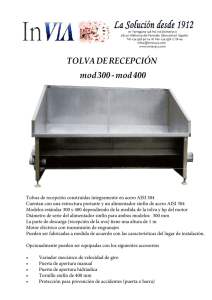
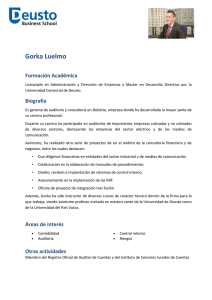
PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 1.- DESCRIPCIÓN DE LOS PROCESOS DE ELABORACIÓN Y MAQUINARIA. La actividad que se pretende iniciar es una planta industrial para el reciclado de PET (polietileno tereftalato). Mayoritariamente este PET provendrá de recipientes depositados por los consumidores en los contenedores amarillos para su recuperación, estos envases generalmente estarán contaminados por diversos tipos de líquidos, desde el agua hasta aceites, pasando por productos químicos. También se reciclarán los envases que se recuperen en las propias plantas de recogida de residuos sólidos urbanos. Para el aprovisionamiento de la materia prima se han considerado los siguientes proveedores potenciales: - Ecoembalajes España S.A., encargada de la gestión, entre otros residuos, de las botellas de PET usadas. - Contratos con las plantas de selección de R.S.U. - Recuperadores locales de fabricantes de envases. - Deshechos de fabricación de PET virgen A partir de esas fuentes, y tras una trituración, un primer lavado en frío y un segundo en caliente se obtendrá una escama que puede ser vendida a un gran número de empresas, en nuestro caso, principalmente para la fabricación de fibras textiles. En un futuro se puede analizar la posibilidad de obtención de granza para la fabricación de botellas, para ello sólo se necesitaría acoplar un sistema denominado de Policondensación. De momento esta inversión no es rentable porque como ya se ha mencionado anteriormente, la legislación española prohíbe el uso de materiales reciclados en envases alimentarios. El mercado de venta de los materiales que fabrique la planta será tanto el nacional como la exportación, aunque se prevé que el mercado nacional consuma más del 80 % de las materia prima obtenida. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 45 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. El flujo del proceso productivo queda resumido a continuación: PARQUE ALIMENTACIÓN Y DESEMBALADO PRIMERA TRITURACIÓN PRELAVADO EN SECO SEPARACIÓN DE BANALES SEGUNDA TRITURACIÓN SEPARACIÓN DE BANALES PRELAVADO LAVADO ACLARADO AFINADO SEPARACIÓN DE PVC Figura 7. Diagrama de flujo BIG - BAG Gorka Gómez Ciriza del proceso productivo. MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 46 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 1.1.- Módulo A.- Alimentación de materia prima. El proceso productivo se inicia con la alimentación de la materia prima, que se recibe en fardos o balas. Se corta el fleje metálico que las ata, y se depositan mediante una pala cargadora en una tolva de alimentación. Dicha tolva está equipada con una desfardadora, se trata de una máquina que deshace las balas de envases introducidos para facilitar su circulación por la cinta transportadora. La tolva deposita su contenido en una cinta transportadora que lleva los envases desde el exterior hasta el interior de la fábrica. Una vez dentro, la materia prima se transporta en una cinta en la que trabajan dos operarios encargados del triaje manual. Su trabajo consiste en separar de la corriente las botellas de PET de color (que no se reciclan), así como cualquier objeto extraño diferente del PET. Sobre la cinta transportadora va instalado un puente inductivo con el cual se separan los objetos metálicos que puedan existir. El puente inductivo debe ser limpiado tras cada jornada de trabajo o cuando se cargue con demasiados objetos metálicos, puesto que si se deja demasiado tiempo baja mucho el rendimiento de separación por saturación de la superficie magnetizada. Figura 8. Tolva de entrada de envases de PET. Figura 9. Puente magnético de eliminación de partículas metálicas. El módulo está formado por la siguiente maquinaria: • Tolva de recepción de PET • Desfardador de dos ejes contrarrotantes y capacidad para 2.000 kg/h • Cinta de entrada metálica de 10 m de longitud Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 47 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. • Cinta de recogida de producto • Puente magnético de separación de impropios metálicos • Aspirador de transporte • Separador neumático • Tolva intermedia • Ciclón • Aspirador de polvo • Cuadro de control 1.2.- Módulo B.- Primera Trituración El material debidamente separado de elementos extraños (puente inductivo + triaje manual) y mediante una cinta transportadora, se introduce en el molino mediante una cinta elevadora, donde se realiza la trituración mediante cuchillas, obteniéndose un tamaño de escama de 30 mm (aproximadamente). El tamaño viene determinado por el diámetro de la rejilla de salida del propio molino. Las cuchillas que se emplean en los molinos están realizadas en acero endurecido y deben ser afiladas cada 24 horas de funcionamiento. Su vida útil es de aproximadamente 5 meses (Al ritmo de fabricación de la planta). En la nave se ha instalado una máquina de mecanizado de cuchillas para afilar las que se van desgastando. Uno de los operarios de la fábrica se encarga de la sustitución y el mantenimiento de las cuchillas de los molinos. Después de la trituración, el producto obtenido se lleva mediante un tornillo sinfín hasta un equipo de separación por aspiración que retira las etiquetas de la corriente y arrastra el PET triturado hasta la tolva de entrada del siguiente proceso. Esta tolva es de gran tamaño, y para evitar problemas de obstrucciones está equipada con un dispositivo rompe bóvedas que gira en el interior rompiendo las acumulaciones de plástico que puedan formarse. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 48 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. Figura 10. Cuchillas desafiladas. Figura 11. Motor del molino desgarrador. Figura 12. Vista general del Molino. Figura 13. Orificios de salida del molino. Figura 14. Cinta de alimentación triturador. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 49 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. La maquinaria que compone éste módulo es la siguiente: • Sinfín de alimentación molino • Molino triturador de un eje, rotor de 900 mm y capacidad para 2.000 kg/h. • Tamiz intercambiable de primera operación • Sinfín extracción de material • Aspirador de transporte • Aspirador de separación de etiquetas • Tolva de entrada a molino de 2ª trituración. 1.3.- Módulo C.- Prelavado en Seco El material triturado es extraído del molino mediante un sinfín transportador que lo introduce en una centrífuga, donde se consigue la eliminación selectiva de los elementos abrasivos existentes en plásticos muy contaminados, que son separados y transportados a contenedor mediante un sinfín. Las impurezas sólidas extraídas permiten reducir el desgaste de las cuchillas y por tanto prolongar la vida de las mismas durante más horas. La maquinaria que forma este módulo es la siguiente: • Sinfín de alimentación a centrífuga • Separador centrífugo • Sinfín extracción residuos • Ciclón 1.4.- Módulo D.- Separación de Banales La tecnología que se va a utilizar permite la separación en seco de las etiquetas que acompañan a los envases. El equipo consiste en un tambor giratorio en cuyo interior hay montadas 9 cuchillas que desgarran y separan las etiquetas de los envases. Una vez que se han cortado, se separan mediante un aspirador. Una de las ventajas principales que presenta este sistema es la facilidad y la limpieza que tiene para poder eliminar las etiquetas. El hecho de que no estén húmedas permite que se puedan Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 50 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. compactar reduciendo su volumen sin producir agua contaminada. Otra ventaja adicional es la reducción del consumo de agua y por lo tanto la eliminación del coste que tendría el tratamiento de la misma. La maquinaria que forma éste módulo es la siguiente: • Separador de etiquetas por fricción con capacidad para 1.000 kg/h. • Tolva pulmón • Sinfín de descarga • Ciclón • Aspirador y manga filtrante Cuadro 1 Módulos A, B, C y D Nº Descripción kW I nominal 1 Desfardadora 22 40,85 2 Desgarrador 30 55,7 3 Cinta triaje manual 0,75 1,8 4 Cinta alimentación 1,1 2,8 5 Sinfín extracción desgarrador 3 6,2 6 Sinfín carga prewasher 3 6,2 7 Aspirador etiquetas 1,5 3,6 8 Aspirador prewasher 1,5 3,6 9 Sinfín inferior prewasher 0,5 1,8 10 Prewasher 15 28 11 Sinfín carga tolvas 3 6,8 12 Sinfín repartidor tolvas 4 8,2 Total 85,35 165,55 Revoluciones Reducción 4p 1/20 4p 1/35 4p 1/20 4p 1/118:21 4p 1/10 4p 1/10 4p 1/1 2p 1/1 4p 1/40 4p 1/1 4p 1/7 2p 1/10 Información φ 150 φ 200 φ 200 φ 150 φ 200 φ 200 Tabla 10. Cuadro de características de la maquinaria de los módulos A, B, C y D. 1.5.- Módulo E.- Segunda Trituración En éste módulo se tritura el material hasta su tamaño final 8-10 mm aproximadamente. El tipo de molino utilizado es de similares características al de primera trituración, salvo que la rejilla de salida tiene un tamaño de orificio menor, utilizándose dos unidades con una capacidad de 900 kg/h cada uno. La regulación del sinfín de alimentación se realiza en función de la carga del molino. Estos equipos de molienda están instalados en el interior de un habitáculo cerrado realizado con panel acústico para reducir el ruido en el interior de la nave. La reducción acústica de este cerramiento es de 25 dB aproximadamente. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 51 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. La maquinaria que forma éste módulo es la siguiente: • Dos molinos trituradores con rotor de 900 mm de longitud • Tamiz intercambiable de segunda operación • Sinfín de extracción • Cuadro de control • Maquinaria de afilado de cuchillas (aparte de la línea de fabricación) Cuadro 2 Nº 0 1 2 3 4 5 6 7 Módulo E. Segunda trituración. Descripción kW I nominal Molinos 37 69,9 Sinfín alimentación 3 6,8 Sinfín extractor 0,75 1,8 Aspirador transporte 4 7,6 Aspirador etiquetas 1,5 3,2 Tolva entrada 3 6,2 Rompe-bóvedas 1,1 2,8 Válvula alveolar 0,75 2,1 Total 51,1 100,4 Revoluciones 6p 4p 4p 2p 2p 4p 4p 4p Reducción Información 1/1 1/10 φ 200 1/20 φ 150 1/1 1/1 1/15 φ 200 1/100 φ 200 1/20 Tabla 11. Módulo E. Figura 16. Molinos de 2ª trituración Figura 15. Tolvas de alimentación a molinos. dentro de casette acústico. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 52 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 1.6.- Módulo F.- Separación Fina de Banales Este módulo se instala para tener una mayor seguridad en la separación de los restos de etiquetas y partículas de polvo generadas en la molienda. El funcionamiento es similar al del equipo separador instalado antes de la 2ª trituración. La maquinaria que forma éste módulo es la siguiente • Separador de etiquetas • Tolva pulmón • Sinfín de descarga • Ciclón • Aspirador • Cuadro de control Figura 17. Tolvas pulmón y separadores de etiquetas. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 53 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 1.7.- Módulo G.- Prelavado En éste módulo lo que se persigue es la separación, mediante lavado centrífugo con agua fría, de los sólidos solubles que acompañan al material triturado. El material triturado es introducido en un depósito cilíndrico de 3.500 litros lleno con agua fría, provisto de un agitador que provoca un efecto centrífugo que consigue un buen lavado de las escamas. El depósito tiene una purga a media altura por donde se extrae el agua sucia, por arriba se introduce agua limpia para compensar la que se extrae continuamente. Toda el agua sucia se bombea a un depósito para su tratamiento como se verá más adelante. De la eficacia de esta fase de lavado dependerá en buena parte el consumo de productos químicos (sosa) en el posterior lavado en caliente. Otro de los procesos que se llevan a cabo en este módulo es la separación de los tapones, ya triturados. Para ello se emplea un hidrociclón en el que se separan por diferencia de densidad los tapones que se envían a una secadora para su posterior envasado y venta. Este producto es normalmente polietileno de alta densidad, muy demandado para su utilización en la fabricación de cajas de material plástico como las de fruta. Las escamas son introducidas en una centrífuga para su secado y posterior envío al módulo siguiente. El agua se envía a un filtro prensa en el que se consiguen separar los sólidos existentes y permite reutilizar de nuevo el agua en el lavado en frío. Los sólidos son almacenados en un contenedor de inertes y se envían posteriormente a vertedero controlado de inertes. Este módulo está formado por la siguiente maquinaria: • Sinfín de alimentación • Deposito de agitación de 3.500 litros • Bomba de extracción • Separador por densidad • Secadora de material • Tamizadora vibrante • Filtro prensa • Secadora de poliolefinas Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 54 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. Figura 18. Depósito de agitación, bomba de extracción y separadores. Cuadro 3 Nº 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 Módulos F y G Descripción Tolva alimentación A Sinfín alimentación Agitador prelavado Rompe-espuma Bomba extracción Tamiz metales Sinfín horizontal PET Sinfín vertical PET Secadora PET Sinfín superior secado PET Sinfín inferior secado PET Tamiz secado PET Sinfín salida PET Bomba auxiliar Rompe-espuma auxiliar Sinfín horizontal Pe Sinfín vertical salida Pe Tolva alimentación B Total kW I nominal 1,1 2,6 0,75 1,8 3 6,2 4 7,8 4 8,4 0,12 0,44 0,75 2,19 2,2 5,23 15 26,6 0,75 1,8 0,75 1,8 0,25 0,8 1,1 2,6 1,5 3,6 4 7,8 0,75 2,19 2,2 5,23 1,1 2,6 43,32 89,68 Revoluciones Reducción Información 4p 1/100 φ 200 4p 1/20 φ 150 4p 1/1 2p 1/1 4p 1/1 4p 1/1 φ 400 4p 1/20 φ 200 4p 1/40 φ 200 2p 140/125 2600 rpm 4p 1/10 φ 150 4p 1/40 φ 150 4p 1/1 φ 600 4p 1/10 2p 1/1 2p 1/1 4p 1/20 φ 200 4p 1/40 φ 200 4p 1/100 φ 200 Tabla 12. Módulos F y G. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 55 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 1.8.- Módulo H.- Lavado químico en caliente. Hasta éste momento lo que se tiene es una escama de PET, bastante limpia y sin elementos extraños que la acompañen, salvo el pegamento de la propia etiqueta y algún impropio que haya podido seguir en la línea de proceso. Para poder eliminar el pegamento se emplea un reactor de 4.500 litros en el que hay agua caliente y sosa disuelta Tiene montado un agitador radial de 3 palas y está equipado con placas deflectoras para favorecer el contacto del material con la sosa y conseguir un mejor efecto de lavado eliminándose el pegamento y los posibles restos de aceites. El agua del reactor se calienta mediante unas resistencias eléctricas protegidas contra el ataque de la sosa. La temperatura del reactor se mantiene controlada en todo momento, pudiendo subirla o bajarla regulando la potencia de las resistencias eléctricas. La capacidad aproximada del equipo de lavado es de 1.000 kg/h, siendo su funcionamiento tipo “Batch”, es decir, hasta que no se ha acabado el lavado y se ha extraído el producto no se vuelve a llenar el reactor. El “timing” del proceso de lavado es el siguiente: - Tiempo de carga 290 segundos (4,83 minutos) - Tiempo de lavado 1.600 segundos (26,67 minutos) - Tiempo de descarga 850 segundos (14,17 minutos) Obtenemos un tiempo total de limpieza de 2.740 segundos (45,7 minutos). La cantidad de sosa necesaria para el lavado en caliente es de 200 kg en cada 35 lavados. En cada lavado se introducen 780 kg de material, lo que da un consumo de 7,33 kg de sosa por cada tonelada de PET. La sosa se compra en escamas en sacos de 25 kg. La calidad de la escama de PET se mide por su índice de viscosidad (IV), a mayor índice de viscosidad mayor calidad. Con el sistema que se utiliza el material sufre una mínima degradación. Esto se demuestra con la alta viscosidad intrínseca del material reciclado, superior al 0,7 de IV. El calentamiento del líquido del interior del reactor se realiza mediante resistencias eléctricas protegidas para soportar los ataques químicos. Al no existir caldera de vapor para el calentamiento del agua no se produce emisión de humos a la atmósfera. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 56 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. Figura 19. Saco de sosa cáustica en perlas. Para saber cuándo está agotada la sosa y por consiguiente se necesita un cambio de agua en el reactor, se instala un medidor de conductividad que nos indica el grado de sosa residual en cada momento. La escama de PET una vez lavada es extraída y enviada a una centrífuga para su secado. A la salida de la secadora existe un tamiz vibrante de separación. El flujo del material mojado con el producto de limpieza se realiza mediante tornillos sinfín con doble carcasa. La interior está perforada con multitud de orificios a través de los cuales pasa parte del fluido que arrastra el material y que es bombeado al interior del tanque de lavado en caliente. Figura 20. Reactor de lavado en caliente con sosa Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 57 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. La maquinaria que compone este módulo es la siguiente: • Sinfín de alimentación • Reactor de lavado en caliente • Sinfín de trasiego perforado • Bomba de extracción • Secadora de material • Tamizadora vibrante • Filtro prensa • Dosificador de detergente y antiespumante • Control de conductividad • Resistencias de calefacción • Cuadro de control 1.9.- Módulo I.- Aclarado En este punto se introduce el material en una cuba de agua fría para su aclarado y eliminación total de restos de detergente. Además del aclarado, se realiza una separación por densidad de poliolefinas y otros plásticos livianos que todavía puedan estar presentes en la corriente. Para ello se introduce el material en una cuba con agua en la que hay montadas dos palas giratorias en superficie. El PET tiene mayor densidad que el resto de plásticos que puedan existir en la corriente, por lo que precipita en el fondo, mientras que los impropios flotan y son separados. Figura 21. Tamizadora. Figura 22. Cuba de flotación. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 58 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. Figura 23. Palas giratorias de la cuba de flotación. La maquinaria que compone este módulo es la siguiente: • Cuba de enjuague • Sinfines de transporte perforados • Secadora de material • Filtro prensa • Cuadro de control Cuadro 4 Nº 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 Módulos H e I Descripción Tolva de alimentación Sinfín alimentación lavado Agitador lavado Sinfín horizontal lavado Sinfín vertical lavado Bomba de lavado Sinfín superior secado lavado Sinfín inferior secado lavado Tamiz lavado Sinfín compactador Sinfín polietileno Paleadores Sinfín horizontal aclarado Sinfín vertical aclarado Sinfín extracción flotantes Sinfín superior secado aclarado Sinfín inferior secado aclarado Tamiz aclarado Aspirador transporte Válvula alveolar Aspirador de polvo kW I nominal 3 6,8 4 8,18 7,5 15,1 0,75 2,14 4 8,18 0,75 2 1,1 2,51 0,75 2,14 0,25 0,8 1,1 3,24 0,5 1,6 0,37 1,47 0,75 2,14 2,2 5,23 1,1 2,51 0,75 2,14 0,75 2,14 0,25 0,8 4 8,6 0,75 2,14 0,75 1,83 Gorka Gómez Ciriza Revoluciones Reducción Información 4p 1/15 φ 200 4p 1/10 φ 200 4p 1/22,6 4p 1/20 φ 200 4p 1/20 φ 200 2p 1/1 2p 1/15 φ 150 4p 1/40 φ 150 4p 1/1 φ 600 6p 1/70 φ 150 2p 1/1 6p 1/100 4p 1/40 φ 200 4p 1/40 φ 200 4p 1/100 φ 200 4p 1/10 φ 150 4p 1/40 φ 150 4p 1/1 φ 600 2p 1/1 4p 1/20 2p 1/1 MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 59 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 21 22 23 24 25 Sinfín horizontal tolva intermedia Sinfín vertical tolva intermedia Bomba precalentador Secadora aclarado Secadora lavado Total 0,75 2,2 0,75 14,5 14,5 68,1 2,14 5,23 2,14 33,2 33,2 157,6 4p 4p 2p 2p 2p 1/40 1/40 1/1 1/1 1/1 φ 200 φ 200 Tabla 13. Módulos H e I. Figura 24. Secado centrífugo 1.10.- Módulo J.- Afinado Una vez extraído el material de la secadora se introduce en un separador de polvo en el que se termina de secar y donde se pueden separar las partículas de polvo que todavía puedan estar presentes. También se instala un detector-separador de metales para conseguir la eliminación total de las pequeñas partículas metálicas que pudiesen existir. La maquinaria que forma éste módulo es la siguiente: • Separador de polvo • Sinfines de transporte • Detector de metales • Tolva pulmón • Cuadro de control Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 60 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 1.11.- Módulo K.- Separación de PVC Hasta ahora, la separación que se ha efectuado en la materia prima tratada, ha sido de etiquetas, suciedad y tapones (poliolefinas), sin embargo, puede existir una cierta cantidad de PVC que haya pasado los diferentes procesos de separación. El PVC es con diferencia el contaminante que más afecta a la calidad del PET, ya que unas pocas ppm (partes por millón) de PVC son suficientes para convertir el PET reciclado en un material amarillento y quebradizo, muy rechazado por el mercado. Mediante un sistema de separación electrostática, se mejoran los ratios de separación tradicionales, con un consumo energético mínimo y un mantenimiento muy reducido. El proceso consiste en someter a la corriente de material a un elevado voltaje (30.000 V) y hacerlo pasar cerca de dos bandas de diferente material. Estas bandas atraen cada una a un plástico, una al PET y la otra al PVC, con lo que logramos separar la mayor parte del PVC que arrastra la corriente. Además se instala un deshumidificador con el que se consigue un material muy seco, que por medio de sinfín es enviado para el llenado de big-bags. El sistema de llenado consiste en un soporte capaz para dos big-bags, con válvula direccional para el llenado alternativo. Para el control de calidad se realiza una toma de muestras en continuo, que permite tener una representación de todo el material fabricado y que posteriormente será analizada en laboratorio, antes de su venta. La maquinaria que forma éste módulo es la siguiente: • Acondicionador del material • Cargador electrostático • Separador electrostático • Deshumidificador • Sinfines de transporte • Soporte llenado big-bag • Compactador de big-bag • Toma de muestras automática • Cuadro de control Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 61 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. Cuadro 5 Nº 0 1 2 3 4 5 6 7 8 9 10 11 12A 12B 13 14 15 16 17 18 19 20 21 22 23 Módulos J y K. Descripción Tolva alimentación Aspirador carga separador Válvula alveolar Tambor 38-39 rpm Vibrador Cinta 1 (exterior) Cinta 2 (interior) Sinfín rechazo Sinfín recirculación Sinfín recirculación 2 Sinfín salida Sinfín salida 2 Sinfín rechazo 2 Sinfín rechazo clasificador Sinfín salida 3 Rotor Ventilador regeneración Ventilador zig-zag Sinfín salida clasificador Válvula Alveolar clasificación Válvula Alveolar reclasificación Ventilador proceso Ventilador polvo clasificador Aspirador carga clasificador Aspirador carga reclasificador Total kW I nominal 1,1 2,89 4 8,6 0,75 1,9 1,5 3,35 0,25 0,7 0,18 0,62 0,18 0,62 0,75 1,93 0,75 1,93 0,75 1,93 0,75 1,93 0,75 1,93 0,75 1,93 0,75 1,93 0,75 1,93 0,02 0,13 0,55 1,4 1,5 3,32 0,75 1,93 0,75 1,93 0,75 1,93 1,5 3,6 0,55 1,4 4 8,9 4 8,9 28,3 67,56 Revoluciones Reducción Información 2p 1/100 φ 200 2p 1/1 4p 1/20 4p 1/10 2p 1/1 4p 1/100 4p 1/100 4p 1/40 φ 150 4p 1/20 φ 150 4p 1/20 φ 150 4p 1/10 φ 150 4p 1/20 φ 150 4p 1/40 φ 150 4p 1/20 φ 150 4p 1/20 φ 150 360/34 10,58 rph 2p 1/1 2p 1/1 4p 1/10 φ 150 4p 1/20 4p 1/40 2p 1/1 2p 1/1 2p 1/1 2p 1/1 Tabla 14. Módulos J y K. 1.12.- Módulo L.- Tratamiento de agua y residuos Un factor muy importante en todo proceso de reciclaje es el consumo de agua y la gestión de los residuos generados. En este proyecto, se ha tratado de que el proceso afecte mínimamente al medio ambiente poniendo medios para minimizar los problemas medioambientales que se pudieran ocasionar. Como resumen de lo expuesto, vamos a indicar a continuación las grandes líneas adoptadas para conseguirlo. • Captación y retención de polvo. En todas las etapas del proceso susceptibles de generar polvo, básicamente en las trituraciones y las manipulaciones en seco, se dispone de un sistema de recuperación compuesto de aspiración, ciclón y manga filtrante. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 62 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. • Agua de prelavado y aclarado. Se dispone un sistema de retención de partículas compuesto de tamices vibrantes, hidrociclones, depósitos de solaje y filtros prensa. • Agua de lavado con sosa y sales metálicas. Reducción mediante evaporación al vacío de 15 a 20 veces en volumen. • Sistema de tratamiento anaerobio • Sistema depurador Físico-químico consistente en coagulación, floculación y separador de grasas. Figura 25. Filtrado hidrociclónico. 1.13.- Regulación y Control Existirá una sala de control desde donde se pueden controlar y modificar los parámetros de funcionamiento de la planta. Cada módulo tiene su cuadro de control conectado con la sala, existiendo un sistema computerizado conexionado con el PLC del armario de potencia, para arranque y paro de motores, apertura y cierre de válvulas, aviso de alarmas, etc. Todo ello permitirá implantar un programa de mantenimiento y engrase de maquinaria, así como obtener los informes y datos históricos de funcionamiento, producción, etc. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 63 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 2.- INSTALACIÓN ELÉCTRICA EN BAJA TENSIÓN. 2.1.- Características generales de la instalación. La acometida al Cuadro General de Baja tensión se realizará en canalización enterrada desde el Centro de Transformación, bajo tubo de PE doble pared (un tubo por circuito), con cable de cobre de sección 3 x (3 x 150) + 2 x 150 mm2 RZ1-K, libre de halógenos y de baja emisión de humo. Se colocará una Caja General de Protección para proteger este tramo de cable enterrado, colocando en el Centro de Transformación y en un habitáculo específico para protección en baja, un interruptor automático de corte en carga de calibre 1.000 A, de cuatro polos y 100 kA de poder de corte. Desde el Cuadro General de Baja se repartirá a los diferentes cuadros de la línea de producción, además de otros como el Local Técnico y el Cuadro de Alumbrado. La distribución de cuadros así como las secciones de los diferentes circuitos se pueden consultar en los planos correspondientes de baja tensión. 2.1.1.- Clasificación del local según el Reglamento de Baja Tensión. De la lectura detallada de las Instrucciones Complementarias al Reglamento Electrotécnico de Baja Tensión (RD 842/2.002), hemos llegado a la conclusión de que los locales que se proyectan reúnen las condiciones para ser considerados “Locales de Características Especiales” (ITC-BT-30), como en estos locales puede que se utilice agua, podrán existir condensaciones y por ello los clasificamos como “Locales Húmedos”. En concreto, los locales afectados y su clasificación son: - Nave de producción y local técnico: En estas salas procesa el PET, realizando un prelavado y un lavado, con el consiguiente uso de agua, además., se efectúan limpiezas con agua y baldeos. Es posible que se produzcan momentáneamente condensaciones y por lo que estos locales debe ser considerados como “locales húmedos” y por tanto en su instalación eléctrica se debe cumplir con lo establecido en los apartados 1 y 2. Cabe mencionar que ocurre lo mismo con los aseos y duchas del personal. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 64 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 2.2.- Potencia instalada y potencia simultánea Nº Descripción Desfardadora Desgarrador Cinta triaje manual Cinta alimentación Sinfín extracción desgarrador Cuadro 1 Sinfín carga prewasher Módulos Aspirador etiquetas A, B, C y D Aspirador prewasher Sinfín inferior prewasher Prewasher Sinfín carga tolvas Sinfín repartidor tolvas Molino Sinfín alimentación Sinfín extractor Cuadro 2 Aspirador transporte Segunda Aspirador etiquetas Trituración Tolva entrada Rompe-bóvedas Válvula alveolar Tolva alimentación A Sinfín alimentación Agitador prelavado Rompe-espuma Bomba extracción Tamiz metales Sinfín horizontal PET Sinfín vertical PET Secadora PET Cuadro 3 Sinfín superior secado Módulos PET FyG Sinfín inferior secado PET Tamiz secado PET Sinfín salida PET Bomba auxiliar Rompe-espuma auxiliar Sinfín horizontal Pe Sinfín vertical salida Pe Tolva alimentación B Cuadro 4 Tolva de alimentación Módulos Sinfín alimentación HeI lavado Potencia Potencia Unitaria Unidades (kW) (kW) 22 30 0,75 1,1 1 1 1 1 22 30 0,75 1,1 3 3 1,5 1,5 1 1 1 1 3 3 1,5 1,5 0,5 15 3 4 37 3 0,75 4 1,5 3 1,1 0,75 1,1 0,75 3 4 4 0,12 0,75 2,2 15 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0,5 15 3 4 37 3 0,75 4 1,5 3 1,1 0,75 1,1 0,75 3 4 4 0,12 0,75 2,2 15 0,75 1 0,75 0,75 0,25 1,1 1,5 1 1 1 1 0,75 0,25 1,1 1,5 4 0,75 2,2 1,1 3 1 1 1 1 1 4 0,75 2,2 1,1 3 4 1 Gorka Gómez Ciriza Potencia Instalada Simult. Potencia Simultánea 85,35 0,65 55,48 51,1 0,65 33,22 43,32 0,65 28,16 68,07 0,65 44,25 4 MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 65 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. Cuadro 4 Módulos HeI Cuadro 5 Módulos JyK Agitador lavado Sinfín horizontal lavado Sinfín vertical lavado Bomba de lavado Sinfín superior secado lavado Sinfín inferior secado lavado Tamiz lavado Sinfín compactador Sinfín polietileno Paleadores Sinfín horizontal aclarado Sinfín vertical aclarado Sinfín extracción flotantes Sinfín superior secado aclarado Sinfín inferior secado aclarado Tamiz aclarado Aspirador transporte Válvula alveolar Aspirador de polvo Sinfín horizontal tolva intermedia Sinfín vertical tolva intermedia Bomba precalentador Secadora aclarado Secadora lavado Tolva alimentación Aspirador carga separador Válvula alveolar Tambor 38-39 rpm Vibrador Cinta 1 (exterior) Cinta 2 (interior) Sinfín rechazo Sinfín recirculación Sinfín recirculación 2 Sinfín salida Sinfín salida 2 Sinfín rechazo 2 Sinfín rechazo clasificador Sinfín salida 3 Rotor Ventilador regeneración Ventilador zig-zag Sinfín salida clasificador 7,5 1 7,5 0,75 4 0,75 1 1 1 0,75 4 0,75 1,1 1 1,1 0,75 0,25 1,1 0,5 0,37 1 1 1 1 1 0,75 0,25 1,1 0,5 0,37 0,75 2,2 1 1 0,75 2,2 1,1 1 1,1 0,75 1 0,75 0,75 0,25 4 0,75 0,75 1 1 1 1 1 0,75 0,25 4 0,75 0,75 0,75 1 0,75 2,2 0,75 14,5 14,5 1,1 1 1 1 1 1 2,2 0,75 14,5 14,5 1,1 4 0,75 1,5 0,25 0,18 0,18 0,75 0,75 0,75 0,75 0,75 0,75 1 1 1 1 1 1 1 1 1 1 1 1 4 0,75 1,5 0,25 0,18 0,18 0,75 0,75 0,75 0,75 0,75 0,75 0,75 0,75 0,02 1 1 1 0,75 0,75 0,02 0,55 1,5 1 1 0,55 1,5 0,75 1 0,75 Gorka Gómez Ciriza 68,07 0,65 44,25 28,33 0,65 18,41 MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 66 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. Cuadro 6 Alumbrado Cuadro 7 Local Técnico Cuadro 8 Oficinas Válvula Alveolar clasificación Válvula Alveolar reclasificación Ventilador proceso Ventilador polvo clasificador Aspirador carga clasificador Aspirador carga reclasificador Nave de Producción Local técnico Almacén taller Taller Local de baja Aseos Comedor Pasillos Alumbrado exterior Oficinas Aire Comprimido Grupo presión Agua potable Grupo Contraincendios Agua de proceso Bomba agua residual aseos Bomba decantador Tto. Físico Químico Filtro prensa Bomba a Físico Químico Extractor gases Caja tomas de corriente Alumbrado Aire Acondicionado Tomas de corriente 0,75 1 0,75 0,75 1,5 1 1 0,75 1,5 0,55 1 0,55 4 1 4 4 0,72 0,21 0,21 0,21 0,21 0,065 0,065 0,126 0,45 0,097 7,5 1 39 12 3 6 3 4 4 6 6 16 1 4 28,08 2,52 0,63 1,26 0,63 0,26 0,26 0,756 2,7 1,552 7,5 4 1 4 12 5 1 1 12 5 1 2 5 1,3 1 1 1 1 1 2 5 1,3 2 1,6 1 2 2 3,2 2 5,5 5 12 5 1 1 1 10 5,5 5 12 38,648 0,7 27,05 53 0,7 37,10 22,5 0,4 9 Tabla 15. Potencia instalada y potencia simultánea. TOTAL POTENCIA INSTALADA..........................................................390,32 KW Coeficientes simultaneidad ...............................................................(0,70/0,65/0,40) TOTAL POTENCIA SIMULTÁNEA FUERZA..................................252,66 KW Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 67 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. Alumbrado: Sala Luminarias Potencia (KW) Unidades Total Nave de Producción Local Técnico Almacén Taller Taller Local de Baja Aseos Comedor Pasillos Alumbrado exterior Oficinas Reflector Cónico 400 W Fluorescente 2 x 58 W estanco Fluorescente 2 x 58 W estanco Fluorescente 2 x 58 W estanco Fluorescente 2 x 58 W estanco Fluorescente 1 x 36 W estanco Fluorescente 1 x 36 W estanco Downligths Proyector de 250 W 3 x 18 W Empotrado 0,72 0,21 0,21 0,21 0,21 0,06 0,06 0,13 0,45 0,1 39 12 3 6 3 4 4 6 6 16 28,08 2,52 0,63 1,26 0,63 0,24 0,24 0,78 2,7 1,6 Tabla 16. Resumen de luminarias. 2.3.- Descripción general y materiales utilizados en la instalación. El Cuadro General de Baja Tensión estará montado en un armario metálico con un grado de protección IP54. Desde él se distribuirá la alimentación eléctrica a cada uno de los cuadros secundarios ubicados en los diferentes locales según los esquemas unifilares (ver en planos adjuntos al proyecto). De estos cuadros secundarios parten los diferentes circuitos en que se dividen las instalaciones para acometer los receptores. La distribución se realizará con bandeja de alambre de acero galvanizado tipo “rejiband” soportada mediante estructuras metálicas auxiliares atornilladas a las placas de hormigón. En el interior de los locales húmedos, las bajadas serán de tubo PVC rígido y bandeja de PVC, grapado a la pared o estructura, con grado de protección según RGBT ITC-21 e ITC-30. La sección interior de las canalizaciones, será como mínimo, igual a tres veces la sección total ocupada por los conductores (incluyendo su aislamiento), según MI-BT21. La canalización de los conductores en oficinas y aseos se ejecutará empotrado con tubo corrugado de PVC, con cajas de derivación empotrada (estanca en aseos) y regletas tipo UNEX para tomas de corriente en oficinas. Se instalarán cuadros para tomas de corriente de 220 V y 380 V de poliéster prensado de cierre estanco con juntas de goma, tipo “Gewiss”, que se dispondrán adosados Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 68 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. a la pared con protección contra sobreintensidad y diferencial de 30 mA en la propia caja. Todas las tomas de corriente de fuerza llevarán tomas de tierra incorporadas. Las acometidas a cada equipo se han calculado en función de la potencia que demandan, pero siempre con secciones por encima de 2,5 mm2 en conductor de cobre. Las acometidas a receptores exteriores que requieran una acometida enterrada tendrán como mínimo una sección de 6 mm2. En la instalación interior, todos los conductores empleados, tanto en fuerza como en alumbrado serán conductores unipolares de Cu, con aislamiento de XLPE, tipo RZ1-K, 0,6/1 kV. Se utilizarán cajas de empalme en todos los puntos de la canalización donde existan cambios de dirección o derivaciones, las cajas serán de aluminio con cierre estanco. 2.4.- Protección de los circuitos La protección de los circuitos contra sobreintensidades se realizará de acuerdo a la Instrucción MI-BT-22, con un criterio de selectividad, diseñando las protecciones de forma escalonada. Los circuitos con intensidad elevada se protegerán con fusibles y el resto con interruptores automáticos magnetotérmicos. Para que la protección sea eficaz se ha tenido en cuenta que la capacidad de corte de dichos elementos esté de acuerdo con la intensidad de cortocircuito que pueda presentarse en el punto de su instalación. Para protección de sobrecargas debidas a aparatos de utilización se han elegido las intensidades nominales de los elementos de protección (fusibles y magnetotérmicos) de acuerdo con las intensidades nominales de los conductores a los que protege. La protección de los circuitos contra contactos directos se realizará de acuerdo con la instrucción MI-BT-24, por “aislamiento de las partes activas”. La protección de la instalación contra contactos indirectos, según MI-BT-24, apartado 4, punto 4.1, se ha resuelto mediante "protección por corte automático de la alimentación". La instalación se proyecta con interruptores diferenciales generales con unas sensibilidades de 30 mA, en alumbrado y 300 mA en fuerza. En los locales con características especiales, las luminarias cumplirán lo establecido en la MI-BT-030 y la normativa sectorial correspondiente. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 69 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 2.5.- Alumbrado. La instalación de alumbrado se ha resuelto con las siguientes tipologías según zonas: - Oficinas, recepción, comedor y archivo - - Aseos y vestuarios - - Alumbrado fluorescente de 3 x 18 W. Alumbrado incandescente de 60 W estanco y luminarias estancas 1x36 W Nave de proceso de PET - Lámpara de descarga de halogenuro metálico de 400 W alojada en reflector cónico industrial estanco. - Local Técnico, Taller, Almacén y Local de Baja Tensión - - Luminarias fluorescentes estancas de 2 x 58W. Alumbrado exterior - Proyectores H.M de 250W. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 70 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 2.6.- Cálculo de los circuitos. Para el cálculo de los circuitos se han utilizado las siguientes fórmulas que describimos a continuación: - Fórmulas para calcular la Intensidad: Conductores de la Canalización Intensidad por Fase (A) a) Fase + Neutro I= b) 2 Fases I= c) 2 Fases + Neutro d) 3 Fases I= e) 3 Fases + Neutro P E ⋅ cosϕ P 2 ⋅ E ⋅ cosϕ P 3 ⋅ E ⋅ cosϕ (*) (**) Tabla 17. Fórmulas para el cálculo de la Intensidad. - Fórmulas para calcular la Caída de Tensión: Conductores de la Canalización Caída de tensión (V) 2⋅ ρ (L ⋅ P ) S⋅E a) Fase + Neutro b) 2 Fases 3⋅ρ (L ⋅ P ) cos (30 − ϕ ) 2⋅ S ⋅ E cosϕ c) 2 Fases + Neutro ρ d) 3 Fases S⋅E e) 3 Fases + Neutro (L ⋅ P ) (**) Tabla 18. Fórmulas para el cálculo de la caída de tensión. (*) La potencia se considera repartida uniformemente entre las dos fases y conectada entre éstas y el neutro. (**) La carga se considera equilibrada. V = Caída de tensión en V Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 71 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. ρ = Resistividad de los conductores en mm2/m. L = Longitud simple de la canalización en m. S = Sección de los conductores, en mm2. I = Intensidad por fases, en amperios. P = Potencia alimentada por la canalización en W. Cos ϕ = Factor de potencia. E = Tensión en V, entre fase y neutro en a) y c) y entre fases b) y e). Los resultados y secciones obtenidos por el proceso de cálculo, pueden ser consultados en planos en el diagrama unifilar correspondiente. 2.6.1.- Alumbrado de emergencia y señalización. Independientemente del alumbrado eléctrico ordinario, se establecerá un alumbrado especial de señalización y emergencia. El alumbrado de emergencia estará construido por aparatos autónomos, dispuestos en las puertas de salidas de los locales de modo que garantice con su funcionamiento una intensidad media de 3 lux/m2 sobre la zona. El alumbrado de señalización se instalará igualmente sobre la puerta de salida. Proporcionará en la zona una iluminación mínima de 1 lux y estará constituido por equipos autónomos, que pueden ser coincidentes con los de emergencia. El alumbrado de señalización estará constantemente encendido durante el uso del local y el de emergencia estará en funcionamiento en caso de fallo del alumbrado ordinario o cuando la tensión de la corriente que alimenta a éste, baje a menos del 70% de su valor nominal, con una autonomía mínima de servicio equivalente a una hora de duración. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 72 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 2.7.- Red de puesta a tierra. De acuerdo con la Instrucción MI-BT-18 se realizará una instalación completa de puesta a tierra compuesta por los siguientes elementos: - Toma de tierra: Picas de acero cobreado de 2 m en número tal que garantice en todo momento una máxima tensión de contacto de 50 V, según MI-BT-24. El punto de puesta a tierra ira instalado en el interior de una arqueta de comprobación. - Líneas principales de tierra, derivaciones y conductores de protección: tendrán unas secciones de acuerdo con la Tabla 1 y 2 de la MI-BT-18 artículos 3.2 y 3.3. El recorrido de estos conductores será el más corto posible y sin cambios bruscos de dirección, sus conexiones con las partes metálicas y con los electrodos se ejecutarán con piezas metálicas y con los electrodos se ejecutarán con piezas de empalme adecuados. - La sección de la Línea de Enlace con tierra será de 35 mm2 en cobre desnudo trenzado. El cálculo de la red de tierra ha sido realizado con una resistividad media del terreno de 50 Ωm. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 73 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 3.- INSTALACIÓN DE FONTANERÍA La acometida de la instalación de fontanería se realiza desde la tubería de distribución de la compañía de agua. El agua se llevará a unos depósitos de almacenamiento, que servirán para los siguientes usos: - Depósito de agua destinado a contraincendios - Depósito de agua bruta destinado a aguas de proceso y riego - Depósito de agua potable que será destinada al consumo humano, aseos, baldeo, etc. Desde este depósito de enviará a aseos, lavamanos y tomas de baldeo mediante un grupo de presión. La red de distribución de agua en el interior de la nave para dar suministro a los receptores se realizará con tubería de cobre con uniones soldadas y discurrirá según la distribución realizada en planos, y con los diámetros especificados en éstos. Las canalizaciones enterradas serán de tubería de polietileno. Se dispondrá de varias tomas rápidas de manguera para el baldeo de los locales que componen la planta de reciclado. La red de distribución se sectorizará mediante válvulas de bola con cuerpo de latón y de diámetros establecidos. El suministro de agua fría a los aseos y lavabos se hará con tubería de cobre empotrada en las paredes. Para el agua caliente sanitaria, se instalarán dos colectores solares y un acumulador de agua que abastecerá lavabos y duchas. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 74 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 4.- RED DE SANEAMIENTO Se pueden distinguir 4 tipos de redes de saneamiento independientes. - Red de pluviales: Será ejecutada mediante tubería de PVC, arquetas a pie de bajante y de paso construidas con hormigón armado y rejilla de fundición dúctil. En ella se recogen las aguas procedentes de los patios exteriores y las aguas pluviales de la cubierta de la nave de producción y edificio técnico así como las del edificio dedicado a oficinas, aseos y laboratorio. Estas aguas pluviales serán recogidas mediante canalones y bajantes con arquetas a pie de bajante y serán conducidas una gavia cercana. - Red de fecales: En ella se recogerán las aguas fecales que se produzcan en la implantación y será ejecutada mediante tubería de PVC con arquetas y sumideros sifónicos así como arquetas de paso construidas con hormigón armado. Estas aguas se enviarán a una depuradora biológica para finalmente ser bombeadas a un depósito enterrado de 30 m3 de capacidad. - Red de aguas de proceso: En ella se recogerán las aguas procedentes de los patios donde se almacenarán los fardos de PET a reciclar y todas las aguas de deshecho que se generen durante el proceso de reciclado a excepción de las producidas durante el lavado alcalino (a temperatura). Se someterán a un tratamiento físico-químico para más tarde ser reutilizadas en el prelavado. Para recoger las aguas del proceso de reciclado se instalará un sumidero corrido con rejilla de fundición dúctil a lo largo de toda la línea de proceso. La red será ejecutada mediante tubería de PVC y con arquetas de paso construidas con hormigón armado. En la zona de almacenamiento de PET se instalarán sumideros imbornales con rejilla de fundición dúctil y en el local técnico un sumidero Roser de 25 x 25 cm. - Red de aguas de proceso del lavado alcalino (a temperatura) Esta red será ejecutada mediante tubería de polietileno de alta densidad. Por esta conducción se enviarán los líquidos concentrados al depósito enterrado de 30 m3 en el cual también se vierten las aguas residuales procedentes de la red de fecales. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 75 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 5.- INSTALACIÓN DE AIRE COMPRIMIDO. El Local Técnico alojará el equipo compacto para la producción de aire comprimido. La presión de trabajo en las instalaciones será de 7 bares. Para abastecer estas necesidades de aire comprimido se instalará un equipo con las siguientes características: - Compresor de tornillo de 10 CV de potencia, a 8 kg/cm² de presión máxima con una producción de aire de 100 l/min. - Secador frigorífico de 500 W de potencia para 100 l/min. - Depósito de acumulación (calderín) de 500 l provisto de válvula de seguridad. - Separador de aceite, filtro de aspiración de aire, purgador automático y lubricador. - Control y monitorización automáticos del compresor La instalación de aire comprimido y de sus equipos componentes se realizará de acuerdo con el Reglamento de Aparatos a Presión (R.A.P.) (R.D. 1.244/1.979), ITC-MIE-AP17 referente a Instalaciones de Tratamiento y Almacenamiento de Aire Comprimido y la Directiva Europea (nº 97/23/CE, aprobado en el R.D. 769/1.999). Antes de su puesta en funcionamiento, se realizarán también las pruebas hidráulicas y ensayos reglamentarios en el lugar de emplazamiento. La red de distribución de aire comprimido será aérea, en tubería de cobre (ver planos), estará equipada con purgadores y válvulas de seccionamiento en las derivaciones y acometidas a los equipos, así mismo se instalarán filtros y manorreductores junto a la conexión a los equipos consumidores que no los incorporen de fábrica. En los locales con maquinaria de proceso se instalan enchufes rápidos para la conexión de máquinas herramienta. Los datos para clasificar la instalación según el R.A.P. son: - Presión de servicio 7 bar. - Volumen de los equipos aprox. 0,5 m3. - Producto presión por volumen P x V=7 bar x 0,5 m3=3,5 < 7,5. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 76 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 6.- INSTALACIÓN CONTRAINCENDIOS La normativa relativa a protección Contra Incendios nos remite al Reglamento de Seguridad Contra Incendios en los Establecimientos Industriales, el cual nos exige unas condiciones particulares en esta nave respecto a su entorno y a la actividad que se va a desarrollar. Para el cálculo del riesgo intrínseco ponderado y corregido de la planta consideraremos que el producto en curso de fabricación será de: 1.300 kg de PET que entran a la hora x 1,5 horas que tarda el producto en ser transformado, dando un total de 1.950 kg en proceso. A esto, hay que sumar el producto almacenado, en pilas de una sola planta de fardos, ocupando una superficie de 1,21 m2 cada fardo y conteniendo cada uno aproximadamente 800 kg, por lo que la cantidad total apilada como producto del proceso será de, como máximo, 200.000 kg, dado que el área es de 300 m2. Cantidad de PET=(300/1.21)*800+1.300= 200.298 kg La carga de fuego ponderada y corregida, se calcula con la siguiente fórmula: Qs= ΣGi qi Ci A Ra(Mcal/m2) Siendo: Qs = Densidad de carga de fuego, ponderada y corregida, del sector o área de incendio, en MJ/m2 o Mcal/m2. Gi = Masa, en kg, de cada uno de los combustibles (i) que existen en el sector de incendio (incluidos los materiales constructivos combustibles). qi = Poder calorífico, en MJ/m2 o Mcal/m2 de cada uno de los combustibles (i) que existen en el sector de incendio. Ci = Coeficiente adimensional que pondera el grado de peligrosidad de cada uno de los combustibles (i) que existen en el sector de incendio. Ra = Coeficiente adimensional que corrige el grado de peligrosidad (por la activación) inherente a la actividad industrial que se desarrolla en el sector de incendio, producción, montaje, transformación, reparación, almacenamiento, etc. A = Superficie construida del sector de incendio o superficie ocupada del área de incendio, en m2. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 77 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. Dando el siguiente resultado: Qs= 200298 kg x 5 Mcal/kg x 1 1580 m2 x 1 = 633,85 Mcal/m2 Para la zona de almacenamiento exterior, consideraremos una capacidad de almacenamiento máxima de 3.600 fardos o balas con un peso aproximado por bala de 180 kg, con lo que tendríamos una capacidad de almacenamiento de 648.000 Kg de PET, dando una densidad de carga de fuego ponderada y corregida en la nave de producción de: Qs= 648.000,00 kg x 5 Mcal/kg x 1 2200 m2 x 1 =1.620 Mcal/m2 Con estos datos, podemos estimar la carga de fuego ponderada y corregida de la planta, considerando dos sectores diferenciados, y tipificando el establecimiento industrial como de tipo C, es decir, separado más de 3 metros de cualquier otra nave. Una vez obtenida la densidad de carga de fuego en la zona de producción y en la zona de aprovisionamiento de materia prima, calculamos la densidad de carga de fuego de todo el establecimiento, diferenciando ambos sectores, resumiéndose en la siguiente tabla: Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 78 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. SECTOR 1 LOCALES SALA DE ELABORACION OFICINAS ADMINISTRATIVAS LOCALES TECNICOS USO Recicldo de PET Oficinas Local de maquinaria auxiliar Si Ci 1.580,00 160,00 300,00 1 1 1 qsi qv (Mcal/m²) (Mcal/m²) 633,85 144 48 h qsi x Si x Ci 1001483,0 23040,0 14400,0 Σ(qsi x Si x Ci) Area construida sector de incendio 1038923,0 2.469,09 Ra 1,00 Qs 420,77 Mcal/m2 SECTOR 2 LOCALES ALMACEN EXTERIOR USO Acopio materia prima Si Ci 1300,0 1,0 qsi qv (Mcal/m²) (Mcal/m²) 1620,0 h qsi x Si x Ci 3,0 6318000,0 Σ(qsi x Si x Ci) 6318000,0 Area construida sector de incendio 8.600,00 Ra 1,00 Qs 734,65 El nivel de riesgo intrínseco de un edificio o un conjunto de sectores y/o áreas de incendio de un establecimiento industrial, a los efectos de la aplicación de este reglamento, se evaluará calculando la siguiente expresión, que determina la densidad de carga de fuego, ponderada y corregida, Qe, de dicho edificio industrial Qe= (ΣQsi Ai)/Σai= 664,64 Mcal/m2 Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 79 Mcal/m2 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. Según vemos en la siguiente tabla, para una densidad de carga de 664,64 Mcal/m2, el nivel de riesgo intrínseco es medio: Nivel de riesgo intrínseco Bajo Medio Alto Densidad de carga de fuego ponderada y corregida Mcal/m² MJ/m² 1 QS ≤ 100 QS ≤ 425 2 100 < QS ≤ 200 425 < QS ≤ 850 3 200 < QS ≤ 300 850 < QS ≤ 1.275 4 300 < QS ≤ 400 1.275 < QS ≤ 1.700 5 400 < QS ≤ 800 1.700 < QS ≤ 3.400 6 800 < QS ≤ 1.600 3.400 < QS ≤ 6.800 7 1.600 < QS ≤ 3.200 6.800 < QS ≤ 13.600 3.200 < QS 8 13.600 < QS Tabla 19. Nivel de riesgo intrínseco en incendios. Las medidas a adoptar son las descritas a continuación: 6.1.- Estabilidad al fuego de los elementos constructivos portantes. La estructura de la planta se realizará mediante prefabricados de hormigón, los cuales están certificados para una estabilidad al fuego mínima de superior a los 60 minutos que nos exige el Reglamento para nuestro caso en el sector 1. No se permitirán pilas de acopio de materia prima de superficie en planta mayor de 500 m2 ni de longitud superior a 45 m. en el sector 2. 6.2.- Evacuación del sector de incendio. Existirán 4 salidas alternativas del sector de incendio, con lo que el recorrido de evacuación desde cualquier punto de la nave es inferior a 50 m. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 80 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 6.3.- Sistema de abastecimiento de agua. Se instalará un sistema de hidrantes exteriores de tal manera que el radio de acción de estos sea de 40 m en planta, cubriendo toda la zona de almacenamiento de materia prima del sector 2. Serán hidrantes colocados bajo rasante en arqueta, junto a la cual se colocará un armario equipado con mangueras, lanzas, racores de conexión, etc. Las salidas de las bocas de hidrantes serán de 100 mm y estarán abastecidos por un grupo de presión capaz de suministrar un caudal de 120 m3/h a una presión de 80 metros de columna de agua con una bomba auxiliar jockey de 3 CV fabricada según la norma UNE 23-500-90, con un colector de impulsión de 5”. La autonomía de los hidrantes será de 1 hora. Se instalará un sistema de bocas de incendio equipadas de 25 mm ubicadas en los emplazamientos detallados en planos del sector 1, con una separación entre ellas de 25 m. Las tuberías de distribución de agua serán de acero negro estirado DIN 2440, con uniones roscadas y con diámetros detallados en el plano correspondiente., abastecidas por el grupo de presión. 6.4.- Sistema de alarma. Se instalará un sistema de alarma manual, con una central convencional micro procesada para 4 zonas, situada en la recepción. Los pulsadores manuales estarán situados preferentemente en las vías de evacuación de la nave, instalando uno en cada salida del sector de incendio. Se instalarán dos avisadores óptico-acústico de alarma en el exterior y uno en el interior de la planta. 6.5.- Instalación de extintores móviles. Se proyecta una red de extintores portátiles, distribuidos según el riesgo y el tipo de fuego previsible (A, B, C o D). La proporción de ellos dentro de cada una de las dependencias se ha intentado que sea aproximadamente uno cada 100 m2 y su situación que sea lo más accesible posible, preferiblemente, en las proximidades de las salidas. Sus características están sujetas a las siguientes Normas: UNE 23-110/75; UNE 23-110/80; UNE 23-110/82 Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 81 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. La colocación de los mismos será tal, que la altura del extremo superior sea inferior a 1,70 m. Dependiendo de las distintas clases de fuego, se elegirán los siguientes tipos: o En general tendrán una eficacia 13 A-89B. o Para zonas con riesgo de incendio de origen eléctrico, se han previsto extintores de CO2, de polvo seco polivalente y de agua. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 82 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 7.- INSTALACIÓN DEPURADORA DE AGUAS. Se van a dar distintos tipos de aguas residuales y por tanto distintos tipos de tratamiento en la planta de reciclado de PET: 7.1.- Aguas fecales Se va a generar un caudal aproximado de 1,5 m3/día. Para la red de aguas fecales y antes del vertido final al depósito de polietileno de 30 m3, se ha previsto la instalación de un tratamiento anaerobio en un depósito enterrado de 10 m3 para 20-30 usuarios equivalentes 7.2.- Aguas que se utilizan en el prelavado. En el prelavado se eliminan restos solubles de suciedad. Hay que decir que el módulo de prelavado se ha dotado de un sistema de recirculación de aguas en el cual se aporta la fracción perdida como consecuencia de fenómenos como la evaporación o el prensado. El prelavado se abastecerá de: - Agua de la acometida. - Agua recogida del baldeo de las instalaciones y de la red que se instalará en la zona de almacenamiento de la materia prima. - Agua proveniente del filtro de prensa de fangos. Las aguas provenientes del alcantarillado (aguas de baldeo y aguas procedentes de la zona de almacenamiento de materia prima) y del filtro de prensado se encontrarán en una arqueta donde se instalarán dos bombas (una de ellas de seguridad) que enviarán el efluente hacia un tratamiento físico-químico consistente en: 1- Separador de grasas y aceites de los residuos líquidos: La fracción depurada pasa al siguiente proceso por gravedad mientras que la otra se envía a una cuba para ser recogida por un gestor autorizado. 2- Proceso de coagulación: Las aguas pasarán a un depósito donde se instalará un agitador Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 83 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. rápido y se añadirá coagulante que se conducirá por tubería de polietileno y se impulsará con la ayuda de una bomba de dosificación. 3- Floculación: Una vez finalizado el proceso de coagulación, el agua irá a otro depósito de las mismas dimensiones donde se instalará un agitador lento y se realizará un proceso de floculación, añadiendo floculante, mediante una bomba de dosificación que se instalará en el edificio junto a la de coagulación. Al igual que en el caso anterior el floculante será transportado desde el edificio al tanque mediante una tubería de polietileno. 4- Tanque decantador: El agua de este tanque de 80 m3 es reutilizada en el proceso de prelavado. La fracción decantada, con la ayuda de una bomba, es enviada a un filtro prensa para llevar a cabo la separación de sólidos, los cuales, serán vertidos a una cuba para ser retirados por un gestor autorizado. El agua resultante del prensado se envía, por gravedad, hacia la arqueta de recogida para pasar otra vez hacia el tratamiento físico-químico descrito y así ser aprovechada de nuevo en el prelavado. Hay que decir que la porción de agua perdida en el proceso de prensado será compensada con agua procedente de la red. 5.- Tanque de tormenta: En épocas lluviosas en la zona de almacenamiento de materia prima se recogerán unas cantidades de agua superiores a lo normal por lo que se ha instalado un tanque de tormenta de 100 m3 que sirve como rebosadero del tanque decantador y cuyo efluente irá a parar, junto a los fluidos del filtro de prensa, al tratamiento físico-químico. 7.3.- Aguas provenientes del lavado alcalino. (Lavado en caliente) Se producen debido a lavados muy enérgicos a alta temperatura, en los que se elimina la cola no soluble e impregnaciones severas de aceite, con mínima degradación del material. Éstas aguas procedentes del lavado en caliente son enviadas a un tanque de 6 m3 para posteriormente pasar a un tratamiento mediante evaporación al vacío gracias al cual reduce de 15 a 20 veces su volumen provocando así la aparición de un fango. Este líquido concentrado (unos 200 l. diarios) va a parar, con la ayuda de una bomba, al depósito de polietileno subterráneo de 30 m3 para que posteriormente, al igual que pasara con las aguas Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 84 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. fecales, sea retirado por un gestor autorizado. Con respecto al resto de aguas procedentes del proceso de evaporación serán enviadas hacia otro tanque de 6 m3 donde se recogerán las aguas evaporadas condensadas que retornarán al circuito de lavado en caliente. Gracias a las instalaciones proyectadas, principalmente a los sistemas de recirculación y tratamiento de agua, no se producirá ningún vertido residual de agua en el medio. (Ver plano instalaciones para tratamiento de aguas de vertido) Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 85 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 8.- NORMATIVA GENERAL DE OBLIGADO CUMPLIMIENTO A continuación se relaciona la Normativa Técnica que es aplicable y que ha sido tenida en cuenta a la hora de redactar el presente Proyecto, en lo referente a las siguientes materias: - ACCIONES EN LA EDIFICACIÓN. - ACONDICIONAMIENTO DEL TERRENO. - CEMENTOS Y CALES. - CONTROL DE CALIDAD. - ESTRUCTURAS DE HORMIGÓN Y LADRILLO. - PROYECTOS Y DIRECCIÓN DE OBRAS. - ELECTRICIDAD - SEGURIDAD Y SALUD EN EL TRABAJO. - SEGURIDAD EN LAS MÁQUINAS - INSTALACIONES FRIGORÍFICAS - APARATOS A PRESIÓN. - MEDIO AMBIENTE - PROTECCIÓN CONTRAINCENDIOS Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 86 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. ACCIONES EN LA EDIFICACIÓN Norma NBE-AE/88. Acciones en la edificación. Real Decreto 1370/1988, de 11 de Noviembre, del Ministerio de Obras Públicas y Urbanismo. BOE 17.11.88 Norma de Construcción Sismorresistente: Parte General y Edificación (NCSE-94). Real Decreto 2543/1994, de 24 de Diciembre del Ministerio de Obras Públicas, Transportes y Medio Ambiente. BOE 08.02.95 ACONDICIONAMIENTO DEL TERRENO Normas Tecnológicas de la Edificación sobre: Explanaciones, Vaciados, Zanjas y Pozos BOE 2 y 9.04.77 BOE 6 y 13.03.76 BOE 8 y 15.01.77 CEMENTOS Y CALES Pliego de prescripciones técnicas generales para la recepción de cementos RC93.Real Decreto 823/1.993, de 28 de Mayo, del Ministerio de Relaciones con las Cortes y de la Secretaría de Gobierno. BOE 22.06.93 Obligatoriedad de la homologación de los cementos para la fabricación de hormigones y morteros para todo tipo de obras y productos prefabricados. Real Decreto 1312/1.988. BOE 04.11.88 Instrucción para la recepción de cales en obras de estabilización de suelos (RCA92). Orden de 18 de Diciembre de 1.992. BOE 26.12.92 CONTROL DE CALIDAD Decreto 13/1.988, de 27 de Enero, por el que se regula el control de calidad de la construcción y obra pública. BOJA 12.02.88 Registro de entidades acreditadas para la prestación de asistencia técnica a la construcción y obra pública. Orden de 15 de Junio de 1.989, de la Consejería de Obras Públicas y Transporte. BOJA 23.06.89 Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 87 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. ESTRUCTURAS DE HORMIGÓN Y DE LADRILLO Instrucción de Hormigón Estructural EHE-98. Real Decreto 2661/1.998, de 11 de Diciembre, del Ministerio de Fomento. Norma Básica NBE-FL 90. Muros resistentes en fábricas de ladrillo. Real Decreto 1723/1.990, de 20 de Diciembre. BOE 04.01.91 Pliego General de Condiciones para la recepción de ladrillos de cerámica en las obras de construcción. RL-88. Orden de 27 de Julio de 1.988, del Ministerio de Obras Públicas y Urbanismo. BOE 03.08.88 Pliego de prescripciones técnicas generales para la recepción de bloques de hormigón en las obras de construcción RB-90. Orden de 4 de Julio de 1.990. BOE 11.07.90 PROYECTOS Y DIRECCIÓN DE OBRAS Libro de Órdenes y Asistencia en las obras de edificación. Orden de 9 de Junio de 1.971, del Ministerio de la Vivienda. BOE 17.06.71 Certificado Final de la Dirección de Obras de edificación. Orden de 28 de Enero de 1.972, del Ministerio de la Vivienda. BOE 10.02.72 Obligatoriedad de inclusión de un Estudio de Seguridad y Salud en las Obras de Construcción. Real Decreto 1627/1.997. BOE 25.10.97 Real Decreto 314/2006, de 17 de marzo, por el que se aprueba el Código Técnico de la Edificación. BOE 28-3-2006 Orden de 28 de Julio de 1.977, por la que se desarrolla el Real Decreto 1650/1977, de 10 de Junio. BOE 18.08.77 Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 88 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. ELECTRICIDAD Reglamento Electrotécnico para Baja Tensión. Real Decreto 842/2002 Ministerio de Ciencia y Tecnología, de 2 de Agosto. BOE 8.09.2002 Reglamento sobre condiciones técnicas y garantías de seguridad en Centrales Eléctricas, Subestaciones y Centros de Transformación. Real Decreto 3.275/82 de 12 de Noviembre. Instrucciones Técnicas Complementarias. Orden del Ministerio de Industria 6 de junio de 1984. SEGURIDAD Y SALUD EN EL TRABAJO Real Decreto 486/97 sobre disposiciones mínimas de Seguridad y Salud en los lugares de trabajo. BOE 23.04.97 Real Decreto 1215/97 por el que se establecen las disposiciones mínimas de Seguridad y Salud para la utilización por los trabajadores de los equipos de trabajo. BOE 7.08.97 Real Decreto 1627/97 por el que se establecen las disposiciones mínimas de Seguridad y Salud en las obras de construcción. BOE 25.10.97 SEGURIDAD EN LAS MÁQUINAS Real Decreto 1435/92 de disposiciones de aplicación de la Directiva 89/392/CEE, sobre máquinas. BOE 11.12.92 Real Decreto 56/1995 por el que se modifica el Real Decreto 1435/1992, relativo a las disposiciones de aplicación de la Directiva 89/392/CEE, sobre máquinas. BOE 8.02.95 Real Decreto 1495/2000 relativo a la seguridad en máquinas. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 89 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. APARATOS A PRESIÓN Decreto 2443/69 por el que se aprueba el Reglamento de Recipientes a Presión. Real Decreto 473/88, de 30 de marzo, que dicta las disposiciones de aplicación de la Directiva 76/767/ CEE sobre Aparatos a Presión. MEDIO AMBIENTE Decreto 326/2003 de 25 de Noviembre Reglamento de Protección contra la contaminación Acústica en Andalucía. Ley 7/2007, de 9 de julio, de Gestión Integrada de la Calidad Ambiental PROTECCION CONTRAINCENDIOS Real Decreto 1942/1993 de 5 de Noviembre por el que se aprueba el Reglamento de instalaciones de protección contra incendios. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 90 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 9.- PUESTOS DE TRABAJO La planta de reciclado de PET va a contar con 16 puestos de trabajo de forma directa en el momento en que la planta se encuentre a pleno rendimiento. Por un lado se encuentran los siguientes operarios de producción: Alimentación: 1 Control visual: 2 Supervisor: 1 Destacar que a pleno rendimiento, la planta contará con tres turnos diarios de lunes a viernes por lo que hacen un total de 12 operarios de producción. Por otro lado se encuentran los empleados que realizarán las labores de dirección y administración que trabajarán a un turno: Jefe de planta: 1 Responsable de ventas y aprovisionamiento.: 1 Análisis y salidas: 1 Jefe de administración: 1 Además de estos puestos de trabajo directos, esta planta generará una serie de puestos indirectos que son necesarios tanto para la recogida y transporte de la materia prima, como para la distribución del producto que se va a comercializar (escamas de PET). Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 91 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 10.- CONSIDERACIONES RELATIVAS A SEGURIDAD E HIGIENE EN EL TRABAJO En cumplimiento del Real Decreto 486/1997 de fecha 14 de Abril de 1.997, publicado en el B.O.E. de 23 de Abril de 1.997, por el que se establecen las disposiciones mínimas de seguridad y salud en los lugares de trabajo. Las edificaciones e instalaciones de la presente actividad industrial se han proyectado teniendo en cuenta lo preceptuado en dicho Real Decreto, cuyo objeto es el establecer las disposiciones mínimas de seguridad y de salud aplicables a los lugares de trabajo. En tal empeño, las instalaciones proyectadas cumplen con la máxima rigurosidad las disposiciones y normativas que son de aplicación y que establece, define y regula el citado Real Decreto. Entre ellas y desde el punto de vista técnico del Proyecto y de funcionalidad de la Industria, analizaremos a continuación, como más importantes las siguientes: ANEXO I CONDICIONES GENERALES DE SEGURIDAD EN LOS LUGARES DE TRABAJO. 1. Seguridad estructural. Los locales, así como todos sus elementos estructurales y de servicio, incluidas las plataformas de trabajo, poseen la solidez y la resistencia necesaria para soportar las cargas o esfuerzos a los cuales serán sometidos y disponen de sistema armado, sujeción y apoyo que asegura su estabilidad. 2. Espacios de trabajo y zonas peligrosas. Los locales de trabajo reúnen las condiciones mínimas establecidas, es decir: más de tres metros desde el piso al techo, dos metros cuadrados de superficie libre por trabajador y diez metros cúbicos, no ocupados por trabajador Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 92 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 5. Vías de circulación. La anchura mínima de las puertas exteriores y de los pasillos sobrepasa los 80 cm y 1 m, respectivamente. 10. Vías y salidas de evacuación. Las puertas de emergencia abren hacia el exterior y están dotadas de su correspondiente iluminación de seguridad con suficiente intensidad. ANEXO III CONDICIONES AMBIENTALES DE LOS LUGARES DE TRABAJO Se han llevado a cabo medidas correctoras que mantendrán las condiciones atmosféricas adecuadas. El suministro y renovación de aire está asegurado ya que los locales cuentan con amplias puertas por la que accede el aire a su interior y sistemas de ventilación. ANEXO V SERVICIOS HIGIÉNICOS Y LOCALES DE DESCANSO 1. Agua Potable. El suministro de agua potable al centro de trabajo queda asegurado mediante la red de abastecimiento que se ha diseñado, consistente en acometida realizada desde la red de agua potable que discurre por el frontal de la parcela. La instalación discurre por el interior de la nave por los falsos techos o adosada a los paramentos. Los lavabos y duchas de los aseos estarán dotados de agua caliente, así mismo en los locales de manipulación se instalarán lavamanos con agua caliente. 2. Vestuarios, duchas, lavabos y retretes. Las instalaciones contarán con un vestuario para cada sexo provisto de asientos, taquillas individuales estando alicatado hasta una altura mínima de 2 m, contará con ventanas para su aireación, en las proximidades de los puestos de trabajo y de los vestuarios se situarán los aseos dotados con espejos, lavabos y duchas de agua caliente. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 93 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. Existen retretes, dotados de lavabos situados en las proximidades de los puestos de trabajo, de los locales de descanso y de los locales de aseo. Los retretes disponen de descarga automática de agua. ANEXO VI MATERIALES Y LOCALES DE PRIMEROS AUXILIOS El centro de trabajo dispondrá como mínimo de un botiquín que se situará en el interior de cada vestuario y contendrá el equipamiento básico exigido. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 94 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 11.- CONSIDERACIONES MEDIOAMBIENTALES De acuerdo con la Ley de Gestión Integral de la Calidad Ambiental 7/2.007 de la Comunidad Autónoma de Andalucía, la actividad que nos ocupa la podemos considerar clasificada en el ANEXO PRIMERO, en el punto 11.6 " Instalaciones para el tratamiento, transformación o eliminación en lugares distintos de los vertederos, de residuos urbanos, asimilables a urbanos y no peligrosos en general, no incluidas en las categorías 11.3, 11.4 y 11.5.”. Artículo 2. Ámbito 1. La presente normativa será de aplicación a aquellas actuaciones públicas o privadas consistentes en la realización de planes, programas, proyectos de construcción, instalaciones y obras, o de cualquier otra actividad o naturaleza comprendidas en el Anexo primero, de la Ley 7/2.007 de Gestión Integral de la Calidad Ambiental, que se pretenden llevar a cabo en el ámbito de la Comunidad Autónoma de Andalucía. 2. Las administraciones Públicas, así como los órganos, empresas y entidades dependientes de aquellas, deberán asegurarse que las consecuencias ambientales hayan sido previamente sometidas a Evaluación de Impacto Ambiental en los términos en que se establecen en la Ley 7/2.007 de Gestión Integral de la Calidad Ambiental, para realizar directa o indirectamente o probar actuaciones sujetas a Evaluación de Impacto Ambiental. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 95 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. Artículo 9. Competencia “Corresponde a la Agencia de Medio Ambiente, adscrita a la Consejería de Medio ambiente la competencia para tramitar y resolver el procedimiento de evaluación de Impacto Ambiental, competencia que quedará atribuida a los Delegados Provinciales cuando se trate de actuaciones que exclusivamente afecten a su ámbito territorial o al director General de Protección Ambiental cuando afecten a dos o más provincias.” Por tanto, las actuaciones relativas a actividades incluidas en el ANEXO PRIMERO, han de cumplir el REGLAMENTO DE EVALUACIÓN DE IMPACTO AMBIENTAL. Por consiguiente el presente proyecto deberá ir acompañado de un Estudio de Impacto Ambiental, que evaluará los impactos y medidas correctoras que se propongan y dará fe del cumplimiento de la legislación vigente. Dicho estudio queda fuera del alcance del presente proyecto de fin de carrera. Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 96 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. 12.- RESUMEN GENERAL DEL PRESUPUESTO. El Presupuesto de ejecución resumido por capítulos que se ha evaluado para el presente proyecto y que se encuentra desarrollado en el apartado de mediciones y presupuesto, es el que a continuación se detalla: OBRA CIVIL: Cap. 01. MOVIMIENTO DE TIERRA ................................................................. 97.326,98 € Cap. 02. NAVE DE PRODUCCIÓN .................................................................... 431.775,75 € Cap. 03. EDIFICIO DE OFICINAS ..................................................................... 115.834,71 € Cap. 04. PÉRGOLA .......................................................................................................6.102,26 € Cap. 05. OBRA CIVIL BÁSCULA ..............................................................................6.106,99 € Cap. 06. URBANIZACIÓN ..................................................................................... 284.651,80 € Cap. 07. SEGURIDAD Y SALUD ............................................................................16.389,65 € TOTAL OBRA CIVIL ................................................................ 958.188,14 € INSTALACIONES: Cap. 01 INSTALACIÓN ELÉCTRICA EN B.T................................................. 171.218,39 € Cap. 02 INSTALACIÓN DE AGUA ......................................................................24.514,30 € Cap. 03 INSTALACIÓN DE AIRE ..........................................................................11.620,00 € Cap. 04 INSTALACIÓN CONTRA INCENDIOS ..............................................52.321,63 € Cap. 05 INSTALACIÓN DE DEPURACION .....................................................45.740,00 € TOTAL INSTALACIONES ....................................................... 305.414,32 € Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 97 PROYECTO DE DISEÑO E IMPLANTACIÓN DE PLANTA PARA RECICLADO MECÁNICO DE PET. MAQUINARIA Y EQUIPOS: Cap. 01. EQUIPOS Y MAQUINARIA .............................................................. 1.263.602,46 € TOTAL MAQUINARIA Y EQUIPOS .....................................1.438.954,12 € TOTAL PRESUPUESTO ....................................................... 2.594.372,74 € Asciende el presente presupuesto a la expresada cantidad de DOS MILLONES QUINIENTOS NOVENTA Y CUATRO MIL TRESCIENTOS SETENTA Y DOS EUROS CON SETENTA Y CUATRO CÉNTIMOS (2.594.372,74 €) Gorka Gómez Ciriza MEMORIA DE LA ACTIVIDAD Y DE SUS INSTALACIONES 98