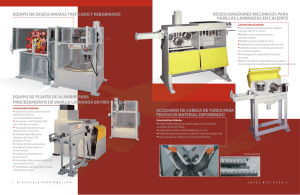
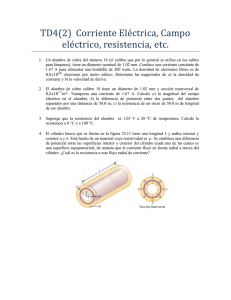
TREFILADO DE CABLES DE ACERO Y ALUMINIO PRESENTADO POR: • • • • • YERALDINNE LOPEZ JESSICA CABALLERO ROMARIO MOLINA JOSE JARABA LEONEL BERMUDEZ TREFILADO Se entiende por trefilar a la operación de conformación en frío, la cual consiste en reducir la sección de un alambre o varilla haciéndolo pasar a través de un orificio cónico practicado en una herramienta llamada hilera, dado o trefilas de carburo de tungsteno cuyo diámetro es paulatinamente menor. Maquina de trefilado HRC-65 LOS MATERIALES Los más empleados para su conformación mediante trefilado son el Acero, el Cobre, el Aluminio y los Latones, aunque puede aplicarse a cualquier metal o aleación dúctil. ACERO COBRE ALUMINIO LATON CARACTERISTICAS DEL TREFILADO El trefilado se realiza a temperatura ambiente y se trata de un proceso multipaso a través de hileras colocadas en serie. La geometría de la hilera es la que determina las dimensiones finales del producto, tanto la forma de la sección trasversal como el porcentaje de reducción en área. A las barras de hasta 15 mm de diámetro o mayores, se les suele dar una ligera pasada para mejorar el acabado superficial y las tolerancias dimensionales reduciendo su diámetro hasta 1,5 mm. VENTAJAS Las ventajas que aporta el trefilado propias del conformado en frio son las siguientes: Buena calidad superficial Precisión dimensional Aumento de resistencia y dureza Secciones muy finas TIPOS DE DADO - CARBURO DE TUGSTENO - DIAMANTE Angulo de campana: sirve para guiar el alambre a la entrada del dado. Angulo de entrada: su función es la de dirigir el flujo del lubricante dentro del dado, haciendo que este se compacte con la superficie del alambre durante el trefilado. Chumacera: controla el diámetro del alambre. La longitud de la chumacera debe ser entre 25% al 50% de su diámetro, para evitar el desgaste prematuro del dado. Angulo de trabajo: indica la reducción de área y es donde se compacta el lubricante en la superficie del alambre. la superficie de este ángulo debe estar pulida para obtener un buen acabado superficial en el alambre. Angulo de alivio: esta diseñado para dar fortaleza a la salida del dado y evitar fracturas en la pastilla de carburo de tungsteno. ZONAS DEL DADO EFECTOS DEL ÁNGULO DE TRABAJO - Demasiado grande Lubricación muy pobre Desgaste rápido de los dados Formación de anillo de desgaste Roturas centrales(copacono) Ovalamiento Problemas de control de diámetro - Demasiado pequeño Falta de lubricación Desprendimiento de metal y rayado Alta fricción Calentamiento excesivo Disminución del diámetro del alambre PROCESO Las diferentes operaciones que se realizan durante este proceso son: Patentado: tratamiento térmico que consiste en calentar el alambre hasta 950 °C, y una vez alcanzada esta temperatura; enfriarlo bruscamente en un baño de plomo a 500 °C. este tratamiento tiene por objeto dar al alambre una estructura dúctil que permite el trefilado. -Decapado: consiste en preparar y limpiar el material de los polvos y óxidos que fueron generados por los procesos de fabricación o tratamientos térmicos. En la actualidad se practican dos tipos de decapado que son el mecánico y químico. -mecánico: por medio de poleas en diferentes posiciones, dándole torsión al material, cepillos de alambre, chorros de arena a presión, por medio de lijas. -Químico: concentración de acido, temperatura, tiempo de inmersión, enjuagues, aplicación de bórax o cal. -Trefilado: los lubricantes y diferentes máquinas son los factores principales. Se suele utilizar de lubricantes la parafina y el grafito en solución coloidal o finamente dividido. -Acabado: una vez que ya ha salido el material de la hilera, se le somete a operaciones de enderezamiento, eliminación de tensiones y, a veces, algunos tratamientos isotérmicos para conseguir mejoras en las características mecánicas del producto. TRATAMIENTOS POSTERIORES Tras el trefilado se pueden realizar varios tratamientos termomecánicos cuya finalidad primordial es relajar y distribuir las tensiones residuales internas y superficiales. Estabilizado Consiste en calentar el cable a una temperatura cercana a 400 °C manteniendo aplicada una carga de tracción aproximadamente igual a un medio de la rotura. El mantenimiento a esta temperatura es corto y el enfriamiento es lento Envejecido: Difiere del estabilizado en que no se le aplica tensión al alambre durante el tratamiento. La temperatura puede ser un poco superior a la del caso anterior. Al igual que el estabilizado, este tratamiento produce una relajación de las tensiones residuales. APLICACIONES Los alambres trefilados se utilizan para la fabricación de ruedas, muelles y como alambres pretensados, así como también en la aeronáutica o en los grandes puentes atirantados, y cada vez mas en las empresas dedican tiempo y dinero al desarrollo de fibras de pequeño diámetro, para su utilización en materiales compuestos. Ej.: En Japón fabrican fibras de acero de 15 micras de diámetro que pueden llegar a resistencias de 4,000 Mpa. TREFILADO EN ACERO Y ALUMINO El acero y el aluminio trefilado son materiales de gran interés industrial. Se emplean en: Obras de Hormigón pretensado Cables de la minería Cables eléctricos aluminio Industria Pesquera Hilos finos de neumáticos MAQUINA TREFILADORA PRINCIPIOS DEL SIGLO XX MAQUINAS TREFILADORAS AMEDIDOS DEL SIGLO XX MAQUINA TREFILADORA COMPUTARIZADA CON VELOCIDADES ALTAS Y ENFRIAMIENTOS EFICAZ PREGUNTAS 1- QUE ES TREFILAR a) b) c) d) Cortar un cable Reducir la sección de un cable pintar y pulir un cable Ninguna de las anteriores 2- QUE HERRAMIENTA HACE QUE EL CABLE DISMINUYA SU DIAMETRO a) b) c) d) Electrodo Diamante Hilera o dado Ninguna de las anteriores PREGUNTAS 3- UNA DE LAS SIGUIENTES NO CORRESPONDE A LAS PARTES DE UN DADO? a) b) c) d) Angulo de campana Angulo de entrada Angulo de trabajo Perfil 4- LA ZONA DE REDUCCION ES DONDE EL CABLE? a) b) c) d) Aumenta su tamaño por el proceso de trefilado Reduce su longitud Reduce su deformación para reducir su diámetro Se deforma para reducir su diámetro