")
M. M. Aranda
UNIVERSIDAD COMPLUTENSE DE MADRID
Facultad de Ciencias Químicas
Dpto de Ciencia de los Materiales e Ingeniería Metalúrgica
Partición de soluto a través de la intercara
en estructuras laminares y nanopartículas
en aceros ligeros
Partición de soluto a través de la intercara en estructuras laminares y nanopartículas en aceros ligeros
María Martín Aranda
Directores:
Dr. D. Carlos Capdevila Montes
Prof. D. Carlos García de Andrés
CENIM-CSIC
CENIM
Centro Nacional
de Investigaciones Metalúrgicas
UNIVERSIDAD COMPLUTENSE DE MADRID
FACULTAD DE CIENCIAS QUÍMICAS
DEPARTAMENTO DE CIENCIA DE LOS MATERIALES E INGENIERÍA
METALÚRGICA
PARTICIÓN DE SOLUTO A TRAVÉS DE LA
INTERCARA EN ESTRUCTURAS LAMINARES Y
NANOPARTÍCULAS EN ACEROS LIGEROS
Tesis Doctoral
María Martín Aranda
Directores:
Dr. Carlos Capdevila Montes
Prof. Carlos García de Andrés
Grupo de Investigación MATERALIA
Departamento de Metalurgia Física
Centro Nacional de Investigaciones Metalúrgicas (CENIM)
Consejo Superior de Investigaciones Científicas (CSIC)
Madrid, Septiembre 2015
(…)– Nunca se ha de pensar en toda la calle de una vez, ¿entiendes? Solo hay
que pensar en el paso siguiente, en la inspiración siguiente, en la siguiente
barrida. Nunca nada más que en el siguiente. Volvió a callar y reflexionar, antes
de añadir: – Entonces es divertido, eso es importante, porque entonces se hace
bien la tarea. Y así ha de ser. (…)
Michael Ende (Momo)
La presente Memoria constituye la
Tesis Doctoral de Dña. María Martín
Aranda, presentada en el Departamento de
Ciencia de los Materiales e Ingeniería
Metalúrgica de la Facultad de Ciencias
Químicas de la Universidad Complutense
de Madrid, para optar al grado de Doctor
en Ciencias Químicas.
Este trabajo ha sido realizado en el
Grupo Materalia del Departamento de
Metalurgia Física del Centro Nacional de
Investigaciones
Metalúrgicas
(CENIM-
CSIC), bajo la dirección del Dr. Carlos
Capdevila Montes, Investigador Científico
del CSIC y de Carlos García de Andrés,
Profesor de investigación del CSIC.
Agradecimientos
Las primeras líneas de agradecimiento no pueden ir dirigidas a otra persona que no
sea Carlos Capdevila, director de esta tesis. Son muchas las cosas que tengo y debo
agradecerte, pero sobre todo, GRACIAS por tu paciencia infinita a la hora de estimular
mi pobre neurona (ardua tarea la tuya) y por todo tu tiempo, dedicación y apoyo.
GRACIAS por contagiarme tantas inquietudes e ilusiones. ¡De mayor quiero ser como tú!
Gracias también al Prof. Carlos García de Andrés, primero por acogerme en el grupo
Materalia y por la formación recibida, y segundo, por ser codirector de este trabajo.
Fabulosa tu actitud como defensor número uno de la perlita y formidable la ilusión que
has puesto en este trabajo.
Agradezco a José Luis González, director del CENIM, por todas las facilidades
recibidas para realizar este trabajo en las instalaciones del mismo. Hago extensible este
agradecimiento al laboratorio de Microscopía del CENIM, Paloma Adeva, Alfonso y
Antonio por el servicio prestado durante el desarrollo de este trabajo.
Gran parte de peso en este trabajo recae sobre los resultados obtenidos de TEM, los
cuales no hubieran sido posibles sin la dedicación ni la experiencia del Dr. Esteban
Urones (Técnico G. Superior del Centro Nacional Microscopía Electrónica). Gracias por
tantas horas “cazando” intercaras, y por compartir tus conocimientos de forma tan
desinteresada.
Mil gracias a mis compañeros Materalios, Dra. Francisca G. Caballero (no sabes la
fuerza que tú tienes), al Dr. Carlos García Mateo (Mathews, gracias por compartir tus
truquitos en nuestra carpeta), al Dr. David San Martín (Deivid) y a Jesús Chao, por tener
siempre la puerta abierta para recibirme con mis dudas y preguntas y por compartir
agobios y alegrías. También a D. Javier Vara, por tenerlo siempre todo a punto, por todos
los ensayos dilatométricos y por ser el mejor técnico del mundo. A Nacho, por ayudarme
a dar los primeros pasos en metalografía, y también por los pasos intermedios y finales.
A Chús, por tener siempre la receta adecuada para atacar y preparar las muestras más
rebeldes.
Por supuesto, no puedo ni quiero olvidarme de mis compañeras y amigas de fatigas:
Carola (cervatillo), Gemma (Dra. Pepper), Lucía (pollo) y Rosalía (tamagochi
sensacional, gracias en especial por tu paciencia a la hora de encontrar mi camino de la
difusión y la tie-line que me ha dado el equilibrio). Sin vuestra ayuda y apoyo este
trabajo no habría sido posible ni tampoco hubiera sido lo mismo. Espero que nuestro
mecanismo no siga el de la divergencia y que siempre converjamos hacia el Know-how
de la escoria. ¡GRACIAS!. También me gustaría agradecer la ayuda prestada a los que
pasaron por aquí, Isaac y Juan, y a los que acaban de llegar, Javi y Miguel.
I want to express all my gratitude to Mike Miller and Jonathan Poplawsky from Oak
Ridge National Laboratory for the provision of laboratory facilities and for the millions
of evaporated and analysed atoms. To Prof. Yang, S.P Tsai and Bring Huang who offered
their hospitality and laboratory facilities in NTU where we spent a lot of time analysing
interfaces. To Robert E. Hackenberg, I owe special thanks for fruitful discussions about
pearlite, for his input to my research and encouragement.
Aunque ellos no lo sepan, los Amiguitos también han contribuido a que este trabajo
salga adelante. Gracias a Álex, Anabé, Espi (perdón, Dr. David), Josete y Susana. Vuestro
apoyo, ánimos y confianza siempre han estado, están y sé que siempre estarán presentes.
Gracias. A mi familia, a Ana y a Pablo por entenderme siempre, por animarme en cada
cosa que hago y por hacer suyos los logros míos.
Finalmente, y no por ser el menos importante, GRACIAS a Esteban (el nichi), por
animarme y ayudarme a iniciarme en esta aventura, por aguantar agobios y bajones y
por aguantar charlas que de tanto escuchar podrías defender mejor que yo. Gracias por
tu ilusión y por querer compartir las nuevas aventuras que queremos iniciar.
ÍNDICE
RESUMEN ..................................................................................................................... 1
SUMMARY ................................................................................................................... 3
1.
INTRODUCCIÓN ................................................................................................. 9
1.1
GENERALIDADES ..................................................................................... 9
1.2
NUCLEACIÓN Y CRECIMIENTO DE LA PERLITA............................ 12
1.2.1
Nucleación .......................................................................................... 12
1.2.2
Crecimiento ........................................................................................ 19
1.3
CRISTALOGRAFÍA DE LA PERLITA .................................................... 22
1.4
CINÉTICA Y MECANISMOS DE CRECIMIENTO ............................... 25
1.4.1
Difusión en volumen ......................................................................... 26
1.4.2
Difusión por la intercara ................................................................... 30
1.4.3
Otros mecanismos.............................................................................. 32
1.5
EFECTO DE LOS ELEMENTOS ALEANTES ........................................ 37
1.6
PERLITA DIVERGENTE .......................................................................... 42
1.7
DIVERGENCIA EN OTROS SISTEMAS................................................. 46
2.
MOTIVACIÓN Y OBJETIVOS ........................................................................... 49
3.
MATERIALES Y TÉCNICAS EXPERIMENTALES .......................................... 55
3.1
MATERIALES ........................................................................................... 55
3.2
TRATAMIENTOS TÉRMICOS .................................................................56
3.3
TÉCNICAS EXPERIMENTALES..............................................................58
3.3.1
Microscopía óptica (MO) .................................................................. 58
3.3.2
Microscopía Electrónica de Barrido (MEB) / Scanning Electron
Microscopy (SEM). ............................................................................................ 59
3.3.3
Difracción de Electrones Retrodispersados (EBSD)........................ 59
3.3.4
Microscopía Electrónica de Transmisión (MET) / Transmission
Electron Microscopy (TEM) ............................................................................. 62
4.
3.3.5
Tomografía de sonda atómica en 3D (APT) .................................... 64
3.3.6
Software de simulación termodinámica (THERMOCALC)........... 69
EFECTO DEL TAMAÑO DE GRANO AUSTENÍTICO EN LA
TRANSFORMACIÓN PERLÍTICA: FORMACIÓN DE PERLITA DE NO
EQUILIBRIO EN UN ACERO HIPOEUCTECTOIDE Fe-C-Mn ............................ 75
4.1
INTRODUCCIÓN .....................................................................................75
4.2
MATERIALES, MÉTODOS Y TRATAMIENTOS TÉRMICOS ..............76
4.2.1
Determinación de la fracción de volumen de las fases a partir de
curvas dilatométricas: método de factorización de la curva. ........................ 77
4.2.2
4.3
5.
Determinación del espesor de lámina de ferrita y cementita ........ 81
RESULTADOS Y DISCUSIÓN .................................................................83
FORMACIÓN DE PERLITA FUERA DE LA EXTRAPOLACIÓN DE
HULTGREN................................................................................................................ 99
5.1
INTRODUCCIÓN ..................................................................................... 99
5.2
ORÍGEN HISTÓRICO DE LA EXTRAPOLACIÓN DE HULTGREN,
CRITERIO DE SUPERSATURACIÓN MUTUA Y CINÉTICA DE LA PERLITA103
5.3
CRITERIO DE LA SUPERSATURACIÓN MUTUA ............................ 107
5.3.1
Fundamento termodinámico .......................................................... 107
5.3.2
Nucleación de la perlita ................................................................... 108
5.3.3
Requerimientos para el crecimiento de la perlita.......................... 110
5.3.4
Plausabilidad del criterio de supersaturación mutua basado en la
teoría cinética y observaciones experimentales ............................................ 111
5.4
EVALUACIÓN DEL FLUJO DE CARBONO DURANTE LA
FORMACIÓN DE PERLITA EN UN ACERO 0.44C ............................................. 112
5.4.1
Tratamientos térmicos para evaluar el flujo de carbono durante el
crecimiento de perlita ...................................................................................... 113
5.4.2
Formación de perlita a partir de austenita enriquecida en carbono ..
........................................................................................................... 115
5.4.3
6.
Evaluación de la concentración y del flujo de carbono ................ 116
FORMACIÓN DE PERLITA BAJO CONDICIONES DE ESTADO
ESTACIONARIO Y NO ESTACIONARIO EN UN SISTEMA Fe-C-X ................ 127
6.1
INTRODUCCIÓN ................................................................................... 127
6.2
MATERIALES, MÉTODOS Y TRATAMIENTOS TÉRMICOS ........... 129
6.3
PARTICIÓN DE SOLUTO EN LA INTERCARA /PERLITA BAJO
CONDICIONES DE ESTADO ESTACIONARIO EN EL SISTEMA Fe-C-Mn .... 132
6.4
PARTICIÓN DE SOLUTO EN LA INTERCARA /PERLITA BAJO
CONDICIONES DE ESTADO NO ESTACIONARIO EN EL SISTEMA Fe-C-Mn ...
................................................................................................................... 153
7.
FORMACIÓN DE PERLITA DE EQUILIBRIO Y DE NO EQUILIBRIO EN
UNA ALEACIÓN Fe-C-X-Y .....................................................................................169
7.1
INTRODUCCIÓN ................................................................................... 169
7.2
MATERIALES, MÉTODOS Y TRATAMIENTOS TÉRMICOS ............ 170
7.3
PERLITA CONSTANTE DE EQUILIBRIO EN EL SISTEMA Fe-C-Mn-
Al
................................................................................................................... 171
7.4
PERLITA DIVERGENTE DE NO EQUILIBRIO EN EL SISTEMA
Fe-C-Mn-Al ................................................................................................................ 182
8.
CONCLUSIONES ..............................................................................................201
9.
TRABAJO FUTURO ...........................................................................................209
10. REFERENCIAS ...................................................................................................211
11. Apéndice: CV......................................................................................................221
GLOSARIO DE ABREVIATURAS
Ae1: Temperatura a la cual, en el sistema Fe-C, están en equilibrio
termodinámico las fases austenita, ferrita y cementita. Corresponde a la
temperatura eutectoide de ese sistema (727 °C)
Acm: Temperatura crítica que separa el dominio de estabilidad de la austenita
de la zona bifásica austenita+cementita
Ae3: Temperatura crítica que separa el dominio de estabilidad de la austenita
de la zona bifásica austenita+ferrita
Ac: Actividad del carbono en austenita
APT: Tomografía de sonda atómica / Atom probe tomography.
EBSD: Difracción de electrones retodispersados / Electron backscatter
diffraction
EDS: Microanálisis por espectroscopía de dispersión de energía de Rayos-X /
Energy Dispersive X-Ray Analysis
EL: Equilibrio local
ELCP/PLE: Equilibrio local con partición / partitioning local equilibrium
ELSP/NPLE: Equilibrio local sin partición / negligible partitioning local
equilibrium
EQ: Equilibrio
f-m: fracción molar
LP: Línea de Partición
PE: Paraequilibrio
RO: Relaciones de orientación
SEM: Microscopía electrónica de transmisión / Scanning electron microscopy
TEM: Microscopía electrónica de transmisión / Transmission electron
microscopy
TGA: Tamaño de grano austenítico
X: Elemento sustitucional aleante
GLOSARIO DE SÍMBOLOS
: Austenita
1: Austenita en la cual un nódulo perlítico ha nucleado
2: Austenita en la cual está creciendo el nódulo perlítico
: Cementita
Dv /Dc: Coeficiente de difusión en volumen del carbono en austenita
DB: Coeficiente de difusión por intercara
C: Concentración de C de la austenita en contacto con la cementita
Cα: Concentración de C de la austenita en contacto con la ferrita
C: Concentración de C de la cementita en contacto con la austenita
Cα: Concentración de C de la ferrita en contacto con la austenita
C0: Concentración de C en la austenita de partida
S0: Espaciado interlaminar
SC: Espaciado interlaminar crítico
/(+α): Extrapolación de la líneas de solubilidad /α
/(+): Extrapolación de la líneas de solubilidad /.
α: Ferrita
Jv: Difusión en volumen en la región justo por delante del frente de avance
Jv: Difusión en carbono que tiene lugar en la misma dirección que el
crecimiento de la perlita y que es perpendicular al frente de avance
JB: Difusión por intercara en el frente de avance
R /: Relación entre el ancho de lámina de ferrita y cementita
G: Velocidad de formación
S: ancho de la lámina de ferrita
S: ancho de la lámina de cementita
T: Temperatura de austenización
RESUMEN
Son cerca ya de 150 años los que el mundo de la metalurgia lleva estudiando la
formación del microconstituyente laminar de ferrita y cementita conocido como
perlita, y aún existen preguntas sin respuestas respecto a los mecanismos de
transformación de la austenita en perlita.
El objetivo de esta tesis es estudiar en detalle la transformación isotérmica de
austenita en perlita para tratar de dar solución a algunas cuestiones sobre las que
aún existe cierta controversia. Para abordar este trabajo se han diseñado distintas
aleaciones para estudiar el efecto que tiene la composición, temperatura, el
tamaño de grano austenítico de partida (TGA) o la partición de soluto a través de
la intercara en este tipo de estructuras laminares.
Primeramente se evaluó en un acero hipoeutectoide Fe-C-Mn el efecto de la
temperatura de austenización y por tanto, del TGA, en los parámetros
morfológicos de la perlita y se revisaron algunos conceptos clásicos de la
literatura sobre la transformación perlítica. Los resultados obtenidos indican que
a pesar de que la temperatura de austenización es independiente del espaciado
interlaminar o del tamaño de colonia perlítica, sí que tiene un efecto directo en el
ancho de las láminas de ferrita y de cementita (aun manteniéndose constante el
espaciado) así como en la fracción de volumen de ferrita y de perlita obtenidas en
la microestructura final. Para composiciones situadas fuera de la extrapolación de
Hultgren se observaron microestructuras con una fracción en volumen de perlita
mayor que para el caso de aleaciones situadas dentro de la extrapolación de
Hultgren. Por este motivo se revisaron los modelos y ecuaciones que describen el
flujo y concentración de carbono en la intercara austenita/perlita para poder
justificar las diferencias observadas experimentalmente.
1
Otro de los objetivos clave es estudiar la formación de perlita divergente en
distintos sistemas de aleación y evaluar el efecto de los elementos aleantes
durante la transformación perlítica. Para llevar a cabo este trabajo, primeramente
se caracterizó y estudió un sistema ternario Fe-C-Mn y los resultados obtenidos
se compararon con los obtenidos en un sistema cuaternario Fe-C-Mn-Al. En
ambos sistemas se estudió la partición de soluto a través de la intercara por
diversas técnicas y se analizó la cinética y la termodinámica de la divergencia.
Con
ayuda
del
software
termodinámico
Thermocalc,
justificaremos
termodinámicamente las evidencias experimentales encontradas para ambos
sistemas. Los resultados obtenidos nos permiten concluir que la perlita
divergente crece bajo condiciones de estado no estacionario donde la austenita
cambia
continuamente
la
composición
hasta
alcanzar
el
equilibrio
termodinámico. Por el contrario, la perlita “cl{sica” o constante crece bajo
condiciones de estado estacionario.
2
SUMMARY
PARTITIONING OF SOLUTE ACROSS THE INTERFACE IN LAMELLAR
STRUCTURES AND NANOPARTICLES IN LIGHT-WEIGHT STEELS
Despite metallurgists scientists started to study the formation of the lamellar
microconstituent called pearlite, there are still some issues that need to be
thoroughly studied. The goal of this thesis work is to study in-depth the
isothermal austenite-to-pearlite decomposition in order to get answers of some
questions about this transformation. Besides all the work reported, the pearlite
reaction is still attracting the interest of many researchers, and nowadays, topics
such as the non-steady growth (divergent pearlite) are discussed in literature.
Moreover, there is a wide variety of research on the effects of microstructural
parameters on the mechanical properties of pearlitic steels.
A well-known fact is that the active nucleus for pearlite formation can be
either ferrite or cementite, depending on the temperature and composition. The
nucleation sites can be grain boundaries or inclusions, and once either one of the
constituent phases is nucleated, the conditions surrounding the new nucleus are
ripe for the nucleation of the other, and pearlite grows in a co-operative manner.
Although the close relationship between grain-boundary area and potency of
nucleation sites is well-known, the effect of austenite grain size (AGS) on pearlite
transformation has not been described in detail yet. Therefore, one of the goals of
this work is to study the effect of AGS on pearlite volume fraction and
morphology parameters such as interlamellar spacing and pearlite colony size.
Due to the strong influence that the grain boundaries have on pearlite
transformation kinetics, morphological aspects of pearlite from two conditions
with very different AGS were studied and characterized in an hypoeutectoid
3
steel. Results allow us to conclude that the formation of pearlite and ferrite are
favoured for small AGS values, whereas a larger AGS led to an increase in the
total amount of pearlite volume fraction. Furthermore, the average size of
pearlitic colonies increased with increasing AGS, and it appears that the
interlamellar spacing of the pearlite does not depend on AGS, but instead, is
controlled by the isothermal decomposition temperature. Finally, it was observed
that the ratio between lamellar thickness of ferrite and cementite depended on
AGS. It is worth mentioning that the composition for the untransformed
austenite for the case of the larger AGS is located outside of the Hultgren
extrapolation and it is usually assumed that ferrous pearlite can form only when
the average austenite carbon concentration C 0 lies between the extrapolated Ae3
(/) and Acm (/) phase boundaries (the “Hultgren extrapolation”).
This “mutual supersaturation” criterion for cooperative lamellar nucleation
and growth is critically examined from a historical perspective and in light of
recent experiments on coarse-grained hypoeutectoid steels which show pearlite
formation outside the Hultgren extrapolation. This criterion, at least as
interpreted in terms of the average austenite composition, is shown to be
unnecessarily restrictive. The carbon fluxes evaluated from Brandt’s solution are
sufficient to allow pearlite growth both inside and outside the Hultgren
Extrapolation. As for the feasibility of the nucleation events leading to pearlite,
the only criterion is that there be some local regions of austenite inside the
Hultgren Extrapolation, even if the average austenite composition is outside. For
this reason, the historical roots of this classic understanding will be recounted,
with a critical examination of what conditions of pearlite formation are
thermodynamically required vs. those that are merely kinetically favorable and
pearlite formation when the mutual supersaturation criterion is not fulfilled will
be experimentally demonstrated in a plain carbon steel, accompanied by a brief
4
theoretical calculation of how the carbon diffusion field in front of the pearliteaustenite reaction front shifts as a result.
Furthermore, as the addition of alloying elements to the Fe-C system can have
a marked effect on the formation of pearlite, the redistribution of alloying
elements during the pearlitic transformation has been examined. To tackle this
problem, we selected a Fe-C-Mn ternary system and a Fe-C-Mn-Al quaternary
system and different isothermal heat treatments were designed to promote a
steady-state and non-steady-state pearlite growth.
In both systems we analyzed the partition across the interface (to determine
the local composition of austenite at different reaction times) by means of several
techniques and we characterized the kinetics and thermodynamics parameters
governing the transformation during the divergence phenomenon and during
constant pearlite formation. Experimental results were compared with the
theoretical predictions base on thermodynamics software (Thermocalc software)
in order to explain and justify the experimental results.
When pearlite grows under steady-state mode implies that the alloy
composition is located within the (+) two phase field region and constant LE
(local equilibrium) conditions across the interface. The observed pearlite is
characterized by time-invariant growth rate and constant interlamellar spacing
(constant pearlite). On the other hand, when pearlite grows under non steadystate mode implies that the alloy composition is located within the (++) three
phase field region and the LE condition prevailing at the interface are varying
with reaction time because of the alloying element content inherited by the +
during growth continually increase with time. When pearlite formation occurred
under non-steady conditions, the interlamellar spacing increases in time and the
growth rate decreases in time through all the reaction (divergent pearlite).
5
The role of C, Mn and Al during the growth of pearlite under non-steady state
conditions is analyzed by comparing the phase compositions of austenite, ferrite
and cementite (++) through the use of transmission electron microscopy
(TEM), energy dispersive X-ray spectroscopy (EDS), and atom probe tomography
(APT) measurements across the austenite/pearlite interface. A local Mn
enrichment and C depletion at the austenite/pearlite interface has been measured
for the case of the Fe-C-Mn alloy, which causes a change in the transformation
driving force with time during divergent pearlite growth. As the C content of the
matrix decreases, the isoactivity line describing the conditions at the interface
will shift further to the left, and there will be an accompanying change in
interfacial compositions to satisfy LE. The end result is a continuous variation of
the austenite composition until it reaches the equilibrium with ferrite and
cementite. To compensate for this reduction in the C isoactivity, the interlamellar
spacing increases (initiating divergency) and the growth rate decreased with
reaction time. For the quaternary Fe-C-Mn-Al system, a local Mn and C
enrichment and a local Al depletion at the austenite/pearlite interface has been
measured. Divergency phenomenon can be explained in the same way than the
ternary system since these compositional changes lead to a reduction of the
driving force.
When the equilibrium volume fraction of cementite has been achieved, the
pearlite reaction finishes and the system evolves as follows: the lamellar pearlite
is dissolved because of the initial alloy composition is located outside the
Hultgren extrapolation. The lamellar pearlite obtained is metastable. In addition,
a new phase “post-eutectoid” ferrite is appearing in order to achieve the
equilibrium phase volume fraction.
In summary, the main conclusions of this work are that by the control of
morphological parameters such as AGS, metastable lamellar microstructures can
be obtained when the austenite-to-pearlite isothermal reaction takes place. By the
6
control of the alloy composition and the isothermal decomposition temperature
we can promote that pearlite grows under steady-state (constant pearlite) or
under non-steady-state mode (divergent pearlite).
7
Introducción
1.
INTRODUCCIÓN
1.1
GENERALIDADES
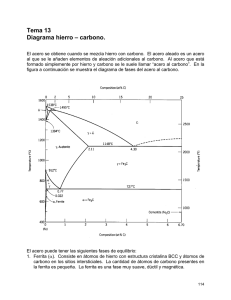
La descomposición de austenita en ferrita y cementita es una de las reacciones
eutectoides más conocida y ampliamente caracterizada y descrita en la
bibliografía [1-7]. Sorby fue el primero en identificar dicha microestructura [8] y
le asignó el nombre de perlita porque bajo el microscopio óptico presenta reflejos
nacarados similares a los de la perla.
La perlita es el producto de descomposición que tiene lugar en aleaciones de
composición (o composiciones cercanas) a la eutectoide cuando son enfriadas
desde el campo austenítico a velocidades bajas o moderadas o que son
transformadas isotérmicamente por debajo de la temperatura eutectoide (727 °C
para el caso de una aleación Fe-C). La microestructura perlítica se compone de
láminas alternas de ferrita y cementita que se forman a partir del crecimiento
cooperativo de ambas fases. La perlita aparece en granos denominados nódulos
que nuclean en las fronteras de grano austeníticos, en granos ferríticos o en
partículas de cementita, dependiendo de la composición del acero. La morfología
tridimensional de un nódulo perlítico consiste en bicristales entrelazados de
ferrita y cementita [3, 9, 10]. Dentro de cada nódulo podemos encontrar varias
colonias de perlita donde las láminas de ferrita y cementita están orientadas en la
misma dirección y esta dirección varía de una colonia a otra (ver Figura 1.1).
La formación de perlita es un claro ejemplo de la combinación de procesos de
nucleación y crecimiento. La perlita nucleará en el borde de grano austenítico
(para el caso de una composición eutectoide) y después crecerá hasta que la
colonia perlítica encuentre otra colonia y se produzca un pinzamiento entre
ambas. Ambos procesos dependen de la temperatura y del tiempo y están
9
Capítulo 1
controlados por la difusión del carbono. La austenita transforma por un
mecanismo de origen reconstructivo en el cual el carbono se redistribuye entre la
ferrita y la cementita. Este proceso implica por un lado, que se produzca la rotura
de los enlaces de la austenita que a continuación se reordenan dando lugar a una
nueva fase y, por otro lado, difusión de largo alcance.
Figura 1.1. Reconstrucción tridimensional de un nódulo de perlita a partir de la
superposición de micrografías ópticas para distintos cortes de un nódulo [10] donde
pueden distinguirse dos colonias perlíticas (donde las láminas de ferrita y cementita
presentan la misma orientación) dentro del nódulo perlítico.
De los estudios llevados a cabo sobre la transformación de austenita en perlita,
algunos autores como Hillert y Sundquist [11, 12] defienden que a diferencia de
la ferrita, la perlita nunca se forma bajo mecanismos de paraequilibrio 1, así que se
debe considerar equilibrio local a la hora de estudiar dicha transformación.
El concepto de paraequilibrio (PE) [13, 14] supone que no hay redistribución de
elementos aleantes durante la transformación, mientras que para el C se dan condiciones
de equilibrio local (EL) en la intercara. Por lo tanto el potencial químico del carbono debe
ser igual a ambos lados de la intercara y la relación Fe/X se mantiene constante. Por otro
lado, el concepto de EL asume que debe establecerse el equilibrio en la intercara para el
C y los elementos aleantes, por lo que el potencial químico a ambos lados de la intercara
para todas las especies deber ser constante. El concepto de EL contempla tanto la
situación donde no se produce partición de elementos aleantes, equilibrio local sin
partición (ELSP), como la situación en la que sí se produce dicho reparto, equilibrio local
con partición (ELCP).
1
10
Introducción
El espaciado interlaminar es uno de los parámetros morfológicos que
caracterizan a la estructura perlítica [15, 16]. Dicho parámetro es el reflejo de la
cinética de difusión en el frente de transformación, y es una variable
microestructural de gran influencia sobre las propiedades mecánicas de los
aceros perlíticos. El espaciado interlaminar es muy sensible a las condiciones de
formación de este microconstituyente y depende fundamentalmente de la
temperatura a la cual se obtiene la perlita. El espaciado disminuye cuando el
grado de subenfriamiento respecto a la temperatura del eutectoide , T, aumenta
[17]. Esto es consecuencia del incremento en energía libre. Como la
transformación perlítica es una transformación controlada por la difusión de
carbono, las distancias de difusión deben disminuir para compensar la
disminución de la difusividad del carbono al disminuir la temperatura isotérmica
y consecuentemente, el espaciado interlaminar será menor a medida que la
temperatura disminuya [8, 18-20].
Cuando la austenita se enfría por debajo de la temperatura eutectoide y
transforma isotérmicamente, la perlita crece con una velocidad y con espaciado
interlaminar constantes. Para T pequeños, es decir, para espaciados
interlaminares grandes, la distancia de difusión es mayor y por tanto, la
velocidad de formación disminuye. Por el contario, la velocidad de formación de
la perlita es mayor para grandes subenfriamientos ya que el espaciado
interlaminar disminuye.
La adición de elementos aleantes también tiene un marcado efecto en este
parámetro morfológico [4, 5], de tal manera que los elementos estabilizadores de
la austenita como el Mn o Ni dan lugar a espaciados interlaminares mayores que
los elementos formadores de carburos como el Mo o el Cr (ver Figura 1.2), como
consecuencia del efecto que tienen sobre la energía libre del sistema.
11
Capítulo 1
Figura 1.2 Variación de la inversa del espaciado interlaminar con la temperatura de
descomposición isotérmica para aleaciones con distintos grados de elementos aleantes
[4].
1.2
NUCLEACIÓN Y CRECIMIENTO DE LA PERLITA
1.2.1 Nucleación
La nucleación de la perlita ha sido estudiada por numerosos autores [1, 3, 21,
22]. La teoría más aceptada para la formación de perlita es la propuesta por Hull
y Mehl [22] donde se considera que el crecimiento de perlita tiene lugar mediante
un mecanismo de nucleación repetitiva y posterior crecimiento lateral. Johnson y
Mehl [23] desarrollaron un análisis detallado de la nucleación y crecimiento de la
transformación perlítica. La fracción de volumen de austenita transformada (X)
puede expresarse en términos de la velocidad de nucleación ̇ (definida como el
número de núcleos por unidad de volumen de austenita sin transformar por
segundo) y de la velocidad de crecimiento G (expresada como el crecimiento
radial en cm.s-1). Para definir la fracción de volumen de austenita que transforma
para un tiempo t se asume que:
1. El proceso de nucleación es un proceso aleatorio.
12
Introducción
2. La velocidad de nucleación, ̇ , y la velocidad de crecimiento, G, son
constantes con el tiempo.
3. Los núcleos tienen una geometría esférica y, transcurrido un cierto
tiempo, pinzarán con las esferas vecinas.
La ecuación que se propone es la siguiente:
(
) ̇
1.1
Esta expresión da lugar a una curva sigmoidea cuando se representa X
frente a t. Este modelo es un modelo ideal ya que en la práctica la transformación
perlítica presenta algunas desviaciones con respecto a las suposiciones que hace
este modelo:
1.
2.
̇ no es constante con el tiempo
puede variar con respecto de un nódulo a otro y con el tiempo.
3. Los núcleos no se encuentran distribuidos aleatoriamente.
4. La morfología de los nódulos no es realmente esférica.
Cahn y Hagel [2] proponen otro modelo teórico para abordar la cinética
perlítica, donde ponen de manifiesto que la nucleación de la perlita es un proceso
no homogéneo y que no todos los lugares de nucleación en la frontera del grano
austenítico son equivalentes. Existen tres tipos de lugares para la nucleación de la
perlita en la frontera del grano: caras, aristas y esquinas, siendo más favorables
las esquinas que las aristas, y las aristas más favorables que las caras.
Se asume entonces, que existirá una alta velocidad de nucleación en los lugares
esquina y consecuentemente se producirá una saturación de estos sitios para
tiempos cortos de la transformación. Bajo estas circunstancias, la transformación
estará controlada por la velocidad de crecimiento radial que se asume constante.
13
Capítulo 1
La expresión para la fracción de austenita transformada asumiendo las
esquinas como los lugares de nucleación es la siguiente:
(
)
1.2
Donde es el número de esquinas por unidad de volumen.
El tiempo para que termine la reacción, tf, se define como:
1.3
Donde d es el diámetro del grano austenítico, y la relación d/G representa el
tiempo necesario para que un nódulo consuma un grano austenítico. Esta
ecuación se cumplirá sólo cuando haya unos pocos nódulos por grano
austenítico. Sólo para bajos subenfriamentos por debajo de la temperatura
eutectoide, la velocidad de nucleación ̇ , será lo suficientemente lenta como para
evitar que se produzca la saturación de los lugares de nucleación en la frontera
del grano. En este caso, ̇ se expresa como:
1.4
̇
donde k y n son constantes.
La velocidad de crecimiento de la perlita puede medirse experimentalmente a
partir de ensayos interrumpidos a distintos tiempos de descomposición para una
temperatura dada. El radio más grande de una colonia perlítica se asume que es
la proyección del núcleo que se formó primero. Si se representa el valor de este
radio máximo con el tiempo de descomposición, tal como se muestra en la Figura
1.3, se obtiene una recta cuya pendiente es el valor de G [1] . La velocidad
depende fuertemente de la temperatura a la cual tenga lugar la transformación
perlítica y de la concentración de elementos aleantes.
14
Introducción
Figura 1.3 Representación del radio máximo de la colonia perlítica en función del tiempo
de descomposición para diferentes aleaciones [1].
El mecanismo de nucleación de la perlita implica la formación de dos nuevas
fases (ferrita y cementita). Los lugares de nucleación de la perlita pueden
encontrarse tanto en la ferrita (aceros hipoeutectoides), cementita (aceros
hipereutectoides) como en el límite de grano austenítico (aceros eutectoides) [3].
En todos los casos, la nucleación tiene como objetivo el reducir la energía
interfacial y la energía de deformación elástica que posee almacenada la
austenita, ya que se encuentra en un estado metaestable a temperaturas inferiores
a la del eutectoide.
Mientras que la mayoría de los investigadores están de acuerdo en que los
lugares de nucleación de la perlita en un acero eutectoide son los bordes de grano
de la austenita o posibles imperfecciones en los granos (maclas), o impurezas,
hay cierto desacuerdo en cuál es la fase que nuclea primero. Carpenter y
Robertson [21] presentaron tres posibles maneras para explicar la formación de
perlita: la primera de ellas propone que la primera fase en nuclear es la ferrita y
posteriormente precipita la cementita. Esta opción se rechazó junto con la
segunda en la que se propone que la perlita se forma mediante precipitación
alternativa de láminas de ferrita y cementita. La tercera opción que presentan es
15
Capítulo 1
que ambas fases perlíticas se forman simult{neamente y “las l{minas que forman
la unidad perlítica avanzan conjuntamente en la austenita”. Este mecanismo
también fue propuesto por otros autores [24] donde se matiza que la nucleación
de la cementita inicia el proceso de la nucleación alternativa de ambas fases. Esta
misma idea fue desarrollada con mayor detalle por Hull y Mehl [1, 22] para
desarrollar el modelo de nucleación y crecimiento de la perlita. En este modelo se
asume que la primera etapa en la formación de la perlita para un acero eutectoide
es la nucleación de la cementita en el borde de grano (Figura 1.4). A continuación
y junto a la lámina de cementita, precipita una lámina de ferrita con una relación
de orientación determinada con respecto a la cementita. Este proceso de
nucleación se repite para ambas fases laminares que crecerán lateralmente y
frontalmente. Este modelo propuesto por Hull y Mehl fue aceptado durante
mucho tiempo y aún se sigue referenciando en numerosos trabajos.
Posteriormente Smith [25] añadió que la unidad perlítica nucleada en el borde de
grano austenítico tiene una relación cristalográfica con uno de los granos
austeníticos y no tiene relación cristalográfica con el otro grano vecino que
forman el borde de grano austenítico. Hillert [3] puntualizó que el
microconstituyente perlítico no tiene relación de orientación con el grano
austenítico en el cual está creciendo, pero si puede tener relación cristalográfica
con respecto al grano donde ha nucleado.
Por tanto, podemos explicar la nucleación de la perlita de la siguiente manera:
la primera etapa en la formación de la perlita para un acero eutectoide es la
nucleación de la cementita en el borde de grano (Figura 1.4). La cementita
tenderá a minimizar la barrera energética para la nucleación, G*, manteniendo
una cierta relación de orientación con uno de los dos granos de austenita vecinos
que constituyen el límite de grano (1). Este hecho hace que el núcleo formado
tenga una intercara semicoherente de baja movilidad con 1 (donde 1 es el grano
donde ha nucleado) y una intercara incoherente móvil con 2 (donde 2 representa
16
Introducción
el frente de avance), tal como se representa en la Figura 1.4. Cuando se forma el
núcleo de cementita, la austenita que le rodea se empobrece en carbono y
aumenta la fuerza motriz para la formación de ferrita, (que es la fase pobre en
carbono). La ferrita adyacente a la cementita presentará relaciones de orientación
con el grano de austenita 1. Este proceso se repite sucesivamente a los lados del
núcleo de cementita y a lo largo del límite de grano y después de la nucleación,
ambas fases se mueven por intercaras incoherentes sin relaciones de orientación
con la austenita del frente de avance.
Figura 1.4 Esquema para la nucleación y crecimiento de la perlita. 1 representa el grano
austenítico donde nuclea la perlita y 2 representa grano de austenita hacia donde crece
la perlita (frente de avance).
Las relaciones de orientación que presentan la ferrita con respecto a 1 son las
relaciones clásicas de Kurdjumov-Sachs que se dan frecuentemente entre fases
que presentan una estructura cristalina cúbica centrada en las caras (BCC) y
cúbica centrada en el cuerpo (FCC):
*
+ *
+
⟨
⟩ ⟨
⟩
A su vez, la cementita perlítica presentará relaciones de orientación con
respecto a la austenita donde ha nucleado próximas a la relaciones de orientación
de Pitsch [26, 27]:
17
Capítulo 1
(
) [ ̅ ]
(
) ,
-
(
) , ̅
-
Como la observación in situ de la nucleación de perlita es muy difícil, muchas
teorías sobre la nucleación de la perlita se han basado en observaciones
indirectas. Por ejemplo, Bendicks [28] concluyó que tanto la ferrita como la
cementita son núcleos activos para la formación de perlita basándose en el hecho
de que la troostita se formaba en contacto tanto con ferrita proeutectoide como
con cementita proeutectoide. Estudiar las relaciones de orientación que guarda el
microconstituyente perlítico con las fases proeutectoides o con la austenita es una
aproximación usada por numerosos científicos para dar respuestas al mecanismo
de nucleación y crecimiento de la perlita. Mehl y Smith [29] estudiaron las
relaciones de orientación entre la perlita y la austenita para averiguar cuál era la
primera fase en nuclear. Partieron de la premisa de que la ferrita sí es un núcleo
activo en la formación de bainita. Por tanto, si se encontraban las mismas
relaciones de orientación para el caso de la perlita entre la austenita y la ferrita
que las que se dan en la bainita, puede entonces decirse que la ferrita es un
núcleo activo para la formación de perlita. Los resultados que encontraron fueron
que la ferrita de la perlita no guardaba relación de orientación con la austenita y
por tanto, el núcleo activo en la perlita es la cementita, y por tanto, la primera
fase en nuclear es la cementita. Posteriormente, Nicholson y Hillert [3, 30]
argumentaron usando métodos metalográficos, que la ferrita era un núcleo activo
en el caso de aceros hipoeutectoides ya que la ferrita de la perlita presentaba la
misma orientación que la ferrita proeutectoide donde había nucleado.
Para el caso de aceros hipoeutectoides, la ferrita proeutectoide es la primera
fase en nuclear (Figura 1.5) y después continúa creciendo con la misma
orientación cristalográfica durante la formación de perlita como parte de la
colonia perlítica [31]. El primer núcleo de cementita de la perlita nucleará con
18
Introducción
relación de orientación en la fase proeutectoide sobre el lado incoherente móvil
del límite de la fase proeutectoide y crecerá hacia la austenita 2 sin relación de
orientación En este caso, el factor limitante para la formación de perlita es la
nucleación de la cementita. En aceros hipereutectoides, el papel de la ferrita y
cementita es inverso [6, 32], es decir, la primera fase en nuclear es la cementita
proeutectoide y la etapa limitante será la formación de ferrita para que tenga
lugar el crecimiento cooperativo.
Figura 1.5 Nucleación y crecimiento cooperativo de la perlita para el caso de una
aleación hipoeutectoide.
1.2.2 Crecimiento
El crecimiento de la perlita supone que éste sea un mecanismo cooperativo
entre las dos fases que forman dicho constituyente. Para el caso de algunos aceros
hipereutectoides, se ha observado que existe un bajo grado de crecimiento
cooperativo entre la ferrita y la cementita, obteniéndose como resultado una
perlita no laminar denominada perlita degenerada. Intercaras que son
parcialmente coherentes no favorecen el mecanismo cooperativo. La formación
de fases eutectoides que tienen lugar en ausencia de este mecanismo cooperativo
entre las fases se denomina transformación eutectoide degenerada o DET (del
inglés, divorced eutectoid transformation) en la cual, las partículas de cementita
crecen directamente desde la austenita a través del frente de avance celular γ/α
sin formar láminas alternas con la ferrita [33, 34]. La transformación eutectoide
degenerada
tiene
lugar
para
bajos
subenfriamentos
mientras
que
la
19
Capítulo 1
transformación de perlita mediante el crecimiento cooperativo tiene lugar a
mayores subenfriamentos [35, 36].
La hipótesis inicial para explicar el crecimiento de la perlita se basa en que la
cementita es la primera fase en nuclear y lo hará con una cristalografía
determinada. A continuación, nuclea la ferrita manteniendo una correlación
cristalográfica con la cementita, estableciendose de esta manera relaciones de
orientación (RO) entre ambas fases [22]. El crecimiento perlítico tiene lugar a
través de la nucleación alternativa y repetitiva de núcleos de ferrita y cementita
(crecimiento lateral) que va acompañado de un crecimiento frontal de las láminas
nucleadas tal como se muestra esquemáticamente en la Figura 1.6.
Figura 1.6 Crecimiento lateral y frontal de un nódulo perlítico como resultado de
sucesivas nucleaciones de láminas de ferrita y cementita.
La limitiación de esta teoría es que no puede explicar la orientación constante
que presentan las láminas de ferrita y cementita a lo largo de una colonia. Para
este crecimiento lateral, hay autores [37] que proponen dos mecanismos
alternativos para explicar ciertas morfologías perlíticas:
Mecanismo de crecimiento ramificado: Cuando la lámimas de cementita crecen
con un espesor lo suficientemente grueso, éstas comienzan a ramificarse debido a
la dificultad que presenta mantener la misma velocidad de crecimiento para ese
20
Introducción
grosor. Cuanto más ancha sea la lámina de cementita, más carbono tiene que
difundir desde la ferrita hacia la cementita. Como consecuencia de esta
ramificación, se obtiene un espaciado interlaminar óptimo que se mantiene para
una temperatura de transformación determinada y la velocidad de crecimiento se
maximiza. Este mecanismo de ramificación se favorece cuando se produce una
disminución en la temperatura de transformación.
Figura 1.7 Esquema para el crecimiento por ramificación de la perlita.
Mecanismo de crecimiento por puenteo: Cuando la lámina de ferrita encuentra
una zona que está enriquecida en carbono, evitará esta zona y la cementita
adyacente crecerá a través de esta zona formando un puente con una nueva
lámina de cementita con la misma relación de orientación que la original.
Estudios posteriores sobre la naturaleza de la intercara austenita/perlita [3841], concluyen que la perlita crece por el movimiento de las terrazas en la
intercara austenita/perlita y la direción en los escalones entre la intercara
ferrita/cementita son responsables de la curvatura y el cambio en el ancho de las
láminas de cementita (ver Figura 1.9).
Hillert puntualizó que el crecimiento frontal viene determinado por la
velocidad de la difusión de carbono desde la ferrita hacia la cementita [3].
Cualquier cambio en la concentración de carbono y la presencia de defectos
21
Capítulo 1
cristalográficos en el frente de avance alterará la velocidad de difusión del
carbono y por tanto, también afectará a la morfología de la perlita.
Figura 1.8 Imagen de SEM de un nódulo perlítico donde se muestra el mecanismo por
puenteo. Los puentes de cementita a través de la lámina de ferrita vienen marcados por
las flechas rojas [37].
Figura 1.9 Mecanismo de crecimiento de perlita mediante el movimiento de terrazas en
la intercara austenita/perlita [40].
1.3
CRISTALOGRAFÍA DE LA PERLITA
Uno de los aspectos morfológicos más importantes de la perlita son las
relaciones de orientación (RO) entre la ferrita y la cementita. Estas RO han sido
22
Introducción
estudiadas y reportadas por numerosos autores [26, 27, 42, 43], ya que a partir de
ellas se puede entender y estudiar la naturaleza de la intercara austenita/perlita y
los mecanismos de nucleación y de crecimiento.
Para una completa caracterización de la cristalografía perlítica es necesario
estudiar o establecer las siguientes RO [44]:
1. RO entre las láminas de ferrita y cementita que componen la perlita.
2. RO entre cementita hipereutectoide y la cementita de la perlita.
3. RO entre ferrita hipoeutectoide y la ferrita de la perlita.
4. RO entre ferrita-austenita con respecto a 2 (es decir, con respecto a la
austenita en la cual el nódulo perlítico está creciendo), y con respecto a
1 (que es el grano austenítico donde ha nucleado el nódulo).
5. RO entre cementita-austenita con respecto a 1 y 2.
Numerosos trabajos sostienen con evidencias experimentales que la ferrita y la
cementita mantienen la misma orientación en una misma colonia perlítica [3, 38,
40, 44] argumentando, que una de las posibles razones para que la perlita
mantenga la misma RO es que las láminas de ferrita y cementita se forman a
partir del mismo núcleo. Estas RO han sido estudiadas y reportadas por
numerosos autores [26, 27, 42, 43] y se resumen a continuación:
,
RO Isaichev [45]
( ̅ ) (
)
,
- , ̅ ̅ -
- a 0.91º de , ̅ -
RO Bagaryastskii [46]
,
- [ ̅ ]
,
- , ̅ ̅ -
,
- , ̅ -
RO Pitsch-Petch [26, 27]:
,
- a 2.6º de [ ̅ ]
,
- a 2.6º de,
-
,
- , ̅ ̅ -
Posteriormente, algunos autores observaron mediante patrones de difracción
de líneas de Kikuchi en haz convergente, otras RO [47, 48]:
23
Capítulo 1
,
Nueva RO 2
( ̅ ) ( ̅ )
- a 8.5º de,
-
,
- ̅ -
(
,
,
Nueva RO 3
̅ ) ( ̅ )
- , ̅ )
- a 2.4º de, ̅ -
Nueva RO 4
) ( ̅ )
- ,
-
, ̅ - a 5.9º de,
-
(
,
Existen también numerosos trabajos en la literatura donde se estudian las RO
entre la perlita y la austenita y la perlita y fases proeutectoides. La conclusión
más aceptada es que la perlita no guarda RO con la austenita en la que está
creciendo pero sí puede presentar RO con respecto a la austenita donde ha
nucleado. Cuando existen fases proeutectoides se asume que la nucleación de la
perlita tiene lugar en la intercara austenita/ferrita (para el caso de un acero
hipoeutectoide)
o
en
la
intercara
austenita/cementita
(para
un
acero
hipereutectoide). En este caso las fases proeutectoides no tienen RO con la perlita
[47].
Según la teoría de Hillert [3], el crecimiento de la perlita tiene lugar mediante
el avance de una intercara incoherente ferrita/austenita donde no existen
relaciones de orientación entre la perlita y la austenita. Posteriormente,
Dippennaar y Honeycombe [44] refutaron esta teoría y en su trabajo concluyen
que cuando en la perlita se dan las RO de Pitsch-Petch es porque la perlita ha
nucleado en borde de grano austenítico “limpio” y la ferrita y la perlita presentan
RO con respecto a la austenita donde han nucleado (1). Sin embargo, en el caso
de encontrar las RO de Bagaryatskii significa que la aleación es hipereutectoide y
la ferrita perlítica no tiene RO con la austenita donde ha nucleado ni con la
austenita del frente de avance. La cementita en este caso, tiene RO con la
austenita donde ha nucleado y tiene la misma orientación que la cementita
proeutectoide previamente formada.
Hackney, Zhou y Shiflet estudiaron la cristalografía en la intercara
austenita/perlita del frente de avance [38-41] y presentaron evidencias
24
Introducción
experimentales directas, en aleaciones Fe-C-Mn, sobre la existencia de nucleación
de perlita en una intercara austenita/ferrita móvil. Este hecho implica que la
intercara austenita/perlita, en aceros Fe-C-Mn, es particularmente coherente con
la austenita que rodea el núcleo de perlita que está creciendo, el cual se desarrolla
por un movimiento de escalones laterales. Esta hipótesis contrasta con la
suposición de Hillert de un movimiento de una intercara perlita/austenita
incoherente. Este crecimiento en escalones tiene lugar a pesar de la falta de una
relación de orientación entre los constituyentes de la perlita (la ferrita y la
cementita) y la austenita dentro de la cual se está produciendo este fenómeno.
Estos resultados de Hackney-Shiflet apoyan la hipótesis de un crecimiento
cooperativo de perlita, alcanzando las condiciones más idóneas cuando las
velocidades de crecimiento de la cementita y la ferrita, en la perlita, son iguales.
Finalmente, Zhang y Kelly [37] estudiaron las RO de la transformación
perlítica en distintos aceros concluyendo que en aceros hipoeutectoides con alto
contenido en Mn no existen RO entre la perlita y la austenita del frente de avance
ni RO reproducibles con la austenita donde ha nucleado la perlita. Las RO entre
la ferrita y cementita de la perlita responden a una nueva RO:
(̅
) ( ̅
)
,
- ,
-
,
- a 8.5º de, ̅ -
1.4
CINÉTICA Y MECANISMOS DE CRECIMIENTO
En la literatura se encuentran dos mecanismos principales para explicar el
mecanismo de crecimiento de la perlita. Uno de ellos implica la difusión en
volumen de carbono en el frente de transformación, y el otro, supone la difusión
a través de la intercara como etapa limitante.
25
Capítulo 1
1.4.1 Difusión en volumen
A pesar de que se han desarrollado algunos trabajos donde se describe la
difusión de carbono en volumen como factor dominante en la formación de
perlita [22], fue Zener [17] el primero en desarrollar un modelo completo para
explicar la cinética de la perlita.
Para que tenga lugar el crecimiento de la perlita los átomos de carbono deben
difundir desde la ferrita hacia la cementita. El mecanismo de difusión en
volumen asume que esta difusión ocurre a través de la austenita (ver
Figura
1.10).
Si
se
asume
que
la
intercara
austenita/ferrita
y
austenita/cementita son planas, la diferencia de concentración responsable del
proceso de difusión será (
) , donde
y
son las concentraciones en
carbono de la austenita en equilibrio con la ferrita y austenita respectivamente.
Estos valores se pueden obtener a partir de la extrapolación de las líneas de
solubilidad γ/(γ+α) y γ/(γ+θ) del diagrama de fases Fe-C.
Figura 1.10 a) Esquema del mecanismo de difusión en volumen propuesto por Zener y
Hillert para explicar el crecimiento de la perlita. La difusión en volumen desde la ferrita
hacia la austenita viene marcada por Jv. b) Esquema del frente de avance perlítico donde
se definen la concentraciones de carbono y gradientes.
26
Introducción
De toda la energía libre disponible para que se lleve a cabo la transformación
perlítica, la parte que se invierte en la creación de intercaras entre la ferrita y la
cementita,
(J/mol), se expresa como:
1.5
Donde
(J/m2) es la energía de intercara por unidad de área y
es el volumen molar de la austenita y
(mol/m3)
(m) es el espaciado interlaminar. A
medida que el espaciado interlaminar disminuya, el término
se irá
haciendo mayor hasta llegar a un espaciado interlaminar crítico
toda la energía libre disponible,
para el que
, se consumirá en la creación de las
nuevas intercaras:
1.6
La
energía
⁄
libre
total
del
sistema
se
reduce
en
un
factor
de
⁄ en favor de la creación de la nueva intercara.
Zener [49] sugirió considerar esta reducción de la energía libre disponible en la
diferencia de concentración de las intercaras ferrita/cementita, de forma que la
diferencia de concentración real es (
⁄ )(
).
El flujo de carbono desde la ferrita hacia la cementita contigua a través de la
austenita se puede expresar como [49]:
1.7
Donde
(mol/s) es el flujo de carbono,
frente de avance,
(m2) es la sección transversal al
(m3/mol) es el volumen molar, considerado invariable para
todas las fases involucradas en la transformación perlítica y
(m2/s) es el
27
Capítulo 1
coeficiente de difusión del carbono en la austenita. El gradiente de carbono desde
la austenita hacia la ferrita viene definido de la siguiente manera:
(
)
1.8
El gradiente de carbono desde la austenita hacia la cementita se define de
forma análoga:
(
)
1.9
Zener asumió que la distancia efectiva de difusión
espesor de la lámina, siendo para la ferrita
, donde
y
se aproxima a ½ del
y para la cementita
(m) son el espesor de las láminas de ferrita y cementita
respectivamente. La ecuación 1.7 se puede expresar como:
(
Donde
a
)
1.10
(m2) es la superficie de difusión transversal al frente de avance igual
donde b (m) es una distancia arbitraria perpendicular al frente de avance. Es
esta difusión la que produce el crecimiento de una lámina de ferrita hacia la
austenita con una velocidad constante v, pudiéndose reescribir como:
( ̅
)
1.11
(
)
( ̅
1.12
)
Donde ̅ es la composición inicial de la austenita.
Si despreciamos el cambio de volumen asociado a la reacción, el balance de
masas en la punta de cada lámina obliga a que los flujos desde la ferrita hacia la
28
Introducción
austenita y desde ésta a la cementita se igualen en favor del crecimiento
cooperativo:
1.13
( ̅
)
(
̅)
(
)
1.14
Según esto, la velocidad de crecimiento puede expresarse en función de los
valores de concentración en intercara, despejando en la ecuación anterior
( ̅
) y sustituyendo en la ecuación 1.12:
(
)
1.15
Sin embargo, teniendo en cuenta el factor de reducción en la energía libre total
disponible debido a la creación de una nueva intercara, la ecuación 1.15 se
expresa como:
(
)(
)
1.16
La velocidad máxima para el crecimiento perlítico se obtiene cuando
[17, 50].
Por otro lado, Ridley propone que la velocidad de formación de perlita debe
estar relacionada con el espaciado interlaminar, el gradiente de concentración y la
difusividad [5]. La diferencia de concentración en la intercara es proporcional al
subenfriamiento, que a su vez es proporcional al espaciado interlaminar, por lo
que la ecuación 1.15 puede reescribirse como:
1.17
Donde k1 es una constante termodinámica.
29
Capítulo 1
La teoría de Zener-Hillert ha sido aceptada por muchos científicos a pesar de
que encontraron discrepancias entre los valores experimentales y teóricos.
Cuando se aplica este mecanismo a sistemas ternarios (Fe-C-X) [51], aparecen
ciertas inconsistencias con los valores que predice el modelo a la hora de explicar
el crecimiento perlítico a bajas temperaturas. Como alternativa al modelo de
difusión en volumen surge el modelo de difusión por intercara.
1.4.2 Difusión por la intercara
Como los resultados obtenidos a partir del modelo de difusión en volumen no
son suficientes para explicar el crecimiento de la perlita ya, que existen
discrepancias entre los valores teóricos y experimentales, aparece una alternativa
la cual asume que la difusión tiene lugar por la intercara entre la austenita y la
perlita (ver Figura 1.11).
Figura 1.11 Esquema del crecimiento de perlita mediante el mecanismo de difusión por
la intercara austenita/perlita. Las líneas rojas (JB) representan el sentido del flujo de
carbono desde la ferrita hacia la cementita por la intercara entre la austenita y la perlita.
Este modelo asume que la intercara entre la austenita y la perlita puede
tratarse como una fase distinta con un ancho y un coeficiente de difusión DB.
30
Introducción
La difusión en intercara es mayor y tiene menor energía de activación que la
difusión en volumen. Cahn y Hagel [2] proponen este mecanismo de difusión por
la intercara como el más plausible para describir el crecimiento de la perlita,
especialmente para el caso de bajas temperaturas y grandes subenfriamientos.
Sundquist desarrolló formalmente este modelo de difusión por intercara
teniendo en cuenta además el efecto de capilaridad que existe en el frente de
avance y suponiendo condiciones de equilibrio local en la intercara
austenita/perlita [12]. La limitación que presenta este modelo es que la energía de
activación para la difusión por intercara se calculó a partir de resultados
experimentales en un sistema Fe-C obteniendo valores muchísimo más elevados
que si se supone difusión por volumen.
En una primera aproximación, Hillert [49] modificó el modelo de la difusión
en volumen para difusión por intercara asumiendo que la sección en la frontera
de grano a través de la que se produce la difusión es
, donde
es el espesor
de la frontera. El factor 2 representa la difusión a ambos lados de las láminas de
ferrita. Para que el resultado sea independiente de la ferrita y la cementita la
distancia efectiva de difusión se toma como , y se aproxima como ⁄ para el
caso de una simetría laminar como la eutectoide.
Donde
(
)(
)
1.18
es el coeficiente de difusión del carbono por la intercara y es el
espesor de la intercara austenita/perlita.
Cuando pasamos a tener un sistema ternario, Fe-C-X, la partición de los
elementos aleantes es un factor muy importante a tener en cuenta durante el
crecimiento de la perlita. Para estos sistemas, el mecanismo de difusión por la
intercara tiene un papel decisivo ya que el coeficiente de difusión en volumen de
los elementos aleantes es mucho más pequeño que el coeficiente de difusión del
31
Capítulo 1
carbono. Por tanto, será la difusión por la intercara la responsable de generar ese
camino de difusión para los elementos aleantes, permitiendo así que se produzca
la partición de los mismos entre la austenita y la perlita [52]. Si tenemos en cuenta
en la velocidad de formación de la perlita la presencia de elementos aleantes
obtenemos la siguiente expresión:
(
) (
1.19
)
Donde el coeficiente de segregación en la intercara z, es la relación entre la
concentración del elemento aleante X en la austenita cerca de la intercara y la
concentración de X en la intercara. En este caso,
y
son las concentraciones
de X en la austenita que está en equilibrio con la ferrita y la cementita y
y
son las concentraciones de X para la ferrita y la cementita. El coeficiente de
segregación z, se considera que tiene un valor de 1, ya que la intercara
austenita/perlita se supone que es móvil y no hay tiempo suficiente como para
que se dé el fenómeno de segregación en la intercara.
1.4.3 Otros mecanismos
Teoría de Cahn: Cahn y Hagel [2] consideraron el proceso de difusión por el
cual tanto los elementos sustitucionales como los intersticiales se redistribuyen y
cómo afecta la difusión de estos elementos en austenita, ferrita y a través de la
intercara a la velocidad de formación perlítica. Como existen diferentes posturas
acerca de cuál es exactamente el mecanismo de crecimiento de la perlita, en lugar
de calcular la velocidad de crecimiento en función de los distintos mecanismos
anteriores, adoptaron un enfoque distinto de abordar el problema y para ello
comprobaron la coherencia entre las medidas experimentales de espaciado
interlaminar, velocidad de crecimiento y coeficientes de difusión. Cahn y Hagel
proponen un parámetro cinético i para medir el grado de segregación y este
parámetro será único para cada elemento de tal manera que:
32
Introducción
1.20
Otro parámetro
puede escribirse en términos del parámetro termodinámico
anterior:
(
1.21
)
En este caso los coeficientes
,
,
,
son las concentraciones obtenidas
a partir del diagrama de fases e i representa el carbono o elementos
sustitucionales.
Para valores altos de
(implica valores pequeños para
y de ) y teniendo en cuenta que el término
límite, entonces el término
o valores altos de
tiene un valor máximo
tendrá un valor pequeño y por lo tanto la
partición del soluto i será pequeña. Para valores pequeños de
grandes para
término
o valores pequeños de
, (implica valores
y de ) y teniendo en cuenta que el
tiene un valor máximo límite, el término
será
pequeño y el gradiente de concentración en la intercara austenita/perlita será
pequeño.
puede calcularse a partir de las medidas experimentales de velocidad,
espaciado interlaminar y coeficiente de difusión.
se calcula a partir de las
concentraciones que obtenemos del diagrama de fases. En un sistema binario
Fe-C, es posible calcular los valores límite para los términos (
(
) y
). Como la concentración de carbono en la cementita no puede ser cero,
entonces el valor más alto de
será un medio de su valor (según la ecuación
1.21). Este valor límite se denomina
(valores experimentales de
. A partir de observaciones cinéticas
y de ), Cahn y Hagel estimaron los valores de
partir del diagrama de fases, calcularon el valor para
y,
para comparar ambos
parámetros. La pregunta que plantean es que cuál es el valor de
para que
y
33
Capítulo 1
sean iguales. O en otras palabras, cuál es la difusividad aparente,
, que se
necesita para satisfacer la segregación requerida. Para valores iguales de ambos
parámetros,
=
, significa que el proceso que controla el crecimiento de la
perlita es la difusión en volumen. En el caso de que
<
, existe otra difusión a
parte de la difusión en volumen que controla el crecimiento perlítico y para la
situación en la que
>
debe existir otro camino más rápido por el que tenga
lugar la difusión.
Para sistemas no férreos, Cahn y Hagel vieron que el coeficiente de difusión
aparente es varios órdenes de magnitud más grande que el
es mucho mayor que
y por lo tanto,
, lo cual es indicativo de que debe existir otro camino más
rápido por el que tiene lugar la difusión. En el caso de la perlita formada en un
sistema Fe-C, los valores para
y
son muy similares pudiendo concluir
que el mecanismo dominante es la difusión en volumen en austenita.
Como contrapunto a este trabajo cabe decir que los valores de s y v usados a la
hora de llevar a cabo todos los cálculos se obtuvieron a partir de medidas
experimentales en distintas aleaciones. Además, la velocidad de formación de
perlita en un sistema Fe-C viene limitada por la difusión del carbono en la
austenita, y los valores que obtuvieron para aceros de alta pureza eran casi 50
veces más altos que para aceros al carbono. Esto puede deberse a diferencias en el
espaciado interlaminar, pero los resultados experimentales que aportaron
mostraban que el espaciado era similar en ambos casos. Estos resultados avalan
la hipótesis de que debe existir otro mecanismo para la difusión de carbono
cuando tiene lugar el crecimiento de la perlita.
Difusión a través de la ferrita: Nakajima et al. [53] consideraron el fenómeno de
la difusión de carbono desde la ferrita hacia la cementita (ver Figura 1.12) ya que
ésta es mucho más alta que la difusión de carbono en austenita. Cuando
combinan el efecto de todas las difusiones, encuentran que las diferencias entre
34
Introducción
resultados experimentales y teóricos para la velocidad de formación de perlita
son pequeñas. En este trabajo se discute que el flujo a través de la austenita y de
la ferrita da lugar a un crecimiento de la perlita más rápido que si sólo se tiene en
cuenta el flujo a través de la austenita. En la modelización que llevaron a cabo
suponiendo la contribución de la difusión de carbono a través de la ferrita
concluyen que el ancho de cementita por detrás de la intercara aumenta como
consecuencia de esta difusión.
Figura 1.12 Esquema de difusión para el crecimiento de la perlita propuesto por
Nakajima [53] donde se considera también el fenómeno de difusión de carbono desde la
ferrita hacia la cementita dentro de una colonia de perlita.
Cahn y Hagel también consideraron el fenómeno de la difusión en volumen en
la ferrita [2] pero no encontraron diferencias en el ancho de cementita por detrás
del frente de avance. Como las velocidades de formación calculadas no eran
capaces de explicar las velocidades experimentales concluyeron que estas
diferencias se podían atribuir a la influencia de la tensión generada por la
transformación o a la difusión por la propia intercara.
Otros autores llevaron a cabo trabajos de simulación donde se consideraban
estos dos aspectos [54]. En este trabajo se pone de manifiesto que la tensión
generada por la propia transformación inhibe el crecimiento cooperativo entre la
ferrita y la cementita dando lugar a un crecimiento solitario en forma de cuña de
35
Capítulo 1
la cementita por delante de la ferrita (ver Figura 1.13). Este crecimiento en forma
de cuña produce que el carbono difunda desde la intercara austenita/ferrita hacia
la punta de la lámina de cementita.
En detrimento de esta hipótesis, cabe decir que para aleaciones Fe-C este
crecimiento en forma de cuña de la cementita por detrás del frente de avance no
se ha observado nunca experimentalmente.
Figura 1.13 Esquema del crecimiento escalonado. La cementita al tener mayor volumen
que la ferrita produce una deformación y una tensión positiva en la austenita alrededor
de la lámina de cementita. La austenita que está más alejada de las láminas de cementita
está sometida a una fuerza de compresión. Esta situación produce que el carbono
difunda desde la intercara austenita/ferrita hacia la punta de la lámina de cementita.
Combinación de difusión en volumen y difusión por la intercara: Hashiguchi y
Kikardly consideraron la contribución de la difusión en volumen y por la
intercara [55]. Asumieron la difusión por la intercara como un flujo paralelo al
flujo debido a la difusión en volumen y paralelo al frente de avance y además un
equilibrio mecánico en la intercara y los efectos de capilaridad de la misma. El
coeficiente de distribución que describe la composición de la austenita en
contacto con la ferrita y la cementita en el frente de avance se considera
36
Introducción
constante. El contrapunto de este modelo es que la energía de activación que se
obtiene para la difusión de carbono por la intercara es demasiado alta.
Finalmente, Pandit y Bhadeshia [56] desarrollaron otro modelo teniendo en
cuenta la combinación de ambas difusiones. En este trabajo usaron ecuaciones
para calcular el flujo derivadas de las ecuaciones propuestas por Zener y
Hillert[17, 49]. En este modelo sólo se tiene en cuenta el efecto de la difusión en el
frente de avance. Los valores obtenidos para la energía de activación de la
difusión de la intercara a partir de este trabajo son más razonables que para el
caso del modelo de Hashiguchi y Kikardly.
1.5 EFECTO DE LOS ELEMENTOS ALEANTES
La adición de elementos aleantes al sistema Fe-C puede tener un marcado
efecto en la formación de perlita. Con la excepción del Co, la adición de pequeñas
cantidades de elementos aleantes retarda la cinética de transformación en perlita
[57] ya que retrasan la velocidad de nucleación y de crecimiento.
Existen numerosos trabajos sobre la partición de elementos aleantes a través
de la intercara austenita/perlita [11, 58, 59] donde se concluye que el crecimiento
de la perlita pude estar controlado por la difusión del carbono o de los elementos
sustitucionales a través del volumen de la austenita, por la intercara, o por ambas
difusiones. Los elementos formadores de carburos como el Mn, Cr o Mo tenderán
a particionarse en la cementita [51, 60, 61], mientras que los elementos como el
Al, Si, Ni o Co [62-64] tenderán a segregarse en la ferrita. Además, dependiendo
de la naturaleza de los elementos, si son alfágenos (estabilizadores de la fase
ferrítica) o gammágenos (estabilizadores de la fase austenítica) modifican la
temperatura eutectoide [65] de tal manera que los primeros elevan la
temperatura y los segundos la disminuyen (ver Figura 1.14).
37
Capítulo 1
Figura 1.14 Efecto de los elementos en a) la temperatura eutectoide y b) en la
concentración de carbono eutectoide.
La composición de la ferrita y de la cementita de la perlita en un sistema Fe-C
puede conocerse a partir de la construcción de la tangente común en el diagrama
de energía libre de Gibbs tal como se muestra en la Figura 1.15.
Figura 1.15 Diagrama de la energía libre de Gibbs frente a la composición para la
formación de perlita.
38
Introducción
La tangente común también es conocida como tie-line, que se define como la
línea que da la composición de la fase (o fases) que se forma y que está en
equilibrio con la fase madre. Sin embargo, para un sistema Fe-C-X, donde X es un
elemento sustitucional, la energía libre de Gibbs para la austenita y la perlita
forma una superficie tridimensional (ver Figura 1.16) y encontramos varias
posibilidades a la hora de construir el plano tangente a dicha superficie. De todos
ellos, el plano tangente válido que corte a la superficie será aquel que satisfaga las
siguientes igualdades:
(
)
1.22
(
)
1.23
Donde cc y cx son las gradientes de concentración del carbono y del
elemento X. Como el coeficiente de difusión para el carbono es muy superior al
coeficiente de difusión para el elemento X (
/
106), las ecuaciones 1.22 y 1.23
no pueden satisfacerse simultáneamente usando la tie-line que pase por la
composición de la aleación. Kirkaldy [66] y Purdy [67] proponen varias
soluciones para resolver dichas ecuaciones y satisfacer el balance de masas.
El elemento que tiene una difusión mayor (C) debe disminuir su velocidad
para mantener el ritmo con el elemento de menor difusión (X), por lo que la
fuerza motriz para la difusión del C es despreciable mientras que la fuerza motriz
para la difusión de los elementos aleantes es elevada. Este mecanismo se
denomina equilibrio local con partición, ELCP o PLE (del inglés, partitioning
local equilibrium). El elemento aleante se reparte entre la fase (o fases) que se
forman y la fase madre. Por lo tanto, la velocidad de formación es lenta debido a
la baja difusividad de los elementos aleantes.
La segunda solución asume que la difusión de carbono jugará un papel más
preponderante que los elementos aleantes sustitucionales debido a su mayor
39
Capítulo 1
difusividad en la austenita en comparación a la de estos últimos, de difusión
mucho más lenta. Como resultado, los elementos aleantes sustitucionales no
pueden difundir a una larga distancia durante la reacción, con lo que las
condiciones de equilibrio que se mantienen en las intercaras con la austenita son
de equilibrio local sin partición, ELSP o NPLE (del inglés, negliglibe partitioning
local equilibrium).
Figura 1.16 Construcción de la tangente común en el diagrama de la energía libre de
Gibbs frente a la composición para dos fases de un sistema ternario.
En la Figura 1.17 se muestra el esquema del perfil para ambos mecanismos
ELCP y ELSP. El paraequilibrio [14, 68] describe un modo de equilibrio donde la
baja difusividad de los elementos sustitucionales impide el reparto de los mismos
a través de la intercara, sin embargo el carbono al tener una difusividad más alta,
se repartirá entre ambas fases, permitiendo así que el potencial químico llegue a
ser idéntico en ambas fases. Este es un modo de transformación metaestable
donde el crecimiento de la misma está controlado exclusivamente por la difusión
dc carbono.
Hultgren fue el primero en distinguir la perlita formada bajo el mecanismo de
partición de los elementos aleantes [69, 70] y denominó a esta perlita ortoperlita.
Para referirse a la perlita formada bajo condiciones de no partición usó el termino
40
Introducción
paraperlita. La formación de ortoperlita ocurre para bajos subenfriamientos y
tiene lugar el reparto del elemento aleante entre la ferrita y la cementita bajo
condiciones de equilibrio local en la intercara austenita/perlita. La etapa limitante
viene determinada por la difusión de los elementos aleantes a través de la
intercara [11]. La difusión de los elementos aleantes es muy lenta en comparación
con la difusión del C en la austenita y consecuentemente la actividad del carbono
cerca del frente de avance se considera que es uniforme. La paraperlita se forma
bajo elevados subenfriamientos donde la velocidad de formación de perlita es
alta y los elementos aleantes no tienen tiempo suficiente para redistribuirse entre
la ferrita y la cementita. Existen dos modelos para describir la formación de
paraperlita:
Figura 1.17 Perfiles para una intercara austenita/ferrita bajo condiciones de a) ELCP y b)
ELSP.
Formación de paraperlita bajo condiciones de paraequilibrio (PE): el modelo
de paraequilibrio asume que se establece un equilibrio local para el carbono en la
intercara austenita/perlita y que los elementos sustitucionales no juegan ningún
papel importante en la transformación excepto para describir el cambio
estructural necesario. Como resultado, la difusión del carbono es la etapa
limitante y la perlita herederará la composición de elementos aleantes de la
matriz.
41
Capítulo 1
Formación de paraperlita bajo condiciones de equilibrio local (ELSP):
posteriormente, algunos autores [13, 66, 71-73] documentaron que las
transformaciones caracterizadas por la ausencia de partición de elementos
aleantes pueden estar regidas por el equilibrio en la intercara. Esto requiere de la
acumulación o empobrecimiento (pico positivo o negativo) en la intercara del
elemento aleante en la austenita del frente de avance. La difusión de C se
considera también en este caso la etapa limitante y la perlita adquiere la misma
composición del elemento aleante que la austenita madre.
La mayoría de autores y trabajos experimentales [12, 58, 74, 75] apoyan que la
transformación perlítica viene gobernada por mecanismos de EL en la intercara
austenita/perlita y dependiendo de la composición de la aleación y de la
temperatura a la cual tenga lugar la transformación predominará el mecanismo
de ELCP o ELSP.
1.6
PERLITA DIVERGENTE
La perlita “cl{sica” se caracteriza porque crece con un espaciado interlaminar
y una velocidad de formación constantes durante el tiempo de transformación
[1]. Sin embargo, no siempre la perlita crece con esta morfología ni con esta
cinética constante. Cahn y Hagel [2] fueron los primeros en observar que la
perlita obtenida a partir de una aleación ternaria Fe-C-Mn presentaba una
morfología y unas características inusuales: el espaciado interlaminar aumenta
con el tiempo de descomposición y la velocidad de formación disminuye a
medida que transcurre la transformación (ver Figura 1.18). A esta perlita que
crecía con estas características cinéticas y con esta morfología de divergencia la
llamaron perlita divergente [76].
42
Introducción
Cahn y Hagel concluyeron que la formación de perlita en sistemas ternarios
por encima del límite más bajo de la temperatura Ae 12 crece con una velocidad
que no es constante y consecuentemente, la composición de la austenita deberá
cambiar continuamente hasta que alcance el equilibrio con las fases que se
forman (ferrita y cementita). Por otro lado, estudiaron el transcurso de la
transformación perlítica en otra aleación para una temperatura comprendida
entre el límite superior e inferior de la Ae 1 y encontraron el mismo
comportamiento de divergencia. Argumentaron que como la difusión del Mn es
muy lenta puede dar lugar a una zona enriquecida de Mn en la austenita y por
tanto el cambio composicional en C de la austenita es el responsable de la
observación del fenómeno de la divergencia.
Esta morfología inusual de la perlita también fue observada por Mannerkoski
[77] en aleaciones con alto contenido en Cr y por Fridberg y Hillert en aceros
hipoeutectoides con alto contenido en Si [62].
Posteriormente, Hillert llevó a cabo un detallado estudio sobre el efecto de los
elementos aleantes en el crecimiento de la perlita [11] y aportó una explicación
cualitativa para justificar las observaciones experimentales de la divergencia a
partir de un esquema del diagrama de fases de la aleación Fe-C-Mn. Concluyó
que la causa del crecimiento de la perlita bajo condiciones de estado no
estacionario y de divergencia en las láminas se debe al cambio continuo de la
composición de C en la austenita. Es decir, que las condiciones de EL en la
intercara austenita/perlita varían con el transcurso de la transformación.
De este trabajo también se concluye que la perlita divergente se forma cuando
la aleación se sitúa por encima del límite más bajo de la temperatura Ae 1. Por el
Para un campo trifásico donde coexisten las fases ++, la temperatura eutectoide no viene
determinada por un único punto invariante si no que tendremos un intervalo de composiciones y
temperaturas que determinan el intervalo de la descomposición eutectoide. Tendremos un límite
superior y un límite inferior para Ae1.
2
43
Capítulo 1
contrario, cuando se obtiene perlita (bajo el régimen de partición) por debajo del
límite inferior de la temperatura Ae1, ésta crecerá bajo condiciones de estado
estacionario y con un espaciado interlaminar constante.
Figura 1.18 a) Micrografías ópticas de una aleación Fe-1C-5Mn (%peso) transformada a
680°C durante 24 h donde puede verse que el espaciado interlaminar no es constante a lo
largo del nódulo perlítico. b) Variación del ancho máximo de nódulo de perlita con
respecto al tiempo de transformación [2].
Sin embargo, en el trabajo de Cahn et al. [76] se encuentra perlita divergente en
una aleación 0.6C-5.2Mn (%.peso) para temperaturas inferiores al límite inferior
de la temperatura Ae1. Hillert argumentó que los resultados aportados para este
caso no eran valores reales de divergencia ya que en las micrografías que
aportaban (ver Figura 1.19) pude verse que existe un pinzamiento entre las
colonias perlíticas. Por tanto, por debajo del límite inferior de la temperatura Ae 1
no cabe esperar divergencia y el efecto de la divergencia de las láminas se debe al
pinzamiento del frente de avance de distintas colonias. Finalmente, a partir de
resultados experimentales obtenidos por otros autores sobre la transformación
perlítica, Hillert construyó un diagrama de fases (ver Figura 1.20) donde define el
44
Introducción
límite de las diferentes regiones de composición y temperaturas para las cuales se
obtiene perlita constante bajo régimen de partición y no partición y perlita
divergente.
Figura 1.19 micrografía obtenida mediante réplicas de TEM para una aleación Fe-C-Mn
transformada a 550°C durante 24h [76].
Figura 1.20 Comparación entre los resultados experimentales y valores teóricos para las
regiones donde se puede obtener distintos tipos de perlita en función de la temperatura
y la composición en Mn.
Recientemente, Hutchison et. al. observaron la existencia de perlita divergente
en un aleación Fe-0.85C-11.56Mn (%. peso) por encima del límite superior de la
temperatura Ae1 [78] argumentando que a pesar de que la aleación se encuentra
45
Capítulo 1
por encima del campo trifásico, localmente se pueden obtener condiciones de
divergencia en la intercara austenita/perlita.
1.7
DIVERGENCIA EN OTROS SISTEMAS
Existen tres aspectos críticos para poder obtener estructuras laminares que
exhiban una morfología divergente. El primero de ellos es que existan al menos
dos solutos y que uno de ellos tenga una movilidad muy superior al otro. El
segundo es que la difusión del elemento con menor difusividad sea la etapa
limitante de la transformación laminar. Y la tercera es que el producto laminar
tenga una composición diferente a la composición de la fase madre. Por lo tanto,
el fenómeno de la divergencia no es exclusivo de sistemas Fe-C-Mn ni de la
descomposición eutectoide.
La descomposición eutectoide de la -ferrita es un agregado laminar
constituido por austenita y un carburo (denominada como -perlita) y ha sido
estudiada en aceros con alto contenido en Cr y en Mo [79, 80]. Esta
transformación eutectoide tiene lugar a altas temperaturas (1100°C-800 °C) en
aceros que contienen elementos aleantes que estabilizan la fase ferrítica y
formadores de carburos. El hecho de que el C tenga una difusividad mucho más
alta que los elementos aleantes y que la -perlita se forme con un contenido en C
más elevado que la -ferrita son indicativos de encontrar divergencia. La
formación de la -perlita requiere de largas distancias de difusión para el C, por
lo que durante la transformación, la supersaturación de C en la -ferrita
disminuye dando como resultado una divergencia en las láminas.
Fridberg et al. [81] analizaron la velocidad de crecimiento de un agregado
laminar (+M6C), resultado de la descomposición eutectoide de la -ferrita en una
aleación Fe-C-Mo, en términos de las distancias de difusión del C en la matriz de
46
Introducción
-ferrita. La aproximación teórica y los resultados de este trabajo son similares a
los obtenidos para la formación de perlita divergente en un sistema Fe-C-Si [62].
La reacción celular (o reacción discontinua) implica la formación de un
agregado laminar formado por la misma fase que la madre pero con diferente
composición y un precipitado:
’+
Existen en la literatura muchos trabajos sobre la morfología y cinética de esta
transformación que normalmente se da en aleaciones binarias. La mayoría de los
resultados concluyen que esta transformación celular ocurre con una velocidad y
un espaciado interlaminar constantes para una temperatura dada. Pero también
se encuentran trabajos donde se observa el fenómeno de divergencia para estos
sistemas[82, 83].
47
Motivación y objetivos
2.
MOTIVACIÓN Y OBJETIVOS
La motivación de este trabajo surgió al estudiar la transformación perlítica en
aceros de nueva generación como son los “aceros ligeros” o las aleaciones del
sistema Fe-C-Mn-Al. Las aleaciones del sistema Fe-Mn-Al-C, a las que pertenecen
los aceros austeníticos 20-30Mn-3Al, también conocidos como aceros TWIP (del
acrónimo inglés TWining Induce Plasticity), presentan una alta combinación de
ductilidad y resistencia mecánica, lo que les hace muy atractivos para la industria
del automóvil por su baja densidad [84] como consecuencia de su contenido en
Al y Mn. El gran radio atómico del Al, y en menor medida del Mn, en
comparación con el radio atómico del Fe, hacen que se produzca una reducción
de peso específico como se observa en la Figura 2.1, donde se ha determinado un
valor mínimo de densidad (ρ) ρ = 6.5 g.cm-3 para altos contenidos en Al-(Al ≈
12%).
Figura 2.1 Densidad en función de la concentración de Al para diversas aleaciones
Fe-xMn-yAl-zC con contenidos en Mn entre 14-28% en peso.
Aunque son numerosos los trabajos que se han publicado en la literatura sobre
el comportamiento mecánico de estos aceros [85], son pocos los que se han
dedicado a investigar la formación de microestructuras laminares, y menos aún,
49
Capítulo 2
los que se han centrado en estudiar los mecanismos de formación de tales
estructuras. Por lo tanto, se pretende estudiar la cinética y termodinámica de la
transformación perlítica en este tipo de aleaciones cuaternarias para concluir si
sigue las mismas pautas que la transformación perlítica en otros sistemas de
menor complejidad. Además, se analizará la viabilidad de obtener perlita
formada por láminas alternas de ferrita y un carburo distinto de la cementita.
El principal objetivo de este trabajo se centra en estudiar los mecanismos que
gobiernan la descomposición eutectoide en sistemas Fe-C-X-Y, donde X e Y son
distintos elementos aleantes. A pesar de que la transformación perlítica es una de
las transformaciones en aceros que más se ha estudiado, todavía hoy quedan
algunos aspectos que requieren de un estudio en detalle para conocer en
profundidad la cinética y la termodinámica que hay detrás de esta
transformación.
Uno de los aspectos que se abordan es revisar la literatura sobre la teórica
clásica de la transformación perlítica para comprobar si explica y concuerda con
los resultados experimentales obtenidos. Mediante el control de los parámetros
termodinámicos y cinéticos se busca favorecer ciertas condiciones extremas de
partida para que tenga lugar la transformación perlítica en mayor o menor grado
y con distintas morfologías finales. El objetivo es tratar de ver si la teoría clásica
predice y explica los resultados obtenidos cuando partimos de dos condiciones
de TGA muy distintas.
Otro de los aspectos que se trata en esta tesis es analizar en profundidad el
mecanismo que rige la formación de perlita divergente. Como primera
aproximación, y por simplicidad a la hora de entender y establecer las bases de la
formación de perlita divergente, se seleccionó una aleación ternaria del tipo Fe-CMn. Como segunda aproximación, y para estudiar el efecto de los elementos
aleantes o la partición de soluto en estructuras laminares se diseñó una aleación
ligera Fe-C-Mn-Al.
50
Motivación y objetivos
En las transformaciones de fase en aceros tanto en tratamientos isotérmicos a
baja temperatura como en ciclos de enfriamiento continuo a bajas velocidades,
tiene lugar la precipitación de carburos del tipo MC, M3C, M5C2, M7C3 y M23C6
[86-89]. El carburo del tipo M3C, conocido como cementita cuando M = Fe,
presenta una estructura cristalina ortorrómbica y es uno de los carburos mejor
conocidos en los aceros. [90] Cuando un acero con un contenido en carbono
cercano al 0.77 % en peso se enfría a temperaturas inferiores a la temperatura
eutectoide, la austenita se encontrará sobresaturada simultáneamente con
respecto a la ferrita y a la cementita, con lo que se formará la microestructura
eutectoide conocida como perlita, es decir, α + Fe3C.
Con respecto al sistema Fe-Mn-C, la transformación eutectoide tiene lugar con
la formación de carburos del tipo M3C con un alta concentración de Mn, mientras
que la concentración es baja en la ferrita adyacente [91]. Esto implica un proceso
de difusión del Mn durante la formación de la perlita.
Por otro lado, son los carburos (Fe3AlC) [92] y M23C6 [93] los responsables de
la formación de estructuras laminares tipo perlítico, en los aceros ligeros
Fe-C-Mn-Al después de tratamientos isotérmicos a bajas temperaturas (Figura
2.2). El carburo tiene una estructura cristalina tipo L12 y precipita de forma
homogénea en la fase matriz del acero [94]. Por otro lado, los carburos M23C6 con
una estructura cristalina compleja FCC [87], nuclean y crecen en las fronteras de
grano de la fase austenita.
Cahn y Hagel [2] proporcionan una extensa revisión de la teoría de la reacción
de descomposición de la austenita en perlita por procesos de difusión en su
trabajo cl{sico “Austenite Decomposition by Diffusional Processes”. Presentaron
un modelo de transformación perlítica válido sólo para composiciones de partida
del eutectoide o cercanas, donde la fase matriz (austenita) no está sometida a un
fuerte gradiente en el potencial químico de carbono durante el proceso de
nucleación. Este gradiente puede tener un efecto significativo en la formación
51
Capítulo 2
inicial de cementita, y desde luego no es extrapolable para formaciones laminares
tipo perlita como las descritas en párrafos anteriores para sistemas Fe-C-Mn-Al.
Figura 2.2 Análisis TEM de un acero Fe-13Mn-3Al-0.63C tratado isotérmicamente a
600 °C. (a) Imagen de campo oscuro (BF) de perlita (α +M23C6) y , (b) diagrama de
difracción del área seleccionada (SAD) de ferrita [111] (T: haz transmitido), (c) SAD
tomado en [011] y [114] del carburo M23C6. Existen maclas FCC que aparecen subrayadas.
Krielaart [95] y colaboradores, por otro lado, desarrollaron en los años 90 un
modelo para el crecimiento de ferrita extrapolable a sistemas Fe-X-Y-C (donde X
e Y pueden ser Mn, Al, Mo y Cr). De su trabajo se puede deducir un criterio para
la formación de perlita. De Krielaart se deduce que hay una discontinuidad en el
potencial químico de Fe y C en la intercara α/γ en lugar de las condiciones de
equilibrio local o paraequilibrio [96]. A medida que la austenita se enriquece, la
diferencia en el potencial químico de carbono a través de la frontera entre α/γ
52
Motivación y objetivos
tiende a cero, y cuando el potencial químico del carbono llega a cero es cuando
comienza la formación de perlita, o estructuras eutectoides laminares tipo perlita.
Por último, Capdevila [97] y colaboradores han propuesto una combinación de
condiciones que se deben cumplir en la intercara α/γ para que se forme perlita (o
microestructuras laminares tipo perlita) sobre la misma intercara α/γ en
movimiento. En un sistema Fe-C-Mn, y utilizando el modelo de soluciones
regulares de Hillert-Staffanson, se calcula el potencial químico de cada
componente (es decir, Fe, C y Mn) en las fases γ, α y carburo (en el caso del
sistema Fe-Mn-C tipo M3C), ya sea para condiciones de EL o PE. Como primer
criterio se aplicó la extrapolación Hultgren por debajo de la temperatura del
eutectoide (Ae1) bajo condiciones de EL o PE. El segundo criterio empleado es
considerar que la velocidad de migración de la intercara α/γ debe caer por debajo
del tiempo necesario para que un embrión del carburo (Fe3C, M3C, M23C6,…)
pueda nuclear sobre dicha intercara móvil. Cuando se cumplen ambas
condiciones, la perlita comienza a formarse.
Por lo tanto, el trabajo a desarrollar en esta tesis trata de resolver cuatro
preguntas fundamentales:
1. ¿Tiene el tamaño de grano austenítico previo un efecto sobre la cantidad
de ferrita proeutectoide y perlita formada, y por tanto sobre la proporción
de fases en la microestructura laminar final en un acero hipoeutectoide?
2. ¿Tiene el tamaño de grano austenítico previo una influencia sobe la
velocidad de crecimiento de la ferrita y por tanto sobre las condiciones
necesarias para que se produzca la formación de una microestructura
laminar tipo perlita?
3. ¿Cumple la transformación eutectoide γα + Fe3C6 típica de los acero FeMn-Al-C y Fe-C-Mn los criterios de LE o PE? Es decir, ¿hay partición de
elementos durante la transformación de descomposición de la austenita?
53
Capítulo 2
4. ¿Cuál es el mecanismo, termodinámica y cinética de la perlita divergente
en un sistema ternario Fe-C-Mn y en un sistema cuaternario Fe-C-Mn-Al?
¿Se mantienen las relaciones de orientación típicas de la perlita en estas
aleaciones?
5. ¿Puede darse la descomposición eutectoide γα + carburo, con carburos
del tipo M23C6 o carburos en el sistema Fe-C-Mn y Fe-Mn-Al-C?
54
Materiales y técnicas experimentales
3.
MATERIALES Y TÉCNICAS EXPERIMENTALES
3.1
MATERIALES
La composición química de los aceros estudiados en esta tesis con el fin de
comprender los procesos inherentes a la transformación perlítica se muestra en la
Tabla 3.1. Se han elegido tres aleaciones de tal manera que una de ellas tiene una
composición hipoeutectoide y las otras dos tienen una composición cercana al
eutectoide y un elevado contenido de Mn y Al.
Con respecto a la nomenclatura de los aceros, las tres primeras letras PER
hacen referencia a que son aceros perlíticos, y las siglas Mn y Al hacen referencia
al alto contenido en dichos elementos aleantes. El acero PER tiene una
composición hipoeutectoide y bajo contenido en Mn. Los aceros PER-Mn y PERAl presentan una composición similar en C y Mn con la diferencia de que el acero
PER-Al contiene además Al.
El rango de composiciones elegido permite evaluar el efecto de la naturaleza
de los distintos elementos aleantes (gammágeno y alfágeno) en la transformación
perlítica.
Tabla 3.1 Composición química de los aceros estudiados
Acero
PER
PER-Mn
C
Mn
Al
Fe
% peso
0.44
1
-
balance
% at.
2
1
-
balance
% peso
0.65
9.72
-
balance
% at.
2.98
9.66
-
balance
% peso
0.63
9.82
4.60
balance
% at.
2.74
9.30
8.86
balance
PER-Al
55
Capítulo 3
Los aceros PER-Mn y PER-Al fueron suministrados por la empresa Acerinox
en forma de lingotes de dimensiones 11x50x180 mm, que se fabricaron mediante
un proceso de colada y forja para eliminar la estructura dendrítica de
solidificación. Finalmente, tras el proceso de forja, los lingotes fueron sometidos a
un tratamiento de recocido para su homogenización a 1200 °C durante 24 horas y
posterior enfriamiento lento en el interior del horno. El acero PER se fabricó
mediante la ruta convencional de laminado en caliente con una reducción del
espesor del 87.6%. Este acero se homogeneizó a una temperatura de 1200 °C
durante 3 horas.
3.2 TRATAMIENTOS TÉRMICOS
Con el objetivo de estudiar el efecto del tamaño de grano austenítico en la
transformación perlítica se diseñaron dos tratamientos de austenización para
generar dos TGA bien diferenciados. Para ello, muestras cilíndricas de 3 mm de
diámetro y 12 mm de longitud del acero PER fueron austenizadas a 1200 °C y
900 °C en un dilatómetro de alta resolución Adamel Lhomargy DT-1000 [98].
Tabla 3.2 Condiciones de austenización y tamaño de grano austenítico obtenido para los
distintos aceros estudiados.
Acero
(°C)
Tiempo (s)
TGA (m)
PER
1200
120
120
PER
900
120
5
PER-Mn
1050
300
140
PER-Al
1200
86400
450
56
Materiales y técnicas experimentales
Para el caso del acero PER-Mn se seleccionó una temperatura de austenización
(
) de 1050 °C y para el acero PER-Al no se llevaron a cabo tratamientos de
austenización porque el estado de recepción de este acero es una matriz
austenítica, con lo que el TGA empleado fue el del estado de recepción. Las
condiciones de austenización, así como el TGA obtenido vienen resumidas en la
Tabla 3.2.
Tabla 3.3 Tratamientos isotérmicos realizos en los aceros PER, PER-Mn y PER-Al
Acero
Tª isotermo (°C)
Tiempo
Equipo
Interrumpidos entre
7 y 1800 s
DT-1000
560
610
PER
660
690
715
600
PER-Mn
PER-Al
450
Interrumpidos entre
6 y 36 h
Interrumpidos entre
14 h y 14 días
670
Interrumpidos entre
3 y 30 días
550
Interrumpidos entre
13 h y 6 días
450
Interrumpidos entre
6 h y 92 días
BÄHR
HORNO
El grano austenítico previo fue revelado mediante la técnica de ataque térmico
[99], y se midió a partir de micrografías ópticas y con un software analizador de
imágenes Image Tool.
57
Capítulo 3
Con respecto a los tratamientos isotérmicos, estos se diseñaron a partir de los
diagramas de fase calculados con el software Thermocalc, con el objetivo de
seleccionar rangos de temperaturas en los cuales la aleación caiga en una región
bifásica (+), trifásica (++), fuera o dentro de la extrapolación de Hultgren.
Los tratamientos isotérmicos (ver Tabla 3.3) se llevaron a cabo en el
dilatómetro Adamel Lhomargy DT-1000, dilatómetro Bähr 805 A/D y en un
horno Carbolite CTF 12/65/550 en atmósfera de aire.
Para el caso del acero PER, la cinética de la transformación perlítica se estudió
mediante la combinación del análisis dilatométrico y metalográfico.
3.3 TÉCNICAS EXPERIMENTALES
3.3.1 Microscopía óptica (MO)
La cantidad de fase transformada a las diferentes temperaturas ensayadas fue
determinada mediante conteo manual de puntos sobre micrografías ópticas (MO)
y de barrido [100]. Para ello, las muestras fueron embutidas en baquelita,
desbastadas y pulidas metalográficamente con pasta de diamante hasta 0,5 m en
diferentes pasos. Finalmente, se realizan ciclos de ataque con picral al 2 % y
pulido para su posterior observación y caracterización.
La caracterización de las muestras por MO se ha llevado a cabo a partir de
micrografías obtenidas por una cámara acoplada a un microscopio Nikon
EPIPHOT 200, microscopio óptico de carga inversa cuyas características son:
magnificación hasta x1000, campo claro, campo oscuro, luz polarizada, nomarski,
sistema de adquisición de imagen por cámara de video de 3 Mb, tratamiento y
adquisición de imagen en tiempo real mediante software Perfect Image de Clara
Vision.
58
Materiales y técnicas experimentales
3.3.2 Microscopía Electrónica de Barrido (MEB) / Scanning Electron
Microscopy (SEM).
La caracterización microestructural del espaciado interlaminar así como del
tamaño de colonia perlítico se llevó a cabo a partir de micrografías de SEM [100102]. Estos análisis se llevaron a cabo con un microscopio electrónico de barrido
JSM 6500F de emisión de campo operando a 7 kV ubicado en las instalaciones del
CENIM-CSIC.
3.3.3 Difracción de Electrones Retrodispersados (EBSD)
La difracción de electrones retrodispersados permite analizar la superficie de
materiales policristalinos para la determinación rutinaria de orientaciones de
granos individuales, textura local y la identificación de fases y su distribución.
Los electrones retrodispersados por un material policristalino cuando es
irradiado con un haz de electrones forman unos patrones conocidos como
patrones de difracción de Kikuchi. Estos patrones, que se generan en una pantalla
de fósforo, pueden interpretarse como la proyección gnómica de la red cristalina.
Cada banda formada representa la proyección de un plano cristalográfico. Los
ángulos que forman las normales a los planos de proyección equivalen a los
ángulos que forman sus respectivos planos cristalográficos. Por otro lado, el
ancho de cada banda de Kikuchi (para una tensión de aceleración determinada, y
por tanto para una longitud de onda determinada) es inversamente proporcional
a la distancia interplanar.
Para la obtención de un mapa EBSD, donde se representan los granos de cada
fase con sus respectivas orientaciones, se realiza un barrido sobre un área de la
superficie del material. El haz se mueve punto por punto sobre los centros de los
cuadrados de una retícula cuyo tamaño decide el usuario, siendo el tamaño de
paso, step size, la longitud de los lados de estos cuadrados o píxeles. El sistema
recoge un patrón de difracción en cada punto e identifica las bandas de Kikuchi
59
Capítulo 3
de mayor intensidad y contraste respecto del fondo continuo o background y se
comparan los ángulos entre las bandas y sus anchos con los de patrones ideales
de la fase o fases que se sabe que están presentes en la microestructura. Si la
indexación tiene éxito, queda determinada la fase y orientación cristalográfica
correspondiente a ese punto, las cuales son descritas por los tres ángulos de Euler
(1, , 2) [103].
Los electrones retrodispersados proceden de un volumen de interacción del
material con el haz incidente de entre 5 y 20 nm de profundidad (depende de la
tensión de aceleración aplicada, aumentando cuando esta lo hace) y un área del
mismo orden que el tamaño del haz o spot size (sección transversal del haz de
electrones incidente).
Hay que señalar, que la muestra debe inclinarse 70° respecto del haz incidente,
con lo que se produce una distorsión en el haz, que pasa a tener forma de elipse,
y por tanto no se tiene la misma resolución en vertical y en horizontal en los
mapas de EBSD [104]. El tamaño de haz adecuado es un compromiso entre la
resolución espacial necesaria, función del tamaño de las características
microestructurales más pequeñas que se desean observar, y la intensidad de
electrones mínima aceptable para conseguir patrones de difracción con bandas de
Kikuchi de suficiente intensidad. Tamaño de haces mayores empeoran la
resolución espacial pero dan lugar a un mayor número de electrones
retrodispersados, con lo que mejora la calidad de los patrones de difracción. Por
otro lado, un tamaño de haz menor obliga a disminuir la distancia de trabajo, que
es la distancia entre la superficie de la muestra y las lentes finales, con el fin de
evitar aberraciones. Al disminuir la distancia de trabajo, se pierde profundidad
de campo, con lo cual el haz solo estará bien enfocado en áreas de barrido
pequeñas [105].
60
Materiales y técnicas experimentales
Las figuras de polos (PF pole Figure) (hkl) (Figura 3.1a) representan la
orientación de un plano normal dado (polo) respecto al sistema de referencia de
la muestra sobre una proyección estereográfica. Una figura de polos es una
proyección estereográfica que muestra la distribución de polos, o las normales a
los planos, de una familia de planos cristalinos específica, usando los ejes de la
muestra como ejes de referencia [106]. En una figura de polo inversa (IPF inverse
pole figure), (Figura 3.1b), se registra la densidad de los polos de los planos {hkl},
paralelos a una superficie dada de la muestra, sobre un triángulo característico
del sistema cristalino del material. Se conoce como figura de polo inversa porque
es la normal a la superficie que barre el triángulo de orientaciones en busca de
aquellas que representan la textura.
Figura 3.1 a) Figura de polos para un cristal con simetría cúbica. b) Figura IPF para un
cristal con simetría cúbica
Se han empleado las IPF y PF para establecer las relaciones de orientación
entre la ferrita y la cementita.
61
Capítulo 3
Para llevar a cabo este estudio se utilizó un microscopio electrónico de barrido
de Emisión de Campo JEOL con detector de electrones retrodispersados (BSE) y
detector de rayos X (EDS) ubicado en el centro de microscopía de la universidad
Politécnica de Valencia.
Al tener acoplado estos dos tipos de detectores seremos capaces de obtener
simultáneamente mapas composicionales y mapas cristalográficos por lo que
podremos identificar y estudiar las RO de las fases así como su composición
química.
3.3.4 Microscopía Electrónica de Transmisión (MET) / Transmission Electron
Microscopy (TEM)
Durante el desarrollo de este trabajo de tesis se han empleado tres
microscopios electrónicos de transmisión diferentes. Un microscopio JEOL JEM2010 con una tensión de 200 kV y un Jeol JEM-3000F operando a 300 keV
ubicados en el Centro Nacional de Microscopía Electrónica (CNME) y, por
último, un microscopio electrónico de transmisión de emisión de campo con
aplicaciones de barrido (HR-TEM) Philips Tecnai F30 ubicado en la National
Taiwan University (Taiwán).
El microscopio Jeol JEM-3000F se trata de un microscopio de alta
resolución (HRTEM – High Resolution Transmission Electron Microscopy). La
resolución entre puntos alcanzable (0.17 nm), combinado con un giro de la
muestra de ± 25° confieren a este microscopio excelentes características para
trabajos de alta resolución. Tiene instalada una unidad STEM y detectores de
campo oscuro de ángulo alto e intermedio (HAADF y LAADF). Desde el punto
de vista analítico tiene acoplados un detector de XEDS y un espectrómetro
ENFINA. La utilización conjunta de estos espectrómetros junto con la unidad de
STEM y los detectores de campo oscuro asociados, permiten llevar a cabo
caracterización química a nivel atómico.
62
Materiales y técnicas experimentales
La composición de la intercara austenita/perlita, así como la cristalografía o
RO se estudiaron con el uso de esta técnica.
Para la obtención de láminas delgadas de calidad adecuada para su
observación y su análisis en TEM, se han seguido las siguientes etapas de
preparación:
1) Desbaste: Se rebajan discos de 3 mm de diámetro y aproximadamente 400500 m de espesor mediante desbaste mecánico, hasta un espesor de 30 m.
2) Electropulido por doble chorro: El objetivo de esta etapa es perforar la
muestra de tal forma que la zona próxima al orificio sea lo suficientemente
delgada y transparente a los electrones sin provocar daños mecánicos en la
muestra. En este trabajo, se ha empleado un equipo de pulido electrolítico
de doble chorro Struers Tenupol 5. La probeta se sumerge en una solución
de 10 % ácido perclórico, 90 % ácido acético a una temperatura de entre 15
y 20 °C. El voltaje de pulido se encuentra en torno a 20-30 V. El electrolito
es bombeado en ambas caras del disco hasta que se forma un orificio en su
centro. Cuando la máquina detecta el paso de luz a través de la muestra
mediante
una
célula
fotoeléctrica,
el
electropulido
se
para
automáticamente. A continuación se retira el disco del electrolito y se lava
la probeta con etanol.
3) Adelgazamiento iónico: Para el proceso de adelgazamiento iónico se ha
utilizado un Sistema de Adelgazamiento Iónico de Precisión (Precision Ion
Polishing System, PIPS). El adelgazamiento hasta alcanzar la transparencia
electrónica fue conseguido utilizando un adelgazador iónico GATAN
modelo 691 PIPS, mediante bombardeo de la muestra con iones de Ar+ ,
que se hacen incidir sobre la muestra con un determinado ángulo y voltaje
de aceleración. El proceso finaliza cuando se logra hacer un orificio en el
centro de la muestra, siendo éste de dimensiones reducidas y en cuyas
63
Capítulo 3
inmediaciones el espesor de la muestra no llega a superar los 10 nm (esto es
conocido como playa)
El bombardeo iónico se realiza en una cámara de vacío y atmósfera inerte
de argón. El voltaje de aceleración es de 5 kV y la intensidad de la corriente
1 mA. El ángulo que forman la muestra y el haz incidente no es superior a
8°.
3.3.5 Tomografía de sonda atómica en 3D (APT)
Una sonda atómica de 3D es la combinación de un microscopio iónico (FIM –
Field Ion Microscope) y un espectrómetro de masas que mide, cuantitativamente,
la composición elemental con una resolución atómica. El concepto de sonda
atómica en 3D fue desarrollado entre los años 1983-1986 [107], como un
instrumento para poder analizar átomo a átomo diferentes zonas de forma
simultánea.
Las mejoras en la instrumentación llevadas a cabo en los últimos años han
supuesto un avance significativo en términos de rendimiento de análisis,
resolución de masa y de campo visual, y han hecho de esta técnica un
instrumento imprescindible para la caracterización y el análisis a escala atómica
de metales y materiales avanzados que requieren una alta diferenciación de masa
y flexibilidad [108-110].
Las muestras presentan forma de aguja con una punta de 50 a 200 nm, se
encuentran en una cámara de alto vacío y a temperaturas criogénicas. En estas
condiciones, cuando se aplica un voltaje pulsado de 4-10 kV, se produce un
campo eléctrico intenso en la muestra capaz de ionizar átomos de la punta que
viajan repelidos en trayectorias casi radiales, golpeando la pantalla y
produciendo así una imagen de los átomos individuales de la superficie de la
muestra.
64
Materiales y técnicas experimentales
La Figura 3.2 muestra un esquema de la técnica de tomografía de sonda
atómica.
Figura 3.2 Esquema de la técnica de tomografía de sonda atómica
Todos los iones producidos son separados en un espectrómetro de masas de
acuerdo con su razón masa/carga (m/n). La masa se expresa en unidades de masa
atómica (u) o Dalton (Da) (1u = 1Da = 1,6654 10 -27 kg) de manera que la razón m/n
se expresa en Thompson (Th = Da/n). Los iones así separados son detectados
como corrientes iónicas cuyas intensidades son proporcionales a sus abundancias
respectivas. Procesando esta información se obtiene un espectro de masas, tal
como se muestra en la Figura 3.3.
A partir del tiempo necesario para atravesar la longitud del tubo o tiempo de
vuelo de los iones podemos determinar la naturaleza del átomo correspondiente.
El tiempo de vuelo depende del valor de la razón m/n de cada ión. Para iones con
carga unitaria (n=1; m/n=m), el tiempo necesario para recorrer la distancia de la
fuente al detector depende de su masa, de manera que mientras mayor sea ésta,
más lentamente se moverá el ión en su vuelo al detector. Igualando la energía
potencial de un ión acelerado por el campo eléctrico aplicado a la muestra, a la
energía cinética del ión, podemos obtener la relación entre la naturaleza del ión
detectado y su tiempo de vuelo, t:
65
Capítulo 3
( )
3.1
donde V es el voltaje de aceleración de los iones en kV, d es la distancia de la
fuente de ionización al detector en mm y C es una constante conocida (C=0,19).
Figura 3.3 Ejemplo de espectro de masas indicando la posición de los picos que permiten
identificar iones moleculares del C.
Es importante señalar que en la asignación de los picos del espectro de masas
hay que tener en cuenta posibles solapamientos de picos con m/n similar, y
aquellas derivadas de la formación de iones moleculares. Así los picos del
espectro de masas correspondiente al C presentan los siguientes m/n: 6 Da para
C++, 12 Da para C+ o C2 ++, 18 Da para C3 +, 24 Da para C2 +, 36 Da para C3 + y 48
Da para C4 +, como se observa en la Figura 3.3.
Una vez identificada la naturaleza de los átomos ionizados, es posible
reconstruir en 3D la posición en la punta de todos los átomos evaporados. Las
posiciones X e Y de los átomos en el volumen analizado se determinan a partir de
las coordenadas x e y de impacto de sus correspondientes iones en el detector de
posición (Figura 3.2) siguiendo las expresiones,
3.2
66
Materiales y técnicas experimentales
3.3
siendo d la distancia de vuelo y η el aumento, el cual viene dado por,
3.4
donde ξ es un parámetro de proyección conocido como factor de compresión
de imagen y rt el radio de curvatura de la muestra. Por último, la posición Z se
determina a partir de la secuencia de evaporación, de ahí la necesidad de que la
extracción de los iones sea en forma de pulsos para que todos los iones salgan de
la fuente de ionización simultáneamente.
Una de las herramientas más útiles para delimitar las fases presentes en la
muestra son las denominadas superficies de isoconcentración, como se muestra
en la Figura 3.4a. En esta representación en 3D, se identifican automáticamente
superficies que delimitan fases con un contenido en soluto mayor o igual al
seleccionado. En el caso del acero, regiones de la muestra con un contenido bajo
en C corresponden a ferrita, mientras que regiones con un contenido en C
superior al promedio del acero corresponden a austenita, regiones con un
contenido próximo a 25 at. % corresponde a cementita y finalmente, regiones con
un contenido en C próximo al contenido nominal del acero corresponden a
martensita.
Por último, los histogramas de proximidad o proxigram como el de la Figura
3.4b [111] nos permiten representar la concentración de soluto en función de la
distancia a una superficie de iso-concentración y así determinar perfiles de
concentración de soluto a través de intercaras.
La preparación de muestras para su posterior análisis mediante tomografía de
sonda atómica consiste en mecanizar la zona de interés mediante un microscopio
67
Capítulo 3
de haz de iones focalizados (FIB - Focused Ion Beam). De esta forma nos
aseguramos de que la muestra que mecanizamos es una intercara del tipo
austenita/perlita y estudiar posteriormente la composición de dicha intercara (ver
Figura 3.5).
a)
b)
Figura 3.4 a) Superficie de isoconcentración 5 % at. C donde se muestra una intercara /
b) diagrama de proximidad correspondiente que muestra las concentraciones de
diferentes átomos de soluto (carbono y manganeso) a ambos lados de la intercara.
Figura 3.5 Micrografía de SEM donde se muestra una intercara austenita/perlita
seleccionada para su posterior mecanizado mediante un microscopio de iones
focalizados.
68
Materiales y técnicas experimentales
Finalmente, se lleva a cabo el proceso de anular milling para eliminar posibles
capas superficiales de óxidos en la punta y para conseguir la morfología final de
punta que se requiere para el estudio atómico de esta técnica [112, 113]. La Figura
3.6 muestra micrografías de la punta durante el proceso de micromecanizado con
FIB (Figura 3.6a) y el aspecto de la punta al final del proceso del anular milling
(Figura 3.6b).
Figura 3.6 (a) Preparación de muestras de sonda atómica en forma de punta mediante
micromecanizado con FIB; (b) aspecto de la punta al final del proceso del annular
milling.
En este trabajo, el análisis atómico de la punta de estas muestras fue realizado
en Oak Ridge National Laboratory usando la sonda atómica LEAP 4000X HR. Un
láser UV enfocado sobre la punta garantiza condiciones óptimas de evaporación
atómica; para ello, la temperatura de la muestra es fijada a 60 K. Asimismo, la
velocidad de pulso y la fracción de pulso del LEAP se fijan a 200 kHz y a un 20
%, respectivamente.
3.3.6 Software de simulación termodinámica (THERMOCALC)
La respuesta a la cuestión sobre las fases presentes en un sistema y su
estabilidad, ha estimulado el desarrollo de métodos de estudio cuyas raíces se
encuentran en la termodinámica clásica, como son las técnicas CALPHAD
(CALculation of PHAse Diagrams).
69
Capítulo 3
El enfoque CALPHAD se basa en el hecho de que un diagrama de fases es una
manifestación de las propiedades termodinámicas de equilibrio del sistema, que
son la suma de las propiedades de las fases individuales que constituyen el
sistema. Por lo tanto, es posible calcular un diagrama de fases mediante la
evaluación individual de las propiedades termodinámicas de todas las fases que
coexisten en el sistema [114]. De los seis paquetes informáticos basados en el
método CALPHAD disponibles en el mercado (FactSage, MTDATA, PANDAT,
MatCalc, JMatPro, y Thermo-Calc), en este trabajo de tesis se ha empleado
ThermoCalc como herramienta termodinámica para el diseño de aleaciones,
modelización de diagramas de fase y cálculos de equilibrio.
La base de datos que se ha usado en este trabajo para llevar a cabo los cálculos
termodinámicos es la TCFE7 que es la base de datos más idónea a la hora de
estudiar aleaciones base hierro.
Con esta base de datos se han diseñado dos aleaciones ternarias Fe-C-Mn y
una cuaternaria Fe-C-Mn-Al con el objetivo de conseguir aleaciones con
composición eutectoide o cercana a la eutectoide para estudiar la transformación
isotérmica de austenita en perlita.
Una vez seleccionadas las composiciones de interés, necesitamos calcular las
secciones de isoconcentración para elegir las temperaturas a las cuales se
realizarán los tratamientos isotérmicos. Una vez seleccionada dicha temperatura,
trabajaremos con las secciones isotérmicas para estudiar la composición de las
fases y la termodinámica de esta transformación.
A continuación se explica de forma detallada algunos de los cálculos que se
han llevado con Thermocalc y el sentido termodinámico de cada uno de ellos:
I.
Líneas de partición (LP): como se vio en la sección 1.5, los mecanismos
que rigen la transformación perlítica pueden ser ELCP o ELSP. Las
70
Materiales y técnicas experimentales
líneas de partición delimitan ambas regiones y nos permiten conocer a
priori si existe el reparto o no de los elementos aleantes entre la fase
madre y las fases formadas.
Por ejemplo, supongamos que queremos delimitar la zona de partición/
no partición del Mn en la perlita para la aleación PER-Mn a la
temperatura de 600 °C. Tendremos que calcular la línea de partición
para el Mn con respecto a la ferrita y con respecto a la cementita.
El primer paso consiste en calcular la sección isotérmica a 600 °C para
las fases ferrita y austenita y las correspondientes tie-lines3 (marcadas
en rojo en la Figura 3.7 I).
A continuación se calcula una línea de isoactividad de carbono en la
austenita (línea punteada negra) y se superpone en la sección isotérmica
tal como se muestra en la Figura 3.7 II.
Se busca ahora el punto de corte de la línea de isoactividad con la línea
de solubilidad de la / y se identifica el extremo opuesto de dicha tieline.
Finalmente se traza una línea recta desde el extremo de la tie-line hasta
que corte con la línea de isoactividad, y el punto de corte (marcado en
azul en la Figura 3.7 II) representa un punto de la línea de partición del
Mn entre la austenita y ferrita. Esta metodología se repite para distintas
líneas de isoactividad de carbono (ver Figura 3.7 III y IV) y el resultado
de unir los distintos puntos de corte del extremo de las distintas tielines con su correspondiente línea de isoactividad es la línea de
partición del Mn (línea marcada en azul en la Figura 3.8).
Si la aleación se sitúa por encima de esta línea el mecanismo
predominante será ELCP y por tanto se espera un reparto del Mn entre
la austenita y la ferrita. Por el contrario, si la aleación se sitúa por debajo
Una tie-line se define como la línea que une dos composiciones para las cuales dos fases
pueden existir en equilibrio.
3
71
Capítulo 3
de esta línea, no se produce el reparto del Mn y por lo tanto el
mecanismo de la transformación será ELSP.
Figura 3.7 Metodología para el cálculo de la línea de partición para el Mn entre la ferrita
y austenita para una aleación Fe-C-Mn a 600 °C.
Para calcular las regiones de ELSP y ELCP del Mn entre las fases
austenita y cementita se sigue la misma metodología con la diferencia
de que las fases a tener en cuenta en este caso son austenita y cementita.
II.
Línea de isoactividad del carbono: Una línea de isoactividad de
carbono es una línea a través de la cual la actividad del carbono es
constante. La actividad, ac, está relacionada con la concentración, C,
mediante el coeficiente de actividad,, siendo a = .C
La actividad es una función del potencial químico expresada de la
siguiente manera:
(
)
( )
( )
3.5
72
Materiales y técnicas experimentales
El potencial químico de la especie i del sistema, i se define como la
variación de la energía libre de Gibbs con respecto a la concentración de
cada especie i:
(
)
3.6
Para calcular líneas de isoactividad de carbono en austenita con
Thermocalc
tendremos que definir como una única fase la austenita y suspender
ferrita y cementita.
El cálculo de líneas de isoactividad es útil para llevar a cabo el cálculo
de las líneas de partición o para obtener las condiciones iniciales y
finales de EL en la intercara austenita/perlita. Estos cálculos se
explicarán con mayor detalle en capítulos posteriores.
En la Figura 3.9 se representa la línea de isoactividad de carbono en
austenita para un valor de actividad de 0.32 en un sistema Fe-C-Mn. En
este caso la línea de isoactividad pasa por la composición de la aleación.
Figura 3.8 Sección isotérmica a 600 °C para una aleación Fe-C-Mn para las fases austenita
y ferrita donde se representa la línea de partición (línea azul) para el Mn entre ambas
fases.
73
Capítulo 3
Figura 3.9 Sección isotérmica a 600 °C para una aleación (marcada por el punto rojo) FeC-Mn donde se superpone la línea de isoactividad del carbono (línea discontinua) para
un valor de actividad (ac) de 0.32.
74
Efecto del TGA en la transformación perlítica
4.
EFECTO DEL TAMAÑO DE GRANO AUSTENÍTICO
EN LA TRANSFORMACIÓN PERLÍTICA: FORMACIÓN
DE PERLITA DE NO EQUILIBRIO EN UN ACERO
HIPOEUCTECTOIDE Fe-C-Mn
4.1
INTRODUCCIÓN
El objetivo de este capítulo es evaluar la influencia que tiene un parámetro
microestructural como es el tamaño de grano austenítico de partida en la
descomposición isotérmica de austenita en perlita. Para ilustrar este efecto nos
centraremos en un acero hipoeutectoide Fe-0.44C-1Mn (%. peso).
Debido a la gran influencia que tienen las fronteras de grano en la cinética de
formación de perlita, se estudiarán y caracterizarán los aspectos morfológicos de
la perlita más relevantes en dos condiciones de austenización bien diferentes.
Como se ha descrito en capítulos anteriores, el tamaño de grano austenítico
(TGA) va a controlar los lugares de nucleación de la fase producto de la
descomposición de la austenita: para el caso de aceros eutectoides la perlita, y
para el caso de aceros hipoeutectoides la ferrita aliotromórfica o ferrita
proeutectoide.
De los resultados obtenidos se puede concluir que la formación de perlita y
ferrita proeutectoide se ven favorecida para condiciones de TGA pequeños,
mientras que cuando el TGA de partida es lo suficientemente grande como para
inhibir la formación de ferrita proeutectoide, se consigue una fracción de
volumen de perlita mayor que para el caso de TGA pequeño. Además, el tamaño
medio de colonia perlítica aumenta cuando aumenta el TGA, mientras que el
espaciado interlaminar (S0) no depende del TGA de partida, sino que depende de
75
Capítulo 4
la temperatura de descomposición isotérmica a la cual ocurre la transformación
perlítica. Finalmente, se obtuvo que la relación entre el ancho de lámina de ferrita
y cementita (R /) depende del TGA.
4.2
MATERIALES, MÉTODOS Y TRATAMIENTOS TÉRMICOS
Para llevar a cabo el estudio del efecto del TGA en la descomposición
isotérmica de la austenita en perlítica, el acero PER (ver composición en el
capítulo 3.2) se austenizó a 1200 °C y 900 °C durante 180 s para obtener un TGA
de 120 y 5 m respectivamente. Los tratamientos isotérmicos se diseñaron a
partir del diagrama de fases para esta aleación (ver Figura 4.1).
Figura 4.1 Diagrama de fases para un acero 0.02 C-0.01 Mn (fracción molar, f-m) donde
se muestran las temperaturas de descomposición isotérmica (marcadas por las cruces)
elegidas para estudiar la transformación perlítica.
76
Efecto del TGA en la transformación perlítica
4.2.1 Determinación de la fracción de volumen de las fases a partir de curvas
dilatométricas: método de factorización de la curva.
La cinética de transformación perlítica para este acero se estudió a partir de las
curvas dilatométricas que se registran en el dilatómetro de alta resolución
durante el proceso de transformación. Mientras no se produzca ninguna
transformación sólo se registrará la variación normal de volumen asociada a la
variación de temperatura: dilatación para el calentamiento o contracción para el
enfriamiento. Por el contrario, cuando la muestra sufre un cambio de fase, se
produce una variación relativa de su volumen específico y como consecuencia, se
registrará una anomalía en la curva de la que se puede determinar la temperatura
y el tiempo en el que comienza y acaba dicha transformación de fase, pudiendo
así caracterizarla. Por tanto, la fracción de volumen de perlita se puede conocer a
partir del cambio en longitud registrado en las curvas dilatométricas asociado a
la descomposición isotérmica de la austenita de acuerdo con la siguientes
expresiones:
4.1
Donde ΔL/L0 es la variación relativa total de longitud, y ΔV/V0 es la variación
relativa total de volumen. La fracción de volumen de perlita (%Vp) obtenida se
calcula a partir de la siguiente relación:
(
)
(
(
)
)
(
(
)
)
4.2
Donde (ΔL0)t1 es la longitud de la probeta para el tiempo de interés, (ΔL0)t0 es la
longitud de la probeta justo en el instante anterior a que tenga lugar la
transformación y (ΔL0)1 es la longitud de la probeta cuando la transformación ha
finalizado. Por último (
) es la longitud inicial de la probeta.
77
Capítulo 4
A partir de las curvas dilatométricas se puede por tanto, evaluar de una
manera fácil y directa la cinética de la transformación isotérmica de austenita en
perlita. Pero la ecuación 4.2 sólo es válida cuando se obtiene un único producto
de descomposición durante la transformación isotérmica. En este caso, al tratarse
de un acero hipoeutectoide, la señal registrada por la curva dilatométrica será el
resultado de la contribución de la formación de ferrita proeutectoide y la
contribución de la formación de perlita. Necesitamos entonces, factorizar y
conocer la contribución de cada una de las fases a la curva dilatométrica durante
el ensayo isotérmico.
En el procedimiento descrito por Lusk et al. [115] y Onik et al. [116] se propone
un método de ajuste de los parámetros cinéticos para la descomposición de la
austenita. Para el caso del acero a estudiar, la descomposición de austenita en
perlita puede describirse mediante dos reacciones:
’+
’ +
Reacción 1
Reacción 2
Es decir, en una primera reacción la austenita transforma en ferrita
proeutectoide y en una segunda reacción la austenita que no transformó en
ferrita proeutectoide, ’, se descompone mediante la transformación eutectoide en
perlita. El cambio relativo en volumen que tendrá lugar cuando se produce la
transformación isotérmica vendrá definido por el volumen relativo de cada una
de las fases formadas y se expresa como:
4.3
El cambio relativo en volumen vendrá expresado en términos del volumen
específico por átomos de hierro en cada fase, el cual viene definido por el
volumen de la celda unidad, Vi, de la fase i (para i= ferrita (), cementita () y
austenita ()), dividido entre el número de átomos por celda unidad. El
78
Efecto del TGA en la transformación perlítica
parámetro ni indica el grado de transformación para la fase i. El volumen para
cada celda unidad se calculó a partir de los parámetros de red tabulados en la
Tabla 4.1, asumiendo que:
para la ferrita
para la austenita
para la cementita
Tabla 4.1 Parámetros de red para la ferrita, austenita y cementita en función de la
temperatura T (en K) y concentración de carbono, , (en fracción atómica).
Fase
Parámetro de red (nm)
a = 0.28863 x ( 1+ 17.5 x
a =( 0.36306 + 0.078) x {1+ (24.9-50) x
a = 0.45234 x {1+(5.311 x
- 1.942 x
x [T-800])
x [T-1000]}
T + 9.655 x
)x
T + 9.655x
)x
T + 9.655 x
)x
[T-293]}
b = 0.50883 x {1+(5.311 x
- 1.942 x
[T-293]}
c = 0.67426 x {1+(5.311 x
- 1.942 x
[T-293]}
Asimismo, se analizaron metalográficamente mediante el método estándar de
conteo de puntos, muestras procedentes de ensayos interrumpidos a distintos
tiempos de descomposición isotérmica para la condición de TGA grande y se
79
Capítulo 4
estimó la fracción de volumen de perlita formada durante la transformación, y
poder comparar así los valores derivados de la curva dilatométrica siguiendo el
modelo propuesto por Lusk con los valores experimentales obtenidos. En la
Figura 4.2a se muestra los resultados de la evolución de la fracción de volumen
con el tiempo a distintas temperaturas de descomposición isotérmica calculadas a
partir del método de Lusk y Onik junto con los valores experimentales.
Figura 4.2 a) Evolución de la fracción de volumen de perlita a distintas temperaturas de
descomposición isotérmica para la temperatura de austenización de 1200 °C según el
modelo de Lusk y Onik y según las medidas metalográficas obtenidas de los ensayos
isotérmicos experimentales. b) curva dilatométrica obtenida experimentalmente y
calculada para la temperatura de descomposición de 660 °C. c) Comparación de los
valores obtenidos para la fracción de volumen de ferrita proeutectoide y perlita
obtenidos experimentalmente y obtenidos mediante el método propuesto.
De la evolución de la fracción de volumen de perlita con el tiempo puede
concluirse que para temperaturas de descomposición isotérmica bajas la cinética
perlítica es más rápida que para temperaturas más elevadas. En la Figura 4.2b se
80
Efecto del TGA en la transformación perlítica
compara la curva dilatométrica experimental con la curva teórica obtenida a
partir del ajuste del modelo usado para la temperatura de 660 °C. Los valores de
fracción de volumen de ferrita proeutectoide y de perlita a partir del tratamiento
de la curva dilatométrica se muestran en la Figura 4.2c. Los puntos rojos se
corresponden con los valores experimentales obtenidos mediante el análisis
metalográfico para los distintos ensayos interrumpidos, mientras que las líneas
resultan de la factorización de las curvas dilatométricas.
Puede verse que existe un buen ajuste entre los valores experimentales y los
valores obtenidos mediante la factorización de la curva dilatométrica, pudiendo
así concluir que el método considerado es válido para el estudio de la cinética de
la transformación de austenita en perlita usando un mínimo número de
observaciones metalográficas.
4.2.2
Determinación del espesor de lámina de ferrita y cementita
Por otro lado, se evaluó la relación entre en el ancho de lámina de ferrita y
cementita (S y S) para las dos condiciones estudiadas con idea de evaluar si el
TGA afecta a la proporción de ferrita y cementita en la perlita. Para ello, se
analizaron con MATLAB imágenes de barrido que previamente se convirtieron
en imágenes en escala de grises (imágenes de 8 bits) (ver Figura 4.3). En estas
imágenes cada pixel representa un valor de intensidad (2 8) comprendidos entre 0
(que se corresponde con el color negro) y 255 (que se corresponde con el color
blanco). Con el objetivo de evitar los efectos de brillo/contraste de las imágenes y
aplicar en todas ellas el mismo umbral, todas las imágenes se normalizaron de tal
manera que cada pixel fue expresado en el intervalo de valores comprendido
entre 0 y 1. A los pixeles de menor intensidad se les asignó el valor de 0, mientras
que a los más intensos se les asignó el máximo valor, en este caso 1, pudiendo
encontrar cualquier valor intermedio entre este intervalo establecido. El nivel de
81
Capítulo 4
umbral fue determinado a partir de las imágenes binarizadas, es decir, los pixeles
grises fueron redondeados a 1 (negro, ferrita) o a 0 (blanco, cementita).
Como el reactivo empleado para revelar la microestructura es más sensible al
carburo (cementita) que a la ferrita, las láminas de cementita son más finas que lo
que deberían ser en ausencia de este reactivo. Para equilibrar y tener en cuenta
este efecto, el valor de umbral que se escogió fue de 0.35, de tal manera que “la
sombra” que aparece en los alrededores de la cementita se consideró como tal
carburo. Una vez que se binarizaron las imágenes, la ferrita y la cementita se
identifican como objetos diferentes y se calcularon sus propiedades geométricas
(ver Figura 4.3c).
Figura 4.3 a) Micrografía SEM mostrando el espaciado interlaminar de una colonia de
perlita. b) Imagen del espaciado interlaminar tras llevar a cabo el proceso de
binarización. c) aproximación de las láminas de cementita a una elipse.
Cada objeto (ya sea ferrita o cementita) se puede aproximar a un rectángulo de
base a1 y altura b1. A su vez, con MATLAB cada objeto se aproximó a una elipse
82
Efecto del TGA en la transformación perlítica
con un semieje menor de longitud a2 y un semieje mayor de longitud b2, cuyo
momento central normalizado por el área es igual al del objeto. La relación ente
los parámetros de la elipse y del rectángulo pueden determinarse igualando el
segundo momento central normalizada para ambos objetos a través de las
siguientes expresiones:
4.4
4.5
Por lo tanto,
√
y consecuentemente, conociendo la longitud del semeje
menor de la elipse, es posible determinar la anchura del rectángulo equivalente y
por tanto el ancho de la lámina de ferrita o de cementita.
4.3
RESULTADOS Y DISCUSIÓN
En aceros hipoeutectoides, la perlita nuclea en la ferrita proeutectoide que
previamente se ha formado y la microestructura final será una mezcla de ambas.
En la Figura 4.4 se muestra la microestructura para las dos temperaturas de
austenización (T) a distintas temperaturas de descomposición isotérmica. Puede
verse a partir de las micrografías ópticas que la T tiene una fuerte influencia en la
fracción de volumen de perlita obtenida, siendo mayor cuanto mayor es la T , y
por tanto, mayor el TGA.
En la Figura 4.5 se muestra con mayor detalle la evolución de la fracción de
volumen para la ferrita proeutectoide y para la perlita para las dos condiciones
de austenización y para una temperatura isotérmica de 660 °C. Puede verse a
partir de las micrografías que existe una diferencia significativa en la fracción de
volumen de ferrita proeutectoide y perlita obtenidas en ambos casos, de tal
83
Capítulo 4
manera que para la condición de tamaño de grano grande la fracción de volumen
de ferrita es menor que para la condición de tamaño de grano austenítico
pequeño. Estos resultados están en consonancia con el hecho de que al aumentar
el tamaño de grano austenítico de partida disminuyen los lugares de nucleación
por unidad de volumen para la ferrita proeutectoide y por tanto disminuye la
fracción de volumen de esta fase al final de la transformación isotérmica.
Figura 4.4 Micrografías ópticas donde se muestra el efecto del TGA y de la temperatura
de descomposición en la microestructura perlítica: a) T =1200 °C y T=690 °C tras 36 s. b)
T =1200 °C y T= 660 °C tras 150 s. c) T = 900 °C y T=715 °C tras 1800 s. T =900 °C y d)
T=660 °C tras 1800 s.
Por otro lado, de los resultados de la gráfica de la Figura 4.5c se deduce que la
cinética de formación tanto para la ferrita proeutectoide como para la perlita es
más rápida para en caso de un TGA de partida pequeño que para el caso del
TGA de partida grande como cabía esperar ya que para el caso de TGA de
partida pequeño supone un mayor número de lugares de nucleación.
84
Efecto del TGA en la transformación perlítica
En resumen, de la Figura 4.5, podemos concluir que valores elevados de TGA
favorecen la formación de perlita en detrimento de la ferrita proeutectoide. Esto
último podría explicarse por la drástica reducción de lugares de nucleación para
la ferrita proeutectoide. Respecto a las diferencias en la cantidad de perlita
encontradas para los dos TGA, tenemos que tener en cuenta que las diferencias
en la fracción de volumen de ferrita proeutectoide podrían alterar la composición
de la austenita que permanece sin transformar.
Figura 4.5 Microestructura para las muestras transformadas isotérmicamente a 660 °C y
austenizadas a: a) 1200 °C y b) 900 °C. c) Evolución de la fracción de volumen de ferrita y
cementita para las dos condiciones de austenización estudiadas en función del tiempo de
descomposición isotérmico.
La composición en carbono de la austenita para cada caso (TGA grande y
pequeño) puede obtenerse a partir del balance de masas con respecto al carbono:
(
)
4.6
85
Capítulo 4
Donde C y CP representan la concentración de carbono, y V y VP son las
fracciones de volumen de ferrita proeutectoide y de perlita respectivamente.
Como la solubilidad del carbono en ferrita es muy baja, puede despreciarse el
primer término de la ecuación 4.6 y por tanto, la concentración en carbono de la
austenita remanente puede calcularse de acuerdo con la siguiente expresión:
(
)
4.7
A partir de las medidas experimentales de la fracción de volumen de perlita
para los dos TGA de partida se estimó la concentración en carbono de la
austenita para ambos casos. En la Figura 4.6 se muestra que mientras la
composición de la austenita con un TGA pequeño (5 m) cae dentro de la región
de la extrapolación de Hultgren, no ocurre lo mismo para la austenita con un
TGA de partida grande (120 m) para la temperatura de descomposición
isotérmica de 660 °C.
¿Cómo podemos justificar que la fracción de volumen de perlita sea mayor
para el caso de una composición de partida situada fuera de la extrapolación de
Hultgren que para el caso de una composición situada dentro de esta región?
Para el caso de un acero hipoeutectoide, la primera fase en nuclear es la ferrita
proeutectoide y lo hará en la intercara α/. Como la perlita requiere de un
crecimiento cooperativo entre la ferrita y la cementita, la formación de ferrita
proeutectoide dará como resultado un enriquecimiento en carbono de la
austenita de los alrededores. Este enriquecimiento local de la austenita hace
posible la formación del primer núcleo de cementita en la intercara /α. A su vez,
la formación de este núcleo de cementita empobrece en carbono la austenita de
los alrededores siendo posible la precipitación de la ferrita. Este proceso se repite
sucesivamente dando lugar a la formación de la estructura laminar perlítica.
86
Efecto del TGA en la transformación perlítica
Aaronson et al. [117] analizaron las condiciones bajo las cuales la nucleación es
posible en la intercara móvil /α: la velocidad a la cual la intercara /α debe
moverse para que tenga lugar la nucleación de la cementita ha de ser lo
suficientemente lenta como para permitir que un embrión de cementita crezca
hasta convertirse en un núcleo con un tamaño critico antes de que la intercara se
desplace una distancia equivalente al parámetro de red de la austenita.
Figura 4.6 Sección isotérmica a 660°C para la aleación PER donde se muestra la
composición de la austenita que transformará a perlita para el caso de los dos tamaños
de grano estudiados.
La velocidad crítica, G*α, para que en la intercara móvil / pueda nuclear un
cristal de cementita viene expresada como:
4.8
(
)√
Donde a es el parámetro de red de la austenita, x1 es la concentración en
carbono de la austenita en la intercara móvil /, kB es la constante de Boltzman y
T es la temperatura de descomposición isotérmica. K representa (asumiendo que
87
Capítulo 4
el supuesto núcleo crítico de cementita tiene geometría de casquete esférico) la
relación entre el volumen del casquete esférico del núcleo crítico y una esfera del
mismo radio. Gv es el cambio de energía libre por unidad de volumen debido a
la nucleación y cos es la relación entre las energías interfaciales austenita/ferrita
(/) y ferrita/cementita (/) que se describe por la expresión cos=//2/.
A continuación se propone un modelo unidimensional simple que nos ayude a
entender el efecto del TGA en la fracción de volumen de ferrita proeutectoide y
perlita obtenidas experimentalmente para los dos casos estudiados [118-120]. En
la Figura 4.7 se representa un esquema del modelo para el crecimiento de ferrita
(en una única dirección) desde ambos lados del grano austenítico y el perfil de
concentración de carbono para la ferrita y la austenita. Este proceso debe
estudiarse en dos etapas: la primera de ellas supone que la ferrita crece desde
ambos lados del grano austenítico de forma parabólica, que la austenita tiene una
longitud semi-infinita y que las condiciones de contorno son fijas. En esta etapa la
concentración de carbono en la austenita lejos de la intercara / es la misma que
la concentración nominal de la aleación.
En la segunda etapa, los frentes de difusión de las ferritas creciendo desde
lados opuestos del grano austenítico se solapan, por lo que la velocidad de
crecimiento disminuye considerablemente. Este fenómeno se conoce como
pinzamiento suave o soft-impingement.
Este modelo supone que la intercara α/ se mueve en la dirección z normal al
plano de la intercara, y el diámetro para el grano austenítico (d) tiene una
longitud 2L. La posición de la intercara para cualquier tiempo t está definido por
z=Z, empezando en z=0 para t=0. En este estado inicial, la concentración en
carbono de la austenita se corresponde con la composición nominal de la aleación
̅ . La posición de la intercara cuando tiene lugar el fenómeno de pinzamiento
viene definida por z=Z2 y t=t2. En esta etapa la concentración de carbono en el
88
Efecto del TGA en la transformación perlítica
centro del grano austenítico aumenta desde ̅ hasta xL. Finalmente, para z=Z3 y
t=t3, la concentración de carbono en la austenita es uniforme e igual a la de la
austenita en la intercara α/ (xα).
Figura 4.7 a) representación esquemática para la nucleación de alotriomorfos de ferrita a
ambos lados de un grano austenítico. b) esquema del perfil de la concentración de
carbono en la austenita y ferrita.
El balance de carbono instantáneo puede expresarse de acuerdo a la siguiente
expresión:
4.9
Donde dx/dc representa el gradiente de carbono por delante de la intercara.
Si asumimos que para el caso del TGA grande el régimen de soft-impingement
no se alcanza debido a que los núcleos de ferrita se encuentran lo suficiente
alejados como para que se produzca el solapamiento de los frente de difusión por
delante de la intercará móvil α/ y aplicamos el balance de masas
correspondiente, la velocidad de la intercara puede derivarse a partir de la
ecuación 4.9:
89
Capítulo 4
(
)
4.10
̅
Por otro lado, para el caso de tamaño de grano pequeño, donde sí se espera
que se dé el fenómeno de soft-impingement, puede calcularse la velocidad de la
intercara de acuerdo con la siguiente expresión:
(
(
)
4.11
)
De acuerdo con las expresiones que nos dan la velocidad de la intercara para el
caso de TGA grande (ecuación 4.10) y TGA pequeño (ecuación 4.11), se deduce
que para ambos casos la velocidad en inversamente proporcional al diámetro del
grano austenítico. Por tanto, la velocidad para el caso del TGA grande será menor
que para el caso del TGA pequeño.
Como en el caso de TGA pequeño la velocidad de la intercara α/ es más
elevada que la velocidad crítica G *α para la nucleación de cementita, ésta no
nucleará hasta que haya empezado el soft-impingement y la velocidad
disminuya. Por el contrario, para el caso del TGA grande, la velocidad es siempre
menor que G*α y la cementita ppodrá nuclear en laintercara móvil α/ siempre
que se den las condiciones de concentración local. Por ello, en este sentido, es de
esperar que el tamaño para la ferrita proeutectoide sea mayor para el caso del
TGA pequeño que para el caso del TGA grande, lo cual es consistente con los
resultados experimentales obtenidos para la fracción de volumen de ferrita en las
dos condiciones de austenización.
Además, el hecho de que la composición de la austenita antes de que tenga
lugar la transformación perlítica para el caso del TGA grande esté situada fuera
de la extrapolación de Hultgren (ver Figura 4.6) nos lleva a plantearnos una
cuestión muy intersante acerca de la magnitud de la difusión de carbono en el
frente de avance de la intercara α/: para el caso del TGA de partida grande, ¿se
90
Efecto del TGA en la transformación perlítica
están alcanzando las condiciones termodinámicas marcadas por la extrapolación
de la línea de solubildad /(+)?.
De acuerdo a los criterios termodinámicos, si la concentración en la intercara
/ es menor que la que nos marca la extrapolación de la línea de solubilidad
/( + ), el carbono deber{ difundir “hacia fuera” de la cementita para producir
un enriquecimiento en la austenita de los alrededores y poder así alcanzar la
concentración necesaria en la intercara que permita la nucleación de cementita.
En esta situación no sería posible la formación de perlita bajo las condiciones de
crecimiento cooperativo y la mircroestructurra que se obtendría entonces sería la
que se conoce como perlita degenerada formada bajo un crecimiento no
cooperativo. Sin embargo, experimentalmente se observa que para el caso de
TGA grande, a pesar de que la composición de la austenita esté situada fuera de
la extrapolación de Hulgtren, la mircroestructura final que se obtiene es perlita
laminar y no perlita degenerada.
En la Figura 4.8 se recogen micrografías de SEM para las dos condiciones
estudiadas donde se pone de manifiesto que a pesar de que la composición de la
austenita de partida es difrente para el caso del TGA pequeño y TGA grande, la
microestructura que se obtiene es perlita laminar. En la Figura 4.8.b y Figura 4.8d,
donde puede resolverse el espaciado interlaminar, se aprecia claramente la
morfología laminar característica de la perlita para ambas condiciones de
austenización.
El hecho de que se pueda formar perlita laminar a pesar de que que no se
alcance la concentración marcarada por la extrapolación de Hultgren puede
explicarse si el flujo neto de carbono entre la austenita, ferrita y cementita en el
frente de avance es positivo. Es decir, que el flujo de carbono en la intercara
austenita/perlita sea lo suficientemente grande como para que el crecimiento
91
Capítulo 4
cooperativo entre ferrita y cementita esté permitido. Esta hipótesis será estudiada
y discutida con mayor detalle en el siguiente capítulo.
Es interesante resaltar en este capítulo el hecho de que para el caso del TGA de
partida grande, los sitios de nucleación están suprimidos para que nucleen otras
fases competitivas con la perlita, como son la ferrita o la bainita, lo cual nos
permite estudiar la evolución de la fracción de volumen de la perlita con la
temperatura de descomposición isotérmica sin que influyan dichas fases
competititvas. Como es de esperar, la fracción de volumen de perlita aumenta
conforme disminuye la temperatura de descomposición (ver Figura 4.9) debido a
que la energía motriz es mayor cuando el grado de subenfriamiento aumenta.
Para una temperatura de descomposición isotérmica de 560°C puede verse que la
fracción de volumen de perlita es del 100%.
Figura 4.8 Micrografías de SEM donde se ilustra el efecto del TGA en el tamaño de
colonia perlítica para una muestra austenizada a: a) y b) 1200°C y c) y d) 900°C. En
ambos casos la temperatura de descomposición isotérmica es de 660°C.
92
Efecto del TGA en la transformación perlítica
En la Figura 4.10 se representa la sección isotérmica a 560°C para la aleación
estudiada. Puede verse que para esta temperatura la composición de la austenita se
encuentra sobresaturada simultámente con respecto a la ferrita y la cementita, con lo que
el único producto de descomposición posible es la perlita. Los resultados que se muestran
en la Figura 4.9 validan experimentalmente el concepto de la extrapolación de Hultgren.
Figura 4.9 Evolución de la fracción de volumen (FV) de perlita con la temperatura de
descomposición isotérmica para la aleación 0.44C-1Mn. La temperatura de austenización
para todos los casos fue de 1200°C.
Figura 4.10 sección isotérmica a 560°C para una aleación Fe-C-Mn. La aleación (marcada
por el punto rojo) está sobresaturada simultáneamente con respecto a la ferrita y la
cementita.
93
Capítulo 4
Sabemos que la temperatura de descomposición isotérmica también tiene una
fuerte influencia en el espaciado interlaminar perlítico, de tal manera que, cuanto
mayor sea el grado de subenfriamiento menor será el espaciado interlaminar.
Los resultados de las medidas experimentales para el espaciado interlaminar
(S0) y para el borde de colonia perlítica (ap) en función de la temperatura de
descomposición isotérmica se muestran en la Figura 4.11 y Figura 4.12.
Figura 4.11 variación del borde de colonia perlítico (a p) y del espaciado interlaminar (S0)
con la temperatura isotérmica para muestras austenizadas a 1200°C.
De los resultados anteriores se puede concluir que cuanto mayor es la
temperatura a la cual tiene lugar la transformación isotérmica de austenita en
perlita mayor es el borde de colonia perlítica y mayor es el espaciado
interlaminar [121, 122]. Sin embargo, la temperatura de austenización, y por
tanto, el tamaño de grano austenítico de partida parece no tener ningún efecto en
el espaciado interlaminar auque si afecta al tamaño de colonia perlítico.
En la Figura 4.12.a puede verse como para dos muestras con distinto tamaño
de grano austenítco pero con la misma temperatura isotérmica presentan el
mismo espaciado interlaminar pero distinto ap.
94
Efecto del TGA en la transformación perlítica
Figura 4.12. a) Variación de S0 y de b) ap con la temperatura de austenización para
muestras tratadas isotérmicamente a 660°C.
Finalmente, se estudió el efecto que puede tener el TGA de partida, y por tanto
la diferencia de concentración de carbono en la austenita para las dos condiciones
de partida en la morfología de la perlita. Para evaluar dicho efecto se midió el
ancho de las láminas de ferrita y de cementita para las dos muestras con distinto
tamaño de grano austenítico (120 y 5 m) que fueron tratadas isotérmicamente a
la misma temperatura (660°C). Los resultados obtenidos (ver Tabla 4.2) revelan
que la relación entre el ancho de la lámina de ferrita y de cementita son diferentes
para las dos condiciones estudiadas: el ancho de cementita es mayor para el caso
de la temperatura de austenización de 900°C (a la cual le corresponde el TGA de
5 m), y la relación entre el ancho de lámina de ferrita y cementita es menor para
el caso de la muestra austenizada a 1200 °C (la cual le corresponde el TGA de 120
m). A la vista de estos resultados podemos concluir que el TGA de partida
también tiene influencia en la morfología perlítica en lo que se refiere a la
95
Capítulo 4
relación del ancho de las fases que constituyen el agregado perlítico (ver Figura
4.13)
Tabla 4.2 Medidas del ancho de lámina de ferrita y cementita para dos muestras con
distinto tamaño de grano y para las cuales la transformación perlítica tuvo lugar a 660°C.
TGA=120 m
Ancho lámina (µm)
Desv. Std
Relación ancho lámina /
TGA=5 m
ferrita cementita ferrita cementita
0.160 0.057
0.139 0.078
0.032
0.012
2.800
0.035
0.021
1.785
Figura 4.13 Efecto del TGA de partida el ancho de lámina de ferrita y cementita para dos
condiciones de austenización (1200 y 900 °C) y una temperatura isotérmica de 660°C.
Por lo tanto, tras el estudio que se ha llevado a cabo sobre el efecto que el TGA
tiene en la descomposición isotérmica de austenita en perlita se puede concluir
que un tamaño de grano austenítico grande de partida suprime los lugares de
nucleación de la ferrita proeutectoide, aumentando la fracción de volumen de
perlita, pero a su vez la cinética de formación para ambas fases es más lenta que
96
Efecto del TGA en la transformación perlítica
para el caso de un TGA pequeño. La relación entre el ancho de lámina de ferrita y
cementita varía con la temperatura de austenización, siendo esta relación mayor
cuanto mayor lo es la temperatura de austenización. Estos resultados nos llevan a
plantearnos la hipótesis de que la perlita obtenida para los dos casos de TGA
tenga distinta composición en C y si ambas perlitas son de equilibrio o no.
Trataremos de responder a esta pregunta en el siguiente capítulo.
97
Formación de perlita fuera de la extrapolación de Hultgren
5.
FORMACIÓN DE PERLITA FUERA DE LA
EXTRAPOLACIÓN DE HULTGREN
5.1
INTRODUCCIÓN
La formación de perlita en aleaciones que no tienen la composición eutectoide
es una cuestión de gran interés desde el punto de vista teórico y práctico. La
competición entre la formación de perlita y otras fases proeutectoides en la
microestructura final es un factor importante a tener en cuenta en el diseño de
aleaciones y procesados. De esta manera, es muy atractivo, industrialmente
hablando, la obtención de microestructuras totalmente perlíticas en aceros
hipereutectoides con altos contenidos en carbono [123-125] con el objetivo de
aumentar la resistencia (inducida por la formación de perlita) y evitar la
formación de una matriz continua de cementita proeutectoide que fragilice la
microestructura.
Los
aceros
perlíticos
de
composición
eutectoide
o
hipereutectoides se emplean en raíles, resortes, alambre y troqueles en donde se
requieren de una alta resistencia al desgaste y una gran resistencia mecánica. Sin
embargo, a medida que el contenido en carbono aumenta, estos aceros aumentan
su resistencia a la tracción a expensas de la pérdida de ductilidad y tenacidad
debido a la formación de una matriz continua de cementita alrededor de los
bordes de grano austenítico [18].
Por otro lado, en aceros hipoeutectoides, la relación óptima entre tenacidad,
resistencia y ductilidad se consigue a través del balance entre fases como la ferrita
acicular, bainita o martensita (que son las fases competidoras con la perlita y la
ferrita alotriomórfica) cuya proporción debe ser evaluada a la hora de diseñar los
procesados termomecánicos y de soldadura. El control del tamaño de grano
austenítico, la templabilidad o el contenido en carbono (para el caso de la
99
Capítulo 5
soldadura) de la aleación son los factores a controlar a la hora de diseñar las
aleaciones [126-128].
Como se ha mencionado anteriormente, la formación de perlita tiene lugar
cuando una austenita de composición eutectoide se enfría isotérmicamente por
debajo de la temperatura, Ae1 (temperatura a la cual, en el sistema Fe-C, están en
equilibrio termodinámico las fases austenita, ferrita y cementita y que se
corresponde con la temperatura eutectoide de 727 °C) [129-131].
Para composiciones no eutectoides, la perlita se puede formar bajo una
condición termodinámica más restrictiva donde la austenita debe tener una
composición C0, tal que caiga dentro de la región formada por la extrapolación
de las líneas /(+α), (conocida también como Ae3) y /(+), (denominada
también, Acm) y que representan la concentración de carbono en la intercara
austenita-ferrita y austenita-cementita respectivamente. En esta región de
composiciones y temperaturas, conocida como la extrapolación de Hultgren [69,
132, 133], la austenita se encuentra saturadamente simultáneamente con la ferrita
y la cementita. Por tanto, toda la austenita transformará a perlita, sin formar
ferrita o cementita proeutectoide previamente, aunque la composición nominal
del acero sea hipo o hipereutectoide.
La Figura 5.1 muestra el diagrama de equilibrio Fe-C y el área sombreada,
formada por la extrapolación de las líneas Ae 3 y Acm, representa la extrapolación
de Hultgren. Una austenita de composición C cuando se enfría hasta la
temperatura T (TE>T>TP), está sobresaturada con respecto a la fase ferrita, en
ausencia de núcleos de cementita, es decir, en un hipotético diagrama de fases sin
cementita (está por debajo de la línea /(+)). El mismo acero no está, sin
embargo, saturado con respecto a la cementita en un diagrama hipotético sin
ferrita (está por encima de la línea /(+)), y la transformación no tendría
lugar hasta que no progrese la transformación austenita – ferrita lo suficiente
100
Formación de perlita fuera de la extrapolación de Hultgren
como para que la austenita que aún no ha transformado se enriquezca con el
carbono que expulsa la ferrita recién formada, hasta que la línea /(+) corte la
línea de la temperatura TP.
Como se ha indicado anteriormente, la extrapolación de Hultgren muestra la
zona donde la austenita está saturada con respecto a ambas fases, ferrita y
cementita, en el caso de hipotéticos diagramas de equilibrio independientes.
Dentro de esta región, la reacción posible sería la descomposición de la austenita
en un producto eutectoide , es decir, perlita. Dicha reacción comenzaría por
la nucleación de la cementita, quedando la austenita con una concentración
marcada por la línea /(+). A continuación, y debido a que la austenita poseería
una concentración en carbono C (intersección de T P con /(+)) alrededor del
núcleo de cementita menor que la concentración del eutectoide, es posible la
aparición de ferrita.
Figura 5.1 Extrapolación de las líneas de solubilidad /+α y /+ que marcan la
concentración de las intercaras austenita-ferrita, C, y austenita-cementita, C, en un
diagrama Fe-C. La región sombreada representa la extrapolación de Hultgren.
101
Capítulo 5
Esta segunda reacción llevaría a un enriquecimiento local en carbono de la
austenita, que pasaría a tener una concentración alrededor de esta ferrita recién
formada de C (intersección de T P con /(+)), dando lugar a la formación de
otro núcleo de cementita que empobrecería la austenita hasta una concentración
C. Así, sucesivamente, se van formando las distintas láminas de ferrita y
cementita que constituyen la perlita.
Este criterio para la formación de perlita se denomina criterio de
“supersaturación mutua” y se aplica independientemente si la perlita es el primer
producto que se forma o si se forma después de la ferrita proeutectoide (o
cementita proeutectoide) por el enriquecimiento (o empobrecimiento) en carbono
de la austenita remanente.
A parte de este criterio de supersaturación mutua, otros autores han propuesto
otros criterios adicionales que explican la formación de perlita a partir de fases
proeutectoides4 Algunos autores [141] han señalado que la teoría “cl{sica” sobre
la formación de perlita no ha sido probada experimentalmente de manera
rigurosa hasta hace poco. Estudios recientes sobre el efecto del tamaño de grano
austenítico en la fracción de volumen de ferrita proeutectoide y perlita en aceros
hipoeutectoides concluyen que incluso fuera de la extrapolación de Hultgren
pueden obtenerse microestructuras casi totalmente perlíticas [141, 142]. Esta
observación experimental es más acusada cuanto mayor es el tamaño de grano
austenítico de partida, donde la relación entre la fracción de volumen de perlita y
ferrita proeutectoide aumenta considerablemente. Liu et al [143] midieron el
contenido en carbono de la austenita sin transformar en un acero hipoeutectoide
Uno de los criterios que se proponen es que el constituyente proeutectoide tenga una
velocidad de formación para la cual la nucleación de la cementita perlítica en esa intercara móvil
de avance sea viable [97, 117, 134]. Otro criterio se basa en igualar los potenciales químicos de
carbono entre las fases proeutectoides y la austenita remanente [95]
Un estudio detallado de la cinética de crecimiento de las fases proeutectoides [118, 135-138] así
como de los cambios en la cinética cuando existe pinzamiento [119, 139, 140] son la clave para
corroborar estos criterios teóricos propuestos en la literatura.
4
102
Formación de perlita fuera de la extrapolación de Hultgren
y verificaron que la composición de la austenita cae fuera de la extrapolación de
Hultgren (C0 Acm), lo cual está de acuerdo con el balance de masas para el
carbono basado en la cantidad relativa de las fracciones de volumen de ferrita
proeutectoide y perlita.
En este capítulo se abordan dos objetivos principales: el primero de ellos se
centra en examinar en detalle la teoría clásica para la formación de perlita y
evaluar la aplicabilidad del criterio de supersaturación mutua para la nucleación
y crecimiento de perlita. Además, se analizarán las condiciones más favorables,
en cuanto a rangos de temperatura y composición, y los requisitos
termodinámicos y cinéticos requeridos para la formación de perlita. En segundo
lugar, se estudiará y analizará la formación de perlita cuando no se satisface el
criterio de supersaturación mutua para una aleación Fe-C-Mn. Para ello, se
desarrollarán una serie de cálculos teóricos para evaluar la difusión del carbono
en el frente de avance.
5.2 ORÍGEN
HISTÓRICO
DE
LA
EXTRAPOLACIÓN
DE
HULTGREN, CRITERIO DE SUPERSATURACIÓN MUTUA
Y CINÉTICA DE LA PERLITA
Aunque el criterio de la supersaturación mutua ha sido revisado y descrito por
varios autores [6, 144, 145], fue durante los años 1920 y 1960 cuando surgió el
concepto de la extrapolación de las líneas Acm y Ae3 por debajo de la temperatura
eutectoide (extrapolación de Hultgren) y empezaron a asentarse las bases de este
criterio de supersaturación mutua.
Durante la década de los 30 se estudió en detalle la precipitación de fases
únicas como por ejemplo, la ferrita Widmanstatten, y no fue hasta la década de
los 40 cuando empezaron a aparecer un gran número de trabajos acerca de la
103
Capítulo 5
cristalografía, nucleación y crecimiento de la perlita. En 1940 se desarrollaron
estudios isotérmicos [146] como método estándar para estudiar y formular la
cinética perlítica. Los tratamientos térmicos de descomposición de la austenita en
perlita a temperatura constante permiten aislar las variables clave que influyen
en esta descomposición e identificar los procesos físicos elementales de dicha
transformación.
Hultgren [147] fue el primero en establecer la extrapolación de la líneas Acm y
Ae3 y en asociar el área que formaba dicha extrapolación con un rango de
composiciones y temperaturas para el cual la austenita se encuentra
sobresaturada con respecto a la ferrita y la cementita. Posteriormente, Carpenter
y Robertson [21] publicaron una figura donde mostraban la extrapolación de las
líneas Acm y Ae3 y establecieron que en esta región se cumplía el criterio de
supersaturación mutua sin mayor justificación o elaboración teórica.
Este criterio comenzó a asociarse con la difusión del carbono durante el
crecimiento de la perlita y por tanto se usó para explicar la cinética perlítica. Este
concepto se desarrolla más ampliamente en un trabajo posterior [132], donde se
analiza el concepto de extrapolación de Hultgren y donde se afirma:
“La perlita se forma como resultado del enfriamiento de la austenita por
debajo de las líneas de solubilidad de ferrita y cementita. Por tanto, la formación
de perlita debe considerarse como la separación simultánea de ferrita y cementita
y es posible gracias a la difusión de los átomos de carbono a través de la austenita
adyacente que son expulsados al frente de avance por la ferrita”.
Hultgren extendió y desarrolló esta descripción en otros trabajos [133] y
publicó una figura con la extrapolación que llevaría su nombre. Aparte de
afianzar el concepto de supersaturación mutua que propusieron Carpenter y
Robertson, la contribución más importante que hizo fue identificar el flujo de
carbono en la austenita, desde la ferrita hacia la cementita, como un factor
104
Formación de perlita fuera de la extrapolación de Hultgren
importante en el crecimiento cooperativo de la perlita. El término que hoy se usa
como extrapolación de Hultgren apareció por primera vez en la literatura en un
estudio sobre la descomposición isotérmica de aceros y aleaciones publicado por
Hultgren en 1947 [69]
A partir de los trabajos de Hultgren se plantearon algunas cuestiones como
por ejemplo el flujo de carbono que debía existir en el frente de avance
austenita/perlita y cómo puede relacionarse este flujo con la cinética de la
transformación. Mehl [22] propuso un modelo para explicar la teoría de
Hultgren. En la Figura 5.2.a se muestra el modelo para el flujo de carbono para la
austenita en el frente de avance de la intercara austenita/perlita. El sentido del
flujo de los átomos de carbono va desde los picos enriquecidos en carbono
(ferrita) hacia los valles empobrecidos en carbono (cementita). Esta periodicidad
lateral de variaciones de carbono entre los picos y los valles se corresponde con el
espaciado interlaminar y las variaciones longitudinales de carbono (flujo de
carbono en la dirección longitudinal) disminuyen a medida que te alejas del
frente de avance. La velocidad de formación de perlita vendrá entonces
determinada por la difusión lateral de carbono entre ferrita y cementita en el
frente de avance ya que la difusión a largo alcance tiene un efecto casi
despreciable. El hecho de que la periodicidad entre la ferrita y la cementita sea
una constante, da lugar a la que la velocidad de formación sea una constante que
dependa del parámetro del espaciado interlaminar. Este hecho cinético puede ser
una ventaja sobre las cinéticas parabólicas (que son cinéticas que disminuyen con
el tiempo) como por ejemplo la ferrita alotriomórfica, sobre todo cuando el
tamaño de grano austenítico de partida es grande. Por el contrario, la ferrita
Widmanstatten o la cementita son fases potencialmente más competitivas con la
perlita ya que su velocidad de formación es también constante con el tiempo [52].
Brandt [148, 149] propuso una ecuación diferencial para describir las
variaciones de carbono en la intercara móvil austenita/perlita así como la
105
Capítulo 5
solución para obtener la concentración de carbono en dicha intercara y poder así
explicar la cinética de la perlita. La solución de la ecuación que propone Brandt
concuerda con el modelo que propuso Mehl (Figura 5.2).
a)
b)
Figura 5.2 Distribución del carbono en la austenita del frente de avance para la intercara
austenita/perlita propuesta por a) Hull and Mehl y b) calculada por Brandt. La línea
punteada marcada como Ca representa la composición promedio de la austenita.
En las ecuaciones que plantea Brandt aparece de nuevo el concepto de la
extrapolación de Hultgren: las condiciones de contorno para la austenita en el
frente de avance se eligen en función de Acm y Ae3. Es decir, se asume que la
concentración en el centro de la lámina de ferrita se corresponde con la
composición marcada por la línea Ae3 y la composición en el centro de la lámina
de cementita viene dada por la línea Acm. De las posibles condiciones de
contorno, éstas eran las más sencillas debido a la escasez de resultados
experimentales de la concentración de la austenita en el frente de avance.
Los trabajos de Hultgren y Brandt junto con los de Zener [17] constituyen el
punto de partida de la teoría de la cinética de perlita basada en la hipótesis de
equilibrio local para la intercara en el frente de avance. Resulta interesante que
106
Formación de perlita fuera de la extrapolación de Hultgren
esta limitación en la difusión de la cinética fuese establecida primero para la
perlita y fuera desarrollada posteriormente para situaciones más sencillas y
menos complejas, como para la precipitación de una única fase. [52, 150, 151]. Las
condiciones de equilibrio local en la perlita que se establecieron fueron
posteriormente modificadas porque algunos autores consideraron el efecto de la
capilaridad que existe en la intercara austenita/perlita [55, 152].
5.3
CRITERIO DE LA SUPERSATURACIÓN MUTUA
5.3.1 Fundamento termodinámico
El criterio de la supersaturación mutua fue aceptado por muchos
investigadores y publicado en numerosas monografías [129-131] sin haber sido
probado experimentalmente de manera rigurosa. No existe ninguna base
termodinámica en la que se apoye el uso de este criterio para establecer la
composición promedio de la austenita. Esto fue mencionado ya en 1950 por
Fisher [153], quien describe la región de la extrapolación Hultgren para una
reacción eutectoide genérica α+β de las siguiente manera:
“Es en este rango de temperatura y composición donde la mayoría de las
transformaciones eutectoides (α+β) tienen lugar. No existen barreras
termodinámicas para que esta transformación pueda ocurrir en cualquier región
bif{sica del diagrama donde coexistan α+β, pero pr{cticamente, la mayoría de
estas transformaciones tienen lugar a temperaturas para las cuales cada reacción
α o β puedan ocurrir por separado…”
La formación de perlita requiere, en primer lugar, de la nucleación de la ferrita
y de la cementita y, en segundo lugar, el crecimiento cooperativo entre ambas. El
factor termodinámico más importante que se requiere para que comience la
formación de perlita, es precisamente la nucleación de las fases. Este
107
Capítulo 5
requerimiento termodinámico se explicará con más detalle en el siguiente punto
de la discusión.
El otro factor es la transición desde la nucleación al desarrollo de ese
crecimiento cooperativo entre ambas fases. Esto implica una interacción compleja
de la cristalografía y de la difusión [3, 154] y no depende de criterios
termodinámicos.
5.3.2 Nucleación de la perlita
Supongamos un acero de composición hipoeutectoide cuya composición está
situada fuera de la extrapolación de Hultgren5. La ferrita proeutectoide será la
primera fase que se forme cuando tenga lugar la descomposición de la austenita.
Como la austenita tiene una composición que cae en el campo bifásico +α, la
ferita proeutectoide comenzará a nuclear y a crecer. Para que la perlita pueda
formarse, lo primero que tiene que ocurrir es que nuclee la cementita [30]. El
requerimiento termodinámico para que precipite el primer núcleo de cementita
es que la austenita alcance la concentración (o concentraciones mayores) que
viene marcada por la línea extrapolada Acm. Este requerimiento se satisface
fácilmente incluso para concentraciones que están muy por debajo de la
concentración marcada por la línea Acm [143] ya que la austenita adyacente a los
núcleos
de
ferrita
proeutectoide
formados
previamente
tendrán
un
enriquecimiento local en carbono. Como el límite de solubilidad del carbono en la
ferrita es muy bajo, ésta expulsará el carbono hacia la austenita que rodea la
ferrita proeutectoide, y la austenita alcanzará concentraciones próximas a la
concentración marcada por Ae3. Por definición, la temperatura Ae3 es superior a
Acm por debajo de la temperatura eutectoide.
5
Para aceros hipereutectoides puede aplicarse paralelamente el mismo argumento [30]
108
Formación de perlita fuera de la extrapolación de Hultgren
Este razonamiento se puede aplicar siempre que existan condiciones de EL en
la intercara y para pequeñas variaciones de EL6. Por tanto, mientras que en el
sistema exista ferrita proeutectoide para producir zonas con un enriquecimiento
local en carbono, la nucleación de la cementita será favorable 7.
Si la fase proeutectoide, en este caso ferrita, por alguna razón no se forma o se
suprime, entonces satisfacer el requisito termodinámico anterior implicaría seguir
un camino cinético no favorable: nucleación simultánea de ferrita y cementita
como una única entidad. Esto se explica en base a que como la composición de la
austenita cae fuera de la extrapolación de Hultgren, la formación de ambas fases
(ferrita y cementita) será termodinámicamente posible sólo cuando se formen
simultáneamente y en una fracción de volumen tal que satisfaga la proporción
relativa de ambas fases dentro de la perlita. Este núcleo de cristal bifásico tendrá
una energía de activación G* muy elevada, y por tanto este camino cinético
alternativo es improbable. Por tanto, la alternativa cinética más viable es que
primero nuclee una de las fases (cementita), comenzando por tanto la nucleación
de la perlita, y después nuclea mediante un mecanismo cooperativo la segunda
fase (ferrita) [1, 3, 6, 22, 30, 69, 154].
A pesar de que la etapa de nucleación de la perlita (o de cualquier otra fase) es
difícil de observar experimentalmente, todas las hipótesis avalan la teoría de que
la nucleación de perlita ocurre en las dos etapas explicadas anteriormente. Por
tanto, para aleaciones hipoeutectoides (o hipereutectoides), siempre que exista
ferrita (o cementita) proeutectoide se producirán zonas enriquecidas (o
Desviaciones más significativas del EL, como por ejemplo el fenómeno del arrastre de soluto
(en inglés, solute drag) u otros fenómenos no químicos, pueden disminuir la concentración
efectiva de la intercara /α y como la composición nominal de la austenita es menor que Acm ya
que se encuentra fuera de la extrapolación de Hultgren, no se iniciará la nucleación de la
cementita. Sin embargo, tales condiciones extremas no se han documentado para la perlita.
7 Existen otros aspectos cinéticos que favorecen la nucleación heterogénea de cementita
cuando existe una intercara /α pero la velocidad de migración de dicha intercara es demasiado
baja para favorecer la precipitación de cementita[117, 134].
6
109
Capítulo 5
empobrecidas) en carbono en la austenita que rodea la fase proeutectoide y se
producirá la nucleación de cementita (o ferrita) y por tanto, la formación de
perlita será termodinámicamente favorable. Esto es válido para cualquier
aleación cuya composición caiga en la región bif{sica α+, y no sólo para las
aleaciones cuya composición caiga dentro de la extrapolación de Hultgren.
Cabe mencionar que el hecho de que finalmente se obtenga una
microestructura perlítica (tras la nucleación de las fases proeutectoides)
dependerá también de su cinética, ya que la formación simultánea de otras fases
que presenten condiciones termodinámicas favorables, como la bainita, con
cinéticas más rápidas, pueden competir con la formación de productos de
transformación eutectoide [52, 155].
5.3.3 Requerimientos para el crecimiento de la perlita
Una vez que se ha iniciado la formación de perlita, no existe ninguna
limitación relacionada con la composición de la austenita que impida el
crecimiento de la perlita ya que la austenita tiene una composición que cae
dentro de la región bifásica α+ y el cambio de energía libre es favorable 8. Sin
embargo, La cinética de crecimiento y la morfología de la perlita pueden ser
alteradas significativamente por la composición de la austenita.
La ecuación diferencial propuesta por Brandt que describe la difusión de
carbono [148, 149] es válida para estas composiciones 9. La cantidad relativa de
Existen ciertos requerimientos termodinámicos que afectan a la partición de soluto entre la
ferrita y la cementita. Se asume que ambas fases no se desvían del equilibrio metaestable en la
composición de carbono que viene dada por la extrapolación de las líneas /(+α) y /(+). En
aleaciones Fe-C-M (donde M es un elemento sustitucional, como por ejemplo Mn) existe una
región amplia de no equilibrio para la partición, para la cual se debe evaluar las condiciones
termodinámicas de partición mínima [2].
9 Cahn y Hagel señalaron que el parámetro cinético α (que es función de la velocidad de
formación, el espaciado y la difusividad), el cual varía con la composición en carbono, ni alcanza
un valor máximo o mínimo en la composición eutectoide, ni sufre alguna discontinuidad al
alcanzar los valores de Acm o Ac3 si el criterio de sobresaturación se cumple para el crecimiento de
perlita [2].
8
110
Formación de perlita fuera de la extrapolación de Hultgren
fases de ferrita y cementita dependerá de la composición de la austenita que esté
transformando. Para límites extremos, como por ejemplo contenidos muy bajos o
muy altos de carbono en la austenita, la perlita no puede observarse
experimentalmente debido a la aparición de fases proeutectoides u otros
productos de descomposición, los cuales tienen una cinética de formación mucho
más rápida que la de la perlita [52].
5.3.4 Plausabilidad del criterio de supersaturación mutua basado en la teoría
cinética y observaciones experimentales
En el apartado 5.3.1 se habló del hecho de que es mucho más favorable, en
términos de viabilidad cinética, formar perlita a partir de austenitas que tengan
una composición cercana al eutectoide, que a partir de aquellas que tengan una
composición más lejana al eutectoide. De este modo, para aleaciones Fe-C, la
fuerza motriz para formar perlita será mayor para composiciones eutectoides o
composiciones ligeramente desviadas del eutectoide (por ejemplo para
composiciones entre 0.6-1.4 % peso en carbono), que para composiciones que se
desvían fuertemente de la composición eutectoide (0.2 ó 1.4 % peso en carbono).
El criterio de supersaturación mutua se hizo plausible al incorporar el papel
que desempeñan los constituyentes proeutectoides modificando el contenido en
carbono de la austenita hasta concentraciones coincidentes con dicho criterio. A
partir
de
observaciones
cualitativas
de
microestructuras
de
aceros
hipoeutectoides, se supone que la formación de perlita se inicia una vez que se
haya formado una fracción de volumen de ferrita proeutectoide suficiente como
para elevar el contenido en carbono de la austenita remanente hasta una
concentración de carbono próxima a Acm, o, en el caso de los hipereutectoides, la
suficiente fracción de volumen de cementita proeutectoide como para
empobrecer la austenita remanente hasta concentraciones en carbono próximas a
Ae3.
111
Capítulo 5
Fisher planteó una visión cinética interesante: las fases perlíticas (ferrita y
cementita) tienden a crecer de una manera cooperativa a la misma velocidad en
situaciones en las que las dos fases tienen una fuerza motriz considerable. La
fuerza motriz para el crecimiento global de la perlita se correlaciona con la fuerza
motriz para el crecimiento cooperativo. Esta idea generó la teoría sobre el
crecimiento laminar y no laminar de dos fases en términos de fracciones de
volumen relativas de las dos fases en crecimiento, velocidad de formación
relativa y nucleación de la fase con un crecimiento más lento [155]. Este trabajo
estudia el producto de dos fases formadas por descomposición eutectoide, el cual
abarca perlita con distintas morfologías que se han observado en distintas
aleaciones.
5.4 EVALUACIÓN DEL FLUJO DE CARBONO DURANTE LA
FORMACIÓN DE PERLITA EN UN ACERO 0.44C
Para validar de una manera experimental los conceptos de extrapolación de
Hultgren o sobresaturación mutua desarrollados en los epígrafes anteriores, se
estudió la transformación perlítica en una aleación 0.44C-1Mn (%. peso) para dos
tamaños de grano austeníticos de partida diferentes. El objetivo de seleccionar
dos TGA diferentes es estudiar la transformación perlítica en dos situaciones
distintas: cuando la composición de la austenita cae dentro (TGA pequeño) y
fuera (TGA grande) de la extrapolación de Hultgren. Con dos TGA de partida tan
distintos se busca obtener dos microestructuras con una fracción de volumen de
ferrita proeutectoide bien distinta, que aplicando el balance de masas, se traduce
en que partimos de dos austenitas con una composición química distinta.
112
Formación de perlita fuera de la extrapolación de Hultgren
5.4.1 Tratamientos térmicos para evaluar el flujo de carbono durante el
crecimiento de perlita
Para llevar a cabo el estudio de la formación de perlita fuera de la
extrapolación de Hultgren se usó el material PER (ver composición en la sección
3.1) y se diseñaron dos tratamientos de austenización para obtener dos
condiciones iniciales de TGA muy distintas (ver sección 3.2). El TGA para la
muestra austenizada a 900 °C fue de 5 m y denominaremos C0 F a la composición
de la austenita, mientras que para la que fue austenizada a 1200 °C se obtuvo un
TGA de 120 m. A la composición de esta austenita la denominaremos C0C.
Figura 5.3 Sección isotérmica a 660 °C para la aleación PER donde se representa la
extrapolación de las líneas Acm y Ae3 (líneas discontinuas). La composición para la
muestra con TGA grande cae fuera de la extrapolación de Hultgren mientras que la
muestra con TGA pequeño está situada dentro de esta región. Además para ambos
casos, las composiciones, C0F y C0c, caen por debajo de las líneas de partición con respecto
a la ferrita y la cementita (líneas azules).
La temperatura de descomposición isotérmica para estudiar la transformación
perlítica para las dos condiciones de TGA se eligió a partir del diagrama de fases
de esta aleación (ver Figura 4.1). Por tanto, una vez que la muestras se
113
Capítulo 5
austenizaron para alcanzar el TGA de partida de interés, se sometieron a un
tratamiento isotérmico de 660°C a diferentes tiempos (entre 10 s y 30 min) y
finalmente se realizó un temple hasta temperatura ambiente. Se eligió la
temperatura de 660 °C para realizar los ensayos isotérmicos para evitar la
partición de Mn entre la ferrita y la cementita. En la Figura 5.3 se puede ver que
la composición de la austenita para el caso del TGA pequeño está situada por
debajo de las líneas de partición (LP) con respecto a la ferrita y a la cementita. Por
lo tanto, se espera que el mecanismo predominante en la transformación perlítica
sea ELSP y por tanto las fases de la perlita (ferrita y cementita) heredarán la
misma composición del elemento aleante, en este caso Mn, que el que tiene la
austenita madre. Por tanto, la difusión del carbono será quién controle
únicamente el crecimiento de la perlita.
Figura 5.4 Construcción gráfica para obtener la composición de la intercara
austenita/ferrita y austenita/cementita bajo condiciones de ELSP.
Finalmente, la sección isotérmica a 660 °C para la aleación PER, así como la
composición para la intercara austenita/ferrita y austenita/cementita se calcularon
con Thermocalc y de acuerdo con la metodología propuesta por Hillert [11] (ver
Figura 5.4). Las condiciones de equilibrio local en la intercara austenita/perlita
114
Formación de perlita fuera de la extrapolación de Hultgren
vendrán definidas por la tie-line de la austenita/ferrita (para el caso de la
composición de EL en la intercara /) y la de la austenita/cementita (para el caso
de la intercara /) que nos permitan obtener una línea que pase por la aleación
cuando unamos los extremos de ambas tie-lines (línea discontinua roja en la
Figura 5.4). El punto de corte de las respectivas tie-lines con la líneas de
solubilidad /(+) y /(+) nos darán las concentraciones de EL en ambas
intercaras.
5.4.2 Formación de perlita a partir de austenita enriquecida en carbono
A partir de resultados experimentales publicados en otros trabajos [141, 142] se
concluye que un TGA grande de partida puede suprimir la formación de ferrita
proeutectoide para una temperatura a la cual puede formase perlita
isotérmicamente. Por lo tanto, las condiciones experimentales de las cuales
partimos para estudiar la transformación perlítica nos darán dos composiciones
diferentes para la austenita antes de que la transformación perlítica tenga lugar.
La composición en carbono de la austenita para cada caso (TGA grande y
pequeño) puede obtenerse a partir del balance de masas con respecto al carbono
siguiendo las ecuaciones 4.6 y 4.7. A partir de las medidas experimentales de la
fracción de volumen de perlita (ver Tabla 5.1) para los dos TGA de partida se
estimó la concentración en carbono para ambos casos. En la Figura 5.3 se muestra
que mientras la composición de la austenita con un TGA pequeño, C0F, cae dentro
de la región de la extrapolación de Hultgren, no ocurre lo mismo para la
austenita con un TGA de partida grande, C0C, para la temperatura de
descomposición de interés (660 °C).
En el capítulo anterior, se midió el ancho de lámina de ferrita y cementita, Sα y
S, y se obtuvo que S es menor para el caso de la condición de TGA grande que
para la condición de TGA pequeño, y por tanto, la relación entre el ancho de S α y
S, Rα/, es menor para la condición de TGA pequeño (ver Tabla 5.1). Estos
115
Capítulo 5
resultados experimentales avalan la hipótesis de partida de que la composición
de la austenita de partida para la transformación perlítica es diferente para los
dos TGA estudiados.
Tabla 5.1 Valores experimentales de tamaño de grano austenítico de partida, TGA, para
las dos condiciones de austenización, fracción de volumen de perlita, V P, espaciado
interlaminar perlítico, S0, y relación entre el ancho de lámina de ferrita y cementita, R α/
para la aleación PER.
TGA (m)
VP
S0 (m)
R /
5
0.620.06
1.6x10-7
1.758
120
0.920.04
1.6x10-7
2.800
En la Figura 5.5a y b se muestra la microestructura final para las dos
condiciones de austenización y tratadas isotérmicamente a 660 °C durante 30
min. Estas dos micrografías ópticas constituyen por sí solas una evidencia directa
de las diferencias que provoca dos TGA de partida en la microestructura de
descomposición isotérmica de la austenita. A su vez, en la Figura 5.5c y la Figura
5.5d se recogen dos micrografías de SEM para las condiciones anteriores en las
que puede verse que para los dos TGA de partida la perlita presenta una
microestructura laminar bien definida, a pesar de que para el caso del TGA
grande la composición de la austenita está fuera de la extrapolación de Hultgren.
5.4.3 Evaluación de la concentración y del flujo de carbono
Debido a que existe una difusión de carbono desde la austenita madre hacia la
ferrita y la cementita, se genera un flujo de carbono a través del frente de avance
austenita/perlita. Como se indicó anteriormente, el crecimiento cooperativo no
requiere que la concentración promedio de la austenita caiga dentro de la
extrapolación de Hultgren. Para confirmar este punto, se calculará el flujo de
carbono (y el gradiente) en el frente de avance para demostrar que la
concentración de carbono disponible en la intercara es suficiente para poder
116
Formación de perlita fuera de la extrapolación de Hultgren
formar perlita. Este cálculo se realizará para los dos casos de partida de la
aleación PER, es decir, la condición de un TGA grande y otro pequeño.
a)
b)
c)
d)
Figura 5.5 Micrografías ópticas de la aleación estudiada tras 30 min de descomposición
isotérmica a 660°C y austenizada a a) 1200°C y b) 900°C. Micrografías de SEM para las
misma condición de tratamiento isotérmico para la condición de c)TGA grande y d) TGA
pequeño donde puede diferenciarse perlita (P) y ferrita proeutectoide (F).
De acuerdo con la teoría de transformación de la perlita [2, 17, 52, 55, 71, 152],
y como se describió en capítulos anteriores, la difusión de carbono en el frente de
avance puede ocurrir por difusión en volumen o por difusión a través de la
intercara. En la Figura 5.6 se muestra un esquema de la intercara austenita/perlita
y el flujo de carbono disponible cuando tiene lugar la transformación perlítica.
117
Capítulo 5
Por tanto, para evaluar el flujo neto de carbono se tendrán en cuenta dos
contribuciones de flujo de carbono:
1. Difusión lateral paralela al frente de avance, y que es una combinación de
dos flujos:
a) JB: hace referencia a la difusión por intercara en el frente de avance (esta
zona donde tiene lugar la difusión por intercara tiene unos pocos nn de
anchura y viene indicada en la Figura 5.6 por ).
b) Jv: representa la difusión en volumen en la región justo por delante del
frente de avance y cuya anchura es del orden del cociente entre Dv/G,
donde G es la velocidad de crecimiento perlítica.
2. Jv: representa la difusión en carbono que tiene lugar en la misma
dirección que el crecimiento de la perlita y que es perpendicular al frente
de avance.
En la Figura 5.6, Jv representa el flujo de carbono en la austenita en el frente de
avance (difusión en volumen), y la difusión por intercara desde la ferrita hacia la
cementita viene indicada por JB.
La contribución de este último término, J B, se consideró despreciable a la hora
de evaluar el flujo neto de carbono, ya que la difusión en volumen es dominante
con respecto a la difusión por intercara.
Como el coeficiente de difusión por la intercara es varios órdenes de magnitud
superior que el coeficiente de difusión en volumen, si tenemos en cuenta ambas
contribuciones a la hora de calcular el flujo de carbono en el frente de avance,
obtendremos un flujo positivo hacia la cementita. La difusión por intercara en sí
misma siempre proporcionará un flujo positivo para la formación de perlita para
concentraciones incluso que estén fuera de la extrapolación de Hultgren.
118
Formación de perlita fuera de la extrapolación de Hultgren
Si despreciamos la contribución de la difusión por intercara adoptamos la
situación más desfavorable (con respecto al criterio de supersaturación mutua) a
la hora de llevar a cabo la simulación.
Figura 5.6 Esquema del frente de avance cuando tiene lugar la transformación perlítica y
flujos de carbono en las direcciones x e y a través de la intercara austenita/perlita.
Para evaluar el flujo neto a través del frente de avance, se usó el planteamiento
teórico en dos dimensiones del flujo en carbono propuesto por Brandt [148]. Para
cualquier transformación de fase que implique un transporte de materia de largo
alcance, la ecuación general que se propone es la siguiente:
5.1
Donde x’ e y’ son las coordenadas fijadas para nuestro sistema de estudio.
Si asumimos que el crecimiento de la perlita tiene lugar a una velocidad
constante, G, la concentración de carbono debe seguir los criterios de estado
119
Capítulo 5
estacionario con respecto a la intercara perlítica y el crecimiento de ferrita y
cementita es continuo y no gradual.
Por simplificación, el análisis que se llevó a cabo asume que la perlita crece
bajo un modo de estado estacionario con respecto al frente de avance, y por tanto
la ecuación 5.1 puede reescribirse de la siguiente manera:
5.2
Donde x e y son las coordenadas transformadas de nuestro sistema con
respecto al frente de avance de tal manera que, x=x’-Gt e y=y’.
Cualquier suma de términos del tipo Kea xcos (by) es una posible solución de la
ecuación 5.2, y Brandt [148] propuso que una de las posiblse soluciones para
dicha ecuación es las siguiente:
(
)
5.3
Donde C en la concentración en carbono para cada coordenada (x,y), Co es la
concentración nominal de carbono en la austenita y Ko y K1 son constantes que
dependen de las condiciones de contorno.
Por otro lado, si se sustituye la ecuación 5.3 en la ecuación 5.2, se obtienen los
valores de los parámetros ao, a1 y b1:
5.4
(
√
)
5.5
5.6
120
Formación de perlita fuera de la extrapolación de Hultgren
El valor para Dv se calculó de acuerdo con la metodología descrita en [156] y el
resultado se recoge en la Tabla 5.2 y la velocidad de formación, G, se calculó
experimentalmente de acuerdo con el método propuesto por Cahn y Hagel [76].
Los resultados experimentales de las medidas de los parámetro de So y G se
recogen en la Tabla 5.1y en la Tabla 5.2, respectivamente.
Los valores para las constantes Ko y K1 se calcularon asumiendo que la
intercara austenita/perlita es una intercara plana, y suponiendo que en la
intercara se encuentra nuestro origen del sistema de coordenadas (x=0 e y=0 en la
Figura 5.1), obtenemos la siguiente relación
5.7
Donde C es la composición de la austenita en la intercara austenita/cementita
(Acm). Para las coordenadas x=0 e y=S0/2 (ver Figura 5.6) se obtiene la siguiente
ecuación tras sustituir las coordenadas en la ecuación 5.3:
5.8
Donde en este caso Cα representa la concentración de la austenita en la
intercara austenita/ferrita (Ae3).
Los valores para la concentración de la austenita en contacto con ferrita y
cementita (Acm y Ae3) se calcularon con el software Thermocalc, y estos
resultados se recogen en la Tabla 5.2. En la Figura 5.4 se representa la
construcción gráfica para obtener estas concentraciones de EL en la intercara
austenita/perlita.
Finalmente, las ecuaciones 5.7 y 5.8 se pueden reescribir de la siguiente
manera:
5.9
121
Capítulo 5
5.10
Una vez calculadas las constantes de la ecuación de Brandt (ver Tabla 5.3) y
una vez hallada la solución para dicha ecuación, se calculó la distribución de
carbono en el frente de avance.
Tabla 5.2 Parámetros usados para el cálculo del flujo neto cuando tiene lugar la
transformación perlítica a 660 °C.
TGA (m) C0 (% peso) C (% peso)
C (% peso)
G (m/s)
Dv (m2/s)
5
0.71
1.02
0.605
3.16x10-6
1.33x10-13
120
0.47
1.02
0.605
6.34x10-7
1.33x10-13
En la Figura 5.7 se muestra la representación en 3D de la distribución de C en
el frente de avance austenita/perlita para el caso de TGA de 5 y 120 m. El origen
de coordenadas en el volumen de control elegido para el cálculo de flujos de
carbono se fijó en el centro de la intercara austenita/cementita (Figura 5.6), donde
la dirección x es la normal con respecto al frente de avance y la dirección y es
paralela al frente de avance.
De la representación en 3D de la distribución de carbono se deduce que para
ambas situaciones aparece una onda de carbono por delante del frente de avance
en la intercara austenita/ferrita y que las diferencias de concentración de carbono
en el frente de avance son mayores para el caso del TGA grande. La
concentración de carbono por delante de la ferrita en el frente de avance es mayor
para el caso del TGA de 120 m (situación en la que la composición de la
austenita está fuera de la extrapolación de Hultgren) que para el caso del TGA de
5m (austenita con una composición situada dentro de la extrapolación de
Hultgren).
122
Formación de perlita fuera de la extrapolación de Hultgren
Tabla 5.3 Parámetros teóricos usados para resolver la ecuación de la distribución de
carbono y los flujos de carbono para las dos condiciones de austenización.
TGA (m)
a0 (m-1)
a1 (m-1)
b1 (m-1)
K0 (% peso)
K1 (% peso)
5
-2.38x106
-5.07 x107
3.70 x107
0.11
-0.211
120
-4.77 x106
-3.94 x107
3.70 x107
0.34
-0.211
Los flujos de carbono en las direcciones x e y (Jv y Jv) se calcularon a partir de
la ecuación de Fick:
5.11
5.12
El flujo de carbono disponible en la austenita en las direcciones x e y por
delante de la intercara se ilustra en la Figura 5.8, donde se observa que el flujo
lateral tiene una contribución mayor que el flujo calculado en la dirección normal
para las dos condiciones de TGA consideradas. Las flechas azules en el mapa de
flujo de carbono representan tanto la dirección como la magnitud de los flujos
calculados, así como la variación en la concentración de carbono en la austenita.
Además estos resultados coinciden con la suposición inicial que se asumió en la
que la austenita tiene una dimensión semi-infinita en la dirección x ya que no se
observa un enriquecimiento de carbono lejos de la intercara, es decir, no se han
considerado fenómenos de pinzamiento ni perfiles de carbono solapados de la
perlita en crecimiento con el límite de grano austenítico del lado opuesto.
123
Capítulo 5
Figura 5.7 Distribución de carbono bajo la suposición de estado estacionario en el frente
de avance para el caso de a) TGA de 5 m y b) 120 m.
El enriquecimiento local de carbono en la austenita próxima a la intercara
austenita/perlita da como resultado un flujo positivo hacia la austenita aportando
el carbono necesario para formar cementita de una manera cooperativa.
124
Formación de perlita fuera de la extrapolación de Hultgren
a)
b)
Figura 5.8 Distribución de carbono y mapas del flujos de carbono a través de la intercara
austenita/perlita para el caso de a) TGA 5m y b) TGA de 120m. En los mapas del flujo
de carbono, las flechas azules indican la dirección y magnitud del flujo en cada punto de
la superficie elegida. Las líneas de colores representan regiones de isoconcentración de
carbono.
Por tanto, las conclusiones de este trabajo sobre la formación de perlita fuera
de la extrapolación de Hultgren son las siguientes:
1. La perlita puede nuclear es un rango más amplio de concentraciones y
temperaturas que el definido exclusivamente por la extrapolación de
125
Capítulo 5
Hultgren, siempre y cuando exista una cierta fracción de volumen de fase
proeutectoide.
2. Una vez iniciada la nucleación de la cementita, la perlita puede crecer
teniendo cualquier composición del rango bifásico (α+).
3. A pesar de que existen varios factores cinéticos que favorecen la
transformación de austenita en perlita, no existe ninguna base
termodinámica para el criterio de supersaturación mutua (premisa sobre
la concentración promedio de la austenita).
4. La formación de perlita a partir de una austenita cuya concentración en
carbono está situada fuera de la extrapolación de Hultgren es más
favorable para situaciones en las que la fracción de volumen de la fase
proeutectoide se vea minimizada (por ejemplo, para situaciones donde el
TGA sea grande).
5. El balance de flujo de carbono por delante de la intercara austenita/perlita
es suficiente para que se pueda formar perlita laminar aunque la
composición de la austenita esté fuera de la extrapolación de Hultgren.
126
Formación de perlita bajo condiciones de estado estacionario y no estacionario
6.
FORMACIÓN DE PERLITA BAJO CONDICIONES
DE ESTADO ESTACIONARIO Y NO ESTACIONARIO
EN UN SISTEMA Fe-C-X
6.1 INTRODUCCIÓN
La adición de elementos aleantes de baja difusividad (X) al sistema Fe-C puede
tener un marcado efecto en la transformación perlítica. En este capítulo se
estudiará el efecto que tiene la adición de manganeso, el cual es soluble tanto en
ferrita como en cementita.
El primer paso para entender el efecto del Mn en la transformación perlítica
será analizar cómo se redistribuye dicho elemento entre las tres fases de interés:
austenita, ferrita y cementita. La tendencia de un elemento aleante sustitucional a
particionarse
durante
la transformación eutectoide
puede
representarse
implícitamente en la forma del diagrama de fases ternario Fe-C-Mn: en el caso de
adiciones de Mn aparece una región trifásica (++) y a medida que aumenta el
grado de la adición de Mn este campo trifásico se hace mayor y la tendencia del
Mn a particionarse en la cementita es más acusada.
La formación de perlita cuando la aleación se sitúa en el campo trifásico
(++) presenta algunos aspectos interesantes, como por ejemplo, que la fracción
de volumen de perlita es necesariamente menor al 100%, que la velocidad de
formación disminuye continuamente y por último que el espaciado interlaminar
aumenta con el tiempo de transformación. De ahí que el término para referirnos a
esta morfología perlítica sea perlita divergente. Hillert [11] explicó de una
manera cualitativa la formación de la perlita divergente asumiendo que la
127
Capítulo 6
transformación está gobernada por la partición de Mn entre la ferrita y la
cementita y asumiendo que en la intercara se establecen condiciones de EL.
Por otro lado, cuando la aleación se sitúa en el campo bifásico (+), la perlita
crece bajo condiciones de estado estacionario en el que la velocidad de formación
es constante así como el espaciado interlaminar. En la Figura 6.1 se representa la
evolución del espaciado interlaminar a lo largo de un nódulo de perlita para el
caso de perlita constante y perlita divergente.
Figura 6.1 Esquema de un nódulo de perlita donde se representa la variación del
espaciado interlaminar (Stotal) a lo largo de un nódulo perlítico (R) para el caso de a)
perlita constante y b) perlita divergente.
En este capítulo se evaluarán cuáles son las condiciones de EL que se dan en la
intercara austenita/perlita cuando tiene lugar la transformación a distintas
temperaturas y, paralelamente, se estudiará la termodinámica y la cinética de la
transformación perlítica cuando la composición de la aleación de partida se sitúa
en el campo trifásico (perlita bajo condiciones de estado no estacionario) y
cuando se sitúa en el campo bifásico (crecimiento de perlita bajo condiciones de
128
Formación de perlita bajo condiciones de estado estacionario y no estacionario
estado estacionario). Además mediante el diseño de la aleación y de los
tratamientos isotérmicos buscamos obtener perlita formada por láminas alternas
de ferrita y M23C6 para estudiar si los mecanismos de formación de la M23C6perlita son los mismos que la perlita constituida por cementita y ferrita, Fe3Cperlita.
6.2 MATERIALES, MÉTODOS Y TRATAMIENTOS TÉRMICOS
Para estudiar la partición de soluto a través de la intercara austenita/perlita
bajo condiciones de estado estacionario y no estacionario se usó la aleación
PER-Mn (ver Tabla 3.1 de la sección 3.1). Esta aleación es una aleación eutectoide
con alto contenido en Mn, que nos permite tener una rango bastante amplio de
temperaturas en el que coexisten las fases ++.
Los tratamientos isotérmicos se escogieron a partir de la sección de
isoconcentración con la composición nominal de Mn fija tal como se muestra en
la Figura 6.2. A la temperatura de 600 °C coexisten austenita, ferrita y cementita,
mientras que a 450 °C encontramos otra región trifásica donde coexisten ferrita y
dos carburos: cementita y M23C6. Por tanto, es de esperar que a 600 °C se obtenga
perlita divergente y, a la temperatura más baja, M23C6-perlita y/o Fe3C-perlita. La
coexistencia de estos dos tipos de perlita ha sido reportada por algunos autores
en sistemas del tipo Fe-C-Mn-Al [157-159]. La caracterización perlítica consistió
básicamente en medir velocidad de crecimiento, espaciado interlaminar y
composición de las fases.
Existen diversas metodologías para medir la velocidad de crecimiento de la
perlita. El método clásico es un método directo de medida en el que se mide el
ancho de un elevado número de colonias [1]. La pendiente de la recta resultante
129
Capítulo 6
de representar el valor medio del ancho de colonia frente al tiempo de
descomposición nos dará el valor de la velocidad media, ̅ . Si representamos el
valor máximo del ancho de colonia frente al tiempo obtenemos la velocidad
máxima,
.
Figura 6.2 Sección de isoconcentración para la aleación PER-Mn 0.0298C-0.0988Mn en
fracción molar (f-m). Las temperaturas isotérmicas seleccionadas vienen marcadas por
los cuadrados azules y las líneas discontinuas representan la extrapolación de las líneas
de solubilidad /(+) y /(+).
Este método clásico de medida presenta algunas limitaciones cuando se mide
la velocidad en sistemas que crecen bajo condiciones de estado no estacionario y
sobre todo a la hora de medir velocidades tras largos tiempos de descomposición
donde ya empiezan a aparecen fenómenos de pinzamiento entre colonias, o
cuando la morfología de la colonia de perlita no es idealmente esférica.
Cahn y Hagel [2, 76] proponen un método alternativo de medida de la
velocidad, G(CH), para minimizar las deficiencias del método clásico. G(CH) mide la
velocidad media de crecimiento a partir de un número de medidas de colonias
130
Formación de perlita bajo condiciones de estado estacionario y no estacionario
más elevado que el que usa el método tradicional y simplificando las dificultades
estereológicas ya que no se mide el ancho de las colonias; en su lugar, la variación
de la fracción de volumen con respecto al tiempo (
) se normaliza por la
superficie por unidad de volumen de perlita, Af.
̅
6.1
Los valores para X y Af se obtienen mediante técnicas estándar de conteo de
puntos y el método de intercepción de líneas respectivamente. Por tanto, la
velocidad de crecimiento se evaluará de acuerdo con el método de Cahn and
Hagel, para todas las temperaturas de descomposición estudiadas.
Finalmente, cuando tratamos de medir la evolución del espaciado interlaminar
durante el transcurso de la transformación, encontramos de nuevo que los
métodos tradicionales de medida no son aplicables para el caso de la perlita que
crece bajo condiciones de estado no estacionario.
Los métodos tradicionales [100] consisten en superponer una rejilla circular de
diámetro dr sobre una micrografía y el número de intercepciones nr de la rejilla
con las láminas de cementita nos dará el espaciado interlaminar perlítico
mediante la siguiente expresión:
6.2
Con este método convencional no podríamos observar si hay diferencias en el
espaciado interlaminar con el tiempo ya que obtendríamos un valor promedio
del espaciado interlaminar de todas las colonias medidas para un tiempo
determinado. Por ello, en este trabajo se propone un método alternativo de
medida que nos permita evaluar si hay diferencias en el valor del espaciado
desde el lugar de nucleación de la perlita hasta el frente de avance y estudiar la
131
Capítulo 6
evolución del mismo con el tiempo: en imágenes de SEM se superponen varias
líneas a lo largo de un nódulo perlítico y para cada línea, mediante el método de
intercepciones, evaluamos el espaciado interlaminar a lo largo de un nódulo
perlítico. En la Figura 6.3 se ejemplifica el método de medida que se propone
para evaluar el espaciado interlaminar.
Por último, reseñar que la composición de las fases se determinó mediante
TEM-EDS y APT.
Figura 6.3 Método para medir el espaciado interlaminar a lo largo de un nódulo
perlítico.
6.3 PARTICIÓN DE SOLUTO EN LA INTERCARA /PERLITA
BAJO CONDICIONES DE ESTADO ESTACIONARIO EN EL
SISTEMA Fe-C-Mn
En esta sección se estudiará la termodinámica y la cinética de la
transformación perlítica cuando tiene lugar en condiciones de estado
estacionario, es decir, espaciado interlaminar y velocidad permanecen constantes
durante el transcurso de la transformación. La temperatura de descomposición
isotérmica seleccionada para llevar a cabo este análisis es de 450 °C.
132
Formación de perlita bajo condiciones de estado estacionario y no estacionario
La primera tarea que debemos abordar es confirmar la presencia o ausencia de
la M23C6-perlita y/o Fe3C-perlita, ya que según el diagrama de fases de la Figura
6.2 y la sección isotérmica a 450 °C (Figura 6.4a) ambos carburos pueden coexistir
simultáneamente. Si nos fijamos ahora en la evolución de fracción de volumen de
las fases con la temperatura (Figura 6.4b), vemos que para 450 °C los cálculos
termodinámicos predicen que hay cerca de un 9% de fracción de volumen para el
caso del carburo M23C6, mientras que para el caso del Fe3C la fracción de volumen
es del 4%. Otras de las preguntas por responder son: ¿puede aparecer el carburo
M23C6 como carburo de la perlita o como carburo aislado? ¿Dentro de un mismo
nódulo de perlita pueden coexistir los dos carburos en la misma lámina?
¿Aparecen ambos carburos en colonias o nódulos independientes? ¿Aparecen los
dos carburos desde el inicio de la transformación? o ¿Aparecen a distintos
tiempos de transformación?
Para distinguir ambos carburos no podría hacerse mediante análisis
composicional de Mn (mediante la técnica TEM-EDS) ya que la concentración de
Mn es muy similar para ambos (56 % at. para el caso del carburo M23C6 y 53 % at.
para el caso de la cementita), al igual que la de carbono (21 % at. para el caso del
carburo M23C6 y 25 % at. para el caso de la cementita) (ver Figura 6.5a). Sin
embargo, sí que pueden diferenciarse por su cristalografía (mediante análisis de
patrones de difracción), ya que ambos carburos tienen estructuras cristalinas muy
distintas (ver Figura 6.5b y Figura 6.5c): la cementita es una estructura
ortorrómbica con parámetros de red de a= 4.524 Å b = 5.089 Å y c= 6.743 Å [89,
160] y el carburo M23C6 es una estructura cúbica centrada en las caras con un
parámetro de red de a=10.49 Å [157, 161].
Tras un análisis exhaustivo en un elevado número de colonias perlíticas para
todos los ensayos interrumpidos a 450°C mediante TEM-EDS y análisis de
patrones de difracción en HR-TEM se concluye que toda la perlita formada
133
Capítulo 6
durante la transformación es Fe3C-perlita, descartando por tanto la presencia de
M23C6 - perlita y de carburos aislados del tipo M23C6. También se concluye que la
naturaleza de las láminas de carburo es siempre la misma y siempre es cementita.
Figura 6.4 a) Sección isotérmica a 450 °C para la aleación PER-Mn marcada por el punto
rojo. b) Evolución de la fracción de volumen de fases con la temperatura de
descomposición isotérmica para la aleación PER-Mn.
Las figuras mostradas a continuación ilustran esta conclusión: En la Figura
6.6a se muestra una imagen de TEM de campo claro de una intercara
austenita/perlita transformada a 450 °C durante 14 horas. Dentro de este nódulo
perlítico se analizaron varias láminas de carburos y dentro de una misma lámina
de carburo se obtuvieron también imágenes de alta resolución (Figura 6.6b) para
estudiar mediante los patrones de difracción obtenidos a partir de la
transformada de Fourier (Figura 6.6c) si la naturaleza del carburo cambia a lo
134
Formación de perlita bajo condiciones de estado estacionario y no estacionario
largo de la lámina. Las áreas analizadas vienen marcadas por los cuadros azules
en la imagen de TEM.
Figura 6.5 a) evolución de la composición de C y Mn para austenita, ferrita, cementita y
M23C6 con la temperatura de descomposición. b) estructura cristalina del carburo M 23C6
en la que los átomos azules son C y los rosas Mn y Fe. c) estructura cristalina para la
cementita donde los átomos marrones representan átomos de Fe y Mn y los rojos átomos
de C.
135
Capítulo 6
Figura 6.6 a) Imagen de TEM de campo claro de una intercara austenita/perlita
transformada a 450 °C durante 14 h b) Imagen de TEM de alta resolución de una las
zonas marcadas en azul de la imagen (a). c) patrón de difracción de cementita obtenido a
partir de la transformada de Fourier de la imagen (b).
Los resultados obtenidos tras la caracterización del carburo en la perlita para
la aleación Fe-C-Mn y a la temperatura de 450 °C no concuerdan con otros
trabajos en los que se ha observado M23C6 - perlita para aleaciones que están
situadas en la región de estabilidad del diagrama de fases para dicho carburo
[157-159].
136
Formación de perlita bajo condiciones de estado estacionario y no estacionario
Figura 6.7 a) Imagen de TEM de campo claro de un nódulo de perlita transformada a
450 °C durante 8 días. b) Imagen de TEM de alta resolución de perlita. c) transformada
de Fourier para el carburo de la imagen (b).
Figura 6.8 a) y c) Imágenes de TEM de campo claro de dos nódulos de perlita
transformada durante 14 días a 450 °C y sus correspondientes patrones de difracción b) y
d) donde se identifica el carburo como cementita.
137
Capítulo 6
La manera de poder justificar esta aparente contradicción entre lo predicho
por el diagrama de fases y los resultados experimentales es analizar la fuerza
motriz para la formación de ambas fases. En la Figura 6.9 se muestra la fuerza
motriz para la formación de cementita y M23C6 en función de la temperatura para
la aleación PER-Mn. La interpretación de esta gráfica es que para valores
positivos de fuerza motriz, es termodinámicamente factible la formación de dicha
fase. De los resultados de estos cálculos se deduce que para 450 °C la fuerza
motriz es positiva tanto para la cementita como para el M 23C6 y por lo tanto,
ambos son termodinámicamente estables para esta temperatura lo que explica
por qué aparecen en el diagrama de fases. Puede verse también que la fuerza
motriz para la formación de cementita es mucho más positiva (su formación es
termodinámicamente más favorable) que para el caso del M23C6. Podemos
concluir por tanto, que al tener la cementita una fuerza motriz más elevada que la
del M23C6, y al tratarse de dos carburos competitivos, la formación de cementita
se ve mucho más favorecida con respecto a la formación del otro carburo. Los
lugares de nucleación se saturan por la cementita impidiendo la formación del
M23C6. Por tanto, aunque termodinámicamente ambos carburos son estables,
cinéticamente está más favorecida la formación de cementita.
Una vez descartada la presencia del carburo M23C6 nos centraremos en
estudiar el crecimiento de la perlita por descomposición isotérmica de la
austenita a 450 °C, pero sólo considerando como fases posibles , y .
En un primer lugar, debemos recalcular la sección de isoconcentración
presentada en la Figura 6.2, así como la sección isotérmica y la evolución de la
fracción de volumen de las fases con la temperatura de la Figura 6.4a y Figura
6.4b ya que dejan de ser correctas para nuestra aleación de estudio debido a la
ausencia del carburo M23C6.
138
Formación de perlita bajo condiciones de estado estacionario y no estacionario
Figura 6.9 Cálculo de la energía motriz (en unidades de RT) para la formación de ferrita,
cementita y M23C6 a partir de una austenita de composición 0.0298 C-0.096 Mn (f-m) en
función de la temperatura. El criterio de signos indica que valores positivos para la
fuerza motriz implican que la formación de una fase es termodinámicamente factible.
Figura 6.10 Sección de isoconcentración para la aleación PER-Mn con el contenido en Mn
nominal fijo
139
Capítulo 6
Figura 6.11 Sección isotérmica a 450 °C para la aleación PER-Mn marcada por el punto
rojo.
Figura 6.12 Evolución de la fracción de volumen de fases con la temperatura de
descomposición isotérmica para la aleación PER-Mn.
Las secciones de isoconcentración e isotérmica y la evolución de la fracción de
volumen para nuestra aleación asumiendo como fases estables austenita, ferrita y
140
Formación de perlita bajo condiciones de estado estacionario y no estacionario
cementita se recogen en la Figura 6.10, Figura 6.11 y Figura 6.12. Al situarse la
aleación por encima de las líneas de partición con respecto a la ferrita y a la
cementita, el reparto de Mn entre ambas fases debe ocurrir durante la
transformación.
a)
b)
c)
d)
Figura 6.13 Micrografías ópticas para distintos tiempos de descomposición a 450 °C: a)
14 horas b) 4días c) 8días y d) 14días.
La cinética de formación de perlita por descomposición isotérmica de austenita
a 450 °C se evaluó mediante el método de conteo en micrografías ópticas en
ensayos interrumpidos a distintos tiempos (Figura 6.13) y se ajustó a una curva
141
Capítulo 6
Avrami (Figura 6.14). Tras 14 días de descomposición isotérmica a 450 °C, la
fracción máxima de perlita obtenida es del 60%.
Para
comprobar
experimentalmente
que
la
perlita
obtenida
por
descomposición a esta temperatura es una perlita que crece bajo condiciones de
estado estacionario nos centraremos en medir el espaciado interlaminar, la
velocidad de formación y finalmente la composición de las fases para los
distintos ensayos interrumpidos.
De los resultados obtenidos tras medir el espaciado interlaminar en muestras
que fueron tratadas durante 4 y 8 días a 450 °C (ver Figura 6.15) y representados
en la Figura 6.16, se concluye que el espaciado interlaminar es constante con el
tiempo de descomposición.
Figura 6.14 Ajuste Avrami para la cinética de formación de perlita a 450 °C.
142
Formación de perlita bajo condiciones de estado estacionario y no estacionario
Figura 6.15 Micrografías SEM de la aleación PER-Mn tratada a 450 °C durante a) y b) 4
días y c) 8 días.
Figura 6.16 Evolución del espaciado interlaminar (S0) a lo largo del nódulo perlítico para
muestras tratadas durante 4 y 8 días a 450 °C.
143
Capítulo 6
Los resultados para la velocidad de formación se recogen en la Figura 6.17, los
cuales nos indican que las variaciones en este parámetro no son significativas.
Por tanto, podemos concluir que cuando la transformación isotérmica de
austenita en perlita ocurre a 450 °C la formación de perlita tiene lugar bajo
condiciones de estado estacionario.
Figura 6.17 Velocidad de formación perlítica para la muestra PER-MN tratada a 450 °C.
Finalmente se estudió la composición de las fases con TEM-EDS y para ello se
analizaron entre 4-5 intercaras /(+) a distintos tiempos interrumpidos.
A la hora de hacer los perfiles de concentración de Mn debemos tener la
precaución de analizar una intercara del frente de avance y no una intercara
donde la austenita sea un lugar de nucleación. Como ya se explicó en la sección
1.3, distinguiremos el frente de avance de un lugar de nucleación mediante las
RO, de tal manera que si existe alguna RO entre las fases perlíticas con la
austenita estaremos en un lugar de nucleación y no en el frente de avance (este
ejemplo se muestra en la Figura 6.18).
144
Formación de perlita bajo condiciones de estado estacionario y no estacionario
Figura 6.18 Imagen de HR-TEM de una intercara / donde las transformadas de Fourier
muestran RO entre ambas fases y por tanto esta intercara no es frente de avance.
Figura 6.19 a) Imagen de campo claro de TEM de una intercara /(+) donde se señalan
los perfiles realizados con EDS para evaluar la concentración de Mn. b) Patrón doble de
difracción de la ferrita y cementita. c) Valores de Mn a lo largo de la intercara de interés
para una muestra tratada 450 °C durante 14 horas.
145
Capítulo 6
En las Figura 6.19, Figura 6.20 y Figura 6.21 se muestran ejemplos de las
intercaras analizadas y los perfiles de Mn obtenidos a distintos tiempos de
transformación. Para todos los tiempos analizados, se concluye que existe
partición del Mn entre la austenita y la perlita y que la concentración de Mn tanto
en ferrita como en cementita permanece relativamente constante con el tiempo de
descomposición. El valor promedio de Mn en cementita está en torno al
20 % atómico, mientras que para el caso de la ferrita el valor de Mn oscila en
torno al 3 % atómico.
Figura 6.20 a) Imagen de TEM de una intercara /(+). Patrón de difracción donde se
identifica b) ferrita y c) cementita. d) Valores de Mn a lo largo de la intercara de interés
para una muestra tratada durante 8 días.
La pregunta que nos planteamos ahora es si la composición de las fases que se
ha obtenido experimentalmente mediante el uso de TEM-EDS concuerda con la
composición teórica que nos da el diagrama de fases. Es decir, ¿Cómo podemos
justificar termodinámicamente la formación de perlita constante? ¿Sigue esta
transformación las condiciones de EL y de ELCP que nos predice el diagrama de
fases?
146
Formación de perlita bajo condiciones de estado estacionario y no estacionario
Figura 6.21 a) Imagen de TEM de una intercara /(+). b) Patrón doble de difracción de
ferrita y cementita. c) Valores de Mn a lo largo de la intercara de interés para una
muestra tratada 450 °C durante 14 días.
La manera de conocer la composición teórica de nuestra aleación y, por tanto,
las condiciones de EL y de equilibrio a partir del diagrama de fases es la
siguiente:
Para determinar las condiciones de EL para el caso de la aleación PER-Mn a
450 °C, cuya composición se encuentra situada en el campo bifásico +,
debemos superponer las secciones isotérmicas de las fases / y / tal como se
recoge en la Figura 6.22. ¿De todas las posibles tie-lines, cuál es la tie-line que nos
da las composiciones de la intercara / y / bajo condiciones de EL?
Como se ilustra en la Figura 6.23, la construcción para determinar las
composiciones de la ferrita y la cementita con la austenita es la siguiente: Primero
se determina la línea de isoactividad que corta, simultáneamente, con las líneas
147
Capítulo 6
de solubilidad /(+) y /(+). Siguiendo la correspondiente tie-line que une el
punto de corte de /(+) y /(+) con las fases y , podremos determinar los
puntos de corte A y B. Si estos dos puntos se unen por una línea recta que pase
por la composición de la aleación, obtendremos los valores de EL de las
intercaras / y /, respectivamente. En la Figura 6.23, las tie-lines que nos dan
las composiciones de la intercara en EL vienen marcadas por las líneas moradas,
y las composiciones para la ferrita y la cementita se leen en los puntos marcados
por las letras A y B respectivamente.
Figura 6.22 Sección isotérmica a 450 °C donde se han superpuesto las líneas de
solubilidad /(+) y /(+) y sus correspondientes tie-lines. La aleación viene señalada
por el punto negro.
La manera de hacer la construcción gráfica para conocer la concentración de
Mn en la ferrita y cementita cuando la transformación alcanza el equilibrio
consiste en seleccionar la tie-line que pasa por la aleación (Figura 6.24). La
148
Formación de perlita bajo condiciones de estado estacionario y no estacionario
composiciones de equilibrio (EQ) para la ferrita y cementita se leen en los puntos
A y B respectivamente.
Figura 6.23 a) Construcción gráfica de las condiciones de EL en la intercara / y /. La
línea de isoactividad de carbono (iso ac) marcada por la línea punteada negra que
intersecta con las líneas de solubilidad y la correspondiente tie-line (líneas moradas) nos
dan las condiciones de EL para la intercara austenita/perlita. b) detalle ampliado de la
zona marcada por el cuadrado negro en (a)
149
Capítulo 6
Para concluir, si la transformación ocurre bajo condiciones de EL tendremos
que comparar los perfiles de Mn experimentales con las composiciones teóricas
obtenidas a partir de la construcción gráfica en el diagrama de fases. En la Figura
6.25, se presentan los valores experimentales (puntos de color) en la cementita
(Figura 6.25a) y en la ferrita (Figura 6.25b). Los valores teóricos para las
composiciones en Mn de EL y EQ vienen marcadas por la línea discontinua y la
línea negra sólida respectivamente. Las líneas de colores discontinuas hacen
referencia a los valores de Mn bajo condiciones de ELSP.
Figura 6.24 Construcción gráfica para obtener las composiciones de equilibrio para las
fases de ferrita y cementita a 450 °C.
Los resultados experimentales para la composición de Mn en ferrita se
encuentran muy próximos a los valores de EL y de EQ (ambos valores teóricos
están muy próximos). Para el caso de la cementita la composición de Mn se
encuentran entre los valores teóricos de EL y ELSP y lejos de los valores de EQ.
Estas desviaciones para la cementita con respecto al EL pueden explicarse en base
a que la temperatura a la cual está teniendo lugar la transformación es muy baja y
dificulta la difusión de los átomos más pesados (en este caso Mn) y, por tanto, no
se alcanzan los valores de partición teóricos. En la Figura 6.26 se representa la
sección de isoconcentración en la que se superponen las líneas de paraequilibrio.
150
Formación de perlita bajo condiciones de estado estacionario y no estacionario
En este caso, las líneas de paraequilibrio nos sirven para delimitar la zona de no
partición para este sistema. Para el caso de nuestra aleación, vemos que para la
temperatura
de
450 C ambos mecanismos ELCP y PE
o
ELSP son
termodinámicamente factibles. Las medidas experimentales corroboran que
existe partición de Mn entre las fases, aunque debido a la baja difusividad del Mn
a esta temperatura los valores son menores que los teóricos. Es decir, que
podemos estar en una zona de transición entre los estados límite teóricos de
ELCP y ELSP o PE.
Figura 6.25 Evolución de la concentración de Mn con el tiempo de descomposición
isotérmico a 450 °C para la intercara a) / y b) / así como los valores teóricos de EL,
ELSP y EQ.
151
Capítulo 6
Además, tenemos que tener en cuenta el error experimental que estamos
cometiendo al realizar los perfiles de concentración en la cementita. Conforme
disminuye la temperatura de transformación, el espaciado interlaminar
disminuye y con ello el ancho de cementita también disminuye. Es posible que
estemos infravalorando los valores de Mn en cementita porque al realizar los
perfiles en cementita estemos también cogiendo un cierto volumen de las láminas
de ferrita adyacentes.
En cualquier caso, del análisis de la velocidad de formación, espaciado
interlaminar y composición de la intercara se concluye que la perlita formada
crece bajo condiciones de estado estacionario ya que tanto velocidad, como
espaciado interlaminar permanecen constantes durante el transcurso de la
transformación. La composición de Mn en las fases, a pesar de presentar
desviaciones con los valores teóricos, permanece constante también con el tiempo
de transformación.
Figura 6.26 Sección de isoconcentración para la aleación PER-Mn (9.66 Mn % at.) donde
se superponen las líneas de PE (líneas rojas) y líneas de EL(líneas negras).
152
Formación de perlita bajo condiciones de estado estacionario y no estacionario
Finalmente, en cuanto a la cristalografía de la perlita, encontramos RO
coincidentes con la de Isaichev [45],donde ,
6.4
- ,
-.
PARTICIÓN DE SOLUTO EN LA INTERCARA /PERLITA
BAJO CONDICIONES DE ESTADO NO ESTACIONARIO EN
EL SISTEMA Fe-C-Mn
El objetivo en esta sección consiste en llevar a cabo la misma metodología
empleada en la sección anterior para estudiar la cinética y la termodinámica de la
transformación perlítica cuando la aleación se encuentra situada en el campo
trifásico (++) y comparar estos resultados con los obtenidos cuando la aleación
se encuentra situada en el campo bifásico (+).
Figura 6.27 Sección isotérmica a 600 °C para un sistema ternario Fe-C-Mn.
Según la sección isotérmica a 600 °C para la aleación PER-Mn (Figura 6.27) se
espera que la perlita crezca bajo condiciones no estacionarias ya que la
153
Capítulo 6
composición de la aleación está situada en el campo trifásico. Además se espera
partición de Mn entre la perlita laminar por estar situada la aleación en la región
de partición. En la Figura 6.28 se observa de manera cualitativa, en el mapa de
EDS, el reparto de Fe, C y Mn entre la austenita y la perlita. Como cabe esperar,
la cementita presenta un alto contenido en Mn y C, mientras que la ferrita está
empobrecida en estos elementos.
La fracción de volumen de perlita obtenida a distintos tiempos interrumpido,s
así como el ajuste de Avrami se grafica en la Figura 6.29. Tras 36 horas de
tratamiento isotérmico a 600 °C, la fracción de volumen máxima de perlita es del
40 %. Esta fracción de volumen está próxima a la fracción de volumen teórica
predicha por Thermocalc (Figura 6.12). Una de las diferencias en cuanto a
fracción de volumen de perlita obtenida cuando la aleación está situada en el
bifásico es que la fracción de perlita obtenida es el del 100 %, mientras que
cuando la aleación está en un trifásico, la fracción de perlita es siempre
necesariamente menor al 100 %.
Figura 6.28 Mapa EDS donde se observa cualitativamente la redistribución de Fe, C y Mn
entre la austenita, ferrita y cementita para el caso de la aleación PER-Mn tratada a 600 °C.
154
Formación de perlita bajo condiciones de estado estacionario y no estacionario
Figura 6.29 Fracción de volumen de perlita frente al log del tiempo de descomposición
para la aleación PER-Mn tratada isotérmicamente a 600 °C.
Algunos ejemplos de la microestructura perlítica obtenida a diferentes tiempos
de tratamiento isotérmico a 600 °C se recogen en la Figura 6.30.
Figura 6.30 Micrografías ópticas de la aleación Fe-C-Mn tratadas isotérmicamente a
600 °C durante a) 3h b) 12 h c) 18 h y d) 21 h donde puede distinguirse austenita (zonas
más claras) y perlita (zonas más oscuras).
155
Capítulo 6
Figura 6.31 Micrografías de SEM donde se puede apreciar el fenómeno de divergencia
laminar tras a) 18 horas y b) 21 horas de tratamiento isotérmico a 600 °C. c) variación del
espaciado interlaminar a lo largo de un nódulo perlítico tras 18 y 36 horas de tratamiento
isotérmico. d) Evolución de la velocidad de formación con el tiempo de descomposición
isotérmico.
En cuanto a los resultados de la caracterización de la velocidad de crecimiento
perlítica y del espaciado interlaminar, estos se muestran en la Figura 6.31: Para la
evolución del espaciado interlaminar con el tiempo de descomposición (algunos
ejemplos se muestran en la Figura 6.31a y Figura 6.31b) se aprecia que este
parámetro morfológico aumenta con el tiempo de descomposición y el espaciado
interlaminar es mayor cerca del frente de avance que cerca de la frontera
austenítica de nucleación (ver Figura 6.31c). Finalmente, las medidas para la
velocidad de formación perlítica nos indican que tampoco es constante con el
tiempo de descomposición, sino que disminuye conforme tiene lugar la
transformación (ver Figura 6.31d). Estos resultados son opuestos a los
156
Formación de perlita bajo condiciones de estado estacionario y no estacionario
encontrados en el caso de la perlita constante y nos da idea de condiciones no
estacionarias. Todas estas observaciones experimentales concuerdan con la
hipótesis inicial de que cuando la composición de la aleación está situada en el
campo trifásico la perlita crece bajo condiciones de estado no estacionario.
¿Qué ocurre con la distribución del Mn en la perlita laminar cuando crece bajo
condiciones de estado no estacionario? ¿Sigue esta transformación las pautas
marcadas por el EL?
Figura 6.32 a) Imagen de TEM de una intercara austenita/perlita tras 3 horas de
tratamiento isotérmico. Patrones de difracción de la b) austenita y c) perlita. d) perfil de
concentración de Mn a través de la intercara.
Para responder a estas preguntas se analizaron de nuevo varias intercaras a
distintos tiempos de transformación con TEM-EDS para así estudiar el reparto
del Mn entre las fases. En la Figura 6.32, Figura 6.33 y Figura 6.34se muestran
algunas de las intercaras analizadas y sus correspondientes patrones de
157
Capítulo 6
difracción, así como los perfiles de concentración de Mn a través de la intercara
de interés. El resumen de todas las medidas de la concentración de Mn mediante
TEM-EDS se muestra en la Figura 6.35.
Figura 6.33 a) Imagen de TEM de una intercara austenita/perlita tras 6 horas de
tratamiento isotérmico. Patrones de difracción de la b) austenita y c) cementita. d) perfil
de concentración de Mn a través de la intercara.
Igual que para el caso de la temperatura de 450 °C, se observa la partición de
Mn entre la austenita, ferrita y cementita. Pero si nos fijamos en la evolución de la
composición en Mn para las fases ferrita y cementita, vemos que el contenido en
Mn va aumentando durante el transcurso de la transformación, llegándose a
alcanzar un 30 % atómico en la cementita tras 36 horas de descomposición.
El resumen de las medidas de la composición en Mn para las fases ferrita y
cementita con el tiempo se recogen en las gráficas de la Figura 6.35a y Figura
6.35b respectivamente.
158
Formación de perlita bajo condiciones de estado estacionario y no estacionario
Figura 6.34 a) Imagen de TEM de una intercara austenita/perlita y su correspondiente
perfil de concentración de Mn a través de la intercara para muestras transformadas
durante a) 18 horas y b) 36 horas.
De acuerdo con la teoría de Hillert [11], la justificación termodinámica de este
hecho se basa en que al situarse la composición de la austenita en el campo
trifásico (++), es necesario que la alcance también el equilibrio por ser esta
una fase de equilibrio. La composición de equilibrio de la será diferente de la
composición nominal de partida. Es decir, la austenita cambia su composición
continuamente
durante
la
transformación
dando
lugar
a
un
cambio
composicional de las fases que se están formando durante la reacción. Esta
hipótesis se justifica termodinámicamente a partir del diagrama de fases de la
siguiente manera: De acuerdo con la sección isotérmica a 600 °C de la Figura 6.27,
para esta temperatura, la aleación se encuentra en el campo trifásico (++) y
dentro de la región formada por la extrapolación de las líneas de solubilidad
/(+) y /(+). Además, también se encuentra situada en la zona de partición
159
Capítulo 6
con respecto a la ferrita y cementita. Por tanto, es razonable asumir, debido a la
baja difusividad del Mn con respecto a la del carbono (
) que las
condiciones termodinámicas en la en la intercara /perlita vengan definidas por
una única línea de isoactividad de C en . La velocidad de crecimiento de la
perlita es lo suficientemente lenta como para que se pueda establecer una línea de
actividad uniforme a través de la intercara.
Figura 6.35 Concentración de Mn en a) ferrita y b) cementita frente al tiempo de
descomposición isotérmica a 600 °C para la aleación PER-Mn.
Al inicio de la transformación (para un tiempo t=0) la línea de isoactividad
(act=0) que define las condiciones de EL será aquella que pase por la composición
160
Formación de perlita bajo condiciones de estado estacionario y no estacionario
de la aleación (ver Figura 6.36). El valor de la actividad del carbono para la línea
de isoactividad que pasa por la aleación es de 0.32.
De todas las posibles tie-lines para obtener la composición de la intercara /
(tie-lines rojas) y / (tie-lines azules) las que nos dan la composición de EL serán
aquellas que vengan definidas por la intersección de la línea de isoactividad, la
línea extrapolada de solubilidad y su correspondiente tie-line. Estos puntos de
corte vienen marcados en la sección isotérmica de la Figura 6.36 por los
cuadrados huecos en rojo (para el caso de la en contacto con la ) y en azul
(para el caso de la en contacto con la ). El inicio de ambas tie-lines nos marca la
composición de la ferrita (punto A) y cementita (punto B) de la perlita. La
composición de la perlita formada tendrá una composición que vendrá marcada
por la línea que une estas dos tie-line (línea gris discontinua de la Figura 6.37).
Figura 6.36 Sección isotérmica a 600 °C para una aleación Fe-C-Mn donde se muestra la
construcción gráfica de las condiciones de EL al inicio de la transformación perlítica,
cuando la aleación se sitúa en el campo trifásico (++).
161
Capítulo 6
La redistribución necesaria para el soluto Mn entre ferrita y cementita viene
dado por la diferencia de concentración de Mn en la austenita en contacto con la
ferrita y cementita (
). Como la difusividad del Mn a la temperatura
de transformación es baja, es asumible suponer que el contenido en Mn en la
perlita será el mismo que el de la aleación y por tanto, la composición de la
perlita vendrá marcada por el punto gris de la Figura 6.37. Puede verse que el
contenido en C de la perlita es superior al contenido en C de la composición
nominal, consecuentemente la austenita tiene que empobrecerse en C (y por tanto
cambia su composición) y como resultado, el valor de la actividad del C cerca de
la intercara disminuye. Esto significa que las condiciones de EL que gobiernan la
intercara cambian cuando tiene lugar la transformación y vendrán definidas por
sucesivas líneas de isoactividad de carbono con valores de actividad menores. Es
decir, la línea de isoactividad tiene que ir moviéndose hacia la izquierda.
Figura 6.37 Sección isotérmica a 600 °C para una aleación Fe-C-Mn donde se representa
la composición de la perlita (punto gris) formada a partir de la descomposición de
austenita cuya composición está en la región trifásica (punto negro).
162
Formación de perlita bajo condiciones de estado estacionario y no estacionario
En la Figura 6.38 se representa la situación intermedia (entre el estado inicial y
el estado final de la transformación perlítica) para una actividad de carbono de
0.24 (acti.), menor que la de la actividad inicial (act0= 0.32). Las nuevas condiciones
de EL para un tiempo t vienen definidas por las líneas discontinuas roja (para el
caso de la intercara /) y azul (para el caso de la intercara /). De nuevo, los
puntos A y B nos marcan las composiciones para la ferrita y la cementita donde
puede leerse que la concentración de Mn en ferrita y cementita es más alta que
para la situación inicial. La diferencia de concentración de Mn en la en contacto
con la y , la cual es la fuerza motriz para que tenga lugar la partición,
disminuye a medida que avanza la transformación, y la fuerza motriz de la
transformación la podemos relacionar o evaluar con los cambios en la actividad
del C en la austenita.
Figura 6.38 Sección isotérmica a 600 °C para una aleación Fe-C-Mn donde se muestra la
construcción gráfica de las condiciones de EL para un estado intermedio entre el estado
final y el estado de equilibrio cuando la aleación se sitúa en el campo trifásico (++).
163
Capítulo 6
Cuando la línea de isoactividad cae en el vértice superior del campo trifásico,
la fuerza motriz para esta transformación será cero y la transformación perlítica
finalizará (Figura 6.39). En este punto, todas las fases, , y , han alcanzado el
equilibrio termodinámico y dichas composiciones pueden leerse en los puntos A
y B (para ferrita y cementita) que vienen dados por las tie-lines marcadas en
negro y que se corresponden con las propias líneas de solubilidad. La
composición de equilibrio para la austenita viene marcada por el punto amarillo.
Si comparamos la situación termodinámica inicial (act=0) con la situación de
equilibrio (actF) vemos que la composición de Mn en ferrita y en cementita ha ido
aumentando, que la actividad del carbono en austenita va disminuyendo (de
0.321 a 0.13) y que la composición de equilibrio de la austenita es diferente de la
composición inicial nominal.
Figura 6.39 Sección isotérmica a 600 °C para una aleación Fe-C-Mn donde se muestra la
construcción gráfica de las condiciones de EQ de la transformación perlítica. la
composición de equilibrio de la austenita viene representada por el punto amarillo y el
valor de la actividad del carbono cuando la transformación acaba es de 0.13.
164
Formación de perlita bajo condiciones de estado estacionario y no estacionario
Si comparamos ahora los valores experimentales para la concentración de Mn
en ferrita y cementita con los valores teóricos de EL (marcado por la línea
discontinua en la Figura 6.35) y de EQ (marcado por la línea sólida de la Figura
6.35) vemos que esta construcción termodinámica nos permite justificar las
composiciones experimentales obtenidas: la concentración experimental medida
para el Mn aumenta con el tiempo en ambas fases y dichos valores están
comprendidos entre los valores de EL al inicio de la transformación y los valores
de EQ al final de la transformación. Estos resultados concuerdan con otros
trabajos donde se ha medido la composición de las fases bajo condiciones de
estado no estacionario [91].
Por tanto, la divergencia es una consecuencia de estar la aleación situada en el
campo trifásico. Aquí, las tres fases tienen que alcanzar el equilibrio
termodinámico. La composición de la austenita va cambiando hasta que alcanza
el equilibrio con la ferrita y la cementita. Este cambio composicional de la
austenita lleva asociado una disminución de la fuerza motriz (ya que la actividad
del carbono en austenita va disminuyendo) que nos permite justificar que la
velocidad de la transformación vaya disminuyendo y que el espaciado
interlaminar vaya aumentando cuando la transformación está teniendo lugar.
Con el objetivo de caracterizar el estado inicial y final de la austenita en
contacto con la ferrita y cementita durante la transformación perlita, se
analizaron intercaras mediante APT para obtener los perfiles de C y Mn cerca del
frente de avance y corroborar así los cambios composicionales en la austenita
durante la transformación perlítica
Para llevar a cabo este trabajo se mecanizaron puntas para su posterior análisis
mediante APT como se muestra en la Figura 6.40a, de tal manera que las tres
fases de interés se encontraran presentes en el mismo volumen de análisis. Las
165
Capítulo 6
superficies de isoconcentración se generaron de tal manera que sólo estuviesen
presentes las intercaras de interés / y / para obtener los histogramas de
proximidad a través de dicha intercara.
Los histogramas de proximidad a través de las superficies de isoconcentración
correspondientes a la intercara / y / para el caso de una muestra tratada a
600 °C y 6 horas se muestran en la Figura 6.40 b y Figura 6.40c respectivamente
En estos histogramas se puede apreciar la presencia de un pico para la
composición en Mn a través de la intercara debido al mecanismo de ELCP.
Figura 6.40 a) Reconstrucción atómica en 3D de las puntas analizadas (donde están
presentes las 3 fases de interés) mediante APT y superficies de isoconcentración
superpuestas en el mapa atómico. Histograma de proximidad para la intercara a) / y b)
/ para muestras tratadas isotérmicamente a 600 °C durante 6 horas.
Si nos fijamos ahora en los valores de C y Mn en el frente de avance (unos
nanómetros más alejados de la intercara) vemos que se ha producido un
166
Formación de perlita bajo condiciones de estado estacionario y no estacionario
enriquecimiento local en Mn para la austenita (10.1 ±0.4 at. %) y un
empobrecimiento con respecto al C (2.8 ±0.4 at. %).10 Los valores de Mn para la
ferrita y cementita concuerdan bastante bien con los resultados obtenidos
mediante TEM-EDS (Figura 6.35).
Este mismo análisis mediante APT se llevó a cabo en muestras tratadas
durante 18 y 36 horas isotérmicamente. En todos los casos los valores de Mn en la
austenita del frente de avance son más elevados que el obtenido para la muestra
tratada a 6 horas, mientras que los valores de C indican que se está produciendo
un empobrecimiento en C a medida que transcurre la transformación (lo cual es
indicativo de que la actividad del C en austenita está disminuyendo a medida
que avanza la transformación).
Las medidas de APT para la concentración de C y Mn en la austenita en el
frente de avance (C, Mn), así como los valores de concentración de Mn en ferrita
y cementita (Mn, Mn) a lo largo de la intercara /perlita para distintos tiempos
interrumpidos se recogen en la Tabla 6.1.
Tabla 6.1 Concentraciones de C y Mn (en %. at) para la composición nominal de la
austenita en el estado de recepción, y para la austenita, ferrita y cementita durante la
transformación perlítica.
C
Mn
Mn
Mn
Composición nominal 2.98±0.07 9.66±0.01
600 °C + 6h
10
2.8±0.4
10.1±0.4
2.24±0.14 24.54±1.40
600 °C + 18h
2.32±0.14 10.97±0.17 2.31±0.03 27.72±0.04
600 °C + 36h
2.08±0.01 11.17±0.02 2.50±0.11 27.32±0.03
La composición nominal de la austenita de partida es 2.98 C – 9.66 Mn
167
Capítulo 6
Los resultados obtenidos para los perfiles de C y Mn en la austenita
corroboran la existencia del cambio composicional de la austenita cuando tiene
lugar la transformación y estos cambios composicionales se corresponden con
valores de EL descritos por sucesivas actividades de carbono que van
disminuyendo. Por tanto, a medida que el contenido en C en la austenita
disminuye, la línea de isoactividad que describe las condiciones de EL en la
intercara va moviéndose hacia la izquierda dando lugar a un cambio en las
composiciones de la intercara para satisfacer las nuevas condiciones de EL
requeridas. El resultado final es que la austenita cambia continuamente su
composición hasta alcanzar el equilibrio con la ferrita y cementita. La manera de
compensar esta reducción de actividad de C es que el espaciado interlaminar
aumenta (divergencia) y que la velocidad de formación disminuye con el tiempo
de reacción.
Para finalizar, las RO que se encontraron con mayor frecuencia para el caso de
la perlita divergente fueron las RO Isaichev [45] donde ,
- ,
-, al igual
que para el caso de la perlita constante. Por lo tanto, el crecimiento de perlita bajo
condiciones de estado no estacionario no implica cambios en la cristalografía
entre las fases ferrita y cementita.
168
Formación de perlita de equilibrio y de no equilibrio en una aleación Fe-C-X-Y
7.
FORMACIÓN DE PERLITA DE EQUILIBRIO Y DE
NO EQUILIBRIO EN UNA ALEACIÓN Fe-C-X-Y
7.1
INTRODUCCIÓN
En el capítulo anterior hemos visto que los elementos aleantes tienen un efecto
muy marcado en la transformación perlítica. La aleación estudiada fue una
aleación Fe-C-Mn en la que el Mn es soluble en las fases perlíticas y se
seleccionaron dos temperaturas para estudiar dicha redistribución. Dependiendo
de la composición de la aleación y de las fases que se esperan en el equilibrio la
perlita puede crecer bajo condiciones estacionarias o no estacionarias.
En este capítulo damos una vuelta más de tuerca a la hora de entender la
termodinámica y cinética de la transformación perlítica: ¿Cuál es el mecanismo
cinético y la termodinámica de la transformación cuando añadimos al sistema
ternario Fe-C-Mn un cuarto elemento sustitucional que no es soluble en una de
las fases que forman el microconstituyente perlítico?
Para estudiar el efecto de la adición de un soluto que no es soluble en una de
las fases perlíticas se diseñó una aleación cuaternaria con un contenido en C y Mn
similar al de la aleación PER-Mn y con un relativamente alto contenido en Al.
El Al es un elemento alfágeno que estabiliza la fase ferrítica y un elemento con
una solubilidad extremadamente baja en la cementita [162-164]. Estudiaremos
por tanto el efecto de este elemento aleante en la transformación perlítica para
dos temperaturas de descomposición isotérmica, una de ellas donde la aleación
caiga en la región bifásica y la otra en la que coexistan austenita, ferrita y
cementita.
169
Capítulo 7
7.2 MATERIALES, MÉTODOS Y TRATAMIENTOS TÉRMICOS
Para estudiar la partición de soluto a través de la intercara austenita/perlita en
un sistema cuaternario en el que la solubilidad de los elementos sustitucionales
es distinta en la perlita se empleó la aleación PER-Al (ver Tabla 3.1 de la sección
3.1). Esta aleación, debido al alto contenido en Mn, nos permite tener una rango
bastante amplio de temperaturas en el que coexisten las fases ++ y debido a su
alto contenido en Al se favorece la formación de la fase .
Los tratamientos isotérmicos se escogieron a partir de la sección de
isoconcentración, con la composición nominal de Mn y Al fijas, tal como se
muestra en la Figura 7.1.
Figura 7.1 Sección de isoconcentración para una aleación Fe-C-9.30Mn-8.86Al (at.%). Los
puntos rojos son las temperaturas de tratamiento isotérmico seleccionadas para esta
aleación.
A la temperatura de 670 °C coexisten austenita, ferrita y cementita, mientras
que a 550 °C nos encontramos en la región bifásica. Finalmente se seleccionó la
170
Formación de perlita de equilibrio y de no equilibrio en una aleación Fe-C-X-Y
temperatura de 450 °C, con la idea de obtener M23C6-perlita y/o Fe3C-perlita,
como se ha publicado en algunos trabajos [157-159].
A cada una de las temperaturas seleccionadas se realizaron distintos ensayos
interrumpidos y se caracterizó la velocidad de formación, espaciado interlaminar
y composición de las fases de la misma manera que la que se llevó a cabo la
caracterización de la aleación ternaria Fe-C-Mn.
Para llevar realizar los cálculos de EL y EQ se combinaron los software
MATLAB y Thermocalc para poder representar la secciones isotérmicas en 3D. Al
tratarse de una aleación cuaternaria, necesitamos una representación 3D para ver
la variación de los elementos C, Mn y Al simultáneamente.
7.3
PERLITA CONSTANTE DE EQUILIBRIO EN EL SISTEMA
Fe-C-Mn-Al
Como se vio anteriormente, cuando la composición de la aleación cae en la
región bifásica se esperan condiciones de estado estacionario para el crecimiento
perlítico. Por lo tanto, a las temperaturas más bajas seleccionadas (550 °C y
450 °C) se esperan perlita constante y M23C6-perlita respectivamente.
De acuerdo con los cálculos termodinámicos de la fracción de volumen de
fases con la temperatura (Figura 7.2a), a 450 °C se espera coexistencia de los
carburos y M23C6 (5% y 6% respectivamente).
Del cálculo de la fuerza motriz necesaria para formar y M23C6 (Figura 7.2b),
se deduce que a la temperatura de 450 °C, la cementita es el carburo más
favorable, ya que la energía motriz es mayor y la formación del carburo M23C6
puede verse suprimida.
171
Capítulo 7
Figura 7.2 a) Evolución de la fracción de volumen de las fases con la temperatura para la
aleación PER-Al. b) Fuerza motriz para la formación de fases frente a la temperatura.
De los distintos ensayos isotérmicos realizados a la temperatura de 450 °C se
estudió la cristalografía de la perlita mediante TEM en muestras tratadas durante
92 días. Los patrones de difracción confirman que el único carburo presente es la
cementita (Figura 7.3), descartando de nuevo la presencia de M23C6-perlita.
Nos centraremos a continuación en estudiar la transformación perlítica a la
temperatura de 550 °C para el sistema Fe-C-Mn-Al. Las secciones isotérmicas a
550 °C con Al fijo (Figura 7.4a) y Mn fijo (Figura 7.4b) muestran que la aleación
está sobresaturada simultáneamente con respecto a las fases ferrita y cementita.
172
Formación de perlita de equilibrio y de no equilibrio en una aleación Fe-C-X-Y
Figura 7.3 Imágenes de TEM (a y c) de nódulos perlíticos y sus correspondientes
patrones de difracción que identifican el carburo como cementita (b y d) para la muestra
Fe-C-Mn-Al tratada isotérmicamente a 450 °C durante 92 días.
La cinética a 550 °C se recoge en la Figura 7.5 y tras 6 días de tratamiento
isotérmico la fracción de perlita alcanzada es del 70%. En la Figura 7.6 se
muestran algunas micrografías ópticas de la microestructura obtenida a distintos
tiempos de tratamiento isotérmico. En las micrografías de SEM de la Figura 7.7 se
puede apreciar que el espaciado interlaminar es constante a lo largo del nódulo
perlítico y con el tiempo de transformación.
Las medidas de la velocidad de formación también concluyen que la perlita
formada en el sistema cuaternario a 550 °C crece bajo condiciones de estado
estacionario, ya que la velocidad de formación es constante (ver Figura 7.8).
173
Capítulo 7
Figura 7.4 Sección isotérmica a 550 °C para un sistema Fe-C-Mn-Al manteniendo fija la
composición de a) Al y b) Mn.
Para confirmar que la transformación perlítica en el sistema Fe-C-Mn-Al a
550 °C ocurre bajo condiciones de estado estacionario marcadas por el EL se
llevaron a cabo perfiles de concentración de Mn y Al a través de la intercara
mediante TEM-EDS.
174
Formación de perlita de equilibrio y de no equilibrio en una aleación Fe-C-X-Y
Figura 7.5 Cinética de formación de perlita para la aleación PER-Al a 550 °C
Figura 7.6 Micrografías ópticas de la aleación Fe-C-Mn-Al tratada isotérmicamente a
550 °C durante a) 13 horas, b) 36 horas, c) 3 días y d) 6 días.
175
Capítulo 7
Figura 7.7 Micrografías de SEM para la aleación Fe-C-Mn-Al tratada isotérmicamente a
550°C durante a) 13 horas, b) 36 horas, c) 3 días y d) 6 días, donde se ve que el espaciado
interlaminar permanece constante con el tiempo de transformación.
Figura 7.8 Velocidad de formación para la perlita transformada isotérmicamente a 550 °C
176
Formación de perlita de equilibrio y de no equilibrio en una aleación Fe-C-X-Y
Figura 7.9 a) Imagen de HR-TEM y b) perfil de concentración de Mn y Al para una
intercara austenita/perlita tratadas isotérmicamente a 550 °C durante 13 horas.
Figura 7.10 a) Imagen de TEM de una intercara austenita/ perlita y b) su correspondiente
patrón de difracción donde se identifican ferrita y cementita. c) perfil de concentración
de Mn y Al a través de la intercara para una muestra tratada isotérmicamente durante
36 h.
177
Capítulo 7
Los resultados experimentales de los perfiles de concentración de Mn y Al
para muestras tratadas isotérmicamente durante 13 horas, 36 horas, 3 y 6 días se
recogen en la Figura 7.9-Figura 7.12, respectivamente. Como cabría esperar, los
valores de Mn y Al en la ferrita y cementita permanecen relativamente constantes
con el tiempo de transformación, confirmando que la perlita sigue las
condiciones marcadas por el estado estacionario. Vemos que el Mn se reparte
entre ambas fases, aunque se reparte preferentemente en la fase en la que su
solubilidad es mayor (cementita). El Al sólo se reparte en la ferrita siendo la
concentración en cementita despreciable debido a su baja solubilidad.
Figura 7.11 a) Imagen de TEM de una intercara /perlita y b) patrón de difracción c)
perfil de concentración de Mn y Al tras 3 días de tratamiento.
Finalmente, para validar si la transformación sigue las pautas de EL se
compararon los valores experimentales de concentración de Mn y Al en ferrita y
178
Formación de perlita de equilibrio y de no equilibrio en una aleación Fe-C-X-Y
cementita con los valores teóricos de EL y EQ que predice la termodinámica. Los
valores de EQ teóricos para la composición de nuestro sistema pueden calcularse
directamente con Thermocalc.
La forma gráfica para obtener las condiciones de EL en el sistema cuaternario
se complica con respecto al sistema ternario, aunque, en la literatura se pueden
encontrar algunos trabajos donde se describe la metodología gráfica para obtener
las condiciones de EL en sistemas de órdenes superiores al ternario [165-167].
Figura 7.12 a) Imagen de TEM de una intercara austenita/ perlita y b) su correspondiente
patrón de difracción doble donde se identifican ferrita y cementita. c) perfil de
concentración de Mn y Al a través de la intercara para una muestra tratada
isotérmicamente durante 6 días.
179
Capítulo 7
Ayudándonos de estos trabajos y aplicando la misma metodología empleada
que para el caso del sistema Fe-C-Mn se calcularon las condiciones de EL para la
intercara austenita/ferrita de la siguiente manera:
Para obtener las líneas de solubilidad de las fases y se calcularon con
Thermocalc distintas secciones de isoconcentración para valores fijos de Al
variando la concentración de C y Mn, y con ayuda de MATLAB se representaron
todas estas secciones para obtener la sección isotérmica 3D a 550 °C. Las líneas de
solubilidad para y se presentan en verde en la Figura 7.13. El plano amarillo
representa el plano de partición para el Mn y la superficie roja es la superficie de
isoactividad del carbono que contiene la aleación (marcada por el punto
amarillo).
Figura 7.13 Sección isotérmica 3D a 550°C para una aleación Fe-C-Mn-Al.
Necesitamos encontrar la tie-line adecuada que nos proporcione la
composición de EL para la intercara /. La tie-line que nos da la solución para la
composición de la intercara será aquella que nos permita unir un punto de la
línea de solubilidad de la con otro punto de la línea de solubilidad de la y que
pase por la línea de carbono (línea azul) tal como se describe en [165-167]. De
180
Formación de perlita de equilibrio y de no equilibrio en una aleación Fe-C-X-Y
todas las posibles tie-lines (marcadas en negro) que nos dan la composición de EL
para esta intercara, la morada es la única que pasa por la línea del carbono y esta
es la solución de EL para nuestra intercara.
Debido a la complejidad del cálculo del plano de partición para el caso de la
cementita y la ausencia de trabajos en la literatura para la construcción de las
condiciones de EL en la intercara /, la tie-line que nos marca las composiciones
de EL en dicha intercara no se pudo obtener. Por lo que para esta intercara sólo
conocemos las condiciones de EQ final.
Cuando comparamos los perfiles experimentales con los valores teóricos de EL
y EQ (ver Figura 7.14) vemos que para el caso de la ferrita los valores de Mn
(cuadrados sólidos) y Al (cuadrados huecos) se encuentran entre los valores de
EL y EQ.
Para el caso de la cementita, el valor de EQ para el Al, como era de esperar, es
cero y los resultados experimentales siguen esta tendencia. Con respecto al valor
de EQ para el Mn los puntos experimentales están un poco alejados pero siguen
la tendencia de mantenerse constante con el tiempo. Esta desviación puede
deberse a que la cementita es muy fina, y aunque a la hora de realizar los perfiles
se tomó la precaución de colocar la intercara lo más perpendicular posible al haz
de electrones, y se hizo el haz lo más pequeño posible, es razonable asumir que se
esté infravalorando la composición de la cementita porque los perfiles están
solapados con los de la ferrita vecina.
Los perfiles de composición de Mn y Al a través de la intercara
austenita/perlita en el sistema Fe-C-Mn-Al cuando la transformación ocurre a
550 °C (región bifásica en el diagrama de fases) indican que ambos elementos en
el caso de la ferrita siguen las pautas marcadas por el EL. En el caso de la
cementita, la composición de Al es despreciable y la composición de Mn
permanece constante con el tiempo y cercana a los valores teóricos de EQ.
181
Capítulo 7
Figura 7.14 Evolución de la composición de Mn y Al en a) ferrita y b) cementita con el
tiempo de descomposición isotérmica. Los valores experimentales (cuadrados) se
comparan con los valores termodinámicos teóricos de EL y EQ (líneas discontinuas y
continuas).
Con respecto a la cristalografía de la perlita del sistema cuaternario, se
encontraron las RO clásicas reportadas en la literatura (RO de Isaichev) [45].
7.4
PERLITA DIVERGENTE DE NO EQUILIBRIO EN EL
SISTEMA Fe-C-Mn-Al
En este apartado se estudia el fenómeno de la divergencia en un sistema
cuaternario, Fe-C-Mn-Al, en términos de cinética y de termodinámica de la
misma manera que para el sistema ternario Fe-C-Mn previamente estudiado.
182
Formación de perlita de equilibrio y de no equilibrio en una aleación Fe-C-X-Y
A partir de la sección de isoconcentración de la Figura 7.1, para la temperatura
de 670 °C vemos que la aleación se encuentra en la región trifásica ++, y de
acuerdo con los resultados de la bibliografía y los obtenidos para el sistema Fe-CMn, esperamos observar divergencia en la perlita formada a dicha temperatura.
Figura 7.15 Sección isotérmica a 670 °C para la aleación PER-Al para una concentración
fija de a) 8.86 Al %at y b) 9.30 Mn %at.
Los cálculos de las secciones isotérmicas a 670 °C, manteniendo fija la
concentración de Al (Figura 7.15a) y la de Mn (Figura 7.15b) nos muestran que la
aleación no se encuentra sobresaturada con respecto a la cementita, con lo cual,
para esta temperatura la aleación se encuentra levemente desviada de la
composición eutectoide. Se espera entonces, que al tratarse de una composición
hipoeutectoide se forme primeramente ferrita proeutectoide y posteriormente
perlita. La manera que tenemos de suprimir la formación de fases proeutectoides
183
Capítulo 7
es generar un tamaño de grano austenítico previo lo suficientemente grande
como para suprimir la formación de ferrita proeutectoide y favorecer
directamente la nucleación de perlita, que es la transformación que nos interesa
caracterizar.
El tamaño de grano austenítico de partida para el acero Fe-C-Mn-Al es de
450 50 m, y las imágenes ópticas (ver Figura 7.16) para los distintos ensayos
isotérmicos interrumpidos confirman que para dicho TGA se suprime casi por
completo la formación de fase proeutectoide. En este caso, la fracción de volumen
de ferrita proeutectoide está en torno al 1%.
La cinética de formación de perlita para este acero se recoge en la Figura 7.17
mientras que en la Figura 7.18 se muestran algunas micrografías ópticas para los
distintos tiempos de descomposición isotérmica. Tras 13 días de tratamiento
isotérmico, la fracción de perlita obtenida es del 26%.
Figura 7.16 Micrografías ópticas para la aleación Fe-C-Mn-Al tratada isotérmicamente a
670 °C durante a) 3 días, b) 6 días c) 10 días y c) 13 días donde puede observarse que la
cantidad de ferrita proeutectoide (F) es despreciable.
184
Formación de perlita de equilibrio y de no equilibrio en una aleación Fe-C-X-Y
Figura 7.17 Cinética de formación de perlita para el acero Fe-C-Mn-Al a la temperatura
de descomposición isotérmica de 670°C.
Figura 7.18 Micrografías ópticas para el acero PER-Al tratado isotérmicamente a 670 C
durante a) 3días, b) 6 días, c) 10 días y d) 10 días.
185
Capítulo 7
Aunque no tenemos una tendencia evidente en cuanto a la evolución del
espaciado interlaminar con el tiempo de la transformación, ya que medir el
espaciado interlaminar a lo largo de los nódulos perlíticos en este acero resulta
complicado (Figura 7.19), sí podemos evaluar la tendencia de la velocidad de
formación de la perlita (ver Figura 7.20).
A partir de las medidas de velocidad de formación graficadas en la Figura 7.20,
podemos decir que la tendencia de este indicador de divergencia es que
disminuye con el tiempo, aunque las variaciones son muy sutiles debido a que la
cinética a esta temperatura es considerablemente lenta ya que las variaciones en
la fracción de volumen de perlita medidas son muy pequeñas.
Figura 7.19 Micrografías de SEM donde se muestran colonias perlíticas a disintos
tiempos interrumpidos a) 3 días, b) 6 días, c) 10 días y d) 13 días para el acero PER-Al.
186
Formación de perlita de equilibrio y de no equilibrio en una aleación Fe-C-X-Y
Figura 7.20 Evolución de la velocidad de formación de la perlita con respecto del tiempo
para el acero PER-Al a 670 °C.
Para estudiar el reparto de los elementos aleantes durante la transformación
perlítica se llevaron a cabo medidas cualitativas de la distribución de los
elementos mediante SEM-EDS. A partir de las distribuciones de los elementos
obtenidas de los mapas de EDS (ver ejemplo de la Figura 7.21 y Figura 7.22), para
los cuatro tiempos de descomposición podemos concluir que el comportamiento
del Mn y del Al es el mismo que para el caso de la temperatura de 550 °C: es
decir, el Mn se redistribuye principalmente en la cementita y el Al se redistribuye
entre austenita y ferrita. Cabe destacar que la cementita presenta un alto
contenido en Al a pesar de la baja solubilidad de este elemento. Estos valores tan
altos se deben a la resolución espacial de esta técnica que es menor que el ancho
de la lámina de cementita.
Los valores de Mn y Al en las fases de interés se resumen en la Tabla 2. A pesar
de que esta técnica es cualitativa y no podemos cuantificar la composición de la
fases sí que podemos ver la tendencia de la composición, de tal manera que la
composición de Al en ferrita y la de Mn en cementita aumentan ligeramente con
el tiempo de descomposición.
187
Capítulo 7
Paralelamente al estudio de la distribución cualitativa de los elementos
aleantes en la perlita se obtuvieron también la RO entre ferrita y cementita para
las mismas intercaras analizadas. En la Figura 7.23, se muestran las figuras
inversas de polos y su correspondiente figura de polos a partir de las cuales
podemos obtener la cristalografía de la perlita transformada isotérmicamente
durante 3 y 13 días. De nuevo se encontraron las RO típicas reportadas en la
bibliografía (RO de Isaichev y Pitsch-Petch), pudiendo concluir que la formación
de perlita bajo condiciones de estado no estacionario mantiene la mismas RO que
la perlita clásica. Cabe destacar, que de acuerdo con el trabajo de Dippennaar y
Honeycombe [44] cuando en la perlita se dan las RO de Pitsch-Petch es porque la
perlita ha nucleado en borde de grano austenítico “limpio”. Esta RO se ha
encontrado parara el caso de la perlita transformada a 670 °C, lo cual indica que a
pesar de que la aleación es hipoeutectoide, la intercara analizada es
austenita/perlita donde la perlita ha nucleado en el borde de grano austenítico y
no en ferrita proeutectoide.
Figura 7.21 Mapa EDS para la distribución del Mn y su correspondiente histograma a) a
través de la intercara austenita/perlita, b) en austenita, c) en cementita y d) en ferrita. Los
pixeles más blancos indican concentraciones más altas y los negros más bajas.
188
Formación de perlita de equilibrio y de no equilibrio en una aleación Fe-C-X-Y
Figura 7.22 Mapa EDS para la distribución de Al y su correspondiente histograma a) a
través de la intercara austenita/perlita, b) en austenita, c) en cementita y d) en ferrita. Los
pixeles más blancos indican concentraciones más altas y los negros más bajas.
Tabla 2 Distribución cualitativa mediante mapas SEM-EDS del Al y del Mn (%. at.) en
ferrita (Al y Mn) y en cementita (Al y Mn) con el tiempo de descomposición isotérmico a
670 °C para el acero PER-Al.
Tiempo
(días)
Al
Mn
Al
Mn
3
8.71
4.71
3.10
11.84
6
8.91
4.09
2.30
14.88
10
8.90
4.81
3.41
15.15
13
9.54
4.96
2.53
16.20
Para medir de una manera más exacta y precisa los perfiles de Mn y Al a
través de la intercara se analizaron por TEM intercaras del tipo /perlita y se
llevaron a cabo los cálculos teóricos de EL y EQ con Thermocalc y MATLAB. Los
189
Capítulo 7
resultados experimentales de los perfiles de Mn y Al tras 3, 6 y 13 días de
tratamiento isotérmico a 670 °C se recogen en la Figura 7.24 y Figura 7.25.
Figura 7.23 Figura inversa de polos (a y c)) y su respectiva figura de polos (b y d) a partir
de las cuales se obtiene la RO entre ferrita y cementita para muestras tratadas
isotérmicamente durante 3 y 13 días respectivamente. La RO para 13 días se corresponde
con la RO de Pitsch-Petch.
Los valores teóricos de EL obtenidos gráficamente mediante la combinación de
Thermocalc y MATLAB para la intercara / se resumen en la Figura 7.26. Para el
caso de la intercara / (ver Figura 7.27), al no estar la aleación sobresaturada con
respecto a la cementita y debido a la complejidad de los cálculos no se pudieron
calcular los valores de EL.
190
Formación de perlita de equilibrio y de no equilibrio en una aleación Fe-C-X-Y
Figura 7.24 a) Imagen de TEM de una intercara austenita/perlita tras 3 días de
tratamiento isotérmico a 670 °C. b) patrón doble de difracción de ferrita y cementita. c)
perfil de concentración de Mn y Al a través de la intercara.
Si comparamos las medidas experimentales con los valores de EL y EQ (Figura
7.28), podemos concluir que la concentración de Mn tanto en ferrita como en
cementita aumenta ligeramente con el tiempo de descomposición y tras 13 días
de tratamiento isotérmico los valores de Mn han alcanzado los valores de EQ. El
Al en cementita es prácticamente cero y en ferrita permanece relativamente
constante y cercano a los valores de EL.
191
Capítulo 7
Figura 7.25 Imagen de TEM de una intercara austenita/perlita y su correspondiente perfil
de concentración de Mn y Al tras a) 6 días y b) 13 días de tratamiento isotérmico a 670 C.
Figura 7.26 Construcción gráfica de las condiciones de EL para la intercara / para el
acero Fe-C-Mn-Al y una temperatura de 670ªC. La tie-line resaltada en morado indica los
valores de EL de Mn y Al en la y en .
192
Formación de perlita de equilibrio y de no equilibrio en una aleación Fe-C-X-Y
Figura 7.27 Sección isotérmica a 670 °C para el sistema cuaternario Fe-C-Mn-Al para las
fases y . La aleación, marcada por el punto rojo está situada fuera de la región /(+).
Figura 7.28 Comparación de los resultados experimentales de los perfiles de
concentración de Mn y Al con los valores de EL y EQ en a) ferrita y b) cementita.
193
Capítulo 7
Cuando calculamos la sección isotérmica para la situación de equilibrio
(Figura 7.29) para la cual la austenita alcanza la composición de equilibrio
marcada por el punto superior del campo trifásico, la línea de isoactividad que
nos marca el fin de la transformación (actF) tiene un valor de 0.13.
Figura 7.29 Sección isotérmica a 670 °C para la aleación Fe-C-Mn-Al manteniendo fija la
composición de a) 7.61 Al %at. b) 13.84 Mn %at
Si nos fijamos en el “camino” termodin{mico de la austenita desde la situación
inicial hasta la situación de equilibrio (ver Figura 7.15 y Figura 7.29) vemos que la
composición de la austenita se enriquece en Mn y C (desde un 9.30 hasta un 13.84
% at. y desde un 2.74 hasta un 2.89 % at. respectivamente) y se empobrece en Al
(desde un 8.86 hasta un 7.61 % at.). El cambio asociado en los valores de actividad
de carbono en la austenita entre ambas situaciones va desde 0.15 a 0.13, por lo
que la fuerza motriz para esta transformación es muy pequeña. Esta puede ser la
194
Formación de perlita de equilibrio y de no equilibrio en una aleación Fe-C-X-Y
causa de que el fenómeno de divergencia expresado en términos de variaciones
del espaciado y velocidad no estén muy marcadas.
La composición de la austenita se determinó por medio de tomografía atómica
y para ello, se mecanizó una punta de austenita en el frente de avance tras 13 días
de transformación isotérmica mediante FIB, tal como se muestra en la Figura
7.30.
Los resultados de APT para la composición de austenita confirman la
tendencia de que se empobrece en Al y se enriquece en C y Mn, aunque estos
valores están aún lejos de los valores teóricos de EQ, por lo que la transformación
aún no ha alcanzado la situación de EQ. Necesitamos entonces aumentar el
tiempo de transformación para que prosiga la transformación perlítica y que la
austenita alcance la situación final del equilibrio.
Figura 7.30 a) Imagen de SEM de una intercara austenita/perlita donde se marca la zona
mecanizada para su posterior análisis por APT. b) reconstrucción atómica de una punta
de austenita
195
Capítulo 7
Tras 13 días de descomposición isotérmica se midió la fracción de volumen de
ferrita y cementita obtenidas siguiendo la metodología descrita en el capítulo 4.2
(ver Figura 7.31) y los resultados obtenidos fueron 0.08 0.01 para el caso de la
cementita y 0.20 0.3 para la ferrita. Los cálculos teóricos de la fracción de
volumen (ver Figura 7.2a) para la cementita es de 0.07 y para la ferrita 0.77. Las
medidas experimentales para la fracción de volumen de ferrita están muy
alejadas del valor teórico. De acuerdo con estos resultados, la fracción de
volumen de perlita no puede aumentar con el tiempo de descomposición ya que
la fracción de volumen obtenida tras 13 días para la cementita es la del equilibrio.
El sistema tiene que evolucionar por tanto aumentando la fracción de volumen
en ferrita.
a)
b)
c)
Figura 7.31 a) Imagen de SEM de una colonia de perlita transformada a 670 °C durante
13 días. Binariazación de las láminas de b) ferrita y c) cementita para estimar la fracción
de volumen de ambas fases.
Para estudiar la evolución de este sistema hacia el equilibrio se llevaron a cabo
ensayos isotérmicos a tiempos más largos. En la Figura 7.32 se recogen unas
micrografías ópticas donde se muestra la microestructura obtenida tras 22 y 33
días de tratamiento isotérmico. Puede verse que la fracción de volumen de perlita
196
Formación de perlita de equilibrio y de no equilibrio en una aleación Fe-C-X-Y
laminar ha disminuido considerablemente con respecto a la fracción de volumen
obtenida tras 13 días, y además, se aprecia que aparece una fase en forma de
aguja con precipitados en su interior.
El análisis cualitativo mediante SEM-EDS de esta fase acicular, y de los
precipitados en su interior (Figura 7.33) nos dicen que, por la composición en Mn
y Al, la fase acicular se corresponde con ferrita (alto contenido en Al y bajo en
Mn) y los precipitados del interior con cementita (alto contenido en Mn). Además
los nódulos perlíticos han perdido en cierto grado su morfología laminar tal
como se muestra en la Figura 7.34 y la ferrita y cementita han alcanzado ya los
valores de equilibrio para el Mn y el Al.
Figura 7.32 Micrografías ópticas de la aleación PER-Al donde se muestra la
microestructura obtenida tras un tratamiento isotérmico a 670 °C durante a) y b) 22 días
y c) y d) 33 días.
197
Capítulo 7
¿Cómo podemos explicar este cambio morfológico entre 13 días y 33 días de
tratamiento isotérmico?
Figura 7.33 Imagen de electrones retrodispersados (BSE) y análisis cualitativo para la a),
b) y c) ferrita acicular y d) precipitados de cementita, tras un tratamiento isotérmico a
670 °C durante 33 días.
La justificación termodinámica para explicar la evolución de este sistema
durante el tratamiento isotérmico es el siguiente: Partimos de una situación
inicial en la que la aleación se encuentra situada fuera de la extrapolación de
Hultgren (no está sobresaturada con respecto a la cementita). El TGA de partida
es lo suficientemente grande como para suprimir la formación de ferrita
proeutectoide por lo que obtenemos perlita como único producto de la
descomposición eutectoide. La perlita que se obtiene crece bajo condiciones de
estado no estacionario por estar situada en el campo trifásico donde coexisten
++. Debido a que el cambio en la isoactividad del carbono en la austenita entre
198
Formación de perlita de equilibrio y de no equilibrio en una aleación Fe-C-X-Y
la situación inicial y la de equilibrio es muy pequeño, la fuerza motriz es también
muy pequeña y el fenómeno de divergencia cuantificado a través de cambios en
la velocidad de formación y en el espaciado interlaminar no es muy apreciable.
Tras 13 días de descomposición isotérmica la cementita ha alcanzado los
valores de EQ para el Al y Mn, pero no la ferrita. Las medidas de fracción de
volumen corroboran que se ha alcanzado el valor de equilibrio para la cementita.
Ensayos isotérmicos para tiempos mucho más largos (hasta 33 días) ponen de
manifiesto que la fracción de volumen de perlita es menor que la obtenida
después de 13 días. La perlita laminar obtenida tras 13 días comienza a
“disolverse” y a perder su morfología laminar. Esta observación est{ en buen
acuerdo con la situación inicial de partida en la que la aleación no está situada
dentro de la extrapolación de Hultgren y por tanto, la perlita laminar obtenida es
metaestable y no es una fase de equilibrio por no estar sobresaturada
simultáneamente con la y la .
Figura 7.34 Imagen BSE y análisis cualitativo para la a) cementita y b) ferrita de un
nódulo perlítico obtenido tras 33 días de descomposición isotérmica a 670 °C
Además, para que el sistema alcance el equilibrio, la fracción de volumen de
ferrita tiene que aumentar hasta el 0.77 que predice los cálculos termodinámicos,
por lo que a partir de 13 días de transformación comienza a aparecer ferrita
199
Capítulo 7
“post-eutectoide” con forma acicular, acercándose así a la situación final de
equilibrio. El análisis cualitativo de Mn y Al de la perlita y de la ferrita posteutectoide están en consonancia con los valores teóricos de EQ.
200
Conclusiones
8.
CONCLUSIONES
Como conclusión general podemos decir, por un lado, que mediante el control
del TGA, se pueden generar diferentes microestructuras laminares metaestables,
tanto en fracción de volumen como en morfología, por descomposición
isotérmica de la austenita. Por otro lado, controlando la composición de la
aleación inicial, y la temperatura a la cual tiene lugar la transformación
isotérmica, favorecemos que la perlita crezca bajo condiciones de estado
estacionario (perlita constante), o que crezca bajo condiciones de estado no
estacionario (perlita divergente).
Las conclusiones particulares de cada uno de los capítulos desarrollado a lo
largo de esta tesis se resumen a continuación:
Del estudio del efecto del tamaño de grano austenítico de partida cuando tiene
lugar la transformación isotérmica de austenita en perlita en una aleación
hipoeutectoide Fe-0.44C-1Mn (%. peso) se concluye que:
1. El tamaño de grano austenítico de partida influye en la fracción de
volumen de perlita formada al final de la transformación isotérmica.
Para un TGA de partida grande la fracción de volumen de perlita que se
obtiene es mayor que para el caso de un TGA de partida pequeño.
Además un TGA de partida pequeño acelera la cinética de formación de
ambas bases, ferrita proeutectoide y perlita.
2. La relación del ancho entre las láminas de ferrita y cementita
depende de la temperatura de austenización. El ancho de lámina de
cementita para la temperatura de austenización de 1200 °C es menor
que para muestras austenizadas a una temperatura más baja (900 °C).
201
Capítulo 8
Por otro lado, la relación de ancho entre ambas fases perlíticas es menor
para la temperatura de austenización más baja (y por tanto menor TGA)
Tras la evaluación y análisis del flujo de carbono disponible por delante de la
intercara austenita/perlita para dos composiciones diferentes situadas dentro y
fuera de la extrapolación de Hultgren se concluye que:
3. La perlita puede nuclear es un rango más amplio de concentraciones y
temperaturas que el definido exclusivamente por la extrapolación de
Hultgren, siempre y cuando exista una cierta fracción de volumen de
fase proeutectoide.
4. Una vez iniciada la nucleación de la cementita, la perlita puede crecer
teniendo cualquier composición del rango bifásico (α+).
5. A pesar de que existen varios factores cinéticos que favorecen la
transformación de austenita en perlita, no existe ninguna base
termodinámica para el criterio de supersaturación mutua (premisa
sobre la concentración promedio de la austenita).
6. La formación de perlita a partir de una austenita cuya concentración en
carbono está situada fuera de la extrapolación de Hultgren es más
favorable para situaciones en las que la fracción de volumen de la fase
proeutectoide se vea minimizada (por ejemplo, para situaciones donde
el TGA sea grande).
7. El balance de flujo de carbono por delante de la intercara
austenita/perlita es suficiente para que se pueda formar perlita laminar
aunque la composición de la austenita esté fuera de la extrapolación de
Hultgren.
202
Conclusiones
Del estudio de la formación de perlita bajo condiciones de estado estacionario
y estado no estacionario en un sistema Fe-C-X, donde X es un elemento
sustitucional soluble en ferrita y cementita, ilustrado con el acero PER-Mn
(Fe-0.65C-9.7Mn %.peso), se concluye:
8. Tras un análisis exhaustivo mediante TEM-EDS y análisis de patrones
de difracción en HR-TEM en un elevado número de colonias perlíticas,
para todos los ensayos interrumpidos a 450°C, se concluye que toda la
perlita formada durante la transformación está constituida por
cementita y no por el carburo M23C6 – perlita. También se concluye que
la naturaleza de las láminas de carburo es siempre la misma y siempre
es cementita.
9. Del análisis de la velocidad de formación, espaciado interlaminar y
composición de la intercara para la aleación PER-Mn a 450 °C
(temperatura a la cual la composición de la aleación está en la región
bifásica (+,) se concluye que la perlita formada en estas condiciones
experimentales crece bajo condiciones de estado estacionario ya que
tanto la velocidad, como el espaciado interlaminar permanecen
constantes durante el transcurso de la transformación. Además, la
composición de Mn en las fases a pesar de presentar desviaciones con
los valores teóricos permanece constante también con el tiempo de
transformación.
10. Del análisis de la velocidad de formación, espaciado interlaminar y
composición de la intercara austenita/ perlita para la aleación PER-Mn a
600 °C (temperatura a la cual la composición de la aleación está en la
región trifásica (++) se concluye que la perlita formada en estas
condiciones experimentales crece bajo condiciones de estado no
203
Capítulo 8
estacionario ya que tanto la velocidad, como el espaciado interlaminar
no permanecen constantes durante el transcurso de la transformación:
el espaciado aumenta y la velocidad de formación disminuye.
El análisis composicional mediante TEM-EDS y APT indica que el
contenido en Mn aumenta tanto en ferrita como en cementita con el
tiempo de transformación isotérmico.
11. Los perfiles de concentración de Mn y C de la austenita en el frente de
avance revelan que la austenita cambia su composición en el transcurso
de la transformación, enriqueciéndose en Mn y empobreciéndose en C,
concluyéndose que las condiciones de EL a través de la intercara
durante la formación de perlita divergente cambian continuamente
hasta que la austenita alcanza el equilibrio con la ferrita y la cementita.
12. A medida que el contenido en C en la austenita disminuye, la línea de
isoactividad que describe las condiciones de EL en la intercara va
moviéndose hacia la izquierda dando lugar a un cambio en las
composiciones de la intercara para satisfacer las nuevas condiciones de
EL requeridas. El resultado final es que la austenita cambia
continuamente su composición hasta alcanzar el equilibrio con la ferrita
y cementita. La manera de compensar esta reducción de actividad de C
es que el espaciado interlaminar aumenta (divergencia) y que la
velocidad de formación disminuye con el tiempo de reacción.
13. Para ambas temperaturas las RO de la perlita coinciden con las
reportadas en la bibliografía, RO de Isaichev.
204
Conclusiones
Tras estudiar y caracterizar la formación de perlita bajo condiciones de estado
estacionario y estado no estacionario en un sistema Fe-C-X-Y, donde X es un
elemento sustitucional soluble en ferrita y cementita e Y es un elemento
sustitucional soluble sólo en ferrita, ilustrado por el acero PER-Al (Fe-0.6C9.8Mn-4.6Al %.peso) en esta investigación, se concluye que:
14. El estudio de la cristalografía y de los patrones de difracción cuando la
transformación ocurre a 450 °C (temperatura a la cual en el diagrama de
fases coexisten los carburos y M23C6) confirman que el único carburo
presente es la cementita y descartan la presencia de M23C6-perlita. Los
cálculos termodinámicos para de la fuerza motriz para la formación de
fases indican que la cementita está favorecida con respecto al M23C6.
15. Tanto el espaciado interlaminar como la velocidad de formación de
perlita a la temperatura isotérmica de 550 °C, temperatura a la cual la
composición está situada en la región bifásica (+), confirman que la
perlita crece bajo condiciones estacionarias ya que ambos parámetros
permanecen constantes durante la transformación.
16. Los perfiles de composición de Mn y Al a través de la intercara
austenita/perlita en el sistema Fe-C-Mn-Al cuando la transformación
ocurre a 550 °C (región bifásica en el diagrama de fases) indican que
ambos elementos en el caso de la ferrita siguen las pautas marcadas por
el EL. En el caso de la cementita, la composición de Al es despreciable y
la composición de Mn permanece constante con el tiempo y cercana a
los valores teóricos de EQ.
17. Para la temperatura de 670 °C la aleación Fe-C-Mn-Al se sitúa en la
región del trifásico (++) y además no se encuentra sobresatura con
205
Capítulo 8
respecto a la cementita. A pesar de ser una composición desviada
ligeramente de la composición eutectoide se suprime la formación de
fase proeutectoide debido a que el TGA de partida es muy grande.
18. La perlita que se obtiene crece bajo condiciones de estado no
estacionario por estar situada en el campo trifásico donde coexisten
++. Debido a que el cambio en la isoactividad del carbono en la
austenita entre la situación inicial y la de equilibrio es muy pequeño, la
fuerza motriz es también muy pequeña y el fenómeno de divergencia
cuantificado a través de cambios en la velocidad de formación y en el
espaciado interlaminar no es muy apreciable.
19. Tras 13 días de descomposición isotérmica la cementita ha alcanzado
los valores de EQ para el Al y Mn, pero no la ferrita. Las medidas de
fracción de volumen confirman que si se ha alcanzado el valor de
equilibrio para la cementita pero no para la ferrita.
20. Ensayos isotérmicos para tiempos mucho más largos (hasta 33 días)
ponen de manifiesto que la fracción de volumen es menor que la
obtenida después de 13 días. La perlita laminar obtenida tras 13 días
comienza a “disolverse” y a perder su morfología laminar. Esta
observación está en buen acuerdo con la situación inicial de partida en
la que la aleación no está situada dentro de la extrapolación de
Hultgren y por tanto, la perlita laminar obtenida es metaestable y no es
una fase de equilibrio por no estar sobresaturada simultáneamente con
la y la .
21. Para que el sistema alcance el equilibrio, la fracción de volumen de
ferrita tiene que aumentar hasta el 0.77 que predice los cálculos
206
Conclusiones
termodinámicos, por lo que a partir de 13 días de transformación
comienza a aparecer ferrita “post-eutectoide” con forma acicular,
acercándose así a la situación final de equilibrio. El análisis cualitativo
de Mn y Al de la perlita y de la ferrita post-eutectoide están en
consonancia con los valores teóricos de EQ.
22. Para ambas temperaturas las RO de la perlita coinciden con las
reportadas en la bibliografía, RO de Isaichev y de Pitsch-Petch.
207
Trabajo futuro
9.
TRABAJO FUTURO
Durante el desarrollo de este trabajo de tesis y de los resultados y conclusiones
obtenidos, nos surgen nuevas cuestiones y nuevas líneas de investigación para
desarrollar en el futuro.
La primera cuestión, y la más evidente, es tratar de buscar algún sistema en el
que puedan coexistir la M23C6-perlita y la Fe3C-perlita para estudiar en
profundidad si la naturaleza del carburo ejerce algún efecto en la transformación
perlítica. Dando un paso más allá, nos planteamos la cuestión de si podemos
observar divergencia en M23C6 –perlita y cuáles son los mecanismos que se dan
en este tipo de sistemas.
Por otro lado, como ya se indicó en el capítulo de motivación y objetivos, a
pesar de que se han estudiado en profundidad las propiedades mecánicas en esta
nueva generación de aleaciones ligeras, poco se ha explorado acerca de la
transformación perlítica o la formación de estructuras aciculares. Una línea
interesante a desarrollar sería estudiar la transformación perlítica cuando se ha
sometido a la austenita a procesos de deformación previos. Las maclas o twins
pueden ser lugares preferentes para la nucleación de perlita. Por tanto, uno de los
objetivos a estudiar sería comparar los resultados obtenidos cuando la perlita
nuclea en maclas o cuando nuclea en borde de grano.
De acuerdo con los resultados obtenidos de los trabajos de Kaya y Edmons
[168], en sistemas Fe-C-Cr con alto contenido en Cr, para temperaturas bajas de
transformación, a parte de la transformación clásica de la perlita se han
observado también productos de descomposición “no cl{sicos”, que son
agregados de ferrita/cementita con morfología acicular de tamaño muy fino.
Explorar este tipo de transformación es un tema interesante a desarrollar en este
tipo de aceros de nueva generación.
209
Capítulo 9
Por último reseñar que el 85% de los aceros perlíticos que se encuentran en el
mercado actualmente tienen menos de 10 años desde que se desarrollaron en el
laboratorio. Esto indica la gran demanda de aceros con mejor combinación de
propiedades mecánicas/superficiales para hacer frente a las necesidades actuales.
En esta línea de trabajo, la industrialización de las microestructuras perlíticas
aquí estudiadas es, por sí solo, un tema de interés científico con impacto directo
en nuestra sociedad. En este sentido, estudiar la viabilidad de producir
microestructura de ferrita-cementita directamente durante de laminación en
caliente intercrítica (entre Ar1 y Ar3), que reduzcan sustancialmente el recocido de
esferoidización posterior, es un tema a analizar en el futuro. Así mismo, la
posibilidad de refinar la colonia de perlita y el espaciado interlaminar es muy
atractivo para aquellas aplicaciones donde se requieren propiedades de alta
resistencia-tenacidad. Determinar los parámetros de procesado termomecánico
para alcanzar ambos objetivos puede ser el objeto de un proyecto de
investigación por sí solo.
210
Referencias
10. REFERENCIAS
[1] R.F. Mehl, W.C. Hagel, Progress in Metal Physics, 6 (1956), pp. 74-134.
[2] J. Cahn, W. Hagel, in: Decomposition of Austenite by Diffusional Processes. Theory of
the pearlite reaction. Z. Zackey, H. Aaronson (Eds.), Interscience, 1962, pp 131-192.
[3] M. Hillert, in: Decomposition of austenite by diffusional processes. The formation of
pearlite. V.F. Zackay, H.I. Aaronson (Eds.), Interscience, 1962, pp 197-237.
[4] N. Ridley, Metall. Trans. A, 15 (1984), pp. 1019-1036.
[5] N. Ridley, in: Phase Transformations in Ferrous Alloys. The pearlite reaction. M.A. R.,
G. J.I (Eds.), Metallurgical Society of AIME, 1984, pp 201-236.
[6] P.R. Howell, Mater. Charact., 40 (1998), pp. 227-260.
[7] B.A.MacDonald, Key Eng. Mater., 84 - 85 (1993), pp. 62-143.
[8] H.C. Sorby, J. Iron Steel Inst., 1 (1886), pp. 140-147.
[9] M.V. Kral, M.A. Mangan, G. Spanos, R.O. Rosenberg, Mater. Charact., 45 (2000), pp.
17-23.
[10] M. De Graef, M.V. Kral, M. Hillert, JOM, 58 (2006), pp. 25-28.
[11] M. Hillert, in: International Conference on Solid- Solid Phase Transformations.
Analysis of the effect of alloying elements on the pearlite reaction. I. Aaronson Hubert, E.
Laughlin David, F. Sekerka Robert, C.M. Wayman (Eds.), TMS-AIME, 1982, pp 789-806.
[12] B.E. Sundquist, Acta Metall., 16 (1968), pp. 1413-1427.
[13] M. Hillert, Internal report of the Swedish Institute for Metal Research, (1953).
[14] A. Hultgren, Jernkont Ann., 135 (1951), pp. 403-494.
[15] B.E. O'Donnelly, R.L. Reuben, T.N. Baker, Met. Technol., 11 (1984), pp. 45-51.
[16] E.M. Taleff, J.J. Lewandowski, B. Pourladian, JOM, 54 (2002), pp. 25-30.
[17] C. Zener, Trans. Aime, 167 (1946), pp. 550-595.
[18] N.T. Belaiew, J Iron Steel I., 105 (1922), pp. 201-239.
[19] N. Belaiew, Proc. R. Soc. A, 108 (1925), pp. 295-306.
[20] J.R. Vilella, G.E. Guellich, E.C. Bain, Trans. A.S.M., 24, pp. 225-261.
211
Referencias
[21] H.C.H. Carpenter, J.M. Robertson, J. Iron Steel Inst, 125 (1932), pp. 309-328.
[22] F.C. Hull, R.F. Mehl, Trans. ASM, 30 (1942), pp. 381-421.
[23] W.A. Johnson, R.F. Mehl, 135 (1939), pp. 416-422.
[24] H. Jolivet, J Iron Steel I., 140 (1939), pp. 95–114.
[25] C.S. Smith, Trans. ASM, 45 (1953), pp. 533-575.
[26] N. Petch, Acta Crystallographica, 6 (1953), pp. 96-96.
[27] W. Pitsch, Acta Metall., 10 (1962), pp. 79-80.
[28] C. Benedicks, J. Iron Steel Inst, 2 (1905), pp. 352-370.
[29] R.F. Mehl, D.W. Smith, TMS-AIME, (1935), pp. 330-341.
[30] M.E. Nicholson, Trans. AIME, 200 (1954), pp. 1071-1074.
[31] S.W. Thompson, P.R. Howell, Scr. Metall., 22 (1988), pp. 1775-1778.
[32] S. Offerman, L. Van Wilderen, N. Van Dijk, J. Sietsma, M.T. Rekveldt, S. Van der
Zwaag, Acta Mater., 51 (2003), pp. 3927-3938.
[33] B. Walser, U. Ritter, T. Oyama, O.D. Sherby, in: Proceedings of the TMS Fall
Meeting. Microstructures and mechanical properties of an ultrahigh carbon steel
processed by the divorced eutectoid transformation. 1997, pp 67-78.
[34] J. Verhoeven, E. Gibson, Metall. Mater. Trans. A, 29 (1998), pp. 1181-1189.
[35] I.G. Uzlov, V.V. Parusov, I.I. Dolzhenkov, Met. Sci. Heat Treat., 22 (1980), pp. 366367.
[36] A. Pandit, H. Bhadeshia, in: Proceedings of the Royal Society of London A:
Mathematical, Physical and Engineering Sciences. Divorced pearlite in steels. The Royal
Society, 2012, pp 2767-2778.
[37] M.X. Zhang, P.M. Kelly, Mater. Charact., 60 (2009), pp. 545-554.
[38] S.A. Hackney, G.J. Shiflet, Scr. Metall., 19 (1985), pp. 757-762.
[39] S.A. Hackney, G.J. Shiflet, Acta Metall., 35 (1987), pp. 1007-1017.
[40] S.A. Hackney, G.J. Shiflet, Acta Metall., 35 (1987), pp. 1019-1028.
[41] D.S. Zhou, G.J. Shiflet, Metall. Trans. A, 22 (1991), pp. 1349-1365.
[42] Y.A. Bagaryatsky, Dokl Akad SSSR, 73 (1950), pp. 1161-1164.
[43] K.W. Andrews, Acta Metall., 11 (1963), pp. 939-946.
212
Referencias
[44] R.J. Dippenaar, R.W.K. Honeycombe, Proceedings of the Royal Society of London A:
Mathematical, Physical and Engineering Sciences 333 (1973), pp. 455-467.
[45] I.V. Isaichev, Zh Sakharnoi Promst, 17 (1947), pp. 835–838.
[46] Y.A. Bagayartskii, Dokl Akad Nauk SSSR, 73 (1950), pp. 1161–1164.
[47] M.X. Zhang, P.M. Kelly, Acta Mater., 46 (1998), pp. 4617-4628.
[48] M.X. Zhang, P.M. Kelly, Scr. Mater., 47 (2002), pp. 749-755.
[49] M. Hillert, Metall. Trans. A, 3 (1972), pp. 2729-2741.
[50] A.S. Pandit, H.K.D.H. Bhadeshia, Proc. R. Soc. A, 467 (2011), pp. 2948-2961.
[51] N.A. Razik, G.W. Lorimer, A. Ridley, Metall. Trans. A, 7 (1976), pp. 209-214.
[52] M. Hillert, Jernkont Ann., 141 (1957), pp. 757-789.
[53] K. Nakajima, M. Apel, I. Steinbach, Acta Mater., 54 (2006), pp. 3665-3672.
[54] I. Steinbach, M. Apel, Acta Mater., 55 (2007), pp. 4817-4822.
[55] K. Hashiguchi, J.S. Kirkaldy, Scand. J. Metall., 13 (1984), pp. 240-248.
[56] A.S. Pandit, H.K.D.H. Bhadeshia, Proc. R. Soc. A, 467 (2011), pp. 508-521.
[57] R.E. Smallman, A. Ngan, Physical metallurgy and advanced materials, ButterworthHeinemann: 2011.
[58] B.E. Sundquist, Acta Metall., 17 (1969), pp. 967-978.
[59] S. Tewari, R. Sharma, Metall. Mater. Trans. A, 16 (1985), pp. 597-603.
[60] N.A. Razik, G.l. Lorimer, N. Ridlel, Acta Metall., 22 (1974), pp. 1249-1258.
[61] N. Ridley, in: International Conference on Solid- Solid Phase Transformations.
Partitioning of alloying additions during pearlite growth in eutectoid steels. I. Aaronson
Hubert, E. Laughlin David, F. Sekerka Robert, C.M. Wayman (Eds.), Metallurgical Soc of
AIME,Warrendale, 1982, pp 807-811.
[62] J. Fridberg, M. Hillert, Acta Metall., 18 (1970), pp. 1253-1260.
[63] S.A. Al-Salman, N. Ridley, Scr. Metall., 18 (1984), pp. 789-791.
[64] N. Ridley, D. Burgess, Met. Sci., 18 (1984), pp. 7-12.
[65] A.I.H. Committee, ASM handbook: Heat treating, ASM International: 1991.
[66] J.S. Kirkaldy, Can. J. Phys., 36 (1958), pp. 907-916.
213
Referencias
[67] D.H.W. G. R. Purdy, and J. S. Kirkaldy, Trans. TMS-AIME, 230 (1964), pp. 1025-1034.
[68] A. Hultgren, Trans. ASM, (1947), pp. 915.
[69] A. Hultgren, Trans. ASM, 39 (1947), pp. 915-1005.
[70] A. Hultgren, Svenska Vetenskapsakademiens Handlinger. Fjärde Serien Bd, 4 (1953).
[71] M. Hillert, in: The Mechanism of Phase Transformations in Crystalline Solids. The
Role of Interfaces in Phase Transformations. 1969, pp 231-247.
[72] A.A. Popov, Mikhalev, M.S., Phys Metals Metall, 7 (1959), pp. 36.
[73] L.S. Darken, Trans AIME, 221 (1961), pp. 654-671.
[74] D.E. Coates, Metall. Trans. A, 3 (1972), pp. 1203-1212.
[75] M. Puls, J. Kirkaldy, Metall. Mater. Trans. B, 3 (1972), pp. 2777-2796.
[76] J.W. Cahn, W.G. Hagel, Acta Metall., 11 (1963), pp. 561-574.
[77] M. Mannerkoski, Acta Polytech. Scand., (1964), pp. 1.
[78] C.R. Hutchinson, G.J. Shiflet, Scr. Mater., 50 (2004), pp. 1-5.
[79] A.E. Nehrenberg, P. Lillys, Trans. ASM, 46 (1954), pp. 1176.
[80] K. Kuo, J.I.S.I, 176 (1954), pp. 433-441.
[81] J. Fridberg, M. Hillert, Acta Metall., 25 (1977), pp. 19-24.
[82] M. Kikuchi, T. Urabe, G. Cliff, G.W. Lorimer, Acta Metall. Mater., 38 (1990), pp.
1115-1120.
[83] M. Kikuchi, M. Kajihara, S.-K. Choi, Mater. Sci. Eng. A, 146 (1991), pp. 131-150.
[84] O. Grässel, L. Krüger, G. Frommeyer, L.W. Meyer, Int. J. Plast., 16 (2000), pp. 13911409.
[85] L.O. Bueno, V.L. Sordi, Mater. Sci. Eng. A, 483-484 (2008), pp. 560-563.
[86] M.H. Lewis, B. Hattersley, Acta Metall., 13 (1965), pp. 1159-1168.
[87] P.R. Howell, J.V. Bee, R.W.K. Honeycombe, Metall. Trans. A, 10 (1979), pp. 12131222.
[88] J. Janovec, M. Svoboda, A. Výrostková, A. Kroupa, Mater. Sci. Eng. A, 402 (2005), pp.
288-293.
[89] D.S. Zhou, G.J. Shiflet, Metall. Trans. A, 23 (1992), pp. 1259-1269.
214
Referencias
[90] K.E.E. D.A. Porter, M.Y. Sherif, Phase Transformations in Metals and Alloys,
C.P.T.F. Group (Ed.): New York, 2009.
[91] C.R. Hutchinson, R.E. Hackenberg, G.J. Shiflet, Acta Mater., 52 (2004), pp. 3565-3585.
[92] K. Sato, K. Tagawa, Y. Inoue:, Mater. Sci. Eng. A, 111 (1989), pp. 45–50.
[93] Y.-L. Lin, C.-P. Chou, Scr. Metall. Mater., 27 (1992), pp. 67-70.
[94] K.H. Han, W.K. Choo, Metall. Trans. A, 14A (1983), pp. 973-975.
[95] G.P. Krielaart, M. Onink, C.M. Brakman, F.D. Tichelaar, E.J. Mittemeijer, S. Van der
Zwaag, Z. Metallkunde, 85 (1994), pp. 756-765.
[96] M. Hillert, J. Ågren, Scr. Mater., 50 (2004), pp. 697-699.
[97] C. Capdevila, F. García Caballero, C. García de Andrés, Acta Mater., 50 (2002), pp.
4629-4641.
[98] C. García de Andrés, F.G. Caballero, C. Capdevila, L.F. Álvarez, Mater. Charact., 48
(2002), pp. 101-111.
[99] C. García de Andrés, F.G. Caballero, C. Capdevila, D. San Martín, Mater. Charact.,
49 (2002), pp. 121-127.
[100] E.E. Underwood, Quantitative Microscopy, F.N.R. R.T. DeHoff (Ed.) McGraw-Hill:
New York 1968, pp. 77–127.
[101] S.A. Saltykov, Stereometric Metallography, Metallurgizdat: Moscow, 1958.
[102] F.G. Caballero, C. García De Andrés, C. Capdevila, Mater. Charact., 45 (2000), pp.
111-116.
[103] H.J. Bunge, C. Esling, Acta Crystallographica 41 (1985), pp. 59-67.
[104] K. Davut, S. Zaefferer, Metall. Mater. Trans. A, 41 (2010), pp. 2187-2196.
[105] A.J. Schwartz, M. Kumar, B.L. Adams, D.P. Field, Electron backscatter diffraction in
materials science, Springer: 2009.
[106] M.J. MatjaGodec, Materiali in tehnologije, 34 (2000), pp. 359.
[107] M.K. Miller, in: 21st Microbeam Analisys Society Meeting. 1986, pp.
[108] O.C. Hellman, D.N. Seidman, Mater. Sci. Eng. A, 327 (2002), pp. 24-28.
[109] K.E. Yoon, R.D. Noebe, O.C. Hellman, D.N. Seidman, Surf. Interface Anal., 36
(2004), pp. 594-597.
215
Referencias
[110] J.M. Hyde, C.A. English, in: Proceedings of MRS 2000 Fall Meeting. Symposium R:
Microstructural processes in irradiated materials. L.S. G.E Lucas, M.A. Kirk Jr y R.G.
Elliman (Ed.) 2000, pp R6.6.1.-R6.6.12.
[111] O.C. Hellman, J.A. Vandenbroucke, J. Rüsing, ouml, rg, D. Isheim, D.N. Seidman,
Microsc. Microanal., 6 (2000), pp. 437-444.
[112] D. Larson, B. Wissman, R. Martens, R. Viellieux, T. Kelly, T. Gribb, H. Erskine, N.
Tabat, Microsc. Microanal., 7 (2001), pp. 24-31.
[113] M. Miller, Microsc. Microanal., 11 (2005), pp. 808-809.
[114] M.M. Aranda, C. Capdevila, 2014, http://hdl.handle.net/10261/89395
[115] M. Lusk, H.J. Jou, Metall. Mater. Trans. A, 28 (1997), pp. 287-291.
[116] M. Onink, C.M. Brakman, F.D. Tichelaar, E.J. Mittemeijer, S. van der Zwaag, J.H.
Root, N.B. Konyer, Scr. Metall. Mater., 29 (1993), pp. 1011-1016.
[117] H.I. Aaronson, M.R. Plichta, G.W. Franti, K.C. Russell, Metall. Trans. A, 9 (1978),
pp. 363-371.
[118] J.B. Gilmour, G.R. Purdy, J.S. Kirkaldy, Metall. Trans. A, 3 (1972), pp. 1455-1464.
* + C. Garc a de Andrés, C. Capdevila, F.G. Caballero, H. .D.H. Bhadeshia, Scr.
Mater., 39 (1998), pp. 853-859.
[120] C. Capdevila, F.G. Caballero, C.G. De Andrés, Metall. Mater. Trans. A, 32 (2001),
pp. 661-669.
[121] X. Zhang, A. Godfrey, X. Huang, N. Hansen, Q. Liu, Acta Mater., 59 (2011), pp.
3422-3430.
[122] M.d.G.M. da Fonseca Gomes, L.H. de Almeida, L.C.F.C. Gomes, I. Le May, Mater.
Charact., 39 (1997), pp. 1-14.
[123] D.R. Lesuer, C.K. Syn, A. Goldberg, J. Wadsworth, O.D. Sherby, JOM, 45 (1993), pp.
40-46.
[124] E. Taleff, C. Syn, D. Lesuer, O. Sherby, Metall. Mater. Trans. A, 27A (1996), pp. 111118.
[125] D. Lesuer, C. Syn, O. Sherby, Influence of Severe Plastic Deformation on the
Structure and Properties of Ultrahigh-Carbon Steel Wire. T. Lowe, R. Valiev (Eds.)
Investigations and Applications of Severe Plastic Deformation, Springer Netherlands,
2000, pp. 357-366.
[126] K. Easterling, Introduction to the Physical Metallurgy of Welding, ButterworthHeinemann: London, 1983.
216
Referencias
[127] G. Krauss, Steels: Processing, Structure, and Performance ASM International
Materials Park, OH, 2005.
[128] J.F. Lancaster, Metallurgy of welding Woodhead Cambridge, 1999.
[129] D.A. Porter, K.E. Easterling, Phase transformations in metals and alloys Chapman
& Hall: London, 1992.
[130] J.W. Christian, The Theory of Transformations in Metals and Alloys Pergamon:
Oxford, 1965.
[131] L.E. Samuels, Light microscopy of carbon steels (revised edition), ASM
International: Materials Park, OH, 1999.
[132] K. Honda, J. Iron Steel Inst, 114 (1926), pp. 417-422.
[133] R. Mehl, Hardenability of alloy steels. ASM International, Cheveland,OH, 1939, pp.
1-65.
[134] M. Umemoto, A. Hiramatsu, A. Moriya, T. Watanabe, S. Nanba, N. Nakajima, G.
Anan, Y. Higo, ISIJ Int., 32 (1992), pp. 306-315.
[135] E.B. Damm, PhD Dissertation : Colorado school of mines, Golden: CO, 2006.
[136] W.T. Reynolds, H.I. Aaronson, in: A.R. Marder, J.I. Goldstein (Eds.) Phase
Transformations in Ferrous Alloys, TMS-AIME, Warrendale, PA, 1984, pp. 155-200.
[137] H.K.D.H. Bhadeshia, Prog. Mater. Sci., 29 (1985), pp. 321-386.
[138] A. Van der Ven, L. Delaey, Prog. Mater. Sci., 40 (1996), pp. 181-264.
[139] K. Fan, F. Liu, X.N. Liu, Y.X. Zhang, G.C. Yang, Y.H. Zhou, Acta Mater., 56 (2008),
pp. 4309-4318.
[140] H. Chen, S. Van Der Zwaag, J. Mater. Sci., 46 (2011), pp. 1328-1336.
[141] Z.Q. Liu, G. Miyamoto, Z.G. Yang, T. Furuhara, Metall. Mater. Trans. A, 44 (2013),
pp. 5456-5467.
[142] M.M. Aranda, B. Kim, R. Rementeria, C. Capdevila, C.G. de Andrés, Metall. Mater.
Trans. A, 45 (2014), pp. 1778-1786.
[143] Z.-Q. Liu, G. Miyamoto, Z.-G. Yang, T. Furuhara, Metall. Mater. Trans. A, 44 (2013),
pp. 5456-5467.
[144] M. Hillert, J. Appl. Phys., 60 (1986), pp. 1868-1876.
[145] R.E. Hackenberg, Phase transformations in steels, E. Pereloma, D.V. Edmonds
(Eds.), Woodhead: Cambridge, 2012, pp. 3-55.
217
Referencias
[146] E.S. Davenport, Trans. ASM, 27 (1939), pp. 837-886.
[147] A. Hultgren, A metallographic study on tungsten steels, Wiley: New York, 1920.
[148] W.H. Brandt, J. Appl. Phys., 16 (1945), pp. 139-146.
[149] W.H. Brandt, Trans. AIME, 167 (1946), pp. 405-418.
[150] C. Zener, J. Appl. Phys., 20 (1949), pp. 950-953.
[151] F.S. Ham, J. Appl. Phys., 30 (1959), pp. 1518-1525.
[152] M. Hillert, Acta Metall., 19 (1971), pp. 769-778.
[153] J.C. Fisher, Thermodynamics in physical metallurgy. ASM International,
Cleveland, OH, 1950, pp. 201-241.
[154] M.A. Mangan, G.J. Shiflet, Metall. Mater. Trans. A, 30 (1999), pp. 2767-2781.
[155] H.J. Lee, G. Spanos, G.J. Shiflet, H.I. Aaronson, Acta Metall., 36 (1988), pp. 11291140.
[156] S.S. Babu, H.K.D.H. Bhadeshia, J. Mater. Sci. Lett., 14 (1995), pp. 314-316.
[157] W.-C. Cheng, Y.-C. Li, Metall. Mater. Trans. A, 43 (2012), pp. 1817-1825.
[158] W.-C. Cheng, Y.-S. Song, Y.-S. Lin, K.-F. Chen, P. Pistorius, Metall. Mater. Trans. A,
45 (2014), pp. 1199-1216.
[159] W.-C. Cheng, S.-M. Hwang, Metall. Mater. Trans. A, 42 (2011), pp. 1760-1766.
[160] J.M. Howe, G. Spanos, Philos. Mag. A, 79 (1999), pp. 9-30.
* 6 + V. Makarevičius, A. Baltušnikas, I. Lukošiūtė, R. riūkienė, A. Grybėnas, in:
International Conference on Metallurgy and Materials. Transformation kinetic of M 23C6
carbide lattice parameters in ferritic-martensitic P91 steel during thermal ageing. 2015,
pp.
[162] S. Ray, Metall. Trans. A, 22 (1991), pp. 35-43.
[163] W.C. Leslie, G.C. Rauch, Metall. Trans. A, 9 (1978), pp. 343-349.
[164] J.A. Jiménez, G. Frommeyer, J. Alloys Compd., 509 (2011), pp. 2729-2733.
[165] M. Enomoto, Metall. Mater. Trans. A, 37 (2006), pp. 1703-1710.
[166] R. Wei, K. Kanno, M. Enomoto, Metall. Mater. Trans. A, 42 (2011), pp. 2189-2198.
[167] G.H. Zhang, R. Wei, M. Enomoto, D.W. Suh, Metall. Mater. Trans. A, 43 (2012), pp.
833-842.
218
Referencias
[168] A.A. Kaya, D.V. Edmonds, Metall. Mater. Trans. A, 29 (1998), pp. 2913-2924.
219
Apéndice: CV
11. Apéndice: CV
María Martín Aranda
Adress: Physical Metallurgy Department, National Center for Metallurgical Research
(CENIM-CSIC), Av. Gregorio del Amo, 8, 28040 Madrid, Spain.
Phone number: 0034 91 553 89 00 (Ext 281)
E-mail address: [email protected] // [email protected]
CURRENT POSITION
PhD student at CENIM-CSIC. Title: “Partitioning of solute across the interface
in lamellar structures and nanoparticles in light-weight steels”
EDUCATION
Since 2012: PhD Student: “Partitioning of solute through the interface in
lamellar structures and nanoparticles in light steels”. Department of Physical
Metallurgy, CENIM-CSIC, Madrid – Spain. Supervisors: Dr. Carlos Capdevila
Montes and Prof. Carlos García de Andrés.
8/11/2014-23/11/2014: Visitor at the Oak Ridge National Laboratory (ORNL)
(TN, USA). ORNL’s Center for Nanophase Materials Sciences (CNMS) is
sponsored by the Scientific User Facilities Division, Office of Basic Energy
Sciences, U.S. Project Title: “Partition of Mn and Al between M3C, M23C6 and
ferrite during eutectoid decomposition in Fe-C-Mn-Al light steels”, coordinated
by Dr. Jonathan Poplawsky.
30/07/2014-23/08/2014: Ph.D Student Felowship. Summer Program in Taiwan
2014 for Spanish Graduate Students. National Taiwan University (NTU) under
221
Apéndice: CV
the supervison of Prof. J.R. Yang in order to study austenite/pearlite interfaces in
a Fe-C-Mn-Al system by TEM.
16/08/2013-27/08/2013: Visitor at the Oak Ridge National Laboratory (ORNL)
(TN, EEUU). Research at the Oak Ridge National Laboratory’s Shared Research
Equipment (ShaRE) User Facility was sponsored by the Office of Basic Energy
Sciences, U.S. Department of Energy. Project Title: “Solute Partitioning across
Interfaces and Nano-Clusters in Steels”, coordinated by Dr. Michael K. Miller.
2011:
Master’s
thesis
“Austenite-to-pearlite
isothermal
decomposition
mechanisms in a 0.44C-0.73Mn steel” supervised by Dr. Carlos Capdevila.
(CENIM-CSIC).
2010-2011: Post-Graduate Fellowship. Master Program in Advanced
Materials and Nanotechnology, Department of applied Physics Autónoma
University of Madrid and Materials Science Institute of Madrid (ICMM).
2004-2010: Bachelor in Chemistry, University of Granada, Spain.
11-2009-07/2010: Under-Graduate Fellowship in University of Granada,
Department of Analytical Chemistry.
PARTICIPATION IN RESEARCH PROJECTS
Currently: Characterization and the study of Nanoparticle Addition into
Molten Steel “Nanoparticle Addition into Molten Steel”. European project
financed Research Fund for Coal and Steel (RFCS, No. RFSR-CT-2012-00016).
Principal Investigator: Dr. Carlos García-Mateo.
Currently: Heat resistant Fe-base alloys for application in generation energy
systems under extreme environments (Ferro-GENESYS). Spanish Ministry of
222
Apéndice: CV
Innovation and competitiveness (National programme for the promotion of
excellence in scientific and technical research) (MAT2013-47460-C5-3-P).
Partners: Centro Nacional de Investigaciones Metalúrgicas (CENIM-CSIC,
Project Coordinator), Centro de Investigación Energética, Medioambiental y
Tecnológica (CIEMAT), IMDEA Materials Institute, Centro de Estudios e
Investigaciones Técnicas and Carlos III University of Madrid.
Project
period: 2014 – 2017. Principal Investigator: Dr. Carlos Capdevila.
03-2011/03-2012: "New Methodology for Feasibility Studies of the Introduction
of New Materials onto Casting Processes ". Company and participants:
EDERTEK, S. COOP and CENIM-CSIC. Principal Investigator: Dr. Carlos
García-Mateo.
06/2011-06/2012: “Determination of latent heat in pearlite – austenite
transformation during ultrafast heating”. Company and participants Toyota
Central (Japan) and CENIM-CSIC. Principal Investigator: Dr. Carlos Capdevila
Montes.
PUBLICATIONS
1.
C. Capdevila, M. M. Aranda, R. Rementeria, R. Dominguez , E. Urones-
Garrote, M.K. Miller, Influence of nanovoids on -’ phase separation in FeCrAl
oxide
dispersion
strengthened
alloy,
Scripta
Mater.,
2015,
DOI:
10.1016/j.scriptamat.2015.07.044.
2.
C. Capdevila, G. Pimentel, M.M. Aranda, R. Rementeria, K. Dawson, E.
Urones-Garrote, G.J. Tatlock and M.K. Miller, Role of Y-Al oxides during
extended recovery process of a ferritic ODS alloy, JOM: Metals & Materials Society,
2015, DOI: 10.1007/s11837-015-1559-5.
3.
G. Pimentel, M.M. Aranda, J. Chao, J.L. González-Carrasco, C. Capdevila,
Development of simultaneous corrosion barrier and optimized microstructure in
FeCrAl heat-resistant alloy for energy applications. Part 1: The protective scale,
223
Apéndice: CV
JOM: Journal of The Minerals, Metals & Materials Society, 2015, DOI: 10.1007/s11837015-1425-5.
4.
G. Pimentel, M.M. Aranda, J. Chao, J.L. González-Carrasco, C. Capdevila,
Directions for the Development of Simultaneous Corrosion Barrier and
Optimized
Microstructure
in
FeCrAl
Heat-Resistant
Alloy
for
Energy
Applications. Part II: The Optimized Creep Resistant Microstructure, JOM:
Journal of The Minerals, Metals & Materials Society, 2015, DOI: 10.1007/s11837-0151430-8.
5.
R. Rementeria, I. García, M.M. Aranda, F.G. Caballero, Reciprocating-
sliding wear behaviour of nanostructured and ultra-fine high-silicon bainitic
steels. Wear, 2015, vol. 338–339, pp. 202-209.
6.
M. M. Aranda, R. Rementeria, J. Poplawsky, E. Urones-Garrote, C.
Capdevila: The role of C and Mn at the austenite/pearlite reaction front during
non-steady-state pearlite growth in a Fe-C-Mn Steel, Scripta Mater., 2015, vol.104,
pp. 67–70.
7.
M. M. Aranda, B. Kim, R. Rementeria, C. Capdevila, C. García de Andrés:
Effect of Prior Austenite Grain Size on Pearlite Transformation in a
Hypoeuctectoid Fe-C-Mn Steel, Metall. Mater Trans. A, 2014, vol. 45A, pp. 17781786.
8.
M. M. Aranda, G. Pimentel, J. Cornide, C. Capdevila: Austenite-to-pearlite
isothermal decomposition mechanisms in a 0.44C-0.73Mn steel, Rev. Metalurgia,
2012, vol. 482, pp. 132-143.
9.
F.G. Caballero, C.G Mateo, M.M. Aranda. Workshop Internacional:
Advanced
steels:
challenges
in
steel
science
&
technology.
2014.
http://hdl.handle.net/10261/102088.
10.
M. M. Aranda, R. Rementeria, C. Capdevila, R. E. Hackenberg, Can
Pearlite form Outside of the Hultgren Extrapolation of the Ae3 and Acm Phase
Boundaries?, Metall. Mater. Trans A. Under submission.
224
Apéndice: CV
CONFERENCES & PROCEEDINGS
1.
M.M. Aranda, S.P. Tsai, R. E. Hackenberg, J. Poplawsky, J.R. Yang, E.
Urones-Garrote, R. Rementeria, C.Capdevila: Divergent pearlite in a Fe-C-MnAl quaternary system, proceedings of the International Conference on SolidSolid Phase Transformations in Inorganic Materials 2015, pp. 57-58
2.
C. Capdevila, M.M. Aranda, R. Rementeria, J. Aldazabal, J. Chao, E.
Urones-Garrote, M. K. Miller: Coexisting ’-’ nanoscale precipitation in an FeCr-Al-Ti alloy, International Conference on Solid-Solid Phase transformations in
Inorganic Materials 2015.
3.
M.M. Aranda, R. Rementeria, R. E. Hackenberg, E. Urones-Garrote,
C.Capdevila, C. García de Andrés: Termodynamics and Kinetics of Fe-C-Mn
alloy: constant pearlite vs divergent pearlite. Workshop Advanced Steels:
Challenges in steel, Science & Technology, held in Madrid, September
18-19
2014.
4.
M.M.Aranda, R. Rementeria, R. E. Hackenberg, E. Urones-Garrote, C.
Capdevila, C. García de Andrés: Termodynamics and Kinetics of eutectoid
transformation in a Fe-C-Mn alloy: constant pearlite vs divergent pearlite. XIII
Spanish Conference of Materials held in Barcelona, June 18-20 2014.
5.
M.M.Aranda, C.Capdevila: Isothermal growth of partitioning and no
partitioning pearlite in a Fe-C-Mn alloy .Young scientist meeting: current
challenges on metals science at CENIM, December 10, 2013.
6.
M.M.Aranda, C.Capdevila, M. K. Miller, R. E. Hackenberg, E. Urones-
Garrote: Isothermal growth of partitioning and no partitioning pearlite in a Fe0.44C-1Mn alloy. European Congress and Exhibition on Advanced Materials and
processes held in Sevilla, September 8-13 2013.
7.
M.M.Aranda, C.Capdevila, M. K. Miller, R. E. Hackenberg, E. Urones-
Garrote: Manganese partitioning during Pearlite Growth in Fe-C-Mn Medium
Carbon.
225
Apéndice: CV
8.
Steel.
International
Workshop
on
Materials
Design
Process:
Thermodynamics, Kinetics and Microstructure Control (TKM), June 3-4, 2013,
IMDEA Materials Institute, Madrid, Spain.
9.
M.M.Aranda, E. Urones-Garrote, C. García de Andrés, C. Capdevila:
Austenite-to-pearlite isothermal decomposition mechanisms in 0.44C-1Mn steel.
XII Spanish Conference of Materials (2012), Alicante (Spain), p. 134 ISBN: 978-84695-3316-1.
10.
M. M.Aranda, J. Cornide, M.K. Miller, C. Capdevila, F.G: Caballero, R.E.
Hackenberg, E. Urones-Garrote: Manganese partitioning during Pearlite Growth
in Fe-C-Mn Medium Carbon Steel. TMS Conference. Orlando (Florida), 11 th-15th
March 2012, p. 227, ISBN-10: 1118296079.
11.
M. M. Aranda, C. Capdevila, C. Garcia de Andrés, M. Campos, H.
Takeuchi and K. Tanaka: Austenite formation in medium carbon steel during
rapid induction heating. MS&T Conference. Pittsburgh, Pennsylvania, 7-11
October 2012, p. 227, ISBN-13: 978-0-87339-761-2.
RESEARCH EXPERIENCE
a)
Metallic sample preparation for optical microscope, Scanning Electron
Microscopy, Transmission Electron Microscopy, Electron Backscatter Diffraction,
X-Ray Diffraction and Atom Probe Tomography examination.
b)
Laboratory techniques:
Optical microscopy: Phase identification, Nomarski methodology for austenite
grain size measurement, estimation of phase volume fraction.
Scanning Electron Microscopy: FEG-SEM Jeol JSM-6500F. Phase identification,
measurements of interlamellar spacing, pearlitic colony size, carbides and
particle size distribution from SEM images.
226
Apéndice: CV
Transmission Electron Microscopy: Jeol JEM-200 CX operating at 200 KV and
Jeol JEM-3000F operating at 300 KV. Phase identification by SAD (selection area
diffraction), Bright-Field, Dark-Field, identification of the crystal structure via
Fast Fourier Transformations (FFT) from thigh-resolution images.
Electron Backscatter Diffraction: FEG-SEM Jeol JSM-6500F (Oxford hkl detector).
Determination of orientation relationship between / and /. Effective packet
size determination. ODF texture analysis.
X-Ray Diffraction: Data treatment, identification of peaks and quantification.
Energy
Dispersive
Spectroscopy:
Chemical
Analysis,
quantitative
and
qualitative elements distribution and composition, line-scan across the /pearlite
interface.
Dilatometry: Adamel Lhomargy DT1000 high-resolution dilatometer, BÄHR
dilatometer
805
A/D.
Monitorized
the
evolution of
solid-solid
phase
transformation, study of the kinetics of solid phase transformation by
dilatometric curves.
Hardness Vickers: Wilson Wolpert test machine.
c)
Image
Software:
Treatment
and Quantitative
Metallography:
Corel-draw,
ImageJ,
ImageTool.
HRTEM-TEM analysis: Gatan DigitalMicrograph, Crystal maker, Crystal, INCA.
XRD: Match.
Knowledge and management of thermodynamics software such as MTDATA,
MATCALC and THERMOCALC for the modeling and simulation of solid phase
227
Apéndice: CV
transformation. Calculations of phase diagrams, isothermal and isopleth sections,
driving force for phases formation, carbon isoactivity lines, critical temperatures.
228