168
Diseño de reactores isotérmicos
TABLA
ormación de
s..."gllridad MSDS
4.4
Capítulo 4
ACCESO A LA INFORMACIÓN DE SEGURIDAD
l. Visite
http: //www.siri.org/
2. Cuando aparezca la primera pantalla, seleccione "Material Safety Data Sheets" ("Hojas de datos de
seguridad de los materiales") .
3. Cuando aparezca la siguiente página, escriba el nombre del producto que desea encontrar.
Ejemplo : Encuentre Ietilenglicoll
Después seleccione Enter.
4. En la siguiente página se incluye una lista de varias compañías que suministran datos sobre
etilenglicol.
MALLINCKRODT BAKER
FISHER
DOW CHEMICAL, USA
etc.
Seleccionemos "Mallinclaodt Baker". Aparecerá la hoja de datos de seguridad de materiales .
5. Examine "etilenglicol" para encontrar la información deseada.
l.
Identificación del producto
2.
Composición/información sobre ingredientes
3.
Identificación de riesgos
4.
Medidas de primeros auxilios
5.
Medidas contra incendios
6.
Medidas por liberación accidental
7.
Manejo y almacenamiento
8.
Controles de exposición/protección personal
9.
Propiedades físicas y químicas
10-16. Información diversa
4.4
PFR
Las reacciones en fase gaseosa se realizan principalmente en PFR, en los cuales el flujo
suele ser turbulento. Asumiendo que no haya dispersión ni gradientes radiales de temperatura, velocidad o concentración, podemos generar un modelo del flujo en este tipo de
reactor considerándolo como flujo tapón.
Flujo tapón -no hay variación radial en la velocidad,
la concentración , la temperatura o la velocidad de reacción
Materiales
que reaccionan
Productos
Figura 1-9
Use esta forma
diferencial del
balance de moles
para el pFRIreactor
empacado cuando
haya
PFR
(nuevamente).
Los reactores con flujo laminar se discuten en el capítulo 13 y los efectos de la dispersión, en el capítulo 14. Laforma diferencial de la ecuación de diseño para el PFR
dX
FAO dV = -rA
(2-15)
Sección
4.4
169
PFR
debe emplearse cuando hay caída de presión en el reactor o intercambio de calor entre el
y los alrededores. En ausencia de caída de presión o intercambio de calor, se usa la
forma integral de la ecuación de diseño del flujo tapón,
PFR
(2-16)
Por ejemplo, considere la reacción
A
productos
para la cual la ley de velocidad es
-rA = kCi
Ley de velocidad
Primero, consideramos que la reacción se efectúa en fase líquida y después en fase
gaseosa.
Fase líquida v = vo
El balance molar combinado para el PFR y ley de velocidad es
2
dX _ kC A
-- --
dV
Estequiometría
. (fase líquida)
FAO
Si la reacción se efectúa en fase líquida, la concentración de A es
/
CA = CAO (1 - X)
en tanto que para operación isotérmica podemos sacar k de la integral
v=
Combinar
F
kC AO
IX
a
dx
_ Va ( X )
(l - X)2 kC AO 1 - X
Esta ecuaClOn proporciona el volumen del reactor para lograr la converSlOn X.
Dividiendo entre V o ('t = V/vo) y despejando la conversión, encontramos
X=
donde
es el número de Damkohler para una reacción de segundo orden.
Fase gaseosa
Para reacciones en fase gaseosa a temperatura constante (T = To) y presión constante
(P = Po)' la concentración se expresa en función de la conversión:
Estequiometría
(fase gaseosa)
= FA =
C
A
V
FA
vo(l
+ EX)
= F AO(l - X) = C (l - X)
vo(l + EX)
A0(l + EX)
170
Diseño de reacto res isotérmicos
Capítulo 4
entonces, combinando el balance molar para el PFR, la ley de velocidad y la estequiometría
V - F
Combinar
-
Aa
f
x
(1 + eX)2 dX
2
kC
a
Aa (1- X) 2
La concentración de entrada CAa puede sacarse de la integral, porque no está en función de la conversión . Como la reacción se realiza isotérrnicamente, la constante de velocidad
específica de la reacción , k, también es posible sacarla de la integral.
x
Para una reacción
isotérmica, k es
constante
V
= F Aa
kC 2
Aa
f (1 + eX)2 dX
a
(1- X)2
Por las ecuaciones integrales del apéndice A.1, encontramos que
Volumen del
reactor para una
reacción de
segundo orden en
fase gaseosa
V
=
kC Aa
[2e(1
+ e) ln(1- X) + e2X + (1 + e)2 X ]
1- X
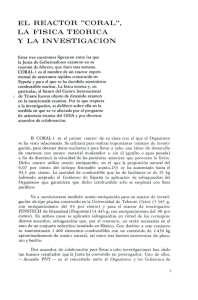
U sando la ecuación (4-17), en la figura 4-7 se muestra una gráfica de la conversión
a lo largo (es decir, en el volumen) del reactor, en cuatro reacciones diferentes, y valores
de € para el mismo valor de [va/kC AO]' ilustrando el efecto del cambio de volumen con la
reacción .
1.0 , --
- -- --
- - --
0.8
_
0.7
x
,g
El término
kC AO
mismo para cada
reacción
o
(J
- --
- -- - ---,
A- HE=--ü 5]
__- A- B[E=OO]
0.9
esel
(4-17)
0.6
__ A _
2B
_
3B
_
A-
[E=10]
[E=2.0]
0.5
0.4
kC AO
0.3
= 2.0dm 3
0.2
0.1
L -_ __
o
_
_
_
_ _ _ _ _ __
_ __
_ _----'
1.0 2.0 3.0 4.0 5.0 6.0 7.0 8.0 9.0 10.0 11.0 12.0 13.0 14.0
V (m3)
Figura 4-7
Conversión en función de la distancia a lo largo del reactor.
Ahora examinaremos el efecto del cambio en el número de moles en fase gaseosa
sobre la relación entre la conversión y el volumen. Para la temperatura y presión constantes , la ecuación (3-45) se transforma en
(3 .45)
A continuación consideraremos tres tipos de reacciones , una en la cual € = O (o = O),
otra en la que € < O (o < O) Y otra donde € > O (o > O). Cuando no hay cambio en el
número de moles con la reacción (es decir, A
B) O = O Y € = O, entonces el líquido se
Sección 4.4
171
PFR
desplaza por el reactor con flujo volumétrico constante (v = vo) a medida que la conversión aumenta.
Cuando hay reducción en el número de moles (8 < O, f < O) en fase gaseosa (es
decir, 2A --¿ B) , el flujo volumétrico del gas disminuye a medida que la conversión
aumenta; por ejemplo,
v = vo(l - 0.5X)
En consecuencia, las moléculas del gas pasarán más tiempo en el reactor del que pasarían si el flujo fuera constante, v = vD' Como resultado, ese tiempo de residencia más
prolongado produciría una mayor conversión que si el flujo fuera constante en vo'
Por otra parte, si hay aumento en el número total de moles (8 > O, f > O) en fase
gaseosa (o sea, A --¿ 2B), entonces el flujo volumétrico aumentará conforme la conversión aumenta; por ejemplo,
y las moléculas pasarán menos tiempo en el reactor del que pasarían si el flujo volumétrico fuera constante. Como resultado de este tiempo de residencia menor en el reactor,
la conversión será más baja que la que se obtendría si el flujo volumétrico fuese constante en vo'
2.0
Importancia de los
cambios de flujo
volumétrico (o sea,
l:' 1= O) con la
rea¡:;ción
1)
1.0
0.5
- k - - - - - - - - - - S = O (E =O)
--------------------------
1
S < O (E = "2)
v
Figura 4-8
Cambio del flujo volumétrico en fase gaseosa a lo largo del reactor.
En la figura 4-8 se muestran los perfiles de flujos volumétricos para los tres casos analizados. Observemos que al final del reactor se logra una conversión prácticamente global.
Ejemplo 4-3
Aspecto
económico
Producción de 300 millones de libras al año de etileno en un
un PFR a escala industrial
PFR:
diseño de
El etileno ocupa el cuarto lugar en Estados Unidos en lo que respecta al total de producto químico sintetizado al año y es el producto químico orgánico que ocupa el primer lugar de producción anual. Se produjeron más de 50 mil millones de libras en el 2000, que se vendieron a 0.27
172
Diseño de reactores isotérmicos
Capítulo 4
centavos de dólar por libra. El 67 % del etileno producido se emplea en la fab}icación de plásticos , el 20% para óxido de etileno , el 16% para bicloruro de etileno y etilenglicol , el 5% para
fibras y el 5% para disolventes.
Determine el volumen del PFR necesario para producir 300 millones de libras de etileno
al año por desintegración catalítica de una corriente de alimentación de etano puro . La reacción
es irreversible y sigue una ley de velocidad elemental. Se desea lograr una conversión del 80%
de etano haciendo que el reactor funcione isotérmicamente a 1100 K Y una presión de 6 atm.
Los usos
Solución
A ------+ B + C
Como deseamos que el lector se familiarice tanto con unidades métricas como con unidades del sistema inglés, trabajaremos algunos ejemplos con unidades inglesas.
El flujo molar del etileno que sale del reactor es
FB
=
=
300 X 106
0.340 lb
ano
X
X lb mol
1 año X 1 día X
365 días
24 h
3600 s
28 lb
(154.4
A continuación se calcula la velocidad de alimentación molar de etano, F AO ' para producir 0.34 lb mol/s de etileno cuando se logra una conversión del 80%.
FB
=
FAOX
0.34 = 0.425 lb mol
0.8
s
(402 X 10 6 lb/año)
1. Ecuación de diseño del PFR:
(2-15)
Balance molar
Reacomodando e integrando para el caso en que no hay caída de presión y la operación
es isotérmica, se obtiene
V
=
FAO
x dX
I
o
--rA
2. Ley de velocidad: 3
3
Ind.Eng. Chem. Process Des. Dev., 14,218 (1975); Ind. Eng. Chem., 59(5), 70 (1967).
(E4-3.1 )
Sección 4.4
173
PFR
I-rA=
Ley de velocidad
kC Al con
k = 0.072
8-
1
(E4-3.2)
en 1000 K
La energía de activación es de 82 kcal/g mol.
3. Estequiometría. Para operación isotérmica y caída de presión despreciable, la concentración de etano se calcula como sigue:
Fase gaseosa, T y P constantes:
Estequiometría
(E4-3.3)
(E4-3.4)
4 . A continuación combinaremos las ecuaciones (E4-3 .1) a (E4-3.3) para obtener
v=
Combinación
de la ecuación
de diseño, la ley
de velocidad y
la e8tequiometría
F
IX
dX
AO o kCAO(l- X)/(l
+ eX)
= F
AO
IX
(l + eX) dX
o kCAO(l- X)
(E4-3.5)
=
FAO
IX
CAO
(l +eX)dX
k(l- X)
o
5. Evaluar.
Como la reacción se realiza isotérmicamente, podemos sacar k de la integral y recurrir al
apéndice A.I para efectuar la integración.
v=
Solución analítica
F AO
kC AO
I
x (l
o
+ eX) dX =
I-X
F AO [( I
kC AO
+ e)
In _1_ - ex]
I-X
(E4-3.6)
6. Evaluación de parámetros:
C
Evaluación
AO -
C
YAO
1
- yAO Po - (1) (
6 atm
TO - RT o (0.73 pies 3. atm/lb mol, °R) X (l9800R»)
(0.066 mol/dm 3 )
=0.00415
pieS
8
= YAOO =
(1)(1
+ 1-
1) = 1
¡Sorpresa! La constante de velocidad k se da a 1000 K, por lo que es necesario calcular
k en las condiciones de reacción , que son de 1100 K.
174
Diseño de reactores isotérmicos
=
T ¡J]
k(T¡) exp E
- (T2
-- [ R T¡T 2
Capítulo 4
(E4-3.7)
-- 0.072
- exp [ 82,000 cal/gmol(lIOO-IOOO) K ]
s
1.987 caV(g mol, K)(lOOO K)(lIOO K)
= 3.07 s - ¡
Sustituyendo la ecuación (E4-3 .6) se obtiene
v=
0.425 lb molJs
(3.07/s)(0.00415Ib molJpies 3 )
= 33.36 Pies
Para X
=
3
[
2 In
(E4-3.8)
(1 2X J-x]
0.8 ,
v=
[O+ 1) In _1_
- O)X]
1- X
3
33.36 pies [ 2 In
e J_10.8
0 .8]
= 80.7 pies 3 = (2280 dm 3 = 2.28 m 3 )
Se decidió usar un banco de tubos cédula 80 de 2 pulgadas en paralelo y de 40 pies de
largo . Para el tubo cédula 80 , el área de la sección transversal , Ac' es 0.0205 pies 2 . El número
de tubos que necesitamos es de
Número de PFR en
paralelo
.
n=
80.7 pies 3
(0.0205 pies 2 )(40 pies)
98.4
(E4-3.9)
Para determinar los perfiles de conversión y las concentraciones a lo largo del reactor, z, dividiremos la ecuación del volumen (E4-3.8) entre el área de la sección transversal, Ac-
v
z=-
Ac
(E4-3.1O)
La ecuación (E4-3.9),junto con Ac = 0.0205 pies 2 , así como las ecuaciones (E4-3 .8) y (E4-3.3)
se emplearon para obtener la figura E4-3.1. Al usar un banco de 100 tubos, tendremos el volumen del reactor necesario para preparar 300 millones de libras al año de etileno a partir de
etano . En la figura E4-3.1 se muestran los perfiles de conversión y concentración a lo largo
de cualquiera de los tubos.
Sección 4.5
175
Caída de presión en reactores
Conversión
0.004
i(J)l
al
0.8
0.0035
0.7
0.003
0.6
(3
E
g
0.0025
0.5 e
e
'o
'(3
0,002
0.4 ID
>
eal
0.0015
0.3 ü
'o
'00
e
O
ü
e
O
ü
0,2
0.001
Etano, CA
0,0005
0,1
o
o
O 5
10
15
20
25
30
35
40
45
50
Distancia a lo largo del reactor z (pies)
Figura E4·3.1
4.5
La caída de presión
se desprecia para
cálculos de cinética
en fase líquida
Para reacciones en
fase gaseosa, la
caída de presión
puede ser muy
importante
Perfiles de conversión y concentración.
Caída de presión en reactores
Para reacciones en fase líquida, la concentración de reactivos se ve afectada de manera
insignificante por cambios inclusive bastantes grandes de presión global. En consecuencia, se puede ignorar por completo el efecto de la caída de presión sobre la velocidad de
reacción al determinar el tamaño de reactores químicos en fase líquida. Sin embargo,
para reacciones en fase gaseosa, la concentración de las especies reaccionantes es proporcional a la presión global; en consecuencia, tomar en cuenta de manera correcta los
efectos de la caída de presión sobre el sistema de reacción constituye, en muchos casos,
un factor clave para el éxito o el fracaso de la operación del reactor. Este hecho es particularmente cierto en microrreactores empacados con catalizador sólido. En este caso, los
canales son tan pequeños (véase sección 4.8) que la caída de presión logra limitar el paso
del flujo y, por lo tanto, la conversión para reacciones en fase gaseosa.
4.5.1
Caída de presión y ley de velocidad
A continuación nos enfocaremos en explicar la caída de presión y la ley de velocidad.
Para un gas ideal , recordemos que la ecuación (3-46) permite escribir la concentración
de la especie reaccionante i como sigue:
c. = e
1
Aa
[®¡++ eXV¡x) Pop TTo
1
(4-18)


![A↔ B (-rA) = 0.04CA-0.01CR, [=] mol*L](http://s2.studylib.es/store/data/005357341_1-6e8dd554fb791e1c2c9f555a9c29f5b3-300x300.png)