- Ninguna Categoria
Procesos de Manufactura II: Torno y Mecanismos
Anuncio
PROCESOS DE MANUFACTURA II INTRODUCCION 1 1.1 MECANISMO 2 1.2 CINEMÁTICA 4 1.3 MAQUINAS-HERRAMIENTAS 6 2 TORNO 8 2.1 TIPO DE TORNO 8 2.1.1 TORNO PARALELO 8 2.1.2 TORNO COPIADOR 9 2.1.3 TORNO REVOLVER 10 2.1.4 TORNO AUTOMATICO 10 2.1.5 TORNO VERTICAL 11 2.1.6 TORNO CNC 11 2.1.7 OTROS TIPOS DE TORNOS 14 2.2 15 CINEMATICA DE UN TORNO PARALELO 3.- VELOCIDAD DE CORTE. 19 3.1 CÁLCULO DE LA VELOCIDAD (r/min). 19 3.2 CÁLCULO DE AVANCE (r/min). 20 1 MAQUINAS-HERRAMIENTAS Introducción. Tomando en cuenta el acelerado cambio tecnológico, y que el periodo de tiempo para la sustitución de la tecnología ha cambiado considerablemente, se hace necesario que a quien está dentro de la industria metal-mecánica domine los factores que han persuadido la evolución de las máquinas-herramientas por arranque de viruta, siendo un factor importante, el avance en el estudio de nuevos materiales para la elaboración de herramientas, que han permitido elevar considerablemente la velocidad de corte. Teniendo un mayor conocimiento de los problemas, y el desarrollo de técnicas analíticas que permite un adecuado diseño que ofrezcan posibilidades de optimización de los proyectos . Además de estos factores puramente técnicos hay otros, los relacionados con la capacitación del capital humano que han determinado de alguna forma el desarrollo del trabajo en las máquinas-herramientas y la mejora continua. Entre estos aspectos destacan la consideración de las estadísticas de piezas, los sistemas de fabricación y las exigencias desde puntos de vista de seguridad. Hoy nos es posible por la evolución de la capacidad de arranque de viruta, pasar de velocidades del orden de cinco metros por minuto, que se efectuaban a principios del siglo pasado, a velocidades de 40 m x min. Ello conlleva consecuencia, en las máquinas-herramientas, un incremento de la velocidad, extensión de la gama de velocidades, aumento de la potencia de las máquinas e incremento de su capacidad. La mejora en acabados y su reducción de tiempos de maquinado, así como la exactitud de los maquinados, es un ingrediente importante para poder establecer ajustes de gran precisión, los cuales son logrados principalmente, con mecanismos fortalecidos y estabilidad térmica. Un dispositivo de compensación, lo encontramos en el huesillo de bolas. A principios del siglo pasado, los avances de las máquinas-herramientas, se efectuaban a través de un dispositivo que consistía, en una tuerca de cuerda acme o cuadrada, elaborada en fierro colado o en bronce, el husillo se fabricaba en acero grado maquinaria. En la actualidad las maquinas CNC y algunas otras de 2 alta velocidad de avance, se manufacturan con husillo de bolas, esto consta de un cilindro, que en su interior contiene varias balas esféricas de acero templado y rectificado, por su parte el husillo, aparentemente se ve como si fuese de cuerda acme, pero no lo es así, la fabricación de estos hilos, tienen cierto radio, tanto en los valles como en las cresta. MECANISMO: Es el acoplamiento de dos o más elementos que nos permiten modificar una fuerza, una velocidad y/o un movimiento de entrada a otros diferentes de salida. Estos mecanismos van colocados o sujetos sobre ejes de transmisión Los mecanismos nos ayudan a modificar el movimiento circular a lineal, o a uno alternativo, reducir la velocidad o aumentarla. Ejemplo de algunos mecanismos: El engrane de veinte dientes ensamblado con uno de diez. El de veinte dientes es la entrada y por consiguiente el de diez es la salida, esto nos indica que la velocidad se aumentara al doble y si el de diez fuese la que entra, la velocidad seria de un medio. El juego de poleas es un mecanismo que permite aumentar la fuerza MECANISMO DE BIELA-MANIVELA: Es un mecanismo que transforma el movimiento rotatorio en movimiento lineal. Cuando la manivela gira la biela retrocede y avanza, este es un movimiento alternativo. La distancia que se ha desplazado la biela depende de la longitud de la manivela. La biela se desplaza el doble de la longitud de la manivela. LEVAS: Este mecanismo también transforma el movimiento rotatorio en lineal. Una leva es un trozo de metal con una forma especial que se sujeta en un eje. Un rodillo de leva es un mecanismo diseñado para subir y bajar mientras sigue la forma o perfil de la leva. Se puede mantener firmemente por medio de la gravedad o por medio de la acción de un muelle. El perfil de una leva determina la distancia recorrida por su rodillo. ENGRANAJES: Rueda o cilindro dentado empleado para transmitir un movimiento giratorio o alternativo desde una parte de una máquina a otra. Un conjunto de dos o más engranajes que transmite el movimiento de un eje a otro se denomina tren de engranajes. Los engranajes se utilizan sobre todo para transmitir movimiento giratorio, pero usando engranajes apropiados y piezas dentadas planas pueden transformar movimiento alternativo en giratorio y viceversa. 3 El engranaje más sencillo es el engranaje recto, una rueda con dientes paralelos al eje tallados en su perímetro. Los engranajes rectos transmiten movimiento giratorio entre dos ejes paralelos. En un engranaje sencillo, el eje impulsado gira en sentido opuesto al eje impulsor. Si se desea que ambos ejes giren en el mismo sentido se introduce una rueda dentada denominada 'rueda loca' entre el engranaje impulsor o motor y el impulsado. La rueda loca gira en sentido opuesto al eje impulsor, por lo que mueve al engranaje impulsado en el mismo sentido que éste. Cálculo de la relación de transmisión de un tren de engranaje simple: Número de dientes del engranaje motriz / número de dientes del engranaje arrastrado TORNILLO SIN FIN Y RUEDA HELICOIDAL: El tornillo sin fin de la rueda helicoidal transmite el movimiento entre ejes que están en ángulo recto. Un engranaje helicoidal tiene solo un diente con forma de hilo de rosca. Cuando el tornillo sin fin da una vuelta completa, solo gira un diente de la rueda helicoidal, ósea, para hacer que la rueda helicoidal de una vuelta completa, el tornillo sin fin tiene que girar el número de veces que dientes tiene la rueda helicoidal. Cálculo de la relación de transmisión: Número de dientes del tornillo sin fin / número de dientes de la rueda helicoidal El movimiento de giro de algunas lavadoras, el motor con ayuda de polea, engrane y cremallera, cambia de un movimiento circulatorio a uno lineal y de lineal a uno alternativo. 4 1.2 CINEMÁTICA Conjunto de elementos mecánicos unidos entre sí por medio de acoplamientos esféricos o cilíndricos. El objeto de una cadena cinemática consiste en transformar un movimiento determinado en otro, de tipo distinto, según una ley deseada. Ejemplos de mecanismos de este tipo son: el conjunto nivela, que transforma el movimiento alternativo del pistón en la rotación de la manivela; el sistema levavarilla-balancín, que transforma el giro de la leva en la traslación alternativa oscilatoria de la válvula; el cuadrilátero articulado, muy extendido en las suspensiones de los automóviles, etc. Durante el proyecto de una cadena cinemática se determina primeramente el esquema de los elementos, considerándolos rígidos y sin masa, que satisfacen las condiciones requeridas. Únicamente en una fase posterior se introducen las masas y los demás parámetros necesarios para el estudio dinámico. 5 6 1.3 MAQUINAS-HERRAMIENTAS Máquina, es un conjunto de elementos móviles y fijos cuyo funcionamiento han sido diseñados para facilitar tareas, minimizar esfuerzos físicos, reducir tiempos, elaborar o transformar metales ferrosos, no ferrosos, polímeros, maderas, y algunos otros tipos de materiales que se puedan sujetar a la maquinaria, y así tener un producto de forma y dimensiones requeridas. Las máquinas transforman la energía, en movimientos, esto con el fin de obtener un trabajo Hay máquinas que hoy en día llamamos simples, pero que aun en la actualidad siguen siendo la base del diseño y el trabajo de las maquinas Maquinas simples: Brazo de palanca Rueda Plano inclinado Polea simple Juego de poleas CLASIFICACION DE LAS MAQUINAS-HERRAMIENTAS De forma universal se dividen en dos grandes clases, las de arranque de viruta y las de sin arranque de viruta MÁQUINAS-HERRAMIENTA. Con arranque de viruta (rebaba) desarrollan su labor mediante un utensilio o herramienta de corte convenientemente perfilada y afilada que se pone en contacto con el material a trabajar produciendo en éste un cambio de forma y dimensiones deseadas mediante el arranque de partículas Máquinas por arranque de viruta (Rebaba) - Tornos paralelo, tornos revólver y automáticos. Tornos especiales. - Fresadoras. - Mandriladoras 7 - Taladros. - Generadoras de engranes - Roscadoras. - Cepillos - Escoplo - Brochadoras. - Centro de maquinados - Torno CNC 1. Arranque de grandes porciones de material: - Cizalla. - Tijera. - Guillotina B) Máquinas herramientas sin arranque de viruta: - Prensas mecánicas, hidráulicas y neumáticas. - Forja. - Prensas - Laminadoras - Roladora de tubos. - Roladora de placas - Estiradoras de alambre. - Cabeceadoras - Dobladoras Clasificación de las maquinas herramientas por su movimiento al realizar su trabajo Las máquinas-herramienta se distinguen principalmente por las funciones que desempeñan, así como el tipo de piezas que pueden producir y en general se pueden dividir tomando en consideración los movimientos que efectúan durante el maquinado de las piezas, y esta clasificación es: Movimiento rotativo Movimiento rectilíneo 8 TORNO Se denominan tornos a un conjunto de máquinas-herramientas que permiten mecanizar piezas en su contorno. Estas máquinas-herramientas operan haciendo girar la pieza a trabajar sujeta en el cabezal fijo ( chuck ) mientras una o varias herramientas de corte son empujadas en un movimiento regulado de avance contra la superficie de la pieza, cortando la viruta de acuerdo con las condiciones tecnológicas de mecanizado adecuadas. Desde el inicio de la Revolución Industrial, el torno se ha convertido en una máquina básica en el proceso industrial de mecanizado. La herramienta de corte va montada sobre un carro que se desplaza sobre unas guías o rieles paralelos al eje de giro de la pieza que se tornea, llamado eje Z; sobre este carro hay otro que se mueve según el eje X, en dirección radial a la pieza que se tornea, y puede haber un tercer carro llamado carro auxiliar que se puede inclinar, para hacer conos, y donde se apoya la torreta portaherramientas. Cuando el carro principal desplaza la herramienta a lo largo del eje de rotación, produce el cilindrado de la pieza, y cuando el carro transversal se desplaza de forma perpendicular al eje de simetría de la pieza se realiza la operación denominada careado o refrentado. Los tornos copiadores, automáticos y de control numérico llevan sistemas que permiten trabajar a los dos carros de forma simultánea, consiguiendo cilindrados cónicos y esféricos. Los tornos paralelos llevan montado un tercer carro, de accionamiento manual y giratorio, llamado carro auxiliar Tipos de tornos Actualmente se utilizan en la industria de mecanizado, varios tipos de tornos, cuya aplicación depende de la cantidad de piezas a mecanizar, su complejidad y la envergadura de las piezas. Torno paralelo Caja de velocidades y avances de un torno paralelo. 9 El torno paralelo, es el tipo de torno que evolucionó partiendo de los tornos antiguos cuando se le fueron incorporando nuevos equipamientos que lograron convertirlo en una de las máquinas herramientas más importante que han existido. Sin embargo, en la actualidad este tipo de torno está quedando relegado a realizar tareas poco importantes, a utilizarse en los talleres de aprendices y en los talleres de mantenimiento para realizar trabajos puntuales o especiales. Para la fabricación en serie y de precisión han sido sustituidos por tornos copiadores, revólver, automáticos y de CNC. Para manejar bien estos tornos se requiere la pericia de profesionales muy bien calificados, ya que el manejo manual de sus carros puede ocasionar errores a menudo en la geometría de las piezas torneadas Torno copiador Esquema funcional de torno copiador. Se llama torno copiador a un tipo de torno que operando con un dispositivo hidráulico y electrónico permite el torneado de piezas de acuerdo a las características de la misma siguiendo el perfil de una plantilla que reproduce una réplica igual a la guía. Este tipo de tornos se utiliza para el torneado de aquellas piezas que tienen diferentes escalones de diámetros, que han sido previamente forjadas o fundidas y que tienen poco material excedente. También son muy utilizados estos tornos en el trabajo de la madera y del mármol artístico para dar forma a las columnas embellecedoras. La preparación para el mecanizado en un torno copiador es muy sencilla y rápida y por eso estas máquinas son muy útiles para mecanizar lotes o series de piezas que no sean muy grandes. Las condiciones tecnológicas del mecanizado son comunes a las de los demás tornos, solamente hay que prever una herramienta que permita la evacuación de la viruta, un sistema de lubricación y refrigeración eficaz al filo de la herramienta. 10 Torno revólver Operaria manejando un torno revólver. El torno revólver es una variedad de torno diseñado para mecanizar piezas sobre las que sea posible el trabajo simultáneo de varias herramientas con el fin de disminuir el tiempo total de mecanizado. Las piezas que presentan esa condición son aquellas que, partiendo de barras, tienen una forma final de casquillo o similar. Una vez que la barra queda bien sujeta mediante pinzas o con un plato de garras, se va taladrando, mandrinando, roscando o escariando la parte interior mecanizada y a la vez se puede ir cilindrando, refrentando, ranurando, roscando y cortando con herramientas de torneado exterior. El torno revólver lleva un carro con una torreta giratoria en la que se insertan las diferentes herramientas que realizan el mecanizado de la pieza. También se pueden mecanizar piezas de forma individual, fijándolas a un plato de garras de accionamiento hidráulico. Torno automático Se llama torno automático a un tipo de torno cuyo proceso de trabajo está enteramente automatizado. La alimentación de la barra necesaria para cada pieza se hace también de forma automática, a partir de una barra larga que se inserta por un tubo que tiene el cabezal y se sujeta mediante pinzas de apriete hidráulico. Estos tornos pueden ser de un solo husillo o de varios husillos: • Los de un solo husillo se emplean básicamente para el mecanizado de piezas pequeñas que requieran grandes series de producción. 11 • Cuando se trata de mecanizar piezas de dimensiones mayores se utilizan los tornos automáticos multihusillos donde de forma programada en cada husillo se va realizando una parte del mecanizado de la pieza. Como los husillos van cambiando de posición, el mecanizado final de la pieza resulta muy rápido porque todos los husillos mecanizan la misma pieza de forma simultánea. La puesta a punto de estos tornos es muy laboriosa y por eso se utilizan principalmente para grandes series de producción. El movimiento de todas las herramientas está automatizado por un sistema de excéntricas y reguladores electrónicos que regulan el ciclo y los topes de final de carrera. Un tipo de torno automático es el conocido como "tipo suizo", capaz de mecanizar piezas muy pequeñas con tolerancias muy estrechas. Torno vertical Torno vertical. El torno vertical es una variedad de torno, de eje vertical, diseñado para mecanizar piezas de gran tamaño, que van sujetas al plato de garras u otros operadores y que por sus dimensiones o peso harían difícil su fijación en un torno horizontal. 12 Los tornos verticales no tienen contrapunto sino que el único punto de sujeción de las piezas es el plato horizontal sobre el cual van apoyadas. La manipulación de las piezas para fijarlas en el plato se hace mediante grúas de puente o polipastos. Torno CNC El torno CNC es dirigido mediante control numérico por computadora. Ofrece una gran capacidad de producción y precisión en el mecanizado por su estructura funcional y porque la trayectoria de la herramienta de torneado es controlada por un ordenador que lleva incorporado, el cual procesa las órdenes de ejecución contenidas en un software que previamente ha confeccionado un programador conocedor de la tecnología de mecanizado en torno. Es una máquina que resulta rentable para el mecanizado de grandes series de piezas sencillas, sobre todo piezas de revolución, y permite mecanizar con precisión superficies curvas coordinando los movimientos axial y radial para el avance de la herramienta. Piezas de ajedrez mecanizadas en un torno CNC. 13 La velocidad de giro de cabezal porta piezas, el avance de los carros longitudinal y transversal y las cotas de ejecución de la pieza están programadas y, por tanto, exentas de fallos imputables al operario de la máquina. Otros tipos de tornos Además de los tornos empleados en la industria mecánica, también se utilizan tornos para trabajar la madera, la ornamentación con mármol o granito. El nombre de "torno" se aplica también a otras máquinas rotatorias como por ejemplo el torno de alfarero o el torno dental. Estas máquinas tienen una aplicación y un principio de funcionamiento totalmente diferente a los tornos descritos en este artículo. 14 PARTES DE UN TORNO PARALELO • Bancada: sirve de soporte para las otras unidades del torno. En su parte superior lleva unas guías por las que se desplaza el cabezal móvil o contrapunto y el carro principal. 15 Caja Norton: contiene los engranajes o poleas que impulsan la pieza de trabajo y las unidades de avance, el husillo, el selector de velocidad, el selector de unidad de avance y el selector de sentido de avance. Además sirve para soporte y dar rotación a lo procesado, por medio del husillo. Motriz Contrapunto: el contrapunto es un dispositivo que con ayuda del punto giratorio nos sirve de apoyo para poder cilindra, sin que el material pierda su centro, previamente localizado. También sujeta el portabrocas, o colocamos directamente las brocas con vástago cónico, y de esta manera realizar barrenos en el centro del material a maquinar. El contrapunto se desliza a lo largo de la bancada para fijarse en la posición requerida. Carro longitudinal: Es el carro principal se desliza a lo largo de la bancada y es el que permite realizar los cortes cilindrados y las medidas a lo largo de las piezas. En su parte inferior lateral tiene una caja de mecanismos, que nos permite accionar, el avance manual y automático longitudinal, el avance automático y manual del carro transversal. Carro trasversal: Está montado sobre el carro longitudinal y se mueve en forma perpendicular a la banca, esto nos ayuda a efectuar los cortes de refrentado y da las medidas de los diámetros. Carro auxiliar: Esté carro está soportado por el carro transversal, y tiene un giro de 180°. Este elemento esta implementado en el torno para hacer cortes cónicos, chaflanes, tanto exteriores como interiores y realizar ajustes longitudinales Torreta. Este elemento está situado sobre el carro auxiliar y es el que sostiene las herramientas de corte, se puede girar los 360° y ajustar el ángulo tangencial requerido. Mandril principal: En el cabezal giratorio insertamos el plato de garras o una barra de punto y de esta manera podemos sujetar la pieza a mecanizar. Dispositivos o equipo auxiliar para un mejor funcionamiento en el procesamiento de maquinados Se requieren ciertos accesorios, como sujetadores para la pieza de trabajo, soportes y portaherramientas. Algunos accesorios comunes incluyen: 16 Chuck universal: sujeta la pieza de trabajo en el cabezal y transmite el movimiento. Chuck independiente: sujeta la pieza de trabajo en el cabezal a través de una superficie ya acabada. Son mecanizadas para un diámetro específico no siendo válidas para otros. Punto de centros: soportan la pieza de trabajo en el cabezal y en la contrapunta. Perno de arrastre: Se fija en el plato del torno y en la pieza de trabajo y le transmite el movimiento a la pieza cuando está montada entre centros. Luneta fija: soporta el extremo extendido de la pieza de trabajo cuando no puede usarse la contrapunta. Luneta móvil: se monta en el carro longitudinal y permite soportar piezas de trabajo largas cerca del punto de corte. Plato de arrastre: para amarrar piezas de difícil sujeción. Herramientas utilizadas en el torneado. Hay una gran gama de herramientas para utilizarse en los procesos de maquinado, en la máquina herramienta TORNO, alguna de ellos son: BURILES DE ACERO RAPIDO: EL Buril se afila de acuerdo al trabajo que se va a efectuar PASTILLAS SOLDABLES DE CARBURO Izquierda, derechas, de punta, curvadas derechas, curvadas izquierdas, curvada interiores, cuchillas largas y cortas. Pastillas intercambiables (insertos) Cuchillas para cortes Cuchillas para ranurado Barra de interiores Broca de centros Brocas con sanco recto, destalonado Brocas con sanco cónico 17 Moleteador Tarrajas para cuerda Machuelos HERRAMIENTAS DE CORTE Las herramientas de corte deben tener las siguentes características: Dureza, tenacidad, resistencia a la temperatura y a la fricción, esto es con el fin de resistir al maximo el desgaste, que pueda tener al accionar en el arranque de viruta. Herramienta de metal duro soldada. Las herramientas de torneado se diferencian por dos factores, el material del que están constituidas y el tipo de operación que realizan. Según el material constituyente, las herramientas pueden ser de acero rápido, metal duro soldado o plaquitas de metal duro intercambiables. La tipología de las herramientas de metal duro está normalizada de acuerdo con el material que se mecanice, puesto que cada material ofrece resistencia diferente. El código ISO para herramientas de metal duro se recoge en la tabla más abajo. Cuando la herramienta es de acero rápido o tiene la plaquita de metal duro soldada en el portaherramientas, cada vez que el filo se desgasta hay que desmontarla y afilarla correctamente con los ángulos de corte específicos en una afiladora. Esto a lenta el trabajo ya que la herramienta se tiene que enfriar constantemente y verificar que el Angulo de incidencia del corte esté correcto Por ello, cuando se mecanizan piezas en serie lo normal es utilizar portaherramientas con plaquitas intercambiables, que tienen varias caras de corte de usar y tirar y se remplazan de forma muy rápida. 18 3.- VELOCIDAD DE CORTE. La velocidad de corte: Es el tiempo que tarda en dar una vuelta el material que se está trabajado. Esta definición va de acuerdo si el material gira o se tomaría en función de la herramienta si es la que gira. La velocidad de corte se expresa en pies o en metros por minuto. Velocidades y avance para corte. La velocidad a la cual gira la pieza o la herramienta de trabajo, es un factor importante y puede influir en el volumen de producción y en la vida de la herramienta de corte. Una velocidad muy baja en el torno ocasionará pérdidas de tiempo; una velocidad muy alta hará que la herramienta se desafile o despostille se perderá tiempo para volver a afilarla. Por ello, la velocidad de corte y el avance, deben ser los adecuados según el material de la pieza y el tipo de herramienta, así como el estado físico de la maquinaria Se han efectuado varios estudios y ensayos a diversos tipos de acero. Para obtener una tabla, totalmente confiable. Material Acero de máquina Acero de herramienta Hierro fundido Bronce Aluminio Refrendado, torneado, rectificación Desbastado Acabado Roscado pies/min m/min pies/min m/min pies/min m/min 90 27 100 30 35 11 70 21 90 27 30 9 60 90 200 18 27 61 80 100 300 24 30 93 25 25 60 8 8 18 3.1 CÁLCULO DE LA VELOCIDAD (r/min). Para poder calcular las velocidades por minuto (r/min) a las cuales se debe ajustar el torno, hay que conocer el diámetro de la pieza y la velocidad de corte del material. Aplique una de las siguientes fórmulas para calcular la velocidad en r/min a la cual se debe trabajar el torno. 19 Cálculo en pulgadas: RPM= Vc (pies) X 12 3.1416 X D . Ejemplo: Calcule las r/min requeridas para el torneado de acabado de una pieza de acero de máquina de 2 pulg. de diámetro (La velocidad de corte del acero de máquina es de 100): RPM= 100 X 12 = 190.98 RPM 3.1416 X 2 Cálculo en milímetros. Las rev/min del torno cuando se trabaja en milímetros se calculan como sigue: RPM= RPM= VC (mts) X 1000 . 3.1416 X D (mm) VC (mts) X 1000 3.1416 X D (mm) Ejemplo: Calcule las r/min requeridas para el torneado de acabado de una pieza de acero de máquina de 45 mm. de diámetro (la velocidad de corte del acero de máquina es de 30 m/min). RPM= VC (mts) X 1000 3.1416 X D (mm) RPM= 30 X 1000. = 212.20 3.1416 X 45 AVANCE DEL TORNO. El avance de un torno se define como la distancia que avanza la herramienta de corte a lo largo de la pieza de trabajo por cada vuelta del husillo maestro por cada vuelta completa de la pieza. El avance de un torno paralelo depende de la 20 velocidad del tornillo o varilla de avance. Además se controla con los engranes desplazables, en la caja de engranes de cambio rápido (figura 1) TABLA 1. AVANCES PARA DIVERSOS MATERIALES CON EL USO DE HERRAMIENTAS PARA ALTA VELOCIDAD Desbastado Acabado Material Pulgadas Milímetros Pulgadas Milímetros Acero maquinaria 0.010 0.25 - 0.50 0.003 0.07 - 0.25 0.020 0.010 Acero herramientas 0.010 0.25 - 0.50 0.003 0.07 - 0.25 0.020 0.010 Hierro fundido 0.015 0.40 - 0.065 0.005 - 0.12 0.13 - 0.30 0.025 Bronce 0.015 0.40 - 0.65 0.003 0.07 - 0.25 0.025 0.010 Aluminio 0.015 0.40 - 0.75 0.005 0.13 - 0.25 0.030 0.010 Siempre que sea posible, sólo se deben hacer dos cortes para dar el diámetro requerido: un corte de desbastado y otro de acabado. Dado que la finalidad del corte de desbastado es remover el material con rapidez y el acabado de superficie no es muy importante, se puede usar un avance basto. El corte de acabado se utiliza para dar el diámetro final requerido y producir un buen acabado de superficie; por lo tanto, se debe utilizar un avance fino. Para maquinado general, se recomiendan un avance de 0.010 a 0.015 pulgas. (0.25 a 0.38 mm) para desbastar y de 0.003 a 0.005 pulga (0.076 a 0.127 mm.) para acabado fino. En la tabla 2 se indican las velocidades recomendadas para cortar diversos materiales cuando se utiliza una herramienta de acero de alta velocidad. Para ajustar el avance del torno. 1. Consulte la placa en la caja de engranes de cambio rápido para seleccionar la cantidad necesaria de avance. (Tabla 1). 2. Mueva la palanca dentro del agujero que está directamente debajo de la hilera en la cual se encuentra el avance seleccionado. 3. Siga hacia la izquierda la hilera en la cual se encuentra el avance seleccionado y ponga las palancas de cambio de avance en las letras indicadas en la palanca. 21 3.3 CÁLCULO DEL TIEMPO DE MAQUINADO. A fin de calcular el tiempo requerido para maquinar cualquier pieza de trabajo se deben tener en cuenta factores tales como velocidad, avance y profundidad del corte. El tiempo requerido se puede calcular con facilidad con la fórmula siguiente: Tm = long . Ac X RPM Long: largo del material Ac: avance de corte Ejemplo: Calcule el tiempo requerido para hacer un corte de desbastado, con avance de 0.015 pulg., en una pieza de acero maquinaria de 18 pulg. de longitud por 2 pulg. de diámetro. Tm = RPM= long Ac X RPM . VC (mm) X D (mm) RPM= 90 (mm) X 4. 2 = 180 Tm = long . Ac X RPM Tm = 18 . =6.6 0.015 X 180 Ejemplo: Calcule el tiempo requerido para hacer un corte de acabado con avance de 0.10 mm., en una pieza de acero de máquina de 250 mm de longitud por 30 mm. de diámetro. 22 Tm = RPM= Vc ( mm ) X 320. D (mm) RPM= 30 ( mm ) X 320. 30 Tm = long . Ac X RPM Tm = 250 . 0.10 X 320 long = 320 =7.8 23 . Ac X RPM MAQUINA FRESADORA La fresadora está clasificada como máquina-herramienta por arranque de viruta y movimiento circular, donde lo que gira es la herramienta, esta puede ser de un filo (mono filo) o de varias aristas de corte (multifilos) las herramientas son conocidas como fresas. La herramienta no tiene desplazamiento, los avances los realiza la mesa, estos movimientos son: Longitudinal X Transversal Y Altitud. Z La mesa maquinada esta provista con cuatro ranurada en forma T a todo lo largo, facilita la fijación de mordazas u otros elementos de sujeción de las piezas y además esta mesa puede avanzar de forma automática, de acuerdo a la velocidad seleccionada Movimiento transversal: según el eje Y, que corresponde al desplazamiento transversal de la mesa de trabajo. Se utiliza básicamente para posicionar la herramienta de fresar en el lugar correcto. Movimiento vertical: según el eje Z, que corresponde al desplazamiento vertical de la mesa de trabajo. Con el desplazamiento de este eje se establece la profundidad del corte a realizar fresado. Mediante el maquinado de fresado, podemos realizares, diferentes tipos de trabajos: Desbastar Afina Ranuras rectas o de forma (T, Colas de milano, cuñeros rectos o escalonados) Con ayuda de dispositivos podemos efectuar trabajos tan complicados como lo permita la habilidad del operador o diseñador 24 Partes principales de una maquina fresadora Mecanismos de la fresadora: 1, motores; 2, caja de cambios de velocidades de giro del cabezal; 3, caja de giro de v e l o c i d a d e s d e a v a n c e ; 4, eje porta-fresas; 5 , m e c a n i s m o s p a r a t r a n s m i t i r e l movimiento automático a la vertical (subir-Bajar la mesa) 6, mecanismos para transmitir el movimiento a u t o m á t i c o a l c a r r o transversal; 7 , m e c a n i s m o s p a r a t r a n s m i t i r e l m o v i m i e n t o automático a la mesa longitudinal. 1 2 4 7 3 1 25 Partes principales de la fresadora horizontal: A, columna; B, cabezal orientable; C, mesa longitudinal; D, carro transversal; E consola. 26 Clasificación Las maquinas fresadoras se clasificarse de acuerdo a la orientación del giro de su eje: Horizontales. Verticales Universales. Una horizontal utiliza f r e s a s c i l í n d r i c a s q u e s e m o n t a n s o b r e u n e j e horizontal accionado por el cabezal de la máquina y apoyado por un extremo sobred i c h o c a b e z a l y p o r e l o t r o s o b r e u n r o d a m i e n t o s i t u a d o e n e l p u e n t e d e s l i z a n t e llamado carnero. Esta máquina permite realizar principalmente trabajos de ranurado, con diferentes perfiles o formas de las ranuras. Cuando las operaciones a realizar lo permiten, principalmente al realizar varias ranuras paralelas, puede aumentarse la productividad montando en el eje portaherramientas varias fresas conjuntamente formando un tren de fresado. La profundidad máxima de una ranura está limitada por la diferencia entre el radio exterior de la fresa y el radio exterior de los casquillos de separación que la sujetan al eje porta fresas. E n u n a fresadora vertical, e l e j e d e l h u s i l l o e s t á o r i e n t a d o v e r t i c a l m e n t e , perpendicular a la mesa de trabajo. Las fresas de corte se montan en el husillo y giran sobre su eje. En general, puede desplazarse verticalmente, tanto husillo, como mesa, lo que permite profundizar el corte. Hay dos tipos de fresadoras verticales: las fresadoras de banco fijo de bancada y las fresadoras de torreta o de consola. En una fresadora de torreta, el husillo permanece estacionario durante las operaciones de c o r t e y l a m e s a se mueve tanto horizontalmente como verticalmente. En l a s fresadoras de banco fijo, sin embargo, la mesa se mueve sólo perpendicularmente al husillo, mientras que el husillo en sí se mueve paralelamente a su propio eje. Una fresadora universal tiene un husillo principal para el acoplamiento de ejes p o r t a h e r r a m i e n t a s h o r i z o n t a l e s y u n c a b e z a l q u e s e a c o p l a a d i c h o h u s i l l o y q u e convierte la máquina en una fresadora vertical. Su ámbito de aplicación está limitado principalmente por el costo y por el tamaño de las piezas que se pueden trabajar. En las fresadoras universales, al igual que en las horizontales, el puente es deslizante. 27 EJES PRINCIPALES DE UNA FRESADORA Eje Z de movimiento: En este eje, que es el que posee la potencia de corte, va montada la herramienta cortante y puede adoptar distintas posiciones según las posibilidades del cabezal. Eje X de movimiento: Este eje es horizontal y paralelo a la superficie de sujeción de la pieza. Eje Y de movimiento: Este eje forma con los ejes Z y X un triedro de sentido directo VELOCIDAD DE CORTE. La velocidad de corte: Es el tiempo que tarda en dar una vuelta el material que se está trabajado. Esta definición va de acuerdo si el material gira o se tomaría en función de la herramienta si es la que gira La velocidad de corte se expresa en pies o en metros por minuto. Velocidades y avance para corte. La velocidad a la cual gira la pieza o la herramienta de trabajo es un factor importante y puede influir en el volumen de producción y en la vida de la herramienta de corte. Una velocidad muy baja en el torno ocasionará pérdidas de tiempo; una velocidad muy alta hará que la herramienta se desafile o despostille se perderá tiempo para volver a afilarla. Por ello, la velocidad de corte y el avance, deben ser los adecuados según el material de la pieza y el tipo de herramienta, así como el estado físico de la maquinaria 28 Se han efectuado varios estudios y ensayos a diversos tipos de acero. Para obtener una tabla, totalmente confiable. Tabla 1 Material Acero aleado Acero maq. Hierro fundido Bronce Aluminio VELOCIDAD DE CORTE FRESADO Alta velocidad Fresa de carburo pies/min m/min pies/min m/min 40 70 12 20 150 250 45 75 70 100 21 30 150 250 45 75 50 80 15 25 125 200 40 60 65 120 20 35 200 400 60 120 1000 2000 500 1000 150 300 60 70 Acero de hta 18 20 125 200 300 600 40 60 CÁLCULO DE LA VELOCIDAD (r/min). Para poder calcular las velocidades por minuto (r/min) a las cuales se debe ajustar el torno, hay que conocer el diámetro de la pieza y la velocidad de corte del material. Aplique una de las siguientes fórmulas para calcular la velocidad en r/min a la cual se debe graduar la maquina fresadora. Cálculo en pulgadas: RPM= Vc ( pies ) X 12 3.1416 X D RPM= Vc ( pies) X 4 D . . Ejemplo: Calcule las r/min requeridas para el fresado de una pieza de acero de máquina de 2 pulg. de diámetro (La velocidad de corte del acero de máquina es de 100): RPM= 100 X 4 2 = 20 29 Cálculo en milímetros. Las rev/min del torno cuando se trabaja en milímetros se calculan como sigue: RPM= Vc ( mts ) X 1000 3.1416 X D (mm) . Ejemplo: Calcule las r/min requeridas para el fresado de una pieza de acero de máquina de 45 mm. de diámetro (la velocidad de corte del acero de máquina es de 30 m/min). RPM= RPM= Vc ( mm ) X 320. D (mm) 30 X 320. 45 = 213.33 Avance de fresadora El avance se define como la distancia que avanza la herramienta de corte a lo largo de la pieza de trabajo por cada revolución del husillo. Por ejemplo, si el fresado está graduado por un avance de 0.008 pulg (0.20 mm), la herramienta de corte avanzará a lo largo de la pieza de trabajo 0.008 pulg (0.20 mm) por cada vuelta completa de la pieza. El avance de la mesa depende de la velocidad del tornillo o varilla de avance. Además, se controla con los engranes desplazables en la caja de engranes de cambio rápido TABLA 2. AVANCES POR DIENTE Desbastado Material Pulgadas Milímetros Acero de máquina 0.010 0.25 - 0.50 0.020 Acero de herramientas 0.010 0.25 - 0.50 0.020 Hierro fundido 0.015 0.40 - 0.065 0.025 Bronce 0.015 0.40 - 0.65 0.025 Aluminio 0.015 0.40 - 0.75 0.030 30 Acabado Pulgadas 0.003 0.010 0.003 0.010 0.005 - 0.12 0.003 0.010 0.005 0.010 Milímetros 0.07 - 0.25 0.07 - 0.25 0.13 - 0.30 0.07 - 0.25 0.13 - 0.25 Siempre que sea posible, sólo se deben hacer dos cortes para dar el espesor requerido: un corte de desbastado y otro de acabado. Dado que la finalidad del corte de desbastado es remover el material con rapidez y el acabado de superficie no es muy importante, se puede usar un avance basto. El corte de acabado se utiliza para dar el espesor final requerido y producir un buen acabado de superficie; por lo tanto, se debe utilizar un avance fino. Para maquinado general, se recomiendan un avance de 0.010 a 0.015 pulg. (0.25 a 0.38 mm) para desbastar y de 0.003 a 0.005 pulg (0.076 a 0.127 mm.) para acabado fino. En la tabla 2 se indican las velocidades recomendadas para cortar diversos materiales cuando se utiliza una herramienta de acero de alta velocidad. Para ajustar el avances. 1. Consulte la placa en la caja de engranes de cambio rápido para seleccionar la cantidad necesaria de avance. (Tabla 2). 31 32 Va = Nd X Cd X rpm Va = Velocidad e avance Cd= Corte x diente Nd = número de dientes de la fresa Rpm = Rev. Por minuto Ejemplo Cuál debe ser la velocidad de avance de una fresa helicoidal de 4 pulgadas y 14 dientes si el material a maquinar es de bronce (120 pies x min) RPM= RPM = Vc ( pies ) X 12 3.1416 X D . 120 x 12 . = 1440 3.1416 X 4 12.5662 114 Va = Cd X Nd X Rpm Va = 0.011 X 14 X 114 = 17.556 pulg/min. CÁLCULO DEL TIEMPO DE MAQUINADO. A fin de calcular el tiempo requerido para maquinar cualquier pieza de trabajo se deben tener en cuenta factores tales como velocidad, avance y profundidad del corte. El tiempo requerido se puede calcular con facilidad con la fórmula siguiente: Tm = L + 1.5 D / Va L: largo del material 33 Va: avance de corte 1.5 D = al diametro del cortador y un medio del diametro que no corta pero está dentro de la longitud Ejemplo:Y6U7J Calcule el tiempo requerido para hacer un corte de desbastado, con avance de 0.011 pulg., en una pieza de acero máquina de 12 pulg. de longitud por 2 pulg. de ancho. Con una herramienta de acero rápido de 4” de diametro, un ancho de 1 1/16 y 14 filos cortantes. La Velocidad de corte es igual 70 pies/min. Tm = L . Va RPM= Vc ( mm ) X 4. D (mm) RPM= 90 ( mm ) X 4. 2 Tm = L + 1.5 D = 180 . Va Va = Cd X Nd X Rpm Va = 0.011 X 14 X 180 = 22.72 pulg/min Tm = 19.5 . =0.8582 min 22.72 Ejemplo: Calcule el tiempo requerido para hacer un corte de acabado con avance de 0.10 34 mm., en una pieza de acero de máquina de 250 mm de longitud por 30 mm. de diámetro y 14 dientes RPM= Vc ( mm ) X 320. D (mm) RPM= 30 ( mm ) X 320. 30 = 320 Va = Cd X Nd X Rpm Va = 0.011 X 14 X 320 = 49.20 mm/min Tm = L + 1.5 D Va . Tm = 295 = 5.99 min . 49.20 35 CEPILLO DE CODO. El cepillo de es una máquina-herramienta, clasificada por arranque de viruta y movimiento rectilíneo alternativo, realiza el trabajo de desbaste de pieza con terminados rectos, estos maquinados pueden ser ángulos, ranura (cuñeros), placas planeadas, cortes con ángulos rectos (tuercas T), La máquina cepilladora tiene un carnero horizontal, el cual al frente sostiene un dispositivo porta herramienta, en este se monta una cuchilla y por medio de una manivela la herramienta, se mueva verticalmente para que realice la profundidad de corte, el desprendimiento de material es efectuado por del movimiento horizontal alternativo del carnero, cuando se desplaza del bastidor hacia la mesa Partes principales Carnero Biela de ajuste de carrera Carro de ajuste de corte Porta herramienta Estructura (bastidor) Mesa Carro de avance Carro de ajuste de altura Consola de velocidades Cinética del cepillo de codo. Para realizar el trabajo estas máquinas deben transformar el movimiento giratorio del motor eléctrico en movimiento rectilíneo del carro. La transformación se obtiene mediante un sistema de biela oscilante. A través de un cambio de velocidades el movimiento giratorio del motor se transmite a un volante (a) que comanda a una biela oscilante (b), la cual oscila en el perno (d). Este último viene arrastrado por el movimiento de un botón dela manivela (c) arrojado en una 36 acanaladura del volante (a).El botón de la manivela recorre una trayectoria circular (i) con movimiento uniforme, y deslizándose en una platina que está en el interior de la acanaladura de la biela (b), esta transmite a la biela (f) el movimiento alterno del carro portaherramientas (e).La variación de la amplitud de la carrera de trabajo se obtiene desviando el botón de la manivela (c) radialmente sobre el volante (a) y transmitiendo el mando por medio del paso de engranajes cónicos (g). El botón de la manivela (c), que se desliza con un movimiento circular uniforme, recorre la circunferencia (i) y arrastra la leva de la biela con movimiento alterno pendular hacia adelante y hacia atrás. La carrera de la extremidad oscilante de la biela va de derecha a izquierda en el tiempo que necesita el botón de la manivela para recorrer el arco LMN. La carrera de izquierda a derecha de la extremidad de la biela se efectúa en el tiempo que necesita el botón de la manivela para recorrer el arco NOL. Es claro que el tiempo empleado por la extremidad de la biela para efectuar una carrera de derecha a izquierda es mayor que el tiempo empleado para efectuar una carrera de izquierda a derecha. Se comprende porque la primera es la que corresponde al trabajo y la segunda a la carrera en vacío. La desventaja de este sistema es que su velocidad no es constante a lo largo de la carrera, llega a un máximo y retorna a cero con un movimiento de desaceleración, lo mismo sucede para el retroceso pero el movimiento lo hace más rápido. 37 El movimiento alternativo del carnero, es causado por un mecanismo que transforma el movimiento circular en rectilíneo. Los elementos de este mecanismo son: Piñón de motor Volante Biela Guías de biela 38 El movimiento de avance lo proporciona la mesa de trabajo por medio de un dispositivo llamado trinquete, el cual durante la carrera de trabajo (corte) la mesa no se mueve, pero al retroceso sí lo hace. El avance de la pieza es automático y actúa cada vez que la herramienta finaliza una pasada La profundidad de la corte se aproxima con la mesa, la profundidad de pasada se calibra desde la manivela que se encuentra en el extremo del cabezal, por encima del porta herramienta. El movimiento de penetración en el cepillo se Logra por medio del ajuste de la mesa de trabajo. Planear Cuñeros ext. Cortes rectos 39 Desbastar Cuñero interior Tuerca T Angulos Formas que se realizas en el cepillo mp = movimiento principal S = avance Ret. = retroceso a = penetración Herramientas de corte para cepillos de codo Las herramientas de corte que se usan en los cepillos son semejantes a las que se usan en los tornos. La figura muestra herramientas de corte para diversas operaciones de maquinado que se llevan a cabo con el cepillo. La mayor parte de las herramientas de corte para cepillos sólo necesitan una pequeña cantidad de desahogo; por lo general de 3 a 5º para desahogo frontal y lateral. Los ángulos de inclinación laterales varían según el material que se esté maquinando. Para el acero se usa por lo general de 10 a 15º. El fierro colado necesita de 5 a 10º y el aluminio de 20 a 30º de inclinación lateral. 40 Los portaherramientas que usan los cepillos de codo también se asemejan a los de los tornos. Sin embargo, el agujero cuadrado por el que pasa la herramienta es paralelo a la base en los portaherramientas para cepillo. Con frecuencia se usa el portaherramientas universal o de base giratoria. Como se ve en la figura el portaherramientas universal se puede girar para cinco tipos distintos de cortes: En los cepillos se usan varios tipos de sujetadores de piezas. En cada tipo se necesita prensar la pieza en forma rígida. Si la pieza se mueve durante una operación, puede dañar seriamente al cepillo, o al operador. La mayor parte de las piezas por maquinar en el cepillo se pueden sujetar en una prensa. Las barras paralelas se usan para soportar a la pieza sobre las quijadas de la prensa, en sentido paralelo a la mesa y parte inferior de la prensa. También se utilizan las bridas y los tornillos en T para fijar a las piezas o a las prensas sobre la mesa de trabajo. Ajustes del cepillo Antes y durante las operaciones de cepillado es necesario realizar ciertos ajustes. Estos ajustes bien realizados nos ayudarán a incrementar la producción. La mayor parte de las piezas que se maquinan en un cepillo se sujetan con una prensa, por lo tanto, los procedimientos, preparaciones y operaciones que se describen a continuación se aplican cuando la pieza se monta en una prensa. Ajustes del carro Se deben hacer los ajustes en el carro, antes de maquinar la pieza. Primero se debe ajustar la longitud de la carrera. Esto se hace haciendo girar el eje de ajuste de carrera o selector de carrera. La mayor parte de los carros tienen una escala con un indicador para señalar la longitud de la carrera. Ésta se ajusta cuando el carro está en su posición extrema de regreso. Por lo general se ajusta a una pulgada más de la longitud de la pieza que se va a maquinar. 41 El segundo ajuste es para colocar la herramienta. El carro se ajusta de tal modo que la carrera pase por toda la longitud de la pieza. Para ajustar la posición correcta del carro, éste debe encontrarse en la posición extrema de la carrera de regreso. Ajustes de velocidad y avance La velocidad de un cepillo es el número de carreras de corte que hace el carro en un minuto. La que se seleccione para el cepillo depende de lo siguiente: · Tipo del material que se va a cortar. · Tipo de herramienta de corte. · Rigidez de la preparación y de la herramienta de maquinado. · Profundidad de corte. · Uso de fluidos de corte. Existen tablas para determinar el número de dobles carreras recomendables, más adelante se muestra una de esas tablas. Avances El avance en el cepillo es la distancia que recorre la pieza después de cada carrera de corte. Por lo general, el avance necesario depende de las mismas variables que determinan las velocidades de corte. Los avances del cepillo de manivela se regulan mediante una biela de avance. Cálculo de la producción de un cepillo Para el cálculo de la producción de la máquina cepilladora es necesario conocer el número de dobles carreras que se deben realizar, para ello se utiliza la siguiente fórmula: n = Vm /(2L) En donde n = número de dobles carreras Vm = velocidad media de la máquina en m/min L = longitud a cepillar más las longitudes anterior y posterior en metros La velocidad media de la máquina se puede obtener de la siguiente fórmula o tabla de datos. Fórmula para la obtención de la velocidad media Vm = 2 ((va x vr)/(va + vr)) En donde 42 va = velocidad de trabajo vr = velocidad de retroceso Estas se obtienen de dividir la longitud total L (m) entre el tiempo que la máquina tarda en la carrera de trabajo o de retroceso. va = L/ta vr = L/tr No olvidar que: L = la + lu + l la se recomienda = 0.1 m y lu se recomienda = 0.05 m Tabla para determinar la velocidad de corte (m/min) Resistencia del acero Herramientas 40 60 80 Fundición gris Bronce rojo o latón Acero HS 16 12 8 12 20 Acero rápido SS 22 16 12 14 30 Para Ñ , s = 1 a 2 mm/dc Para Ñ Ñ , s = 0.5 vr = 2 va a =3 s Elección de dobles carreras Longitud de carrera en mm Dobles carreras 100 200 300 400 28 5.3 10.2 14.2 18.2 52 9.8 19 26.2 33.6 80 15.2 29 41 52 Para calcular el tiempo principal haga lo siguiente: a) Calcule el número de dobles carreras que serán necesarias para el trabajo de la pieza por medio de la fórmula. Z = B/s 43 En donde: Z es el número de dobles carreras para el trabajo total en la pieza B es el ancho de la superficie a trabajar en mm (B=b+10) S es el avance de la máquina b) Calcule el tiempo que la máquina utiliza en cada doble carrera. t = ta + tr En donde: ta es el tiempo que ocupa la máquina en la carrera de trabajo (min) tr es el tiempo que ocupa la máquina en la carrera de retroceso (min) t es el tiempo total de una doble carrera (min) c) Calcule el tiempo principal de cepillado por medio de la siguiente fórmula. tp = Z x t Z, fue calculada en el paso a t, fue calculado en el paso b Se recomienda que se elabore un plan de trabajo para fabricar manufacturar una pieza como la que se muestra en el siguiente dibujo y que posteriormente se fabrique en el taller HEYDI. Compare el tiempo real con el calculado teóricamente. FUERZA Y POTENCIA DE CORTE La fuerza de corte para realizar las operaciones viene dada por la fórmula: F = K*p* Av Dónde: 44 K: Fuerza específica de corte; puede considerarse que cuadruplica la resistencia detracción del material que se desea mecanizar. S: Sección de la viruta en mm. p: Profundidad de pasada. Av: Avance La potencia necesaria para el corte, es decir para que este se desarrolle a una velocidad determinada v, se hallará multiplicando la fuerza por la velocidad. Pc = F * v Esta fórmula se transforma en: Pc = K * p * Av * v . CV 4500 * % Dónde: K: Fuerza específica de corte en Kg/mm p: Profundidad de pasada en mm Av: Avance en mm v: Velocidad en m/min %: Rendimiento de la máquina Pero a esta potencia necesaria para el corte hay que sumarle la potencia que consume el rozamiento del carro sobre las guías de la máquina. Esta potencia resultará igual a la fuerza de rozamiento por la velocidad, es Pr = Q * f * v 45 Siendo: Q: El peso del carro y la pieza F: El coeficiente de rozamiento v: La velocidad Poniendo v en m/min, se obtendrá la potencia en CV por la fórmula: Pr = Q * f * v . = Q * f * v CV 60.75 4500 Por tanto, la potencia total absorbida por la máquina será la potencia absorbida dividida por el rendimiento, o sea: Pt = Pc + Pr Pt = K * p * Av * v + Q * f * v CV 4500 * % 46 El Cepillo Vertical o escopleadora. Un cepillo vertical es una máquina herramienta diseñada para desprender metal, moviendo la pieza en línea recta contra una herramienta de un solo filo, se utiliza para hacer ranuras interiores, como son los cuñeros, estrías y escuadrar barrenos. Los cuñeros se utilizan en la mayoría de poleas y engranes, para transmitir movimiento. Las estrías transmiten movimiento y fuerza. Las máquinas escopleadoras, en su base tiene una mesa de coordenadas, en cual se le coloca una mesa giratoria, de esta forma obtenemos movimientos en X, Y, y G, (G giratoria), el carnero se mueve en sentido vertical (Z). Esto hace a la máquina universal, ya que podemos centrar con exactitud los barrenos y hacer maquinado de formas complejas. HERRAMIENTAS: El cepillo vertical, usar barras brochadoras, que son herramientas diseñadas para este tipo de maquinas 47 Brochadoras: (brochas) En una herramienta larga de puntas cortantes, se penetrar en el barreno de la pieza a trabajar. La altura de cada hilera aumenta en forma progresiva. La altura variable de los dientes de la Brochadoras permite desprender el material a la profundidad requerida. El brochado se utiliza para producir superficies internas y externas, planas e irregulares. El contorno de las aristas cortantes de las brochas determina la forma de la superficie. El brochado es continuo, con movimientos de corte rectilíneos, aplicados en la brocha o en la pieza de trabajo. Las brochas están construidas para movimiento de avance o retroceso en la pieza de trabajo. Las brochadoras consisten en un sujetador para la pieza de trabajo, columna de soporte, y un mecanismo para avance de la herramienta o de la pieza de trabajo; esta se sujeta en dispositivos o se monta en la mesa de la máquina. El costo de las brochadoras y por la gran variedad de formas, en los talleres pequeños utilizar barra hechizas. Estas consisten en una barra con un buril en un extremo, el buril debe llevar la forma y el ancho de la ranura que se requiere, si es un cuñero el afilado será recto o si es un estriado se le dará la forma contra de la flecha, una ventaja de usar flechas hechizas, es que cuando la ranura es demasiada ancha, se puede meter una herramienta angosta e ir abriendo paulatinamente (cacheteando) 48 3.1 EVOLUCION Y CLACIFICACION DE LAS HERRAMIENTAS Producción de la Herramienta de Corte (Útil de Corte). La producción con herramientas de corte se halla en constante evolución, y esta se puede apreciar por el análisis de las velocidades de corte alcanzadas para un material en el transcurso del tiempo. 1915 Aceros rápidos 36 m/min. 1932 Carburos 120 m/min. 1968 Carburos recubiertos 180 m/min. 1980Cerámica 300 m/min. 1990 Diamante 530 m/in Aceros al Carbono. El acero al carbono, se usó básicamente antes de 1900, su composición química es aparte del Fe (Hierro), la siguiente aproximadamente: 49 C = (0.65 a 1.35) %. Mn = (0.15 a 0.40) %. Si = (0.15 a 0.30) %. S = (< 0.03) %. P = (<0.03) %. Con un endurecimiento hasta de 66 HRC. El filo de corte soportaba una temperatura crítica de (200 a 250) °C, sin perder sus características de corte. Aceros Aleados de Corte. Estos aceros tienen una composición química aproximada a la siguiente: C = (0.03 a 1.25) %. Mn = (0.3 a 1.1) %. Cr = (0.3 a 1.3) %. W = (0.8 a 5.5) %. Se usaron antes del año 1900. Aceros Rápidos (HS’) Hacia 1898, Taylor, encontró que los aceros aleados de corte, con un porcentaje igual o mayor al 5% de wolframio (tungsteno), al recibir un tratamiento térmico su rendimiento se incrementaba considerablemente. Esto dio origen al acero rápido. En 1906, Taylor, observó que el acero rápido al contener un 19% de W, podía soportar temperaturas críticas hasta de 650°C, el cobalto permite incrementar la resistencia a la temperatura, el W, Mo, y Cr elevan la dureza y la resistencia al desgaste; el Cr, facilita el temple y reduce la oxidación en caliente; el Mo, disminuye la fragilidad después del revenido. Valores de los Ángulos de Incidencia y Salida de Viruta. En el afiliado de las herramientas de corte simple o monofilo de acero al carbono y de acero rápido (acero de alta velocidad, HSS high speed steel), es necesario controlar los ángulos de incidencia y de salida de viruta (desprendimiento), de acuerdo con el material que se vaya a mecanizar. Estos valores son recomendaciones de las casas fabricantes y cumplen una función orientativa. En el cuadro siguiente se presentan algunos valores de herramientas de acero rápido y de metal duro, con el ánimo de diferenciar sus valores 50 HERRAMIENTAS DE CORTE Clasificación de las herramientas Las herramientas de corte se pueden clasificar, atendiendo a los materiales empleados para su construcción, en: 1. Herramientas de acero (al carbono, aleados, de corte rápido). 2. Herramientas de metal duro. (Carburos) 3. Herramientas de cerámica. 4. Herramientas de diamante. Herramientas de acero al carbono El principal componente del acero es el carbono. Su aplicación como herramientas de corte es escasa debido a la dureza y resistencia al desgaste que pierden por el calentamiento producido, inevitablemente, en el mecanizado. En función del porcentaje de carbono se pueden encontrar las siguientes herramientas: 1. Matrices y herramientas de corte y embutido, (0,65 a 0,85% de C). 2. Machos de roscar, brocas y fresas, (1 a 1,15% de C). 3. Buriles, rasquetas y herramientas de corte, (1,3% de C). Herramientas de acero aleado El acero de estas herramientas se encuentra ligeramente aleado. Existe gran variedad de herramientas de este tipo, pero, al igual que las de acero al carbono, no soportan las grandes velocidades de corte por ser poco resistentes a las temperaturas elevadas. Herramientas de acero rápido El acero rápido es un acero aleado con los elementos y composición adecuados para Lograr un gran número de partículas de carburo, duras y resistentes al desgaste, mediante tratamiento térmico. A diferencia del resto de los aceros utilizados en herramientas, el acero rápido mantiene su dureza a altas temperaturas, permitiendo, por tanto, mayores velocidades de corte en el mecanizado, teniendo en cuenta que el filo de la herramienta no debe sobrepasar los 550 ºC. El acero rápido convencional moderno es un acero de herramientas 51 altamente aleado con 0,7 a 1,4% de carbono, cantidad variable de cromo, molibdeno, tungsteno, vanadio y, en algunos tipos, cobalto. Las herramientas de acero rápido se presentan en diferentes calidades en función a su composición química, tratamiento térmico y, en alguna forma del método de fabricación. Como características principales que se pueden encontrar en las herramientas de acero rápido cabe destacar: 1. Resistencia a la abrasión. Dicha cualidad la dan los carburos en función del número de ellos y su composición. Los carburos de vanadio son los más duros y resistentes al desgaste; de aquí que todos los aceros rápidos lleven este elemento en mayor o menor proporción. 2. Tenacidad. De los elementos aleados, el molibdeno es el que proporciona al acero mayor tenacidad, mientras que los aceros rápidos con alto porcentaje en cobalto son más frágiles. Las fresas y brocas suelen ser de acero al molibdeno, mientras que en herramientas de torno de corte continuo se emplea más las de cobalto. 3. Dureza en caliente. La dureza en caliente es la capacidad de soportar elevadas temperaturas en el filo de corte. El cobalto proporciona al acero rápido mayor dureza en caliente y estabilidad térmica, permitiendo mayores velocidades de corte, pero produce un efecto negativo sobre la tenacidad. 4. Afilabilidad. Es la facilidad que presenta una herramienta al afilado de la misma por amolado. La cantidad de carburos de vanadio dificultan el afilado; así mismo, los carburos de mayor tamaño son más difíciles de afilar. Añadiendo azufre al acero se mejora la afilabilidad. 5. Maquinabilidad. Ésta es una cualidad que influye inicialmente en el proceso de fabricación de la herramienta. La facilidad de mecanizar las herramientas de acero rápido depende de la naturaleza de los carburos, así como del tamaño, número y disposición de los mismos. El azufre también facilita la maquinabilidad. 52 Herramientas de metal duro Los metales duros utilizados en herramientas de corte son aleaciones obtenidas por fusión o por sinterización de los carburos de Cr, Mo, Ta, Ti, V y W. Las aleaciones obtenidas por fusión no tienen actualmente gran aplicación. Los metales duros obtenidos por sinterización presentan una gran dureza, 70 a 75 HRC, son muy homogéneos y altamente resistentes al desgaste. En comparación con los aceros, el metal duro permite trabajar a mayores velocidades de corte debido a la mayor temperatura que es capaz de soportar el filo de corte, 1300 ºC. El metal duro en herramientas de corte se presenta en forma de placas, fijadas al mango mediante soldadura de cobre o plata, o bien por medios mecánicos. El afilado de las placas únicamente puede realizarse con muelas de carburo de silicio y de diamante. Las plaquitas de metal duro modernas se fabrican en dos calidades, calidades sin recubrimiento y con recubrimiento. En una plaquita sin recubrimiento la tenacidad, la resistencia a la deformación plástica y al desgaste forma parte constituyente del metal duro. En una calidad con recubrimiento, éste proporciona la resistencia al desgaste y la base de metal duro la tenacidad y la resistencia al calor deseadas. El recubrimiento se vaporiza sobre la base de carburo formando una o varias capas finísimas. Entre los recubrimientos más utilizados actualmente cabe destacar: 1. TiC (Carburo de titanio). Proporciona una alta resistencia al desgaste a bajas velocidades de corte y bajas temperaturas del filo de corte. También forma una excelente base para las capas de recubrimiento adicionales. 2. Al2O3 (Óxido de aluminio). Ofrece una excelente resistencia a las reacciones químicas. También permite utilizar mayores velocidades de corte por su resistencia al desgaste. 3. TiN (Nitruro de titanio). Dificulta la craterización y reduce la fricción entre el ángulo de desprendimiento y las virutas, minimizando de esta manera el riesgo de formación del filo de aportación. Operaciones de mecanizado Gama de materiales 53 Requisitos de calidad P 01 Acero 05 Acero fundido 10 Acero inoxidable 15 Fundición maleable de viruta larga. 20 25 30 Extremas exigencias de acabado superficial. Acabado a alta velocidad de corte. Operaciones de torneado de copia. Mecanizado en desbaste o con bajas velocidades de corte. Desbaste pesado y mecanizado discontinuo. DEL DESGASTE DE LA HERRAMIENTA EN LOS PROCESOS DE MAQUINADOS Al estar maquinando una pieza, al desgaste del flanco de nuestra herramienta afecta a las dimensiones y al acabado superficial, del trabajo que estamos realizando. Una vez dañada la herramienta, esta se ira deteriorando cada vez más, esto provoca un calentamiento excesivo, mayor tiempo de maquinado y un terminado inadecuado El desgaste de la herramienta es un factor que afecta tanto a la calidad superficial como a las dimensiones finales de las piezas mecanizadas, de ahí que su efecto sea un tema de consideración, para poner atención y encontrar la causa que está causando el daño o afilar la herramientas antes de que pueda causar un daño a nuestro maquinado. Posibles causas del desgaste de las herramientas. No podemos asegurar con precisión cuanto debe de durar una herramienta y que la causa del desgaste son varias. Algunas las causas son: La calidad de la herramienta La dureza del material que se está procesando este fuera de rangos No estar usando el refrigerante constantemente 54 Usar una velocidad RPM o avance no adecuado La herramienta este fuera de centros Cuando estamos trabajando podemos identificar que la herramienta esta desgastada, ya que el material se visualiza rayado, la rebaja sale quemada, el proceso da un sonido de rechinado o de vibración, para seguir trabajando con eficiencia debemos cambiar reafilar o cambiar la herramienta, (El cambio o reafilado va a depender del tipo de proceso o de herramienta) una vez iniciado el daño de desafilado de herramienta, este ira creciendo hasta que este ya no corte o se rompa 3.2 Diferentes tipos de desgaste de la herramienta El desgaste producido en una herramienta de corte es originado por diversos mecanismos y se produce en distintas superficies de la herramienta. En la figura 1 se muestran estos tipos de desgaste de la herramienta. . El desgaste de la herramienta puede ser clasificado en función del mecanismo de desgaste que lo produce, así se tienen: Desgaste por adhesión, asociado a los esfuerzos de cizalladora. Desgaste por abrasión, asociado a la acción de las partículas duras. 55 Desgaste por difusión, debido a las elevadas temperaturas alcanzadas. Desgaste por fractura, debido a esfuerzos de fatiga. Los diversos tipos de desgaste de la herramienta, tienen lugar durante los trabajos de maquinados, hay un desgaste predominante, que depende en lo general de las condiciones de trabajo, del material de la pieza a trabajar, del material de la herramienta o del tipo de afilado. Para una combinación cualquiera de acero y herramienta, la evolución del desgaste depende exclusivamente de las condiciones de trabajo: velocidad de corte, del avance profundidad de corte, altas velocidades quema la herramienta, bajás velocidades desafila y/o despostilla la puntas, las altas velocidades dan lugar a la formación de cráteres. Si las velocidades demasiadas altas entonces se producen un desgaste por deformación plástica y arranque de material o roturas de la herramienta En la figura 2 se muestra cómo pueden ser medidos los distintos tipos de desgaste Figura 2. Medida del desgaste de la herramienta. Material de la herramienta 1. Aceros especiales: Adición a la aleación de Fe-C elementos que mejoran la resistencia al desgaste. Las velocidades de corte suelen ser 10-20 m/min, máximo. 56 2. Aceros rápidos: Aceros al (Tungsteno) y Cromo, se dobló la velocidad de corte manteniendo la dureza a altas temperaturas (40 m/min). 3. Cermets: Materiales sinterizados compuestos de componentes no metálicos (óxidos, silicatos) y componentes metálicos de alto punto de fusión. 4. Nitruro de boro cúbico: Soporte de carburos (metal duro) con una fina capa de nitruro de boro cúbico. Dureza sólo superada por el diamante, puede trabajar con temperaturas de 1000-1100 °C. 5. Diamantes sinterizados: Polvos de diamante comprimidos y calentados, admiten temperaturas de trabajo de 2000 °C y velocidades de trabajo de 2000 m/min. Las últimas tendencias en la evolución de los materiales de herramientas establece núcleos de metal duro con recubrimientos de carburos o nitruros de titanio depositados por precipitación mediante reacciones químicas en estado gaseoso que dan lugar a capas de unos 0,005 mm. En una segunda generación de herramientas de metal duro recubierto éste tiene un tratamiento para crear una zona de difusión bajo la capa depositada y permitir una gradual variación de propiedades entre base interna y capa externa (diferencias de elasticidad y dilataciones). Recubiertos con una doble capa de Aluminio exterior sobre una capa soporte de TiC. Fenómenos que producen el desgaste en herramientas de corte A continuación se explican los diferentes tipos de desgaste según el fenómeno que actúa: 1. 2. 3. 4. 5. Desgaste por abrasión (abrasivo). Desgaste por difusión (difusivo). Desgaste por oxidación. Desgaste por fatiga. Desgaste por adhesión (adhesivo). Desgaste abrasivo. Es causada por partículas más duras, incluidas en el material que se trabaja o por altas velocidades, y se da sobre la cara de incidencia de la herramienta de corte. Desgaste por difusión. Esta es ocasionada por la temperatura que se genera al trabajar con un material duro o un material que se debe trabajar a altas velocidades. El grafito es un material blanco que se debe trabajar a altas velocidades, de ahí que el desgaste 57 que este causa pueda considerarse como un desgaste químico que produce variaciones en la capa superficial de la herramienta y de esa forma compromete la resistencia a desgaste de la misma. Desgaste por oxidación. Es la formación de una capa de óxido producida por las temperaturas de trabajo y del oxígeno existente en el medio ambiente, estas se localizan en las aristas de la herramienta, provocando pequeñas grietas, que provocan fracturas y el daño total de la herramienta Desgaste por fatiga. La variación de la temperatura y la acción alternativa de las fuerzas de corte, pueden causar que en los filos agrietamiento e incluso se rompan. La acción alternativa es cuando el maquinado de la pieza sea un cuadrado o una a pieza descentrada y esta es golpeando constantemente la herramienta Desgaste adhesivo. El daño por adhesivo, se presenta por lo general cuando trabajos un material blando con respecto a la dureza de la herramienta, la temperaturas y presiones de corte reblandece le material y este se adhiere al filo, al acumularse el material aumenta fricción, y a la vez la temperatura, pero a altas velocidades la temperatura aumenta hasta el punto que ablanda las partículas adheridas y facilitan su desprendimiento sin afectar al material de la herramienta ya que es mucho más resistente. 58 3.3.- GEOMETRIA DE LAS HERRAMIENTAS DE CORTE La alta variedad de herramientas de corte que existen en el mercado, da cabida a trabajar con voluminosos catálogos de herramientas. Además, las reglas para la definición de la geometría del filo cortante suelen ser confusas, y en cierta forma contradictorias. Por lo tanto, resulta prácticamente imposible a los ingenieros de procesos u operarios verificar todas las alternativas de dar la geometría adecuada a las herramientas. Debido a la gran cantidad de máquinas, materiales, herramientas y trabajos que se realizan en la industria, podemos decir que la geometría de una herramientas debe de analizarse y realizarse en el momento que se va a efectuar el trabajo, puesto que la forma en que se afilará la herramienta de corte, es de suma importancia en el proceso de maquinado de una pieza a trabajar, ya que de esto depende la vida útil del filo de la herramienta, el tiempo de maquinado, la rugosidad, el cavado superficial, el calentamiento del material, y la calidad del trabajo. ANGULOS TIPICOS DE HERRAMIENTAS DE CORTE Los ángulos característicos determinan la forma geométrica de la herramienta, y el valor de estos ángulos tiene la máxima importancia para la correcta y eficiente ejecución del mecanizado. Tales ángulos son: · Ángulo de incidencia libre o de salida A · Ángulo de incidencia principal o filo · Ángulo de corte B C Angulo de salida A Incidencia principal B Incidencia B Arista de corte C 59 HERRAMIENTAS DE TORNEADO Geometría del filo La geometría de una herramienta de torneado, o de cualquier otra herramienta de mecanizado, es fundamental para producir el arranque del material a trabajar con mayor o menor facilidad. Los ángulos, inclinaciones y radios de una herramienta se disponen atendiendo al tipo de operación a realizar y las características del material a mecanizar. A continuación se explican los ángulos que determinan la geometría de una herramienta de torneado y su influencia en el mecanizado. Ángulo de desprendimiento (A) El ángulo de desprendimiento es el más influyente de todos en el proceso de corte. La viruta, al salir, se apoya sobre la cara de desprendimiento, la cual debe producir su curvado y posterior rotura para evacuarla fuera de la zona de trabajo. Este proceso origina lógicamente, unos esfuerzos relacionados directamente con el valor del ángulo de desprendimiento. Debido a estos esfuerzos y al rozamiento de la viruta, se genera una gran cantidad de calor, que es mayor cuanto menor es el ángulo de desprendimiento. Por esta razón, el ángulo de desprendimiento debe ser lo mayor posible, ya que disminuye los esfuerzos de corte, y en consecuencia, la potencia requerida. Sin embargo, al aumentar el ángulo de desprendimiento, disminuye el ángulo de corte y el calor y los esfuerzos de corte se concentran en una sección más débil, aumentando el riesgo de rotura. En ocasiones, las vibraciones pueden ser eliminadas con el aumento del ángulo de desprendimiento. En la mayoría de plaquitas de metal duro actuales, la cara de desprendimiento puede tener diversas geometrías, determinadas no solamente por el ángulo de desprendimiento sino también por la variedad de rompevirutas. Ángulo de incidencia lateral (B) y frontal (B') Cuando este ángulo es muy pequeño, la herramienta penetra con dificultad produciéndose un alto rozamiento, como consecuencia se originan altas temperaturas y un desgaste prematuro de la herramienta. Si el ángulo de incidencia es muy grande, disminuye el ángulo de corte y la herramienta puede romperse fácilmente. Ángulo de filo (C) 60 El ángulo de filo es el comprendido entre los ángulos de desprendimiento y de incidencia. Cuanto mayor sea este ángulo más robusta es la zona de contacto principal de la herramienta. Ángulo de inclinación (D) Es el ángulo que forman el filo de corte y el plano de la base. El filo de corte es la arista resultante entre la intersección de las superficies de incidencia y de desprendimiento. Se dice que el ángulo de inclinación es positivo cuando es descendente desde la punta y negativo cuando es ascendente. El ángulo de inclinación lateral (D') y el ángulo de Ángulo de la punta El ángulo de la punta es el comprendido entre los ángulos de posición y de salida. Como criterio general, debe utilizarse un ángulo de punta lo mayor posible, ya que proporciona un filo de corte resistente. Radio de punta El radio de punta de las herramientas influye considerablemente en la duración de las mismas y en el acabado superficial de la pieza. Hay que seleccionar siempre el mayor radio de punta posible, ya que permite mayores avances y el filo de corte es más resistente. En el caso de aparecer vibraciones, seleccionar un radio más pequeño. 61 HERRAMIENTAS DE FRESADO Geometría del filo Las herramientas de fresado se clasifican en dos grupos, en función de los procedimientos principales de fresado: fresado frontal, y fresado periférico, o sea, cilíndrico. La combinación entre ambos es el fresado periférico frontal (fresado en escuadra). Los fresados de disco y circular son variantes del fresado periférico. Las herramientas enterizas y las de plaquitas intercambiables cubren en la actualidad todas las operaciones básicas de fresado. Fresado periférico. Geometría de corte • Ángulo de desprendimiento radial (A) El ángulo de desprendimiento tiene gran influencia sobre la potencia de corte y la resistencia del filo de corte. Un ángulo grande disminuye las fuerzas de corte pero debilita el filo; un ángulo pequeño o incluso negativo produce el efecto contrario. Para el mecanizado de acero, este ángulo oscila entre 10 y 15º; para aleaciones ligeras de 20 a 25º. • Ángulo de incidencia (B, B') El ángulo de incidencia evita el roce entre la herramienta y la pieza. Por lo general, oscila entre 5 y 12º, siendo mayor a medida que se trabajan materiales más blandos. • Ángulo de la hélice (ß) Este ángulo hace que la herramienta penetre progresivamente en el material produciendo un corte suave y, en consecuencia, reduciendo la fuerza axial. Los esfuerzos axiales se pueden dirigir hacia fuera o hacia dentro, según el ángulo de la hélice sea a derechas o a izquierdas. Fresado frontal. Geometría de corte La mayoría de las operaciones de fresado frontal se realizan con herramientas de plaquitas intercambiables. La geometría de corte viene determinada por la combinación de los ángulos de la plaquita y los resultantes una vez fijada en el apoyo de la herramienta. Debido a su influencia en el fresado frontal, cabe destacar los siguientes ángulos: • Ángulo de posición (E) El ángulo de posición influye, junto con el avance por diente, en el espesor de viruta y las fuerzas de corte. Excepto para operaciones de fresado en escuadra, este ángulo es inferior a 90º para que el filo de corte sea robusto y se produzca fácilmente la evacuación de las virutas. Los ángulos de posición más frecuentes oscilan entre 45 y 75º; cuanto mayor es el ángulo de posición menor es la fuerza axial, por lo que un ángulo de 90º puede ser la solución para el fresado frontal de piezas de estructura frágil con tendencia a vibraciones. Para el mecanizado pesado utilizar un ángulo de 45º, ya que el filo de corte es más robusto; también la fuerza de corte axial y radial son semejantes, lo cual puede ser favorable para fresadoras de gran tamaño, en las que los husillos tienen gran voladizo y, por tanto, la fuerza radial débil. • Ángulo de desprendimiento (A) (F) 62 El ángulo de desprendimiento es el formado por la placa en relación a la dirección radial de la fresa, visto desde un plano paralelo al plano de trabajo. Cuando el ángulo de desprendimiento es positivo, las fuerzas de corte son menores, reduciendo el consumo de la máquina y, por tanto, permitiendo mayores parámetros de corte. El ángulo de desprendimiento negativo debe utilizarse para el fresado de materiales duros en los que se precise un filo de corte robusto. • Ángulo de inclinación (D) (D') El ángulo de inclinación es el formado por la placa en relación a la dirección axial de la fresa, visto desde un plano perpendicular al plano de trabajo. Un ángulo de inclinación positivo aleja la viruta de la pieza, apto para el mecanizado de materiales de viruta larga. Para los materiales de viruta corta (fundición) o muy duros, utilizar un ángulo de inclinación negativo. 63 Broca. Ángulos de filo, desprendimiento e incidencia. Brocas. Son las herramientas o útiles de trabajo de las máquinas taladradoras. Se construyen brocas de tres o cuatro ranuras que se emplean principalmente para hacer agujeros de mayor diámetro sobre otros ya taladrados. La sujeción de la broca al husillo de taladrar se hace de manera distinta según sean de mango cilíndrico o cónico. El afilado de las brocas es de gran importancia para asegurar un trabajo correcto. El ángulo de la punta debe ser normalmente de 118°, sin embargo para el taladrado de materiales muy duros se debe hacer más obtuso y para materiales blandos más agudo. Según el material que se trabaje y el tipo de orificio que vaya a realizarse, se utilizará una u otra broca. Existen en el mercado infinidad de variedades, según su aplicación en metales, hormigón o madera. Es conveniente hacerse con un juego completo con distintos diámetros para cada tipo de superficie. Ángulo de la punta para el taladrado de distintos materiales. Material a taladrar Ángulo de la punta Fundición de hierro, acero. Bronce, latón, cobre. Aleaciones ligeras. Resinas sintéticas, pizarra, mármol. Caucho duro, plásticos. 118 a 122° 130 a 140° 90 a 110° 80 a 90° 30 a 60° 64 3.5 MAQUINABILIDAD DE LOS ACEROS La maquinabilidad es una propiedad de los materiales que permite comparar la facilidad con que pueden trabajar en los procesos por arranque de viruta. Los materiales con mejor maquinabilidad requieren menor esfuerzo de corte, esto nos permite aumentar la velocidad de rotación y avance de corte, de esta manera, reducimos el tiempo de mecanizado, sin que la herramienta pierda su filo. Teniendo en buenas condiciones la herramienta y el material maquinado tendrá un buen acabado. Los aceros aleados suelen tener mayor resistencia a la fricción, tención, corrosión y al impacto, pero estas mejoras, crean problemas a la maquinabilidad, por ello la industria metalurgia ha hechos trabajos minuciosos para mejorar la maquinabilidad de los aceros duros, principalmente agregándose plomo y azufre para obtener los llamados aceros de maquinado libre. No es fácil crear fundamentos que establezcan la maquinabilidad de un material, ya que las operaciones de mecanizado tienen una naturaleza compleja. En algunos casos, la dureza y la resistencia del material se consideran como los principales factores a evaluar. Los materiales duros son generalmente más difíciles de maquinar pues requieren una fuerza mayor para desbastar, sobre estos factores influyen las aleaciones del material Los materiales blandos como los plásticos pueden ser difíciles de mecanizar a causa de su mala conductividad térmica, el cobre y el aluminio aun siendo materiales de alta conductividad, suelen ser difíciles de maquinar, por tener baja resistencia al corte, esto provoca que el material se adhiera con facilidad a la herramienta, provocando un mal acabado en la superficie del material que se está maquinando Son varias las causas que afectan a la maquinabilidad, no hay una tabla que indique las causas específicamente. Existen tablas y gráficos que proporcionan una referencia para comparar la maquinabilidad de materiales diferentes, pero son necesariamente imprecisas debido a la multitud de variables de proceso y otros factores externos que pueden tener una influencia significativa. Estas tablas suelen medir la maquinabilidad en términos de velocidad de corte para una determinada vida útil de la herramienta. En lugar de ello, podemos decir que la maquinabilidad se valora caso por caso y las pruebas se adaptan a las necesidades específicas de los procesos. Las formas más comunes para efectuar una comparación de maquinabilidad son la vida útil del filo de la herramienta, la rugosidad que deja el maquinado, el tiempo de maquinado, control de la rebaba y el esfuerzo de la máquinas. MAQUINABILIDAD DE LOS ACEROS Los aceros son de los metales más importantes en ingeniería, debido a ello se ha estudiado en forma detallada su maquinabilidad. La maquinabilidad de los aceros se ha mejorado, principalmente agregando plomo y azufre para obtener los 65 llamados aceros de maquinado libre. Los aceros libres, son aquellos que contienes pequeñas cantidades de elementos químicos que permiten una mejor maquinabilidad ------------------------------------------------------------------------------------------------------------Aceros con plomo Un gran porcentaje del plomo en los aceros se solidifica en las puntas de las inclusiones de sulfuro de manganeso. En los tipos no resulfurados de acero, el plomo toma la forma de partículas finas dispersar. El plomo es insoluble en el hierro, cobre y aluminio y en sus aleaciones. Por su baja resistencia al corte, en consecuencia, el plomo funciona como lubricante sólido y se reparte sobre la interface herramienta-viruta durante el corte. Aceros desoxidados con calcio En estos aceros se forman hojuelas de silicatos de calcio. Estas hojuelas, a su vez, reducen la resistencia de la zona secundaria de corte y disminuyen la fricción entre la herramienta y la viruta, así como el desgaste, la temperatura se reduce en consecuencia. Por ello estos aceros producen menor desgaste de cráter, en especial a altas velocidades de corte. Aceros inoxidables Los aceros austeniticos (serie 300 o 400) son difíciles de maquinar. El traqueteo puede ser un problema, necesitando máquinas y herramientas con gran rigidez. Sin embargo, los aceros inoxidables derroticos tienen buena maquinabilidad. Los aceros martensiticos son abrasivos, tienden a forma de borde acumulado y requieren materiales de herramienta con gran dureza en caliente y resistencia al desgaste de cráter. Los aceros inoxidables de endurecimiento por precipitación son fuertes y abrasivos, requieren materiales de herramientas duros y resistentes a la abrasión. Un acero inoxidable para maquinado libre diseñado específicamente para exhibir una maquinabilidad mejorada. Se agrega azufre para producir las características de maquinado libre y mantener las propiedades mecánicas y la resistencia a la corrosión. 66 ACEROS El Acero es la aleación de hierro (Fe) y carbono (C), el porcentaje máximo Recomendado de carbón es 2.5%. Las propiedades del acero pueden ser modificadas, es agregando al Fe + C, otros tipos de materiales como: cromo (Cr), níquel (Ni), molibdeno (Mo), vanadio (V), tungsteno (W), cobalto (Co), manganeso (Mn),entre otros. Al combinar estos elementos, el acero podemos cambiar totalmente las propiedades físicas y mecánicas del material base (Fe + C) . ACEROS ALEADOS: Fe + C + otros materiales Un acero inoxidable del tipo 304, posee en su composición química a parte del Fe y C, porcentajes importantes de cromo y níquel que le dan el carácter de inoxidable. Esta adición de Cr y Ni, han cambiado notablemente las características del material base y las diferencias físicas y mecánicas son evidentes. . El adicionar otros materiales le dan al acero características como: resistencia al desgaste, tenacidad, resistencia mecánica, resistencia a la oxidación, dureza, etc. En nuestro medio podemos decir que la resistencia al desgaste, dureza y tenacidad va ligada a aceros grado herramienta y para ellos debemos usar un tratamiento térmico ACEROS GRADO MAQUINARIA Los aceros de maquinaria, tienen principal aplicación en elementos de maquinaria, cuyo objeto principal es tener resistencia mecánica. IBCA maneja los siguientes aceros: 4140T 270-330 HB Acero bonificado o pretemplado. Aplicable a ejes o elementos que son sometidos a esfuerzos de torque. 90-110 kg/mm2 98 40 275-320 HB Acero bonificado o pretemplado. Aplicable a ejes o elementos que son sometidos a esfuerzos de torque. 90-105 kg/mm2 67 10 45 200 HB Acero al carbono. Aplicable para hacer elementos de maquinaria de mediana carga o resistencia. Ejes, chavetas, pernos, etc. 65 kg/mm2 1018 Acero de bajo carbono. Aplicable para hacer elementos de maquinaria de baja carga o resistencia. 51-71 kg/mm2 8620 Acero de cementación. Ideal para fabricación de piezas duras de maquinaria como ej. Piñones, pines, columnas 58-60 HRC 1520 215 HB Barra perforada de acero debajo carbono aleado con bajo porcentaje de vanadio. Ideal para bocines o elementos perforados que requieran trabajar en el estado de suministro o con cementación ACEROS GRADO HERRAMIENTA: Son aquellos que sirven para fabricación de herramientas la elaboración herramientas nos ha ayudado a dar forma a diversos materiales. Por ejemplo: la elaboración de cuchillas para cizalla, punzones para troqueles, cortadores, brocas, fresas dados para extrusión de metales, plásticos, moldes para inyección de metal a alta temperatura. Los aceros grado herramienta a su vez se clasifican en 3 grupos que son: Aceros grado herramienta de trabajo en frío Aceros para moldes de plástico Aceros para trabajo en caliente. ACEROS GRADO HERRAMIENTA PARA TRABAJO EN FRÍO: Son aquellos que nos sirven para operaciones de corte y conformado en frío, como cuchillas, matrices de corte, punzones de troquelado, cuchillas de dobladoras, rodillos de conformado, rodillos guías, etc. Estos aceros principalmente trabajan sobre metal, madera y plástico. Este tipo de aceros es para trabajar con durezas altas, están elaborados con una alta resistencia al desgaste, combinada con la tenacidad que se requiere para el trabajo a efectuar, sin embargo, la dureza será obtenida de experiencia del 68 usuario, quien determinará la mejor combinación dureza-tenacidad, en base a la experiencia de su trabajo. O1 D6 D2 Estos aceros para poderlos escoger, se debe hacer principalmente en base de 2 parámetros que son: Resistencia al desgaste y tenacidad, Con estas condiciones, la selección se facilita, ya que por ej. Si se requiere cortar material fino, la cantidad de impacto será mínima, por lo que se requerirá entonces tener un material de alta resistencia al desgaste y caso contrario, si el material es grueso, tendremos que generar un gran esfuerzo que puede estar combinado con impacto, en este caso se requerirá un acero de alta tenacidad. Otra forma de dar tenacidad a un acero, es bajando su dureza, por ej. Un acero D2 con 60 HRC será más resistente al desgaste que el mismo acero pero con 50 HRC, acero será más tenaz que a 60 HRC. Normalmente en nuestro medio para aplicaciones de corte de material fino se ha Logrado buenos resultados con 58 HRC. Si las aplicaciones que se requieren no tienen poder de impacto, siempre se sugerirá tener la mayor dureza posible para generar la mejor resistencia al desgaste. . Rodillos de conformado para fabricación de tubos de acero de bajo carbono, o techos metálicos, normalmente se está utilizando XW41 con valores de dureza de 58-60 HRC Cuchillas para corte de plancha negra gruesa ha dado buenos resultados con durezas entre 54-58 HRC. Recordemos que mientras menos dureza mayor tenacidad. ACEROS PARA MOLDES DE PLÁSTICO: Como su nombre lo indica, estos aceros son usados para fabricar moldes para los distintos elementos plásticos que a diario vemos. Normalmente su principal característica es la pasibilidad seguida de resistencia al desgaste producida por la fricción ejercida por el plástico, al ser llenado el molde. 69 Disponibilidad en Acero Grado Maquinaria Calidad Perfil Acabado Medidas 1018 REDONDO ESTIRADO EN FRIO 1/8" A 6 1/2" LAMINADO EN CALIENTE Y PREMAQUINADO 3 1/4" A 15" CUADRADO ESTIRADO EN FRIO 1/8" A 4" HEXAGONAL ESTIRADO EN FRIO 3/8" A 2" SOLERAS ESTIRADO EN FRIO 1/8" X 1/2" HASTA 3" X 8" 1045 ESTIRADO EN FRIO 1/4" A 4" LAMINADO EN CALIENTE 4 1/8" A 28" PLACA LAMINADO EN CALIENTE 1/2" A 5" REDONDO ESTIRADO EN FRIO 3/16" A 3 3/4" HEXAGONAL ESTIRADO EN FRIO 1/4" A 3" 4140 REDONDO ESTIRADO EN FRIO 1/2" A 3 1/2" 4140 R REDONDO LAMINADO EN CALIENTE 1" A 24" PLACA LAMINADO EN CALIENTE 1/2" A 4 1/2" 12L14 REDONDO 70 Calidad Perfil Acabado Medidas 4140T REDONDO LAMINADO EN CALIENTE 7/8" A 24" PLACAS LAMINADO EN CALIENTE 1/2" A 14" REDONDO ESTIRADO EN FRIO 9/16" A 4" REDONDO LAMINADO EN CALIENTE 3" A 18" 9840 R REDONDO LAMINADO EN CALIENTE 1" A 10" 9840 T REDONDO LAMINADO EN CALIENTE 1" a 12" 8620 *** Manejamos otros Espesores y Calidades Sobre Pedido *** Correspondencia con Otras Nomenclaturas del Acero Grado Maquinaria Análisis Químico Promedio y Dureza de Entrega Máxima Aproximada del Acero Grado Maquinaria Tratamientos Térmicos del Acero Grado Maquinaria Características y Aplicaciones del Acero Grado Maquinaria Correspondencia con Otras Nomenclaturas LEVINSO N AISI/SA E CARPENTE R THYSEE N UDDEHOL M DIN W.Nr 1018 1018 1018 1018 UHB11 Ck18 - 1045 1045 GB4 1045 UHB45 Ck45 1.1191/1.050 3 71 LEVINSO N AISI/SA E CARPENTE R THYSEE N UDDEHOL M DIN W.Nr 1060 1060 GB-6 1060 760 Ck60 1.06 12L14 12L14 12L14 12L14 - 9.SMnPb 36 1.07 4140R 4140R TCM04R 4140R 709 42 CrMo 4 G 1.72 4140T 4140T TCM04T 4140T 709T 42 CrMo 4 V 1.72 4320 4320 EX-17 4320 7210 17 CrNiMo6 1.59 4340R 4340R TX15R 4340R - 40NiCrMo 6G 1.66 4340T 4340T TX15T 4340T - 40NiCrMo 6G 1.66 8620 8620 EX8 8620 8620 21 NiCrMo 2 1.65 9840R 9840R TX-10R 9840R 705 36 CrNiMo 4 G 1.65 9840T 9840T TX-10T 9840T 705T - 1.65 Subir Análisis Químico Promedio y Dureza de Entrega Máxima Aproximada 72 C Si Mn P S Cr Ni Mo W V OTRO S BHN/HR C 1018 0.1 5 0.2 0 ≤ 0.4 0 0.6 0 0.9 0 ≤ 0.04 0 ≤ 0.05 0 - - - - - - 200/14 1045 0.4 3 0.5 0 ≤ 0.4 0 0.6 0 0.9 0 ≤ 0.04 0 ≤ 0.05 0 - - - - - - 206/15 1060 0.5 5 0.6 5 ≤ 0.4 0 0.6 0 0.9 0 ≤ 0.04 0 ≤ 0.05 0 - - - - - - 220/18 12L14 0.1 5 ≤ 0.4 0 0.8 5 1.1 5 0.04 0.09 0.26 0.35 - - - - - 0.150.35 Pb 200/14 4140 R 0.3 8 0.4 3 0.1 5 0.3 5 0.7 5 1.0 0 ≤ 0.04 0 0.15 0.35 0.8 0 1.1 0 - 0.1 5 0.2 5 - - - 230/21 4140T 0.3 8 0.4 3 0.1 5 0.3 5 0.7 5 1.0 0 ≤ 0.04 0 0.15 0.35 0.8 0 1.1 0 - 0.1 5 0.2 5 - - - 336/36 4320 0.1 4 0.1 9 ≤ 0.4 0 0.4 0 0.6 0 ≤ 0.03 5 ≤ 0.03 5 1.4 0 1.7 0 1.4 0 1.7 0 - - - - 231/21 4340 0.3 5 0.1 5 0.5 0 0.50 ≤ 0.03 0.9 0 1.4 0 0.2 0 - - - 230/21 73 W V OTRO S BHN/HR C 0.2 0 0.3 0 - - - 336/36 0.4 0 0.7 0 0.1 5 0.2 5 - - - 212/17 0.7 0 0.9 0 0.8 5 1.1 5 0.2 0 0.3 0 - - - 230/21 0.7 0 0.9 0 0.8 5 1.1 5 0.2 0 0.3 0 - - - 336/36 C Si Mn P S Cr Ni Mo R 0.4 5 0.3 5 0.3 5 0.70 5 1.4 0 1.7 0 0.3 0 4340T 0.3 5 0.4 5 0.1 5 0.3 5 0.5 0 0.7 0 ≤ 0.03 5 ≤ 0.03 5 0.9 0 1.4 0 1.4 0 1.7 0 8620 0.1 8 0.2 3 0.1 5 0.3 5 0.7 0 0.9 0 0.04 0.04 0.4 0 0.6 0 9840 R 0.3 8 0.4 3 0.1 5 0.3 5 0.7 0 0.9 0 0.04 0.04 9840T 0.3 8 0.4 3 0.1 5 0.3 5 0.7 0 0.9 0 0.04 0.04 Subir Tratamientos Térmicos TEMPERATURA TEMPLE MEDIO DE ENFRIAMIENTO REVENIDO 1018 Cementar 870-955 Agua/salmuera 150-250 1045 830-855 Aceite/agua 300-670 1060 830-855 Aceite/agua 450-660 74 TEMPERATURA TEMPLE MEDIO DE ENFRIAMIENTO REVENIDO 12L14 - - - 4140R 830-850 Aceite 500-650 4140T - - - 4320 Aceite 830-860 Cementar 870-925 150-200 4340R 820-850 Aceite 540-650 4340T - - - 8620 Aceite 850-880 Cementar 880-925 175-200 9840R 820-850 Aceite 540-650 9840T - - - Subir Características y Aplicaciones del Acero Grado Maquinaria CARACTERISTICAS Y APLICACIONES 1018 ACERO NO ALEADO DE CEMENTACION PARA USO EN PARTES DE MAQUINARIA. ACERO GENERALMENTE ESTIRADO EN FRIO, PIÑONES, TORNILLOS SIN FIN, PERNOS DE DIRECCION, PERNOS DE CADENA, CATARINAS, ETC. 1045 ACERO NO ALEADO EMPLEADO EN FLECHAS Y PARTES DE MAQUINARIA. ADECUADO PARA TEMPLE SUPERFICIAL, FLECHAS, PIÑONES, ENGRANES, PERNOS, TORNILLOS, SEMIEJES, EJES, CIGUEÑALES, ETC. 75 CARACTERISTICAS Y APLICACIONES 1060 ACERO PARA USO CONSTRUCCION DE MAQUINARIA. CON ADECUADA RESPUESTA AL TEMPLE, RESISTENCIA AL DESGASTE, DISCOS DE EMBRAGUE, EJES DE TRANSMISION, PORTAHERRAMIENTAS, IMPLEMENTOS AGRICOLAS, ETC. 12L14 ACERO CON ADICIONES DE PLOMO CON EXCELENTE MAQUINABILIDAD. EMPLEADO EN TORNOS AUTOMATICOS PARA ALTA PRODUCCION (ESTIRADO EN FRIO). BUJES, COPLES, CONEXIONES DE MANGUERAS HIDRAULICAS, TORNILLERIA, ETC. 4140R PIEZAS QUE REQUIEREN ELEVADA RESISTENCIA DE TRACCION Y ALTA TENACIDAD, CIGUEÑALES, ENGRANDES DE TRANSMISION, EJES, BIELAS, PORTA INSERTOS, PARTES PARA BOMBAS, ESPARRAGOS, ETC. 4140T ACERO TEMPLADO Y REVENIDO PARA APLICACIONES DIRECTAS, YA CON DUREZA DE TRABAJO. 4320 ACERO AL Cr Ni Mo, PARA PIEZAS DE DIMENSIONES MEDIAS CON RESISTENCIA Y TENACIDAD ELEVADAS DESPUES DE CEMENTADAS Y TEMPLADAS, ENGRANES, CORONAS, PIÑONES, UNIONES UNIVERSALES, ETC. 4340R ACERO AL Cr-Ni-Mo, RECOCIDO DE ALTA TEMPLABILIDAD ADECUADO PARA FLECHAS Y ENGRANES DE GRANDES SECCIONES DONDE SE REQUIERE ALTA DUCTILIDAD Y RESISTENCIA AL CHOQUE, FLECHAS DE TRANSMISION, CUCHILLOS, PUNZONES, ETC. 4340T ACERO TEMPLADO Y REVENIDO PARA APLICACIONES DIRECTAS, YA CON DUREZA DE TRABAJO. 8620 ACERO PARA PIEZAS QUE REQUIEREN ALTA DUREZA SUPERFICIAL Y NUCLEO TENAZ MEDIANTE CEMENTACION Y CARBONITRURACION, ES EL DE MAYOR USO EN LA FABRICACION DE ENGRANES, PIÑONES, SATELITES, PLANETARIOS, ETC. 9840R ACERO AL Cr-Ni-Mo, DE FACIL TEMPLE PARA FABRICACION DE PARTES SUJETAS A GRAN ESFUERZO DE FATIGA, ENGRANES, SINFINES, FLECHAS, 76 CARACTERISTICAS Y APLICACIONES PIÑONES, HUSILLOS, ESPARRAGOS, PERNOS, LEVAS, TORNILLOS OPRESORES, ETC. 9840T ACERO TEMPLADO Y REVENIDO PARA APLICACIONES DIRECTAS, YA CON DUREZA DE TRABAJO. Subir ACEROS HERRAMIENTA PARA TRABAJO EN FRIO D-2 0-1 Acero Plata W-1 REDONDO PREMAQUINADO 1/2" A 24" PLACA LAMINADO EN CALIENTE 1/2" A 12" REDONDO PREMAQUINADO 1/2" A 9 1/2" PLACA LAMINADO EN CALIENTE 1/2" A 4" REDONDO RECTIFICADO 1/8" A 2" ACEROS HERRAMIENTA PARA TRABAJO EN CALIENTE H-13 REDONDO PLACA PREMAQUINADO 1/2" A 16" LAMINADO EN CALIENTE 1/2" A 16" LAMINADO EN CALIENTE 1/2" A 14" ACEROS HERRAMIENTA PARA TRABAJO A IMPACTO 77 S-7 PLACA LAMINADO EN CALIENTE 1" A 8" ACEROS HERRAMIENTA ALTA VELOCIDAD M-2 REDONDO ESTIRADO EN FRIO 9 MM A 105 MM *** Manejamos otros Espesores y Calidades Sobre Pedido *** Correspondencia con Otras Nomenclaturas del Acero Grado Herramienta Análisis Químico Promedio y Dureza de Entrega Máxima Aproximada del Acero Grado Herramienta Tratamientos Térmicos del Acero Grado Herramienta Características y Aplicaciones del Acero Grado Herramienta Correspondencia con Otras Nomenclaturas LEVINSO N AISI/SA E CARPENTE R THYSEEN UDDEHOL M DIN W.Nr ACEROS HERRAMIENTA PARA TRABAJO EN FRIO D-2 D-2 CA1215 THYRODU R 2379 SVERKER 21 X155 CrVMo 121 1.24 D-3 D-3 CA1220 2080 SVERKER 3 X210 Cr 12 1.21 A-2 A-2 CA510 2363 RIGOR X 100 CrMoV 51 1.24 O-1 O-1 SW55 2510 ARNE 100 MnCrW 4 1.25 PLATA W- W-1 W11 P - - C105 W1 1.17 78 LEVINSO N AISI/SA E CARPENTE R P20+Ni P20+Ni THYSEEN UDDEHOL M DIN W.Nr 40CrMnMo 7 *1.233 0 1 P20+Ni THYRODU R 2738 P20+Ni ACEROS HERRAMIENTA PARA TRABAJO EN CALIENTE L-6 L-6 NG2 SUPRA 2714 GRANE 55 NiCrMoV 6 1.27 H-13 H-13 MOG510V 2344 ORVAR X 40 Cr MoV 51 1.23 ACEROS HERRAMIENTA PARA TRABAJO A IMPACTO S-7 S-7 - - COMPAX - 1.26 S-1 S-1 WA-255 2550 REGIN-3 45 WCrV7 1.26 HS6.5.2HC 1.33 ACEROS HERRAMIENTA PARA TRABAJO A IMPACTO M-2 M-2 MO-500 3343 HSP41 Subir Análisis Químico Promedio y Dureza de Entrega Máxima Aproximada C Si Mn P S Cr Ni ACEROS HERRAMIENTA PARA TRABAJO EN FRIO 79 Mo W V OTRO S BHN/HR C OTRO S BHN/HR C 0.9 0 1.1 0 - 262/27 - - - 265/27 0.9 0 1.2 0 - 0.1 0 0.3 0 - 235/22 - - 0.5 0 0.7 0 0.0 5 0.1 5 - 228/21 0.1 5 MA X 0.2 0 MA X 0.1 0 MA X 0.1 5 MA X 0.1 0 MA X - 212/17 1.9 1 0.2 - - - 280/29 - 0.0 7 0.1 2 - 255/25 C Si Mn P S Cr Ni Mo W V D-2 1.5 0 1.6 0 0.1 0 0.4 0 0.1 5 0.4 5 0.03 0.03 11. 0 12. 0 - 0.6 - D-3 1.9 0 2.2 0 0.1 0 0.4 0 0.1 5 0.4 5 ≤ 0.30 ≤ 0.30 11. 0 12. 0 - - A-2 0.9 0 1.0 5 0.2 0 0.4 0 0.4 0 0.7 0 ≤ 0.03 5 ≤ 0.03 5 4.8 0 5.5 0 - O-1 0.9 0 1.0 5 0.1 5 0.3 5 1.0 0 1.2 0 ≤ 0.03 5 ≤ 0.03 5 0.5 0 0.7 0 PLAT A W-1 1.1 0.1 0 0.4 0 0.1 0 0.4 0 0.03 0.03 P20+ Ni 0.4 0.2 5 1.5 0.04 0.04 ACEROS HERRAMIENTA PARA TRABAJO EN CALIENTE L-6 0.5 0 0.6 0 0.1 0 0.4 0 0.6 5 0.9 5 ≤ 0.03 0 ≤ 0.03 0 0.6 0 0.8 0 1.5 0 1.8 0 80 0.2 5 0.3 5 H-13 OTRO S BHN/HR C 0.9 0 1.1 0 - 241/23 C Si Mn P S Cr Ni Mo W V 0.3 7 0.4 3 0.9 0 1.2 0 0.3 0 0.5 0 ≤ 0.03 0 ≤ 0.03 0 4.8 0 5.5 0 - 1.2 0 1.5 0 - ACEROS HERRAMIENTA PARA TRABAJO A IMPACTO S-7 0.5 5 0.9 0.3 0.03 0.03 3.2 5 - 1.4 - 0.2 5 - 245/23 S-1 0.5 5 0.6 5 0.5 0 0.7 0 0.1 5 0.4 5 ≤ 0.03 0 ≤ 0.03 0 0.9 0 1.2 0 - - 1.8 0 2.1 0 0.1 0 0.2 0 - 229/21 6.0 0 6.7 0 1.7 0 2.0 0 - 269/28 ACEROS HERRAMIENTA PARA TRABAJO A IMPACTO M-2 0.8 6 0.9 4 ≤ 0.4 5 ≤ 0.4 5 ≤ 0.03 0 ≤ 0.03 0 3.8 0 4.5 0 - 4.7 0 5.2 0 Subir Tratamientos Térmicos TEMPERATURA TEMPLE MEDIO DE ENFRIAMIENTO REVENIDO ACEROS HERRAMIENTA PARA TRABAJO EN FRIO D-2 990-1050 aire/aceite 100-400 D-3 940-970 aire-aceite-sales 100-400 81 TEMPERATURA TEMPLE MEDIO DE ENFRIAMIENTO REVENIDO A-2 950-980 aire-aceite 100-400 O-1 790-815 aceite 100-400 PLATA W-1 760-845 agua/salmuera 180-340 P20+Ni 815-840 aceite-sales 100-500 ACEROS HERRAMIENTA PARA TRABAJO EN CALIENTE L-6 790-845 aceite 400-650 H-13 995-1025 aceite/aire 400-700 ACEROS HERRAMIENTA PARA TRABAJO A IMPACTO S-7 930-960 aceite-aire 100-400 S-1 900-950 aceite 100-400 ACEROS HERRAMIENTA PARA TRABAJO A IMPACTO M-2 1190-1230 aire-aceite-sales 100-700 Subir Características y Aplicaciones del Acero Grado Herramienta CARACTERISTICAS Y APLICACIONES ACEROS HERRAMIENTA PARA TRABAJO EN FRIO 82 CARACTERISTICAS Y APLICACIONES D-2 EMPLEADO EN HERRAMIENTAS DE ALTA RESISTENCIA AL DESGASTE EN COMBINACION CON UNA MODERADA TENACIDAD, PIEZAS PARA CORTAR, EMBUTIR TROQUELAR, RODILLOS FORMADORES, MOLDES PARA PORCELANDA Y REFRACTARIOS, ETC. D-3 ACERO DE ALTA RESISTENCIA AL DESGASTE Y BAJA TENACIDAD ADECUADO PARA CORTE DE PLACA DELGADA, RODILLOS DE TRABAJO, DADOS CORTADORES, CUCHILLAS, PEINES, PUNZONES, CALIBRADORES, DADOS ROSCADORES. A-2 ACERO QUE COMBINA UNA ADECUADA TENACIDAD CON BUENA RESISTENCIA AL DESGASTE, DADOS EXTRUSORES, DADOS CORTADORES, RODILLOS FORMADORES, DISCOS CORTADORES, MANDRILES, ETC. O-1 ACERO DE USO GENERAL, BUENA DUREZA SUPERFICIAL, RESISTENCIA AL DESGASTE ADECUADA, FACIL DE TEMPLAR Y MAQUINAR, DADOS P/MOLDE DE PLASTICO, DADOS FORMADORES Y DOBLADORES, CUCHILLAS P/PAPEL, RIMAS, DADOS ACUÑADORES, ETC. PLATA W-1 ACERO AL CARBONO QUE ALCANZA DUREZAS DE HASTA 58 – 60 Hrc., DESPUES DE TEMPLADO Y REVENIDO, IDEAL PARA RESORTES, CEPILLOS, POSTES DE TROQUEL, REMACHADORAS, LIMAS, DADOS DE FORJA, BROCAS, PUNZONES, ESQUINADORES, ETC. P20+Ni ACERO EN EXCELENTE PULIDO PROPIEDADES OPTICAS CON BUEN MAQUINADO, YA NO ES NECESARIO PREMAQUINAR GRANDES PLACAS PARA MANDAR LUEGO A TRATAMIENTO TERMICO. EL CONTENIDO DE NIQUEL AUMENTA LA TEMPLABILIDAD. ACEROS HERRAMIENTA PARA TRABAJO EN CALIENTE L-6 ACERO ADECUADO PARA INYECCION DE PLASTICO, DE FACIL SOLDABILIDAD, EMPLEADO EN LA INDUSTRIA REFRACTARIA, DADOS CORTADORES, DISCOS CORTADORES, DADOS FORMADORES, SIERRAS DE CORTE DE MADERA, PUNZONES, ETC. 83 CARACTERISTICAS Y APLICACIONES H-13 ACERO CON ADECUADA RESISTENCIA AL DESGASTE EN CALIENTE, DEBIDO A SU RESISTENCIA A LA FATIGA TERMICA, ES ADECUADO PARA SU USO EN MOLDES FUNDICION REFRIGERADOS, DADOSE EXTRUSORES PARA ALUMINIO Y LATON, CUCHILLAS, DADOS FORJADORES, ETC. ACEROS HERRAMIENTA PARA TRABAJO A IMPACTO S-7 ACERO CON EXCELENTE COMBINACION DE TENACIDAD Y RESISTENCIA AL DESGASTE EMPLEADO EN SERVICIO PESADO FORMADO/CORTADO, DADOS FORMADORES, CUCHILLAS, PUNZONES, DADOS CABECEADORES EN CALIENTE, RECORTADORAS, REMACHADORAS. S-1 ACERO PARA PUNZONAR CON MAXIMA TENACIDAD Y RESISTENCIA AL CHOQUE, DADOS CABECEADORES PARA TORNILLOS, CORTADORES DE TUBO, BROCAS PARA CONCRETO, RODILLOS EXPANSORES, DADOS FORMADORES, HERRAMIENTAS NEUMATICAS, ETC. ACEROS HERRAMIENTA ALTA VELOCIDAD M2 ACERO ADECUADO PARA HERRAMIENTAS DE CORTE, PUNZONES, BROCAS, MACHUELOS, SEGUETAS, SIERRAS CINTA, END MILLS, RIMAS BURILES, HERRAMIENTAS FORMADORAS, PEINES, MACHUELOS, HERRAMIENTAS PARA MANDRINADO, ETC. Subir 84 CARACTERISTICAS Y APLICACIONES 85 SUPERFICIES FUNCIONALES Y NO FUNCIONALES El acabado superficial (rugosidad) es un proceso de fabricación usado en la manufactura con el objetivo de obtener una superficie deseada en algún producto ya sea por estética o para algún uso mecánico de este. En la actualidad los acabados tienen una amplia variedad de usos así como también que el producto se pueda conservar limpio y estéril así como es el caso de herramientas para fines médicos o también proteger a una pieza contra la corrosión. Mediante el uso de tolerancias dimensionales y geométricas se cerciora el funcionamiento de las piezas. La norma encargada de las indicaciones y símbolos en los dibujos técnicos de acabados es el ISO 1302. Se mencionara según con la norma como se deben de indicar los símbolos de estados superficiales y como se debe de indicar algún proceso superficial en los dibujos técnicos. Conceptos generales La terminación de un acabado depende del material con el que se fabrica una pieza y de su proceso de fabricación. El grado de acabado superficial debe cumplir dos condiciones: -Calidad mínima. La calidad de la superficie debe ser suficiente para que la pieza cumpla con su función (menor costo). -Calidad máxima. La calidad de la superficie de la pieza debe ser concurrente con el costo de la pieza y no debe ser mayor que lo necesario. (Mayor costo). Las imperfecciones superficiales se clasifican en: Rugosidad. La producen las herramientas que se usan para fabricar la pieza. Ondulación. Causada por el desajuste de las máquinas-herramientas. 86 Tipos de superficies -Superficies de apoyo. Tienen contacto con otras partes fijas. Sirven de apoyo para el mecanismo. -Superficies funcionales. Aquellas superficies que tienen contacto dinámico (rotación, traslación…) con otras, por lo que requieren un acabado fino. -Superficies libres. No tienen contacto con otras superficies y cumplen con una función estética. Se les puede señalar como bastas. Para determinar la rugosidad de una superficie se utiliza un rugosímetro, que determina electrónicamente el perfil del material en una sección transversal con respecto a la dirección de las estrías. Algunos conceptos de la consignación de anomalías en los dibujos técnicos. Superficie real. Superficie obtenida después de la producción de la pieza. Superficie geométrica. Superficie sin imperfecciones dada por el diseñador. Superficie efectiva. Se aproxima a la superficie real a partir de mediciones con instrumentos. Corresponde más al departamento de control de calidad. 87 Perfil real. Curva obtenida como intersección de la superficie real general mente perpendicular a esta. Perfil geométrico. Intersección de la superficie geométrica con un plano general mente perpendicular a este. Perfil efectivo. Intersección CALIDAD SUPERFICIAL En mecánica la rugosidad es el conjunto de irregularidades que posee una superficie. La mayor o menor rugosidad de una superficie depende de su acabado superficial. Éste, permite definir la microgeometría de las superficies para hacerlas válidas para la función para la que hayan sido realizadas. Es un proceso que, en general, habrá que realizar para corregir los errores de forma y las ondulaciones que pudiesen presentar las distintas superficies durante su proceso de fabricación (fundición, forja, laminación, etc.). En el Sistema Internacional la unidad de rugosidad es el micrómetro o micra (1micra= 1 µm = 0,000001 m = 0,001 mm), mientras que en el sistema anglosajón se utiliza la micro pulgada (μ"). Esta medida se indica en los planos constructivos de las piezas mediante signos y valores numéricos, de acuerdo a las normas de calidad existentes, que varían entre países. Se hace referencia al grado de rugosidad de una superficie. Las superficies obtenidas según los procesos de fabricación como los que se han señalado anteriormente, se caracterizan porque la forma de la rugosidad abarca los siguientes aspectos (figura 2): - Se percibe que las estrías de la superficie tienen una direccionalidad según haya sido el proceso de fabricación o tratamiento. 88 Acabados superficiales especiales Rectificado. Proceso en el cual el objetivo es dar un excelente acabado superficial. Se puede realizar con un torno o con una fresa, aunque el mejor grado de calidad se consigue con una herramienta llamada muela, constituida por granos de material abrasivo cementados con una substancia cerámica. -Bruñido. El fin de esta operación es obtener una rugosidad muy leve. General mente utilizada en piezas de precisión. La rectificadora es una máquina herramienta, utilizada para realizar mecanizados por abrasión, con mayor precisión dimensional y menores rugosidades que en el mecanizado por arranque de viruta. Las piezas que se rectifican son principalmente de acero endurecido mediante tratamiento térmico. Para el rectificado se utilizan discos abrasivos robustos, llamados muelas. El rectificado se aplica luego que la pieza ha sido sometida a otras máquinas herramientas que han quitado las impurezas mayores, dejando solamente un pequeño excedente de material para ser eliminado por la rectificadora con precisión. A veces a una operación de rectificado le siguen otras de pulido y lapeado, como por ejemplo en la fabricación de cristales para lentes. 89 El lapeado es una operación de mecanizado en la que se frotan dos superficies con un abrasivo de grano muy fino entre ambas, para mejorar el acabado y disminuir la rugosidad superficial. Se emplea para acabar bloques patrón o conseguir uniones estancas entre dos superficies metálicas.1 La herramienta de lapear permite sujetar las partículas abrasivas y está fabricada con un material más blando que la pieza a mecanizar. Para preparar metales endurecidos para un examen metalográfico este material es textil. Cuando el abrasivo es polvo de diamante se emplea cobre, pero el material más frecuente es hierro fundido de grano fino.2 Se puede realizar a mano o usando máquinas especiales. Se puede aplicar a materiales metálicos y no metálicos de casi cualquier dureza, pero si el material es excesivamente blando los granos de abrasivo se pueden quedar incrustados en la pieza. Cuando el lapeado se realiza manualmente se emplea una placa plana estriada4 como la de la primera imagen. Por ejemplo, se podría extender polvo de esmeril sobre la superficie de la placa, que después se frotaría contra la pieza a lapear con un movimiento irregular, rotatorio, quizás en forma de ocho para que el desgaste sea uniforme 90 Indicaciones y simbología de rugosidad El símbolo de rugosidad son dos líneas desiguales inclinadas (60°) respecto a una línea horizontal que representa la superficie Características especiales A estos símbolos se les pueden asignar valores de las tolerancias permitidas, si no se especifican las unidades se consideran micrómetros. También podremos especificar los valores máximos y mínimos permisibles, situando la rugosidad máxima sobre la mínima. La norma permite utilizar los números de clases de rugosidad mediante la selección de clase correspondiente, de hecho la norma lo recomienda para evitar errores de interpretación. Rugosidad Ra (&µm) Clase de rugosidad 50 N 12 25 N11 12.5 N10 6.3 N9 91 3.2 N8 1.6 N7 0.8 N6 0.4 N5 0.2 N4 0.1 N3 0.05 N2 0.025 N1 Indicaciones especiales para rugosidad Si así lo requiere se debe indicar el proceso de fabricación de la forma en que se trabajó la superficie, debe indicarse el símbolo de rugosidad de características especiales sobre la línea horizontal que está colocada sobre la línea inclinada más larga. Se debe indicar también el tratamiento o el recubrimiento superficial que así lo demande la pieza. Podemos indicar un tratamiento superficial con una línea punteada gruesa. Si es necesario podemos indicar un proceso de arranque de viruta e indicar otro proceso, por ejemplo un recubrimiento. 92 Si es necesario, se indicara las huellas producidas por las herramientas dejadas en la superficie de la pieza. Según la norma UNE se pueden clasificar de la siguiente manera: 1) Marcas paralelas al plano de proyección de la vista. Símbolo = 2) Marcas perpendiculares al plano de proyección de la vista. Símbolo 3) Marcas que se cruzan en dos direcciones oblicuas respecto al plano de proyección de la vista. Símbolo X 4) Las marcno tienen una dirección definida. Símbolo M 93 5) Marcas de forma circular respecto al centro de la superficie. Símbolo C 6) Marcas de forma radial respecto al centro de la superficie. Símbolo R Indicaciones en de las características en los dibujos El símbolo se coloca directamente sobre la superficie o bien en su prolongación. Como se muestra en la figura se puede indicar con una cota que sale de la base del símbolo. 94 Los símbolos se deben poner una sola vez por cada superficie. Si la superficie fuera igual para todas las superficies deberá indicarse de la siguiente manera: a) Indicando con una nota al lado del símbolo b) a continuación de la marca de la pieza A continuación mostraremos una imagen con todas las características generales: a) Valor de la rugosidad en micrómetros b) Proceso de fabricación o tratamiento c) Longitud básica 95 d) Dirección de las estrías de mecanizado e) Sobre medida para mecanizado f) Otros valores de rugosidad entre paréntesis. Siempre que el símbolo no indique características especiales de la superficie, se podrá utilizar cualquier orientación, solo cuando no indique rugosidad, que debe mantener la posición que así indica la norma. Si a si se requiere el mismo estado superficial para la mayoría de las superficies, el símbolo debe de ir seguido de: a) "salvo indicación particular" b) Símbolo básico (entre paréntesis) sin ninguna otra indicación. c) de uno o varios símbolos (entre paréntesis) del estado o estados de superficie particulares. Se debe procurar repetir especificaciones complejas, se puede hacer una conjetura resumida del estado superficial, siempre y cuando la conjetura esté cerca del símbolo. 96 La indicación de estado superficial puede omitirse si el control de calidad no es obligatorio o sobre medidas ya especificadas. (www.gig.etsii.upm.es/gigcom/temas_di2/estados/index.html Oviedo en España) y Universidad de Conclusiones De todo lo anterior podemos decir que tenemos un gran apoyo en el área de la metrología, ya que podremos interpretar planos que tengan indicaciones de acabados superficiales. También se menciono acerca de la norma UNE 82-30176, que da algunas indicaciones acerca de cómo deben de indicar planos y 97 Tolerancias dimensionales Introducción Tolerancia: es la variación máxima permitida que puede tener la dimensión establecida de una pieza, proceso o cualquier otro elemento acotado. Viene dada por la diferencia entre los límites superior y el límite inferior. Zona de la tolerancia: es la zona cuya amplitud es el valor de la tolerancia Tolerancia fundamental: es la tolerancia que se determina para cada grupo de dimensiones y para cada calidad de trabajo Las tolerancias dimensionales fijan un rango de valores permitidos para las cotas funcionales de la pieza, como puede ser: Espiga: perno del acoplamiento. Barreno: cavidad del acoplamiento Dimensión: Es valor numérico de una pieza (longitud, espesor, diametro, profundidad largo o de un ángulo). Dimensión nominal (dN para pernos, DN para barrenos): es el valor supuesto que tiene una distancia, respecto al que se consideran las medidas límites. Dimensión efectiva:(de una pieza): es el valor real de una dimensión, que ha sido delimitada midiendo sobre la pieza ya construida. Dimensiones límites (máxima, dM para ejes, DM para barrenos; mínima, dm para ejes, Dm para agujeros): son los valores extremos que puede tomar la dimensión efectiva. Dimensiones límites (máxima, dM para ejes, DM para agujeros; mínima, dm para ejes, Dm para agujeros): son los valores extremos que puede tomar la dimensión efectiva. Desviación o diferencia: es la diferencia entre una dimensión y la dimensión nominal. Diferencia efectiva: es la diferencia efectiva entre la medida efectiva y la dimensión nominal. Diferencia superior o inferior: es la discrepancia máxima/mínima y la medida nominal correspondiente 98 entre la dimensión Las tolerancias dimensionales se pueden representar en los dibujos de varias formas: Con su medida nominal seguida de las desviaciones límites. Con los valores máximo y mínimo. Con la anotación normalizada ISO. Pueden ser a su vez: a) Bilaterales, cuando la dimensión de una pieza puede ser mayor o menor que la dimensión dada, o b) Unilateral, cuando la dimensión de una pieza puede ser solo mayor, o solo menor, que la dimensión dada. Las unidades de las desviaciones son las mismas que las de la dimensión nominal. El número de cifras decimales debe ser el mismo en las dos diferencias, salvo que una de ellas sea nula. 99 Valores para el ajuste con juego Medida nominal. Una letra representativa de la diferencia fundamental en valor y en signo (minúscula para eje, mayúscula para agujero), que indica la posición de la zona de tolerancia. Un número representativo de la anchura de la zona de tolerancia (Calidad de la tolerancia). Por ejemplo en un plano se tendrá: Eje Por ejemplo en un plano se tendrá: 50 F8/g6 Si los valores están limitados en máximo y mínimo es suficiente con poner los valores límite. 100 Calidad de la tolerancia El sistema de tolerancias y ajustes ISA tiene como fundamento las siguientes premisas A) La temperatura de referencia es de 20°C B) El Sistema ISO de tolerancias (Norma ISO 286(I)-62) para dimensiones nominales comprendidas entre 0 y 500mm realiza una partición en grupos de diámetros dentro de cuyos límites las magnitudes nominales de las tolerancias permanecen constantes. Los diámetros incluidos son de 0 a 500mm. C) Dicha norma distingue dieciocho calidades (o dieciocho grados de tolerancia o clases de precisión) designados como IT01, IT0, IT1,…, IT16, y se calcularon las tolerancias que se llaman fundamentales. D) Para cada grupo de diámetros y cada calidad, la tolerancia, llamada fundamental, permaneció constante. E) Las tolerancias fundamentales, para las calidades 5 a 16, se determinaron en función de la unidad de tolerancia internacional, siendo: i=0,45D1/3+0,001D, donde i se expresa en micrones y D es la medida geométrica de los diámetros límites del grupo, expresada en mm. La calidad o índice de calidad es un conjunto de tolerancias que se corresponde con un mismo grado de precisión para cualquier grupo de diámetros. Cuanto mayor sea la calidad de la pieza, menor será la tolerancia. De esta forma, las calidades 01 a 3 para espigas y 01 a 4 para barrenos se usan para calibres y piezas de alta precisión. Las calidades 4 a 11 para espigas y 5 a 11 para agujeros, están previstas para piezas que van a estar sometidas a ajustes. Por último, las calidades superiores a 11 se usan para piezas o elementos aislados que no requieren un acabado tan fino. En la tabla 1 se muestran los valores fundamentales en micras para cada una de las dieciocho calidades y para cada uno de los trece grupos de dimensiones de la serie principal. 101 CALIDADES IT IT IT IT IT IT IT IT IT IT IT IT IT IT IT IT IT IT Grupos de 01, 0, 1 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 1 2, 13, 14, 15, 100 140 250 400 16 Diámetros (mm) d≤3 0.3 0.5 0.8 1.2 2 3 4 6 10 14 25 40 60 3<d≤6 0.4 0.6 1 1.5 2.5 4 5 8 12 18 30 48 75 120 180 300 480 750 6 < d ≤ 10 0.4 0.6 1 1.5 2.5 4 6 9 15 22 36 58 90 150 220 360 580 900 10 < d ≤ 18 0.5 0.8 1.2 2 3 5 8 11 18 27 43 70 110 180 270 430 700 1100 18 < d ≤ 30 0.6 1 1.5 2.5 4 6 9 13 21 33 52 84 130 210 330 520 840 1300 30 < d ≤ 50 0.6 1 1.5 2.5 4 7 11 16 25 39 62 100 160 250 390 620 1000 1600 50 < d ≤ 80 0.8 1.2 2 3 5 8 13 19 30 46 74 120 190 300 460 740 1200 1900 80 < d ≤ 120 1 1.5 2.5 4 6 10 15 22 35 54 87 140 220 350 540 870 1400 2200 120 < d ≤180 1.2 2 3. 5 5 8 12 18 25 40 63 100 160 250 400 630 1000 1600 2500 180 < d ≤250 2 3 4.5 7 10 14 20 29 46 72 115 185 290 460 720 1150 1850 2900 250 < d ≤315 2.5 4 6 8 12 16 23 32 52 81 130 210 320 520 810 1300 315 < d ≤400 3 5 7 9 13 18 25 36 57 89 140 230 360 570 890 400 < d ≤500 4 6 8 10 15 20 27 40 63 97 155 250 400 630 102 1400 600 2100 3200 2300 3600 970 1550 2500 4000 “INTERVALOS DE TOLERANCIA FUNDAMENTALES” Con el objetivo de satisfacer las distintas necesidades de precisión, para cada escalón de dimensiones nominales, se han previsto 18 valores distintos de intervalos de tolerancia, llamados “INTERVALOS DE TOLERANCIA FUNDAMENTALES”. (Ver tabla I). Cada uno de estos valores dados, en micras (μ) constituye la diferencia entre las dimensiones límites. CALIDADES QUE PUEDEN OBTENERSE CON LAS DISTINTAS MAQUINAS HERRAMIENTAS. Al grado de precisión necesario se le llama “calidad” y se representa mediante un número. En la tabla 1 están indicadas las 18 calidades que en función Los primeros números 01, 0, 1, 2, representan tolerancias muy cerradas en comparación con los últimos. A continuación se verán unos ejemplos que permitirán— ver la relación que existe entre la dimensión nominal, la - calidad y la tolerancia. (Ver tabla No.1). Ejemplo No.1 Supongamos una dimensión nominal de 63 mm., perteneciente al intervalo 50 a 80 (ver tabla 1) y a la que se le ha designado una calidad 5, corresponderá un intervalo de - tolerancia de 13 =0.013 mm. Ejemplo No. 2 Para la misma dimensión nominal del ejemplo anterior, y con una calidad 16, corresponderá un intervalo de tolerancia de 1900 = 1.9 mm. Ejemplo No.3 Ahora consideramos la dimensión nominal 355 perteneciente al intervalo 315 a 400 (Ver tabla 1) y a la que se le ha designado una calidad 5, entonces le corresponder un intervalo de tolerancia de 25 = 0.025 mm. 103 Con el ejemplo 1 y 2 podemos sacar como conclusión que para una misma dimensión nominal, la calidad permite una tolerancia mucho mayor que la correspondiente a la calidad 5. Por tanto para una dimensión nominal dada, la tolerancia depende de la calidad. NOTA: MICRA = 0.001 mm. y se simboliza μ m. Ahora bien en el ejemplo No. 3 observamos que el intervalo de tolerancia es mayor que el correspondiente en el ejemplo No. 1 teniendo en ambos casos la misma calidad 5. Por tanto se puede concluir que; “para una calidad dada, la tolerancia aumenta con el valor de la dimensión nominal”. Al respecto, se ha encontrado que para la misma dificultad de ejecución, la relación entre la magnitud de los defectos de fabricación y la dimensión nominal, es una función de tipo parabólico. En los procesos de manufactura por maquinado, se cuentan maquinas tales como el torno revólver, tornos paralelos, tornos automáticos, fresadoras, cepillos, rectificadoras, etc. con las cuales pueden obtenerse calidades de 5 adelante. En la siguiente tabla se dan los valores de las calidades que pueden obtenerse con distintas maquinas en buen estado. Ajustes Se denomina ajuste a la diferencia entre las medidas antes del montaje de dos piezas que han de acoplar. Según la zona de tolerancia de la medida interior y exterior, el ajuste puede ser: Ajuste móvil o con juego. Ajuste indeterminado. Ajuste fijo o con apriete 104 Apriete (A) es la diferencia entre las medidas efectivas de eje y agujero, antes del montaje, cuando esta es positiva, es decir, cuando la dimensión real del perno es mayor que la del barreno: A = de - De > 0 Holgura Se denomina juego (J) a la diferencia entre las medidas del agujero y del eje, antes del montaje, cuando esta es positiva, es decir, cuando la dimensión real del eje es menor que la del agujero: J = De - de > 0 Juego máximo (JM) es la diferencia que resulta entre la medida máxima del agujero y la mínima del eje: JM = DM - dm Juego mínimo (Jm) es la diferencia entre la medida mínima del agujero y la máxima del eje: 105 Jm = Dm - dM Se llama tolerancia del juego (TJ) a la diferencia entre los juegos máximo y mínimo, que coincide con la suma de las tolerancias del agujero y del eje: TJ = JM - Jm = T + Se denomina ajuste indeterminado (I) a un tipo de ajuste en el que la diferencia entre las medidas efectivas de agujero y eje puede resultar positiva o negativa, dependiendo de cada montaje concreto: I = De - de < 0 o > 0 JM = DM - dm AM = dM - Dm Se llama tolerancia del ajuste indeterminado (TI) a la suma del juego máximo y del aprieto máximo, que coincide con la suma de las tolerancias del agujero y del eje: TI = JM + AM = T + t Teniendo en cuenta las posiciones y tamaños relativos entre las tolerancias de ejes y agujeros, se pueden dar tres casos, como se muestran en las figuras a continuación: El valor del Juego máximo supera al Apriete máximo 106 El apriete máximo es igual al juego máximo. El apriete máximo es superior al juego máximo. Para determinar los juegos límites se tendrá en cuenta que: Se debe evitar todo exceso de precisión. Departamento de Diseño Mecánico Elementos de Máquinas Se debe adoptar siempre que sea posible mayor tolerancia para el eje que para el agujero. Se deben elegir las tolerancias de forma que las calidades del eje y del agujero no varíen en más de dos índices. Se debe tener en cuenta la experiencia en ajustes análogos. Montaje de las piezas. Al fijar los juegos límites de un acoplamiento se deben tener encuentra: Estado superficial. 107 Naturaleza del material. Velocidad de funcionamiento. Naturaleza, intensidad, dirección, sentido, variación y prioridad de los esfuerzos. Engrase. Desgaste. Geometría del conjunto. Dimensión nominal de la unión, que es la que se indica en los planos. Cada uno de los vínculos proyectados de esta manera puede tener distintas precisiones de acabado. Antiguamente existía la tendencia de mantener la dimensión nominal con la mayor precisión posible y en forma independiente de la función que cumple el mecanismo. Esto dio motivo a que la elaboración fuera sumamente e innecesariamente costosa e hizo imprescindible la utilización de mano de obra calificada; más aún, la realización de dos vínculos iguales no arrojaba el mismo ajuste, por la inevitable variación que introduce el acabado manual. Pero había algo que era mucho más grave que todo eso y consistía en el hecho de que las piezas integrantes de mecanismos construidos de tal manera no podían ser directamente remplazadas, sin previo ajuste. De lo expuesto surge enseguida la consideración de la imposibilidad de tener piezas de repuesto para un rápido intercambio. El constructor deberá fijar de antemano las discrepancias de las dimensiones nominales de las piezas a fabricar y prever los límites de precisión admisible durante la ejecución, compatible con la naturaleza y características de funcionamiento de la vinculación, la posibilidad de su realización en función del equipo disponible y las condiciones económicas de obtención de piezas a costos razonables. De este modo se posibilita la tarea de fabricación y montaje de piezas de una manera racional y realizada por operarios, inclusive poco calificados. Llamaremos piezas intercambiables a las que pueden ser reemplazadas directamente, sin ningún ajuste posterior y sin que ello influya en el funcionamiento del mecanismo La intercambiabilidad es de capital importancia para el usuario desuna máquina, ya que posibilita el recambio rápido de la pieza a un costo relativamente bajo y con mano de obra corriente, en el peor delos casos deberá realizar la reparación un 108 taller especializado pero se habrá evitado tener que remitir la maquina al fabricante, cosa prácticamente no viable, tratándose de elementos de importación o fuera de catálogo en el país de origen. El costo y la precisión son factores opuestos en la rentabilidad de una producción. 109 A B C D E F 2.- Describa el ajuste de la carrera del cepillo de codo. 3.- Definición de tolerancia. 4.- Describa el área de tolerancia 110 5.- ¿Cuantos tipos de superficies funcionales hay?, descríbalas 6.- ¿Qué causa la rugosidad en una pieza? 7.- Describa el significado del siguiente signo 8.- Supongamos una dimensión de 63 111 112 113 114 MECANISMO: Es el acoplamiento de dos o más elementos que nos permiten modificar una fuerza, una velocidad y/o un movimiento de entrada a otros diferentes de salida. Estos mecanismos van colocados o sujetos sobre ejes de transmisión Conjunto de elementos mecánicos unidos entre sí por medio de acoplamientos esféricos o cilíndricos. El objeto de una cadena cinemática consiste en transformar un movimiento determinado en otro, de tipo distinto, según una ley deseada 115 Transcripción de graficas de control X-R introduccion puntos importantes El proceso que se debe seguir para construir una grafica es: 116 pasos pasos para realizar un grafico xr Una grafica de control X-R, en realidad son dos gráficas en una, una representa los promedios de las muestras de la (gráfica X) y la otra representa los rangos (gráfica R), deben construirse juntas, ya que la gráfica X, nos muestra cualquier cambio en la media del proceso y la gráfica R nos muestra cualquier cambio en la dispersión del proceso, para determinar las X y R de las muestras, se basan en los mismos datos. El uso particular de la grafica X-R es que nos muestra los cambios en el valor medio y en la dispersión del proceso al mismo tiempo, además es una herramienta efectiva para verificar anormalidades en un proceso dinámicamente Propósito de la gráfica Variable a considerar Tamaño de la muestra Tener un criterio para decidir si conviene investigar causas de variación del proceso de producción. Familiarizar a l personal con el uso de esta gráfica. La construcción de una gráfica de rangos y promedio resulta de formar una unidad, tanto de la gráfica de promedios como de la de rangos. consta de dos secciones, parte superior se dedica a los promedios, y la parte inferior a los rangos. En el eje vertical se establece la escala, a lo largo del eje horizontal se numeran las muestras. En la gráfica se relacionan estos promedios con los intervalos durante los cuales se tomaron la muestras. En el eje vertical se indican los valores correspondientes a los valores de muestras. En el eje horizontal se señalan los periodos de tiempo en los que se toman las muestras a semejanza que la de promedios. La interpretación de esta grafica de promedio y rango seria que a partir de los datos de la grafica de promedios y rangos, podemos determinar el valor central del proceso y su aplicación. Mediante este proceso esta bajo control cuando no muestra ninguna tendencia y además ningún punto sale de los limites. Se describen los distintos tipos de tendencia, que son patrones de comportamiento anormal de los puntos (inestabilidad o proceso fuera de control estadístico 7mo. paso: Calcular el rango promedio con la siguiente formula: R = R1 + R2 + R3 + . . . Rn n 8vo. paso: Se calculan los limites de control superior para el promedio de la siguiente manera: 117 LCSX = X + A2 R 9no. paso: Se calculan los limites de control inferior para el promedio de la siguiente manera: LCIX = X - A2 R 10mo. paso: Se calcula el limite superior del rango. LCSR= D4 R 11vo. paso: Se calcula el limite inferior del rango. LCIR= D3 R A2 , D4 y D3 se localizan en la página de tabla estadística. 1er paso: Hay que elegir la variable, tiene que ser algún proceso que se pueda medir y adaptarse con numeros. 2do paso : Se llena la información en la parte superior de la grafica. 3er paso: Se registran las medidas de las variables o datos en los subgrupos. 4to paso: Se calcula el promedio de las muestras (X) en cada subgrupo. 5to paso: Se calcula el rango de cada subgrupo. 6to paso: Se calcula el promedio de promedio a este calculo se le llama gran promedio y se calcula con la siguiente formula: X = X1 + X2+X3+ .....Xn n Donde Xn son los promedios individuales en cada subgrupo y n es el numero total de subgrupos. graficas de control X-R integrantes :Alanis Mendoza Adriana Galves Valenciano Judith Garcia Nava Brenda Gonzales Arreguin Brandon Daniel a) La gráfica tiene una grande aplicación dentro de la industria automotriz ya que en la mayoría de sus procesos se tienen características medibles. b) Las variables representan más información en las gráficas que un simple pasa – no pasa. c) El muestreo en la medición exacta resulta en ocasiones menos costoso que la inspección total en atributos de la información obtenida. d) Existe una retroalimentación rápida en la información ya que el tiempo de recolección de medidas es menor debido al muestreo. ventajas del grafico 118 Transcripción completa Transcripción de graficas de control X-R introduccion puntos importantes El proceso que se debe seguir para construir una grafica es: pasos pasos para realizar un grafico xr Una grafica de control X-R, en realidad son dos gráficas en una, una representa los promedios de las muestras de la (gráfica X) y la otra representa los rangos (gráfica R), deben construirse juntas, ya que la gráfica X, nos muestra cualquier cambio en la media del proceso y la gráfica R nos muestra cualquier cambio en la dispersión del proceso, para determinar las X y R de las muestras, se basan en los mismos datos. El uso particular de la grafica X-R es que nos muestra los cambios en el valor medio y en la dispersión del proceso al mismo tiempo, además es una herramienta efectiva para verificar anormalidades en un proceso dinámicamente Propósito de la gráfica Variable a considerar Tamaño de la muestra Tener un criterio para decidir si conviene investigar causas de variación del proceso de producción. Familiarizar a l personal con el uso de esta gráfica. 119 La construcción de una gráfica de rangos y promedio resulta de formar una unidad, tanto de la gráfica de promedios como de la de rangos. consta de dos secciones, parte superior se dedica a los promedios, y la parte inferior a los rangos. En el eje vertical se establece la escala, a lo largo del eje horizontal se numeran las muestras. En la gráfica se relacionan estos promedios con los intervalos durante los cuales se tomaron la muestras. En el eje vertical se indican los valores correspondientes a los valores de muestras. En el eje horizontal se señalan los periodos de tiempo en los que se toman las muestras a semejanza que la de promedios. La interpretación de esta grafica de promedio y rango seria que a partir de los datos de la grafica de promedios y rangos, podemos determinar el valor central del proceso y su aplicación. Mediante este proceso esta bajo control cuando no muestra ninguna tendencia y además ningún punto sale de los limites. Se describen los distintos tipos de tendencia, que son patrones de comportamiento anormal de los puntos (inestabilidad o proceso fuera de control estadístico 7mo. paso: Calcular el rango promedio con la siguiente formula: R = R1 + R2 + R3 + . . . Rn n 8vo. paso: Se calculan los limites de control superior para el promedio de la siguiente manera: LCSX = X + A2 R 9no. paso: Se calculan los limites de control inferior para el promedio de la siguiente manera: LCIX = X - A2 R 10mo. paso: Se calcula el limite superior del rango. LCSR= D4 R 11vo. paso: Se calcula el limite inferior del rango. LCIR= D3 R A2 , D4 y D3 se localizan en la página de tabla estadística. 1er paso: Hay que elegir la variable, tiene que ser algún proceso que se pueda medir y adaptarse con numeros. 2do paso : Se llena la información en la parte superior de la grafica. 3er paso: Se registran las medidas de las variables o datos en los subgrupos. 4to paso: Se calcula el promedio de las muestras (X) en cada subgrupo. 5to paso: Se calcula el rango de cada subgrupo. 6to paso: Se calcula el promedio de promedio a este calculo se le llama gran promedio y se calcula con la siguiente formula: X = X1 + X2+X3+ .....Xn n Donde Xn son los promedios individuales en cada subgrupo y n es el numero total de subgrupos. 120 graficas de control X-R integrantes :Alanis Mendoza Adriana Galves Valenciano Judith Garcia Nava Brenda Gonzales Arreguin Brandon Daniel a) La gráfica tiene una grande aplicación dentro de la industria automotriz ya que en la mayoría de sus procesos se tienen características medibles. b) Las variables representan más información en las gráficas que un simple pasa – no pasa. c) El muestreo en la medición exacta resulta en ocasiones menos costoso que la inspección total en atributos de la información obtenida. d) Existe una retroalimentación rápida en la información ya que el tiempo de recolección de medidas es menor debido al muestreo. ventajas del grafico Transcripción completa .....Etc. Por cualquiera de los dos caminos, obtenemos grupos de igual número de mediciones. Para cada subgrupo calculamos el Promedio y el Rango (Diferencia entre el valor máximo y el valor mínimo). Como ya se ha visto, para calcular los Límites de Control es necesario obtener un gran número de mediciones, divididas en subgrupos. En nuestro ejemplo, podríamos obtener 30 subgrupos de 6 datos cada uno: 121 Después de calcular el Promedio y el Rango de cada subgrupo, tendríamos una tabla como la siguiente: A partir de esta tabla, se calculan el promedio general de promedios de subgrupo y el promedio de rangos de subgrupo: 122 La desviación standard del proceso se puede calcular a partir del rango promedio, utilizando el coeficiente d2, que depende del número de mediciones en el subgrupo: Con esto podemos calcular los Límites de Control para el gráfico de X: La desviación standard del rango se puede calcular utilizando el coeficiente d3, que también depende del número de mediciones en el subgrupo: Y así podemos calcular los Límites de Control para el Gráfico de R: La tabla siguiente muestra los coeficientes d2 y d3 para subgrupos de hasta 10 mediciones: 123 Construímos entonces un Gráfico X de prueba y representamos los promedios de los subgrupos: Y un Gráfico R de prueba, donde representamos los rangos de los subgrupos: 124 Si no hay puntos fuera de los límites de control y no se encuentran patrones no aleatorios, se adoptan los límites calculados para controlar la producción futura. Diego Armando Moreno Luis UANE Campus Piedras Negras Calidad Piedras Negras Coahuila 11 de Septiembre de 2005 Leer más: http://www.monografias.com/trabajos27/graficos-xr/graficos-xr.shtml#ixzz3rEM8ssEE 125
 0
0
Anuncio
Documentos relacionados





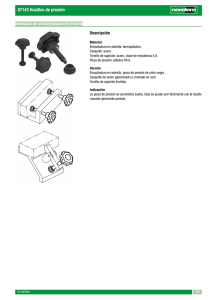




Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados