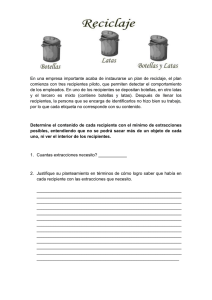
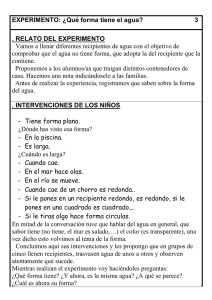
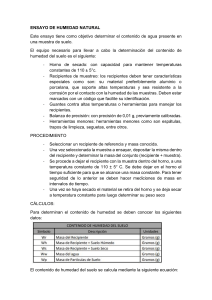
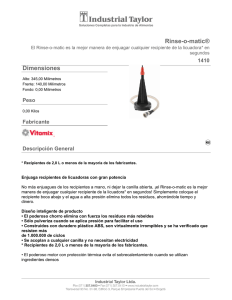
INSTITUTO URUGUAYO DE NORMAS TÉCNI CAS PU UNIT 1094:2017 PROYECTO UNIT EN ENCUESTA Desde 2017-10-02 hasta 2017-11-15 Recipientes portátiles rellenables de acero soldados para Gas Licuado de Petróleo (GLP) – Microgarrafas, garrafas y cilindros – Diseño y construcción Número de referencia PU UNIT 1094:2017 El PU UNIT 1094:2017 “Recipientes portátiles rellenables de acero soldados para Gas Licuado de Petróleo (GLP) – Microgarrafas, garrafas y cilindros – Diseño y construcción” es la revisión de la norma de igual título publicada en el año 2013 a la cual sustituye. Índice Página 1 Objeto ................................................................................................................................................................... 1 2 Referencias normativas................................................................................................................................. 1 3 Definiciones ....................................................................................................................................................... 2 4 Condiciones generales ................................................................................................................................... 3 4.1 Diseño ............................................................................................................................................................................. 3 4.2 Construcción ................................................................................................................................................................ 6 4.3 Materiales................................................................................................................................................................... 15 4.4 Soldadura ................................................................................................................................................................... 17 4.5 Eliminación de tensiones ..................................................................................................................................... 19 4.6 Identificación ............................................................................................................................................................ 19 4.7 Acabado superficial de envases: ....................................................................................................................... 20 4.8 Válvulas ....................................................................................................................................................................... 21 5 Ensayos .............................................................................................................................................................. 21 5.1 Inspección visual ...................................................................................................................................................... 21 5.2 Capacidad real y tara del recipiente ................................................................................................................. 21 5.3 Verificación y ensayo de la soldadura ............................................................................................................. 22 5.4 Verificación de la estanquidad ........................................................................................................................... 29 5.5 Ensayo de expansión .............................................................................................................................................. 29 5.6 Ensayo de presión límite....................................................................................................................................... 30 5.7 Ensayo neumático de las microgarrafas......................................................................................................... 30 Anexo A (normativo) Criterios para el diseño de los recipientes ............................................................ 31 Anexo B (normativo) Ensayos adicionales para el caso de uso de chapas especiales para garrafas........................................................................................................................................................................ 37 Informe correspondiente al Proyecto de Norma UNIT 1094:2017........................................................ 49 iii INSTITUTO URUGUAYO DE NORMAS TÉCNICAS PU UNIT 1094:2017 Recipientes portátiles rellenables de acero soldados para Gas Licuado de Petróleo (GLP) – Microgarrafas, garrafas y cilindros – Diseño y construcción 1 Objeto Esta Norma especifica los requisitos concernientes al diseño, dimensiones, características de fabricación, materiales a emplear y los ensayos a realizar a los recipientes portátiles rellenables de acero soldados para gas licuado de petróleo de 1,5 kg, 3 kg, 13 kg y 45 kg de contenido neto. 2 Referencias normativas Las siguientes normas contienen disposiciones que al ser citadas en este texto constituyen requisitos para la presente Norma. Las ediciones indicadas estaban en vigencia en el momento de esta publicación. Como toda norma está sujeta a revisión, se recomienda a aquellos que realicen acuerdos en base a la presente norma, analicen la conveniencia de utilizar las ediciones más recientes de las normas indicadas a continuación. Para las referencias no fechadas, es aplicable la última edición de la norma referida. UNIT posee información sobre las normas en vigencia en todo momento. UNIT 222:1970 (COPANT 1), Ensayo de doblado para acero UNIT 270:1971 (COPANT 21), Aceros al carbono. Método gravimétrico de determinación de carbono por combustión directa UNIT 303:1971 (COPANT 2), Ensayo de tracción para acero UNIT 319:2002, Válvulas de retención para garrafas de acero para supergás, propano comercial y/o butano comercial UNIT 1036:1999, Válvulas de accionamiento manual destinadas a cilindros de acero para gases licuados de petróleo (GLP). Requisitos generales de fabricación y métodos de ensayo UNIT 1008:2002, Válvulas para microgarrafas para GLP (Supergás), propano comercial y/o butano UNIT 1194:2011, Recipientes portátiles y rellenables de acero soldado para gas licuado de petróleo (GLP). Diseño y construcción alternativos UNIT-NM 252:2001, Chapas finas de acero al carbono para la fabricación de recipientes transportables para gases licuados de petróleo UNIT-NM-COPANT 1579:2004, Aceros y fundiciones de hierro. Determinación del contenido de manganeso - método espectrofotométrico UNIT-NM-COPANT 1580:2004, Aceros y fundiciones de hierro. Determinación del contenido de fósforo método espectrofotométrico del fosfovanadomolibdato 1 PU UNIT 1094:2017 UNIT-NM-COPANT 1581:2004, Aceros y fundiciones de hierro. Determinación del contenido de azufre Método titrimétrico después de combustión ANSI B 57.11,Conexiones de entrada y salida para válvulas para cilindro de gas comprimido DIN 4771, Válvulas para cilindros de gas ISO 2409, Pinturas y barnices. Ensayo de corte por enrejado ISO 41361, Ensayos destructivos en soldaduras en materiales metálicos. Ensayo de tensión transversal ISO 74381, Materiales metálicos- Ensayo de doblado ISO 9606-11, Ensayo de aprobación para soldadores. Soldadura de fusión. Parte 1: Aceros ISO 147321, Personal de soldadura. Ensayo de aprobación de operarios de soldadura para soldadura de fusión y montaje de soldadura de resistencia para soldaduras completamente mecanizadas y automatizadas de materiales metálicos ISO 15614-11, Especificación y calificación de los procedimientos de soldadura para materiales metálicos. Ensayo de procedimiento de soldadura. Parte 1: Soldadura de acero por arco y gas y soldadura de níquel y sus aleaciones por arco ISO 176371, Ensayos no destructivos de soldaduras. Ensayo visual de juntas soldadas por fusión ISO 176391, Ensayos destructivos en soldaduras en materiales metálicos. Examen macroscópico y microscópico de soldaduras ISO 229911, Cilindros de gas. Cilindros rellenables transportable de acero soldado para gas licuado de petróleo (GLP)- Diseño y construcción EN 14391, Equipos y accesorios para GLP. Procedimiento de verificación antes, durante y después del llenado de recipientes para gases licuados del petróleo (GLP) EN 10120:2008, Chapas y bandas de acero para garrafas de gas soldadas BS 5045-21, Recipientes de gas transportables. Especificación para recipientes de acero de 0,5 l a 450 l de capacidad de agua con juntas soldadas JIS G 3116, Láminas, placas y bandas de acero para cilindros de gas NBR 7460:1984, Chapas finas de acero al carbono para fabricación de recipientes transportables para gases licuados de petróleo (GLP) 3 Definiciones A los efectos de esta norma se aplican las siguientes definiciones: 3.1 garrafa recipiente destinado a contener 13 kg de gas licuado de petróleo (GLP) 1 En tanto no se establezca norma UNIT al respecto 2 PU UNIT 1094:2017 3.2 cilindro recipiente destinado a contener 45 kg de gas licuado de petróleo (GLP) 3.3 microgarrafa recipiente destinado a contener 1,5 kg o 3 kg de gas licuado de petróleo (GLP) 3.4 tara peso propio del recipiente con su válvula colocada 4 Condiciones generales 4.1 Diseño 4.1.1 Garrafas 4.1.1.1 La forma y las dimensiones de las garrafas deben ser las indicadas en la figura 1. 4.1.1.2 La capacidad debe ser de 31,5 + 0, 5 0 litros. 3 PU UNIT 1094:2017 Dimensiones en milímetros (*) Requisito aplicable solo para ubicación del cordón (**)Opcionalmente. Esta distancia puede ser (70 ± 3) mm NOTA Las dimensiones que no incluyen tolerancia se dan en forma orientativa Figura 1 – Forma y dimensiones de la garrafa 4 PU UNIT 1094:2017 4.1.2 Cilindros 4.1.2.1 La forma y las dimensiones de los cilindros deben ser las indicadas en la figura 2. 4.1.2.2 La capacidad debe ser de 108 + 1,5 0 litros. Dimensiones en milímetros NOTA Las dimensiones que no incluyen tolerancia se dan en forma orientativa. Figura 2 – Forma y dimensiones del cilindro 5 PU UNIT 1094:2017 4.1.3 Microgarrafas 4.1.3.1 Las microgarrafas deben diseñarse de acuerdo a los requisitos establecidos en el Anexo A y en particular los casquetes deben cumplir con lo establecido en A.3. 4.1.3.2 La altura de las microgarrafas hasta el extremo superior de la brida o platina, debe ser menor de 300 mm. En todos los casos, el diámetro exterior de la microgarrafa debe ser mayor que la altura. 4.1.3.3 La capacidad debe ser - de 7,5 + 0,3 0 litros para las microgarrafas de 3 kg de capacidad - de 3,6 + 0 ,15 0 litros para las microgarrafas de 1,5 kg de capacidad 4.2 Construcción 4.2.1 Garrafas 4.2.1.1 Las garrafas deben estar fabricadas en dos casquetes con una costura circunferencial. 4.2.1.2 Toda garrafa debe estar provista de un anillo de base con agujeros de drenaje en la parte inferior y ventanas de ventilación en la unión con el cuerpo, para reducir al mínimo la oxidación. 4.2.1.3 Las garrafas deben tener además un anillo de protección en su parte superior. Su forma y dimensiones deben ser las indicadas en la figura 3 y figura 4. 4.2.1.4 Las garrafas deben estar provistas de una platina con orificio con rosca hembra. La forma y las dimensiones de la platina deben ser las indicadas en la figura 5. La rosca en la platina debe ser hembra DIN 477 (Grande, Tipo I) de 28,8 mm. 6 PU UNIT 1094:2017 Dimensiones en milímetros NOTA Opcionalmente la distancia de abertura de anillo puede ser (128 ± 5) mm. Figura 3 – Anillo de protección de la garrafa 7 PU UNIT 1094:2017 Dimensiones en milímetros Figura 4 – Desarrollo del anillo de protección de la garrafa 8 PU UNIT 1094:2017 Dimensiones en milímetros Figura 5 – Platina de la garrafa 4.2.2 Cilindros 4.2.2.1 Los cilindros pueden fabricarse de 2 maneras: - en dos casquetes con una sola costura circunferencial; - en dos casquetes unidos cada uno de ellos por una costura circunferencial a un cuerpo cilíndrico fabricado con una costura longitudinal. 4.2.2.2 Todo cilindro debe estar provisto de un anillo de base con agujeros de drenaje en la parte inferior y ventanas de ventilación en la unión con el cuerpo para reducir al mínimo la oxidación. La forma y las dimensiones deben ser las indicadas en la figura 6 y figura 7. 4.2.2.3 Los cilindros deben tener además un anillo de protección en su parte superior. Su forma y dimensiones deben ser las indicadas en la figura 8 y figura 9. 4.2.2.4 Los cilindros deben estar provistos de una platina con orificio con rosca hembra. La forma y dimensiones de la platina deben ser las indicadas en la figura 10. La rosca en la platina debe ser hembra ¾” 14 NGT según la Norma ANSI B57.1 9 PU UNIT 1094:2017 Dimensiones en milímetros Figura 6 – Anillo de base del cilindro 10 PU UNIT 1094:2017 Dimensiones en milímetros Figura 7 – Desarrollo del anillo de base del cilindro 11 PU UNIT 1094:2017 Dimensiones en milímetros Figura 8 – Anillo de protección del cilindro 12 PU UNIT 1094:2017 Dimensiones en milímetros Figura 9 – Desarrollo del anillo de protección del cilindro 13 PU UNIT 1094:2017 Dimensiones en milímetros Figura 10 – Platina del cilindro 4.2.3 Microgarrafas 4.2.3.1 Las microgarrafas deben estar fabricadas en dos casquetes con una costura circunferencial. 4.2.3.2 Las microgarrafas deben estar provistas de una platina con orificio con rosca hembra. La forma y dimensiones de la platina deben ser las indicadas en la figura 11. La rosca en la platina debe ser hembra G3/8 x 19 y debe tener no menos de cinco filetes 14 PU UNIT 1094:2017 Dimensiones en milímetros Figura 11 – Platina de la microgarrafa 4.2.3.3 Las microgarrafas deben tener en su parte inferior un aro metálico de apoyo con ventanas de ventilación en la unión con el cuerpo para reducir al mínimo la oxidación. El aro no debe presentar aristas o bordes agresivos. Su diámetro no debe ser menor de 80 % del diámetro de la microgarrafa y debe tener una altura que permita que el fondo de la microgarrafa diste más de 3 mm de la superficie de apoyo. 4.3 Materiales 4.3.1 La chapa de acero utilizada en la fabricación de las partes del recipiente sometidas a presión debe cumplir con los requisitos químicos y mecánicos establecidos en las Tablas 1 y 2 respectivamente. 15 PU UNIT 1094:2017 Tabla 1 – Composición química Grado Requisito Ensayo de referencia A – 34GL A – 37GL A – 42GL A – 45GL A – 50GL 0,22 0,22 0,22 0,22 0,22 0,32 0,34 0,38 0,42 0,45 P máx, en % 0,035 0,035 0,035 0,035 0,035 NM-COPANT 1580 S máx, en % 0,040 0,040 0,040 0,040 0,040 NM-COPANT 1581 C máx, en % C+ Mn 6 máx, en % UNIT 270 (COPANT 21) UNIT 270 (COPANT 21) NM-COPANT 1579 NOTA En caso de realizarse el análisis de comprobación se admitirá variaciones por encima de los límites indicados en la Tabla I que no excedan de 0,04 % para el contenido de C; 0,05 para el contenido de C + 1/6 Mn y de 0,01 % para los contenidos de P y S. No se efectuarán análisis de comprobación en el caso de los aceros efervescentes. Tabla 2 – Propiedades mecánicas A34GL 340 A37GL 370 GRADO A42GL 420 Mínimo 0,55 t 0,55 t 0,55 t 0,55 t 0,55 t Máximo 0,80 t 0,80 t 0,80 t 0,80 t 0,80 t REQUISITO Resistencia a la tracción, min en Mpa Límite fluencia MPa (1) de en Alargamiento de rotura mínimo, en % Para espesores “e”, en mm e < 3,00 3,00≤e<4,00 4,00<e≤4,75 3,00≤e≤4,75 A45GL 450 A-50GL Ensayo de referencia 500 Probeta de longitud Lo = 50 mm (2) 26 24 21 19 16 28 26 23 21 18 30 28 25 23 20 Probeta proporcional (3) Lo =5,65 √so 29 27 24 22 19 UNIT 303 (COPANT 2) Doblado a UNIT 222 Diámetro del mandril 0,5 e 1,5 e 1,5 e 2e 2e 180º (COPANT 1) (1) t = resistencia a la tracción de la probeta (2) alargamiento determinado sobre probetas de 50 mm entre marcas y 12,5 mm de ancho en la zona calibrada (3) alargamiento para el caso de probetas proporcionales. Alternativamente, también se acepta chapas que cumplan con los requisitos establecidos en las normas: UNIT-NM 252:2002 para los grados GL2 ó GL3 según corresponda; JIS G 3116:2005 para los grados SG255, SG295, SG325 ó SG365 según corresponda; 16 PU UNIT 1094:2017 NBR 7460:1984 para los grados GL3 o GL4 según corresponda; EN 10120:2008 Chapas y bandas de acero para garrafas de gas soldadas. En caso de usarse materiales sin decapar, es necesario someter las partes de los recipientes a un tratamiento que asegure la no existencia de calamina en su exterior. 4.3.2 El espesor mínimo de la parte del recipiente sometida a presión, debe ser calculado de acuerdo con los requisitos del Anexo A, y en particular debe cumplir con lo establecido en A.3. 4.3.3 Los anillos de base y anillo de protección de las garrafas y de los cilindros deben ser construidos con chapa de acero comercial, libre de defectos de laminación. El espesor de la chapa utilizada para la construcción del anillo de base y del anillo de protección de las garrafas debe ser como mínimo de 2,0 mm. El espesor de la chapa para la construcción del aro superior de los cilindros debe ser como mínimo de 2,0 mm y el del anillo de base debe ser como mínimo de 3,0 mm. El espesor del aro de apoyo de las microgarrafas debe ser como mínimo de 1,9 mm si el aro es sin nervio y de 1,5 mm si el aro tiene nervio. 4.3.4 La platina debe ser de acero proveniente de procesos de conformación y no de fundición, con soldabilidad compatible con el material del cuerpo del recipiente. 4.4 Soldadura 4.4.1 Calificación de soldadura 4.4.1.1 El fabricante, antes de proceder con la producción de un diseño de recipiente dado, debe aprobar los procedimientos de soldadura según ISO 15614-1, los soldadores, según ISO 9606-1 y los operadores de soldadura, según ISO 14732, para todas las soldaduras asociadas con el recipiente a presión incluyendo las partes que no soportan presión. El fabricante debe mantener registros de las aprobaciones. 4.4.1.2 Los ensayos de aprobación de procedimientos de soldadura deben hacerse de forma tal que las soldaduras sean representativas de las que se realizan en producción. 4.4.1.3 Los soldadores deben haber pasado las pruebas de aprobación correspondientes al tipo de trabajo y al procedimiento específico. 4.4.2 Chapas y partes estampadas Antes del montaje, debe examinarse visualmente las partes que estarán sometidas a presión a ser soldadas verificando una calidad uniforme y la ausencia de defectos, los cuales finalmente puedan afectar la integridad de los recipientes. 4.4.3 Juntas soldadas 4.4.3.1 La soldadura de las juntas longitudinales y circulares debe ser por un procedimiento totalmente mecanizado o semiautomático o totalmente automático para dar una calidad de soldadura consistente y reproducible. 17 PU UNIT 1094:2017 4.4.3.2 La junta longitudinal, que no debe ser más de una, debe ser del tipo de soldadura a tope o soldadas a tope con un miembro desplazado para formar una banda de respaldo integral, esto es embutida (ver figura 12). 4.4.3.3 Las juntas circulares, de las cuales no debe haber más de dos, deben ser soldadas a tope, o soldadas a tope con un miembro desplazado para formar una banda de respaldo integral, esto es embutida (ver figura 12). a) bisel opcional b) no aplica c) profundidad del embutido d) interior al recipiente para evitar un cambio abrupto e) espesor del metal que se embute e1) espesor del metal que no se embute Figura 12 – Ilustración de una junta embutida típica 4.4.3.4 Antes de cerrar los recipientes, debe examinarse visualmente las soldaduras longitudinales a tope, en conformidad con la Norma ISO 17637. No deben utilizarse bandas de respaldo independientes con soldaduras longitudinales. 4.4.3.5 La fusión del metal soldado con el metal base debe ser suave y sin solapamiento, socavadura o irregularidades abruptas. No debe haber fisuras, entallas o partes porosas en la soldadura y en la superficie adyacente a la soldadura. La superficie de soldadura debe ser regular y pareja sin concavidad. El exceso de espesor de la soldadura no debe exceder un cuarto del ancho de la soldadura. 4.4.3.6 Las soldaduras a tope deben tener penetración total. 4.4.3.7 Las soldaduras a tope embutidas deben tener penetración de raíz total verificada por macrografía, ensayo de doblado y ensayo de tracción. 18 PU UNIT 1094:2017 4.5 Eliminación de tensiones Una vez efectuadas todas las soldaduras, el recipiente debe ser sometido a la eliminación de las tensiones provenientes del estampado y de las soldaduras. A ese efecto el recipiente debe permanecer no menos de 10 minutos a una temperatura comprendida entre 550 °C y 650 °C. Para el caso de espesor mínimo de la garrafa menor de 2,4 mm, el fabricante debe especificar y llevar a cabo el tratamiento térmico necesario para lograr las propiedades del material requeridas por el diseño. El fabricante del recipiente debe mantener los registros de tratamientos térmicos efectuados. 4.6 Identificación 4.6.1 Todos los recipientes deben tener legiblemente estampados mediante acuñado en el anillo de protección para garrafas y cilindros, o en el aro de base para el caso de microgarrafas, las indicaciones mínimas que se indica: - la identificación de la firma fabricante; - el peso neto, en kilogramos: 13 kg para garrafas 45 kg para cilindros; 1,5 kg o 3 kg para microgarrafas - la sigla GLP - la tara NOTA Para garrafas y cilindros la tara se expresa en kilogramos y se redondea a la décima de kilogramo. Para microgarrafas la tara se expresa en gramos y se redondea a la decena de gramo. - la presión de servicio, en Pascal (1,7 MPa) - la presión de prueba, en Pascal (3,4 MPa) - la fecha de construcción, (mes y año), y espacio suficiente para indicar las fechas de las sucesivas recalificaciones; - la serie y número de fabricación; - el país de origen - la Norma de fabricación UNIT 1094. 4.6.2 Las inscripciones deben tener, como mínimo, las dimensiones indicadas en la figura 13 para garrafas y figura 14 para cilindros. 4.6.3 Pueden existir otras marcaciones, siempre que no afecten la seguridad del recipiente y la legibilidad y la lectura de las marcaciones establecidas en 4.6.1. Cuando las marcaciones se realicen en las partes sometidas a presión del recipiente debe demostrarse en el ensayo de presión límite que la falla no se inicia en los marcados. 19 PU UNIT 1094:2017 Dimensiones en milímetros Figura 13 – Marcado de garrafas Dimensiones en milímetros Figura 14 – Marcado de cilindros 4.7 Acabado superficial de envases: Los envases deben tener en todos los casos protección anticorrosiva. El envase con su pintura de acabado final requiere un espesor de pintura mínimo de 50 micrones. 20 PU UNIT 1094:2017 El acabado final se evalúa mediante el método de ensayo establecido en la Norma ISO 2409, realizado sobre probetas tomadas de un recipiente acabado. Una vez ejecutado el ensayo la superficie pintada no debe presentar una clasificación superior a 1, de acuerdo con la escala definida en la Tabla 1 de dicha norma. Esto significa que, como máximo, se observen ligeros desprendimientos del recubrimiento en las intersecciones de las incisiones y que el área de enrejado afectada no debe ser superior al 5 %. 4.8 Válvulas Las válvulas que se utilicen con los recipientes deben cumplir, según corresponda, con lo establecido en la norma: UNIT 319 para las garrafas; UNIT 1036 para los cilindros; UNIT 1008 para las microgarrafas. El cuerpo de las válvulas debe ser enroscado a la platina, aplicando previamente sobre los filetes un material sellante que sea resistente a la acción de los hidrocarburos. 5 Ensayos 5.1 Inspección visual Se debe verificar que todos los recipientes cumplan con las indicaciones establecidos en 4.6 y con los requisitos de acabado y recubrimiento establecidos en 4.7. Los recipientes que no cumplan lo establecido se rechazan individualmente. 5.2 Capacidad real y tara del recipiente Se debe verificar la capacidad y la tara del recipiente. La tara indicada en el recipiente no debe diferir de la tara real en más de 0,1 kg, para garrafas y cilindros y en más de 50 g para microgarrafas. La verificación de la capacidad real del recipiente se realiza pesando el recipiente vacío y luego lleno de agua. La diferencia entre ambas masas, expresadas en kilogramos, es la capacidad real expresada en litros. La verificación se realiza durante la realización del ensayo de expansión de 5.5 21 PU UNIT 1094:2017 5.3 Verificación y ensayo de la soldadura 5.3.1 Requisitos radiográficos Se debe realizar radiografías en las soldaduras circunferencial y longitudinal (ver figura 15 y figura 16) de la primera producción de recipientes después de un cambio en el tipo o tamaño de recipiente o del procedimiento de soldadura (incluyendo la configuración de la máquina). En el caso de recipientes con soldadura longitudinal, además de los requisitos del ítem anterior, se debe realizar en 1 recipiente de cada 300 recipientes producidos una radiografía en la junta entre las soldaduras circunferencial y longitudinal como se indica en la figura 16. En caso de que se utilice más de una máquina de soldar para la producción, los procedimientos anteriores se aplican a todas las máquinas. Excepción: en el caso de recipientes de diámetro exterior menor de 250 mm, la radiografía de las soldaduras circunferenciales de junta embutida puede reemplazarse por dos macrografías una de las cuales debe ser en el plano del área de fin/comienzo y la otra en el lado opuesto del recipiente. Dimensiones en milímetros Figura 15 – Extensión de la radiografía en soldaduras Recipientes con soldadura circunferencial solamente 22 PU UNIT 1094:2017 Dimensiones en milímetros Figura 16 – Extensión de la radiografía en soldaduras. Recipientes con soldaduras circunferenciales y longitudinal 5.3.2 Ensayos mecánicos y de macrografía De cada 300 recipientes fabricados con una misma máquina de soldar se extrae 1 recipiente al azar. Cada recipiente de la muestra debe someterse a los siguientes ensayos. a) Para recipientes que contengan sólo soldaduras circunferenciales (recipientes de dos piezas), se extrae probetas de ensayo de los lugares mostrados en la figura 17 y se realiza: - un ensayo de tracción (en conformidad con ISO 4136), perpendicular a la soldadura circunferencial (1); - un ensayo de doblado (en conformidad con ISO 7438), en el lado superior de la soldadura circunferencial (cara) (2); - un ensayo de doblado (en conformidad con ISO 7438), en el lado inferior de la soldadura circunferencial (raíz) (3); - una macrografía (en conformidad con ISO 17639), en una localización seleccionada aleatoriamente en la soldadura circunferencial. Las probetas de ensayo que no sean lo suficientemente planas deben aplanarse por prensado en frío. En todas las probetas para ensayo de doblado que contengan una soldadura, la soldadura debe maquinarse hasta que quede enrasada con la superficie de metal original. 23 PU UNIT 1094:2017 1) probeta para el ensayo de tracción 2) probeta para el ensayo de doblado (lado superior de la soldadura) 3) probeta para el ensayo de doblado (lado inferior de la soldadura) Figura 17 – Probetas de ensayo extraídas de un recipiente de dos piezas b) Para recipientes con soldaduras circunferencial y longitudinal (recipientes de tres piezas), se extraen probetas de ensayo de los lugares mostrados en la figura 18 y se realiza: 24 - un ensayo de tracción (en conformidad con ISO 4136), perpendicular a la soldadura longitudinal (1); - un ensayo de tracción (en conformidad con ISO 4136), perpendicular a la soldadura circunferencial (2); - un ensayo de doblado (en conformidad con ISO 7438), en el lado superior de la soldadura longitudinal (cara) (3); - un ensayo de doblado (en conformidad con ISO 7438), en el lado inferior de la soldadura longitudinal (raíz) (4); - un ensayo de doblado (en conformidad con ISO 7438), en el lado superior de la soldadura circunferencial (5); - un ensayo de doblado (en conformidad con ISO 7438), en el lado inferior de la soldadura circunferencial (6); - una macrografía (en conformidad con ISO 17639), en una localización seleccionada aleatoriamente en la soldadura circunferencial. PU UNIT 1094:2017 - una macrografía (en conformidad con ISO 17639), en una localización seleccionada aleatoriamente en la soldadura longitudinal 1) probeta para el ensayo de tracción perpendicular a la soldadura longitudinal 2) probeta para el ensayo de tracción perpendicular a la soldadura circunferencial 3) probeta para el ensayo de doblado (lado superior de la soldadura longitudinal) 4) probeta para el ensayo de doblado (lado inferior de la soldadura longitudinal) 5) probeta para el ensayo de doblado (lado superior de la soldadura circunferencial) 6) probeta para el ensayo de doblado (lado inferior de la soldadura circunferencial) Figura 18 – Probetas extraídas de un recipiente de tres piezas Las probetas de ensayo que no sean lo suficientemente planas deben aplanarse por prensado en frío. En todas las probetas para ensayo de doblado que contengan una soldadura, la soldadura debe maquinarse hasta que quede enrasada con la superficie de metal base. La soldadura de la platina debe verificarse al menos por examen radiográfico o macrográfico en conformidad con 5.3.2.3. Además una muestra de cada proceso de soldadura de piezas adicionales que no están sometidas a presión deben examinarse para comprobar que la zona afectada por el calor no comprometa las partes sometidas a presión. 5.3.2.1 Ensayo de tracción en las soldaduras 5.3.2.1.1 El ensayo de tracción perpendicular a la soldadura (ver ISO 4136) debe realizarse en una probeta de ensayo que tenga una sección transversal reducida de 25 mm de ancho por una longitud que se extienda hasta 15 mm más allá de los bordes de la soldadura (ver figura 19). Más allá de esta parte central, el ancho de la probeta debe incrementarse progresivamente. 25 PU UNIT 1094:2017 5.3.2.1.2 El valor de resistencia a la tracción obtenido, Rm, debe ser no menor que los dados en la especificación del material, independientemente de dónde ocurra la fractura en la sección transversal de la parte central de la probeta de ensayo. La preparación de la probeta debe ser tal que se obtenga una probeta como la de la figura, no siendo necesario pulir el cordón. Dimensiones en milímetros Figura 19 – Probeta para el ensayo de tracción perpendicular a la soldadura 5.3.2.2 Ensayo de doblado 5.3.2.2.1 El procedimiento para realizar un ensayo de doblado está dado en ISO 7438. La probeta de ensayo de doblado debe ser de 25 mm de ancho. El mandril debe colocarse en el centro de la soldadura mientras se realiza el ensayo (ver figura 20). 5.3.2.2.2 No deben aparecer grietas en el cordón de la soldadura de la probeta de ensayo cuando se la dobla alrededor de un mandril de forma tal que se realice el doblado de 180º (ver figura 20). 5.3.2.2.3 La razón n entre el diámetro del mandril, Dp, y el espesor de la probeta de ensayo, e, no debe exceder los valores dados en la siguiente tabla. Tabla 3 – Razón entre el diámetro del mandril y el espesor de la pieza de ensayo Resistencia a la tracción Rm Mpa ≤ 440 > 440 ≤ 520 > 520 26 Valor de n 2 3 4 PU UNIT 1094:2017 Dimensiones en milímetros a) dimensiones de la probeta b) Preparación de la probeta para el ensayo de doblado transversal guiado 27 PU UNIT 1094:2017 1) probeta de soldadura a tope 2) probeta de soldadura embutida 3) cordón de soldadura 4) porción de material que debe ser removido Figura 20 – Ensayos de doblado 5.3.2.3 Macrografía Un examen macrográfico, realizado de acuerdo con ISO 17639 sobre una sección transversal completa de la soldadura debe mostrar una fusión completa y una penetración completa. En caso de duda, se debe realizar un examen metalográfico del área sospechosa. No se permiten las siguientes imperfecciones: - grietas, soldaduras inadecuadas o falta de penetración o falta de fusión de la soldadura - toda inclusión alargada o cualquier grupo de inclusiones redondeadas dispuestas en fila cuya longitud evaluada sobre un largo de soldadura de 12 a, sea mayor de 6 mm; - todo poro de gas que mida más de a/3 mm - todo poro de gas que mida más de a/4 mm, situado a una distancia de 25 mm o menos de otro poro de gas, Siendo a el espesor calculado mínimo de la parte cilíndrica del recipiente (véase la fórmula del apartado A.2 del Anexo A) 28 PU UNIT 1094:2017 5.4 Verificación de la estanquidad 5.4.1 Todos los recipientes se someten durante 1 min a una presión hidráulica interna de (3,4 ± 0,1) MPa Los recipientes no deben presentar pérdidas. 5.4.2 Los recipientes que presenten pérdidas en la chapa, deben ser rechazados. Si las pérdidas están localizadas en las soldaduras, éstas pueden ser corregidas y el recipiente sometido nuevamente a prueba hidráulica. Si subsisten las pérdidas se debe rechazar el recipiente. 5.5 Ensayo de expansión 5.5.1 Los recipientes sometidos a este ensayo no deben presentar una expansión remanente superior al 10 %. 5.5.2. Se somete a este ensayo un recipiente extraído al azar de cada n1 fabricados sucesivamente, con un mínimo de uno (1) independientemente del tamaño del lote de fabricación, y que haya sido sometido previamente a la verificación de estanquidad. El valor de n1=300 en el caso de garrafas y cilindros y n1=100 en el caso de microgarrafas. 5.5.3 Se somete el recipiente durante 1 minuto a una presión hidráulica interna de (3,8 ± 0,1) MPa y se registra la variación máxima del volumen (expansión máxima) utilizando un dispositivo que sea capaz de apreciar el 1% del valor alcanzado. NOTA En caso de no utilizarse un dispositivo de camisa de agua debe corregirse la lectura por la compresibilidad del agua (ver Anexo B de BS 5042). Se elimina la presión y se registra la variación de volumen remanente (expansión remanente) del recipiente. Se calcula la expansión remanente en porcentaje mediante la siguiente expresión: R= Vf −Vo Vi −Vo Siendo: Vf Volumen del recipiente luego de eliminada la presión interna. Vi Volumen del recipiente medido durante la aplicación de la presión interna. Vo Volumen inicial del recipiente 5.5.4 Si la expansión remanente del recipiente ensayado es superior al 10 % se debe rechazar el mismo y se debe someter al mismo ensayo todos los demás recipientes del grupo de n1 recipientes del cual aquél haya sido extraído. Se rechaza individualmente todo recipiente cuya expansión remanente sea superior al 10%. 29 PU UNIT 1094:2017 5.6 Ensayo de presión límite 5.6.1 Se somete a los recipientes a un ensayo de rotura hidráulica utilizando un equipo que permita que la presión se incremente gradualmente hasta que se produzca la rotura del recipiente. Se debe registrar la presión a la cual el recipiente rompe. 5.6.2 Se somete a este ensayo un recipiente extraído al azar de cada n2 recipientes fabricados sucesivamente. El valor de n2=1000 en el caso de garrafas y cilindros y n2=300 en el caso de microgarrafas. 5.6.3 La presión de rotura medida Pb no debe ser bajo ninguna circunstancia menor de 6,75 MPa. 5.6.4 Si no cumple con la condición establecida en el apartado 5.6.3 se rechaza el recipiente ymse debe extraer al azar otros 5 del mismo grupo de n2 recipientes, a los que se someterá a ensayo. En caso de que cualesquiera de ellos no cumpliere aquella condición, se rechaza todo el grupo de n2 recipientes. 5.7 Ensayo neumático de las microgarrafas Las microgarrafas con sus válvulas no deben presentar pérdidas cuando se las somete a una presión interna de 0,7 MPa mediante aire comprimido. La conformidad se verifica comprobando la ausencia de burbujas de aire mediante inmersión en agua o con una solución jabonosa. 30 PU UNIT 1094:2017 Anexo A (normativo) Criterios para el diseño de los recipientes Tabla A1 – Símbolos y sus designaciones y unidades Símbolo a b C D h H J Designación espesor mínimo calculado de la parte cilíndrica del recipiente espesor mínimo calculado del casquete factor de forma (ver tabla A.2 y figura A2) diámetro exterior (ver figura A1) altura de la parte cilíndrica del casquete (ver figura A1) altura exterior de la parte de domo del casquete (ver figura A1) factor de reducción de tensión Presión utilizada para el cálculo del espesor mínimo requerido de los Pc casquetes y de la parte cilíndrica R radio del estampado interior del casquete r radio de concavidad interior del casquete resistencia a la tracción mínima garantizada por el fabricante del recipiente Rg para el recipiente terminado Valor mínimo de la tensión de fluencia garantizada por el fabricante del R0 recipiente para el recipiente terminado NOTA 1 MPa = 1 N/mm2 = 10 bar. Unidad mm mm mm mm mm bar mm mm MPa MPa A.1 Requisitos generales A.1.1 El cálculo del espesor de las paredes de las partes a presión destinadas a resistir la presión interna en los recipientes de gas debe estar relacionada con la tensión de fluencia del material. A.1.2 Para los propósitos del cálculo, el valor de la tensión de fluencia R0 se limita a un máximo de 0,85 Rg. A.1.3 La presión interna sobre la cual se basa el cálculo del espesor de las paredes de los recipientes de gas debe ser la presión de cálculo PC= 30 bar. A.1.4 Debe hacerse un dibujo dimensional completo incluyendo la especificación del material. 31 PU UNIT 1094:2017 A.2 Cálculo del espesor de la parte cilíndrica El espesor de la pared de la parte cilíndrica no debe ser menor que el calculado usando la fórmula: a= PC × D 20 × R0 × J + PC 4 3 - para recipientes con soldadura longitudinal: J = 0,9; - para recipientes sin soldadura longitudinal: J = 1,0. En ningún caso el espesor real debe ser menor que el especificado en A.5. A.3 Diseño de los casquetes cóncavos sometidos a presión A.3.1 Excepto como se permite en A.4, la forma de los casquetes de los recipientes de gas debe ser tal que se cumplan las siguientes condiciones: - para casquetes torisféricos: R ≤ D; r ≥ 0,1D; h≥ 4b [ver figura A.1a)]; - para casquetes semi-elipsoidales: H ≥ 0,2D; h≥ 4b [ver figura A.1b)]. A.3.2 El espesor de pared de los casquetes de los recipientes de gas debe ser no menor que el calculado usando la fórmula: b= PC × D × C 20 × R0 + PC 4 3 En esta fórmula, C es un factor de forma, cuyo valor depende del cociente H/D. El valor de C debe obtenerse de la Tabla A.2 y de los gráficos de la figura A.2 y de la figura A.3. El gráfico en la figura A.2 detalla el valor de C en relación al cociente b/D. A.3.3 En ningún caso el espesor real debe ser menor que el especificado en A.5. 32 PU UNIT 1094:2017 1) Casquete torisférico 2) Casquete semielipsoidal NOTA Para casquetes torisféricos. D D H = (R +b ) − (R + b ) − × (R +b ) + − 2(r + b ) 2 2 Figura A.1 – Ilustración de casquetes cóncavos a la presión Tabla A.2 – Relación entre H/D y el factor de forma C H/D C H/D 0,25 1,000 0,38 0,26 0,931 0,39 0,27 0,885 0,40 0,28 0,845 0,41 0,29 0,809 0,42 0,30 0,775 0,43 0,31 0,743 0,44 0,32 0,713 0,45 0,33 0,687 0,46 0,34 0,667 0,47 0,35 0,649 0,48 0,36 0,633 0,49 0,37 0,621 0,50 NOTA Los valores intermedios pueden ser obtenidos por interpolación lineal C 0,612 0,604 0,596 0,588 0,581 0,576 0,572 0,570 0,568 0,566 0,565 0,564 0,564 33 PU UNIT 1094:2017 X ratio H/D Y factor de forma C Figura A.2 – Valores del factor de forma C para H/D entre 0,2 y 0,25 34 PU UNIT 1094:2017 X ratio H/D Y factor de forma C Figura A.3 – Valores del factor de forma C para H/D entre 0,25 y 0,5 35 PU UNIT 1094:2017 A.4 Casquetes de otras formas Pueden usarse casquetes de otras formas que no sean las indicadas por A.3 si la adecuación de su diseño se demuestra por ensayo de fatiga de conformidad con la Norma ISO 22991. Para cabezales convexos a la presión, el espesor mínimo del casquete debe ser por lo menos 2 veces el especificado en A.2. A.5 Espesor de pared mínimo A.5.1 El espesor mínimo de la pared de la parte cilíndrica del recipiente, a, y el del casquete, b, debe cumplir los siguientes requisitos: para D < 100 mm (microgarrafas): amin = bmin = 1,1 mm (1) para 100 mm ≤ D ≤ 150 mm (microgarrafas): amin = bmin = 1,1 + 0,008 (D – 100) mm (2) para D > 150 mm: para cilindros y microgarrafas: amin = bmin = (D/250) + 0,7 mm (3) (con un espesor mínimo de 1,5 mm). para garrafas. En ningún caso el espesor de la garrafa puede ser menor de 2,0 mm. Cuando el espesor mínimo de la garrafa es menor de 2,4 mm, se debe realizar sobre el recipiente terminado ensayos adicionales previstos en el Anexo B. Se enfatiza que todos estos valores establecidos en este apartado representan los valores mínimos que, en todos los casos, deben alcanzar los espesores mínimos de a y b. No obstante, se recuerda que en todos los casos, el valor de a debe cumplir con el valor obtenido por cálculo en A.2 y el valor de b debe cumplir con el valor obtenido por cálculo en A.3, o alternativamente, con lo establecido en A.4. Estos requisitos se aplican a cilindros y casquetes independientemente de si están diseñados por cálculo como se especifica en A.2 y A.3 o por ensayo como se especifica en A.4. Aparte de los requisitos de A.3, A.4 y A.5, cualquier parte cilíndrica integral con un casquete debe, excepto por lo establecido en A.5.2, satisfacer también los requisitos de A.2 para el cilindro. A.5.2 La ecuación en A.2 no es aplicable cuando la longitud de la porción cilíndrica del recipiente, medida entre el comienzo de las partes del domo de los dos casquetes, no es mayor que 2bD . En este caso el espesor de pared no debe ser menor que el de las partes de domo (ver A.3.2). 36 PU UNIT 1094:2017 Anexo B (normativo) Ensayos adicionales para el caso de uso de chapas especiales para garrafas B.1 Cuando el espesor mínimo de la garrafa es menor de 2,4 mm, se debe realizar sobre el recipiente terminado ensayos adicionales de acuerdo con el siguiente detalle. - Examen radiográfico. - Ensayo de fatiga. - Ensayos de impacto e integridad del cuerpo del recipiente. - Ensayos de caída NOTA Estos ensayos son idénticos a los establecidos en los apartados 7.8, 7.11, 7.13 y 7.14, respectivamente, de la Norma UNIT 1194. Esta establece los requisitos de recipientes de GLP alternativos a los definidos en la presente Norma. B.2 Examen radiográfico B.2.1 Procedimiento Las radiografías de las soldaduras deben realizarse de acuerdo con la Norma EN 1435:1997, clase B. El personal que realice las radiografías debe estar calificado según la Norma UNIT NM ISO 9712 ó EN 473:2000, nivel 1, y debe ser supervisado por personal calificado según la Norma UNIT NM ISO 9712 ó EN 473: 2000, nivel 2. El alcance de las radiografías debe ser el indicado en la figura B.1 o en la figura B.2, según proceda. 37 PU UNIT 1094:2017 Dimensiones en mm Figura B.1 – Extensión de las radiografía en soldaduras Recipientes con soldadura circunferencial solamente Dimensiones en mm Figura B.2 – Extensión de la radiografía en soldaduras Recipientes con soldadura circunferencial y longitudinal 38 PU UNIT 1094:2017 B.2.2 Evaluación La evaluación de las películas radiográficas debe basarse en las películas originales de acuerdo con las Normas EN 462-1 y EN 462-2. B.2.3 Requisitos No se permiten las siguientes imperfecciones tal como están definidas en la Norma ISO 6520-1: - grietas; - falta de penetración; - falta de fusión de la soldadura; - ranura rellena de manera incompleta; - concavidad de la raíz; - solapamiento; - cualquier inclusión alargada o cualquier grupo de inclusiones redondeadas en una fila tal que su longitud representada sobre una longitud de soldadura de 12 x e sea superior a 6 mm; - cualquier poro de gas que mida más de e/3 mm; - cualquier poro de gas que mida más de e/4 mm y que esté a una distancia de 25 mm o menos de otro poro de gas cualquiera; - poros de gas en cualquier longitud de 100 mm si la superficie total en mm2 de todos los poros es superior a 2e. B.2.4 Ensayos en producción. B.2.4.1 Deben realizarse radiografías en soldaduras circunferenciales (figura B.1) y longitudinales (figura B.2) del primer recipiente de producción en las circunstancias siguientes: - al comienzo de la producción; - después de un cambio del tipo o tamaño del recipiente; - después de un cambio del procedimiento de soldadura (incluido el ajuste de la máquina); o - después de una interrupción de la producción de duración superior a 4 h. B.2.4.2 En el caso de recipientes de diámetro exterior inferior a 250 mm, la radiografía de las uniones embutidas puede sustituirse por dos macro exámenes, de acuerdo con lo establecido en el apartado B.7. Uno de los dos macroexámenes debe hacerse en la zona de parada/comienzo y el otro en el lado opuesto del recipiente. B.2.4.3 Adicionalmente a los requisitos del apartado B.2.4 para recipientes con soldaduras longitudinales, deben radiografiarse las soldaduras longitudinales y circunferenciales de un recipiente de cada 250 recipientes de producción, según se indica en las Figura B1 y B2 respectivamente. 39 PU UNIT 1094:2017 B.2.4.4 Si se utiliza para producción más de una máquina de soldar, los procedimientos anteriores deben aplicarse a cada una de dichas máquinas. B.2.5 Ensayos de tipo El fabricante debe tener disponible un lote de 50 recipientes como mínimo de cada tipo, que debe garantizar sean representativos de los recipientes de producción. El material debe responder a la misma especificación, tener el mismo espesor nominal y haber pasado por los mismos procesos de fabricación que los recipientes de producción. Se ensayan 2 recipientes B.2.6 Imperfecciones inaceptables en exámenes radiográficos o macro exámenes B.2.6.1 En el caso de que cualquiera de los exámenes radiográficos o macro exámenes muestre una imperfección inaceptable, debe interrumpirse la producción. B.2.6.2 Deben separarse todos los recipientes soldados desde el anterior examen radiográfico o macro examen aceptable hasta que se demuestre que estos recipientes son satisfactorios, bien mediante examen radiográfico, bien mediante macro examen o bien mediante otro medio apropiado. B.2.6.3 La producción no debe reanudarse hasta que se haya localizado y rectificado la causa del defecto y se haya repetido el procedimiento especificado en el apartado B.2.1 B.3 Ensayo de fatiga B.3.1 Procedimiento B.3.1.1 Los recipientes deben llenarse con un líquido no corrosivo y someterse a aplicaciones sucesivas de presión hidráulica. B.3.1.2 El ensayo debe realizarse a una presión cíclica superior que sea: - igual a dos tercios de la presión de ensayo, en cuyo caso el recipiente debe someterse a 80 000 ciclos, o - igual a la presión de ensayo, en cuyo caso el recipiente debe someterse a 12 000 ciclos. B.3.1.3 El valor de la presión cíclica inferior no debe ser superior al 10% de la presión cíclica superior. B.3.1.4 La frecuencia de los ciclos de presión no debe ser superior a 0,25 Hz (15 ciclos/min). La temperatura medida en la superficie exterior del recipiente durante el ensayo no debe ser superior a 50 °C. B.3.2 Requisitos No se debe producir ninguna fuga en el recipiente. B.3.3 Ensayos de tipo El fabricante debe tener disponible un lote de 50 recipientes como mínimo de cada tipo, que debe garantizar sean representativos de los recipientes de producción. El material debe responder a la misma especificación, tener el mismo espesor nominal y haber pasado por los mismos procesos de fabricación que los recipientes de producción. 40 PU UNIT 1094:2017 Se ensayan 3 recipientes B.4 Ensayos de impacto e integridad del cuerpo del recipiente B.4.1 Generalidades La capacidad del diseño del recipiente (espesor, materiales y propiedades mecánicas) para soportar cargas distintas de la presión interna debe mostrarse mediante una serie de ensayos de impacto. Cada tipo de ensayo se debe realizar en recipientes sin presión interna y en recipientes con una presión interna igual a Pt/1,2. Pt = Presión de ensayo real aplicada al recipiente por el fabricante, en MPa. La energía de impacto y la velocidad de choque especificadas deben lograrse golpeando el recipiente de ensayo con un martillo móvil o dejando caer el recipiente desde una altura apropiada. En todos los casos, la posición del impacto debe ser la especificada en el procedimiento de ensayo y la dirección de impacto debe cortar el eje del recipiente. Los martillos (superficie plana y filo) deben ser de material metálico con una dureza superior a la del recipiente y suficientemente robustos para impedir que la energía de impacto sea absorbida por la deformación del martillo. B.4.2 Ensayo de impacto con superficie plana B.4.2.1 Procedimiento El martillo debe tener una superficie plana con una longitud igual a la longitud total del recipiente y una anchura igual al diámetro del recipiente. La energía de impacto, F, debe determinarse mediante la fórmula: F = 30 M donde F es la energía, en julios; M es la masa máxima de servicio del recipiente, en kg. La velocidad de choque debe estar comprendida entre 7 m/s y 8 m/s. Dos recipientes sin presión deben someterse a un impacto con una superficie paralela al recipiente. Los recipientes deben golpearse entonces sobre el saliente del extremo, con la superficie a 45° respecto al eje del recipiente (véase la figura B.3). 41 PU UNIT 1094:2017 Leyenda 1 Recipiente 2 Punto de impacto 3 Superficie plana Figura B.3 – Ensayo de impacto con una superficie plana Al concluirse ambos impactos, se debe examinar visualmente los recipientes para verificar si existen signos de daños y evaluar conforme a los criterios de rechazo establecidos en la Norma EN 1439. Si ambos recipientes muestran daños iguales o mayores que los de los criterios de rechazo, al concluir los dos impactos, ambos recipientes deben ser sometidos a un ensayo de rotura según el apartado B.6. Si los recipientes soportan cualquiera de los impactos con daños visibles por debajo de los criterios de rechazo, o si los criterios de rechazo no han sido establecidos, al finalizar ambos impactos, uno de los recipientes debe ser sometido a un ensayo de rotura según el apartado B.6 y el otro sometido a un ensayo de fatiga según el apartado B.3. Los ensayos deben repetirse con los dos recipientes siguientes, que han sido presurizados a un valor de Pt /1,2. B.4.2.2 Requisito Después de los impactos los recipientes con presión no deben presentar ninguna fuga. 42 PU UNIT 1094:2017 Los recipientes sometidos al ensayo de rotura deben cumplir los requisitos del apartado B.6. Los recipientes sometidos al ensayo de fatiga deben cumplir los requisitos del apartado B.3. B.4.3 Ensayo de impacto contra filo B.4.3.1 Procedimiento El perfil del martillo debe ser el indicado en la figura B.4 y la longitud debe ser la indicada en la figura B.5. Figura B.4 – Perfil del martillo La energía de impacto, F, debe determinarse por la fórmula: F = 12 M donde F es la energía, en julios; M es la masa máxima de servicio del recipiente, en kg. La velocidad de impacto debe estar comprendida entre 4 m/s y 5 m/s. Dos recipientes sin presión deben someterse a un impacto con el filo paralelo al eje del recipiente (véase la figura B.5). Los recipientes deben someterse entonces a un impacto con el filo perpendicular al eje del recipiente (véase la figura B.6). La posición de los dos impactos debe estar separada como mínimo 45° a lo largo de la circunferencia del recipiente. 43 PU UNIT 1094:2017 Dimensiones en mm Leyenda 1 Recipiente de ensayo 2 Filo del ensayo de caída (véase la figura B.3) Figura B.5 — Ensayo de impacto con el eje del recipiente paralelo al filo, L Leyenda 1 Recipiente 2 Filo del ensayo de caída (véase la figura B.3) 3 Huella dejada por la primera caída 4 Soldadura del recipiente de tres piezas 5 Los puntos de impacto deben estar separados 45 º como mínimo Figura B.6 – Ensayo de impacto con el eje del recipiente perpendicular al filo, L 44 PU UNIT 1094:2017 Al concluirse ambos impactos, los recipientes deben examinarse visualmente para verificar si existen signos de daños y evaluarse conforme a los criterios de rechazo establecidos según la Norma EN 1439. Si ambos recipientes muestran daños iguales o mayores que los de los criterios de rechazo, al concluir los dos impactos, ambos recipientes deben ser sometidos a un ensayo de rotura según el apartado B.6. Si los recipientes soportan cualquiera de los impactos con daños visibles por debajo de los criterios de rechazo, o si los criterios de rechazo no han sido establecidos, al finalizar ambos impactos, uno de los recipientes debe ser sometido a un ensayo de rotura según el apartado B.6 y el otro sometido a un ensayo de fatiga según el apartado B.3. Los ensayos deben repetirse con los dos recipientes siguientes, que han sido presurizados a Pt/1,2. B.4.3.2 Requisito Después de los impactos, los recipientes con presión no deben presentar ninguna fuga. Los recipientes sometidos al ensayo de rotura deben cumplir los requisitos del apartado B.6 Los recipientes sometidos al ensayo de fatiga deben cumplir los requisitos del apartado B.3. B.5 Ensayos de caída B.5.1 Procedimiento Se debe pesar dos recipientes acabados, incluido cualquier pie anular y protección de válvula para representar la masa máxima de servicio y someterse a una presión Pt/1,2. Se deja caer dos veces cada uno de los recipientes sobre una superficie plana desde una altura de 1,2 m, en cada una de las cinco orientaciones distintas que se ilustran en la figura B.7, es decir 10 caídas por recipiente. Figura B.7 – Orientación para la caída desde 1,2 m sobre una superficie plana 45 PU UNIT 1094:2017 La superficie debe ser una chapa de acero de 10 mm de espesor, suficientemente plana para que la diferencia entre dos puntos cualquiera de la superficie no sea superior a 2 mm. La chapa debe sustituirse si la superficie deja de cumplir este requisito. La chapa debe apoyarse sobre un lecho de hormigón plano y liso de 100 mm de espesor como mínimo. La chapa debe estar en pleno contacto con el hormigón para que esté perfectamente soportada. Después de cada caída, se debe examinar visualmente los recipientes para verificar si existen signos de daños y evaluarlos conforme a los criterios de rechazo establecidos según la Norma EN 1439. Si ambos recipientes muestran daños iguales o mayores que los de los criterios de rechazo, al concluir los impactos, ambos recipientes deben ser sometidos a un ensayo de rotura según el apartado B.6. Si los recipientes soportan cualquiera de los impactos con daños visibles por debajo de los criterios de rechazo, o si los criterios de rechazo no han sido establecidos, al finalizar ambos impactos, uno de los recipientes debe ser sometido a un ensayo de rotura según el apartado B.6 y el otro sometido a un ensayo de fatiga según el apartado B.3. B.5.2 Requisito Después de las 10 caídas, los recipientes no deben presentar ninguna fuga. Los recipientes sometidos al ensayo de rotura deben cumplir los requisitos del apartado B.6. Los recipientes sometidos al ensayo de fatiga deben cumplir los requisitos del apartado B.3. B.6 Ensayo de rotura bajo presión hidráulica B.6.1 Procedimiento B.6.1.1 Si se pretende aplicar marcados (véase el apartado 4.6) en una sección del recipiente sometido a presión, los recipientes que vayan a ser objeto de ensayo deben marcarse de una forma similar antes de realizar los ensayos. B.6.1.2 El ensayo de rotura bajo presión hidráulica debe realizarse con un equipo que: permita vigilar la presión y aumentarla gradualmente hasta la rotura del recipiente; permita registrar el volumen del fluido de ensayo utilizado; permita registrar la presión a la cual se produce la rotura del recipiente. B.6.1.3 Se debe aplicar presión al recipiente hasta que se produzca la rotura. La dilatación volumétrica del recipiente debe medirse como: el volumen del fluido de ensayo utilizado desde el momento en que comienza a aumentar la presión y el momento en que se produce la rotura, o la diferencia entre el volumen del recipiente al comienzo y al final de ensayo (véase B.6.2.2). B.6.1.4 Después de la rotura del recipiente, la superficie de rotura debe someterse a un examen del desgarramiento y de la forma de sus bordes (véase B.6.2.3). 46 PU UNIT 1094:2017 B.6.2 Requisitos B.6.2.1 Presión de rotura La presión de rotura medida Pb no debe ser inferior a 2,25 veces la presión de cálculo Pc y su valor mínimo debe ser de 50 bar. B.6.2.2 Dilatación volumétrica B.6.2.2.1 Para recipientes no destinados a que se monte en ellas un dispositivo de liberación de presión, la relación entre la dilatación volumétrica del recipiente y su volumen inicial debe ser igual o mayor que: el 20%, si la longitud del recipiente (longitud de la envolvente sometida a presión incluida la platina) es mayor que el diámetro D; el 17%, si la longitud del recipiente (longitud de la envolvente sometida a presión incluida la platina) es igual o inferior al diámetro D. B.6.2.2.2 Los recipientes que no cumplan los requisitos del apartado B.6.2.2.1 deben tener incluido en los marcados el valor mínimo garantizado. El fabricante si corresponde, o en su defecto el comprador o el recargador debe asegurar que los recipientes estén provistos de un dispositivo de liberación de presión. B.6.2.3 Tipo de fractura El ensayo de rotura no debe provocar ninguna fragmentación del recipiente. La fractura principal no debe presentar ningún indicio de fragilidad, es decir, los bordes de la fractura no deben ser radiales sino que deben formar un ángulo respecto a un plano diametral y presentar una reducción de sección en todo su espesor. La fractura no debe poner de manifiesto ningún defecto visible del metal, como por ejemplo laminaciones. B.7 Macro examen B.7.1 Procedimiento El macro examen debe realizarse de acuerdo con la Norma ISO 17639. B.7.2 Requisito Las secciones transversales completas de las soldaduras deben mostrar fusión completa y penetración completa según lo especificado en el apartado B.2.3. Si hay alguna duda, debe realizarse un examen microscópico de la superficie sospechosa. B.8 Ensayos de tipo Se realizan los ensayos sobre un lote de 50 recipientes como mínimo de cada tipo, que sean representativos de los recipientes de producción. El material responderá a la misma especificación, tendrá el mismo espesor nominal y habrá pasado por los mismos procesos de fabricación que los recipientes de producción. 47 PU UNIT 1094:2017 Se seleccionarán los recipientes para los ensayos de la manera siguiente: a) 3 recipientes para un ensayo de fatiga b) 2 recipientes para ensayos mecánicos y ensayo radiográfico/macro ensayo; c) 2 recipientes para un ensayo de rotura d) 2 recipientes deben someterse a: - comprobaciones dimensionales y de espesor de la pared para confirmar que se cumplen las condiciones de diseño - examen visual de la superficie de las soldaduras e) ensayo de resistencia al impacto (véase B4) f) ensayo de caída (véase B5) 48 PU UNIT 1094:2017 Informe correspondiente al Proyecto de Norma UNIT 1094:2017 Recipientes portátiles rellenables de acero soldados para gas licuado de petróleo (GLP) – Microgarrafas, garrafas y cilindros – Diseño y construcción 1 Introducción La actuación de UNIT en el campo de los recipientes para GLP y sus accesorios se viene desarrollando desde principios de los años sesenta con la participación, cooperación y reconocimiento de todos los sectores relevantes involucrados. En el año 2017, como consecuencia de un planteo de la firma Riogas S.A, referido a los requisitos del acabado de la pintura de los recipientes, el Comité Especializado resolvió revisar la Norma UNIT 1094:2013, modificando en particular el apartado 4.7 Acabado superficial. 2 Comité especializado Para la constitución del Comité Especializado, se solicitó oportunamente la designación de delegados a: Ministerio de Industria, Energía y Minería (M.I.E.M), Unidad Reguladora de los Servicios de Energía y Agua (URSEA), Intendencia de Montevideo (IM), Administración Nacional de Combustibles Alcohol y Portland (ANCAP), Facultad de Ingeniería, Asociación de Ingenieros del Uruguay, LATU, Liga Uruguaya de Defensa al Consumidor, Acodike Supergas S.A., Becam S.A., Confort Gas, DUCSA, García y Quintana Ltda., Megal S.A., Rabufer Ltda., Ragasco Uruguay LTDA., Riogas S.A., Rodrigo Andreatta García, Transacgas y Veagas S.A. 3 Antecedentes Para la elaboración de la presente norma el Comité Especializado tuvo en cuenta, fundamentalmente, los siguientes antecedentes: 3.1. Instituto Uruguayo de Normas Técnicas (UNIT) UNIT 1094:2013, Recipientes portátiles rellenables de acero soldados para gas licuado de petróleo (GLP). Microgarrafas, garrafas y cilindros. Diseño y construcción. UNIT 1194:2013, Recipientes portátiles rellenables de acero soldados para gas licuado de petróleo (GLP). Diseño y construcción alternativos.. 3.2 Internacional Organización for Standardization (ISO) ISO 22991:2004, Gas cylinders — Transportable refillable welded steel cylinders for liquefied petroleum gas (LPG) — Design and construction 49 PU UNIT 1094:2017 4 Consideraciones A solicitud de la empresa Riogas S.A. el Comité Especializado consideró la inclusión en la Norma UNIT 1094 de requisitos adicionales para la calidad del acabado del recipiente. La versión anteriormente vigente de 2013 establecía como únicos parámetros verificables para el acabado superficial, para el caso en que se solicite el envase sólo con recubrimiento antióxido, un valor espesor mínimo de recubrimiento antióxido de 25 micrones y que el envase con su pintura de acabado final tuviera un espesor de pintura mínimo de 50 micrones. Se verificó que la Norma ISO 22991:2004, que fuera tomada como antecedente para la elaboración de la primera versión de la Norma UNIT 1094, en 2005, no incluye requisitos relacionados con la pintura. Se consultó la Norma UNIT 1194:2011 (adopción de la EN 14140:2003), que aplica a envases alternativos, en general de menor espesor que los definidos por la UNIT 1094. Esa Norma UNIT 1194 establece requisitos para limitar la corrosión externa para recipientes recubiertos, haciendo referencia a ensayo de corte transversal con cinta adhesiva, ensayo de adherencia por el método de tracción, resistencia a condiciones de corrosión cíclicas y a atmósferas húmedas. Finalmente, el Comité resolvió incorporar estas dos modificaciones a la Norma UNIT 1094:2013, ambas en el apartado 4.7 Acabado superficial de envases: - se modificó la redacción del primer párrafo para evitar ambigüedades en su interpretación, y estableciendo que los envases deben tener en todos los casos protección anticorrosiva. - se incorporó el requisito referido al ensayo de corte transversal, realizado mediante el método de ensayo establecido en la Norma ISO 2409, sobre probetas tomadas de un recipiente acabado. Se fijó un límite máximo de deterioro admisible de “1”, de acuerdo con la escala definida en dicha norma ISO 2409. Esto significa que, como máximo, se observen ligeros desprendimientos del recubrimiento en las intersecciones de las incisiones y que el área de enrejado afectada no supere el 5 %. Este requisito se incorpora como para ser verificado “in situ”, en las instalaciones del fabricante. El Comité aprobó el proyecto para su envío a Encuesta Pública el día 6 de setiembre de 2017. La encuesta tiene lugar entre el 2 de octubre y 15 de noviembre de 2017. 50