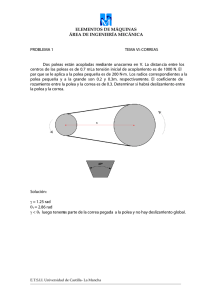
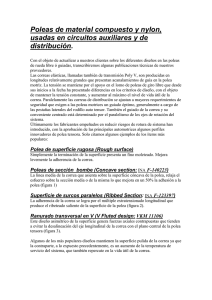
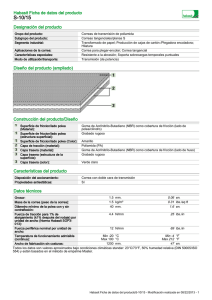
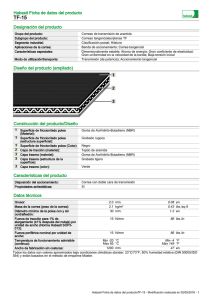
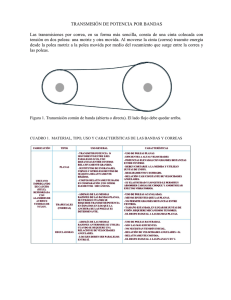
ESCUELA PROVINCIAL DE EDUCACIÓN TECNICA N° 1 – SANTA ROSA –TTP Electromecánica - Marzo de 2005 Diseño y Selección del mando a Correas en “V” Para la transmisión de torque de una máquina motriz a una máquina conducida, existen al menos tres métodos muy utilizados: Transmisión con engranajes, correas flexibles de caucho reforzado y cadenas de rodillos. Dependiendo de la potencia, posición de los ejes, relación de transmisión, sincronía, distancia entre ejes y costo, se seleccionará el método a utilizar. Al comienzo se requieren los siguientes datos: Potencia requerida en la máquina conducida [HP] Tipo de máquina motora y máquina conducida Velocidad de la máquina motora [rpm] Velocidad de la máquina conducida [rpm] Distancia tentativa entre ejes A los fines de simplificar el procedimiento, se enumeran los pasos a seguir para seleccionar el tipo (perfil ó sección ), N° y calcular la cantidad de correas: 1)Estimar el factor de servicio ( es un valor que puede tomar valores que varían entre 1 (uno) y 2 (dos) – Nos indica en qué condiciones trabajan las correas. Cuando se trate de servicios intermitentes, donde nunca se excede la carga asignada, los arranques se producen en vacío. Las correas trabajan en condiciones higiénicas, al resguardo de los factores climáticos y en instalaciones que poseen un adecuado mantenimiento; bajo tales condiciones el factor de servicio tiende a 1 (uno). Por el contrario, cuando se trate de servicios continuos (16 a 24 horas diarias), con sobrecargas importantes, arranques a plena carga, a la intemperie, en ambientes sucios con mantenimiento deficiente, en esos casos el factor de servicio tiende a 2 (dos). En la mayoría de las situaciones se adoptan valores intermedios ( 1,4 / 1,5 / 1,6).- 2) Estimar la potencia teórica (Pt): es la potencia requerida (en HP) por la máquina. Cuando este valor se desconoce ó es de difícil determinación se puede utilizar la potencia indicada en la chapa de características del motor. 3) Calcular la potencia de diseño (Pd): es el valor que se utilizará para los cálculos posteriores y resulta de multiplicar los valores de los puntos anteriores. Pd = Pt * HP 4) Determinar la sección de las correas: los perfiles de las correas y sus dimensiones son los que se detallan en el cuadro siguiente Sección O A B C D Ancho Superior (mm) 10 13 17 22 32 Altura (mm) 7 8 10 14 18 Angulo (grados) 40 40 40 40 40 1 ESCUELA PROVINCIAL DE EDUCACIÓN TECNICA N° 1 – SANTA ROSA –TTP Electromecánica - Marzo de 2005 38 E 25 40 Las correas de perfiles más pequeños están diseñadas para transmitir potencias menores a velocidades (rpm) importantes. Por el contrario, los perfiles mayores se utilizan para potencias mayores. Cada fabricante brinda un ábaco en el cual se ubican sobre el eje de abscisas los valores de potencia de diseño (en HP), y en el eje de ordenadas las rpm de la polea más rápida. Trazando rectas perpendiculares a ambos eje, la intersección de ambas nos determina la sección más conveniente a utilizar. 5) Elección de los diámetros de las poleas: hay que tener en cuenta que para cada perfil de correa existe un diámetro mínimo a utilizar (valores en pulgadas) A 2,60” B A partir de la relación: 4,60” C 7,00” D 12,00” E 18,00” n1 * 1 = n2 * 2.... se pueden calcular los diámetros de ambas poleas n1: rpm de la polea pequeña - 1: diámetro de la polea pequeña (pulgadas ó milímetros) n2: rpm de la polea mayor - 2: diámetro de la polea mayor (pulgadas ó milímetros) 6) Determinación del N° de correa: el largo de la correa se calcula mediante la siguiente expresión: L = 2 * C + 1,57 * ( D + d) + ( D – d )2 / (4 * C) Siendo: 2 ESCUELA PROVINCIAL DE EDUCACIÓN TECNICA N° 1 – SANTA ROSA –TTP Electromecánica - Marzo de 2005 C: distancia entre centro de poleas (en pulgadas ó milímetros) D: diámetro de la polea mayor (en pulgadas ó milímetros) d: diámetro de la polea mayor (en pulgadas ó milímetros) Calculada la longitud, hay que ingresar en la columna del perfil de correa seleccionada en el punto 4) y elegir el largo nominal más cercano. Con este dato podemos determinar el N° de correa. 7) Cálculo del arco de contacto y factor de corrección: la potencia se transmite desde la polea a la correa por fricción. Cuando mayor sea la superficie de contacto entre ambos elementos más eficiente será la transmisión de potencia. La situación ideal se presenta cuando ambas poleas tienen igual diámetro. El arco de contacto se calcula mediante la siguiente expresión: Arc = 180° - 60° * (D – d) / C Para tener en cuenta esta pérdida de potencia por falta de contacto, se introduce un factor de corrección (F) que se obtiene del siguiente cuadro: (Dp-dp)/C Arco de contacto Factor de corrección (F) 0.00 0.10 0.20 0.30 0.40 0.50 0.60 0.70 0.80 0.90 1.00 1.10 1.20 1.30 1.40 180º 174º 169º 163º 157º 151º 145º 139º 133º 127º 120º 113º 106º 99º 91º 1.00 0.99 0.97 0.96 0.94 0.93 0.91 0.89 0.87 0.85 0.82 0.80 0.77 0.73 0.70 8) Determinación de la cantidad de correas: cada fabricante indica la potencia que puede transmitir cada correa a una determinada velocidad (en rpm) y en función del diámetro de la polea menor. Esto se tabula para cada sección de correa. Se obtiene la capacidad básica por correa (HPpc). La cantidad necesaria de correas se obtiene mediante la siguiente expresión: Cant = Pd / (HPpc * F) Montaje de Correas en “V” La fuerza de ajuste de las correas es parte del cálculo y debe controlarse permanentemente debido al alargamiento de las mismas, desajuste de los tornillos tensores o bulones de anclaje y/o desgaste de las poleas. Esta fuerza se controla mediante un dinamómetro y nunca se debe sobre-tensar por causa de patinaje, chillidos ó zumbidos. El valor de ajuste está acotado y para cada sección y estado de correa se estima: Sección Ancho superior Altura (mm) (mm) P. Mínimo (Kg/correa) P. Máxima (Kg/correa) P. Inst. Nueva (Kg/correa) 3 ESCUELA PROVINCIAL DE EDUCACIÓN TECNICA N° 1 – SANTA ROSA –TTP Electromecánica - Marzo de 2005 A B C D E 13 17 22 32 38 8 10 14 18 25 1,7 2,0 3,5 5,0 8,0 2,2 4,0 6,0 10,0 20,0 2,8 5,0 7,8 13,0 25,0 La fuerza de ajuste de una correa se verifica provocando una deflexión en el punto medio entre ejes. La fuerza aplicada debe ser perpendicular a la correa en ese tramo y la deflexión provocada debe ser de 15 mm por cada 1000 de distancia entre ejes. Se debe verificar el estado de los rodamientos. Cualquier desvío que éstos puedan presentar se traducirá en un desvío del eje y por ende de la polea. El flexionado del los ejes es un motivo de oscilación de las poleas por lo que, en caso de presentar este defecto, debe controlarse que la polea no se ubique demasiado lejos del rodamiento, que no existan cargas excesivas en el arranque o picos, golpes y/o sobrecalentamientos. Para los casos en que no se pueda acercar la polea al rodamiento, éste debe ser lo suficientemente robusto para absorber no sólo la fuerza de la correa, sino el momento excesivo que ésta provocará debido a la distancia presente. Reemplazo: Es importante recordar que el tipo de deterioro que presenta una correa, nos indica posibles fallas en la instalación, que acortarán la vida útil de la correa de reemplazo, si dichas fallas no son corregidas. Las causas más comunes que sugiere la observación directa de la correa deteriorada son las siguientes: A) Paredes de poleas gastadas ó dañadas, debido a excesivo uso, golpes, óxidos – se debe controlar visualmente el estado superficial de la polea. No deben existir dobladuras, grietas, rebabas ni poros. B) Roce de la correa con elementos de la instalación, partes de la maquinaria, defensas, tornillos que pueden estar en contacto con la correa. C) Tensión insuficiente, provocan que la correa resbale al no tener la presión necesaria de acuñamiento. D) Sección de polea inadecuada, origina un calce imperfecto de la correa dentro de la ranura y la superficie de contacto entre polea y correa no es la correcta. E) Poleas desalineadas, en este caso se produce distorsión en las superficies de apoyo, existen rozamientos y tensiones laterales no deseadas. La corrección se efectúa con una varilla metálica recta, colocada sobre los costados de la polea y verificando que toque 2 puntos simultáneamente de cada polea. Repetir esta operación girando las poleas 90°, a uno y otro lado del eje, hasta completar un giro de las poleas. F) Presencia de aceite o grasa, debido a pérdidas, goteos, salpicaduras, etc., la correa patina, observándose reblandecimiento con pérdida de potencia. Se debe limpiar con solvente la ranura de la polea. G) Atmósfera con partículas abrasivas, lo que ocasiona que la correa patine, se caliente, con pérdida de potencia y daños en las paredes de la garganta de la polea. 4 ESCUELA PROVINCIAL DE EDUCACIÓN TECNICA N° 1 – SANTA ROSA –TTP Electromecánica - Marzo de 2005 H) Excesiva tensión, acorta la vida útil, produciendo vibraciones, estiramientos, calentamiento de los rodamientos y flexión de ejes. I) Calor excesivo del medio ambiente, si existe una fuente de calor cercano a la transmisión , provocará el deterioro prematuro de la correa. Particularmente el compuesto de goma está diseñado para temperaturas de hasta 50 °C. En caso de superar estas temperaturas, la correa se afectará presentando grietas y resquebrajaduras en su cubierta. J) Mandos fuera de codificación, cuando se emplean dos ó más correas, estas deben tener una tolerancia máxima en su largo para asegurar que ninguna esté floja ó tensa respecto a las demás, sino transmitiría mayor ó menor potencia. Se deben controlar que las correas sean todas de la misma marca, numeración y codificadas, no mezclar correas nuevas y viejas. K) Almacenamiento prolongado ó inadecuado, el lugar debe ser fresco, seco y no expuesto a la luz solar. También influye la correcta posición de la correa en el gancho de la estantería, para no provocar deformaciones excesivas y permanentes. Cuando la correa se almacena por más de 5 años en lugares con temperaturas de 30° C y 70% de humedad, los compuestos de goma tienden a resecarse. L) Defectos de cálculo y diseño, por subdimensionamiento (las correas trabajan sobre exigidas) ó bien por sobredimensionamiento (poleas más pesadas que afectan los ejes y rodamientos). Otros factores pueden ser: no respetar los diámetros mínimos de las poleas, ángulos de abrace, mantenimiento, etc Problemas de Aplicación: En las siguientes situaciones seleccionar el perfil de correa, el N° de correa, la cantidad de correas y la deflexión máxima al tensar las mismas 5 ESCUELA PROVINCIAL DE EDUCACIÓN TECNICA N° 1 – SANTA ROSA –TTP Electromecánica - Marzo de 2005 Situación 1: la fotografía muestra un compresor de NH3 marca SABROE, tipo SMC 106 9, Pt: 18 bar, montado sobre chasis metálico de perfiles normalizados y accionado por motor eléctrico trifásico blindado marca MEZ FRENSTAT, de 34 kW a 1475 rpm, La distancia entre centros de poleas es 42”, el diámetro de la polea del motor es 8,50” y el equipo trabaja dentro de una sala de máquinas que presenta muy buenas condiciones de mantenimiento. Situación 2: Un ventilador centrífugo Ercole Marelli de 100 m3/min absorbe 10 HP a 2400 rpm y es accionado por un motor de 2890 rpm. Seleccionar una polea estándar para el motor estimando que la distancia entre centros es aproximadamente 3 veces el diámetro de la polea anterior. El conjunto funciona al final de un sistema de aspiración de polvo, a la intemperie, con temperaturas que van desde – 10 °C a los 40 °C, en un lugar de fácil acceso para mantenimiento. Situación 3: Un molino de esmalte para cerámicos es de forma cilíndrica, construido en chapa de ½” de espesor y un diámetro de 1000 mm. En su interior se colocan los pigmentos, el agua y el resto de los componentes. Para lograr la adecuada homogeneización se utilizan piedras bocha. El tambor gira con una velocidad tangencial exterior de 12 m/seg, denominada velocidad crítica (si la velocidad fuera mayor las piedras se adhieren a la pared interior del molino, si es menor se depositan en la parte inferior del cilindro y en ambos casos no sirven como elemento “mezclador”). Para accionar el conjunto se utiliza un motor de 25 kW a 740 rpm. Las correas apoyan directamente sobre la pared exterior del molino y la distancia entre centros es aproximadamente 2000 mm. El proceso se realiza en el interior de una nave industrial y los molinos se limpian en cada turno mediante agua a presión. 6