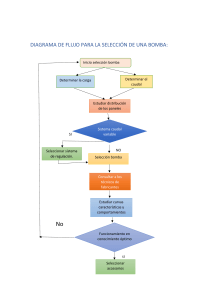
CURSO DE EXPERTO UNIVERSITARIO EN MANTENIMIENTO INDUSTRIAL PROYECTO FINAL Alberto José Galdón Carreño Índice Índice ACLARACIÓN 6 Agradecimientos 6 INTRODUCCIÓN 8 OBJETIVOS DEL PROYECTO 1. Objetivo general 2. Objetivos específicos 3. Delimitación del proyecto 10 CAPÍTULO 1: PLANES DE MANTENIMIENTO 1. Definición de mantenimiento 2. Objetivos del mantenimiento 3. Funciones del mantenimiento 3.1. Funciones primarias del mantenimiento 3.2. Funciones secundarias del mantenimiento 4. Tipos de mantenimiento 4.1. Mantenimiento ante el fallo 4.2. Mantenimiento correctivo 4.3. Mantenimiento preventivo 5. Justificación de la elección de mantenimiento preventivo y correctivo 6. ¿Qué es un plan de mantenimiento? 7. Cómo percibir deficiencias en los planes de mantenimiento 8. Beneficios del mantenimiento preventivo 9. Inicio del programa 10. Almacenes 11. Formación 13 13 13 14 14 14 14 15 15 15 15 16 16 17 17 17 CAPÍTULO 2: BOMBAS DE LOS VEHÍCULOS DEL PARQUE DE BOMBEROS DE PUERTOLLANO 1. Introducción 19 2. Bombas rotativas centrífugas de los vehículos del Parque de Bomberos de Puertollano 20 2.1. Principio de funcionamiento de las bombas rotativas centrífugas 20 2.2. Mecanismo de cebado 21 2.3. MÓVIL 204 2.3.1. Bomba combinada de alta y baja presión ZIEGLER 2.3.2. Motobomba HONDA WB 20 XT 2.4. MÓVIL 206 2.4.1. Equipo de agua nebulizada FOGTEC KFT 40/120 2.4.2. Bomba GODIVA GP 10/10 Portable Fire Pump 2.4.3. Bomba hidráulica LUKAS PT-6R 2.4.4. Bomba hidráulica portátil NIKE GS-2L 2.4.5. Bomba hidráulica manual LH 1 2.5 MÓVIL 207 2.5.1. Bomba rotativa centrífuga ROSENBAUER NH-20 2.5.2. Turbobomba 2.5.3. Electrobomba SIME P180 M 2.6. MÓVIL 215 2.6.1. Equipo de alta presión AAP100-40iGE 2.7. MÓVIL 209 2.7.1 Bomba rotativa centrífuga ZIEGLER FP 48/8 2H 22 22 24 24 25 26 28 29 29 29 30 33 33 33 34 36 36 CAPÍTULO 3: HERRAMIENTAS Y EQUIPOS CONTRA INCENDIOS Y SALVAMENTO DEL PARQUE DE BOMBEROS DE PUERTOLLANO 1. Introducción 39 2. Instalaciones hidráulicas de bomberos 40 2.1. Instalación básica 40 2.1.1. Mangueras y mangotes 40 2.1.2. Racores 41 2.1.3. Bifurcaciones y reducciones 42 2.1.4. Lanzas 42 2.2. Herramientas hidráulicas de descarcelación 44 2.2.1. Cizalla NIKE SERIE LS 200 EN 44 2.2.2. SEPARADOR NIKE LSP 40 EN 44 2.2.3. Cilindro RAM NIKE LRZ 12/500 EN 45 2.2.4. Cortapedales NIKE LH 1/0,5-70 45 CAPÍTULO 4: BOMBAS ROTATIVAS CENTRÍFUGAS. POSIBLES FALLOS Y SOLUCIÓN 1. Introducción 49 2. Listas de problemas en bombas centrífugas 50 Índice Índice CAPÍTULO 5: BOMBAS DE ALTA PRESIÓN. POSIBLES PROBLEMAS Y SOLUCIONES 1. Introducción 63 2. Principio de funcionamiento de bombas de alta presión 64 2.1. Descripción del sistema de espumógeno 64 3. FOGTEC KFT 40/120 E (MÓVIL 206) 64 3.1. Lista de problemas 64 3.2. Mantenimiento preventivo 65 4. BOMBA DE ALTA PRESIÓN AAP 100-40iGE (MÓVIL 215) 66 4.1. Lista de problemas 66 4.2. Mantenimiento preventivo 68 CAPÍTULO 6: MANTENIMIENTO DE BOMBAS Y EQUIPOS HIDRÁULICOS 1. Introducción 2. Posibles problemas y soluciones en bombas hidráulicas LUKAS 3. Mantenimiento preventivo de bombas hidráulicas 4. Posibles fallos y soluciones en herramientas hidráulicas 5. Mantenimiento preventivo de herramientas hidráulicas 71 72 74 75 77 CAPÍTULO 7: MANTENIMIENTO DE EQUIPOS QUE FORMAN PARTE DE LAS INSTALACIONES DE HIDRÁULICAS DE EXTINCIÓN 1. Introducción 81 2. Mangueras y racores 82 2.1. Cuidados y mantenimiento 82 2.2. Mantenimiento preventivo de mangueras y racores 82 2.2.1. Mantenimiento diario y posterior a su uso 82 2.2.2. Mantenimiento semestral 83 3. Mantenimiento preventivo de mangotes 85 4. Mantenimiento preventivo de reducciones y bifurcaciones 85 5. Mantenimiento preventivo de lanzas 86 CAPÍTULO 9: PLAN DE REGISTRO, SEGUIMIENTO Y CONTROL DE CALIDAD DE MANTENIMIENTO CORRECTIVO Y MANTENIMIENTO PREVENTIVO 1. Introducción 113 2. Registro de los planes de mantenimiento preventivo y correctivo 114 2.1. Registro del plan de mantenimiento correctivo 114 2.2. Registro del plan de mantenimiento preventivo 116 2.2.2 Base de datos 116 3. Seguimiento de mantenimiento correctivo 117 4. Control de calidad 117 4.1. Auditoría interna de control de calidad 117 4.1.1. ¿Qué es una auditoría interna de calidad? 117 4.1.2. Modelo de auditoría de mantenimiento 118 4.2. Trabajo para la mejora del mantenimiento en círculos de calidad 126 5. Análisis de averías según el método de árbol de causas 123 CAPÍTULO 10: PREVENCIÓN DE RIESGOS LABORALES Y GESTIÓN DE RESIDUOS 1. Introducción 129 2. Clasificación de riesgos en las labores de mantenimiento 131 3. Evaluación de riesgos 132 4. Riesgos laborares derivados del uso de equipos de trabajo 134 4.1. Normativa 134 4.2. Prevención intrínseca 136 4.3. Documentación que de maquinaria y equipos 138 5. Medidas preventivas en trabajos de mantenimiento 139 6. Equipos de protección personal en labores de mantenimiento 140 7. Tratamiento de residuos generados en el mantenimiento 142 7.1. Aceite usado 142 7.2. Almacenamiento de aceite usado 143 7.3. Recogida de aceite usado 143 Epílogo CAPÍTULO 8: PLAN DE MANTENIMIENTO PREVENTIVO 1. Introducción 2. Plan de mantenimiento 3. Personal encargado del mantenimiento 89 89 90 144 ACLARACIÓN Todo lo expuesto en este proyecto no guarda relación con el plan de mantenimiento que se lleva a cabo en el parque de bomberos de Puertollano. En cuanto a mantenimiento se sigue las directrices marcadas por el Oficial Jefe del Parque y la Sección de Mantenimiento del Consorcio Contra Incendio y Salvamento Emergencia Ciudad Real. Este proyecto ha sido elaborado a partir de las enseñanzas del curso y gracias a las investigaciones realizadas. “Todas las piezas deben unirse sin ser forzadas. Debe recordar que los componentes que está reensamblando fueron desmontados por usted, por lo que si no puede unirlos debe existir una razón. Pero sobre todo, no use un martillo” Manual de mantenimiento IBM Agradecimientos Consorcio Contra Incendio y Salvamento Emergencia Ciudad Real Gema Beltrán. Diseñadora Gráfica Agustín Galdón. Sub-Oficial del SCI del Ayuntamiento de Albacete Santiago Aguilar. Sargento de Mantenimiento SCI del Ayuntamiento de Albacete José Luís Culebras. Sargento-Jefe Grupo del SCIS de la Provincia de Ciudad Real Manuel Sánchez. Bombero del SCIS de la Provincia de Ciudad Real Raúl Atienza. Bombero de del SCIS de la Provincia de Ciudad Real 6 7 Introducción Puertollano es una localidad y municipio español de la provincia de Ciudad Real, comunidad autónoma de Castilla-La Mancha, con 51.550 habitantes (INE 2013). Es el séptimo municipio más poblado de Castilla-La Mancha tras Albacete, Guadalajara, Toledo, Ciudad Real, Cuenca (las cinco capitales de provincia) y Talavera de la Reina. Se ubica en la parte central de la provincia de Ciudad Real, a 37 km de la capital provincial, Ciudad Real. Dentro del término municipal se encuentra también la pedanía de El Villar. Antes llamada Puertoplano, se encuentra situada en la entrada natural más accesible del valle del río Ojailén, en el borde de Sierra Morena. Está situado entre dos cerros, el de San Sebastián (800 m) y Santa Ana (900 m). En la actualidad es la ciudad más industrial de Castilla-La Mancha. La producción de su complejo petroquímico es la más variada y completa de España. En el sector termoeléctrico posee dos centrales: las de E-on Central térmica de Puertollano y Elcogas. Basadas ambas en la combustión de carbón, siendo la segunda de tipo GICC. En cuanto al sector minero, solamente queda en explotación una mina (EMMA) de la cual, ENCASUR (empresa que la explota), extrae carbón a cielo abierto. Actualmente, la economía está viviendo un importante avance debido a la disponibilidad de un suelo industrial muy bonificado por el municipio y la comunidad autónoma y la instalación de un gran número de empresas relacionadas con la producción de materiales energéticos alternativos, sobre todo paneles solares. Desde hace unos años, a Puertollano se le apoda Ciudad de la Energía, siendo una de las ciudades más importantes de España y estando a la cabeza de Europa en cuanto a energías limpias. La característica de Puertollano más llamativa es su emplazamiento. Situada en una de las comarcas más deprimidas de España y con pequeños y dispersos núcleos rurales (casi todos ellos en recesión). Puertollano hace las veces de una gran ciudad demandando trabajo especializado y comercio a toda su comarca, norte de los Pedroches (Córdoba) y gran parte de la provincia de Ciudad Real. 8 Introducción Puertollano ha basado su crecimiento en una importante actividad industrial y minera, influyendo en la ciudad y en el modo de vida de sus habitantes. En este contexto se hace imprescindible que la ciudad y su comarca cuenten con medios que garanticen la seguridad ante posibles incidentes relacionados con la actividad industrial. En este sentido, el Gobierno de Castilla-La Mancha, junto con el Ayuntamiento de Puertollano, han implantado, el Plan de Emergencia Exterior de Puertollano (la única población de toda Castilla la Mancha que cuenta con un plan de este tipo) , en el que también colaboran las empresas del complejo petroquímico-Repsol Petróleo, Repsol Química, Repsol Butano, Fertiberia, Elcogas y Air Liquide. El Plan de Emergencia Exterior de Puertollano (PEEP) es el marco orgánico y funcional para prevenir o, en caso de emergencia, actuar ante las consecuencias de accidentes graves. En él se establece el esquema de coordinación de las autoridades, organismos y servicios llamados a intervenir, los recursos humanos y materiales necesarios para su aplicación y las medidas de protección más adecuadas. Los Planes de Emergencia Exterior son necesarios cuando existen uno o varios establecimientos que utilizan en su proceso y/o almacenamiento grandes cantidades de productos químicos. La Ciudad de Puertollano cuenta con dos parques de bomberos, uno privado perteneciente al Complejo Petroquímico, los Bomberos de SESEMA, pertenecientes a un consorcio hecho por las Grandes Empresas del mismo y que solo intervienen en los incidentes que se den dentro de este complejo. Por otro lado tenemos el Parque Comarcal de Bomberos de Puertollano, perteneciente al Consorcio de Emergencias de la provincia de Ciudad Real, que cuenta con otros 8 parques de bomberos más, repartidos dentro la geografía de esta provincia. El Parque Comarcal de Puertollano opera para 21 municipios de esta provincia, prestando servicio a mas de 90.000 habitantes, repartidos en un área geográfica de 4.610 km2. Para ello dispone de 30 Bomberos, 4 Jefes de unidad, 2 Jefes de grupo y 1 Oficial Jefe de parque. 9 Objetivos del proyecto 1. Objetivo general Diseñar un plan de mantenimiento preventivo y correctivo de todas las bombas con las que cuenta el Parque de bomberos Puertollano, con la finalidad de evitar que se produzcan fallos durante las intervenciones que comprometan la seguridad tanto para los intervinientes como para los asistidos y estar preparados para solventar aquellos que se produzcan. 3. Delimitación del proyecto He decidido delimitar el proyecto a bombas, ya que el periodo de realización del proyecto según la programación del curso es de un mes, tiempo que resulta insuficiente como para introducir en él otros equipos de uso habitual en la operativa de este Parque, como son generadores eléctricos, equipos neumáticos, mecánicos, equipos de aire de alta presión, etc. 2. Objetivos específicos - Aplicar técnicas de mantenimiento preventivo y correctivo para reparar y prevenir posibles fallos en las bombas de los vehículos de intervención y poder reparara aquellos que se produzcan. - Elaborar un plan de mantenimiento preventivo y correctivo para bombas de tipo rotativas centrífugas para impulsión y achique de agua, dentro de éste se incluirán todos los elementos necesarios para montaje de líneas de mangueras de impulsión de agua y achique, como son mangueras, mangotes, racores, bifurcaciones, lanzas y demás utensilios que se precisen. - Elaborar un plan de mantenimiento preventivo y correctivo para bombas de alta presión de pistones, dentro de éste se incluirán todos los elementos necesarios para montaje de líneas de mangueras de impulsión de agua, como son mangueras semirrígidas, lanzas y demás utensilios que se precisen. - Elaborar una plan de mantenimiento preventivo y correctivo para bombas hidráulicas de equipos de excarcelación, incluyendo sus herramientas, mangueras y demás utensilios que se precisen. - Elaborar un plan de registro, seguimiento y control de calidad del plan de mantenimiento preventivo y correctivo que queremos aplicar. - Aplicar principios de seguridad en el trabajo a las actividades de mantenimiento según la legislación Española. - Gestionar los residuos generados por la actividad del mantenimiento. 10 11 CAPÍTULO 1. PLANES DE MANTENIMIENTO 1. Definición de mantenimiento Conjunto de actividades planificadas o imprevistas con la cual se consigue que un equipo o instalación sea restaurada a su operación. 2. Objetivos del mantenimiento - Asegurar las condiciones de utilización de los equipos para el momento en que se necesite. - Contribuir a los logros en al calidad del producto, a la buena y correcta operación de los equipos. - Contribuir con el retorno óptimo del capital invertido en el equipo durante su funcionamiento. - Contribuir con la seguridad del usuario y del mantenedor, así como la protección del medio ambiente. 3. Funciones del mantenimiento La función del mantenimiento es una función técnica y un servicio que se presta para disponer de los equipos en plenas condiciones de funcionamiento. El mantenimiento está considerado como un órgano funcional y técnico, cuyo encuadre depende del menor o mayor alcance de las funciones que le sean asignadas según la 13 Capítulo 1. Planes de mantenimiento política de mantenimiento de la empresa. El mantenimiento ha de tener una visión a corto, medio y largo plazo. Está definido por las funciones que le son atribuidas. Éstas pueden clasificarse en dos grandes grupos atendiendo a la dedicación por parte del grupo de mantenimiento. 3.1. Funciones primarias del mantenimiento Son aquellas que el bombero debe realizar diariamente. Se ha de dedicar una parte del tiempo de guardia. Mantenimiento de equipos contra y incendios y salvamento: Realización de las reparaciones necesarias en la maquinaria de producción de forma rápida y económica. Incluye la anticipación a los fallos y el empleo de técnicas de mantenimiento preventivo. Inspección y lubricación de equipos: Examen regular de las mismas con el fin de detectar y subsanar posibles causas de fallos antes de que éste ocurra. En él se incluyen limpieza, lubricación y puesta a punto periódica. Reparación de vehículos: La reparación de vehículos suele ser realizada por empresas externas, sobre todo grandes averías. Gestión de la información relativa al mantenimiento: Los grupos de trabajo debe realizar una gestión, lo mejor posible, de la información obtenida de todas las intervenciones, con el fin de disponer de un historial de casos y soluciones que permita en el futuro afrontar los problemas que surjan de la forma mas eficiente posible. 3.2. Funciones secundarias del mantenimiento Existen otras funciones que pueden estar atribuidas al mantenimiento por razones de conveniencia o por requerimiento de conocimiento técnicos. 14 Capítulo 1. Planes de mantenimiento Gestión de almacenes de mantenimiento: Se realiza debido a la realización que el mantenimiento tiene con los almacenes. Seguridad de vehículos: Teniendo en cuenta los elementos de seguridad activa y pasiva. Eliminación de residuos: Gestión y tratamientos de residuos. Otras: Gran multitud de funciones pueden ser atribuidas al grupo de mantenimiento. 4.2. Mantenimiento correctivo Este mantenimiento tiene las mismas características que el anterior, con la diferencia de que también busca diagnosticar y corregir la causa real que provocó el fallo. Es aplicable en máquinas sencillas y baratas, en la que las paradas no se alargarán en el tiempo. Es más adecuado que el anterior. 4. Tipos de mantenimiento 4.1. Mantenimiento ante el fallo Operaciones de mantenimiento que tienen lugar tras el fallo y cuyo objetivo principal es la rápida devolución de la maquina a las condiciones de servicio. Es utilizado por aquellas empresas que no conocen o que no están en disposición de prestar unas técnicas de mantenimiento más avanzado. Tiene como ventaja principal su rapidez de puesta en funcionamiento y que agotan la vida útil de las piezas. Pero sus desventajas son mayores, destacándose las siguientes: -No se busca la causa origen de la avería, por lo que ésta se puede repetir en un corto periodo de tiempo. -El trabajo de mantenimiento no puede ser planificado, ya que no se puede prever cuando se va producir la avería. -Obliga a tener repuestos suficientes o a periodos de espera hasta que lleguen los repuestos. -Si la reparación no es rápida puede dar lugar una perdida económica grave. -Las averías pueden ocasionar graves daños a las máquinas. -Las averías pueden generar riesgos para el personal. 4.3. Mantenimiento preventivo Acciones de mantenimiento programadas y ejecutadas de manera que no se afecte la producción de forma imprevista. Su propósito es prever los fallos de mantenimiento de los sistemas de infraestructura, equipos e instalaciones productivas en completa operación a los niveles y eficiencia óptimos. La característica principal de este tipo de mantenimiento es la de inspeccionar los equipos y detectar los fallos en su fase inicial, y corregirlas en el momento oportuno. Es un mantenimiento preventivo si se realiza antes de aparecer el fallo en los equipos. Éste tiene una programación estipulada dependiendo de las horas de uso del equipo. Sus actividades básicas son: limpieza, lubricación y ajustes. Su objetivo principal es prevenir el fallo. Se basa en una rutina de sustitución de piezas a intervalos periódicos de tiempo. Ventajas - Durante la parada se puede aprovechar para realizar otras operaciones de mantenimiento. - Evita que se produzcan imprevistos y paradas indeseadas. - Reduce el almacenamiento de repuestos, ajustando la adquisición de los mismos. - Especialmente indicado para aquellos componentes que tienen una curva de deterioro. Desventajas - Puede generar gastos innecesarios si el periodo de sustitución no es el adecuado. - Debido a errores humanos puede introducir fallos en el sistema. - En máquinas cuyo funcionamiento no es continuo será necesario introducir contadores. - Las paradas para sustitución de algunas piezas provocan alteraciones en el ritmo normal de producción. 5. Justificación de la elección de mantenimiento preventivo y correctivo Se han seleccionado estas modalidades de mantenimiento preventivo y correctivo, debido a que se trata de maquinaría crítica. Un fallo de la misma durante una intervención puede poner en peligro la vida de las personas que se encuentre en ese momento en el entorno del incidente, por ello hemos de contar con un buen plan de mantenimiento preventivo. Por otro lado el mantenimiento correctivo nos permite estar preparados para solventar cualquier fallo que se produzca. 6. ¿Qué es un plan de mantenimiento? Un plan de mantenimiento es el conjunto de tareas de mantenimiento programado, agrupadas o no, siguiendo algún tipo de criterio, y que incluye a una serie de equipos del parque de bomberos, que habitualmente no son todos. El plan de mantenimiento engloba tres tipos de actividades: - Las actividades rutinarias que se realizan a diario, y que normalmente las lleva a cabo el equipo de guardia. 15 Capítulo 1. Planes de mantenimiento - Las actividades programadas que se realizan a lo largo del año. - Las actividades que se realizan en función de la estación del año en que nos encontremos. 7. Cómo percibir deficiencias en los planes de mantenimiento Frecuentes fallos repetidos o irreparables de los equipos contra incendios y salvamento. Elevado número de accidentes ocasionados por descuidos operacionales, reparaciones mal ejecutadas o deterioro de equipos por suciedad, aceite derramado o corrosión entre otros. Desgaste acelerado de los equipos por deficiencia en la lubricación o en el mantenimiento preventivo básico, lo que reduce la vida útil de los mismos. Altos costos de reparación o reemplazo de equipos, originado por la ejecución de labores de mantenimiento imprevisto, debido a emergencias o por compras compulsivas de repuestos y partes. Sucesivas reparaciones a causa de realizar éstas, con materiales de fortuna o baja calidad y poca pericia técnica de los trabajadores. Utilización de herramientas inadecuadas, por inexistencia de las mismas o por estar dañadas o extraviadas. Manejo inexperto e inseguro de herramientas. Desconocimiento de las características, recomendaciones del fabricante e historia de los equipos, máquinas y herramientas por no tener un inventario y una historia ordenada de los mismos. Inexistencia o incumplimiento de los programas de mantenimiento preventivo, por carencia de una programación o por falta de interacción efectiva entre el personal. 16 Capítulo 1. Planes de mantenimiento Poca pericia técnica del personal debido a la deficiencia o inexistencia de programas de adiestramiento del personal técnico y supervisor o una selección inadecuada de dicho personal. Bajo interés por parte del personal en el mantenimiento de equipos por sentirse relegado y poco apoyado. Aspecto sucio y deteriorado de las instalaciones, acompañado generalmente por algún tipo de contaminación ambiental. Un mantenimiento deficiente tiene un elevado número de actividades correctivas y de emergencia y trae como consecuencia, menor confiabilidad y vida útil de los equipos, mayores costos de mantenimiento, menores índices de seguridad, menor desempeño del personal y en general menor productividad. 8. Beneficios del mantenimiento preventivo Reduce los fallos y tiempos muertos: Si se producen muchos fallos a los que atender, se dispondrá de menos tiempo para el entrenamiento y formación del personal de servicio. Incrementa la vida útil de equipos e instalaciones: Si los equipos tienen buenos cuidados su vida útil se incrementará. Sin embargo, requiere involucrar a todos en la idea de la prioridad ineludible de realizar y cumplir fielmente el programa. Mejorar la utilización de los recursos: Cuando los trabajos se realizan con calidad y el programa se cumple fielmente el mantenimiento preventivo incrementa la utilización de maquinaria, equipo e instalaciones. Reduce los niveles de inventario: Al tener un mantenimiento planeado puede reducir los niveles de existencias del almacén. Ahorro: El dinero ahorrado gracias al mantenimiento puede ser reinvertido en material nuevo. 9. Inicio del programa Siempre existen costos asociados con el arranque de cualquier programa. En el inicio del programa de mantenimiento preventivo necesitaremos: Tiempo extra Muy probablemente se necesitará de este tiempo, considerando que es bastante el trabajo a realizar en relación a la selección de maquinaria y equipos que serán incluidos en el programa de mantenimiento preventivo y reunir los datos necesarios. (Manual del fabricante y sus recomendaciones, historiales de equipo, partes, repuestos, etc.) Tiempo del equipo de puesta en marcha del plan Una vez que se ha seleccionado el equipo y recolectado la información para el programa, se necesita transferir esa información a su forma final ya sea en un sistema de mantenimiento preventivo manual, o en un sistema informatizado. Técnicos y formadores de mantenimiento Si quieres recabar información de la maquinaria y equipo, que no aparezca en la información del fabricante, será necesaria la presencia de técnicos especialistas. 10. Almacenes Dada la importancia que tienen los almacenes y el inventario de repuestos y su relación con el programa de mantenimiento preventivo, se necesita también información al respecto. Así estaremos en posición de determinar un adecuado nivel de lubricantes, filtros, sellos, repuestos especiales, repuestos comunes y otros artículos de almacén normalmente usados durante el manteamiento preventivo. Se deberá disponer de las herramientas adecuadas para efectuar las operaciones que sean necesarias. Es muy importante tener un buen programa de compras. En nuestro caso, ya que somos un consorcio de 9 parques de bomberos, será aconsejable realizar compras comunes, por el ahorro que puede suponer. 11. Formación Necesitamos determinar si se requiere algún tipo de formación y planear el mismo, al menos se necesitará invertir tiempo para familiarizarse con el plan de mantenimiento preventivo. A la hora de formar a nuestro personal hemos de tener en cuenta los distintos niveles de dificultad sobre los que van trabajar: Bomberos Tendrán una formación básica, sobre: - Qué es un plan de mantenimiento. - Mecánica básica. - Procedimientos de mantenimiento básicos. Bomberos de mantenimiento Con este personal se trabajará un plan de formación más específico, sobre: - Gestión de planes de mantenimiento. - Mecánica avanzada. - Procedimientos de mantenimiento. - Formación específica por parte de los fabricantes de nuestros equipos. Técnicos de mantenimiento de Emergencia Ciudad Real Este personal contará con formación profesional de nivel superior o ingenieros de mantenimiento. 17 CAPÍTULO 2. BOMBAS DE LOS VEHÍCULOS DEL PARQUE DE BOMBEROS DE PUERTOLLANO 1. Introducción Hay muchas evidencias históricas de acciones de grupos de personas organizados contra incendios, pero las pruebas más antiguas de lo que podemos comparar con un cuerpo de bomberos actual aparecen con los romanos. En 2004, unos arqueólogos alemanes, bajo la dirección de Bernd Paeffgen, descubrieron en el Valle del Rin, lo que fue descrito como una bomba de agua de 1650 años de antigüedad. El equipo contaba además con un tubo delgado de 1,10 metros que iba unido a la bomba. Inicialmente confundida con una lanza, las pruebas posteriores revelaron que se trataba de un conducto o manguera. En la antigua Roma, en la época de Julio César, Marco Licinio Craso era una de las personas más ricas de la ciudad; su riqueza provenía de los bienes raíces y el alquiler inmobiliario, pero la historia curiosa le atribuye el mérito de haber sido el organizador del primer servicio contra incendios de Roma. Para asegurar que sus bomberos tuvieran siempre trabajo, también organizó las primeras brigadas de «incendiarios» de las que se tiene referencias en la Historia. Pero estos curiosos bomberos eran controlados por Craso que, ambicioso y cruel, no daba orden de apagar el incendio si el dueño del territorio o construcción no lo vendía a precio de renta en ese instante. 19 Capítulo 2. Bombas de los vehículos del parque de bomberos de Puertollano Así, la gente prefería ganar el dinero de la venta injustamente, que quedarse una casa o parcela devastadas. 2. Bombas rotativas centrífugas de los vehículos del Parque de Bomberos de Puertollano 2.1. Principio de funcionamiento de las bombas rotativas centrífugas Son el tipo de bomba más utilizadas en los servicios contra incendios por su rendimiento y presiones alcanzadas. Estas bombas proporcionan al líquido una elevada energía cinética que se convierte en energía de presión. El caudal depende de la presión suministrada (a mayores presiones, menores caudales). El funcionamiento de una bomba centrífuga es el siguiente, el agua entra axialmente por el centro de un elemento móvil denominado rodete o impulsor, el cual está girando 20 accionado por el motor. El rodete dispone de unas canalizaciones denominadas álabes por las que el agua es canalizada desde el centro hasta su borde, donde es expulsada. Durante este trayecto el fluido es acelerado por la fuerza centrífuga generada en el rodete. El agua sale del mismo con presión y velocidad. A continuación entra en una canalización en forma de espiral que rodea al rodete, es la voluta o caracol. El fluido que entra en esta conducción a gran velocidad, es frenado por el progresivo aumento de su sección, tal como establece la ecuación de continuidad y por principio de Bernoulli, incrementando la presión, que tenía a la salida del rodete, hasta un valor concreto en el colector de impulsión. Las bombas destinadas para los servicios de bomberos, pueden ir instaladas o bien en vehículos contra incendios o en grupos motobombas. En el primer caso es accionada por la energía motriz del motor del vehículo y en el caso de las motobombas, la bomba dispone de un motor eléctrico o de explosión para su accionamiento, como veremos más adelante. La norma UNE EN 1028-1, atendiendo a la presión que pueden suministrar las bombas las clasifica en: - Bomba de presión normal (FPN): son aquellas que con uno o varios rodetes, son capaces de dar presiones de funcionamiento hasta 20 bar. - Bomba de Alta Presión (FPH): es una bomba que da hasta 54,5 bar. Se denomina Bomba de Presión Combinada a aquella que agrupa las dos clases de bomba en una sola máquina. Esto se consigue conectando en serie una bomba de presión normal y otra de alta presión. En una bomba contra incendios podemos Capítulo 2. Bombas de los vehículos del parque de bomberos de Puertollano distinguir las siguientes partes: colectores de aspiración, desde donde se alimenta la bomba desde un depósito o por aspiración a través de un mangote; y cuerpo de la bomba. Dependiendo de que la bomba sea de presión normal o combinada, tendrá uno o dos colectores de impulsión, que es donde se conectan las mangueras, por medio de racores y los elementos auxiliares (manómetros, el cebador, válvulas, etc.). Las dos bombas, conectadas en serie, de una bomba combinada se denominan etapas. Los rodetes de las dos etapas pueden estar montados sobre el mismo eje (como en la figura X) o sobre ejes distintos. Por medio de un conducto provisto de la llave selectora NP/NP HP, se conecta la salida de una con la entrada de la otra. Este tipo de bomba se utiliza para alimentar instalaciones con mangueras dentro de una amplia gama de presiones y caudales determinados por la localización y carga de fuego a extinguir. Las instalaciones con mangueras de 70 y 45 mm, se utilizan cuando se necesita mucho caudal y por tanto la bomba da poca presión. Las mangueras se conectan al colector de baja y la bomba trabaja tan solo con la primera etapa (1). En el caso de que se necesite más presión, porque la instalación tiene una gran longitud o hay que salvar una gran altura, se conectan las mangueras, en este caso de 25 mm, al colector de alta. En esta caso están trabajando las dos etapas de la bomba. La instalación posee una mayor presión pero trasegando un caudal menor (2). Esta bomba permite, si la intervención lo requiere, conectar dos instalaciones de alta y baja simultáneamente (3), para ello solo hay que abrir todas las llaves tal como muestra la figura. 2.2. Mecanismo de cebado En el momento del arranque de una bomba, el mangote de aspiración puede estar lleno de aire. Una bomba centrífuga no puede aspirar aire, por lo que no es autosuficiente para crear la aspiración necesaria para que el fluido llene el rodete y se pueda empezar a bombear con normalidad. La creación de estas condiciones de carga previas al arranque en la bomba es el denominado proceso de cebado, que se logra gracias a unos mecanismos que disponen las bombas. Describiremos los que realizan las bombas de nuestras bombas, salvo el TROKOMAT, que se verá más adelante: 21 Capítulo 2. Bombas de los vehículos del parque de bomberos de Puertollano Pistones alternativos Este sistema consta de un pistón provisto de una lumbrera que se comunica con la aspiración de la bomba por medio de una válvula. Este émbolo accionado manualmente o por el motor absorbe el aire que pudiera existir en el interior del conducto de aspiración. Hoy esta prácticamente en desuso. Eyección de gases Este sistema de cebado se emplea principalmente en motobombas, ya que necesita de los gases de escape del motor para su funcionamiento. El tubo de escape, que se puede cerrar por medio de una válvula de mariposa, presenta una derivación de forma cónica en su extremo (D), para que los gases tengan una mayor velocidad en ese punto. Esto trae consigo una menor presión y la cámara C se llena con el aire de los conductos de aspiración. El aire saldrá mezclado con los gases de escape y se producirá un vacío en los tubos de aspiración que se llenarán de agua, cebando a la bomba. 2.3. MÓVIL 204 Bomba centrífuga Ziegler FP 16/8;FPN 10-200-1H; FPH 40-250-3 Etapa de alta Bomba de baja presión Bomba de alta presión Caudal: 3400m3/h Caudal: 300m3/h Presión: 8 bar Presión: 40 bar Sistema de cebado ZIEGLER-TROKOMAT Etapa baja El Móvil 204 es una Autobomba Forestal Pesada (BFP), vehículo indispensable en incendios forestales de gran envergadura, ya que su reserva de agua y la potencia hidráulica de su bomba le permiten actuar como primera intervención, o bien abastecer a otros vehículos con los medios auxiliares de que disponen. Durante el periodo estival es cuando este vehículo presta servicio de forma más intensa. Una vez pasado octubre es utilizado en grandes incendios como segunda intervención. 2.3.1. Bomba combinada de alta y baja presión ZIEGLER 22 Capítulo 2. Bombas de los vehículos del parque de bomberos de Puertollano nº 1 2 3 4 5 6 Parte de bomba Entrada de aspiración Mandos Salidas de impulsión Conductos de alta presión Cuerpo de bomba de alta Cuerpo bomba baja presión SISTEMA DE CEBADO TROKOMAT Constituye una bomba émbolo seco propulsado mediante una excéntrica en el árbol de la bomba, con ventilación automática. En la caja de engranajes o en el envuelto de la bomba centrífuga de extinción están sujetadas por bridas y tapas de cilindros en ambos lados, donde está alojado el émbolo, que es impulsado mediante una excéntrica en el árbol de la bomba. La aspiración tiene lugar, cuando la palanca manual ha recorrido más o menos una cuarta parte de la trayectoria desde la posición de “bloqueo” a “ apertura”. Cuando la bomba se ha puesto en marcha, el TROKOMAT conecta automáticamente (ruido de traqueteo) En el funcionamiento de achicamiento o para cerrar brevemente los receptores 23 Capítulo 2. Bombas de los vehículos del parque de bomberos de Puertollano de agua, la presión de la bomba debería ser suficientemente alta (2-3 bar) para el TROKOMAT no expulse agua. Capítulo 2. Bombas de los vehículos del parque de bomberos de Puertollano 2.4.1. Equipo de agua nebulizada FOGTEC KFT 40/120 2.4. MÓVIL 206 2.3.2. Motobomba HONDA WB 20 XT HONDA WB 20 XT - Diámetro del puerto de succión: 50mm - Diámetro del puerto de descarga: 50mm - Velocidad máx, de ralentí: 3900 rpm - Cabeza total: 32 m - Cabeza de succión: 8 m - Capacidad: 600l/min - Tiempo de funcionamiento: 1h 54min El Móvil 206 es una Autobomba Urbana Ligera (BUL). Su aplicación más indicada es en zonas urbanas, ya que sus reducidas dimensiones le permiten una fácil maniobrabilidad y callejeo, así como actuar enérgicamente en una primera intervención debido a su completo equipamiento. Su escasa reserva de agua lo hace depender de la red urbana de hidrantes; no obstante, es suficiente para muchos siniestros utilizando la manguera de pronto socorro. En concreto en el Parque de Puertollano es utilizada como vehículo de primera intervención para accidentes de tráfico e incendios urbanos en lugares de difícil acceso. 24 Características FOGTEC KFT 40/120 - Motor eléctrico trifásico 380/400 V-50Hz11KW - Bomba de alta presión - Caudal de 40 l/min a 120 bar - Válvula de seguridad - Tubería by-pass - Válvula de bola en la succión - Acoplamiento al depósito de agua - Devanadera de construcción metálica con rebobinado eléctrico - Manguera de alta presión 3/8”x60m de longitud, que permite acoplarse a la devanadera - Panel de control - Devanadera manual y manguera de alta presión de 60m de repuesto - 2 Lanzas de extinción de 5 efectos, marca FOGGUN 5 Componentes de motor y bomba 1 Motor eléctrico 2 Junta y Acoplamiento 3 Bomba de Alta presión 4 Válvula de Seguridad 5 Descargador (bypass) 6 Embellecedor 7 Filtro y Reductor de Presión 8 Acoplamiento 9 Tapa de acoplamiento 10 Válvula de Bola “llenado de depósito” 11 Válvula de Bola “Depósito/hidrante” 12 Filtro 13 Refrigerador de agua 14 Válvula de Drenaje 15 Conexión al Depósito de Agua 16 Conexión de Retorno de Línea 17 Acoplamiento con Seguro 18 Interruptor de Motor 19 Medidor de Horas 20 Luz “Fallo de Motor” 21 Luz “Motor Funcionando” 22 Adaptador de Alto Voltaje 23 Manómetro de Alta Presión 24 Manómetro de Baja Presión 25 Válvula de Bola “Arranque” 26 Válvula de Bola “Espuma” 27 Panel 28 Depósito de Espumógeno de 20l 29 Tubo de Aspiración 30 Inyector 31 Bandeja de Depósito de Espuma 32 Devanadera de Manguera 33 Rueda Manual 34 Manguera de Alta Presión DN12 35 Canal de Manguera 36 Soporte de la Lanza FOGGUN 25 Capítulo 2. Bombas de los vehículos del parque de bomberos de Puertollano LANZA FOGGUN 5 I Gatillo de la lanza II Válvula de bola de alta presión con palanca de seguridad para la selección de tipo de chorro III Tubo central con tubos de presión IV Cabeza de boquillas con 12 nebulizadoras y boquilla de nebulización central 2.4.2. Bomba GODIVA GP 10/10 Portable Fire Pump La bomba Godiva GP 10/10 es una unidad completamente autónoma, que proporciona un rendimiento continuo de 1000l/min a 10 bares a una altura de impulsión de 3 metros. En este rendimiento, es la bomba más pequeña y compacta de este tipo en el mundo. Esta unidad fue probada durante un largo período de evaluación y cuenta con el sello de aprobación en servicios de bomberos profesionales. 26 Capítulo 2. Bombas de los vehículos del parque de bomberos de Puertollano Características de GODIVA GP 10/10 - Estructura de protección compacta de acero inoxidable y bomba completamente de aluminio. - Sistema de refrigeración de circuito cerrado con termopermutador - Motor Honda de 4 tiempos, eje vertical y 3 cilindros, con sistema de ignición electrónico - Protección electrónica de sobrevelocidad del motor - Sistema de protección con decelerador automático - Deposito de combustible de 14 litros - Sistema de cebador por expulsión de gases de escape - Válvula de salida con racor de tipo Barcelona Datos de rendimiento - Velocidad máxima recomendada: 600 rpm - Presión de salida máxima: - Caudal máximo: 2100 l/min - Peso (en seco): 95 kg - Dimensiones (L x A x H): 675x496x606 mm - Tiempo de cebado a 7,2 m: 24 seg. - Capacidad de refrigerante: 6 litros - Capacidad de aceite: 2,2 litros - Capacidad de combustible: 14 litros (1 hora de funcionamiento) Cebador por expulsión de gases de escape El cebado se realiza mediante la expulsión de gases de escape. Con el motor en marcha y la bomba cebada, los gases de escape pasan desde el colector de escape a través del alojamiento del expulsor hacia el silenciador. El expulsador se hace operativo cuando la biela de operación del cebador es empujado al límite de su desplazamiento. Cuando se ha completado el cebado de la bomba (indicado por el movimiento positivo de aguja del testigo de presión de la bomba) 27 Capítulo 2. Bombas de los vehículos del parque de bomberos de Puertollano la biela de operación del cebador se libera y vuelve a su posición estática, haciendo que se abra la válvula de mariposa. 2.4.3. Bomba hidráulica LUKAS PT-6R Esta máquina consta de dos émbolos de distinto tamaño interconectados. Cuando se aplica una fuerza F1, al émbolo más pequeño, la presión en el liquido (aceite) aumenta el F1/ A1, la cual se transmite en todas direcciones. Al llegar al émbolo más grande, transmite al mismo una fuerza F2 que será igual al incremento de presión por el área A2: Si A2, es mucho mayor que A1, puede utilizarse una fuerza pequeña F1, para ejercer otra mucho más mayor F2, que permita levantar un peso considerable situado sobre el émbolo grande. Por ejemplo si la sección A2 es veinte veces mayor que la A1, la fuerza F1 aplicada sobre el émbolo pequeño, se ve multiplicada por veinte en el émbolo grande. Hay que hacer notar que como ocurre con toda máquina, ésta intercambia trabajo y por lo tanto el desplazamiento del pistón pequeño es superior al grande, el cual se moverá más lento. Este grupo hidráulico es accionado por un motor eléctrico conectado al alternador del camión. Tienen la capacidad de operar simultáneamente dos o más herramientas. Debido a su peso, generalmente se encuentran instaladas en una bandeja extraíble del vehículo. De manera manual, el motor eléctrico se acciona una bomba de pistón radial de una 28 o dos fases capaz de dar presión al fluido hidráulico. Como fluido hidráulico se usa aceite mineral. Siendo un equipo diseñado para dar una presión admisible de 720 bar (NIKE) de manera independiente y fiable. Por encima de esta presión la herramienta no ofrece garantía de funcionamiento, pudiéndose producir roturas si se excede esta presión. Características de la bomba hidráulica LUKAS PT-6R - Accionamiento : 230V eléctrico - Conexión: 2 herramientas - Funcionamiento simultaneo: 2 herramientas - Potencia: 2.2kW - Presión máxima de servicio: 720 bar - Caudal con presión alta/baja: 2x2,55–2x 0,7 l/min - Cantidad de aceite hidráulico aprovechable: 4,8 litros - Medidas: 810 x 440 x 590 mm - Peso: 79 kg - Longitud de manguera: 2 x 20 m Capítulo 2. Bombas de los vehículos del parque de bomberos de Puertollano 2.4.4. Bomba hidráulica portátil NIKE GS-2L El principio de funcionamiento es similar al anterior, con la diferencia de que ésta es accionada por un motor HONDA de combustión de 4 tiempos. Debido a la diversidad de accidentes de tráfico que atendemos y las diferentes situaciones que nos podemos encontrar, nos obliga a tener una bomba hidráulica portátil que pueda ser transportada a los lugares donde los vehículos no pueden acceder. Características de la bomba hidráulica LUKAS GS-2L - Accionamiento: motor de combustión - Conexión: 2 herramientas - Funcionamiento simultaneo: 2 herramientas - Potencia: 1,95kW - Presión máxima de servicio: 630 bar - Caudal con presión alta/baja: 2x2,55–2x 0,7 l/min - Cantidad de aceite hidráulico aprovechable: 3,5 litros - Medidas: 457 x 310 x 442 mm - Peso: 25 kg - Longitud de manguera: 2 x 20 m 2.4.5. Bomba hidráulica manual LH 1 Esta bomba, utilizando el mismo principio de funcionamiento que las anteriores, la utilizamos para llegar a lugares inaccesibles para el resto de herramientas hidráulicas, junto a la herramienta que aparece en la fotografía que se llama cortapedales, se utiliza para cortar los pedales de los vehículos y otras partes metálicas de difícil acceso. Características de la bomba hidráulica LUKAS LH 1 - Accionamiento: manual - Conexión: 1 herramienta - Presión máxima de servicio: 500 bar. - Cantidad de aceite hidráulico aprovechable: 3,5 litros - Medidas: 520 x 100 x 140 mm - Peso: 5 kg 2.5 MÓVIL 207 La Autobomba Urbana pesada es un vehículo usado por los Servicios de Extinción de Incendios y Salvamento, cuya aplicación es en zonas urbanas. Su dotación y elementos extintores permiten resolver la mayoría de siniestros urbanos considerados normales. Su aplicación más indicada es en zonas urbanas por sus dimensiones y potencia que le 29 Capítulo 2. Bombas de los vehículos del parque de bomberos de Puertollano permiten una fácil maniobrabilidad y callejeo, así como resolver la mayoría de siniestros urbanos normales debido a su completo equipamiento. Su reserva de agua y la potencia de su bomba hidráulica, especialmente con el uso de mangueras de pequeño diámetro y alta presión, le permiten una enérgica intervención en incendios. Cuenta con un monitor en la parte superior que le permite lanzar agua a un caudal de 2500l/min. Cuenta con 3500 litros de agua, que le permite atender intervenciones fuera del término municipal de Puertollano. Hay que recordar que el ámbito de actuación es grande y que podemos ser requeridos para siniestros a más 80 km del Parque, por lo que se necesitan vehículos con una gran autonomía como éste. En su dotación cuenta con una turbobomba y una electrobomba para intervenir en inundaciones. 2.5.1 Bomba rotativa centrífuga ROSENBAUER NH-20 La bomba se compone principalmente de la carcasa, impulsores, eje, difusores y empaquetadura. El agua entra en el rodete procedente de la entrada de aspiración. Este proceso se denomina alimentación axial, ya que el agua fluye en dirección al centro del 30 eje. Posteriormente es desviada por el rodete. Aquí se produce una deflexión de 90 grados y sale del rodete en dirección perpendicular al eje. Por tanto se produce una descarga radial. La salida de agua depende principalmente del efecto de la fuerza centrífuga. Existe una holgura entre el rodete y el difusor. Éste es estacionario y fijo al cuerpo de bomba. La holgura es necesaria para prevenir el rozamiento entre ambos. La energía de una corriente líquida consta de componente cinética y componente presión. La componente de velocidad cinética puede transformarse en presión. El agua sale del impulsor con una velocidad muy alta; la transformación de velocidad a presión tiene lugar en el difusor. Las canalizaciones están dimensionadas de forma que la componente de velocidad de impulsión sea tan pequeña que pueda despreciarse en comparación con la componente presión. Por tanto la altura de aspiración de la bomba solo se compone de la suma de las indicaciones del manómetro y del vacuómetro. Hay que tener precaución de tener la bomba en funcionamiento con las válvulas cerradas, ya que se puede producir calentamiento. Capítulo 2. Bombas de los vehículos del parque de bomberos de Puertollano Características ROSENBAUER NH-20 Caudal máximo en baja presión: 2000l/min a 10 bar Caudal máximo en alta presión: 400 l/min a 40 bar Materia: aleación ligera Sentido de giro: derechas Aspiración: Φ 4” con racor STORZ Aspiración desde tanque: Válvula de mariposa Φ 4” Salidas de impulsión baja presión: 2 salidas 70mm Φ Salidas de impusión alta presión: 2 salidas 25mm Φ Llenado de tanque: Llave de bola Φ 1” Accionamiento: Transmisión desde la toma de fuerza Caja de engranajes Tipo: ROSENBAUER GB 311 Relación: 30:31 Material: aleación ligera Sistema de cebado Tipo: ROSENBAUER Material: aleación ligera Modo de trabajo: bomba con pistones Accionamiento: cirrea dentada Porporcionador de espuma incorporado Tipo: ROSENBAUER FIX-MIX Material: aleación ligera Características: Hasta 150 l/min Proporción: Manual ajustable al 3% y 6% Tanque de agua Capacidad: 3500 l Material. Chapa de acero inoxidable de 3mm de espesor electrosoldada Boca de hombre: 1 Φ 450mm, con válvula de seguridad Medidor de nivel: fludómetro Llenado: Llave de bola Φ 1” Tanque de espuma Capacidad: 100 litros Material: Chapa de acero inoxidable, integrada en la cisterna Medidor de nivel: fludómetro Monitor Modelo: ROSENBAUER RM 24 M Caudal: 2500l/min Control: manual Descripción de funcionamiento La etapa de baja presión y las tres de alta están montadas en serie sobre el eje de la bomba, como se puede apreciar en el dibujo. La disposición opuesta de los rodetes de alta y de baja proporcionan un equilibrio perfecto de la carga axial. Esto garantiza un desgaste mínimo y una duración máxima de los cojinetes y del eje de la bomba. El eje está fabricado de acero inoxidable y gira en la caja de engranajes apoyado en dos cojinetes de bolas y en el cuerpo de bomba apoyado en un cojinete de agujas. Este cojinete tiene un conducto de lubricación y necesita un engrase una vez al año. La empaquetadura se encarga de dar la estanqueidad necesaria en ambos lados de la bomba (aspiración e impulsión) y puede reponerse sin desmontar la bomba, por medio de un tornillo de relleno. La bomba centrífuga, los rodetes y los difusores se fabrican de aleación ligera resistente a la corrosión. 31 Capítulo 2. Bombas de los vehículos del parque de bomberos de Puertollano del cebador en posición 0, de forma que la válvula de bola se cierre y la correa se destense. Si la columna de agua se rompe, hay que repetir el proceso. Cebador de doble pistón ROSENBAUER La bomba lleva instalado un cebador que le proporciona el vacío necesario para producir la columna de agua. El cebador de doble pistón, está montado sobre la caja de engranajes. Se acciona a través de una correa dentada y un tensor de rodillo. Debe conectarse solo durante el proceso de cebado. Cuando ponemos en marcha el cebador nos sirve para desairear la bomba y aspirar agua. La conexión se efectúa mediante una palanca. Al accionar este mando, la válvula que comunica el cebador con la aspiración se abre. Simultáneamente, la correa que lo mueve, se tensa mediante un cable que actúa sobre un rodillo tensor. Así, el cebador adquiere la misma velocidad que la bomba; una excéntrica mueve dos pistones enfrentado. Debido a este movimiento, se produce alternativamente vacío y sobrepresión. Al producirse la aspiración, el aire entra por la ventana que deja abierta el pistón en su recorrido. Simultáneamente, la otra membrana está en fase de presión, por lo que se despega de su base y expulsa el aire aspirado. La membrana son del tipo diafragma. Cuando el agua llega al cebador, el proceso de cebado está completo. Coloque la palanca 32 Capítulo 2. Bombas de los vehículos del parque de bomberos de Puertollano espumante a través de la sección que deja el cono dosificador y se mezcla con el agua. 2.5.2. Turbobomba Proporcionador automático de espuma de alta y baja presión. FIX-MIX Es el nombre de una unidad adicional que se monta en la bomba con el objeto de mezclar el espumante con el agua a una proporción fija, independientemente de la presión y el caudal. El FIX-MIX se debe desconectar cuando no se utiliza espumante. Dependiendo de la descarga de agua y de la presión, existe un cono que asciende más o menos. Este movimiento se trasmite al dosificador de espuma. Cuando se activa el proporcionador por medio de un mando en el panel de control de la bomba, la válvula de espumante se abre y el inyector empieza a trabajar. Se aspira el Es una bomba centrífuga de reducido tamaño (en torno a 30cm de diámetro por 30 cm de alto) construida en aleación ligera que, a diferencia de las anteriores, es accionada mediante una circuito cerrado de agua a presión. Consta de dos cuerpos bien diferenciados y totalmente independientes, con sendos impulsores conectados mediante un eje vertical. El cuerpo superior cuenta con una entrada de 70 mm, por donde se suministra el agua presión desde una fuente de abastecimiento (generalmente un vehículo autobomba). Esta agua a presión mueve un rotor y la devuelve al vehículo creando un circuito cerrado, sin ningún consumo de agua. El movimiento de este rotor se transmite a una turbina solidaria con ésta que se encuentra en el otro cuerpo de la bomba. El agua residual llega hasta ésta por medio de un filtro y sale impulsada por una salida del 70 mm de diámetro. La turbobomba posee una válvula de alivio en el cuerpo superior que sirve para vaciar el agua del circuito de impulsión y así poder desmotar la instalación de mangueras una vez utilizada. 2.5.3 Electrobomba SIME P180 M Es accionada por un motor eléctrico, se emplea en achique de agua en pozos y bajos inundados. Este modelo es de eje vertical, con el motor alojado en la carcasa y con los cierres bañados en aceite, logrando una total estanqueidad del mismo. Al trabajar sumergida, no necesita cebado y puede ser utilizada en lugares inaccesibles para otros tipos de bombas. 2.6. MÓVIL 215 Es considerado como un VIR (Vehículo de Intervención Rápida). Se trata en líneas generales de un vehículo pick-up con bastidor de tipo todo terreno, 33 Capítulo 2. Bombas de los vehículos del parque de bomberos de Puertollano Capítulo 2. Bombas de los vehículos del parque de bomberos de Puertollano con carrocería de aluminio al cuál se le ha acoplado una bomba con motor de explosión de 4 tiempos que es capaz de proporcionar hasta 100 atmósferas de presión. Su principal aplicación está orientada a desarrollar tareas rápidas y eficaces en siniestros de tipo forestal, principalmente debido a su reducida dimensión y a su gran manejabilidad en este tipo de siniestros. Debido a la inaccesibilidad de algunas zonas de Puertollano por su situación entre valles, este vehículo nos permite llegar a lugares donde no se puede acceder con vehículos pesados. 2.6.1. Equipo de alta presión AAP100-40iGE La bomba esta unida al motor un mecanismo que comprende el cigüeñal con los dos rodamientos principales, las bielas y los émbolos guía con sus retenes. El cuerpo de bomba que está unido al mecanismo por medio de unos espárragos se compone de dos partes principales: prensa-estopas y válvulas. En el cuerpo de válvulas hay una válvula de aspiración y una de impulsión por cada pistón. Esta bomba cuenta con un inyector de espumogeno que está compuesto por una válvula antirretorno, una válvula de cierre de bola y una conexión enchufe rápido en la parte frontal del cuadro para tubo de plástico con espadín de acero inoxidable. 34 Características del la bomba - Tipo de bomba: NP 25/41-170 - Nº de pistones: 3 - Diámetro de pistones: 25mm - Carrera: 20mm - Velocidad max. de la bomba: 1450 rpm - Caudal máximo: 40 l/min - Presión de impulsión: 60-90 bar - Presión máxima de bomba: 170 bar - Potencia absorbida máxima: 8 Kw (11Cv) - Presión de tarado: 90 bar Características del motor Marca y modelo Honda IGX-440 Combustible Gasolina Potencia motor 15Cv Velocidad máxima 3600 rpm A continuación se muestra el despiece de la bomba: 1 2 3 3A 4 5 6 6A 7 8 8A 9 10 11 12 13 14 15 Cárter Varilla nivel aceite Tapa cárter Visor aceite Junta tórica Tapón Tornillo cilíndrico Arandela Grover Tapa cojinetes Tapa cojinetes Disco de ajuste Junta tórica Tornillo hexagonal Retén Rodamientos rodillo Cigüeñal Llave de ajuste Biela 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 conjunto de pistón Bulón de pie de biela Junta adaptador de juntas Junta tórica Junta tórica Junta Anillo soporte Anillo retorno goteo Cuerpo de válvula Asientode vávula Plato de válvula Resorte de válvula Tapa de muelle Junta tórica Tapón Junta Tornillo Hexagonal 35 Capítulo 2. Bombas de los vehículos del parque de bomberos de Puertollano 2.7. MÓVIL 209 Es considerada una BNP (autobomba nodriza pesada). Por sus dimensiones pueden maniobrar en lugares y situaciones con vías de acceso normales, en el caso de Puertollano es un vehículo que por su tamaño hace imposible su acceso a la mayoría de las calles de la ciudad. Por su reserva de agua, potencia de la bomba hidráulica y material para instalaciones de manguera pueden efectuar una enérgica acción en incendios cuando no se precisan otros elementos, tanto alimentando a otro vehículo como actuando directamente. En la dotación de material se incluyen elementos para su propio abastecimiento de agua aún en condiciones difíciles. Debido a que tiene casi 30 años de antigüedad esta prácticamente en desuso. 2.7.1 Bomba rotativa centrífuga ZIEGLER FP 48/8 2H Características bomba ZIEGLER FP 48/8 2H Tipo: Centrífuga con dos rodetes de impulsión y una etapa de baja presión 36 Material: Aleación ligera Eje: Acero inoxidable Tipo cebado: TROKOMAT Refrigeración: Independiente del motor Boca aspiración: Diámetro 150mm con racor Storz y tapón Conducto cisterna: Diámetro 6 pulgadas, conectado al conducto de aspiración, con válvula de mariposa Conducto de llenado de cisterna: Diámetro 2 pulgadas con válvula de bola Bocas de impulsión 70mm: 7 bocas de impulsión Bocas de impulsión 25mm: 2 conectadas a dos carretes de pronto socorro Rendimiento: 5000 l7min a 8 bar Capítulo 2. Bombas de los vehículos del parque de bomberos de Puertollano parte de la trayectoria desde la posición de “bloqueo” a “ apertura”. Cuando la bomba se ha puesto en marcha, el TROKOMAT conecta automáticamente (ruido de traqueteo). En el funcionamiento de achicamiento o para cerrar brevemente los receptores de agua, la presión de la bomba debería ser suficientemente alta (2-3 bar) para el TROKOMAT no expulse agua. SISTEMA DE CEBADO TROKOMAT Constituye una bomba émbolo seco propulsado mediante una excéntrica en el árbol de la bomba, con ventilación automática. En la caja de engranajes o en el envuelto de la bomba centrífuga de extinción están sujetadas por bridas y tapas de cilindros en ambos lados, donde está alojado el émbolo, que es impulsado mediante una excéntrica en el árbol de la bomba. La aspiración tiene lugar, cuando la palanca manual ha recorrido más o menos una cuarta 37 CAPÍTULO 3. HERRAMIENTAS Y EQUIPOS CONTRA INCENDIOS Y SALVAMENTO DEL PARQUE DE BOMBEROS DE PUERTOLLANO 1. Introducción El racor Barcelona nació en una fundición de Sabadell y patentado por Teodoro Sanmartín, siendo adoptado por el Cuerpo de Bomberos de Barcelona, por bomberos de la Diputación y por los bomberos de las principales ciudades de Cataluña. El mes de Octubre de 1969 se produjo un incendio sin precedentes en España por su magnitud en la Refinería de Petróleos de Escombreras (Cartagena) donde en principio acudieron los bomberos mas cercanos de Cartagena y de Murcia, también acudieron bomberos del Ejercito del Aire y de la Marina de Guerra Española a los que se fueron sumando vehículos y bomberos de las principales ciudades de todo el país, lo que en principio supuso un problema al constatar que los racores de las instalaciones de la refinería eran el estándar americano con rosca macho-hembra, mientras que vehículos de las principales ciudades de España que habían acudido al lugar (al carecer de una normativa al respecto) iban equipados, los unos con el racor Barcelona, otros con el racor ingles, con racor francés y con el racor alemán lo que de entrada les supuso un inconveniente que rápidamente solventaron con la idea de bombero de adaptar el racor Barcelona a las salidas de bomba y cañones monitores de las 39 Capítulo 3. Herramientas y equipos contra incendios y salvamento del parque de bomberos de Puertollano instalaciones de la refinería, el racor español de latón que mejor se acoplaba (soldándolo) al racor de latón americano de la refinería y del cual había más disponibilidad en cantidad de racores, derivaciones, reducciones y accesorios que se necesitaban. El resultado fue tan satisfactorio, que los principales cuerpos de bomberos del país después de trabajar ocho días con él, elogiaron al único racor de patente española que había acudido al lugar, el racor Barcelona y como consecuencia al poco tiempo se dio paso al decreto que a nivel nacional (RD 824/1992 por el que se determinan los diámetros de las Mangueras contra incendios y sus Racores de conexión. Posteriormente en el año 1998 aparecería la norma UNE 23400 sobre racores contra incendios), disponía que las mangueras y equipos contra incendios de toda España tenían que ir racoradas con el racor español denominado Racor Barcelona. En los años 70 el racor Barcelona fue perfeccionado, fabricándose en duraluminio lo que evitaba que alguna de las tres patas de ajuste se doblaran ante un pequeño golpe y además una pestaña interior sujetaba la volandera de goma evitando que esta se desprendiera ante presiones elevadas. A partir de entonces ya no fue necesario que los bomberos lleváramos volanderas de goma de recambio de 45 y de 70 en nuestros bolsillos y también se elimino de los vehículos el llamado “calibre de racores” que a golpe de mazo se introducía entre las tres “orejas” del racor dañado volviéndolas a su lugar. espumante), desde una fuente de suministro hasta el lugar donde se está produciendo el incendio. Partimos de una instalación básica, compuesta por una bomba, una manguera y una lanza. Para poder extinguir el fuego, deberemos conseguir que por la lanza salga un caudal de fluido acorde con la carga de fuego, además provisto de rapidez para poder alcanzar el incendio desde una distancia segura. A continuación, se exponen los elementos necesarios. Una instalación básica de ataque consta de una línea de aproximación, formada por una manguera de diámetro 70 mm para evitar las pérdidas de carga, ya que transportará un gran caudal. Tiene su origen en la autobomba y finaliza en una bifurcación, donde es posible reducir o cortar el caudal de la instalación, por eso se denomina punto de maniobra. A partir del mismo se conectan las líneas de ataque que llevan el agente extintor hasta el punto de ataque, donde se encuentra situada la lanza para atacar el incendio. En el caso de que se utilice la columna seca de un edificio, existirán dos puntos de maniobra uno situado en la toma de fachada y otro en la toma de planta. 2. Instalaciones hidráulicas de bomberos 2.1 Instalación básica La instalación hidráulica de extinción tiene por objeto llevar un fluido agente extintor (agua o 2.1.1. Mangueras y mangotes En las instalaciones hidráulicas de bomberos, la conducción del fluido empleado en la extinción se lleva a cabo mediante lo 40 Capítulo 3. Herramientas y equipos contra incendios y salvamento del parque de bomberos de Puertollano que se denominan mangueras. Éstas han evolucionado desde las antiguas de lino hasta las actuales, compuestas por un tubo de neopreno recubierto con una o varias capas externas de fibrasintética o textil y una capa externa decaucho, con el fin de darles resistencia y robustez. los mangotes utilizados en la aspiración de las bombas montadas en los vehículos tiene un diámetro de 100 mm., aunque también existen de 45 y 70 mm., para su utilización con las motobombas. Las mangueras posen una longitud entre los 15 y 40 m., las cuales se almacenan plegadas habitualmente de un modo denominado enrollado doble. Los mangotes tienen una longitud de alrededor de 2 m. y dada su rigidez no pueden plegarse. 2.1.2 Racores Se pueden clasificar según su rigidez en flexibles que son aquellas que al plegarlas son planas, adoptando su sección circular cuando circula el fluido de extinción a presión. Las semirrígidas, mantienen siempre la forma circular estén o no sometidas a presión. Losservicios de extinción de incendios, utilizan generalmente las mangueras planas en las instalaciones de impulsión. Para aspiración, no se pueden emplear mangueras flexibles, ya que no están diseñadas para soportar presiones manométricas negativas, por lo que se utilizan unas mangueras espaciales rígidas formadas por una base de caucho reforzadas con un entramado metálico, que se denominan mangotes. La mangueras en España tiene los siguientes diámetros de 25, 45 y 70 mm.. En cuanto a Para conectar estos tramos de manguera y mangotes y así montar la instalación, se emplean unos dispositivos especiales de unión que se denominan racores. Estos dispositivos 41 Capítulo 3. Herramientas y equipos contra incendios y salvamento del parque de bomberos de Puertollano también sirven para unirlas a los hidrantes, lanzas, bombas y de más elementos de la instalación. Existen varios tipos de racores, pero en España la reglamentación obliga al uso de un racor normalizado para las mangueras, es el denominado racor de patillas o tipo Barcelona (1), cuyas características y forma se rigen por la norma UNE 23400. Este racor esta formado por tres piezas de conexión formando un ángulo de 120º entre ellas, éstas permiten que el acoplamiento entre dos de ellos sea simétrico, sin que haga falta la existencia de un racor macho y otro hembra. En la actualidad los racores son de aluminio, que ha sustituido a los antiguos de bronce. Para los mangotes no se puede utilizar este racor, por lo que se emplea otro tipo de origen alemán denominado racor Storz (2), que si bien no esta normalizado, es de uso general por los servicios de bomberos. Al contrario que el racor tipo Barcelona el cual se puede realizar la maniobra desconexión y desconexión de manera manual, el racor Storz necesita de una herramienta especial para el acoplamiento (3). Habitualmente tiene incorporadas válvulas de cierre en las salidas de diámetro inferior. Existen bifurcaciones, para casos especiales en los que la entrada y salida tiene el mismo diámetro. Las reducciones tienen como objeto unir racores de distinto diámetro, las más usuales son de 70 a 45 mm. y de 45 a 25 mm. También existen reducciones entre racor de 100 mm. tipo Storz a 70 mm. tipo Barcelona, para situaciones especiales. 2.1.4 Lanzas Capítulo 3. Herramientas y equipos contra incendios y salvamento del parque de bomberos de Puertollano una transformación de la energía de presión, que le está suministrado la bomba, en energía cinética (ecuación de descarga). De esta manera, el agua adquiere una rapidez superior a la que llevaba dentro de la conducción, lo que le permite, alcanzar, o sea ser lanzada a una distancia suficiente para que no sea necesario acercarse en exceso al fuego y poderlo extinguir con seguridad. Esta velocidad junto con la sección de salida fija el caudal. Además de proporcionar el alcance y caudal necesario para la extinción, la lanza debe permitir regular el chorro de salida para adquirir diferentes configuraciones, según las necesidades y circunstancias de la extinción. La posición de chorro recto se usa cuando se necesita una gran fuerza de extinción concentrada en un sitio de difícil acceso. En posición chorro de pulverización ancha crea una cortina de agua con el fin de proteger a los que están manejando la lanza y por último el chorro de pulverización estrecha, que es una posición intermedia entre los dos anteriores, es el ideal para atacar el fuego con seguridad. En función del diámetro de la manguera en la que van conectados, podemos encontrar lanzas para los tres diámetros de manguera: 25, 45 y 70 mm. El rango de caudales para cada tipo de diámetro es, para el diámetro de 25 mm entre 30 – 200 lpm para 45 mm entre 120 – 500 lpm y para 70 mm. Entre 300 – 1000 lpm. La norma UNE - EN 15182:2007 lanzas de manguera manuales destinadas a los servicios contra incendios define los siguientes tipos de lanzas: chorro pleno, (Tipo 1) Forma de chorro variable a caudal variable, (Tipo 2) Forma de chorro variable a caudal constante, (Tipo 3) Forma de chorro variable a caudal constante, seleccionable y (Tipo 4) presión constante (Subtipo 4.1 forma del chorro variable a presión constante y Subtipo 4.2 forma del chorro variable y caudal seleccionable a presión constante). Las utilizadas en el Parque de Bomberos de Puertollano son Subtipo 4.2 chorro variable y caudal seleccionable a presión constante. 2.1.3. Bifurcaciones y reducciones Por ultimo hablaremos de las bifurcaciones y de las reducciones. Las primeras son piezas de unión entre mangueras que tiene por objetivo repartir el caudal en dos chorros. Las más comunes son las que tiene una entrada de 70 mm. y dos salidas de 45 mm. o una entrada de 45 mm. y dos salidas de 25 mm. 42 La lanza es un dispositivo hidráulico situado al final de la manguera, responsable de establecer el caudal que circula par la instalación. Al pasar el agua a través de un estrechamiento que posee la lanza se produce 43 Capítulo 3. Herramientas y equipos contra incendios y salvamento del parque de bomberos de Puertollano 2.2. Herramientas hidráulicas de descarcelación El corte y separación se realiza en frío, por lo que son muy seguras al no generar chispas que pudiesen provocar incendios, también al ser silenciosas no generan más estrés a las víctimas, siendo al mismo tiempo muy válidas al poder trabajar bajo el agua. Trabajan mediante aceite a presión utilizando normalmente presiones de trabajo de 720 bares. 2.2.1 Cizalla NIKE SERIE LS 200 EN tipo tijera. La alta presión hidráulica utilizada permite que esta herramienta pueda ejercer una fuerza enorme. Todo este tipo de herramientas tienen un accionador manual de control que se usa para determinar el movimiento de las cuchillas. En posición neutra no se crea presión y el aceite vuelve sin presión a la bomba. Si se libera el accionador retorna automáticamente a la posición neutral y se detiene el movimiento de las cuchillas. Características técnicas NIKE LS 200 EN Dimensiones: 663x190x163 Apertura de cuchillas: 125mm Peso con relleno de aceite incluido: 11,7 Kg Presión de servicio: 630 bares máx. Cantidad de aceite utilizable: 0,2 litros 2.2.2 Separador NIKE LSP 40 EN Capítulo 3. Herramientas y equipos contra incendios y salvamento del parque de bomberos de Puertollano Es una herramienta concebida para ser utilizada por una o dos personas. Mencionar que el peso de esta herramienta es considerable, alrededor de 20 kg, por lo que se necesita destreza y fuerza, siendo a veces conveniente que sean utilizadas por dos personas. El separador puede llevar puntas de separación, éstas se pueden sustituir por ganchos con cadenas de tracción o por cuchillas cortantes. Para poder realizar las sustituciones es sencillo, basta con separar los brazos ligeramente, retirar los pasadores que suelen llevar, retirar el primer accesorio y colocar el que se desea, colocando de nuevo los pasadores. Características de NIKE LSP 40 EN Fuerza de separado: 230 kN Distancia de separado: 720 mm Fuerza de tracción: 46 kN Dimensiones: 790 x 299 x 180 Peso dispuesta para servicio: 19,6 kg Presión de servicio: 630 bares máx. Cantidad de aceite utilizable: 0,25 litros El cilindro también conocido como ram es un equipo que se utiliza durante las operaciones de rescate para forzar elementos estructurales o separar componentes de vehículos. El cilindro (ram) puede alcanzar una gran longitud de separación siendo lo suficientemente pequeño para adaptarse a espacios reducidos. Tiene en sus extremos dos cabezales en cruz con el fin de facilitar el agarre. Está concebida como una herramienta que puede ser utilizada por una sola persona. Es importante comprobar la cantidad de pistones que forman el equipo, las longitudes de los mismos y la pérdida de fuerza máxima de empuje que va a tener el equipo conforme vayan saliendo los progresivos pistones. Características NIKE LZR 12/500 EN Fuerza de elevación: 120 kN Carrera embolo: 500 mm Longitud retraído: 680 mm Dimensiones: 171 x 82 mm Peso: 18 kg Presión de servicio: 630 bares máx. Cantidad de aceite: 0,8 litros 2.2.3 Cilindro RAM NIKE LRZ 12/500 EN 2.2.4 Cortapedales NIKE LH 1/0,5-70 La cizalla se usa en las operaciones de rescate para cortar elementos estructurales. Esta herramienta es una de las piezas del equipo de rescate que hace posible llegar a las víctimas. Puede también cortar en determinados lugares con el fin de debilitar la construcción. La cizalla se ha concebido como una herramienta de manual que puede ser utilizada por una sola apersona. En la parte frontal de la cizalla hay dos cuchillas que funcionan con un movimiento 44 El separador se usa en las operaciones de rescate para separar, comprimir o traccionar (colocando los ganchos y cadenas) elementos estructurales para que puedan ser más fáciles de cortar posteriormente. 45 Capítulo 3. Herramientas y equipos contra incendios y salvamento del parque de bomberos de Puertollano Capítulo 3. Herramientas y equipos contra incendios y salvamento del parque de bomberos de Puertollano La cizalla cortapedales se usa en las operaciones de rescate para cortar elementos estructurales de pequeño tamaño. Puede también cortar en determinados lugares con el fin de debilitar la construcción. La cizalla está concebida como una herramienta manual que puede ser utilizada por una sola apersona. La alta presión hidráulica utilizada permite que esta herramienta pueda ejercer una fuerza enorme. Tradicionalmente y de ahí su nombre se utiliza para descarcelar las piernas de los ocupantes de los vehículos cuando quedan atrapados entre pedales de freno, acelerador o embrague. Características NIKE KH 1/0,5-70 Presión de trabajo Capacidad de aceite Dimensiones Peso incluido aceite 46 47 CAPÍTULO 4. BOMBAS ROTATIVAS CENTRÍFUGAS. POSIBLES FALLOS Y SOLUCIONES 1. Introducción Siete de las bombas que se utilizan en el parque de bomberos de Puertollano son rotativas centrífugas, por lo que en este capítulo se hará un estudio de sus posibles fallos y las soluciones que podremos emplear en cada caso. A continuación enumeraremos los modelos de bombas que están dentro de esta categoría. Bombas rotativas centrífugas Vehículo Modelo ZIEGLER FP 16/8; FPH 40-250-3 Móvil 204 HONDA WV 20 XT GODIVA GP 10/10 Portable Fire Móvil 206 Pump ROSENBAUER NH-20 Móvil 207 TURBOBOMBA SIME P 180 M Móvil 209 ZIEGLER FP 48/8 2H 49 Capítulo 4. Bombas rotativas centrífugas. Posibles fallos y soluciones 2. Listas de problemas en bombas centrífugas Instrumentos de medición mal calibrados o funcionamiento deficiente Causa Las causas pueden ser múltiples: - Vibraciones mecánicas: Movimientos periódicos que producen deformaciones y tensiones sobre un medio continuo. Si el movimiento se produce de manera regular y repetitiva alrededor de una posición de equilibrio se habla de una oscilación. - Pulsación: Aumento y disminución rítmica de una cantidad determinada, por ejemplo presión, caudal. - Temperatura: Grado de calor o frío medido en una escala determinada. - Sobrepresión: Un instrumento sometido a una presión superior al límite sufre daños en el elemento sensible. Se debe distinguir entre picos de sobrepresión puntuales y una sobrepresión continua. - Corrosión: Destrucción gradual del material causada por ataques químicos, en nuestro caso componentes provenientes de los diferentes espumógenos. - Obturación: Limitar o impedir el flujo debido a sustancias ajenas que se adhieren a los conductos del fluido. - Uso inadecuado: Mal manejo o aplicaciones inadecuadas. Mantenimiento correctivo Sustitución del manómetro y realizar test de vacuosecado. Test de vacuosecado Un parte esencial es asegurar que la bomba, mangueras y acoplamientos conserven su estanqueidad. Procedimiento: - Trabaje con la bomba durante un corto periodo de tiempo (a una presión de 8 bares). Compruebe la firmeza de las empaquetaduras. - Vacíe la bomba. - Coloque un racor con tapa en la conexión de aspiración (si va a verificar el estado de los mangotes, acóplelos a la conexión de aspiración y coloque un racor con tapa en el otro extremo). - Cierre los grifos de vaciado y las salidas de impulsión. - Conecte la bomba y realizar el cebado. Cuando verifique solo la bomba, se deberá alcanzar un vacío 0,9 bar en unos pocos segundos. Si también se verifican los mangotes, 6 tramos de mangote con una longitud total de 9,6 metros, se deberá alcanzar un vacío de 0,8 bar en menos de un minuto. Si el reloj del manovacuómetro no muestra reacción durante el cebado o retrocede rápidamente, la bomba tendrá pérdidas. Si no puede encontrar la pérdida mediante un examen cuidadoso, someta la bomba a una presión de agua. Es suficiente con la presión de 3-4 bar, proporcionada por un hidrante u otra bomba. Mantenimiento preventivo Limpieza de manovacuómetros y realizar un test de vacuosecado frecuentemente, una vez al mes. Sección de bomba rotativa centrífuga 50 Capítulo 4. Bombas rotativas centrífugas. Posibles fallos y soluciones Corte transversal de una bomba rotativa centrífuga El aire entra a la bomba durante el funcionamiento o el sistema de bombeo no esta desairado por completo Causa Fallo en el cebador de la bomba. Mantenimiento correctivo Verificación y sustitución de las membranas: Para garantizar un funcionamiento perfecto del cebador, compruebe el estado de las membranas regularmente. Proceso: - Comience por desmontar las tapas laterales. - Compruebe el estado de la goma de las membranas. - Coloque una regla metálica sobre el alojamiento. Debe quedar una ranura entre la regla y el tornillo central. Mantenimiento preventivo Para un buen mantenimiento del cebador hay que lubricarlo. Procedimiento: Vacíe el aceite cuando el alojamiento del cebador esté templado, de forma que el aceite fluya libremente y arrastre mayor suciedad. Es importante comprobar el nivel de aceite después de cada trabajo. Rellene con aceite nuevo cuando sea necesario. Periodo recomendado para el cambio Al menos una vez al año Siempre que el aceite tome color blanco, cámbielo inmediatamente. Aceite recomendado 0,8 HP-IL SAE 30 / API MIL-L-46152B 51 Capítulo 4. Bombas rotativas centrífugas. Posibles fallos y soluciones Fugas excesivas por las superficies sujetas a desgaste Causa Desgaste excesivo de las empaquetaduras. Mantenimiento correctivo Llegados a este punto la bomba deberá ser reparada por un técnico competente de la empresa que la fabricó. La reparación consistirá en la sustitución de las empaquetaduras. Mantenimiento preventivo Las empaquetaduras son parte fundamental de la bomba. La empaquetadura moldeable se introduce en su alojamiento y sella el eje de la bomba. Una de ellas está localizada en el lado de impulsión. El tornillo de reposición está situado en la parte izquierda de la bomba. Una segunda empaquetadura está localizada en el alojamiento de baja. Es necesario refrigerar las empaquetaduras. Unas pocas gotas son suficientes para refrigerar y lubricar y previene el desgaste. Si la bomba tiene muchas pérdidas, hay que rellenar la empaquetadura por medio del tornillo de relleno, que está marcado en negro. Este proceso debe hacerse solo cuando la bomba está en funcionamiento para distribuir la pasta correctamente. Si el tornillo no se puede apretar más, sáquelo e introduzca tramos de 10-20 mm de pasta moldeable en el orificio. Luego apriete el tornillo hasta que se alcance la pérdida permisible (para refrigeración). Repita el proceso cuando sea necesario. Periodo Repita el proceso mínimo cada 6 meses. 52 Impulsor o carcasa obstruidos parcial o totalmente con sólidos Causa El principal motivo puede ser la obstrucción por la cal acumulada. Mantenimiento correctivo Desmontar la bomba y limpiarla cuidadosamente. Mantenimiento preventivo Desmontar la bomba cada 6 meses y limpiarla cuidadosamente. Rodete dañado Causa La cavitación es un efecto en la mayoría de las ocasiones indeseado y que puede producir graves deterioros en los componentes de las bombas centrífugas, así como pérdidas de rendimiento de estos equipos. Atendiendo a su etimología vemos que procede del latín “cavus” que significa espacio hueco o cavidad. La cavitación la podemos definir como la formación de oquedades en el seno de un líquido, originado por una descompresión del mismo, de tal manera que se alcanza la presión vapor de dicho líquido, pero a diferencia de la ebullición en la que es necesario elevar la presión vapor del líquido por encima de la presión atmosférica para producir el cambio a la fase gaseosa, en la cavitación el cambio de fase se produce por una caída de presión por debajo de la presión vapor. Por otro lado la ebullición se produce con una alta temperatura (100º C), mientras que la cavitación se produce a temperatura Capítulo 4. Bombas rotativas centrífugas. Posibles fallos y soluciones ambiente, aunque una alta temperatura la favorece. La cavitación ocurre cuando la succión de la bomba se encuentra en unas condiciones de baja presión/alto vacío que hace que el líquido se transforme en vapor a la entrada del rodete. Este vapor es transportado hasta la zona de descarga de la bomba donde el vacío desaparece y el vapor del líquido es de nuevo comprimido debido a la presión de descarga. Se produce en ese momento una violenta implosión sobre la superficie del rodete. Un rodete que ha trabajado bajo condiciones de cavitación presenta grandes cavidades producidas por los trozos de material arrancados por el fenómeno, ya que en este proceso se libera gran cantidad de energía. La cavitación, se produce por una descompresión del agua. Ésta sucede al alcanzar la presión de vapor del líquido de tal forma que las moléculas que lo componen cambian inmediatamente a estado de vapor, formándose burbujas o, más correctamente, cavidades. Las burbujas formadas viajan a zonas de mayor presión e implotan (el vapor regresa al estado líquido de manera súbita, «aplastándose» bruscamente las burbujas) produciendo una estela de gas y un rápido desgaste de la superficie que origina este fenómeno. La implosión causa ondas de presión que viajan en el líquido. Estas pueden disiparse en la corriente del líquido o pueden chocar con una superficie. Si la zona donde chocan las ondas de presión es la misma, el material tiende a debilitarse metalúrgicamente y se inicia una erosión que, además de dañar la superficie, provoca que ésta se convierta en una zona de mayor pérdida de presión y por ende de mayor foco de formación de burbujas de vapor. Si las burbujas de vapor se encuentran cerca o en contacto con una pared sólida cuando implosionan, las fuerzas ejercidas por el líquido al aplastar la cavidad dejada por el vapor dan lugar a presiones localizadas muy altas, ocasionando picaduras sobre la superficie sólida. El fenómeno generalmente va acompañado de ruido y vibraciones, dando la impresión de que se tratara de grava que golpea en las diferentes partes de la máquina. Aunque la cavitación puede aparecer en cualquier circunstancia, en nuestras bombas es más fácil que se produzca el fenómeno cuando se efectúa la maniobra de aspiración, puesto que la depresión alcanzada por el líquido a la entrada de los rodetes alcanza mayor valor. Si apreciamos que la bomba entra en cavitación deberemos reducir las revoluciones, con esto conseguimos que la depresión a la entrada de rodetes sea menor. Si la válvula de pie se encuentra obstruida o la altura de aspiración es muy grande, favorecerá que se produzca la cavitación. No debemos confundir la cavitación con la aspiración de aire, aunque los síntoma son similares (vibración, reducción de flujo, etc.) es menor perjudicial que la anterior, y se puede evitar sumergiendo totalmente la válvula de pie o garantizando una buena estanqueidad de la instalación de mangotes. 53 Capítulo 4. Bombas rotativas centrífugas. Posibles fallos y soluciones Mantenimiento correctivo Llegados al punto que se observa en las fotografías de arriba, lo más adecuado es la sustitución del o de los rodetes afectados. Para ello deberemos desmontar la bomba y sustituir los rodetes dañados por otros del mismo tamaño. Mantenimiento preventivo La cavitación no es producto de la bomba, sino de la instalación. Para evitarla, tome estas precauciones: - Refiérase a la hoja de especificaciones e instrucciones de la bomba y respete los límites de la capacidad de succión vertical. - Si fuese posible, elimine la succión colocando la bomba por debajo de la fuente de agua. De otra forma, deberá minimizar la distancia vertical desde la fuente de agua a la bomba. - Piense en la línea de admisión como una línea de drenaje en reversa. - El agua debe fluir con facilidad. - Use un tubo de admisión grande (más grande que el puerto de entrada de la bomba). Esto es evidente cuando la tubería de admisión es larga. - Evite usar codos de 90°. Use pares de codos de 45° para reducir la fricción. - Seleccione cuidadosamente las mallas o filtros de admisión para reducir la fricción, y asegúrese que sean fáciles de limpiar. - Trabaje cuidadosamente a fin de minimizar la posibilidad de entradas de aire. - Revise los rodetes cada 6 meses. Observe si hay alguna deformidad ya que será una zona con predisposición a acumular burbujas de aire que pueden producir un golpe de ariete en la bomba. Todo lo anteriormente expuesto hay que realizarlo cada 6 meses. 54 Capítulo 4. Bombas rotativas centrífugas. Posibles fallos y soluciones Sección bomba rotativa centrífuga Rozamiento de piezas rotatorias en piezas estacionarias Causa Consecuencia de la desalineación de ejes: - Desgaste y fallo prematuro del acoplamiento. - Recalentamientos, desgaste y fallo prematuro en cojinetes y rodamientos. - Sobrecarga y curvado de rotores y cigüeñales. - Desgaste en empaquetaduras y sellos mecánicos. - Fallo prematuro del eje por fatiga del material. - Ruido. - Vibraciones que disminuyen la vida de todos los elementos mecánicos y alimentan la desalineación. - Mayor consumo de energía. Causas de desalineación: - Sobreestimación de la rigidez del material de la estructura de la bomba durante el diseño de la máquina. - Subestimación de las fuerzas y momentos derivados del funcionamiento, que producen igualmente una deformación excesiva. - Montaje de la máquina sobre cimentaciones infradimensionadas o en mal estado. - Dilataciones producidas por cambio de temperatura en la bancada, eje, rodamientos. - Bancadas o amarres en mal estado debido probablemente a la aparición de grietas por fatiga, errores en el apriete de pernos de amarre. - Rodete en mal estado. Mantenimiento correctivo El procedimiento de alineación de ejes es el siguiente: - Verificación del estado de la máquina y condiciones para la alineación: se examina la bomba y su entorno con el fin de asegurar que las condiciones para que el trabajo de alineación sea posible. - Obtención de dimensiones de la máquina: se toman las medidas de la máquina y se anotan de acuerdo con el esquema correspondiente. - Comprobación y corrección de patas falsas: se dice que existe una situación de pata falsa (o pata coja) cuando el peso de la máquina no es soportado por todos los apoyos. - Estimación de deformación en soportes de comparadores: se debe estimar la deformación que puede existir en los soportes de los comparadores. - Medida de la desalineación: en esta etapa se mide la desalineación. Empleando comparadores se puede optar por utilizar un método radial-axial o el de los comparadores alternos, ambos según el esquema correspondiente. - Comprobación del estado de alineación: tras la medida de la desalineación, en cada plano de alineación se determinan los parámetros que la caracterizan: desalineación paralela DP y desalineación angular (alfa). - Cálculo y ejecución de los desplazamientos de alineación: los desplazamientos de alienación de los apoyos cercano y lejano al acoplamiento de la parte móvil de la máquina se han de calcular separadamente para el plano de alineación horizontal y para el plano de alineación vertical. - Comprobación del estado de alineación final: se ha de comprobar el estado alineación final tras los desplazamientos de la parte móvil. Mantenimiento preventivo La principal causa que puede generar una desalienación del eje de la bomba es un rodete dañado que produzca una desequilibrio en el giro por el daño de algún alabe. Para evitarlo se deberán revisar los rodetes según el procedimiento expuesto en apartados anteriores. Se deberá estar pendiente en la revisión diaria a vibraciones o ruidos extraños. Cojinetes gastados Causa Lubricación deficiente, abrasión, fatiga, erosión por cavitación, desgaste estático, fallo de fabricación y montaje Mantenimiento correctivo En caso de que el cojinete este dañado por completo será necesaria su sustitución. Mantenimiento preventivo Procedimiento de mantenimiento de preventivo de cojinetes: - Limpieza del entorno. - Desmontaje del conjunto. - Inspección del cojinete. - Inspección del eje. - Inspección del alojamiento del cojinete y limpieza. - Ensamblando del conjunto. Problemas en la empaquetadura Causa Deterioro puede ser debido a una desalienación del eje de la bomba y ésto a su vez genera vibraciones y movimientos que 55 Capítulo 4. Bombas rotativas centrífugas. Posibles fallos y soluciones deterioran la empaquetadura. Mantenimiento correctivo Llegados a este punto la bomba deberá ser reparada por un técnico competente de la empresa que la fabricó, la reparación consistirá en la sustitución de las empaquetaduras. Mantenimiento preventivo Las empaquetaduras son parte fundamental de la bomba. La empaquetadura moldeable se introduce en su alojamiento y sella el eje de la bomba. Una de ellas está localizada en el lado de impulsión. El tornillo de reposición está situado en la parte izquierda de la bomba. Una segunda empaquetadura está localizada en el alojamiento de baja. Es necesario refrigerar las empaquetaduras. Unas pocas gotas son suficientes para refrigerar y lubricar y previene el desgaste. Si la bomba tiene muchas pérdidas, hay que rellenar la empaquetadura por medio del tornillo de relleno, que está marcado en negro. Este proceso debe hacerse solo cuando la bomba está en funcionamiento para distribuir la pasta correctamente si el tornillo no se puede apretar más, sáquelo e introduzca tramos de 10-20 mm de pasta moldeable en el orificio. Luego apriete el tornillo hasta que se alcance la pérdida permisible (para refrigeración). Repita el proceso cuando sea necesario. Este procedimiento se debe repetir cada 6 meses. Sección etapa de baja presión en bomba multietapa 56 Lubricación incorrecta de cojinetes Causa Una lubricación no acorde con las características de funcionamiento del cojinete. Algunas de las casusas que pueden llevar a una situación de lubricación deficiente son las siguientes: -Escaso suministro de lubricante. -Utilización de un lubricante con viscosidad baja. -Suministro de lubricante a temperaturas excesiva. -Desalineación. -Carga excesiva. -Oscilación excesiva. -Línea de carga del eje excesivamente cercana a una ranura del cojinete. -Perdida de superficie de cojinete debido a toro tipo de fallo. Mantenimiento correctivo y preventivo Se deberá engrasar los cojinetes con grasa multiusos. Periodo La revisión y engrase de los cojinetes será cada 6 meses. Los lementos rotatorios están desequilibrados Causa Consecuencia de la desalineación de ejes: - Desgaste y fallo prematuro del acoplamiento. - Recalentamientos, desgaste y fallo prematuro en cojinetes y rodamientos. - Sobrecarga y curvado de rotores y cigüeñales. - Desgaste en empaquetaduras y sellos mecánicos. - Fallo prematuro del eje por fatiga del material. - Ruido. - Vibraciones que disminuyen la vida de Capítulo 4. Bombas rotativas centrífugas. Posibles fallos y soluciones todos los elementos mecánicos y alimentan la desalineación. - Mayor consumo de energía. Causas de desalineación: - Sobreestimación de la rigidez del material de la estructura de la bomba durante el diseño de la máquina. - Subestimación de las fuerzas y momentos derivados del funcionamiento, que producen igualmente una deformación excesiva. - Montaje de la máquina sobre cimentaciones infradimensionadas o en mal estado. - Dilataciones producidas por cambio de temperatura en la bancada, eje, rodamientos. - Bancadas o amarres en mal estado debido probablemente a la aparición de grietas por fatiga, errores en el apriete de pernos de amarre. - Rodete en mal estado. Mantenimiento correctivo El procedimiento de alineación de ejes es el siguiente: - Verificación del estado de la máquina y condiciones para la alineación: se examina la bomba y su entorno con el fin de asegurar que las condiciones para que el trabajo de alineación sea posible. - Obtención de dimensiones de la máquina: se toman las medidas de la máquina y se anotan de acuerdo con el esquema correspondiente. - Comprobación y corrección de patas falsas: se dice que existe una situación de pata falsa (o pata coja) cuando el peso de la máquina no es soportado por todos los apoyos. - Estimación de deformación en soportes de comparadores: se debe estimar la deformación que puede existir en los soportes de los comparadores. - Medida de la desalineación: en esta etapa se mide la desalineación. Empleando comparadores se puede optar por utilizar un método radial-axial o el de los comparadores alternos, ambos según el esquema correspondiente. - Comprobación del estado de alineación: tras la medida de la desalineación, en cada plano de alineación se determinan los parámetros que la caracterizan: desalineación paralela DP y desalineación angular (alfa). - Cálculo y ejecución de los desplazamientos de alineación: los desplazamientos de alienación de los apoyos cercano y lejano al acoplamiento de la parte móvil de la máquina se han de calcular separadamente para el plano de alineación horizontal y para el plano de alineación vertical. - Comprobación del estado de alineación final: se ha de comprobar el estado alineación final tras los desplazamientos de la parte móvil. Mantenimiento preventivo La principal causa que puede generar una desalienación del eje de la bomba es un rodete dañado que produzca una desequilibrio en el giro por el daño de algún alabe. Para evitarlo se deberán revisar los rodetes según el procedimiento expuesto en apartados anteriores. Se deberá estar pendiente en la revisión diaria a vibraciones o ruidos extraños. Sección de bomba rotativa centrífugamultietapa 57 Capítulo 4. Bombas rotativas centrífugas. Posibles fallos y soluciones Fallos en rodamientos Causa Desgaste Estriado Aparición de grietas Desconchado Agrietamiento o rotura Oxidación o corrosión Cambios de color Mantenimiento correctivo En causa de deterioro parcial o total, deberán ser sustituidos. Mantenimiento preventivo Los rodamientos son elementos mecánicos que necesitan un mantenimiento periódico para un funcionamiento óptimo y para que su fallo no impacte sensiblemente sobre el programa de producción industrial. Para ello es necesario buscar y subsanar los siguientes fallos: - Defectos en la lubricación. - Defectos en las obturaciones. - Juego insuficiente. - Elementos incorrectos o deformados. - Interferencia entre elementos. - Defectos externos al rodamiento. Inspección con máquina en marcha Durante el funcionamiento de máquina se pueden observar y medir algunos de los parámetros de funcionamiento del rodamiento que permiten comparar la situación en ese instante con otras anteriores y detectar una posible desviación de las condiciones óptimas de funcionamiento. Un rodamiento funcionando en condiciones óptimas emite un zumbido suave y continuo. A continuación expondremos posibles deficiencias en el funcionamiento y cómo solucionarlas: Tipo de sonido Chirridos 58 Sonido metálico Sonido de vibración, claro y suave Ruidos intermitentes Ruidos varios Inspección y mantenimiento de maquinaria parada Las paradas de las máquinas programadas para mantenimiento son el momento adecuado para la inspección a fondo de los rodamientos. Esta inspección permitirá determinar causas de posibles fallos futuros, alargando la vida útil del rodamiento y también deterioros que pueden provocar un fallo inminente, evitando una parada inesperado de la máquina. Limpieza del entorno Lo primero que se debe hacer, antes de comenzar a desmontar la cubierta que permitirán el acceso a los rodamientos, es realizar una limpieza de superficies externas. Inspección de las obturaciones Hay que poner especial cuidado al desmontar las obturaciones, ya que estas se dañan con facilidad y su buen estado resulta esencial para evitar la entrada de suciedad y contaminación al rodamiento. Inspección del lubricante A continuación se debe extraer un poco de lubricante para su examen. Una inspección sencilla consiste en frotar el lubricante entre los dedos para detectar la existencia de la impureza. Sustitución del lubricante Si la periodicidad impuesta o la inspección anterior determina que el lubricante debe ser cambiado, se debe extraer todo el aceite. Después es recomendable introducir aceite nuevo con la misión de limpiar el rodamiento y toda la cavidad que ocupa. Si es posible, es recomendable dejar funcionar la máquina durante unos minutos a baja velocidad, con el fin de que el aceite pueda desprender toda la Capítulo 4. Bombas rotativas centrífugas. Posibles fallos y soluciones suciedad que quede en el alojamiento. Periodo de engrase Se deberá engrasar los rodamientos cada 6 meses con grasas multiusos. Sección de bomba multietapa Fallos en los engranajes de conexión de la bomba con la toma de fuerza Causa Fallo superficial: Cuando la superficie del diente se deteriora hasta un nivel en el que las condiciones de funcionamiento resultan muy desfavorables. Desgaste: - Pérdida de material debido al rozamiento de las superficies de contacto. - Puede prevenirse en sistemas de lubricación. - El funcionamiento normal produce un desgaste de poca importancia. - El desgaste abrasivo es cuando partículas solidas se introducen dentro de los dientes, produciendo ralladuras en el flanco del diente. Se debe principalmente a que el sistema de lubricación no ha podido eliminarla. Si se detecta se debe parar inmediatamente la maquina. Cuando se produce de forma severa recibe el nombre de raspadura. Desgaste por sobrecarga: - Cuando se transmite un par excesivo a baja velocidad mediante un sistema de engranajes se puede producir un desgaste superficial, debido a que esa velocidad no se produce el efecto hidrodinámico del lubricante. - Para prevenirlo se deben evitar esas condiciones tan desfavorables. Fluencia: - Deterioro de la superficie como consecuencia de la fluencia del metal a cargas elevadas. - Generalmente se da en metales blandos. - Una de las formas más comunes consiste en el arrugado de las superficies. - Otra forma de manifestarse consiste en la aparición de rebabas en los filos externos de los dientes rectos y helicoidales. - Para evitarlo se deben utilizar engranajes con mejor distribución de la carga, evitar impactos de la carga y utilizar aditivos de alta presión. Estriado: - Eliminación rápida del material de la superficie de los dientes provocada por el arranque continuado de pequeñas partículas que se ha soldado al metal debido a condiciones de funcionamiento de gran presión y elevada temperatura. - La superficie muestra un aspecto desgarrado con estrías en la dirección de deslizamiento. - Provocado por cargas elevadas concentradas que provocan la ruptura del lubricante. - Puede prevenirse mediante sistemas de transmisión que moderen las cargas y aditivos de alta presión. Fatiga superficial: - Provocado por ciclos de tensión superficial o subsuperficial con valores alternantes entre cero y un valor máximo que supera el límite de fluencia del material. - Se puede prevenir utilizando ruedas con tratamientos de endurecido superficial y lubricantes para extremas presiones. 59 Capítulo 4. Bombas rotativas centrífugas. Posibles fallos y soluciones Otro tipo de fallos: - Algunos ejemplos son: desgate corrosivo, quemadura o desgaste por interferencia. Fallos por rotura del diente: Es el resultado final de un proceso de deterioro continuado. Cuando se produce ya no hay mantenimiento posible y es necesario la sustitución de la pieza. Rotura por fatiga: - Resultado de múltiples ciclos de carga en el diente, con tensiones variables que en algún punto superan el límite de fluencia del material, normalmente favorecidas por la concentración de tensiones. - Los síntomas de este fallo empieza con la aparición de grietas en el lado cargado del diente y progresando en la sección hasta la rotura del diente. - Tras la rotura la sección presenta el aspecto típico de fallo por fatiga: zona brillante y pulida. Rotura por sobrecarga: - Se produce ante la aparición de una sobrecarga con aplicación brusca. - La rotura es instantánea sin necesidad de progresión de la grieta. - La sección de corte presenta un aspecto fibroso. - Puede suceder por fallo en alineación y/o lubricación deficiente. Rotura por desgaste excesivo: - Algunos tipos de desgastes pueden llevar a una eliminación drástica del material que reduzca la sección del diente hasta su rotura. - Viene precedido de una fase mas o menos larga de desgaste. Otros: - Como el caso de tensiones internas excesivas provocadas por tratamientos superficiales inadecuados. 60 Mantenimiento correctivo En caso de rotura o desgaste de dientes de los engranajes, éstos deberán ser sustituidos por un técnico especializado. Mantenimiento preventivo Análisis del estado y recomendaciones del fabricante Las transmisiones por engranajes son elementos valiosos, por lo que es recomendable realizar una inspección rutinaria diaria de estos sistemas, con el fin de detectar anomalías antes de que se produzca un daño irreparable. La inspección consistirá en: - Detectar fugas de lubricante. - Ruidos inusuales. En caso de cuente con filtro, éste debe limpiarse o remplazarse según las recomendaciones del fabricante Lubricación: Los engranajes constituyen una aplicación crítica en lo relativo a lubricación debido a que en ellos se transmiten fuerzas elevadas con contactos de pequeña área lo que genera presiones muy elevadas. En esta situación el lubricante normal tiende rápidamente a ser expulsado del área de contacto, sin poder ejercer su función principal, por eso se utilizan lubricantes de alta viscosidad y en ocasiones agentes de extrema presión Características de un lubricante para engranajes Alta calidad Alto grado refinamiento Inhibido de corrosión Propiedades anti-espuma Sin partículas abrasivas Resistencia altas presiones Resistencia a oxidación Resistencia bajas temperaturas Bajo punto de fluencia Periodo de lubricación Capítulo 4. Bombas rotativas centrífugas. Posibles fallos y soluciones El aceite utilizado será un SAE 90 realizando un cambio de aceite anualmente y comprobando diariamente la presencia de fugas que pudiesen aparecer en la caja de engranajes. Sección de bomba rotativa centrifuga en proceso de succión de agua con mangotes 61 CAPÍTULO 5. BOMBAS DE ALTA PRESIÓN. POSIBLES PROBLEMAS Y SOLUCIONES 1. Introducción Los bombas de alta presión utilizan agua a alta presión 100 bares para optimizar las propiedades de este agente extintor. La base es la muy fina atomización del agua para generar mayor número de gotas y con ello, una mayor superficie con gotas más pequeñas, consiguiendo: - Absorber mayor energía del fuego muy rápidamente, con ello, el efecto de enfriamiento priva al fuego de la energía para que la reacción continúe. - Una rápida transición de la fase líquida a la gaseosa y la expansión de volumen que ello implica, reduce el contenido de oxígeno en la fuente del fuego a un nivel al cual la reacción de combustible no es posible. Debido a la alta presión del sistema se consigue producir en la parte central de la boquilla de la lanza un chorro de agua a muy alta velocidad. Este chorro de alta velocidad en primer lugar transporta el agua nebulizada hacia el fuego. En segundo lugar, este tipo de chorro penetra en profundidad en el material en llamas y de esta forma sofoca incluso en zonas profundamente asentadas que podrían estar en brasas. Una proporción muy alta del agua se usa para extinguir efectivamente y no fluye sin ser usada. 63 Capítulo 5. Bombas de alta presión. Posibles problemas y soluciones El resultado es un sistema de extinción muy efectivo con un consumo de agua muy reducido. 2. Principio de funcionamiento de bombas de alta presión Una bomba de pistón es una bomba hidráulica que genera el movimiento en el mismo mediante el movimiento de un pistón. Las bombas de pistones son del tipo bombas volumétricas, y se emplean para el movimiento de fluidos a alta presión. Cada movimiento del pistón desaloja, en cada movimiento un mismo volumen de fluido, que equivale al volumen ocupado por el pistón durante la carrera del mismo. Las bombas de alta presión con las que contamos en el parque de Puertollano son volumétricas alternativas con 3 pistones en disposición horizontal. Eje de accionamiento en un lado u otro de la bomba. Intercambiando juegos de pistones de diámetros distintos, se obtienen otras gamas de presiones y caudales. Operación que se realiza con facilidad. Como solo contamos con dos bombas de este tipo las veremos individualmente, ya que la bomba del Móvil 206 está conectada al vehículo por medio de un sistema eléctrico, 64 que éste a su vez genera su energía gracias al alternador conectado a la toma de fuerza del vehículo. Por otro lado la bomba del Móvil 215 es propulsada por un motor Honda de gasolina. Debemos tener en cuenta que ambas bombas llevan un proporcionador de espumógeno incorporado, para la generación de espuma. 2.1. Descripción del sistema de espumógeno La inyección se realiza con una válvula de bola en el panel de control. El espumógeno pueden extraerse de garrafas externas y en el caso del Móvil 206 también cuenta con dos depósitos de espumógeno incorporados. Con la tasa y el flujo presionado lateralmente, ocurre el vacío en el que la concentración de espumógeno se absorbe desde el recipiente a través de un tubo de succión. El inyector hace que el concentrado vaya a la unidad. 3. FOGTEC KFT 40/120 E (MÓVIL 206) 3.1. Lista de problemas Caída de presión en la manguera y FOGGUN (Proporcionador de espumógeno) Causa Aire en la concentración de espumógeno o depósito de espumógeno vacío. Mantenimiento correctivo Paro, sangrado del sistema por medio de la válvula de aireación y rellenar el concentrado de espumógeno. Pérdida brusca de presión Causa Fugas en los acoplamientos. Mantenimiento correctivo Revisar juntas, remplazar partes dañadas. Capítulo 5. Bombas de alta presión. Posibles problemas y soluciones Paro del motor Causa Corte en el suministro eléctrico. Fallo en algún fusible Mantenimiento correctivo Revisar si es un caída puntual, quitar y volver a poner toma de fuerza, rearmar circuitos. Si la bomba siguiese sin funcionar, mirar caja de fusibles y comprobar uno por uno. Si todo lo anterior no resolviese el problema, revisar el alternador, generador de electricidad. El inicio eléctrico no es posible Causa Fallo en las baterías. Fallo en fusibles. Fallo en el alternador. Mantenimiento correctivo Si la lámpara de carga no luce, el problema provendrá de la batería, cárguela, inicio en encendido de rebobinado. Si el problema no fuese la batería, revisar fusibles y alternador. Chorros desiguales Causa Boquilla bloqueada. Mantenimiento correctivo Reemplazar boquillas y filtros. Potencia disminuida en FOGGUN (proporcionador) Causa Control de tasa de flujo modificada. Canalizaciones obstruidas. Mantenimiento correctivo Comprobar control de tasa de flujo. Desmote y limpie canalizaciones. 3.2. Mantenimiento preventivo Bomba de alta presión Juego de juntas: Debería ser cambiado después de un máximo de 250 horas de funcionamiento o después de un máximo de 3 años. Válvulas: Larga vida de servicio. Solamente necesitan ser sustituidas cuando se produzcan saltos en la succión del líquido, los cuales pueden ser reconocidos por la vibración del manómetro. Aceite: Se debe realizar cada 200 horas o después de un máximo de 6 meses. Si se forma condensación en la caja reductora (aceite espumoso) se debería llevar a cabo un cambio de aceite inmediatamente. Tipo de aceite: Aceite de caja de cambios SAE 90. Cantidad de aceite 0,37l. Evitar cavitación: La bomba no debe ser operada sin suministro de agua. Si la bomba trabaja durante un tiempo sin dejar salir el agua, la temperatura del agua puede llegar a ser desproporcionadamente alta y causar daños a la bomba. El agua del cuerpo de bomba deberá ser cambiada frecuentemente durante su funcionamiento, en concreto cada 5 minutos, se deberá utilizar la lanza para extraer el agua del cuerpo de bomba. Caja de engranajes Aceite: Cada 100 horas de funcionamiento o tras un periodo de máximo de 6 meses. Suministro de agua y sistema de tuberías Agua de extinción: Deberá ser potable. Deberá cambiarse cada 2 meses para prevenir la formación de algas. Filtro de suciedad: Deberá desatornillarse y limpiarse si es cada 2 meses. 65 Capítulo 5. Bombas de alta presión. Posibles problemas y soluciones Medidor de horas: Dispone una batería propia de duración de 5 años. Sustitución tras agotamiento. 4. Bomba de alta presión AAP 100-40iGE (MÓVIL 215) 4.1. Lista de problemas La bomba no da el caudal correcto Causa La velocidad de rotación no es la correcta La bomba aspira aire Las juntas del conducto de aspiración están gastadas Las válvulas no funcionan por estar sucias o deterioradas La junta de pistón se ha deteriorado o está gastada Filtro de aspiración esta obstruido Fuga en la válvula UL cuando la bomba trabaja con presión: 1) El asiento y el cono están gastados. 2) Las toberas están tapadas. 3) La sección de las toberas esta demasiado pequeña Toberas tapadas o demasiado pequeñas Correas destensadas No se obtiene la presión indicada sobre la placa señalizadora Causa Las toberas están ensanchadas por desgaste o son demasiado grandes Mantenimiento correctivo Reemplazar las toberas. Los conductos de aspiración y/o de impulsión vibran o golpetean Causa La sección de los conductos es demasiado restringida, la bomba no puede aspirar 66 bastante líquido y cavita. Filtro de aspiración atascado Mantenimiento correctivo Incrementar la sección o acortar el conducto, poner un amortiguador de pulsaciones. Emplear la bomba para la presión de alimentación. Limpiar filtro Fuerte desgaste de la junta de pistón Causa Junta de pistón colocada al revés en el momento del reemplazamiento. Pistón rayado. Mantenimiento correctivo Poner la junta de pistón en conformidad con el manual de instrucciones. Reemplazar, el pistón, la junta y el casquillo guía. Fuerte desgate de válvulas Causa El líquido transportado está muy sucio Mantenimiento correctivo Utilizar un líquido limpio. Verificar el estado del tamiz y reemplazarlo en caso de necesidad. Limpiar regularmente el tamiz. Fuerte desgaste en el mecanismo de funcionamiento Causa 1) Lubricación insuficiente el aceite utilizado está mal o demasiado fluido. 2) La bomba está sobrecargada. 3) El líquido bombeado puede penetrar en el mecanismo de funcionamiento. Mantenimiento correctivo 1) Verificar la lubricación. Renovar el aceite. Utilizar una de las calidades de aceite indicadas en el cuadro de engrase. Limpiar a fondo el cárter del mecanismo de arrastre antes del Capítulo 5. Bombas de alta presión. Posibles problemas y soluciones cambio de aceite. 2) Utilizar la bomba en conformidad con los datos de la placa señalizadora. 3) Reemplazar la junta de la cruceta. El cárter del mecanismo de funcionamiento se calienta demasiado Causa 1) Falta de aceite en el mecanismo de funcionamiento. Aceite sucio. 2) La bomba está sobrecargada. 3) La temperatura de entrada del agua de refrigeración está demasiado elevada. Mantenimiento correctivo 1) Reponer aceite si el existente está limpio. Vaciar el aceite sucio. Limpiar el cárter del mecanismo de entrenamiento y reponer aceite limpio. 2) Utilizar la bomba en conformidad con los datos de la placa señalizadora. 3) Reducir la temperatura de entrada. Golpeteos constantes Causa 1) Las válvulas no funcionan correctamente. 2) Rodamientos gastados. 3) El eje de la cruceta tiene holgura 4) Las tuercas de los tornillos de biela se han aflojado. 5) Falta de aceite en el mecanismo de entrenamiento. Mantenimiento correctivo 1) Cambiar juntas. 2) Reemplazar rodamientos. 3) Reemplazar el eje de la cruceta. 4) Apretar las tuercas. Verificar si las arandelas de seguridad están bien puestas y reemplazarlas si hace falta. 5) Reponer aceite limpio. La bomba vibra o golpea Causa 1) Los tornillos de anclaje se han aflojado. 2) Hay aire en el liquido bombeado debido a que el conducto de aspiración no está estanco y la bomba aspira aire. 3) Las válvulas no funcionan correctamente. 4) La velocidad de rotación de la bomba es demasiado elevada. Mantenimiento correctivo 1) Apretar de nuevo los tornillos. 2) Corregir dicha falta. Verificar el estado de las juntas y reemplazarlas en caso de necesidad. 3) Cambiar válvulas. 4) Reducir la velocidad de rotación o corregirla. La bomba no aspira Causa 1) La presión de admisión no es suficiente. 2) Los conos de las válvulas de aspiración están pegados a los asientos a causa del aceite de conservación. Mantenimiento correctivo 1) Incrementar la presión de admisión. Poner resortes más flojos en la válvula de aspiración. 2) Desmontar y limpiar las válvulas. No arranca el motor de la bomba Arranque eléctrico: Batería descargada Fusible quemado Compruebe la posición de los controles: Estrangulador abierto Interruptor del motor en OFF Compruebe el nivel de aceite de motor: Bajo nivel de aceite del motor Comprueba el combustible: No hay combustible Combustible inadecuado 67 Capítulo 5. Bombas de alta presión. Posibles problemas y soluciones Extraiga la bujía para inspección: Bujía defectuosa, sucia. Bujía mojada de combustible anegado) (motor Le falta potencia al motor Compruebe el filtro del aire : Elementos del filtro restringidos Compruebe el combustible: Combustible inadecuado 4.2. Mantenimiento preventivo Mecanismo de funcionamiento Cambiar aceite: Cada 300 horas de servicio y por lo menos una vez al año. Nivel de aceite: Revisión diaria comprobando, el estado del mismo y la estanqueidad. Cantidad aceite: El cárter de la bomba tiene una capacidad de 0,7 litros Renovar inmediatamente el aceite cuando este sucio, cuando esté espumoso o cuando esté de un color lechoso (el agua se ha mezclado con el aceite). Buscar la causa y remediarla. Cuerpo de bomba Válvulas: V erificar las válvulas cuando se note pérdida de presión o ruidos anómalos. Las superficies de estanqueidad de los asientos y de los platos de las válvulas tienen que estar lisas, no dañadas. Reemplazar las válvulas de aspiración y de impulsión dañadas. Prensa-estopa: Verificar cada día la fuga para saber en qué estado se encuentra la junta de pistón. Reemplazar inmediatamente la junta de pistón cuando la fuga haya incrementado mucho. 68 Filtro de aspiración Limpiar regularmente el filtro de aspiración: Deberá ser limpiado después de cada uso por el ultimo bombero que lo utilice. Mantenimiento de la bomba Válvulas de aspiración y de descarga: - Desenroscar los tapones. - Chequear las válvulas de aspiración y de descarga que están bajo ellos, sacándolas con unos alicates planos o con un tornillo de métrica 8. - Examinar el plato de la válvula. - Asiento de válvula y juntas tóricas. - Apretar los tapones con un par de 145 Nm. - Reemplazar las partes dañadas. Empaquetaduras: - Quitar el tapón y drenar aceite. - Desenroscar los tornillos interiores y sacar el cuerpo de válvulas empujándolo sobre los pistones. - Sacar el anillo, el anillo soporte, la junta y el disco distanciador del cuerpo de válvulas. - Sacar la junta junto con el soporte del casquillo adaptador de juntas. - Chequear las juntas tóricas. - Engrasar las nuevas juntas, anillos y juntas tóricas con lubricante suministrado pro el fabricante de la bomba. Capítulo 5. Bombas de alta presión. Posibles problemas y soluciones Pistones: Drenar el aceite y quitar la tapa del cárter. Sacar los tornillos de biela, con cuidado de no confundir las dos mitades de la biela. Empujar la biela hacia dentro de la guía del émbolo. Aflojar los tornillos y quitar las tapas de los cojinetes con un destornillador. Sacar el cigüeñal con cuidado para no doblar las bielas. Quitar y desmotar las bielas y los pistones. Sustituir las piezas desgastadas. Ensamblar de nuevo y apretar los tornillos a 35 Nm. Para reinstalar, insertar las bielas y los pistones, poner el cigüeñal con cuidado y empujar las tapas de cojinete hasta el extremo del cigüeñal. Atornillar las tapas de cojinete con tornillos. Montar las mitades de la biela y apretar los tornillos a 30 Nm. Montar la tapa del cárter junto con la junta tórica. Cáter y pistón Para evitar que el aceite se escape a través de las paredes del pistón, hay que examinar las juntas y los pistones, y renovarlo si es necesario. Juntas: Quitar el tapón y drenar el aceite. Quitar el cuerpo de válvulas, sacar adaptador y renovar las juntas. 69 CAPÍTULO 6. MANTENIMIENTO DE BOMBAS Y EQUIPOS HIDRÁULICOS 1. Introducción Hay que partir de la base que este tipo de equipos forma parte de un equipo concebido para su uso por cuerpos de bomberos y servicios de emergencias, básicamente para cortar, separar o ejercer la tracción sobre partes estructurales de vehículos y en otro tipo de accidentes que se encuentre víctimas atrapadas. El sistema solo podrá ser utilizado por personas formadas para su uso, con la debida adecuación a la legislación local y las normas medioambientales y de seguridad. En cuanto a su manipulación, la reparación solo podrá ser realizada por personal de empresa NIKE o en su defecto por personal habilitado por esta empresa para realizar este tipo de operaciones. Hay que tener en cuenta que este tipo de equipos trabajan a presiones superiores a 600 bares, por lo que un pequeño fallo en un reparación y posterior fuga o rotura de líquido hidráulico puede ocasionar graves daños a los bomberos que operan con él. El mantenimiento preventivo de estos equipos se limita a comprobar la ausencia de fugas y a engrasar partes mecánicas externas, ya que al fluir por ellos un aceite hidráulico, gran parte de sus partes mecánicas internas se autoengrasan. 71 Capítulo 6. Mantenimiento de bombas y equipos hidráulicos Capítulo 6. Mantenimiento de bombas y equipos hidráulicos 2. Posibles problemas y soluciones en bombas hidráulicas LUKAS Fallo de funcionamiento Causa La válvula de descarga de presión está en posición de funcionamiento. El interruptor de motor está en posición incorrecta. Mantenimiento correctivo Coloque la válvula de descarga en presión de la bomba en posición de descarga de presión. Gire el interruptor del motor a posición correcta. Para un motor frío gire la palanca La palanca de estrangulador del estrangulador al derecha para está en posición incorrecta. un motor caliente a la izquierda. La llave de paso de combustible Abra la llave de paso del La bomba no arranca está cerrada. combustible. No llega electricidad a la unidad Observe el panel de control (Accionamiento eléctrico). eléctrico y active el PIA. Fallo en alternador Revise alternador. (Accionamiento eléctrico). Coloque la tapa de la bujía de Se ha soltado la tapa de la encendido sobre la bujía de bujía de encendido. encendido. La bujía de encendido no Limpie y seque la bujía de chispea. encendido. Compruebe los acoplamientos, La herramienta no está si es necesario, limpie los colocada correctamente. acoplamientos y conéctelos de La herramienta nuevo. conectada no funciona Gire la válvula de descarga de La válvula de descarga de presión a la izquierda hasta el presión de la bomba esta uso. tope. No se puede conectar Los acoplamientos están Limpie los acoplamientos. una herramienta sucios. 72 La llave de paso de combustible Abrir la llave está cerrada. combustible. de paso de Rellene el tanque de gasolina. Tire suavemente de la cuerda Se ha acabado la gasolina. de tracción varias veces para La bomba se detiene llenar de gasolina las tuberías de alimentación. Pare el motor del vehículo y vuelva a arrancar, conecte la Motor eléctrico parado (Caso toma de fuerza, y rearme el PIA. de accionamiento eléctrico). Si sigue sin funcionar será un problema en alternador, revíselo. Coloque la válvula de descarga de No se puede desconectar Hay presión en la manguera presión de la bomba en posición una herramienta de la herramienta. de descarga de presión. Devuelva el nivel de aceite al No hay suficiente aceite en el correcto, tras configurar todas las El aceite sale por la tapa tanque de aceite. herramientas en la posición de de relleno de aceite. salida. Desgasifique el depósito El aceite produce espuma. hidráulico primario. Si tiene que enviar la bomba a reparar, asegúrese de que el tanque de combustible está vacío y que el aceite del motor ha sido retirado. Para evitar fugas durante el transporte, reemplace la tapa de relleno del depósito hidráulico por la tapa de transporte. z 73 Capítulo 6. Mantenimiento de bombas y equipos hidráulicos Capítulo 6. Mantenimiento de bombas y equipos hidráulicos 3. Mantenimiento preventivo de bombas hidráulicas Periodo Tras primer Objeto Acción Después mes / de cada primeras uso 10 h. de trabajo Acoplamientos Comprobación Sí hidráulicos Limpiar y lubricar Sí Tapas para Comprobación Sí el polvo Limpiar y lubricar Sí Tapón Sí Aceite de motor Filtro de aceite Comprobar el nivel Cada 3 Cada 6 meses / meses / 25 h. de 50 h. de trabajo trabajo Sí Sí Comprobación Sí Sí (accionamiento Sí configurado y Limpiar y ajustar Sí Comprobar Limpiar Sí gasolina) 74 un técnico NIKE Sí antichispas motor de probado por acreditado de Escape con (accionamiento ser limpiado, revisado, motor gasolina) Motor eléctrico de trabajo inspeccionado, Bujía de encendido / cada 100 h. El equipo debe Renovación Limpieza Anualmente Limpieza Sí Actividades de mantenimiento diario General 1º Compruebe el funcionamiento de la bomba. 2º Compruebe en busca de daños o fugas. Si la bomba no funciona adecuadamente y/o presenta fugas, en caso afirmativo, contacte con un técnico NIKE. Acoplamientos hidráulicos 1º Compruebe los acoplamientos en busca de suciedad y daños. En caso de daños, contacte con un técnico NIKE. 2º Retire la suciedad con agua corriente limpia. Seque el acoplamiento y trátelo con aceite conservador. 3º Filtre el aceite conservador a través de la parte posterior bajo el anillo externo del acoplamiento hembra y haga funcionar el mecanismo colocando y retirando la tapa para el polvo varias veces. Tapas para el polvo 1º Compruebe las tapas para el polvo en busca de suciedad y daños. Reemplace todas las tapas que presenten daños. 2º Retire la suciedad con agua corriente limpia. Seque la tapa para le polvo y trátelo con aceite conservador. Aceite motor 1º Comprobar aceite motor. 2º Si se encuentra por debajo del nivel recomendado observar fugas, sino hay fugas reponga con el aceite que sea necesario. En caso de fuga contactar con técnico NIKE. Aceite hidráulico 1º Comprobar aceite hidráulico. 2º En caso de encontrarse por debajo del nivel optimo, comprobar fugas, si no se observan fugas, reponer aceite. En caso de fuga contactar con técnico NIKE. 4. Posibles fallos y soluciones en herramientas hidráulicas Cortapedales El cilindro no avanza o avanza muy despacio Aceite en bomba es muy baja: Observar ausencia de fugas y reponer aceite hidráulico La válvula de drenaje está abierta: Cierre por completo la válvula de drenaje. Pérdidas de aceite: Observe fugas de aceite en caso de fuga, envíe el aparato a reparar. Aire dentro del sistema: Envíe el aparato a reparar. El cilindro está dañado: Envíe el aparato a reparar. El cilindro avanza pero no ejerce presión Fugas en las conexiones: Compruebe la ausencia de fugas, en caso, de poder solucionar la fugas con operaciones sencillas, envíe el aparato a reparar. Fugas en sellos: Envíe el aparato a LUKAS para sustituir sellos. Fugas internas en la bomba: Envíe el aparato a LUKAS para realizar reparaciones. El cilindro no se retrae o lo hace muy despacio La válvula de drenaje esta cerrada: Abra la válvula de drenaje. Pérdidas de aceite en el acoplador: Enviar aparato a reparar por técnicos de LUKAS. Aire en el sistema: Enviar aparato a reparar por técnicos de LUKAS. Diámetro de la manguera es estrecho: Sustituya la manguera por una de diámetro adecuado. El cilindro está dañado: Enviar aparato a reparar por técnicos de LUKAS. 75 Capítulo 6. Mantenimiento de bombas y equipos hidráulicos Cizalla Las mangueras flexibles no se pueden acoplar Presión baja; Descargar la bomba Las cuchillas se mueven lentamente o a sacudidas durante accionamiento Aire en el sistema: Abrir y cerrar el aparato al menos dos veces sin carga. No hay presión No hay suficiente aceite en el motor: Rellenar aceite y eliminar el aire. Después de soltar el mando estrellado no vuelve a la posición central Deterioros de muelle de reposición: Enviar aparato a reparar por técnicos de LUKAS. Derrame de aceite los tubos flexibles o piezas de conexión Fuga, eventualmente deteriorados: Cambiar mangueras flexibles. Descomposición de la superficie de los tubos flexibles Contacto de mangueras con agentes agresivos: Cambiar mangueras flexibles. Las cuchillas en sus puntas se separan mas 3mm. también bajo poca carga Tuerca de bulón central: Fijar tuerca de bulón central. Escape en el vástago de émbolo Empaquetadura defectuosa: Cambio de zapatas, enviar aparato a reparar por técnicos de LUKAS. Separador Mangueras flexibles no se pueden acoplar Presión baja: Descargar la bomba Las pinzas se mueven lentamente o a sacudidas durante accionamiento Aire en el sistema: Abrir y cerrar el aparato al menos dos veces sin carga. No hay presión No hay suficiente aceite en el motor: Rellenar 76 aceite y eliminar el aire. Derrame de aceite los tubos flexibles o piezas de conexión Fuga, eventualmente deteriorados: Cambiar mangueras flexibles. Descomposición de la superficie de los tubos flexibles Contacto de mangueras con agentes agresivos: Cambiar mangueras flexibles. Después de soltar el mando estrellado no vuelve a la posición central Deterioros de muelle de reposición: Enviar aparato a reparar por técnicos de LUKAS. Las puntas en sus puntas se separan mas 3mm también bajo poca carga Tuerca de bulón central: Fijar tuerca de bulón central Escape en el vástago de émbolo Empaquetadura defectuosa: Cambio de zapatas, enviar aparato a reparar por técnicos de LUKAS. Cilindro RAM Mangueras flexibles no se pueden acoplar Presión baja: Descaargar la bomba Los émbolos se mueven lentamente o a sacudidas durante accionamiento Aire en el sistema: Abrir y cerrar el aparato al menos dos veces sin carga. No hay presión No hay suficiente aceite en el motor: Rellenar aceite y eliminar el aire. Después de soltar el mando estrellado no vuelve a la posición central Deterioros de muelle de reposición: Enviar aparato a reparar por técnicos de LUKAS. Derrame de aceite los tubos flexibles o piezas de conexión Fuga, eventualmente deteriorados: Cambiar mangueras flexibles. Capítulo 6. Mantenimiento de bombas y equipos hidráulicos Descomposición de la superficie de los tubos flexibles Contacto de mangueras con agentes agresivos: Cambiar mangueras flexibles. Escape Empaquetadura defectuosa: Cambio de zapatas, enviar aparato a reparar por técnicos de LUKAS. 5. Mantenimiento preventivo de herramientas hidráulicas Cilindro RAM Mantenimiento diario Examen visual 1º Cilindro y vástago de émbolo sin deterioros y deformación. 2º Las garras están en su sitio y bien fijadas. 3º Estado de las garras. 4º Estanqueidad general. 5º Funcionamiento del mando estrellado. 6º El asa está en su sitio y bien fijada. 7º Placa de tipo de indicador de dirección legibles. 8º Acoplamiento se puede acoplar fácilmente. 9º Cubiertas contra polvo en su sitio. 10º En mangueras flexibles con controlar pérdidas de aceite y daños. Examen de funcionamiento 1º Carrera del émbolo se puede extender y retraer. 2º Apertura y cierre con facilidad accionando el mando estrellado. Mantenimiento periódico Mantenimiento trimestral 1º Limpieza exterior a fondo y cuidadosa. 2º Engrasar con aceite hidráulico los vástagos de la herramienta. Cambio de aceite hidráulico Anualmente. Si se utiliza la herramienta más de 200 veces este cambio se realizará antes. En todo caso si se detecta que el aceite no está en optimas condiciones. Cizalla Mantenimiento diario Examen visual - Cuchillas: 1º Los filos de corte tienen que estar libre de roturas y de deformaciones. 2º La distancia de los filos de uno a otro tiene que ser inferior a 1mm. 3º Las partes de corte no se tocan. 4º La cuchilla está sin grietas. - Herramienta de corte: 1º Estanqueidad en general. 2º Funcionamiento del mando estrellado. 3º El asa está en su sitio y bien fijado. 4º Control del par de apriete del bulón central. - Mangueras flexibles: 1º Controlar perdidas o daños en las mangueras flexibles Mantenimiento periódico Mantenimiento trimestral Hay que controlar el par de apriete del bulón central. Mantenimiento semestral Los elementos de transmisión mecánicos de la herramienta están sujetos a esfuerzos mecánicos muy altos y por eso hay que controlarlos. De esta forma percibiremos su desgaste prematuro. Cambio de aceite hidráulico Anualmente. Si se utiliza la herramienta más de 200 veces este cambio se realizará antes. En todo caso si se detecta que el aceite no está en optimas condiciones. 77 Capítulo 6. Mantenimiento de bombas y equipos hidráulicos Separador Mantenimiento diario Examen visual - Brazos del separador: 1º Brazos y puntas del separador sin grietas. 2º Bulón y anillos de seguridad de los brazos del separador están en la herramienta y con su debida forma. 3º Puntas limpias y sin cantos vivos. - Separador: 1º Observar separación entre puntas. 2º Estanqueidad general. 3º Funcionamiento del mando estrellado. 4º El asa está en su sitio y bien fijada. 5º Placa de tipo e indicador de dirección legibles. 6º Recubrimiento de protección en buenas condiciones. 7º Acoplamiento se puede acoplar fácilmente. 8º Cubiertas contra en su sitio. Mangueras: 1º Controlar deterioro y fugas posibles. - Funcionamiento: Apertura y cierre con facilidad accionando el interruptor externo/interno. Mantenimiento periódico Mantenimiento trimestral Hay que controlar el par de apriete de los bulones. Mantenimiento semestral Los elementos de transmisión mecánicos de la herramienta están sujetos a esfuerzos mecánicos muy altos y por eso hay que controlarlos. De esta forma percibiremos su desgaste prematuro. Cambio de aceite hidráulico Anualmente. Si se utiliza la herramienta más de 200 veces este cambio se realizará antes. En todo caso si se detecta que el aceite no está en optimas condiciones. 78 Capítulo 6. Mantenimiento de bombas y equipos hidráulicos Cortapedales Mantenimiento diario Examen visual - Cuchilla: 1º El filo de corte tienen que estar libre de roturas y de deformaciones. 2º La cuchilla está sin grietas. Herramienta de corte: 1º Estanqueidad en general. 2º Funcionamiento del palanca de bomba. 3º El asa está en su sitio y bien fijada. - Mangueras flexibles: 1º Controlar perdidas o daños en las mangueras flexibles. Mantenimiento periódico Mantenimiento semestral Los elementos de transmisión mecánicos de la herramienta están sujetos a esfuerzos mecánicos muy altos y por eso hay que controlarlos. De esta forma percibiremos su desgaste prematuro. Cambio de aceite hidráulico Anualmente. Si se utiliza la herramienta más de 200 veces este cambio se realizará antes. En todo caso si se detecta que el aceite no está en optimas condiciones. 79 CAPÍTULO 7. MANTENIMIENTO DE EQUIPOS QUE FORMAN PARTE DE LAS INSTALACIONES HIDRÁULICAS DE EXTINCIÓN 1. Introducción En muchas ocasiones, elementos como mangueras, lanzas, racores, bifurcaciones, etc., quedan fuera de los planes de mantenimiento dentro de los parques de bomberos. La importancia de que estos elementos se encuentren en condiciones óptimas es vital, ya que si disponemos de una bomba en óptimas condiciones, pero no se ha tenido en cuenta el mantenimiento de estos equipos, no conseguiremos que el agua procedente del vehículo llegue al lugar deseado. También se puede dar el caso de que durante la extinción uno de estos elementos se rompa, comprometiendo la seguridad de la intervención y de los intervinientes. Por eso, que estos equipos se encuentren en unas buenas condiciones de mantenimiento y funcionamiento, tiene la misma importancia que el funcionamiento adecuado de una bomba. Durante las operaciones de mantenimiento que se expondrán a continuación, será obligatorio el uso del Equipo de Protección Individual completo: casco, gafas de seguridad, chaquetón de intervención, guantes, cubre pantalón y botas de intervención. Estas pruebas se realizan en el parque en un ambiente relajado, y el bombero suele utilizar simplemente el traje de faena, pero hemos de 81 Capítulo 7. Mantenimiento de equipos que forman parte de las instalaciones hidráulicas de extinción tener en cuenta que trabajaremos a presiones próximas de 40 bares. La rotura de algún elemento de la instalación a estas presiones puede generar graves daños al bombero. Con el EPI adecuado estos daños se pueden minimizar. 2. Mangueras y racores 2.1. Cuidados y mantenimiento Evitar roces y arrastres innecesarios durante su uso. Precaución con los racores, ya que si se golpean pueden sufrir deformaciones que imposibiliten su función. Evitar el paso de vehículos sobre las mangueras, especialmente cuando tengan presión. Al cambiar de sitio un tendido, se pliega o se transporta en el camión, nunca arrastrando de él. Evitar el contacto con brasas o rescoldos. No someter mangueras muy usadas o en mal estado a altas presiones. Recordar que cuanto más sección tiene la manguera menos presión soporta. Si durante la intervención, traslado o mantenimiento se observa alguna anomalía se marcarán y retirarán y se comunicará al responsable. En intervenciones a muy baja temperatura, prever la posibilidad de heladas y descargar la instalación para que no se colapse la manguera. Tras una intervención, se lavarán y plegarán las mangueras utilizadas para poderlas poner rápidamente en servicio. 82 2.2. Mantenimiento preventivo de mangueras y racores 2.2.1. Mantenimiento diario y posterior a su uso Mantenimiento diario - Mangueras: 1º Se encontrarán bien liadas. 2º Deberán estar secas, limpias y que no contendrán ningún elemento que pueda dañarlas. 3º No rozarán con ningún elemento del vehículo. - Racores Barcelona: 1º Aspecto exterior, no deben presentar ninguna deformación, ni mostrar grandes golpes. 2º Los dientes deberán guardar simetría de 120º. 3º Los dientes no deberán presentar desgaste o abolladuras. 4º Contendrán junta de sellado. 5º La junta de sellado no deberá estar cuarteada. 6º La junta deberá estar lubricada. De lo contrario, poner vaselina en la junta. Si el racor se encuentra en mal estado, éste deberá ser sustituido por otro. Mantenimiento posterior a su uso Después de una intervención, se deben realizar las siguientes operaciones a la llegada al parque: 1º Se desenrollarán las mangueras. 2º Se limpiaran cuidadosamente con agua y jabón. 3º Se conectarán al hidrante de llenado del vehículo y se probarán para observar posibles fugas y pinchazos, en caso afirmativo la manguera será desechada. 4º Se enrollarán en sencillo con los dos racores por el exterior. Atención: La técnica de enrollado sencillo con Capítulo 7. Mantenimiento de equipos que forman parte de las instalaciones hidráulicas de extinción un racor en el exterior y otro en el interior, está totalmente desaconsejada, ya que el racor que queda en el interior golpeará bruscamente con el suelo. 2.2.2. Mantenimiento semestral Este mantenimiento consistirá en someter a todas las mangueras a su presión de prueba. Para ello hay que tener en cuenta varios aspectos, en función de su diámetro que veremos a continuación: Prueba de presión de mangueras de 25mm de diámetro: Esta operación se realizará desde la salida de 25mm que dispone la bomba procedente de su etapa de alta presión, capaz de alcanzar 40 bares, la misma que la presión de prueba de la bomba. Procedimiento: 1º Conectaremos la manguera a la salida de la etapa de alta presión de bomba. 2º Colocaremos una lanza de 25mm a un caudal aproximado 230 litros. 3º Pondremos en funcionamiento la bomba a 40 bares. 4º Una vez la manguera esté en carga, abriremos la lanza para que salga el agua durante 5 minutos. 5º Observaremos que no haya fugas ni pinchazos en la manguera. 6º Cerraremos cuidadosamente la lanza y observaremos que con la lanza cerrada la manguera no sufre ninguna deformación. 7º Una vez verificada la manguera se enrollará y se guardará. 8º Repetiremos esta operación con todas las mangueras de 25mm que tengamos. En caso de mostrar alguna deficiencia la manguera será desechada. Prueba de presión de mangueras de 45mm de diámetro: Para poder realizar esta prueba de presión hay que tener en cuenta que la etapa de baja de las bombas que disponemos solo llegan a 12 bares, por lo que deberemos trabajar con dos bombas en paralelo utilizando sus salidas de alta presión procedentes de esta etapa de la bomba. La etapa de alta presión cuenta con dos salidas, una de 25mm para conexión de una manguera flexible y otra que va directamente al carrete de pronto socorro, utilizaremos los carretes de las bombas de los vehículos 207 y 204. 83 Capítulo 7. Mantenimiento de equipos que forman parte de las instalaciones hidráulicas de extinción No utilizaremos un carrete solo ya que el caudal que obtendríamos sería insuficiente para realizar la prueba. También hemos de tener en cuenta que según las leyes de hidrodinámica, cuando conectamos dos bombas en paralelo se suman los caudales pero no las presiones, por lo que la presión en punta de lanza será la mas alta que provenga de uno de los dos vehículos. Procedimiento: 1º Conectaremos los carretes de pronto socorro de las bombas a una bifurcación de 25/45. 2º En la salida de 45mm colocaremos la manguera a probar. 3º Colocaremos una lanza de 45mm a 400l/ min aprox. 4º Pondremos en funcionamiento las dos bombas a una presión de 30 bares. 5º Una vez la instalación esté en carga, abriremos la lanza para que salga agua durante 5 minutos. 6º Comprobaremos que la lanza no tiene fugas ni pinchazos. 7º Cerraremos cuidadosamente la lanza y observaremos que no se produzcan deformaciones en la manguera. 8º Una vez probada la manguera se enrollará y se guardará. 9º Esta operación se realizará tantas veces como mangueras de 45mm tengamos. En caso de mangueras deterioradas, se desecharán. Atención: esta operación se deberá realizar con 2 o 3 bomberos en punta de lanza, debido a la fuerza que la manguera ejercerá sobre el bombero a esta presión y caudal altos. Prueba de presión de mangueras de 70mm de diámetro: Para poder realizar esta prueba de presión 84 hay que tener en cuenta que la etapa de baja de las bombas que disponemos solo llegan a 12 bares, por lo que deberemos trabajar con dos bombas en paralelo utilizando sus salidas de alta presión procedentes de esta etapa de la bomba. La etapa de alta presión cuenta con dos salidas, una de 25mm para conexión de una manguera flexible y otra que va directamente al carrete de pronto socorro, utilizaremos los carretes de las bombas de los vehículos 207 y 204. No utilizaremos un carrete solo ya que el caudal que obtendríamos sería insuficiente para realizar la prueba. También hemos de tener en cuenta que según las leyes de hidrodinámica, cuando conectamos dos bombas en paralelo se suman los caudales pero no las presiones, por lo que la presión en punta de lanza será la mas alta que provenga de uno de los dos vehículos. Procedimiento: 1º Conectaremos los carretes de pronto socorro de las bombas a una bifurcación de 70/45 con dos reducciones 25/45mm. 2º En la salida de 70mm colocaremos la manguera a probar. 3º Colocaremos una lanza de 70mm a 400l/ min aprox. 4º Pondremos en funcionamiento las dos bombas a una presión de 25 bares. 5º Una vez la instalación esté en carga, abriremos la lanza para que salga agua durante 5 minutos. 6º Comprobaremos que la lanza no tiene fugas ni pinchazos. 7º Cerraremos cuidadosamente la lanza y observaremos que no se produzcan deformaciones en la manguera. 8º Una vez probada la manguera se enrollará y se guardará. 9º Esta operación ser realizará tantas veces Capítulo 7. Mantenimiento de equipos que forman parte de las instalaciones hidráulicas de extinción como mangueras de 70mm tengamos. En caso de mangueras deterioradas, se desecharán. Atención: esta operación se deberá realizar con 2 o 3 bomberos en punta de lanza, debido a la fuerza que la manguera ejercerá sobre el bombero a esta presión y caudal altos. 3. Mantenimiento preventivo de mangotes Mantenimiento diario - Manguera semirrígida: 1º Observar que se encuentre en buen estado y no se encuentre cuarteada. 2º Comprobar que esté limpio y no contenga sustancias abrasivas ni corrosivas. Racor Storz: 1º No debe estar abollado, picado, ni presentar deformidades en el exterior. 2º Comprobar que las dos pestañas están en buen estado. 3º Limpiar canal por el que se deslizan las pestañas. 4º Comprobar junta de estanqueidad, no debe estar cuarteada, en caso afirmativo sustituir. 5º La junta debe estar lubricada, usar vaselina. - Válvula de pie: Ésta tiene dos funciones, actuar como filtro para que los desechos que pueda contener el agua no pasen al cuerpo de bomba, y por otro lado impedir que el agua que hay en los mangotes salga al exterior. Deberemos comprobar: 1º Filtro está buen estado. 2º Comprobar racor Storz según el protocolo anterior. 3º Comprobar que el tirador de vaciado funciona correctamente y abre la válvula. Mantenimiento semestral Prueba de aspiración: Ésta consistirá en conectar los mangotes de aspiración a la bomba y observar que presentan hermetismo, que permiten realizar el vacio al cebador de la bomba, para que gracias a la presión atmosférica el agua se introduzca en el interior de los mangotes y de éstos a la bomba. Se deberá comprobar que la válvula de pie actúa correctamente de forma hermética y que al accionar el tirador este acciona la válvula permitiendo salir el agua. En caso de estar dañados, deberán sustituirse. 4. Mantenimiento preventivo de reducciones y bifurcaciones Mantenimiento diario - Reducciones: 1º Aspecto exterior, no deben presentar ninguna deformación, ni mostrar grandes golpes. 2º Los dientes deberán guardar simetría de 120º. 3º Los dientes no deberán presentar desgaste o abolladura. 4º Contendrán junta de sellado. 5º La junta de sellado no deberá estar cuarteada. 6º La junta deberá estar lubricada. De lo contrario poner vaselina en la junta. 85 Capítulo 7. Mantenimiento de equipos que forman parte de las instalaciones hidráulicas de extinción - Bifurcaciones: 1º Aspecto exterior, no deben presentar ninguna deformación, ni mostrar grandes golpes. 2º Los dientes deberán guardar simetría de 120º. 3º Los dientes no deberán presentar desgaste o abolladura. 4º Contendrán junta de sellado. 5º La junta de sellado no deberá estar cuarteada. 6º La junta deberá estar lubricada. De lo contrario poner vaselina en la junta. 7º Comprobar manetas de válvulas de cierre/ apertura de bola. En caso de funcionamiento deficiente, engrasar. Mantenimiento semestral Se realizará una prueba de presión. Ésta se hará simultáneamente a la prueba de presión de las mangueras, alternando las distintas reducciones y bifurcaciones de que disponemos. 86 5. Mantenimiento preventivo de lanzas Mantenimiento diario - Boquilla: 1º Inspeccionar que no acumule suciedad. 2º Observar los dientes de pulverización que no estén rotos, en caso de rotura sustituir pieza. 3º Mover hacia izquierda/derecha para comprobar la formación de cortina y chorro, si opone resistencia al movimiento, limpiar y lubricar con vaselina. - Caudalímetro: 1º Situar en posición FLUSH (posición de auto limpieza) para limpiar la lanza durante 1 minuto. 2º Comprobar todas las posiciones, verificar que aumenta el caudal, en caso de fallo necesita reparación. Capítulo 7. Mantenimiento de equipos que forman parte de las instalaciones hidráulicas de extinción - Maneta de accionamiento: 1º Comprobar apertura y cierre rápido (pulsaciones), en caso de oponer resistencia, revisar si la válvula de bola esta parcialmente obstruida, limpiar y engrasar. - Mango de sujeción: 1º Comprobar que no esta deteriorado. Mantenimiento semestral Se realizará una prueba de presión. Ésta se hará simultáneamente a la prueba de presión de las mangueras, alternando las distintas lanzas en función del diámetro de la manguera que esta realizando el test. 87 CAPÍTULO 8. PLAN DE MANTENIMIENTO PREVENTIVO 1. Introducción En este capitulo se desarrollará el plan preventivo, apoyado en todo lo expuesto en los capítulos anteriores. 2. Plan de mantenimiento Mantenimiento diario Consistirá en realizar la revisión marcada por los partes diarios, comprobar que todo está en óptimas condiciones y comunicar las deficiencias al equipo de mantenimiento. Consistirá: - Puesta en funcionamiento de equipos. - Observar anomalías. - Registrarlas. Mantenimiento mensual Cada mes y en días alternos para que todos los grupos de trabajo realicen esta revisión, se hará la revisión siguiendo los partes de revisión mensual, que consistirá: - Prueba de presión de bombas, trabajando con ellas a su máxima presión de trabajo y observar anomalías y registrarlas. - Prueba de aspiración de la bombas. Se probará el sistema de aspiración de las bombas, observando que el cebador actúe correctamente y que no se producen fugas ni entrada de aire en el sistema. 89 Capítulo 8. Plan de mantenimiento preventivo Mantenimiento semestral Consistirá: - Prueba de presión de mangueras, mangotes, lanzas, racores, bifurcaciones y reducciones. Siguiendo los protocolos que se marcan en el capítulo de mantenimiento de equipos que forman parte de instalaciones hidráulicas de extinción. Mantenimiento periódico establecido Consistirá: - Realizar las operaciones que recomienda el fabricante para cada vehículo y que están registradas en el plan mantenimiento periódico. Los encargados de realizar estas operaciones son los bomberos de mantenimiento. 3. Personal encargado del mantenimiento Grupos de trabajo diario (Mantenimiento básico) Son los bomberos que ese día se encuentra de turno, su función: - Realizar la revisión diaria completando los partes, registrando posibles anomalías y participar en tareas simples de mantenimiento y reparación encomendadas por los bomberos de mantenimiento. - Realizar la revisión mensual cuando corresponda completando los partes y registrando posibles anomalías, para su posterior reparación. - Cualquier otra tarea que les sea encomendada por sus superiores. Bomberos de mantenimiento (Mantenimiento intermedio) Serán dos bomberos formados y designados por los encargados de controlar y realizar tareas de mantenimiento, como engrase, reponer niveles, limpieza de equipos y reparaciones. 90 Capítulo 8. Plan de mantenimiento preventivo Se designará solo dos bomberos, debido a que si todos los bomberos intervinieran en tareas de mantenimiento, se podría generar un caos y habría tareas que se realizarían más de una vez y otros que no se realizarían, por lo que es más apropiado que dos bomberos perfectamente coordinados se encarguen de estas tareas durante su jornada laboral. De esta forma tendremos un mejor control de todo lo que se realiza. Tareas: - Participar en la revisión diarias. - Revisar partes diarios en busca de fallos o tareas que haya que realizar. - Realizar tareas registradas en los partes diarios. - Efectuar las tareas de mantenimiento preventivo programas. - Solicitar la presencia de los técnicos de mantenimiento del Consorcio para realizar reparaciones y tareas de manteniendo complicadas, que impliquen desmotar, rodamientos, rodetes, alineación de ejes, etc. Técnicos de mantenimiento del Consorcio (Mantenimiento avanzado) Son los encargados del mantenimiento de los 9 parques de bomberos del Consorcio. Debido a su gran carga de trabajo, solo se solicitará su presencia para tareas de mantenimiento complejas: - Reparación y sustitución de empaquetaduras. - Reparación y sustitución de rodamientos. - Reparación y sustitución de rodetes. - Reparación y sustitución cojinetes. - Rectificado de ejes. - Cualquier otra que los bomberos de mantenimiento no sean capaces de solventar y necesiten de su ayuda. PARTES DE REVISIONES DIARIAS 91 PARTE DE REVISIÓN DIARIA MÓVIL 204 (I) VEHÍCULO Bien Grupo __________ Mal EQUIPOS DE RESPIRACIÓN Aceite motor REPONER Estado de quipos y soportes Agua motor REPONER Presión de las botellas Agua de baterías REPONER Arranque motor REPONER Motor, escobillas limpiaparabrisas Neumáticos presión) y Bien Mal LLENAR Las botellas se quedarán cerradas y sin presión Nivel de aceite de la cadena REPONER OBSERVACIONES: Cadena montada CAMBIAR Cadena de repuesto, llave de bujía y cadena REPONER Bidón de aceite y combustible REPONER OBSERVACIONES: ALUMBRADO Y EMERGENCIAS Bien Mal Faros delanteros, luz corta y larga Revisión exterior de chapa Faros de trabajo Bidón de gasolina REPONER Limpieza de cabina LIMPIAR Limpieza de taquillas Focos de (rampa) trabajo delanteros Intermitentes Luz de averías Horas de trabajo de la bomba Luces de freno Kilómetros EQUIPO DE ARRANQUE EN FRÍO Mal REPONER PELIGRO Estado de persianas/puertas de las taquillas Bien Nivel de combustible (estado-­dibujo-­ Estado de paragolpes, estribos y espejos MOTOSIERRA Grupo __________ Arranque y funcionamiento líquido Presión de aire del circuito de frenos. PARTE DE REVISIÓN DIARIA (II) Bien Mal Compresor de aire Nivel de aceite del compresor REPONER Cargador de baterías Luz de marcha atrás Luces de posición Luces antiniebla MOTOBOMBA Bien Mal Arranque y funcionamienti Nivel de aceite REPONER Nivel de combustible REPONER Estado del mangote y racores Estado de la electrobomba OBSERVACIONES: Luces de matrícula Testigos y relojes de salpicadero Calentador del agua motor Puntos de iluminación en bombas y taquiellas OBSERVACIONES: Rotativos y estroboscópicos Sirenas Radios, puestos delantero/trasero OBSERVACIONES: BOMBA Bien Mal CABESTRANTE Bien Mal Funcionamiento Estado del cable de mando Estado del cable de arrastre OBSERVACIONES: Aspiración, baja, alta y RAP Manómetros, niveles, testigos y STOP Estado de mangotes llaves, racores y Estado del carrete de alta Mando responsable de turno Bombero conductor Defensas perimetral, de ruedas y delanteras Monitor y soportes Pérdidas de agua Sí No Puertollano, a ___________ de ___________________ del 20______ Fdo _________________________ Fdo__________________________ PARTE DE REVISIÓN DIARIA MÓVIL 206 (I) VEHÍCULO Mal BOMBA DE ALTA PRESIÓN Aceite motor REPONER Arranque y funcionamiento Agua motor REPONER Nivel de combustible Agua de baterías REPONER Nivel aceite motor Arranque motor REPONER Alternador Motor, escobillas limpiaparabrisas Bien Grupo __________ y líquido Bien Niveles caja tranferencia y bomba de alta Neumáticos (estado - ­ dibujo ­presión) Presión de aire del circuito de frenos. PELIGRO Mal PARTE DE REVISIÓN DIARIA MÓVIL 206 (II) ALUMBRADO Y EMERGENCIAS Bien Grupo __________ Mal SIERRA DE SABLE Faros delanteros, luz corta y larga Funcionamiento REPONER Faros de trabajo Estado cable REPONER Focos de (rampa) REPONER trabajo delanteros COJINES NEUMÁTICOS Porporcionador incorporado Luz de marcha atrás Depósito de espumógeno Luces de posición OBSERVACIONES: Luces antiniebla Mal Bien mal Válvulas y manómetros COTAPEDALES Funcionamiento Estado de la cuchilla OBSERVACIONES: Luces de matrícula Estado de paragolpes, estribos y espejos Bien Estado de los cojines Luz de averías Luces de freno Mal Estado cuchillas Intermitentes Carrete, manguera y pistola Bien Testigos y relojes de salpicadero Puntos de iluminación en bombas y taquiellas Estado de persianas/puertas de las taquillas Rotativos y estroboscópicos Revisión exterior de chapa Sirenas Bidón de gasolina REPONER CABESTRANTE Limpieza de cabina LIMPIAR Funcionamiento Bien Mal Radios, puestos delantero/trasero OBSERVACIONES: Limpieza de taquillas Estado del cable de mando Horas de trabajo de la bomba Estado del cable de arrastre Kilómetros EQUIPOS DE RESPIRACIÓN Bien Mal Estado de equipos y soportes VENTILADOR PRESIÓN POSITIVA Bien Mal Presión de las botellas LLENAR Arranque y funcionamiento Nivel de aceite REPONER Nivel de combustible REPONER Estado aspas y parrilla protectora MOTOBOMBA RADIAL Mal Arranque y funcionamiento Mal EQUIPO DE RESCATE HIDRÁULICO Bien Mal Funcionamiento BOMBA RESCATE PORTÁTIL Bien Bien HIDRÁULICA Bien Mal Funcionamiento Arranque y funcionamiento Nivel aceite motor REPONER Nivel de aceite REPONER Nivel combustible REPONER Nivel de combustible REPONER Nivel aceite hidráulico REPONER Estado del mangote y racores MOTOSIERRA ELÉCTRICA Estado de la electrobomba Arranque y funcionamente OBSERVACIONES: Estado cable Arranque Bien Mal Nivel de combustible Nivel de aceite hidráulico Estado de racores y mangueras Estado de herramientas Mando responsable de turno Nivel aceite de la cadena REPONER Cadena montada CAMBIAR Puertollano, a ___________ de ___________________ del 20______ Fdo _________________________ Bombero conductor Fdo__________________________ PARTE DE REVISIÓN DIARIA MÓVIL 207 (I) VEHÍCULO Bien Grupo __________ CABESTRANTE Aceite motor REPONER Funcionamiento Arranque y funcionamieto Agua motor REPONER Estado del cable de mando Nivel de aceite REPONER Agua de baterías REPONER Estado del cable de arrastre Nivel de combustible REPONER Arranque motor REPONER EQUIPOS DE RESPIRACIÓN y líquido Bien Mal Mal Estado de equipos y soportes Presión de las botellas PELIGRO LLENAR ALUMBRADO Y EMERGENCIAS Bien Mal Faros delanteros, luz corta y larga Estado de paragolpes, estribos y espejos Faros de trabajo Estado de persianas/puertas de las taquillas Intermitentes Focos de (rampa) Estado de mangueras y racores VENTILADOR POSITIVA DE PRESIÓN Bien Mal trabajo Nivel de combustible REPONER Nivel de aceite REPONER OBSERVACIONES: delanteros Luz de averías Revisión exterior de chapa Bidón de gasolina REPONER Limpieza de cabina LIMPIAR Limpieza de taquillas Horas de trabajo de la bomba Kilómetros Luces de freno MOTOSIERRA Luz de marcha atrás Arranque y funcionamiento Luces de posición Nivel de combustible Luces antiniebla Nivel de aceite de la cadena Luces de matrícula Cadena montada Testigos y relojes de salpicadero Cadena de respuesto, llave de bujía y cadena Puntos de iluminación en bombas y taquiellas BOMBA Bien Mal Bien Mal Bidón de aceite y combustible Rotativos y estroboscópicos Aspiración, baja, alta y RAP Sirenas Manómetros, niveles, testigos y STOP Radios, puestos delantero/trasero racores Mal Arranque y funcionamiento Presión de aire del circuito de frenos. llaves, Bien Estado de herramientas Neumáticos (estado - ­ dibujo ­presión) Estado de mangotes EQUIPO DE DESCARCELACIÓN Grupo __________ Mal Motor, escobillas limpiaparabrisas Bien PARTE DE REVISIÓN DIARIA MÓVIL 207 (II) OBSERVACIONES: y Estado del carrete de alta Defensas perimetral, de ruedas y delanteras Monitor y soportes Pérdidas de agua Sí No GRUPO ELECTRÓGENO Bien Mal Arranque y funcionamiento Todo el material se encuentra Sí limpio y en su sitio Falta: No Nivel aceite motor REPONER Nivel de combustible REPONER Mando responsable de turno Bombero conductor Mástil focos y cableados Puertollano, a ___________ de ___________________ del 20______ Fdo _________________________ Fdo__________________________ PARTE DE REVISIÓN DIARIA MÓVIL 209 VEHÍCULO Bien Grupo __________ Mal ALUMBRADO Y EMERGENCIAS Aceite motor REPONER Faros delanteros, luz corta y larga Agua motor REPONER Faros de trabajo Agua de baterías REPONER Arranque motor REPONER Focos de (rampa) Motor, escobillas limpiaparabrisas y líquido trabajo Bien Mal delanteros Intermitentes Luces de freno PELIGRO Luces de posición Luces antiniebla Puntos de iluminación en bombas y taquiellas Aceite motor REPONER Faros delanteros, luz corta y larga Agua motor REPONER Faros de trabajo Agua de baterías REPONER Arranque motor REPONER Focos de (rampa) y líquido Sirenas Revisión exterior de chapa trabajo Luz de marcha atrás PELIGRO Luces de posición Luces antiniebla Luces de matrícula Testigos y relojes de salpicadero Puntos de iluminación en bombas y taquiellas Rotativos y estroboscópicos Sirenas Bidón de gasolina REPONER Radios, puestos delantero/trasero Limpieza de cabina LIMPIAR OBSERVACIONES: Limpieza de cabina LIMPIAR OBSERVACIONES: Horas de trabajo de la bomba Kilómetros Kilómetros EQUIPO DE ALTA PRESIÓN Bien Mal Arranque y funcionamiento BOMBA Bien Mal Aspiración, baja, alta y RAP Estado de mangotes llaves, racores CABESTRANTE Nivel de combustible REPONER Funcionamiento Nivel aceite motor REPONER Estado del cable de mando Niveles de caja transferencia y bomba de alta Manómetros, niveles, testigos y STOP y Mal Luces de freno Radios, puestos delantero/trasero Horas de trabajo de la bomba Bien Intermitentes REPONER Limpieza de taquillas Mal delanteros Bidón de gasolina Limpieza de taquillas Bien Luz de averías Estado de persianas/puertas de las taquillas Rotativos y estroboscópicos Revisión exterior de chapa ALUMBRADO Y EMERGENCIAS Estado de paragolpes, estribos y espejos Testigos y relojes de salpicadero Estado de persianas/puertas de las taquillas Mal Presión de aire del circuito de frenos. Luces de matrícula Estado de paragolpes, estribos y espejos Bien Grupo __________ Neumáticos (estado - ­ dibujo ­presión) Luz de marcha atrás Presión de aire del circuito de frenos. VEHÍCULO Motor, escobillas limpiaparabrisas Luz de averías Neumáticos (estado - ­ dibujo ­presión) PARTE DE REVISIÓN DIARIA MÓVIL 215 Estado del cable de arrastre OBSERVACIONES: Carrete, manguera y pistola Estado del carrete de alta OBSERVACIONES: Defensas perimetral, de ruedas y delanteras Monitor y soportes Pérdidas de agua Sí No Mando responsable de turno Puertollano, a ___________ de ___________________ del 20______ Fdo _________________________ Bombero conductor Fdo__________________________ Mando responsable de turno Puertollano, a ___________ de ___________________ del 20______ Fdo _________________________ Bombero conductor Fdo__________________________ PARTE DE REVISIÓN MENSUAL DE BOMBAS MÓVIL 204 (I) Bomba Bien PARTE DE REVISIÓN MENSUAL DE BOMBAS MÓVIL 204 (iI) Vibraciones Mal Sí Ruidos No Sí Anomalías Motobomba No Aceite bomba Nivel aceite Toma de fuerza Nivel de combustible Manómetros y vacuómtros Arranque y funcionamiento Llave apertura tanque Llaves y racores Trabajo etapa alta presión Cebado manual Carrete alta presión Palanca del aceledaror Salida alta presión Orificio de descarga Devanadera alta presión Tapa de relleno combustible Pérdidas de agua Tapa del orificio de llenado de aceite/varilla Estado de racores y llaves Interruptor del motor Funcionamiento emergencia interruptor parada de Bien Mal Vibraciones Sí No Ruidos Sí Anomalías No Motor de arranque Palanca de válvula de combustible Cebador Aspiración de la bomba Tapón del orificio de llenado de agua para cebado OBSERVACIONES: Silenciador Bastidor Filtro de aire Tapón de drenaje de aceite Tapón de drenaje de la bomba Equipos Limpieza Sí No Juntas Sí Racores No Sí Funcionamiento No Sí No Orificio de succión OBSERVACIONES: Lanzas de 25 mm Lanzas de 45 mm Lanzas de 70 mm Reducciones Bifurcaciones 45/25 Bifurcaciones 70/45 Mangueras Mangotes OBSERVACIONES: Mando responsable de turno Puertollano, a ___________ de ___________________ del 20______ Fdo _________________________ Bombero conductor Fdo__________________________ PARTE DE REVISIÓN MENSUAL DE BOMBAS MÓVIL 206 (I) Bomba de alta presión Bien PARTE DE REVISIÓN MENSUAL DE BOMBAS MÓVIL 206 (II) Mal Vibraciones Sí No Ruidos Sí Anomalías Motobomba No Motor eléctrico Nivel de aceite Bomba de alta presión Nivel de combustible Válvula de seguridad Arranque y funcionamiento Descargador (bypass) Llaves y racores Embellecedor Sistema de cebado Filtro y reductor de presión Palanca del acelerador Válvula de bola “llenado de depósito“ Orificio de descarga Válvula de bola “depósito/hidrante“ Tapa de relleno de combustible Filtro Tapa del orificio de llenado de aceite/varilla Refrigerador de agua Interruptor del motor Válvula de drenaje Motor de arranque Conexión al depósito de agua Palanca de válvula de combustible Conexión de retorno de línea Palanca del estrangulador Caja de fusibles Silenciador Interruptor motor Bastidor Manómetros de alta y baja presión Filtro de aire Válvula de bola “arranque“ Tapón de drenaje de aceite Válvula de bola “espuma“ Tapón de drenaje de la bomba Depósito de espumógeno 20 litros Orificio de succión Tanque de espumógeno Racor de aspiración Tubo de aspiración de espumógeno Sistema de aspiración Devanadera de manguera OBSERVACIONES: Manguera de alta presión DN12 Soporte lanza Foggun OBSERVACIONES: Bien Mal Vibraciones Sí No Ruidos Sí Anomalías No PARTE DE REVISIÓN MENSUAL DE BOMBAS MÓVIL 206 (III) Bomba hidráulica eléctrica Bien PARTE DE REVISIÓN MENSUAL DE BOMBA MÓVIL 209 (I) Mal Vibraciones Sí No Ruidos Sí Anomalías Bomba No Motor eléctrico Aceite de la bomba Interruptor eléctrico Toma de fuerza Palanca de accionamiento Manó metro y vacuómetros Nivel de aceite hidráulico Llave de apertura tanque Embellecedor Llave de recirculación Mangueras y racores Trabajo etapa baja presión Herramientas Salidas baja presión Mando estrellado Carrete izquierdo Engrase de bulones Entrada Storz aspiración espumógeno Estado de cuchillas y puntas Estado de racores y llaves OBERVACIONES: Manual cebador Bien Mal Vibraciones Sí No Ruidos Sí Anomalías No Aspiración de la bomba Depósito de agua Test de vacío Bomba hidráulica gasolina Bien Mal Vibraciones Sí No Ruidos Sí Anomalías OBERVACIONES: No Interruptor Palanca acelerador Palancas de accionamiento Empuñadura de motor de arranque Llave de gasolina Estrangulador Tapón y depósito de gasolina Nivel aceite motor Nivel aceite hidráulico Mando estrellado Bujía Filtro del aire OBERVACIONES: Mando responsable de turno Puertollano, a ___________ de ___________________ del 20______ Fdo _________________________ Bombero conductor Fdo__________________________ Mando responsable de turno Puertollano, a ___________ de ___________________ del 20______ Fdo _________________________ Bombero conductor Fdo__________________________ PARTE DE REVISIÓN MENSUAL DE BOMBAS MÓVIL 207 (I) Bomba Bien PARTE DE REVISIÓN MENSUAL DE BOMBAS MÓVIL 207 (II) Mal Vibraciones Sí No Ruidos Sí Anomalías Bomba No Aceite caja de engranajes Cuerpo de bomba Aceite cebador Racores Toma de fuerza Junta de recores Manómetros y vacuómetros Enchufe Llave de apertura tanque Cable Llave de apertura de entrada de aspiración Storz Motor eléctrico Bien Mal Vibraciones Sí No Ruidos Sí Anomalías No Rodete Llave de recirculación Alabes del rodete Trabajo etapa alta presión Engrase eje central Carrete alta presión Juntas de estanqueidad del eje central Salida alta presión Filtro Devanadera alta presión OBERVACIONES: Entrada Storz aspiración espumógeno Estado de racores y llaves Funcionamiento proporcionador Funcionamiento emergencia interruptor parada de Manual cebador Aspiración de la bomba Depósito de espumógeno Depósito de agua OBERVACIONES: Turbobomba Bien Mal Vibraciones Sí No Ruidos Sí Anomalías No cuerpo de la bomba Racores Junta de racores Filtro Rodete Alabes de rodetes Engrase eje central Mando responsable de turno Bombero conductor Juntas de estanqueidad del eje central OBSERVACIONES: Puertollano, a ___________ de ___________________ del 20______ Fdo _________________________ Fdo__________________________ Capítulo 8. Plan de mantenimiento preventivo Mantenimiento periódico Móvil 206 PARTE DE REVISIÓN MENSUAL DE BOMBA ALTA PRESIÓN MÓVIL 215 (I) Bomba hidráulica eléctrica Bien Mal Bomba Godiva Vibraciones Sí No Ruidos Sí Anomalías No Nivel de aceite Tapón de aceite Test de vacío Mensual Test de presión Mensualmente Test de presión Mensual Juego de juntas Sustitución cada 250h. de trabajo y como máximo después de 3 años Test de aspiración Mensual Válvulas Sustitución cuando se produzcan saltos de succión del líquido Cambio de aceite Anual / 100 h. de uso (SAE90) Cambios de aceite Cada 200 h. de trabajo y como máximo cada 6 meses (SAE90) Caja de engranajes Cambio de aceite cada 100 horas o tras un periodo máximo de 6 meses Nivel de gasolina Tapón gasolina Empaquetadura Filtro de entrada gasolina Bujía Tirador de arranque Rodamientos Arranque eléctrico Arranque manual Acelerador Motor eléctrico Bomba de alta presión Eje Válvula de seguridad Palanca de accionamiento Rodete Válvula de bola “depósito/hidrante“ Bomba de alta presión Cada año engrasar con pasta de grafito Sustituir cada 5 años años de empaquetadura Cada año engrasar con grasa multiuso Suministro de agua y El agua deberá renovarse cada 2 sistemas de tuberías meses Sustituir cada 5 años Engrasar cada 6 meses con grasa multiuso Medidor de horas Engrasar cada año Batería duración máxima 5 años, después de ese periodo, sustituir. Herramientas hidráulicas Alinear cada 5 años Sustituir cada 10 años / 1000 horas de funcionamiento Filtro Controlar bulones Trimestral Elementos de transmisión sujetos a desgaste Revisar cada 6 meses Sustitución de aceite hidráulico Cada 200 horas / 1 año Conexión al depósito de agua Interruptor motor Bombas hidráulicas Manómetros de Alta Válvula de bola “espuma“ Tubo de aspiración de espumógeno Devanadera de manguera Objeto Acción Después de cada uso Acoplamientos hidráulicos Comprobación Sí Limpiar y lubricar Sí Comprobación Sí Limpiar y lubricar Sí Tapón Sí Comprobar el nivel Sí Manguera de alta presión DN12 Soporte lanza Tapas para el polvo Lanza OBERVACIONES: Aceite de motor Filtro de aceite Bujía de encendido (accionamiento motor gasolina) Mando responsable de turno Bombero conductor Motor eléctrico Escape con antichispas (accionamiento motor de gasolina) Puertollano, a ___________ de ___________________ del 20______ Fdo _________________________ Periodo Tras primer mes / primeras 10 h. de trabajo Renovación Sí Comprobación Sí Limpieza Cada 3 meses / 25 h. de trabajo Sí Sí Limpiar y ajustar Comprobar Limpiar Limpieza Cada 6 meses / 50 h. de trabajo Sí Anualmente / cada 100 h. de trabajo El equipo debe ser limpiado, inspeccionado, revisado, configurado y probado por un técnico acreditado de NIKE Sí Sí Sí Fdo__________________________ 109 Capítulo 8. Plan de mantenimiento preventivo Capítulo 8. Plan de mantenimiento preventivo Mantenimiento periódico Móvil 207 Bomba ROSENBAUER Turbobomba Electrobomba Test de vacío Mensual Mensual Mensual Test de presión Mensual Mensual Mensual Mantenimiento periódico Móvil 209 Test de aspiración Mensual No afecta No afecta Bomba ZIEGLER Cambio de aceite Anual / cada 100 h. de uso No afecta (SAE90) No afecta Cambio de aceite cebador Empaquetadura Rodamientos Acelerador Eje Rodete Anual / cada 100 h. de uso (SAE30) Cada año engrasar con pasta Cada año engrasar con pasta Cada año engrasar con pasta de grafito de grafito de grafito Sustituir cada 5 años anilos Susituir cada 5 años anillos Susituir cada 5 años anillos de empaquetadura de empaquetadura de empaquetadura Cada año engrasar con grasa No afecta multiuso No afecta Sustituir cada 5 años No afecta No afecta Engrasar cada 6 meses con No afecta grasa multiuso No afecta Engrasar cada año Engrasar cada año Engrasar cada año Alinear cada 5 años Alinear cada 5 años Alinear cada 5 años Test de vacío Mensual Test de presión Mensual Test de presión Mensual Cambio de aceite Anual / cada 100 h. de uso (SAE90) Cambio de aceite cebador Anual / cada 100 h. de uso (SAE30) Mensual Mensual Test de aspiración Mensual Mensual Cambio de aceite Anual / 50 h. de uso (SAE10) Anual / 50 h. de uso (SAE30) Cada año engrasar con pasta de grafito Cada año engrasar con pasta de grafito Rodamientos Acelerador Eje Rodete 110 años Alinear cada 5 años Sustitur cada 10 años / 1000 h. de funcionamiento Bomba de alta presión Test de presión de Sustituir cada 5 empaquetadura Engrasar cada año Mantenimiento periódico Móvil 215 Mensual anilos Engrasar cada 6 meses con grasa multiuso Rodete Motobomba Mensual años Sustituir cada 5 años Eje Test de vacío Sustituir cada 5 empaquetadura Cada año engrasar con grasa multiuso Acelerador Mantenimiento periódico Móvil 204 Empaquetadura Sustituir cada 5 años anilos de empaquetadura Rodamientos Sustitur cada 10 años / 1000 Sustitur cada 10 años / 1000 Sustitur cada 10 años / 1000 h. de funcionamiento h. de funcionamiento h. de funcionamiento Bomba ZIEGLER Cada año engrasar con pasta de grafito Empaquetadura Test de presión Mensualmente Juego de juntas Sustitución cada 250 h. de trabajo y como máximo después de 3 años Válvulas anilos de Cada año engrasar con grasa multiuso Cada año engrasar con grasa multiuso Susituir cada 5 años Susituir cada 5 años Prensa-estopas Sustitución cuando se produzcan saltos de succión del líquido Cuando se produzcan fugas Cambio aceite Bomba Cada 300 h. de trabajo y como máximo cada año (SAE90) Cambio aceite motor Cada 100 h. de trabajo y como máximo cada 6 meses (SAE30) Suministro de agua y sistemas de tuberías El agua deberá renovarse cada 2 meses Medidor de horas Batería duración máxima 5 años, después de ese periodo sustituir Engrasar cada 6 meses con grasa Engrasar cada 6 meses con grasa multiuso multiuso Engrasar cada año con grasa multiuso Engrasar cada año con grasa multiuso Alinear cada 5 años Alinear cada 5 años Sustitur cada 10 años / 1000 h. de Sustitur cada 10 años / 1000 h. de funcionamiento funcionamiento 111 CAPÍTULO 9. PLAN DE REGISTRO, SEGUIMIENTO Y CONTROL DE CALIDAD DE MANTENIMIENTO CORRECTIVO Y MANTENIMIENTO PREVENTIVO 1. Introducción El desarrollo de un sistema acertado de seguimiento y control de la calidad del mantenimiento es esencial para asegurar reparaciones de alta calidad, estándares exactos, máxima disponibilidad, extensión del ciclo de vida del equipo y tasas eficientes de producción del equipo. Si aplicamos todo lo anteriormente expuesto y no realizamos un seguimiento, registro y control de calidad, el plan es probable que no funcione, ya que se producirá una descoordinación entre los componentes de los distintos equipos de mantenimiento. Por otro lado, habrá que evaluar periódicamente lo que se está haciendo, si nuestro plan de mantenimiento preventivo está consiguiendo su objetivo principal, de que se produzcan menos averías y con ello el ahorro de costes que estamos consiguiendo, comparando con periodos anteriores antes de implantar el plan. Con la implantación del plan de mantenimiento correctivo ante averías, hemos de realizar una comparativa del ahorro que ha supuesto para la administración, haber formado a dos personas específicamente para realizar estas reparaciones en el parque de bomberos y lo que ha costado en años anteriores enviar los vehículos a talleres privados para su reparación, teniendo en cuenta el perjuicio 113 Capítulo 9. Plan de registro, seguimiento y control de calidad de mantenimiento correctivo y mantenimiento preventivo que supone no disponer de ese vehículo en varios días. Parte de Registro de averías y reparaciones Número de registro de avería: 2. Registro de los planes de mantenimiento preventivo y correctivo Como hemos dicho en la introducción, habrá que registrar todas las operaciones realizadas y las averías que se han producido para su posterior análisis, ya que lo que no figura por escrito, es fácil que se pierda con el paso del tiempo. Fecha de detección de avería: Fecha de reparación Lugar de reparación: Se envía a taller exterior: SI / NO Nombre del taller: Número de identificación personal del técnico que lleva a cabo reparación: Descripción avería: 2.1. Registro del plan de mantenimiento correctivo Todas las averías deberán quedar registradas en el siguiente parte de averías: Parte de averías Vehículo averiado: Fecha: / Número de identificación personal del trabajador que la ha detectado: Descripción avería: Parque de bomberos: SI / NO Descripción de reparación: / Elementos sustituidos: La avería se ha producido anteriormente: SI / NO Fecha: Motivo de anterior reparación: Firma: Fecha de anterior reparación: / / Lugar: Coste de reparación en parque de bomberos: Coste de reparación en taller exterior: Una vez se el parte llega al técnico de mantenimiento, éste debe darle un número de registro que consistirá en 3 dígitos que corresponden al orden en que se van produciendo y otros 2 dígitos que son el año en que se ha producido la avería. Por ejemplo la primera avería que se produjese en el año 2014 sería la 00114. 114 Firma del encargado de reparación: Sello taller encargado de reparación: Capítulo 9. Plan de registro, seguimiento y control de calidad de mantenimiento correctivo y mantenimiento preventivo 2.2. Registro del plan de mantenimiento preventivo La idea es digitalizar todos los datos que extraigamos del trabajo de diario de mantenimiento. Con ello nos evitaremos los problemas que nos genera el tener que almacenar todas estas hojas de mantenimiento, la dificultad y el tiempo perdido que supone el tener que realizar búsqueda de datos entre tantos archivos almacenados durante años y el beneficio que supone al medio ambiente el ahorro de papel. El procedimiento será el siguiente: Todas las hojas de mantenimiento estarán en un dispositivo Tablet que el mando a cargo del turno llevará e irá registrando los datos que se vayan verificando. Este dispositivo se conectará a un ordenador donde se volcarán estas tablas a una base de datos. Del mismo modo trabajarán los dos bomberos de mantenimiento, que registrarán todas las operaciones que realicen en este dispositivo Tablet. 2.2.1 Base de datos Será necesario crear una base datos del trabajo que se realiza día a día con todas las tablas de revisiones que hemos visto en el capitulo VIII y de las que se han visto en el apartado anterior. Para ello utilizaremos el programa Maintenance Pro, que es un programa específico para llevar a cabo registros y planificación de operaciones que hay que realizar. 116 Características de Maintenance Pro Este programa nos permite registrar: - Seguimiento de equipos - Mantenimiento preventivo - Mantenimiento de reparaciones - Notificaciones del trabajo diario a realizar - Avisos de cuando hay que realizar estas operaciones - Registro historial - Inventario de piezas - Ordenes de compra Capítulo 9. Plan de registro, seguimiento y control de calidad de mantenimiento correctivo y mantenimiento preventivo 3. Seguimiento de mantenimiento correctivo A cada reparación que efectuemos se le debe hacer un seguimiento, ya que puede haber malas reparaciones que no se detecten en la revisión diaria. Este seguimiento se hará siguiendo el parte que se expone a continuación, donde la primera revisión se realizará a las 2 semanas de su reparación y a los 3 meses. Si después de estas dos revisiones se comprueba el buen funcionamiento, entenderemos que el problema se ha subsanado definitivamente. Parte de seguimiento de averías Número de avería: Fechas Primera revisión: / / Segunda revisión: / / Revisión a 2 semanas: Anomalías Observaciones: SÍ NO Revisión a 3 semanas: SÍ NO Número identificación profesional: Firma: El precio en la edición profesional es de 949 €. Hay que tener en cuenta la mejora en la calidad de nuestro mantenimiento y el ahorro que puede suponer, ya que un mal registro nos puede llevar a una avería y el coste de esta avería será superior al coste del programa seguramente. Para más información contactar con su sitio web: http://www.mtcpro.com/adquirirmaintenance-pro.htm 4. Control de calidad 4.1. Auditoría interna de control de calidad Anualmente se realizará una auditoría interna de control de calidad para evaluar todo lo que se ha realizado. Esta auditoría deberá ser realizada por un auditor externo. No deberá intervenir en ella nadie que haya participado en el mantenimiento durante todo el año para garantizar la imparcialidad. 4.1.1. ¿Qué es una auditoría interna de calidad? La auditoría interna es una función dentro de la organización que tiene el objetivo de evaluar permanente e independientemente en cada organización, si es que tiene implementado un sistema de retroalimentación destinado al mejoramiento continuo. Su fin principal es asesorar al tomador de decisiones en la promoción de la eficiencia de los procedimientos existentes. Cuando se plantea la necesidad de realizar la auditoría interna es para garantizar los resultados de la gestión y además tener recomendaciones, las cuales son objeto de consideraciones y decisiones. La auditoría interna del mantenimiento es una función que evalúa en forma permanente si el sistema de control interno, implementado por la administración del mantenimiento, está operando efectiva e eficientemente. Su objetivo primordial es dar recomendaciones a la alta administración tanto para fortalecer los controles internos existentes o para sugerir nuevos controles, como para promover la eficiencia de los procedimientos existentes, después de evaluarlos. 117 Capítulo 9. Plan de registro, seguimiento y control de calidad de mantenimiento correctivo y mantenimiento preventivo Capítulo 9. Plan de registro, seguimiento y control de calidad de mantenimiento correctivo y mantenimiento preventivo clave para el auditor, en especial si es externo, a fin de que las acciones de mejoramiento que recomiende sean acorde con la estructura, forma y prácticas de mantenimiento de la organización auditada. 4.1.2 Modelo de auditoría de mantenimiento Hay muchos instrumentos para auditar el mantenimiento cuya selección o diseño depende de la estrategia definida para la organización en primer lugar, y para el departamento de mantenimiento en segundo. Sin embargo, el foco central de la herramienta, que se aplica por primera vez, debe apuntar a una auditoría global. El contenido de la auditoría debe cubrir las áreas que van desde la identificación y descripción del departamento de mantenimiento hasta el uso de herramientas de gestión. La importancia de este recorrido por todos los aspectos involucrados en la gestión del mantenimiento es tener las bases para más adelante, cuando llegue el momento de plantear alternativas de soluciones a los problemas detectados durante la auditoría. 118 Hay que destacar que, una vez que se deciden implementar acciones para el mejoramiento de aquellos aspectos del mantenimiento que no estaban de acuerdo con los estándares esperados, la herramienta de auditoría debe incluir en su estructura las preguntas necesarias para medir, al momento de aplicar nuevamente la encuesta, el estado del área en proceso de mejoramiento. Esto indica que el instrumento no es algo estático en el tiempo, sino que debe seguir la dinámica de la evolución que le da el administrador para lograr los objetivos impuestos. La auditoría se puede dividir en seis aspectos y de esta manera cubrir todos los campos que una buena gestión del mantenimiento debería tener en cuenta. Se comienza con la caracterización del tipo de mantenimiento que se practica en la empresa, información 119 IDENTIFICACIÓN Y CARACTERIZACIÓN DE LA EMPRESA CRITICIDAD DE RUTAS DE INSPECCIÓN Ingrese el nº que se le indica entre paréntesis para la alternativa que mejor describa su situación Nombre de la empresa: No Ninguna (1) Fecha de la auditoría: / / 1. ¿Tiene las áreas de producción separadas por algún Nombre del auditor: criterio? Nombre encargado de mantenimiento: 2. ¿Tiene identificados por algún código sus equipos? Estándar Clase de equipamiento y nº de Diseño especial Específico Total un fallo? equipos involucrados en cada clase Posee Dpto. De Mantención 4. ¿Puede cuantificar la incidencia del fallo de un equipo SÍ sobre otro(s)? NO 5. ¿Tiene líneas en paralelo en sus sistema de producción? Nº turnos de la jornada 6. ¿Tiene identificadas las líneas según se criticidad para el Primer turno Nº personal de mantención Dependencia del Dpto. Segundo turno Tercer turno Total de Jerarq. propia Depend. Produc. Sin organización 8. ¿Tiene identificado para cada equipo los riesgos para el operario? Contratista Realización del mantenimiento Dependencia del almacén Satisfacción del abastecimiento Operario Equipo Especialista No hay mant. 9. ¿Sabe cuánto tiempo toma cada proceso de la línea de producción? Correctiva Cómo clasifica el mantenimeinto Posee almacén de repuestos proceso? 7. ¿Algún(os) equipo produce cuello de botella? Mantenimiento Observaciones: 3. ¿Tiene clasificados sus equipos según su criticidad ante Preventiva Sintomática Otro tipo 10. ¿Tiene estipulado tiempos estándares para el mantenimiento de equipos? SÍ 11. ¿Tiene calculado el volumen de trabajos de mantención NO que puede hacer? Mantenimiento Producción Otra Bueno Regular Malo Observaciones y comentarios: Parcialmente Algunas (3) Sí Todas (5) MANEJO DE LA INFORMACIÓN SOBRE EQUIPOS ESTADO DEL MANTENIMIENTO ACTUAL Ingrese el nº que se le indica entre paréntesis para la alternativa que mejor describa su situación Ingrese el nº que se le indica entre paréntesis para la alternativa que mejor describa su situación No Ninguna (1) Parcialmente Algunas (3) Sí Todas (5) No Ninguna (1) 1. ¿Posee los catálogos e información técnica de todos los 1. ¿Se revisan todos los equipos cada vez que comienza un equipos? turno? 2. ¿Posee fichas de inventario para cada equipo? 2. ¿Los operadores de los equipos realizan tareas simples de 3. ¿Tiene procedimientos de trabajos de mantención mantención? establecidos? 3. ¿Se mantiene una bitácora de mantenimiento diario? 4. ¿Posee cada equipo un programa de trabajos de 4. ¿Se sabe cuánto tiempo se requiere para hacer el mentención? diagnóstico de un fallo? 5. ¿Tiene registros de tiempo de cada mantenimiento 5. ¿Sabe cuánto es el tiempo de abastecimiento para cada realizado? grupo de repuestos? 6. ¿Tiene un registro de la disponibilidad de repuestos en 6. ¿Sabe exactamente el nº de trabajos pendientes por almacén? periodo? 7. ¿Tiene clasificado su stock de repuestos por algún criterio? 7. ¿Tiene control sobre las horas extras necesarias para 8. ¿Tiene un registro de los implementos usados para el terminar trabajos? mantenimiento? 8. ¿Tiene algún criterio para dar prioridad en la ejecución de 9. ¿Sabe cuál es la tasa de fallos de cada equipo? trabajos? 10. ¿Puede determinar la confiabilidad de cada equipo? 9. ¿La información capturada en terreno es legible, útil y 11. ¿Tiene clasificados a los proveedores de partes y piezas? oportuna? 12. ¿Tiene registros de los operarios que trabajan en los 10. ¿Tiene un registro de trabajos de emergencia y equipos? programados? 13. ¿Tiene un programa de capacitación completo 11. ¿Tiene cuantificados el tiempo de producción perdido implementado? por fallo? 14. ¿Tiene información precisa para llevar índices de control 12. ¿Tiene cuantificados el tiempo que se demora en hacer de eficiencia? efectivo el mantenimiento? Observaciones y comentarios: 13. ¿Mantiene el control sobre el tiempo empleado en reparaciones? 14. ¿Compara el tiempo real con el tiempo estipulado en las órdenes de trabajo? Observaciones y comentarios: Parcialmente Algunas (3) Sí Todas (5) ANTECEDENTES DE COSTOS DE MANTENIMIENTO EFECTIVIDAD DEL MANTENIMIENTO ACTUAL Ingrese el nº que se le indica entre paréntesis para la alternativa que mejor describa su situación Ingrese el nº que se le indica entre paréntesis para la alternativa que mejor describa su situación No Ninguna (1) Parcialmente Algunas (3) Sí Todas (5) No Ninguna (1) 1. ¿Sabe en qué año adquirió cada uno de sus equipos? 1. ¿Sabe cuál es la relación de paros programados y paros 2. ¿Sabe el valor de adquisición de cada uno de sus equipos? imprevistos? 3. ¿Tiene definida la tasa de depreciación de cada equipo? 2. ¿Se cumple el programa de trabajos programados de 4. ¿Sabe con exactitud cuál es el costo de los repuestos en mantenimiento? cada equipo? 3. ¿Se lleva un control del estado de avance de las órdenes 5. ¿Sabe con exactitud cuál es el costo de la mano de obra de trabajo (O.T.)? de mantenimiento? 4. ¿Conoce el lapso de tiempo medio entre el aviso del fallo 6. ¿Sabe con exactitud cuál es el costo de pérdida de y la emisión de la O.T.? producción por fallo? 5. ¿Conoce el tiempo medio de aprobación de una O.T.? 7. ¿Evalúa anualmente el reemplazo de los equipos a su 6. ¿Tiene definidos los procedimientos para realizar el cargo? mantenimiento preventivo? 8. ¿Sabe la razón de costos entre mantenimiento y costo 7. ¿Tiene definidos los procedimientos para realizar el total del producto? mantenimiento correctivo? 9. ¿Tiene una relación de cantidad entre personal de 8. ¿Sabe cuál es la relación de trabajos pendientes y trabajos mantenimiento y producción? programados? 10. ¿Puede medir la desviación entre el costo real y el costo 9. ¿Cómo es la relación entre la gente de operación y la presupuestado? gente de mantenimiento? 11. ¿Lleva un control de gastos de mantenimiento por 10. ¿Cómo es la actitud de la administración superior hacia equipo? mantenimiento? 12. ¿Lleva un control estadístico de los gastos de 11. ¿Cómo es la colaboración de los departamentos mantenimiento por equipo? relacionados con mantenimiento? 13. ¿Puede definir el tamaño del inventario para una 12. ¿Considera que el nivel de capacitación es acorde a la disponibilidad del equipo? tecnología del equipamiento? 14. ¿Sabe donde es más rentable subcontratar que trabajar 13. ¿Cómo considera el nivel de rotación del personal de con recursos propios? mantenimiento? 15. ¿Puede definir las políticas de mantenimiento en base a 14. ¿Son suficientes las herramientas y equipos de trabajo los costos alternativos? para el mantenimiento? Observaciones y comentarios: Observaciones y comentarios: Parcialmente Algunas (3) Sí Todas (5) Capítulo 9. Plan de registro, seguimiento y control de calidad de mantenimiento correctivo y mantenimiento preventivo 4.2. Trabajo para la mejora del mantenimiento en círculos de calidad Formados por un pequeño número de trabajadores (entre 4 y 10) que desarrollan su actividad en una misma área, junto a su supervisor, y que se reúnen voluntariamente para analizar problemas propios de su actividad y elaborar soluciones. Se reúnen periódicamente, durante una hora a la semana y dentro del horario laboral, aunque si es necesario el número de horas y reuniones puede ser ampliado. Son los propios integrantes los que eligen el problema a tratar, siendo esta la primera decisión que habrá de tomar el equipo. Recogen la información oportuna y, si es necesario, pueden contar con técnicos y asesoramiento externo en general, ya que la dirección les apoya completamente y les brinda toda la ayuda que precisen. La dirección del círculo no tiene que ser siempre ejercida por el mando directo del grupo. Es posible que otro miembro distinto del círculo coordine y dirija las reuniones. FUNCIONAMIENTO EN EL PARQUE DE PUERTOLLANO: Estas reuniones se realizarán con una periodicidad mensual. Los integrantes de este círculo de calidad serán: los dos jefes de grupo, los seis jefes de unidad y los dos bomberos de mantenimiento. En ella se expondrán todos los aspectos que puedan mejorar el sistema de mantenimiento y realizar correcciones a las posibles deficiencias que vayan surgiendo. 5. Análisis de averías según el método de árbol de causas Toda avería surge por algún motivo, para que la misma avería no se vuelva a repetir 126 periódicamente, hemos de encontrar el motivo, subsanarlo y darlo a conocer para que no se vuelva a repetir. Parte del fallo realmente ocurrido y utiliza una lógica de razonamiento que sigue un camino ascendente y hacia atrás en el tiempo para identificar y estudiar los disfuncionamientos que lo han provocado y sus consecuencias. Todo fallo no se produce por una única causa sino por múltiples y en ningún caso puede reducirse solamente a los errores humanos o a los errores técnicos. Siempre al construir el árbol nos vamos a encontrar una actividad del ser humano entre los primeros eslabones; la investigación será tanto mejor cuanto más profundicemos en la misma para llegar a las causas básicas que originaron el fallo. El análisis de los fallos no es un fin sino un medio: el conocimiento de las causas del fallos solo es viable y tiene interés cuando llega a utilizarse para llevar a cabo acciones de prevención: - El árbol de causas es una metodología de investigación de fallos que no sustituye a las demás técnicas preventivas, tales como el estudio del puesto de trabajo o los análisis a priori. - El árbol de causas no es una teoría del fallo: su uso es compatible con otros niveles de análisis más globales. - La práctica del análisis de los accidentes y en particular la utilización del “ÁRBOL DE CAUSAS” debe ser objeto de un trabajo en grupo. Ejemplo: Se produce el gripado de los engranajes de una bomba. Pregunta: ¿Qué tuvo que ocurrir para que se produjese el gripado? Respuesta: Que la bomba se quedase sin aceite Capítulo 9. Plan de registro, seguimiento y control de calidad de mantenimiento correctivo y mantenimiento preventivo Se produce una conjunción: Bomba se queda Bomba gripada sin aceite P: ¿Qué tuvo que ocurrir para que la bomba se quedase sin aceite? R: Que se produjese una fuga P: ¿Tuvo que ocurrir algo mas? R: Que nadie detectase la fuga Se produce una disyunción: Se produce una fuga Bomba se queda Nadie detecta sin aceite la fuga P: ¿Por qué se produce la fuga? R: Porque el tapón del cárter estaba bien cerrado Se produce una conjunción: Tapón del cárter Fuga en bomba mal cerrado P: ¿Por qué el tapón del cárter estaba mal cerrado? R: En el ultimo cambio de aceite operario lo cerró mal. Se produce una conjunción: Operario de deja Tapón mal cerrado tapón mal cerrado P: ¿Qué tuvo que ocurrir para que nadie detectase la fuga? R: Que nadie comprobase el nivel de aceite de la bomba. Se produce una conjunción: Nadie comprobó No se detecta fuga el nivel de aceite P: ¿Por qué nadie comprobó el nivel de aceite de bomba? R: Porque no existía un plan de mantenimiento preventivo de bombas. Se produce una conjunción: No existía un plan Nadie comprobó de mantenimiento nivel de aceite Aunque en este caso era fácil llegar a las dos conclusiones finales, este método de árbol de causas nos permitirá solventar problemas muchos más complejos, pudiendo definir claramente las causas para que no vuelvan a ocurrir. 127 CAPÍTULO 10. PREVENCIÓN DE RIESGOS LABORALES Y GESTIÓN DE RESIDUOS 1. Introducción La obligatoriedad de la Ley en materia de prevención de riesgos laborales conlleva el reconocimiento de derechos y la asunción de obligaciones; y su incumplimiento puede derivar en responsabilidades civiles, administrativas o penales, tanto para los trabajadores como para la Administración en la que aquéllos prestan sus servicios. La Ley 31/1995, de 8 de noviembre, de PRL, modificada parcialmente por la Ley 54/2003, constituye el cuerpo jurídico básico en materia de seguridad y salud laboral. El objeto de la misma es garantizar la seguridad y salud de los trabajadores mediante la aplicación de medidas y el desarrollo de las actividades necesarias para la prevención de los riesgos derivados del trabajo. El carácter de esta norma es de “Derecho necesario mínimo indisponible”, pudiendo ser desarrolladas y mejoradas sus disposiciones en los Acuerdos Reguladores de Condiciones de Trabajo. El ámbito de aplicación de la L.P.R.L. incluye tanto a los trabajadores vinculados por una relación laboral en sentido estricto, como al personal civil con relación de carácter administrativo o estatutario al servicio de las Administraciones Públicas. En cuanto a la exclusión aludida en el art. 3.2 de la presente ley, en relación a la “no 129 Capítulo 10. Prevención de riesgos laborales y gestión de residuos aplicación en aquellas actividades cuyas particularidades lo impidan en el ámbito de las funciones públicas de…servicios operativos de protección civil y peritaje forense en los casos de grave riesgo, catástrofe y calamidad pública”, hay que destacar tres cuestiones fundamentales: 1ª) En cualquier caso dicha norma establece en el mismo art. 3.2. que “esta Ley inspirará la normativa específica que se dicte para regular la protección de la seguridad y la salud de los trabajadores que presten sus servicios en las indicadas actividades”. 2ª) La aludida cuestión de exclusión fue planteada por la Comisión Nacional de Seguridad y Salud en el Trabajo a la Subdirección General de Ordenación Normativa de la Dirección General de Trabajo del Ministerio de Trabajo y Asuntos Sociales sobre la interpretación del ámbito de aplicación del citado art. 3.2. L.P.R.L. en relación a los trabajadores -funcionarios o contratados- que intervienen en los trabajos de prevención y extinción de incendios forestales, concluyendo al respecto lo siguiente: a) “La Ley de Prevención de Riesgos Laborales es de aplicación a las actividades de bomberos, aún cuando estas se ejerzan por las fuerzas de intervención sobre el terreno, y poco importa que tengan por objeto combatir un incendio o prestar socorro de otra forma, dado que se realizan en condiciones habituales conforme a la misión encomendada al servicio de que se trata”. b) “Este principio general de aplicación de la Ley de Prevención de Riesgos Laborales solo cederá ante situaciones de grave riesgo colectivo como, por ejemplo, catástrofes naturales o tecnológicas, atentados, accidentes graves u otros eventos de la misma índole, cuya gravedad y magnitud requieran 130 la adopción de medidas indispensables para la protección de la vida, de la salud así como de la seguridad colectiva y cuyo correcto cumplimiento se vería comprometido si tuvieran que observarse todas las normas contenidas…” 3ª) Idéntica interpretación a la anteriormente expuesta hace del asunto el Real Decreto 67/2010, de 29 de enero, de adaptación de la legislación de Prevención de Riesgos Laborales a la Administración General del Estado; y así, en el art. 2.6 del mismo, en relación a la exclusión del art. 3.2. de la L.P.R.L. cita que “en los servicios operativos de protección civil y peritaje forense en los casos de grave riesgo, catástrofe y calamidad pública la exclusión únicamente se entenderá a efectos de asegurar el buen funcionamiento de los servicios indispensables para la protección de la seguridad, de la salud y el orden público en circunstancias de excepcional gravedad y magnitud, quedando en el resto de actividades al amparo de la normativa general de prevención de riesgos laborales”. A tenor de lo expuesto, no deben quedar dudas interpretativas del alcance de las obligaciones que en materia de seguridad y salud laboral tiene la Admón. Pública, a través de sus responsables técnicos y políticos, con el personal de los Servicios de Prevención, Extinción de Incendios y Salvamentos de las respectivas Administraciones. Fuente: Articulo de Antonio Fiz García en la pagina web Prevencionar Por si podía existir alguna duda, sobre hasta que punto afectaría la Ley 31/1995 y los sucesivos reglamentos que la desarrollan al mantenimiento dentro de un servicio de bomberos queda aclarado, teniendo en cuenta que tanto la administración como sus Capítulo 10. Prevención de riesgos laborales y gestión de residuos trabajadores están sujetos a todo el marco jurídico de seguridad y salud laboral. En este capítulo desarrollaremos la normativa que afecta a las actividades de mantenimiento. 2. Clasificación de riesgos en las labores de mantenimiento Con frecuencia resulta difícil distinguir entre riesgo y peligro, pero no hay porqué confundir dichos conceptos: - El riesgo es la posibilidad de sufrir un daño por la exposición a un peligro; por tanto, - El peligro es la fuente del riesgo y se refiere a una sustancia o a una acción que puede causar daño. El riesgo será laboral cuando el que se expone al daño es un trabajador y deriva de su actividad de trabajo. La LPRL define el riesgo laboral en su Artículo 4.2: “Se entenderá como “riesgo laboral” la posibilidad de que un trabajador sufra un determinado daño derivado del trabajo. Para calificar un riesgo desde el punto de vista de su gravedad, se valorarán conjuntamente la probabilidad de que se produzca el daño y la severidad del mismo”. En primer lugar, hay que destacar un tipo de riesgo denominado riesgo laboral grave e inminente, que la LPRL, en su artículo 4.4, define como “aquél que resulte probable racionalmente que se materialice en un futuro inmediato y pueda suponer un daño grave para la salud de los trabajadores”. Sus características son: - Existencia de una probabilidad racional de materialización de riesgo. - Esta materialización es inminente y, por tanto, es difícilmente evitable en un espacio de tiempo corto. - Los daños que se pueden derivar pueden ser graves. En cualquier caso, una clasificación no exhaustiva de los distintos riesgos que a que están expuestos los técnicos de mantenimiento, son: - Caídas de personas a distinto nivel. - Caídas de personas a mismo nivel. - Caídas de objetos por desplome o derrumbamiento. - Caídas de objetos en manipulación. - Caídas de objetos desprendidos. - Pisadas sobre objetos. - Choques contra objetos inmóviles. - Choques contra objetos móviles. - Golpes por objetos o herramientas. - Proyección de fragmentos o partículas. - Atrapamiento por vuelco de máquinas y vehículos. - Atrapamiento por o entre objetos. - Sobreesfuerzos. - Exposición a temperaturas extremas. - Contactos térmicos. - Exposición a contactos eléctricos directos e indirectos. - Exposición a sustancias nocivas. - Contactos sustancias cáusticas y/o corrosivas. - Exposición a radiaciones. - Explosiones. - Incendios. - Atropellos o golpes con vehículos. A estos 23 tipos de riesgos de provocar accidentes de trabajo se le añaden los que pueden desencadenar en Enfermedades Profesionales, agrupados de la forma siguiente: - Enfermedad Profesional producida por Agentes Químicos - E. P. Infecciosa o Parasitaria 131 Capítulo 10. Prevención de riesgos laborales y gestión de residuos - E. P. producida por Agentes Físicos - Enfermedad Sistemática 3. Evaluación de riegos Será obligatorio realizar una nueva evaluación de riesgos ya que como dice Articulo 16 de la Ley de Prevención de Riesgos Laborales, si las condiciones de trabajo cambian la evaluación deberá ser actualizada. En nuestro caso al implantar el plan de mantenimiento estaremos modificando las condiciones de trabajo.rticulo 16 de la Lay de Prevenciticulo 16 de la Lay de Prevencio sereniendo en cuenta que tanto la administraci Podemos definir la evaluación de riesgos como proceso dirigido a estimar la magnitud de aquellos riesgos que no hayan podido evitarse, obteniendo la información necesaria para que el empresario o su representante (jefe de área, ingeniero de organización, jefe de departamento, etc) esté en condiciones de tomar una decisión adecuada sobre la necesidad de adoptar medidas preventivas y, en tal caso, sobre el tipo de medidas que deben adoptarse. La evaluación de riesgos se desarrolla en nuestra marco jurídico de la siguiente forma: Artículo 15 LPRL: “Principios de la acción preventiva” Primer principio: Evitar los riesgos para la seguridad y salud de los trabajadores. (Objetivo que persigue la Ley de Prevención). De este principio se deduce que es aconsejable tomar medidas dirigidas al control de los riesgos; sin necesidad de realizar una evaluación formal de los riesgos. 132 Segundo principio: Evaluar los riesgos que no hayan podido ser evitados. El empresario debe eliminar todos los riesgos presentes en el trabajo. Tercer principio: Combatir los riesgos en su origen. Articulo 16 LPRL: “Plan de prevención de riesgos laborales, evaluación de los riesgos y planificación de la actividad preventiva” La prevención de riesgos laborales deberá integrarse en la gestión de la empresa, tanto en el conjunto de sus actividades como en todos los niveles jerárquicos de ésta, a través de la implantación y aplicación de un plan de prevención. El plan de prevención incluye: - la estructura organizativa, - las responsabilidades, - las funciones, - las prácticas, - los procedimientos, los procesos y - los recursos necesarios para realizar la acción de prevención. - la gestión y aplicación del plan podrán ser llevadas a cabo por fases de forma programada, con la evaluación de riesgos y la planificación de la actividad preventiva. Esas fases son: -El empresario deberá realizar una evaluación inicial de los riesgos para la seguridad y salud de los trabajadores, teniendo en cuenta las características de los puestos de trabajo y los trabajadores que deban desempeñarlos. La evaluación será actualizada cuando cambien las condiciones de trabajo y se revisarán los daños para la salud que se hayan producido.El empresario realizará controles periódicos para detectar situaciones potencialmente peligrosas. Capítulo 10. Prevención de riesgos laborales y gestión de residuos -Si los resultados de la evaluación manifiestan situaciones de riesgo, el empresario realizará aquellas actividades preventivas necesarias para eliminar o reducir y controlar tales riesgos. -Cuando se haya producido un daño para la salud de los trabajadores o cuando aparezcan indicios de que las medidas preventivas resultan insuficientes, el empresario llevará a cabo una investigación al respecto, a fin de detectar las causas de estos hechos. En el RSP vienen regulados dos aspectos básicos y fundamentales como son, la evaluación de riesgos y la planificación de la actividad preventiva, ya que la evaluación de riesgos es el paso anterior que toda empresa debe dar antes de realizar la planificación de la actividad preventiva. El articulado que hace referencia la evaluación de riesgos es: Art. 3 RD: “Definición” La evaluación de riesgos es el proceso dirigido a estimar la magnitud de aquellos riesgos que no hayan podido evitarse, obteniendo la información necesaria para que el empresario tome la decisión apropiada sobre la necesidad de adoptar medidas preventivas y, en tal caso, sobre el tipo de medidas que deben adoptarse. -Eliminar o reducir el riesgo, mediante medidas de prevención en el origen, organizativas, de protección colectiva, de protección individual, o de formación e información a los trabajadores. -Controlar periódicamente las condiciones, la organización y los métodos de trabajo y el estado de salud de los trabajadores. De acuerdo con el art. 33 LPRL: el empresario deberá consultar a los representantes de los trabajadores, o a los propios trabajadores en ausencia de éstos, acerca del procedimiento de evaluación a utilizar en la empresa o centro de trabajo. Art. 4 RD.: “Contenido general de la evaluación La evaluación inicial de los riesgos que no hayan podido evitarse deberá extenderse a cada uno de los puestos de trabajo de la empresa en que concurran dichos riesgos. Para ello, se tendrán en cuenta: 1 -Las condiciones de trabajo existentes o previstas 2 -La posibilidad de que el trabajador que lo ocupe o vaya a ocuparlo sea especialmente sensible. A partir de dicha evaluación inicial, deberán volver a evaluarse los puestos de trabajo que puedan verse afectados por: 1 -Las nuevas tecnologías o la modificación en el acondicionamiento de los lugares de trabajo. 2 -El cambio en las condiciones de trabajo. 3 -La incorporación de un trabajador especialmente sensible a las condiciones del puesto. La evaluación se realizará mediante la intervención de personal competente, dispuesto en el capítulo VI que explica las funciones que desarrollan los técnicos de nivel básico, medio o superior recogidos en los artículos 35, 36 y 37 de esta norma. Art. 5 RD.: “Procedimiento” A partir de la información obtenida se procederá a la determinación de los elementos peligrosos y a la identificación de los trabajadores expuestos a los mismos, valorando el riesgo existente, de manera que se pueda llegar a una conclusión sobre la necesidad de evitar o de controlar y reducir el riesgo. Se tendrá en cuenta la información 133 Capítulo 10. Prevención de riesgos laborales y gestión de residuos recibida de los trabajadores. El procedimiento deberá proporcionar confianza sobre su resultado. La evaluación incluirá la realización de las mediciones, análisis o ensayos que se consideren necesarios, salvo que llegue a la conclusión sin necesidad de recurrir a tal evaluación. En cualquier caso, si existe normativa específica el procedimiento debe ajustarse a ella. Cuando la evaluación exija realizar mediciones y la normativa no indica los métodos que deben emplearse, se podrán utilizar: -Normas UNE. -Guías del INSHT, del Instituto Nacional de Silicosis y del Ministerio de Sanidad y Consumo. -Normas internacionales. -En ausencia de las anteriores utilizar métodos profesionales. 4. Riesgos laborares derivados del uso de equipos de trabajo 4.1. Normativa La Unión Europea ha promulgado diferentes Directivas, unas referentes a máquinas y otras a los equipos de trabajo, origen de la normativa española: Art. 6 RD.: “Revisión de la evaluación inicial” Se revisarán aquellos puestos de trabajo cuando afecten a la salud de los trabajadores o se detecten daños en los controles periódicos. Se tendrá en cuenta los resultados de: -La investigación. -Las actividades para la reducción de los riesgos. -Las actividades para el control de los riesgos. -El análisis sanitario. La empresa y los representantes de los trabajadores acuerdan los periodos de revisión (teniendo en cuenta el deterioro de los elementos). - REAL DECRETO 1435/1992, de 27 de noviembre, por el que se dictan las disposiciones de aplicación de la directiva del consejo 89/392/CEE, relativa a la aproximación de las legislaciones de los estados miembros sobre maquinas. Art. 7 RD.: “Documentación” Para aquellos puestos de trabajo en los que se adopten medidas preventivas, se deberá aportar los siguientes datos: 134 - REAL DECRETO 1644/2008, de 10 de octubre, del Ministerio de la Presidencia por el que se establecen las normas para la comercialización y puesta en servicio de las máquinas. - REAL DECRETO 56/1995, de 20 de enero, por el que se modifica el Real Decreto 1435/1992, de 27 de noviembre, relativo a las disposiciones de aplicación de la Directiva del Consejo 89/392/CEE, sobre máquinas. Capítulo 10. Prevención de riesgos laborales y gestión de residuos equipos de trabajo.Este Real Decreto sigue los principios de acción preventiva establecidos en la Ley 31/1995, ya que: - obliga al empresario a suministrar a los trabajadores equipos de trabajo seguros, según los requisitos indicados en su Anexo I. - obliga a utilizar de forma segura los equipos, de acuerdo con las condiciones de utilización que establece en su Anexo II. El R.D. 1215/1997, encomienda de manera específica, en su disposición final primera, al Instituto Nacional de Seguridad e Higiene en el Trabajo, la elaboración y el mantenimiento actualizado de una GUÍA TÉCNICA para La variedad de máquinas y equipos de trabajo es enorme es algo que todo el mundo sabe. Y que existen equipos potencialmente muy peligrosos que pueden dar lugar a accidentes muy graves, también. Estos accidentes se producen por tres causas fundamentalmente: - no se ha dispuesto las medidas de seguridad adecuadas, - no se ha realizado un uso seguro y de forma correcta, o - no se ha realizado el mantenimiento óptimo del equipo como se debiera. Dada la enorme diversidad de equipos de trabajo, se hace imposible el poder detallar la evaluación y prevención de los riesgos relativos a la utilización de los equipos de trabajo, de carácter no vinculante. Este documento constituye la primera parte de la Guía, que comprende el contenido jurídico y las disposiciones generales aplicables a los equipos de trabajo. La segunda, que aún no ha sido publicada, cubrirá las disposiciones adicionales relativas a los equipos de trabajo móviles y de elevación de cargas. cuáles son los diferentes tipos de riesgos que pueden presentar, por lo que para conocer los riesgos ocasionados por ellos se hace necesario optar por el criterio seguido por la metodología general de identificación y evaluación de riesgos, indicados en unidades anteriores (ver comienzo del Anexo F de la Guía Técnica de Equipos de Trabajo: Alcance y significado de la observación preliminar del anexo I) - REAL DECRETO 1495/1986, de 26 de Mayo, por el que se aprueba el Reglamento de Seguridad en las Maquinas. (DEROGADA) La Directiva 89/655/CEE de 30 de noviembre, modificada por la Directiva 95/63/CE de 5 de diciembre, establece las disposiciones mínimas de seguridad y salud para la utilización por los trabajadores de los equipos de trabajo. Estas Directivas han sido traspuestas al derecho español por el ya nombrado RD 1215/1997, de 18 de julio, por el que se establecen las disposiciones mínimas de seguridad y salud para la utilización por los trabajadores de los 135 Capítulo 10. Prevención de riesgos laborales y gestión de residuos En el Anexo citado, en la Nota 2, se indica cuál son las medidas preventivas generales que, por orden de preferencia, hay que tomar para reducir la gravedad de los riesgos en los equipos de trabajo: - Medidas de prevención intrínseca (de aplicación limitada para equipos ya en uso); - Medidas de protección (resguardos y/o dispositivos de protección) y otras medidas de protección complementarias a incorporar en el equipo de trabajo; - Medidas de información, formación y de organización del trabajo, así como la utilización de equipos de protección individual, si es preciso. 4.2. Prevención intrínseca La prevención intrínseca consiste en evitar el mayor número posible de peligros o en reducir los riesgos eliminando o reduciendo factores determinantes para evitar peligros y reducir la exposición a los mismos desde el diseño mismo del equipo, reduciendo la necesidad de acceso a la zona peligrosa y que no se han podido disminuir convenientemente con medidas de protección. FACTORES A CONSIDERAR PARA EVITAR LOS PELIGROS. Evitar que la máquina tenga salientes o aristas cortantes, etc. - Hacer mecanismos intrínsecamente seguros: Aberturas pequeñas. Sustituir transmisiones pequeñas. Limitación de esfuerzos. Limitación de masa de gravedad o en movimiento. - Aplicar principios de resistencia de materiales: Evitar sobreesfuerzos de los materiales. Evitar la fatiga de los materiales. 136 Equilibrado de las piezas, en especial las dotadas de movimiento. - Uso de materiales adecuados: En ambientes especiales (calurosos, corrosivos, etc.) no utilizar materiales de tal calidad que por efecto de la corrosión, el calor u otros agentes físicos o químicos, puedan deteriorarse, perder resistencia mecánica o desprender gases o sustancias tóxicas. - Uso de tecnologías o fuentes de alimentación intrínsecamente seguras: Uso de fluidos antiinflamables Equipo eléctrico adecuadamente seguro por sí mismo (bajas tensiones, separación de circuitos, etc.) Remachado o cosido sin percusión (eliminación del ruido). - Dispositivos de enclavamiento de con acción mecánica positiva: Elementos que al desplazarse arrastran indefectiblemente a otros, con lo que se garantiza un correcto posicionamiento. - Respeto a los principios de la ergonomía: Contribuye a aumentar la seguridad. Reduce la tensión nerviosa. Reduce los esfuerzos físicos. Disminuye la probabilidad de errores humanos. - El diseño de los sistemas de mando debe garantizar que el equipo de trabajo no dé lugar a comportamientos imprevistos y potencialmente peligrosos. Con ayuda de normas armonizadas UNE-EN (por ejemplo UNE-EN 292: 93 “Seguridad de las máquinas. Conceptos básicos, principios generales para el diseño.”), el diseñador del equipo determina la categoría o tipo de diseño de los circuitos de seguridad y control, después de fijar el grado de riesgo que conlleva el uso del equipo de trabajo. Puedes ver en el siguiente esquema la interpretación Capítulo 10. Prevención de riesgos laborales y gestión de residuos del procedimiento de trabajo que la norma plantea para llevar a cabo un diseño adecuado. 137 Capítulo 10. Prevención de riesgos laborales y gestión de residuos 4.3. Documentación que de maquinaria y equipos La documentación que deberemos exigir cuando adquirimos equipos de trabajo es la siguiente: -Manual de instrucciones. -Declaración de conformidad CE. -Marcado CE Se suele dar el caso que la empresa haya adquirido una máquina con todas las medidas de seguridad, una vez que instalada, se procede a retirar o modificar los dispositivos de seguridad. Es conveniente saber que según el RD 1215/1997 cuando una empresa modifica en sus funciones una máquina la empresa se convierte en fabricante y deberá actuar de la siguiente manera: 138 A) una máquina fabricada antes del 1 de enero de 1995, en cuyo caso: -confeccionará el EXPEDIENTE TÉCNICO DE CONSTRUCCIÓN, ETC (que -incluirá el manual de instrucciones) -realizará la correspondiente DECLARACIÓN “CE” DE CONFORMIDAD -estampará el MARCADO CE B) una máquina fabricada después del 1 de enero de 1995, entonces: -confeccionará un NUEVO EXPEDIENTE TÉCNICO DE CONSTRUCCIÓN, ETC de la máquina (que incluirá el manual de instrucciones) -realizará la correspondiente DECLARACIÓN “CE” DE CONFORMIDAD Capítulo 10. Prevención de riesgos laborales y gestión de residuos 5. Medidas preventivas en trabajos de mantenimiento En este apartado enumeraremos una serie de medidas preventivas que los trabajadores que realicen actividades de mantenimiento deberán conocer y aplicar: - Planificar todos los trabajos de mantenimiento, considerando los riesgos identificados en la evaluación de la empresa (sustancias tóxicas, espacios confinados, ruido, carga de trabajo...), así como la seguridad en el diseño de las máquinas, de las herramientas y de los equipos de protección individual (EPI) y sus características ergonómicas. - Disponer de información sobre el mantenimiento y las condiciones de seguridad de las máquinas, herramientas y equipos de los EPI (instrucciones del fabricante), asegurándose de que esta información sea asequible a todo el personal que los utiliza (comprensible por idioma y contenidos) y fácil de localizar. - Determinar el número de personas que intervendrán en las operaciones de mantenimiento, y quiénes serán, así como el tiempo y los medios que se precisan para realizar el trabajo. - Establecer los sistemas de comunicación entre los trabajadores de mantenimiento y otras personas que puedan verse implicadas en el proceso. - Instruir a los trabajadores sobre los riesgos y las medidas preventivas relacionadas con cada una de las operaciones de mantenimiento que deban realizar. - Consultar a los trabajadores relacionados con la intervención, con el fin de obtener información que facilite las labores de mantenimiento. Debido a su conocimiento del lugar de trabajo, estas personas son las que se encuentran en mejor disposición para identificar los riesgos y los métodos más eficaces para abordarlos. - Garantizar la seguridad del área de trabajo. Utilizar carteles o barreras para impedir el acceso a la zona de trabajo. - Mantener en condiciones de limpieza y seguridad la zona de intervención, mediante el bloqueo del suministro de electricidad, la fijación de las partes móviles de la maquinaria, la instalación de ventilación temporal y el establecimiento de vías seguras para que el personal entre y salga del área de trabajo. - Colocar etiquetas de advertencia de peligro en los equipos bloqueados. En ellas debe figurar la fecha y la hora de bloqueo y el nombre de la persona que ha intervenido en la máquina o en la instalación. - Utilizar equipos de trabajo apropiados. Facilitar equipos y herramientas específicos para el trabajo de mantenimiento que se vaya a realizar, que pueden diferir de los que se utilicen normalmente. - Trabajar conforme a la planificación. Seguir el plan de trabajo establecido, aun cuando el “tiempo apremie”, porque excederse respecto a las propias competencias podría derivar en un accidente. Ante una avería imprevista que interrumpa el proceso productivo, puede que sea necesario notificar lo ocurrido, o consultar a otros especialistas, antes de intervenir. - Realizar las comprobaciones finales. Llevar a cabo las verificaciones necesarias que garanticen que el trabajo ha finalizado y que el objeto de mantenimiento se encuentra en condiciones de seguridad, así como que se ha retirado todo el material de desecho generado. - Cumplimentar un informe que describa el trabajo efectuado, incluyendo observaciones sobre las dificultades encontradas y recomendaciones de mejora. Lo idóneo es 139 Capítulo 10. Prevención de riesgos laborales y gestión de residuos que estas actuaciones se examinen en una reunión de personal con la participación de los trabajadores implicados en las tareas de mantenimiento y con los trabajadores del lugar de trabajo en el que se han efectuado. 6. Equipos de protección personal en labores de mantenimiento Todos los trabajadores que participen en labores de mantenimiento deberán ir equipos al menos con los siguientes equipos de protección individual: Equipamiento adicional: Adicionalmente el caso puede ir equipado con una serie de accesorios (barboquejo, botaaguas, etc.) o dotado de una serie de características (color, p.ej.) que lo hagan idóneo para los usos requeridos. Así por ejemplo, en aquellos puestos o tareas (como pudiera ser la de saneo del frente) en las que haya que inclinar excesivamente la cabeza será necesario dotar al casco de un barboquejo. Protección: Su uso esta aconsejado cuando el nivel de ruido ocasionado por la labores de mantenimiento supere los limites permitidos. Para ello sería adecuado que esta protección fuese integrada en el casco, de esta forma se facilitara su uso. El equipo mas adecuado por comodidad es el que aparece en la fotografía. Protección: Destinadas a proteger la parte externa del globo ocular y zonas anatómicas próximas. Normativa: En principio, con un casco diseñado para la cobertura de los requisitos básicos contemplados en la norma EN 397:1995 sería suficiente. En la práctica esto supondrá que el casco debe llevar la marca”`CE”. 140 Protectores auditivos Gafas de seguridad PROTECCIÓN PARA LA CABEZA Casco Protección: El riesgo fundamental que puede requerir la utilización de casco de seguridad es la caída de objetos (por desplome, en manipulación o desprendidos). Capítulo 10. Prevención de riesgos laborales y gestión de residuos Normativa: En nuestro caso se utilizarán unas gafas de protección de montura universal que deben cumplir la normativa UNE-EN 166:2002. Tipos: Estas gafas podrán ir integradas en el casco como en la fotografía anterior o se otro equipo aparte como se observa en esta fotografía. Normativa: Deberá cumplir las normativas UNE-EN 458:2005 Y UNE-EN 352, sobre protectores auditivos. Protegen las manos contra riesgos de abrasión, corte por cuchilla, rasgado y perforación, pudiendo ofrecer distintos niveles de prestaciones frente a cada uno de estos riesgos. Normativa: UNE EN 388:2004 Para que un guante sea considerado guante de protección, primero tiene que cumplir con los requisitos establecidos en la norma de requisitos generales de guantes, UNE EN 420:2004+A1, con la salvedad de aquellos re- quisitos que no sean aplicables, dado el tipo de guante y aplicación. Si además, cumple con la norma UNE EN 388.2004, será un guante de protección contra riesgos mecánicos con unos determinados niveles de protección. La norma especifica cuales son los requisitos que deben cumplir, los métodos de ensayo y el marcado e información que debe suministrar el fabricante. Guantes de protección contra productos químicos PROTECCIÓN PARA LAS MANOS Protección: Para labores de mantenimiento debemos de contar con dos tipos de guantes: Guantes de protección contra riesgos mecánicos Se deberán utilizar estos guantes cuando se vayan a manipular productos químicos como aceites, grasas, etc. Si utilizamos los guantes de protección para uso mecánico en esta actividades, es posible que queden impregnados en ellos y debido a su 141 Capítulo 10. Prevención de riesgos laborales y gestión de residuos permeabilidad entren en contacto directo con la piel. Normativa: Deberán cumplir la norma UNE-EN 374 de guantes de protección contra productos químicos y los microorganismos. PROTECCIÓN CORPORAL Calzado de seguridad: calzado que incorpora ele mentos para proteger al usuario de riesgos que pue dan dar lugar a accidentes, está equipado con tope de seguridad para proteger la parte delantera del pie (dedos), diseñado para ofrecer protección contra el impacto cuando se ensaya con un nivel de energía de, al menos, 200 J y contra la compresión cuando se ensaya con una carga de, al menos, 15 kN. Normativa: Deberá cumplir la norma UNE-EN 20345:2005 calzado de seguridad. Protección: Para evitar que la ropa de trabajo entre en contacto con agentes químicos usado en las labores de mantenimiento, deberán ir equipados con monos de trabajo. Normativa: Deberán cumplir la norma UNE EN 13034:2005 ropa que ofrece una protección limitada contra productos químicos líquidos. PROTECCIÓN PARA LOS PIES 7. Tratamiento de residuos generados en el mantenimiento 7.1. Aceite usado En nuestro caso el residuo al que deberemos prestar especial atención será los aceites usados. Están regulados por la Orden del 28 de febrero de 1989, la Orden del 13 de junio de 1990, el Real Decreto 438/94 del 11 de Marzo y el Real Decreto 679/2006 del 2 de Junio. Como aceite usado se entiende todos los aceites industriales con base mineral o sintética, que se hayan vuelto inadecuados para el uso que se les hubiese designado. Se consideran como residuo tóxico y peligrosos. Se incluye además, los aceites usados de los motores de combustión y de los sistemas de transmisión, aceites minerales lubricantes y aceites para turbinas y sistemas hidráulicos. La gestión regulada comprende todas las operaciones de recogida, almacenamiento, tratamiento, recuperación, regeneración y combustión. Capítulo 10. Prevención de riesgos laborales y gestión de residuos Con los aceites usados se prohíbe: - Cualquier tipo de vertido, ya sea en aguas superficiales, subterráneas, en el mar o en las redes de alcantarillado. - Cualquier tratamiento que provoque una contaminación atmosférica por encima de los límites establecidos por la normativa. Al productor se le obliga a: - Un correcto almacenamiento y evitar todo tipo de mezclas. - Disponer de las instalaciones necesarias y correctas para su recogida y gestión. - Entregarlos a un gestor autorizado para la recogida y/o el transporte. Como prioridades de gestión, la normativa 7.2. Almacenamiento de aceite usado IMPORTANTE: El tiempo de almacenamiento no excederá los 6 meses y comienza una vez llenado y cerrado el recipiente. - Los envases y sus cierres deben ser sólidos, resistentes y se mantendrán en perfectas condiciones, evitándose cualquier pérdida. - Se deberá evitar que los aceites usados se almacenen mezclados con agua u otro tipo de residuos tóxicos y peligrosos como los policlorobifenilos y policloroterfenilos (PCBs y PCTs) utilizados hasta hace poco tiempo, como fluidos aislantes en condensadores y transformadores eléctricos y en circuitos hidráulicos. establece: - La regeneración o recuperación. - Y si no es posible, la combustión para obtener energía en forma de calor. Esta combustión tiene que ofrecer las garantías de protección de la salud humana y del medio ambiente. - Si no son posibles los supuestos anteriores, se deberá proceder a la destrucción o almacenamiento controlados y sin riesgo. - Además, hay que cumplir con las normas para el envasado y etiquetado de los aceites usados. Actualmente, en España, ya existen varias plantas para la recuperación de los aceites usados. - La gestión de aceites usados con más de 50 ppm ( partes por millón) de PCBs o PCTs se regulará por la legislación específica al respecto. (Real Decreto 228/2006 para la eliminación y gestión de PCBs, PCTs y aparatos que los contengan.) - La empresa debe disponer de instalaciones que permitan la conservación de los aceites usados hasta su recogida y gestión por un gestor autorizado. - Se almacenarán los aceites usados teniendo en cuenta las posibles incompatibilidades con el resto de residuos peligrosos. 7.3. Recogida de aceite usado Para la recogida periódica de aceite usado nos pondremos en contacto con la empresa MANCHEGA DE RECICLAJE DE ACEITES SLL. C/ Flor 35, Puertollano. Protección: 142 143 Epílogo Epílogo Elegí este curso por la importancia que va tener el mantenimiento de equipos en los próximos años, para lograr una mejor gestión de los recursos públicos y privados. El sesenta por cien de la calificación final del curso se obtendrá de su proyecto final, por ello, busqué un proyecto ambicioso donde se pudiesen aplicar los conocimientos adquiridos en el curso y a la vez que estuviese vinculado a mi actividad profesional. Quizás este proyecto exceda las exigencias que se marcaban, pero conforme fui avanzando me vi obligado a ir dándole esta estructura, ya que buscaba obtener un plan integral de mantenimiento. La estructura elegida es la siguiente: En primer lugar hago una introducción de la ubicación del centro y sus necesidades. En el Capítulo 1 se define el plan de mantenimiento, funciones y responsabilidades. El Capítulo 2 y 3 se expone el material sobre el que se va a realizar el plan de mantenimiento. Lo que buscaba era explicar de forma clara e ilustrada las funciones y el funcionamiento de este material para aquellos que no dominen este ámbito profesional. En el Capítulo 4 se muestran los posibles fallos que se pueden producir en las bombas rotativas centrifugas y su mantenimiento correctivo y preventivo. El Capítulo 5 es similar al anterior, pero se trabaja sobre las bombas de alta presión. En el Capítulo 6 se trata el tema de los equipos hidráulicos de los Servicios Contraincendios y Salvamento. El mantenimiento de equipos que forman parte de instalaciones hidráulicas de extinción se expone en el Capítulo 7. El Capítulo 8 se centra en el mantenimiento preventivo de todas los equipos, incluyendo, los partes de revisión diarios. En el Capítulo 9 se trabaja sobre el plan de registro, seguimiento y control de calidad de mantenimiento correctivo y preventivo, con el objetivo de lograr la eficiencia del plan, ya que lo que no se controla al final acaba por perder eficacia. Para finalizar, en el capítulo 10 se expone el tema de prevención de riesgos laborales y gestión de residuos generados en el mantenimiento de equipos. Al cambiar las condiciones de trabajo se han de reevaluar los riesgos, por otro lado, residuos como el aceite generado deben ser tratados de forma especial. Para finalizar, me gustaría mencionar el caso del SCI del Ayuntamiento de Albacete, donde en el año 2011 se designó un técnico-bombero de mantenimiento, en aquel primer año se logró un ahorro de más de 11000€. 144 145 Bibliografía Bibliografía - Contenidos del Curso de Mantenimiento Industrial. Universidad Nacional a Distancia - Libro de Mantenimiento Mecánico de Maquinas. Universidad Jaume I. Bibliografía - Manuales del Ciclo de Grado Superior en Técnico de Prevención de Riesgos Profesionales. IES Aguas Vivas. Guadalajara. Asignaturas: · Calidad. · Gestión de la Prevención. · Riesgos Derivados de las Condiciones de Seguridad. · Riesgos Químicos y Biológicos. - Manual de bombas forestales ligeras y pesada ZIEGLER. - Manual de utilización y mantenimiento de PROTEC-FIRE SA. - Manual de operaciones ROSENBAUER MERCEDES BENZ 1124 AF. - Manuales del Diploma de Especialista Profesional Universitarios en Gestores de Sistemas de Calidad en la Administración. Universidad de Valencia. - Manual del Posgrado en Técnico Medioambiental. Gestión de Riesgos Industriales. Universitat de Barcelona. - Manual de operaciones PEFIPREA IVECO. - Manual de operaciones y mantenimiento del equipo AAP 100-40iGE. - Manuales de operaciones y mantenimiento NIKE. - Libro Bombas selección; uso y mantenimiento. (Kenneth McNaughton). McGrawHill - Manuales del Diploma de Especialista Universitario en Servicios de Extinción de Incendios y Salvamento. Universidad de Valencia. - Manuales del Master de Protección Civil y Gestión de Emergencias. Universidad de Valencia. - Manual de uso de autobombas. Editado por la Junta de Castilla y León. - Manual de bombas. Editado por Bomberos de la Comunidad de Madrid. - Ley 31/1995, de 8 Noviembre, de Prevención de Riesgos Laborales. - Real Decreto 39/1997, de 17 de enero, por el que se aprueba el Reglamento de Servicios de Prevención. - Instituto Nacional de Seguridad e Higiene en el trabajo. Portal de Equipos de Protección Individual. 146 147 Información sobre el autor: Alberto José Galdón Carreño Bombero en el SCIS de la Provincia de Ciudad Real. Master en Protección Civil y Gestión de Emergencias. Universidad de Valencia. Técnico Superior en Prevención de Riesgos Profesionales. IES Aguas Vivas. Especialista Universitario en Dirección de Seguridad Integral. Universidad de VIC Director de Seguridad acreditado por el Ministerio de Interior. Especialista Profesional Universitario en Servicios de Prevención de Incendios y Salvamento. Universidad de Valencia. Especialista Profesional Universitario en Gestión e Implantación de Planes de Autoprotección. Universidad de Valencia.