compuesto tanto por metal base fundido, como por metal de aporte (dilución), también el metal líquido interactúa, con el medio que lo rodea a través de reacciones metal-escoria y/o metal-gas, el resultado es un metal líquido, que puede contener inclusiones no metálicas y gases disueltos. Origen de la estructura Primaria en Soldadura El metal de soldadura (MS) puede ser similar o diferente al metal de base (MB), debido a que está compuesto por la mezcla de metal de aporte y de base, fundidos durante el proceso de soldadura. El metal de aporte que se utilices le dará a la soldadura propiedades mecánicas y químicas que necesite, y la estructura cristalina final de la soldadura será el resultado de la reacción que ocurren previos y durante la solidificación: 1) Reacciones metal-gas. 2) Reacciones con fases líquidas no-metálicas (escorias o fundentes). 3) Reacciones en estado sólido producidas durante el proceso de solidificación de la soldadura. Fenómenos de cristalización, que permiten comprender dos aspectos relevantes de los mismos: 1) A medida que se desarrolla el proceso de cristalización, cada vez participa un número mayor de cristales. Al principio se acelera el proceso, pero en cierto momento, el encuentro mutuo de cristales en expansión dificulta su crecimiento. Este se retarda aún más, debido a que la cantidad de líquido disponible es cada vez menor. 2) En el proceso de crecimiento del cristal, mientras está rodeado de líquido, éste suele tener forma regular, pero al encontrarse dos frentes de cristalización con una ubicación espacial diferente, esta forma se altera, y la forma final dependerá de las condiciones del contacto con los cristales vecinos. LA FASE FINAL RESULTANTE DE UNA SOLDAURA SE DA, NO SOLAMNETE EN LOS PROCESOS QUE OCURREN EN LAS MASAS FUNDIDAS AL SOLIDIFACR, SINO TAMBIÉN EN LAS TRANSFORMACIONES EN ESTADO SÓLIDO, POR GENERACIÓN Y CRECIMIENTO DE CRISTALES. Solidificación en Soldaduras. La transformación de sólido a líquido está gobernada por un proceso combinado de nucleación y crecimiento de cristales, y el tamaño, orientación y distribución de los granos producidos. Cada grano se inicia en un núcleo a partir del cual se produce el crecimiento. La nucleación puede iniciarse a partir de partículas sólidas externas suspendidas en el líquido: NUCLEACIÓN HETEROGENEA. En la práctica industrial, la gran mayoría de los casos son de nucleación heterogénea, originándose la misma en un sustrato presente en el líquido que debe solidificar. En general, cuanto mejor sea el “mojado” del líquido en el sustrato, más efectivo será inicio del proceso de nucleación. EN LA SOLDADURA, EL MOJADO ES PERFECTO, YA QUE EL SUSTRATO CONSISTE EN LOS GRANOS PARCIALMENTE FUNDIDOS DE METAL DE BASE, A PARTIR DE LOS CUALES SE PRODUCE LA SOLIDIFICACIÓN DEL METAL LÍQUIDO. Direcciones de crecimiento de granos. El crecimiento de los cristales se da con la misma orientación cristalina que los granos de metal base parcialmente fundidos (este fenómeno recibe el nombre de crecimiento epitaxial). La solidificación epitaxial es el mecanismo común a todos los procesos de soldadura por fusión, para tener continuidad entre el metal base y el metal de soldadura. Durante el crecimiento de estos granos iniciados epitaxialmente, se produce una selección de unos a expensas de otros, formándose una textura de crecimiento. La característica epitaxial de la solidificación aparece también en cada pase de una soldadura multipasada. 1. Esquema de dirección de crecimiento, epitaxial, de los cristales al solidificar. Efecto de la Geometría de la Pileta Líquida. La forma de la pileta líquida o pileta de fusión queda determinada por la velocidad de avance del cordón de soldadura así como por el balance entre el calor aportado y las condiciones de enfriamiento. Si la velocidad es baja, la pileta tiende a tomar una forma elíptica, mientras que si la velocidad aumenta, la pileta tiende a alargarse en forma de gota. Cuando la pileta de fusión tiene forma de gota, el gradiente térmico máximo permanece casi invariable en su dirección en todos los puntos del frente de solidificación, desde el borde hasta el eje del cordón. Cuando la pileta de fusión es elíptica, la dirección de gradiente máximo cambia continuamente desde el borde hacia el centro del cordón. En consecuencia, la mayor parte de los granos se encuentra, aunque por poco tiempo, en condiciones favorables para crecer y sobreviven hasta la línea central del cordón. 2. Efecto de la forma de la pileta en la macro estructura final del cordón. a: pileta elíptica – b: pileta en forma de gota (68). Origen de la Estructura Secundaria en Soldadura En el caso de materiales como aluminio, durante el enfriamiento desde la temperatura de fusión hasta la temperatura ambiente, la fase primaria conserva su estructura cristalina. En este caso la estructura del cordón soldado presente en servicio a temperatura ambiente estará compuesta por los granos originados durante la solidificación, conjuntamente con las inclusiones, porosidad, etc. 3.3 Problemas Específicos que se puede esperar al realizar la soldadura Soldadura MIG El óxido de aluminio en la superficie del material funde a 2038ºC mientras que el aluminio, metal base, funde a 649ºC. Por ello, cualquier óxido que quede en la superficie del metal base inhibirá la penetración del metal de aporte en la pieza. El precalentamiento de la pieza de aluminio puede ayudar a evitar la fisuración de la soldadura. En la soldadura del aluminio, la fisuración del cráter causa la mayoría de defectos. La fisuración proviene del alto valor de la dilatación térmica del aluminio y de las considerables contracciones que ocurren cuando se enfrían las soldaduras. El riesgo de fisuración es más grande con cráteres cóncavos, dado que la superficie del cráter se contrae y rompe cuando se enfría. Por ello, debe rellenarse el cráter de manera que quede convexo (formando un montículo). Al enfriarse la soldadura, la forma convexa del cráter compensará las fuerzas de contracción. Para la soldadura MIG del aluminio, hay que considerar en primer lugar el método de transferencia: arco spray o arco pulsado. Para el soldeo con arco spray puede utilizarse equipos de corriente constante (cc) y de tensión constante (cv). El arco spray toma un chorro minúsculo de metal fundido y lo pulveriza a través del arco desde el alambre hasta el metal base. Para aluminio grueso que requiere corrientes de soldeo superiores a 350 A, los equipos de corriente constante, cc, producen resultados óptimos. En MIG pulsado, una gota de metal de aporte se transfiere desde el alambre a la pieza en cada pulso de corriente. Este proceso proporciona menos salpicaduras y velocidades de avance más rápidas que las del soldeo por arco spray. También se tiene mejor control del aporte térmico (heat input), mayor facilidad de soldeo en posición y permite al operario soldar material delgado a bajas velocidades de alimentación y corrientes. SOLDADURA TIG Penetración Excesiva: Se caracteriza por exceso material de soldadura respecto a la cantidad requerida para rellenar la junta, este problema puede ser causado por el uso de una regulación de corriente muy alta. La soldadura se vuelve ancha y plana con pequeñas socavaduras a lo largo del contorno del cordón de soldadura. También, la penetración excesiva puede ser el resultado de un avance demasiado lento, en ambas situaciones, se consume mucho más metal de aportación de lo que se requeriría normalmente. Penetración insuficiente: Se produce cuando la corriente de soldadura está regulada demasiado baja. El cordón de soldadura es angosto y convexo, con muy poco o ningún refuerzo de raíz. El avance demasiado rápido también puede producir penetración insuficiente. En ambos casos puede ocurrir la fusión incompleta a lo largo del contorno de la soldadura. Porosidad: Las bolsas de gas que se quedan retenidas en la soldadura o abiertas a la superficie se llaman porosidad. Es un problema que generalmente ocurre debido a la protección inapropiada del baño de soldadura, causado por un bajo caudal de gas protector o el uso de gas protector contaminado o incorrecto. En otros casos, este defecto puede deberse al amperaje y velocidad de avance excesivo o metales base contaminados. Inclusiones de tungsteno: A veces, las partículas de tungsteno quedan retenidas en el depósito de soldadura, éstas se producen al tocar el electrodo contra el depósito de soldadura o varilla de metal de aporte. Por esta razón es necesario limpiar muy bien esta parte y volver a darle forma si se contamina. Las inclusiones también pueden resultar del amperaje excesivo o del ajuste de alta frecuencia y son las causantes de fisuras y agrietamientos. Desgaste prematuro del electrodo: Es prioritario tener cuidado con el deterioro del electrodo que además de ser costoso, afecta la calidad del cordón. Aunque parezca que no se produce ninguna combinación electroquímica entre el electrodo y el baño, se pueden producir inclusiones de tungsteno en el baño, lo que es causa de múltiples problemas. Por supuesto, debe tenerse en cuenta que el electrodo nunca debe tocar el baño, especialmente en materiales que se combinan fácilmente con el tungsteno, como todos los metales ligeros que incluyen en Aluminio. El acceso en un agudo ángulo es difícil, resulta en defectos por falta de fusión en la raíz de la soldadura como se ilustra, en la fig. Nº 7.1. 3.4 Precauciones que se deben tomar al realizar la soldadura La correcta y precisa preparación de las uniones es fundamental para una eficaz soldadura en aluminio, para lograr una buena penetración en la raíz y producir una soldadura sin defectos, haciendo que esta tenga un costo aceptable. Aspectos importantes El producto a soldar debe ser almacenado en un lugar de ambiente seco, limpio, de buena ventilación y libre del polvo de actividades tales como esmerilados. Existen tres métodos comúnmente utilizados para limpiar el aluminio tales como: con diluyentes, mecánica y químicamente. Diluyentes Eliminan las grasas, aceites, suciedad y partículas sueltas, lo cual es más efectivo en superficies lisas y cuando la contaminación no está firmemente adherida. Mecánicos Incluyen, raspado, limado, cepillado, amolado y fricción con viruta metálica el cepillado puede ser hecho con un cepillo duro o un cepillo rotativo eléctrico, ambos tipos deben tener cerdas de acero inoxidable, las cuales deben mantenerse limpias y se recomienda desengrasarlas con los solventes o diluyentes que se ocupen. Químicos El tratamiento químico se vuelve las superficies tratadas más absorbentes que antes, así que pueden re contaminarse, si no se protegen y por lo que se debe limpiar por este método poco antes de soldarse. Para este tipo de material no se deben utilizar cepillos de acero carbono, latón o cobre, además de asegurase que cualquier herramienta limpiadora sea separada y usada solamente en el aluminio ya que se puede presentar contaminación del material. En la soldadura por arco protegida por gas se produce un fenómeno conocido como limpieza catódica, la cual se emplea para dar los resultados deseados; cuando el electrodo es conectado al polo positivo de la fuente de poder y pasa corriente continua, hay un flujo de electrones de la pieza de trabajo al electrodo, con iones viajando en la dirección opuesta y bombardeando la superficie de la pieza de trabajo, este bombardeo de iones rompe y dispersa la película de óxido y permite que el metal de la soldadura fluya y se funda con el metal base. Soldadura MIG En las pistolas de soldadura utilizar boquillas de contacto 0,4 mm. más grandes que el diámetro del alambre que se utilice, ya que las boquillas calientes se dilatan en forma oval y probablemente limitarían la alimentación del alambre. Generalmente, cuando una corriente de soldadura supera los 200 A, se debe utilizar una pistola refrigerada por agua para minimizar el aumento de temperatura y reducir las dificultades de la alimentación. En cuanto a la velocidad de avance la soldadura del aluminio necesita ser realizada “caliente y rápida”. A diferencia del acero, la alta conductividad térmica del aluminio determina el uso de ajustes de amperajes, tensiones y velocidades de avance más altos. Si la velocidad de avance es demasiado baja, el soldador corre el riesgo de perforar la chapa, en especial, si es chapa delgada. Incluso para los expertos en la soldadura de aceros, el soldeo de las aleaciones de aluminio puede presentar un verdadero desafío. La mayor conductividad térmica y el menor punto de fusión de las aleaciones de aluminio pueden fácilmente producir perforaciones. Soldadura TIG Ante inclusiones de tungsteno es necesario limpiar muy bien esta parte y volver a darle forma si se contamina y evitar un avance demasiado lento. Para evitar penetración excesiva, insuficiente o falta de fusión regulación correcta de corriente y avance. El electrodo nunca debe tocar el baño, especialmente en materiales que se combinan fácilmente con el tungsteno, como todos los metales ligeros. MIG Y TIG TIG se recomienda limitar su uso a espesores de metales delgados (de 6.0 mm), en dos o tres pasadas. Y si el espesor es superior a 4.0 mm., el proceso TIG se debe emplear para la primera pasada y el relleno de la junta mediante proceso MIG o electrodo revestido. Recomendaciones La técnica debe escogerse de acuerdo al material a trabajar. En calibres delgados (1.2 mm hacia abajo) se debe utilizar la técnica de arrastre, para espesores gruesos está indicada la técnica de empuje. Es muy importante que el extremo de la varilla de aporte no se salga en ningún momento de la protección del flujo de gas ya que, este extremo se oxidaría y se producirían inevitablemente inclusiones de óxido en el baño. Después de la ejecución de la soldadura, la junta debe limpiarse. Un martilleo en caliente es susceptible de mejorar ligeramente la resistencia mecánica de la junta. El electrodo no consumible debe ser redondeado en su punta, aunque el afilado en punta aguda es el que se utiliza para la mayoría de los materiales. El Helio frente al Argón deja un cordón de soldadura más achatado y menos profundo. Por lo general, la GTAW no produce chispas, salpicaduras ni humos, lo que la hace un proceso relativamente limpio, por esta razón, no requiere demasiada limpieza después de soldar y muy pocas veces el operario tendrá que retirar escoria o pulir después del trabajo. La gran ventaja de este método es la obtención de cordones más resistentes, dúctiles y menos sensibles a la corrosión. Proceso lento - baja tasa de deposición; por lo que se emplea, sobre todo, para obtener soldaduras con una perfecta apariencia en espesores delgados. Otra de sus ventajas es que puede emplearse en todo tipo de posiciones y es posible automatizarla para algunas fabricaciones en serie. 3.5 Ejemplo de Aplicación Se realizará la unión de tuberías para la conformación de un pasamanos, se realiza en un trabajo de producción en taller, en el cual se ven distintos espesores y diámetros, en este procesos se verá toda los parámetros que se debe tener en cuenta para la construcción de estos barandales. La función de un pasamanos es dar equilibrio y seguridad a un individuo que se encuentra al borde de una losa, piso o en una escalera. A más de ser un elemento decorativo debe cumplir con ciertas características para garantizar la seguridad de los individuos. Elemento a Construir. 3. Pasamanos, conformado con secciones circulares Materiales En la conformación de estos pasamanos se utilizarán tubos circulares y platinas de aluminio para la construcción usando una soldadura TIG para la unión de cada tubo, se escogieron estas dimensiones para dar proporción a la estructura y un aspecto ergonómico. Elemento [1] Dimensión Espesor [in] Tubo Circular 3/32 3/16 1/4 Platina Rectangular 2.4 [mm] *Los datos se obtuvieron del catálogo Cedal. Posiciones de soldadura Uso Diámetro Ext, Ancho [mm] 50.80 Agarradera, soporte de mano 19.10 Fronteras 38.35 Columna, soporte de todo el complemento 40 Anclaje al piso La soldadura que se realizará se necesitará varias posiciones y estas se volverán más complicadas mientras el producto se vaya conformando.Estas serán las posiciones que se darán dentro de la soldadura pero podrán variar, ya que la unión de la tubería se realiza antes de empotrarla al lugar fijo, donde esta se colocará permanentemente, así que se puede cambiar la posición para tener un mejor acabado y control de la soldadura. Consumibles El material de aporte debe ser el mismo al cual se va a realizar la soldadura por este motivo se escoge un alambre de aluminio, se ha escogido un AWS ER-4043. [3] El gas de protección será Argón por su versatilidad en la limpieza de la unión a soldar su bajo costo, apto para este trabajo donde no se requiere una gran penetración. En general el argón es bueno en el inicio del arco, tiene buena acción limpiadora, buena estabilidad del arco; en relación con el helio, el cual aumenta la velocidad de trabajo, incrementa la penetración, disminuye la acción limpiadora y se dificulta el inicio del arco. Elemento Soldar Tubería Platina a Espesor a soldar 3/32 [in] 3/16 [in] ¼ [in] 2.4 [mm] Posición [3] F, H, V, O F, H, V, O F, H, V, O F, H, V, O Diámetro de Caudal de Gas consumible [in] [ft³/h] 3/32 18 – 20 5/32 25 – 30 3/16 30 – 35 3/32 18 – 20 Tobera. La tobera o boquilla se escoge bajo catálogo dependiendo del espesor del material a soldar, determinado por la siguiente tabla. Electrodo no consumible El electrodo de Zirconio (Electrodo Cafe) son preferidos para la soldadura CA, pues este tiene un mayor punto de fusión que el Tungsteno puro y que la aleación con Thorio, por esto pueden transportar corrientes más altas para la soldadura, son más resistentes a la contaminación y tienen menos posibilidad de fragmentarse. La punta del electrodo asume una forma semiesférica durante la soldadura, es importante que esta forma se mantenga para que la estabilidad del arco se logre, la punta debe ser ligeramente afilada para asistir en la formación de la punta redondeada Los diámetros de los electrodos son para un espesor. Espesor 3/32 [in] 3/16 [in] ¼ [in] 2.4 [mm] Electrodo diámetro 1/8 – 5/32 – 3/32 5/32 3/16 1/8 – 5/32 – 3/32 Parámetros de Soldeo Como se dijo anteriormente los materiales son de aluminio por lo tanto en la soldadura TIG la mejor forma de soldar es con Corriente Alterna (CA). La soldadura del aluminio se debe realizar con los datos de la siguiente tabla 4. Conclusiones Para la soldadura de aluminio existen varios procesos que se pueden ejecutar de los cuales el proceso MIG y TIG son los más idóneos a elaborar ya que tienen ventajas de rendimiento y resultados más óptimos. Se debe tomar en cuenta que los parámetros como el amperaje, voltaje y el tipo de soldadura que se realiza para soldar son muy importantes para evitar defectos en la soldadura. 5. Bibliografía http://www.cedal.com.ec/pdf/cedal_ref.jpg [1] http://www.weldingwire.com/Images/Interior/documentlibrary/aluminum%20welding% 20&%20brazing%20alloys.pdf [2] http://tablaperiodica.uca.es/Tabla/elementos/Aluminio/Grupo1/aplicaciones-delaluminio http://es.slideshare.net/FranciscoRamosMillan/soldadura-mig-del-aluminio http://www.metalactual.com/revista/14/Soldadura_TIG.pdf http://www.duerosoldadura.es/tema12.php A. ZAFAR, M. A. (Junio de 2016). RESEARCH PAPERS - 2016. Obtenido de https://s3.amazonaws.com/WJ www.aws.org/supplement/WJ_2016_06_s210.pdf