PROYECTO FINAL TERMODINAMICA APLICADA
Anuncio

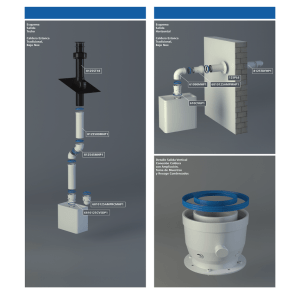
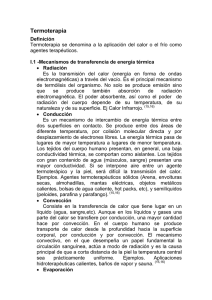
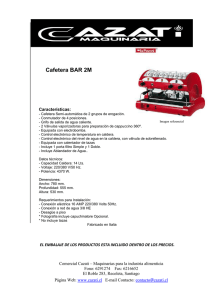
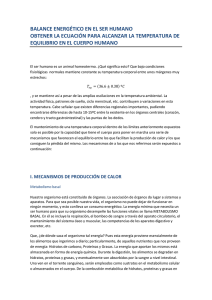
ESCUELA POLITÉCNICA NACIONAL FACULTAD DE INGENIERÍA MECÁNICA TERMODINÁMICA APLICADA Nombre: Ortiz Solano Esteban Patricio. Gr: 1 Fecha:03/02/2020 IMPLEMENTACIÓN DE LA NORMA ISO 50001 EN LA EMPRESA EUROFISH S.A. 1. Descripción de la empresa: Tabla 1. Empresa Grupo Empresarial Actividad Empresarial EUROFISH S.A. Sociedad Anónima. Elaboración de productos de pescado: cocinado, filetes de pescado, huevos de pescado, caviar y sustitutos del caviar. Transmarina Arroyo Azul y Av. Hugo Mayo Montecristi Ecuador Dirección . La empresa se dedica a la elaboración de conservas provenientes del mar, cuenta con 21 flotas y una capacidad de almacenamiento enfrío de 11000 TM. Cuenta con tres secciones, obtención y transporte de la materia prima, Descripción de la procesamiento y almacenamiento y la última que le Empresa/Industri corresponde enlatado, etiquetado y comercialización del a producto. Tabla 2. Datos de contacto de las personas responsables Teléfon Nombre o E-mail eurofish@eurofi (05) sh.com.ec Persona de contacto Olmedo 257de la empresa Zambrano. 8906 Esteban 0983678 esteban.ortiz@e Técnico Auditor Ortiz. 624 pn.edu.ec Cargo Técnico de planta. Auditor Tabla 3. RÉGIMEN DE ACTIVIDAD Número de Empleados 1200 Horas/Día Días/Semana Días/Año Régimen de Funcionamiento 8 5 240 Capacidad Productiva de la Fábrica Anual 45000 TM de atún Productos Principales (procesos y materias primas) Producto Proceso* Enlatados 1 En pouch 1 Precocidos y congelados 1 *El proceso será descrito en la siguiente sección. Materia Prima Pescado Pescado Pescado 1.1. Política Energética: La política energética de EUROFISH S.A radica en el mejoramiento de su desempeño energético en las diversas etapas que comprenden el procesamiento industrial del pescado sobre todo en aquellas que se requiera un consumo de energía mayor, así como en aquellos equipos en los que se pueda obtener una eficiencia energética mayor con un consumo responsable de la energía. 1.2. Descripción del procesamiento industrial del pescado. Figura 1. Procesamiento industrial del pescado. Fuente: Propia. 1.3. Alcance: Con base en lo establecido en la norma ISO 50001 , en la sección 3 Términos y definiciones, el alcance lo establece la organización , por lo que después del acercamiento con la empresa se estableció que el alcancé de la presente implementación será en las etapas de cocción y esterilización del pescado , puesto que ellas representan la parte más crítica del proceso y las dos utilizan de los equipos que tienen un mayor consumo de energía (calderas pirotubulares) [1] 1.4. Límites: Los procesos de cocción y esterilización se analizarán durante un día de operación, el equipo del proceso analizado serán las calderas pirotubulares, y se analizará solo la de mayor consumo. 2. Planificación Energética: 2.1. Distribución de la energía: 2.1.1. Procesos de Cocción y Esterilización. Cocción: Figura 2. Fuente :Propia,. Esterilización: Figura 3. Fuente: Propia. 2.1.2. Equipos: Caldera: Figura 4. Fuente: Propia. 2.2. Variables que afectan el uso de la energía: Considerando la definición de transferencia de exergía por calor: (𝟏)𝑿𝒄𝒂𝒍𝒐𝒓 = (𝟏 − 𝑻𝒐 )∗𝑸 𝑻 Donde To es la temperatura ambiente, T es la temperatura de salida o sumidero considerada para cualquier pérdida de calor, y Q es el calor perdido cuantificado por la primera ley. [2] Como se evidencia conforme T aumenta la exergía transferida por calor también se incrementa, por lo que la temperatura final o alcanzada en el proceso será una variable muy importante para cuantificar la energía perdida y su costo asociado. 2.3. REVISIÓN ENERGÉTICA 2.3.1. Uso de la energía. Tabla 4. Equipo Energía Valor Unidad Caldera 1 Eléctrica 56.72 kWh-Día Proceso 1 Cocción- Esterilización Caldera Térmica 26.78 Gal/h Proceso Operación Suministros energéticos en la caldera: Tabla 5. Suministro Cantidad* Unidad Agua 5.85 M3/h Electricidad 56.72 kWh Combustible** 26.78 Gal/h *Valores considerados para un día de 8 horas. Costo 0.35 0.08 1.03 Unidad $/M3 $/kWh $/Gal **El combustible utilizado es el Diesel N°2 2.3.2. Ecuaciones: En la caldera la entrada de energía se produce por el poder calorífico del Diesel N°2 y su flujo másico, la eficiencia de la caldera es de 0.8 por lo que se aprovechará solo el 80% del calor de entrada para convertirse en calor útil y lo demás serán las pérdidas. En la presente implementación se consideran las pérdidas por convección , radiación , calor sensible de los gases y la combustión incompleta, las dos últimas se encuentran estrechamente relacionadas con el tipo de combustible que se utilice en el quemador , por lo que la empresa manifestó que es un parámetro que no se podría cambiar pues el Diesel número 2 presenta múltiples ventajas , en especial económicas para no cambiarlo, por lo que las pérdidas por convección y radiación son las que deberán ser reducidas con la implementación de alguna mejora. (2)𝑄𝑇 = 𝑚̇𝑓 ∗ 𝑃𝐶𝐼 Con la ecuación (2) se puede evaluar el calor total suministrado por el combustible donde 𝑚̇𝑓 es el flujo másico del combustible y PCI es el poder calorífico inferior, en la tabla que se presenta a continuación se encuentran los datos de flujo másico del combustible y el poder calorífico inferior. [3] La eficiencia de una caldera se define como sigue: (3)%𝑛 = 𝑚̇𝑣 ∗ (ℎ2 − ℎ1 ) 𝑄𝑢 = 𝑚̇𝑓 ∗ 𝑃𝐶𝐼 𝑄𝑇 El calor total es la suma del calor útil más las pérdidas producidas, es decir: (4)𝑄𝑇 = 𝑄𝑢 + 𝑄𝑃 Como se mencionó anteriormente las pérdidas se dividirán pérdidas por radiación, por convección, por el calor sensible de los gases y por la combustión incompleta. En general, las pérdidas por radiación y convección representan el 80% de todas las pérdidas por lo que se procederá a establecer la relación matemática que permite cuantificarlas. (5)𝑄𝑃 = 𝑄𝑟𝑎𝑑 + 𝑄𝑐𝑜𝑛𝑣 + 𝑄𝐶𝐼 + 𝑄𝐺𝐶 (6)𝑄𝑐𝑜𝑛𝑣 = ℎ𝑜 ∗ (𝑇2 − 𝑇1 ) ∗ 𝐴 4 ) (7)𝑄𝑟𝑎𝑑 = 𝐴 ∗ 𝜖 ∗ 𝜎 ∗ (𝑇𝑠4 − 𝑇𝑎𝑙𝑟𝑑 Donde QCI es el calor perdido por la combustión incompleta y QGC es el calor perdido por los gases de combustión. Tabla 6. Valor Temperatura de agua de alimentación 28 Temperatura de vapor saturado para la esterilización. 150 Flujo másico del combustible 26.78 Poder Calorífico del combustible 45000 Coeficiente de convección del aire. 25 Temperatura ambiente. 25 Emisividad 0.3 Área 4.81 Presión al ingreso de la caldera 5 Presión a la salida de la caldera 50 2.3.3. Medición: Unidad °C °C Gal/h kJ/kg W/m2*K °C M2 bar bar Para la medición de las variables de Temperatura, presión y flujo másico se debe utilizar una cámara termográfica, manómetros y caudalímetros, es importante aclarar que muchos de los datos que se obtuvieron son requerimientos de trabajo para que el pescado sea cocido y esterilizado adecuadamente cumpliendo con los criterios de calidad establecidos. 2.3.4. Cálculos: Determinación de las entalpías a la entrada y a la salida de la cadera para el proceso de cocción y esterilización: Figura 5. Fuente: Propia. En la siguiente tabla se resumen los cálculos realizados para cada entrada y salida de calor: Tabla 7. Calor Total de entrada Calor Útil Pérdidas por convección y radiación Pérdidas por combustión incompleta y por calor sensible de los gases. Símbolo QT QU Valor [MJ/h] 3831.75 QRAD-CONV 3026.79 643.97 Qotras 160.99 Como se puede apreciar las pérdidas por convección y radiación son las más significativas , analizando este resultado con un balance exergético se tendría que la exergía destruida es igual al calor perdido, por lo que se utiliza la ecuación 1 para calcular la exergía destruida. [4] 𝑿𝒄𝒂𝒍𝒐𝒓 = (𝟏 − 𝟐𝟗𝟖 𝑴𝑱 ) ∗ 𝟔𝟒𝟑 [ ] 𝟒𝟐𝟑 𝒉 𝑴𝑱 ] 𝒉 Considerando un costo de producción del vapor de 2$/107J se tiene que el costo de la exergía destruida , es decir e la energía que no se convirtió en trabajo es de: 𝑿̇𝒄𝒂𝒍𝒐𝒓 = 𝟏𝟗𝟎. 𝟎𝟏 [ 190.01 ∗ 106 𝐽 2 $ $ 𝐶𝑜𝑠𝑡𝑜 𝑑𝑒 𝑙𝑎𝑠 𝑝é𝑟𝑑𝑖𝑑𝑎𝑠 = ∗ 7 = 38 ℎ 10 𝐽 ℎ Considerando una jornada de 8 horas al día y 5 días a la semana se tiene que anualmente se tiene un costo por pérdidas de: 𝐶𝑜𝑠𝑡𝑜 𝑑𝑒 𝑙𝑎𝑠 𝑝é𝑟𝑑𝑖𝑑𝑎𝑠 = 72960 2.4. $ 𝑎ñ𝑜 Oportunidades para la mejora de desempeño energético. La oportunidad de mejoramiento en el desempeño energético radica en la disminución de las pérdidas por convección y radiación, por lo que se puede optar por un aislamiento en la caldera con fibra de vidrio o cerámica, es importante considerar que el espesor de aislamiento no debe superar el radio crítico de aislamiento pues entonces dejará de cumplir con su objetivo. [5] 2.5. Resultados de la planificación: 2.5.1. Línea energética de base: Estará enfocada en la sección de esterilización pues la temperatura de esterilización es mayor que la de cocción, el periodo en la que se realizará cada revisión será trimestral pues los balances de la cantidad de combustible utilizado lo realizan trimestralmente. 2.5.2. Indicadores de desempeño energético: En este caso al disminuir las pérdidas se aumenta la eficiencia de la caldera, es decir se aprovecha más la energía del combustible, por lo que el indicador de desempeño energético será la disminución de las pérdidas por convección y radiación. Si es más bajo el calor perdido entonces el desempeño energético es más alto. 2.5.3. Objetivos Energéticos: Disminuir las pérdidas por convección y radiación en la caldera pirotubular. 2.5.4. Metas Energéticas: Reducir las pérdidas por convección y radiación en un 30 % en el año 2020. 3. Planes de Acción: Tabla 8. Plan de Acción Responsable Plazo Determinación de un espesor de aislamiento óptimo. Implementación del espesor en la caldera pirotubular de mayor consumo. Verificación de la reducción de las pérdidas por convección y radiación * Técnico Mantenimiento operaciones Técnico mantenimiento operaciones de Febrero-Marzo y Técnico mantenimiento operaciones de Abril-Junio y de Marzo-Abril y *El método para la verificación de la reducción de las pérdidas consiste en trimestralmente verificar que la temperatura superficial del aislante se encuentre a temperatura ambiente de esta forma no habrá intercambio de calor entre el ambiente y la caldera y por ende no se producirán los fenómenos de convección y radiación. 3.1. Registros y Control: El registro para la reducción de pérdidas por convección y radiación será el siguiente: Tabla 9. Temperatura [°C] superficial Trimestre [meses] Pérdidas convección radiación [MJ] por y El control se lo realizará trimestralmente. 4. Referencias: [1] Basu, P., Kefa, C., & Jestin, L. (2012). Boilers and burners: design and theory. Springer Science & Business Media. [2] Dukelow, S. G. (1986). The control of boilers. [3] Jovanović, B., & Filipović, J. (2016). ISO 50001 standard-based energy management maturity model–proposal and validation in industry. Journal of Cleaner Production, 112, 2744-2755. [4] Kakaç, S. (Ed.). (1991). Boilers, evaporators, and condensers. John Wiley & Sons. [5] Saidur, R., Ahamed, J. U., & Masjuki, H. H. (2010). Energy, exergy and economic analysis of industrial boilers. Energy policy, 38(5), 2188-2197