operaciones unitarias en la elaboracion de concentrados o
Anuncio

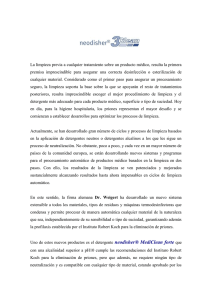
DIAGNOSTICO CONSIDERACIONES TÉCNICAS PARA LA ELABORACION DE CONCENTRADOS O PASTAS DE CHILE El presente documento tiene como fin, analizar la situación que actualmente presenta el proceso de elaboración de concentrados de Chile. En éste se presentan el estado de las diferentes operaciones empleadas, así como el personal y las instalaciones de la planta procesadora. Se puede considerar la base para detectar áreas de oportunidad, así como las posibles mejoras a lo ya establecido en el proceso. Se presenta como sigue y se enumera según lo realizado en la visita a la planta procesadora: OPERACIONES UNITARIAS EN LA ELABORACION DE CONCENTRADOS O PASTAS DE CHILES Selección y clasificación Estas operaciones son realizadas para descartar producto que no debe procesarse: dañado, inmaduro, sobremaduro, o vegetales deformes. Esto generalmente sucede cuando el chile es transportado a la planta de proceso o durante su limpieza. La selección de los vegetales implica el tamaño y calidad y se decide si se procesa o se manda a mercado directo al consumidor. Se hace en base a la evaluación de varias propiedades fisicoquímicas. Se hace en forma manual para hacer posible la evaluación simultánea, que sería difícil evaluar si fuera automáticamente. La ventaja de esta selección es que se obtiene un material uniforme que puede ser dirigido a una operación específica. En el caso de la clasificación ayuda a homogenizar el producto y mejora operaciones como la reducción de tamaño y la eficacia de los tratamientos térmicos. En el caso de chiles En la selección se deben considerar las variedades a emplear y evitar mezclarlas. Una vez seleccionadas por variedades, los chiles se deben examinar en busca de producto cortado o magullado, los cuales se deben desechar. En esta misma etapa, se eliminan los chiles con hongos, dañados, y la materia extraña (hojas, palos, etc.). En el caso de los ajos y la sal empleada, es importante mantener la calidad en estas materias primas, ya que de esta manera se garantiza la calidad en el producto final. En cuanto a la selección de los demás ingredientes, como los aditivos, se tiene que considerar, que todos sean de grado alimento. En este caso, lo observado fue que el chile era de la misma variedad, pero el caso del ajo, no era precisamente el de mejor calidad. En este caso es recomendable mantener un estándar fijo para cada uno de los ingredientes, para que la calidad final del producto no varíe. Pesado y medición volumétrica El pesado de los ingredientes se debe hacer con los instrumentos especialmente calibrados y con las capacidades adecuadas para las necesidades de proceso, evitando al máximo hacerlo en etapas. En este caso, la planta no contaba ni con báscula ni dispensores de volumen graduado Lavado Es una etapa prioritaria en la mayoría de los procesos, ya que garantiza una baja cuenta microbiana, reduce la contaminación por partículas de polvo y puede ayudar a la selección. Para el caso de lavado de hortalizas y frutos, es recomendable que se realice agua clorada o detergente seguido de un enjuague final Lo observado en esta etapa mostro la falta de uso de detergente y el uso de agua proveniente de la red municipal. Es necesario aplicar lo recomendado para garantizar una baja en cuenta microbiana, principalmente. Cocimiento Con el cocimiento se pretende varios fines, entre ellos el ablandar el producto, previo a la etapa de molienda o reducción de tamaño de partícula. Mediante esta etapa se reduce y se inhibe la carga microbiana y la actividad enzimática respectivamente. Las condiciones eficaces de esta etapa permiten el disminuir tiempos y temperaturas de proceso, de tal forma que se pueda disminuir costos en el proceso y hacerlo “amigable con el medio ambiente”. Para el cocimiento se emplean equipos que emplean como medio de calentamiento vapor saturado, inmersión en agua caliente, baño maría y de forma directa gas natural o LP. Una aplicación adecuada del calor, estabiliza atributos como color, olor y sabor. La etapa de cocimiento actual, involucra altas cantidades de energía y combustible (1 hora de tiempo total), sería conveniente tratar de optimizar el gasto en esta etapa, mediante el uso de equipo más conveniente así como buscar la combinación tiempo y temperatura mínimos que nos generen los atributos de calidad óptimos de esta etapa. Reducción de tamaño (molienda) En esta operación el tamaño promedio de un vegetal se ve reducido mediante la aplicación de fuerzas como el impacto, compresión o abrasión. Los cortadores o molinos consisten de una serie de cuchillas rotativas y fuerza centrífuga que hace que el producto pase por las cuchillas logrando su corte. En esta operación se debe evitar elevar la temperatura del producto. En este proceso se emplea un molino mezclador de alta potencia, equipado con cuchillas cortadoras. El cortado y el homogenizado de los ingredientes es excelente; sin embargo, el tamaño de partícula puede variar en función del tiempo de aplicación y a la etapa previa. No existe una determinación objetiva en la determinación del tiempo de molienda, debido a que solo se realiza de manera subjetiva con solo observar la mezcla. Filtración Con esta etapa se busca obtener un producto homogéneo y con una consistencia determinada y característica de las pastas, dada hasta aquí, por el tamaño de partícula. Se emplean filtros o sistemas de filtros que determinan el tamaño de partícula final. Lo crítico en esta operación es conseguir la máxima eficiencia, de tal forma que se obtengan altos rendimientos. En el proceso actual, el sistema de filtración permite un corto tiempo para esta etapa, solo faltaría determinar la eficiencia del equipo en base a las etapas anteriores. Evaporación El objetivo principal de esta etapa es la remoción del agua de una solución para incrementar la concentración del soluto. Se debe de realizar con el costo mínimo, de energía y disminuir el deterioro en el producto por efecto de temperatura y tiempo de evaporación. El mantenimiento del equipo debe ser de fácil y de bajo costo.La evaporación se efectúa a temperaturas en un rango de 60 a70°C, cuando emplea vacío, y los tiempos son relativamente cortos, no mayores de media hora. Normalmente se emplean evaporadores, diseñados para este fin. El tiempo de evaporación actual varía de 40 min a una hora con temperaturas de ebullición. De esta forma, es factible que ocurran cambios de composición en la pasta y el consumo de energía es bastante alto. Es recomendable emplear otro sistema de evaporación que sea más eficiente y con menor tiempo. Envasado Esta operación tiene como fin mantener el producto, desde el procesamiento hasta su consumidor, en las mismas condiciones de higiene y calidad. El llenado se realiza en los recipientes previamente lavados con agua caliente y primeramente se agrega el chileconcentrado dejando un espacio de cabeza dentro del recipiente que generalmente se establece como el 10% del volumen final. Actualmente, se realiza el envasado o llenado de forma manual, lo que puede provocar contaminación en el producto, y debido al tiempo en que se tarda en llenar los frascos, la temperatura en la pasta a envasar, se ve reducida por efecto del tiempo. Esto permite baja de calidad debido a la fluctuación en la temperatura, y las reacciones deteriorativas que se producen en el producto. Aunado a esto no existe un proceso de esterilización posterior en los frascos llenados que estabilice de manera final la calidad en la pasta envasada. Empaque y etiquetado El producto enlatado o envasado se tiene que marcar con un código que especifique la fecha de producción, el número de lote y las características de la planta. En el caso del etiquetado, este debe contener el nombre comercial, el peso neto y drenado, los ingredientes y otras especificaciones requeridas por las regulaciones de cada país. En el caso de México, se recomienda ver el apartado 8 de la NOM F-121-1982, 15. Existen igual llenadoras y etiquetadoras de frascos con este fin, para productos como pastas. Actualmente se están viendo la aplicación de las diferentes normas de envasado o llenado, etiquetado y embalaje del producto. CONCLUSIONES Actualmente, las operaciones en el proceso de elaboración de pastas presenta varias fallas en cada una de las ellas. En varias existen equipos adecuados para tal operación, pero presentan riesgo en la integridad de los operarios. Es urgente un diseño y una construcción de las instalaciones adecuadas con una distribución de los equipos que disminuya riesgos y eficientice el proceso en forma general. La aplicación de las buenas prácticas de manufactura es urgente. Se sugieren etapas como el agotado y sellado de frascos y un tratamiento térmico de esterilización que garanticen la estabilidad microbiológica y fisicoquímica en el producto final. Instalaciones de la Planta Las instalaciones de una planta de proceso de frutas y hortalizas deben preferentemente localizarse en las áreas de producción de estos productos. Principalmente por la reducción de costos en transporte, la reducción en el manejo y existe una mayor garantía de que las materias primas se encuentren en buen estado. Además se debe garantizar: o Suministro de Energía eléctrica. o Adecuada suplementación de agua potable. o Fácil acceso a caminos y a los centros de distribución. o Disponibilidad de mano de obra. o Servicios básicos para el personal. Estas son las principales condiciones que se deben considerar antes de instalar una planta procesadora de vegetales. Edificios La característica principal de los edificios para procesamiento de Hortalizas es su diseño higiénico y de fácil limpieza, buscando prevenir la contaminación del producto. En el caso de rentarse, los costos deben estar de acuerdo al tamaño y expectativas de mercado del producto. Techos : Principalmente se deben considerar que los techos en los edificios mantengan un ambiente fresco en el área de procesamiento, máxime si el procesamiento involucra el calentamiento. Los techos de concreto aislados con algún material o recubrimiento son más recomendables que los de lámina, cuando se trata de eliminar el calentamiento por parte del sol. La adecuada ventilación permite la eliminación del calor y de vapores, sin embargo, es necesario utilizar mallas que eviten la entrada de insectos o contaminación del exterior. El considerar extractores para la eliminación del calor es otra práctica aceptable. Es factible considerar el fijar paneles en el techo al interior del edificio, tanto en las áreas de procesamiento como en las de almacenamiento, así como lámparas que eviten la acumulación de polvo que posteriormente podría caer al producto, lo cual es un riesgo de calidad. Muros: Todas las paredes internas deben estar recubiertas. La superficie debe ser lisa y no presentar fisuras o cuarteadoras. La parte inferior de las paredes debe ser lavable ya sea revestida con una pintura especial o con recubrimientos cerámicos (azulejo). Las partes altas deben de ser recubiertas también con pinturas tipo emulsión color blanco o de buena calidad. Pisos: Los pisos de las áreas de procesamiento y almacenamiento, deben de ser hechos de concreto de buena calidad, pulidos y no deben tener fisuras u orificios. Debe ser resistente a un lavado riguroso y fuerte, que se debe realizar cada día de trabajo. Las uniones con las paredes deben de ser curvas y tener una pendiente apropiada y dirigida hacia el canal de desagüe. Este canal debe ser fácilmente lavable y tener una malla que evite la penetración de insectos o roedores hacia estas áreas. Suministros de Energía Los tubos fluorescentes son los más adecuados y económicos para iluminar las plantas de proceso. La posición de los contactos de electricidad debe ser a no menos de un metro arriba del piso y es preferible usar “sockets” antihumedad. Cada uno de estos contactos debe ser para cada equipo y deben estar bien fijos a las paredes o bajar desde el techo en forma vertical a cada uno de los equipos. No son recomendables los contactos múltiples. Suministro de Agua El agua potable es esencial para el procesamiento de vegetales y es, en algunos productos, un ingrediente. Además, debe existir un adecuado suministro de agua para lavado en cada una de las etapas del procesamiento. Generalmente se obtiene agua potable de la red hidráulica municipal, pero cuando no es así el agua tiene que tratarse para poder emplearse. La purificación generalmente implica la filtración, el calentamiento, la luz ultravioleta y el empleo de químicos sanitizantes como el caso del cloro. En este último caso el empleo de cloro a 200 ppm, es común en el agua de lavado de equipos. Cuando se usa como ingrediente el cloro en el agua no debe exceder de 0.5 ppm. En el caso de los baños en la planta, estos deben de estar separados del área de proceso con al menos dos puertas o en otro edificio. A los trabajadores se les debe facilitar jabón y toallas limpias. Distribución de la Planta (Layout) Las principales consideraciones dentro de la distribución de las etapas de proceso en un edificio es el movimiento del producto durante todas las etapas de proceso, debe ser sin cruzamiento (Figura 1); debido a que se reduce el riesgo de contaminación, así como accidentes en los operarios. Debe existir el espacio suficiente para separar almacén de materia prima de ingredientes, materiales de empaque de producto terminado. Almacén de Materia Prima Almacén de materia prima Oficinas / área de pruebas BPM Área de lavado Área de Proceso Almacén de Producto Empaque Figura 1. Diseño Básico Para una Unidad de Procesamiento de Frutas y Hortalizas. Buenas Prácticas de Manufactura Limpieza y Desinfección de Equipo: La limpieza del equipo es definida como la eliminación de partículas sucias de las superficies, mediante métodos químicos ó manuales. El objetivo es: Prevenir la contaminación cruzada, la transferencia de ingredientes de un lote a otro; remover la suciedad la cual pueda dar origen al desarrollo de microorganismos, eliminar suciedad la cual pueda reducir la eficiencia en el proceso. La limpieza y desinfección del equipo son considerados como parte fundamental en la producción de alimentos . por un lado la disponibilidad del equipo para producir alimentos de alta calidad depende en gran medida de las condiciones higiénicas en las que se realice la operación y por otro lado depende de la limpieza y desinfección del equipo. Se debe de realizar una limpieza eficaz y regular del establecimiento y el equipo involucrado el procesamiento; para eliminar residuos de los productos y suciedad que contengan microorganismos. Después del proceso de limpieza, debe de efectuar cuando sea necesario la desinfección para reducir el número de microorganismos que hayan quedado, a un nivel tal que no contaminen los productos. Los procedimientos de limpieza y desinfección deben de satisfacer las necesidades peculiares del proceso y del producto. Se deberá de implementar un programa calendarizado que sirva de guía a la supervisión y a los empleados . Se recomienda el siguiente programa de limpieza: La limpieza del equipo debe de realizarse al terminar cada turno. 1.- Todo el equipo debe de lavarse con agua fría para eliminar los residuos del proceso. 2.- El agua debe de ser eliminada completamente del equipo. 3.- Es necesario utilizar un detergente en las proporciones indicadas por el fabricante, para remover la carga microbiana. 4.- En las superficies planas como mesas se recomienda utilizar cepillos para garantizar la limpieza 5.- La solución con el detergente deberá de tener temperatura alta (alrededor de 40 °C). 6.- Después de aplicar el detergente, el equipo debe de ser lavado con agua fría para eliminar los residuos que se generaron. 7.- Al terminar la operación de limpieza, el equipo debe de ser sanitizado. El desinfectante debe de ser lo suficientemente efectivo para eliminar los microorganismos presentes, debe de ser no corrosivo para el equipo, soluble en agua y seguro para la salud de los trabajadores. A continuación se mencionan unos ejemplos: a) Solución acuosa empleando hipoclorito de potasio, sodio ó calcio con bromuro de potasio. b) Solución acuosa conteniendo yodo, ioduro de sodio, diocilsulfocinato de sodio. c) Solución acuosa con peróxido de hidrógeno, acidoperacético, acido acético. El mas empleado es una solución de hipoclorito de sodio utilizando 65 PPM. Puntos críticos en la adición de ingredientes, llenado pasterización y almacenamiento: a) Calidad del agua en la elaboración de la mezcla ó líquido de contención. b) Limpieza de los envases antes de utilizarlos. c) Manejo del producto en forma higiénica por parte de los operadores. d) Cuidar el adecuado espacio de cabeza en el llenado de los envases. e) Verificación del buen sellado de los envases. f) Calibración de los termómetros y manómetros en los tratamientos térmicos. g) Monitoreo de la temperatura. Requerimientos del Personal Toda persona que trabaje en contacto directo con los alimentos, con las superficies en contacto con el alimento, o con material de empaque del alimento, deberá incurrir en prácticas higiénicas , que deberán extenderse para evitar la contaminación del alimento. Los métodos para el mantenimiento de la limpieza incluyen lo siguiente: 1.- Las personas con alguna enfermedad no deben permanecer en la línea de . producción ni en contacto directo con los alimentos 2.- Utilizar ropa adecuada y confortable 3.- Lavarse perfectamente las manos , operación que deberá de realizarse antes de empezar a trabajar , después de cada ausencia de la estación de cualquier otra ocasión cuando las manos puedan ensuciarse o contaminarse. 4.- Despojarse de joyas inseguras 5.- Utilizar guantes 6.- Mantener las uñas cotas y limpias, libres de barniz para uñas 7.- Deberán de usar redes para el cabello. 8.- Utilizar cubre bocas, el cual deberá cubrir hasta la nariz. 9.-Evitar: Fumar, comer, beber, masticar chicle ó escupir. trabajo y en