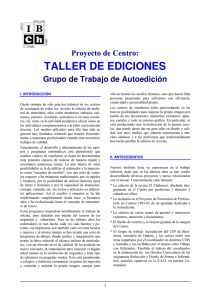
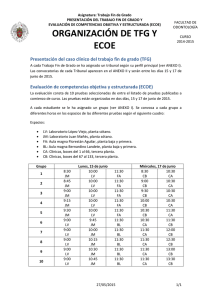
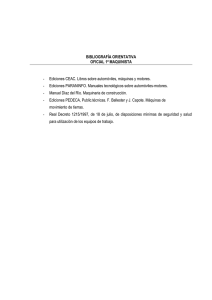
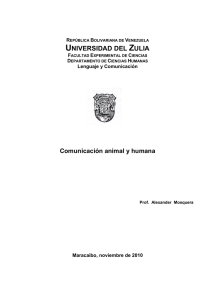
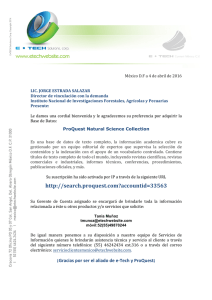
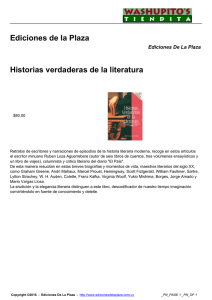
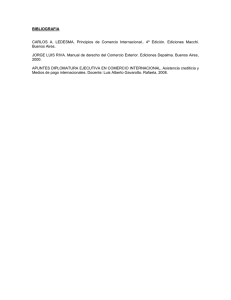
Capítulo 9 Productividad, capacidad y valor minuto Actualmente la industria debe competir ante un mercado global. Por esta razón es importante conocer lo productivos que somos y cómo aumentar la productividad. Dos de los estudios técnicos más importantes que generan mayor productividad son la normalización de procesos y el estudio de tiempos, los cuales buscan hacer más óptimo el trabajo. © ECOE EDICIONES Copyright © 2014. Ecoe Ediciones. All rights reserved. 9.1 Productividad La productividad es la relación que existe entre la producción obtenida por un sistema y los recursos utilizados. Se habla de productividad cuando en la actividad de producción logramos un rendimiento considerable de los insumos sin restar calidad y disminuyendo el costo final, lo que nos hace competitivos en el mercado. Al dirigir una planta de confección se deben tener en cuenta los modelos que se van a fabricar, la maquinaria acorde con el proceso de fabricación, las horas hombre, el tiempo de entrega de la materia prima y de los insumos (programación anticipada), los periodos de acondicionamiento de la materia prima y los tiempos en subprocesos externos. La relación entre producción e insumos se expresa en la siguiente fórmula: P = Producción/Recursos Productividad = Producción = Transformación de recursos hacia un objetivo común. Rojas, Navia, Carlos Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 177 Industria de la moda: producción y materiales Por esta razón es importante conocer que la productividad no solo es la fabricación de un lote de productos: es también la relación de cómo distribuimos los recursos para cumplir con la necesidad y con la expectativa de la compañía en cuanto a costo-beneficio. Por ejemplo, si se producen 1.000 camisas por día en Diseños M & M y las horas trabajo empleadas son 250, entonces la productividad por unidades horatrabajo sería: Productividad = 1000/ 250 = 4 unidades por hora trabajada Copyright © 2014. Ecoe Ediciones. All rights reserved. Ahora supongamos también que Diseños M & M cuenta con un equipo de cuatro personas que trabaja ocho horas por día (costo del día: $30.000 pesos) y los gastos generales son de $80.000 pesos diarios. Diariamente se fabrican 20 camisas. La empresa busca automatizar y mejorar sus métodos de trabajo de manera que puedan fabricar 35 camisas por día. Aun cuando el personal, sus horas de trabajo y los salarios serán los mismos, los gastos generales serán ahora de $150.000 pesos diarios: • Productividad laboral inicial = (20 camisas x día)/32 horas de trabajo = 0,6 camisas por hora-trabajo • Productividad laboral mejorada = (35 camisas x día)/32 horas de trabajo = 1,09 camisas por hora-trabajo • Productividad de múltiples factores inicial = (20 camisas x día)/ (30.000 + 80.000) = 0,00018 camisas por pesos • Productividad de múltiples factores mejorada = (35 camisas x día)/ (30.000 + 150.000) = 0,00019 camisas por pesos En este caso vemos que la productividad laboral aumentó de 0,6 a 1,09. El cambio es 1,09/0,6 = 1,82, o bien 82% de incremento en la producción laboral. Por otro lado, la producción de múltiples factores se incrementó de 0,00018 a 0,00019. Este cambio es 0,00019/0,00018 = 1,05 o 5% de incremento en la productividad de múltiples factores. 9.1.1 Indicadores en la productividad • Eficiencia: Es el indicador que busca el cumplimiento del objetivo esperado por medio de la comparación entre lo proyectado y lo realmente fabricado. Eficiencia = (Producción real/ Estándar de producción) x 100. Si, por ejemplo, María fabricó 56 unidades y su tarea era de 64 unidades en la jornada laboral, su índice de eficiencia será: Eficiencia = (56/64) x 100 = 87 % 178Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, Rojas, Navia, Carlos http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 9. Productividad, capacidad y valor minuto Por lo tanto, María por su jornada laboral estuvo el 87% del tiempo productiva y el 23% por debajo de su rendimiento esperado. • Eficacia: Está dada por el número de logros sobre el número de intentos. • Calidad: Es la relación que existe entre producción no conforme y la producción fabricada. • Oportunidad: Es la relación existente entre el tiempo de entrega y el tiempo requerido por el cliente. • Confiabilidad: es la relación existente entre el número de reclamos después de entregado el producto y el número de productos entregados. Si, por ejemplo, entregamos 56 blusas en dos días, aunque el cliente esperaba el lote en tres días, y de dicho lote 15 unidades fueron reprocesadas, tenemos: Eficacia de calidad = (15/56) x 100 = 27% porcentaje de mala calidad, o sea que se contó con un 73% de buena calidad. Eficacia de oportunidad = (3/2) x 100 = 150% • Efectividad: Es la medida del impacto de nuestra gestión tanto en el logro de los resultados como en el manejo de los recursos de una manera global. Por lo tanto, la efectividad es la integración del resultado de la eficiencia y la eficacia: Efectividad = 0,87 x 0,73 x 1,5 = 0,95 Esto significa que la empresa en este proceso tuvo una efectividad del 95%. En una planta de confección deben manejarse tres áreas claves del éxito: • Producción. • Ingeniería. • Recurso humano. Para llevar el control adecuado en cada una de estas claves es importante mantener unos indicadores actualizados, y la base para calcularlos se presenta en la siguiente igualdad: Eficiencia estándar = (Min. producidos/Min. en condiciones normales) x 100 © ECOE EDICIONES Copyright © 2014. Ecoe Ediciones. All rights reserved. 9.1.2 Indicadores básicos en una planta de confección La eficiencia estándar es responsabilidad directa del departamento de ingeniería, ya que una de sus obligaciones es el desarrollo de la resistencia y del rendimiento de los operarios mediante el análisis y mejoramiento de los métodos de trabajo. Rojas, Navia, Carlos Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 179 Industria de la moda: producción y materiales Minutos producidos = MEP =Unidades producidas x TSF TSF = Minutos estándar permitidos. Por ejemplo, si el TSF de un short es de 1,05 minutos y la cantidad de unidades de short producidas durante el día es 325: MEP = (1,05 x 325) = 341,25 minutos producidos durante el día Ahora bien: Minutos en condiciones normales = Minutos teóricos - Minutos fuera del estándar - minutos ausencia Por ejemplo, supongamos que un operario trabaja ocho horas al día, que equivalen a 480 minutos, y durante el día ha tenido los siguientes tiempos fuera del estándar: Daño mecánico: 25 min. Falta de trabajo: 12 min. Falta de insumos: 10 min. Minutos ausente: 30 min (permiso médico). Entonces: Minutos en condiciones normales = 480 - (25+12+10+30) = 403 min Eficiencia estándar = (341,25/403) x 100 = 84,6% La eficiencia fuera del estándar se refiere a los tiempos que no son tenidos en cuenta por su variabilidad aunque inciden en la operación, tales como demoras por ausentismo, reparaciones, falta de insumos y herramientas de trabajo, etcétera. Copyright © 2014. Ecoe Ediciones. All rights reserved. Eficiencia fuera del estándar = (1 - (minutos fuera del estándar/ Minutos presentes)) x100 Eficiencia fuera del estándar = (1 - (47/(480-30)) x 100 = 89% El grado de asistencia (GA) es el tiempo que el operario estuvo presente, independientemente de demoras en el proceso: GA = (1 - Minutos de ausencia/Minutos teóricos) GA = (1 - (30/480)) = 93% Efectividad del operario = (Minutos estándar producidos/Minutos teóricos) x 100 Efectividad del operario = (341,25/480) x 100 = 71,09% es el grado de productividad que genera la operación. El grado de productividad que genera la operación está directamente relacionado con el costo y por ello es clave en la gestión de cualquier empresa. 180Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, Rojas, Navia, Carlos http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 9. Productividad, capacidad y valor minuto Productividad de la operación = Ventas netas/Costo de mercancía vendida Tablero de control de producción en planta de confección INDICADOR DE EFECTIVIDAD EN PLANTA TSF 12 REFERENCIA 20200 minutos Número de operarios: Fecha: 25 12 10 Línea: Dama 2011 Módulo: 5 Tipo de prenda : Blusa Indicador / Horario 1 2 3 4 5 6 7 8 Promedio Cantidad programada 50 50 50 50 50 50 50 50 50 Cantidad real 40 45 43 30 32 50 46 39 41 % de eficiencia : 80% 90% 86% Calidad (no pasa) 3 4 5 % de eficacia 93% 91% 88% 97% 94% 94% 85% 79% 90% % de Efectividad: 74% 82% 76% 58% 60% 94% 78% 62% 73% 60% 64% 100% 92% 78% 1 2 3 7 8 81% 4 Cantidad programada = (60 min x hora/TSF min x Unid.) x Número de operarios En el ejemplo se expone que la producción real en la primera hora es de 40 unidades: % de eficiencia = (Cantidad real/Cantidad programada) x 100 % de eficiencia = (40 unidades x hora/50 unidades x hora) x 100 = 80% Calidad no pasa = Unidades defectuosas © ECOE EDICIONES Copyright © 2014. Ecoe Ediciones. All rights reserved. Cantidad programada = (60 min x hora/12 min x Unid.) x 10 operarios Cantidad programada = (5 Unid. x hora) x 10 operarios = 50 unidades x hora Cantidad real = producción fabricada Las unidades defectuosas son las que no cumplen con las especificaciones requeridas por el producto. En el ejemplo se exponen tres unidades defectuosas en la primera hora de producción: % de eficacia = (1 - (Unidades defectuosas/Cantidad real)) x 100 % de eficacia = (1 - (3/40)) x 100 = 93% % de efectividad = % de eficiencia x % de eficacia % de efectividad = 80% x 93% = 74% Rojas, Navia, Carlos Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 181 Industria de la moda: producción y materiales Promedio = Sumatoria de los indicadores para cada periodo/ Número de periodos % de efectividad promedio = (74%+82%+76%+58%+60%+94 %+78%+62%)/8 periodos = 73% A continuación analizamos otros indicadores que se deben tener en cuenta en el seguimiento y control en la gestión de empresas de confección y de moda. 9.2 Capacidad La capacidad de producción es el nivel de unidades a fabricar en un tiempo establecido; esta se puede determinar por cada línea de producción con la que cuente la compañía o de manera general, este dato es necesario para la toma de decisiones y cualquier tipo de negociación que desee establecer la compañía. Por ejemplo, si una empresa de confección desea pactar un negocio para manufacturar una prenda deberá como mínimo contar con el dato de capacidad de producción para no hacer una negociación subjetiva. Finalmente, se debe tener en cuenta que para liquidar la cantidad de unidades que se pueden fabricar hay que tener claro los recursos con los que se cuentan como maquinaria y equipo y la optimización en las diferentes actividades de la operación. 9.2.1 Capacidad punto de equilibrio Copyright © 2014. Ecoe Ediciones. All rights reserved. Es la capacidad que define cuánto debemos producir y vender para poder hacerles frente a todas las responsabilidades de la empresa. Cuando esta cumple con la capacidad punto de equilibrio no pierde ni gana dinero1. En Milena Chaquetas SAS, por ejemplo, se cuenta con unos costos fijos de $3.000.000 de pesos. El costo de la mano de obra directa para la confección de una chaqueta es de $5.000 y el de los materiales de fabricación por unidad son de $20.000. El precio de venta es de $200.000 pesos para cada chaqueta. Definiremos el punto de equilibrio en unidades y en dinero. CF = Costos fijos = 3.000.000 PV = Precio de venta = 200.000 CV = Costo variable = 25.000 QEP = Cantidad punto de equilibrio Punto de equilibrio en unidades = Costos fijos/(Precio de venta por unidad - Costo de venta por unidad) Punto de equilibrio en ventas = Costos fijos/ 1 - (Costo variable total/Venta total) 1 Gómez Bravo (2005) ilustra el tema de punto de equilibrio y provee ejemplos que amplían la perspectiva en el análisis (pág. 386). 182Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, Rojas, Navia, Carlos http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 9. Productividad, capacidad y valor minuto PQUNDS = CF/PV - CV PQVENTAS = CF/1 - (CV/PV) PQUNDS = (3.000.000)/200.000 - 25.000 = 17,14 Unidades PQVENTAS = (3.000.000)/1 - (25.000/200.000) = 3.428.572 pesos PUNTO DE EQUILIBRIO Costo fijo total $ 3.000.000,00 A Costo variable unitario $ 25.000,00 B Precio de venta unitario $ 200.000,00 C INGRESO POR VENTA E=D*C COSTO VARIABLE F=D*B COSTO FIJO A COSTO TOTAL G=F+A RESULTADO OPERATIVO H=E-G 1 $ 200.000,00 $ 25.000,00 $ 3.000.000,00 $ 3.025.000,00 $ (2.825.000,00) 2 $ 400.000,00 $ 50.000,00 $ 3.000.000,00 $ 3.050.000,00 $ (2.650.000,00) 3 $ 600.000,00 $ 75.000,00 $ 3.000.000,00 $ 3.075.000,00 $ (2.475.000,00) 4 $ 800.000,00 $ 100.000,00 $ 3.000.000,00 $ 3.100.000,00 $ (2.300.000,00) 5 $ 1.000.000,00 $ 125.000,00 $ 3.000.000,00 $ 3.125.000,00 $ (2.125.000,00) 6 $ 1.200.000,00 $ 150.000,00 $ 3.000.000,00 $ 3.150.000,00 $ (1.950.000,00) 7 $ 1.400.000,00 $ 175.000,00 $ 3.000.000,00 $ 3.175.000,00 $ (1.775.000,00) 8 $ 1.600.000,00 $ 200.000,00 $ 3.000.000,00 $ 3.200.000,00 $ (1.600.000,00) 9 $ 1.800.000,00 $ 225.000,00 $ 3.000.000,00 $ 3.225.000,00 $ (1.425.000,00) 10 $ 2.000.000,00 $ 250.000,00 $ 3.000.000,00 $ 3.250.000,00 $ (1.250.000,00) 11 $ 2.200.000,00 $275.000,00 $ 3.000.000,00 $ 3.275.000,00 $ (1.075.000,00) 12 $ 2.400.000,00 $300.000,00 $ 3.000.000,00 $ 3.300.000,00 $ (900.000,00) 13 $ 2.600.000,00 $ 325.000,00 $ 3.000.000,00 $ 3.325.000,00 $ (725.000,00) 14 $ 2.800.000,00 $ 350.000,00 $ 3.000.000,00 $ 3.350.000,00 $ (550.000,00) 15 $ 3.000.000,00 $ 375.000,00 $ 3.000.000,00 $ 3.375.000,00 $ (375.000,00) 16 $ 3.200.000,00 $ 400.000,00 $ 3.000.000,00 $ 3.400.000,00 $ (200.000,00) 17 $ 3.400.000,00 $ 425.000,00 $ 3.000.000,00 $ 3.425.000,00 $ (25.000,00) 18 $ 3.600.000,00 $ 450.000,00 $ 3.000.000,00 $ 3.450.000,00 $ 150.000,00 19 $ 3.800.000,00 $ 475.000,00 $ 3.000.000,00 $ 3.475.000,00 $ 325.000,00 20 $ 4.000.000,00 $ 500.000,00 $ 3.000.000,00 $ 3.500.000,00 $ 500.000,00 Tabla 9.1 Capacidad punto de equilibrio © ECOE EDICIONES Copyright © 2014. Ecoe Ediciones. All rights reserved. UNIDADES D 9.3 Liquidación valor minuto En la tabla se observa que a partir de la venta de 18 unidades la empresa tiene un resultado operacional positivo sobre la venta. A continuación se expone el paso a paso para liquidar el valor minuto: Rojas, Navia, Carlos Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 183 Industria de la moda: producción y materiales • Tomamos un almanaque y contamos el número de días que realmente se trabajan al año: los días hábiles en los que trabaja la empresa únicamente. Por esta razón descontamos domingos, festivos, vacaciones colectivas y, en dado caso, los sábados si no se trabaja. • Dividimos el total de días hábiles en el año por doce. El resultado dará el número exacto de días trabajados por mes. • Calculamos el número de horas diarias de trabajo efectivo. Tomamos el total de horas programadas en el horario laboral y descontamos los descansos y un promedio de tiempo en que las máquinas y el personal están quietos por mantenimiento o por imprevistos. • Multiplicamos las horas diarias de trabajo por el número de trabajadores en planta en la empresa. El resultado nos dará el total de horas labor por día. • Multiplicamos el total de horas trabajadas por día por el número de días labor. El resultado nos dará el número de horas reales trabajadas por producción por mes. Copyright © 2014. Ecoe Ediciones. All rights reserved. Entonces: DETALLE Días hábiles Días x mes Horas por día programadas Almuerzo Descanso Mantenimiento e imprevistos Total horas de trabajo efectivo Operarios Horas diarias de trabajo efectivo en planta Horas de trabajo efectivo por mes Costos y gastos fijos por mes $ Costos y gastos fijos por hora $ Costos y gastos fijos por minuto $ DIA / HORA 245 días x año 20,42 días x mes 10 horas 1 hora 0,5 hora 0,5 hora 8 horas 9 72 horas x día 1470 horas x mes 12.476.000,00 8.487,07 141,45 Tabla 9.2 Liquidación Costo y Gastos por minuto Costo y gastos fijos por hora = 12.476.000/1.470 horas x mes = $8.487 Costo y gastos fijos por minuto = $8.487 hora/60 min x hora = $141 184Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, Rojas, Navia, Carlos http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 9. Productividad, capacidad y valor minuto DESCRIPCIÓN VALOR DETALLE Salario mensual $ 887.173,00 Mes Salario diario $ 29.572,43 30 días/mes Salario por hora $ 3.696,55 8 horas/día Salario por minuto $ 61,61 60 min./hora Costo y gasto total por minuto $ 141,00 Total costo del minuto $ 202,61 Utilidad esperada 30% TOTAL VALOR MINUTO $ 289,00 Tabla 9.3 Liquidación Valor minuto Salario diario = Salario mensual/Número de días que se labora al mes Salario diario = $887.173/30 = $29.572 Salario por hora = Salario diario/Número de horas labor en el día Salario por minuto = Salario por hora/60 minutos – hora Salario por minuto = $3.696,55/60 = $61,61 Total costo del minuto = Salario por minuto + Costos y gasto por minuto Total costo del minuto = $61,61 + $141 = $202,61 En la siguiente tabla observamos una liquidación total del costo de una prenda conociendo nuestro valor minuto: © ECOE EDICIONES Copyright © 2014. Ecoe Ediciones. All rights reserved. Salario por hora = $29.572/8 = $3.696,55 Rojas, Navia, Carlos Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 185 Copyright © 2014. Ecoe Ediciones. All rights reserved. Industria de la moda: producción y materiales REFERENCIA TIEMPOS RESULTADO CONVERSIÓN PRECIO CONSTANTE BLUSA RIEMMAN 18,47 23,45 DESCRIPCIÓN FASE TIEMPO ESTÁNDAR TSF UNIR CORTE DELANTERO x 2 0,34 0,57 $ 202,61 $ 114,81 UNIR HOMBROS 0,17 0,28 $ 202,61 $ 57,41 MARQUILLAR 0,45 0,75 $ 202,61 $ 151,96 UNIR CORTES ESPALDA x 2 0,49 0,82 $ 202,61 $ 165,46 HACER FUELLO EN MANGA x 2 0,52 0,87 $ 202,61 $ 175,60 UNIR CANEZU Y FALDA A PRETINA 0,57 0,95 $ 202,61 $ 192,48 UNIR TIRA EN PLANA 1,39 1,65 $ 202,61 $ 334,31 VOLTEAR EL CORDÓN 0,49 0,82 $ 202,61 $ 165,46 PESPUNTE DE TIRAS 2,42 2,70 $ 202,61 $ 547,05 UNIR PUÑOS A MANGA x 2 1,22 1,37 $ 202,61 $ 276,90 UNIR HOMBRO A LA COCOTERA Y FILETEAR 0,34 0,57 $ 202,61 $ 114,81 UNIR TIRA A FRENTE CON HEBILLAS 2,32 2,53 $ 202,61 $ 513,28 UNIR TIRA A MANGA CON HEBILLA x 2 2,24 2,40 $ 202,61 $ 486,26 COLOCAR FALSO A CUELLO 0,58 0,97 $ 202,61 $ 195,86 PESPUNTE FALSO 0,45 0,75 $ 202,61 $ 151,96 COLOCAR MANGAS x 2 1,35 1,58 $ 202,61 $ 320,80 COSTADOS 1,43 1,72 $ 202,61 $ 347,81 DOBLADILLO 0,55 0,92 $ 202,61 $ 185,73 REMATE 1,15 1,25 $ 202,61 $ 253,26 $ VALOR OPERACIÓN 202,61 $ 4.751,20 Tabla 9.4 Liquidación de valor por operación 9.4 Sistema de producción modular El sistema modular busca organizar y tecnificar la producción en lotes con el objeto de contar con una producción continua. En un módulo siempre se asignarán estaciones a cada una de las operaciones que conforman el proceso. Cada estación busca producir una pieza o ensamblar una pieza que haga parte del producto final. Además, en el módulo se debe contar con operarios polivalentes que sean capaces de apoyar a sus compañeros o suplir en su momento a algún operador, lo cual no genera dependencia de la mano de obra en una actividad. 186Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, Rojas, Navia, Carlos http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 9. Productividad, capacidad y valor minuto Estación 2 Estación 1 Estación 3 Estación 4 Blusa Descripción de operación Unir hombro Sesgo cuello Unir segundo hombro Unir mangas Unir costados Dobladillo mangas Dobladillo ruedo © ECOE EDICIONES Copyright © 2014. Ecoe Ediciones. All rights reserved. LAYOUT MÓDULO Remate y control calidad Empaque Figura 9.1 Rojas, Navia, Carlos Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 187 Industria de la moda: producción y materiales Copyright © 2014. Ecoe Ediciones. All rights reserved. Características que se deben tener en cuenta al establecer un trabajo modular • Identificar la maquinaria que se ajuste al tipo de proceso que se llevará a cabo para el ensamble del lote de producción. • Ordenar la maquinaria de manera lógica para evitar el desplazamiento innecesario y el tiempo muerto. • Identificar operarios polivalentes que sean capaces de desempeñar varias operaciones en el equipo. • Establecer el layout definitivo y el balanceo del módulo. • Es recomendable que un módulo se establezca en el rango de mínimo cuatro personas y máximo siete. • Debe haber cohesión, asignación de roles y de normas, comunicación y definición de objetivos. • Se debe elegir por votación un líder en el módulo, que es el encargado de la administración de la operación. • Motivar al equipo de trabajo con incentivos para superar la productividad establecida como estándar. • Bautizar el módulo para que adquiera identidad propia frente al equipo de trabajo y genere reconocimiento si realiza bien su trabajo. 9.5 Balanceo El balanceo es la distribución óptima de las tareas presentes en un proceso con el objetivo de equilibrar las cargas de trabajo y obtener un flujo continuo. El layout es la distribución física óptima de la maquinaria, el material y el recurso humano, a través de la cual se busca reducir distancias y contar con un flujo eficiente. Por ejemplo: 188Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, Rojas, Navia, Carlos http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 9. Productividad, capacidad y valor minuto Programación de blusas 5.000 Unidades Tiempo Operación Operario Unir hombro 0,14 A Sesgo cuello 0,18 Sdo hombro Blusa Capacidad Min Pn Detalle X hora Perdida Acumulada Ana 428,6 0 0 B Rosa 333,3 13 95 Cuello de botella 0,27 C Pepa 222 20 111 Cuello de botella Unir mangas 0,52 D María 115 29 107 Cuello de botella Unir costados 0,59 E Josefa 102 7 14 Cuello de botella Dobladillo magas 0,65 F Raquel 92 6 9 Cuello de botella Dobladillo ruedo 0,45 G Paola 133 18 -41 Tiempo muerto Remate y control calidad 0,35 H Dilsa 171 14 -38 Tiempo muerto Revisión y control de calidad prenda lista para empaque 0,16 I Yudi 375 7 -204 Tiempo muerto Tiempo total 3,31 18 114 Descripción Fase Tabla 9.5. Análisis de un proceso actual Producción acumulada = Capacidad anterior - Capacidad actual = 428,6 - 333,3 = 95,3 unidades Minutos perdidos = Tiempo de operación x Producción acumulada = 0,14 x 95 = 13 minutos Distribución actual lineal © ECOE EDICIONES Copyright © 2014. Ecoe Ediciones. All rights reserved. Capacidad x hora = Minutos x hora/Minutos de la operación = 60/0,14 = 428,6 unidades FL 4H CLL FL 4H FL 4H FL 4H CLL CLL NÚMERO DE OPERARIOS NÚMERO DE MÁQUINAS Rojas, Navia, Carlos Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. MESA 9 7 189 Industria de la moda: producción y materiales Blusa Descripción de operación Capacidad Minutos Pn X hora Pérdida Acumulada Ana 0 0 Ana 0 0 Cuello de botella 0 0 Cuello de botella 0 0 Cuello de botella 0 0 Cuello de botella 0 0 Cuello de botella 0 0 Tiempo muerto Ana 0 0 Tiempo muerto Ana 0 0 Tiempo muerto Tiempo Operación Operario Unir hombro 0,14 A Sesgo cuello 0,18 B Unir segundo hombro 0,27 C Ana Unir mangas 0,52 D Rosa Unir costados 0,59 E Rosa Dobladillo mangas 0,65 F Pepa Dobladillo ruedo 0,45 G Pepa Remate y control calidad 0,35 H Empaque 0,16 I Tiempo total 3,31 55 54 55 Detalle 1 8 0 Tabla 9.6 Análisis proceso mejorado Cuando se inicia el balanceo es fundamental distribuir las cargas para nivelar el proceso y evitar cuellos de botella y tiempos muertos. Esto debe hacerse con base en un trabajo modular, el cual busca acomodar las máquinas de manera que permitan un buen flujo de las operaciones. Los pasos son los siguientes: a) Dividir el total del tiempo de la confección de la prenda entre el número promedio de operarios que participan en la confección. Si por ejemplo contamos con tres operarios: Carga por operario promedio = Tiempo total de confección/Número de operarios Copyright © 2014. Ecoe Ediciones. All rights reserved. Carga por operario promedio = 3,31/3 = 1,10 min e s e l tiempo promedio de confección por operario. b) En esta etapa se suma el tiempo de las operaciones, el cual no debe ser superior a la carga por operario promedio: en este caso 1,10 minutos. c) Se define un grupo de colaboradores que sean polivalentes. d) Se deberá definir solo tres partes del tiempo ya que solo habrá tres personas para distribuir las cargas. e) Se deberá tener en cuenta la agilidad de cada operario para poder asignar la parte de tiempo más idónea según la experiencia y la operación que se va a realizar. Por ejemplo, si exponemos la suma de las operaciones que conforman una etapa y el operario asignado, tenemos: 190Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, Rojas, Navia, Carlos http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 9. Productividad, capacidad y valor minuto Unir hombro 0,14 ANA Sesgo cuello 0,18 ANA Segundo hombro 0,27 ANA Remate y control calidad 0,35 ANA Revisión y control de calidad prenda lista para empaque 0,16 ANA Total 1,10 Dobladillo mangas 0,65 Pepa Dobladillo ruedo 0,45 Pepa Total 1,10 Unir mangas 0,52 Rosa Unir costados 0,59 Rosa Total 1,11 Tabla 9.7 Distribución de cargas f) Finalmente, procedemos a definir la cantidad de máquinas que se van a utilizar y el layout u organización del área de trabajo. En este caso se observa que los colaboradores van a utilizar más de una máquina para más de una operación. © ECOE EDICIONES Copyright © 2014. Ecoe Ediciones. All rights reserved. LAYOUT MÓDULO Figura 9.2 Rojas, Navia, Carlos Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 191 Industria de la moda: producción y materiales Blusa Descripción de operación Unir hombro Sesgo cuello Segundo hombro Unir mangas Unir costados Dobladillo mangas Dobladillo ruedo Remate y control calidad Revisión y control de calidad prenda lista para empaque Operación A B C D E F G H I Tareas Precedentes 0 A B A,C D E E F,G H ESTACIÓN 1 ESTACIÓN 2 Copyright © 2014. Ecoe Ediciones. All rights reserved. Figura 9.3 Ventajas y mejoras que generan el ejemplo de balanceo • Se disminuye el personal: en el ejemplo se necesitaron seis personas menos, mientras el sistema no balanceado requería nueve para producir la misma cantidad de prendas. • Se reduce la cantidad de maquinaria necesaria: ahora son tres máquinas menos, lo cual genera un óptimo flujo de proceso y reduce espacio en la planta. • Se eliminan cuellos de botella por acumulación de trabajo y se eliminan los tiempos muertos en la operación. • Se observa que finalmente en el proceso balanceado se elimina la pérdida de dinero por día labor, se reduce el personal en un 200% y la capacidad instalada se reduce en un 75%. 9.6 La planeación agregada Sirve como eslabón entre las decisiones sobre las instalaciones y la programación. La decisión de la planeación agregada establece niveles de producción generales a mediano plazo; es por ello que se hace necesario que en la empresa se implementen dichos procesos, tomando decisiones y políticas que se relacionen con el tiempo extra, contrataciones, despidos, subcontrataciones y niveles de 192Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, Rojas, Navia, Carlos http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 9. Productividad, capacidad y valor minuto inventario. El conocimiento de estos factores nos permitirá determinar los niveles de producción que se plantean y la mezcla de los recursos por utilizar. Primer ejemplo de planeación agregada Una fábrica de vestidos preparó el siguiente pronóstico para cada mes: Demanda esperada Días de producción Marzo 150 25 Abril 200 25 Mayo 180 25 Junio 130 25 Mes Tabla 9.8 Demanda Vs. días de producción a) Calcule la demanda por día para cada mes. b) ¿Cuál es el requerimiento de unidades por día? c) ¿Cuántas unidades promedio se deben fabricar al mes? Marzo Demanda esperada 150 Abril 200 Mes Días de producción Demanda por día 25 6 25 8 Mayo 180 25 7 Junio 130 25 5 Promedio 165 25 7 d) Según la información anterior y la del costo planteado a continuación, analice cuál será la mejor opción o plan para fabricar los vestidos: © ECOE EDICIONES Copyright © 2014. Ecoe Ediciones. All rights reserved. Tabla 9.9 Demanda diaria • Costo de mantener el inventario mensual: $330. • Costo de subcontratar por unidad: $40 por unidad • Salario por un día (ocho horas trabajadas por día): $56. • • • • Horas de mano de obra para producir un vestido: 2. Costo de incrementar la tasa de producción diaria: $200 por unidad. Costo de disminuir la tasa de producción diaria: $600 por unidad. El pronóstico es liquidado teniendo en cuenta el promedio de la demanda esperada, que es igual a 165 unidades, más 10 unidades adicionales que se estimaron de colchón. Rojas, Navia, Carlos Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 193 Industria de la moda: producción y materiales Plan 1: Contar con una fuerza de trabajo y producción constante según el requerimiento promedio por día. Inicialmente seleccionamos la mayor demanda por día y la multiplicamos por el número de días; 7 unidades x 25 días = 175 unidades Pronóstico = 175 unidades Manejo de inventario Mes Pronóstico Demanda esperada Inventario Inventario acumulado Marzo 175 150 25 25 Abril 175 200 -25 0 Mayo 175 180 -5 -5 Junio 175 130 45 40 Total inventario 60 Copyright © 2014. Ecoe Ediciones. All rights reserved. Tabla 9.10 Gestión inventario Inventario = Pronóstico - Demanda esperada marzo = 175 - 150 = 25 Abril = 175 - 200 = -25 Mayo = 175 - 180 = -5 Junio = 175 - 130 = 45 Inventario acumulado = Inventario acumulado - Inventario actual marzo = Abril = 25 – 25 = 0 Mayo = 0 – 5 = -5 Junio = -5 + 45 = 40 Costo total de inventario = Total inventario x Costo de mantener el inventario Costo total de inventario = 60 x 330 = $19.800 Costo total de tiempo labor = Total horas x Costo por hora • Según los datos, en dos horas se hace un vestido. Para saber en cuántas horas se hacen 700 vestidos (los 700 vestidos son la sumatoria del pronóstico de los cuatro meses), aplicamos una regla de tres: X = (700 vestidos x 2 horas)/1 vestido = 1.400 horas • Si ocho horas de trabajo cuestan por persona $56 pesos, una hora de trabajo vale: Costo de la hora = 56/8 = $7 por hora Entonces el costo total del tiempo labor es igual a: Costo total de tiempo labor = 1.400 horas x $7 = $9.800 194Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, Rojas, Navia, Carlos http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 9. Productividad, capacidad y valor minuto Opción 1. Ct inventario 19.800 Ct tiempo labor 9.800 Costo total $ 29.600,00 Tabla 9.11 Costo total opción 1 • Si el costo de una hora de trabajo es de $7 (Costo de la hora = 56/8 = $7 por hora), entonces liquidamos para la opción dos el costo total de trabajo en planta. • Si el tiempo para fabricar un vestido es de dos horas, entonces el costo de trabajo por vestido es: 2 x $7 pesos la hora = $14 pesos • Si en planta se fabrican 500 vestidos, entonces para conocer el costo de trabajo en planta resolvemos la siguiente operación: Costo de trabajo en planta = Unidades x Costo de trabajo en planta por unidad Costo de trabajo en planta = 500 x 14 = $7.000 pesos Costo de subcontratar = Unidades para subcontratar x Costo de subcontratar por unidad Costo de trabajo en planta = 160 unidades x $40 pesos la unidad = $6.400 pesos Producción más baja: 5 unidades Días de producción: 100 Producción en planta Demanda esperada 500 unidades 660 unidades Unidades para subcontratar en satélite 160 unidades Opción 2 Ct trabajo en planta © ECOE EDICIONES Copyright © 2014. Ecoe Ediciones. All rights reserved. Plan 2: Tomar la cantidad menor de unidades por día que se va a producir durante todos los meses (cinco unidades) y mandar a confeccionar a alguna empresa satélite el resto de producción: 5 Unid. x 25 días de labor en el mes x 4 meses = 500 unidades fabricadas en planta Ct subcontratar COSTO TOTAL 7.000 6.400 $ 13.400 Tabla 9.12 Costo total opción 2 Rojas, Navia, Carlos Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 195 Industria de la moda: producción y materiales Plan 3: Contratar y despedir según la producción que se requiere por mes. Costo de producción = Demanda x costo de trabajo en planta por unidad Costo de producción marzo = 150 x $14 pesos por unidad= $2.100 Costo de producción abril = 200 x $14 pesos por unidad = $2.800 Costo de producción mayo = 180 x $14 pesos por unidad = $2.520 Costo de producción junio = 130 x $14 pesos por unidad = $1.820 Aumentar la producción = (Producción de día actual - Producción de día anterior) x Costo de incrementar la tasa de producción diaria Aumentar la producción = (8 - 6) x 200 = $400 pesos Disminuir la producción = (Producción de día anterior - Producción de día actual) x Costo de disminuir la tasa de producción diaria Aumentar la producción = (8 - 7) x $600 pesos = $600 pesos Copyright © 2014. Ecoe Ediciones. All rights reserved. Aumentar la producción = (7 - 5) x $600 pesos = $1.200 pesos Mes Demanda Producción x día Costo de producción Aumentar la Disminuir la Costo total producción producción Marzo 150 6 $ 2.100,00 $ 2.100,00 Abril 200 8 $ 2.800,00 Mayo 180 7 $ 2.520,00 $ 600,00 $ 3.120,00 Junio 130 5 $ 1.820,00 $ 1.200,00 $ 3.020,00 $ 1.800,00 $ 11.440,00 Costo total $ 9.240,00 $ 400,00 400,00 $ 3.200,00 Tabla 9.13 Costo total opción 3 Finalmente se observa que la mejor opción de trabajo es la número tres: contratar y despedir según los requerimientos del mercado. Segundo ejemplo Veremos a continuación un proceso de planeación que busca seleccionar la mejor alternativa de fabricación en el sector de confecciones. La empresa Situ Design SAS, dedicada a la confección de prendas de vestir para dama, actualmente conoce cuáles son los costos y gastos en su operación. Quiere seleccionar la mejor opción de fabricación de sus productos y cuenta con la siguiente información: 196Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, Rojas, Navia, Carlos http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 9. Productividad, capacidad y valor minuto DETALLE Costo de inventario por mes COSTO Jefe de almacén Auxiliar almacén $ $ 2.277.500,00 Pesos 854.461,17 Pesos $ 7.000 unidades 3.036.666,67 Pesos $ 9.110.000,00 Pesos Transporte y visita a satélite $ 600.000,00 Pesos Costo de confección de satélite $ 6.500,00 Pesos Costo de subcontratación outsourcing $ 7.500,00 Pesos Salario por día $ 46.995 Pesos Promedio de prendas en inventario Costos administrativos 1 Jefe de gestión producción 2 Supervisor de planta y patinador 2 Supervisor de calidad DETALLE TIEMPO Unidades por día que fabrica un operario 8 unidades Horas trabajadas en planta 8 horas Tabla 9.14. Costos de la gestión en la operación Opción 1: Analicemos cuál sería el costo total de fabricación si contáramos con una demanda promedio constante de producción. PRONÓSTICO © ECOE EDICIONES Copyright © 2014. Ecoe Ediciones. All rights reserved. Mes Julio Agosto septiembre octubre noviembre diciembre enero febrero marzo abril Mayo junio Demanda esperada A Días de producción B Demanda por día Calculada 2100 2700 3300 3900 4500 5100 3900 4500 5100 5700 6300 6300 24 26 26 25 24 22 25 24 25 24 25 24 88 104 127 156 188 232 156 188 204 238 252 263 Promedio 25 183 A/B Tabla 9.15 Pronóstico promedio Rojas, Navia, Carlos Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 197 Industria de la moda: producción y materiales Teniendo en cuenta el pronóstico, se observa que contamos con una demanda constante promedio por día, la cual multiplicaremos por la cantidad de días en el mes. Por ejemplo, multiplicar los 24 días del mes de julio por las 183 unidades promedio fabricadas nos indica que para el mes de julio se fabricarían 4.392 unidades, las cuales nos generarían un inventario de 2.292 unidades, las cuales se acumulan con el fin de suplir los faltantes futuros en la producción mensual esperada. A continuación veremos en la siguiente tabla los movimientos presentes para cada mes: Producción de 183 unid x día Pronóstico Cambio en el Inv. mensual Inventario final Julio 4.392 2.100 2.292 2.292 Agosto 4.758 2.700 2.058 4.350 Septiembre 4.758 3.300 1.458 5.808 Octubre 4.575 3.900 675 6.483 Noviembre 4.392 4.500 -108 6.375 Diciembre 4.026 5.100 -1.074 5.301 Enero 4.575 3.900 675 5.976 Febrero 4.392 4.500 -108 5.868 Marzo 4.575 5.100 -525 5.343 Abril 4.392 5.700 -1.308 4.035 Mayo 4.575 6.300 -1.725 2310 Junio 4.392 6.300 -1.908 402 Mes Total inventario Copyright © 2014. Ecoe Ediciones. All rights reserved. COSTOS 54.543 Por unid COSTO TOTAL Manejo de inventario Gestión administrativa Trabajo en tiempo normal $ $ $ 24.403.793,99 145.760.000,00 316.055.572,86 Costo total $ 486.219.366,85 Tabla 9.16 Costo total opción 1 En la Tabla 9.16 se observa que contamos con tres costos significativos: uno que es el manejo de inventarios que sale del total de lo que cuesta mantener el inventario ($3.131.962) dividido por el promedio de prendas mensuales estimadas en inventario (7.000 unidades), y finalmente multiplicado por el total de prendas que rotaron en el inventario (54.543 unidades). El siguiente elemento del costo fue la gestión administrativa, que sale de la sumatoria de los costos estimados para esta área ($12.146.667) multiplicada por los doce meses del año. 198Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, Rojas, Navia, Carlos http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 9. Productividad, capacidad y valor minuto Finalmente, se liquida el costo de mano de obra directa, teniendo en cuenta que según la Tabla 9.14 un operario fabrica ocho unidades por día: como necesitamos fabricar un promedio de 183 unidades por día, entonces dividimos las 183 unidades requeridas entre l a s o c h o unidades que fabrica un operario, lo que nos da como resultado que necesitaríamos 23 operarios para la fabricación diaria requerida. Por consiguiente, multiplicamos el promedio de días (25) por los operarios necesarios, por el costo del día labor ($46.995), por los doce meses del año y finalmente obtenemos el costo de trabajo en tiempo normal. Opción 2: La empresa desea conocer cuánto le costaría no tener prendas en inventario y fabricar exactamente lo que se necesita, teniendo en cuenta que puede subcontratar con satélites de confección parte de la producción y la otra parte la puede fabricar en planta. Tomamos la cantidad mínima de unidades que se fabricarían por día para no incurrir en costos de inventarios. En este caso, según la Tabla 9.14, sería 88 unidades. Si tenemos en cuenta que un operario confecciona ocho unidades por día, al dividir las unidades requeridas entre las unidades hombre por día (88 unidades por día/8 unidades por día hombre) nos da como resultado que necesitamos 11 operarios por día para la fabricación de las 88 unidades. Contando con los datos mencionados, observamos en la siguiente tabla cuál sería el costo final de la opción 2: Producción interna Operarios Costo de confección de satélite Unidades fabricadas durante el año = 88 por día 11 $ 6.500 Pesos 53.400 Unidades COSTOS COSTO TOTAL Gestión administrativa $ 145.760.000 Trabajo en tiempo normal $ 151.983.008 (11 operarios x Costo del día x Número Costo de confección de satélite Visitas a satélite de días labor x 12 meses) $ 175.500.000 (Unidades subcontratadas x Costo de confección de satélite) $ 7.200.000 (Costo de transporte y visita a satélite (Tabla 9.14) x 12 meses) © ECOE EDICIONES Copyright © 2014. Ecoe Ediciones. All rights reserved. Producción interna mensual = 2.200 Unidades (88 unidades fabricadas por día x 25 días promedio de fabricación) Unidades subcontratadas = 27.000 Unidades (Total unidades fabricadas durante el año - Producción interna anual) Costo total $ 480.443.008 Tabla 9.17 Costo total opción 2 Rojas, Navia, Carlos Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 199 Industria de la moda: producción y materiales Opción 3: La empresa desea conocer cuánto le costaría fabricar toda la producción estimada durante el año trabajando según los requerimientos por mes. En este caso entraría en costos de contratación y despidos de personal según la necesidad de la demanda. Actualmente se cuenta con un costo por unidad de fabricación en planta de $5.874. Al multiplicar este costo por las unidades pronosticadas se obtiene el costo básico de producción (2.100 x $5.874 = 12.335.400). También se cuenta con un costo de contratación de personal de $864.461. Si se considera el costo de contratación, se liquida el costo por aumento de la producción restándole a la cantidad de operarios actuales los operarios del mes anterior. La diferencia se multiplica por el costo de contratación ((13 - 11) x $864.461 = 1.728.922). Finalmente se cuenta con un costo de despido de $2.800.000. A partir de este dato podemos liquidar el costo de disminución de la producción con la diferencia de operarios necesarios del mes anterior menos la cantidad de operarios actuales por el costo del despido ((29-20) x $2.800.000 = 25.200.000). PRONÓSTICO EN UNIDADES ÍNDICE DIARIO DE PRODUCCIÓN COSTO POR AUMENTO DE PN COSTO POR DISMINUCIÓN DE PN Jul. 2.100 88 11 $ 12.335.400 - - Agos. 2.700 104 13 $ 15.859.800 $ 1.745,893.87 - Sep. 3.300 127 16 $ 19.384.200 $ 2.464,791.35 - Oct. 3.900 156 20 $ 22.908.600 $ 3.105,637.10 - Nov. 4.500 188 23 $ 26.433.000 $ 3.364,440.19 - Dic. 5.100 232 29 $ 29.957.400 $ 4.733,519.74 - Ene. 3.900 156 20 $ 22.908.600 - $ 25.200.000 Feb. 4.500 188 23 $ 26.433.000 $ 3.364,440.19 - Mar. 5.100 204 26 $ 29.957.400 $ 1.762,325.81 - Abr. 5.700 238 30 $ 33.481.800 $ 3.578,055.44 - May. 6.300 252 32 $ 37.006.200 $ 1.548,710.56 - Jun. 6.300 263 33 $ 37.006.200 $ 1.121,480.06 - Copyright © 2014. Ecoe Ediciones. All rights reserved. MES COSTO TOTAL OPERARIOS COSTO BASICO NECESA- DE PRODUCCIÓN RIOS $ 313.671.600 $ 26.789,294.31 200Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, Rojas, Navia, Carlos http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 25.200.000 9. Productividad, capacidad y valor minuto COSTOS COSTO TOTAL Gestión administrativa $ 145.760.000 Trabajo en tiempo normal $ 313.671.600 Aumento de producción $ 26.789.294,31 Disminución de producción $ 25.200.000,00 Costo total $ 511.420.894,31 Tabla 9.18 Costo total opción 3 Opción 4: La empresa desea conocer cuánto le costaría mandar a fabricar toda la producción a satélites de confección. COSTOS COSTO TOTAL Costo de subcontratación outsourcing $ 347.100.000,00 Gestión administrativa $ Visitas a satélite 145.760.000,00 $ Costo total 7.200.000,00 $ 500.060.000,00 Tabla 9.19 Costo total opción 4 Comparación de los cuatro planes de acción para la toma de una decisión en la fabricación. COSTOS Opción 2 COSTO TOTAL Opción 3 COSTO TOTAL $ 145.760.000 $ 145.760.000 $ 145.760.000 Trabajo en tiempo normal $ 316.055.573 $ 151.983.008 $ 313.671.600 Visitas a satélites $145.760.000 $ 175.500.000 $347.100.000 $ 7.200.000 $ 7.200.000 Aumento en la producción $ 26.789.294 Disminución en la producción $ 25.200.000 Costo total Opción 4 COSTO TOTAL $ 24.403.794 Gestión administrativa Costo de confección de satélite © ECOE EDICIONES Copyright © 2014. Ecoe Ediciones. All rights reserved. Manejo de inventario Opción 1 COSTO TOTAL $ 486.219.367 $ 480.443.008 $ 511.420.894 $ 500.060.000 Tabla 9.20 Resumen de costos por opción Según el análisis de planeación observado la decisión de fabricación óptima es la Opción 2, la cual es más rentable. Rojas, Navia, Carlos Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39. 201 Industria de la moda: producción y materiales Evaluación Capítulo 9 1. Defina con sus palabras qué es la productividad. 2. Si se producen 230 camisas por día en Diseños M & M y se trabajan ocho horas en la planta con seis operarios, ¿cuál es la productividad por unidades hora-trabajo? 3. Si María fabrica 62 unidades y su tarea era de 60 unidades en la jornada laboral, ¿cuál es su índice de eficiencia? 4. María entregó 56 blusas en cuatro días, aunque el cliente esperaba el lote en tres días. Sin embargo, 12 unidades de dicho lote fueron reprocesadas. ¿Cuál es la eficacia de calidad y la eficacia de oportunidad? 5. Diseñe un tablero de productividad y eficiencia con la siguiente información: a) TSF de la prenda: 12 minutos. b) Operarios en módulo: 8. c) Se trabaja de 7 a.m. a 4 p.m. y se cuenta con una hora de almuerzo. Copyright © 2014. Ecoe Ediciones. All rights reserved. d) La producción real por hora es constante, en las tres primeras horas del día la producción fue de 35 unidades y después de la tercera hora la producción constante hasta terminar el día fue 30 unidades. e) Los reprocesos fueron los siguientes: en la primera hora hubo cinco; en las siguientes cuatro horas hubo tres; y en el resto de horas hubo dos reprocesos por hora. f) Defina el porcentaje de eficiencia, calidad y efectividad por hora y promedio por día. 6. En Milena Chaquetas SAS se cuenta con unos costos fijos de $4.000.000 de pesos. El costo de mano de obra directa por la confección de una chaqueta es de $6.000 y el de los materiales de fabricación por unidad es de $23.000. El precio de venta es de $180.000 pesos para cada chaqueta. a) Defina el punto de equilibrio en unidades y en dinero. b) Complete la siguiente tabla hasta el punto donde se da inicio al primer resultado operativo positivo. 202Fernando. Industria de la moda: producción y materiales, Ecoe Ediciones, 2014. ProQuest Ebook Central, Rojas, Navia, Carlos http://ebookcentral.proquest.com/lib/bibliouspssp/detail.action?docID=4909247. Created from bibliouspssp on 2018-09-17 17:00:39.