REACTORS AND
CATALYSTS
Reactors
Where a reaction takes place
Ideal reactors:
Batch reactor
Continuous reactors
CSTR
PFR & PBR
Industrial reactors:
Liquid – phase reactions
Gas – phase reactions
• Liquid – phase reactions
CSTR, semi-batch/ batch reactor, slurry reactor
• Semi-batch reactor:
• Good temperature control by regulating feed rate
• Capability of minimizing unwanted side reactions (through maintaining low
concentration of one of the reactants)
• Two-phase reactions like gas is bubbled through liquid
• CSTR:
• Intense agitation
• Good temperature distribution because it is well agitated
• Conversion of reactant per volume is very small; requires large volume
reactors (disadvantage)
• Cascade of CSTRs provide high conversion
• Most of homogeneous liquid phase flow reactors are CSTRs
• Eg. Manufacture of Nitrobenzene from Benzene requires a cascade of
CSTRs
CSTR
• Gas – phase reactions
Tubular reactors (PFR, PBR)
• Tubular reactors
• Easy to maintain (no moving parts)
• High conversion per reactor volume (in PFR) / per catalysts weight
(in PBR)
• Difficult to control temperature within the reactor, hot spots for
exothermic reaction
• Most of homogeneous Gas phase flow reactors are PFRs
• Fixed bed reactor (PBR) packed with solid catalysts
Common catalytic reactors
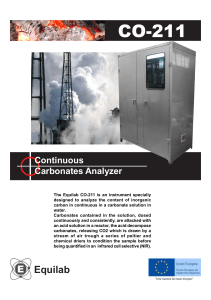
• Fluidized bed reactors
• Heterogeneous reactions
• Analogous to the CSTR (well mixed, so good temperature
distribution)
• Handle large amounts of feed and solids
• Good temperature control
• Temperature is uniformly throughout (no hot spots)
• Ease of catalyst replacement or catalyst regeneration (by
sending catalyst to nearby regenerating equipment)
Circulating fluidized bed reactor for FTS
• Fixed bed reactors
•
•
•
•
Plug flow for gases
Hot spots in exothermic reactions (can ruin the catalysts)
Eg: Hydrodemethylation of toluene to produce benzne
Plugging if small catalyst particles are used which create pressure drop
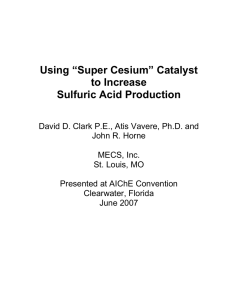
• Staged adiabatic packed bed reactor (proper interchange of heat and proper
gas flow
• Staged packed bed with intercooling
Fixed bed reactor for FTS
• Slurry reactor
• Multiphase reactor (reaction between gas and liquid takes place on a solid catalyst)
• Catalyst is suspended in the liquid and gas is bubbled through the liquid
• Ideal situations: liquid phase is well mixed, catalysts are uniformly distributed, gas
phase is in plug flow
• Liquid phase may be a reactant (hydrogenation of methyl linoleate) or inert (FTS)
• Liquid phase act as a sink for exothermic reaction
• Good temperature control
• Heat recovery is possible
• Constant overall catalytic activity maintained easily by addition of small amount of
catalyst
• Useful for catalysts that can't be pelletized
• Large heat capacity of reactor acts as a safety feature against explosions
Disadvantages
• Reactor may plug up
• Uncertainties in design process
• Finding suitable liquids may be difficult
• Higher ratio of liquid to catalyst than in other reactors
http://encyclopedia.che.engin.umich.edu/Pages/Reactors/Slurry/Slurry.html
• Trickle bed reactor
• Multiphase reactor
• Gas and liquid flow co-currently on a packed bed of catalyst particles
Catalysis
• Catalysis is the change in rate of a chemical reaction due to
the participation of a substance called a catalyst.
• A catalyst is not consumed by the reaction itself
• A catalyst may participate in multiple chemical
transformations
• Catalysts that speed the reaction are called positive catalysts
and that slow a reaction is called negative catalysts
• Though the catalysts speed up a reaction, it never
determines the equilibrium or endpoint of a reaction. This is
governed by thermodynamics alone
• According to transition theory, the catalysts reduces the
potential energy barrier over which the reactants must pass
to form products
Action of solid catalysts: the reactant molecules are
changed, energized or affected to form intermediates in the
regions close to the catalyst surface
• Typical catalysts materials
• The chemical nature of catalysts is as diverse as catalysis itself
• Proton acids are probably the most widely used catalysts, especially for
the many reactions involving water, including hydrolysis and its reverse
• Multifunctional solids often are catalytically active, e.g.zeolite,
alumina, higher-order oxides, graphitic carbon, nanoparticles,
• Transition metals are often used to catalyze redox reactions (oxidation,
hydrogenation). Examples are Ni, Co, V.
• Many catalytic processes, especially those used in organic synthesis,
requires noble metals such as Pt, Pd, Rh, Ru, Au
Typical petrochemical catalysts
• Supported noble metals: Pt, Pd, Rh, Ru, Re, Pt-Re
• Supported transition metals: Ni, Co, Fe, Cu, Mo
• Catalyst supports: Al2O3, SiO2, TiO2, Activated
Carbon, zeolites,
• Raney type metal catalyst: Ni, Cu-Ni
• Oxide catalysts:Cr2O3, Fe2O3, Al2O3-Cr2O3, Fe2O3K2CO3-Cr2O3, Ca3Ni(PO4)3,Bi2O3MoO3
• Sulfides catalysts: MoS2/Al2O3, WS2/Al2O3,
NiS/Al2O3, CoS/Al2O3
• Micro- and mesoporous materials
Catalyst classification
• Metal catalyst on supported systems
• Molecular sieve catalyst
Preparation of metals on support
• For the effective utilization of the metal
• The principal catalyst-preparation technique involves two stages.
First, rendering a metal-salt component into a finely divided form on a
support (dispersion) and secondly; conversion of the supported metal
salt to a metallic or oxide state (thermal treatment)
• Dispersion techniques may be impregnation, adsorption from solution,
co-precipation, or deposition
• Thermal treatment may be calcination (inert atmosphere) or reduction
(active atmosphere)
• Impregnation is achieved by filling the pores of a support with a
solution of the metal salt from which the solvent is subsequently
evaporated. The catalyst is prepared either by spraying the support with a
solution of the metal compound or by adding the support material to a
solution of a suitable metal salt, such that the required weight of the
active component is incorporated into the support without the use of
excess of solution. This is then followed by drying and subsequent
decomposition of the salt at an elevated temperature. This technique has
been widely used for the preparation of small amounts of catalyst for
basic studies.
• Adsorption is defined as the selective removal of metal salts or metal
ion species from their solution by a process of either physisorption or
chemical bonding with active sites on the support. Depending upon the
strength of adsorption of the adsorbing species, the concentration of the
active material through the catalyst particle may be varied and
controlled. This technique is widely used in the preparation of industrial
catalysts as it permits a greater degree of control over the dispersion and
distribution of the active species on the support.
• Co-precipitation: The preparation of supported catalysts by the coprecipitation of metal ions with the support ions usually produces an
intimate mixing of catalysts and support. An example of this technique is
the co-precipitation of metal ions with aluminium ions to produce a
precipitated alumina gel containing the metal hydroxide. This precipitate
when calcined produces a refractory support with active component
dispersed throughout the bulk as well as at the surface.
• Chemical Vapour Deposition (CVD): It is the vapour plating of the
support with a volatile inorganic or organometallic compound. The
process requires only a moderate vacuum and is currently one of the
methods under research in industry as a means of preparing catalysts
with a purely surface deposition.
• Thermal treatment:
• Calcination :
To get metal oxides as catalyst
In the presence of inert gases such as nitrogen, helium
• Reduction :
To get metal as catalyst
In the presence of reducing gases such as Hydrogen
Multifunctional solids/Porous
solids/Molecular sieve catalysts
• Porous solids with pores of the size of molecular dimensions 0.3 to 2 nm
• Eg: zeolites (crystalline), carbon (amorphous), glasses, oxides,
aluminosilicates
• Nowadays mesoporous materials (2 to 50 nm pore size) also use as
catalysts
• Zeolite catalysts
• Crystalline and uniform pore size
• Most commercial molecular sieve catalyst
• The high concentration of ionic hydrogen atoms (H+) attached to oxygen
atom framework is another key feature for zeolite catalyst
• Different types of zeolites - named according to the framework eg: ZSM-5 –
medium pore size (0.45 to 0.6 nm dia) formed by ten ring, zeolite X, Y –
large pores (~ 0.8 nm) by 12 ring
• ZSM-5 catalysts
ZSM-5 has some unique features for its catalyst activity towards
cracking and aromatization
• Pore structure
Well defined three dimensional intersecting channel system, medium
pore size, and high diffusivity for hydrocarbons
• Acidity
strong acid sites, the easiness for their availability (acid sites lie on the
intercrystalline surface), high silica-alumina ratio (Si/Al – 10 to 100)
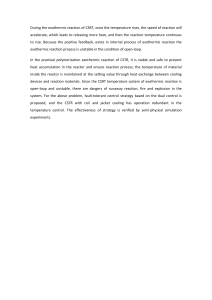
Crystal structure of zeolite ZSM-5 (a)
building unit, (b) chain, (c) sheets, (d) three
dimensional channel structure
Catalyst deactivation
• Catalyst loose its activity due to:
•
•
•
•
Sintering or crystal growth of the active material
Fouling of the active surface with involatile reaction by-products
Poisoning of the active surface by feed impurities
Blockage of the support pore structure
• Sintering (aging)
•
•
•
•
Structural modification
Loss of catalyst activity or loss of active surface area
Resulted from the prolonged exposure to high temperature
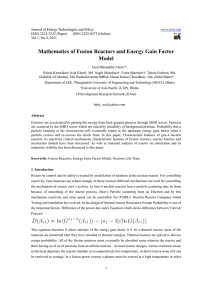
Eg. Reforming of heptane over Pt/Al2O3 Catalyst deactivation due
to sintering
• Fouling
• Coke deposition on the surface of the catalyst
• Common for reactions involving hydrocarbons
• Coking can be reduced by running the reaction at elevated pressure
and hydrogen rich streams
• Usually regenerated by burning off the carbon
• Poisoning
• Poisoning molecules irreversibly chemisorbed to active sites, reducing
the number of active sites available for reaction
• Poisoning molecule may be reactant, product or any other impurity in
the feed
• Blockage
• Molecules having size larger than the pore diameter block the entry of
smaller molecules into the pores
• Larger molecules may be reactant or product
• Eg: formation of PAH inside the pores of ZSM-5 during aromatization
reactions
 0
0