2014-ESTUDIODETIEMPOSYANALISISDE8-DISCIPLINASAPLICADOSENLAREDUCCIONDETIEMPOSDEPROCESO
Anuncio

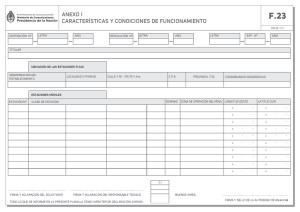
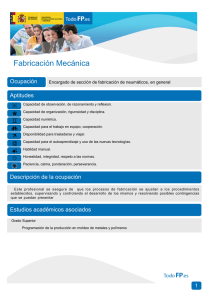
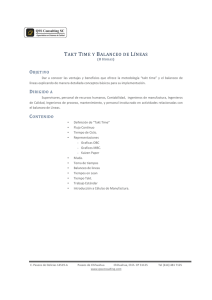
See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/293240284 Estudio de Tiempos y Análisis de 8-Disciplinas Aplicados en la Reducción de Tiempos de Proceso Chapter · March 2014 CITATIONS READS 0 2,864 4 authors, including: Ivan Perez Olguin Universidad Autónoma de Ciudad Juárez 59 PUBLICATIONS 9 CITATIONS SEE PROFILE Some of the authors of this publication are also working on these related projects: Horizontal collaboration business model through Machine Learning View project All content following this page was uploaded by Ivan Perez Olguin on 07 February 2016. The user has requested enhancement of the downloaded file. 2014 Ingeniería de Procesos: Casos Prácticos ESTUDIO DE TIEMPOS Y ANÁLISIS DE 8-DISCIPLINAS APLICADOS EN LA REDUCCIÓN DE TIEMPOS DE PROCESO Ing. Rogelio Alberto Arciniega Moreno1, Dr. Iván Juan Carlos Pérez Olguín2, M.I. José Torres Cantero3 y M.C. José Agustín Pérez Limón4 1 Grupo Dekko de México S.A de C.V. Avenida Henequén # 1107, Fraccionamiento Salvarcar Ciudad Juárez, Chihuahua, México, C.P. 32560. 2,3 Universidad Tecnológica de Ciudad Juárez Avenida Universidad Tecnológica # 3051, Colonia Lote Bravo II Ciudad Juárez, Chihuahua, México, C.P. 32695. 4 Instituto Tecnológico de Los Mochis Blvd. Juan de Dios Bátiz y 20 de Noviembre Los Mochis, Sinaloa, México, C.P. 81200. Resumen: El balanceo de línea consiste en la agrupación de las actividades secuenciales de trabajo en los centros de manufactura, con el fin de lograr el máximo aprovechamiento de la mano de obra, del equipo y de reducir o eliminar el tiempo ocioso. Las actividades compatibles entre sí se combinan en grupos de tiempos aproximadamente iguales que no violan las relaciones de precedencia, las cuales especifican el orden en que deben ejecutarse las tareas en el proceso de ensamble. En este artículo se presentan los resultados de un proyecto de mejora mediante la utilización del estudio de tiempos y del balanceo de línea, en la empresa Grupo Dekko de México, ubicada en Ciudad Juárez, Chihuahua, México. Estas herramientas se utilizaron para solucionar la problemática consistente en que la línea de manufactura de ensamble de arneses para muebles de oficina, no puede satisfacer la producción diaria requerida por el cliente, actualmente se producen 300 piezas diarias cuando la demanda es de 440 piezas, esto ha ocasionado que la empresa utilice tiempo extra para cubrir la demanda no satisfecha, lo que afecta la utilidad por la venta de los productos fabricados. Este artículo es elaborado a partir de un programa de estadía industrial, requerida para la culminación de los estudios de Ingeniería en Procesos y Operaciones Industriales en la Universidad Tecnológica de Ciudad Juárez. Palabras clave: Balanceo de línea, tiempo de ciclo, tiempo takt, 8-Disciplinas. 1. INTRODUCCIÓN Las líneas de producción son secuencias de actividades que dan lugar a la producción de bienes y servicios determinados. Suponen una combinación determinada de insumos, una cantidad de trabajo, de materias primas, de equipo e instalaciones necesarios para producir un lote de producto en un período dado (Vargas, 2006). Suñé, Gil y Arcusa (2010) señalan que el aspecto más interesante en el diseño de una línea de producción consiste en repartir las tareas de modo que los recursos productivos estén utilizados de la forma más ajustada posible, a lo largo de todo el proceso. El problema del equilibrado de líneas de producción consiste en subdividir todo el proceso en estaciones de producción o puestos de trabajo donde se realizaran un conjunto de tareas, de modo que la carga de trabajo de cada puesto se encuentre lo más ajustada y equilibrada posible a un tiempo de ciclo. Por tanto se dice que una línea de producción está bien balanceada cuando los tiempos de espera entre una estación y otra son inexistentes. Los pasos para llevar a cabo un balanceo de líneas son: 1. Identificar las tareas que componen el proceso productivo. 2. Definir el tiempo necesario para cada tarea. 3. Conocer cuales recursos son necesarios. 4. Determinar el orden lógico de ejecución. El proyecto presentado en este documento nació de la necesidad de cumplir con los requerimientos de demanda del cliente en la empresa Grupo Dekko de México, siendo el propósito del mismo, utilizar la técnica del estudio de tiempos y 19 2014 Ingeniería de Procesos: Casos Prácticos del balanceo de línea para organizar de una forma eficiente las actividades realizadas en cada una de las estaciones de trabajo, de la línea de producción de arneses para muebles de oficina. Mediante un estudio de tiempo de cada una de las estaciones que conforman la línea de producción y su análisis gráfico se determinó que la estaciones de trabajo con tiempo de operación mayor a 73.63 segundos no tienen la capacidad instalada para cumplir con la demanda del cliente (ver Figura 1), esto ha ocasionado que la empresa incurra en costos adicionales por tiempo extra, para cubrir la demanda faltante. En las secciones posteriores se presentaran los pasos llevados a cabo para que la empresa reduzca los tiempos de operación de las estaciones Moldeo # 1 y Moldeo # 2, obteniendo con ello la satisfacción de la demanda requerida por el cliente, ya que como lo mencionan García, Alarcón y Albarracín (2004) el balanceo de líneas se hace para que el producto fluya de una estación a otra de forma continua, por lo tanto no hay cuellos de botella porque todas las estaciones tardan lo mismo. Tiempo Promedio de Operación en Segundos 120 100 80 60 97.08 40 20 0 26.91 PRENSA # 1 108 55 37.66 PRENSA # 2 MOLDEO # 1 MOLDEO # 2 CARCASA 69.58 63 31.66 REMACHADO # 1 REMACHADO # 2 PRUEBA ELÉCTRICA Figura 1. Tiempos promedios en segundos de la línea de producción de arneses para muebles de oficina. 2. METODOLOGÍA DE BALANCEO DE LÍNEA Y DEL ESTUDIO DE TIEMPOS Para la ejecución de este proyecto se utilizaron las metodologías del balanceo de líneas, el estudio de tiempos con cronómetro, las 8-Disciplinas y el dato del tiempo takt para realizar comparaciones, en esta sección se presentan algunos conceptos y datos de éstas metodologías que tiene la intención de facilitar la comprensión de las secciones posteriores. Algunas consideraciones a tener en cuenta al hacer un balanceo de línea son las siguientes: El modelo o modelos que se tienen que fabricar, así como la cantidad de cada uno de ellos. El grado de conocimiento de cada una de las operaciones por los operadores. La eficiencia promedio de la planta u operación, que permita obtener con mayor precisión la producción necesaria para lograr los objetivos. El tiempo disponible para las actividades productivas. Conocer el inventario de maquinaria existente, así también las refacciones disponibles en la empresa. Entre las posibles causas que originan desequilibrios en un balanceo de líneas, o que hacen necesario que se efectúe un balanceo, se encuentran las averías de máquina, el ausentismo, los productos de mala calidad, la cantidad de piezas defectuosas en proceso, la mala planificación de las operaciones y la entrada a la línea de nuevos modelos sin las suficientes especificaciones de fabricación (Meyers y Stephens, 2006). El cronometraje es una técnica empleada para la medición del trabajo, consiste en medir con un cronómetro el tiempo empleado por un operario para ejecutar una operación determinada. La lógica y la estadística muestran que para tener una buena medición es necesario tomar varias lecturas de una actividad, el error será menor al realizarse muchas tomas y obtener un valor promedio, que realizando una sola toma. El tiempo takt, es el tiempo en el que se debe obtener una unidad de producto. Es un término muy conocido en la manufactura el cual se utiliza para establecer el tiempo que se debe tardar en completar una unidad para cumplir con la demanda (Ortiz, 2006). Cada vez que ocurre un problema con un producto, es decir que sea mal fabricado, mal identificado, el cliente pide al proveedor que documente el análisis que lleva a cabo para encontrar la solución, uno de los documentos utilizados es la herramienta de las 8-Disciplinas. Las 8-Disciplinas es una metodología que permite a los equipos trabajar juntos en la resolución de problemas, usando un proceso estructurado de 8 pasos que ayudan a focalizarse en los hechos y no en las opiniones. Se denomina 8-Disciplinas porque son 8 disciplinas o hábitos que los grupos deben poner en práctica si quieren resolver exitosamente los problemas. 20 2014 Ingeniería de Procesos: Casos Prácticos La técnica de las 8-Disciplinas está conformada por las siguientes fases: D1: Formación de un equipo de expertos que cubran todas las funciones. D2: Definición del problema. D3: Implementar y verificar una acción de contención provisional. D4: Identificar y verificar la causa raíz. D5: Determinar y verificar las acciones correctivas permanentes. D6: Implementar y verificar las acciones correctivas permanentes. D7: Prevenir la recurrencia del problema y/o su causa raíz. D8: Reconocer los esfuerzos del equipo. Como anteriormente se mencionó los pasos para llevar a cabo un balanceo de líneas son identificar las tareas que componen el proceso productivo, definir el tiempo necesario para cada tarea, conocer cuales recursos son necesarios y determinar el orden lógico de ejecución. Meyers (2000) señala que los propósitos de la técnica de balanceo de líneas de ensamble son los siguientes: Igualar la carga de trabajo entre los operadores. Identificar la operación cuello de botella. Determinar el número de estaciones de trabajo. Reducir el costo de producción. Establecer el tiempo estándar. Para implementar adecuadamente esta técnica es necesario realizar un análisis de las estaciones de trabajo, este análisis basado en un estudio de las actividades realizadas y en los tiempos requeridos. 3. DESARROLLO DEL PROYECTO Siguiendo los pasos para el balanceo de líneas se procedió a identificar las actividades que se realizaban en las estaciones de trabajo estudiadas, posteriormente se realizó un estudio de tiempos donde se tomaron 12 lecturas de todas las estaciones de trabajo, las cuales fueron usadas para determinar el tiempo promedio actual, los tiempos obtenidos pueden ser consultados en la Tabla 1, asimismo se puede observar en la Figura 2 el flujo de operaciones de la línea de arneses para muebles de oficina con su tiempos de operación promedios. Tabla 1. Estudio de tiempos anterior al balanceo de línea. Estudio de Tiempos en Segundos Prensa # 1 Prensa # 2 Moldeo # 1 Moldeo # 2 Carcasa Remachado # 1 Remachado # 2 Prueba Eléctrica Lectura # 1 27 45 94 104 55 70 57 36 Lectura # 2 24 31 97 108 55 68 59 33 Lectura # 3 23 34 95 110 55 72 55 34 Lectura # 4 26 39 102 109 55 67 65 32 Lectura # 5 23 36 92 109 55 68 61 31 Lectura # 6 29 31 99 103 55 70 65 32 Lectura # 7 23 41 98 108 55 70 68 28 Lectura # 8 31 32 96 109 55 72 62 34 Lectura # 9 25 39 97 107 55 68 64 30 Lectura # 10 25 43 99 112 55 68 66 29 Lectura # 11 35 37 101 105 55 71 74 32 Lectura # 12 32 44 95 112 55 71 60 29 Una vez identificados los tiempos promedios se realizó el cálculo del tiempo takt con el objetivo de identificar las estaciones problemáticas, para este cálculo se tomó en consideración la demanda del cliente por día (440 piezas), las horas disponibles por día (9 horas), siendo el tiempo takt de 73.63 segundos. Como fácilmente se observa en la Figura 2 las estaciones de Moldeo # 1 y Moldeo # 2 son las estaciones con tiempo promedios mayores al tiempo takt, por tanto se procedió a realizar un análisis de la causa raíz utilizando las 8-Disciplinas, para reducir el tiempo promedio de estas estaciones de trabajo. 21 Ingeniería de Procesos: Casos Prácticos 2014 Figura 2. Estaciones de trabajo y tiempos de operación promedios. D1. Formación de un equipo de expertos que cubran todas las funciones. El equipo de expertos multifuncional creado incluyó personal de los siguientes departamentos: Departamento de ingeniería de manufactura. Departamento de calidad. Departamento de producción. Departamento de mantenimiento. D2: Definición del problema. Para solucionar un problema como lo menciona Cuatrecasas (2010) se requiere hacer una identificación adecuada del problema a tratar, así como definirlo claramente; una vez detectadas las operaciones con tiempo mayor al tiempo takt, el equipo multidisciplinario procedió a definir el problema, mediante la utilización de la técnica de los cuestionamientos, planteada por la Oficina Internacional del Trabajo (2005) como el medio para efectuar un examen crítico, sometiendo sucesivamente cada actividad a una serie sistemática y progresiva de preguntas, en la que se resuelven las dudas presentadas según el problema descrito. PROPÓSITO SUCESIÓN Tabla 2. Técnica de cuestionamientos para la definición del problema. Arneses para muebles de oficina. Producto: Moldeo de terminales. Proceso: El molde genera rebaba metálica. Defecto/problema ¿Qué producto es? Arneses para muebles de oficina. ¿Qué? ¿Cuándo se presenta el problema? El problema se presenta cada vez que la máquina moldeadora termina el ciclo de operación, cuando el operador retira la pieza de la máquina se observa una rebaba metálica, esto ocasiona que el operador ¿Cuándo? retrabaje la terminal lo que retrasa el inicio del ciclo de moldeo de otra terminal. ¿Es continuo o intermitente? El problema se presenta de forma continua. 22 2014 Ingeniería de Procesos: Casos Prácticos LUGAR ¿Dónde? PERSONA ¿Quién? ¿Cuáles? MEDIO ¿Cómo? ¿Dónde se observa el problema? El problema fue observado durante un estudio de tiempos realizado a la línea de producción, este problema no estaba registrado en los reportes de calidad puesto que el retrabajo de las terminales está contemplado en el método de trabajo de la estación. ¿Es posible identificar el área que produce el defecto? El problema se presenta en las estaciones Moldeo # 1 y Moldeo # 2 de la línea de producción Distributions 810. ¿Quién detecto el problema? El problema de las rebabas metálicas fue detectado por ingeniería de manufactura, al momento de realizar un estudio de tiempos para determinar el tiempo de ciclo de cada estación de trabajo presente en la línea Distributions 810. ¿El problema de calidad es provocado por desconocimiento del método de producción? El problema se presenta con los operadores que conocen y están entrenados en el proceso. ¿Cuáles medios se utilizaron para detectar el problema? Mediante un análisis gráfico de los tiempos promedios de operación, obtenidos en el estudio de tiempos y su posterior comparación contra el tiempo takt. ¿Cómo sucede el problema? El problema de rebabas metálicas se presenta en el proceso de moldeado de la terminal, aparentemente el molde no es el adecuado para realizar la actividad, está dañado o está desgastado por uso prolongado. Figura 3. Ensamble de terminales en la estación de moldes. D3: Implementar y verificar una acción de contención provisional. Las acciones de contención provisionales implementadas fueron: Junta informativa con el personal involucrado en el proceso. Acción de mejora en las moldeadoras realizando una restauración a los moldes. D4: Identificar y verificar la causa raíz. Para el análisis de la causa raíz se utilizó un diagrama de causa y efecto, desarrollado por Kaoru Ishikawa en 1943. El diagrama de causa y efecto (o espina de pescado) es una técnica gráfica ampliamente utilizada, que permite apreciar con claridad las relaciones entre un tema o problema y las posibles causas que pueden estar contribuyendo para que ocurra. La Figura 4 despliega el análisis de causa y efecto para el problema de rebabas metálicas. 23 2014 Ingeniería de Procesos: Casos Prácticos Diagrama de Causa y Efecto Maquinaria Mano de Obra M oldes dañados. Los operadores no conocen el método. M oldes desgastados. Los operadores no siguen el método. P arámetros incorrectos. M al ensamble. P lástico incorrecto. Terminales con rebaba metálica al terminar las operaciones de Moldeo # 1 y Moldeo # 2. Terminales no asentadas. Terminales dañadas. Materiales Método Figura 4. Diagrama de causa y efecto. D5: Determinar y verificar las acciones correctivas permanentes. Mediante el diagrama de causa y efecto, desplegado en la fase anterior, se identificó que la causa raíz del problema eran los moldes de las terminales, ya que se observó que estaban dañados y desgastados, asimismo se identificó que los departamentos de calidad, mantenimiento y de producción en lugar de proponer un cambio o reparación de estas herramientas, solamente estructuraron la actividad de retrabajo como parte del proceso normal de operación. Resultando en un incremento en los tiempos de operación de las estaciones de Moldeo # 1 y Moldeo # 2. La Figura 5 presenta una imagen de los moldes utilizados en el prensado de las terminales anterior a la reparación, ubicados en la línea de producción Distributions 810. Figura 5. Moldes de terminales dañados. D6: Implementar y verificar las acciones correctivas permanentes. Se mandaron a reparar los moldes (ver Figura 6), posteriormente se realizaron corridas de producción pilotos donde se comprobó que las rebabas metálicas ya no se presentaban, asimismo se actualizaron los métodos de trabajo de las estaciones de Moldeo # 1 y Moldeo # 2, eliminando las actividades relacionadas con los retrabajos, esto permitió una reducción de los tiempos de operación y un mejor balanceo de estas estaciones con respecto al balanceo previo de la línea de producción. La Tabla 3 muestra los tiempos obtenidos al realizar 12 lecturas en todas las estaciones de trabajo, en dicha tabla se observa que todos los tiempos son menores 73.63 segundos que se requieren para cumplir con la demanda del cliente. 24 2014 Ingeniería de Procesos: Casos Prácticos Figura 6. Moldes reparados. Tabla 3. Estudio de tiempos posterior al reacondicionamiento de moldes y al balanceo de línea. Estudio de Tiempos en Segundos Prensa # 1 Prensa # 2 Moldeo # 1 Moldeo # 2 Carcasa Remachado # 1 Remachado # 2 Prueba Eléctrica Lectura # 1 37 28 53 58 55 69 59 26 Lectura # 2 31 38 55 54 55 66 57 32 Lectura # 3 26 40 56 63 55 70 56 36 Lectura # 4 29 40 56 62 55 68 64 29 Lectura # 5 32 38 44 66 55 68 62 31 Lectura # 6 26 36 45 65 55 71 84 29 Lectura # 7 29 36 49 70 55 69 67 28 Lectura # 8 31 37 59 62 55 70 61 34 Lectura # 9 32 40 48 59 55 72 66 30 Lectura # 10 27 41 58 62 55 68 67 29 Lectura # 11 28 35 50 63 55 65 74 36 Lectura # 12 29 44 55 60 55 69 61 16 D7: Prevenir la recurrencia del problema y/o su causa raíz. Para la prevención de la recurrencia se requirió al departamento de mantenimiento que implementara, en sus planes de mantenimiento preventivo semanales, la inspección de los moldes. Además se notificó a calidad que dichas estaciones deberían estar monitoreadas y cualquier aparición de las rebabas metálicas tendría que ser notificada y corregida. D8: Reconocer los esfuerzos del equipo. Una vez implementada la acción correctiva permanente se agradeció y reconoció la ayuda de los diferentes departamentos que apoyaron en la solución de este problema. 4. RESULTADOS Con los datos obtenidos anteriormente, referentes al problema de los moldes, se llegó a la conclusión que los moldes necesitaban ser reparados. Una vez reparados los moldes, se hicieron las pruebas correspondientes en las máquinas moldeadoras de terminales y se obtuvo la completa eliminación del problema de rebabas metálicas, también se obtuvo una reducción de los tiempos de operación de las estaciones de trabajo, al ser revisados y actualizados los métodos de trabajo. La Figura 7 presenta un gráfico de los tiempos promedios de operación de cada una de las estaciones de trabajo que conforman la línea de producción de arneses para muebles de oficina. Si se comparan estos resultados contra los presentados en la Tabla 1 se observa una reducción de 44.75 segundos en promedio para la estación de Moldeo # 1 (46.10%) y de 46.00 segundos en tiempo promedio para la estación de Moldeo # 2 (42.59%). 25 2014 Ingeniería de Procesos: Casos Prácticos Tiempo Promedio de Operación en Segundos 80 60 40 20 0 29.75 PRENSA # 1 37.75 PRENSA # 2 62 52.33 68.75 55 64.84 29.67 MOLDEO # 1 MOLDEO # 2 CARCASA REMACHADO # 1 REMACHADO # 2 PRUEBA ELÉCTRICA Figura 7. Tiempos promedios en segundos de la línea de producción posterior a la reparación de moldes. La Tabla 4 presenta los tiempos promedios por estación de trabajo, claramente es posible observar la reducción de los tiempos de operación en las estaciones de Moldeo # 1 y Moldeo # 2, en esta tabla se agrega también el tiempo takt que permite visualizar que, posterior a la corrección de los moldes de terminales y a la eliminación de las operaciones de los métodos de construcción, ahora todas las estaciones cumplen con el tiempo takt y por tanto se satisface la demanda requerida por el cliente. Tabla 4. Tiempos promedios por estación de trabajo antes y después del proceso de mejoramiento. Estación Tiempo antes del balanceo Tiempo después del balanceo Tiempo takt Prensa # 1 26.91 29.75 73.63 Prensa # 2 37.66 37.75 73.63 Moldeo # 1 97.08 52.33 73.63 Tiempo de Operación en Segundos Moldeo # 2 Carcasa Remachado # 1 108.00 55.00 69.58 62.00 55.00 68.75 73.63 73.63 73.63 Remachado # 2 63.00 64.84 73.63 Prueba Eléctrica 31.66 29.67 73.63 Lo anterior es desplegado en la Tabla 5 donde los tiempos de la Tabla 4 son convertidos a número de piezas, considerando un turno de 9 horas. Otro dato importante obtenido fue el determinar el volumen de producción diario, anteriormente se tenía un volumen de 300 piezas y con la implementación de este proyecto de mejoramiento se incrementó a 471 piezas. Aunado a esto se ha identificado que la nueva estación cuello de botella es la estación de Remachado # 1 que tiene un tiempo promedio de operación de 68.75 segundos. Tabla 5. Cantidad de piezas producidas antes y después del proceso de mejoramiento. Estación Cantidad antes del balanceo Cantidad después del balanceo Demanda requerida por el cliente Prensa # 1 1204 1089 440 Prensa # 2 860 858 440 Moldeo # 1 334 619 440 Moldeo # 2 300 523 440 Carcasa 589 589 440 Remachado # 1 466 471 440 Remachado # 2 514 500 440 Prueba Eléctrica 1023 1092 440 Asimismo se incrementó la eficiencia de la línea de producción, anterior a la implementación de la mejora el nivel de eficiencia era de 56.58%, alcanzando el nivel de eficiencia el 83.13% una vez implementada la mejora. Otro beneficio obtenido fue la reducción de un operario en la línea de producción, anteriormente se tenía un operario por estación de trabajo, pero durante el estudio se notó que esto era excesivo, posteriormente se propuso que las dos estaciones de prensado fueran operadas por la misma persona. Las siguientes formulas presentan el porcentaje de la eficiencia anterior y posterior a la mejora. Eficiencia 488.89 segundos/e staciones (8 estaciones)(108 segundos ) 56.58% Ecuación 1. Resultado de la eficiencia antes de aplicar la mejora. 400.09 minutos/ estaciones 83.13% (7 es taciones)(68.75 segundos ) Ecuación 2. Resultado de la eficiencia después de aplicar la mejora. Eficiencia 26 2014 Ingeniería de Procesos: Casos Prácticos 5. CONCLUSIONES Y RECOMENDACIONES Los resultados de este proyecto trajeron como beneficio principal un aumento en el volumen de piezas producidas en la línea de ensamble de arneses para muebles de oficina (de 300 piezas a 471 piezas) este incremento permitió que la demanda requerida por el cliente fuera cubierta sin incurrir en costos de tiempo extra. Lo anterior fue posible ya que al corregir los problemas de los moldes y al modificar los métodos de construcción, se redujeron en un 46.10% el tiempo promedio de operación de la estación de Moldeo # 1 y del 42.59% de la estación de Moldeo # 2. Asimismo, como resultado de este proyecto, se logró la reducción de un operador, al consolidar las estaciones de trabajo de Prensa # 1 y Prensa # 2 en una sola persona, esto también permitió el incremento del índice de eficiencia de la línea de producción de 56.58% a 83.13%. Este proyecto permitió también identificar la nueva operación con tiempo de ciclo mayor en la línea de producción, lo que permitirá enfocar nuevos proyectos referentes a los tiempos de operación de la línea de ensamble de arneses de muebles de oficina, siendo esta la estación de trabajo de Remachado # 1. Como resultado adicional, la empresa se dio cuenta que es necesario realizar estudios de causa raíz, encaminados a eliminar los problemas de proceso, no ha ocultarlos y estandarizarlos como sucedió con el planteado en este documento, ya que esto solamente traerá como consecuencia que otras actividades de la empresa se vean afectadas, con su consiguiente pérdida de competitividad. 6. REFERENCIAS 1. Meyers, Fred E. (2000). “Estudios de Tiempos y Movimientos para la Manufactura Ágil”. Segunda Edición. Editorial Pearson. ISBN-10 # 9684444680 / ISBN-13 # 9789684444683. 2. García Sabater, José Pedro; Alarcón Valero, Faustino y Albarracín Guillén, José Miguel (2004). “Problemas Resueltos de Diseño de Sistemas Productivos y Logísticos”. Editorial Universidad Politécnica de Valencia. ISBN10 # 8497057120 / ISBN-13 # 9788497057127. 3. Oficina Internacional del Trabajo (2005). “Introducción al Estudio del Trabajo”. Editorial Oficina Internacional del Trabajo. ISBN-10 # 9221071081 / ISBN-13 # 9789221071082. 4. Ortíz, Chris A. (2006). “Kaizen Assembly: Designing, Constructing, and Managing a Lean Assembly Line. Editorial CRC Press. ISBN-10 # 1420006606 / ISBN-13 # 9781420006605. 5. Meyers, Fred E. y Stephens, Matthew P. (2006). “Diseño de Instalaciones de Manufactura y Manejo de Materiales”. Tercera Edición. Editorial Pearson. ISBN-10 # 9702607493 / ISBN-13 # 9789702607496. 6. Vargas, Gustavo (2006). “Introducción a la Teoría Económica: Un Enfoque Latinoamericano”. Segunda Edición. Editorial Pearson. ISBN-10 # 9702608287 / ISBN-13 # 9789702608288. 7. Cuatrecasas, Lluís (2010). “Lean Management: Lean Management es la Gestión Competitiva por Excelencia. Implantación Progresiva en 7 Etapas”. Editorial Profit. ISBN-10 # 8496998150 / ISBN-13 # 9788496998155. 8. Suñé Torrents, Albert; Gil Vilda, Francisco y Arcusa Postils, Ignasi (2010). “Manual Práctico de Diseño de Sistemas Productivos”. Editorial Díaz de Santos. ISBN-10 # 8479781769 / ISBN-13 # 9788479781767. 9. Arciniega Moreno, Rogelio Alberto (2012). “Mejora en la Eficiencia de la Línea Distributions 810”. Tesis de Grado de Ingeniería en Procesos y Operaciones Industriales. Universidad Tecnológica de Ciudad Juárez. México. 27 View publication stats