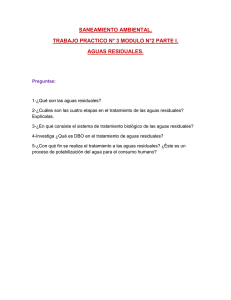
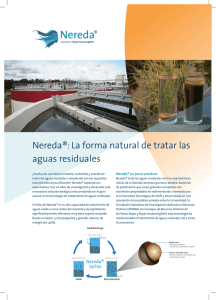
COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO Créditos Compendio de metodologías de tratamiento de aguas residuales industriales - rubros: lácteos, textiles, cueros y mataderos. Contenido y redacción: Miguel Ángel Bracamonte Cuentas RESPONSABLE DEL ÁREA AMBIENTAL Daysi Janneth Valencia Vargas TÉCNICO AMBIENTALISTA Autoridades: José Mauro Escobar Aguilar VICEMINISTRO DE PRODUCCIÓN INDUSTRIAL A MEDIANA Y GRAN ESCALA Miguel Ángel Moscoso Rodríguez DIRECTOR GENERAL DE SERVICIOS Y CONTROL INDUSTRIAL La Paz, noviembre de 2019. Presentación El Ministerio de Desarrollo Productivo y Economía Plural a través del Viceministerio de Producción Industrial a Mediana y Gran Escala, presenta el COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO”; la misma contempla requisitos legales, que deben cumplirse en el marco de la normativa ambiental vigente. En Bolivia se cuenta con un marco regulatorio a través del Reglamento Ambiental para el Sector Industrial Manufacturero RASIM, que regula las actividades del sector industrial, indistintamente del rubro que se desarrolle, estableciendo lineamientos, principios, obligaciones y responsabilidades que se deben cumplir para mantener un desarrollo en equilibrio con los derechos de la Madre Tierra. Con el presente compendio se busca orientar de forma clara y sencilla los lineamientos generales para que los actores industriales sobre todo de las micro y pequeña industrias tengan mayor claridad sobre la gestión que debe llevarse a cabo con las aguas residuales industriales y su tratamiento para el cumplimiento de los límites permisibles establecidos en la normativa vigente. Contenido CONCEPTOS GENERALES PARA EL TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES ¿Qué se entiende por agua residual industrial? ¿Qué entendemos por tratamiento? ¿Qué normas tengo que cumplir? ¿Por qué son perjudiciales las aguas residuales? PROBLEMÁTICA EN LOS DIFERENTES RUBROS INDUSTRIALES LÁCTEO ¿Cómo es el proceso? ¿Qué aspectos son problemáticos? TEXTIL ¿Cómo es el proceso? ¿Qué aspectos son problemáticos? CUERO ¿Cómo es el proceso? ¿Qué aspectos son problemáticos? MATADEROS ¿Cómo es el proceso ¿Qué aspectos son problemáticos? CONSECUENCIAS AMBIENTALES TECNOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES Consideraciones previas A. Tratamiento preliminar B. Tratamiento primario C. Tratamiento secundario D. Tratamiento terciario 5 6 6 7 7 9 10 11 15 16 17 19 20 21 24 25 26 29 30 36 37 38 46 51 59 E. Manejo de lodos SELECCIÓN DE TECNOLOGÍAS DE TRATAMIENTO Matriz de análisis multicriterio Llenado de la matriz Errores comunes GLOSARIO BIBLIOGRAFÍA 68 74 75 85 98 100 104 Conceptos generales para el tratamiento de aguas residuales industriales ¿Qué se entiende por agua residual industrial? este, ser conducidas por separado evitando ser mezcladas con aguas industriales. Entendemos por “agua residual industrial”, a aquellos líquidos que son generados por un proceso productivo de carácter industrial, estos líquidos ya no son reutilizados ni representan ninguna utilidad para la empresa, siendo expulsadas fuera de la planta ya sea a una conexión de alcantarillado o a un cuerpo de agua como ser un río o un arroyo cercano, e incluso al suelo directamente. ¿Qué entendemos por tratamiento? No necesariamente tiene que tratarse de un residuo líquido altamente contaminante con sustancias peligrosas o de colores y olores desagradables, para ser considerado como agua residual industrial. Aquellas aguas producto del lavado de infraestructura, lavado de equipos y maquinaria, y que es expulsada fuera de la empresa es considerada también agua residual industrial. Se entiende por tratamiento, al conjunto de actividades o procesos que se implementan para la descontaminación de aguas residuales industriales. Generalmente el tratamiento de aguas residuales industriales constituye más de un proceso que abarca desde la remoción de los contaminantes físicos químicos, hasta los biológicos, dependiendo del grado de purificación que se busca alcanzar. Aquellas aguas producidas por las actividades domésticas de una empresa, como ser cocina y baños son aguas residuales de tipo doméstico, y deben en lo posible conectarse al servicio de alcantarillado o en ausencia de 10 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO ¿Qué normas tengo que cumplir? Las actividades industriales están regidas principalmente bajo el Reglamento Ambiental para el Sector Industrial Manufacturero (RASIM). Este reglamento contiene los límites permisibles que deben cumplir toda descarga de aguas residuales industriales, en los anexos 13 A, 13 B y 13 C. El anexo 13 A debe aplicarse cuando la descarga de aguas residuales industriales es a un cuerpo de agua (lago, rio, o arroyo) que está clasificado. Pudiendo ser: clase A, B, C o D. La instancia encargada de clasificar los cuerpos de agua es el Ministerio de Medio Ambiente y Agua. El anexo 13 B contiene los parámetros que se deben monitorear en función al tipo de actividad, puesto que no todos los procesos generan aguas residuales industriales con la misma característica. Sin embargo, los parámetros indicados en este anexo no son limitativos, toda vez que pueden existir diferencias técnicas entre el proceso de una empresa a otra, debiendo determinar el representante legal mediante un profesional especializado, de cuáles son los parámetros a monitorear. El anexo 13 C se aplica cuando la descarga se realiza a cuerpos de agua que no se encuentran clasificados, por lo tanto, es de aplicación general. ¿Por qué son perjudiciales las aguas residuales? Las aguas residuales industriales poseen una diversidad de elementos una vez que entran en contacto con el medio ambiente tras haber sido descargados por la empresa, provocan efectos que deterioran la calidad del agua y del suelo. Algunos componentes que se encuentran en las aguas residuales, pueden provocar enfermedades en los seres vivos que habitan el ecosistema, afectando también económicamente a las poblaciones que aprovechan estos recursos, un ejemplo es, el caso de lagos en los que se realiza pesca. En la tabla siguiente se muestra cuáles son los efectos de determinados parámetros presentes en las aguas residuales. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 11 ANÁLISIS PRINCIPAL Demanda bioquímica de oxígeno (DBO) CONTAMINANTE Materia orgánica biodegradable. EFECTO Agotamiento del oxígeno disuelto en cuerpo receptor por el crecimiento de microorganismos. Demanda química de Materia orgánica total. oxígeno (DQO) o carbón orgánico total (COT). Mismos que DBO. Riesgos de toxicidad. Sólidos sedimentables Sólidos suspendidos totales (SST). Aumento del depósito de arenas y limos en el fondo de los cuerpos receptores, afectando a la flora y fauna. Incremento en la turbiedad del cuerpo de agua a mayor concentración de sólidos suspendidos. Aporte de materia orgánica e inorgánica. Materia en suspensión sedimentable y no sedimentable (coloidal). Nitrógeno total Kjeldhal Nitrógeno y fósforo. (NTK), nitratos y nitritos (NO3, NO-2), fósforo total (Pt), ortofosfatos (PO3-4) Los nutrientes provocan un mayor crecimiento de algas en el cuerpo de agua consumiendo aceleradamente el oxígeno disuelto Impedimento de la fotosíntesis en el fondo. Grasas y aceites. Grasas y aceites. Acumulación en las paredes de drenajes reduciendo el área libre de tuberías. Impiden la transferencia de oxígeno a capas inferiores en cuerpos de agua. Provocan la flotación de partículas suspendidas. Sólidos Disueltos Totales (SDT). Sales inorgánicas. Incremento de la conductividad eléctrica. Disminución de la capacidad de reúso del agua para uso agrícola y consumo animal. Una concentración alta de sales (magnesio y de calcio) endurece el agua y provoca incrustaciones en el sistema de distribución del agua. Las sales inorgánicas de nitrógeno y fósforo provocan eutrofización. Coliformes fecales y huevos Patógenos y parásitos de helmintos 12 Transmisión de enfermedades gastrointestinales tanto a animales como a seres humanos por parásitos y bacterias. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO Problemática en los diferentes rubros industriales 01 LÁCTEO 01 LÁCTEO ¿Cómo es el proceso? La mayoría de las industrias a nivel nacional corresponde a micro y pequeñas empresas por lo que los procesos no son tecnificados no obstante los procesos unitarios son los mismos, es decir, las actividades que se siguen para obtener el producto son las mismas. Los principales productos del rubro lácteo son leche natural, yogurt y queso. Estos productos tienen los siguientes procesos estándar. El rubro lácteo tiene una amplia diversidad en cuanto a los productos que se obtienen a partir de la leche, sin embargo, los volúmenes de producción y los riesgos ambientales que conllevan no son los mismos en cada producto. Por tal motivo se realiza en la presente guía la priorización de 3 productos estratégicos considerando sus procesos, el potencial contaminante y los volúmenes de producción. 16 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO Diagrama de flujo para la producción industrial de leche Leche cruda RECEPCIÓN/ ALMACENAMIENTO TAMIZACIÓN DESNATADO Nata pasteurizada ingredientes Nata ESTANDARIZACIÓN HOMOGENEIZACIÓN TRATAMIENTO TÉRMICO ALMACENAMIENTO ENFRIAMIENTO REFRIGERACIÓN ENVASADO ENVASADO ACÉPTICO ALMACENAMIENTO TRATAMIENTO TÉRMICO Leche UHT ENVASADO Leche esterilizada ALMACENAMIENTO REFRIGERADO Leche pasterizada COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 17 Diagrama de flujo para la producción industrial de leche Leche entera / estandarizada PASTERIZACIÓN/ PRECALENTAMIENTO REFRIGERACIÓN Fermentos o cuajo COAGULACIÓN CORTE/ DESUERADO MOLDE/ PRENSADO ULTRAFILTRACIÓN SALADO SECADO MADURACIÓN ACONDICIONAMIENTO ALMACENAMIENTO Frutas u otros ingredientes ENFRIAMIENTO ENVASADO ENVASADO COAGULACIÓN (en el envase) ALMACENAMIENTO REFRIGERADO Queso fresco Queso madurado 18 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO Fermentos o cuajo Diagrama de flujo para la producción de yogurt Leche cruda RECEPCIÓN/ ALMACENAMIENTO TAMIZACIÓN DESNATADO Nata pasteurizada ingredientes Nata ESTANDARIZACIÓN HOMOGENEIZACIÓN PASTERIZACIÓN ENFRIAMIENTO INCUBACiÓN (en tanque) CALENTAMIENTO Fermentos ENVASADO REFRIGERACIÓN Fruta sabores u otros ingredientes ENVASADO INCUBACiÓN (en tanque) ENFRIAMIENTO ALMACENAMIENTO REFRIGERADO Yogurt líquido Yogurt firme COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 19 Qué aspectos son problemáticos? Los aspectos que representan mayor riesgo de contaminación al medio ambiente en el rubro lácteo son: Elevado consumo de agua para limpieza. Desecho del suero de queso. Desecho de la salmuera. En el rubro lácteo el consumo de agua es un aspecto negativo puesto que el agua constituye un recurso estratégico cada vez más escaso. Estudios realizados indican que el promedio de consumo de agua es de 7 litros de agua por cada litro de leche producido, llegando en algunos casos a consumir 12 litros de agua por litro de leche. Si bien existen diferentes tipos de salado, el más practicado es la inmersión en salmuera, este proceso se trata de un intercambio de fluidos entre el queso y la salmuera circundante. Produciendo en las aguas residuales un incremento considerable de la conductividad eléctrica por la concentración de sales. El desecho del suero de queso, o “lactosuero” es el factor de mayor contaminación en el rubro lácteo puesto que este constituye un residuo líquido con una elevada concentración de nutrientes, los cuales se traducen en problemas ambientales cuando son desechados en cuerpos de agua. 20 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 02 TEXTIL (LAVANDERÍA DE JEANS) 02TEXTIL (LAVANDERÍA DE JEANS) ¿Cómo es el proceso? El demin o jeans es la tela mas popular a nivel mundial, estableciendose como un icono en la moda para la elaboracion de pantalones. Considerando la importancia de este producto la presente guía se concentrará en jeans unicamente y en el proceso de lavado. Los principales equipos que se requieren para llevar adelante el proceso son: maquina lavadora, pistola de sandblasting, secadora de vapor, centrifugadora y caldero. En las lavanderias de acabados de jeans se realizan procesos: húmedos y secos. Generalmente, inician con uno o varios procesos húmedos y terminan para efectos de dar los ultimos retoques con procesos en seco, conforme al efecto que se requiere en la prenda. El proceso de acabado o lavado del jeans tiene su importancia por que permite el cambio de apariencia de la prenda, después de ser confeccionada permitiendo lograr variedad de estilos, colores y tonos. Para tal efecto, se emplea bastantes cantidades de agua, energia electrica, vapor, gas natural y productos quimicos auxiliares; ademas de tener en cuenta ciertos aspectos como la temperatura y cuidados con ciertos quimicos para conservar la elasticidad de aquellas telas que contienen lycras. 22 En los procesos húmedos, la prenda debe tener lavados repetidos, y existen muchos terminos para nombrar los diferentes procesos que conlleva, estos nombres dependen de la lavanderia y el pais. A continuacion se presenta el flujograma para el lavado de jeans, nombrando algunos procesos importantes: COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO Diagrama de flujo para el acabado del jeans Pantalones Agua, detergente Soda caustica Temperatura 60 - 70 C 1 DESENGOMADO Enzima ácida Ácido fórmico Enzima neutra Agua a 58 C CENTRIFUGADO RASPADO Brillantar Gas natural Vapor a 60 C Tintes Agua a 80 C SECADO TEÑIDO Vapor a 60 C - 70 C Fijador Agua a 40 C - 60 C PLANCHADO FIJADO Bolsas Etiquetas Agua oxigenada Soda cáustica Blanco óptico Detergente Agua a 40 C EMBOLSADO ABRILLANTADO Suavizante Silicón Agua a 40 C SUAVIZADO ALMACENAMIENTO TEMPORAL DE PRODUCTOS TERMINADOS VENTA MERCADO LOCAL Y NACIONAL 1 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 23 ¿Qué aspectos son problemáticos? Del total de agua empleada en todo el proceso que involucra el acabado del jeans, el teñido es el que abarca el mayor uso de agua y empleo de agentes reductores; además de que el proceso requiere un minucioso control principalmente en parámetros de pH y temperaturas del lavado. estructura. Azoicos: basados en el beta - naftol, bencidina y otros compuestos fenólicos. Para el teñido, la prenda debe tener tonos claros de índigo (el color comúnmente utilizado en la tela demin o jeans es el índigo), por lo que es necesario el blanqueo utilizando un agente químico oxidante, posteriormente se aplica el tinte para seguir con el fijado y una limpieza superficial. En concreto, esta clase de agua residual se caracteriza por ser muy variable en caudal, variedad de compuestos y niveles de concentración. Por lo general, se descargan al alcantarillado, ocasionando problemas en el mismo debido al contenido de sales, sulfuros, sulfatos y partículas. Por ende, su descarga a cuerpos de agua, sin el tratamiento adecuado, es un riesgo para la calidad de los recursos hídricos. Se emplea sal común (cloruro de sodio), el cual ayuda al tinte para que agote sobre la prenda. Los tintes usados tienen diferentes naturalezas y algunos son difíciles de degradar. Los tipos pueden ser: Directos: compuestos neutros a base de celulosa. Pigmentos: insolubles en agua. Sulfurosos: contiene compuesto de azufre en su 24 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 03 CUERO (CURTIEMBRE) 03CUERO (CURTIEMBRE) ¿Cómo es el proceso? Esta guía hará referencia sobre el proceso de producción del cuero a partir de pieles de bovinos por ser el producto referente en el mercado interno considerando los volúmenes producidos y también los riesgos que conlleva una gestión inadecuada de las aguas residuales. El proceso de la curtiembre se divide en las siguientes etapas: rivera, curtido, post-curtido y acabado. Después del proceso de curtido, la piel queda convertida como cuero al “wet blue”, el cual es sometido a la etapa de postcurtido, realizando operaciones de rebajado, neutralizado, recurtido, teñido y engrasado. Posteriormente, se efectúan operaciones de acabado donde el cuero ya seco, se le da mayor suavidad, color, textura y otras particularidades deseadas para ser procesado en tapicería, calzados, vestimenta y marroquinería, entre otros. A continuación, se muestran los diagramas de flujo para la producción del wet blue y de cuero acabado. Es a partir de la recepción de las pieles provenientes de los frigoríficos y mataderos, donde se inicia el proceso. Las pieles pasan por diversas operaciones en las etapas de rivera y curtido, entre las principales: pelambre, descarnado, desencalado, purgado, piquelado y curtido. El curtido tiene la función de estabilizar de forma irreversible la piel, puede aplicarse el curtido químico con el uso de sales de cromo o el curtido vegetal con el uso del tanino. 26 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO Diagrama de flujo para la producción del wet blue Pieles (vacuno) Pieles frescas Agua LAVADO RECEPCION DE PIELES Pieles frescas SALADO Pieles frescas saladas, seco-saladas Agua, bactericida, enzimas, detergentes Sulfuro de sodio, cal apagada, agua REMOJO (estático o en fulón) Agua residual (sal, sangre, grasa, sólidos) Pieles limpias, rehidratadas PELAMBRE Agua residual (sulfuros, cal), pelos, lodos RIBERA Agua LAVADO DE PELAMBRE Agua residual (remanentes de sulfuro, cal) Pieles en tripa Agua DESCARNADO DIVIDIDO Sulfato de amonio, bisulfito de sodio, solución de purga (con enzimas), agua Agua Agua, sal común, ácido fórmico/ acético, ácido sulfúrico Cromo, basificante, agua Carnazas, retazos de piel, agua Retazos de piel Flor y costa (descarne) DESENCALADO Y PURGADO Aguas amoniacales con enzimas LAVADO Aguas amoniacales CURTIDO PIQUELADO Aguas ácidas con cromo, sal disuelta CURTIDO Y BASIFICADO WET BLUE COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 27 Diagrama de flujo para la producción de cuero acabado WET BLUE ESCURRIDO Dry Blue Agua, formiato de sodio u otro neutralizador Agua REBAJADO CANTONEADO Residuos sólidos (virutas, recortes cuero, polvo de rebajado) NEUTRALIZADO Agua residual con sales LAVADO Agua residual POST-CURTIDO Agua (70 ºC), sales de cromo, recurtientes, tanino RECURTIDO Efluentes ácidos con cromo y taninos Anilina, aceite (sulfitado, sintético, natural, catiónico), ácido fórmico TEÑIDO Y ENGRASADO Colorantes, aceites LAVADO Efluentes ácidos con taninos, colorantes, aceites Agua Energía SECADO (vacío, toggling) Energía Vapor de agua Cuero semiacabado Ugantes acrilicos, cera, agua, perenetrante modificadores, etc. Pigmentos ACONDICIONADO PULIZONADO Y TESADO PINTADO, BATANADO, PLANCHADO Residuos sólidos (recortes de cuero) Emisiones al aire (solventes orgánicos) CUERO ACABADO 28 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO ACABADO ¿Qué aspectos son problemáticos? Dentro el proceso productivo del cuero, en la etapa de rivera se genera la mayor cantidad de residuos sólidos (grasas, pelambre, lodos, carnazas, etc.) y debido al uso de productos químicos como ácidos orgánicos sales de cromo, bisulfito de sodio entre otros en la etapa de curtido las aguas residuales generadas contienen grandes concentraciones de contaminantes, representadas en salinidad, materia orgánica, materia inorgánica, solidos disueltos y suspendidos, amoniaco, nitrógeno orgánico y algunos contaminantes específicos tales como sulfuros y cromo. ubicación, sin embargo el factor que origina el problema se mantenía constante. Algunas empresas con visión empresarial asumieron el reto de realizar una gestión adecuada de sus aguas residuales y al día de hoy se encuentran presentes en mercados internacionales gracias a una cultura empresarial responsable con el medio ambiente que tuvo repercusiones en la calidad de los productos. Durante mucho tiempo la industria del cuero ha sido sujeto de una percepción negativa por parte de la población que se encontraba cercana a las curtiembres, esto debido a la deficiente o inexistente gestión de las aguas residuales, generando problemas sociales constantes forzando en algunos casos al cierre de la actividad y traslado a otra COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 29 04 MATADERO 04 MATADERO ¿Cómo es el proceso? En la presente guía se hará énfasis a mataderos de ganado vacuno. En el matadero el proceso se puede clasificar en dos etapas, zona negra y zona blanca o “zona no limpia” y “zona limpia”. Remoción de estómago, intestinos y órganos División en dos carcazas ¿Qué es la zona blanca? ¿Qué es la zona negra? La zona negra comprende toda el área en la que se desarrollan las actividades de: La zona blanca comprende el área en la que se realiza el lavado de las carcasas obtenidas de la zona negra, dependiendo del tipo de matadero se procede a realizar el procesamiento de la carne, la obtención de cortes especiales el deshuesado empaquetado y transporte. Recepción de ganado, Reposo y preparación (corrales) Lavado del ganado Aturdimiento Degollado Desangrado Desollado Corte de extremidades y cabeza 32 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO Diagrama de flujo de la zona negra y zona blanca OPERACIONES ZONA NEGRA Agua, detergentes, desinfectantes RECEPCIÓN DE ANIMALES LIMPIEZA DE VEHÍCULOS Bobino Agua SI ¿Animales muy sucios? Estiércol, paja, agua LAVADO DE ANIMALES NO INSPECCIÓN ANTE MORTEN Animales enfermos SACRIFICIO DE EMERGENCIA REPOSO DE ANIMALES LIMPIEZA DE CORRALES Agua LAVADO DE ANIMALES Agua, tierra, estiércol Cartuchos nuevo ATURDIDO DE ANIMALES DEGOLLADO Y DESANGRADO Líquidos orgánicos agua residual Sangre Patas, Agua Cabeza, Agua DESOLLADO EVISCERACIÓN: ESTÓMAGO, INTESTINOS, ÓRGANOS INSPECCIÓN POST MORTEM LIMPIEZA ZONA NEGRA peligrosos DISPOSICIÓN FINAL Cartuchos usados CORTE DE CABEZAS Y PATAS DIVIDIDO DE CARCASAS Residuos RECOLECCIÓN DE SANGRE Sangre para su aprovechamiento Patas peladas, pelos, pezuñas Agua residual PELADO DE PATAS LAVADO DE CABEZA Y CORTE DE CUERNOS Cabeza, cuernos Agua residual ALMACENAMIENTO Y CONSERVACIÓN LAVADO DE PIELES Pieles limpias y conservadas 1 Carcasa dividida Astillas de hueso grasas 2 Carcasas u órganos decomisados Agua residual detergentes, desinfectantes COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 33 11 Estómago e intestinos Órganos PROCESADO DE ESTÓMAGO E INSTESTINOS LAVADO DE ESTÓMAGOS Vísceras comestibles4 estómagos PROCESADO DE ÓRGANOS SEPARACIÓN DE ÓRGANOS COMESTIBLES LAVADO DE INTESTINOS Aguas verdes, rumen Vísceras comestibles: Intestino delgado y grueso Agua verdes, estiércol, recto LAVADO ÓRGANOS COMESTIBLES Órganos no comestible vejiga, bazo, pulmones, grasas Agua residual Corazón, hígado, riñones, ubres, testículos 2 OPERACIONES ZONA BLANCA Carcasa dividida Agua Tejido fino, astillas de hueso, agua residual LIMPIEZA DE CARCASAS Agua CORTES O PRODUCTOS ESPECIALES SI NO OREO DE CARCASAS Carne en espera REFRIGERACIÓN DE CARCASAS Carne TRANSPORTE Agua, detergentes, desifectantes 34 EMPAQUETADO Huesos, agua residual Carcasas Agua (eventual) CORTADO Y DESHUESADO LIMPIEZA DE ZONA BLANCA Agua residual detergentes, desifectantes COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO ENFRIAMIENTO ¿Qué aspectos son problemáticos? CONTAMINACIÓN CRUZADA. Es la transferencia de agentes contaminantes de un alimento contaminado a otro que no lo está. El ejemplo más común en un matadero es utilizar un cuchillo en cortes realizados primeramente en la zona negra y luego en la zona blanca. El uso de utensilios, equipos, herramientas puede ser un elemento que provoque una transmisión de contaminantes de un área a otra. DESCARTE DE LA SANGRE. El no aprovechamiento de la sangre generada constituye una pérdida para el matadero, puesto que se está perdiendo un subproducto valioso. En algunos casos se tiende a clasificar la sangre mediante bandejas especiales para el desangrado, sin embargo, el volumen acumulado es dirigido a fosas comunes donde la sangre es mezclada con el agua de limpieza, produciendo un volumen mayor que requiere tratamiento. La contaminación cruzada como tal es fácil de controlar; sin embargo, los recursos limitados de personal y falta de herramientas en los mataderos son una causa constante que provoca situaciones de este tipo de contaminación. CONSUMO ELEVADO DE AGUA. El consumo elevado de agua es un factor que se repite en la mayoría de los mataderos a nivel nacional. El problema es que al tener un consumo alto de agua para las labores de limpieza esto deriva en la generación de grandes volúmenes de aguas residuales, las cuales requieren de tratamiento físico químico y biológico, significando un costo operativo elevado. CONEXIONES CRUZADAS. La infraestructura debe ser adecuada para evitar conexiones cruzadas produciendo una mezcla de efluentes. Esta situación puede agravarse cuando se tienen conexiones cruzadas con agua residual de baños del personal. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 35 AGUA RESIDUAL - MATADERO AGUA RESIDUAL - CURTIEMBRE AGUA RESIDUAL - LÁCTEO AGUA AGUA RESIDUAL RESIDUAL - MATADEROS - TEXTIL Consecuencias ambientales Los rubros analizados en el presente compendio comparten algunas características de problemática ambiental que son importantes de considerar, todas las actividades generan aguas residuales en volúmenes importantes, con las diferencias obvias de acuerdo al tipo de proceso, a esto se suma la concentración de contaminantes, que hace necesaria la implementación de sistemas de tratamiento que reduzcan PARÁMETRO el impacto que las aguas residuales pueden generar en el medio ambiente ya sea con descargas a sistemas de alcantarillado, cuerpos de agua o al suelo. Las aguas residuales industriales presentan los siguientes parámetros críticos que se recomiendan estén sujetos a un control constante: PARÁMETROS EN EL RUBRO LACTEO ORIGEN / CAUSAS Demanda bioquímica de oxígeno - DBO5 Demanda química de oxígeno - DQO La demanda biológica de oxígeno es elevada por la concentración de materia orgánica que existente en las aguas residuales de las industrias que procesan queso, debido al aporte de nutrientes presentes en el lactosuero que no es aprovechado. Aceites y grasas Las grasas en las aguas residuales provienen de la grasa que está presente en la leche misma, es de origen animal y requiere una mayor actividad biológica para poder ser degradada por ser grasa saturada. Nitrógeno y fósforo Estos nutrientes provienen de los productos de limpieza y desinfección, que contienen fosfatos, también se encuentran en la materia orgánica presente en mermas, o derrames de leche, yogurt o lactosuero. Potencial de hidrógeno - PH El pH registra variaciones que son provocadas por las soluciones ácidas y básicas procedentes de las operaciones de limpieza y desinfección donde se utilizan soda cáustica (NaOH), ácido nítrico (HNO3) o el ácido fosfórico (H3PO4) Conductividad eléctrica La conductividad eléctrica se eleva debido al descarte de salmuera, (agua con sal) utilizada durante el salado del queso. Variaciones de temperatura. El proceso lácteo consume grandes volúmenes de agua caliente y fría, para el tratamiento térmico y para la refrigeración correspondientemente. Estas variaciones provocan una separación de estratos en el cuerpo de agua puesto que el agua caliente es menos densa que el agua fría, y acelera la actividad de eutrofización afectando a peces. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 39 PARÁMETRO Sólidos suspendidos totales Demanda bioquímica de oxígeno - DBO5 Demanda química de oxígeno - DQO PARÁMETROS EN EL RUBRO DE MATADERO ORIGEN / CAUSAS Durante las actividades de corte de carcasas, corte de patas y cabezas, limpieza de cortes especiales y la limpieza de rumen en el eviscerado, se generan sólidos que elevan la turbiedad del agua residual. Debido al aporte de materia orgánica de sangre, rumen, estiércol, restos de grasa y su mezcla con las aguas residuales generadas en la limpieza de las áreas de trabajo se incrementa la DBO y DQO. Aceites y grasas Este factor se origina por los restos de grasa retirados durante las distintas etapas de producción. Los pequeños trozos generalmente son arrastrados a los desagües de agua durante la limpieza. La grasa animal requiere de mayor tiempo de digestión bacteriana, en los sistemas de tratamiento. Nitrógeno y fósforo Estos nutrientes se encuentran presentes en los productos de limpieza y desinfección, así como en el descarte de residuos de sangre, astillas de hueso y trozos de vísceras, grasas, sebos entre otros. Coliformes fecales. Cuando el estiércol es mezclado con las aguas residuales o dispuesto a la intemperie significa un riesgo para la propagación de enfermedades provocados por bacterias y parásitos. 40 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO PARÁMETRO PARÁMETROS EN EL RUBRO DE TEXTIL ORIGEN / CAUSAS Potencial de Hidrogeno - PH Los valores de PH se incrementan paulatinamente hasta alcanzar valores muy alcalinos. Solidos Suspendidos Totales Los sólidos se encuentran en la pelusa u otros materiales flotantes, afectando en la turbidez del agua residual. Demanda Bioquímica de Oxigeno - DBO5 Demanda Química de Oxigeno - DQO La DBO y DQO se incrementan debido al empleo de tintes, aditivos y productos de acabado. Aceites y grasas Los aceites y grasas se generan a partir del desengomado de prendas que contienen sustancias como ceras o tintes engomados. Cromo El Cromo se encuentra presente en los colorantes, producen problemas ambientales debido a su naturaleza tóxica, el cromo hexavalente cromo (VI) es conocido porque causa varios efectos negativos sobre la salud de animales y seres humanos. Nitrógeno Éste nutriente está presente en amoniaco, nitrógeno orgánico u otros. Asimismo se encuentra en los colorantes. Sulfuros El sulfuro corresponde a la forma reducida del azufre y está presente en colorantes. Color En la etapa de teñido se generan efluentes con colorantes, debido a la ineficiencia del proceso, generalmente estos no son biodegradables y provocan la reducción del oxígeno disuelto. En altas concentraciones los colorantes dificultan la función fotosintética en los cuerpos de agua. Variaciones de temperatura En proceso de teñido principalmente se generan aguas residuales a altas temperaturas (80°C), estas variaciones de temperatura, provocan una separación de estratos en el cuerpo de agua puesto que el agua caliente es menos densa que el agua fría, y acelera la actividad de eutrofización afectando a peces. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 41 PARÁMETRO PARÁMETROS EN EL RUBRO DE CURTIEMBRE ORIGEN / CAUSAS Potencial de hidrógeno - PH En el proceso existen efluentes básicos provenientes del pelambre con contenido de sulfuro y en el curtido se generan efluentes ácidos. Sólidos suspendidos Totales En los efluentes se presentan residuos de pelos y una diversidad en materia orgánica putrescible. Demanda bioquímica de oxígeno - DBO5 Demanda química de oxígeno - DQO En el pelambre se genera la mayor carga contaminante debido a la presencia de materia orgánica en la descarga liquida, dado que se elimina material graso, pelo y otras sustancias. Cromo En el efluente del curtido de la piel, se emplean sales de cromo, al no tener una óptima fijación de cromo en el colágeno de la piel, se genera un efluente con una mayor concentración de cromo. Nitrógeno El aporte de nitrógeno se debe al uso de sales de amonio en la etapa de desencalado. Sulfuros Se emplea sulfuro de sodio para realizar la depilación de los cueros en la etapa de pelambre, generando sulfuros de hidrógeno que en cantidades altas tiene consecuencias graves en la salud. 42 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO Las consecuencias ambientales que conllevan las aguas residuales industriales sin el adecuado tratamiento, se describen a continuación: EUTROFIZACIÓN El incremento de nutrientes (nitrógeno y fósforo principalmente), provoca un desarrollo acelerado de las algas y vegetales en la superficie formando una capa que impide el paso de la luz solar, como consecuencia en el fondo se hace imposible la fotosíntesis (productora de oxígeno libre), a la vez que aumenta el consumo de oxígeno por las bacterias, que reciben los excedentes de materia orgánica producidos de las algas de la superficie. De esta manera se agota pronto el oxígeno haciendo del fondo un ambiente anóxico. Esta condición hace inviable la existencia de la mayoría de las especies que antes formaban parte del ecosistema afectando la pesca e incluso el turismo por el mal aspecto que adquiere el cuerpo de agua, generando problemas con la población. SALINIZACIÓN La salinización consiste en la acumulación de sal en el agua o en el suelo, afectando consecuentemente a los organismos que viven en estos ecosistemas. Los organismos acuáticos se encuentran en equilibrio osmótico con el medio que los rodea, de modo que, al aumentar la concentración de sal en el medio, el agua de las células tiende a salirse del organismo, provocando la deshidratación de éstos. La sensibilidad ante la salinidad varía de una especie a otra, llegando algunas a morir de manera rápida ante cambios bruscos de salinidad mientras que otras son más resistentes. Existen ríos y lagos salados en donde no hay vida por el exceso de sal, puesto que para algunos animales la salmuera puede ser venenosa. En el suelo el efecto se aprecia en la disminución en la productividad de los cultivos, siendo algunos más sensibles que otros. Las descargas al sistema de alcantarillado, tienen un efecto corrosivo sobre el hormigón, debilitando las estructuras y reduciendo el tiempo de vida útil del alcantarillado. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 43 GRASAS Y ACEITES En el caso de los lodos que son enterrados o dispuestos en botaderos, estos serán más difíciles de secar cuando el lodo contiene material graso. Las grandes cantidades de grasa en el agua afectan a la diversidad bacteriana que ayudaría a degradar otros contaminantes, puesto que las partículas de grasa envuelven las formas biológicas lo suficiente para interferir con la transferencia de oxígeno del líquido al interior de las células vivas. Este fenómeno se describe algunas veces como acción “asfixiante”. En las tuberías internas de la planta se produce una acumulación de grasas en las paredes reduciendo el espacio libre y afectando los parámetros de operación. El impacto en el medio ambiente se aprecia sobre cuerpos de agua y el suelo. En el agua las grasas de origen animal requieren un tiempo más largo para degradarse en comparación de las grasas que provienen de origen vegetal. 44 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO Tecnologías de tratamiento de aguas residuales A continuación, se abordan alternativas de tratamiento con distintos alcances según el nivel de purificación deseado, bajo ningún aspecto se debe considerar el contenido como una “receta” que es posible replicar debido a que, si bien existen generalidades en los procesos productivos de los rubros identificados, la elección de un sistema de tratamiento dependerá de condiciones adicionales como: temperatura, espacio, caudal, recursos económicos, disponibilidad de personal, capacidad de mantenimiento etc. Consideraciones previas Un sistema de tratamiento debe ser ajustado a los requerimientos del agua residual industrial con la que se cuenta. No es aconsejable imitar sistemas de tratamiento de otras empresas al pie de la letra puesto que cada proceso posee condiciones únicas. Antes de ingresar al diseño de un sistema de tratamiento es aconsejable identificar mejoras que permitan reducir el caudal de tratamiento, así como la concentración de contaminantes, lo que se conoce como Producción Más Limpia, dicho de otra manera, es reducir en origen el volumen y la peligrosidad de los residuos que se generan en un proceso productivo, en este caso residuos líquidos, una reducción en origen puede aminorar enormemente los volúmenes de tratamiento, por lo que sería necesaria una planta de tratamiento mucho más pequeña y con procesos más sencillos, teniendo un efecto en la reducción de costos de implementación y operación. A. Tratamiento preliminar B. Tratamiento primario C. Tratamiento secundario D. Tratamiento terciario humedales E. Manejo de lodos A estas etapas se adiciona una línea de tratamiento para lodos generados en la planta, no constituye una etapa de tratamiento terciario sino una línea complementaria al tratamiento realizado en las etapas previas. A. Tratamiento preliminar El tratamiento preliminar, es el acondicionamiento del agua residual antes de ingresar a la planta de tratamiento como tal, y está orientado a la remoción de partículas sólidas gruesas o de grandes dimensiones como ser, ramas, basura, arena, pequeñas piedras, etc. El considerar el pre tratamiento como una etapa sin importancia suele derivar en costosas reparaciones en el equipo y maquinaria de la planta de tratamiento, puesto que el ingreso de basura, plásticos, piedras puede estropear bombas y cañerías, significando un gasto para la empresa. A continuación, se presentan las tecnologías de tratamiento preliminar, que son: Todo sistema de tratamiento consta de las siguientes fases o etapas: COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 47 REJILLA MECÁNICA VENTAJAS Bajo costo de fabricación No ocupa mucho espacio No consume energía Es de fácil limpieza No requiere mantenimiento 48 DESVENTAJAS Necesita personal durante operación y mantenimiento. Se satura y puede generar rebalses. RECOMENDACIONES La abertura debe ser acorde al tipo de residuos Siempre construir la rejilla de metal. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO REJILLA AUTOMATIZADA VENTAJAS Opera continuamente sin saturarse. No requiere personal. Puede ser computarizado. DESVENTAJAS Mayor costo respecto a la rejilla mecánica. Requiere mantenimiento. Consume energía eléctrica. RECOMENDACIONES Instalar bandejas para la recolección de residuos a fin de evitar levantar residuos manualmente. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 49 TAMIZ MECÁNICO VENTAJAS Retiene partículas más finas. No ocupa mucho espacio. Es de fácil limpieza. Opera continuamente. No requiere mantenimiento No consume energía eléctrica. 50 DESVENTAJAS Necesita personal para su limpieza. Con caudales muy contaminados puede saturarse. RECOMENDACIONES Si se tienen descargas con arrastre de sólidos muy gruesos instalar previamente una rejilla. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO TAMIZ AUTOMATIZADO VENTAJAS No ocupa mucho espacio. Se limpia solo. No requiere personal. No se satura. Opera con caudales continuos. DESVENTAJAS Requiere mantenimiento periódico. Consume energía eléctrica. Mayor costo de instalación respecto a un tamiz mecánico. RECOMENDACIONES Si se tienen descargas con arrastre de sólidos muy gruesos instalar previamente una rejilla. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 51 DESARENADOR CONVENCIONAL ción. 1 2 3 5 4 6 7 1. Zona de entrada. 2. Vertedero de alivio. 3. Placas difusora. 4. Zona de sedimentación. VENTAJAS No requiere personal para operar. Buena eficiencia de remoción de sólidos. Soporta caudales medios No requiere energía. 52 5. Zona de salida. 6. Agujeros. 7. Evacuación del lodo. DESVENTAJAS Ocupa mucho espacio. Alto costo de construcción. El purgado requiere personal. RECOMENDACIONES Mientras menor sea el caudal será mayor la efectividad por la reducción de la turbulencia en la zona de sedimentación. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO DESARENADOR SIN FIN VENTAJAS Opera con caudales altos. No requiere personal. Puede compactar los sólidos. Opera con caudales muy contaminados. DESVENTAJAS Ocupa mucho espacio. Mayor costo de implementación. Mantenimiento periódico. RECOMENDACIONES Mediante la colocación de una trampilla es posible asegurar una compresión para compactar los sólidos al final del tornillo recogiéndolos en una cesta. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 53 TRAMPA DE GRASAS ENTRADA SALIDA NATA DE GRASA Y ACEITES RETENIDOS GRASA ASCENDIENDO FLUJO DE AGUA SIN GRASA BARRO VENTAJAS Elimina en origen las grasas y aceites. No se necesita personal. Opera con caudal continuo. Eficiencia media - alta. No consume energía. 54 DESVENTAJAS Es necesario aún un tratamiento posterior para las grasas y aceites. RECOMENDACIONES Evitar uso de bombas al inicio, genera emulsiones que retardan el proceso. Incorporar burbujeo para acelerar el proceso de separación. Paneles traslapados (f igura de abajo) incrementan la eficiencia. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO DESARENADOR - DESGRASADOR CON AIREACIÓN FORZADA Grasas Inyectores de aire Arena Arena Salida Salida de grasas Mezcla Rasquetas Aire + Agua VENTAJAS Alta eficiencia. Remueve grasas y aceites, con sólidos sedimentables por separado. Opera con caudal continuo. No requiere personal. DESVENTAJAS Alto costo de implementación. Consumo de energía por inyección de aire. Consumo de energía por bombeo de lodos. RECOMENDACIONES La incorporación de paneles traslapados incrementa la eficiencia y segmenta la estructura aumentando su eficiencia. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 55 B.Tratamiento primario El tratamiento primario tiene como objetivo reducir la concentración de sólidos en suspensión del agua residual. Consiste básicamente en una remoción por medios físicos o mecánicos de una parte sustancial del material sedimentable o flotante. Aunque hay varios procesos que se pueden considerar incluidos dentro del tratamiento primario los principales procesos utilizados en una planta de tratamiento de mediano y gran tamaño son: Remoción de sólidos La base de esta reducción está en la estabilización del agua en un tanque (se reduce la velocidad del flujo) para que los sólidos con una densidad significativamente mayor que la del agua sedimenten. Separación sólido - líquido (sin adición de reactivos químicos) Sedimentador primario. Tanque imhof. Separación sólido - líquido (con pre-adición de reactivos químicos) Implica que previamente se han mejorado las características de los sólidos en suspensión mediante la adición de coagulantes y/o floculantes. Se lo conoce como proceso fisicoquímico. Actualmente el método que reporta mejores resultados, aunque más complejo de operar, es la flotación con aire disuelto (proceso FAD). Sedimentación Adicionalmente, materias menos densas que el agua (aceites y grasas, etc.) flotaran. 56 A continuación, se presentan distintos tipos de tratamientos que son: COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO TANQUE IMHOF Tubería de entrada del agua residual Cámara de espunas Atrapa las espumas de las aguas negras Cámara de sedimentación Válvula o llave Sirve para ayudar a separar el agua o líquidos de los sólidos. Para purgar el lodo hacia el lecho de secado Cámara de digestión Cámara neutra Aqui se asienta los sólidos o lodo y se realiza la digestión. Evita que la espuma o nata vuelva a subir a la cámara de sedimentación Tiene una forma rectangular con una tolva en la parte inferior, la cámara superior recibe el agua residual y separa los sólidos de rápida sedimentación, estos pasan a la cámara inferior a través de una apertura conformada por mamparas de concreto para su digestión. Las burbujas de biogás se acumulan en espumas en las cámaras laterales de ventilación. VENTAJAS Operación simple. Contribuye a la digestión del lodo. Reduce DBO en 25 a 30%. Reduce sólidos en un 40%. Bajo costo de construcción. Tiempo de retención medio 30 a 45 días. DESVENTAJAS Ocupa espacio mediano. Profundidad de 6m. El nivel freático es limitante. Produce olores y gases de efecto invernadero. No recomendable para climas fríos. RECOMENDACIONES Inocular con lodo de otro tanque al inicio para acelerar el proceso. Poner en marcha en los meses más calientes. Rotar los puntos de ingreso semanalmente para nivelar los lodos en el fondo. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 57 SEDIMENTADOR LAMELAR Sedimentador en contracorriente Sedimentador en co-corriente Consisten en tanques de poca profundidad que contienen paquetes de placas (lamelas) o tubos inclinados respecto a la base, y por cuyo interior se hace fluir el agua de manera ascendente. En la superficie inferior se van acumulando las partículas, desplazándose de forma descendente y recogiéndose en el fondo del sedimentador. VENTAJAS Contracorriente Necesita menor área. Buena distribución de flujo a menor cantidad de lamelas. Menor tamaño de lamelas. Co corriente Angulo bajo de lamelas menor altura. Los lodos son preespesados por el flujo. Atascos poco frecuentes. 58 DESVENTAJAS Contracorriente Angulo elevado de las lamelas. Atascamiento por los lodos. Arrastre de lodos en el ascenso. Co corriente Necesita mayor área. Sensible a caudal variable Existe re-suspensión. Desaprovechada espacio de las lamelas. RECOMENDACIONES Uso de lamelas corrugadas. Usar rasquetas y sistemas de vibración para eliminar los sólidos. Uso de material flexible para fácil limpieza. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO SEDIMENTADOR RECTANGULAR Placa deflectora Sistema de tracción Canal de recogida de efluentes Rasquetas de fondo Conducto de entrada de agua Poceta de tangos Purga de tangos Estos sistemas operan con una decantación horizontal sobre el fondo de la estructura, en algunos casos se encuentran libres de estructuras internas pero también pueden contener dispositivos de arrastre para mejorar la eficiencia, el lodo sedimentado en el fondo es arrastrado a una purga mientras que el agua clarificada se extrae en la parte superior. VENTAJAS Las rasquetas permiten un trabajo más eficiente. Profundidad reducida 2,5 a 4m. Opera con caudales continuos. Permite precipitar sólidos finos. DESVENTAJAS Consumo de energía cuando usa sistemas de arrastre. Requiere espacios grandes para instalarse. La distribución no es uniforme RECOMENDACIONES Incorporar deflectores al inicio para homogenizar la distribución de los sólidos por todo el fondo. Utilizar rasquetas corrugadas. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 59 FLOTACIÓN POR AIRE DISUELTO (FAD) - DISSOLVED AIR FLOTATION (DAF) Cámara de flotación Cámara de Saturación Efluente Compresor de aire Salida de material flotado Bomba Afluente Válvula de reducción de presión El sistema de flotación por aire disuelto FAD o DAF por sus siglas en inglés, consiste en la formación de micro burbujas que permiten la flotación de material suspendido presente en el agua, al formar un conjunto de aire sólido suspendido con una densidad menor a la del agua. Los FAD se componen básicamente de dos unidades: un saturador donde se somete el agua a varias atmósferas de presión y la celda de flotación la cual se encuentra abierta a la atmosfera, haciendo posible la separación del sólido para su posterior tratamiento. VENTAJAS Aplicación versátil para múltiples rubros industriales. No requiere demasiado espacio. Puede operar con caudal constante. No se afecta por variaciones de caudal. 60 DESVENTAJAS Consumo de energía por uso de bomba y rasquetas. Consumo de insumos coagulantes y floculante. Depende de equipo auxiliar (bomba, reductores, rasquetas). RECOMENDACIONES Realizar previamente test de jarras para determinar consumos de reactivos químicos, caso contrario partir de coagulante > 50 mg/L y floculante > 5 mg/L. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO C. Tratamiento secundario. La reducción de los compuestos orgánicos presente en el agua residual, acondicionada previamente mediante tratamiento primario, se realiza exclusivamente por procesos biológicos. Este proceso reduce o convierte la materia orgánica finamente dividida y/o disuelta, en sólidos sedimentables floculentos que puedan ser separados por sedimentación en tanques de decantación. Los procesos biológicos más utilizados son los lodos activados y filtros percoladores. Son muchas las modificaciones de estos procesos que se utilizan para hacer frente a los requerimientos específicos de cada tratamiento. Biológico Aerobio Lodos activados. Filtros percoladores. Discos biológicos rotatorios. Asimismo, dentro de este grupo se incluyen a las lagunas de estabilización y aireadas, así como el tratamiento biológico empleando oxígeno puro y el tratamiento anaerobio. Los tratamientos biológicos de esta categoría, tienen una eficiencia de remoción de la DBO entre el 85% al 95%, y se pueden clasificar de la siguiente manera: Biológico Anaerobio Laguna anaerobia. UASB - Upflow Anaerobic Sludge Blanket o RAFA (reactor anaerobio de flujo ascendente). Reactor anaerobio de lodo fluidificado RALF. Filtro anaerobio con deflectores - ABR. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 61 LODOS ACTIVADOS Lodos activados con aireación extendida Lecho de lodos activados con biofilm fijo integrado Reactor hídrigo de lecho de biofilm móvil El lodo activado es una unidad de reactor de varias cámaras que (principalmente) hace uso de microorganismos aerobios para degradar la materia orgánica en las aguas residuales y para producir un efluente de alta calidad. Para mantener las condiciones aeróbicas y mantener suspendida la biomasa activa, se requiere una fuente de oxígeno constante y bien programada. Los microorganismos oxidan el carbono orgánico en las aguas residuales para producir nuevas células, dióxido de carbono y agua. Durante la aireación y el mezclado, las bacterias forman pequeños corpúsculos o racimos. Cuando se detiene la aireación, la mezcla se transfiere a un segundo clarificador donde se les permite a los corpúsculos asentarse y el efluente es descargado. El lodo vuelve al tanque de aireación, repitiendo el proceso. VENTAJAS Alta reducción de DBO y patógenos (hasta un 9 9 %). Se puede modificar para lograr límites de descarga específicos. 62 DESVENTAJAS Alto costo de capital; alto costo de operación. Alto consumo de electricidad. El efluente y los lodos requieren tratamiento secundario y/o una descarga apropiada. RECOMENDACIONES La eficiencia del tratamiento es afectada si la planta es sub o sobre utilizada. Evitar el ingreso de bacterias filamentosas. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO FILTRO PERCOLADOR Aspersor Filtro Tubo de alimentación Aire Canal de efluente Soporte de filtro Recolección Es un filtro biológico de lecho fijo que opera bajo condiciones aeróbicas. Se "deja caer" o rocía el agua residual sobre el filtro. Al descender el agua por los poros del filtro, la materia orgánica se degrada por la biomasa que cubre el material del filtro, extrayendo el líquido tratado de la parte baja del filtro aprovechando la gravedad como impulsor. El efluente recolectado debe ser clarificado en un tanque de sedimentación para eliminar cualquier biomasa que se haya desprendido del filtro. VENTAJAS El área es moderada en comparación con otros métodos aerobios. Se pueden operar varios índices de carga hidráulica. DESVENTAJAS Alto costo de capital; moderado costo de operación. Requiere diseño y construcción de personal capacitado. Problemas con moscas y olores. El sistema de dosificación requiere un diseño complejo. RECOMENDACIONES Implementar después de una etapa de clarificación de un sistema anaerobio, para alcanzar eficiencia alta de remoción orgánica. El espacio intersticial debe ser suficiente para evitar taponamientos por la biomasa. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 63 BIO DISCOS - DBR DISCOS BIOLOGICOS ROTATIVOS Consiste en una serie de discos de plástico de 3 a 4 m de diámetro, colocados horizontalmente sobre un tanque, girando a velocidades de 1 o 2 r.p.m. y aproximadamente el 40% del área superficial de los discos sumergida en el agua residual del tanque. Los microorganismos se fijan y multiplican en la superficie de los discos, cubriendola de una película biológica (biomasa) de 2 a 4 milímetros de espesor. Los organismos transforman la materia orgánica soluble en sustancias más simples, en presencia de oxígeno. La rotación del sistema mantiene en suspensión la biomasa desprendida hasta que el flujo de agua la saca del sistema. La biomasa debe separarse por sedimentación. VENTAJAS No existen problemas de ruido. No se tapa como un filtro. No tiene moscas ni olores Ocupa menos espacio. 64 DESVENTAJAS El sistema es nuevo y no hay parámetros de diseño definidos. Requiere un tiempo largo de arranque. El sistema no es conocido en la región. RECOMENDACIONES Implementar celdas en serie para reducir los sólidos presentes en la suspensión. Incorporar discos enteros en vez de discos huecos. Instalar un decantador al final del sistema. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO RAFA (REACTOR ANAEROBIO DE FLUJO ASCENDENTE) - UASB Es un tanque cilíndrico con ingreso de caudal por la sección inferior, recolectando el agua tratada en la sección superior con una retención hidráulica de 18 horas o mayor dependiendo de la temperatura y tipo de agua. Produce biogás debido a la actividad bacteriana. El líquido asciende a poca velocidad, entrando en contacto con una alta concentración de lodos anaerobios, conocido como "manto de lodos" que tiene la capacidad de expandirse debido al flujo ascendente, sin ser arrastrado y evacuado del reactor por su peso que provoca una rápida decantación. VENTAJAS Requiere menor energía. Menor producción de lodos. Produce metano. Menor volumen de los reactores. Rápida respuesta después de largos períodos sin alimentarse. Menor espacio requerido. DESVENTAJAS Arranque toma mucho tiempo. Puede requerir la adición de algún ion especifico o de alcalinidad. Requerir tratamientos complementarios para alcanzar la normativa. No es posible la remoción de fósforo y nitrógeno. Son sensibles bajas temperaturas. RECOMENDACIONES Complementar posteriormente con tratamiento aerobio Recuperar el biogás para el aprovechamiento energético. El arranque requiere de muchos nutrientes. Temperaturas bajas relentiza el crecimiento bacteriano. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 65 FAFA - FILTRO ANAEROBIO DE FLUJO ASCENDENTE. Cubiertas de acceso Ingreso Entrada en forma de T Nivel líquido Espumas Salida Deflector Filtro Zona de sedimentación Soporte de filtro El FAFA es una tecnología de tratamiento que consiste en un tanque de sedimentación y una o más cámaras de filtración. Las aguas residuales entran al tanque de sedimentación en donde los sólidos sedimentan y las natas flotan en la superficie, el agua pasa por un deflector a la cámara de filtración en donde el filtro atrapa las partículas y degrada la materia orgánica por la biomasa que está adherida al material del filtro. VENTAJAS Resistente cargas de choque orgánicas e hidráulicas. No requiere energía eléctrica Larga vida útil Costos de capital moderados, costos de operación moderados dependiendo del vaciado Alta reducción de DBO y sólidos 66 DESVENTAJAS Requiere una fuente constante de agua. El efluente requiere tratamiento secundario. Baja eliminación de patógenos y nutrientes. Requiere diseño y construcción por expertos. Largo tiempo de arranque. RECOMENDACIONES Las bacterias pueden provenir de los lodos de una fosa séptica rociados en el material del filtro. Se debe incrementar el flujo con el tiempo, y el filtro debe trabajar a máxima capacidad de seis a nueve meses. Filtros intermedios aumentan el rendimiento. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO ABR REACTOR ANAEROBIO - CON DEFLECTORES Cubiertas de acceso Ingreso Nivel líquido Espumas Salida Zona de sedimentación Lodos Un reactor anaerobio con deflectores (ABR) es una fosa séptica mejorada debido a la serie de deflectores por debajo de los cuales se fuerza el flujo de las aguas residuales. El mayor tiempo de contacto con la biomasa activa (lodos) resulta en un tratamiento mejorado. VENTAJAS No requiere energía eléctrica. No hay problemas con moscas n i o l o re s s i e s u s a d a correctamente. Alta reducción de materiales orgánicos. Costo de inversión moderado. Costos de operación moderados. DESVENTAJAS Requiere flujo constante de agua. Requiere tratamiento posterior. Baja eliminación de patógenos. Requiere diseño y construcción por expertos. RECOMENDACIONES Complementar con tratamiento aerobio para reducir aún más la carga biológica. De ser posible incorporar películas filtrantes en el interior de las cámaras para ampliar el área de contacto con las bacterias. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 67 D. Tratamiento terciario. Este tipo de tratamiento se refiere a todo tratamiento hecho después del tratamiento secundario con el fin de eliminar compuestos tales como sólidos suspendidos, nutrientes y la materia orgánica remanente no biodegradable. Remoción de Nitrógeno Nitrificación - desnitrificación Intercambio iónico Orgánicos disueltos Carbón activado Metales pesados Precipitación química Inorgánicos disueltos Osmosis inversa Por lo general, el tratamiento terciario es necesario cuando deben cumplirse condiciones de descarga estrictas (remoción de nutrientes) o cuando el agua tratada está destinada a un uso en específico. Dentro los principales métodos de remoción se encuentran: 68 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO NDN NITRIFICACIÓN - DESNITRIFICACIÓN Este proceso tiene por objetivo la eliminación del nitrógeno existente en un residuo. Consiste en un proceso microbiológico en el cual el amonio es oxidado por bacterias autótrofas a nitrato en presencia de oxígeno y carbono inorgánico (nitrificación) y a continuación, este nitrato es reducido por bacterias heterótrofas a nitrógeno molecular (gas) en ausencia de oxígeno y presencia de carbono orgánico (desnitrificación). El nitrógeno molecular es un gas inerte componente mayoriario de la atmósfera. VENTAJAS Eliminación de Nitrógeno. Eliminación de materia orgánica sin necesidad de aportar oxígeno. Reducción de emisiones de gases de efecto invernadero. Reducción de malos olores. DESVENTAJAS Costo de inversión elevado. Costo elevado de operación por aireación. Operación compleja. Requiere personal especializado. RECOMENDACIONES Evitar presencia de tóxicos e inhibidores de crecimiento bacteriano. Evitar fuertes descensos de temperatura. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 69 INTERCAMBIO IÓNICO Agua de aporte Iones de calcio y magnesio previo al tratamiento Iones de sodio Desague RESINA Regenerante Agua tratada Resina de intercambio iónico Iones de calcio y magnesio Iones de sodio en el jugo tratado Algunos sólidos poliméricos (denominados resinas) son capaces de retener cationes, de forma que un determinado tipo de ion puede intercambiarse por otro que pase por las inmediaciones. Este intercambio puede ser catiónico o aniónico, dependiendo de la composición de la resina. Los sitios de intercambio de una resina catiónica en ciclo ácido están ocupados inicialmente por H+ , mientras que los de una aniónica por OH_ . Cuando el agua contaminada por iones M+ y X _ pasan secuencialmente a través de dos resinas, una catiónica y otra aniónica, los iones H+ se reemplazan, primero, por M+ y, posteriormente, los OH_ son reemplazados por las especies X_ . Esto lleva finalmente a retirar las sales del agua original (incluidas sales de metales pesados), generando más agua por combinación de los H+ y OH_ generados tras el acoplamiento de ambos procesos. Si una sustancia no es iónica, como es el caso del benceno, entonces no podrá ser removida por medio del intercambio iónico. Su aplicación es recomendable cuando se tiene una salinidad baja. VENTAJAS No requiere espacios grandes para instalar los equipos de resina. Alto nivel de eficiencia bajo condiciones adecuadas de operación. Efluente de buena calidad 70 DESVENTAJAS Sensible al taponamiento cuando no existen procesos previos de depuración de contaminantes sólidos. Costo elevado de mantenimiento. RECOMENDACIONES Antes de implementar un filtro de resina para intercambio iónico tratar el agua en un sedimentador secundario para evitar taponamientos por materia orgánica o sólidos finos. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO OSMOSIS INVERSA El agua es forzada, bajo presión, a atravesar una membrana por donde los iones no pueden difundir. Este tipo de membranas se denominan semipermeables, y están constituidas de acetato de celulosa o triacetato de celulosa. La capa superficial de la membrana tiene un espesor de unos 0,2 _m y es relativamente poco porosa. De esta forma se pueden retirar adicionalmente las sales de metales pesados. Esta técnica se utiliza para producir agua de consumo a partir del agua de mar, y en unidades renales para producir agua pura eliminando nitratos, pesticidas, sulfatos, fluoruros, bacterias, productos farmacéuticos, arsénico y muchos más. Se utiliza cuando la salinidad del efluente es alta. VENTAJAS Bajo costo de producción. Poco espacio de instalación. Fácil mantenimiento. Proceso limpio sin efluentes ácidos o alcalinos. No utiliza, produce ni expulsa sustancias tóxicas. DESVENTAJAS Generación de altas concentraciones de sal. Reducción en el ph del agua RECOMENDACIONES Antes de implementar la osmosis inversa implementar un sedimentador secundario para evitar taponamientos por materia orgánica o sólidos finos. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 71 CARBON ACTIVADO El carbón activado es un material que, como su nombre lo indica, es materia carbonizada la cual puede ser de origen vegetal o mineral. Se le llama activado debido a que toda la materia carbonizada tiene propiedades adsorbentes, pero el estado de activación que se da a este tipo especial de carbón le confiere propiedades especiales que lo hacen tener una gran capacidad para adsorber ciertas substancias. La adsorción es diferente a la absorción ya que absorción implica el paso de una sustancia, inicialmente en suspensión, a la parte interna del material absorbente. Por ejemplo: el agua en una esponja. Adsorción es diferente en el sentido de que el material removido se adhiere físicamente o químicamente a la superficie del material adsorbente, sin penetrar en su estructura física. VENTAJAS Fácil implementación. Operación sencilla. Puede ser automatizada fácilmente. 72 DESVENTAJAS El carbón en polvo necesita de un tratamiento posterior de sedimentación debido a que es extraído con el efluente. RECOMENDACIONES Utilizar carbón granular para evitar una etapa de decantación posterior. Monitorear el rendimiento del carbón frecuentemente. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO PRECIPITACIÓN QUÍMICA (Cromo +3) REMOCIÓN DEL CROMO (PRECIPITACIÓN Y SEDIMENTACIÓN) I RECUPERACIÓN DEL CROMO (ACIDIFICACIÓN Y SEDIMENTACIÓN) II Tiempo de mezcla rápida de 10 min. Tiempo de mezcla lenta de 30 min. Tiempo de sedimentación de 24-50 horas III IV Tiempo de mezcla rápida de 20 min. hasta un PH = 1.0-1.2. Tiempo de sedimentación de 2-6 horas La precipitación química del cromo consiste en una primera etapa de precipitación quimida y una segunda de acidificación para lograr una recuperación como sulfato básico de cromo+3. Se pueden utilizar 3 reactivos precipitantes Ca(OH)2, NaOH y Na2CO3, obteniendo la mayor eficiencia con el Ca(OH)2, hasta el 99.88% con dosis de 2.3-3.3 g/g, siendo la sedimentación y compresión más efectivos para la separación del precipitado. La acidificación se realiza con la adición de H2SO4. La aplicación de H2SO4 permite obtener un sulfato de cromo según la reacción: 2 Cr(OH)3 + 3 H2SO4 ® Cr2(SO4)3 + 6 H2O. haciendo posible la reincorproación al proceso especificamente en el rubro de curtiembres. VENTAJAS Permite una recuperación del Cr+3 Reduce también la DBO y SST. No libera metales pesados en el efluente. DESVENTAJAS Se necesita un control estricto durante las adiciones. Es necesario realizar pruebas previas mediante test de jarras, para determinar las dosis apropiadas. RECOMENDACIONES Implementar este tratamiento posterior al tratamiento primario y terciario para evitar una generación excesiva de sólidos y lodos. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 73 Humedales artificiales. Son sistemas de depuración que pueden ser implementados después de un tratamiento secundario, conforme los requerimientos del efluente final. Estos sistemas imitan los procesos biológicos de las zonas húmedas naturales eliminando grandes cantidades de materia orgánica, sólidos, nitrógeno, fósforo, con las particularidades siguientes: El confinamiento del humedal se construye mecánicamente y se impermeabiliza para evitar pérdidas de agua al subsuelo. El empleo de sustratos diferentes al terreno original para el enraizamiento de las plantas. La vegetación que se emplea en este tipo de humedales es la misma que coloniza los humedales naturales: plantas acuáticas emergentes (carrizos, juncos, aneas, etc.), helófitos que se desarrollan en aguas poco profundas, arraigadas al subsuelo, y cuyos tallos y hojas emergen fuera del agua, pudiendo alcanzar alturas de 2-3 m. Este tipo de plantas toleran bien las condiciones de falta de oxígeno, que se producen en suelos encharcados, al contar con canales internos o zonas de aireación (aerénquima), que facilitan el paso del oxígeno desde las partes aéreas hasta la zona radicular. Asimismo, presentan una elevada productividad (50-70 toneladas de materia seca/ha.año). La selección del tipo de plantas que van a colonizar el humedal. Las aguas a tratar, deben circulan a través del sustrato filtrante y la vegetación de manera lenta manejando caudales bajos y grandes extensiones de terreno. El sustrato, da soporte a la vegetación y permite la fijación de la población microbiana (en forma de biopelícula). Las plantas emergentes acuáticas, que proporcionan superficie para la formación de las películas bacterianas, facilitan la filtración y la adsorción de los contaminantes, contribuyen a la oxigenación del sustrato y a la eliminación de nutrientes y controlan el crecimiento de algas, al limitar la penetración de la luz solar. La vegetación contribuye notablemente a la integración paisajística de estos dispositivos de tratamiento. El mantenimiento consiste en quitar las ramas caídas y la basura que obstruya el paso de las aguas residuales, en caso de un mal manejo existen mosquitos. El efluente puede requerir una desinfección adicional, esto depende de la eficiencia del proceso. Esta tecnología es recomendable para zonas rurales con climas cálidos. 74 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO HUMEDAL DE FLUJO SUPERFICIAL LIBRE Plantas acuáticas Entrada de flujo Salida de efluente Capa de lodos Red de rizomas En este tipo de humedales artificiales el agua está expuesta directamente a la atmósfera y al sol, mientras circula a través de los tallos de las plantas. En este caso, el agua fluye por la superficie del suelo con vegetación desde la entrada hasta la salida. Al circular las aguas residuales lentamente por los canales que forman el humedal las partículas son asentadas, los sólidos se filtran, los microorganismos patógenos son eliminados y las plantas usan los nutrientes. Sin embargo el rendimiento no es muy eficiente para coliformes fecales. Para su instalación considerar: Suelos arcillosos de baja permeabilidad. Profundidad de inundación 10 a 60 cm. Pendiente del terreno < 5 % VENTAJAS No requieren equipo mecánico, electricidad ni personal especializados. No producen lodos residuales. Estéticamente agradables. Buena remoción de sólidos suspendidos y DBO. Buena remoción de metales pesados DESVENTAJAS Requiere mucho terreno para remover fosforo y nitrógeno. Baja el rendimiento en zonas frías. Aumento del tamaño del humedal con el tiempo. Proliferación de mosquitos y olores. Pendiente limitada inferior al 5%. Remoción media de patógenos. RECOMENDACIONES No es aplicable para tratar aguas grises o negras directamente. Requiere de un ingreso de agua pre tratada. Rendimiento óptimo como tratamiento terciario. Ideal para climas cálidos. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 75 HUMEDAL DE FLUJO SUB-SUPERFICIAL Salida del efluente (Altura variable) Tubo de ingreso y grava para distribución de aguas residuales Plantas acuáticas (macrófitos) Gradiente hidáulico Cámara de control Entrada de flujo Red de rizonas Grava fina Geomembrana o arcilla Salida del efluente El nivel de agua en un humedal artificial de flujo horizontal subsuperficial se mantiene entre 5 y 15 cm para asegurar el flujo de superficie. El lecho debe ser ancho y poco profundo para que el flujo de agua sea maximizado. Se debe usar una zona ancha de entrada para distribuir uniformemente el flujo. Comúnmente se usa grava pequeña, redonda y de tamaño uniforme (3-32 mm de diámetro) para rellenar el lecho hasta una profundidad de 0.5 a 1 m. que debe estar limpia para limitar los taponamientos, la arena, pero no es recomendable. En años recientes se han usado exitosamente materiales de filtración como el PET. Es apropiada cualquier planta con raíces anchas y profundas que pueda crecer en el ambiente acuático rico en nutrientes. El phragmites australis (carrizo) es una elección común porque forma rizomas horizontales que penetran toda la profundidad del filtro. La eliminación de patógenos se logra por la descomposición natural, la depredación por organismos superiores, y la sedimentación. VENTAJAS Alta remoción de MO, DBO, DQO, SST, N, P y metales pesados. Requiere menos espacio que humedal de flujo libre. No genera lodos y tiene costo nulo de operación 76 DESVENTAJAS Pendiente inferior a 5% limitante. Operación eficiente hasta 6 meses. La retención de metales pesados aumenta la acumulación de sedimento limitando el rendimiento. Requiere cambio de grava = costos. RECOMENDACIONES Sistema ideal para climas cálidos. Para soportar bajas de temperatura se puede adecuar el sistema con protección adicional. No tratar directamente aguas grises o negras. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO E. Manejo de lodos. Los diferentes sistemas de tratamiento producen casi en su totalidad una fase sólida - líquida denominada lodo, que representa un problema cuando no se tiene identificado el manejo adecuado del mismo. Actualmente la normativa nacional restringe la disposición de este material de manera libre sobre el suelo debido a que contiene altos niveles de materia orgánica, metales pesados y elementos patógenos dependiendo del tipo de efluente. aguas. Generalmente contiene una gran cantidad de material orgánico, vegetales, frutas, papel, etc., se caracteriza por ser un fluido denso con un porcentaje en agua que varía entre 92 % y 96 %. Lodo crudo. Es aquel que no ha sido tratado ni estabilizado, puede extraerse de plantas de tratamiento de aguas residuales. Tiende a producir la acidificación de la digestión y produce olor. Lodo activo o secundario. Se caracteriza por la interacción de distintos tipos de bacterias y microorganismos, que requieren oxígeno para vivir, crecer y multiplicarse y consumen materia orgánica. El lodo resultante llama lodo activo. Normalmente este lodo esta en forma de flóculos que contienen biomasa viva y muerta además de partes minerales y orgánicas adsorbida y almacenada. Lodo primario. El lodo primario es producido durante los procesos de tratamiento primario de las aguas residuales. Esto ocurre después de las rejillas, tamices, desarenadores y sedimentadores primarios y consiste en productos no disueltos de las aguas residuales. La composición del lodo depende de las características del área de recogida de las COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 77 El comportamiento de sedimentación de los flóculos de los lodos activos es de gran importancia para el funcionamiento de la planta de tratamiento biológico. Los flóculos deben ser removidos, para separar la biomasa del agua limpia, y el volumen requerido de lodo activo puede ser bombeado de nuevo en el tanque de aireación. Existen diferentes alternativas que se manejan actualmente, sin embargo, las más rentables y fáciles de aplicar en nuestro medio son: Espesado. Estabilización o digestión. Deshidratación o secado. Lodo terciario. Lodo terciario se produce a través de procesos de tratamiento posteriores, con adición de agentes floculantes. Lodo digerido. Tiene color negro y olor a tierra. Tiene una proporción de materia orgánica del orden de 45 - 60 %. 78 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO ESPESADO DE LODOS El espesamiento de los lodos consiste en una reducción de volumen en un 30 - 80 %, antes de incorporar el lodo a un tratamiento anaeróbico u otro tratamiento de estabilización. El espesamiento se lleva a cabo en un tanque de almacenamiento que dirige el peso de los lodos al centro mediante la gravedad, mientras en la parte superior se produce una capa de agua que se extrae y recircula nuevamente. VENTAJAS Bajo costo de operación. No requiere mucho espacio si el caudal es bajo. No consume energía eléctrica. DESVENTAJAS Implementación costosa. Para grandes caudales se requiere de espesadores en paralelo. El sobrenadante debe ser reincorporado al sistema de tratamiento. RECOMENDACIONES Puede optimizarse con mecanismos internos de escurrido mediante rodillos para crear canales de espesamiento interno. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 79 DIGESTIÓN ANAERÓBICA Ingreso Salida biogás Sello Salida Biogás Cámara de expansión Lodos La digestión de lodo se lleva a cabo por los organismos anaeróbicos en ausencia de oxigeno libre. Los organismos anaeróbicos y facultativos rompen la estructura molecular compleja de estos sólidos liberando las "uniones" del agua y danto lugar a oxígeno y nutrientes para el crecimiento. Los procesos de estabilización anaeróbica trabajan a temperaturas normales (< 40°C) o dentro de un rango de bacteria termófilas, donde se puede alcanzar 50-65°C, debido a la generación del calor de los procesos bioquímicas. Algunos modelos de reactores requieren de una cámara para la expansión de lodos ante la presión ejercida por los gases, en caso de recuperar los gases contínuamente no es necesaria dicha cámara auxiliar. VENTAJAS Buena destrucción de SSV, 40-60% Es posible reutilizar el gas. Los biosólidos son adecuados para utilizarse en la agricultura. Buena inactivación de patógenos. Costo bajo de operación. 80 DESVENTAJAS Costos elevados de instalación. El sobrenadante tiene alta carga de DBO, DQO, SST y N amoniacal. La limpieza del reactor es complicada. Potencial de emisión de olor. Riesgos en la operación de biogás. RECOMENDACIONES Es necesario un tratamiento final para remover los contaminantes persistentes en el sobrenadante. Es posible implementar calentadores del reactor utilizando el mismo gas que genera. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO DESHIDRATACIÓN POR FILTRO PRENSA FASE DE FILTRADO FILTRADO ALIMENTACIÓN FILTRADO Un filtro prensa se compone de una serie de chapas verticales, yuxtapuestas y acopiadas. Estas chapas prensadas entre ellas cuenta con un sistema hidráulico-neumático que puede ser automático, semiautomático. La presión aplicada a las zonas de unidad de cada filtro debe de soportar la presión interna de la cámara que se forma debido a la inyección mediante bomba del lodo al sistema. A través de orificios se alimenta el sistema de lodo para ser prensado en la cámara de filtración. Están generalmente colocados en el centro de estas placas permitiendo una distribución adecuada del flujo, presión adecuada y mejor drenaje del lodo dentro de la cámara. Lodos sólidos se acumulan gradualmente en la cámara de filtración hasta que se genera una pasta compacta final. El líquido filtrado se colecta en la parte de atrás del soporte de filtración mediante ductos internos. VENTAJAS Obtiene un lodo seco fácil de manipular. Permite recircular el líquido filtrado. Fácil operación. DESVENTAJAS Operación intermitente. Costos elevados de instalación y operación. Sensible a lodos corrosivos. Requiere mantenimiento de las mallas. RECOMENDACIONES No implementar este tipo de filtros en un tratamiento primario. Debe operar con lodos tratados previamente. No ingresar lodos con presencia de rocas y arena. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 81 DESHIDRATACIÓN POR FILTRO BANDA Acondicionamiento químico Drenaje por gravedad Deshidratación a presión Lavado Fango Agua de lavado Mezclado Electrolito Fango deshidratado líquido Agua de lavado filtrado El filtro banda es una variante de los filtros de presión que permite realizar la operación de forma contínua. La suspensión se sitúa entre dos láminas filtrantes y se hace pasar entre rodillos con los que se aplica presión, normalmente hay que adicionar un polielectrolito para favorecer la eliminación del agua. En los filtros banda primero se produce un drenaje del agua por gravedad y despues se realiza una deshidratación por sobrepresión que ejerce los rodillos al comprimir las bandas porosas de filtro en medio de las cuales se coloca el fango a deshidratar. VENTAJAS Costo de mantenimiento bajo. Costo de operación bajo. Son aplicables a múltiples tipos de lodos. Operación continua. 82 DESVENTAJAS Consumo de energía medio. Costo moderado de instalación. El filtro de alto caudal ocupa mucho espacio. RECOMENDACIONES La aplicación de floculantes al lodo antes de filtrarlo permite una mayor eficiencia del prensado. No implementar este filtro en un tratamiento primario. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO Selección de tecnologías de tratamiento Considerando la amplia gama de tecnologías de tratamiento disponibles, los responsables de las industrias pueden requerir el apoyo de especialistas, y será necesario que estos tengan la suficiente experticia para poder realizar un análisis objetivo, del sistema de tratamiento a implementar. Muchas experiencias de implementación arrojan resultados negativos puesto que los proyectos de tratamiento no consideran todas las variables que se deberían analizar, siendo necesario integrar en el proyecto el factor técnico, social, ambiental y económico entre otros. Actualmente no se cuenta con herramientas que permitan realizar el análisis de alternativas de tratamiento de manera objetiva, por tal razón a continuación se desarrolla una herramienta para la toma de decisiones que permitirá a los usuarios realizar el análisis de las alternativas de tratamiento de una manera objetiva y sencilla sin dejar de lado el sustento técnico. Matriz de análisis multicriterio. Esta matriz está basada en instrumentos desarrollados para la selección de sistemas de tratamiento, con la diferencia que incorpora sub criterios de análisis acordes al contexto local, establece criterios de ponderación para evitar subjetividad por el usuario y aplica una metodología de evaluación práctica y sencilla. Esta matriz opera en base a 10 criterios básicos, que permiten desarrollar un análisis integral de la propuesta a implementar, los criterios de análisis son: 1. Aplicabilidad del proceso. 2. Generación de residuos. 3. Aceptación por parte de la comunidad. 4. Generación de subproductos con valor económico o de reúso. 5. Vida útil. 6. Requerimiento de área. 7. Costo. 8. Diseño y construcción. 9. Operación. 10. Entorno. Estos criterios sirven para evaluar diferentes propuestas e identificar cual es la que mejor se acomoda a la situación de la industria. 1) Aplicabilidad del proceso. Este criterio consiste en verificar el grado de aplicación del sistema de tratamiento de acuerdo a las características particulares del agua residual a tratar, así como de la calidad de agua tratada a la que se quiere llegar. Para ello se involucra los siguientes sub criterios: 1.1) Caudal de diseño. Cada sistema de tratamiento tiene un rendimiento óptimo dentro de ciertos intervalos de caudal influyendo en la capacidad de remoción de materiales contaminantes, dicho de otra manera, hay procesos diseñados para tratar flujos pequeños y otros responden mejor en flujos grandes. 1.2) Tolerancia a variaciones de caudal. Los procesos alcanzan una eficiencia alta cuando trabajan con un caudal constante que no sobrepase los límites de diseño; sin embargo, se debe tener en cuenta las variaciones de caudal que pueden ser toleradas por el sistema. Si la tolerancia es baja entonces se requerirán estructuras auxiliares para poder acondicionar el caudal. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 85 1.3) Características del agua residual. Para la selección del sistema de tratamiento es vital caracterizar adecuadamente el agua a tratar y como se adecuarán los contaminantes a los procesos de tratamiento. Por ejemplo, para implementar un tratamiento biológico y mantenerlo en condiciones óptimas, se debe asegurar un ingreso regular de materia orgánica evitando picos elevados o periodos largos de falta de alimentación pues afecta a la población de bacterias que realizan la degradación. Asimismo, se debe conocer qué compuestos presentes en el influente pueden ser inhibidores del tratamiento y bajo qué condiciones pueden afectar al tratamiento. 1.4) Eficacia de remoción. Se debe partir del marco normativo vigente en el país y los límites permisibles a los que se debe llegar con el sistema de tratamiento. Con esta información y la obtenida en la caracterización del agua residual a tratar, se llega a la eficacia (o porcentaje de remoción de contaminantes) que el proceso debe cumplir. Este criterio toma en cuenta el grado en que el proceso cumple con lo establecido en las condiciones de descarga. 2) Generación de residuos. Considerado que toda planta de tratamiento de aguas residuales generará residuos en mayor o menor cantidad, pudiendo ser sólidos, líquidos o gaseosos. Es importante identificar si estos residuos conllevan un 86 riesgo de contaminación y requerirán de tratamientos complementarios o pueden ser dispuestos de manera segura conforme las alternativas de disposición final que brinda la normativa. 3) Aceptación por parte de la comunidad. Este criterio puede ser un factor decisivo cuando la relación con la comunidad no es de las mejores. Si bien no se generan impactos directos sobre la comunidad existen aspectos que generan molestias como ser ruidos y olores. Una estrategia de comunicación con la comunidad, es fundamental para tener éxito en este aspecto, y evitar más adelante conflictos de carácter social. 4) Generación de subproductos con valor económico o de uso. Producto del tratamiento de aguas residuales, es posible generar subproductos con valor económico (lodos para inóculo de otras plantas de tratamiento, lodo como mejorador de suelos o fertilizante, biogás) los cuales pueden representar ingresos de dinero adicional contribuyendo a la sustentabilidad de la industria. 5) Vida útil. Este criterio analiza cuánto tiempo permanecerá en operación la planta de tratamiento. Aquí se pueden aplicar dos sub criterios. 5.1) Infraestructura. Considera el tiempo de vida útil de obras civiles, obras eléctricas, tuberías, tableros de control, canalizaciones, piscinas, tanques, etc. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 5.2) Equipamiento. Considera el tiempo de vida útil de equipos electromecánicos rotatorios y dispositivos electrónicos diversos, que generalmente están expuestos a un mayor desgaste por lo que poseen una vida útil menor. 6) Requerimientos de área. Este criterio es fundamental en la toma de decisiones, puesto que para algunas industrias que ya se encuentran en operación, adecuar un sistema de tratamiento resulta imposible por la falta de espacio, en sentido inverso, un terreno amplio, propio, disponible y de buena calidad para realizar movimiento de tierra, favorecerá este tipo de procesos. Se deben evaluar los siguientes sub criterios: 6.1) Espacio disponible. En las industrias localizadas en áreas urbanas este sub criterio es limitante, la falta de espacio será una barrera difícil de superar por lo que se debe optar por sistemas de tratamiento compactos. 6.2) Calidad del suelo. En el caso de los sistemas extensivos, el tipo de terreno es importante, pues áreas con topografía irregular, rocosas o pendientes pronunciadas son desfavorables. El suelo arcilloso es beneficioso para la instalación de lagunas por su carácter de impermeabilidad. La existencia de ojos de agua o afloramientos es perjudicial cuando se tienen piscinas o lagunas impermeabilizadas pues supone un ingreso de caudal por debajo de la estructura, susceptible a problemas sociales. Un suelo deleznable será en absoluto desfavorable para la instalación de sistemas extensivos. La existencia de alcantarillado, tuberías de agua, gas u otros en el terreno representa un factor de cuidado durante la instalación de una piscina por lo que se podría incluso paralizar la operación de la industria. 7) Costo. Es indispensable analizar todos los costos del proyecto, ya que se determina el costo real por metro cúbico tratado. Se deben considerar los siguientes sub criterios: 7.1) Inversión. Este sub criterio resulta difícil de ponderar puesto que se tienen consideraciones adicionales al proceso como tal, para este fin es necesario considerar los siguientes conceptos: Disponibilidad de recursos. Consiste en evaluar la disponibilidad de recursos de la industria, la posibilidad de acceder a financiamiento bancario o en su defecto el poder acceder a crédito por parte de la empresa constructora que encarará el proyecto. Costos ajustados a realidad local Es importante considerar costos reales en función a la localidad donde se vaya a implementar, puesto que se tiende a repetir el presupuesto de otros proyectos donde la mano de obra, costos de COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 87 transporte, manutención del personal, etc, son diferentes. El costo de inversión debe incluir el arranque de la planta de tratamiento y generalmente consiste en un 10% del capital total. 7.2) Costos de operación y mantenimiento. Casi siempre una alternativa con mayores costos de inversión es descartada de inicio, aunque técnicamente pudiera ser superior a otra alternativa, o inclusive más económica en operación y mantenimiento, lo que significa una mejor opción a largo plazo. Con frecuencia el presupuesto asignado para cumplimiento de la normativa ambiental sufre recortes ante otras prioridades operativas, afectando al presupuesto de operación y mantenimiento de las plantas de tratamiento. Este aspecto es aún más importante que el costo de la inversión inicial, ya que en el corto plazo un sistema de operación costosa será abandonado. Este sub criterio involucra el análisis de los siguientes conceptos: Costo de insumos (reactivos). Este costo considera la cantidad de reactivos químicos necesarios para el buen funcionamiento del sistema, o bien para incrementar su eficiencia. Se debe tener disponibilidad de los reactivos empleados por el sistema (cantidad y proveedores) para periodos de operación prolongados. En los procesos de tratamiento, el consumo de reactivos constituye un importante costo fijo. 88 Costo de energía. Se debe tomar en cuenta la potencia total instalada en la planta, así como la potencia requerida para su operación. Los requerimientos de energía son criterios fundamentales en la evaluación de un proceso de tratamiento de aguas residuales, pues impactan de manera directa los costos de operación de la planta. Algunas instalaciones se abandonan debido a elevados consumos energéticos, lo cual hace insostenible su operación. Los procesos de tratamiento anaerobio pueden ser energéticamente autosuficientes en cierto grado por el aprovechamiento del biogás producido. Gastos administrativos y de personal. Un sistema de operación compleja requerirá un nivel de organización mayor, así como requerimientos de personal calificado, esto deriva en mayor costo administrativo. Costo de refacciones y material de mantenimiento. Los procesos con numerosos equipos electromecánicos en operación y con alto grado de instrumentación generarán una mayor necesidad de mantenimiento del sistema y por lo tanto serán los más costosos en este aspecto. Debe considerarse la disponibilidad de contar con el material de mantenimiento en el mercado local, motores, piezas, lubricantes, reductores, etc. En caso de importaciones el costo se incrementa sustancialmente. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 8) Diseño y construcción. La operación adecuada del sistema de tratamiento y el logro de los objetivos planteados, dependerá en gran medida de la experiencia de la empresa que implementa dicho sistema, y también estará condicionada por un diseño acertado en función al tipo de proceso productivo. Se contemplan los siguientes sub criterios: 8.1) Criterios de diseño. Consiste en el dominio que se tiene sobre el sistema propuesto y la tecnología que se plantea implementar, partiendo de los modelos teóricos o empíricos y el nivel de desarrollo de la tecnología propuesta, dependiendo si es convencional o innovadora. Generalmente los sistemas convencionales tienen mayor desarrollo mientras que los sistemas innovadores aún están en etapa de consolidación. 8.2) Experiencia del contratista. Este criterio considera la capacidad del contratista para ejecutar el proyecto de instalación de un sistema de tratamiento de aguas residuales en todas sus fases, desde la elaboración del proyecto de ingeniería hasta el arranque y la operación correcta de la planta de tratamiento. Involucra entonces los siguientes conceptos: Experiencia del diseñador. Consiste en la experiencia del diseñador, así como la solidez de las memorias de cálculo y el diseño de ingeniería del sistema de tratamiento. Se valora la experiencia del ingeniero de proceso y del diseñador para proponer la configuración de tratamiento idónea para un problema específico. Antecedentes en otras plantas en operación. La mejor manera de demostrar experiencia por parte del contratista es la visita a alguna planta en operación que haya sido construida o diseñada por él, así como referencias directas de clientes. 8.3) Tecnología ampliamente probada. Este sub criterio se refiere a si el sistema propuesto ya ha sido implementado en alguna industria con similares características. Este hecho dará mayor confianza sobre la aceptación y aplicabilidad del sistema de tratamiento. La información sobre sistemas que estén operando sirve para prever el funcionamiento futuro del sistema propuesto y asegura una base mínima de experiencia de operación y solución de problemas. 8.4) Complejidad de la construcción y equipamiento. Un tren de tratamiento complejo, con gran número de equipos y altamente instrumentado puede requerir mayor tiempo para su construcción, instalación y puesta en operación. Los materiales y equipos pueden no encontrarse en el país y se requerirá de su importación. Estas condiciones impactarán negativamente en la inversión inicial requerida, e indirectamente incidirán en mayores costos de mantenimiento de la planta de tratamiento. 9) Operación. Bajo este criterio se agrupan conceptos que están relacionados con el funcionamiento de la planta de tratamiento para garantizar la producción del agua tratada deseada, como son la flexibilidad de operación, confiabilidad COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 89 del proceso, complejidad de su operación, requerimientos de personal y disponibilidad de repuestos y centros de servicio para los equipos. 9.1) Flexibilidad de la operación. Un sistema versátil acepta variaciones hidráulicas y tiene la posibilidad de suspender temporalmente algún equipo o hasta una operación unitaria completa sin afectar significativamente el funcionamiento del sistema. Asimismo, un proceso flexible permite la expansión futura de la planta con pocas modificaciones o adiciones en caso de ser necesario. 9.2) Confiabilidad del proceso. Este criterio toma en consideración la seguridad de una operación continua durante la cual el proceso puede proporcionar constantemente un efluente con la calidad requerida, sin que falle alguna operación o proceso unitario o se deteriore cualquier equipo clave para su correcto funcionamiento; dicho de otra manera, es la robustez del sistema. 9.3) Complejidad operativa. Este aspecto es muy importante, pues frecuentemente ha sido el motivo de que una planta se abandone y deje de operar. Es necesario establecer el grado de complejidad de los procesos en su operación bajo condiciones normales y adversas. De esta forma se puede establecer el perfil y número del personal requerido para la operación de la planta. Un sistema con demasiados equipos motrices requerirá de varios operarios y personal calificado para su control, 90 así como requerimientos de mantenimiento mayores. Por otro lado, un sistema altamente instrumentado tendrá una inversión inicial importante y requerirá de menos personal, pero capacitado en mayor grado. Con procesos complejos puede ser necesaria la instalación de un laboratorio analítico bien equipado como parte de la infraestructura de operación de la planta de tratamiento. 9.4) Requerimiento de personal. Este aspecto está directamente relacionado tanto con el tamaño de la planta de tratamiento como con la complejidad de la operación. Los procesos sencillos en la operación son frecuentemente mejores, particularmente en plantas pequeñas y medianas, ya que en esos casos no es necesario contar con personal calificado. 9.5) Disponibilidad de repuestos y centros de servicio. Este criterio tiene que ver con el mantenimiento preventivo y correctivo del equipo utilizado en la planta de tratamiento. Una buena disponibilidad de repuestos y centros de servicio cercanos es deseable para agilizar el mantenimiento y abaratar su costo. 10) Entorno (relación con el medio ambiente) Este criterio analiza los efectos relacionados con la operación de la planta sobre el medio ambiente y viceversa. Incluye la influencia de la temperatura sobre el proceso, la producción de ruido, contaminación visual, producción de malos olores, generación de gases de efecto invernadero y la reproducción de insectos o animales potencialmente dañinos a la salud. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 10.1) Influencia de la temperatura. Una variación importante en la temperatura afecta la velocidad de degradación de algunos procesos biológicos por lo que la temperatura promedio del sitio debe ser conocida, así como el efecto sobre el proceso o tecnología propuesta. especificaciones de equipo el control de olores y aerosoles ya que, de no hacerlo, la manifestación de la población afectada puede hacer que las autoridades obliguen a suspender las actividades de la planta hasta la solución del problema. Los costos económicos y de imagen asociados a ello pueden ser considerables. También debe considerarse en particular la temperatura del agua entrante, la cual normalmente es afectada en forma estacional en función de la temperatura ambiente. Las barreras vegetales (árboles) son frecuentemente una medida adecuada que además mejora la imagen de la planta ante los vecinos. 10.2) Producción de ruido. 10.5) Generación de gases de efecto invernadero (huella de carbono). El equipo ruidoso en plantas de tratamiento es una limitante fuerte para su aceptación, sobre todo en zonas donde existan casas, habitaciones aledañas a la planta de tratamiento. Este aspecto debe también ser atendido con base en los requerimientos de salud y seguridad industrial. 10.3) Contaminación visual. Se evalúa el diseño arquitectónico de la planta y su integración con la arquitectura de la región y del paisaje del sitio. Este factor será más perjudicial cuando la industria se asienta sobre ecosistemas poco intervenidos por el hombre. 10.4) Producción de malos olores. La dirección de los vientos dominantes puede restringir el uso de algunos procesos, especialmente los que generan olores y aerosoles. Este aspecto es primordial cuando existan asentamientos humanos cercanos a la planta de tratamiento. En estos casos deberá considerarse la incorporación en las Las plantas de tratamiento de aguas residuales tendrán diferente impacto ambiental en esta materia, en función del tipo de proceso biológico involucrado (fuente directa) y del nivel de consumo de energía eléctrica proveniente de combustibles fósiles (fuente indirecta). 10.6) Reproducción de insectos y animales dañinos. Se deben considerar las condiciones que presenta la tecnología para la reproducción de animales dañinos o molestos como las ratas e insectos, cucarachas, mosquitos, moscas etc. Llenado de la matriz. La matriz consta de 5 columnas (A, B, C, D, E) sobre las cuales se asignan valores que permitirán “calificar” el sistema de tratamiento propuesto, en función de la situación específica de la industria, vale decir el contexto específico, siendo este proceso completamente distinto de una industria a otra. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 91 Columna A. Descripción. Columna D. Ponderado. Contiene el criterio y sub-criterio que se evalúan, en el caso de los criterios que contienen sub criterios la evaluación se realiza sobre los sub-criterios y no así sobre el criterio como tal. La calificación asignada en la columna C, se divide entre la calificación máxima que pueden obtener (es decir 5). Columna B. Valoración. En esta columna se anota el valor que tiene cada criterio, sobre el 100%, cabe resaltar que los criterios que contengan sub criterios deben dividir su valor entre los sub-criterios correspondientes. La suma de todos los valores debe ser igual a 100. Se presenta una valoración tipo considerando la relevancia de cada criterio, sin embargo, estos valores pueden ser modificados por el usuario en función a la relevancia de cada criterio en su situación específica, debiendo mantener estos valores fijos para todos los sistemas de tratamiento propuestos para esa situación. Columna C. Calificación. En este punto se asignarán valores de cumplimiento del criterio o sub criterio en base a las preguntas guía, otorgando los siguientes valores: 0 = Cuando la propuesta no cumple con el criterio o sub criterio. 1 = Cuando la propuesta cumple con el criterio o sub criterio deficientemente. 3 = Cuando la propuesta cumple con el criterio o sub criterio en forma adecuada. Columna E. Total. Se multiplica el valor de cada renglón de la columna D por el valor ponderado de la columna B y finalmente se suman todos los renglones de la columna E para obtener la calificación global (casilla final columna E). El proceso que obtenga la mayor calificación será el seleccionado. La ponderación y calificación representan la tarea más difícil de esta herramienta de evaluación. La asignación de valores en la columna B debe realizarse en función a la prioridad e importancia del criterio y siempre recordando que no se supere el valor total de 100 puntos. Para facilitar la aplicación de esta herramienta se han ponderado los criterios y sub criterios conforme a la importancia que tienen estos en la toma de decisiones y el marco normativo que se debe cumplir a fin de que la implementación de un sistema de tratamiento brinde soluciones en vez de generar problemas. A continuación, se presenta una valoración tipo que puede ser utilizada directamente en la evaluación de un sistema de tratamiento. 5 = Cuando la propuesta cumple con el criterio o sub criterio en forma muy buena o excelentemente. 92 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO No. CRITERIO VALOR ASIGNADO 1 Aplicabilidad del proceso 10 2 Generación de residuos 2,5 3 Aceptación por parte de la comunidad 10 4 Generación de subproductos con valor económico o de reúso 2,5 5 Vida útil 5 6 Requerimiento de área 30 7 Costo 20 8 Diseño y construcción 5 9 Operación 10 10 Relación con el medio ambiente 5 TOTAL Como se aprecia existen criterios que tienen una mayor valoración y consecuentemente incidirán en mayor grado sobre la toma de decisiones. Es necesario aclarar que los criterios con menor puntuación no son menos importantes, pero su incidencia en la correcta operación del sistema de tratamiento es menor o al menos no es limitante, al grado de tener que descartar la propuesta analizada. A continuación, se tiene la matriz de análisis multicriterio 100 con los sub criterios y conceptos que deben ser analizados, evaluados y calificados en función a los valores asignados previamente. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 93 Matriz de análisis multicriterio con valores predeterminados 94 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO Como se aprecia la matriz considera una calificación acumulada para los criterios que tienen sub criterios de análisis, caso contrario la calificación es directa. Esta asignación de valores puede ser modificada por el evaluador en función a las condiciones específicas del sistema de tratamiento y la industria que desea implementar dicho sistema, tal como se demuestra a continuación. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 95 Ejemplo de valoración alternativa Factor evaluado Comentarios del evaluador Valor Aplicabilidad del proceso Se desea que el proceso seleccionado pueda operar en el intervalo de flujo dado, que sea tolerante a variaciones de flujo y que pueda tratar con eficacia el agua residual influente. Los procesos contemplados tienen diferencias en este criterio, sin embargo, se asigna una ponderación de 5 puestos que las diferencias no son limitantes. 5 Generación de residuos En el municipio no se cuenta con un relleno sanitario en condiciones aceptables y el traslado de lodos a otro resultaría muy costoso. Por ello se ha decidido favorecer aquel proceso que genere la menor cantidad de residuos y el que genere una mejor calidad de lodo para su disposición como mejorador de suelos. En este último caso, los comunarios recogerían el lodo en la planta de tratamiento. 10 Aceptación por parte de la comunidad En la comunidad se efectuó una intensa campaña de concientización sobre la necesidad de una planta de tratamiento. La población, al cabo de la campaña estuvo de acuerdo en apoyar su construcción. Por ello, este criterio se desestima con una valoración de cero, ya que la población no incidirá en la preferencia por algún tipo de tecnología. 0 Generación de subproductos con valor económico o de uso Uno de los aspectos que más interesó a la población y que fue esencial para lograr su apoyo fue el hecho de que se les comunicó que la planta de tratamiento, además de generar agua apta para riego, podría generar lodos (bio-sólidos) mejoradores de suelos, lo cual resultaría en ahorro de recursos para la compra de fertilizantes químicos. Puesto que así se manejó la información, el cumplir con ello es de suma importancia para la empresa por lo cual se le asignó una ponderación relativamente alta. 10 Vida útil Se desea que la planta de tratamiento posea una vida útil lo más larga posible pues será difícil contar con recursos para renovar la planta de tratamiento en mediano plazo. 5 Requerimiento de área Este criterio fue desestimado por la disponibilidad de un terreno propiedad de la empresa, lo suficientemente amplio y con la calidad adecuada como para implementar sistemas extensivos, en tal sentido la disponibilidad de área no es una limitante a valorar en ninguna propuesta. 0 96 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO Factor evaluado Comentarios del evaluador Valor Costo Considerando que en este criterio se deben analizar varios sub criterios como ser: costos de inversión, costo de operación y mantenimiento, requerimiento de reactivos, costo de energía, gastos administrativos, costo de refacciones y material de mantenimiento, la valoración llega a ser prácticamente determinante toda vez que la capacidad de pago de la empresa es reducida y no es una prioridad la asignación de recursos para el tratamiento de aguas residuales, por lo que se le asigna un 35% del total de los puntos. 35 Diseño y Construcción Se desea que la empresa que realice el trabajo sea seria y profesional con el cliente. Por otro lado, que existan criterios de diseño adecuados a las condiciones de la industria y de la localidad donde se ubica el proyecto, que la tecnología se haya probado en otros lugares y que la construcción y equipamiento no sean complejos de operar. 10 Operación Se valora que la operación sea simple, flexible y confiable, además de que una persona con poca capacitación pueda hacer la función de operador, puesto que no se cuenta con recursos para contratar personal altamente especializado. Dada la ubicación alejada de la empresa es importante encontrar centros de repuestos y servicios cerca de la población por cualquier descompostura del equipo que pudiera ocurrir. Debido a que todos estos sub criterios condicionan la buena operación de la planta, se ponderó este rubro con un alto valor. 20 Relación con el medio ambiente La población, solicitó al municipio y al gerente de la empresa que se cuidaran los aspectos de generación de ruido, malos olores y vectores. Asímismo en la región se tienen temporadas de invierno pero no es demasiado crudo, nunca se han tenido nevadas ni heladas por lo que no es un criterio que afecte demasiado al funcionamiento del sistema 5 Como se aprecia la valoración puede cambiar en función a las condiciones del proyecto pudiendo incluso desestimar algunos criterios cuando estos no van a tener mayor influencia en la toma de decisiones permitiendo asignar mayor margen de calificación a otros criterios que son más importantes. relacionados a tratamiento de aguas residuales y personal de la empresa con amplio conocimiento de la realidad local y las capacidades de la industria. A continuación, se presenta un ejemplo del llenado y análisis entre dos sistemas de tratamiento. Es indispensable que esta valoración se realice de manera conjunta entre un profesional con experiencia en proyectos COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 97 Ejemplo de calificación Comentarios del evaluador UASB + Filtro percolador Lodos activados Caudal de diseño Ambos procesos son aplicados con éxito en el tratamiento de aguas residuales tanto municipales como industriales en general y pueden operar con el caudal de operación generado por el proceso productivo. 5 5 Tolerancia a Variaciones de Caudal En términos generales, el reactor UASB es más sensible a variaciones en el caudal que el proceso de lodos activados, sin embargo, el filtro percolador como post-tratamiento, al ser un proceso de biomasa fija, permite soportar las variaciones de caudal. 5 5 Características del agua residual Ambos métodos tienen la capacidad de eliminar o separar los contaminantes presentes en el agua residual, por lo que tienen la misma puntuación. 5 5 Eficacia de remoción Ambos procesos cumplen con las condiciones de descarga. Sin embargo, con el proceso de lodos activados bajo condiciones óptimas de operación brinda una mayor calidad por lo cual se le asigna al UASB+FP una calificación menor. 3 5 Generación de residuos La generación de residuos para la planta de lodos activados es casi del doble a la generada por el reactor UASB+FP. 5 3 Aceptación por parte de la comunidad Ambos procesos de tratamiento son bien aceptados por parte de la comunidad. 5 5 Generación de subproductos con valor económico o de uso Los lodos de ambos procesos de tratamiento podrían ser utilizados como mejoradores de suelos siempre y cuando cumplan con la normatividad vigente a este respecto. Ambos lodos se encuentran parcialmente digeridos y hay que estabilizarlos antes de su disposición. Se considera que el lodo anaerobio posee mejor calidad en cuanto a la concentración de nutrientes (N y P) mientras que el lodo aerobio será producido en mayor cantidad. En este criterio, se les asigna la misma calificación. 5 5 Criterio evaluado 98 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO Comentarios del evaluador UASB + Filtro percolador Lodos activados Vida útil de Infraestructura La infraestructura de ambos sistemas propuestos tiene la misma valoración por tratarse de estructuras que en ambas propuestas no contienen hormigón para valorar una sobre la otra. 5 5 Vida útil de equipamiento El sistema de lodos activados con aireación extendida tiene una vida útil menor que el reactor UASB+FP debido básicamente al equipamiento de aireación del sistema de lodos activados que al tener una operación constante supone mayor desgaste. 5 3 Espacio suficiente Según las ofertas, el sistema de lodos activados requiere 2.4 veces más área que el reactor UASB+FP ocupando menos espacio. No obstante existe el espacio para soportar la implementación 5 3 Calidad del suelo El suelo se halla prácticamente impermeabilizado pues se cuenta con un galpón con loza de cemento, brindando las condiciones óptimas de soporte para cualquier estructura. 5 5 Costo de inversión inicial Conforme a las propuestas, la diferencia de costo de inversión entre el reactor UASB+FP y el sistema de lodos activados es del 15%. Es posible correr con ambos gastos pero se prioriza el más bajo. 5 3 Costos ajustados al contexto local Ambas empresas proponen la modalidad de entrega “llave en mano” por lo que si existen variaciones en el ajuste del costo será asumido conforme contrato. 5 5 Costo de insumos Para el arranque de los tratamientos es necesaria la adición de nutrientes para conformar una buena biomasa por lo que ambos sistemas requieren insumos sin embargo es solo en su etapa inicial, después no es necesaria otra adición. 5 5 Costo de energía El costo de operación en los lodos activados con aireación extendida es superior por mucho. 5 1 Gastos administrativos Ambos sistemas son operables con personal capacitado sin necesidad de contar con un especialista, no obstante lodos activados requiere de turnos de 12 horas es decir turno noche. 5 1 Criterio evaluado COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 99 Comentarios del evaluador UASB + Filtro percolador Lodos activados Costos de refacción y mantenimiento El mantenimiento del sistema de lodos activados es 2 veces mayor al costo de la tecnología UASB+FP. 5 3 Criterios de diseño En la literatura hay gran cantidad de artículos, libros y folletos que describen el funcionamiento y criterios de diseño del sistema de lodos activados en su versión de aireación extendida y en menor medida del reactor UASB. Los criterios de diseño son confiables aunque por experiencia acumulada en su aplicación, se le asignará un valor más alto al lodo activado. 3 5 Experiencia del diseñador La empresa que propone el sistema de lodos activados posee una experiencia de 30 años en el campo de la ingeniería ambiental y podría ser catalogada como una empresa de desarrollo medio, mientras que la que propone el reactor UASB tiene una experiencia de 10 años y su tamaño es a nivel microempresa. Por este hecho, se le asigna una calificación superior a la empresa que propone los lodos activados. 1 5 Antecedentes en otras plantas en operación La empresa que propone lodos activados tiene alrededor de 15 plantas grandes instaladas en el departamento sin embargo solo 4 son del rubro de la industria solicitante. La empresa que propone UASB + FP ha instalado 2 plantas en el rubro y 5 plantas en otros rubros. Todas las plantas se encuentran en operación. 3 5 Tecnología ampliamente probada La tecnología de lodos activados ha sido utilizada ampliamente en el mundo, mucho más que la tecnología UASB que posee alrededor de 25 años de haber sido desarrollada. 1 5 Complejidad de construcción y equipamiento La construcción y el equipamiento del sistema de lodos activados son más complejos que los del reactor UASB+FP debido sobre todo al equipo electromecánico involucrado. 5 1 Flexibilidad de la operación. Aunque el sistema UASB es sensible a variaciones bruscas de caudal durante una operación normal de la planta de tratamiento, ofrece ventajas sobre el sistema de lodos activados en cuanto a soportar altas cargas orgánicas. Puede permanecer sin alimentación de agua residual por días sin que se afecte sensiblemente su capacidad de tratamiento. 5 3 Criterio evaluado 100 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO Criterio evaluado Comentarios del evaluador UASB + Filtro percolador Lodos activados Adicionalmente, el filtro percolador le aporta capacidad de soportar caudales variables durante el día. Por su parte, el sistema de lodos activados requiere una alimentación continua y en cierto grado constante en calidad del agua residual además del suministro constante de oxígeno. Por estas razones, el sistema UASB+FP se considera como un sistema más flexible en operación que el sistema de lodos activados. Confiabilidad del proceso Se considera que el sistema aerobio proporciona una mejor calidad de agua además en forma constante. La calidad del agua tratada en el sistema UASB+FP podría presentar un espectro de variación más amplio que el sistema aerobio bien operado. 3 5 Complejidad operativa El proceso de lodos activados en su versión de aireación extendida es más complejo de operar que el sistema UASB+FP. 3 1 Requerimiento de personal Se considera que para operar el sistema UASB+FP se requiere de un operador por día y un vigilante, mientras que para operar el sistema de lodos activados se necesita un operador por turno de 12 horas con una mayor capacitación y un vigilante. 5 1 Disponibilidad de repuestos y centros de servicio El hecho de que la empresa se encuentre relativamente lejos dificulta la disponibilidad de repuestos para los equipos rotatorios. El sistema de lodos activados posee mayor equipamiento que el sistema UASB+F, por lo que la atención en cuanto a este aspecto es más difícil para el sistema de lodos activados. 5 1 Influencia de la temperatura No hay problema con este criterio pues las variaciones de temperatura en la población permanecen en un intervalo adecuado para el funcionamiento de procesos biológicos. 5 5 Producción de ruido Por los equipos rotatorios involucrados en el sistema de lodo activado hay mayor producción de ruido que en el sistema UASB+FP. 5 3 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 101 Comentarios del evaluador UASB + Filtro percolador Lodos activados Contaminación visual Ambos sistemas pueden contar con un diseño arquitectónico agradable e integrado al entorno. 5 5 Producción de malos olores La oxidación aerobia de la materia orgánica favorece la no-proliferación de malos olores, por el contrario los procesos anaerobios tienden a formar H2S, principal compuesto responsable de malos olores. 5 5 Huella de carbono El proceso UASB+FP presenta menor impacto en generación de gases de efecto invernadero que el sistema de lodos activados. 5 3 Animales dañinos Dañinos ambos procesos no favorecen la formación de animales dañinos. 5 5 Criterio evaluado Ingresando las valoraciones realizadas en la matriz de análisis multicriterio es posible obtener una puntuación final que guíe la toma de decisiones de manera objetiva y con base 102 en un método cuantitativo evitando subjetividades que puedan provocar un fracaso del proyecto a futuro. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO Ejemplo matriz de análisis multicriterio UASB + filtro percolador vs lodos activados Caudal de Diseño Tolerancia a variaciones de caudal Características del agua residual COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 103 Según los datos obtenidos el mejor sistema para la situación propuesta es UASB + Filtro Percolador. 104 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO Consideraciones finales Errores comunes. Al momento de implementar alguna de las metodologías de tratamiento de aguas residuales, pueden surgir algunos errores comunes, por lo cual recomendamos tomar en cuenta lo siguiente: a) No instalar aliviadero, vertedero de excedentes o By Pass. Un error muy común al momento de poner en marcha una planta de tratamiento de aguas residuales es realizar la conexión directa desde las fuentes de generación hacia el primer punto de tratamiento o pre tratamiento, puesto que ante caudales inusuales que sobrepasan la capacidad de tratamiento no es posible hacer nada puesto que todo el sistema se halla indefenso y reducir el volumen en una etapa interna del sistema significaría derrames o rebalses. El rechazo de estos caudales garantiza el normal funcionamiento de la planta de tratamiento, por lo general estas obras son colocadas antes del tratamiento preliminar. En el caso de tratamientos biológicos es necesario cuidar los ingresos de sustancias tóxicas y caudales muy altos o turbulentos que puedan lavar la biomasa de los reactores biológicos. Un ejemplo son las lluvias torrenciales que elevan los caudales en cuestión de minutos, por esta razón es necesario disponer de dispositivos de seguridad que protejan toda la planta de tratamiento. b)Pasar por alto el tratamiento preliminar. No contar con un tratamiento preliminar suele repercutir en daños inesperados en la maquinaria y equipo de todo el tren de tratamiento. Sobre todo, en el tratamiento primario por ser el más expuesto. Las rejillas y tamices se convierten en elementos de gran importancia que pasan desapercibidos, pero pueden evitar obstrucción de bombas y tuberías en un futuro. c) No separar las grasas al inicio del tratamiento. Es aconsejable siempre contar con un aliviadero o vertedero de excedentes conocido también como by pass, conocido también como aliviadero o vertedero de excedentes, cuya función es derivar los caudales provenientes de crecidas inesperadas, derrames, accidentes, o ingreso de contaminantes no esperados. La ausencia de trampas de grasas o cámaras desgrasadoras, es un factor muy común en las plantas COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 107 de tratamiento, aspecto que supone un ingreso libre al tratamiento primario y secundario de grasas y aceites. Elevando la DBO del efluente y contaminando todo el sistema en vez de separarse al ingreso. A esto se le puede añadir que la grasa y aceite en un proceso oxidativo consume mayor cantidad de oxígeno disuelto, reduciendo la efectividad de los reactores biológicos. Cuando las grasas pasan del tratamiento primario y llegan al secundario son extraídos conjuntamente los lodos flotantes, sin embargo, dificultan la deshidratación de los lodos o fangos residuales por medios mecánicos, reduciendo la capacidad de extracción del agua de estos sistemas. El aporte de lluvias no es tomado en cuenta por lo general, significando en época de lluvias un incremento de los volúmenes que deben ser tratados por la planta de tratamiento, y contaminando volúmenes de agua que podrían mantenerse con una buena calidad si tan solo se separaran las aguas de lluvia mediante otra instalación pudiendo ser direccionadas fuera de la unidad industrial. e) No separar residuos líquidos en origen. Resulta cómodo conducir todos los residuos líquidos generados en una planta a un solo punto para su posterior tratamiento, sin embargo esto puede encarecer demasiado los costos de operación. d) Conexiones cruzadas dentro de la Industria. La reducción de los volúmenes a tratar debería ser una prioridad en cualquier industria, considerando que el tratamiento representa un costo significativo en algunos casos. No obstante, a muchas industrias parece no tomar en cuenta este aspecto pues ante la falta de un sistema de alcantarillado optan por conducir todas las aguas residuales generadas en la unidad industrial, incluso aquellos afluentes que provienen de servicios sanitarios, directamente a un solo punto mediante tuberías, generando la obligación de tratar dichos residuos líquidos e incrementando los costos de tratamiento. En rubros como el de mataderos y lácteos se generan efluentes industriales que tienen una elevada carga de materia orgánica, y en muchos casos pueden ser comercializados o aprovechados como sub productos por otras industrias. 108 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO Por ejemplo, la sangre en algunas instalaciones es conducida al igual que el agua de limpieza a un solo punto generando volúmenes altamente contaminados con materia orgánica. Otro ejemplo es el desecho del lactosuero generado en el proceso de producción de queso que no es aprovechado y es vertido directamente a tuberías para el tratamiento posterior en las plantas de tratamiento. Estas acciones resultan contraproducentes para la misma industria, sin embargo, en la mayoría de los casos no han sido contemplados desde el diseño de las instalaciones por lo que resulta un costo adicional proceder con la adecuación. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 109 GLOSARIO ACIDIFICACIÓN: Acción y efecto de acidificar. Acto de agregar ácidos a un cuerpo para comunicarle sus propiedades. ALCALINIDAD: Capacidad de una solución para neutralizar un ácido. AUTOTROFO: Organismo que es capaz de elaborar su propia materia orgánica a partir de sustancias inorgánicas. BIOGÁS: Gas obtenido por la degradación anaerobia de residuos orgánicos mediante bacterias, que se puede utilizar como combustible. BIOLÓGICO: Natural o que implica respeto al medio ambiente al evitar el uso de productos químicos. BIOMASA: Materia orgánica originada en un proceso biológico, espontáneo o provocado, utilizable como fuente de energía. BIOPELÍCULA: Es una estructura colectiva de microorganismos que se adhiere a superficies vivas o inertes y está revestida por una capa protectora segregada por los propios microorganismos. BOMBA DE AGUA: Equipo mecánico que funciona con energía eléctrica o combustible, generando una fuerza de empuje que desplaza fuera de la bomba el agua que se encuentra dentro de la máquina. 110 CARBÓN ORGÁNICO TOTAL (COT): El COT Se define como la cantidad de carbono de naturaleza orgánica que hay contenida en la muestra. Este método está especialmente indicado cuando las concentraciones de materia orgánica son bajas. El ensayo se realiza llevando la muestra a un horno, cámara de combustión, a alta temperatura y en un medio químicamente oxidante. En presencia de un catalizador, el carbono orgánico se oxida a anhídrido carbónico el cual es medido mediante fotometría de infrarrojos. CAUDAL: Cantidad de un fluido que discurre en un determinado lugar por unidad de tiempo. COLIFORMES FECALES: Bacterias aerobias gramnegativas, no formadoras de esporas, de forma bacilar y que, incubadas 44.5° C, fermentan la lactosa en un término de 48 horas, con producción de gas, pudiendo ser residentes del tracto digestivo humano y de animales de sangre caliente. COLIFORMES TOTALES: Grupo de especies bacterianas que tienen ciertas características bioquímicas en común e importancia relevante como indicadores de contaminación del agua y los alimentos. DEMANDA BIOQUÍMICA DE OXÍGENO (DBO) (en mg/l): Es la cantidad de oxígeno necesaria para descomponer biológicamente la materia orgánica carbonácea. Se determina en laboratorio a una temperatura de 20ºC y en 5 días. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO DEMANDA QUÍMICA DE OXÍGENO (DQO) (en mg/l): Cantidad de oxígeno necesario para descomponer químicamente la materia orgánica e inorgánica. Se determina en laboratorio por un proceso de digestión en un lapso de 3 horas. del nitrógeno. Los nitratos (NO3) y los nitritos (NO2) son aniones que contienen nitrógeno (N) y oxígeno (O) y se pueden unir a compuestos orgánicos e inorgánicos, formando sales u otros compuestos. En la naturaleza los nitratos se convierten en nitritos y al revés. FÓSFORO TOTAL (PT): La concentración de fósforo total mide la cantidad de fósforo disponible en forma orgánica e inorgánica, disuelta y particulada en los sistemas acuáticos. NITRÓGENO TOTAL KJELDAHL (NTK): Es un indicador utilizado en química analítica cuantitativa. Refleja la cantidad total de nitrógeno en el agua analizada, suma del nitrógeno orgánico en sus diversas formas (proteínas y ácidos nucleicos en diversos estados de degradación, urea, aminas, etc.) y el ion amonio NH4+. GRASAS Y ACEITES: Son compuestos orgánicos constituidos principalmente por ácidos grasos de origen animal y vegetal, así como los hidrocarburos del petróleo. HETEROTROFO: Organismo incapaz de elaborar su propia materia orgánica a partir de sustancias inorgánicas, por lo que debe nutrirse de otros seres vivos. HUEVOS DE HELMINTOS: El huevo constituye la etapa contagiosa de los parásitos de Helminto; son excretados en las heces y se extienden a las aguas residuales, en el suelo o en los alimentos. El huevo es muy resistente a las tensiones ambientales y a la desinfección con cloro en la planta de tratamiento de aguas residuales. LECHO: Masa de sedimentos, de espesor más o menos uniforme y escaso, extendida en sentido horizontal y separada de otras por capas paralelas. MOTOBOMBA: Máquina a motor usada para extraer o impulsar líquidos y gases de un lugar a otro. NITRATOS Y NITRITOS (NO-3, NO-2): Los nitritos y nitratos son compuestos químicos inorgánicos derivados El método kjeldahl se utiliza para la determinación del contenido de nitrógeno en muestras orgánicas e inorgánicas ORTOFOSFATOS (PO3- 4): Sal inorgánica del ácido fosfórico. Es muy soluble y es la fracción útil que absorben las plantas autótrofas. PARÁSITOS: Organismos, animales o vegetales que viven a costa de otro de distinta especie, alimentándose de él y depauperándolo sin llegar a matarlo. PATÓGENO: Que origina y desarrolla una enfermedad. Aplicado a un microorganismo. PRECIPITACIÓN: Agua procedente de la atmósfera, y que en forma sólida o líquida se deposita sobre la superficie de la tierra. PURGA: Residuos que en algunas operaciones industriales o en los artefactos se acumulan y se han de eliminar o expeler. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 111 REACTIVO: Material que reacciona de forma inmediata al entrar en contacto con otro u otros elementos, o liberar gases, vapores y humos en cantidades que ponen en riesgo la salud de los seres vivos y/o la calidad del ambiente. SÓLIDOS DISUELTOS TOTALES (SDT): Comprenden las sales inorgánicas (principalmente de calcio, magnesio, potasio y sodio, bicarbonatos, cloruros y sulfatos) y pequeñas cantidades de materia orgánica que están disueltas en el agua. Los SDT presentes en el agua de consumo proceden de fuentes naturales, aguas residuales, escorrentía urbana y aguas residuales industriales. a ignición durante un tiempo determinado y una temperatura específica que generalmente es de 550°C. SÓLIDOS SUSPENDIDOS TOTALES (SST): Peso de las partículas sólidas suspendidas en un volumen de agua, retenidas en papel filtro Nº 42. SÓLIDOS SUSPENDIDOS VOLÁTILES (SSV): Son la cantidad de sólidos en suspensión que se volatilizan tras el proceso de incineración. VOLUMEN: Magnitud física que expresa la extensión de un cuerpo en tres dimensiones, largo, ancho y alto, y cuya unidad en el sistema internacional es el metro cúbico (m3). SÓLIDOS SUSPENDIDOS FIJOS (SSF): Expresión aplicada al residuo de los sólidos totales, suspendidos o disueltos que queda después de someter la "nuestra 112 COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO BIBLIOGRAFIA OMS, 2003: Total dissolved solids in drinking-water. Documento de referencia para la elaboración de las guías de la OMS para la calidad del agua potable. Ginebra (Suiza), Organización Mundial de la Salud (WHO/SDE/WSH/03.04/16). Real Academia de la Lengua Española (DICCIONARIO) Ley 1333 (reglamento en materia de contaminación hídrica) UNIVERSIDAD CENTRAL DEL ECUADOR. FACULTAD DE INGENIERÍA QUÍMICA. CARRERA DE INGENIERÍA QUÍMICA. Validación de los métodos de ensayo para fenoles, tenso activos, solidos suspendidos y total de solidos disueltos (tds). Arango, A., & Garcés, L. (2007). Tratamiento de aguas residuales en la industria láctea. Producción + Limpia. Araujo, A., Monsalve, L., & Quintero, A. (2013). Aprovechamiento del lactosuero como fuente de energía nutricional para minimizar el problema de contaminación ambiental. Revista de Investigación Agraria y Ambiental. Barba, L. (2002). Conceptos básicos de la contaminación del agua y parámetros de medición. Santiago de Cali: Universidad del Valle. Buenaño, M. (2015). Propuesta de una planta de tratamiento de aguas residuales de una empresa envasadora de leche del cantón Rumiñahui, para que cumpla con la norma técnica ambiental (T.U.L.A.S.). Quito: Escuela Politécnica Nacional. Callejas, J., Prieto, F., Marmolejo, Y., Reyes, V., & Bustos, E. (2012). Depuración por electrocoagulación en un lactosuero: Cinética del proceso. Callejas, J., Prieto, F., Reyes, V., Marmolejo, Y., & Méndez, M. (2012). Caracterización fisicoquímica de un lactosuero: potencialidad de recuperación de fósforo. Revista Universidad de Guanajuato. Centro de actividad regional para la producción limpia (CAR/PL). (2002). Prevención de la contaminación en la industria láctea. Barcelona. Centro de promoción de tecnologías sostenibles (CPTS). (2005). Guía técnica de producción más limpia (Primera ed.). La Paz, Bolivia. Centro de Promoción de Tecnologías Sostenibles (CPTS). (2006). Método para evaluar la eficiencia de los procesos productivos y de sus operaciones unitarias mediante el análisis del comportamiento de los consumos específicos.. Cuali Cuanti S.R.L. (2014). Elaboración de un diseño, encuesta y estudio de línea base para el complejo productivo lácteo en Bolivia. La Paz, Bolivia: Consultora Cuali Cuanti. COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 113 Fernández, C., Martínez, E., Morán, A., & Gómez, X. (2016). Procesos biológicos para el tratamiento del lactosuero con producción de biogás e hidrógeno. Revista ION. Ministerio de Medio Ambiente. (2005). Guía de mejores técnicas disponibles en España del sector lácteo. España: Centro de publicaciones Secretaría General Técnica Ministerio de Medio Ambiente. Garzón, J., & López, J. (2008). Análisis de una alternativa de producción más limpia que permita aprovechar los residuos grasos que generan los procesos de pasteurización y enfriamiento de la leche en la empresa Friesland Lácteos Purace de San Juan de Pasto. Universidad Tecnológica de Pereira. Ministerio de Medio Ambiente y Agua. (2014). Guía para la elaboración de procedimientos técnicos y administrativos para descargas de efluentes industriales, especiales y lodos al alcantarillado sanitario. La Paz, Bolivia: Autoridad de Fiscalización y Control Social de Agua Potable y Saneamiento Básico (AAPS). Lanuza, D. (2012). Diagnóstico de producción más limpia de la empresa Láctea Renacer, Palacagüina, departamento de Madrid. Madrid: Universidad Nacional de Ingeniería. Ministerio del Medio Ambiente. (Agosto de 1997). Política para la gestión integral de residuos. Santa Fe de Bogotá, Colombia. Londoño, M., Sepúlveda, J., Hernández, A., & Parra, J. (2008). Bebida fermentada de suero de queso fresco inoculada con Lactobasillus casei. Revista de la Facultad Nacional de Agronomía. Mantilla M., G. (7 de Noviembre de 2016). Alternativas en el manejo integral de lodos en plantas de tratamiento de aguas residuales municipales. Tijuana, México. Ministerio de Ciencia, Tecnología e Innovación Productiva. (2010). Aprovechamiento del lactosuero: Aspectos vinculados a su calidad como materia prima e impacto ambiental. Argentina. Ministerio de Desarrollo Rural y Tierras. (2012). Compendio Agropecuario. La Paz, Bolivia: MDRyTVDRA. 114 Morales, I. (2009). Aprovechamiento de lodos primarios provenientes del tratamiento de aguas residuales de una industria láctea por medio de producción de concentrados para animales del sector porcícola y ganadero vacuno. Bogotá, Colombia: Universidad La Salle. Muro, C., Escobar, J., Zavala, R., Esparza, M., Castellanos, J., Gómez, R., y otros. (2009). Evaluación del proceso de micro filtración en un efluente residual de una industria alimenticia para su reúso. Revista internacional de contaminación ambiental. Olmos, A. (2011). Recuperación y reutilización de residuos sólidos. Bogotá: Universidad Nacional Abierta y a Distancia (UNAD). Parra, R. (2009). Lactosuero: Importancia en la industria COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO de alimentos. Revista de la Facultad Nacional de Agronomía de Medellín. Valencia, N. (2008). Secado solar de lodos. México: Universidad Autónoma de México. Romero, C. (2006). Competitividad económica-ambiental para la cadena de lácteos de la agroindustria de Santa Cruz - Cochabamba. Varela, I. (2016). Definición de producción más limpia. tecnología en marcha. Universidad de Naciones Unidas (UNU) "El estado de la desalinización y la producción de salmuera: una perspectiva global". https://www.aguasresiduales.info/revista/blog/los-solidosen-el-agua-maneje-sus-solidos-y-mejore-su-efluente COMPENDIO DE METODOLOGÍAS DE TRATAMIENTO DE AGUAS RESIDUALES INDUSTRIALES - RUBROS: LÁCTEO, TEXTIL, CUERO Y MATADERO 115