Corn Starch Edible Films: Extrusion & Casting Characterization
Anuncio

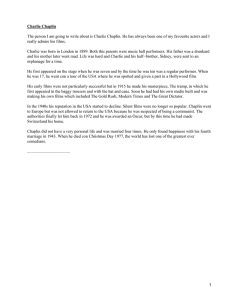
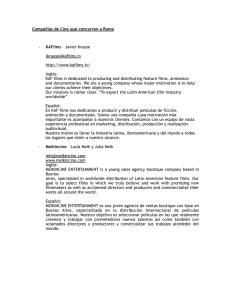
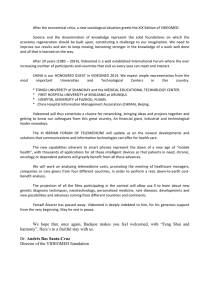
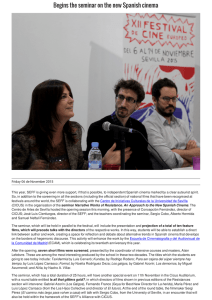
Physicochemical and Microstructural Characterization of Corn Starch Edible Films Obtained by a Combination of Extrusion Technology and Casting Technique Perla Rosa Fitch-Vargas, Ernesto Aguilar-Palazuelos, José de Jesús Zazueta-Morales, Misael Odı́n Vega-Garcı́a, Jesús Enrique Valdez-Morales, Fernando Martı́nez-Bustos, and Noelia Jacobo-Valenzuela E: Food Engineering & Materials Science Abstract: Starch edible films (EFs) have been widely studied due to their potential in food preservation; however, their application is limited because of their poor mechanical and barrier properties. Because of that, the aim of this work was to use the extrusion technology (Ex T) as a pretreatment of casting technique to change the starch structure in order to obtain EFs with improved physicochemical properties. To this, corn starch and a mixture of plasticizers (sorbitol and glycerol, in different ratios) were processed in a twin screw extruder to generate the starch modification and subsequently casting technique was used for EFs formation. The best conditions of the Ex T and plasticizers concentration were obtained using response surface methodology. All the response variables evaluated, were affected significatively by the Plasticizers Ratio (Sorbitol:Glycerol) (PR (S:G)) and Extrusion Temperature (ET), while the Screw Speed (SS) did not show significant effect on any of these variables. The optimization study showed that the appropriate conditions to obtain EFs with the best mechanical and barrier properties were ET = 89 °C, SS = 66 rpm and PR (S:G) = 79.7:20.3. Once the best conditions were obtained, the optimal treatment was characterized according to its microstructural properties (X-ray diffraction, Scanning Electron Microscopy and Atomic Force Microscopy) to determine the damage caused in the starch during Ex T and casting technique. In conclusion, with the combination of Ex T and casting technique were obtained EFs with greater breaking strength and deformation, as well as lower water vapor permeability than those reported in the literature. Keywords: casting technique, extrusion technology, microstructural properties, physicochemical properties, starch edible films Starch is becoming an environmentally friendly alternative to produce films due to its low cost, high biodegradability, and thermoplastic properties. However, native starches have many disadvantages, limiting their broader applications and industrial use. For this reason, the use of Ex T as a pretreatment combined with the conventional method (casting technique) to elaborate EFs, could be an alternative to change the structure of starch in order to generate films with improved mechanical and barrier properties. Practical Application: Introduction Edible films (EFs) are thin layers of edible materials applied on food products that play an important role in their preservation, distribution and marketing (Fakhouri and others 2015). These materials act as barriers producing modified atmospheres, reducing moisture exchange, controlling microbial growth, and carrying functional ingredients (antioxidants, antimicrobials) (Treviño-Garza and others 2015). The most common polymers used in formulation of EFs are proteins (gelatin, wheat gluten and zein), lipids (waxes), and polysaccharides (starch, chitosan and, cellulose) which are used alone or combined (Vanin and others 2005; Chiumarelli and Hubinger 2014; Dai and others MS 20160061 Submitted 1/11/2016, Accepted 7/12/2016. Authors Fitch-Vargas, Aguilar-Palazuelos, Zazueta-Morales, Vega-Garcı́a, Valdez-Morales, and JacoboValenzuela are with Facultad de Ciencias Quı́mico-Biológicas, Univ. Autonóma de Sinaloa, Cd. Universitaria, Av. de las Américas y Josefa Ortiz S/N, 80010 Culiacán, Sinaloa, Mexico. Author Martı́nez-Bustos is with Centro de Investigación y de Estudios Avanzados, Libramiento Norponiente, Fracc. Real de Juriquilla 76230 Querétaro, Querétaro, Mexico. Direct inquiries to author Aguilar-Palazuelos (E-mail: [email protected]). E2224 Journal of Food Science r Vol. 81, Nr. 9, 2016 2015). Starch is the most important polysaccharide used in the formulation of biodegradable films and EFs, being, probably, the most promising renewable naturally biodegradable polymer since it is a versatile, cheap, and, abundant biopolymer (Chiumarelli and Hubinger 2014; Li and others 2015). Among starches, corn starch has been widely used on the formulation of EFs due to its availability and relative low price (Garcia and others 2000; Maran and others 2013; Fakhouri and others 2015). However, to overcome several disadvantages of starch films, such as their strong hydrophilic character and poor mechanical and barrier properties compared to synthetic polymers, further modification is usually necessary (Dai and others 2015). A modified and soluble or pregelatinized starch also has been used to obtain starch films (Jiménez and others 2012). An alternative technology to produce modified starches, is extrusion. Twin-screw extruder, particulary, could be used as a tool to produce modified starches in a continuous process having a consistent product with better quality. The extruder is an excellent mixing device, which it is particularly suitable for highly viscous fluids as gelatinized starch (Woggum and others 2014). Prior studies reported that, under the high-shear and hightemperature conditions that exist during such process, starches R C 2016 Institute of Food Technologists doi: 10.1111/1750-3841.13416 Further reproduction without permission is prohibited Characterization of corn starch EFs . . . Materials and Methods Film preparation To obtain the EFs, corn starch (Ingredion, Jalisco, Mexico), R glycerol (JT Baker , Pa., U.S.A.) and sorbitol (Cedrosa, Edo. Mexico, Mexico) were used. The corn starch presented a 25.58% of amylose and 74.72% of amylopectin. The film preparation was carried out in 2 stages. At the first stage, thermoplastic starch was obtained using the extrusion technology. The mixture was prepared by mixing 80% corn starch with 20% plasticizers (sorbitol and glycerol, in different ratios according to Table 1). A twin screw extruder (Shandong Light M&E, Model LT32L, China) with a L/D of 18.5, screw compression ratio of 2:1, and a circular die with 19 mm of length, 42 mm of diameter and an output of 5 mm was used. The feed rate was kept constant at 22.82 g/min, while the moisture content was 20 ± 1%. Barrel temperatures in the feeding and transition zones were kept constant at 70 and 90 °C, respectively; the output die temperature (ET) varied according to the experimental design. The 3 heating zones were independently electrically heated, and aircooled. The thermoplastic starch was received in water in a ratio 1:4 to avoid its retogradation. The product obtained was named extruded formulation. Casting technique was used to produce EFs at the second stage. Briefly, 300 mL of the extruded formulation were collected and heated for 10 minutes on a plate (Fisher Scientific, Mass., U.S.A.) at 80 °C. Subsequently, 25 mL of the gelled formulation were poured spilled out into acrylic molds, and then were placed in an oven at 60 °C for 2 h. The thickness of the films was measured using a digital micrometer (Digital Insize, Model 3109–25A, Spain), obtaining values of 50 ± 5 μm. Finally, films were conditioned in a desiccator with a saturated solution of Mg(NO3 )2 •6H2 O R ) to maintain the relative humidity at 53%. (JT Baker Table 1–Experimental design of the extrusion process for 3 factors. Independent Variables Codified Assay 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 Decodified X1 X2 X3 ET (°C) –1 1 –1 1 –1 1 –1 1 –1.6818 1.6818 0 0 0 0 0 0 0 0 0 0 –1 –1 1 1 –1 –1 1 1 0 0 –1.6818 1.6818 0 0 0 0 0 0 0 0 –1 –1 –1 –1 1 1 1 1 0 0 0 0 –1.6818 1.6818 0 0 0 0 0 0 89.05 100.95 89.05 100.95 89.05 100.95 89.05 100.95 85 105 95 95 95 95 95 95 95 95 95 95 SS (rpm) PR (S:G) 66 66 91 91 66 66 91 91 79 79 57 100.21 79 79 79 79 79 79 79 79 20.27:79.73 20.27:79.73 20.27:79.73 20.27:79.73 79.73:20.27 79.73:20.27 79.73:20.27 79.73:20.27 50:50 50:50 50:50 50:50 0:100 100:0 50:50 50:50 50:50 50:50 50:50 50:50 X1 = ET = extrusion temperature, X2 = SS = screw speed. X3 = PR (S:G) = plasticizers ratio (sorbitol:glycerol). Physicochemical Characterization Mechanical properties Breaking Strength (BS) and Deformation (D) of EFs were evaluated using the methodology described by Gontard and others (1993), using a universal texture analyzer (INSTRON, Model 3342, Mass., U.S.A.). Changes of maximum force just before the break, measured in Newtons (N) and the cutting distance from the contact with the sample until the break, measured in millimeters (mm) were evaluated. Twenty samples of EFs from each treatment were used for measuring mechanical properties. Water vapor permeability (WVP) The WVP of EFs was determined using the gravimetric method according to McHugh and others (1993). Films were placed on the R top of glass containers with 15 g of calcium chloride (JT Baker ) and were secured with parafilm. After that, the containers were placed into a desiccator (Dry Keeper, Sanplatec Corp., Osaka, Japan) with a saturated solution of sodium chloride to generate 75% of relative humidity. The weight gain of calcium chloride was recorded every 12 h during 4 d by quintuplicate; these data were used to generate a graph of weight gain compared with time. WVP was determined according to Eq. 1: WVP = Mp × E A × t × p (1) where Mp is the moisture absorbed mass (g), E is the film thickness (m), A is the exposed film area (m2 ), t is the time (s), and p = partial pressure difference through the film (Pa). Water solubility (S) The S was determined according to the methodology reported by Gontard and others (1992). Five measurements per treatment Vol. 81, Nr. 9, 2016 r Journal of Food Science E2225 E: Food Engineering & Materials Science can be exposed to a variety of changes at the intra and intermolecular level (Sagar and Merrill 1995), which can improve the properties of the obtained products, such as, EFs. However, the processing of starch is much more complex and difficult to control than for many other polymers. The processing of starch involves its transformation (granular disruption, crystalline melting, and so on) from a native granular state to a molten state (Xie and others 2012). Under specific extrusion conditions and with the help of a plasticizer, such as glycerol or sorbitol, thermoplastic starch can be obtained after disruption and plasticization of native starch, which is modified by the temperature and mechanical damage of the processing. Thermoplastic starch is considered one of the most attractive materials for short-life products due to its low cost and because it is a biodegradable material obtained from renewable sources (Cyras and others 2008). Because of these features, this polymeric material can be used in EFs formulation. Studies related with the processes to obtain films suggests that, probably, the casting technique is the traditional procedure applied in research areas (Flores and others 2010). The casting technique begins with a solution that contains the polymer former and also a heating with excess water is applied. The solution is spilled out into plates and after that it is dried under specific conditions of temperature and relative humidity (Zamudio-Flores and others 2007), however when native starch is used, the EFs formation is difficult. For this reason the aim of this work was to use the extrusion technology as a pretreatment of the casting technique to produce a change in the starch structure in order to obtain EFs with improved mechanical and barrier properties. Characterization of corn starch EFs . . . were done. The results were expressed as percentage of disinte- Table 2–Analysis of variance for the responses of BS, D, WVP, and S of edible films of corn starch with a mixture of sorbitol– grated material, as it is shown in the Eq. 2: glycerol. wi − wf × 100 (2) Response R2 Adjusted CV (%) F Value P of F (Model) Lack of Fit %S = wi BS where %S is the water solubility percentage, wi is the initial weight D WVP of sample, and wf is the final weight of sample. S E: Food Engineering & Materials Science Experimental design Three numerical factors were evaluated, Extrusion Temperature (ET, 85 to 105 °C), Screw Speed (SS, 57 to 100.21 rpm) and Plasticizers Ratio (Sorbitol:Glycerol) (PR (S:G), 0:100), employing a central composite rotable design with α = 1.6817. The 3 independent variable levels used were selected based on preliminary experiments and technical limitations of the study. All assays were performed randomly (Table I). A second order polynomial was used to predict the experimental behavior (Eq. 3): yi = b 0 + b 1 X1 + b 2 X2 + b 3 X3 + b 12 X1 X2 + b 13 X1 X3 0.69 0.82 0.80 0.80 12.34 5.61 16.25 4.05 21.40 18.18 20.06 79.34 <0.0001 <0.0001 <0.0001 <0.0001 0.003 0.135 0.868 0.110 CV, coefficient of variation; BS, breaking strenght; D, deformation; WVP, water vapor permeability; S, water solubility. Scanning electron microscopy (SEM) SEM analysis was performed according to the procedure described by Rodrı́guez-Castellanos and others (2015). A Scanning R Electron Microscope (Philips , Model XL30 ESEM, Eindhoven, Holland) was used, employing a secondary electron detector with 15 KV of acceleration. The microphotographs were obtained using ESEM XL-30 software. (3) Atomic force microscopy (AFM) A contact atomic force microscope (Bruker/Veeco/Digital Inwhere: yi is the generic response; b1 . . . 12 is the regression coef- struments Dimension 3100 Nanoscope IV, Germany) was used ficients; X1 is the extrusion temperature, X2 is the screw speed, to carry out atomic force acoustic microscopy measurements. and X3 is the plasticizers ratio (sorbitol:glycerol). The numerical Diamond-coated silicon AFM probe (BudgetSensors, Model method was applied as optimization technique where the main ContDLC) with nominal length of 450 mm, first resonance frecriteria for determining the optimal treatment was to identify quency of 13 KHz and spring constant of 0.2 N/m was used. the processing conditions (ET and SS) and PR (S:G) that could provide the highest BS and D values and lowest WVP and S values. Results and Discussion + b 23 X2 X3 + b 11 X1 2 + b 22 X2 2 + b 33 X3 2 Data analysis The data were analyzed using the surface response methodology R Software Version 6 (Stat-Ease, Inc., Minn., with Design Expert U.S.A.). The significance of the models was tested using variance analysis (F test). Microstructural Characterization Physicochemical characterization Breaking strength. BS showed a significant model of regression with values of R2 = 0.69, coefficient of variation CV = 12.34, and P of F < 0.0001 (Table 2). ET and PR (S:G) in their linear terms (P < 0.0001 and P = 0.03, respectively) were the factors that had the most significant effect on the BS. The Eq. 4 shows the mathematical model used for this response: Once the optimal treatment was obtained, it was characterB S = +7.16 − 1.47 ET + 0.54 P R (S : G) (4) ized according to its microstructural properties (X-ray diffraction, Scanning Electron Microscopy and Atomic Force Microscopy) to In Figure 1(A) is showed that when the PR (S:G) was from determine the damage caused in the mixture of starch and plasti- 0:100 to 100:0, the film strength increased slightly. Also, when the cizers and EFs during extrusion process and casting technique. ET increased from 85 to 105 °C the BS decreased considerably. Therefore, with a combination of low temperatures of extrusion X-ray diffraction and high ratio of sorbitol, it is possible to get resistant EFs. The Samples were milled to achieve a size of less than 420 μm and average of BS value was 10.39 ± 2.73 N and this result was a small piece of EFs were packed into a glass sample holder with a better than the one reported by Zhong and Li (2014) for kudzu depth of 0.5 mm and mounted on an X-ray diffractometer (Rigaku starch EFs (7.82 ± 0.19 N) with 20% of glycerol and 53% relative Model Last D/Max-2100, Rigaku Denki Co. Ltd., Japan). Three humidity, where they only employed the casting technique for the measurements per treatment were done. The diffractograms were film formation. Liu and others (2005) thought that high temperatures during obtained with a sweep angle of Bragg of 4 to 60° over a scale of 2θ with intervals of 0.02, operating at 30 KV and 16 mA, the starch processing in an extruder generate a dissociation of the with CuKα radiation and a wavelength λ = 1.5406 Å. Relative polymer structure, which could avoid the formation of resistant crystallinity was calculated using Herman’s method, as described matrices. For this reason it is considered that increasing the ET by Gomez and others (1989). The percentage of relative crys- may have generated more hydrolyzed starches, which were less able tallinity of the starch was measured by separating the crystalline to form a polymer network with greater BS. Garcia and others and amorphous areas in the X-ray diffractograms. The percentage (2000) developed corn starch films with glycerol or sorbitol and of relative crystallinity was calculated as crystalline area/total area × found that sorbitol has a better ability to interact with the polymer 100 (Aguilar-Palazuelos and others 2006). Statistical analysis of data chains of starch. This was attributed to its molecular structure simwas performed through analysis of variance (ANOVA) using Stat- ilar to glucose, thus the plasticized films with sorbitol had higher graphics plus 6.0 (Manugistics Corp., Rockville, MD., U.S.A.) resistance to rupture. Al-Hassan and Norziah (2012) developed and the means were compared using Fisher’s least significant EFs with sago starch and fish gelatin with glycerol or sorbitol, showing that those who have sorbitol had higher tensile strength. difference (LSD) test (P < 0.05). E2226 Journal of Food Science r Vol. 81, Nr. 9, 2016 Meanwhile, Krogars and others (2003) consider that different size of the polyols (glycerol and sorbitol) may induce more interactions between the constituents, resulting in a more stable film. These results agree with those obtained on this work, since increasing slightly the sorbitol content in the plasticizers mixture, tougher films were generated. In the other hand, the glycerol played an important role related with the improving interactions and flexibility, this because when it was not present at least 5%, the films were fragile. Deformation. The statistical analysis of the D data for EFs showed a significant regression model (R2 = 0.82, CV = 5.61, P of F < 0.0001) and did not show lack-of-fit (P > 0.99) (Table 2). Linear (P < 0.0001) and quadratic terms (P = 0.0002) of the PR (S:G) were the factors that had the greatest effect on the EFs deformation. The prediction model coefficients obtained for D variable is presented in the Eq. 5: Figure 1(B) shows the behavior of D related with ET and PR (S:G). It was observed that when the PR (S:G) was increased from 50:50 to 100:0, the deformation degree was greater. Therefore, a high sorbitol ratio in the plasticizers mixture in a range of extrusion temperatures of 85 to 105 °C could produce films with good deformation. The best value of D in this work was 15.01 ± 1.23 mm; Zhong and Li (2014) obtained a value of 4.11 ± 0.02 mm in kudzu starch EFs, while Farahnaky and others (2013) registered 1.35 ± 0.03 mm for wheat starch EFs with 20% of glycerol and 64% relative humidity obtained by casting technique. Deformation is expressed as the ratio between the sample lenght to the breaking point and its original length, this property is strongly influenced by the concentration of plasticizer used (Guilbert and Gontard 2005). Polyols such sorbitol and glycerol have been reported as good plasticizers due to their ability to reduce hydrogen bonds and increase intermolecular space (Vanin and others 2005). Piermaria and others (2011), Farahnaky and others (2013), and Chiumarelli and Hubinger (2014) agree that D = +10.25 − 0.18 ET − 0.25 SS + 1.27 P R (S : G) higher glycerol content in EFs increases elongation percentage + 0.77 P R (S : G)2 + 0.40 ET ∗ SS (5) due to it improves the starch–plasticizer interactions, producing a molecular displacement. Figure 1–Effects of extrusion temperature and plasticizers ratio (sorbitol:glycerol) on: (A) breaking strength, (B) deformation, (C) water vapor permeability (WVP) and (D) water solubility of edible films of corn starch with a mixture of sorbitol–glycerol. Vol. 81, Nr. 9, 2016 r Journal of Food Science E2227 E: Food Engineering & Materials Science Characterization of corn starch EFs . . . Characterization of corn starch EFs . . . E: Food Engineering & Materials Science In this study, it was observed that when sorbitol portion was higher, the deformation increased. It is known that sorbitol has greater ability to interact with other molecules due to the number of hydroxyl groups present on its structure (Vanin and others 2005). For this reason, sorbitol may have contributed to the formation of a greater number of links with the different components (starch and glycerol) of the polymeric matrix, generating flexibility, or high deformation of the EFs. In the other side, when the glycerol portion was higher, deformation was reduced, generating gummy EFs. However, the glycerol plays an important role in the EFs formation, this because it may disrupts the strong interactions between the network formed by starch-sorbitol, allowing thus, greater mobility between molecules. Nevertheless, the amount of this plasticizer should not be exceeded as this may prevent the formation of a strong and deformed network. Water vapor permeability. The data analysis showed that linear (P < 0.0001) and quadratic term (P = 0.0003) of PR (S:G) and the quadratic term (P = 0.001) of ET were the factors that had significant effect on the experimental model at P of F < 0.0001, R2 = 0.80 and CV = 16.25 (Table 2). The Eq. 6 shows the coefficients obtained for the WVP experimental model: WV P = + 5.875 x 10−11 + 1.27 x 10−12 ET − 1.381 x 10−11 P R (S : G) − 8.161 x 10−12 ET 2 − 9.234 x 10−12 P R (S : G)2 (6) The behavior related to ET and PR (S:G) for WVP is shown in Figure 1(C). It can be observed that when the PR (S:G) increased from 50:50 to 100:0, the WVP decreased, while as when the ET increased there was an increase in permeability. The lowest value Figure 2–X-ray diffractograms of formulation without extrusion (FWE), optimized extruded formulation (Ex F) and optimized edible film (OEF ). Figure 3–Relative crystallinity of formulation without extrusion (FWE), optimized extruded formulation (Ex F) and optimized edible film (OEF ). Vertical bars indicate LSD = 1.17 (P ࣘ 0.05). E2228 Journal of Food Science r Vol. 81, Nr. 9, 2016 obtained for WVP on this work was 1.07×10−11 ± 1.58×10−12 g.m.Pa-1.s-1.m2, where the processing conditions were, PR (S:G) = 100:0, ET = 95 °C and SS = 79 rpm. Fakhouri and others (2015) obtained a value of 4.37 ± 0.16×10−7 g.m.Pa-1.s-1.m2 for EFs of corn starch, gelatin and glycerol, while Zhong and Li (2014) found 3.15 ± 0.45×10−11 g.m.Pa-1.s-1.m2 for kudzu starch EFs. The results found on this work were better than those reported by both references. WVP results can be useful to understand possible mass transfer mechanisms and solute and polymer interactions in EFs. According to the thermodynamic of irreversible process, water chemical potential difference is the driving force of the water transfer through a film. This property is usually affected for parameters such as temperature, film thickness and plasticizer content (Bertuzzi and others 2007). Generally, the plasticizers addition increases the WVP by reducing intermolecular bonds between the polymer chains (Maran and others 2013). However, on this work was observed that increasing the sorbitol ratio in the plasticizers mixture reduced the WVP, this could be due to the chemical structure of this plasticizer. Talja and others (2008) reported that some plasticizers generate low permeability because of hydrogen bonds arising between the hydroxyl groups of the polyols and starch, which decreases free water absorption sites. Garcı́a and others (1999) and Maran and others (2013) developed corn starch films with sorbitol or glycerol, resulting in lower permeability those which were formed with sorbitol. Moreover, Jiménez and others (2012) indicated that the thermal processing of starch involves a serie of chemical and physical changes such as decomposition, melting, and crystallization. This could be the reason why high extrusion temperatures increaments the WVP of the EFs, as they can be generate hydrolyzed starches that have not the ability to form a strong polymeric network that prevents the water diffusion. Therefore, it is possible to obtain EFs with low WVP using a high ratio of sorbitol in the plasticizers mixture and low extrusion temperatures. Water solubility. This response showed a significant model of regression (R2 = 0.80, CV = 4.05, and P of F < 0.0001) and did not show lack-of-fit (Table 2), where the linear term (P < 0.0001) of PR (S:G) was the factor that showed significant effect. The Eq. 7 shows the mathematical model for S: S = +70.54 − 6.88 P R (S : G) (7) Figure 1(D) shows that when the PR (S:G) varied from 0:100 to 100:0, the solubility decreased, which is considered favorable because of the resistant water films are sought. So, the combination of high sorbitol ratio in the plasticizers mixture and low extrusion temperatures could generate EFs with a low percentage of solubility. The water solubility ranged from 52.97 to 81.68%. Solubility in water is an important property of starch based films. Potential applications may need water insolubility to enhance product integrity and water resistance (Bertuzzi and others 2007). Chiumarelli and Hubinger (2014) reported that solubility of biodegradable films is influenced by the plasticizer type and concentration used in their preparation. According to Matta Jr and others (2011) the plasticizers addition, especially glycerol, has a great influence on the solubility of starch films due to its hydrophilic behavior; glycerol interacts with the polymeric matrix by increasing the space between the chains, which facilitates the water diffusion, and therefore increases the solubility of the film. Similar results were obtained in this work, since by increasing glycerol portion; an increase on solubility percentage was observed. Moreover, when the ratio of sorbitol increased, the solubility decreased, so it can be assume that sorbitol interacted strongly with the amylose and amylopectin chains during the extrusion process, which may have generated some protection in the starch granules to degradation and therefore could keep some insoluble starches. Numerical optimization. A numerical optimization was performed to determine the best extrusion process conditions and concentration of sorbitol:glycerol with the aim to obtain EFs with the highest BS and D values and lowest WVP and S values. The numerical method was used for this procedure and different criteria for each of the response variables were established. According to the optimization, the best process conditions were: ET = 89 °C, SS = 66 rpm and PR (S:G) = 79.7:20.3. With these optimum conditions were obtained the following predicted values for each of the corresponding mathematical models: BS = 9.1 N, D = 13 mm, WVP = 2.6×10−11 g.m.Pa-1.s-1.m2 and S = 63.4%. The physicochemical characterization of EFs elaborated under optimum conditions gave the following average values and standard deviations: BS = 10.39 ± 2.73 N, D = 12.41 ± 1.34 mm, WVP = 3.05×10−11 ± 3.5×10−12 g.m.Pa-1.s-1.m2 and S = 65.98 ± 4.15%. The experimental values did not showed a significant difference(P < 0.05) regarding to the predicted values with the mathematical models. Therefore, the model used experimentally showed a good fit to find the best conditions of extrusion process and plasticizers ratio in the manufacture of EFs with good mechanical and barrier properties. Microstructural analysis X-ray diffraction. Figure 2 shows the patterns of X-ray diffraction as effect of the extrusion process and casting technique. The formulation without extrusion (FWE), whose predominant component is corn starch, presented a diffraction pattern type A, which is characteristic of cereals, with 2 main peaks at values 2θ of ࣈ 18.5° and ࣈ 23.2°. These results are similar to those obtained by Guimarães and others (2010) who reported values 2θ of ࣈ 17.7° and ࣈ 23.3° for corn starch. Talking about the optimized extruded formulation (EX F), it showed a diffraction pattern of rays type A, having a decrease in the peaks intensity, with values of 2θ of ࣈ 18.7° and ࣈ 20.1°. Therefore, it can be inferred that extrusion process may have caused partial fragmentation and gelatinization of the starch granules due to the ET and SS are contributing to the formation of amorphous regions. Colonna and others (1989) reported that during severe processing conditions, the original structure of the starch is modified. On the other hand, comparing the diffraction patterns of the FWE and EX F (Figure 2), it was found that the position of the peaks was similar, however the intensity was lower, as it is shown in the relative cristallinity results (Figure 3). This result could mean that the starch gelatinization during extrusion process and the plasticizers addition could reduce the crystallinity level. The plasticizers addition can block the reordering of the starch molecules preventing crystal growth by forming strong hydrogen bonds with the hydroxyl groups of the starch chains (Farahnaky and others 2013). Meanwhile, the optimized EFs (OEF ) showed a V-type pattern with a main peak at 2θ of ࣈ 17°. The helical crystal structure of V-type pattern could indicate the formation of amylose–glycerol complexes during processing (Zhong and Li 2014). The low crystallinity in the OEF may be due to the gelatinization occurred during the extrusion process and casting technique, as well as by the presence of plasticizers. Farahnaky and others (2013) observed that increasing the content of glycerol in wheat starch EFs, decreased the percentage of crystallinity. Similarly, Talja and others (2008) prepared potato starch films with a mixture of xylitol and sorbitol, resulting Vol. 81, Nr. 9, 2016 r Journal of Food Science E2229 E: Food Engineering & Materials Science Characterization of corn starch EFs . . . Characterization of corn starch EFs . . . E: Food Engineering & Materials Science in films with a lower degree of crystallinity because of the addition of plasticizers. Extrusion processing destroys the crystal structure of starch, either partially or completely, depending on the amyloseamylopectin ratio and process conditions as moisture, shear strength, temperature, and so on (Singh and others 1998). Figure 3 shows the values of relative crystallinity of the materials studied. So, it can be observed that the crystallinity of FWE was significantly (P < 0.05) greater than that of EX F, showing that extrusion process and plasticizers contributed to partial fragmentation of the starch granules, diminishing some crystalline regions. Figure 3 also shows that the EFs registered the lowest value in crystallinity, which can result from casting technique where starches gelatinization finish, and thus considerably reduce the crystalline regions. The addition of plasticizers may also have contributed to the decrease. Scanning electron microscopy. Figure 4(A) shows the microstructure of the FWE. The corn starch granules had spherical and polygonal shapes and diameters ranging between 5 and 25 μm, which is agree with the results reported by Pérez and Bertoft (2010). The image shows that the main component of the film forming mixture, corn starch, had not change in its native composition when it was combined with a mixture of plasticizers; however it is observed that the starch granules are agglomerated, which could be attributed to the plasticizers presence. The SEM was used to observe the damage caused by the extrusion process on EX F components (Figure 4B). To this, it was noted that the starch granules presented an irregular and semiopen shape, which may be a consequence of the processing effect. Likewise, it was observed the starch complexes formation with diameters ranging from 35 to 50 μm, indicating that some starch granules were intact after processing. This result indicates that the conditions used (ET and SS) in the extrusion process, may have generated the partial breaking of the starch granules which allowed its fragmentation and pregelatinization, maintaining its thermoplastic ability for future application in film formation. These results are similar to those obtained by Aguilar-Palazuelos and others (2007) during the preparation of corn starch, fibre and glycerol pellets employing the extrusion process. They observed that fragmentation of the granular structure and partial plasticization of the material took place; however the pellets were suitable for its posterior processing by injection moulding. Therefore, it can be assumed that extrusion technology caused physical modification of corn starch, possibly favored interactions between starch and plasticizers, allowing to generate EFs with good mechanical and barrier properties. Figure 4–Scanning electron micrographs of: (A) formulation without extrusion (FWE) and (B) optimized extruded formulation (Ex F). E2230 Journal of Food Science r Vol. 81, Nr. 9, 2016 Characterization of corn starch EFs . . . E: Food Engineering & Materials Science Figure 5–(A) Topography of optimized edible film (OEF ) and (B) its 3-dimensional image. Atomic force microscopy. AFM technique is a powerful tool for the study of films surfaces and has been widely used to provide quantitative and qualitative information about the compounds that are part of a polymer matrix in a nanometric scale. In Figure 5(A), the OEF topography is observed, showing a heterogeneous and rough surface. This may be the result of an incomplete degradation of the starch granules during gelatinization in the casting technique, leaving residues of granules (amylopectin) which contributed to the formation of a rough surface. Similarly, the appearance of the starch films surface could be affected by the conditions used in the formation mechanism, drying time and thickness (Rindlav-Westling and Gatenholm 2003). Similar results were reported by Mathew and others (2006) who produced potato starch films, resulting in a film with rough regions due to the presence of starch granules. Figure 5(B) shows a map of the topography of the OEF in 3 dimensions, where can be seen some smooth regions and ripples with sizes ranging from 50 to 300 nm in height. The presence of smooth areas are related to the content of plasticizer and the presence of extra-granular amylose (Acosta and others 2006). While the ripples or rough regions depend on the quantity of extragranular amylopectin in the polymer matrix. The EFs roughness also depends on the changes given into the polymer matrix by recrystallization of amylose during storage (Mali and others 2002). Thiré and others (2003) obtained similar results to those found on this study, reporting rough and smooth surfaces on corn starch films with glycerol. adjusted R2 values ࣙ 0.7, CV < 16.17% and P of F (model) < 0.001. The PR (S:G) and ET had significant effect (P < 0.0001) on all the evaluated responses; meanwhile the SS did not present significant effect on any response variable. The extrusion process favoured physical modifications and interactions between the starch matrix and the plasticizers (corroborated by the microstructural analysis). Therefore, the combination of extrusion technology with the casting technique allowed to obtain EFs of corn starch with a mixture of plasticizers (sorbitol:glycerol) with greater BS and D and lower WVP than those reported in the literature. Corn starch EFs could be applied on food products to improve their preservation, distribution, and marketing. These materials are receiving much attention as an efficient way to protect fresh and/or minimally processed vegetables from degradation during storage, this because of they can be used to control the permeability to water, oxygen, and carbon dioxide, as well as lipid permeability in a food system. In addition, EFs could improve the mechanical properties of the food to facilitate handling and transport and, at the same time could be effective carriers of many functional ingredients, such as antimicrobial agents to improve safety and stability of foods, antioxidants to prevent lipid oxidation, and flavorings and pigments to improve quality of foods. Acknowledgments The authors thank to CONACYT for providing financial support for the development of this work and to CINVESTAV The mathematical models used to analyze the data from the Querétaro for the support in carrying out the necessary techextrusion study were satisfactory for the evaluated responses, with niques for microstructural analysis. Conclusion Vol. 81, Nr. 9, 2016 r Journal of Food Science E2231 Characterization of corn starch EFs . . . Author Contributions P.R. Fitch-Vargas designed the study and drafted the manuscript. J.E. Valdez-Morales and N. Jacobo-Valenzuela collected test data and interpreted the results. J.J. Zazueta-Morales, M. Vega-Garcı́a and F. Martı́nez-Bustos provided technical support and revised the manuscript. E. Aguilar-Palazuelos supervised the study and prepared the manuscript. References E: Food Engineering & Materials Science Acosta HA, Villada HS, Torres GA, Ramı́rez JG. 2006. Morfologı́a superficial de almidones termoplásticos agrı́o de yuca y nativo de papa por microscopı́a óptica y de fuerza atómica. Inf Tecnol 17(3):63–70. Aguilar-Palazuelos E, de J. Zazueta-Morales J, Martı́nez-Bustos F. 2006. Preparation of highquality protein-based extruded pellets expanded by microwave oven. Cereal Chem 83(4):363– 9. Aguilar-Palazuelos E, Martı́nez-Bustos F, Jiménez-Arévalo O, Galicia-Garcı́a T, DelgadoRangel J. 2007. Potentiality of some natural fibers and native starch for making biodegradable materials. In: Klening TP, editor. Food engineering research developments. New York, N.Y.: Nova Science Publishers Inc. p 279–94. Al-Hassan A, Norziah M. 2012. Starch–gelatin edible films: water vapor permeability and mechanical properties as affected by plasticizers. Food Hydrocolloid 26(1):108–17. Bertuzzi M, Armada M, Gottifredi J. 2007. Physicochemical characterization of starch based films. J Food Eng. 82(1):17–25. Chiumarelli M, Hubinger MD. 2014. Evaluation of edible films and coatings formulated with cassava starch, glycerol, carnauba wax and stearic acid. Food Hydrocolloid 38:20–7. Colonna P, Tayeb J, Della Valle G. 1989. Extrusion cooking of starch and starchy products. In: C. Mercier PL, and J.M Harper, editor. Extrusion cooking. St. Paul, Minn.: AACC p. 247–319. Cyras VP, Manfredi LB, Ton-That M-T, Vázquez A. 2008. Physical and mechanical properties of thermoplastic starch/montmorillonite nanocomposite films. Carbohyd Polym 73(1):55–63. Dai L, Qiu C, Xiong L, Sun Q. 2015. Characterization of corn starch-based films reinforced with taro starch nanoparticles. Food Chem 174:82–8. Fakhouri FM, Martelli SM, Caon T, Velasco JI, Mei LHI. 2015. Edible films and coatings based on starch/gelatin: film properties and effect of coatings on quality of refrigerated Red Crimson grapes. Postharvest Biol Technol 109:57–64. Farahnaky A, Saberi B, Majzoobi M. 2013. Effect of glycerol on physical and mechanical properties of wheat starch edible films. J Texture Stud 44(3):176–86. Flores SK, Costa D, Yamashita F, Gerschenson LN, Grossmann MV. 2010. Mixture design for evaluation of potassium sorbate and xanthan gum effect on properties of tapioca starch films obtained by extrusion. Mater Sci Eng 30(1):196–202. Garcı́a MA, Martino MN, Zaritzky NE. 1999. Edible starch films and coatings characterization: scanning electron microscopy, water vapor, and gas permeabilities. Scanning 21(5):348–53. Garcia MA, Martino MN, Zaritzky NE. 2000. Microstructural characterization of plasticized starch-based films. Starch-Stärke 52(4):118–24. Gomez M, McDonough C, Rooney L, Waniska R. 1989. Changes in corn and sorghum during nixtamalization and tortilla baking. J Food Sci 54(2):330–36. Gontard N, Guilbert S, Cuq J-L. 1992. Edible wheat gluten films: influence of the main process variables on film properties using response surface methodology. J Food Sci 57(1):190–95. Gontard N, Guilbert S, Cuq JL. 1993. Water and glycerol as plasticizers affect mechanical and water vapor barrier properties of an edible wheat gluten film. J Food Sci 58(1):206–11. Guilbert S, Gontard N. 2005. Agro-polymers for 16 edible and biodegradable films: review of agricultural polymeric materials. In: Han JH, editor. Innovations in food packaging. Winnipeg, Manitoba: Elsevier Academic Press. p 263. Guimarães J, Wypych F, Saul C, Ramos L, Satyanarayana K. 2010. Studies of the processing and characterization of corn starch and its composites with banana and sugarcane fibers from Brazil. Carbohyd Polym 80(1):130–8. E2232 Journal of Food Science r Vol. 81, Nr. 9, 2016 Jiménez A, Fabra MJ, Talens P, Chiralt A. 2012. Edible and biodegradable starch films: a review. Food Bioprocess Technol 5(6):2058–76. Krogars K, Heinämäki J, Karjalainen M, Niskanen A, Leskelä M, Yliruusi J. 2003. Enhanced stability of rubbery amylose-rich maize starch films plasticized with a combination of sorbitol and glycerol. I J Phar. 251(1):205–8. Li X, Qiu C, Ji N, Sun C, Xiong L, Sun Q. 2015. Mechanical, barrier and morphological properties of starch nanocrystals-reinforced pea starch films. Carbohyd Polym 121:155–62. Liu L, Kerry JF, Kerry JP. 2005. Selection of optimum extrusion technology parameters in the manufacture of edible/biodegradable packaging films derived from food-based polymers. J Food Agric Environ 3(3):51–8. Mali S, Grossmann MVE, Garcia MA, Martino MN, Zaritzky NE. 2002. Microstructural characterization of yam starch films. Carbohyd Polym 50(4):379–86. Maran JP, Sivakumar V, Thirugnanasambandham K, Sridhar R. 2013. Response surface modeling and analysis of barrier and optical properties of maize starch edible films. Intl J Biol Macromol 60:412–21. Mathew S, Brahmakumar M, Abraham TE. 2006. Microstructural imaging and characterization of the mechanical, chemical, thermal, and swelling properties of starch–chitosan blend films. Biopolymers 82(2):176–87. Matta MDd Jr, Sarmento S, Sarantópoulos CI, Zocchi SS. 2011. Barrier properties of films of pea starch associated with xanthan gum and glycerol. Polı́mer 21(1):67–72. McHugh TH, Avena-Bustillos R, Krochta J. 1993. Hydrophilic edible films: modified procedure for water vapor permeability and explanation of thickness effects. J Food Sci 58(4):899–903. Pérez S, Bertoft E. 2010. The molecular structures of starch components and their contribution to the architecture of starch granules: A comprehensive review. Starch-Stärke 62(8):389–420. Piermaria J, Bosch A, Pinotti A, Yantorno O, Garcia MA, Abraham AG. 2011. Kefiran films plasticized with sugars and polyols: water vapor barrier and mechanical properties in relation to their microstructure analyzed by ATR/FT-IR spectroscopy. Food Hydrocolloid 25(5):1261– 69. Rindlav-Westling Å, Gatenholm P. 2003. Surface composition and morphology of starch, amylose, and amylopectin films. Biomacromolecules 4(1):166–72. Rodrı́guez-Castellanos W, Rodrigue D, Martı́nez-Bustos F, Jiménez-Arévalo O, Stevanovic T. 2015. Production and characterization of gelatin-starch polymer matrix reinforced with cellulose fibers. Polym Renew Resour 6(3):105–18. Sagar AD, Merrill EW. 1995. Starch fragmentation during extrusion processing. Polymer 36(9):1883–6. Singh N, Cairns P, Morris V, Smith A. 1998. Physical properties of extruded wheat starchadditive mixtures. Cereal Chem 75(3):325–30. Talja RA, Peura M, Serimaa R, Jouppila K. 2008. Effect of amylose content on physical and mechanical properties of potato-starch-based edible films. Biomacromolecules 9(2):658–63. Thiré RM, Simão RA, Andrade CT. 2003. High resolution imaging of the microstructure of maize starch films. Carbohyd Polym 54(2):149–58. Treviño-Garza MZ, Garcı́a S, Flores-González MS, Arévalo-Niño K. 2015. Edible active coatings based on pectin, pullulan, and chitosan increase quality and shelf life of strawberries (Fragaria ananassa). J Food Sci 80(8):1823–30. Vanin F, Sobral P, Menegalli F, Carvalho R, Habitante A. 2005. Effects of plasticizers and their concentrations on thermal and functional properties of gelatin-based films. Food Hydrocolloid 19(5):899–907. Woggum T, Sirivongpaisal P, Wittaya T. 2014. Properties and characteristics of dual-modified rice starch based biodegradable films. Intl J Biol Macromol 67:490–502. Xie F, Halley PJ, Avérous L. 2012. Rheology to understand and optimize processibility, structures and properties of starch polymeric materials. Prog Polym Sci 37(4):595–623. Zamudio-Flores PB, Bello-Pérez LA, Vargas-Torres A, Hernández-Uribe JP, Romero-Bastida CA. 2007. Caracterización parcial de pelı́culas preparadas con almidón oxidado de plátano. Agroc 41(8):837–44. Zhong Y, Li Y. 2014. Effects of glycerol and storage relative humidity on the properties of kudzu starch-based edible films. Starch-Stärke 66(5):524–32.