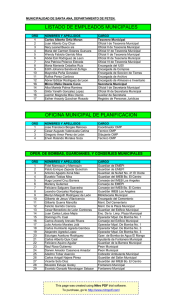
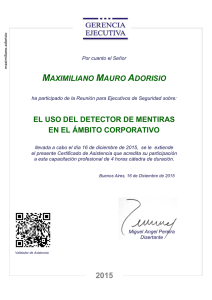
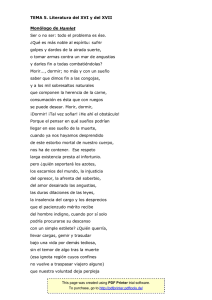
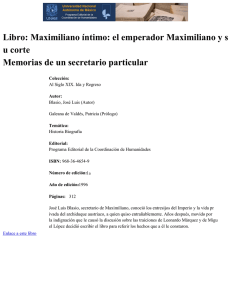
Tecnología Mecánica El Torno Torneado El torno mecánico es una máquina-herramienta para mecanizar piezas por revolución, arrancando material en forma de viruta mediante una herramienta de corte. Esta será apropiada al material a mecanizar, teniendo en cuenta que siempre será más dura y resistente que el material a mecanizar. Los movimientos necesarios para el arranque de viruta son: El movimiento de corte es circular. Lo realiza la pieza que gira alrededor de su propio eje (eje de giro) moviéndose contra el filo de la herramienta. La velocidad a que gira la pieza o la herramienta se llama velocidad de corte. El movimiento de avance combinado con el de corte hace posible el arranque de viruta continuo. Generalmente es la herramienta la que realiza el movimiento de avance. Mediante el movimiento de penetración se sitúa la cuchilla de torno a la profundidad de corte necesaria. La diversidad de formas de las piezas de revolución se obtiene mediante distintos procedimientos de torneado, según las piezas que sean trabajadas exterior o interiormente se habla de torneo exterior (TE) o de torneo interior (TI). Las piezas cilíndricas se obtienen mediante torneado longitudinal o de cilindrado, las superficies planas mediante refrentado o torneado al aire, los conos mediante torneado cónico, las piezas perfiladas mediante torneado de forma, las roscas mediante roscado o tallado de rosca al torno. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Tipos de Tornos Torno Paralelo Es una máquina de gran aplicación y la más utilizada, gracias a la gran cantidad de movimientos que pueden combinarse. Es la máquina universal por excelencia, ya que en él y mediante el acoplamiento de algunos dispositivos especiales de fácil montaje, podrían realizarse toda clase de trabajos. El torno paralelo es el que más transformaciones ha sufrido, hasta el extremo que de él se ha partido para la proyección de todos los tipos especiales de tornos, algunos de los cuales ya casi no se parecen en nada a él. Torno Vertical La característica principal de estos tornos es que, al estar proyectados para piezas de grandes dimensiones y mucho peso, el plato se dispone a ras del suelo, accionado por un eje vertical. Torno al Aire La aplicación de los tornos al aire en el mecanizado de piezas consiste principalmente en trabajar piezas de gran diámetro y poca longitud; como lo indica su misma denominación, las piezas se montan al aire, es decir, no suelen apoyarse en la contrapunta, sólo que en este caso, al igual que en el torno paralelo, el eje de trabajo es horizontal y la pieza queda colgada al aire. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Como la principal característica de estos tornos habrá de ser el mecanizar piezas de gran diámetro, se suprimió la bancada normal, quedando dispuesto en dos piezas completamente sueltas. Torno Copiador Los tornos copiadores permiten obtener, económicamente, piezas de bastante tamaño en pequeñas series, reproduciendo una pieza previamente hecha (pieza patrón). También suele emplearse una plantilla. Un palpador muy sensible va siguiendo el contorno de la pieza patrón al avanzar el carro principal y transmite su movimiento por un mecanismo hidráulico o magnético a un carro que lleva un movimiento independiente del husillo transversal. Lo más corriente es que el sistema copiador no esté unido fijamente al torno, sino que constituya un aparato aparte que se puede poner o no poner en el torno. Igualmente hay en el comercio de copiadores que se pueden adaptar a casi cualquier torno de precisión para convertirlo en torno copiador. Las piezas patrones o plantillas, que en general no pueden ser muy complicadas, para que pueda seguirlas el palpador, se colocan generalmente entre puntos entre dos cabezales situados en la parte de la bancada contraria al operario. Estos cabezales van fijados a unas guías que tiene la bancada. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Torno Revolver Diseñado para mecanizar piezas en serie porque pueden trabajar varias herramientas en forma simultánea para bajar el tiempo total de mecanizado. No tienen contrapunta y su característica principal es un carro con una torreta giratoria (donde se insertan las distintas herramientas) de forma hexagonal que ataca frontalmente la pieza a mecanizar. Es más rápido y preciso que el torno paralelo y es adecuado especialmente para el trabajo en serie. Torno Automático Son tornos que debido a su especial funcionamiento permiten realizar todo el ciclo de mecanizado, incluso la aportación de nuevo material para la pieza siguiente sin intervención del operario. Fundamentalmente esta automaticidad se obtiene por medio de levas de diversos tipos que van en el órgano fundamental del torno automático que es el árbol portalevas. Este árbol tiene un movimiento lento y, en general, de una revolución por cada pieza que se ejecuta. Los tornos automáticos son maquinas destinadas a trabajos en grandes series, y tienen por fin reducir, no solo el tiempo sino también el coste de la mano de obra. Tipos de tornos automáticos.- hay muy diversos tipos de tornos automáticos, con más o menos posibilidades, desde la sencilla maquina de roscar, hasta los que son capaces de complicadísimas mecanizaciones. Pueden ser de un husillo o de varios husillos. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Torno de control numérico computarizado (CNC) Es un tipo de máquina herramienta de la familia de los tornos que actúa guiado por una computadora que ejecuta programas controlados por medio de datos alfa-numéricos, teniendo en cuenta los ejes cartesianos X,Y,Z. Se caracteriza por ser una máquina herramienta muy eficaz para mecanizar piezas de revolución. Ofrece una gran capacidad de producción y precisión en el mecanizado por su estructura funcional y porque los valores tecnológicos del mecanizado están guiados por el ordenador que lleva incorporado, el cual procesa las órdenes de ejecución contenidas en un software que previamente ha confeccionado un programador conocedor de la tecnología de mecanizado en torno. En un sentido amplio se puede decir que un torno CNC, puede hacer todos los trabajos que normalmente se realizan mediante diferentes tipos de torno como paralelos, copiadores, revólver, automáticos e incluso los verticales pueden actuar con control numérico. Su rentabilidad depende del tipo de pieza que se mecanice y de la cantidad de piezas que se tengan que mecanizar en una serie. Por lo que es aconsejable realizar un estudio económico previo antes de decidir el tipo de torno donde se debe mecanizar una pieza. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Torno Paralelo Definición El torno paralelo es una máquina herramienta que permite transformar un sólido cualquiera en una pieza ó cuerpo bien definido en cuanto a su forma y dimensiones contenido en aquel, haciendo girar dicho sólido alrededor del eje de simetría de la forma buscada y arrancando material en forma de viruta y periféricamente. El sólido a trabajarse fija en la parte rotante de la máquina por medio de un plato y la herramienta comúnmente de un sólo filo cortante, en la parte móvil desplazante (carro portaherramientas). Las superficies que se obtienen son cilindros, conos, planos, hiperboloides, etc. En las operaciones de torneado, la herramienta se desplaza sobre las líneas generatrices y se obtendrán cilindros, conos ó planos según sea el ángulo formado por la dirección de desplazamiento de la herramienta cortante y el eje de rotación del cuerpo a conformar; si la herramienta posee dos movimientos de traslación en un mismo plano con el eje de rotación, se puede obtener cualquier figura de rotación conforme sea la ley que gobierna ambos movimientos. Un hiperboloide, por ejemplo se logra cuando la herramienta se desplaza sobre una recta alabeada con respecto al eje de rotación del cuerpo. Finalmente, a la operación de obtener cilindros se la denomina cilindrado y a la de obtener superficies planas frenteado, constituyendo ambas las dos operaciones fundamentales de todo torno. Otras superficies logradas son esféricas, de forma, perfiladas, roscadas, excéntricas, helicoidales, etc. Partes Principales This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica El torno paralelo se compone, fundamentalmente, de las siguientes partes: Bancada Es el bastidor de la máquina. Sobre ella se apoyan los dos cabezales (fijo y móvil), el carro portaherramientas y la luneta fija. Es una pieza compacta, generalmente de fundición, que tiene en su parte superior las guías, sobre las cuales se desplaza el carro portaherramientas y el cabezal móvil, siendo paralelo a éste desplazamiento el eje de rotación del plato sujeta - piezas. Presenta nervaduras a efecto de conseguir rigidez y adecuada resistencia a los esfuerzos de torsión y flexión a que es sometida durante las operaciones de mecanizado; debe facilitar la rápida evacuación de virutas como así también ofrecer elevada capacidad de absorción de vibraciones, a efectos de conseguir las máximas velocidades de trabajo; se las trata térmicamente a efectos de eliminar tensiones internas y conferirles estabilidad dimensional; también suelen recibir tratamientos térmicos las guías a efectos de aumentar su dureza y, por ende su resistencia al desgaste. Las guías han de servir de perfecto asiento y permitir un deslizamiento suave y sin juego al carro y contracabezal. Estas adoptan generalmente la forma de planos inclinados a modo de tejado. Existen también guías planas. Cabezal Fijo Va montado sobre el extremo izquierdo de la bancada y permanece fijo en la máquina. Comprende el árbol principal ó husillo. Eje que tiene por objeto sostener el plato que soporta el cuerpo a mecanizar e imprime el movimiento de rotación continuo apropiado (movimiento principal), de modo que se pueda arrancar material en forma de viruta operando periféricamente con una herramienta de corte. Dada la diversidad de materiales existentes, como así también de dimensiones, de formas y de materiales para herramientas, dicho husillo deberá tener la posibilidad de poder girar a distintas velocidades y según convenga a cada caso en particular; distintos mecanismos (cono de poleas, cajas de engranajes) hacen posible dicha variación, siendo la ideal, la variación continua. El bastidor es la parte fija del cabezal, la que se apoya y afirma a la bancada y la que sostiene todos los demás elementos. Los cojinetes radiales absorben los esfuerzos del mismo tipo originados por la flexión que se ejerce sobre el material por la acción de la herramienta durante el proceso de torneado; los cojinetes axiales absorben los originados en la dirección del eje del husillo y las tuercas de ajuste regulan el juego entre cojinete y husillo. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica El husillo es la parte giratoria y la que tiene la rosca en su extremo derecho de fijación del plato porta – piezas; recibe el movimiento rotatorio a través del cono de poleas el cual, a su vez, lo recibe por medio de una correa de otro cono de poleas acoplado al motor o a un eje intermediario. Cabezales fijos más elaborados realizan los cambios de velocidades mediante cajas de engranajes; los cojinetes son del tipo a rodillos y tienen embrague y freno a efectos de parar la rotación del husillo en forma rápida (frenado) sin parar la rotación del motor. Los cojinetes de rodillos cónicos absorben los esfuerzos axiales y radiales, y los de rodillos cilíndricos, sólo esfuerzos radiales. Los principales sistemas empleados en los cabezales de los tornos son: Cabezal monopolea: El movimiento proviene de un eje, movido por una polea única. Las distintas velocidades o marchas se obtienen por desplazamiento de engranajes. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Transmisión directa por motor: En lugar de recibir el movimiento a través de una polea, lo pueden recibir directamente desde un motor. En este tipo de montaje es normal colocar un embrague, para evitar el cambio brusco del motor, al parar o invertir el sentido de la marcha. La potencia al transmitir es más directa, pues se evitan pérdidas por deslizamiento de correas. Caja de cambios: Otra disposición muy frecuente es la colocación de una caja o cambio, situada en la base del torno; desde allí se transmite el movimiento hasta el cabezal por medio de correas. Este sistema se presta muy bien para tornos rápidos y, sobre todo, de precisión. El eje principal queda descargado de tensiones, haciendo que la polea apoye en soportes adecuados. Contrapunta o Cabezal Móvil Para las operaciones de cilindrado en piezas largas se requiere este accesorio, pues es necesario contar con un apoyo adicional para disminuir la flexión originada por el propio peso de la pieza, como así también la originada por la acción de la herramienta. También es utilizado para las operaciones de agujereado, donde se requiere que la broca se desplace colinealmente con el eje de rotación de la pieza. Todo el conjunto del cabezal móvil es desplazable sobre la bancada y en toda su longitud libre. Cuenta con una palanca de bloqueo que lo fija a dicha bancada. El volante sólo tiene posibilidad de giro, y está rígidamente vinculado a un tornillo que enrosca en una tuerca solidaría a la pínula. Esta es hueca, para permitir la entrada de dicho tornillo y el alojamiento de la contrapunta; haciendo girar el volante, la pínula se desplazará longitudinalmente respecto al cuerpo. La palanca bloquea la pínula respecto a todo el conjunto. El cuerpo se apoya sobre la base, la cual se apoya sobre la bancada, teniendo la posibilidad de movimientos transversales el cuerpo, por medio de los tornillos de regulación y las guías. La contrapunta es removible y es la que proporciona el apoyo necesario para el cilindrado de piezas largas. Dicho apoyo se consigue practicando un agujero de centro con una broca especial en el extremo de la pieza. La contrapunta es una pieza bicónica: uno de sus extremos sirve de apoyo y el otro se clava en el hueco cónico de la pínula. Esta conicidad es tal que no permite el giro de la contrapunta en la pínula. Para operaciones de agujereado, This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica la contrapunta se reemplaza por un mandril portabrocas, de cabo cónico. El volante, cuando se opera con la contrapunta, sirve para el acercamiento fino de la contrapunta al agujero de centro. La propiedad del cuerpo de tener desplazamientos transversales, es utilizada para el torneado cónico de gran longitud y pequeña conicidad. Mediante el volante (TI) se puede avanzar o retroceder el contrapunto (T5) sobre el cuerpo del contracabezal (T3), este desplazamiento se puede bloquear impidiendo que retroceda con la palanca (T2). En este contracabezal la base (T4) y el cuerpo (T3) son piezas distintas fijadas una a otra mediante tornillos, que pueden ser aflojados y permitir un cierto desplazamiento transversal del cuerpo respecto a su base, esta operación se puede hacer para mecanizar conos de pequeño ángulo de inclinación. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Carro Portaherramientas El carro portaherramientas lleva fija la herramienta de corte, de tal manera que si no se lo acciona dicha herramienta no tiene posibilidad alguna de accionamiento. Se apoya sobre la bancada en las guías de ésta por medio de contra guías y su movimiento de traslación será longitudinal y paralelo al eje de la bancada y/o husillo. La herramienta es removible por medio de una torre porta - herramientas, la cual se fija y asienta sobre un carrito llamado charriot, el cual puede ,a su vez hacer avanzar la herramienta sobre direcciones coplanares con el eje de giro de la pieza y con cualquier ángulo con éste; entre el carro que proporciona el movimiento longitudinal, llamado delantal, y el charriot, existe un tercer carro llamado carro transversal, que hace avanzar la herramienta en dirección transversal al eje de rotación de la pieza y/o husillo. De acuerdo a la operación a realizarse selecciona el carro para el accionamiento manual de la herramienta, a saber: a) Movimiento longitudinal (cilindrado): se realiza con el delantal. El volante de accionamiento tiene una sola posibilidad de movimiento (giro) respecto a todo el conjunto, y está rígidamente vinculado a un engranaje que, a través de un tren de engranajes transmite el movimiento de giro a otro, el cual a This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica su vez engrana con una cremallera solidaria a la bancada. Al girar el volante el delantal se desplaza respecto a la bancada en forma longitudinal. b) Movimiento transversal (frenteado): se realiza con el carro transversal. En este caso el volante, también con la sola posibilidad de giro con respecto al delantal, está vinculado (rígida y colinealmente) a un tornillo de rosca cuadrada ó trapezoidal (roscas de transporte) que enrosca a una tuerca solidaría al carro transversal; al estar el tornillo ubicado en forma transversal a la bancada, aquel se desplazará en la dirección deseada. c) Movimiento inclinado (torneado cónico): se realiza con el charriot, el cual es posible de ser girado respecto a un eje perpendicular al eje longitudinal de la bancada por medio de unos tornillos que fijan la base de dicho charriot al carro transversal. De esta manera, y desenroscando dichos tornillo, se puede colocar al charriot en la dirección que se quiera. El mecanismo del avance de este carro es similar al utilizado para el carro transversal, con la diferencia que la tuerca es solidaría a la base giratoria y el conjunto tornillo - volante se desplaza conjuntamente con aquel. La torre porta - herramientas es la que afirma la pieza al carro. Es de sección cuadrada con un alojamiento por lado, con lo que es posible sujetar cuatro herramientas distintas. Cada abertura ó alojamiento posee tornillos de sujeción para las herramientas y la torre tiene posibilidades de girar completamente alrededor de un tornillo fijo y perpendicular al charriot. Para fijarla torre al carro se enrosca la manivela correspondiente en dicho tornillo afirmándola contra el charriot. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Avances Manual Y Automático Se entiende por avance al recorrido que realiza el útil ó herramienta en cada revolución de la pieza, tanto al cilindrar como al refrentear. Este avance puede ser longitudinal (cuando se emplea sólo el delantal) ó transversal (por medio del carro transversal desplazable sobre el delantal). Cuando el avance se realiza por intermedio de la acción directa del operario sobre cualquiera de los carros, el avance se denomina manual. En cambio, cuando el avance se realiza por intermedio de mecanismos que transforman el giro del tornillo patrón ó la barra de cilindrar en desplazamientos longitudinales ó transversales de los carros, será automático. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Cadena Cinemática Se entiende por cadena cinemática a un conjunto de órganos, barras ó pares ensamblados ó articulados entre sí por medio de articulaciones ó cuplas cinemáticas, siempre y cuando que sus partes sean capaces de movimiento relativo y que pueda convertirse en una estructura rígida mediante la vinculación de cualesquiera dos elementos de los pares con un simple órgano. Cuando uno de los órganos de la cadena cinemática está fijo, se constituye en punto de referencia y recibe el nombre de bancada ó bastidor, transformándose la cadena en un mecanismo. Otra definición de cadena cinemática es la representación esquemática de las transmisiones que originan y conforman los movimientos de corte y avance, partiendo del órgano motor ó árbol de transmisión hasta llegar a los órganos receptores del porta - piezas y el portaherramientas. La cadena cinemática del torno es: Husillo - Lira ó Guitarra - Caja Norton - Tornillo patrón. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Cajas De Velocidades Del Torno La caja de velocidades a engranajes con engranajes desplazables tiene las siguientes características: también llamada de chaveta móvil, tiene dispuestos en su interior cierto número de ruedas dentadas escalonadas fijas sobre un eje conductor (a), que a su vez recibe el movimiento desde otro eje conductor (t). Las ruedas del eje paralelo b (hueco), llamado eje conducido, con igual número de ruedas locas e invertidas, están siempre engranando con las del eje (a). Las ruedas Z2, Z4 y Z6 presentan en sus cubos ó mazas una acanaladura por la cual puede desplazarse una chaveta (c), por maniobra exterior de la palanca (p). La chaveta móvil (c), según la posición que ocupa, solidariza una determinada rueda del cono de ruedas dentadas con el eje (b). Esta chaveta se desliza longitudinalmente, sobresaliendo a través de una ranura practicada en el árbol hueco (b) que por la acción de un muelle - lámina (g), la oprime contra el chavetero de la rueda dentada. La chaveta móvil se hace correr desde el exterior mediante una cremallera de sección circular (d) accionada por el piñón (r) y éste último por la palanca (p). Para cada posición que se haga ocupar a ésta chaveta, queda establecida una determinada relación de transmisión que sirve para el cálculo de los n° de revoluciones correspondientes. Los n° de revoluciones pueden estar ordenados según una progresión geométrica, como en las agujereadoras a columna. La caja de velocidades a engranajes tipo Norton es un mecanismo de cambio rápido, de máxima simplicidad y muy utilizado en los tomos para poder variar el avance del carro portaherramientas entre amplios límites y con las mínimas manipulaciones, y obteniéndose en forma automática un gran n° de avances. Constituye una verdadera caja de velocidades en la que por medio de palancas externas se consigue el acoplamiento de las ruedas necesarias para producir los distintos avances del carro y de la herramienta. Es el elemento reductor adecuado para realizar los pasos de rosca normalizados y más usuales en la industria mecánica, garantizando una transmisión segura del movimiento y avances exactos, y reemplazando al cálculo y posterior maniobra necesaria para el recambio de las ruedas del tren del cabezal del torno, para realizar un fileteado ó roscado en un torno sin caja de avances. Utilizando en forma combinada la caja Norton y el tren intercambiable y protegido, se puede hacer cualquier paso de rosca no comprendido en la chapa indicadora de la caja. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Una caja Norton está constituida por un eje (b), cuyo movimiento es derivado desde el eje principal ó husillo, mediante el tren de ruedas (t) propio del cabezal del torno. Sobre éste eje (b) va montada la rueda dentada (s) desplazable a lo largo del eje citado, pero solidaria en su giro por el chavetero. Dicha rueda (s) engrana con el piñón dentado (z) del eje oscilante (c) ó soporte en forma de V. Maniobrando desde el exterior la palanca (p) puede hacerse que el piñón oscilante (z) engrane con una de la ruedas del cono de ruedas fijadas sobre el eje (a), obteniéndose para cada una de las ruedas del cono de ruedas que engrane con z, distintas relaciones de transmisión para el eje del tornillo patrón del torno (TP). Esto representa distintos avances para la herramienta. Después de realizada la maniobra citada, puede fijarse la palanca (p) mediante una espiga ó gatillo (a - b) que se introduce en uno de los agujeros de una serie de perforaciones que están practicadas en el frente de la caja, con el objeto de mantenerla en posición durante el trabajo. Operación De Roscado En Torno Paralelo Horizontal Para efectuar el roscado, siendo el paso una magnitud constante, es necesario el sincronismo entre el giro del material a roscar y el avance de la herramienta, de tal manera que a una vuelta del material corresponda un avance de un paso de la herramienta; dos vueltas, dos pasos y así sucesivamente. Los tornos que están preparados para hacer estas operaciones presentan en la parte inferior de la bancada una barra roscada, de longitud aproximada a la de la bancada, atravesando el delantal del carro portaherramientas en su parte posterior. Dicha barra roscada se llama tornillo patrón el cual, a través de una serie de mecanismos, recibe el movimiento de giro del husillo del cabezal fijo, girando en forma sincronizada con él. El giro del tomillo patrón se transforma en movimiento rectilíneo del delantal y a su vez de la herramienta, a través de una tuerca partida y solidaria al delantal, esta tuerca está partida al medio según en plano paralelo al eje del tornillo patrón y una This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica manija ó palanca desvincula el delantal del tornillo patrón abriendo la tuerca ó los vincula cerrándola. La variación del paso de la rosca a efectuar se consigue con una caja de engranajes tipo Norton, de la cual sale el tomillo patrón. La entrada a ésta caja se conecta a un tren de engranajes doble, llamado lira ó guitarra, que recibe el movimiento del husillo. Esta lira ó guitarra sirve para tres fines, a saber: a) Cambiar el sentido de giro del tornillo patrón y de la barra de cilindrar, y el sentido de desplazamiento del carro, para un mismo sentido de giro del husillo del cabezal fijo y pieza, para poder efectuar roscas izquierdas ó derechas. Esto se hace intercalando un engranaje en la lira ó guitarra. b) Cambiar de roscas métricas a inglesas ó americanas y viceversa para el mismo tornillo patrón. c) Proporcionar diferentes relaciones de transmisión entre el husillo del cabezal y caja Norton (husillo y tornillo patrón), cambiando un par de engranajes. En los tornos modernos, el tornillo patrón se emplea exclusivamente para roscar. Para cilindrar (torneado cilíndrico) se utiliza una barra cilíndrica lisa provista de una acanaladura longitudinal ó chavetero, destinada a alojarla chaveta deslizante, fijada en un tornillo sin fin. Esta barra de cilindrar corre paralelamente al tornillo patrón; recibe su movimiento de giro desde el cabezal a través de la caja de avances tipo Norton automática y es independiente del tornillo patrón mediante una manija ó palanca. Si el torno está provisto de tornillo patrón y barra de cilindrar, el primero no se halla ranurado. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Accesorios Principales De Los Tornos Lunetas Proporcionan un apoyo adicional para el cilindrado de piezas largas y esbeltas y se hacen indispensables para el agujereado de centro en barras cuyo diámetro sea mayor que el agujero de pasaje de barras del husillo del cabezal fijo. Constan de dos soportes: uno inferior fijable a la bancada ó al carro portaherramientas y uno superior articulado al primero y fijable a éste, y tres vástagos dispuestos a 120° entre sí y desplazables en la dirección de sus respectivos ejes de simetría. Los vástagos proporcionan los puntos de apoyo si son inferiores, y el vástago superior impide el levantamiento del material. Existen dos tipos de lunetas a saber: a. Luneta fija Posee tres puntos de contacto ó mordazas desplazablés entre las cuales gira la pieza que se trabaja, quedando así descargadas las puntas de apoyo de la misma. Va fija a la bancada y está destinada a piezas que tengan una longitud mayor que 12 veces el diámetro. Consta de un semiarco con topes graduados que aprietan contra la pieza y mantienen la posición centrada. También se la utiliza en trabajos delicados: horadado, torneado cónico, roscado cónico, etc. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica b. Luneta móvil Se emplea cuando se tornean ejes ó piezas sumamente delgadas y largas, que requieren un apoyo continuo y cerca de la herramienta cortante. Tiene sólo dos vástagos y está unido ó solidario al movimiento del carro portaherramientas del torno, presionando en sentido opuesto a la punta de la cuchilla y anulando toda vibración en la barra a trabajar. Al moverse la herramienta a lo largo de la pieza, ésta lo hace al mismo tiempo que la luneta, evitando con seguridad el flexado a todo el largo de la pieza y permaneciendo el diámetro constante. Plato autocentrante También llamado plato Universal, se lo utiliza para sujetar piezas cortas. El más común es el de tres mordazas, debido a la rapidez con que se centran las piezas. Son muy ventajosos, pues en ellos pueden sujetarse piezas triangulares y hexagonales aparte de las cilíndricas. Aparte de estar provisto de un roscado central para adaptarse a la nariz del husillo del torno, las tres mordazas se desplazan simultáneamente accionadas por un perno utilizando una llave en T. Las mordazas de forma escalonada, en sus guías, para ser colocadas si es necesario al revés,son susceptibles de ser extraídas de las mismas para adaptarse a la forma y tamaño de las piezas (son reversibles). Las piezas, por lo tanto, pueden ser aprisionadas para torneado exterior ó This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica interior. Las mordazas son de acero aleado tratado térmicamente y los escalones pulidos. Plato de mordazas individuales Son platos de mordazas regulables en forma independiente, que se utilizan para la sujeción de piezas irregulares en su forma y de grandes tamaños. Su característica es la de tener cuatro mordazas del tipo de garras escalonadas, las que son ajustables una a una, desplazándose independientemente. Los tornillos que accionan las mordazas se pueden extraer del plato para volver a colocarlas invertidas para adaptarlas a piezas grandes ó pequeñas. y son accionados por medio de una llave en T de boca cuadrada. Platos y bridas de arrastre Los platos de torno están destinados a proporcionar el medio de montaje fijándose con pernos y bridas para solidarizar el movimiento de giro. El accesorio llamado plato de arrastre, que se atornilla al eje husillo principal del torno, queda centrado mediante dos superficies de referencia. Consta de una brida con una prolongación en ángulo recto en un extremo que se hace This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica penetrar en la muesca ó escotadura que lleva el plato, apretándose con un tornillo de cabeza cuadrada sobre la pieza. Esta brida ó perno de arrastre, es de acero forjado de gran tenacidad, y el tornillo de bloqueo es térmicamente tratado. Mandriles portabrocas Son dispositivos de sujeción que poseen dos ó más mordazas ajustables dispuestas en forma radial. Estos se utilizan para brocas que tengan mango de arrastre cilíndrico. Los mandriles clásicos concéntricos son el mandril común y el portabrocas de corona dentada. Existen otros tipos de mandriles, como ser el de mordazas corredizas y el de cono Morse, utilizado para brocas con vástago cónico. Este permite la extracción de las brocas del mandril mediante un extractor. El diseño cónico produce una fijación más firme y una inserción rápida y adecuada de la broca en el mandril. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Superficies Que Se Pueden Realizar (En El Torno) Herramientas Para Tornos Su aptitud para cortar metales influye en el correcto acabado de la pieza, el rendimiento de la máquina y el costo del trabajo. Variables De Taylor (Variables Que Influyen Al Preparar La Herramienta) 1. Calidad del material con que se trabaja. 2. Calidad del material de la herramienta. 3. Profundidad de la pasada. 4. Diámetro de la pieza. 5. Espesor y tipo de viruta. 6. Forma, perfil y sujeción de la herramienta. 7. Condiciones de enfriamiento. 8. Tiempo entre dos afiladuras consecutivas. 9. Presión de la viruta sobre la herramienta. 10. Posibilidad de cambios de velocidad. 11. Elasticidad de la pieza y de la herramienta. 12. Potencia del torno. Materiales Empleados En La Fabricación De Herramientas Deben poseer las siguientes propiedades: 1. Mantener su dureza en caliente. 2. Ser tenaces para resistir los choques y la presión de trabajo. 3. Resistir el frotamiento sin desgastarse. 4. Altamente resistentes al desgaste. Aceros al carbono o ligeramente aleados Con este nombre se conocen todos los aceros que como elemento determinante de sus principales cualidades (dureza, capacidad de temple, tenacidad, etc.) no contienen esencialmente más que carbono en mayor o menor proporción. El contenido de carbono en estos aceros oscila entre el 0,6 y el 1,4 %; este porcentaje es el que decide su elección, pues la resistencia, dureza y This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica capacidad de temple aumenta con él, mientras que el alargamiento y la tenacidad disminuye. Se emplean para herramientas que no superen los 150-200°C. Ej: machos, terrajas, cortafríos, punzones, etc. Aceros Rápidos Los aceros rápidos contienen un tenor medio de C de aproximadamente 0.8% y otras composiciones de metales valiosos. Se fabrican en tres clases rápidos (comunes u ordinarios), superrápidos y extrarrápidos. Estos últimos son indicados en útiles de corte para grandes velocidades de corte. Para corte fino, tienen mayor % de W y Co y para corte basto un mayor % de Na. Tienen la propiedad de autotemple, y llevándolas a la temperatura de los 550 °C conservan sin alteración su poder cortante. La composición de estos aceros es: Rápido común: C = 0.8 %; W= 14 %;Cr=3.5 % Semi-rápido: C = 1.4 %; W= 1-3% Extra rápido: C = 0.8 %; W= 20 - 23 %; Cr = 5 %; Va = 1 %; Mo = 1-1.5% Superrápido: C = 0.8 %; W= 18 %; Cr = 4%; Va = 1 %; Co = 5% Los extra rápidos, con 5 - 15% de Co, obtienen una dureza Rockwell C de 9092. Stelita y derivados Las stelitas son aleaciones de alto contenido de cromo, tungsteno y cobalto, con molibdeno y níquel en ocasiones. Su composición e influencia de los diversos componentes son los indicados en la siguiente tabla. La dureza que tienen estas aleaciones es extraordinaria y permite, por tanto, tornear aceros de gran resistencia, con velocidades de corte bastante elevadas. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Como su dureza disminuye al calentarse, se venden en el comercio en barritas especiales que se acoplan directamente en mangos especiales o en portaherramientas, no pudiéndose forjar ni trabajarse más que con muela. Se venden ya con el tratamiento adecuado. Sus dos formas son las siguientes: En pastillas pequeñas que pueden soldarse en el mango postizo. En barritas moldeadas de forma y dimensiones normalizadas (figura 400) y que pueden montarse en portaherramientas especiales. Sus dimensiones oscilan entre 5 y 12 mm para las de la primera de la figura 400 y 1,5 X 6 hasta 4 x 1 6 para las de la segunda. Carburos Metálicos (Pastillas) Las pastillas de carburo son aglomerados de C (7 - 8%) y de metales especiales: Co, Ti, W, B, Mo, Ta, etc; o sea, carburos metálicos. La definición de I.R.A.M. es: "Productos obtenidos por prensado en frío y sintetizados ó prensados en caliente, ó fundidos de carburos, boruros, nitruros y óxidos simples ó múltiples de elementos del 2° al 6° grupo, inclusive del sistema periódico con fase ligante constituida por elementos del 8o grupo del sistema periódico ó sin ella, que se caracterizan por poseer a elevadas temperaturas, propiedades de alta dureza, resistencia al desgaste y a la corrosión". Su dureza sólo es superada por la de diamante, el carburo de Si y el de B, y es superior, en la escala Brinell, a 145. No sufre ninguna transformación en su estructura aunque se lo someta a temperaturas de 1200 °C, pues todos los metales que entran en su composición son refractarios y tienen, por lo tanto, alto punto de fusión. Deben emplearse a altas velocidades y trabajo continuo, sin choques ni saltos importantes de temperatura, y pueden usarse en la industria química por tener propiedades anticorrosivas. Algunas composiciones de estas plaquetas son: This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Origen alemán: C = 6-8 %; W= 70 - 88 %; Co = 6-15%;T= 5-18% Carburos de W solamente: WC Carburos combinados: WC + Co; TiC + WC; WC + TiC + Co Algunos componentes de algunos materiales de metal duro del comercio son: Widia – Acrite, Coromant: WC Stellit: Fe + Cr + Co + W (muy frágil) Osram: CW + Mo (muy aplicado) Carboloy: W + Co + Fe + Ni Cerámica La cerámica es una mezcla de óxidos con agregados metálicos. Las plaquitas de cerámico están compuestas por óxido de Al puro y agregado metálico como C y Mo, experimentando un proceso de sinterízación como el metal duro, proveyéndose en forma de dientes fijados en mangos que le sirven de soporte. Se los emplea con altas velocidades de corte, por su alta estabilidad respecto del calor, lo que permite trabajar sin enfriamiento. Su alta dureza sobrepasa a la del metal duro, y tiene como desventaja su gran porosidad. Sus aristas cortantes pueden ser rectificadas, pero es preferibles reemplazarlas por otras nuevas. Plaquetas de material cerámico: 90-95% de Alumina (óxidos de aluminio) y de óxidos de Si, Mn, Cr. Diamante El diamante también puede ser utilizado como herramienta de corte, pero bajo condiciones especiales, sin choques ni vibraciones. Su excepcional dureza (10 en la escala de Mohs) permite obtener velocidades de corte excepcionales y mantener el filo, uniendo en una sola las operaciones de desbaste y afine. Con estas herramientas sólo, es posible efectuar trabajos de torneado fino, produciendo cortes muy delgados. Sirven para espesores de 0.005 a 0.2 mm., con avances de alimentación de 0.01 a 0.06 mm/rpm, con alto régimen de velocidad de corte (hasta 300 rpm) y resistiendo temperaturas de corte hasta 1800 °C. Las piedras adiamantadas utilizadas como herramientas de rectificar están constituidas por polvo de diamante aglutinado con materia grasa, para impedir su dispersión por acción centrífuga. Esta muela adiamantada tiene la ventaja de tallar un metal sin frotarlo demasiado; por lo tanto, no calienta la plaqueta, disminuyendo los riesgos de rajaduras cuando se utilizan para dar forma a las herramientas de metal duro. Diamante: Son los más duros y resistentes a las altas temperaturas pero son muy frágiles. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Partes Principales de una Herramienta Cortante Cara: Superficie/s sobre las cuales fluye la viruta (superficie de desprendimiento). Flanco: Superficie de la herramienta frente a la que pasa la viruta generada en la pieza (superficie de incidencia). Filo: Parte que realiza el corte. Punta: Parte del filo donde se cortan los fulos principales y secundarios. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica El desgaste anormal de la herramienta puede originarse por: Excesiva velocidad de corte. Dureza y tipo de herramienta inadecuados para el material que se quiere trabajar. Herramienta con tratamiento térmico defectuoso. Angulo de ataque que ocasiona recalentamiento excesivo. Ángulos Característicos de las Herramientas de Corte a (alfa) = Ángulo de filo. Se llama así el formado por las dos caras de la cuña que corta o arranca el material. e (épsilon) = Ángulos de desprendimiento de viruta. Es el ángulo que forma la cara sobre la cual se desprende la viruta con el eje de la pieza. (3 (beta) = Ángulo de incidencia. Es el ángulo que forma la cara frontal de la herramienta con la tangente de la superficie de corte. También se le da el nombre de ángulo de despulla. y (gamma) = Ángulo de corte. Es el que forma la cara de desprendimiento de la viruta con la superficie de corte. 8 (delta) = Ángulo de punta. Se denomina así al formado entre las caras del corte principal y el corte secundario, o sea, el ángulo formado por la punta de la herramienta. Además de los ángulos de la herramienta en sí, ha de tenerse en cuenta el ángulo que forma la herramienta con relación al material, ángulo que está indicado con la letra x (cappa) y que se llama ángulo de posición; compruebe This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica que el ángulo de posición es el formado entre el corte principal y la superficie de la pieza. Resumen denominaciones ángulos característicos: Significado De Los Ángulos De La Herramienta Angulo de filo b: Un ángulo más agudo tiene mejor penetración pero es menos resistente con materiales más duros y además evacua menos calor. Angulo de incidencia α: Disminuye la fricción entre la superficie de incidencia y la de corte. Angulo de ataque γ: Mientras más grande es facilita el arranque de viruta. Tener en cuenta que α + β + γ= 90° y se modifico uno se me modifican los demás This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Herramientas De Corte Para Tornos This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Herramienta de frentear Sirve para el torneado de las extremidades de las piezas cilíndricas. Existen para actuar tanto del lado derecho como del lado izquierdo de la pieza. Debe actuar de adentro hacia afuera de la circunferencia pero también es posible hacerla avanzar en sentido contrario. Herramienta de cilindrar La clásica, la más típica y común, es la de desbaste, y su objeto es tornear por medio de cortes profundos, extrayendo la mayor cantidad de material en el menor tiempo posible, llevando la pieza lo más rápidamente a las proximidades de sus medidas definitivas. Existen para trabajar a mano derecha e izquierda. Son las llamadas herramientas de flanco y pueden ser rectas ó con forma curva. La herramienta de afinado ó acabado, tiene la punta redonda y es usada para llegar a la medida final de la pieza. Un acabado muy liso se consigue empleando un avance muy fino de carro portaherramientas del torno y mediante la traslación del movimiento de avance en forma automática. Las herramientas para interiores se construyen en el extremo de las barras ó varillas de acero para herramientas que sirven para sujetarlas, cuando el agujero interior es menor de 18 mm. de diámetro, y ya no permite la introducción del portaherramientas. Cuando los agujeros son mayores, y se permite la introducción del portaherramientas, las cuchillas se construyen igual a las de exterior pero más cortas a los efectos de permitir su entrada y afectando la forma conocida por acodadas. Se utilizan las herramientas de espiga, debido a su economía, facilidad de montaje y por ser su espiga de acero rápido. Herramienta para roscar ó filetear Presenta perfiles diversos según el estilo de roscas a obtenerse: triangular (55° y 60°), cuadrada, modular, etc. Tiene ángulo de desprendimiento negativo y su punta se coloca a la altura de la línea de centro de la pieza cilíndrica. Es designada también como herramienta aterrajadora. Herramienta de forma ó perfilada Se utiliza para obtener formas variadas y sus aristas cortantes (perfil) se afilan según la forma a producir. Se utilizan herramientas de arista cortante redonda, para empalmes entre resaltos de distintos diámetros, canaletas cóncavas (gargantas) y convexas, etc. También son utilizadas las herramientas de perfil constante, para el torneado de piezas perfiladas en gran escala y con mucha precisión. Broca helicoidal de dos filos Es una herramienta de corte múltiple, usada para el mecanizado de agujeros cilíndricos. Posee dos aristas cortantes llamadas cuñas ó labios, que hacen las veces de dos herramientas de cilindrar interiores, lo que permite formar dos This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica virutas simétricas con buena estabilidad axial. Consta de un cuerpo cilíndrico, al que se le han practicado dos canaletas ó estrías en hélice y diametralmente opuestas; una punta, formada por dos bordes cortantes rectos ó filos formando un cierto ángulo (118 -120°) y en el extremo opuesto a la punta está el mango ó espiga, que puede ser de forma tronco - cónica, cilíndrica ó cuadrada. Esta parte sirve para sujetarla broca en el correspondiente mandril ó porta - brocas. Las espigas más utilizadas son las cilíndricas y las tronco - cónicas. Mecha de centro También llamada broca de centrar, se utiliza para producir, generalmente, los centros de los extremos de las piezas cilíndricas que se van a hacer girar sobre los puntos centros de la máquina. El ángulo de la parte avellanadora es de 60°, correspondiendo a todos los centros normalizados. Montaje de las Herramientas en el Torno Sistema de Bloqueo: los soporte para fijar la herramienta al charriot pueden ser simples (1 sola herramienta) o múltiples (varias herramientas). Si el trabajo es muy variado, se prefiere soporte simple con brida y tornillo de contraste. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Colocación de la herramienta: la punta del filo cortante debe coincidir con el centro de la pieza a tornear. Para colocar la herramienta a la altura exacta se procura que el filo cortante corresponda al vértice de una de las dos puntas del torno. Efectos De La Altura Con Respecto Al Angulo De Corte La herramienta se ubica en el centro de la pieza o por debajo de este, no más de 2/10. Si la pongo muy abajo el material trata de montarse sobre la herramienta y la va a partir. Muy arriba no corta y se va a romper (choca la herramienta y no aporta el ángulo de corte). Operaciones Básicas de Torneado a) Cilindrado, es la construcción de superficies cilíndricas por medio de una herramienta. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica b) Refrentado, es la construcción de superficies planas, perpendiculares al eje de rotación o eje del torno. c) Mandrinado, es la construcción de superficies cilíndricas interiores. d) Torneado cónico, es la superficie construida cuando la herramienta se desplaza oblicuamente al eje. Esta superficie cónica, puede ser exterior o interior. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica e) Roscado, es la construcción, sobre la pieza de un surco que tenga siempre la misma distancia entre cada una de las espiras. f) Taladrado, es una operación igual a la de mandrinado, pero se efectúa con otra clase de herramientas. g) Ranurado, es la construcción de gargantas o ranuras en una superficie exterior o interior. Cuando esta garganta llega a partir la pieza en dos, la operación se llama tronzado. h) Moleteado, es la transformación de una superficie exterior mecanizada, mediante una herramienta especial, en una superficie que podríamos llamar erizada de puntos o granulada. Tenga en cuenta que éstas son las operaciones elementales, pues son muchas más las que pueden realizarse en el torno, tal como estudiará en lecciones sucesivas. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Viruta A partir de la apariencia de la viruta se puede obtener mucha información valiosa acerca del proceso de corte, ya que algunos tipos de viruta indican un corte más eficiente que otros. El tipo de viruta está determinado primordialmente por: a) Propiedades del material a trabajar. b) Geometría de la herramienta de corte. c) Condiciones del maquinado (profundidad de corte, velocidad de avance y velocidad de corte). En general, es posible diferenciar inicialmente tres tipos de viruta: Viruta discontinua. Este caso representa el corte de la mayoría de los materiales frágiles tales como el hierro fundido y el latón fundido; para estos casos, los esfuerzos que se producen delante del filo de corte de la herramienta provocan fractura. Lo anterior se debe a que la deformación real por esfuerzo cortante excede el punto de fractura en la dirección del plano de corte, de manera que el material se desprende en segmentos muy pequeños. Por lo común se produce un acabado superficial bastante aceptable en estos materiales frágiles, puesto que el filo tiende a reducir las irregularidades. Las virutas discontinuas también se pueden producir en ciertas condiciones con materiales más dúctiles, causando superficies rugosas. Tales condiciones pueden ser bajas velocidades de corte o pequeños ángulos de ataque en el intervalo de 0° a 10° para avances mayores de 0.2 mm. El incremento en el ángulo de ataque o en la velocidad de corte normalmente elimina la producción de la viruta discontinua. Viruta Continua. Este tipo de viruta, el cual representa el corte de la mayoría de materiales dúctiles que permiten al corte tener lugar sin fractura, es producido por velocidades de corte relativamente altas, grandes ángulos de ataque (entre 10º y 30º) y poca fricción entre la viruta y la cara de la herramienta. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Las virutas continuas y largas pueden ser difíciles de manejar y en consecuencia la herramienta debe contar con un rompevirutas que retuerce la viruta y la quiebra en tramos cortos. Viruta Continua con protuberancias. Este tipo de viruta representa el corte de materiales dúctiles a bajas velocidades en donde existe' una alta fricción sobre la cara de la herramienta. Esta alta fricción es causa de que una delgada capa de viruta quede cortada de la parte inferior y se adhiera a la cara de la herramienta. La viruta es similar a la viruta continua, pero la produce una herramienta que tiene una saliente de metal aglutinado soldada a su cara. Periódicamente se separan porciones de la saliente y quedan depositadas en la superficie del material, dando como resultado una superficie rugosa; el resto de la saliente queda como protuberancia en la parte trasera de la viruta. Fluidos De Corte (Refrigerantes) Los fluidos de corte se utilizan en la mayoría de las operaciones de mecanizado por arranque de viruta, Para mejorar las condiciones durante el proceso de maquinado-mecanizado. Estos fluidos se aplican sobre la zona de formación de la viruta, para lo que se utilizan aceites, emulsiones y soluciones. La mayoría de ellos se encuentran formulados en base a un aceite de base mineral, vegetal o sintético, siendo el primero el más utilizado, pudiendo llevar varios aditivos que mejoren su eficacia: antiespumantes, aditivos extrema presión, antioxidantes, biocidas, solubilizadores, inhibidores de corrosión, etc. Las propiedades esenciales que los líquidos de corte deben poseer son los siguientes: 1. Poder refrigerante. Para ser bueno el líquido debe poseer una baja viscosidad, la capacidad de bañar bien el metal (para obtener el máximo contacto térmico); un alto calor específico y una elevada conductibilidad térmica. 2. Poder lubrificante. Tiene la función de reducir el coeficiente de rozamiento en una medida tal que permita el fácil deslizamiento de la viruta sobre la cara anterior de la herramienta. Objetivos De Los Fluidos De Corte 1. Ayudar a la disipación del calor generado durante la creación de la viruta. 2. Lubricar los elementos que intervienen, en el corte para evitar la rotura o desafilado de la herramienta. 3. Reducir la energía necesaria para efectuar el corte. 4. Proteger a la pieza, herramienta y máquina contra la oxidación y corrosión. 5. Arrastrar las partículas del material, virutas, de la zona de corte. 6. Mejorar el acabado superficial. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica Tipos De Líquidos De Corte Los principales tipos de fluidos de corte para mecanizado son: 1. 2. 3. 4. - Los aceite íntegros( Aceites minerales, vegetales, o mixtos ) - Las emulsiones oleosas. - Las "soluciones" semi-sintéticas. - Las soluciones sintéticas. Aceites Emulsionables Se obtienen mezclando el aceite mineral con agua, en las siguientes proporciones: De 3 a 8% para emulsiones diluidas. Tienen un escaso poder lubrificante; se emplean para trabajos ligeros. De 8 a 15% para emulsione medias. Poseen un discreto poder lubrificante; se emplean para el mecanizado de metales de mediana dureza, con velocidades medianamente elevadas. De 15 a 30% para emulsiones densas. Presentan un buen poder lubrificante; son adecuados para trabajar los metales duros de la elevada tenacidad. Protegen eficazmente contra las oxidaciones las superficies de las piezas maquinadas. Elección Del Fluido De Corte Esta elección debe basarse en criterios que dependen de los factores: Del material de la pieza en fabricar. Para las aleaciones ligeras se utiliza petróleo; para la fundición, en seco. Para el latón, bronce y cobre, el trabajo se realiza en seco o con cualquier tipo de aceite que este exento de azufre; para el níquel y sus aleaciones se emplean las emulsiones. Para los aceros al carbono se emplea cualquier aceite; para los aceros inoxidables auténticos emplean los lubrificadores al bisulfuro de molibdeno. Del material que constituye la herramienta de Corte. Para los aceros al carbono dado que interesa esencialmente el enfriamiento, se emplean las emulsiones; para los aceros rápidos se orienta la elección de acuerdo con el material a trabajar. Para las aleaciones duras, se trabaja en seco o se emplean las emulsiones. Según el método de trabajo. Para los tornos automáticos se usan los aceites puros exentos de sustancias nocivas, dado que el operario se impregna las manos durante la puesta a punto de la máquina; para las operaciones de rectificado se emplean las emulsiones. Para el taladrado se utilizan los 'afeites puros de baja viscosidad; para el fresado se emplean las emulsiones y para el brochado los aceites para altas presiones de corte o emulsiones. This page was created using Nitro PDF trial software. Tecnología To purchase, go to http://www.nitropdf.com/ Maximiliano R. Cabestrero Mecánica