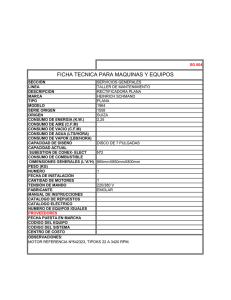
INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 PROYECTO DE QUINTO NIVEL DEL PRIMER HEMISEMESTRE PROGRAMA DE MANTENIMIENTO DE RECTIFICADORA PLANA. QUINTO NIVEL MECANICA INDUSTRIAL INTEGRANTES: • ACERO MARCO • AULES GESOVANNY • CUMBAJIN ANDRES • FLORES BRAULIO • LOJA IVAN • ORTIZ JOSE Página | 1 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 INDICE 1. INTRODUCCION .................................................................................................................4 1.2. PROPOSITO ....................................................................................................................4 1.3. MISIÓN .............................................................................................................................4 1.4. OBJETIVO ........................................................................................................................4 1.5. SEGURIDAD MAQUINA/HOMBRE ..............................................................................5 1.5.1. RECOMENDACIONES GENERALES ......................................................................5 1.5.2. PROTECCIÓN PERSONAL .......................................................................................6 1.5.3. ANTES DE TRABAJAR ..............................................................................................7 1.5.4. DURANTE EL RECTIFICADO ...................................................................................7 1.5.5. ORDEN, LIMPIEZA Y COSERVACION DEL PUESTO DE TRABAJO................8 2. HOJA DE VIDA ...................................................................................................................9 2.1. DESCRIPCION DE LA RECTIFICADORA...................................................................9 2.2. CARACTERISTICAS.....................................................................................................10 2.3. CARACTERISTICAS DE CONSTRUCCION .............................................................11 2.4. BASTIDOR Y MESA .....................................................................................................11 2.5. LUBRICACION...............................................................................................................11 2.6. CONTROL HIDRAULICO .............................................................................................12 2.7. MOVIMIENTO DE LA MESA MANUAL ......................................................................12 2.8. AVANCE TRANSVERSAL ...........................................................................................12 2.9. AVANCE VERTICAL .....................................................................................................12 2.10. PORTA MUELAS .......................................................................................................13 2.11. PROTECCION DE POLVO ......................................................................................13 2.12. SISTEMA DE DIAMANTADO ..................................................................................13 2.13. CARACTERISTICAS TECNICAS............................................................................14 2.14. CAPACIDAD DE TRABAJO .....................................................................................15 Página | 2 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 2.15. SISTEMA ELECTRICO .............................................................................................16 2.16. PLANO RECTIFICADORA GER RS-1000 .............................................................17 3. FORMATOS .......................................................................................................................18 3.1. ORDEN DE TRABAJO..................................................................................................18 3.2. ESPECIFICACIONES ...................................................................................................19 3.3. FICHA TÉCNICA ...........................................................................................................20 3.4. PLAN DE MANTENIMIENTO PREVENTIVO ............................................................21 PLAN DE MANTENIMIENTO PREVENTIVO ........................................................................22 RECTIFICADORA GER RS-100 .............................................................................................22 REQUERIMIENTOS ESPECIFICOS DE MANTENIMIENTO .............................................23 PARA PUESTA EN MARCHA .................................................................................................23 PLAN DE MANTENIMINETO PREVENTIVO ........................................................................24 RECTIFICADORA GER RS-1000 ...........................................................................................24 CALENDARIO DE MANTENIMIENTO PREVENTIVO.........................................................25 RECTIFICADORA GER RS-1000 ...........................................................................................25 4. FRECUENCIA DE MANTENIMINETO ...........................................................................26 4.1. CALENDARIO DE MANTENIMINETO..................................................................................26 4.2. COSTO DE MANTENIMIENTO ...................................................................................27 5. 5.1. 6. CONCLUSIONES ..............................................................................................................28 ANALISIS DE LAS 5´S .........................................................................................................28 BIBLIOGRAFIA .................................................................................................................30 Página | 3 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 1. INTRODUCCION 1.2. PROPOSITO El presente documento tiene la finalidad de elaborar un plan de mantenimiento a la rectificadora plana/tangencial modelo: GER RS-1000 mediante normas y estándares en una determinada frecuencia de tiempo en el cual se le realizara un mantenimiento preventivo guiándose en un cronograma elaborado con detalle de las actividades a realizarse por los estudiantes de mecánica industrial. 1.3. MISIÓN Maximizar el estado de la rectificadora mediante un plan de mantenimiento preventivo, así como de los componentes e instalaciones del cual se compone, asegurando un correcto funcionamiento de la maquina rectificadora con costos mínimos. 1.4. OBJETIVO La máquina rectificadora debe quedar en óptimas condiciones funcionando a toda su capacidad para el uso de la escuela de mecánica industrial, con un costo mínimo de mantenimiento y así poder alargar la vida útil de la maquina rectificadora. Página | 4 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL 1.5. MECANICA 2016 SEGURIDAD MAQUINA/HOMBRE 1.5.1. RECOMENDACIONES GENERALES Los interruptores y demás mandos de puesta en marcha de las máquinas, se deben asegurar para que no sean accionados involuntariamente; las arrancadas involuntarias han producido muchos accidentes. Los engranajes, correas de transmisión, poleas, cadenas, e incluso los ejes lisos que sobresalgan, deben ser protegidos por cubiertas. Todas las operaciones de comprobación, medición, ajuste, etc, deben realizarse con la máquina parada. Manejar la máquina sin distraerse. Peligros comunes: • Puntos de rozamiento • Puntos calientes • Superficies rotativas de máquinas • Maquinaria automática • Joya y ropas sueltas Página | 5 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 1.5.2. PROTECCIÓN PERSONAL Los trabajadores deben utilizar anteojos de seguridad contra impactos, sobre todo cuando se mecanizan metales duros, frágiles o quebradizos, debido al peligro que representa para los ojos las virutas y fragmentos de la máquina pudieran salir proyectados. Si a pesar de todo se le introdujera alguna vez un cuerpo estaño (sólido) en un ojo, no lo refriegue, puede provocarse una herida. Acuda inmediatamente al médico. En caso de ser líquido recurra al médico con la hoja de seguridad del producto. Las virutas producidas durante el mecanizado nunca deben retirarse con la mano, ya que se pueden producir cortes y pinchazos. Las virutas secas se deben retirar con un cepillo o brocha adecuados, estando la máquina parada. Para virutas húmedas o aceitosas es mejor emplear una escobilla de goma. Se debe llevar la ropa de trabajo bien ajustada. Las mangas deben llevarse ceñidas a la muñeca. Se debe usar calzado de seguridad que proteja contra cortes y pinchazos, así como contra caídas de piezas pesadas. Es muy peligroso trabajar llevando anillos, relojes, pulseras, cadenas en el cuello, bufandas, corbatas o cualquier prenda que cuelgue. Asimismo es peligroso llevar cabellos largos y sueltos, que deben recogerse bajo gorro o prenda similar. Lo mismo la barba larga. Página | 6 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 1.5.3. ANTES DE TRABAJAR Antes de poner en marcha la máquina para comenzar el trabajo de rectificado, deben realizarse las siguientes comprobaciones: Que el dispositivo de sujeción de piezas, de que se trate, está fuertemente anclado a la mesa de la máquina. Que la pieza a trabajar está correcta y firmemente sujeta al dispositivo de sujeción. Que sobre la mesa de la rectificadora no hay piezas o herramientas abandonadas que pudieran caer o ser alcanzados por la máquina. No remover barreras protectoras de máquinas. No operar maquinarias cuyas barreras de protección han sido removidas. Que los dispositivos de seguridad se encuentren en su sitio y correctamente instalados. 1.5.4. DURANTE EL RECTIFICADO Durante el rectificado, se deben mantener las manos alejadas de la herramienta que gira o se mueve. Si el trabajo se realiza en ciclo automático., las manos no deben apoyarse en la mesa de la máquina. Todas las operaciones de comprobación, ajuste, etc deben realizarse con la máquina parada, especialmente las siguientes: • Alejarse o abandonar el puesto de trabajo • Sujetar la pieza a trabajar • Medir y calibrar • Comprobar el acabado • Limpiar y engrasar • Ajusta protecciones • Dirigir el chorro de líquido refrigerante, etc. Aun paradas, las máquinas de rectificado son herramientas cortantes. Al soltar o amarrar piezas se deben tomar precauciones contra cortes que pueden producirse en manos y brazos. Página | 7 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 1.5.5. ORDEN, LIMPIEZA Y COSERVACION DEL PUESTO DE TRABAJO La máquina debe mantenerse en perfecto estado de conservación, limpia y correctamente engrasada. Asimismo debe cuidarse el orden y conservación de las herramientas, útiles y accesorios; tener un sitio para cada cosa y cada cosa en su sitio. La zona de trabajo y las inmediaciones de la máquina deben mantenerse limpias y libres de obstáculos y manchas de aceite. Los objetos caídos y desperdigados pueden provocar tropezones y resbalones peligrosos, por lo que deben ser recogidos antes de que esto suceda. Las virutas deben ser retiradas con regularidad, sin esperar al final de la jornada, utilizando un cepillo o brocha para las virutas secas y una escobilla de goma para las húmedas y aceitosas. Las herramientas deben guardarse en un armario o lugar adecuado. No debe dejarse ninguna herramienta u objeto suelto sobre la máquina. Tanto las piezas en bruto como las ya rectificadas deben apilarse de forma segura y ordenada o bien utilizar contenedores adecuados si las piezas son de pequeño tamaño. Se deben dejar libres los caminos de acceso a la máquina. Eliminar los desperdicios, trapos sucios de aceite o grasa que puedan arder con facilidad, acumulándolos en contenedores adecuados (metálicos y con tapa). Recuerde: los trapos sucios de aceite o grasa son residuos especiales no deben disponerse con la basura común. Lo mismo para los EPP en desuso (guantes, ropa, etc.). Las averías de tipo eléctrico solamente pueden ser investigadas y reparadas por un electricista profesional; a la menor anomalía de este tipo desconecte la máquina, ponga un cartel de Máquina averiada y avise al electricista. Las conducciones eléctricas deben estar protegidas contra cortes y daños producidos por las virutas y/o herramientas. Vigile este punto e informe a su inmediato superior de cualquier anomalía que observe. Página | 8 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL 2. HOJA DE VIDA 2.1. DESCRIPCION DE LA RECTIFICADORA RECTIFICADORA TANGENCIAL GER MODELO RS 1000 Dimensiones de la mesa: 1200 x 350mm. Recorridos: • longitudinal: 1000 mm • transversal: 500 mm • Vertical: 500 mm. Dimensiones de la muela: 300mm x 50mm. Desplazamiento vertical motorizado. Dimensiones de la máquina: 3000x2050x2400 mm. Peso de la máquina: 4000 kgs. MECANICA 2016 Página | 9 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL 2.2. MECANICA 2016 CARACTERISTICAS CARACTERISTICAS RECTIFICADORA GER-RS-1000 1 Panel de mandos electronicos. 2 Boton de ajuste de altura a presicion. 3 Volante reglaje de altura. 4 5 Topes para la limitacion de avance de mesa. Palanca de inversion de la mesa. 8 Palanca de contacto para movimiento manual de la mesa. Volante para el movimiento manual de la mesa. Boton de ajuste transversal de presicion. 9 Volante reglaje transversal. 6 7 10 Boton de embrague para movimiento manual transversal. Disco graduado del 11 avance transversal. Topes para regular el 12 recorrido transversal. Boton reglaje de 13 velocidad de mesa. Palanca parada- 14 marcha de mesa. Indicador nivel de 15 aceite. Página | 10 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 2.3. CARACTERISTICAS DE CONSTRUCCION Las rectificadoras planas de precision GER 1000 reunen las cualidades de de una larga experiencia, en el sector de tecnica y presicion de contruccion de rectificadoras. Estan maquinas son ideales para los talleres que requieran una rectificadora de calidad para herramientas, matrices o moldes y para cualquier trabajo que necesito un acabdo plano de gran acabado con rendimiento optimo. 2.4. BASTIDOR Y MESA De fundicion perlitica estabilizada, de construccion solida con el fin de evitar cualquier vibracion. La mesa y columna tienen secciones robustas y fuertemente curvadas los que le hace indeformables. La mesa se desliza sobre guias planas y prismaticas y estan cubiertas con material antifricion, lo que permite un mejor deslizamiento y un menor desgate, por lo cual se asegura una larga vida de las guias. Todas las mesas estan provistas de amplios canales que aseguran una perfecta evacuacion del refrigerante. Los protectores de las guias impiden cualquier filtracion de barro y polvo. 2.5. LUBRICACION La lubricacion es automatica mediante el sistema hidraulico que tiene la maquina para el movimiento de la mesa. El aceite es conducido sin presion a todos los respectivos puntos de engrase. De esta manera se garantiza una pelicula de aceite continua en todas las piezas de movimiento. Página | 11 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 2.6. CONTROL HIDRAULICO El movimiento de la mesa es realizado mediante una bomba del dispositivo hidraulico. En la placa frontal de la maquina estan expuestos todos los elementos de funcionamiento y es posible un control de la velocidad de la mesa. 2.7. MOVIMIENTO DE LA MESA MANUAL El movimiento de la mesa se realiza manualmente por medio de un engranaje y cremallera. Este movimiento lleva una reduccion lo que permite un deslizamiento mas suave. Al embragar el volante se desconecta el sistema hidraulico antes de que engrase el piñon con la cremallera. 2.8. AVANCE TRANSVERSAL El avance transversal es posible de forma manual o electrica. El movimiento electrico solo es posible si el boton esta situado en el centro del volante en la posicion de tirado. La medida del avance tranversal intermitente puede ser variado durante el proceso de rectificado. Dos topes colocados en el frente de la maquina limitan el movimiento transversal en ambas direcciones. El cambio de direccion de movimiento tiene lugar entre los topes de forma automatica. 2.9. AVANCE VERTICAL El avance vertical puede ser electrico o manual. Todas las maquinas van equipadas con avance rapido vertical (serie-ARV). La aproximacion vertical manual se hace posible por medio de un volante cuya presicion es de : 1 division = 0.002mm. Como accesorio especial se puede añadir un avance automatico vertical. Las medidas de avance pueden ser ajustadas desde 0.002 hasta 0.2 m/m. El avance es desconectado mediante un reloj y un tope micrometrico (serie – AAV). Página | 12 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 2.10. PORTA MUELAS El usillo porta muelas, esta apoyado en rodamientos de alta presicion y no necesita engrase adicional, ya que esta montado con una grase especial. El motor montado directamente al husillo sin elementos intermediarios alguno, garantiza una maxima exactitud pudiendo ser rectificadas hasta las pequeñas asperezas de superficie. 2.11. PROTECCION DE POLVO Al contruir la maquina se considero de suma importancia, contruir todas las partes moviles de forma que estuvieras protegidas del polvo, para asi poder impedir un desgaste prematuro. 2.12. SISTEMA DE DIAMANTADO Para mantener la correcta capacidad de corte de la muela se puede instalar sobre el cabezal de la muela un diamantador (puede ser manual o hidraulico), garabtizando un alto rendimiento y exactitud en el rectificado.El tiempo de servicio de la muela aumenta gracias al refrigerante que limpia constantemente la cavidad de la muela. Página | 13 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 2.13. CARACTERISTICAS TECNICAS CARACTERISTICAS TECNICAS RECTIFICADORA GER-RS-1000 MODELO RS-1000 MESA Area maxima de rectificado……………………………..mm. Distancia de mesa al centro de la muela……………...mm. Velocidad de la mesa………………………………...m/min. Maximo recorrido de la mesa…………………………..mm. Peso maximo de rectificado………………………………kg. 1000x550 625 2 a 25 1050 1000 CURSO TRANSERSAL Movimiento tranversal maximo………………………….mm. Avance rapido transversal……………………………m/min. Avance transversal automatico…………………...mm/INV. Vuelta de volante…………………………………………mm. Division de volante……………………………………….mm. 500 1.5 2 a 60 3 0.02 MOVIMIENTO VERTICAL MUELA Avance rapido vertical………………………..…….mm/min. Vueta del volante…………………………………….…..mm. Division del volante……………………………………....mm. Medidas de muela………………………………………..mm. 200 0.24 0.002 400x80x127 MOTORES Cabezal porta-muelas……………………………………CV. 12.5 Bomba hidraulica…………………………………………CV. 5.5 Avance transversal……………………………………….CV. 0.75 Avance vertical……………………………………………CV. 0.75 Potencia absorvida……………………………………...KVA. 15 Peso neto…………………………………………………..Kg. 4100 Peso bruto………………………………………………….Kg. 4400 Medidas de embalaje………………………………………m. 3.1x2.1x2.30 Página | 14 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 2.14. CAPACIDAD DE TRABAJO MODELO GER RS-1000 A 500 CAPACIDAD DE TRABAJO B 80 C 400 D 400 E 425 Página | 15 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL ARV (avance rapido vertical) MECANICA 2016 AAV (avance automatico vertical) 2.15. SISTEMA ELECTRICO Los elementos electricos estan situados en un armario de conexiones adosado en el vastidor posterior de la maquina. Todos los elementos de conexión esta instalados convenientemente y de forma visible cumpliendo con las normas VDE. Hay suficiente espacio para la incorporacion de accesorios posteriores; existe una instalacion ya preparada para tal fin. Se le ha dedicado una atencion especial a la proteccion de todos los elementos contra el polvo e infiltracion de agua. Página | 16 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 2.16. PLANO RECTIFICADORA GER RS-1000 COTA R.S-1000 • A 4100 • B 2400 • C 2650 • Kg. 4450 Página | 17 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 3. FORMATOS 3.1. ORDEN DE TRABAJO Mantenimiento: interno Tipo de servicio: Mantenimiento Preventivo Asignado a: Grupo N° 01 Externo ORDEN DE TRABAJO Numero de control: 55 Fecha de realización: 28 de Julio del 2016 Trabajo realizado: Mantenimiento preventivo a toda la rectificadora, limpieza de bancada imantada, limpieza de la muela, control del sistema de refrigeración, revisión del punto eléctrico, observaciones del sistema hidráulico. Verificado y Liberado por: Ing. Ángel Caillagua Fecha y Firma: Aprobado por: Ing. Ángel Caillagua Fecha y Firma: Página | 18 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL 3.2. ESPECIFICACIONES CARACTERISTICAS DIMENSIONES Superficie mesa de trabajo (mm) 1200 x 350 Potencia del motor del cabezal (kw) 5,5 Potencia del motor refrigerante (kw) 0,09 Dimensiones de la muela (ǾEtx. x Ancho x Ǿ 300 x 50 Int. (mm) Dimensiones (mm) (largo x ancho x alto) 3000x2050x2400 Peso neto/bruto (kg) 4000 Velocidad mesa (m/min) 5 – 25 Movimiento automático trasversal bancada 0,5 – 12 (mm) Potencia del motor hidráulico (kw) 2,2 Volante transversal 1 vuelta (mm) 5 Precisión volante transversal (mm) 0.02 Área máxima rectificado (mm) 1000 x 500 Máximo recorrido longitudinal mesa (mm) 1000 Máximo recorrido transversal mesa (mm) 500 Máxima distancia centro husillo – mesa 425 (mm) Máxima capacidad de carga plato magnético 700 (kg) (Kg) Velocidad husillo (R.P.M) 1250 Precisión volante vertical (mm) 0,002 Volante vertical 1 vuelta (mm) 5 Potencia avance motor transversal (kw) 0,18 MECANICA 2016 Página | 19 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL 3.3. MECANICA 2016 FICHA TÉCNICA Sección Línea Descripción Marca Tipo Modelo Serie origen Origen Consumo de energía (k.w) Dimensiones Generales Peso (kg) Numero Fecha de instalación Tensión de mando Fabricante Manual de instrucciones Catálogo de repuestos Catalogo eléctrico Numero de equipos iguales Proveedor Fecha puesta en marcha Código del equipo Código del sistema Centro de costo Observaciones: 2820 rpm del motor. Talleres Maquinas Herramientas N/A Rectificadora plana/tangencial Ger Plana/tangencial RS 1000 MB 70 Germany 3,45 3000x2050x2400 4000 N/A N/A 220 – 340 v SCHILCFT N/A N/A N/A N/A ITSCT N/A MB 70 34-1 N/A Página | 20 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL 3.4. MECANICA 2016 Página | 21 PLAN DE MANTENIMIENTO PREVENTIVO PLAN DE MANTENIMIENTO PREVENTIVO 1. DATOS GENERALES EQUIPO: Rectificadora Plana MARCA: GER MODELO: Rs 1000 CODIGO: TMH0001 PESO: 700 Kg. TIEMPOS DE OPERACIÓN: JORNADA LABORAL: (4 horas INTERMITENTE:N/A diarias) HOJA DE VIDA No: 01 NOMBRE: GER CATALOGO: No FECHA DE INSTALACION: No registrada 2. DATOS DE FABRICANTE Y/O REPRESENTANTE DRECCION:C/ San Lluc, TELEFONO: (+34) 93 387 43 43 71 - 08918 Badalona CIUDAD:(Barcelona) E-MAIL: [email protected] - SPAIN VOLTAJE: 220V NEUMATICA PRESION DE TRABAJO: N/A MARCA: Selter HP: 7.5 3. SERVICIO DE OPERACIÓN AMPERAJE: 12 a 18 HIDRAULICA TIPO DE BOMBA: Trifásica de 1/4 MODELO: ASEA CES RPM: 2820 r/min OTROS DATOS: Ninguno POTENCIA: 5 HP OTROS MOTOR ELECTRICO TIPO: Mb 70 1 SERIE: N/A VOLTS: 220/380 v AMP: 1,5 a 2,6 A OBSERVACIONES: no hay ningún registro de mantenimiento INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 PLAN DE MANTENIMIENTO PREVENTIVO RECTIFICADORA GER RS-100 HOJA DE VIDA TARJETA MAESTRA NOMBRE DEL EQUIPO CODIGO DEL EQUIPO No. 01 No. 001 Rectificadora Plana TMH0001 UBICACIÓN MARCA MODELO FECHA DE PUESTA EN MARCHA Taller Máquinas y Herramientas GER RS-1000 Sin registros DIMENCIONES, CARACTERISTICAS GENERALES DEL EQUIPO Rectificadora tangencial GER Modelo RS 1000 Dimensiones de la mesa: 1200 x 350mm. Recorridos: • longitudinal: 1000 mm • transversal: 500 mm • vertical: 500 mm. Dimensiones de la muela: 300mm x 50mm. Desplazamiento vertical motorizado. Dimensiones de la máquina: 3000x2050x2400 mm. Peso de la máquina: 4000 kgs. Equipada con: • plato magnetico: 800 x 350mm. • diamantador. Velocidad de la mesa : 2 - 25 m/mn Página | 22 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 Página | 23 REQUERIMIENTOS ESPECIFICOS DE MANTENIMIENTO PARA PUESTA EN MARCHA ACTIVIDADA DE LUBRICACION Cambio de aceite Revisión del nivel y fugas de aceite Revisión y lubricación de rodamientos y partes móviles Engrase y lubricación ACTIVIDADAS ELECTRICAS Revisión, ajustes y/o cambio de conexiones eléctricas Revisión de voltaje y amperaje Revisión servo motores Revisión de motor eléctrico Revisión de estado de los cables y general CODIGO A01 A02 A03 A04 CODIGO B01 B02 B03 B04 ACTIVIDADAS MECANICAS B05 CODIGO Ajustes y revisión de partes móviles Revisión y verificación de engranajes Revisión del nivel y verificación del circuito de enfriamiento Limpieza de bancadas Revisión de tuberías y mangueras del sistema neumático o hidráulico Verificación de estado de herramientas Limpieza superficial general Mantenimiento general C01 C02 C03 C04 C05 C06 C07 C08 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 Página | 24 PLAN DE MANTENIMINETO PREVENTIVO RECTIFICADORA GER RS-1000 INSTRUCTIVO DE EJECUCION DE MANTENIMIENTO FECHA DE EJECUCION HORA DE INICIO HORA FINALIZACION 11 de julio del 2016 17:00 pm 19:00 pm PARTE EJECUTADA Plato Piedra CODIGO ACTIVIDAD C04 C01 Sistema de refrigeración C03-C05 Cableado B01-B02-B05 Lubricación Limpieza Mantenimiento A01-A02-A03-A04 C07 C08 ACTIVIDAD Limpieza de bancadas Ajustes y revisión de partes móviles Revisión del nivel y verificación del circuito de enfriamiento Revisión, ajustes y/o cambio de conexiones eléctricas Cambio de aceite-Engrase y lubricación Limpieza superficial general Mantenimiento general PERSONAL ENCARGADO DE ACTIVIDAD DE MANTENIMIENTO OPERADOR JEFE MANTENIMIENTO OPERARIO No 1 NOMBRES Ing. Angel Caillagua 5 Estudiantes EQUIPO Y MATERIAL NECESARIO PARA REALIZAR EL MANTENIMIENTO Guantes, mascarilla, mandil, grasa-aceite, guaipe-franelas y brochas. PROCEDIMIENTO DE MANTENIMIENTO Primero procedemos a presionar el paro de emergencia, luego desconectamos todos los conductores eléctricos, esperamos unos segundos para que se detengan todas las partes móviles y procedemos primero a ser limpieza de toda la partes superficiales que más se pueda, empezamos a revisar todos los cables , mangueras y tuberías que existan en el equipo, por consiguiente lubricamos todas las Partes móviles, engranajes y cualquier otra parte necesaria de lubricación o engrase. TIEMPO ESTIMADO DE EJECUCION 2 horas OBSEVACIONES: aquí se registrara todas la novedades antes, durante y después de cada Mantenimiento que se realice al equipo, con firmas de responsabilidad. _____________________________________ FIRMA Y NOMBRE DE RESPONSABILIDAD _________________________________ JEFE DE MANTENIMINETO INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 Página | 25 CALENDARIO DE MANTENIMIENTO PREVENTIVO RECTIFICADORA GER RS-1000 NOMBRE CODIGO UBICACIÓN Rectificadora RS-1000 TMH0001 Taller Máquinas y Herramientas MES SEMANA 1 2 3 FRECUENCIA 4 MEN TRIM SEMEST ANUAL OBSERVACION ENERO FEBRERO MARZO ABRIL MAYO JUNIO JULIO AGOSTO SEPTIEMBRE OCTUBRE NOVIEMBRE DICIEMBRE ELABORADO POR: REVISADO POR: APROBADO POR: NOMBRES: _______________ _______________ __________________ FECHA: _______________ _______________ __________________ INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 Página | 26 4. FRECUENCIA DE MANTENIMINETO 4.1. CALENDARIO DE MANTENIMINETO. MESES JULIO FECHA DETALLE 19/07/2016 REVISON Y VERIFICACION DE DAÑOS DE LA RECTIFICADORA 26/07/2016 PROCEDEMOS A LIMPIAR LA RECTIFICADORA 02/08/2016 PROCEDEMOS A LUBRICAR LA RECTIFICADORA 09/08/2016 16/08/2016 REVISION DE PIEDRA Y SI NECESITA CAMBIAR SE APLICA RECTIFICAR Y CUADRE DE PIEDRA EN CASO QUE LO NECESITE 23/08/2016 REVISAR SISTEMAS ELECTRICOS 30/08/2016 VERIFICAR AVERIAS EN LAS BOMBAS 06/09/2016 06/09/2016 LIMPIEZA DEL DEPOSITO REALIOZACION DEL INFORME FINAL SEMANA 3 SEMANA 4 AGOSTO SEMANA 1 SEMANA 2 SEMANA 3 SEPTIEMBRE SEMANA 4 SEMANA 1 SEMANA 2 SEMANA 3 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL 4.2. COSTO DE MANTENIMIENTO COSTOS DE MANTENIMIENTO N° PRODUCTO CANTIDAD 1 ACEITE 4 GALONES 2 REFRIGERANTE 2 GALONES 3 GRASA 30 Kg 4 GUAPE 5 GUANTES 20 UNIDADES 2 PARES 6 HORAS HOMBRE 5 PERSONAS TOTAL VALOR $ 80,00 $ 60,00 $ 80,00 $ 3,00 $ 6,00 $ 3.000,00 $ 3.229,00 MECANICA 2016 Página | 27 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 5. CONCLUSIONES 5.1. ANALISIS DE LAS 5´S HERRAMIENTAS BÁSICAS DE MEJORA DE LA CALIDAD LIMPIEZA Se realiza la limpieza general de cada máquina que se encontraba en el taller de MAQUINAS HERRAMIENTAS CLASIFICACION Se realizó la clasificación por tipo de máquina (Rectificadoras) en donde se encuentran ubicadas cada una de ellas. En la cual la rectificadora GER RS-1000 nos es asignada para el levantamiento de su información. ORGANIZACIÓN Se comienza con la organización de los estudiantes en forma grupal, al cual se le asigna una maquina a cada grupo para que levante la información y se responsabilicen de ella. VISUALIZACION Realizar el levantamiento de información de cada máquina con el propósito de implementar un sistema de control, el cual nos permita realizar un plan de mantenimiento de cada maquina COMPROMISO o SISTEMATIZACION Se pretende implementar un sistema que nos permita planificar y organizar las tareas de mtto de cada máquina, también implementar un sistema que permita a los estudiantes conocer con claridad el correcto funcionamiento de las maquinas rectificadoras y haci poder aprovechar al máximo y en lo posible sin tener mayor dificultad a la hora de realizar trabajos en las máquina ¿Por qué las 5 S? Por qué es una técnica que se aplica en todo el mundo con excelentes resultados por su sencillez y efectividad. Página | 28 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 Su aplicación mejora los niveles de: 1. Calidad. La rectificadora debe funcionar correctamente 2. Eliminación de Tiempos Muertos. La rectificadora debe estar ubicada donde se pueda acceder con facilidad si se requiere rectificar piezas de gran tamaño 3. Reducción de Costos. La adquisición de este tipo de máquinas es muy acertada ya que no sería necesario enviar a otro lugar para rectificar una pieza ¿QUÉ BENEFICIOS APORTAN LAS 5S? 1. La implantación de las 5S se basa en el trabajo en equipo. Todo trabajo que se realice en la maquina tiene que ser acompañada con una limpieza posterior .independientemente de quien la utilice (profesores o estudiantes) 2. Se valoran sus aportaciones y conocimiento. 3. La mejora continua se hace una tarea de todos. Conseguimos una MAYOR PRODUCTIVIDAD que se traduce en: 1. Menos productos defectuosos. 2. Menos averías y Aprovechamiento al 100% del tiempo de la rectificadora 3. Una maquina limpia y con la documentación necesaria del correcto funcionamiento es esencial para disminuir la probabilidad de sufrir accidentes 4. Menor tiempo para el cambio de herramientas. El correcto funcionamiento de cada sistema de la rectificadora y una correcta ubicación de las herramientas de la máquina, ayudara a reducir tiempos muertos Lograr un MEJOR LUGAR DE TRABAJO para todos, puesto que conseguimos: • • • • • • Más espacio. Correcta distribución del espacio de trabajo Orgullo del lugar en el que se trabaja. Mejor imagen ante nuestros compañeros. Mayor compromiso y responsabilidad en las tareas. Mayor conocimiento. Página | 29 INSTITUTO TECNOLÓGICO SUPERIOR “CENTRAL TÉCNICO” NIVEL TECNOLÓGICO ESCUELA DE MECÁNICA INDUSTRIAL MECANICA 2016 6. BIBLIOGRAFIA • http://www.usetec.com/machines/1124/130614/1124-130614-1-elb_rsa_650.pdf • http://pdf.directindustry.es/pdf/ger-maquinas-herramienta-s-l-u/c-series/112641586015.html • http://www.maquinariamarquez.com/ocasion/detalle-demaquina/?id_maquina=8197 Página | 30