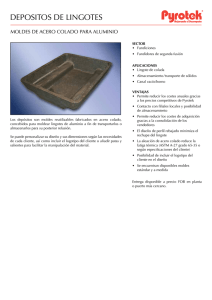
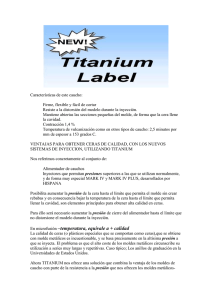
ORGANISMO NACIONAL DE NORMALIZACIÓN Y CERTIFICACIÓN DE LA CONSTRUCCIÓN Y EDIFICACIÓN, S.C. PROYECTO DE NORMA MEXICANA PROY-NMX-C-281-ONNCCE-2006 (Esta norma cancela y sustituye a la NMX-C-281-1985) “INDUSTRIA DE LA CONSTRUCCIÓN - CONCRETO - MOLDES PARA ELABORAR ESPECIMENES CILÍNDRICOS DE CONCRETO VERTICALMENTE PARA PRUEBAS ESPECIFICACIONES Y MÉTODOS DE PRUEBA” “BUILDING INDUSTRY - CONCRETE - MOLDS FOR FORMING CONCRETE TEST CYLINDERS VERTICALLY - SPECIFICATIONS AND TEST METHODS” Organismo Nacional de Normalización y Certificación de la Construcción y Edificación, S.C. Constitución #50, Col. Escandón C.P. 11800, México, D.F. Tel. 5273 1991 Fax. 5273 3431 Correo electrónico: [email protected] Internet: http://www.onncce.org.mx ©PROHIBIDA SU REPRODUCCIÓN PARCIAL O TOTAL SIN AUTORIZACIÓN POR ESCRITO DEL ONNCCE PROYECTO DE NORMA MEXICANA PROY-NMX-C-281-ONNCCE-2006 (Esta norma cancela y sustituye a la NMX-C-281-1985) “INDUSTRIA DE LA CONSTRUCCIÓN - CONCRETO - MOLDES PARA ELABORAR ESPECIMENES CILÍNDRICOS DE CONCRETO VERTICALMENTE PARA PRUEBAS -ESPECIFICACIONES Y MÉTODOS DE PRUEBA” “BUILDING INDUSTRY – CONCRETE – MOLDS FOR FORMING CONCRETE TEST CYLINDERS VERTICALLY - SPECIFICATIONS AND TEST METHODS” Organismo Nacional de Normalización y Certificación de la Construcción y Edificación, S.C. Constitución #50, Col. Escandón C.P. 11800, México, D.F. Tel. 5273 1991 Fax. 5273 3431 Correo electrónico: [email protected] Internet: http://www.onncce.org.mx ©PROHIBIDA SU REPRODUCCIÓN PARCIAL O TOTAL SIN AUTORIZACIÓN POR ESCRITO DEL ONNCCE COMITÉ TÉCNICO DE NORMALIZACIÓN DE MATERIALES COMPONENTES Y SISTEMAS ESTRUCTURALES CTN- 1 0. PREFACIO En la elaboración de esta norma, participaron las siguientes Empresas e Instituciones: – – – – – – – – – – – – – – – – – – – – ASEGURAMIENTO DE CALIDAD Y LABORATORIO, S.A. DE C.V. ASOCIACIÓN MEXICANA DE LA INDUSTRIA DEL CONCRETO PREMEZCLADO A.C. (AMICPAC) ASOCIACIÓN NACIONAL DE LABORATORIOS INDEPENDIENTES AL SERVICIO DE LA CONSTRUCCIÓN, A.C. (ANALISEC) CEMEX CONCRETOS, S.A.DE C.V. CONCRETOS CRUZ AZUL, S.A. DE C.V. CONCRETOS KARYMA, S.A. DE C.V. DURO ROCK, S.A. DE C.V. HOLCIM APASCO S.A. DE C.V. INGENIERIA GEOTECNICA Y CONTROL DE CALIDAD, S.A. DE C.V. INSPECTEC, SUPERVISIÓN Y LABORATORIOS, S.A. DE C.V. INSTITUTO MEXICANO DEL CEMENTO Y DEL CONCRETO, A.C. (IMCYC) LABORATORIO DE CONTROL, S.A. DE C.V. LADEMAC, S.A. DE C.V. LANC, S.C. / LABORATORIO DE ALTO NIVEL EN CALIDAD LATINOAMERICANA DE CONCRETOS, S.A.. DE C.V. (LACOSA) PEP INGENIERIA DE SUELOS, S.A. DE C.V. SAN MARINO INGENIERIA, S.A. DE C.V. SECCIÓN CENTRO Y SUR CIUDAD DE MÉXICO DEL AMERICAN CONCRETE INSTITUTE, A.C. (ACI) SECRETARIA DE OBRAS Y SERVICIOS DEL G.D.F. TK INSTRUMENTACION, S.A. DE C.V. ÍNDICE 0. 1. 2. 3. 4. 4.1 4.1.2 4.2 4.2.1 4.2.2 4.3.1 4.3.1.1. 4.3.1.2. 4.3.1.3. 4.3.2. 4.3.2.1. 2 de 10 PREFACIO ............................................................................................................................... Página OBJETIVO Y CAMPO DE APLICACIÓN.................................................................................. REFERENCIAS ........................................................................................................................ CLASIFICACION ...................................................................................................................... ESPECIFICACIONES............................................................................................................... Construcción de los moldes...................................................................................................... Dimensiones ............................................................................................................................. Moldes no desechables ............................................................................................................ Requisitos de la base ............................................................................................................... Moldes de tramo de tubo .......................................................................................................... Requisitos físicos...................................................................................................................... Calidad de estanco ................................................................................................................... Absorción.................................................................................................................................. Elongación ................................................................................................................................ Moldes de cartón ...................................................................................................................... Paredes laterales...................................................................................................................... PROY-NMX-C-281-ONNCCE-2006 4.3.2.2. 4.3.2.3. 4.4. 4.4.1. 4.4.2. 4.4.3. 4.4.4. 5. 5.1 5.2. 5.2.1. 5.2.2. 5.2.2.1. 5.2.3. 6. 7. 8. 9. A. A.1 1. Base ......................................................................................................................................... Impermeabilidad del molde....................................................................................................... Moldes de lamina de metal de un solo uso............................................................................... Espesor de la lámina ................................................................................................................ Diseño de la base ..................................................................................................................... Borde superior .......................................................................................................................... Recubrimiento........................................................................................................................... MÉTODO DE PRUEBA PARA LA ELONGACION, ABSORCIÓN Y ESTANQUIDAD.............. Aparatos ................................................................................................................................... Procedimiento para moldes desechables ................................................................................. Muestreo................................................................................................................................... Absorción y elongación............................................................................................................. Cálculos.................................................................................................................................... Prueba de la estanquidad ......................................................................................................... RECHAZO ................................................................................................................................ INFORME ................................................................................................................................. BIBLIOGRAFÍA......................................................................................................................... CONCORDANCIA CON NORMAS INTERNACIONALES........................................................ APÉNDICE INFORMATIVO ..................................................................................................... Vigencia.................................................................................................................................... OBJETIVO Y CAMPO DE APLICACIÓN Esta norma mexicana establece las especificaciones que deben cumplir los moldes para elaborar especimenes de concreto verticalmente para ser empleados en pruebas. 2. REFERENCIAS Esta norma se complementa con las siguientes normas mexicanas: NMX-C-111-ONNCCE Industria de la construcción - Concreto - Agregados - Especificaciones. NMX-C-159-ONNCCE Industria de la construcción - Concreto - Elaboración y curado en el laboratorio de especimenes. NMX-C-160-ONNCCE Industria de la construcción - Concreto - Elaboración y curado en obra de especimenes de concreto. NMX-C-163-ONNCCE Industria de la construcción - Determinación de la resistencia a la tensión por compresión diametral de cilindros de concreto. 3. CLASIFICACIÓN Los moldes que ampara esta norma son de un solo grado de calidad y se clasifican en dos tipos. Tipo 1.- No desechables Se emplean más de una vez y deben fabricarse de materiales no absorbentes. Ej. Los de un tramo de tubo de lámina rolada Tipo 2.- Desechables, ej. De cartón, de plástico lámina de metal de un solo uso 4. ESPECIFICACIONES 4.1. Construcción de los moldes Los siguientes requisitos son aplicables a ambos tipos de moldes. 4.1.1. Forma Los moldes deben ser construidos en forma de cilindros rectos con la parte superior abierta para recibir en su interior el concreto. Deben estar hechos de materiales que no reaccionen con el concreto que contenga Cemento Portland o cualquier otro cemento hidráulico. Deben ser estancos, suficientemente fuertes y rígidos para permitir su empleo sin PROY-NMX-C-281-ONNCCE-2006 3 de 10 que se rasguen, aplasten o deformen. Ciertos moldes desechables pueden requerir el empleo de un dispositivo especial, tal como un tubo de metal grueso alrededor del molde durante el moldeo con el fin de mantener las tolerancias dimensionales especificadas en el inciso 4.1.2. Esta especificación se verifica visualmente. 4.1.2. Dimensiones Obtener el promedio de dos medidas tomadas a 90 grados una respecto a la otra. Los moldes deben tener una altura nominal interior, igual a dos veces el diámetro nominal interior. El diámetro promedio de cada molde no debe diferir del diámetro nominal en más de 1 % y ningún otro diámetro individual debe diferir de cualquier otro diámetro en más del 2 %. La altura promedio no debe diferir de la altura nominal en más del 2 %. Los planos del borde superior del molde, así como la base, deben ser perpendiculares al eje del molde con una tolerancia de medio grado que equivale aproximadamente a 3 mm en 300 mm. Esta especificación de acuerdo con el método de prueba establecido en 6.1.3 4.1.3. Requisitos físicos 4.1.3.1. Estanquidad Los moldes objetos de la presente norma no deben presentar fugas visibles. Esta especificación se verifica de acuerdo con el método de prueba establecido en 6.1.7. 4.1.3.2. Absorción La absorción no debe exceder de los valores dados en la tabla 1. Para interpolar valores intermedios éstos deberán ser calculados proporcionalmente al cuadrado de las alturas; esta prueba no se requiere para moldes metálicos y plásticos. Esta especificación se verifica de acuerdo con el método de prueba establecido en 6.1.6. 4.1.3.3. Elongación Cuando se pruebe como se describe en el inciso 6.1.8. la elongación después de la prueba no debe exceder en 0,2% de la altura como se indica en la tabla 1. Esta especificación no aplica para moldes metálicos y plásticos. Tabla1.- Límites para absorción y elongación Altura nominal del molde en mm Absorción máxima en gr Elongación máxima en cm3 (ml) 100 150 200 300 450 600 900 2,7 6 11 24 54 96 216 0,2 0,3 0,4 0,6 0,9 1,2 1,8 Esta especificación se verifica de acuerdo con el método de prueba establecido en 6.1.6. 4.2. 4 de 10 Moldes no desechables PROY-NMX-C-281-ONNCCE-2006 4.2.1. Requisitos de la base Los moldes no desechables deben estar provistos de una base en el extremo inferior que forme un ángulo recto con el eje del cilindro. Si los moldes son de fundición, la base puede ser parte integral de la pared lateral. Sin embargo, en muchos casos la base puede ser una placa separada y maquinada para recibir las paredes laterales cilíndricas con un dispositivo para sujetarlas. Indicar en una figura ilustrativa. Esta especificación se verifica visualmente. 4.2.2. Moldes de tramo de tubo Pueden hacerse moldes satisfactorios de tramos de tubos con una ranura lateral paralela al eje con dispositivos para cerrar dicha ranura y para fijar la placa de base. Las tolerancias dimensionales (4.1.2.) requeridas deben mantenerse después de cerrar la ranura y asegurar la placa de base. Los materiales no absorbentes empleados en la fabricación de moldes incluyen el fierro, el latón, el acero y plásticos. Las aleaciones de aluminio y de magnesio pueden ser reactivas con los constituyentes del cemento y por lo tanto no son aceptables. 4.3. Moldes desechables Los moldes diseñados para un número limitado de usos, a opción del comprador, pueden ser como se describe a continuación. 4.3.1. Moldes de cartón Cuando se use cartón u otro material fibroso potencialmente absorbente como principal material estructural en la construcción de las paredes laterales y base de los moldes, éstos deben cumplir con los requisitos siguientes: 4.3.1.1. Paredes laterales Las paredes laterales de los moldes de papel, deben ser hechas con un mínimo de tres capas teniendo un espesor combinado de no menos de 2 mm. Las juntas en el interior del molde no deben abrirse más de 0,5 mm. El espesor mínimo mencionado del material empleado en las paredes laterales y en la base se considera adecuado para cilindros hasta 155 mm de diámetro. Para cilindros mayores, se requiere material más grueso que cumpla con los requisitos del inciso 4.1.2. de esta norma. Esta especificación de acuerdo con el método de prueba establecido en? Falta el método de prueba. 4.3.1.2. Base La base del molde debe estar hecha de metal o de papel. si es metal, no debe ser menor de 0,25 mm de espesor y con un recubrimiento para evitar la corrosión. El borde interior, si es que lo tiene, puede producir una hendidura alrededor de la circunferencia del cilindro de no más de 5 mm en la dirección radial y no más de 3 mm en la dirección vertical (véase fig. 1). Si la base del molde es de cartón, éste debe ser de cartón resistente de no menos de 1 mm de grueso. Debe pegarse a las paredes exteriores por medio de una brida de no menos de 20 mm de altura. El pegamento debe ser insoluble en agua y que no reaccione con el concreto fresco. En la parte interior de la base del molde deberá estar expuesta la cantidad mínima posible de adhesivos. Esta especificación de acuerdo con el método de prueba establecido en? Falta el método de prueba. 4.3.1.3. Impermeabilidad del molde PROY-NMX-C-281-ONNCCE-2006 5 de 10 Los moldes hechos de cartón o de fibra deben estar completamente cubiertos por dentro y por fuera, en las paredes laterales y en la base, con una capa de un material adecuado del grado conocido como parafina cruda en escamas o de cualquier grado superior. Una película de parafina de un espesor de 2 mm es suficiente. Se debe conservar las dimensiones nominales que se establecen en 4.1.2. después de aplicar la parafina. El borde superior debe ser impermeabilizado cuidadosamente para evitar la absorción en esta zona. Las superficies de la base metálica, que cumplan con lo señalado en el inciso 4.1.3.2., no necesitan un recubrimiento adicional. Cualquier capa impermeabilizante usada para este propósito debe tener una temperatura de fusión no menor de 323 K (50°C). Tales recubrimientos pueden ser inadecuados para moldes que estén sujetos a temperaturas superiores a 323 K (50°C) ya sea antes o después de haber sido llenados de concreto. El recubrimiento debe formar una película en el interior, que reduzca la adherencia del concreto con las caras laterales y la base. Esta especificación de acuerdo con el método de prueba establecido en? Falta el método de prureba. Lamina volteada hacia afuera cuando se haga hacia adentro el Ø máximo es de 3,2 mm minima 0,7 mm minima 20 mm E Detalle Z Z máximo de 5 mm E es el espesor f en cartón de 2 mm mínimo F en lámina de 0,3 mm mínimo máximo de 3 mm t 1,5 Detalle Z Figura 1.- Molde 6 de 10 PROY-NMX-C-281-ONNCCE-2006 Soldadura barra de acero, Ø = 12,7 mm Micrómetro Graduaciones de 0,01 mm tornillo para ajuste de altura barra de acero, Placa de vidrio de 200 mm X 200 mm X 6.4 mm Ø = 19 mm Molde soldadura Placa de acero de 250 mm x 250 mm x 10 mm nota: la longitud de la barra de Ø = 19 mm es de 500mm Figura 2.- Aparato de prueba recomendable 4.3.2. Moldes de lámina de metal de un solo uso Cuando el material predominante en la fabricación de estos moldes sea lámina de metal delgada, debe cumplir con los siguientes requisitos: 4.3.2.1. Espesor de la lámina La pared lateral y la base de los moldes deben ser fabricadas de lámina metálica con un espesor mínimo de 0,3 mm. Esta especificación de acuerdo con el método de prueba establecido en ? Falta el método de prureba. 4.3.2.2. Diseño de la base La base debe ser diseñada de tal modo que embone con el borde inferior de la pared lateral con un espesor de 6.35 mm de espesor /1/4). Si se emplea en doblez hacia adentro, la muesca producida en el cilindro de concreto debe cumplir con lo indicado en el inciso 3.1.2. 4.3.2.3. Borde superior El borde superior de la cara lateral debe ser redondeado o tener otra pestaña para reforzar el molde y proteger al operador de bordes filosos. Si se fabrica con un doblez hacia adentro, la muesca producida en el cilindro de concreto no debe exceder de 3,2 mm ya sea en dirección radial o vertical. PROY-NMX-C-281-ONNCCE-2006 7 de 10 Esta especificación de acuerdo con el método de prueba establecido en ? Falta el método de prureba. 4.3.2.4. Recubrimiento Si el molde está hecho de material que se oxide, se corroa, reaccione o se adhiera al concreto fresco o endurecido, debe ser recubierto por una capa protectora de laca, pintura u otro material adecuado. Esta especificación se verifica visualmente. 5. MUESTREO Por cada embarque de moldes desechables o no desechables se deberá tomar una muestra de 3 moldes al azar para verificar el cumplimiento de esta norma. Estos moldes no deben usarse ni volverse a probar. 6. MÉTODOS DE PRUEBA 6.1. Métodos de prueba para la elongación, absorción y estanquidad Falta: Materiales auxiliares. 6.1.2. Equipo, aparatos y/o instrumentos El dispositivo empleado para la prueba de absorción - elongación debe satisfacer los requisitos ilustrados en la fig. 2. 6.1.3. Preparación y acondicionamiento de las muestras Se llena el molde para la prueba con agregado grueso de un tamaño máximo que no exceda de una tercera parte del diámetro del molde, seco y triturado, que reúna los requisitos granulométricos de acuerdo a la NMX-C-111, (véase Capítulo 2). Llenar el molde con el agregado y compactar por el procedimiento de varillado especificado en la NMX-C-159 (véase Capítulo 2). En algunas ocasiones puede no obtenerse la penetración de la varilla de compactación especificada en dicha norma. Después de varillar la última capa se vacía el agregado grueso, se limpia el molde ligeramente con un paño seco y se examina para ver el daño físico causado. Falta: Condiciones ambientales. 6.1.5. Procedimientos para moldes desechables Todos los tipos de moldes desechables deben estar sujetos a la prueba del agregado grueso seco como se describe en el inciso 6.1.6. Para evaluar su resistencia al deterioro causado por el uso. Los moldes de papel o de cualquier otro material potencialmente absorbente deben ser probados adicionalmente para la absorción, elongación y estanquidad. Los moldes de lámina metálica de masa ligera y otros moldes obviamente no absorbentes, no necesita ser probada su elongación y absorción. Se deben verificar los requerimientos dimensionales de todos los moldes. Los moldes de plástico deben cumplir con los siguientes requisitos: Las paredes deben ser lo suficientemente rígidas para cumplir con lo indicado en el punto 4.1. de la NMX C 281. Para lograr lo anterior, se puede hacer por medio de un mayor espesor de la pared del mismo material, o mediante la combinación de diferentes capas y la que esté en contacto con el concreto con mayor rigidez. 8 de 10 PROY-NMX-C-281-ONNCCE-2006 La base del molde debe ser diseñada de tal forma que ésta se encuentre a nivel respecto a la base de las paredes con una tolerancia de 2 mm. La base y las paredes en su parte inferior deben ser perpendiculares entre si y lisas. La base en la parte inferior debe tener una rigidez adecuada para prevenir una deformación permanente cuando los especimenes de concreto son elaborados de acuerdo con el método indicado en la norma NMX-C-160. El proveedor de moldes debe especificar lo siguiente: − Que el material plástico usado en los moldes tenga una absorción de agua máxima de 0,05 % en 24 h usando el método ASTM-D-570. Se debe hacer la traducción del método, por que no se puede hacer referencia a normas extranjeras. − Que el molde de plástico al ser sometido a una temperatura de –12° C durante 24 h éste no se fracture cuando se somete al varillado del concreto durante la elaboración de los especimenes según lo indicado en la norma NMXC-160. 6.1.6. Procedimiento de absorción y elongación Después de haber realizado lo que se indica en el inciso anterior, se determina la masa del molde y se registra ésta con una aproximación de 0,04 g por cm de altura del molde. Se coloca el molde, sobre una superficie firme y plana, se llena con agua a la temperatura ambiente hasta un 90 % a 95 % de altura del molde, se coloca el molde sobre la placa de soporte del micrómetro y se cubre con una placa de metal o de vidrio. Se registra la longitud indicada con el micrómetro de carátula con una aproximación de 0,01 mm. Se deja el molde reposar durante 3 h y se toma la lectura final del micrómetro. Se examina y registra cualquier fuga visible. Se vacía el agua del molde, se seca ligeramente con una toalla y se registra la masa final con una aproximación de 0,04 g por centímetros de altura del molde. 6.1.7. Procedimiento de prueba de la estanquidad Se llenan los moldes con agua hasta un 90 % a 95 % de la altura nominal, se somete el molde a una acción de golpeo ligero la cual se juzgue sea lo típico de lo que ocurre cuando los especimenes son moldeados de acuerdo con lo aplicable en la NMX-C-160 y la NMX-C-159 (véase Capítulo 2). Únicamente los moldes no desechables que lo requieran, podrán sellarse con el material adecuado, antes de efectuar la prueba. Una hora después de haber golpeado el molde se le examina para ver si hay fugas visibles. 6.1.8. Cálculos Se calcula la elongación como la diferencia entre la longitud final y la longitud inicial del molde. Se calcula la absorción como la diferencia entre la masa final y la masa inicial del molde. Se verifican todos los requerimientos dimensionales del molde. Falta: Precisión. 6.1.9. Informe de la prueba Cuando sea aplicable para determinado tipo de molde probado, el informe debe incluir lo siguiente para cada uno de ellos. - Marca o procedencia de los moldes PROY-NMX-C-281-ONNCCE-2006 9 de 10 - Embarque o lote de donde el molde fue tomado - Fecha del muestreo y fecha de la prueba - Breve descripción general del molde incluyendo las dimensiones nominales, tipo del molde y de los materiales de los cuales esta hecho. - Absorción en gramos, si está especificado - Elongación total en milímetros, si esta especificado - Estanquidad registrada en los términos requeridos o de falla por fugas. Para muestras que no cumplan los requerimientos de esta norma, cuando sea aplicable para determinado tipo de molde probado, el informe debe incluir además lo siguiente: - Promedios del diámetro y la altura en milímetros - Máximos y mínimos de los diámetros y alturas en milímetros. - Desviación de la perpendicularidad requerida del borde de la base, con el eje del molde. - Punto de fusión de los materiales de recubrimiento y sellado cuando sea menor al especificado 323 K (50°C). - Espesor mínimo de los materiales en las caras laterales y la base. - Dimensión del doblez en el fondo, en el borde superior o en la construcción de la base. 7. EVALUACIÓN DE LOS RESULTADOS Los moldes pueden ser rechazados por no cumplir con cualquiera de las especificaciones contempladas en esta norma, por demostrar que los especimenes moldeados en ellos no cumplen con los requisitos de forma y dimensiones señalados en las normas oficiales mexicanas; NMX-C-160 y NMX-C-159, (véase Capítulo 2). Falta: Marcado, Etiquetado, Envase y Embalaje. 8. BIBLIOGRAFíA NMX-C-251-ONNCCE ASTM-C-470-81 9. Industria de la construcción – Concreto – Terminología. SPECIFICATIONS FOR MOLDS FOR FORMING CONCRETE TEST CYLINDERS VERTICALLY. CONCORDANCIA CON NORMAS INTERNACIONALES Esta norma no es equivalente con ninguna norma internacional por no existir referencia alguna en el momento de su elaboración. A. APÉNDICE INFORMATIVO A.1. Vigencia La presente norma entrará en vigor a los sesenta días siguientes de la declaratoria de vigencia publicada por la Secretaría de Economía (SE) en el Diario Oficial de la Federación. 10 de 10 PROY-NMX-C-281-ONNCCE-2006