- Ninguna Categoria
Coating Processes Training Module Study Guide
Anuncio
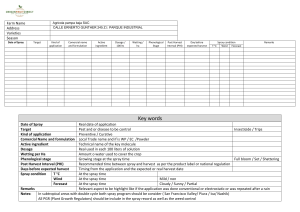
For Internal use Only For Internal use Only Training Module Study Guide – Coating Processes 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. Introduction Discussion Process Selection Eutalloy Model B Torch & UltraJet Eutalloy Torch Thermal Spray Overview RotoTec 1A Terodyn 2000 Terodyn 3000 Castodyn DS 8000 TeroJet AC (HVOF) System EuTronic GAP 375 PTA (Plasma Transferred Arc Welding) System Safety and Health Considerations Note: These Modules are intended to be used as a study guide prior to or in conjunction with each part of the lecture portion of the Powder Training Course offered by the Eutectic Group. Provided is background information and instructions that will aid in learning the details provided in each process manual. Be sure to study and understand the information in the process manuals before proceeding to use the systems. 1. Introduction Applying the technologies of Welding and Coatings to the best advantage for industry is a unique and important challenge. The recurring expense of maintaining industrial equipment can be crippling to a company when traditional approaches are followed. By using available technologies, control is added to the preventative maintenance program. Control that traditionally was limited to scheduled shutdowns for replacing critical components before failure is now extended to increase the service life of parts far beyond that of the original equipment. Commonly recognized types of wear are: 1. 2. 3. 4. 5. 6. Abrasion (2-body, 3-body, low stress, high stress) Adhesive wear (scoring, galling, fretting) Erosion (solid particle, liquid particle, fluid or gas) Corrosion (liquids, vapors, and gases) Impact and Fatigue Cavitation By using welding and coating technologies it is possible to lengthen the time between scheduled shutdowns thereby increasing productivity. The fact that worn components can be rebuilt by welding or coating, rather than being written off as scrap adds incremental savings each time a part is rebuilt. Savings of course, translate into profits. 2. Discussion Maintenance and repair by welding or coating is not a new concept. However, these concepts are often underutilized. There is merit to the old saying “if it works, don’t fix it”. This works for many things used by individuals, cars, lawn mowers, bicycles, and such. It does not work in industry where lost production far outweighs the convenience of not worrying about it until it breaks. Exploring an overview of the concept, the following questions are key: • What is the problem? • How much does the problem cost? • Why is there a problem? • Which technology can be used to best manage the problem? • When should this technology be used? • Who should apply the technology? The following examples are used to illustrate the concept. What is the problem? • • • Part won’t work anymore. Part doesn’t last long enough. Replacement part is not available. How much does the problem cost? • • • • Value of lost production. Value of lost business Cost of replacement parts or equipment. Installation costs of parts or equipment. Why is there a problem? • • • Parts break. Parts wear out. Parts corrode. Which technology can be used to best manage the problem? • • • • Welding, brazing, or soldering can fix broken parts. Worn out parts can restored to original dimensions by both welding and coating processes. The rate of wear can be controlled by process and alloy selection. Wear is inevitable. Proper selection of coating or overlay can often control where the wear occurs. In this way, parts that are easier to work on can be allowed to wear first. When should this technology be used? • • • Ideally, during scheduled downtime. As part of the original equipment manufacturing. For emergency repairs. Who should apply the technology? • • • The most versatility is realized by on-site application by in-house employees. On-site application by contractors. Parts can be sent out to contractors for application and finishing. 3. Process Selection The Eutectic Group maintains a database of Approved Application Procedures (AAP’s). Literally thousands of solutions to industrial problems are documented, and available as reference materials to support our commitment to improving the performance of industrial components by prolonging their usable life span. This reduces the amounts of scrap generated by industry, preserves natural resources, and controls costs associated with operation of machinery and equipment. AAP’s are available for the entire realm of processes recommended by the Group. These include the following: SMAW – Stick Welding GMAW – Wire Welding (MIG) GTAW – Wire Welding (TIG) PTAW – Plasma Transferred Arc Welding (EuTronic GAP 375 Powder Welding Process) Thermal Spray Coating – Fusion Powder Process (Eutalloy, RotoTec, Terodyn, Castodyn) Thermal Spray Coating – Cold Spray Powder Process (RotoTec, Terodyn, Castodyn, HVOF) Composite Adhesives – Abracor (Two part epoxy-composite materials) Wear Plates (Hardfacing Weld Overlay on Steel Plates) Joining Build up overlays Hardfacing overlays Solid Wires Flux Cored Wires Metal Cored Wires Joining Build up overlays Tool & Die Alloys Build up overlays Hardfacing overlays Build up coatings Hardfacing Coatings Build up Coatings Corrosion Control Coatings Wear Resistant Coatings Metal Filled Build up Coatings Wear Resistant Coatings Emergency Repair Coatings Full Plates Custom Cut Plate Fabricated Anti-wear Parts AAP’s can be searched by different parameters such as: process, part, industry, country, and etc. Confidentiality is ensured by license. 4. The Eutalloy Processes The Eutalloy Process was introduced by Eutectic in 1963 as a way to braze or overlay using a metal powder feedstock. Since then it has been refined into one of the most versatile oxyacetylene processes for repairing and protecting surfaces, edges, corners, holes, threads and key-ways made of most common alloys. In fact the model B system has attachments available for cutting and standard brazing as well as for the powder process. The Eutalloy Process uses the Low Heat Input principle developed by the Eutectic+Castolin Institute. Specially formulated fusible powder alloys with near eutectic compositions are used. The melting characteristics of theses alloy allow surface alloying to take place well below the melt point of the base metal. Thus a fully dense, metallurgically bonded overlay coating can be applied, quickly and easily. All of the Eutalloy Systems are engineered to be easy to use and serviceable by the user. The table below summarizes system configuration and features. System Model B Description Basic system Model C Water cooled system UltraJet Up-dated precision system New UltraJet Model S High production rate system Features Four tip sizes for small to large jobs. Available attachments for powder overlays, cutting, and standard brazing. Two tip sizes for continuous production work, and high deposition rates. Seven tip sizes with matching precision gas mixer/aspirator assemblies. Available water-cooled tips. Instant on-off gas trigger for quick, easy ignition and shutdown. New tip & gas mixer designs operate at 60-psi oxygen and 15-psi acetylene provides more heat and higher feed rates to improve productivity. The Eutalloy Systems are easy to set up and use. They require oxygen and acetylene gases properly regulated to the correct pressure settings. The torch is supplied with reverse flow check valves. Oxygen is used to aspirate the powder. This virtually eliminates any chance of acetylene entering the powder module. To operate the systems set gas pressures according to the following table and instructions. • • • • • • Connect the torch to gas supply regulators. Light torch as you would a standard oxyacetylene torch. Crack the oxygen valve and open acetylene valve ¼ turn. Ignite immediately, and adjust valves for proper flame. Recheck pressures at regulators, open acetylene valve fully, and adjust final flame to neutral with the powder feed lever depressed. Be sure to wear eye protection (shades 3-6 recommended). If a backfire or flash back should occur turn off acetylene immediately and check all equipment before relighting. Tip Size Acetylene 53 Model B 2-3 psi 48 Model B 4-5 psi 45 Model B 5-6 psi Multi-orifice Model B 10 psi 34 Model C Water cooled 10 psi 7.5 psi A1 UltraJet 7.5 psi A2 UltraJet 7.5 psi B3 UltraJet 7.5 psi B4 UltraJet 7.5 psi C5 UltraJet 7.5 psi C6 UltraJet Water cooled 7.5 psi Multi-orifice UltraJet 15 psi “NEW” UltraJet Model S5 Oxygen 15-18 psi 25-30 psi 25-30 psi 50 psi 18 psi 22 psi 30 psi 30 psi 30 psi 30 psi 30 psi 30 psi 60 psi Comments Fine work, carbide tip available Medium work, carbide tip available Larger work, carbide tip available Large work, high spray rate Large work, continuous use. Brazed carbide extension available. Carbide insert tip available. Carbide insert tip available. Carbide insert tip available. Carbide insert tip available. Carbide insert tip available. Large work, continuous use. Highest productivity. The Eutalloy powder module is designed to fit the module opening on the torch. Remove the module cap; invert the torch and insert into the module opening with a ¼ turn to lock. This module protects powders from contamination, eliminates the need for a transfer funnel and helps to minimize exposure to air-born powder associated with a filling operation. As an option, a metallic module (or hopper) with a positive sealing cap is available. Use of proper ventilation and a respirator rated N-95 or N-100 is required during spray and powder handling operations. Prior to coating, the base metal (part) must be prepared. Degreasing, followed by grinding or blast cleaning is normally used. Some cast iron may be saturated with oil and require heating or vapor degreasing to remove all traces of oil or other contaminants. Pre-heat the part to about 400 to 800oF and spray a thin layer of powder, from about 1” standoff distance, to cover the desired area. If a thin layer is all that is needed, simply continue heating the coated surface (without feeding powder) with a slightly carburizing flame. Shortly after red heat is attained, the coating will become glassy looking and smooth. This is the fusing point. Do not overheat beyond this temperature or the alloy will become liquid and sag or run off the surface. If a thicker layer is required, at the first sign of red heat, move the torch tip to within ¼” to ¾” and begin applying powder in short bursts while slowly moving the torch over the starting area. Once the fusing temperature is indicated by the smooth glassy looking appearance, begin to add more powder and to advance the torch in a weaving motion at a speed suitable to maintain the correct fusing temperature. This process, like any brazing process, is subject to hand, eye coordination. With practice it will become second nature to balance powder feed, travel, and heat to obtain the coating deposit you desire. When less heat is needed, use a smaller tip. Cutting back the gases to choke the flame will cause the tip to overheat and back fire, or flash back. Generally, coated parts should be slow cooled. Powders available for use with the Eutalloy process include: • 10680 – Machineable, build up alloy. HRC 15 • 10224 – Machineable, build up alloy. HRB 90 • 10185 – Machineable, tough, hardfacing alloy. HRC 40 • 10009 – Hardfacing, corrosion resistant alloy. HRC 60 • 10092 – Tough hardfacing alloy for elevated temperature service. HRC 50 • 10999 – Hardfacing alloy with carbides for fine particle abrasion. HRA 80+ • 10112 – Hardfacing tungsten carbide alloy with best abrasion resistance. • 10011 – Hardfacing alloy with 80% coarse tungsten carbide. 5. Thermal Spray Overview Thermal spray coatings can be applied by a variety of methods. Coatings are applied to the desired thickness at temperatures that do not overly stress or change the base metal properties. We refer to this as “cold-process”, meaning that the part should not exceed 500o F during coating. Keep in mind that subsequent fusing or heat-treating will affect the base metal properties. Eutectic categorizes thermal spray powders into the following groups. • • • • “One-step” self-bonding alloys that bond and build up. “Two-step” alloys for build up only (require separate bond coat). Spray and fuse (“hot-process”) alloys for build up and hard facing. Low temperature alloys for corrosion control and part restoration. A group of powders is available with compositions “like” those used for the Eutalloy process. Coatings applied with these fusible powders can be heated to the fusing range where they will solidify to full density and form a metallurgical bond with the base metal. Fused coatings are more durable than other coatings. However, they require a great deal of heat input for fusing. This often makes fusing impractical on very large parts. Very large parts requiring coatings with this degree of durability or wear resistance can often coated by PTA welding or conventional welding processes. Remember that there is an order of magnitude difference between mechanical bonding (“cold-process”) and metallurgical bonding (“hot-process” spray or welded). That is to say 5,000 psi versus 50,000 psi or more, respectively. Thermal spray has evolved from feeding a wire through an air assisted oxy-fuel torch, to twinarc wire systems, combustion powder systems, plasma spray systems and finally high velocity systems otherwise known as HVOF (High Velocity Oxygen Fuel) systems. All of the Eutectic thermal spray systems currently available can be classified in the combustion thermal spray category using powder feed stocks. They include the RotoTec 1A, Terodyn 2000 & 3000, the Castodyn DS 8000, and the Terojet systems. Each system has unique features and can be targeted toward customers with different needs. Small and medium sized shops that will work mostly coating shafting can benefit most by starting out with the RotoTec 1A system. Its low capital cost and very functional, proven, capabilities make it a very attractive package. Its limitations are related to coating rate and that only a limited range of metallic coatings can be used. Medium and large sized shops who will have steady coating jobs on a variety of parts can benefit most by acquisition of the Terodyn 2000 or DS 8000 systems. These offer the ability to spray a wide variety of coating types, including metals, ceramics, polymers and low melting point metals such as babbit and zinc. The Terodyn 3000 system has additional advantages for the larger sized shop who specialize in thermal spraying. Its remote powder feeder with large powder capacity is ideal for big coating jobs and allows operation in any position, including overhead or inverted. Many customers demand the extreme wear resistance offered by Eutalloy powders containing tungsten carbide, on large parts. Until the advent of HVOF this was not possible without tremendous heat input and changes to the metallurgy of the parts. Coatings based on tungsten carbide can be applied by the Terojet system at low temperatures with exceptional bond strength. Tungsten carbides applied by HVOF offer the best resistance to most abrasion and erosion that is possible in a coating. Pure carbide inserts can be brazed in place and will offer better abrasion resistance and hardness. However, inserts are only practical on a small scale before the costs become prohibitive. The basic procedure for applying thermal spray coatings is summarized as follows: 1. 2. 3. 4. 5. 6. 7. Surface cleaning to remove grease, oil, paint, or previous coatings. Surface preparation to remove damaged base metal and undercut the area to accommodate the added coating dimension. Masking may be required before grit blasting to protect areas that are not to be coated. Surface roughening to increase the available surface area for bonding and to provide an anchor pattern to lock the coating in place. This can be done by threading, grinding or by the preferred method, grit blasting. Grit blasting with 24 grit aluminum oxide (corundum), illmenite, or 16 grit angular chilled iron give the best results and the greatest safety factor. Masking may be required prior to coating. Eutectic hi-temp tape, shadow masks, Eutectic Solution 103, or other suitable means can be used. Spray torches with adjustable powder feed rate control should be checked before starting the job. Spray rate should be within 10% of the rate shown in parameter tables. Preheating, generally to between 150oF and 300oF depending on the part geometry and the powder being used. 200oF is a safe temperature to begin almost all coatings. Ceramics and polymers being the notable exceptions. 8. 9. 10. Apply coating to corners or edges first. Angle the torch to wrap coating around edges. Cover the balance of the part with the bond pass or bond coat. Build up the coating by making multiple overlapping passes. The coating quality will be best when applied in thin layers. Traverse speeds and/or rotational speeds should be set to apply coating at a rate of less than 0.004” thickness per pass. Traverse speeds on flat parts should be on the order of 3 to 6” per second. Rotational speed of cylinders should be between 150 and 200 sfpm (on smaller diameters this may be lowered to 75 sfpm) with a travel rate of 0.125” to 0.25” per revolution. Maintain temperature below 500oF, pause to allow coating / part to cool when needed. Use of auxiliary cooling air is recommended. 6. The RotoTec 1A The RotoTec torch was introduced by Eutectic in 1971. Over the years the design has changed from the originally patented model I to the model II and to the current model, the 1A. The model 1A is designed to apply metallic alloys (except zinc, aluminum and babbit) including the self-bonding one step powders. A conversion kit is available to upgrade the older models. The RotoTec 1A is affordable, simple to use, and very effective for rebuilding shaft bearing areas. Powders are packed in modules that fit on top of the torch. Powders feed by gravity into the flame, which heats and propels particles onto the part. To operate the torch, follow these instructions: • • • • • • Connect the torch to gas supply regulators. Set oxygen regulator to 20 psi and acetylene regulator to 8 psi. Light torch as you would a standard oxyacetylene torch; crack the oxygen valve and open acetylene valve ¼ turn. Ignite immediately, and adjust acetylene and then oxygen to full flow. This will give a slightly oxidizing flame Be sure to wear eye protection (shade 5 or higher). If a backfire or flash back should occur turn off acetylene immediately and check all equipment before relighting. Powders available for use with the RotoTec process include: • • • • • 19121 – General-purpose “one-step” powder. 19122 – Machinable general-purpose “one-step” powder. 19131 – Machinable corrosion resistant “one-step” powder. 19132 – Hard, corrosion resistant “one-step” powder. 19171 – General-purpose bronze “one-step” powder. Spray and fuse powders can also be applied with the RotoTec system: • • • 13494 – Nickel chrome boron HRC 40 13495 – Nickel chrome boron HRC 50 13496 – Nickel chrome boron HRC 60 The following “two-step” powders can also be used to build up parts. They must be used only after application of the bond coat powder UltraBond 50000. • • • • • • 29011 – 316 stainless steel (Austenitic) HRB 90. 29012 – 400 type stainless steel (Martensitic) HRC 35. 29021 – Durable nickel chrome aluminum alloy HRC 32. 29061 – Machinable bronze powder HRB 65. 29077 – Low alloy steel powder HRB 85. 29096 – Machinable nickel chrome alloy for thick build-ups HRB 82. 7. The TeroDyn 2000 Eutectic+Castolin introduced the TeroDyn 2000 in the early 1980’s as the CastoDyn 2000, which was an improved version of the Rotoloy torch. In 1984 the design was modified and the TeroDyn 2000 series 2000 was born. It has the most value based on cost and performance of any torch available in any market worldwide. Some European Countries have standards that do not allow acetylene to be used above 10 psi. The DS 8000 system is used exclusively in these countries. The TD 2000 is a thermal spray “work horse”. The torch body is forged bronze, precision machined and plated. It is built to last, and does, with many of the original units still operation after 20 years or more. Designed to be the most versatile powder alloy delivery system available. Its features, controls, accessories and capabilities are impressive. Understanding the following illustration of the system, and description of functional parts, is essential prior to learning about its more advanced accessories, features and benefits. 1. MEGAPAK MODULE Standard packaging for most powder alloys. Locks into the Module Adapter (item 2) by a quarter of a turn. 2. MODULE ADAPTER 3. 4. 5. Mounts MegaPaks to the delivery system. The Basic Kit comes with 2 adapters. The material being deposited and coating rate will determine the appropriate adapter. POWDER ALLOY ON -OFF CONTROL Starts and stops the flow of powder into the delivery system. Green dot indicates alloy is feeding, red dot indicates no feed. ASPIRATOR PLUG Access plug for cleaning powder alloy aspirator. Must be tight at all times. T-VALVE Transport Valve-controls the flow rate of the carrier gas and powder alloy. Valve position varies with material being applied. 6. O-VALVE 7. 8. Oxygen valve-Controls the flow of oxygen into the flame. It is adjusted until the number indicated on the FM-1 Flowmeter agrees with the figure published in the Coating Tables. A-VALVE Acetylene valve-Controls the flow of acetylene into the flame. It is adjusted until the number indicated on the FM-1 Flowmeter agrees with the figure published in the Coating Tables. OXYGEN INPUT FITTING Right-hand thread connection for oxygen line includes Flo-Safe Reverse Flow Check Valve. 9. ACETYLENE INPUT FITTING Left-hand thread connection for acetylene line includes FloSafe Reverse Flow Check Valve. 10. GAS ON-OFF TRIGGER Controls the flow of oxygen & acetylene. In the forward position gases are flowing, in the backward position the flow of both acetylene and oxygen are stopped. 11. TOOL POST MOUNTING STUD For machine mounting the delivery unit. 12. GAS MIXER ASSEMBLY Combines oxygen and fuel gasses to produce a combustible mixture for the nozzle. 13. NOZZLE RETAINING NUT Secures nozzle to gas mixer. 14. NOZZLE Forms proper flame and introduces materials into the flame. Two nozzles are supplied with the Basic Kit (RL 200 and RL 210); use the nozzle specified in the Coating Table for the material being applied. 15. TWO-PIECE HEAT SHIELD Upper heat shield protects MegaPak, lower heat shield protects the operators hand from the heat generated during continuous coating operations. 16. LOCK NUT Secures the gas mixer assembly to the delivery unit Only genuine Eutectic powders are recommended for use with the TD2000. However, over the years it has been found that, because the torch is so versatile, parameters can be developed for almost any powder. Technical service can offer advice on what is possible. Installation of the TD 2000 is somewhat more complicated than either the RotoTec 1A or the DS 8000. Due to the volume of acetylene used, cylinders must be manifolded to ensure that the system functions safely. To ensure coating quality given the wide variety of powders and accessories an inline flow meter for oxygen and fuel, and compressed air are required as shown in the following illustrations. The TeroDyn 2000 System Complete Kit contains everything needed to begin coating parts, except the powder. To operate the system set it up as above. • • Find the parameter settings for the powder to be used in the process manual. Print this table for reference. Attach the nozzle and RotoJet specified. If the RPA-1 is being used the air must be turned on before lighting the torch or it may damaged by melting. Make sure the gas on-off trigger is in the off (back) position and the gas valves are closed. Set the oxygen and fuel gas regulators to the required pressures. Open the powder container and attach the correct module adapter (yellow/red or aqua) to the powder container. Make sure the powder on-off lever is off (shows red indicator). Set the T-Valve to the specified click setting range. Anytime the T-Valve is changed be sure to re-check the oxygen flow and adjust as needed. Crack the oxygen valve and open the fuel valve ¼ to ½ turn and ignite. Increase fuel then oxygen so the flow meter reads the values specified in the table. Check that there is suction at the powder inlet on top of the torch using your finger. If not check to see that the T-Valve is not set on zero. Invert the powder container and attach to the torch by sliding it into place. If the air to the RotoJet is off, turn it on and check that the pressure is set as per the parameter table. Be sure you are wearing the shade 5 safety glasses included in the kit before starting to spray. To start spraying, push the powder feed lever forward so it shows “green”. • Remember to check surface preparation before coating. • Remember to check powder feed rate at the beginning of each shift or job. • • • • • • • • • • Features and benefits of the TeroDyn 2000 system Safety Critical seals are O-rings Mixed gas path is short Positive flow of oxygen carrier gas Reverse flow check valves included Gas on / off control lever Any leaks easy to find and fix Less chance of flash-back Prohibits presence of fuel gas in powder module Prevent any back flow of gases into gas supplies Allows instant shut off of oxygen and fuel with one control Reliability Rugged construction Precision powder transport valve In-line flow meter Service life of decades rather than years Consistent powder feed rates Makes setting flame accurate and repeatable. Versatility Several precision multi-orifice nozzles Control of heat transfer characteristics expands the range of coating materials that can be used Flexibility to increase powder velocity, focus Air circuit RotoJet attachments spray pattern and cool the part LT Air Shroud Allows low melting point metals and polymers to be applied LT Extender Allows coating of internal diameters or hard to reach places Module adapters Two adapters allow control of all powders including ceramics, metals and polymers. Allows out of position coating up to 75 above or below horizontal Tool post stud and attachment Easy to mount torch on lathe tool post or other positioner Multiple fuel gas operation Capability to use acetylene, MAPP, propylene, propane, natural gas or hydrogen to lower operating costs or for safety and convenience Powders available for use with the TeroDyn 2000 (and the TeroDyn 3000) system include, but are not limited to: Self-bonding “one step” alloys • • • • • • 21021 21022 21023 21031 21032-S 21071 Multi-purpose material Machinable build up Iron base machinable High temperature service Hard corrosion resistant General purpose bronze Spray and fuse alloys • • • • 23005 23045 23065 23075 35% Tungsten carbide - coarse Nickel chrome boron HRC 59 Nickel chrome boron corrosion resistant 40% Tungsten carbide - fine High temperature materials (ceramics) • • • • • • 25010 25030 25040 25050 25060 25088 Aluminum oxide Alumina 87 Titania 13 Titanium dioxide Chrome oxide Alumina 60 Titania 40 Zirconia 70 Alumina 30 “Two step” build up alloys • • • • • 29011 29012 29061 29096 29123 300 type stainless steel 400 type stainless steel Aluminum bronze Nickel chrome iron 75% Tungsten carbide Low temperature materials • • • • • • • 29210 29230 29240 1960 1961 5018 EverTuff Aluminum 12 silicon Zinc Babbit (tin, grade 2) Zinc, bulk pkg. Aluminum Nylon 11, white Methacrylic polymer 8. The TeroDyn 3000 The TeroDyn 3000 System was developed concurrently with the 2000 series. It uses the same bronze forging and common parts. In fact, the TD2000 can be upgraded to the 3000 model. The following photo shows the TD3000 and the 5102 powder feeder Notice modifications to the torch body. The module adapter saddle, the T-valve and the handle are not used. An adapter to accept the external powder feed hose is added and the handle changed to include a powder start/stop switch. All of the attachments available for the TD2000 will fit the TD3000. Set up of the TD3000 is quite similar to that for the TD2000. The flow meter has a high capacity fuel gas tube and the system comes with two 25-foot twin gas hoses instead of the standard 12-foot hoses supplied with other torches. To begin producing coatings the following are required: • • • TeroDyn 3000 Basic Kit (#4484757) Carrier Gas Regulator (4615000) Powder Step-by-step operational procedures are available in the Process manual for the TD 3000 and TecFlo 5102 powder feeder. During the hands on portion of the TD 3000 training all procedures as well as maintenance will be thoroughly explained demonstrated and practiced. The principal of operation of the feeder is the fluidized bed. Carrier gas is divided into two streams. Both fluidizing and transport streams are controlled by the carrier gas flow meter. Adjusting the pressure of the carrier gas in the powder hopper sets the powder spray rate. This is regulated, along with the gas flow rate, on the front panel of the 5102 feeder. The powder feed parameters have been developed using argon as the carrier gas. This was done because the 5102 and 7102 are also used for plasma non-transferred arc thermal spraying. The recently discontinued Eutectic Plasma 5000 system used argon as the primary plasma gas and hydrogen as the secondary gas. Argon was used as the carrier gas for convenience. Plasma Non-Transferred Arc: Manual coating of a tube-sheet for protection against high temperature oxidation. When using with the TD 3000 it is desirable to utilize nitrogen as the carrier gas because it is about 1/3 the cost of argon. Due to the physical nature of argon it is able to transport more powder on a pound per cubic foot per hour basis. Therefore it is very important to verify the spray rate before starting a coating job. A more detailed description will be presented during the hands-on training session for powder products and equipment. Note that an important feature of the DS 8000 is that it can be adapted to utilized the 5102 feeder. This capability gives the DS8000 most of the benefits found in the TD 3000 in an easier to set-up and use package. Features and benefits of the TeroDyn 3000 system Safety Critical seals are O-rings Mixed gas path is short Positive flow of carrier gas Reverse flow check valves included Gas on / off control lever Quick disconnects with O-ring seals Low voltage remote switching to start and stop powder feed. Any leaks easy to find and fix Less chance of flashback. Keeps powder delivery hose from clogging and ensures that fuel gas can never back up into the powder hopper. Prevent any back flow of gases into gas supplies. Allows instant shut off of oxygen and fuel with one control. Prevents the powder hopper from being over pressurized. In case of electric shock voltage has been stepped down from 115V to 12V. Reliability Rugged construction No moving parts in powder feeder In-line flow meter Meets US Military Specifications (Mil Std 2138 & 1687) Color coded inlets to powder hopper Service life of decades rather than years. Less parts to wear and be replaced. Makes setting flame accurate and repeatable. Quality, traceability, and performance is backed up by extensive research and testing Ensures correct connections for proper operation of powder feed. Versatility Several precision multi-orifice nozzles Air circuit RotoJet attachments LT Air Shroud LT Extender External (remote) powder feeder Tool post stud and attachment Multiple fuel gas operation Multiple switching control Control of heat transfer characteristics expands the range of coating materials that can be used Flexibility to increase powder velocity, focus spray pattern and cool the part Allows low melting point metals and polymers to be applied Allows coating of internal diameters or hard to reach places Allows coatings to be applied in any position by hand or robotically. Easy to mount torch on lathe tool post, positioner or robot. Capability to use acetylene, MAPP, propylene, propane, natural gas or hydrogen to lower operating costs or for safety and convenience 5102 or 7102 feeders can be used for combustion or plasma spraying. Other features Can deliver up to 140,000 Btu/hr Fluidized feeder design Large powder feeder capacity Dual powder pick up tubes on all hoppers 7102 Feeder available 9. Allows coating rates of up to 45 lbs/hour. Metal, polymer and ceramic powders can be applied, even when the powder is not free flowing or is to fine to feed by gravity or venturi. Ideal for extended use and large coating jobs. Allows use of two TD3000 torches at the same time (slaved) with the 5102 feeder. Allows use of two torches (or two pairs of torches) operating independently The CastoDyn DS 8000 The DS 8000 thermal spray system is an innovative redesign of the RotoTec 800. It incorporates a user friendly modular design concept. There are four standard spray modules (SSM’s). Each is used specifically for a certain group of powder products. A durable carrying case keeps all components organized and well-protected during transport or storage. Use of precision laser drilled orifices in both gas mixing and powder delivery components ensure consistent results without the need for an inline flowmeter. Optional accessories include two models of spray and fuse lance attachments, an extension neck for coating internal diameters, and fittings to allow use of a remote powder feeder such as the TecFlo 5102. The DS 8000 can apply the full range of powder alloys supplied by Eutectic for conventional combustion thermal spraying. Features and benefits of the CastoDyn DS 8000 system Safety Critical seals are O-rings Mixed gas path is short Positive flow of oxygen carrier gas Reverse flow check valves included Gas on / off control lever Operates at 10 psi acetylene pressure Any leaks easy to find and fix Less chance of flash-back Prohibits presence of fuel gas in powder module Prevent any back flow of gases into gas supplies Allows instant shut off of oxygen and fuel with one control Greater safety factor since acetylene becomes unstable above 15 psi and allows safe operation without requiring manifolded acetylene cylinders Reliability Laser drilled precision orifices The most consistent powder and gas feed rates possible Easy operation, fewer variables to adjust Less operator fatigue leads to better coatings and consistent productivity Modular design principle Light weight Versatility Four Standard Spray Modules (SSM’s) Each module optimized for a specific group of powders (gas mixer, nozzle, and air focus attachment) Allows coating of internal diameters or hard to reach places A single adapter with six settings allows control of feed rate for all powders, including ceramics, metals and polymers For PTA quality deposits with lower capital expense. Good for out of position coating and long spraying runs. Extension neck Module adapter Spray and fuse attachment External powder feeder plug in The DS 8000 is a Swiss design made in Europe, and has, for the last several years been available in North America. We rarely keep more than one of these systems in stock in the US, so take this into consideration when accepting an order. 10. TeroJet Model AC The TeroJet Model AC is a new generation High Velocity Oxy Fuel powder spray system designed to apply high quality carbide and metallic coatings. The system is simple in design, efficient in operation, and easy to use and maintain. This combination of features makes the TeroJet AC suitable for both production, machine mount applications, as well as, for handheld occasional use. The TeroJet has been designed to be as economical as possible for a true HVOF system. Several features make this possible. First, the torch is air cooled so there is no need for a water pump. Air-cooling simplifies the design of the torch making it less expensive to produce. Second, the torch uses compressed gas as the fuel, typically propane or propylene. Kerosene based systems require an expensive high-pressure pump plus controls to balance the oxygen and kerosene. Lighting is done manually, eliminating the need for an internal ignition system that only adds cost and complexity to the system. The result is a system with a low capitalization cost and a low hourly operating cost. The TeroJet torch uses a novel air cap design to “choke” the gas flow thereby generating a high gas exit velocity. In its operating mode seven shock diamonds are visible in the combustion gas stream. A high combustion gas exit velocity insures that the coatings produced will be dense and low in porosity, will exhibit a high microhardness and associated resistance to abrasion and will be well bonded to a properly prepared base material. The powder and carrier gas enters the torch axially. This feature insures efficient heating and acceleration of the powder coupled with minimal wear of the internal parts of the torch nozzle. The use of a nozzle with air cap as compared to a long barrel typical of kerosene systems minimizes loading of the powder onto the internal parts of the torch. Interrupting the spray process to replace worn or clogged barrels can be costly and time consuming. The design of the TeroJet AC torch virtually eliminates this problem. Regulated flows of oxygen and fuel gas are delivered to the torch in the correct proportions and a flame is developed. Compressed air restricts the flame, cools the torch and “blasts” the powder particles to produce a fine, high velocity spray. The combination of the nozzle design, air cap design and high pressure compressed air create the supersonic gas stream as evidenced by the visible shock diamonds. The system includes a highly precise, rotating disc powder feeder that accurately and reliably delivers powder to the torch where it is axially fed into the combustion gas stream. The inclusion of regulators and gas flow meters designed to match the requirements of the torch insure that process parameters are tightly controlled. The system is capable of applying tungsten carbide, chromium carbide plus metallic powder blends, metallic and fusible powders. Further, the system can accommodate both –45 + 15µm and –53 + 20µm size powders, the two most common size ranges commercially available. However, the finer, -45 + 15 µm range powder is preferred as it will yield denser coatings. Typical powder spray rates for the TeroJet AC are 5 lb/hr for carbides and up to 8 lb/hr for metallics. The nominal deposit efficiency is 70%. The Model PF 700 powder feeder is the latest in a series of designs specifically tailored for the thermal spray process. The system is capable of delivering a steady, non-pulsating supply of powder to the torch. The PF 700 operates on a volumetric feed principle. At the bottom of the pressurized canister there is a rotating metal disc (slotted wheel) mounted off center with respect to the canister. A given volume of powder fits into each slot and as the disc rotates past the exit port, the powder is fed into the powder hose and then to the torch. The feed rate of the powder (g/min, lb/hr, etc.) is governed by the rpm’s of the rotating disc. The disc is driven by a precision control, geared, variable speed AC motor and the rpm is displayed on the LED located on the control console front panel. The actual rpm of the disc equals the LED displayed reading divided by 100. Powders suitable for use with the TJ AC system include the following: Carbides • • • • 55588T 55588VF CPP 2506 55575 88% WC + 12% Cobalt 88% WC + 12% Cobalt (finer particle size) 83% WC + 17% Cobalt 75% Chromium Carbide + 25% Nickel Chromium alloy 55116 55125 55396 316 type stainless steel Nickel alloy 625 Nickel Chromium Boron alloy (use as sprayed or fused) Metals • • • 11. EuTronic GAP 375 PTA Welding System In the late 1970’s Eutectic launched the its first plasma transferred arc welding systems in the USA. These were imported from Castolin + Eutectic in France. While the Servomatec 1 and 2 were state of the art at the time, they were also bulky systems best adapted to fixed installations. By the mid1980’s Eutectic redesigned the French system and started production. Success of the US GAP System was limited due its lack of portability and several minor design flaws, which required excessive warranty service. Production was halted and a major redesign program begun. In 1988 after extensive field testing, the first EuTronic GAP 375 systems rolled off the production line. Major advances in inverter-converter power source technology reduced the size and weight of the system. Patented fluidized powder feeding, a solid-state programmable controller, and Kooltronic water cooler round out the system. The GAP 375 System is capable of meeting the requirements of the United States Military. It has been supplied for Naval Shipyard use as per Bid Solicitation Contracts as governed by Defense General Supply Center (DGSC) purchase order. The GAP 375 system is compact and, for hand-held operation is easily as portable as the two compressed gas cylinders required for operation. On-going design was finalized with the advent of several models of welding torches. These fill the needs of almost all applications that are practical in the scope of both OEM and M & R sectors of industry. The GAP system functions by having argon carry a controlled amount of powder alloy into an argon – 7% hydrogen shielded, transferred arc plasma column. The result is a precise weld deposit with minimal heat affected zone and low dilution of the weld by the base metal. EuTronic GAP System 375 Torches. From top to bottom: the E-90, 200, 220HP, 250, and 300HP torches. The high frequency (HF) between the anode and cathode (tungsten) creates a pilot arc when the system is started. When the torch is brought into position above the work piece the arc transfers and the controller ramps the power and gas flows up initiating the plasma arc column formation. Powder can be started manually or automatically started by the controller as desired. The illustration below serves as a basic summary of operation. The basic system includes the hand-held E-90 Torch. For practical purposes this functions very similar to a TIG Torch that welds with powder instead of a rod. There are two main advantages to welding with powder rather than wire or rod. • Powders can be made from materials that cannot be drawn into wire or rod. This includes Tungsten carbides, Chromium carbides, and special formulations for welding on cast iron and bronze. • Single pass deposits can often be used and can be more uniform in crosssection than wire welds for easier finishing with no slag to chip. Conveyor Screw as welded with the GAP 375 System Stick welding and MIG welding often require 2 or more weld passes before a hard-facing overlay will reach the optimum hardness and wear resistance. This is due to the volume percentage of dilution with the base metal. Generally the higher the percentage of dilution the lower the deposit hardness and the greater the heat affected zone. This is illustrated below with comparable cobalt base alloys, by process. Deposits and the low carbon steel base metals below are acid etched for contrast Oxy-Fuel Gas Weld: 2 lbs/hour with 1% Dilution PTA Weld: 4 lbs/hour with 4% Dilution SMAW (stick welding): 3 lbs/hour with 38% Dilution GMAW (MIG welding): 5 lbs/hour with 31% Dilution Features and benefits of the EuTronic GAP System 375 Operates on multiple phase or voltages. Lightweight and compact, hand-held or machine mounted capabilities. Built-in safety sensors monitor gas flows and cooling water flow. Uses powder alloys, not wire or rod. Applies thin (1/16”) or thick (3/16”) coating deposits in a single weld pass faster than is possible with TIG or Oxy-Fuel welding. Custom wiring not usually required. Extremely stable weld current over the entire ranges (10 – 375 Amps). Perfect for on site jobs, mobile platforms and fixed robotic installations. Minimizes cost of repairs due to operator error. Gives a wider variety of coating solutions to best control the wear process. This leads to better over-all cost effectiveness. Yields better productivity. Powders suitable for use with the GAP system include, but are not limited to: Gas Atomized alloys • • • • • Stainless steels (16300LC, 16410) Nickel-base alloys (16801, 16804, 16805) Maraging steel (16550) Tool steels (16725) Cobalt-base alloys (16001, 16006, 16012, 16021) Water Atomized alloys • • Nickel – Silicon – Boron (5056) Nickel – Chrome – Boron (16494, 16495, 16496) Blends of Metallic and inter-metallic powders • • • Ni-Cr-B plus Tungsten carbide (16112, 16113) Ni-Si-B proprietary blends (16220, 16221, 16227) Nickel alloy plus Chromium carbide (16114) Special compositions or blends can be custom made, or made to industry specifications as required. Custom-made alloys are subject to minimum order requirements and/or special pricing and/or special delivery terms and conditions. DANGER: When Arc Welding, Plasma Transferred Arc Welding or Plasma Non-Transferred ArcThermal Spraying • • • Warning: Fumes and Gases can be dangerous to your health. Medical studies suggest that Lung Damage and/or CNS effects can result from exposure to welding fumes and gases. Brazing, soldering, and thermal spraying may have similar effects. • • • • Warning: Keep your head out of the fumes. Use enough ventilation, exhaust at the source, or both to keep fumes away from your breathing zone and the general area. Wear correct eye, ear, and body protection. Before use, read and understand the manufacturer’s instructions, Material Safety Data Sheets (MSDS’s), and your employer’s safety practices. Light rays, heat rays (ultraviolet and infrared radiation) and sparks from the arc or flame and hot metal can injure eyes, burn skin and may ignite combustible materials in the area. • • • • • • Warning: ELECTRIC SHOCK CAN KILL IN CASE OF EMERGENCY CALL FOR MEDICAL AID Do not touch live electrical parts. Wear dry insulating gloves in, good condition, and protective clothing. Properly install and ground the equipment according to the manufacturer’s instructions and federal, state and local codes. Do not look at an electric arc or thermal spray stream with unprotected eyes. Wear safety glasses with UV protective side shields in addition to a proper welding helmet with filter plate. Choose glasses, helmet and filter plate according to ANSI Z87.1. Protect exposed skin with adequate gloves and clothing according to ANSI Z49.1. Remove combustible materials within 35 feet of working area. Do not weld, braze, solder or thermal spray in presence of flammable vapors or on a container that has held flammable or unknown materials. Keep a charged fire extinguisher nearby, and know how to use it. It is possible that the Threshold Limit Values (TLV’s) of some of the ingredients and/or by-products formed during the normal use of some products and/or equipment, will be exceeded without exceeding the TLV for general welding fume, some of these may be carcinogenic according to some agencies. • • Use engineering controls and personal protective equipment to keep exposure as far below the TLV as possible. If you are unsure of ventilation or adequate protection, contact your supervisor before proceeding. Due to the fact that Eutectic Corporation has no control over how, or where, our products and equipment are used, or whether they are used according to our instructions, we recommend that employers consider implementing into their safety practices the following, as a general guideline, to promote workplace safety as it relates to the products and processes used for brazing, soldering, welding, heating, cutting, gouging, thermal spraying, sealing and machining or grinding: Caution: If at anytime you experience--difficulty breathing, seeing, or hearing; dizziness, eye or skin irritation, or nausea: • Stop welding, brazing, soldering, or thermal spraying, etc. or remove yourself from the area then… • Check all protective equipment and engineering controls and… • Inform your supervisor. Do not resume the operation until a cause is determined and corrected. Oxy-Fuel Thermal Spraying Hazardous Decomposition or By Products: Fumes, gases and dusts given off during heating and thermal spraying of metallic parts cannot be classified simply. The composition and quantity of these are dependent upon the type of torch used, the powder spray rate, geometry of the part and upon the operator maintaining the correct spray distance from the work piece. Other conditions which also influence the composition and quantity of the fumes, gases, and dusts that workers may be exposed to include; the number of workers and the volume of the work space; the quality and amount of ventilation; the position of the worker’s head with respect to the fumes generated; the presence of contaminants in the atmosphere (such as chlorinated hydrocarbon vapors from cleaning and degreasing activities). During thermal spray processes, the fume and gas decomposition products generated are different in percent and form from the ingredients listed in Section 2. Decomposition products of normal operation include those originating from the volatilization, reaction or oxidation of the materials shown in Section 2, plus those of any atmospheric vapors, gases or dusts that may be present at the time. Reasonably expected constituents of the fumes gases and dusts produced may include: complex metallic oxide dust, gaseous reaction products including combustion of ambient atmospheric contaminants, carbon monoxide, carbon dioxide and condensing metallic vapors of the ingredients listed in Section 2. One recommended way to determine the composition and quantity of fumes and gases to which workers are exposed is to take an air sample in the worker’s breathing zone. See ANSI/AWS F1.1 and AWS F1.3 “Evaluating Contaminants in the Welding Environment – A Sampling Strategy Guide” which gives additional advice on sampling. Both publications are available from the American Welding Society, P.O. Box 351040, Miami, FL 33135. Route(s) of Entry: Primary route is inhalation of fumes, gases and dusts given off during heating and thermal spray process, the cutting and grinding of thermal spray coatings, and inhalation of dust during powder handling operations. Skin contact, eye contact, and ingestion are possible when fumes condense and dust is present. Skin and eyes must be protected from the radiation spectrum present during thermal spraying. The fumes associated with heating and welding or the cutting and grinding of welded metal can be dangerous to your health and overexposure can cause damage to nervous system, lungs and/or other organs, thermal spraying may produce similar effects. Use adequate ventilation to keep below exposure limits. Keep fumes and gases from breathing zone. Keep the workers head out of the fumes. The ACGIH 3 recommended general limit for Welding Fume and nuisance dust, not otherwise classified is 5 mg/m and 3 10 mg/m respectively. Thermal spraying may produce similar fumes. The threshold limit value for some ingredients could be exceeded without exceeding the threshold limit value for general welding fume. Metal fume fever, eye damage, burns, and allergic reactions are significant hazards during thermal spraying. Aggravation of preexisting respiratory conditions may occur in some workers. Appropriate personal protective equipment must be used. Recommended Reading: “SAFE PRACTICES IN THERMAL SPRAYING” Published by AMERICAN WELDING SOCIETY 550 N.W. LeJeune Road, Miami, FL 33126
 0
0
Anuncio
Documentos relacionados





Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados