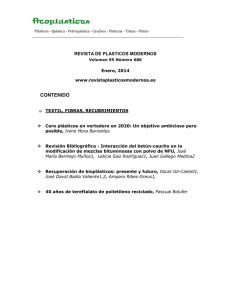
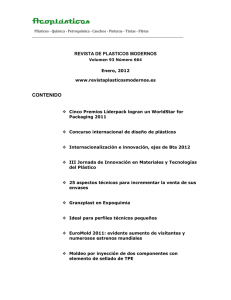
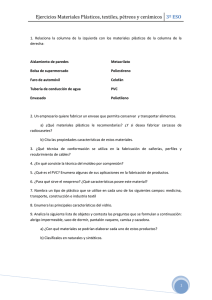
Sistema de alimentación en moldes de inyección Diseño de la colada Juan de Juanes Márquez Sevillano Diseño y Transformación de Plásticos Sistema de alimentación El sistema de alimentación se encarga de trasladar el polímero fundido desde la unidad de inyección hasta la cavidad del molde. El sistema se compone de: Bebedero Canales Entrada Bebedero Canales Diseño y Transformación de Plásticos Entrada Sistema de alimentación Los objetivos que deben buscarse son: Llenado correcto de la cavidad Ciclos cortos Mínimos desechos Mínimo impacto visual superficial Un llenado correcto es aquel que dan lugar a: La obtención de unas correctas características mecánicas Buenas líneas de soldadura Distribución de presiones adecuada Distribución de temperaturas correcta Llenado completo del molde Diseño y Transformación de Plásticos Orientación molecular La disposición final de las moléculas tiene una gran influencia en las características mecánicas y geométricas de la pieza. Esta orientación está influenciada por el peso molecular, los refuerzos de la masa, las características de relajación y las condiciones de procesamiento. Diseño y Transformación de Plásticos Orientación molecular Las propiedades mecánicas se ven afectadas por la orientación de las moléculas si tienen una orientación predominante. Resistencia al impacto de HIPS Orientación predominante Diseño y Transformación de Plásticos Posición de la muestra Dirección de la muestra Resistencia al impacto Cerca de la entrada Según flujo 137 J/m2 Cerca de la entrada Transversal al flujo 51 J/m2 Lejos de la entrada Según flujo 119 J/m2 Lejos de la entrada Transversal al flujo 36 J/m2 Líneas de soldadura Zona donde se encuentran dos flujos de material distintos en el llenado del molde Se producen como consecuencia de: la división de los flujos de llenado debido a la geometría de la pieza la alimentación por diferentes puntos de inyección Diseño y Transformación de Plásticos Líneas de soldadura Se producen por: Difusión incompleta Orientación molecular Fisura superficial Presencia de sustancias extrañas Variables de influencia: Temperatura del material Presión de mantenimiento Velocidad de inyección Material Temperatura del molde Diseño y Transformación de Plásticos Líneas de soldadura Encuentro de flujos en ángulo es característico de piezas con entradas múltiples o en rodeos de núcleos. Cuando el ángulo de soldadura es mayor de 120º a 150º. Diseño y Transformación de Plásticos Líneas de soldadura Líneas de soldadura se forman por la división del flujo debido a la geometría de la pieza Normalmente son inevitables, pero debe disminuirse su influencia en la características de la pieza Diseño y Transformación de Plásticos Bebedero Es el elemento de conexión entre el molde y la boquilla de inyección de la máquina Conduce la masa desde la boquilla hasta el interior del molde donde están los canales Debe tenerse en cuenta su comportamiento térmico y su expulsión Diseño y Transformación de Plásticos Bebedero Pozo frío Diseño y Transformación de Plásticos Unión bebedero Unión entre boquilla y bebedero: Unión plana y cónica. Unión esférica. Diseño y Transformación de Plásticos Canales de alimentación Conducen el material desde el bebedero a la entrada de la cavidad. Objetivos de diseño: Longitud reducida • Enfriamiento • Pérdida de carga Sección adecuada • Enfriamiento • Mantenimiento del flujo hasta después de la presión de mantenimiento Formas suaves • Pérdida de carga Distribución equilibrada de las entradas • Condiciones semejantes a todas las entradas • Llenado simultáneo Diseño y Transformación de Plásticos Tipo de canales Canales fríos Solidifican y se expulsan con la pieza Ventajas • Molde sencillo Inconvenientes • Mayor consumo de material • Necesidad de expulsar los canales • Mayor longitud de los canales Canales calientes El material se mantiene permanentemente fundido Ventajas • Menor material consumido • Cadencias de fabricación más elevadas • Condiciones de entrada más controladas Inconvenientes • Moldes más complejos • Moldes más caros Diseño y Transformación de Plásticos Formas de los canales Diseño y Transformación de Plásticos Configuración de los canales Diseño y Transformación de Plásticos Dimensión de los canales Configuración básica de los canales Pozo frío Canal principal Longitud Diámetro Menos de 75 6 75-250 8 Más de 250 10 Canal secundario Menos de 75 6 Diseño y Transformación de Plásticos Escape de aire en los canales Diseño y Transformación de Plásticos Esquema de bloque de canal caliente Diseño y Transformación de Plásticos Costes relativos a tipos de canales 3,500 3,000 2,500 2,000 1,500 1,000 0,500 0,000 Canal caliente Canal frío 0 50000 100000 150000 200000 250000 Diseño y Transformación de Plásticos Entrada de inyección La entrada es el orificio por donde entra la masa a la cavidad de la pieza Debe cumplir inicialmente dos objetivos: Crear un frente de flujo uniforme y continuo Permitir la entrada de material en la fase de mantenimiento Diseño y Transformación de Plásticos Dimensionamiento de la entrada Peso de la pieza Espesor de pared Diámetro entrada La sección del punto de inyección depende del Peso de la pieza Espesor de pared Diámetro de la entrada= 2/3 espesor de pared Diseño y Transformación de Plásticos Elección de la posición del punto de inyección El punto de inyección se situará de manera que: Permita un flujo fácil Origine un frente de flujo continuo En las paredes más gruesas de la pieza Cerca de las superficies donde se exija el mejor acabado Se reduzca el número de líneas de soldadura Las longitudes de los flujos sean semejantes No deje marcas visibles no deseadas Diseño y Transformación de Plásticos Tipos de entradas I DIRECTA Muy sencilla Entrada central Operación para quitar la mazarota Se produce chorro directo El chorro directo produce: • Un frente de flujo no estable. • El flujo se enfría rápidamente. • Los pliegues impiden la unión con el resto de la masa. • El objetivo es que la masa tenga inmediatamente un flujo uniforme Diseño y Transformación de Plásticos Tipos de entradas II LATERAL Sencilla y económica Fácil de modificar LATERAL CONTÍNUA Paredes muy delgadas Piezas grandes planas Llenado rápido Diseño y Transformación de Plásticos Tipos de entradas III LATERAL SUPERPUESTA Paredes gruesas Piezas grandes planas Llenado rápido CONTINUA SUPERPUESTA Paredes gruesas Diseño y Transformación de Plásticos Tipos de entradas IV LATERAL MÚLTIPLE Distribución de flujo en moldes delicados EN ABANICO Paredes muy delgadas Piezas grandes planas Llenado rápido Deformaciones reducidas Diseño y Transformación de Plásticos Tipos de entradas V LENGÜETA Entrada desde una cámara. Flujo más uniforme y caliente Reduce deformaciones Diseño y Transformación de Plásticos Tipos de entradas VI DE DISCO Piezas de revolución de gran sección Sin líneas de soldadura RADIAL Piezas de revolución Entrada equilibrada Diseño y Transformación de Plásticos Tipos de entradas VII DE ANILLO Piezas de revolución Llenado desde el exterior Sin soldadura EN CONO Piezas de revolución Entrada equilibrada Plásticos viscosos Diseño y Transformación de Plásticos Tipos de entradas VIII SUBMARINA Separación de la colada automática Entrada interior no visible Diseño y Transformación de Plásticos Selección del tipo de entrada PIEZAS DE REVOLUCIÓN O SEMEJANTES PIEZA GENÉRICA PUNTO DE INYECCIÓN SUPERIOR PUNTO DE INYECCIÓN LATERAL SEPARACIÓN AUTOMÁTICA DE LA COLADA SEPARACIÓN NO AUTOMÁTICA DE LA COLADA LONGITUD DE PARED PEQUEÑA SEPARAC. SEPARAC. NO AUTOM AUTOM. COLADA DE COLADA CÓNICA CAPILAR CON MARCA SUBMARINA LATERAL Diseño y Transformación de Plásticos SIN MARCA SUPERPUESTA LONGITUD DE PARED GRANDE PARED GRUESA ABANICO EXISTEN LÍNEAS DE SOLDADURA PARED DELGADA MEMBRANA NO EXISTEN LÍNEAS DE SOLDADURA PARED PARED GRUESA DELGADA ESTRELLA DISCO ANILLO Punto de entrada o de inyección La posición del punto de inyección es decisiva en la formación del frente de flujo y en la efectividad de la presión de mantenimiento y, como resultado, resulta importante para la resistencia y otras propiedades de la pieza inyectada. Diseño y Transformación de Plásticos Situación del punto de inyección I El punto de inyección debe situarse en la zona de mayor espesor de la pared de la pieza. El punto de inyección no debe estar cerca de zonas con acumulación de tensiones. El punto de inyección debe disponerse de manera que no se presenten obstáculos al avance del frente de flujo (piezas complicadas, moldes multicavidad con diferentes formas, etc.). Diseño y Transformación de Plásticos Situación del punto de inyección II En piezas con charnelas deben evitarse la formación de líneas de soldadura en dichos puntos. En piezas de gran longitud se debe inyectar longitudinalmente en vez de transversalmente o desde el centro, sobre todo con materiales cargados. En moldes de 2 o más cavidades, las piezas deben inyectarse de forma simétrica respecto a la mazarota. Diseño y Transformación de Plásticos Situación del punto de inyección III Piezas con geometría axial como piñones, discos, ruedas de palas, etc., se inyectarán por el centro empleando una entrada en forma de diafragma o mediante entradas capilares empleando un molde de tres placas. Piezas en forma de caja (tapas, carcasas, contenedores, etc.) se inyectarán cerca de las bases, previniendo así la oclusión de aire. En piezas tubulares, la masa deberá llenar inicialmente la sección anular del extremo para pasar después a llenar la pieza en toda su longitud (se evita flujo asimétrico). Diseño y Transformación de Plásticos Situación del punto de inyección IV Cuando se inyecte sobre insertos, la masa fundida deberá poder fluir alrededor del inserto de forma circular, de tal forma que se prevenga la desalineación del inserto. En superficies vistas exentas de cualquier defecto visual debe emplearse una entrada submarina incidiendo sobre un expulsor incompleto. Diseño y Transformación de Plásticos Orientación molecular Las moléculas se orientan según el flujo, al solidificarse se mueven para alcanzar un equilibrio relativo Diseño y Transformación de Plásticos Líneas de soldadura La presencia de refuerzos en la masa acentúa la orientación de las moléculas y por lo tanto tienen una influencia apreciable en las características mecánicas Los valores de la tabla se han obtenido en una pieza con doble entrada y la probeta cerca de la entrada Contenido en fibra y tensión relativa PP Polipropileno PC Policarbonato PSU Polisulfona PPS Polisulfuro de fenileno Diseño y Transformación de Plásticos GF Tensión 10% 20% 30% 10% 20% 30% 10% 30% 10% 20% 40% 34% 47% 86% 64% 86% 99% 62% 100% 20% 38% 83% Líneas de soldadura Influencia de la posición de las entradas en la formación de líneas de soldadura Debe sopesarse la calidad de las piezas finales y el coste de producción Diseño y Transformación de Plásticos Líneas de soldadura Variables que pueden influir en la calidad de las líneas de soldadura y por tanto sobre las que se puede actuar,son: Temperatura de la masa Presión de mantenimiento Velocidad de inyección Temperatura del molde Material Diseño y Transformación de Plásticos Dimensionamiento de la entrada Dimensiones típicas de una entrada se recogen en la figura Las dimensiones influyen en: la presión de inyección Caída de presión en la entrada: <50 bar Caída de presión en los canales: <300 bar el calentamiento por cizalladura las tensiones residuales Diseño y Transformación de Plásticos Distancia del flujo mm Presión de inyección Presión de inyección MPa Diseño y Transformación de Plásticos Cizallamiento en la entrada Diseño y Transformación de Plásticos