- Ninguna Categoria
Trazado de Construcciones Metálicas: Módulo de Aprendizaje Metalmecánica
Anuncio
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL METALMECÁNICA FASCÍCULO DE APRENDIZAJE TRAZADO DE CONSTRUCCIONES METÁLICAS CÓDIGO: 89001580 Profesional Técnico TRAZADO DE CONSTRUCCIONES METALICAS N° 01 02 01 PZA. ORDEN DE EJECUCION Trazado de figuras geométricas. Trazado de polígonos. 05 CANT. HERRAMIENTAS/INSTRUMENTOS Hojas A4 Juego de escuadras Lápices de dibujo Borrador Hoja bond A4 DENOMINACION-NORMA/DIMENSIONES I. LINEAS GEOMÉTRICAS Y POLÍGONOS. SOLDADOR UNIVERSAL METALMECÁNICA MATERIAL HT. 01 SE. OBSERVACIONES REF. TIEMPO: HOJA: 1 /1 ESCALA: S.E. AÑO: 2014 5 TRAZADO DE CONSTRUCCIONES METALICAS 1.1. TRAZADO DE LÍNEAS GEOMÉTRICAS. Es una operación de trazar líneas geométricas, aplicando las normas del dibujo técnico y utilizando los instrumentos normalizados respectivos. TRAZADO DE LÍNEAS. PROCESO DE EJECUCIÓN: 1° Paso: Trazar línea continua gruesa. 2° Paso: Trazar línea continua fina. 3° Paso: Trazar líneas de trazo. 4° Paso: Trazar línea de trazo y punto. 1.2. TRAZADO DE POLÍGONOS. Es una operación de trazar polígonos regulares, aplicando las normas del dibujo técnico y utilizando los instrumentos normalizados respectivos. TRAZADO DE POLÍGONOS REGULARES: PROCESO DE EJECUCION: METALMECÁNICA 6 TRAZADO DE CONSTRUCCIONES METALICAS 1° Paso. Trazar triángulo equilátero. 2° Paso. Trazar cuadrado. 3° Paso. Trazar pentágono regular. METALMECÁNICA 7 TRAZADO DE CONSTRUCCIONES METALICAS 4° Paso. Hexágono regular. 5: Paso. Heptágono regular. 6° Paso. Trazar octágono regular. METALMECÁNICA 8 TRAZADO DE CONSTRUCCIONES METALICAS FUNDAMENTO TEÓRICO. 1. CONSTRUCCIONES GEOMÉTRICAS. 1.1. LA LÍNEA: CLASES Y TRAZADOS. 1.1.1. Linea recta geométrica. Es aquella que está trazada por medio de una regla y además, se considera infinita; no tiene principio ni fin. 1.1.2. La línea curva. Es aquella trazada con un instrumento de precisión como el compás o plantillas. 1.2. COMBINACIÓN DE LÍNEAS. 1.2.1. La línea quebrada. Está formada por fragmentos de líneas rectas –segmentos- unidos por sus extremos y que forman ángulos entre sí. La sensación visual que produce este tipo de línea es de dinamismo y energía. METALMECÁNICA 9 TRAZADO DE CONSTRUCCIONES METALICAS 1.2.2. La línea ondulada. Es cualquier combinación de líneas curvas. Este tipo de líneas produce la sensación de movimiento y suavidad. 1.2.3. La línea mixta. Está compuesta por rectas y curvas. Puede adoptar distintos aspectos según sean los tipos de líneas que la formen. 1.3. ELEMENTOS GEOMÉTRICOS. 1.3.1. Punto. El punto no tiene dimensiones, tan solo es una posición. Se nombra con una letra mayúscula o con un número. METALMECÁNICA 10 TRAZADO DE CONSTRUCCIONES METALICAS 1.3.2. Línea Recta. Es una sucesión de puntos en la misma dirección. Se nombra con una letra minúscula. 1.3.2.1. Posiciones relativas entre rectas. Dos rectas se cortan cuando tienen un punto en común. Dos rectas son paralelas cuando no se encuentran nunca. Se dice entonces que su punto en común está en el infinito.se dice de él que es un punto impropio. Dos rectas se cruzan en el espacio cuando no tienen ningún punto en común. 1.3.3. Línea Curva. Es una sucesión de puntos no situados en la misma dirección, se le nombra con una letra minúscula. METALMECÁNICA 11 TRAZADO DE CONSTRUCCIONES METALICAS 1.3.4. Semirrecta. Es una recta limitada por un extremo. Se nombra con los nombres del punto extremo y de la recta, semirrecta Ar. Un punto sobre una recta divide a esta en dos semirrectas. 1.3.5. Segmento. Es una porción de recta limitada por dos puntos extremos: segmento AB. 1.3.6. Plano. Es el conjunto de puntos generados por una recta al moverse según una dirección determinada. Se nombra mediante una letra griega: Plano π. METALMECÁNICA 12 TRAZADO DE CONSTRUCCIONES METALICAS 1.4. TRAZADOS FUNDAMENTALES. 1.4.1. Mediatriz de un segmento. Es la recta perpendicular al segmento en su punto medio. Para su trazado, dado el segmento AB, con centros en A y B y con radio mayor que la mitad del segmento, trazamos los arcos 1 y 2 que se cortan en los puntos M y N. Uniendo los puntos M y N obtenemos la recta m mediatriz del segmento dado. 1.4.2. Perpendicular a una recta t por un punto exterior M. Con centro en M y con radio arbitrario r trazamos un arco a la recta en los puntos A y B. La mediatriz m del segmento AB es la solución a lo propuesto. METALMECÁNICA 13 TRAZADO DE CONSTRUCCIONES METALICAS 1.4.3. Perpendicular a una recta por un punto P de ella. Con centro en P trazamos un arco de radio arbitrario que al cortar a la recta, determina los puntos A y B. La mediatriz m del segmento AB es la solución al problema. 1.4.4. Perpendicular a una semirrecta Pr en su extremo P. Con centro en P trazamos un arco de radio PA arbitrario. Con centro en A trazamos otro arco del mismo radio que corta al arco anterior en el punto B y el mismo radio cortamos al primer al primer arco en C. La mediatriz m del segmento es la solución buscada. METALMECÁNICA 14 TRAZADO DE CONSTRUCCIONES METALICAS 1.4.5. Recta paralela a otras por un punto P. Con centro en un punto cualquiera de la recta s, punto A, trazamos el arco que pasa por el punto P, arco PB. Con el centro en P y radio el mismo dibujamos al arco que pasa por A. Con radio el segmento BP y centro en A determinamos el punto M. La recta definida por los punto M y P es la solución. 2. ENLACES DE RECTA CON CIRCUNFERENCIA. 2.1. ENLACE DE DOS RECTAS PERPENDICULARES POR UN ARCO DADO. METALMECÁNICA 15 TRAZADO DE CONSTRUCCIONES METALICAS 2.2. ENLACE DE DOS RECTAS OBLICUAS POR UN ARCO DADO. METALMECÁNICA 16 TRAZADO DE CONSTRUCCIONES METALICAS 2.3. ENLACE DE DOS RECTAS PARALELAS POR DOS ARCO IGUALES. 2.4. ENLACE DE RECTA CON CIRCUNFERENCIA POR UN ARCO INTERIOR. METALMECÁNICA 17 TRAZADO DE CONSTRUCCIONES METALICAS 2.5. ENLACE DE RECTA CON CIRC.POR UN ARCO EXTERIOR. METALMECÁNICA 18 TRAZADO DE CONSTRUCCIONES METALICAS 2.6. ENLACE DE CIRC. SECANTES POR UN ARCO INTERIOR. 2.7. ENLACE DE CIRC. POR UN ARCO EXTERIOR. METALMECÁNICA 19 TRAZADO DE CONSTRUCCIONES METALICAS 2.8. CONSTRUCCIÓN DE ÓVALOS CONOCIDOS EL EJE MAYOR Y MENOR. METALMECÁNICA 20 TRAZADO DE CONSTRUCCIONES METALICAS 2.9. CONSTRUCCIÓN DE ÓVALOS CONOCIDO EL EJE MAYOR. 2.10. CONSTRUCCIÓN DE ÓVALOS CONOCIDO EL EJE MENOR. METALMECÁNICA 21 TRAZADO DE CONSTRUCCIONES METALICAS 2.11. CONSTRUCCIÓN DE OVOIDES CONOCIDO EL EJE MENOR. METALMECÁNICA 22 TRAZADO DE CONSTRUCCIONES METALICAS 2.12. CONSTRUCCIÓN DE OVOIDES CONOCIDO EL EJE MAYOR. METALMECÁNICA 23 TRAZADO DE CONSTRUCCIONES METALICAS 3. LECTURA DE PLANOS. En el campo de las actividades técnicas, para la representación de los objetos se utilizan varios métodos de proyección, todos los cuales tienen sus propias características, méritos y desventajas. El dibujo técnico corriente consiste en una proyección ortogonal, en la cual se utilizan representaciones relacionadas de una o varias vistas del objeto, cuidadosamente elegidas, con las cuales es posible definir completamente su forma y características. No obstante, para la ejecución de estas representaciones bidimensionales es necesario el conocimiento del método de proyección, de modo tal que, cualquier observador sea capaz de deducir de las vistas la forma tridimensional del objeto. En los numerosos campos técnicos y sus etapas de desarrollo, a menudo es necesario proporcionar dibujos de fácil lectura. Estos dibujos denominados representaciones pictóricas, entregan una vista tridimensional de un objeto, tal como éste aparecería ante los ojos de un observador. Para leer estas representaciones no es necesaria una formación técnica profunda sobre la materia. Las representaciones pictóricas pueden presentarse por sí solas o complementarse con dibujos ortogonales. Existen diversos métodos de representación pictórica, pero sus especificaciones difieren considerablemente y a menudo se utilizan en forma contradictoria. METALMECÁNICA 24 TRAZADO DE CONSTRUCCIONES METALICAS El constante aumento de la comunicación técnica a nivel mundial, como también la evolución de los métodos de diseño y dibujo asistidos por computador con sus diversos tipos de representaciones tridimensionales, derivan en la necesidad de una clarificación de estos problemas, mediante la formulación de normas técnicas sobre la materia. 3.1. CONCEPTO DE PLANO. La palabra “gráfico” significa “referente a la expresión de ideas por medio de líneas o marcas impresas en una superficie”. Entonces, un dibujo (plano) es una representación gráfica de algo real. El dibujo, por tanto, es un lenguaje gráfico porque usa figuras para comunicar pensamientos e ideas. Como un dibujo es un conjunto de instrucciones que tiene que cumplir el operario, debe ser claro, correcto, exacto y completo. Los campos especializados son tan distintos como las ramas de la industria. Algunas de las áreas principales del dibujo son: Mecánico, arquitectónico, estructural y eléctrico. El término “dibujo técnico” se aplica a cualquier dibujo que se utilice para expresar ideas técnicas. 3.2. APLICACIÓN DE LOS PLANOS. Tal como en el principio de los tiempos, el hombre ha usado dibujos para comunicar ideas a sus compañeros y para registrarlas, de modo que no caigan en el olvido. El hombre ha desarrollado el dibujo a lo largo de dos ramas distintas, empleando cada forma para una finalidad diferente. Al dibujo artístico se le concierne principalmente la expresión de ideas reales o imaginarias de naturaleza cultural. En cambio, al dibujo técnico le atañe la expresión de ideas técnicas o de naturaleza práctica, y es el método utilizado en todas las ramas de la industria. En la actividad diaria es muy útil un conocimiento del dibujo para comprender planos de casas, instrucciones para el montaje, mantenimiento y operación de mu- METALMECÁNICA 25 TRAZADO DE CONSTRUCCIONES METALICAS chos productos manufacturados; los planos y especificaciones de muchos pasatiempos y otras actividades de tiempo libre. 3.3. CLASIFICACIÓN DE LOS PLANOS. Los planos se pueden clasificar en: • Plano General o de Conjunto. • Plano de Fabricación y Despiece. • Plano de Montaje. • Plano en Perspectiva Explosiva. 3.3.1. Plano General o de Conjunto. El Plano de Conjunto presenta una visión general del dispositivo a construir, de forma que se puede ver la situación de las distintas piezas que lo componen, con la relación y las concordancias existentes entre ellas. La función principal del plano de conjunto consiste en hacer posible el montaje. Esto implica que debe primar la visión de la situación de las distintas partes, sobre la representación del detalle. 3.3.2. Plano de Fabricación y Despiece. Se refiere a dimensionar cada uno de los elementos a construir o fabricar según proceso (maquinado, fundido, estampado, etc.), de acuerdo a dimensiones indicadas en el plano. • Maquinado: obtener la pieza según el plano ya sea a través de procesos de torneado, fresado o cepillado. • Fundido: Las dimensiones de las piezas fundidas son mayores que las reales porque deben someterse a otros procesos. • Estampado: Se realiza a través del uso o aplicación de matrices. 3.3.3. Plano de Montaje. Estos planos se hacen frecuentemente para representar totalmente objetos sencillos, tales como piezas de mobiliario, donde las piezas son pocas y no tienen formas complicadas. METALMECÁNICA 26 TRAZADO DE CONSTRUCCIONES METALICAS Todas las dimensiones y la información necesaria para la construcción de dicha pieza y para el montaje de todas las piezas se dan directamente en el plano de montaje. 3.3.3.1. Planos de Montaje de Diseños. Cuando se diseña una máquina, primero que todo se hace un plano o proyecto de montaje para visualizar claramente el funcionamiento, la forma y el juego de las diferentes piezas. A partir de los planos de montaje se hacen los dibujos de detalle y a cada pieza se le asigna un número. Para facilitar el ensamblaje de la máquina, en el plano de montaje se colocan los números de las diferentes piezas o detalles. Esto se hace uniendo pequeños círculos (de 3/8 pulg. a ½ de pulg. de diámetro) que contiene el número de la pieza, con las piezas correspondientes por medio de líneas indicadoras. Es importante que los dibujos de detalle no tengan planes de numeración idénticos cuando se utilizan varias listas de materiales. 3.3.3.2. Planos de Montaje para Instalación. Este tipo de plano de montaje se utiliza cuando se emplean muchas personas inexpertas para ensamblar las diferentes piezas. Como estas personas generalmente no están adiestradas en la lectura de planos técnicos, se utilizan planos pictóricos simplificados para el montaje. 3.3.3.3. Planos de Montaje para Catálogos. Son planos de montaje especialmente preparados para catálogos de compañías. Estos planos de montaje muestran únicamente los detalles y las dimensiones que pueden interesar al comprador potencial. Con frecuencia el plano tiene dimensiones expresadas con letras y viene acompañado por una tabla que se utiliza para abarcar una gama de dimensiones. 3.3.3.4. Planos de Montaje Desarmados. Cuando una maquina requiere servicio, por lo general las reparaciones se hacen localmente y no se regresa la maquina a la compañía constructora. METALMECÁNICA 27 TRAZADO DE CONSTRUCCIONES METALICAS Este tipo de plano se utiliza frecuentemente en la industria de reparación de aparatos, la cual emplea los planos de montaje para los trabajos de reparación y para el periodo de piezas de repuesto. También es utilizado con frecuencia este tipo de planos de montaje por compañías que fabrican equipos hágalo usted mismo, tales como equipos para fabricación de modelos, donde los planos deben de comprendidos fácilmente. 3.3.4. Plano en Perspectiva Explosiva. El plano en perspectiva explosiva tiene como finalidad indicar en forma ordenada y precisa la secuencia de ubicación de las piezas que conforman un conjunto, permitiendo con ello a cualquier operario realizar un desarme y posteriormente; realizada la reparación, armar el conjunto siguiendo las informaciones del plano. 3.4. CÓMO HACER UN PLANO DE CONJUNTO. El plano de conjunto nos explica las diferentes piezas que forman el objeto y la colocación relativa de cada una de ellas. Para realizarlo haremos una vista del conjunto (puede servirnos una igual a la dibujada para el plano general) e identificaremos mediante marcas (números correlativos encerrados en un círculo y que señalan a todas y cada una de las piezas que forman la máquina) todas y cada una de las piezas que componen el objeto. Al lado del dibujo se realizará una lista en la que a cada marca se asocie con el nombre de la pieza a la que corresponde (siempre en singular). El listado se construye empezando por la marca "1", que irá en la parte inferior, y continuando hacia arriba correlativamente. Si son necesarias más columnas se escribirán otra a la derecha de la anterior y así sucesivamente. Cuando el objeto o sistema técnico proyectado tenga cierto grado de complejidad se puede recurrir a dividir el conjunto en sus partes funcionales y, a continuación, realizar el plano de conjunto de cada una de esas partes. Si realizamos bien este apartado nos daremos cuenta de muchos errores que nos pasaban desapercibidos: piezas que no habíamos tenido en cuenta, dimensiones que no concuerdan, posibilidad de repetir piezas iguales y que inicialmente habíamos considerado diferentes. METALMECÁNICA 28 TRAZADO DE CONSTRUCCIONES METALICAS 3.5. OBJETIVOS DE LA LECTURA E INTERPRETACIÓN DE PLANOS. • Interpretar y aplicar la simbología utilizada en planos de agua potable y alcantarillado. • Conocer, seleccionar y aplicar la escala adecuada al plano de proyecto que vaya a elaborar y/o emplear. • Interpretar las indicaciones de un plano para poder intervenir con precisión y oportunidad en campo. 3.6. CONCLUSIÓN. A través de este trabajo hemos podido conocer algunas otras aplicaciones de los planos, así como también sus clasificaciones según la utilización final que va a tener. Creemos que es muy valiosa la información recopilada ya que en el campo de la Mecánica Automotriz, nos es muy útil el conocimiento más profundo de estos diferentes tipos de dibujos, los cuales son capaces de simplificarnos en un momento dado el desarme, reparación y posterior armado de una maquinaria. Cabe señalar que cada tipo de plano tiene una aplicación particular y por lo tanto su realización debe estar adecuada al tipo de trabajo que se llevará a cabo con el mismo. METALMECÁNICA 29 TRAZADO DE CONSTRUCCIONES METALICAS 10 1 Placa de fijación. 9 1 Arandela plana biselada 6,4 DIN 125 8 1 Tornillo hex. M6x16 mg 8.8 DIN 933 7 2 Arandela 6 1 Eje 5 1 Casquillo 4 1 Rueda 3 1 Soporte derecho 2 1 Soporte izquierdo 1 1 Placa Base Marca Nº Pieza Designación y observaciones METALMECÁNICA Norma 30 TRAZADO DE CONSTRUCCIONES METALICAS 4. PROYECCIÓN ORTOGONAL. 4.1. REPRESENTACIÓN DE LAS CARAS DE UN SÓLIDO Y SU DISPOSICIÓN EN EL PLANO. Las proyecciones o vistas de un sólido o pieza son las distintas imágenes que se obtienen al mirarla desde arriba, de frente y desde un costado, o bien el resultado de proyectar la pieza perpendicularmente sobre planos que son paralelos a sus caras, siendo sus vistas de 6. Para ello se normalizaron dos sistemas: A. Sistema Europeo, que es el utilizado en el mayor parte de Europa. B. Sistema Americano, que es el utilizado en los países de habla Inglesa. METALMECÁNICA 31 TRAZADO DE CONSTRUCCIONES METALICAS Tanto el SE y el SA consisten en representar una pieza tridimensional por medio de sus vistas en dos dimensiones. Sus disposiciones vienen establecidas por la normalización de estos dos sistemas, ya que tiene que colocarse de forma que sus dimensiones generales (altura, anchura y profundidad) queden reflejadas y relacionadas entre sí con respecto a las vistas. 4.1.1. Sistema Europeo. Este sistema hace que la planta que debajo del alzado, el perfil derecho se coloca a la izquierda del alzado y el perfil izquierdo se coloca a la derecha del alzado. El símbolo de identificación de un dibujo hecho en el Sistema Europeo es el siguiente: METALMECÁNICA 32 TRAZADO DE CONSTRUCCIONES METALICAS 4.1.2. Representación de las caras de un sólido y su disposición en el plano en sistema europeo. METALMECÁNICA 33 TRAZADO DE CONSTRUCCIONES METALICAS 4.1.3. Prácticas de vistas en sistema europeo. METALMECÁNICA 34 TRAZADO DE CONSTRUCCIONES METALICAS METALMECÁNICA 35 TRAZADO DE CONSTRUCCIONES METALICAS METALMECÁNICA 36 TRAZADO DE CONSTRUCCIONES METALICAS 4.2. SISTEMAS DE PROYECCIONES. En todos los sistemas de representación, la proyección de los objetos sobre el plano del cuadro o de proyección, se realiza mediante los rayos proyectantes, estos son líneas imaginarias, que pasando por los vértices o puntos del objeto, proporcionan en su intersección con el plano del cuadro, la proyección de dicho vértice o punto. Si el origen de los rayos proyectantes es un punto del infinito, lo que se denomina punto impropio, todos los rayos serán paralelos entre sí, dando lugar a la que se denomina, proyección cilíndrica. Si dichos rayos resultan perpendiculares al plano de proyección estaremos ante la proyección cilíndrica ortogonal, en el caso de resultar oblicuos respecto a dicho plano, estaremos ante la proyección cilíndrica oblicua. Si el origen de los rayos es un punto propio, estaremos ante la proyección central o cónica. 4.2.1. Tipos y características. Los diferentes sistemas de representación, podemos dividirlos en dos grandes grupos: los sistemas de medida y los sistemas representativos. Los sistemas de medida, son el sistema diédrico y el sistema de planos acotados. Se caracterizan por la posibilidad de poder realizar mediciones directamente sobre el dibujo, para obtener de forma sencilla y rápida, las dimensiones y posición de los objetos del dibujo. METALMECÁNICA 37 TRAZADO DE CONSTRUCCIONES METALICAS El inconveniente de estos sistemas es, que no se puede apreciar de un solo golpe de vista, la forma y proporciones de los objetos representados. Los sistemas representativos, son el sistema de perspectiva axonométrica, el sistema de perspectiva caballera, el sistema de perspectiva militar y de rana, variantes de la perspectiva caballera, y el sistema de perspectiva cónica o central. Se caracterizan por representar los objetos mediante una única proyección, pudiéndose apreciar en ella, de un solo golpe de vista, la forma y proporciones de los mismos. Aunque el objetivo de estos sistemas es representar los objetos como los vería un observador situado en una posición particular respecto al objeto, esto no se consigue totalmente, dado que la visión humana es binocular, por lo que a lo máximo que se ha llegado, concretamente, mediante la perspectiva cónica, es a representar los objetos como los vería un observador con un sólo ojo. En el siguiente cuadro pueden apreciarse las características fundamentales de cada unos de los sistemas de representación. Sistema Tipo Planos de proyección Sistema de proyección Diédrico De medida Dos Proyección cilíndrica ortogonal Planos acotados De medida Uno Proyección cilíndrica ortogonal Perspectiva axonométrica Representativo Uno Proyección cilíndrica ortogonal Perspectiva caballera Representativo Uno Proyección cilíndrica oblicua Perspectiva militar Representativo Uno Proyección cilíndrica oblicua Perspectiva de rana Representativo Uno Proyección cilíndrica oblicua Perspectiva cónica Representativo Uno Proyección central o cónica 4.2.2. Denominación de las vistas. Si situamos un observador según las seis direcciones indicadas por las flechas, obtendríamos las seis vistas posibles de un objeto. METALMECÁNICA 38 TRAZADO DE CONSTRUCCIONES METALICAS Estas vistas reciben las siguientes denominaciones: Vista A: Vista de frente o alzado Vista B: Vista superior o planta Vista C: Vista derecha o lateral derecha Vista D: Vista izquierda o lateral izquierda Vista E: Vista inferior Vista F: Vista posterior 4.2.3. Posiciones relativas de las vistas. Para la disposición de las diferentes vistas sobre el papel, se pueden utilizar dos variantes de proyección ortogonal de la misma importancia: - El método de proyección del primer diedro, también denominado Europeo (antiguamente, método E). - El método de proyección del tercer diedro también denominado Americano (antiguamente método A). En ambos métodos, el objeto se supone dispuesto dentro de un cubo, sobre cuyas seis caras, se realizarán las correspondientes proyecciones ortogonales del mismo. METALMECÁNICA 39 TRAZADO DE CONSTRUCCIONES METALICAS La diferencia estriba en que, mientras en el sistema Europeo, el objeto se encuentra entre el observador y el plano de proyección, en el sistema Americano, es el plano de proyección el que se encuentra entre el observador y el objeto. SISTEMA EUROPEO SISTEMA AMERICANO Una vez realizadas las seis proyecciones ortogonales sobre las caras del cubo, y manteniendo fija, la cara de la proyección del alzado (A), se procede a obtener el desarrollo del cubo, que como puede apreciarse en las figuras, es diferente según el sistema utilizado. SISTEMA EUROPEO SISTEMA AMERICANO El desarrollo del cubo de proyección, nos proporciona sobre un único plano de dibujo, las seis vistas principales de un objeto, en sus posiciones relativas. Con el objeto de identificar, en que sistema se ha representado el objeto, se debe METALMECÁNICA 40 TRAZADO DE CONSTRUCCIONES METALICAS añadir el símbolo que se puede apreciar en las figuras, y que representa el alzado y vista lateral izquierda, de un cono truncado, en cada uno de los sistemas. SISTEMA EUROPEO 4.2.4. SISTEMA AMERICANO Correspondencia entre las vistas. Como se puede observar en las figuras anteriores, existe una correspondencia obligada entre las diferentes vistas. Así estarán relacionadas: a) El alzado, la planta, la vista inferior y la vista posterior, coincidiendo en anchuras. b) El alzado, la vista lateral derecha, la vista lateral izquierda y la vista posterior, coincidiendo en alturas. c) La planta, la vista lateral izquierda, la vista lateral derecha y la vista inferior, coincidiendo en profundidad. Habitualmente con tan solo tres vistas, el alzado, la planta y una vista lateral, queda perfectamente definida una pieza. Teniendo en cuenta las correspondencias anteriores, implicarían que dadas dos cualquiera de las vistas, se podría obtener la tercera, como puede apreciarse en la figura: METALMECÁNICA 41 TRAZADO DE CONSTRUCCIONES METALICAS También, de todo lo anterior, se deduce que las diferentes vistas no pueden situarse de forma arbitraria. Aunque las vistas aisladamente sean correctas, si no están correctamente situadas, no definirán la pieza. 4.2.5. Clasificación de proyecciones. Proyección Cónica Tipo Subtipo Varios tipos de perspectiva con puntos de fuga Isométrica (Tres ángulos iguales (120º), coef. de reducción iguales) Ortogonal Cilíndrica Dimétrica (Dos ángulos iguales, dos coeficientes distintos) Trimétrica (Tres ángulos y coeficientes distintos) Oblicua METALMECÁNICA Perspectiva caballera. 42 TRAZADO DE CONSTRUCCIONES METALICAS 4.2.5.1. Perspectiva caballera. Para la representación se utilizan tres ejes: - el eje X horizontal. - el eje Z vertical formando por tanto un ángulo de 90º respecto al eje X. - el eje Y formando un ángulo de 135º con respecto a los ejes X y Z. Sobre los ejes X y Z se representan las medidas en verdadera magnitud, y sobre el eje Y se aplica un coeficiente reductor de 1/2, con el fin de darle un sentido de profundidad al dibujo. 4.2.5.2. Perspectiva isométrica. Para la representación se utilizan tres ejes: - el eje Z vertical. - el eje X formando un ángulo de 120º respecto al eje Z. - el eje Y formando un ángulo de 120º con respecto a los ejes X y Z. Sobre los tres ejes X, Y, Z se aplica un coeficiente reductor de 0,816. METALMECÁNICA 43 TRAZADO DE CONSTRUCCIONES METALICAS Una versión simple de la perspectiva isométrica, es el denominado Dibujo isométrico, que sería un caso excepcional de este sistema con la particularidad de que no se aplica coeficiente reductor a ninguno de los tres ejes coordenados. METALMECÁNICA 44 TRAZADO DE CONSTRUCCIONES METALICAS 4.3. PRÁCTICAS DE VISTAS. METALMECÁNICA 45 TRAZADO DE CONSTRUCCIONES METALICAS METALMECÁNICA 46 TRAZADO DE CONSTRUCCIONES METALICAS METALMECÁNICA 47 TRAZADO DE CONSTRUCCIONES METALICAS 5. ACOTADO. PRINCIPIOS. CLASIFICACIÓN. La acotación es el proceso de anotar, mediante líneas, cifras, signos y símbolos, las medidas de un objeto, sobre un dibujo previo del mismo, siguiendo una serie de reglas y convencionalismos, establecidos mediante normas. La acotación es el trabajo más complejo del dibujo técnico, ya que para una correcta acotación de un dibujo, es necesario conocer, no solo las normas de acotación, sino también, las características del plano o dibujo a acotar. Al acotar no se puede proceder de cualquier manera, la información que se representa en el acotado debe disponerse de tal modo que su lectura sea fácil y rápida. Con carácter general se puede considerar que el dibujo de una pieza o mecanismo, está correctamente acotado, cuando las indicaciones de cotas utilizadas sean las mínimas, suficientes y adecuadas, para permitir la fabricación de la misma, de forma que el operario no tenga que efectuar medidas sobre el plano y menos aún realizar cálculos u operaciones, que supondrían riesgo de errores y pérdida de tiempo. 5.1. PRINCIPIOS GENERALES DE LA ACOTACIÓN: Una cota solo se indicará una sola vez en un dibujo, salvo que sea indispensable repetirla. No debe omitirse ninguna cota. Las cotas se colocarán sobre las vistas que representen más claramente los elementos correspondientes. Todas las cotas de un dibujo se expresarán en las mismas unidades, en caso de utilizar otra unidad, se expresará claramente, a continuación de la cota. Las cotas se situarán por el exterior de la pieza. Se admitirá el situarlas en el interior, siempre que no se pierda claridad en el dibujo. METALMECÁNICA 48 TRAZADO DE CONSTRUCCIONES METALICAS Las cotas se distribuirán, teniendo en cuenta criterios de orden, claridad y estética. Las cotas relacionadas como el diámetro y profundidad de un agujero, se indicarán sobre la misma vista. 5.1. ELEMENTOS DE UNA ACOTACIÓN. En el proceso de acotación de un dibujo, además de la cifra de cota, intervienen líneas y símbolos, que variarán según las características de la pieza y elemento a acotar. Todas las líneas que intervienen en la acotación, se realizarán con el espesor más fino de la serie utilizada. Los elementos básicos que intervienen en la acotación son: 5.3.1. Líneas Auxiliares de Cota. Son líneas que parten del dibujo de forma perpendicular a la superficie a acotar, y limitan la longitud de las líneas de cota. Deben sobresalir ligeramente de las líneas de cota, aproximadamente en 2 mm. 5.3.2. Líneas de Cota. Son líneas paralelas a la superficie de la pieza objeto de medición. Se traza fina y continua. METALMECÁNICA 49 TRAZADO DE CONSTRUCCIONES METALICAS 5.3.3. Cifras de Cota. Es un número que indica la magnitud. Se sitúa centrada en la línea de cota. Podrá situarse en medio de la línea de cota, interrumpiendo esta, o sobre la misma, pero en un mismo dibujo se seguirá un solo criterio. Se deberá indicar en el plano en que unidades se está acotando (m, cm, mm) que a su vez irá en función del tamaño de la pieza o nivel de detalle del dibujo. La altura de la cifra de cota está condicionada por el tamaño del croquis o plano a escala y desde luego ha de ser fácil de leer. Se recomienda una altura entre 2 mm y 3,5 mm, procurando aplicar un mismo tamaño dentro de un mismo plano o conjunto de planos. 5.3.4. Símbolo Final de Cota. Las líneas de cota serán terminadas en sus extremos por un símbolo. Este símbolo puede ser muy variado, entre los distintos tipos de símbolos tenemos: punta de flecha, un pequeño trazo oblicuo a 45º, un pequeño círculo, etc. El símbolo más empleado en la definición de elementos arquitectónicos es la del trazo inclinado a 45º METALMECÁNICA 50 TRAZADO DE CONSTRUCCIONES METALICAS 5.3.5. Líneas de Referencia de Cota. Sirven para indicar un valor dimensional, o una nota explicativa en los dibujos, mediante una línea que une el texto a la pieza. Las líneas de referencia, terminarán. En flecha, las que acaben en un contorno de la pieza. En un punto, las que acaben en el interior de la pieza. Sin flecha ni punto, cuando acaben en otra línea. La parte de la línea de referencia don se rotula el texto, se dibujará paralela al elemento a acotar, si este no quedase bien definido, se dibujará horizontal, o sin línea de apoyo para el texto. 5.3.6. Símbolos. En ocasiones, a la cifra de cota le acompaña un símbolo indicativo de características formales de la pieza, que simplifican su acotación, y en ocasiones permiten reducir el número de vistas necesarias, para definir la pieza. Los símbolos más usuales son: METALMECÁNICA 51 TRAZADO DE CONSTRUCCIONES METALICAS 5.4. CLASIFICACIÓN DE LAS COTAS. Existen diferentes clasificaciones de cotas, las principales son las siguientes: En función de su importancia: las cotas se pueden clasificar en: • • • Cotas Funcionales: Son aquellas cotas esenciales. Cotas No Funcionales: Son aquellas que sirven para la total definición de la pieza, Cotas Auxiliares: Son las cotas que dan las medidas totales, como complemento a las parciales. METALMECÁNICA 52 TRAZADO DE CONSTRUCCIONES METALICAS En Función de su Cometido en el Plano: Se pueden clasificar en: Cotas de Dimensión: Son las que indican el tamaño de los elementos de dibujo. Cotas de Situación: Son las que concretan la posición de los elementos de la pieza. 5.5. TIPOS DE ACOTACIONES. Las Cotas se pueden disponer de diversas maneras: únicas, continuas, en Paralelo, al Origen, angulares, radiales, diametrales. 1. Únicas: Se corresponde a la acotación de un único segmento. 2. Continuas: Se corresponde a la colocación en cadena de toda una serie de cotas, referidas cada una de ellas a un contorno distinto. 3. Paralelo: Son las cotas que nacen de un mismo lado y que miden vértices consecutivos de un perímetro. 4. Al Origen: Parten de un origen común en la línea de cota, se indican mediante flechas a 90 y las cifras pueden colocarse horizontalmente o verticalmente. 5. Angulares: Son aquellas que miden ángulos. 6. Radiales: Son aquellas que miden radios de circunferencia. METALMECÁNICA 53 TRAZADO DE CONSTRUCCIONES METALICAS 7. Diametrales: Son aquellas que miden diámetros de circunferencia. 5.6. EJEMPLOS DE ACOTACIONES. METALMECÁNICA 54 TRAZADO DE CONSTRUCCIONES METALICAS 6. VISTAS AUXILIARES. Cuando los objetos están formados por planos inclinados u oblicuos, como en la figura de al lado al mostrar las tres proyecciones o vistas principales, puede faltar información sobre la verdadera longitud de las aristas o la verdadera forma y tamaño de las superficies que no son paralelas a los planos principales; en este caso cuando necesitamos mostrar esas longitudes o dimensiones debemos agregar vistas adicionales a las cuales les damos el nombre de vistas auxiliares. Entonces, por definición: VISTA AUXILIAR, es aquella vista obtenida sobre un plano de proyección distinto a los planos principales y a los planos de corte, con la finalidad de mostrar en verdadera dimensión una cara inclinada u oblicua. METALMECÁNICA 55 TRAZADO DE CONSTRUCCIONES METALICAS 6.1. CLASIFICACIÓN DE LAS VISTAS AUXILIARES. Las vistas auxiliares se clasifican en dos tipos: La Vista Auxiliar Primaria y la Vista Auxiliar Secundaria 6.1.1. Vistas auxiliares primarias o simples. Estas se caracterizan porque se obtienen en un plano de proyección auxiliar adyacente y perpendicular a cualquier plano de proyección principal. A través de una vista auxiliar primaria podemos encontrar: o o o o La longitud verdadera de una arista oblicua. La proyección como punto de una arista inclinada. La verdadera forma y tamaño de una cara inclinada. La proyección de canto o como borde de una cara oblicua. Estas vistas simples se clasifican a su vez en: METALMECÁNICA 56 TRAZADO DE CONSTRUCCIONES METALICAS • Vista Auxiliar de perfil: en la cual el plano auxiliar es perpendicular al plano de perfil o lateral, así como requiere del uso de las medidas de anchura o de apartamiento (distancia de la proyección de un punto al Plano de perfil). • Vista Auxiliar Frontal: en la cual el plano auxiliar es perpendicular al plano frontal o vertical, así como requiere del uso de las medidas de profundidad o de alejamiento (distancia de la proyección de un punto al Plano Frontal). • Vista Auxiliar Horizontal: en la cual el plano auxiliar es perpendicular al plano horizontal o superior, así como requiere del uso de las medidas de altura o de cota (distancia de la proyección de un punto al Plano horizontal). METALMECÁNICA 57 TRAZADO DE CONSTRUCCIONES METALICAS 6.1.2. Trazado de vistas auxiliares simples. Los pasos a seguir en la obtención de una vista auxiliar utilizando el mismo ejemplo. 1. Visualice e interprete el modelo: de nada sirve obtener una vista auxiliar si no se tiene idea de las características del modelo. 2. Obtenga las vistas normales: tenga en cuenta los principios de elaboración. En ocasiones se cuenta únicamente con las vistas normales, en este caso también es necesario tener una idea de las características del modelo original. METALMECÁNICA 58 TRAZADO DE CONSTRUCCIONES METALICAS 3. Dibuje los ejes (planos de corte) que determinan los planos horizontal, y verticales (H/F y F/L). Asígneles su valor. 4. Identifique la superficie inclinada y tenga en cuenta en cual de las vistas normales se muestra perpendicular, es decir se muestra como una línea. METALMECÁNICA 59 TRAZADO DE CONSTRUCCIONES METALICAS 5. Trace un eje auxiliar “A” paralelo a la superficie inclinada desde el plano que muestra la superficie perpendicular. 6. Desde el mismo plano que muestra la superficie inclinada trace proyectantes a 90° que atraviesen el eje auxiliar. 7. Ubíquese en el eje de corte inmediatamente anterior al plano auxiliar y desde éste tome las distancias a cada uno de los puntos de la superficie y trasládelos a sus equivalentes en el plano auxiliar. METALMECÁNICA 60 TRAZADO DE CONSTRUCCIONES METALICAS Este paso indica que una de las vistas normales sobra o no es necesaria y por lo tanto se puede omitir. 8. Terminada la actividad se obtendrá una malla de puntos que al ser unidos mostrarán la superficie inclinada en dimensión verdadera. 9. Cuando se trasladan únicamente los puntos de la superficie inclinada se dice que se obtiene una vista auxiliar parcial; cuando se trasladan todos los puntos del modelo se obtiene una vista auxiliar total. METALMECÁNICA 61 TRAZADO DE CONSTRUCCIONES METALICAS 7. PERSPECTIVAS. 7.1. PERSPECTIVAS PARALELAS. Las perspectivas paralelas son de gran utilidad para el trabajo rápido a mano alzada y para visualizar un proyecto de forma inmediata. Constituyen una manera de relatar lo que sólo existe como idea y hacen posible discutir y operar sobre ella. Son un modo de graficar el espacio que brinda visiones unitarias del objeto. Las perspectivas presuponen que el espacio se estructura según tres ejes ortogonales entre sí. Constituyen un sistema de referencia del espacio. En las perspectivas paralelas los tres ejes (del alto, del ancho y de la profundidad) están representados por sistemas de rectas paralelas. Todas las líneas paralelas en el espacio tridimensional son paralelas en el plano gráfico. Se dividen en: METALMECÁNICA 62 TRAZADO DE CONSTRUCCIONES METALICAS METALMECÁNICA 63 TRAZADO DE CONSTRUCCIONES METALICAS 7.1.1. Reducciones en Perspectivas Paralelas. Las perspectivas caballeras pueden o no tener reducción en el eje de la profundidad. Según las normas IRAM puede operarse con “caballera normal”, es decir sin reducción, lo que origina el dibujo de un cubo según la Figura 2, o bien con “caballera reducida”, donde la longitud de la profundidad se reduce a la mitad, y origina entonces el dibujo del cubo según la Figura 3. De acuerdo a nuestras pautas culturales de lectura y percepción de los dibujos ninguno de los dos casos es satisfactorio. En el primero el cubo se percibe como alargado y en el segundo, como achatado. El dibujo de la Figura 4 aparece como más adecuado a dichas pautas y se corresponde con una reducción de 0,7. Por otra parte parece recomendable que en cada caso quien dibuje defina, a través de su propio criterio perceptual el valor de reducción. Esta aplicación de la métrica de las reducciones de una manera perceptual puede usarse en cualquier tipo de perspectiva paralela, donde pueden variar cualquiera de las tres medidas. En la Figura 5 se muestra un cubo que en el dibujo tiene sus aristas “x”, “y” y “z” reducidas perceptualmente. Se tiene en cuenta que las aristas que están más inclinadas con respecto a la horizontal, se dibujarán más reducidas. METALMECÁNICA 64 TRAZADO DE CONSTRUCCIONES METALICAS 7.2. PERSPECTIVAS CONICAS. Principios generales de construcción: Las perspectivas cónicas son un sistema que estructura el espacio según tres direcciones ortogonales entre sí, en el que al menos una de las direcciones se gráfica con rectas convergentes a un punto que se llamará punto de fuga. (Figura 6) Medición de la profundidad en perspectivas cónicas: 1. Con un punto de fuga (Figura 7). • LT= Línea de Tierra. • F= Punto de Fuga. METALMECÁNICA 65 TRAZADO DE CONSTRUCCIONES METALICAS • M= Medidor (punto de fuga de las rectas horizontales que forman un ángulo de 45° respecto al ancho y a la profundidad. • FM= Distancia del observador al cuadro. • LH= Línea de horizonte (indica la altura del observador). Para explicar esto se trabajará sobre la perspectiva de un cubo. La cara frontal se dibuja sobre la línea de tierra en verdadera magnitud ya que los ejes del alto y del ancho no sufren reducciones. La profundidad se mide a partir de cualquier línea horizontal de la cara frontal. Para ello, por ejemplo, se traza una línea auxiliar que contenga a la arista ab y a partir de ”a” se toma la medida de la profundidad (hacia la izquierda si el medidor está a la derecha o viceversa). Se traslada el punto determinado por esa medida al medidor y donde se corta con la línea de fuga del punto “a” se obtiene la profundidad del volumen que se está graficando. 2. Con dos puntos de fuga (Figura 8). • LT= Línea de Tierra. • LH= Línea de horizonte (indica la altura del observador). • F y G= Puntos de Fuga. • M1= Punto medidor de F. • M2= Punto medidor de G. METALMECÁNICA 66 TRAZADO DE CONSTRUCCIONES METALICAS • Z= Línea auxiliar. • � = Angulo entre las fugas a F y G desde la base de la arista frontal. Para explicar esto se trabajará sobre la perspectiva de un cubo. La arista frontal se dibuja a partir de la línea de tierra en verdadera magnitud ya que el eje de la altura no sufre reducción. La profundidad se mide usando dos medidores, uno para cada punto de fuga. Para encontrar la ubicación de los medidores se procede de la siguiente manera: a. Se dibujan LT y LH. b. Se dibuja la arista y se ubican F y G (��>90°). c. Se encuentra la mitad de FG y se traza una semicircunferencia. d. Se prolonga la arista hasta cortar la semicircunferencia. e. Con centro en F y radio Ft se lleva sobre LH y se determina así M1. Con centro en G y radio Gt se lleva sobre LH y se determina así M2. Para usar los medidores se trabaja con una línea auxiliar Z, perpendicular a la arista frontal. Sobre ella se toman las medidas reales que se llevan a los medidores hasta cortar las líneas de fuga. METALMECÁNICA 67 TRAZADO DE CONSTRUCCIONES METALICAS Si se mide hacia la izquierda de “a” se lleva al medidor de la derecha o a la inversa según se quiera obtener la medida proporcional sobre la fuga hacia F o hacia G. Donde se corta con la línea de fuga de “a” se obtiene la profundidad buscada. Luego se sigue trabajando con los puntos de fuga F y G. 7.2.1. Dibujo de circunferencias en perspectivas. El método es el mismo para cualquier tipo de perspectiva ya que se trata de ubicar los puntos notables de la curva en el espacio. Los puntos con los cuales se trabajará son aquellos donde la curva corta las medianas y las diagonales del cuadrado que la inscribe. Los denominaremos puntos "a" y "z" respectivamente. Si la curva a dibujar es pequeña sería suficiente encontrar los puntos "a", que son más sencillos de trazar. Sin embargo, la curva queda mejor definida con sus ocho puntos notables. En todos los casos deben unirse, en una primera instancia, los puntos a mano alzada para luego ajustarse el trazado a lápiz con instrumental. Finalmente se pasa en tinta. METALMECÁNICA 68 TRAZADO DE CONSTRUCCIONES METALICAS 7.2.2. Dibujo de circunferencias en perspectivas paralelas. Como no es posible medir la distancia que separan al punto "z" del vértice sobre las diagonales, pues éstas no conservan su real magnitud, se miden sobre el cuadrado original las distancias en alto o en ancho ("h" o "g") que separan al punto “z” del vértice. Se transporta la medida a partir del vértice sobre alguno de los lados del cuadrado en perspectiva y se traslada por paralelismo a cortar las diagonales. Así se obtienen ocho puntos que se deben unir para formar la elipse, que es la perspectiva de la circunferencia. Se facilita el trazado si se considera que los lados del cuadrado en perspectiva son tangentes a la elipse en “a” y se pueden trazar las tangentes a los puntos “z” trasladando paralelas a las diagonales. (Figura 10) METALMECÁNICA 69 TRAZADO DE CONSTRUCCIONES METALICAS Este método para ubicar puntos es válido para cualquier perspectiva, aún con reducción, ya que basta con encontrar el porcentaje de reducción para encontrar la medida reducida. Para clarificar esto, se ejemplificará en una perspectiva de una circunferencia inscripta en un cuadrado usando una axonométrica de ángulos distintos. (Figura 11). En perspectivas caballeras se mide directamente la distancia g sobre el lado que no tiene reducción.(Figura 12). METALMECÁNICA 70 TRAZADO DE CONSTRUCCIONES METALICAS Hay otro método que permite encontrar puntos de la curva en perspectiva. Existe un trazado mediante el cual se pueden encontrar los puntos donde la circunferencia corta las diagonales del cuadrado que la inscribe sin usar compás. Se construirá en el plano para demostrarlo gráficamente y después se indicará la forma de emplearlo al trabajar en perspectiva. Se construye en el plano de la siguiente manera. A partir de los puntos “a” y “d” se trazan segmentos paralelos a las diagonales del cuadrado hasta que se corten en el punto “e” (Figura 13). A partir de “a” se traslada la medida del segmento ae sobre el lado ad definiendo el punto “p”. Se traslada siguiendo las direcciones de los lados sobre las diagonales definiendo los puntos “z”. A partir de un cuadrado en perspectiva con las medianas y las diagonales trazadas podemos reconstruir el trazado anteriormente expuesto. Es particularmente beneficioso ya que no hace falta realizar trazados auxiliares fuera del dibujo y puede realizarse sin compás. Se dibuja el triángulo aed (Figura 14). METALMECÁNICA 71 TRAZADO DE CONSTRUCCIONES METALICAS Los segmentos ae y de forman ángulos de 45º con respecto al lado ad. Luego se procede de la misma manera que se hizo en el plano. No importa cuál sea el ángulo de la perspectiva, los ángulos de los lados del triángulo respecto al lado conservan su medida ya que lo que se está haciendo es un trazado auxiliar plano a partir de una medida del medio lado del cuadrado. 7.2.3. Dibujo de circunferencias en perspectivas cónicas. 1. Con un punto de fuga Conceptualmente es similar a lo que se explicó para el caso de perspectivas paralelas. Se deben encontrar los puntos “a” y “z”. (Figura 15) Se traza la mediana que fuga a F y las diagonales del cuadrado. Donde las diagonales cortan a la mediana se encuentra el centro del cuadrado. METALMECÁNICA 72 TRAZADO DE CONSTRUCCIONES METALICAS Por ese punto se traza la otra mediana, paralela a la línea de tierra. Así quedan definidos los puntos “a”. Para encontrar los puntos “z” se puede emplear cualquiera de los dos métodos previamente explicados. Se puede tomar la medida "g" o "h" del trazado auxiliar sobre la arista en verdadera magnitud y se fuga. Donde corta las diagonales están los puntos "z". Se trazan las horizontales por los puntos "z" hallados y en la intersección con las diagonales se encuentran los dos puntos "z" restantes. Por el otro método se dibuja el triángulo aed. Los segmentos ae y de forman ángulos de 45º con respecto al lado ad. Luego se procede de la misma manera que se hizo previamente en el plano. Se traslada la medida ae sobre el lado ad y se lleva al punto de fuga. METALMECÁNICA 73 TRAZADO DE CONSTRUCCIONES METALICAS Donde la línea de fuga corta las diagonales se encuentran dos de los puntos “z”. Se trasladan por paralelismo para encontrar los dos puntos restantes. 2. Con dos puntos de fuga: El procedimiento es similar a lo ya explicado. Se obtiene el cuadrado en perspectiva con las medianas y las diagonales. Así se determina la ubicación de los puntos “a”. Para la determinación de los puntos “z” se mide el segmento "g" partir de “x”. Se lleva al medidor correspondiente: donde se corta con la fuga “x” se obtiene la medida "g" en el cuadrado perspectivado. Por fugas se lleva esa medida a cortar las diagonales quedando así definidos los puntos “z”. (Figura 17) También se puede construir sobre la recta auxiliar, con medidas reales, el triángulo aed para definir la ubicación de los puntos "z". Luego se procede de la misma manera que en el caso anterior (Figura 18). En todos los casos deben unirse los puntos a mano alzada en una primera instancia, luego ajustarse el trazado a lápiz con instrumental y finalmente pasarse en tinta. METALMECÁNICA 74 TRAZADO DE CONSTRUCCIONES METALICAS 8. CORTES Y SECCIONES. 8.1. INTRODUCCION. Si disponemos de una pieza con una serie de mecanizados interiores (taladros, vaciados, etc), nos es imposible penetrar con la mirada en su interior y conocer cuál es su configuración, qué formas presentan, qué posiciones relativas guardan unos con otros, etc. La propia materia del cuerpo nos impide ver lo que alberga en su interior. Como se ha visto en el capítulo representación por medio de vistas, en la representación de piezas, la utilización de líneas discontinuas de trazos permite representar aristas y contornos que quedan ocultos según un determinado punto de vista. Se podría representar la configuración interior de una pieza aceptando el artificio de utilizar líneas discontinuas de trazos para representar las aristas y contornos ocultos desde el punto de vista que produce la proyección, y de este modo, bastaría con una serie de vistas para que quedara geométricamente definida la pieza. Sin embargo, esto chocaría con la idea que ha de presidir como característica fundamental el dibujo industrial: claridad de expresión y sencillez de ejecución. METALMECÁNICA 75 TRAZADO DE CONSTRUCCIONES METALICAS Se plantea, pues, la necesidad de arbitrar un medio que facilite conocer la configuración interior de una pieza y que proporcione una manera de expresarla de forma clara, inequívoca y sencilla. Así surge la adopción de un nuevo convencionalismo, aceptado universalmente, cual es el corte de los cuerpos para que al hacer aflorar al exterior su configuración interior, sean de aplicación los convencionalismos establecidos para representar los cuerpos en general. 8.2. CORTE Y SECCION: CONCEPTOS GENERALES. Cuando una pieza se corta por un plano secante, la superficie así obtenida se denomina sección; es decir, una sección es la superficie resultante de la intersección entre el plano secante y el material de la pieza. En cambio, cuando se suprime la parte de la pieza situada entre el observador y el plano secante, representando únicamente la sección y la parte posterior de la pieza situada detrás de dicho plano, la representación así obtenida se denomina corte; es decir, un corte es una sección a la que se le añaden las superficies posteriores de la pieza situadas detrás del plano secante. METALMECÁNICA 76 TRAZADO DE CONSTRUCCIONES METALICAS Según lo indicado en la introducción, el objeto de los cortes en la representación gráfica de todo tipo de componentes mecánicos (piezas), es proporcionar el exacto conocimiento de aquellas partes internas de los mismos que resultan ocultas por la propia materia que los constituyen, al efectuar su proyección sobre un plano. La sencillez que supone el trazado de los cortes en el dibujo industrial, junto con la claridad y expresividad de los mismos, han hecho de ellos un elemento auxiliar imprescindible y de extraordinario valor. En el siguiente ejemplo se insertan dos vistas de una misma pieza, una de ellas está representada en corte. Una breve observación es suficiente para comprender la gran diferencia existente entre la confusión y aglomeración de líneas discontinuas de trazos que presenta la vista sin cortar, frente a la simplicidad y expresividad de la vista en corte. METALMECÁNICA 77 TRAZADO DE CONSTRUCCIONES METALICAS Escogiendo un plano secante adecuado, además de obtener una gran claridad de expresión, resulta innecesaria la utilización de líneas ocultas; quedando reducida la utilización de éstas a las vistas no seccionadas. 8.3. INDICACION DE LOS CORTES. Todo el sistema general de representación por medio de vistas establecido en la norma UNE 1-032-82 es de aplicación a las vistas en corte. Las diferentes vistas de una pieza ocupan posiciones relativas invariables derivadas de los abatimientos experimentados por los planos de proyección. A su vez, las vistas seccionadas deben ocupar el mismo lugar que les correspondería si no hubieran sido seccionadas. Cuando se corta una pieza por un plano secante, se elimina la parte de la pieza comprendida entre el observador y dicho plano. Este proceder tiene un carácter puramente convencional, es decir, la eliminación de la parte anterior de la pieza tiene lugar exclusivamente a los efectos de representación de la vista seccionada sobre el plano de proyección paralelo al plano secante, pero no a la representación de las restantes vistas, en las cuales, la pieza se representará entera. Según lo anterior, la sección obtenida únicamente se representa en la vista que resulta de proyectar la pieza sobre un plano de proyección paralelo al plano secante, para así obtener una proyección de la sección en verdadera magnitud. Dos aspectos hay que considerar en lo que concierne al modo de dejar definidos los cortes en el dibujo. De una parte, la forma de dar a conocer la posición del METALMECÁNICA 78 TRAZADO DE CONSTRUCCIONES METALICAS plano secante; de otra, la manera de diferenciar la superficie correspondiente a la sección producida por dicho plano, de las superficies que constituyen los contornos primitivos de la pieza, tanto exteriores como interiores. El plano secante que produce el corte, queda definido por medio de su traza sobre uno de los planos de proyección normal a él. Esta traza se representa por medio de una línea mixta formada por trazos largos finos (0,2 mm. de grosor) y puntos dispuestos alternativamente, terminada en ambos extremos por sendos trazos cortos gruesos (0,7 mm. de grosor) Dicho plano secante se identificará por medio de letras mayúsculas situadas en los extremos de la traza, acompañadas de líneas con flecha representativas de la dirección y sentido de observación. Por lo que respecta a la sección, hay que tener en cuenta que se origina como consecuencia de la intersección entre el plano secante y las partes macizas de la pieza. Según esto, en el dibujo de una pieza cortada tendrán que aparecer conjuntamente dos tipos de superficies: de una parte, las originarias, reales, de la pieza en su estado primitivo; de otra, las artificiosas, convencionales, correspondientes a la sección. Su diferente carácter deberá manifestarse en el dibujo, distinguiendo claramente unas superficies de otras. Para ello, la sección se rellena por medio de un patrón de sombreado formado por líneas paralelas continuas de trazo fino (0,2 mm. de grosor). METALMECÁNICA 79 TRAZADO DE CONSTRUCCIONES METALICAS Estas líneas del rayado de la sección deben presentar una inclinación de 45º con la horizontal, aunque se tratará de evitar su paralelismo con las líneas de contorno de la sección. Las diferentes secciones de una misma pieza, aisladas entre sí en una misma vista o repartidas entre diferentes vistas, deberán rayarse en la misma dirección. La separación entre las líneas del rayado dependerá de las dimensiones de la sección, debiendo mantenerse constante para una sección determinada; de esta forma se evita que quede demasiado denso o excesivamente espaciado. La identificación de la sección deberá coincidir con la correspondiente al plano secante que la originó. Si la sección tiene unas dimensiones muy reducidas o es de muy pequeño espesor (perfiles laminados, chapas, etc.), se rellena por medio de un patrón de sombreado sólido, es decir, se ennegrece totalmente. Teniendo en cuenta que el motivo fundamental para realizar un corte es, representar los detalles interiores de la pieza; no se representarán los detalles ocultos situados detrás del plano secante, representándose únicamente los detalles que resulten visibles a la vista del observador una vez eliminada la parte anterior de la pieza. Las partes de piezas de pequeño espesor (nervios, aletas, refuerzos, radios de ruedas, etc.) no se seccionan en la dirección longitudinal. Es decir, aunque el plano secante pase a su través en dicha dirección, no se raya la sección correspondiente, representando dichos elementos en vista. En cambio, dichos elementos sí se seccionan cuando el plano secante pase a su través en la dirección transversal, rayando la sección obtenida. METALMECÁNICA 80 TRAZADO DE CONSTRUCCIONES METALICAS 8.4. CORTES, SECCIONES Y ROTURAS: CLASIFICACION. Los cortes, las secciones y las roturas pueden ser de diferentes tipos. A continuación se establece su clasificación general. METALMECÁNICA 81 TRAZADO DE CONSTRUCCIONES METALICAS En los siguientes apartados describiremos las particularidades de cada uno de los tipos de corte enumerados anteriormente, mostrando, a su vez, ejemplos de cada uno de ellos. 8.4.1. Corte por un plano secante. Se indicará la posición del plano secante y la dirección de observación, utilizando las primeras letras mayúsculas del abecedario para su identificación. La sección producida se proyecta perpendicularmente sobre un plano de proyección paralelo al plano secante, identificándola con las mismas letras utilizadas para identificar dicho plano. Se puede prescindir de la indicación del plano secante que produce la sección, cuando este plano coincide con el plano de simetría de la pieza. METALMECÁNICA 82 TRAZADO DE CONSTRUCCIONES METALICAS METALMECÁNICA 83 TRAZADO DE CONSTRUCCIONES METALICAS En las piezas que por su configuración, sea preciso efectuar varios cortes independientes entre sí, se procede como en el caso general, identificando cada plano secante por medio de letras mayúsculas. Si resultara conveniente para definir una pieza, representar en un mismo dibujo una de sus vistas seccionada y sin seccionar, ante la imposibilidad de que ambas ocupen un mismo lugar, deben situarse las dos proyecciones próximas, e indicar METALMECÁNICA 84 TRAZADO DE CONSTRUCCIONES METALICAS la relación que las liga entre sí, para facilitar la lectura e interpretación del plano en cuestión. También es válido lo anterior cuando en un dibujo una misma vista de la pieza aparece seccionada por diferentes planos secantes paralelos. En el siguiente ejemplo aparecen dos vistas en corte correspondientes al perfil derecho (corte A-B y corte C-D). 8.4.2. Medio corte. Cuando la pieza presenta simetría con respecto a un eje o a dos planos perpendiculares, la proyección de la pieza sobre un plano perpendicular al plano de simetría, resulta una figura simétrica. Análogamente, si lo que se proyecta es un corte de la pieza, se obtiene también una figura simétrica. En ambos casos se observa una duplicidad de información que se obtiene con las dos mitades simétricas representadas. METALMECÁNICA 85 TRAZADO DE CONSTRUCCIONES METALICAS En estos casos, en lugar de realizar un corte total, se realiza un corte por dos planos secantes perpendiculares entre sí, coincidentes con los planos de simetría de la pieza y limitados en su intersección. METALMECÁNICA 86 TRAZADO DE CONSTRUCCIONES METALICAS METALMECÁNICA 87 TRAZADO DE CONSTRUCCIONES METALICAS El corte así obtenido se denomina medio corte o corte al cuarto, ya que para su realización, se elimina la cuarta parte de la pieza. De esta forma, en una sola proyección, la mitad de la pieza se representa en vista exterior, y la otra mitad representa una vista en corte, mostrando el interior de la pieza. La separación entre la vista exterior y la vista en corte deberá representar siempre la traza del plano de simetría perpendicular al plano de proyección. No se representará la sección vista de perfil, ya que una sección producida por un plano secante únicamente se representa en la vista donde aparece en verdadera magnitud, es decir, las secciones solamente se deben proyectar sobre planos paralelos a las mismas. En la parte no seccionada se prescindirá de la representación de todo tipo de líneas ocultas, ya que, debido a la simetría que presenta la pieza, éstas aparecen vistas en el corte. METALMECÁNICA 88 TRAZADO DE CONSTRUCCIONES METALICAS Cuando se realiza este tipo de corte, no se indicarán las trazas correspondientes a los planos secantes. 8.4.3. Corte por varios planos secantes sucesivos paralelos. En piezas complejas que presentan diversos detalles constructivos internos, situados en diferentes planos, para dar a conocer los múltiples detalles de su configuración. METALMECÁNICA 89 TRAZADO DE CONSTRUCCIONES METALICAS Sería menester practicar otros tantos cortes, cada uno de los cuales aclararía un determinado detalle interior, careciendo de interés para la definición de los restantes detalles. Teniendo en cuenta que una de las características del dibujo técnico es la simplicidad y la rapidez de ejecución, con el fin de limitar el elevado número de cortes de escasa utilidad, surge así la utilización del corte por varios planos secantes sucesivos paralelos o corte quebrado. Este tipo de corte permite, con la ayuda de una sola proyección, definir varios detalles constructivos internos de la pieza, situados a diferente distancia del plano de proyección. Las trazas de los planos secantes forman una línea quebrada, de ahí su denominación, como si fueran alternativamente paralelos y perpendiculares al plano de proyección. En los extremos y vértices de dicha traza, se indican trazos cortos y gruesos, y se añaden letras mayúsculas; situando, a su vez, en los extremos de la traza, las flechas indicativas de la dirección y sentido de observación. METALMECÁNICA 90 TRAZADO DE CONSTRUCCIONES METALICAS Este corte se representa como si hubiera sido producido únicamente por los planos secantes paralelos al plano de proyección; es decir, no se representarán las secciones producidas por los planos secantes perpendiculares al plano de proyección. No se indicará ninguna línea divisoria entre las secciones originadas por diferentes planos secantes, manteniendo la uniformidad del grosor, inclinación e intervalo del rayado de dichas secciones. El corte se identificará por la primera y última letras utilizadas para denominar los planos secantes, separadas por un guión. METALMECÁNICA 91 TRAZADO DE CONSTRUCCIONES METALICAS METALMECÁNICA 92 TRAZADO DE CONSTRUCCIONES METALICAS N° 01 02 03 01 PZA. ORDEN DE EJECUCION Trazado de cilindros Trazado de tronco de cono Trazado de codos 01 CANT. HERRAMIENTAS/INSTRUMENTOS Hojas A4 Juego de escuadras Lápices de dibujo Borrador Hoja bond A4 DENOMINACION-NORMA/DIMENSIONES II. CONSTRUCCION DE DUCTOS. SOLDADOR UNIVERSAL METALMECÁNICA MATERIAL HT. 02 SE. OBSERVACIONES REF. TIEMPO: HOJA: 1 / 2 ESCALA: SE. AÑO: 2014 93 TRAZADO DE CONSTRUCCIONES METALICAS 2.1. TRAZADO DE CILINDROS. Es una operación de trazar una proyección cartográfica utilizando un cilindro tangente, aplicando las normas del dibujo técnico y utilizando los instrumentos normalizados respectivos. PROCESO DE EJECUCION: 1° Paso. Trace los cilindros 2° Paso. Desarrolle los cilindros. a) Calcule el desarrollo a través de la fórmula: Π x diámetro medio 2.2. TRAZADO DE TRONCO CONO. Es una operación de trazar un cono truncado del mismo modo que el desarrollo del cono solo que en este caso necesitamos dos radios y aplicando las normas del dibujo técnico y utilizando los instrumentos normalizados respectivos. METALMECÁNICA 94 TRAZADO DE CONSTRUCCIONES METALICAS PROCESO DE EJECUCION: 1° Paso. Trace área lateral del cono. 2° Paso. Agregar las bases. METALMECÁNICA 95 TRAZADO DE CONSTRUCCIONES METALICAS 3° Paso. Agregar las pestañas. METALMECÁNICA 96 TRAZADO DE CONSTRUCCIONES METALICAS 2.3. TRAZADO DE CODOS. Es una operación de trazar un codo de dos elementos y aplicando las normas del dibujo técnico y utilizando los instrumentos normalizados respectivos. PROCESO DE EJECUCION: 1° Paso. Trace los dos ejes que forman el ángulo y llevar sobre cada eje la longitud de los vastagosa, oa y ob; 2° Paso. Trace por a y b perpendiculares a los ejes 3° Paso. Con centro en el punto de intersección “o” y en los puntos a y b, trazar circunferencias o sencillamente arcos de circunferencia, con el diámetro medio del cilindro; estas circunferencias representan la proyección de unas esferas 4° Paso. Las tangentes a los círculos dan el contorno aparente del codo y las rectas cd que pasa por el punto “o” es la proyección de la intersección de los dos elementos; es la bisectriz del ángulo sob. Los dos elementos son pues idénticos: son cilindros de revolución cortados por un plano oblicuo. METALMECÁNICA 97 TRAZADO DE CONSTRUCCIONES METALICAS 9. MÉTODOS DE DESARROLLO. GENERALIDADES. Entendemos por desarrollo de superficies, el desdoblamiento de las caras de una superficie poliédrica o el desenrollamiento de una superficie de revolución (Ej. Cono, cilíndro), lo que posteriormente permite obtener la forma original del cuerpo cuya superficie se ha desdoblado o desarrollado. La figura a nos muestra cómo se desdobla las caras de una superficie de revolución. La experiencia ha demostrado, que el desarrollo de las superficies al que nos referimos es posible ejecutarlo, según al esquema de tres métodos fundamentales; en el ámbito de estos tres métodos fundamentales plantearemos ejemplos modelos de aplicación de cómo se desarrollan diversas superficies. MÉTODOS DE DESARROLLO. Dichos métodos y sus diversas aplicaciones guiente esquema: lo desenvolveremos según el si- a) Método de las rectas paralelas. METALMECÁNICA 98 TRAZADO DE CONSTRUCCIONES METALICAS Aplicable a prismas y cilindros: Se divide según rectas paralelas el contorno de la superficie dada. Dicho paralelismo se conservara al desplegarse el desarrollo sobre una superficie plana. b) Método de las rectas radiales. Las caras o el contorno de la superficie se subdividen según rectas radiales (dichas rectas radiales se confunden con las aristas de una pirámide y las generatrices de un cono). c) Método de la triangulación. Se logra dividiendo la superficie según una serie de áreas triangulares. La aproximación será un tanto mayor si se utiliza un mayor número de triángulos, mucho más si se trata de superficies de doble curvatura o alabeadas. MÉTODO DE LAS RECTAS PARALELAS. Para desarrollo una superficie poliédrica en general, se debe tener en consideración las aristas laterales, el plano de la base y la cubierta superior; determinándose por los métodos más sencillos y directos las verdaderas magnitudes de dichas partes fundamentales. La línea de despliegue es la traza de un plano imaginario que corta las caras de un prisma o un cilindro, perpendicular al eje del sólido (en el caso del prisma o el cilindro recto, considerándolos como si fueran truncados, por dicho plano podemos tomar el plano base); es una línea que ayuda a sincronizar el despliegue del desarrollo. Modelo de desarrollo de un cilindro recto. Si observamos una virola cilíndrica, construida en chapa de un espesor “e” determinado, apreciaremos 2 diámetros, el exterior que será el que coincida con la cara externa de la virola y el interior que coincide con la cara interna. Si nosotros queremos construir dicha virola sobre una chapa de un espesor que coincida con “e”, tendremos que trazar el desarrollo del cilindro que forma la virola, cuyo desarrollo será, diámetro x 3.14. El diámetro que nosotros tenemos que emplear no es ninguno de los que apreciamos a simple vista, interior y exterior. Tenemos que emplear otro formado por una línea o plano imaginario que coincida con el plano central del espesor de la chapa y, por lo tanto, estará a la misma distancia del diámetro exterior que del interior y llamaremos diámetro o plano neutro. METALMECÁNICA 99 TRAZADO DE CONSTRUCCIONES METALICAS Diámetro neutro = Diámetro exterior – espesor de la chapa. Diámetro neutro = Diámetro interior + espesor de la chapa. Ejemplo. Si el diámetro exterior de un cilindro mide 620 mm. y el espesor de la chapa es de 8 mm, su desarrollo será: Desarrollo = 3.1416 (620 – 8) = 3.1416 x 612 = 1922.6 mm. Ejemplo. En caso de que el diámetro interior de un cilindro midiese, por ejemplo, 870 mm y el espesor del chapa 10 mm, su desarrollo sería: Desarrollo = 3.1416 (870 + 10) = 3.1416 x 880 = 2764.6 mm. Modelo de desarrollo de un cilindro truncado. a) Dividimos el círculo de la base en 12 partes iguales. De estas divisiones bajar líneas perpendiculares a la base circular de la vista F. (Estas líneas en la vista F se encuentra en V.M.). b) Trazar una recta igual al desarrollo de la sección del cilindro y dividirla en 12 partes iguales. Trazamos líneas perpendiculares a la línea de despliegue por los puntos 1,2,3,...., 12 y trasladamos a ella las medidas de las generatrices del METALMECÁNICA 100 TRAZADO DE CONSTRUCCIONES METALICAS cilindro, ejemplo 1A, 2B, etc.; para finalmente unir A,B,C,......K y L mediante una línea curva, con lo que completamos el desarrollo de la superficie lateral del cilindro. c) Se completa el desarrollo proyectando en V. M. la cubierta superior del sólido, mediante un plano paralelo a la misma. MÉTODO DE LAS RECTAS RADIALES. Existen superficies cuyas aristas divergen o se irradian desde un punto llamado vértice hasta interceptarse con sus respectivas bases; existiendo procedimientos que casi en general podemos aplicarlos a este tipo de superficies (pirámides y conos), para posteriormente hacer el desarrollo respectivo, de ahí el nombre de: método de las rectas radiales. El procedimiento que da unidad para desplegar el desarrollo de estas superficies es la aplicación del método de giros para determinar la V.M. de las rectas radiales contenidas en estas superficies. Por dichas retas como queda entendido nos referimos a las aristas y generatrices. METALMECÁNICA 101 TRAZADO DE CONSTRUCCIONES METALICAS En la figura dada las proyecciones H y F de la recta AB, mediante el procedimiento de giro, obtenemos su V.M. proyectado en el plano H. Modelo de desarrollo de una pirámide recta. En la figura se dan las vistas H y F de una pirámide de vértice V, para el desarrollo respectivo realizamos los siguientes pasos: a) Mediante el procedimiento de giros determinamos la V.M. de una de las aristas, puesto que las restantes como se puede deducir del grafo tienen la misma magnitud. b) Trazamos una arco con radio x al que tomamos como línea de despliegue, y sobre ella trasladamos las distancias 1 –2, 2 – 3, 3 – 4, 4 – 1, aristas de la base, completando el desarrollo desplazando la V.M. del plano de la base 1 – 2 – 3 – 4 uniendo a los pliegues anteriores mediante la recta 4 – 1. Desarrollo de tolva de bocas rectangulares y paralelas. METALMECÁNICA 102 TRAZADO DE CONSTRUCCIONES METALICAS Modelo de desarrollo de virola tronco – cónica de eje perpendicular a las bases. Bases circulares y paralelas. • Trazado. Trazar las vistas de alzado y semiplanta según diámetros neutros de las bases. Trazar el vértice del cono que inserta la figura. • Desarrollo. Tomar la generatriz o – a como radio, y desde O’ como centro trazar un arco A – B – C – D – E, etc. de longitud igual al desarrollo del diámetro neutro de la base mayor. Unir los dos extremos A con el vértice O’. Tomar la distancia a – h de la generatriz o – a de la vista en alzado, y marcar la distancia A – H. Tomar el radio O’ – H y trazar el radio H – H. METALMECÁNICA 103 TRAZADO DE CONSTRUCCIONES METALICAS MÉTODO DE LA TRIANGULACIÓN. Existen ciertos sólidos que por su conformación no son desarrollables con los métodos propuestos anteriormente, entonces se hace conveniente aplicar otro método, por ejemplo, el de la triangulación. La triangulación consiste en que luego de dividir la superficie original en un cierto número de triángulos, procedemos a trasladar al plano los triángulos así formados, paulatinamente hasta lograr el completo desarrollo de la superficie dada. Piezas de transición. Son superficies expresamente diseñadas para servir de pieza conectiva entre dos extremos de superficies diferentes; así por ejemplo, entre dos aberturas, una circular y otra cuadrada; teniendo formas piramidales o cónicas, como se puede apreciar en las figura METALMECÁNICA 104 TRAZADO DE CONSTRUCCIONES METALICAS Se utilizan en instalaciones de aire acondicionado, calentamiento, fugas de tolvas, escape de gases en grandes instalaciones, etc. Por su forma piramidal y/o cónica, para extender en el plano el desarrollo de estas piezas, aplicaremos los mismos métodos aplicados a pirámides y conos, incidiendo mayormente en el método de la triangulación. Modelo de desarrollo de una pieza de transición. a) Para cada caso de desarrollar una pieza de transición seguiremos secuencias semejantes, pero no en el mismo orden precisamente. b) Por ejemplo, para desarrollar la pieza de transición propuesta en la figura, dadas sus proyecciones H y F, seguimos el siguiente proceso: c) Como la superficie está formada por cuatro superficies planas y 4 superficies cónicas, dividimos estos últimos en círculos estrechos. d) Obtenemos las longitudes reales de las aristas que hacen como de generatrices de un cono, por el método de giros. e) Con los datos así elaborados, extendemos el desarrollo de la pieza de transición por el método de triangulación, como se muestra en la figura. METALMECÁNICA 105 TRAZADO DE CONSTRUCCIONES METALICAS Modelo de desarrollo de tolva de bases paralelas, la mayor cuadrada y al menor circular. Trazado. Trazar las vistas de alzado y planta de la figura en planos neutros. Dividir la base circular en doce partes iguales. En la vista en planta, por medio de rectas, dividir la superficie a desarrollar, en triángulos en la disposición indicada. Unir m, n, o, p con d. Unir también p con u. Unir p, q, r, g, con e. Unir g, con f. Unir g, h, i, j, con a. unir j con t. unir j, k, l, m, con b. unir m, con c. efectuar la triangulación de todas las líneas x –y – z. La distancia x – y, será igual a la distancia x – y, será igual a la distancia entre bases, y por ser éstas paralelas, la altura x, servirá para todos los puntos de la base superior. Sobre el otro lado z – y, del ángulo recto, haciendo centro en y, marcar la distancia c – m, d – m, d – n, d – o, d – p, u –p, e –p, e – q, e –r, e –g, f –g, a –g, a –h, a – i, a –j, c –j, b – j, b –k, b –l, b –m. Desarrollo. Tomar la recta A – F – E = a – f –e, de la vista en planta, desde el centro F de la recta, trazar la perpendicular F – g, cuya distancia será tomada desde f- g hasta x, de la triangulación. Asimismo, de la triangulación ser tomarán e3-g, e-r, e-q,e-p, a-g, a-h, a-i, a-j, j-t, pu. Las distancias E-U, A – T, se tomarán de la vista en planta e-u, a-t, respectivamente. Las distancias G-R-Q-P, G-H-I-J serán tomadas con regla flexible en la vista en planta, las distancias g-r-q-p, g-h-i-j. Habremos obtenido medio desarrollo. El otro medio será análogo al anterior. METALMECÁNICA 106 TRAZADO DE CONSTRUCCIONES METALICAS METALMECÁNICA 107 TRAZADO DE CONSTRUCCIONES METALICAS CIZALLADO. PLEGADO. PRINCIPIOS DE DOBLADO. CURVADO. CIZALLADO. El cizallado es un procedimiento de trabajo sin desprendimiento de viruta. Con las cizallas se cortan y separan tiras de planchas y otras formas, o bien se cortan barras y perfiles. Las dos cuchillas de la cizalla ligeramente apoyada, la una contra la otra se desplazan siguiendo un plano de frotamiento a mano o a máquina. Las cuchillas efectúan el corte después de haber superado la resistencia que el material opone al cizallamiento. Este trabajo también se denomina '”de Cortado". Por cortado se entiende la confección de piezas partiendo de planchas, barras perfiles, por medio de cortes abiertos, cortes cerrados, incisión y punzonado. El cortado en cortes abierto. (Fig. 1a) es la separación total en líneas abiertas por medio de una cizalla o de otra herramienta de corte. Ej.: el cortado de bandas de planchas. El seccionado de barras a una longitud determinada, el efectuar entalladuras; en perfiles en L en T o en U. El cortado en líneas cerradas (Fig. 1b) es la separación entera realizada por medio de una cizalla o de otra herramienta de cortar. Ej.: el cortado con la cizalla circular o de cortes curvos. La incisión (Fig. 1c) es un corte parcial por medio de una cizalla o de otra herramienta de cortar. Ej. La incisión para el doblado ulterior. METALMECÁNICA 108 TRAZADO DE CONSTRUCCIONES METALICAS ACCIÓN DEL CIZALLADO. Dos hojas cortantes en forma de cuña, se desplazan siguiendo su plano de frotamiento, penetrando regularmente por los dos lados en el material, bajo la acción de una fuerza progresiva. El material en cambio opone una resistencia que aumenta con la penetración de las hojas cortantes y que es tanto mayor cuando más elevado sea la resistencia del material al cizallamiento (Fig. 2a). Cuando las hojas cortantes o cuchillas comienzan su trabajo da cizallado, se produce una compresión de la estructura del material. Este último es entallado por los dos lados (Fig. 2 b). Las presiones que inician el cizallado concurren sobre el centro de la entalladura, después la superficie de la entalladura se va agrandando y las fuerzas se alejan cada vez más de la línea de corte. Bajo el efecto de torsión de las cuchillas que al principio es débil, el material ce desplaza más y rnás, lateralmente, abandonando el plano horizontal. (Fig. 2 c). La fuerza manual a menudo no es suficiente para impedir esa torsión. Una prensa planchas, montado sobre el cuerpo útil fácilmente regulable al espesor del material, aseguran la pieza durante el cizallado e impide que esta se mueva. El esfuerzo ejercido por el útil finalmente corta el material y rompe la sección debilitada por la entalladura. La superficie de corte no es lisa corno la del aserrado, sino bastante irregular y escalonada y precisa de un acabado con lima. METALMECÁNICA 109 TRAZADO DE CONSTRUCCIONES METALICAS CURVADO Y PLEGADO. El plegado o curvado de la chapa es la operación mediante la cual se puede dar a la chapa una forma determinada, a mano o a máquina, utilizando la propiedad elástica del material. El conformado consiste en una operación de plegado o curvado. Aunque estas operaciones pueden ser reunidas en una sola por medio del estampado. El plegado propiamente dicho se produce cuando la chapa se deforma según un radio de curvatura muy pequeño, que puede estar comprendido entre cero (plegado a canto vivo) y 7 - 8 veces el espesor de la chapa: R <7 – S (Fig. 1 a). Cuando este radio supera con mucho el espesor de la chapa, la operación toma el nombre de curvado: R > 7 - 8S (Fig. 1 b). El estampado define y caracteriza la operación por la presencia de radios de diversas longitudes: R1 diferente a R2 y diferente a = R3 (Fig. 1c). METALMECÁNICA 110 TRAZADO DE CONSTRUCCIONES METALICAS Al plegar o curvar una pieza de chapa ésta sigue cierto radio, que debe ser previamente trazado y cortado según la plantilla de contorno más apropiada a fin de obtenerla dimensión final. Para conseguir el conformado la chapa debe estar sujeta a un esfuerzo de flexión hasta superar el límite elástico del material, de modo que la deformación obtenida asuma un carácter permanente. Durante esta operación las fibras del material que permanecen en el exterior de la curva o zona convexa (a) están sujetas a esfuerzos de tracción, mientras que las fibras internas o zona cóncava (b) están sujetas a esfuerzos de compresión. Ahora bien, entre las dos zonas, se encuentra un plano en el cual las fibras no están solicitadas por ningún esfuerzo. Esta es la Zona neutra (c) (Fig. 2). El plano o zona neutra no coincide necesariamente con la mitad del espesor (S) de la chapa, sino que puede resultar desviada hacia el centro de la curvatura. Esta desviación depende del tipo de material utilizado y del radio de curvatura (a menor radio, mayor es la desviación de la fibra neutra del centro de espesor). Alrededor de la zona neutra las solicitaciones resultan inferiores al límite elástico, de modo que al cesar el esfuerzo de flexión, la zona neutra tenderá a retornar a la forma primitiva mientras que las zonas contiguas habrán sufrido una rápida deformación permanente (deformación plástica). El material tiende a asumir una forma intermedia entre la forma primitiva y la creada por la de formación. METALMECÁNICA 111 TRAZADO DE CONSTRUCCIONES METALICAS Este fenómeno es denominado “retorno elástico”. El retorno elástico es tanto más fuerte cuanto más alto es el límite elástico de la chapa plegada. Además, el material sujeto a deformación se alarga. Aunque tal alargamiento no tenga panicular importancia en la curvatura, no por eso debe ser olvidado en el plegado. Con estratagemas adecuadas se llega casi a eliminar, o por lo menos a atenuar, este alargamiento, que siempre hace que la forma final de la pieza sea inexacta. La operación de plegado consiste en realizar sobre la chapa un ángulo diedro con un canto más o menos redondeado. Para conseguir un plegado debe ejercerse mediante un dispositivo denominado estampa, cierta presión sobre la chapa, que generalmente está apoyada en un sostén apropiado denominado «contra estampa o matriz». Las partes que componen este mecanismo de plegado son las siguientes (Fig. 3). La identidad del esfuerzo de plegado depende de los siguientes factores: a) El esfuerzo de plegado debe ser proporcional al límite de “desnerviación”, que va en función de la dureza, de la resistencia a la tracción y del alargamiento, o sea, de los datos característicos del material empleado. b) Cuanto más grande sea el espesor de la chapa, tanto más intenso debe ser el esfuerzo de plegado Además el espesor de la chapa limita el radio mínimo del pliegue realizable. c) La longitud del pliegue a conseguir influye de la misma manera que en el caso del espesor Cuanto más largo sea el pliegue más grande eso esfuerzo de plegado. METALMECÁNICA 112 TRAZADO DE CONSTRUCCIONES METALICAS d) Cuanto más pequeño es el radio interno del pliegue, que está vinculado al espesor de la chapa. tanto mayor es el esfuerzo de plegado re querido. Un radio interno muy pequeño respecto al espesor puede suponer la rotura de la chapa. e) De la anchura de las caras a plegar depende la amplitud máxima de la matriz. Aumentando la amplitud de las caras, disminuye el esfuerzo de plegado; pero hasta cierto límite, ya que si las caras sobresalen mucho se producen arrugas adyacentes al pliegue disminuyendo la anchura de las caras, aumenta el esfuerzo y se corre el riesgo de provocar roturas. f) Para obtener un radio de curvatura correcto se debe tener en cuenta el retorno elástico del material. Por lo tanto, la estampa y la matriz deberán tener un radio de curvatura inferior al de la pieza a curvar. El desarrollo en plano de una chapa plegada se calcula según el plano neutro de la chapa misma. En el caso del plegado no siempre el plano neutro está en la mitad del espesor pero se puede dar por supuesto que está en el centro de curvatura, según el radio de curvatura con respecto al espesor de la chapa. Experimentalmente se ha comprobado que la distancia (Y) del plano neutro a la superficie in terna de la curva es igual a la mitad del espesor (S) de la chapa cuando ésta no supera al milímetro. Por eso S es igual o menor a 1 mm; Y = l/2 S(r) es de cerca de un tercio del espesor cuando supera el milímetro. Por eso S>1 mm; Y = 1/3 S. Para determinar la posición (Y) se corta una tira de la misma chapa a plegar, de la que se conoce la longitud (L) y el espesor (s). Se pliega la tira a 90° y se comprueban las medidas de (R), (A) y (B), así que según la figura 4: METALMECÁNICA 113 TRAZADO DE CONSTRUCCIONES METALICAS De donde Y es la distancia de la fibra neutra a la superficie interna. Puesto que H = L – A – B, se tiene: CURVADO DE CHAPA. El curvado es una operación mediante la cual se da a la chapa una forma cilíndrica o cónica, sea total o parcial. Al conferir a una chapa plana una forma cilíndrica completa se realiza la denominada virola; de otra manera, sin llegar a cerrarla, se tiene una chapa más o menos curvada. El curvado de la chapase obtiene ejerciendo un esfuerzo de flexión de tal intensidad que provoca una deformación permanente de la chapa según el radio de curvatura deseado. Los esfuerzos deben ser aplicados según dos criterios: a) Esfuerzo de flexión lateral. La curvatura puede obtenerse situando la chapa sobre un apoyo rectilíneo dispuesto a lo largo de la generatriz del cilindro o del cono que se desea realizar y ejerciendo sobre la extremidad libre de la chapa un esfuerzo de flexión. b) Esfuerzo de flexión central, Se consigue la curvatura situando la chapa sobre dos apoyos rectilíneos paralelos entre si y dispuestos según la generatriz del ci- METALMECÁNICA 114 TRAZADO DE CONSTRUCCIONES METALICAS lindro o del cono a realizar. Ejerciendo al mismo tiempo sobre dicha generatriz un esfuerzo de flexión El curvado de la máquina puede hacerse a mano o a máquina. El curvado a máquina recibe el nombre de calandrado y se efectúa con máquinas que pueden ser movidas a mano o por medio de motor y que reciben el nombre de calandras. Antes de pasar a los curvados manuales o mecánicos se debe tener presente el cálculo del desarrollo en plano de una chapa que se desea curvar. Una pieza de chapa que se desee curvar con cieno radio debe ser previamente cortada según un trazado preciso, de tal manera que después, en la operación de calandrado, alcance las dimensiones deseadas. El cálculo del desarrollo en plano de la chape a curvar se hace siempre con referencia al plano, en el que no subsiste alargamiento ni acortamiento tras la operación de curvatura. De la exactitud de este cálculo y de un trazado preciso depende el buen resultado de la curvatura. En el rolado, siendo el radio de curvatura muy grande respecto al espesor de la chapa, para el cálculo del desarrollo se considera la chapa como un sólido sujeto a flexión y con la zona neutra situada en la mitad del espesor. Según indica la figura 09: De = Diámetro exterior di = Diámetro interior s = Espesor El desarrollo lineal (1) de una chapa viene dado por la siguiente fórmula: l = 3,14 (di + s); o bien l =3,14 (de-s) De donde di + S = de - S = dm = diámetro de la zona neutra. Ejemplo: Calcular el desarrollo de un depósito cilíndrico para aire comprimido que tiene las siguientes dimensiones: di = 1.000 mm; 1 = 2.000 mm (anchura del depósito); s = 12 mm, Aplicando la fórmula: l =- 3,14 (di + S); sustituyendo valores, el desarrollo lineal será: l = 3,14(1.000 + 12) = 3,14 x 1.012 = =3.177.68 mm. METALMECÁNICA 115 TRAZADO DE CONSTRUCCIONES METALICAS Fig 9. Así pues, las dimensiones de la chapa a trazar deberán ser 12 x 2.000 x 3.178 (aproximación por exceso). Las piezas roladas, sea antes o después de la elaboración> deben ser verificadas y comprobadas para poder identificar eventuales defectos y estudiar el modo de eliminarlos. Es necesario comprobar preventivamente que la chapa a cortar y a curvar coincida con la cota calculada en el desarrollo lineal. Sí la chapa fuese más larga, las caras extremas llegarían a coincidir antes de haber obtenido el radio de curvatura requerido. Si la chapa fuese más corta el radio resultaría más cono para poder hacer coincidir las caras. Bajo el esfuerzo de flexión, cualquier defecto de la chapa se localizaría especialmente en la superficie externa de la curvatura, pudiendo de esta manera provocar graves desperfectos en el material. Si el desarrollo dc la chapa ha sido correctamente calculado, el diámetro interno de la virola debe resultar igual al previsto con un margen de tolerancia que habitualmente es del orden del 2%. Si la curvatura completa de una chapa ha sido correctamente conseguida, se verifica que en su espesor no hay variación alguna y que las dos caras extremas van a unirse en tres perfectamente. METALMECÁNICA 116 TRAZADO DE CONSTRUCCIONES METALICAS MÉTODO RADIAL. Existen superficies cuyas aristas divergen o se irradian desde un punto llamado vértice hasta interceptarse con sus respectivas bases; existiendo procedimientos que casi en general podemos aplicarlos a este tipo de superficies (pirámides y conos). Para posteriormente hacer el desarrollo respectivo, de ahí el nombre de: método de las rectas radiales. El procedimiento que da unidad para desplegar el desarrollo de estas superficies es la aplicación del método de giros para determinar la V.M. de las rectas radiales contenidas en estas superficies. Por dichas retas como queda entendido nos referimos a las aristas y generatrices. Desarrollo de tolva de bocas rectangulares y paralelas. CIZALLAS ELÉCTRICAS. LA CIZALLA. La cizalla es la máquina más importante para el corte de la chapa. Se fabrican de muy diversas formas y tamaños. Las hojas tienen una longitud que oscila entre uno y seis metros y pueden cortar, según su potencia, chapas hasta un espesor de 20 – 25 mm. METALMECÁNICA 117 TRAZADO DE CONSTRUCCIONES METALICAS Está formada por una estructura (1) y una bancada (2) sobre la que se va fijada la hoja fija, mientras que la otra, que es móvil. Está fijada en un soporte que se desliza a través de unas guías (g) alojadas en el montante de la estructura (Fig. 4). Fig. 4 El soporte es accionado por dos bielas (b) montadas por medio de dos excéntricas (e) fijas a un árbol que unido por un extremo a un embrague (v), es movido por un motor eléctrico. La fase de corte de la chapa por medio de la cizalla es la siguiente. La chapa avanza sobre el plano de apoyo (a) contra el tope que regula la anchura del corte, situado en la parte posterior de la máquina. El pisador (p) baja e inmoviliza la chapa a lo largo de la línea de corte. A continuación la hoja de corte baja y efectúa el corte accionada por pedal (c) que pulsa el operario. Por medio de la cizalla, se pueden obtener cortes netos y precisos. La parte más delicada de la cizalla son las hojas, que han de tener un ajuste perfecto y una tolerancia de corte, que viene a ser del orden del 10 % de material a cortar. Periódicamente se debe proceder al afilado de las dos hojas, para ello se sujetan mediante los tornillos de blocaje. Estos se fabrican normalmente de aceros indeformables y disponen de cuatros cantos de corte. METALMECÁNICA 118 TRAZADO DE CONSTRUCCIONES METALICAS El afilado debe efectuarse manteniendo la forma primitiva de la hoja y teniendo en cuenta la amplitud del corte. Como al efectuar el afilado las hojas pierden altura, para paliar estas diferencias se interponen entre ellas y el porta hojas unos gruesos apropiados (s). Se trata de una máquina sustancialmente idéntica a la cizalla anterior, si se exceptúa que la hoja superior se mueve a lo largo de una trayectoria ligeramente curva. La ventaja de este sistema estriba en que se puede regular fácilmente el juego entre las dos hojas, obteniendo así la máxima precisión de corte con el menor desgaste de la hoja. Otra ventaja de este tipo de cizalla es el despegue de la chapa, que se efectúa sin peligro de deformación o curvatura gracias a la trayectoria curva de la hoja superior. El movimiento oscilante es obtenido por un dispositivo de tipo excéntrico. CIZALLA CIRCULAR. La cizalla circular está constituida por dos grupos principales (Fig. 5). La máquina propiamente dicha es la que sostiene las cuchillas (1) y (11), las cuales tienen movimiento rotario por medio de un motor eléctrico. El patín (s) sobre el que se desliza un soporte o carro (a) está destinado a sostener la chapa o cortar a la distancia deseada de la zona de corte La chapa es sujetada entre dos platillos (p) y (p1) cuya altura se regula, según el espesor de corte, por medio del volante (v). El soporte (a) puede también girar, METALMECÁNICA 119 TRAZADO DE CONSTRUCCIONES METALICAS según el tipo de elaboración exigida, sobre la plataforma (f). El sentido de rotación de los árboles porta cuchillas es contrario. De esta manera, la chapa es arrastrada por ellos a medida que se va cortando (Fig. 6). Los árboles que hacen girar las dos cuchillas, pueden ser paralelos (Fig. 6 a) o inclinados (Fig. 6 b). El primer caso es particularmente indicado para el corte de fajas de chapas, aunque se usan con preferencia cizallas circulares de árboles inclinados cuando se quieran obtener discos o anillos de chapa. Por lo que respecta a la cuchilla superior, presenta un ángulo de entrada (alfa) comprendido entre 10° y 15°. La inclinación ( landa) entre los ejes de los árboles inclinados varia d e20| a 25°, y la cuchilla inferior (l), que en el caso de ejes paralelos es igual a la superior, en los inclinados presenta un ángulo de despulla (beta) de 15° a 20° y uno de entrada ( gama) de 35° a 40°. Las cizallas son máquinas extremadamente peligrosas y suelen producirse accidentes en las manos por imprudencia del operario, generalmente por trabajar cerca de la zona de corte. Todas las máquinas tienen, en consecuencia numerosos dispositivos de seguridad. En particular para defender las manos del operario de la zona de corte de cada máquina esta provista de una red metálica que llega hasta pocos milímetros del plano de apoyo de la plancha, impidiendo que se puedan introducir los dedos. Las máquinas más modernas están dotadas además de dispositivos con células fotoeléctricas a fin de impedir el movimiento de la máquina en el caso de que encuentren un cuerpo extraño. METALMECÁNICA 120 TRAZADO DE CONSTRUCCIONES METALICAS N° 01 02 03 01 PZA. ORDEN DE EJECUCION Trazado de transiciones cónico. Trazado de transiciones cilíndrico. Trazado de transiciones piramidal. 01 CANT. HERRAMIENTAS/INSTRUMENTOS Hojas A4 Juego de escuadras Lápices de dibujo Borrador Hoja bond A4 DENOMINACION-NORMA/DIMENSIONES III. CONSTRUCCIÓN DE REDUCCIONES. SOLDADOR UNIVERSAL METALMECÁNICA MATERIAL HT. 02 SE. OBSERVACIONES REF. TIEMPO: 4 h. HOJA: 1 / 2 ESCALA: SE. AÑO: 2014 121 TRAZADO DE CONSTRUCCIONES METALICAS 3.1. TRAZADO DE TRANSICIONES CÓNICAS. Es una operación de trazar transiciones utilizando dos círculos de diferentes diámetros, aplicando las normas del dibujo técnico y utilizando los instrumentos normalizados respectivos. PROCESO DE EJECUCION: 1° Paso. Trace los puntos primarios en los círculos. 2° Paso. Desarrolle la transición de los círculos. 3° Paso. Obtenga el desarrollo sin material de costura. METALMECÁNICA 122 TRAZADO DE CONSTRUCCIONES METALICAS TRAZADO DE TRANSICIONES CONICAS. Es una operación de trazar transiciones utilizando dos círculos de diámetros iguales, aplicando las normas del dibujo técnico y utilizando los instrumentos normalizados respectivos. PROCESO DE EJECUCIÓN: 1° Paso. Trace los puntos primarios en los círculos. 2° Paso. Trace los puntos igualando con el otro circulo. METALMECÁNICA 123 TRAZADO DE CONSTRUCCIONES METALICAS 3° Paso. Obtenga el desarrollo de un codo en dos elementos. METALMECÁNICA 124 TRAZADO DE CONSTRUCCIONES METALICAS TRAZADO DE TRANSICIONES PIRAMIDAL. Es una operación de trazar transiciones utilizando dos rectángulos de diferentes tamaños, aplicando las normas del dibujo técnico y utilizando los instrumentos normalizados respectivos. PROCESO DE EJECUCIÓN: 1° Paso. Trace los puntos primarios de los rectángulos. 2° Paso. Obtenemos la superficie exterior. METALMECÁNICA 125 TRAZADO DE CONSTRUCCIONES METALICAS MÉTODO POR TRIANGULACIÓN. Las superficies no desarrollables se pueden desarrollar aproximadamente suponiendo que la superficie se compone de una serie de superficies triangulares unidas por todos los lados hasta completar el desarrollo. Esta forma de desarrollo se conoce como triangulación. La figura 8, ilustra el desarrollo por el método de triangulación. Fig. 8 METALMECÁNICA 126 TRAZADO DE CONSTRUCCIONES METALICAS Desarrollos por triángulos. DESARROLLOS DE PIEZAS. Desarrollo de una pieza de transición des-centrada - Cuadrado a redondo. La pieza de Transición ilustrada en la figura, se usa para conectar una tubería circular con una cuadrada. Observando el desarrollo y el dibujo pictórico se encuentra que la pieza de transición está constituida por cuatro triángulos isósceles cuyas bases se conectan con el tubo cuadrado y las cuatro partes de un cono oblicuo que tiene un círculo como base y las esquinas de la tubería cuadrada como vértice. Para hacer el desarrollo, primero se dibuja un diagrama de longitud verdadera. Cuando se obtiene la verdadera longitud de la línea 1-A, se pueden desarrollar los cuatro triángulos isósceles. Después de desarrollar el triángulo G,-2-3, se agregan los desarrollos parciales del cono oblicuo, una vez determinados los puntos D y K. Luego se agregan los triángulos isósceles D-1-2 y K-2-4, posteriormente los conos parciales y por último la mitad de los triángulos isósceles se colocan a cada lado del desarrollo. METALMECÁNICA 127 TRAZADO DE CONSTRUCCIONES METALICAS Desarrollo de una pieza de transición descentrada - Rectangular a redondo. El desarrollo de la pieza de transición ilustrada se construye de manera similar a la previamente tratada, excepto que todos los elementos son de diferente longitud. Para mayor claridad, se dibujan cuatro diagramas de longitud verdadera con sus líneas claramente identificadas. METALMECÁNICA 128 TRAZADO DE CONSTRUCCIONES METALICAS ROLADO CÓNICO. Después de un eventual “quebrado” de la chapa es preciso ejecutar el curvado de los extremos y después estos son comparados con la plantilla. Se utilizan dos; una para la base menor y la otra para la base mayor. Es preciso asegurarse de que las generatrices de los extremos estén perfectamente rectas. ROLADO DE CHAPAS MUY DELGADAS. Se realiza a mano en una bigornia cónica o en su defecto en un mandril cónico. La chapa se desplaza por deslizamiento, ejerciendo siempre la fuerza de flexión en el sentido de las generatrices del tronco cono. ROLADO DE CHAPAS MEDIAS Y GRUESAS. Se curvan con el martillo de peña recta o con el destajador. La chapa se coloca sobre un soporte constituido por dos tramos de rail o dos mandriles orientables regulados de forma que converjan en el vértice del cono a rolar. La chapa descansa así sobre dos generatrices y se golpea en el eje del aparato. METALMECÁNICA 129 TRAZADO DE CONSTRUCCIONES METALICAS El rodillo superior se aprieta más en el lado del diámetro menor del tronco de cono que en el lado opuesto. Es preciso presentar cada generatriz en el eje del rodillo rolador. El círculo de desarrollo de la base mayor debe desplazarse con mayor rapidez que el de la base menor, es necesario que la chapa se desplace deslizándose sobre los rodillos. Esto conseguimos colocándole un tope en el lado del diámetro menor puede ser una platina, una barra cuadrada o en su defecto un perfil de ángulo. El tope por reacción al empuje de la chapa actúa en el sentido de la flecha como muestra la figura determinando el deslizamiento buscado. Se trazan previamente unas generatrices para verificar que coincidan con el cilindro curvador en el momento de contacto. Es posible formar virolas tronco-cónicas en las máquinas enderezadoras de 3 o 4 rodillos, siempre que los rodillos curvadores tengan provisto un sistema que permita dar una inclinación necesaria. El ajuste de los rodillos de arrastre debe ser mínimo y que permita un arrastre simultáneo de la chapa y su deslizamiento. Por último se puede usar una prensa haciendo una serie de flexiones según las generatrices. Para formar un tronco-cono de chapa gruesa, con bases bien planas es preciso achaflanar las chapas antes o después del rolado y tener en cuenta el metal que será eliminado (esto se debe considerar en el diseño). METALMECÁNICA 130 TRAZADO DE CONSTRUCCIONES METALICAS ROLADO CILÍNDRICO. La chapa a rolar es introducida en un sistema de rodillos, por lo general este sistema está formado por tres rodillos cuyos ejes tienen una disposición paralela entre sí, y sus vértices forman un triángulo isósceles. Se imprime un empuje vertical a los rodillos inferiores teniendo fijo el rodillo superior, la chapa sufre una flexión permanente en correspondencia con la generatriz de contacto con el rodillo superior. Los rodillos inferiores A sostienen la chapa mientras que el superior B lo mantienen siempre adherida a los rodillos inferiores. METALMECÁNICA 131 TRAZADO DE CONSTRUCCIONES METALICAS Haciendo girar en el mismo sentido el juego de rodillos inferiores, o haciendo girar el rodillo superior y dejando locos a los inferiores, se imprime a la chapa un movimiento de traslación correspondiente. El mismo se obtiene empujando el rodillo superior verticalmente hacia abajo y conservando fijo el juego de rodillos inferiores. Habiendo dispuesto los tres rodillos según la posición relativa dada, y haciéndolos girar en un cierto sentido, la chapa es forzada a moverse entre ellos y adquiere un cierto grado de curva. Luego se disminuye la distancia entre el rodillo superior y los inferiores seguido se hace girar los rodillos en sentido opuesto al precedente con el fin que la chapa al pasar entre ellos, aumente todavía la propia curvatura. Combinando así en forma oportuna el movimiento de traslación horizontal de la chapa y el movimiento vertical de los rodillos, con un cierto número de pasadas sucesivas se producen en las chapas una serie de curvaturas siempre crecientes hasta que se produzca la forma deseada. METALMECÁNICA 132 TRAZADO DE CONSTRUCCIONES METALICAS CÁLCULO DE FIBRA NEUTRA. Tomemos como ejemplo una chapa de 10 mm. de espesor, de una longitud de 628 mm. Los cantos totalmente perpendiculares a las caras, formemos un cilindro de revolución con esta chapa, entonces observaremos lo siguiente: 1. El espesor no ha variado en el curvado. 2. Los dos cantos extremos coinciden perfectamente. Se deduce que las secciones rectas permanecen perpendiculares a las caras luego del curvado o rolado. Luego medimos los diámetros obtenidos: 1. Diámetro interior = 190 mm. 2. Diámetro exterior = 210 mm. METALMECÁNICA 133 TRAZADO DE CONSTRUCCIONES METALICAS Podemos deducir que: 1. La circunferencia interior es de 190 x 3.14 = 596.6 mm. 2. La circunferencia exterior es de 210 x 3.14 = 659.4 mm. METALMECÁNICA 134 TRAZADO DE CONSTRUCCIONES METALICAS ROLADORAS ELÉCTRICAS. El rolado de chapa, como lo indica su nombre, es un procedimiento para curvar o enrollar la chapa metálica simplemente mediante fuerza mecánica o hidráulica, hasta lograr el radio requerido o un tubo, sin necesidad de someter a elevación de temperaturas el material. Desde hace décadas este método se usa para conseguir la forma curva de las chapas que son aporte en la construcción de infinidad de elementos de almaceMETALMECÁNICA 135 TRAZADO DE CONSTRUCCIONES METALICAS namiento, obras civiles, vehículos y partes de maquinaría; entre los cuales se destacan: silos, tanques petroleros y de agua, calderas, intercambiadores de calor, túneles, estructuras arquitectónicas, canalizaciones, vías para automotores, centrales hidroeléctricas o nucleares, aviones, helicópteros, cohetes espaciales, palas para retroexcavadoras, cuchillas de buldóceres, camiones cisternas, mescladores de concreto, recolectores de basuras, volquetas y otros equipos para obras civiles. Por si fuera poco, actualmente, el rolado es empleado en la fabricación de torres metálicas tubulares-cónicas que sostienen grades sistemas de aspas generadores de energía eólica. En fin, las aplicaciones del rolado constituyen una lista muy extensa. LAS ROLADORAS. Curvar o rolar chapa no es un proceso fácil; las máquinas que lo hacen deben ser de alta fortaleza y las hay para grosores que impresionan: por ejemplo, es posible rolar hasta 25 cm (10 pulgadas) de espesor en un ancho de 4 metros. Conviene recordar que una chapa de este tipo pesa aproximadamente 60 toneladas, por lo que su manipulación es compleja y, por ello, necesita una máquina roladora robusta con un peso como mínimo de 170 toneladas. Este comentario indica hasta donde ha llegado la tecnología del rolado mundialmente. En el Perú, la roladora de mayor capacidad logra enrollar láminas de hasta 8 cm de espesor y 3 metros de ancho. Las máquinas roladoras están clasificadas en tres tipos diferentes según su ejecución: Asimétricas, tres rodillos convencionales y cuatro rodillos. Roladoras asimétricas. Su concepto se basa en tres rodillos: uno superior, otro inferior debajo del superior y un tercero lateral. Este modelo de roladora se usa para trabajo liviano; su tamaño estándar es para chapa hasta 2 metros de ancho y espesores que no superan los 6 mm. Las asimétricas realizan la sujeción de la chapa entre el rodillo superior y el inferior, por lo que la lámina queda prensada entre ellos mediante fuerza hidráulica o mecánica y es conducida por el giro motorizado del superior; una vez la chapa paMETALMECÁNICA 136 TRAZADO DE CONSTRUCCIONES METALICAS sa por encima del rodillo lateral, este sube, generando presión que curva la chapa hasta lograr el radio buscado o el cilindrado, obteniendo un tubo. Se llega a este resultado en varias “pasadas”, o sea, en recorrer la totalidad de la chapa en ambos sentidos e incrementando la presión del rodillo lateral al final de cada recorrido. Roladoras de tres rodillos. Su diferencia con la anterior radica que la posición geométrica de los rodillos forma un triángulo, con un solo rodillo superior y dos laterales inferiores. Es la más popular de las roladoras y representa la gran mayoría de las existentes. Su geometría permite un trabajo sin amarre específico de la chapa. El rodillo superior por encima de la chapa y los dos laterales por debajo, la presionan entre sí, lo que genera una fuerte sujeción y una curva; al girar el rodillo superior, éste obliga el desplazamiento de la chapa. En las diferentes “pasadas”, paulatinamente, se incrementa la presión de los laterales, lo cual logra cerrar el radio hasta conseguir el buscado. Ya es costumbre buscar diversas soluciones al radio del pre-curvado o curvado de los bordes: en algunas ocasiones es cortado, otras es pre-curvado en una máquina plegadora, otras es tolerado en la pieza a realizar. METALMECÁNICA 137 TRAZADO DE CONSTRUCCIONES METALICAS La alta tecnología de las máquinas actuales y, particularmente las fabricadas en Europa, permiten un desempeño más fácil y cómodo por el amplio movimiento de los rodillos laterales inferiores. El rodillo lateral izquierdo se desplaza hacia la derecha al punto que amarra la chapa contra el rodillo superior y, en giro sincronizado, la obligan avanzar hacia la izquierda. Una vez terminado el recorrido posible de la chapa, intercambia posición con el rodillo lateral derecho, el cual también amarra la chapa contra el rodillo superior y la dirigen hacia la derecha. En cada uno de estos movimientos de avance de la chapa, el rodillo superior baja un poco elevando su presión y generando mayor curva en la chapa. Estos equipos también tienen autonomía de giro independiente en cada uno de sus tres rodillos y por medio de un sistema servo-hidráulico de alta precisión, compensa la velocidad del giro para que sincronicen en su contacto con la chapa y evitar así patinajes o fricciones que tallen su superficie. Las máquinas que poseen esta tecnología mejoran ostensiblemente su precisión y capacidad en el pre-curvado, lo que evita costosos procesos adicionales y desperdicios. Roladoras de cuatro rodillos. Es la más moderna de la tecnología actual en el rolado; su ejecución mejora considerablemente todos los pasos de trabajo en el curvado de la chapa. METALMECÁNICA 138 TRAZADO DE CONSTRUCCIONES METALICAS La posición de los cuatro rodillos en estas máquinas son: Uno motriz superior, uno motriz inferior y dos laterales; en su secuencia, respeta siempre mayor diámetro en el superior, seguido en el inferior y menor en los laterales. Las ventajas en el proceso del rolado en una máquina de cuatro rodillos frente a una de tres son porcentualmente mucho más altas que la diferencia entre sus precios. PARÁMETROS. Existen parámetros obligatorios para todas las máquinas roladoras, independiente de su marca, tamaño o tipo, a continuación se describen algunos: a. Siempre el rodillo superior es de mayor diámetro a los inferiores o laterales, debido que el curvado o cilindrado debe ser ejecutado en contra de la resistencia y solidez del rodillo superior. b. Si se busca cilindrar o fabricar un tubo, su diámetro interior será limitado al diámetro más el 10 por ciento del rodillo superior, pues sobre este se logra el cierre METALMECÁNICA 139 TRAZADO DE CONSTRUCCIONES METALICAS de la chapa que logra el curvado. Ese aumento en el porcentaje es necesario para facilitar la salida o extracción del tubo fabricado. c. No obstante, en las máquinas modernas y automáticas de tecnología de avanzada, es normal y convencional que el operador deba efectuar ajustes para encontrar los radios requeridos, sin importar si la producción es en serie. Esto debido a que las chapas varían constantemente de límites de resistencia a la ruptura (ultímate tensile strength), la resistencia elástica (elastic yield), el proceso de laminación que soportó en su producción (laminación en frio C.R. o laminación en caliente H.R.), la calidad de la chapa (A-36, inoxidables, antidesgastes, entre otras más). La dirección de sus hilos o filamentos, que trenzados dan su fortaleza y resistencia, del lado (a lo largo o a lo ancho), la dirección en la que es atacada la curvatura y de las diferencias de dureza en el tendido de cada material. d. Una máquina fabricada para determinada capacidad nunca puede ni debe ser usada en la totalidad de esa capacidad nominal para cilindrar (tubos); hay que emplearla al rango mínimo que le permite el rodillo superior; es decir, cinco veces el diámetro de este rodillo es lo menos que se debe cilindrar. Por ejemplo, una roladora para chapa de 3 metros por 25 mm de espesor, con rodillo superior de 400 mm de diámetro: puede cilindrar dicha chapa y lograr un diámetro interior de 2 metros, ya que 400 x 5 = 2.000 mm, esta es una regla general. e. El rolado de cono reduce la capacidad nominal de la máquina. Cuando se curvan conos la máquina roladora también pierde parte de su capacidad nominal y METALMECÁNICA 140 TRAZADO DE CONSTRUCCIONES METALICAS ese porcentaje abarca desde el 25 por ciento hasta el 45 por ciento, dependiendo de la geometría y los diámetros del cono. CONSIDERACIONES PARA EL MANTENIMIENTO DE ROLADORAS. Definitivamente las máquinas roladoras son de mecanismos sencillos y durables. Las más antiguas fueron construidas a base de transmisiones y reductores mecánicos en el giro y desplazamiento de sus rodillos. Las actuales se fundamentan en modernos y potentes sistemas hidráulicos, controles CNC apoyados en conexiones eléctricas mediante cableados de alta sensibilidad y conducción (usados en los aviones), sus rodillos montados sobre rodamientos herméticamente sellados excluidos de mantenimiento o lubricación, con endurecimiento o temple superficial, 50 a 62 R.C., para optimizar la durabilidad de los mismos, en fin, estos equipos logran generar gran confianza en sus propietarios, pues su mantenimiento es mínimo. Definitivamente el mantenimiento preventivo y correctivo de una roladora CNC es menos complejo que el de cualquier otro equipo CNC ya que posee menos cantidad de piezas movibles. Es de suma importancia cuidar y respetar la capacidad de la máquina: no se debe exigir que una roladora, por ejemplo, con capacidad de 15 mm de grosor de chapa por 3.000 mm de longitud (o ancho) realice un trabajo de 20 mm de grosor por 3.000 mm de longitud. Intentar estos es elevar considerablemente el riesgo de ruptura o torcedura de los rodillos, amén del daño delicado en los mecanismos de arrastre y movimiento. Es prudente lubricar con los aceites o grasas correspondientes todos los puntos donde existan fricciones o roces bimetálicos; se debe conservar el nivel del aceite hidráulico en su punto ordenado por fábrica y seguir las recomendaciones de aceites referenciados: no hay que olvidar que en lugares de trabajo donde la temperatura ambiental es menor de 22 ºC se usa un aceite de inferior viscosidad (ISO 37), mientras en sitios donde la temperatura está por encima de 23 ºC hay que emplear lubricantes más viscosos (ISO 68). También vale la pena decir, que hay algunas “tolerancias” dadas que permiten operarla con chapas de mayor grosor a la nominal permitida: una roladora para 15 mm de grosor por 3.000 mm de longitud, puede trabajar 18 mm de grosor siempre y cuando la chapa no tenga más de 2.000 mm de longitud y proporcionalmente METALMECÁNICA 141 TRAZADO DE CONSTRUCCIONES METALICAS puede mejorar la capacidad en el grosor mientras la longitud disminuye, mediante a una prudente operación y conocimiento del equipo. Actualmente las roladoras poseen sistemas de control numérico computarizado (CNC) que permiten la programación de procesos y trabajar en conexión con equipos informáticos para mejorar la precisión y la rapidez del rolado. METALMECÁNICA 142 TRAZADO DE CONSTRUCCIONES METALICAS BIBLIOGRAFÍA 1. CONSTRUCCION DE SÓLIDOS GEOMÉTRICOS. POR: Dr. ROGERIO DE AGUIAR 2. CORTES Y SECCIONES. POR: JAIME BARBOSA PEREZ 3. DIBUJO Y GEOMETRÍA DESCRIPTIVA II. POR: Ing. SERGIO NAVARRO 4. DIBUJO TÉCNICO III. POR: EIS - UNL 5. DESARROLLO DE PIRÁMIDE. POR: ARQ. RUBEN DARIO MORELLI 6. DIBUJO DE INGENIERÍA I. POR: Ings. BENITES-YAURI-BLAS 7. TRAZADO DE CILINDROS. POR: HANDBOOK 8. CALDERERÍA I. POR: SENATI 9. CALDERERÍA II. POR: SENATI 10. CONDICIONES TÉCNICAS PARA EL DOBLADO. WWW.METALACTUAL.COM METALMECÁNICA 143
 0
0
Anuncio
Documentos relacionados

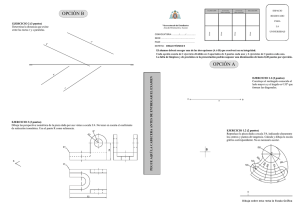

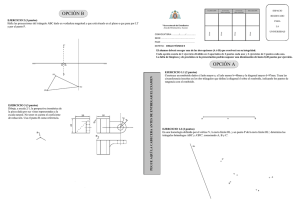

Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados