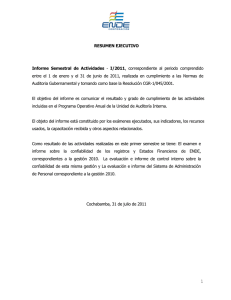
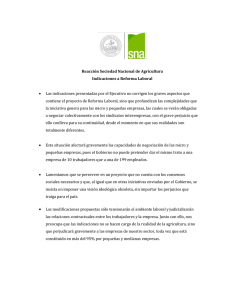
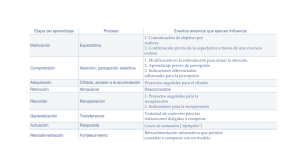
Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 1 de 24 Revisión: 00 Emisión: 15/09/2004 ANÁLISIS DE CONFIABILIDAD DE LA INSPECCIÓN CON EQUIPO INSTRUMENTADO DE INSPECCIÓN INTERNA _________________________ Elaboró Ing. Aurelio Morales Damián _________________________ Revisó Ing. Ricardo Lázaro Báez _________________________ Autorizó Dr. José Manuel Hallen López Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 2 de 24 Revisión: 00 Emisión: 15/09/2004 ÍNDICE PÁGINA TEMA 1. OBJETIVO 3 2. ALCANCES 3 3. RESPONSABILIDADES 3 4. INTERACCIÓN CON OTRAS ÁREAS 4 5. DEFINICIONES 4 6. DIAGRAMA DE FLUJO DEL ANÁLISIS DE CONFIABILIDAD 6 7. METODOLOGÍA DEL ANÁLISIS DE CONFIABILIDAD 7 7.1. Generalidades 7 7.2. Contenido del análisis de confiabilidad 7 7.2.1. Información general 8 7.2.2. Comparación general de indicaciones 8 7.2.3. Base de datos de la comparación de indicaciones 8 7.2.4. Desviación de indicaciones 9 7.2.5. Gráficos de comparación 9 7.2.6. Resultados generales 11 7.3. Criterios para la comparación de indicaciones 11 7.4. Rangos de tolerancia 12 7.5. Análisis de resultados 13 8. DOCUMENTOS DE REFERENCIA 13 9. REGISTRO DE CONTROL DE CAMBIOS 24 Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 3 de 24 Revisión: 00 Emisión: 15/09/2004 1. OBJETIVO El objetivo de este procedimiento es describir las actividades y requerimientos de información necesarias para efectuar el análisis de confiabilidad de la Inspección con Equipo Instrumentado de Inspección Interna (EIII) realizada a ductos para el transporte de hidrocarburos, el cual permitirá determinar si la detección y dimensionamiento de las indicaciones reportadas por el equipo instrumentado son aceptables para tomar como válidos sus resultados, mismos que pueden ser utilizados para realizar estudios de integridad como lo son la Determinación de Condiciones Actuales de Integridad, Análisis Probabilístico y Análisis Final de Integridad de líneas. 2. ALCANCES 2.1. Este procedimiento establece los pasos a seguir para efectuar el análisis de confiabilidad de la inspección con equipo instrumentado de inspección interna en tramos de ductos que contengan defectos de manufactura, construcción o de servicio, y que hayan sido inspeccionados mediante una técnica de ensaye no destructiva o destructiva (inspecciones complementarias), de manera que se puedan comparar el tipo y dimensiones de las indicaciones reportadas por el equipo instrumentado. 2.2. Este procedimiento es aplicable a inspecciones con equipos instrumentados de inspección interna realizadas a tuberías fabricadas de acero que transportan hidrocarburos y productos asociados, en cualquier régimen y en cualquier clase de localización y terreno 2.3. Este procedimiento además establece los criterios de aceptación o rechazo de los datos reportados por el equipo instrumentado de inspección interna, de acuerdo con las tolerancias especificadas por el fabricante. 2.4. Este procedimiento permite obtener los datos e información que son necesarios para la elaboración de tablas y gráficas de los valores comparados para evaluar la efectividad del equipo instrumentado en cuanto a la detección del tipo de defecto y sus dimensiones. 3. RESPONSABILIDADES 3.1. Es responsabilidad del personal técnico del Grupo de Análisis de Integridad de Ductos, realizar los análisis de confiabilidad de la inspección con equipo instrumentado de inspección interna, que consisten en realizar una correlación estadística entre los resultados de la inspección por diablo instrumentado y los resultados de la inspección complementaria. 3.2. El personal que realice el análisis de confiabilidad debe estar capacitado en las áreas relacionadas con el análisis de integridad, de acuerdo a los requerimientos de capacitación y escolaridad que establezca el Director y el Jefe del Grupo de Análisis de Integridad de Ductos. Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 4 de 24 Revisión: 00 Emisión: 15/09/2004 3.3. Es responsabilidad del Jefe de Análisis de Integridad designar al personal adecuado para efectuar el Análisis de Confiabilidad de inspección con equipo instrumentado de inspección interna. 3.4. Es responsabilidad del Jefe de Análisis de Integridad revisar el Análisis de Confiabilidad, y tiene la capacidad de hacer las recomendaciones y modificaciones que considere necesarias en la elaboración y obtención de resultados del mismo. 3.5. Es obligación del Jefe de la unidad correspondiente revisar los reportes de Análisis de Confiabilidad, y tiene la autoridad para determinar la aceptación o rechazo de los mismos. 3.6. Es responsabilidad del Director General del Convenio la aceptación o rechazo de un Análisis de Confiabilidad, así como el control y actualización de este procedimiento. 3.7. Es responsabilidad del cliente, proporcionar la información técnica requerida, reportes correspondientes a los resultados obtenidos por el equipo instrumentado de inspección interna y los reportes de inspección obtenidos de las inspecciones complementarias para la elaboración del análisis de confiabilidad. Así como la implementación, control y seguimiento de las actividades de operación, inspección y mantenimiento, que resulten del análisis de confiabilidad. 4. INTERACCIÓN CON OTRAS ÁREAS 4.1. El proceso de Análisis de Confiabilidad interactúa directamente con los resultados obtenidos del Análisis Preliminar de Integridad, ya que se deben tener realizadas como mínimo las inspecciones complementarias solicitadas en dicho trabajo. 4.2. El proceso de Análisis de Confiabilidad interactúa con el proceso de Análisis de Integridad de Tramo y de Supervisión de Campo en la revisión y aceptación de los reportes de inspecciones complementarias realizadas por las compañías de inspección. 4.3. Los resultados obtenidos del análisis de confiabilidad pueden ser utilizados para la realización de otros trabajos como lo son la Determinación de Condiciones Actuales de Integridad, El Análisis Probabilístico y El Análisis Final de Integridad. 5. DEFINICIONES 5.1. Equipo Instrumentado de Inspección Interna (EIII).- Popularmente llamados “diablos” son diseñados con el fin de detectar y recolectar una variedad de indicaciones (estáticas y progresivas), generadas durante la fabricación, construcción o durante el servicio de los ductos de transporte de hidrocarburos. Usualmente se utilizan las herramientas de fuga de flujo magnético y ultrasonido, teniendo estas dos técnicas de inspección sus ventajas y desventajas en la detección de las indicaciones presentes en el ducto a inspeccionar. A la acción de realizar Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 5 de 24 Revisión: 00 Emisión: 15/09/2004 una inspección de un ducto con este tipo de equipo se conoce comúnmente como “corrida de diablo”. 5.2. Inspección Complementaria de Campo (IC).- Es una inspección no destructiva que se realiza por la parte exterior del tubo, en una fracción del total de los tramos de un ducto, la cual representa una muestra estadísticamente significativa y cuyo objetivo es verificar el tipo y dimensiones de las indicaciones más relevantes reportadas por el EIII. Dicha información es útil para evaluar la confiabilidad de la inspección con EI. 5.3. Indicación.- Es una señal del ensayo no destructivo o destructivo que se identifica como una falta de continuidad en las especificaciones del material, la cual puede tener su origen en el proceso de fabricación, construcción y de servicio del elemento que la contiene. Cuando el tipo y dimensiones de una indicación son tales que afecten la integridad mecánica del tramo que la contiene, esta se considera defecto o anomalía. Para efecto del análisis de confiabilidad se utilizará indistintamente la palabra indicación. Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 6 de 24 Revisión: 00 Emisión: 15/09/2004 6. DIAGRAMA DE FLUJO DEL ANÁLISIS DE CONFIABILIDAD INICIO INFORMACIÓN REQUERIDA (DUCTO, EI, IC) SI SOLICITAR INFORMACIÓN SI NO REQUIERE AVANCE DE CONFIABILIDAD (DCAI) NO NO IC 100% (API) SI COMPARAR RESULTADOS DE REPORTE (EI vs IC) SELECCIONAR MUESTRAS DE COMPARACIÓN HAY INDICACIONES TIPO PM NO ELABORAR TABLAS Y GRÁFICOS DE RESULTADOS FIN SI EVOLUCIONAR dYL DEL EI A LA FECHA DE IC Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 7 de 24 Revisión: 00 Emisión: 15/09/2004 7. METODOLOGÍA DEL ANÁLISIS DE CONFIABILIDAD 7.1. Generalidades 7.1.1. Para elaborar el análisis de confiabilidad es necesario que el cliente proporcione la información técnica del ducto, el resultado de la inspección realizada por el equipo instrumentado y los reportes de inspecciones complementarias de campo generadas. 7.1.2. En caso de no contar con la información requerida y mencionada en el párrafo anterior se deberá solicitar al cliente o realizar lo conducente para la obtención de estas. 7.1.3. Se recomienda que el avance de las inspecciones complementarias sea del 100% como mínimo conforme a lo estipulado en el procedimiento PE X/YY (Análisis Preliminar de Integridad), de lo contrario solamente se podrá establecer un avance del análisis de confiabilidad, el cual es requerido para la Determinación de las Condiciones Actuales de Integridad como se menciona en el procedimiento PE X/YY del mismo. 7.1.4. Los reportes de inspecciones complementarias se deberán ordenar en forma ascendente de su ubicación a lo largo del ducto y se recomienda colocarle a cada uno de ellos una etiqueta que identifique el reporte para posteriormente colocarlos en una carpeta debidamente identificada. Esto es con la finalidad de tener la información disponible y ordenada para consulta del encargado de elaborar el análisis de confiabilidad. 7.1.5. Las inspecciones complementarias deberán hacerse de tal manera que se asegure la correcta detección, identificación y dimensionamiento de indicaciones, para que sus resultados sean considerados los reales. Para ello cada reporte de inspección complementaria deberá satisfacer los requerimientos establecidos en el Procedimiento de Verificación en Campo (PE X/YY) y el de Análisis de Integridad de Tramo con Indicaciones (PE X/YY) para que pueda ser determinado como aceptable y ser considerado para la elaboración del presente análisis de confiabilidad. 7.1.6. El análisis de confiabilidad consiste en comparar las indicaciones reportadas por la inspección con equipo instrumentado y las indicaciones encontradas en campo por medio de las inspecciones complementarias, estas últimas deberán ser una muestra estadísticamente representativa de la población total de indicaciones detectadas por el equipo instrumentado. 7.1.7. La finalidad del análisis de confiabilidad es determinar la calidad de los resultados obtenidos por la inspección con equipo instrumentado en la detección del tipo y dimensiones de las indicaciones presentes en el ducto inspeccionado. 7.2. Contenido del Análisis de Confiabilidad Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 8 de 24 Revisión: 00 Emisión: 15/09/2004 Para la elaboración del análisis de confiabilidad se recomienda seguir el orden siguiente: 7.2.1. Información general.- Presentada en el formato F-CONFI-T-01, el cual muestra parte de la información requerida para el análisis de confiabilidad. Esta información se divide en tres secciones: 7.2.1.1. Información básica.- La cual presenta la información técnica del ducto inspeccionado por el equipo instrumentado. 7.2.1.2. Información del equipo instrumentado.- Presenta información de la compañía, técnica, fecha y resumen de la cantidad de indicaciones reportadas por el equipo instrumentado. 7.2.1.3. Información de Inspección Complementaria.- La cual contiene información de las compañías que realizaron las inspecciones y las técnicas de inspección que utilizaron, así como el periodo de inspección. 7.2.2. Comparación general de indicaciones.- Es aquí donde, después de revisar los reportes de inspecciones complementarias se hace la comparación correspondiente entre lo reportado por el equipo instrumentado y lo encontrado en campo. Para ello se tiene el formato F-CONFI-T-02 y deberá ser llenado en conjunto con la Base de datos de comparación de indicaciones (formato F-CONFI-T-03). Para la comparación de indicaciones se deberá dar cumplimiento a los criterios de comparación de indicaciones establecidos en este procedimiento. 7.2.3. Base de datos de la comparación de indicaciones.- Presentada en el formato FCONFI-T-03, contiene información útil para el análisis de confiabilidad y deberá ser llenada en conjunto con la comparación general de indicaciones (F-CONFI-T-02). Se recomienda el siguiente orden para el llenado de la base de datos por cada reporte de inspección complementaria: 7.2.3.1. Información del reporte de inspección.- Es la información que identifica el reporte de inspección y que es útil para referencias futuras Fecha de la corrida EI = Datos del reporte Etiqueta del Diferencia de Inspección Fecha Número de reporte fecha EI - IC realizada por: Reporte [dd-mm-aa] [m] [años] 7.2.3.2. Zona de inspección.- Es aquí donde se identifica la zona inspeccionada del ducto para la comparación de indicaciones reportadas por el equipo instrumentado, especificando el inicio y fin de la zona de inspección en kilómetros. Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 9 de 24 Revisión: 00 Emisión: 15/09/2004 Zona de Inspección Inicia [Km ] Térm ina [Km ] 7.2.3.3. Comparación de indicaciones.- Es aquí donde se colocan todas y cada una de las indicaciones localizadas en la zona de inspección y de acuerdo con la tabla de comparación de indicaciones (formato F-CONFI-T-02). Número de Ubicación Tipo de indicación indicación [Km] d/t [%] Equipo Instrumentado Long Long Horario Axial Circunf [mm] [mm] [hrs:min] Espesor mínimo [pulg] Tipo de indicación d/t [%] Inspección Complementaria Long Long Horario Axial Circunf [mm] [mm] [hrs:min] Espesor mínimo [pulg] 7.2.3.4. Identificación de resultados de comparación.- Es aquí donde se identifica y contabiliza el resultado de la comparación de indicaciones para el llenado de los puntos 1 y 2 de la tabla de resultados generales (F-CONFI-T-05). Las indicaciones comparadas que coinciden en tipo entre lo reportado por el equipo instrumentado y la inspección complementaria es posible de considerar como muestras para las tablas de desviación (F-CONFI-T-04). Coinciden en tipo de Indicación Si No No detectó No Inspección indicación encontrado solicitada por API EI IC Si No 7.2.4. Desviación de indicaciones.- Es aquí donde se presentan las indicaciones posibles de comparar, elegidas en la identificación de resultados de la base de datos (F-CONFI-T-03). Las indicaciones deberán ser del mismo tipo y tener dimensiones comparables como lo son la profundidad, longitud axial, longitud circunferencial y posición horaria. De igual forma se presentan las desviaciones en magnitud de las indicaciones reportadas por el equipo instrumentado con respecto a las encontradas por la inspección complementaria. Se deberá hacer una tabla de desviación (formato F-CONFI-T-04) por cada tipo de indicación (pérdida de metal externa, pérdida de metal interna, laminación, etc.) 7.2.4.1. En el caso de tener indicaciones tipo pérdida de metal se deberá estimar el crecimiento de la indicación reportada por el equipo instrumentado a la fecha en que se realiza la inspección complementaria y se utilizarán estos valores para elaborar la tabla de desviación y la representación gráfica. 7.2.5. Gráficos de comparación.- Son la representación gráfica en un plano cartesiano rectangular de las dimensiones comparables de indicaciones presentadas en las tablas de desviaciones (formato F-CONFI-T-04). Para obtener la coordenada de la comparación de una indicación (representada por un punto en la grafica de dispersión) se debe colocar la Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 10 de 24 Revisión: 00 Emisión: 15/09/2004 magnitud comparable del equipo instrumentado en el eje de las ordenadas y la magnitud de la inspección complementaria en el eje de las abscisas. También se deberán representar en cada grafico la llamada banda de tolerancia, en donde se representa la tolerancia especificada por el fabricante o la solicitada por el cliente para la aceptación o rechazo del valor reportado por el equipo instrumentado. También se especificará la cantidad de indicaciones aceptadas o rechazadas con el porcentaje que representan de acuerdo a la banda de tolerancia. 7.2.5.1. Gráficos de profundidad.- Es la representación gráfica de la comparación de profundidades de cada indicación reportada por el equipo instrumentado y la inspección complementaria (formato F-CONFI-G-01). Para el caso de las indicaciones tipo pérdida de metal, las dimensiones de las profundidades se representarán en porcentaje (%) con respecto al espesor reportado para el elemento que contiene dicha indicación. 7.2.5.2. Gráficos de longitud axial.- Es la representación gráfica de la comparación de las longitudes axiales (largo) de las indicaciones reportadas por el equipo instrumentado y las inspecciones complementarias (formato F-CONFI-G-02). Las longitudes axiales se especificarán en milímetros (mm). 7.2.5.3. Gráficos de longitud circunferencial.- Es la representación gráfica de la comparación de las longitudes circunferenciales (ancho) de las indicaciones reportadas por el equipo instrumentado y las inspecciones complementarias (formato F-CONFI-G03). Las longitudes circunferenciales se especificarán en milímetros (mm). 7.2.5.4. Gráficos de posición circunferencial.- Es la representación gráfica de la comparación de las posiciones circunferenciales (horario técnico) de las indicaciones reportadas por el equipo instrumentado y las inspecciones complementarias (formato F-CONFI-G-04). En el eje de las ordenadas se representa la desviación en posición horaria de cada indicación reportada por el equipo instrumentado y la inspección complementaria correspondiente de acuerdo a la siguiente figura. Y en el eje de las abscisas se coloca el número correspondiente de la indicación comparada. I.C. 3:00 3:00 horas en desviación E.I. 6:00 Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 11 de 24 Revisión: 00 Emisión: 15/09/2004 7.2.6. Resultados generales.- Es la presentación en forma de resumen de los resultados obtenidos en el análisis de confiabilidad de la corrida con equipo instrumentado (formato FCONFI-T-05). Este resumen consta de los siguientes puntos: 7.2.6.1. Confiabilidad en la detección del tipo de indicación.- En esta sección se presenta el conteo de la cantidad de indicaciones que coinciden o difieren en tipo de defecto reportado por el equipo instrumentado y la inspección complementaria. 7.2.6.2. Confiabilidad en la detección de indicación sin importar tipo.- En esta sección se contabiliza la detección de indicaciones sin tomar en cuenta el tipo, así como las indicaciones reportadas por el equipo instrumentado y no encontradas en la inspección complementaria de campo, y viceversa. 7.2.6.3. Confiabilidad en la medición de las dimensiones de indicaciones, aplicando rangos de tolerancia y criterios de aceptación y rechazo.- En esta sección se presentan los resultados obtenidos en las graficas de comparación. 7.2.6.4. Confiabilidad en la medición de las dimensiones de indicaciones, aplicando desviaciones en la magnitud del defecto y criterios de apróximación.- En esta sección se presenta el porcentaje promedio en la desviación de la magnitud de las indicaciones reportadas por el equipo instrumentado y la inspección complementaria, Sin aplicar rangos de tolerancias. 7.3. Criterios para la comparación de indicaciones.- Son los criterios utilizados por el personal encargado de elaborar el análisis de confiabilidad y se basan principalmente en la experiencia obtenida del análisis de integridad de tramos con indicaciones, análisis de la inspección realizada con equipo instrumentado y las verificaciones de indicaciones en campo. 7.3.1. En general es posible identificar si una indicación encontrada en la inspección complementaria corresponde o no a una reportada por el equipo instrumentado, tomando en cuenta las siguientes características de cada indicación: 7.3.2. Localización del tramo a lo largo del ducto.- Se debe verificar que la localización y longitud del tramo corresponde con lo reportado por el equipo instrumentado y delimitar la zona de la inspección complementaria en la corrida para determinar las indicaciones a considerar en la comparación. 7.3.3. Distancia a la soldadura de referencia.- Se deberán ordenar las indicaciones en el sentido creciente del sentido de la corrida con equipo instrumentado. Para comparar las indicaciones estas deberán encontrarse en la longitud relativa correspondiente. 7.3.4. Tipo de indicación.- Para que una indicación sea comparable deberá ser del mismo tipo en ambas inspecciones, teniendo especial cuidado cuando coincide con las características mencionadas en los puntos anteriores y los siguientes para determinar que es la misma indicación pero difiere en tipo entre lo reportado por el equipo instrumentado y lo encontrado en campo. Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 12 de 24 Revisión: 00 Emisión: 15/09/2004 7.3.5. Profundidad.- En primer lugar se deberán identificar las indicaciones con mayor profundidad tanto en la inspección complementaria como en la inspección por equipo instrumentado y ver su posible comparación para establecer un posible desfasamiento en la longitud relativa. Se procurará en lo posible que la desviación entre profundidades de comparación queden dentro del rango de tolerancia. 7.3.6. Posición circunferencial.- Se buscará que las indicaciones a comparar entre el equipo instrumentado y la inspección complementaria se localicen en horarios similares, además de cumplir con los puntos anteriores. 7.3.7. Longitud axial y circunferencial.- Se deberán considerar estas dimensiones para la comparación de indicaciones y se procurará que las indicaciones a comparar tengan magnitudes similares. Se recomienda tener cuidado con las indicaciones reportadas como zonas de indicación y procurar no agrupar demasiadas indicaciones para poder llevar a cabo la comparación. La siguiente figura muestra el caso en que es necesario agrupar indicaciones reportadas por el equipo instrumentado para poder comparar con la indicación encontrada en campo. El caso contrario también es válido. Indicaciones a agrupar en el equipo instrumentado Indicación encontrada en la inspección complementaria 7.4. Rangos de tolerancia.- Son los valores utilizados para representar las bandas de tolerancias en los gráficos de comparación para determinar la aceptación o rechazo de las indicaciones reportadas por el equipo instrumentado comparado con la inspección complementaria de campo. 7.4.1. Los rangos de tolerancias son especificados por el fabricante de equipos instrumentados y generalmente dependen de la técnica utilizada para la inspección (fuga de flujo magnético y ultrasonido). De acuerdo a las especificaciones de los fabricantes de equipos instrumentados, la confidencia de estos equipos nominalmente es igual o superior a 80%. 7.4.2. Considerando las especificaciones de los fabricantes de equipo instrumentado y para fines de establecer patrones de comparación de diferentes fabricantes, se consideran los siguientes rangos de tolerancia para realizar el análisis de confiabilidad dependiendo de la técnica de inspección del equipo instrumentado. Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 13 de 24 Revisión: 00 Emisión: 15/09/2004 Rangos de tolerancia para análisis de confiabilidad de inspección con EIII Técnica de Inspección Diámetro del ducto Profundidad Longitud Posición Circunferencial Fuga de flujo magnético 6 – 10 pulg +/- 10% t +/- 200 mm +/- 1:00 hr. Fuga de flujo magnético 12 – 56 pulg +/- 15% t +/- 200 mm +/- 1:00 hr. Ultrasonido 6 – 60 pulg. +/- 5% t +/- 200 mm +/- 1:00 hr 7.5. Análisis de resultados 7.5.1. Si la cantidad de indicaciones aceptadas resultan en una confidencia igual o mayor a lo especificado por el fabricante o solicitado por el cliente, se dice que la inspección con equipo instrumentado es aceptada para el tipo de indicación comparada. En el caso contrario se dice que la corrida se encuentra rechazada para este tipo de indicación. 7.5.2. En el caso de resultar aceptada la inspección con equipo instrumentado se considerarán los datos reportados por este como válidos y tendrá la posibilidad de continuar con el análisis final de integridad del ducto (PG X/YY) debiendo encontrar la regla de ajuste para la corrección de indicaciones no inspeccionadas con base en la corrección de errores sistemáticos y aleatorios correspondientes de acuerdo a lo estipulado en el procedimiento de análisis probabilístico (PE X/YY). 7.5.3. Si la inspección con equipo instrumentado no resultara aceptable , el Grupo de Análisis de Integridad de Ductos en acuerdo con el cliente determinarán las acciones a seguir, que pueden ser: Incrementar la extensión complementarias) Volver a inspeccionar con un equipo instrumentado con mayores niveles de confianza o exactitud Ajustar las condiciones de operación y realizar las acciones de mantenimiento para disminuir el nivel de riesgo en una cantidad que es función de la incertidumbre en la inspección con equipo instrumentado Rechazar la totalidad de la línea del muestreo (mayor numero de inspecciones 8. DOCUMENTOS DE REFERENCIA 8.1. PE X/YY.- Análisis Preliminar de Integridad de ductos para el transporte de hidrocarburos Revisión 0, Emisión Septiembre de 2004 Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 14 de 24 Revisión: 00 Emisión: 15/09/2004 8.2. PE X/YY.- Análisis de Integridad de Tramo con Indicaciones en ductos para el transporte de hidrocarburos, Revisión 0, Emisión Septiembre de 2004 8.3. PE X/YY.- Verificación en Campo de ductos para el transporte de hidrocarburos, Revisión 0, Emisión Septiembre de 2004-09-01 8.4. PE X/YY.- Determinación de Condiciones Actuales de Integridad en ductos para el transporte de hidrocarburos, Revisión 0, Emisión Septiembre de 2004-09-01 8.5. PE X/YY.- Análisis Probabilístico de Indicaciones tipo pérdida de metal contenidas en ductos para el transporte de hidrocarburos, Revisión 0, Emisión Septiembre de 2004-09-01 8.6. PG X/YY.- Análisis Final de Integridad en ductos para el transporte de hidrocarburos, Revisión 0, Emisión Septiembre de 2004 Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 15 de 24 Revisión: 00 Emisión: 15/09/2004 8.7. Formatos utilizados en el análisis de confiabilidad 8.7.1. F-CONFI-T-01.-Formato de Información general INFORMACIÓN GENERAL DEL DUCTO [nombre del ducto] INFORMACIÓN BÁSICA Sector al que pertenece: Servicio: Diámetro (pulg.): Espesor nominal (pulg.): Especificación del material: Longitud (Km): EQUIPO INSTRUMENTADO Cía. de inspección: Técnica de inspección: Fecha de inspección: Indicaciones reportadas: [tipo de indicación] [cantidad] [tipo de indicación] [cantidad] [tipo de indicación] [cantidad] [tipo de indicación] [cantidad] TOTAL [suma] INDICACIONES INSPECCIÓN COMPLEMENTARIA DE CAMPO Cía. de inspección: Téc. de inspección: Periodo de Inspecciónes: NOM ENCLATURA: Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 16 de 24 Revisión: 00 Emisión: 15/09/2004 8.7.2. F-CONFI-T-02.-Comparación general de indicaciones GRUPO DE ANÁLISIS DE INTEGRIDAD DE DUCTOS CONVENIO PEP - RS - IPN ANEXO I. TABLA DE COMPARACIÓN DE INDICACIONES Y SUS DIMENSIONES REPORTADAS POR EL EQUIPO INSTRUMENTADO Y LAS ENCONTRADAS EN LAS INSPECCIONES COMPLEMENTARIAS EN EL [nombre del ducto] DIST. ABS. [Km] NOMENCLATURA: DIST. REL. [m] EQUIPO INSTRUMENTADO TIPO UBICACIÓN [Km] d/t [%] LONG. [mm] ANCHO [mm] HORARIO [Hr:min] DIST. REL. [m] TIPO INSPECCIÓN COMPLEMENTARIA d/t LONG. [%] [mm] ANCHO [mm] HORARIO [Hr:min] Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 17 de 24 Revisión: 00 Emisión: 15/09/2004 8.7.3. F-CONFI-T-03.- Base de datos de la comparación de indicaciones GRUPO DE ANALISIS DE INTEGRIDAD DE DUCTOS CONVENIO PEP - RS - IPN TABLA I. BASE DE DATOS DE LA COMPARACIÓN DE INDICACIONES [nombre del ducto] Fecha de la corrida EI = Número de Ubicación Tipo de indicación indicación [Km] Nomenclatura: d/t [%] Equipo Instrumentado Long Long Horario Axial Circunf [mm] [mm] [hrs:min] Espesor mínimo [pulg] Tipo de indicación Notas: d/t [%] Inspección Complementaria Long Long Horario Axial Circunf [mm] [mm] [hrs:min] Espesor mínimo [pulg] Datos del reporte Etiqueta del Diferencia de Observaciones Inspección Fecha Número de reporte fecha EI - IC realizada por: Reporte Inicia [Km ] Térm ina [Km ] [dd-mm-aa] [m] [años] Zona de Inspección Coinciden en tipo de Indicación Si No No detectó No Inspección indicación encontrado solicitada por API EI IC Si No Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 18 de 24 Revisión: 00 Emisión: 15/09/2004 8.7.4. F-CONFI-T-04.- Desviación de Indicaciones Número de Indicación TABLA II. DESVIACIÓN DE INDICACIONES [nombre del ducto] Equipo Instrumentado Ubicación [Km] Tipo de Indicación d/t [%] Longitud Axial Circunf [mm] [mm] Inspección Complementaria Horario d/t [Hr:min] [%] Longitud Axial Circunf [mm] [mm] d/t [Hr:min] [%] Promedio Mínimo Máximo NOMENCLATURA: Desviación Horario Notas: Longitud Axial Circunf [%] [%] Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 19 de 24 Revisión: 00 Emisión: 15/09/2004 8.7.5. F-CONFI-T-05.- Resultados generales TABLA III. RESULTADOS GENERALES [nombre del ducto] 1.-Confiabilidad en la detección del tipo de indicación EFECTIVIDAD DEL EQUIPO INSTRUMENTADO EN LA DETECCIÓN DEL TIPO DE INDICACIÓN CANTIDAD PORCENTAJE COINCIDE EN TIPO DE INDICACIÓN DEL EI CON IC DIFIERE EN TIPO DE INDICACIÓN DEL EI CON IC 2.-Confiabilidad en la detección de indicaciones, sin importar tipo EFECTIVIDAD DEL EQUIPO INSTRUMENTADO EN LA DETECCIÓN DEL DEFECTO, SIN IMPORTAR TIPO CANTIDAD PORCENTAJE DETECTÓ INDICACIÓN NO DETECTÓ INDICACIÓN ALGUNA REPORTÓ INDICACIÓN Y NO SE ENCONTRÓ EN IC 3.-Confiabilidad en la medición de las dimensiones de indicaciones Aplicando rangos de tolerancias y criterios de aceptación o rechazo 4.-Confiabilidad en la medición de las dimensiones de indicaciones Aplicando desviación en la magnitud de indicación y criterios de aproximación Pérdida de Metal Externa (XX muestras) Pérdida de Metal Externa (XX muestras) Parámetro %d/t Tolerancia aplicada Porcentaje de aceptadas +/- 5% Parámetro +/- 200mm Longitud Axial Longitud Circunferencial +/- 200mm Longitud Circunferencial +/- 1 Hr Horario Técnico Pérdida de Metal Interna (XX muestras) Parámetro %d/t Tolerancia aplicada Pérdida de Metal Interna (XX muestras) Porcentaje de aceptadas +/- 5% Parámetro +/- 200mm Longitud Axial Longitud Circunferencial +/- 200mm Longitud Circunferencial +/- 1 Hr Tolerancia aplicada Laminaciones (XX muestras) Porcentaje de aceptadas Parámetro Longitud Axial +/- 200mm Longitud Axial Longitud Circunferencial +/- 200mm Longitud Circunferencial Horario Técnico NOMENCLATURA: +/- 1 Hr Aproximación* EI/IC ó IC/EI [%] Horario Técnico Laminaciones (XX muestras) Parámetro Aproximación* [%] %d/t Longitud Axial Horario Técnico Aproximación* EI/IC ó IC/EI [%] %d/t Longitud Axial Horario Técnico Aproximación* [%] Horario Técnico Aproximación* [%] Aproximación* EI/IC ó IC/EI [%] Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 20 de 24 Revisión: 00 Emisión: 15/09/2004 8.7.6. F-CONFI-G-01.- Gráfico de profundidad de indicaciones Análisis de confiabilidad para [tipo de indicación] [nombre del ducto] Gráfica de profundidades 100 Tolerancia: +/- X% Aceptadas X = XX.X% Rechazadas X = XX.X% 90 Profundidad Equipo Instrumentado [%] 80 70 60 50 40 30 20 10 0 0 10 20 30 40 50 60 70 Profundidad Inspección Complementaria [%] 80 90 100 Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 21 de 24 Revisión: 00 Emisión: 15/09/2004 8.7.7. F-CONFI-G-02.- Grafico de longitud axial de indicaciones Análisis de confiabilidad para [tipo de indicación] [nombre del ducto] Gráfica de longitud axial 3000 Tolerancia: +/- XXX mm Aceptadas X = XX.X% Rechazadas X = XX.X% Longitud Axial Equipo Instrumentado [mm] 2500 2000 1500 1000 500 0 0 500 1000 1500 2000 Longitud Axial Inspección Complementaria [mm] 2500 3000 Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 22 de 24 Revisión: 00 Emisión: 15/09/2004 8.7.8. F-CONFI-G-03.- Grafico de longitud circunferencial de indicaciones Análisis de confiabilidad para [tipo de indicación] [nombre del ducto] Gráfica de longitud circunferencial 3000 Longitud Circunferencial Equipo Instrumentado [mm] Tolerancia: +/- XXX mm Aceptadas X = XX.X% Rechazadas X = XX.X% 2500 2000 1500 1000 500 0 0 500 1000 1500 2000 Longitud Circunferencial Inspección Complementaria [mm] 2500 3000 Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 23 de 24 Revisión: 00 Emisión: 15/09/2004 8.7.9. F-CONFI-G-04.- Posición Circunferencial de indicaciones Análisis de confiabilidad para [tipo de indicación] [nombre del ducto] Gráfica de posición circunferencial 6:00 Tolerancia: +/- X Hr. Aceptadas XX = XX.X% Rechazadas X = XX.X% Posición Circunferencial [Hr:min] 4:00 2:00 0:00 0 2 4 6 8 -2:00 -4:00 -6:00 Número de Indicación 10 12 14 Instituto Politécnico Nacional Escuela Superior de Ingeniería Química e Industrias Extractivas Análisis de Confiabilidad de la inspección con EIII PEX/XX Hoja: 24 de 24 Revisión: 00 Emisión: 15/09/2004 9. REGISTRO DE CONTROL DE CAMBIOS No. Rev. Fecha de Rev. Descripción de Cambios Respecto a la última revisión 0 Septiembre de 2004 Documento nuevo