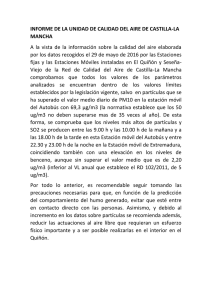
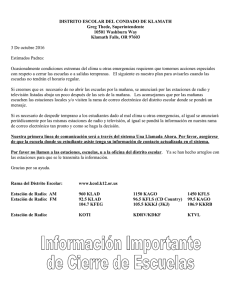
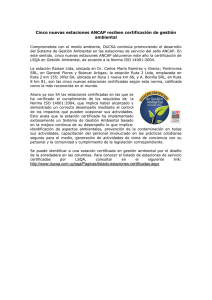
05 Líneas de Ensamblaje INGENIERIA DE MÉTODOS 2013/02 Víctor Vera V. / Of. 416 / [email protected] /Departamento de Ingeniería Industrial Contenidos 1. 2. 3. 4. Fundamentos de Líneas de Ensamblaje Manual Análisis de una Línea de Modelo Único Algoritmos de Balance de Líneas Otras consideraciones en el diseño de balance de Líneas FUNDAMENTOS DE LÍNEAS DE ENSAMBLAJE MANUAL Líneas de Ensamblaje Manual Son sistemas de trabajo que consisten en múltiples trabajadores organizados para producir un producto único o un rango limitado de ellos. • • • • Los trabajadores de ensamblaje desempeñan varias tareas en las estaciones de trabajo localizadas a lo largo de la línea de flujo del producto. Usualmente se utiliza un transportador energizado (Ej. Correa) Algunas estaciones de trabajo pueden estar equipadas con herramientas energizadas portables. Factores que favorecen el uso de líneas de ensamble: – Demanda alta o media por un producto (de consumo). – Productos Similares o Idénticos – El contenido de trabajo puede ser dividido en elementos de trabajo. – Automatizar las tareas de ensamblaje es imposible con la tecnología existente, o demasiado complejo. ¿Por qué las Líneas de Ensamblaje son Productivas? Especialización del Trabajo • Cuando un trabajo mayor es dividido en pequeñas tareas y cada tarea está asignada a un trabajador, el trabajador se vuelve altamente competente en desempeñar esa sola tarea (Curva del Aprendizaje). Partes Intercambiables • • Cada componente es manufacturado para lograr tolerancias lo suficientemente cercanas como para que cada parte de cierto tipo al ser seleccionada al azar pueda ser ensamblada con otro componente con un adecuado ajuste. Gracias a las partes intercambiables, los ensamblajes no necesitan ajustar cada componente. Algunas Definiciones • Flujo de Trabajo (Work Flow): Cada unidad de trabajo debería moverse constantemente a lo largo de la línea y viajar distancias mínimas. • Ritmo o Paso de la Línea (Line Pacing): Los trabajadores deben completar sus tareas dentro de un cierto tiempo de ciclo, el cual será el paso de toda la línea y definirá la tasa de producción alcanzable. Líneas de Ensamblaje Manual • • • • Una línea de producción que consiste en una secuencia de estaciones de trabajo donde las tareas de ensamble son desempeñadas por trabajadores. En cada estación una porción del contenido total del trabajo es desempeñada en cada unidad. Las partes básicas (sin trabajo realizado) se introducen en el comienzo de la línea a un intervalo regular. Los trabajadores añaden componentes para progresivamente construir el producto. La tasa de producción de una línea de ensamblaje es determinada por su estación más lenta. Líneas de Ensamblaje Manual Ejemplo: Configuración de una línea de ensamblaje manual de n estaciones de trabajo. • Estación de trabajo de ensamble: Una localización designada a lo largo del camino del flujo de trabajo donde uno o más elementos de trabajo son desempeñados por uno o más trabajadores. Cantidad de Trabajadores (Manning Level) • • • Puede asignarse más de un trabajador por estación, lo que reduce el tamaño de la línea. Trabajadores Utilitarios: No están asignados a estaciones de trabajo específicas. – Son responsables por: • Ayudar a los trabajadores que se atrasaron. • Relevar a los trabajadores en sus descansos personales. • Mantención y Reparación. Nivel Medio de Trabajadores: n M= • Donde: – – – – wu + ∑ wi i =1 n M = Nivel medio de trabajadores de la línea por estación. Wu = Número de trabajadores utilitarios asignados al sistema. n = Número de Estaciones de Trabajo. Wi = Número de trabajadores asignados específicamente a la estación i para i=1,…,n. Sistemas de Transporte de Materiales Métodos Manuales Las unidades de trabajo se mueven entre estaciones por la acción de los trabajadores (manualmente) sin la ayuda de elementos energizados. • Problemas: – Desabastecimiento de las estaciones: El operador ha completado la tarea asignada en la unidad actual, pero la próxima aún no llega a la estación. – Bloqueo de Estaciones: El operador ha completado la tarea asignada en la unidad de trabajo actual, pero no puede pasar la unidad a la siguiente estación debido a que el próximo trabajador no está aún disponible para recibirla. • Soluciones: – Para reducir el desabastecimiento, utilizar buffers (inventario disponible). – Para prevenir el bloqueo, dar espacio entre las estaciones upstream y downstream desde cualquier estación. – Ambas soluciones pueden resultar en inventario en proceso mayores, lo que es económicamente indeseable. Sistemas de Transporte de Materiales Métodos Mecanizados • • Transportador de Movimiento Continuo: Opera a una velocidad constante. Existen dos tipos: 1. Las unidades se fijan en el transportador – El producto es grande y pesado – Los trabajadores se mueven con el producto. (ej. Motocicletas) 2. Las unidades de trabajo son removibles del transportador – Las unidades de trabajo son pequeñas y livianas. – Le da la libertad al trabajador de lidiar con situaciones especiales. – En términos medios debe mantener el paso de la línea para no producir unidades incompletas. Sistemas de Transporte de Materiales Métodos Mecanizados • • Transporte sincronizado (transporte intermitente o línea stop-and-go): Todas las unidades son movidas de manera simultánea entre estaciones. Problemas: – La tarea debe ser completada dentro de ciertos límites de tiempo. En otro caso la línea produce unidades incompletas. – Stress excesivo en el trabajador. – No es común para las líneas manuales (por la variabilidad natural de las actividades), pero frecuentemente es la solución ideal para líneas de producción automatizadas. • Transporte asincrónico: Una unidad deja la estación cuando la tarea asignada es completada. – Las unidades de trabajo se mueven independientemente más que asincrónicamente (es más flexible). – Las pequeñas variaciones en las tareas de los trabajadores provoca pequeñas colas de trabajo en proceso en frente de cada estación. Efectos de la Variedad de Productos • Debido a que los humanos son flexibles en términos de la variedad de tareas que pueden hacer, las líneas de ensamble manual pueden ser diseñadas para lidiar con diferencias en los productos ensamblados: • Línea de Ensamblaje de un Modelo Único (SMAL) – Existe un único producto por lo cual todas las unidades de trabajo son iguales. • Línea de ensamblaje de Modelos en Lotes (BMAL ) – Maneja distintos modelos o productos, con tasas de producción distintas. – Los productos son tan distintos que deben ser hechos en lotes con un tiempo de preparación entre los lotes. Efectos de la Variedad de Productos Línea de Ensamblaje de Modelos Mixtos (MMAL) • • • • Dos o más modelos diferentes. Las diferencias son pequeñas de modo que pueden ser hecho sin tiempos de preparación (no hay necesidad de la producción en lotes) Ventajas de los Modelos Mixtos sobre los Modelos en lotes. – No existe pérdida de tiempo productivo durante los cambios. – Los altos inventarios debido al trabajo con lotes se evitan – Las tasas de producción de diferentes modelos pueden ser ajustados en la medida que la demanda cambia. Las Desventajas de los Modelos Mixtos sobre los Modelos en lotes. – Cada estación está equipada para desempeñar una variedad de tareas (lo que es costoso) – Las actividades de programación y logística son más difíciles en este tipo de líneas. Ejemplos: Líneas de Montaje Ejemplos: Líneas de Montaje ANÁLISIS DE UNA LÍNEA DE MODELO ÚNICO • Las fórmulas y los algoritmos en esta sección son desarrollados para líneas que producen un solo tipo de productos, pero pueden ser extendidas a los modelos de procesamiento de lotes y mixto. • La línea de ensamble debe ser diseñada para alcanzar una tasa de producción lo suficientemente alta como para satisfacer la demanda. Tasa de Demanda → Tasa de Producción → Tiempo de Ciclo • La tasa de demanda anual Da debe ser reducida a una tasa de producción horaria Rp Rp = Da 52 S w H sh donde • Da = Demanda Anual • Rp = Tasa de producción horaria • Sw = Número de Turnos por Semana • Hsh = Número de Horas por Turno • 52 es el número de semanas en una año, y se debe reemplazar por la cifra que corresponda si en algún caso es menor. Determinación del Tiempo de Ciclo • • Ahora, el objetivo es convertir esta tasa de producción Rp en un tiempo de ciclo, Tc. Se debe tomar en cuenta que habrán inevitablemente algunas pérdidas de tiempo debido a: – – – – • • Fallas de equipos Problemas de Calidad Problemas con los Trabajadores Falta de Materia Prima, etc. Eficiencia de Línea E (Proporción de tiempo de actividad): Sólo una cierta porción (%) del tiempo de turno la línea estará disponible. Así se tiene que el tiempo de ciclo queda dado por: 60E Tc = Rp • Donde la tasa de producción, Rp, se convierte en tiempo de ciclo, Tc, considerando la eficiencia de la línea, E. Número de Estaciones Requeridas • • Tiempo de Contenido de Trabajo (Twc): El tiempo total de todos los elementos de trabajo que deberían ser desempeñados para producir una unidad de producto. No se consideran pérdidas. El número mínimo de estaciones que serán requeridas en la línea para producir esta unidad, w*, queda dado por: Twc w*= Tc • Donde: • Twc = Tiempo de Contenido de Trabajo, min; • Tc = Tiempo de Ciclo, min/estación • Si se asume además un trabajador por cada estación, esta fórmula además indica la cantidad de trabajadores necesarios. Número de Estaciones Requeridas • • • Sin embargo este número mínimo de estaciones no es posible por diversas razones. Problema del balance de línea (balance imperfecto): No es posible dividir el contenido del trabajo en tiempos iguales entre todas las estaciones y trabajadores. Así algunos tendrán tiempos de ciclos menores (no pueden ser mayores pues no se alcanzaría la meta de producción anual). Pérdidas por Reposicionamiento: Algún tiempo será perdido en cada estación en cada ciclo por la necesidad de reposicionar la unidad de trabajo o el trabajador, por lo que el trabajador no tendrá el Tc calculado sólo para trabajar. – Ej. En una línea de transporte continuo se requiere de tiempo para que el trabajador camine desde la unidad que recién completó hasta la unidad que recién está entrando a su estación. – En sistemas de transportadores se requiere tiempo para mover la unidad desde el transportador y posicionarla en la estación del trabajador para desempeñar su tarea. Pérdidas por Reposicionamiento • • • Tiempo de Reposición (Tr): Tiempo disponible en cada ciclo para que el trabajador se posicione (o posicione la pieza). Se asume constante en cada estación. Tiempo de Servicio (Ts): Tiempo disponible cada ciclo para que el trabajador trabaje en el producto. En el sistema, el Tiempo de Servicio: Ts = Max{Tsi} ≤Tc – Tr Donde Tsi= tiempo de servicio para la estación i, i=1,2,..,n, es decir el tiempo necesario para trabajar en el producto dadas las operaciones asignadas. • Debe ser el máximo pues corresponde a la estación con más trabajo a desarrollar, de lo contrario no sería posible alcanzar a realizar el trabajo de esa estación. • Eficiencia del Reposicionamiento Er = Ts Tc − Tr = Tc Tc Tiempo de Ciclo en una Línea de Ensamble • Componentes del tiempo de ciclo en una línea de ensamble manual: • Tsi = Tiempo de Servicio, Tr = Tiempo de Reposicionamiento Tiempo de Ciclo en una Línea de Ensamble • • No tiene sentido si en una línea tenemos la situación que Tsi<Ts para todas las estaciones; es decir el tiempo de servicio de cada estación es menor al tiempo del cual realmente disponemos una vez considerado el tiempo necesario para reposicionamiento. En tal caso podemos hacer que el tiempo de ciclo se reduzca hasta que obtengamos Ts = Max{Tsi} BALANCE DE LÍNEAS El Problema del Balance de Línea • • • Dados: – El contenido total de trabajo que consiste en varios elementos de trabajo individuales. – La secuencia en la cual los elementos pueden ser procesados (que normalmente está restringida) – La línea debe operar a un tiempo de ciclo determinado (igual al tiempo de servicio más el tiempo de reposición) El problema consiste en asignar los elementos de trabajos individuales a estaciones de trabajo de modo que todos los trabajadores tengan un cantidad de trabajo a desempeñar más o menos similar (idealmente igual). Supuestos: 1. Los tiempos de los elementos son valores constantes (aunque en la realidad son variables) 2. Los elementos del trabajo son aditivos, es decir, el tiempo para hacer dos elementos en secuencia es la suma de los tiempos individuales (pero en realidad podrían ser ligeramente diferentes por movimientos distintos) Tiempos de los Elementos de Trabajo • Tiempo de Contenido Total de Trabajo Twc ne ∑Tek Twc = k =1 • Donde Tek = tiempo del elemento de trabajo k • Los tiempos de los elementos de trabajo que son asignados a la estación i se suman para lograr el tiempo de servicio de la estación. Tsi = • ∑Tek k∈i La suma de los tiempos de servicio de todas las estaciones debe ser igual al contenido total de trabajo. n Twc = ∑Tsi i =1 Restricciones al Problema de Balance de Línea • Diferentes elementos de trabajo requieren diferentes tiempos, por lo que cuando los elementos son agrupados en tareas lógicas y asignadas a un trabajador lo más probable es que los tiempos de servicio, Tsi, no serán iguales. • Restricciones de Precedencia: – Algunos elementos deben ser realizados antes que otros. – Las restricciones en el orden en el cual los elementos de trabajo pueden ser desempeñados se representan gráficamente en un diagrama de precedencia: En forma de tabla N Tarea Tek 1 Poner marco en soporte y sujetar 0.2 - 2 Ensamblar enchufe, sellar al cordón de energía 0.4 - 3 Ensamblar soportes en el marco 0.7 1 4 Cablear el cordón de energía al motor 0.1 1,2 5 Cablear el cordón de energía al interruptor 0.3 2 6 Ensamblar la placa del mecanismo a los soportes 0.11 3 7 Ensamblar hoja a los soportes 0.32 3 8 Ensamblar el motor a los soportes 0.6 3,4 9 Alinear la hoja y unir al motor 0.27 6,7,8 10 Ensamblar el interruptor al soporte del motor 0.38 5,8 11 Añadir la cubierta 0.5 9,10 12 Poner en bandeja de productos terminados 0.12 11 Precedencia Ejemplo: Un Problema de Balance de Líneas • Dado el diagrama de precedencia anterior con sus tiempos estándar, y los siguientes datos: – Demanda Anual 100.000 unidades al año – La línea opera 50 semanas al año – 5 turnos por semana – Cada turno dura 7.5 horas. – La eficiencia de la línea es del 96%. – El tiempo de pérdida por reposicionamiento es igual a 0.08 minutos • Determinar a) Tiempo del contenido total de trabajo b) Tasa de producción requerida para alcanzar la demanda anual. c) Tiempo de ciclo d) Mínimo teórico de trabajadores requeridos en la línea. e) Tiempo de servicio al cual la línea debe ser balanceada. Ejemplo: Un Problema de Balance de Líneas • El tiempo del contenido total del trabajo es la suma de los elementos de trabajo dados en la tabla. ne Twc = ∑ Tek k =1 • Así, Twc=4.0 min • La tasa de producción horaria es definida como: Rp = Rp = Da 50 S w H sh 100000 = 53.33 unidades/hr 50(5)(7.5) Ejemplo: Un Problema de Balance de Líneas • El tiempo de ciclo correspondiente con una eficiencia de la línea del 96% Tc = • 60E Rp Tc = 60(0.96) = 1.08 min 53.33 La cantidad mínima de trabajadores Twc w* = Tc 4 w* = =4 1.08 Ejemplo: Un Problema de Balance de Líneas • El tiempo de servicio disponible: Ts = Tc − Tr Ts = 1.08 − 0.08 = 1.00 Medidas de la Eficiencia del Balance • Es casi imposible obtener un balance de línea perfecto, por lo que se usan medidas para analizar cuán eficiente es una determinada solución. • Eficiencia del Balance de Línea: Eb = Twc wTs • En el caso de ser un balance perfecto Eb=1 • Retardo del Balance (Balance delay) wTs − Twc d= wTs • • En una línea balanceada perfectamente d = 0 Notar que Eb + d = 1 (son complementarios) Requerimiento de Trabajadores • • En una línea de ensamble manual tres factores reducen la productividad. Estos pueden ser expresados como ineficiencias: Tc = 60 E Rp • Eficiencia de la Línea E: • Eficiencia del Reposicionamiento Er: • Eficiencia del Balance Eb: Eb = • Así, la eficiencia del trabajo en la línea de ensamblaje queda dada por: Er = Ts Tc − Tr = Tc Tc Twc wTs E ⋅ Er ⋅ Eb Requerimiento de Trabajadores • • Con esa información se puede hacer una estimación más certera del número de trabajadores necesarios. Así tenemos que: R pTwc Twc Twc w= = = 60 EE E E E T E T r b r b c b s • Ecuación original: Twc w*= Tc Tc = 60E Rp Consideraciones Sobre las Estaciones de Trabajo • Largo total de la línea de ensamblaje n L = ∑ Ls i i =1 Donde L = largo de la línea de ensamblaje y Lsi = el largo de la estación i, ambos en metros. • Un elemento comúnmente usado es un transportador de velocidad constante. • Las partes base se depositan en este transportador a una velocidad de alimentación igual al tiempo de ciclo. • Se define la tasa de alimentación (Feed rate) como: fp=1/Tc (productos/minuto) • Si la velocidad del transportador es continua, la distancia entre las partes bases (sus centros) queda definida por: Sp = vc / fp = vc Tc Donde sp= distancia entre centros de las partes, (metros/parte) y vc = velocidad del transportador (m/min) Consideraciones Sobre las Estaciones de Trabajo • • • • • En el caso de líneas de ensamble es necesario considerar algún tipo de tolerancia. Si bien el trabajador debe completar en promedio su trabajo en el tiempo de ciclo, eventualmente puede demorarse más en una unidad en particular. En tal caso, se debe considerar dentro del sistema alguna clase de tolerancia que le permita al trabajador abordar ese caso sin perjudicar el desempeño de la línea, sino que esta absorba de manera natural el traspié. Se define el tiempo de tolerancia como el tiempo que una unidad pasa dentro de una estación de trabajo. Se calcula como: Ls Tt = vc • • • Tt = Tiempo de Tolerancia, min; Ls = Largo de la estación, m; (supuesto: iguales) vc = Velocidad del transportador, m/min Consideraciones Sobre las Estaciones de Trabajo • Tiempo que una unidad (su base) pasa en la línea de ensamble (elapsed time): L ET = = nTt vc • Donde: ET = tiempo total transcurrido, min; Tt = Tiempo de Tolerancia, min; L = Largo de la Línea de Ensamble, m; vc = Velocidad del Transportador, m/min ALGORITMOS DE BALANCE DE LÍNEAS Algoritmos de Balance de Líneas El objetivo del balance de líneas es distribuir el contenido total de la línea de ensamblaje tan igualitariamente como sea posible entre los trabajadores. En otras palabras, se busca minimizar la diferencia wTs – Twc O bien • • • w min ∑ (Ts − Tsi ) i =1 s.a. ∑T k∈i ek ≤ Ts + Requisitos de precedencia • Se muestran 2 técnicas: 1. La regla del candidato más grande 2. Método de pesos posicionales rankeados (Helgeson y Birne) La Regla del Candidato más Grande • • 1. 2. 3. Listar todos los elementos en orden descendiente basados en sus valores Tek (tiempo para desarrollar el elemento de trabajo k) y aplicar los siguientes pasos. Crear una estación inicial para asignar tareas. Partiendo de la cabeza de la lista, seleccionar el primer elemento no asignado que satisfaga los requerimientos de precedencia y no cause que la suma total de los Tek asignados a la estación excedan el tiempo permitido Ts Cuando un elemento es asignado, eliminarlo de la lista y volver al inicio de esta y aplicar nuevamente el paso 1. Cuando no sea posible asignar más elementos a la estación, proceder a una nueva. Repetir los pasos 1 y 2 hasta que todos los elementos de trabajo han sido asignados Ejemplo: N Tarea Tek 1 Poner marco en soporte y sujetar 0.2 - 2 Ensamblar enchufe, sellar al cordón de energía 0.4 - 3 Ensamblar soportes en el marco 0.7 1 4 Cablear el cordón de energía al motor 0.1 1,2 5 Cablear el cordón de energía al interruptor 0.3 2 6 Ensamblar la placa del mecanismo a los soportes 0.11 3 7 Ensamblar hoja a los soportes 0.32 3 8 Ensamblar el motor a los soportes 0.6 3,4 9 Alinear la hoja y unir al motor 0.27 6,7,8 10 Ensamblar el interruptor al soporte del motor 0.38 5,8 11 Añadir la cubierta 0.5 9,10 12 Poner en bandeja de productos terminados 0.12 11 Precedencia Ejemplo: Tabla Priorizada N Tarea Tek 3 Ensamblar soportes en el marco 0.7 1 8 Ensamblar el motor a los soportes 0.6 3,4 11 Añadir la cubierta 0.5 9,10 2 Ensamblar enchufe, sellar al cordón de energía 0.4 - 10 Ensamblar el interruptor al soporte del motor 0.38 5,8 7 Ensamblar hoja a los soportes 0.32 3 5 Cablear el cordón de energía al interruptor 0.3 2 9 Alinear la hoja y unir al motor 0.27 6,7,8 1 Poner marco en soporte y sujetar 0.2 - 12 Poner en bandeja de productos terminados 0.12 11 6 Ensamblar la placa del mecanismo a los soportes 0.11 3 4 Cablear el cordón de energía al motor 0.1 1,2 Precedencia Recordar que para el ejemplo: Ts = 1.00 minutos Aplicar…. Hay premio… Solución Solución Solución Método de Pesos Posicionales Rankeados (Helgeson y Birne) • Se calcula para cada elemento de trabajo una posición ponderada rankeada (RPW). • La RPW para un elemento k es calculada como la suma de los valores de Te que siguen al elemento k en el diagrama más el valor de Tek • Los elementos de trabajo son entonces organizados en una lista de acuerdo a sus valores de RPW, partiendo con el mayor. • Se procede igual que con el algoritmo anterior, pero en base a los valores RPW. Ejemplo: Ejemplo: Elemento RPW Tek (min) Precedencia 1 3.30 0.2 - 3 3.00 0.7 1 2 2.67 0.4 - 4 1.97 0.1 1,2 8 1.87 0.6 3,4 5 1.30 0.3 2 7 1.21 0.32 3 6 1.00 0.11 3 10 1.00 0.38 5,8 9 0.89 0.27 6,7,8 11 0.62 0.5 9,10 12 0.12 0.12 11 Solución OTRAS CONSIDERACIONES EN EL DISEÑO DE BALANCE DE LÍNEAS • Análisis de Métodos – En la segunda parte del curso se aborda el diseño del trabajo para mejorar, por ejemplo, el balance de líneas. – Por ejemplo, para analizar los métodos en los puntos cuello de botella o alguna estación problemática, se puede: • Movimientos Mejorados • Distribución mejorada del layout • Herramientas especiales para facilitar los elementos de trabajo manual • Diseño del producto • Trabajadores Utilitarios – Para aliviar la congestión de estaciones que temporalmente se ven sobrepasadas. • Pre-ensamblaje de componentes – Consiste en preparar subensamblajes fuera de la línea para reducir el contenido de trabajo en la línea de ensamble final. • Buffers de almacenaje entre estaciones – Para permitir la operación continua de ciertas secciones de la línea cuando otras se detienen. – Para suavizar la producción entre estaciones cuando hay tiempos de variación de las tareas significativos. • Estaciones en Paralelo – Para reducir el tiempo de las estaciones cuello de botella que tienen un tiempo de proceso inusualmente largo. • Cambios de trabajadores o labores con entrenamiento cruzado. – Relocalización temporal (o periódica) para acelerar o reducir el almacenaje de subensambles. BIBLIOGRAFÍA Bibliografía Work Systems: The Methods, Measurement & Management of Work Capitulo 4: Manual Assembly Lines Mikell P. Groover Prentice Hall (2006) 05 Líneas de Ensamblaje INGENIERIA DE MÉTODOS 2013/02 Víctor Vera V. / Of. 416 / [email protected] /Departamento de Ingeniería Industrial