Tratamiento de Vinazas con Harina de Ostión: Investigación
Anuncio

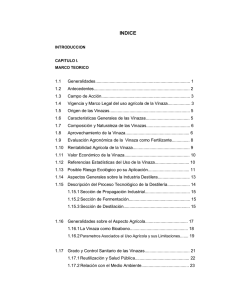
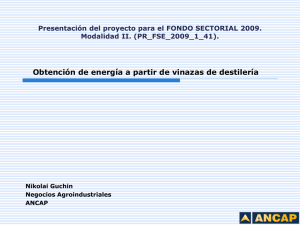
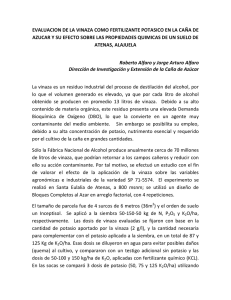
Resumen La agroindustria azucarera y de derivados produce residuos secundarios a los que hay que darle tratamiento o un uso adecuado para reducir la contaminación ambiental, siendo las vinazas las de mayor impacto. El presente trabajo tiene como problema primitivo la necesidad de minimizar el impacto ambiental negativo generado por la acumulación de los residuos de la producción pesquera asociada al aprovechamiento de los ostiones, por lo que el objetivo general es diseñar una planta de tratamiento donde se emplee la harina que se obtiene de estos residuos para neutralizar el carácter ácido de la vinaza. Para ello se realizó la descripción del proceso tecnológico, compuesto por una etapa de pretratamiento y una de digestión anaerobia de la vinaza. Se realizaron los balances de masa y energía correspondientes, así como el diseño de los equipos no standard y la selección de los equipos standard. El cronograma de producción y el diagrama de consumo de electricidad se elaboraron empleando los softwares Microsoft Project y Excel respectivamente, para determinar el tiempo de producción y estimar las cargas y picos que pueden generarse en el sistema. Se ejecutaron los cálculos correspondientes a la fiabilidad del sistema para considerar la posibilidad de colocar equipos de reserva. También se realizó un análisis económico que mostró la factibilidad de la tecnología propuesta, obteniéndose un VAN de 1 380 677,56 CUC; para un período de 10 años, recuperándose la inversión realizada en el octavo año. Abstract The sugar and derivatives agroindustry produces secondary waste that must be treated or used to reduce environmental pollution, with the vinasse having the greatest impact. The present work has as a primitive problem the need to minimize the negative environmental impact generated by the accumulation of waste from fisheries production associated with the exploitation of oysters, so the general objective is to design a treatment plant where flour is used that is obtained from these residues to neutralize the acid character of the vinasse. To this end, the description of the technological process was made, consisting of a pre-treatment stage and an anaerobic digestion stage of the vinasse. The corresponding mass and energy balances were made, as well as the design of non-standard equipment and the selection of standard equipment. The production schedule and the electricity consumption diagram were prepared using the Microsoft Project and Excel software, respectively, to determine the production time and estimate the loads and peaks that can be generated in the system. The calculations corresponding to the reliability of the system were executed to consider the possibility of placing reserve equipment. An economic analysis was also carried out that showed the feasibility of the proposed technology, obtaining an NPV of 1 380 677,56 CUC; for a period of 10 years, recovering the investment made in the eighth years. Índice Introducción .................................................................................................................................. 1 Desarrollo ...................................................................................................................................... 4 1. 2. Descripción del proceso tecnológico ................................................................................ 4 1.1. Etapa de Pretratamiento de la Vinaza....................................................................... 5 1.2. Etapa de la Digestión Anaerobia ............................................................................... 6 Balance de masa y energía ................................................................................................ 8 2.1. Tanque de Recepción ................................................................................................ 8 2.2. Tanque de Homogenización ...................................................................................... 8 2.2.1. Determinación de la densidad de harina de conchas de ostiones .................... 8 2.2.2. Determinación experimental de la concentración de la harina a la salida del tanque de homogenización ............................................................................................... 9 3. 4. 2.3. Filtro Prensa ............................................................................................................ 11 2.4. Tanque de Almacenamiento ................................................................................... 11 2.5. Intercambiador de Calor ......................................................................................... 11 2.6. Tanque de Inóculo ................................................................................................... 14 2.7. Filtro Anaerobio de Flujo Ascendente ..................................................................... 14 2.8. Plan de producción anual ........................................................................................ 16 Dimensionamiento y selección de los equipos del proceso ........................................... 16 3.1. Dimensionamiento del Tanque de Homogenización .............................................. 17 3.2. Dimensionamiento de los reactores FAFA .............................................................. 21 3.3. Determinación de la carga de las bombas .............................................................. 23 3.4. Cronograma de producción..................................................................................... 27 3.5. Diagrama de consumo de electricidad de los equipos............................................ 28 Cálculos referentes a la fiabilidad del sistema ................................................................ 29 4.1. Diseño redundante .................................................................................................. 30 5. Plano de distribución de equipos .................................................................................... 32 6. Diseño del sistema de control ......................................................................................... 33 7. Lista preliminar de equipos ............................................................................................. 34 8. Propuesta del sistema de tratamiento de residuales ..................................................... 35 9. Análisis de prefactibilidad del proyecto de inversión ..................................................... 35 9.1. Costo de Inversión Total.......................................................................................... 36 9.1.1. Costo de Adquisición del Equipamiento Tecnológico (CAET).......................... 36 9.1.2. Método de Peters............................................................................................ 39 9.2. Costos Totales Anuales............................................................................................ 39 9.2.1. Costos Variables .............................................................................................. 39 9.2.2. Costos Fijos ...................................................................................................... 41 9.3. Ventas Anuales ........................................................................................................ 42 9.4. Flujo de Caja ............................................................................................................ 43 10. Simulación de una sección del proceso tecnológico ................................................... 44 Conclusiones ............................................................................................................................... 45 Recomendaciones ....................................................................................................................... 46 Bibliografía .................................................................................................................................. 47 Anexos ......................................................................................................................................... 49 Introducción Los impactos ambientales de la industria afectan de forma directa en la población. El gran reto es resolver estas problemáticas al mismo tiempo, sin comprometer las próximas generaciones. Para ello se hace necesario el diseño de una tecnología apropiada económica y tecnológicamente (Curbelo & Acosta, 2014). Las vías microbiológicas de producción de biogás a partir de sustratos biológicamente degradables, por digestión anaerobia, representan una excelente alternativa que ofrece soluciones eficientes (Lettinga & Hulshoff, 2000; Wesley & Barbosa, 2000). Esto es especialmente interesante dentro del campo de las instalaciones agroindustriales las que pueden cubrir una parte de sus necesidades energéticas a partir de sus propios residuales (Acosta, 2008; Lettinga & Hulshoff, 2000; Wesley & Barbosa, 2000). Las vinazas son el residuo líquido generado por las industrias licoreras durante el proceso de destilación del mosto fermentado, para la obtención de alcohol. Una destilería cubana convencional cuenta con una producción de etanol de 500 m3/d y puede generar 800 m3 de vinaza diariamente con una concentración entre 45 y 68 kg DQO/m3, de ahí la dimensión de su impacto ambiental, si no son tratadas o dispuestas adecuadamente. Este residuo o subproducto, se caracteriza por ser un líquido con un gran contenido de sólidos suspendidos, de color marrón o café oscuro, sabor a malta y olor a miel final, es un fluido newtoniano, presenta bajo pH (entre 3,5 y 5) y se genera a altas temperaturas (90 - 100°C) (Alzate, 2015). Muchas de las investigaciones para su tratamiento coinciden en que la Digestión Anaerobia es una alternativa interesante en el tratamiento de vinaza; debido a que reduce el contenido de materia orgánica, recupera energía en forma de biogás y se obtienen biofertilizantes El desarrollo de tecnologías para el tratamiento anaerobio de residuales de alta carga orgánica, estuvo, desde sus inicios, determinado por sus ventajas técnicas y económicas. A partir de la década de los años 80, los modelos de reactores anaerobios más utilizados para la biodegradación de residuales líquidos han sido ~1~ el Filtro Anaerobio de Flujo Ascendente (FAFA) y el Reactor Anaerobio de Flujo Ascendente (UASB por sus siglas en inglés). Con el establecimiento de estas tecnologías se alcanzan eficiencias en la eliminación de la materia orgánica superiores al 90%, y una producción de biogás asociada de 5 a 10 m3 por cada metro cúbico de volumen del reactor (J. L. Pérez & Cárdenas, 2000). Los sistemas de filtros anaerobios son reactores de contacto donde la biomasa bacteriana se encuentra inmovilizada en un material de soporte fijo y en suspensión entre los espacios que restan. En ellos el propio material de relleno actúa como separador de gas, recogiéndose éste en la parte superior del mismo. Estos sistemas presentan como principales ventajas el soportar modificaciones bruscas en la carga orgánica y presentar baja producción de sólidos biológicos lo que facilita su posterior tratamiento (Rajeshwari, Balakrishnan, Kansal, Lata, & Kishore, 2000). Como desventaja se le atribuyen la precipitación de inorgánicos y problemas de atascamiento (I. A. C. Díaz, 2013). En el escenario cubano solo existe una planta industrial que trata por digestión anaerobia en reactores UASB vinaza de destilería y el biogás producido solo es utilizado para generar vapor y para la cocción de alimentos (Lorenzo & Obaya, 2006), por lo que surge la necesidad de la creación de una nueva planta de tratamiento de vinaza de destilería por digestión anaerobia en reactores FAFA. Para neutralizar la acidez de la vinaza se le añade una porción de cal viva antes de alimentar el reactor, por lo que surge la posibilidad de tratar este residual con harina de concha de ostiones, que es un producto natural y posee alta concentración de carbonato de calcio. Los ostiones constituyen un recurso pesquero de alto valor nutritivo, sin embargo, la parte comestible del molusco representa aproximadamente el 6% de su masa total, por lo que el restante 94% constituye descarte o residuo con poca biodegradabilidad que se acumula en las plantas procesadoras con un alto impacto ambiental. Sin embargo, en Cuba el principal uso que se les ha dado es como material de relleno para calles o confección de piensos para animales en algunas ocasiones. ~2~ Problema Primitivo Necesidad de minimizar el impacto ambiental negativo generado por la acumulación de los residuos de la producción pesquera asociada al aprovechamiento de los ostiones, Por lo que el objetivo general es diseñar una planta de tratamiento donde se emplee la harina que se obtiene de estos residuos para neutralizar el carácter ácido de la vinaza. ~3~ Desarrollo 1. Descripción del proceso tecnológico Los impactos ambientales de la industria azucarera provocan una incidencia directa en la población, ya sea por la emisión de partículas, gases contaminantes y residuales sólidos o líquidos que dificultan el saneamiento ambiental de los asentamientos. Esto es provocado principalmente por el atraso tecnológico de la industria y la escasa educación ambiental de los colectivos laborales y de la población en general (Curbelo & Acosta, 2014). La agroindustria azucarera tiene la particularidad que al diversificarse para la obtención de energía y derivados produce residuos secundarios, siendo las vinazas de destilería las de mayor impacto; el cual ha constituido desde hace mucho tiempo un grave problema debido a su elevado poder contaminante, ocasionado por tener una carga orgánica muy alta. Es por ello, que se considera como un residuo líquido que impacta negativamente el ambiente, especialmente, al recurso hídrico, ya que disminuye la luminosidad de las aguas, la actividad fotosintética, y el oxígeno disuelto, produce además eutrofización del agua, contribuye al aumento de poblaciones de insectos y vectores, y como resultado al desarrollo de enfermedades (Curbelo & Acosta, 2014). Se han propuesto diferentes métodos para el tratamiento de las vinazas, dentro de los existentes se encuentran los métodos fisicoquímicos, químicos y biológicos; siendo estos últimos los más apropiados por la gran cantidad de compuestos orgánicos biodegradables que presentan en su composición. De acuerdo a esto y con el índice de biodegradabilidad, las vinazas requieren un tratamiento biológico; el cual busca reducir el contenido de materia orgánica y los nutrientes de las mismas (Curbelo & Acosta, 2014). Para el tratamiento de las vinazas a partir de un sistema biológico, se aplican a los efluentes biodegradables, una serie de microorganismos, que actúan para degradar la materia orgánica y los nutrientes. Además, es una opción viable en términos económicos puesto que es un sistema de bajo costo, a diferencia de los sistemas físico-químicos. ~4~ Por lo que se desea diseñar una Planta de Tratamiento de este residual anexa al Complejo Azucarero Industrial (CAI) "Héctor Molina" ubicado en el municipio San Nicolás perteneciente a la provincia de Mayabeque; que permita reducir considerablemente la carga orgánica de la vinaza a partir de dos etapas: una etapa primaria de pretratamiento de la vinaza donde se trata por todos los medios de alcanzar condiciones óptimas de desarrollo de los microorganismos para pasar a la siguiente etapa de digestión anaerobia, para obtener como producto principal biogás como fuente de energía y que pueda ser considerada en términos económicos una opción aceptable para la economía del país. Las vinazas se producen a razón de 8 a 20 litros por cada litro de etanol destilado, es por ello que se genera una gran cantidad de este residuo, llegando a la planta con una temperatura de 600C, un pH de 4,32 y una Demanda Química de Oxígeno (DQO) de 39,55 g/L, por lo que se hace necesario reducir esta alta carga contaminante a los niveles establecidos, que oscila entre 8 y 15 g/L según los Métodos normalizados para el análisis de aguas potables y residuales (APHA). 1.1. Etapa de Pretratamiento de la Vinaza La vinaza a tratar en esta etapa constituye un residual alcohólico obtenido en la destilería, a un flujo diario de 266 m 3 el cual es almacenado inicialmente en el Tanque de Recepción (TR-1). Posteriormente, es transportada por la bomba (B1) desde el TR-1 hasta el Tanque de Homogenización (TH), donde se le adicionan 4 toneladas diarias de harina de conchas de ostiones proveniente de la Empresa Pesquera Industrial ¨La Coloma¨, ubicada en la provincia de Pinar del Río, durante un tiempo de contacto de 6 horas necesarias para elevar su pH a un intervalo óptimo que oscila entre 6,5 y 7,5 para el buen desarrollo de los microorganismos en la digestión anaerobia. Luego de las 6 horas de contacto la vinaza sale a una temperatura de 50,250C. A continuación, la bomba (B-2) envía el fluido hacia el Filtro Prensa (FP) con el objetivo de eliminar la harina que no reaccionó con la vinaza y de esta manera evitar futuras incrustaciones en las operaciones que le siguen en el proceso. A la salida del FP la vinaza es impulsada por la bomba (B-3) hacia el Tanque de Almacenamiento (TA) para garantizar una continuidad de flujo en el proceso y ~5~ que de esta manera no se vea afectado por interrupciones; existiendo así un sistema que sea capaz de almacenar la vinaza en caso que se produzca un incidente. En este momento la vinaza aún presenta una temperatura de aproximadamente 500C que le impide la entrada a los reactores de Filtro Anaerobio de Flujo Ascendente (FAFA-1 y FAFA-2), por lo cual mediante la bomba (B-4) se hace trasegar la vinaza por un Intercambiador de Calor (IC) de tubos y coraza que emplea agua como medio de enfriamiento proveniente del Complejo Azucarero desde los 27 a 320C para reducir la temperatura de la vinaza hasta 370C, que es la temperatura óptima de desarrollo de los microorganismos en el intervalo mesófilo. 1.2. Etapa de la Digestión Anaerobia Anterior a esta operación se realiza la inoculación con el Tanque de Inóculo (TI) de uno de los dos reactores FAFA con que se cuenta; puesto que trabajan alternadamente con el objetivo de darle carácter continuo a esta etapa y reducir los tiempos de operación del proceso. Una vez inoculado el reactor, la bomba (B-5) transporta la vinaza hacia el reactor FAFA y se deja fermentar durante 24 horas, donde se va a obtener como producto principal el biogás para un volumen diario de 3 888,75 m3 compuesto fundamentalmente por metano con un 56% y como productos secundarios el lodo fertilizante y el efluente líquido. El efluente líquido de los reactores es transportado por una tubería para su disposición final en pipas cisternas y al sistema de fertirriego de la caña de azúcar. El biogás obtenido se almacena en un Gasómetro (GS) de campana móvil que se desliza por una estructura de acero, con capacidad de 200 m3. Los lodos generados en el fondo de los reactores se mezclan con la torta obtenida en el filtro prensa, posteriormente son secados en un Lecho de Secado de Lodos (LSL) para obtener un producto de excelentes propiedades para emplear como fertilizantes. A continuación, se muestra en la figura 1 el diagrama de bloques correspondiente al proceso. Además, en el Anexo 1 se puede apreciar el esquema tecnológico del proceso o diagrama de flujo representado en el software SuperPro Designer. ~6~ Etapa de Pretratamiento de la Vinaza Vinaza Recepción de la Vinaza Equipo: Tanque de Recepción Temperatura: 60 °C Harina de Conchas de Ostiones Homogenización de la Vinaza Equipo: Tanque de Homogenización Filtrado de la suspensión Equipo: Filtro Prensa Torta Almacenamiento de la Vinaza tratada Equipo: Tanque de Almacenamiento Enfriamiento de la Vinaza tratada Equipo: Tanque de Almacenamiento Temperatura: 37 °C Medio de enfriamiento: agua Etapa de Digestión Anaerobia Digestión Anaerobia Equipo: Filtros Anaerobios de Flujo Ascendente Temperatura: 37 °C Efluente líquido Biogás Fig. 1 Diagrama de bloques del proceso tecnológico. ~7~ Inóculo Lodo fertilizante 2. Balance de masa y energía Para obtener los resultados de los balances de masa y energía realizados se analizarán particularmente cada uno de los equipos que intervienen en el proceso, de esta manera se podrán efectuar análisis más detallados y tomar las decisiones más adecuadas para el proceso. 2.1. Tanque de Recepción Este tanque tiene simplemente la función de almacenar momentáneamente la vinaza que se obtiene del Complejo Azucarero Industrial, es decir; los 266 m3 diarios que son entregados a la planta de tratamiento. Por lo que esta misma cantidad será la procesada por el siguiente equipo. 2.2. Tanque de Homogenización El tanque de homogenización o también denominado reactor químico tiene como objetivo incrementar el pH ácido de la vinaza a partir de la adición de 4 toneladas diarias de harina de concha de ostiones (ver figura 2) que garantice una concentración suficiente para alcanzar el pH deseado. A partir de determinados experimentos realizados a escala de laboratorio se determinó la densidad de la harina de conchas de ostiones, la concentración a la salida del reactor, así como la conversión de la harina en la vinaza. Fig 2. Concha de ostiones. 2.2.1. Determinación de la densidad de harina de conchas de ostiones Para la realización de este experimento fueron medidas tres muestras en tres probetas diferentes, es decir; primeramente, se pesaron tres probetas vacías de ~8~ 10 mL cada una. Se llenaron los 10 mL de cada probeta con la harina de concha de ostiones, se pesaron nuevamente pero ahora con las probetas llenas. La resta entre el peso de las probetas llenas y las vacías dará como resultado la masa de la harina que fue pesada. A continuación, se dividieron estas masas entre el volumen de las probetas que es de 10 mL y de esta manera se obtiene la densidad. Fueron promediados los valores obtenidos alcanzando una densidad promedio de la harina de 1 340 kg/m3. A partir de este resultado pudo calcularse que la harina ocupaba un volumen de 2,98 m3 y unido al volumen de vinaza se lograría un volumen de aproximadamente 269 m 3. En la tabla 1 se muestran todos los resultados recogidos durante el experimento. Tabla 1. Parámetros experimentales en la determinación de la densidad de la harina de concha de ostiones. Muestras mprobeta mprobeta mharina (g) vacía (g) llena (g) Volumen ρ (g/mL) probeta (mL) 1 31 44 13 10 1,3 2 27,8 41,1 13,3 10 1,33 3 27,1 41 13,9 10 1,39 Promedio 1,34 2.2.2. Determinación experimental de la concentración de la harina a la salida del tanque de homogenización Para este experimento fueron empleados las siguientes herramientas de laboratorios: placas de Petri, erlenmeyer, probeta, kitasato (es un matraz comprendido dentro del material de vidrio de un laboratorio que podría definirse como un erlenmeyer con un tubo de desprendimiento o tubuladura lateral), papel de filtro y equipos comunes de laboratorio como la balanza analítica, el agitador magnético, la bomba de vacío y el horno. El siguiente procedimiento muestra cómo se procedió para la realización de esta experimentación. 1. Se midieron en una probeta por triplicado 100 mL de vinaza y se trasvasaron a tres erlenmeyers de 500 mL cada uno. ~9~ 2. Se pesaron por triplicado en la balanza analítica 1,5 g de la harina de concha de ostiones correspondiente a la concentración que se desea alcanzar en este caso para 100 mL de vinaza. 3. Se le adicionó la harina pesada a cada uno de los erlenmeyers y se puso a agitar en el agitador magnético a 200 min-1 durante 6 horas. 4. Se pesaron igualmente por triplicado las placas de Petri y los papeles de filtro, se preparó el kitasato y la bomba de vacío conectada por la tubuladura lateral. 5. A continuación, se filtraron cada una de las soluciones, los papeles de filtro lentamente se colocaron en las placas de Petri y se secaron en el horno con el objetivo de eliminar el agua residual que absorbieron. 6. Se pesaron nuevamente las placas de Petri con los papeles de filtro y la diferencia entre los pesos de las placas de Petri con los papeles de filtro secos y las placas de Petri con los papeles de filtro ya filtrados nos dio la masa de harina que quedó retenida o que no reaccionó. 7. Además, una vez filtrado se le midió el pH a la vinaza en un pH-metro para verificar que el pH se incrementó. En la tabla 2 se muestran todos los resultados recogidos durante el experimento. Tabla 2. Parámetros experimentales en la determinación de la concentración de la harina de cocha de ostiones. Muestras mplacaPetri mpapeldefiltro mplaca+papel mharina (g) pH vacía (g) (g) seco (g) 1 43,2191 3,7314 48,2528 1,3075 6,25 2 43,6310 2,4995 47,4620 1,3315 6,24 3 45,9080 3,2841 50,4693 1,2772 6,25 Promedio 1,3054 Al obtener como resultado que la harina residual fue de aproximadamente 1,30 g se determinó que representaba una conversión de 13,33% y que a la salida del reactor químico se podrían encontrar disuelto alrededor de 3 466,80 kg de harina, por lo que del reactor químico saldrían 268,6 m3. ~ 10 ~ 2.3. Filtro Prensa Debido fundamentalmente a que en la vinaza quedaban disuelto 3 466,80 kg de harina se decidió emplear un filtro prensa que garantizara la eliminación de la harina casi en su totalidad. Para ello previamente se seleccionó un filtro que poseía una capacidad de retención de 10 kg/m2 ("Filtros prensa," 2018a), este equipo tenía la posibilidad de emplear placas de diferentes dimensiones. En función del área que facilitan las placas, la capacidad de retención y la cantidad de harina que se encontraba disuelta; así como el costo que podrían generar placas de grandes dimensiones se seleccionó una placa de 2,5x2,5 m. Según ("Filtros prensa," 2018b), el filtro prensa presenta un 90% de retención de sólidos por lo que se conseguiría una torta húmeda de 3 120,12 kg, considerando que esta torta presenta un 70% de sólidos en materia seca y un 30 % de humedad ("Filtros prensas diseñados y perfeccionados para la filtración de los productos en las pequeñas y medianas empresas," 2018) se puede afirmar que diariamente se alcanzarían alrededor de 2,18 toneladas de torta seca. 2.4. Tanque de Almacenamiento En comparación con el tanque de recepción este tanque de almacenamiento tiene la función de garantizar la seguridad del proceso durante una interrupción, es decir; en él se puede almacenar la vinaza de hasta 2 días de trabajo de esta manera le provee al proceso un carácter continuo. 2.5. Intercambiador de Calor La transferencia de calor se realiza para enfriar la vinaza tratada a la temperatura más adecuada para el desarrollo de los microrganismos. Para ello se sigue el siguiente procedimiento descrito en (Montané; Morales, 2001): 1. Determinación de la diferencia de temperatura verdadera Para realizar el balance de energía del intercambiador de calor se partió de los datos iniciales: el flujo de vinaza a procesar 11 470 kg/h, el valor de la temperatura de la vinaza a la entrada del IC igual a 50°C y la salida de esta a 37°C; siendo el agua el medio refrigerante. Se utilizan tuberías 1 BWG 12 de ~ 11 ~ 4,87 m de longitud y pasos entre tubos de 0,031 m. La diferencia de temperatura verdadera del sistema se determina a partir de la ecuación 1. 𝛥𝑇𝑣 = 𝑓𝑡 · 𝑀𝐿𝐷𝑇 ec. 1 Donde 𝛥𝑇1: Diferencia entre la temperatura de entrada del fluido caliente y la de salida del líquido refrigerante. 𝛥𝑇2: Diferencia de temperatura entre la salida del fluido caliente y la entrada del fluido frio. ft: Factor de corrección 𝑀𝐿𝐷𝑇 = 𝛥𝑇1−𝛥𝑇2 𝐿𝑛 ec. 2 𝛥𝑇1 𝛥𝑇2 El MLDT está sujeto a un factor de corrección (ft), que se obtiene a partir de los términos siguientes. R= 𝑇(𝑒𝑛𝑡𝑟𝑎𝑑𝑎.𝑣𝑖𝑛𝑎𝑧𝑎)−𝑇(𝑠𝑎𝑙𝑖𝑑𝑎.𝑣𝑖𝑛𝑎𝑧𝑎) ec. 3 𝑇(𝑠𝑎𝑙𝑖𝑑𝑎.𝑎𝑔𝑢𝑎)−𝑇(𝑒𝑛𝑡𝑟𝑎𝑑𝑎.𝑎𝑔𝑢𝑎) 𝑇(𝑠𝑎𝑙𝑖𝑑𝑎.𝑎𝑔𝑢𝑎)−𝑇(𝑒𝑛𝑡𝑟𝑎𝑑𝑎.𝑎𝑔𝑢𝑎) S= 𝑇(𝑒𝑛𝑡𝑟𝑎𝑑𝑎.𝑣𝑖𝑛𝑎𝑧𝑎)−𝑇(𝑒𝑛𝑡𝑟𝑎𝑑𝑎.𝑎𝑔𝑢𝑎) ec. 4 El factor ft se obtiene del gráfico de la página 933 del (Kern, 1999), interpolando los valores de R y S obtenidos, ft = 0,96. 2. Determinación del coeficiente total de diseño. Para obtener el valor del coeficiente total para el diseño, primeramente, se debe suponer un valor de Ud por la tabla 8 de la página 945 del (Kern, 1999), que está sujeto al tipo de fluido con que opera el intercambiador (agua-solución orgánica ligera), Ud(supuesto)=500 W/m2 °C. 3. Calculo del área de transferencia de calor. El área de transferencia de calor se determina por la siguiente expresión: 𝑄 = 𝐴0 · 𝑈𝑑 · 𝛥𝑇𝑣 ec. 5 𝑄 = 𝑚 · 𝐶𝑝 · 𝛥𝑇 ec. 6 𝐴0 = 𝑚·𝐶𝑝 ·𝛥𝑇 ec. 7 𝑈𝑑 ·𝛥𝑇𝑣 ~ 12 ~ Donde: 𝐴0 : Área de trasferencia de calor m: flujo de líquido refrigerante 𝐶𝑝 : capacidad calorífica del fluido refrigerante 𝛥𝑇: diferencia de temperatura entre la entrada y la salida del intercambiador 𝑈𝑑 : coeficiente total de diseño 𝛥𝑇𝑣: diferencia de temperatura verdadera El área calculada debe ser corregida de acuerdo al número de tubos con los que contará el intercambiador, número de tubos que se estandariza por la tabla 9 de la página 947 del (Kern, 1999), para lo cual se debe obtener previamente un número de tubos supuesto, que está acorde al área supuesta calculada. 𝐴0 = 𝑁𝑡 · 𝐿 · 𝐴𝑒𝑥𝑡 ec. 8 𝐴 𝑁𝑡 = 𝐿·𝐴0 ec. 9 𝑒𝑥𝑡 Donde: 𝑁𝑡 : número de tubos. L: longitud de cada tubo. A: área exterior de los tubos Por tanto, el número de tubos supuesto es Nt = 55,72; este valor lo estandarizamos por la tabla 9 de la página 947 del (Kern, 1999) y hallamos el valor más próximo al calculado, Nt(estándar) = 55. Con el valor estándar del número de tubos se obtiene el diámetro interior de la coraza = 0,3 m y el paso entre tubos; 1 paso. Una vez determinados todos los datos necesarios, se calcula el área real del intercambiador de calor. 𝐴𝑐𝑜𝑟𝑟𝑒𝑔𝑖𝑑𝑎 = 𝑁𝑡 𝑐𝑜𝑟𝑟𝑒𝑔𝑖𝑑𝑜 · 𝐿 · 𝐴𝑒𝑥𝑡 ec. 10 𝐴𝑐𝑜𝑟𝑟𝑒𝑔𝑖𝑑𝑎 = 21,4 𝑚2 ~ 13 ~ 2.6. Tanque de Inóculo El tanque de inóculo sirve para almacenar la biomasa que debe ser empleada en la inoculación del Filtro Anaerobio de Flujo Ascendente a utilizar en ese momento, según (IDAE, 2007) debe inocularse el filtro con una cantidad de biomasa de hasta un 30% del volumen a ser procesado; lo que equivale aproximadamente a 80 m3. La biomasa inicial empleada como inóculo en la puesta en marcha de los reactores FAFA, provino del Reactor Anaerobio de Flujo Ascendente (UASB por sus siglas en inglés) ubicado en la empresa azucarera “Heriberto Duquesne”. El inóculo fue alimentado con vinaza cruda como sustrato para garantizar su adaptación al medio lo más rápido posible, se mantuvo por un período de 20 días en condiciones anóxicas a 30 ± 2ºC hasta el momento de su utilización. 2.7. Filtro Anaerobio de Flujo Ascendente Para los reactores FAFA los balances de masa y energía se dirigieron específicamente en la obtención de las cantidades de los productos principal y secundarios. Para ello se siguió el siguiente procedimiento: 1. Se asumieron los siguientes valores: rendimiento del metano 0,276 m3/kgDQO, rendimiento del reactor FAFA 75% y porcentaje de metano en el biogás 56 %. 2. Se calculó la DQO de salida a partir de la ecuación 11, dando como resultado 9,89 kg/m3. 𝐷𝑄𝑂𝑠𝑎𝑙 = (1 − 𝜂𝐹𝐴𝐹𝐴 )𝐷𝑄𝑂𝑎𝑙 ec. 11 Donde: 𝜂𝐹𝐴𝐹𝐴 : rendimiento del reactor FAFA igual a 75% 𝐷𝑄𝑂𝑎𝑙 : Demanda Química de Oxígeno de alimentación igual a 39,55 kg/m 3 3. Se calculó la DQO removida a partir de la ecuación 12, dando como resultado 29,66 kg/m3. 𝐷𝑄𝑂𝑟𝑒𝑚 = 𝐷𝑄𝑂𝑎𝑙 − 𝐷𝑄𝑂𝑠𝑎𝑙 ec. 12 ~ 14 ~ 4. Se calculó la cantidad de metano producido por la ecuación 13, dando como resultado 2 177,7 m3/d. 𝐶𝑚𝑒𝑡𝑎𝑛𝑜 = 𝑄 · 𝜂𝑚𝑒𝑡𝑎𝑛𝑜 · 𝐷𝑄𝑂𝑟𝑒𝑚 ec. 13 Donde: 𝑄: flujo volumétrico de vinaza igual a 266 m3 𝜂𝑚𝑒𝑡𝑎𝑛𝑜 : rendimiento de metano igual a 0,276 m3/kg DQO 𝐷𝑄𝑂𝑟𝑒𝑚 : Demanda Química de Oxígeno removida igual a 29,66 kg/m3 5. Se calculó la cantidad de biogás producido por la ecuación 14, dando como resultado 3 888,75 m3/d. 𝐶𝑏𝑖𝑜𝑔á𝑠 = 𝐶𝑚𝑒𝑡𝑎𝑛𝑜 ec. 14 %𝑚𝑒𝑡𝑎𝑛𝑜𝑏𝑖𝑜𝑔á𝑠 Donde: 𝐶𝑚𝑒𝑡𝑎𝑛𝑜 : cantidad de metano producido igual a 2 177,7 m3/d %𝑚𝑒𝑡𝑎𝑛𝑜𝑏𝑖𝑜𝑔á𝑠 : Porcentaje de metano en el biogás igual a 56% 6. Se calculó la cantidad de lodo húmedo producido por la ecuación 15, dando como resultado 11,27 t/d. 𝐶𝐿𝐻 = ( 0,1·𝑄·𝜂𝐹𝐴𝐹𝐴 ·𝐷𝑄𝑂𝑎𝑙 ) 0,7 ec. 15 100 7. Asumiendo que este lodo presenta un 10% de materia sólida seca se calcula por la ecuación 16 la cantidad de lodo seco, dando como resultado 1,13 t/d. 𝐶𝐿𝑆 = 𝐶𝐿𝐻 · 0,1 ec. 16 8. Fue asumido también que durante todo el proceso sólo se pierde el 5% de la vinaza que fue recepcionada al principio de este, por lo que se calculó el volumen de efluente líquido producido por la ecuación 17, dando como resultado 252,7 m3/d. 𝑉𝐸𝐿 = 𝑄 · 0,5 ec. 17 ~ 15 ~ 2.8. Plan de producción anual A modo de resumen, para el proceso en cuestión se tuvo en cuenta que la planta trabaja continuamente durante 250 días en turnos de 8 horas; las 24 horas del día. Esto se debe fundamentalmente a que depende del período en que se realiza la zafra azucarera y del suministro que provee de harina de concha de ostiones la Empresa Pesquera Industrial ¨La Coloma¨. A continuación, se expone de forma resumida el plan de producción anual. Tabla 3. Plan de producción anual Materias Primas Vinaza (m3/año) 66 500 Harina de concha de 1 000 ostiones (t/año) Materiales de producción Inóculo (m3/año) 120 000 Productos Efluente líquido 63 175 (m3/año) Biogás (m3/año) 972 187,5 Lodos fertilizantes 827,5 (t/año) 3. Dimensionamiento y selección de los equipos del proceso Actualmente existen en el mercado mundial una gran variedad de ofertas de equipamientos tecnológicos que son empleados para diferentes propósitos. Aquellos equipos que son fabricados sin tener en cuenta las necesidades de procesos específicos, sino con características de diseño predeterminadas, son los llamados equipos Standard y no cubren todas las necesidades del ingeniero químico enfrascado en el diseño de un proceso. Esta situación se puede dar en cualquier etapa del desarrollo de dicho diseño, ya sea a escala de banco o planta industrial. Generalmente las bombas, los tanques, los filtros prensas y un gran número de equipos Standard se pueden seleccionar de la amplia oferta ~ 16 ~ existente, sin embargo, los reactores, ciertos tipos de fermentadores, tanques agitados, entre otros equipos; tienen que fabricarse específicamente según las dimensiones características que permiten que las reacciones y los procesos ocurran según lo previsto. A este tipo de equipo se le denomina equipo no Standard. 3.1. Dimensionamiento del Tanque de Homogenización Para el diseño del dicho tanque y del sistema de agitación se siguió la metodología empleada en (Gates, Morton, & Fondy, 1976): 1. Cálculo del diámetro del reactor El reactor a diseñar es cilíndrico con un fondo cónico, es por ello que el diseño se hará en función del volumen de vinaza a procesar teniendo en cuenta un 20% de sobrediseño, es decir; 323 m3. 𝜋 𝜋 𝑉𝑟𝑒𝑎𝑐𝑡𝑜𝑟 = 4 · 𝐷2 · ℎ1 + 12 · 𝐷2 · ℎ2 ec. 18 Donde: D: diámetro del reactor ℎ1 : altura del cuerpo cilíndrico del reactor ℎ2 : altura del fondo cónico del reactor Tomando en cuenta que h1 = D y que h2 = 1/3D, entonces la ecuación 18 quedaría simplificada de la forma siguiente: 𝜋 𝜋 𝑉𝑟𝑒𝑎𝑐𝑡𝑜𝑟 = 4 · 𝐷3 + 36 · 𝐷3 ec. 19 Al despejar el diámetro de la ecuación 19 se obtuvo un valor de diámetro del reactor de 7,2 m que sería igual a la altura del cuerpo cilíndrico del reactor y una altura del fondo cónico del reactor igual a 2,4 m. Para una altura total del reactor o tanque de homogenización de 9,6 m. 2. Cálculo de la altura del líquido Para calcular la altura del líquido en el reactor se tiene en cuenta el volumen que ocupa este, es decir; 269 m3 y se despeja de la ecuación 18 la altura del cuerpo ~ 17 ~ cilíndrico del reactor (h1) dando como resultado 5,8 m y se suma a este valor la altura del fondo cónico del reactor, siendo la altura del líquido de 8,2 m. Los siguientes pasos están en función de diseñar el sistema de agitación. 3. Cálculo de la gravedad específica 𝜌 (𝑆𝑔 ) = 𝜌 𝑙 𝐿 ec. 20 𝑟 Donde: (𝑆𝑔 ) : gravedad específica de la vinaza 𝐿 𝜌𝑙 : densidad de la vinaza igual a 1 019,85 kg/m3 (Alzate, 2015) 𝜌𝑟 : densidad de referencia (agua a 101,3 kPa) igual a 1 000 kg/m 3 𝜌 (𝑆𝑔 ) = 𝜌𝑠 𝑆 ec. 21 𝑟 Donde: (𝑆𝑔 ) : gravedad específica de la harina de concha de ostiones 𝑆 𝜌𝑠 : densidad de la harina de concha de ostiones igual a 1 340 kg/m3 (𝑆𝑔 ) = 𝑆𝐿 𝜌𝑠𝐿 ec. 22 𝜌𝑟 Donde: (𝑆𝑔 ) : gravedad específica de la mezcla 𝑆𝐿 𝜌𝑠 : densidad de la mezcla igual a 1 023 kg/m 3 Dando como resultado que: (𝑆𝑔 ) = 1,01985 𝐿 (𝑆𝑔 ) = 1,34 𝑆 (𝑆𝑔 ) 𝑆𝐿 = 1,023 4. Cálculo del volumen equivalente 𝑉𝑒𝑞 = (𝑆𝑔 ) 𝑉 𝑆𝐿 ~ 18 ~ Donde: V: volumen aplicar al reactor en galones: 71 062,28 gal 𝑉𝑒𝑞 = 72 696,71 𝑔𝑎𝑙 ≈ 75 000 𝑔𝑎𝑙 5. Cálculo de la velocidad de diseño Para determinar la velocidad de diseño primeramente se necesita estimar la velocidad terminal, conociendo el tamaño de las partículas que es 500 µm y la diferencia entre las gravedades específicas de la harina de concha de ostiones y la vinaza, es decir; (𝑆𝑔 ) − (𝑆𝑔 ) = 0,32015 ≈ 0,25. Con estos 2 parámetros se 𝑆 𝐿 busca en la siguiente figura la velocidad terminal. Fig 3. Gráfico de la velocidad terminal del sólido en la mezcla (Gates et al., 1976). 𝑢𝑡 = 4 𝑝𝑖𝑒/𝑚𝑖𝑛 A partir de la figura 4 se determina un factor de corrección en función del % de sólidos: Fig 4. Factores de corrección para la velocidad del sólido (Gates et al., 1976). ~ 19 ~ Como el factor de corrección es 1 la velocidad terminal es igual a la velocidad de 𝑝𝑖𝑒 𝑝𝑖𝑒 diseño, por tanto; 𝑢𝑑 = 𝑢𝑡 = 4 𝑚𝑖𝑛 ≈ 10 𝑚𝑖𝑛 . De acuerdo con (Gates et al., 1976) fue seleccionado la escala 9 la cual permite una distribución homogénea de los sólidos. A partir de la escala seleccionada, el volumen equivalente y la velocidad de diseño se puede escoger en la figura 5 la potencia del agitador y su velocidad. Fig 5. Potencia y velocidad de agitación para sólidos en suspensión (Gates et al., 1976). ~ 20 ~ Por tanto, se obtuvieron 4 juegos de valores de potencia y velocidad de agitación, en función del diámetro del impelente se elegirá el más adecuado para el proceso. 6. Determinación del número de impelentes. Para la determinación simplemente debe calcular la relación altura del líquido entre diámetro del reactor; si dicha relación alcanza un valor inferior o igual a 1,2 entonces se empleará un solo impelente, si la relación es mayor que 1,2 pero menor o igual a 1,8 entonces tendrá dos impelentes. 𝐻 8,2 𝑚 = = 1,14 𝐷 7,2 𝑚 7. Cálculo del diámetro del impelente La determinación del diámetro del impelente se realizará mediante la ecuación 23 para cada uno de los juegos de valores obtenidos de la figura 5. 𝐻𝑝 𝐷 = 394 (𝑛·𝑁3 (𝑆 𝑔 )𝑆𝐿 0,2 ) ec. 23 Donde: 𝐻𝑝 : potencia obtenida de la figura 5 n: número de impelente N: velocidad de agitación De esta manera se obtienen los siguientes diámetros: 𝐷400/56 = 116 𝑝𝑢𝑙𝑔 = 2,95 𝑚 𝐷300/45 = 125 𝑝𝑢𝑙𝑔 𝐷250/37 = 135 𝑝𝑢𝑙𝑔 𝐷200/50 = 147 𝑝𝑢𝑙𝑔 Por lo que lo más recomendable es escoger el impelente de menor diámetro; en este caso 2,95 m. 3.2. Dimensionamiento de los reactores FAFA Los Filtros Anaerobios de Flujo Ascendente o mejor denominados digestores anaerobios también fueron dimensiones pero a partir del Método de las cargas según (Gutiérrez, 2010). Estos tipos de reactores son de segunda generación ~ 21 ~ (ver figura 6) y se caracterizan por presentar un sistema en donde la biomasa bacteriana se encuentra, en parte inmovilizada en un material de soporte fijo y en parte en suspensión entre los espacios vacíos que restan. El propio material de relleno actúa como separador de gas, que se recoge en la parte superior, proporcionando zonas de reposo para la sedimentación de los sólidos que se encuentran en suspensión. Es aconsejable emplear este tipo de reactor para aguas residuales con una carga orgánica volumétrica moderada, soluble o que se degrade fácilmente convirtiéndose en compuestos solubles (F. J. M. Pérez, 2007). Fig 6. Filtro Anaerobio de Flujo Ascendente El método de las cargas es tradicional para el diseño de digestores anaerobios. Brinda buenos resultados en la medida que los criterios que se utilicen se basen en la experiencia previa, sin extrapolar resultados anteriores a una nueva situación. Este método determina el volumen requerido de reactor en función de una carga asumida. Para este diseño el factor de carga asumido fue de 10 kg DQO/m3d (F. J. M. Pérez, 2007). 𝐵𝑣 = 𝐶𝑜∙𝑄 ec. 24 𝑉𝑟 donde: Bv: Carga Orgánica Volumétrica (kg DQO/m3d) C0: Concentración de DQO del afluente igual a 39,55 kg/m3 ~ 22 ~ Q: Flujo volumétrico alimentado igual a 266 m3/d Vr: Volumen del reactor (m3) Por tanto, se despeja de la ecuación 24 el volumen del reactor y se obtiene que es igual a 1 053 m3. Tomando en consideración que la forma más común en el mercado para estos filtros anaerobios es cilíndrica y que su altura debe ser superior a su diámetro; se decidió que h = 3D. Partiendo de la ecuación 25 fue despejado el diámetro y calculado la altura. 𝜋 𝑉𝑟 = 4 𝐷2 ℎ ec. 25 Resultando en un valor de 7,64 m de diámetro y 22,9 m de altura. 3.3. Determinación de la carga de las bombas Método corto para calcular el diámetro óptimo de tuberías y la velocidad media del fluido (González & García): Para determinar el diámetro óptimo y la velocidad media de fluidos newtonianos, como es el caso de la vinaza, se hace uso de la siguiente expresión, la cual es función del flujo que se desea trasegar por las tuberías: Diámetro: 𝑔𝑎𝑙 Para flujos mayores que 1 200 𝑚𝑖𝑛: 𝐷0 = 0,20√𝑄 ec. 26 Donde 𝑔𝑎𝑙 Q = 2 342,33 𝑚𝑖𝑛 𝐷0 = 9,68 𝑝𝑢𝑙𝑔 𝐷0 = 10 𝑝𝑢𝑙𝑔 = 0,254 𝑚 Velocidad media: 𝑣= 𝑄 ec. 27 𝐴 ~ 23 ~ Donde 𝑚3 Q = 8,66 𝑚𝑖𝑛 𝐴= 𝜋 𝐷2 ec. 28 4 𝐴 = 0,0507 𝑚2 Utilizando la expresión 27: 𝑣 = 170,91 𝑚 𝑚 = 2,85 𝑚𝑖𝑛 𝑠 Método para determinar la carga y la potencia mínima de las bombas a emplear para el trasiego de la vinaza (González & García): La carga y la potencia mínima de las bombas se obtuvieron mediante el análisis del sistema de flujo de vinaza desde el nivel de vinaza en el tanque de recepción hasta la succión de la bomba B-1. (ver figura 7) 6m 1m 4,5 m Fig 7. Representación esquemática del sistema bomba-tubería Carga: Balance de energía mecánica H= ∆P + ∆𝑧 + ρg ∆∝𝑣 2 2𝑔 + ℎ𝑝 fL v2 𝑜 2g hp = [𝐷 + ∑ K i ] ec. 29 ec. 30 ~ 24 ~ Donde H: carga de la bomba ∆P: diferencia de presión en el sistema = 101 325 Pa ∆Z: diferencia de altura = 7 m 𝑚 g: gravedad = 9,81 𝑠2 𝑘𝑔 ρ: densidad del fluido = 1 019,85 𝑚3 v: velocidad media = 2,85 𝑚 𝑠 : Factor de corrección de energía cinética hp: Pérdidas totales en accesorios y por efectos friccionales en tubería Do: diámetro = 0,254 m L: Longitud = 4,5 m µ: Viscosidad = 10-3 Pa·s f: factor de fricción e: rugosidad = 2·10-4 m 𝑒 ɛ: rugosidad relativa = 𝐷 𝑜 K: Coeficientes de resistencia locales Tabla 4. Coeficientes de Resistencia locales (Vega & Puyans, 2006) Accesorios Coeficientes de resistencia Borde redondeado 0,04 1 codos de 90˚ 0,75 1 válvula de cheque 2 ∑ 𝐊𝐢 2,79 El valor del factor de fricción depende del Reynolds (Re) y de la rugosidad relativa (ɛ) ~ 25 ~ 1 √𝑓 = −2log[ 𝑅𝑒 = 𝑒 𝐷𝑜 3,7 6,81 + ( 𝑅𝑒 )0,9 ] ec. 31 𝑉·𝐷0 ·ρ ec. 32 µ Sustituyendo valores en las ecuaciones 32 y 31 se obtiene: Re = 738 300 f = 0,019 Con estos datos se obtiene el valor de las pérdidas totales en la ecuación 30: hp = 1,29 m A partir de la ecuación 29 se obtiene la carga de la bomba: H = 18,42 m Potencia mínima consumida por las bombas: Para determinar la potencia mínima consumida por las bombas se fija una eficiencia del 80%. 𝑵 η = 𝑁′ ec. 33 Donde η: Eficiencia de la bomba N: potencia útil N´: potencia consumida por las bombas Para el cálculo de la potencia útil (N) se utiliza la expresión siguiente: 𝑁 = 𝑄∗𝐻∗⍴∗𝑔 ec. 34 Sustituyendo valores en 34 se obtiene: N= 27,25 kW Despejando de la ecuación 33 y sustituyendo valores se obtiene: ~ 26 ~ N´= 34,0625 kW A partir de estos valores calculados se pudo seleccionar las bombas a utilizar en el proceso de diversos catálogos analizados, tomando como opción final una bomba en bancada con motor estándar con acoplamiento elástico de 2 polos de 2 900 rpm, modelo NSCF 80-200/370/W25VCC4 ("Catálogo - Tarifa 2018," 2018). (ver figura 8) Fig 8. Diagrama de Q vs H ("Catálogo - Tarifa 2018," 2018). 3.4. Cronograma de producción El cronograma de producción se realizó en función de las dos etapas por las que está compuesto el proceso, a pesar de ello muchas de las operaciones principales abarcan un tiempo prolongado por lo que su representación se apreciará dividida. A continuación, se presentan en cada una de dichas etapas. Fig 9. Cronograma de producción para la Etapa de Pretratamiento de la vinaza. ~ 27 ~ Fig 10. Cronograma de producción para la Etapa de la Digestión Anaerobia. Fig 11. Continuación del cronograma de producción para la Etapa de la Digestión Anaerobia. 3.5. Diagrama de consumo de electricidad de los equipos Para los diagramas de consumo de los servicios auxiliares se decidió realizar como el más recomendable el relacionado con la electricidad, ya que la planta no emplea vapor de agua y el uso del agua se ve limitado a muy pocos equipos en comparación con el consumo eléctrico de los equipamientos tecnológicos. Diagrama de consumo de electricidad TH 300 250 200 150 100 50 B-1 B-2 B-3 B-4 B-5 0 8:00 a. m. - 9:00 a. m. - 3:00 p. m. - 5:30 p. m. - 6:30 p. m. - 11:00 p. m. 8:30 a. m. 3:00 p. m. 3:30 p. m. 6:00 p. m. 7:00 p. m. -11:30 p. m. Fig 12. Diagrama de consumo de electricidad. ~ 28 ~ 4. Cálculos referentes a la fiabilidad del sistema La fiabilidad es la probabilidad de que un sistema o equipo funcione de manera satisfactoria en un período de tiempo de trabajo dado, cuando se use bajo condiciones de operación especificadas. El análisis de fiabilidad se realiza en una planta para determinar si es necesario instalar equipos de reserva para aumentar la fiabilidad del sistema. Esta toma valores entre 0 y 1, cuanto más se acerque a cero menos fiable es el equipo o el sistema, es decir que es más sensible a las roturas y existe una mayor probabilidad de que el proceso productivo se detenga producto a una interrupción, todo lo contrario, cuando se acerca a 1. El cálculo de la fiabilidad del sistema (Res) depende de la fiabilidad de cada equipo (Rei) que lo compone, la cual puede determinarse mediante la ecuación 35 en función de cómo trabaje el sistema, es decir; en paralelo o en serie, este último es el caso del proceso en cuestión. 𝑅𝑒𝑠 = 𝜋𝑅𝑒𝑖 ec. 35 A partir de los expuesto anteriormente se calcula la fiabilidad de la Etapa de Pretratamiento de la vinaza donde ocurren la mayor cantidad de operaciones en el proceso. A continuación, se muestran las fiabilidades de los equipos, así como la de esta sección calculada por la ecuación 35. Tabla 5. Fiabilidad de los equipos y de la sección analizada. Equipos Cantidad Rei Tanque de Recepción 1 1 Bombas 4 0,8 Tanque de Homogenización 1 0,95 Filtro Prensa 1 1 Tanque de Almacenamiento 1 1 Intercambiador de Calor 1 1 Res 0,389 Es necesario aclarar que la fiabilidad del tanque de homogenización está asociado a su sistema de agitación que al trabajar durante 6 horas diarias tiene una ligera probabilidad de fallar. ~ 29 ~ Con la fiabilidad de esta sección se puede determinar el tiempo efectivo a partir de la ecuación 36. 𝑡𝑒𝑓𝑒𝑐𝑡𝑖𝑣𝑜 = 𝑅𝑒𝑠 · 𝑡𝑜𝑝𝑒 𝑎𝑛𝑢𝑎𝑙 ec. 36 Donde 𝑡𝑜𝑝𝑒 𝑎𝑛𝑢𝑎𝑙 : es el tiempo de operación anual; es decir, 250 días Después se calcula el tiempo de fallo como la diferencia entre el tiempo de operación anual y el tiempo efectivo. Se calculan las pérdidas económicas anuales por fallo mediante la ecuación 38. 𝑡𝑓𝑎𝑙𝑙𝑜 = 𝑡𝑜𝑝𝑒 𝑎𝑛𝑢𝑎𝑙 − 𝑡𝑒𝑓𝑒𝑐𝑡𝑖𝑣𝑜 ec. 37 𝑃é𝑟𝑑𝑖𝑑𝑎𝑠𝑒𝑐𝑜𝑛 = 𝑡𝑓𝑎𝑙𝑙𝑜 · 𝐺𝑎𝑛𝑎𝑛𝑐𝑖𝑎𝑠𝑑𝑖𝑎𝑟𝑖𝑎𝑠 ec. 38 Donde 𝐺𝑎𝑛𝑎𝑛𝑐𝑖𝑎𝑠𝑑𝑖𝑎𝑟𝑖𝑎𝑠 : son las ganancias que se obtienen en un día de trabajo, que serían 9 047,85 CUC Finalmente se calculan los costos por fallo del sistema a partir de la ecuación 39. 𝐶𝑝𝑓𝑠 = (1 − 𝑅𝑒𝑠 )𝑃é𝑟𝑑𝑖𝑑𝑎𝑠𝑒𝑐𝑜𝑛 ec. 39 A continuación, se muestran los resultados obtenidos producto de los cálculos realizados. Tabla 6. Resultados del cálculo de los costos por fallos del sistema. 𝒕𝒆𝒇𝒆𝒄𝒕𝒊𝒗𝒐 (𝒅í𝒂𝒔) 𝒕𝒇𝒂𝒍𝒍𝒐 (𝒅í𝒂𝒔) 𝑷é𝒓𝒅𝒊𝒅𝒂𝒔𝒆𝒄𝒐𝒏 (𝑪𝑼𝑪) 𝑪𝒑𝒇𝒔 (𝑪𝑼𝑪) 97,28 152,72 1 381 749,49 844 083,12 4.1. Diseño redundante Una de las medidas principales que se emplean en un proceso tecnológico para aumentar la fiabilidad del sistema es la aplicación del diseño redundante, es decir; la incorporación al sistema de equipos de reserva con una disposición en paralelo en las etapas u operaciones más críticas (de baja fiabilidad) del proceso, para ponerlos en operación en el momento en que fallen y por supuesto que la compra de estos pueda ser justificada económicamente. De manera particular se hará el diseño redundante en las bombas que intervienen en la Etapa de Pretratamiento de la vinaza que constituyen los equipos de menor fiabilidad. ~ 30 ~ Para calcular la fiabilidad y evaluar la factibilidad económica de un diseño redundante primeramente se considera la ocurrencia de eventos posibles y se calculan sus probabilidades: a) No falla el sistema y la probabilidad se calcula mediante la ecuación 40. 𝑝1 = 𝑅𝑒𝑠 ec. 40 b) Falla la bomba B-1 y entra la que está de reserva y la probabilidad se calcula mediante la ecuación 41. 𝑝2 = (1 − 𝑅𝑒𝐵−1 )𝑅𝑒𝑠 ec. 41 c) Falla la bomba B-2 y entra la que está de reserva y la probabilidad se calcula mediante la ecuación 42. 𝑝3 = (1 − 𝑅𝑒𝐵−2 )𝑅𝑒𝑠 ec. 42 d) Falla la bomba B-3 y entra la que está de reserva y la probabilidad se calcula mediante la ecuación 43. 𝑝4 = (1 − 𝑅𝑒𝐵−3 )𝑅𝑒𝑠 ec. 43 e) Falla la bomba B-4 y entra la que está de reserva y la probabilidad se calcula mediante la ecuación 44. 𝑝5 = (1 − 𝑅𝑒𝐵−4 )𝑅𝑒𝑠 ec. 44 f) El sistema puede fallar por cualquier otro motivo y la probabilidad es la suma de eventos anteriores, ecuación 45. 𝑝6 = 𝑅𝑒𝑠′ = 𝑝1 + 𝑝2 + 𝑝3 + 𝑝4 + 𝑝5 ec. 45 Como ya se tiene el valor de la fiabilidad del sistema con redundancia se calculan los costos por fallos de sistema como mismo se realizó con la ecuación 39. Tabla 7. Resumen de los cálculos realizados. Probabilidad 𝑪𝒑𝒇′𝒔 (𝑪𝑼𝑪) p1 0,389 p2 0,078 p3 0,078 p4 0,078 p5 0,078 p6 0,701 413 386,28 Cabe notar que la probabilidad del sistema con redundancia es mucho mayor que el sistema sin redundancia. ~ 31 ~ Para evaluar la factibilidad económica del diseño redundante se debe calcular el costo marginal por fallo a partir de la ecuación 46 y se compara con el costo de adquisición del equipamiento tecnológico (CAET) de la bomba que se desea poner de reserva. 𝐶𝑚𝑓 = Cpf𝑠 − Cpfs′ ec. 46 𝐶𝑚𝑓 = 430 696,84 𝐶𝑈𝐶 Como CAET de la bomba de reserva es de 6 100 CUC y el costo marginal por fallo es mayor que este valor entonces se puede afirmar que se justifica económicamente la compra de dos bombas para que se incorporen en paralelo en caso de fallas. La segunda bomba de reserva presenta las mismas características, pero es de un material diferente por lo que su CAET será mayor pero aun así se cumple la condición de factibilidad. En el Anexo 2 se puede apreciar el diagrama de procesos con los equipos de reserva incorporados. 5. Plano de distribución de equipos Se utilizó el software académico AUTOCAD 2000 para la realización de la vista en planta, con la distribución física (a escala) de locales y equipos. Los límites de la planta se representaron con líneas discontinuas que delimitan los extremos del dibujo. Para el diseño de la planta, se tomó en cuenta el flujo tecnológico del proceso, para que la distribución de los equipos estuviera acorde a este, y se ubicaran consecuentemente de acuerdo a lo planteado en la memoria descriptiva. En este último aspecto, el tanque de recepción y el intercambiador de calor se ubicaron dentro de los límites permitidos de la planta de tal manera que estuvieran lo más cerca posible del central azucarero, debido a que el tanque de recepción recibe la vinaza y el intercambiador el agua de enfriamiento; esta distribución garantiza una conexión más directa entre el central y los equipos posibilitando una mejor distribución y organización en el proceso. El gasómetro se propuso ubicarlo lo más alejado posible de las áreas habitables de la planta (área administrativa, laboratorios, etc.) por la peligrosidad que su contenido representa en caso de provocarse un incidente. Producto de las dimensiones de los equipos en la planta, principalmente el tanque de almacenamiento, se incluyó dentro de los límites de esta vías de acceso para los vehículos de transporte que trasladan tanto materias primas como producto terminado; las vías de acceso se ~ 32 ~ dispusieron de tal manera que condujeran hasta los distintos equipos y áreas con puntos de carga o descarga con el fin de agilizar su estancia en la planta. También se incluyó espacio adicional en caso de que se requiera aumentar la capacidad productiva y sea necesario la utilización de equipamientos adicionales. 6. Diseño del sistema de control Los microorganismos anaerobios son altamente susceptibles a los cambios en las condiciones ambientales, por lo que la estabilidad y eficiencia de los procesos de digestión anaerobia está regida por el control de determinados factores, tales como la temperatura. Es por ello que es de vital importancia que la corriente de alimentación del reactor tenga la temperatura idónea para el crecimiento de los microorganismos en esta operación, en este caso 37 oC. Este parámetro es controlado en el intercambiador de calor, equipo que tiene como función enfriar dicha corriente. Para poder establecer un control preciso en la temperatura de la corriente de salida del IC se propone instalar un sistema de control, que garantice que este parámetro permanezca en el valor deseado manipulando el flujo de agua que se emplea como medio de enfriamiento. T1 T2 IC S-111 S-112 VCT agua tratada kgf/cm2 I/P MT T2m mA mA CT T2r T2m V V/I mA Fig 13. Esquema del sistema de control seleccionado. ~ 33 ~ 7. Lista preliminar de equipos Una vez finalizados los aspectos anteriormente analizados: la descripción del proceso tecnológico, los balances de masa y energía, el diseño y selección de los equipos no Standard y Standard respectivamente, así como el diseño redundante realizado se transitó a elaborar la lista preliminar de los equipos que intervienen en el proceso; donde se abarcaría la mayor cantidad de información posible de cada uno de ellos. Tabla 8. Lista preliminar de equipos Número (No.) 1 Código Denominación Cantidad Observación TR Tanque de Recepción. Forma: cilíndrica. V = 320 m3 D = 7,5 m h = 7,5 m Capacidad de trabajo = 80% Material: Acero al carbono con recubrimiento interno epóxico. 1 Standard 2 Bombas Q = 532 m3/h H = 18,42 m Material: Acero al carbono 5 Standard (dos bombas de reserva: B-6 y B7) 3 B-1 B-3 B-4 B-5 B-6 B-7 TH 1 No Standard 4 B-2 1 Standard 5 FP 1 Standard 6 IC Tanque de Homogenización. Forma: cilíndrica con fondo cónico. D = 7,2 m h = 10 m V = 323 m3 Material: Acero al carbono con recubrimiento externo de pintura epóxica. Sistema de agitación: 1 impelente Turbina Rushton con paletas de 90º, a una altura del fondo de 2,05 m y un D = 2,95 m Bomba Q=532 m3/h H = 18,42 m Material: Acero inoxidable Filtro Prensa A = 6,25 m2 Placas: 56 Material: Acero al carbono Intercambiador de Calor. Aislado At = 21,4 m2 Material: Acero al carbono Medio de enfriamiento: Agua 1 Standard ~ 34 ~ 7 TA 8 FAFA 9 TI 10 GS Tanque de Almacenamiento. Forma: cilíndrica. V = 640 m3 D = 15 m h = 15 m Material: Acero al carbono con recubrimiento interno epóxico. Filtro Anaerobio de Flujo Ascendente V = 1053 m3 D = 7,64 m h = 22,9 m Tanque de Inóculo V = 80 m3 D = 4,67 m h = 4,67 m Material: Acero al carbono Gasómetro V = 200 m3 h = d = 6,5 m Material: Acero al carbono con recubrimiento interno epóxico 1 Standard 2 No Standard (trabajan alternadamente) 1 Standard 1 Standard 8. Propuesta del sistema de tratamiento de residuales El principal residuo que es generado durante todo el proceso es la torta que se forma en el filtro prensa, por lo que específicamente lo que se propone no es un sistema de tratamiento de residuales como tal sino el secado conjunto de la torta con los lodos generados en los reactores FAFA; debido fundamentalmente a que este residuo presenta un gran contenido de nutrientes y en conjunto con los lodos se obtendría un biofertilizante con la suficiente calidad para ser vendido adecuadamente. De esta manera se eliminarían completamente los residuos y además se obtendrían ingresos económicos. 9. Análisis de prefactibilidad del proyecto de inversión Un proyecto no es más que un conjunto de ideas o propósitos bien organizados y definidos que requieren del concurso de ciertos recursos humanos y materiales para ser ejecutados en un tiempo predeterminado para alcanzar un objetivo específico (Bolmey). Mientras que una inversión lo constituye todo aquel recurso monetario o no, que es utilizado para producir riquezas, es decir; un dinero en función de producir dinero (Bolmey). Es por ello que en su conjunto un proyecto ~ 35 ~ de inversión se representa como un proceso planificado que tiene como objetivo ciertos fines económicos claramente definidos para lo cual se emplearán los recursos humanos y materiales planificados de tal forma que permitan un margen de utilidades o ganancias atractivo (Bolmey). A continuación, se realizará un análisis económico para determinar si el proyecto anteriormente analizado presenta la eficiencia económica necesaria para llevar a cabo un estudio de factibilidad. Durante este análisis se abordarán los cálculos de los cotos de adquisición del equipamiento propuesto, el costo de inversión total, los cálculos de los costos de producción total y de los ingresos totales anuales, así como el flujo de efectivo o flujo de caja correspondiente y los indicadores necesarios para medir la factibilidad del proyecto. 9.1. Costo de Inversión Total Antes que una planta de proceso pueda comenzar a operar normalmente, una alta suma de dinero es necesaria para garantizar la compra del equipamiento requerido, la instalación del mismo, la adquisición del terreno donde se construirá la planta, así como las tuberías de proceso, servicios, edificaciones, etc. Además, se hace necesario disponer de una cantidad de dinero para el pago de los gastos de operación iniciales. El capital requerido para garantizar las necesidades de operación y las facilidades en planta, se denomina Capital Fijo de Inversión y el necesario para los gastos de operación iniciales Capital Trabajo. La suma del Capital Fijo de Inversión y el Capital Trabajo, se conoce como Costo de Inversión Total. Para determinar el costo de inversión total se empleará el denominado método de Peters, el cual constituye un método preciso y confiable en función del Costo de Adquisición de Equipamiento Tecnológico (CAET) y del tipo de planta en cuestión, es decir; si es de sólidos, fluidos o la combinación sólido-fluido que es el caso en cuestión. A lo largo de todo el trabajo se consideró como tasa de cambio que 1 USD = 1 CUC. 9.1.1. Costo de Adquisición del Equipamiento Tecnológico (CAET) La mayoría de la información disponible para ser usada en un diseño preliminar o estimado inicial de costos, está basado en la experiencia anterior acumulada ~ 36 ~ al respecto. Dado que los precios cambian considerablemente en el tiempo, debido fundamentalmente a la variación en las condiciones económicas existentes, es que se hace necesario la utilización de índices de costo estimados, para tener en cuenta estas fluctuaciones en cuanto a costos de plantas, equipos, etc., se refiere. Un índice de costo es un valor para un punto dado en el tiempo, que muestra el costo relativo de un producto, tomando como referencia un cierto tiempo base. Así, si el costo de un equipo en un momento dado ya pasado se conoce, puede estimarse su costo equivalente para un tiempo presente o futuro, multiplicando el costo original del recurso por la relación entre el índice de costo en el tiempo presente o futuro y el índice de costo original, también se les denomina índices de Marshall y Stevens (Santana, Jiménez, & Abad, 2002). Í𝑛𝑑𝑖𝑐𝑒 𝐶𝑜𝑠𝑡𝑜𝑃𝑟𝑒𝑠𝑒𝑛𝑡𝑒 = 𝐶𝑜𝑠𝑡𝑜𝑂𝑟𝑖𝑔𝑖𝑛𝑎𝑙 ( Í𝑛𝑑𝑖𝑐𝑒𝑃𝑟𝑒𝑠𝑒𝑛𝑡𝑒 ) ec. 47 𝑂𝑟𝑖𝑔𝑖𝑛𝑎𝑙 En el presente trabajo se emplearon los siguientes índices de Marshall y Stevens: Tabla 9. Índices de costo. Año Índice 2014 1 375,29 2017 1 431,68 2018 1 450,48 Cuando es necesario estimar el costo de un equipo para una capacidad o tamaño dado y la información necesaria al respecto disponible para este mismo equipo, pero de diferente magnitud se conoce, es posible determinar el costo de adquisición deseado, usando los índices de escalado y aplicando la denominada regla del factor 0,6 o fórmula de Williams (Santana et al., 2002). Lo anterior puede expresarse como: 𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 0,6 𝐶𝑜𝑠𝑡𝑜𝐴 = 𝐶𝑜𝑠𝑡𝑜𝐵 (𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑𝐴 ) ec. 48 𝐵 Para el equipamiento propuesto fue empleado la ecuación 47 para ajustar el costo de todos los equipos desde el año de referencia (2014) hasta el actual (2018). Sólo en el caso específico de los reactores FAFA se realizó primeramente un ajuste por capacidad mediante la ecuación 48 y después por índices de costos (ecuación 47). ~ 37 ~ Tabla 10. Costo de Adquisición de Equipamiento Tecnológico (CAET) Equipos Tanque de Recepción Cantidad 1 Costo de Costo Referencia Actualizado (USD) (CUC) 85 500 ("Tank Cost," 2014) 90 174,47 90 174,47 6 433,5 38 601 11 706,86 11 706,86 6 100 ("Centrifugal pump cost," 2014) 11 100 ("Centrifugal pump cost," 2014) Costo Total (CUC) Bombas 6 Bombas (acero inoxidable) 1 Tanque de Homogenización 1 85 800 ("Blender Cost," 2014) 90 490,87 90 490,87 Filtro Prensa 1 49 400 ("Filter Cost," 2014) 52 100,80 52 100,80 Tanque de Almacenamiento 1 114 600 ("Tank Cost," 2014) 142 275,27 142 275,27 Intercambiador de Calor 1 21 400 ("Heat exchanger cost," 2014) 22 569,98 22 569,98 Reactor de Filtro Anaerobio de Flujo Ascendente 2 442 999 (A. C. Díaz, 2017) 448 815,73 897 631,45 Tanque de Inóculo 1 49 600 ("Reactor Cost," 2014) 52 311,74 52 311,74 Gasómetro 1 63 000 ("Tank Cost," 2014) 66 444,34 66 444,34 CAET (CUC) ~ 38 ~ 1 442 896,93 9.1.2. Método de Peters A continuación, se muestra la tabla 11 correspondiente a los índices del método de Peters, en este caso no se tuvo en cuenta el aspecto relacionado con la compra del terreno debido a que la planta se encuentraría localizada dentro de las inmediaciones del Central Azucarero: Tabla 11. Método de Peters 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 Costos Directos Equipamiento Instalación del equipamiento Instrumentación y control Tuberías Electricidad Edificaciones Preparación del terreno Facilidades de Servicios Auxiliares Total Costos Directos Costos Indirectos Ingeniería y supervisión Gastos de construcción Total Costos Indirectos Total Costos Directos e Indirectos Ganancias del contratista Contingencias Capital Fijo Capital Trabajo Costo de Inversión Total Sólido-Fluido Costos (CUC) Índices 100 1 442 896,93 39 562 729,80 13 187 576,60 31 447 298,05 10 144 289,69 29 418 440,11 10 144 289,69 55 793 593,31 287 4 141 114,19 32 34 353 18 36 407 74 487 461 727,02 490 584,96 952 311,97 5 093 426,16 259 721,45 519 442,89 5 872 590,5 1 067 743,73 6 940 334,23 9.2. Costos Totales Anuales Para facilitar los cálculos económicos los costos totales anuales se dividieron en costos variables; aquellos gastos que varían respecto al flujo de producción y los costos fijos; aquellos que no varían o que su variación es prácticamente despreciable. Cada uno de estos elementos están compuestos por diferentes costos que en su mayoría representan al costo de operación anual y los gastos generales. A continuación, se hará un desglose de ellos y se analizará de que manera se llegó a ellos. ~ 39 ~ 9.2.1. Costos Variables Los costos variables para el presente trabajo serán: materias primas, materiales de producción y los servicios auxiliares. Materias Primas Como materia prima a emplear se definió únicamente la harina de concha de ostiones, ya que la vinaza era un residuo generado en el Complejo Azucarero que no representaba un ingreso económico para este por lo que no constituía un gasto de dinero. Para el caso específico de la harina tampoco se tenía conocimiento de un precio establecido por la Empresa Pesquera Industrial ¨La Coloma¨ ya que este era también un residuo, es por ello que se decidió tomar como precio de compra de la harina la transportación de esta desde Pinar del Río hasta Mayabeque. A partir de los cálculos de distancia, de consumo de combustibles y capacidad de transportación se definió que el precio de compra sería de 151 CUC a la semana y como los 250 días trabajados representaban aproximadamente 36 semanas el gasto económico anual por materias primas sería de 5 436 CUC. Materiales de Producción Como material de producción se tenía el inóculo empleado en los reactores FAFA y al igual que el caso anterior no se tenía conocimiento de un precio establecido, es por ello que se realizó un procedimiento similar al anterior donde se tomaría en cuenta la distancia de transportación desde Villa Clara hasta Mayabeque. Dando como resultado un precio de compra de 161 CUC por cada 30 m3 y eran necesarios diariamente 80 m3 por lo que anualmente se generaba un gasto de 120 750 CUC. Servicios Auxiliares Para este caso la planta en cuestión no consumía vapor de agua, por lo sólo se analizaron el consumo de electricidad y de agua. Para la electricidad se tuvo en cuenta las bombas del procesos que consumían alrededor de 37 kW diarios (con 5 bombas en funcionamiento) y el sistema de agitación del tanque de homogenización que consumía 298,28 kW diarios por trabajar durante 6 horas continuas. Considerando que el precio de la electricidad ~ 40 ~ sería de 0,16 CUC/kW (A. C. Díaz, 2017), entonces el gasto anual ascendería a 19 331,2 CUC. Para el agua se tuvo en cuenta el consumo en el intercambiador de calor que empleaba agua como medio de enfriamiento, con un consumo diario de 85,84 m3 y un precio del agua de 0,11 CUC/m3 (A. C. Díaz, 2017) se asciende a 2 360,6 CUC. Para un total de gastos de 21 691,8 CUC en servicios auxiliares. Por lo que los costos variables eran iguales a 147 877,8 CUC. También se tuvo en cuenta en los cálculos un costo variable unitario en función de la producción anual del producto principal: el biogás, para ello se dividió el costo variable entre la producción anual de biogás que es de 972 187,5 m 3 dando como resultado 0,1521 CUC/ m3 biogás. A continuación, también se tuvo en cuenta una relación entre los productos secundarios y el producto principal; es decir, relación vinazabiogás igual a 0,065 m3 vinaza/m3 biogás y la relación lodo-biogás igual a 0,0009 t lodo/ m3 biogás. 9.2.2. Costos Fijos En los costos fijos se incluyeron de manera general los salarios, mantenimiento, suministros de operación, costos indirectos de operación anual y los gastos generales. Salarios Los salarios fueron una aspecto importante que se tuvo en cuenta, al analizar exhaustivamente la producción diaria se decidió que eran necesarios 8 operarios, donde 2 trabajarán en turnos de 8 horas las 24 horas del día para un salario básico de 500 CUC por un factor de incremento igual a 2. Lo que generaría un gasto anual de 64 000 CUC El resto de los costos involucrados se calcularon mediante factores reportados en (Santana et al., 2002), en la siguiente tabla se muestran estos resultados así como la suma de todos ellos incluidos los salarios. Tabla 12. Aspectos involucrados en los Costos Fijos Aspectos Factor Valor (CUC) Mantenimiento 2% del Capital Fijo 117 451,8 Suministros de 10% del Mantenimiento 11 745,2 operación ~ 41 ~ Laboratorios 10% del Salario 6 400 Regalías y 1% de los Gastos Totales 7 495,77 Supervisión 10% del Salario 6 400 Impuestos (Costos 1% del Capital Fijo 58 725,9 4% del Capital Fijo 234 903,6 Embalaje y 50% de la suma de 93 925,9 Almacenamiento Salarios+Mantenimiento+Supervisión Patentes Indirectos) Seguros y Rentas (Costos Indirectos) (Costos Indirectos) Administrativos 25% de los Costos Indirectos 96 888,9 10% del Costo de Operación Anual 74 892,6 5% del Costo de Operación Anual 37 446,3 + Salarios 810 275,9 (Gastos Generales) Distribución y mercadeo (Gastos Generales) Investigación y Desarrollo (Gastos Generales) Costos Fijos 9.3. Ventas Anuales El análisis que se realizó sobre los ingresos fue el siguiente: primeramente, se precisaron las cantidades de producto principal y secundarios producidos anualmente que se muestran en el epígrafe 2.8. Se calculó para el biogás la cantidad de electricidad que se podía producir con este a partir de su poder calórico igual a 6,5 kWh/m3 (A. C. Díaz, 2017), determinándose que pueden ser generados aproximadamente 6 319 219 kWh/año. Posteriormente se calcularon los ingresos en dependencia del precio de venta de cada uno de los productos: electricidad generada por biogás; 0,234 CUC/ kWh, efluente líquido; 12,5 CUC/m3 y lodos fertilizantes; 500 CUC/t (este producto pudo ser vendido a un alto precio debido al gran contenido de nutrientes presentes en él fruto de la unión de las tortas del filtro prensa con los lodos de los reactores FAFA), los ~ 42 ~ ingresos podrán ser percibidos en el epígrafe del flujo de caja de la planta . Se tuvo en cuenta también el ahorro de combustible que representa el biogás producido para el Complejo Azucarero mediante la relación que 1 m3 de biogás equivale a 0,8 L de combustible (IDAE, 2007), por lo que se ahorraron 777,75 m3 de combustible por su precio actual que ronda aproximadamente 1,55 USD/gal se obtendrían como resultado 318 462,77 CUC que se ahorran cada año. 9.4. Flujo de Caja El procedimiento que se hará a continuación fue el que se tuvo en cuenta a la hora de calcular el flujo de caja de la planta (ver anexo 4). 1. Se decidió que en primer año de producción de la planta esta trabajaría solamente hasta el 80% de su capacidad, mientras que el segundo año sería hasta el 90% y para el resto de los años en producción se trabajaría a plena capacidad. 2. Teniéndose que la producción máxima alcanzable por la planta sería de 972 187,5 m3 de biogás se multiplicó esta por el porcentaje de capacidad en el año correspondiente, para así determinar cuanto de produjo en cada año. 3. Una vez que tuvo la producción anual de biogás para cada año se calcularon los ingresos que representaban; multiplicando la producción anual por el poder calórico del biogás por su precio de venta. 4. Para los ingresos producidos por la venta del efluente líquido se realizó algo muy similar; multiplicando la producción anual de biogás por la relación vinaza-biogás (0,065 m3 vinaza/ m3 biogás) por su precio de venta. 5. Para los ingresos producidos por la venta del lodo fertilizante se realizó algo muy similar; multiplicando la producción anual de biogás por la relación lodo-biogás (0,0009 t lodo/ m3 biogás) por su precio de venta. 6. Se sumaron todas las ventas anuales obtenidas incluyendo los ingresos por ahorro de combustible. 7. Se determinaron los costos variables mediante la multiplicación de la producción anual de biogás por el costos variables unitarios. Los costos fijos ya habían sido determinados en el epígrafe 9.2.2. y su valor era invariable. ~ 43 ~ 8. A continuación, se sumaron los costos variables y los costos fijos para obtener los Costos Totales Anuales (Ate). 9. Mediante la ecuación 49 se calcularon los Ingresos de Caja Anuales (Aci). 𝐴𝑐𝑖 = 𝐴𝑠 − 𝐴𝑡𝑒 ec. 49 10. Mediante la ecuación 50 se calcularon los Cargos Anuales por Depreciación (Ad) considerando un tiempo de vida útil de 10 años. 𝐶𝑎𝑝𝑖𝑡𝑎𝑙 𝑓𝑖𝑗𝑜 𝐴𝑑 = 𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑣𝑖𝑑𝑎 ú𝑡𝑖𝑙 ec. 50 11. Para una razón fraccional de impuestos o tasa impositiva (t) de 0,35 se determinanó mediante la ecuación 51 el Importe Anual por Impuestos (Ait). 𝐴𝑖𝑡 = (𝐴𝑐𝑖 − 𝐴𝑑)𝑡 ec. 51 12. Mediante la ecuación 52 se calcularon los Ingresos de Caja Anuales Netos (Anci). 𝐴𝑛𝑐𝑖 = 𝐴𝑐𝑖 − 𝐴𝑖𝑡 ec. 52 13. Conocido ya el Costo de Inversión Total (Atc) desarrollado en el epígrafe 9.1. se calculó mediante la ecuación 53 el Flujo de Caja Anual Neto. 𝐴𝑐𝑓 = 𝐴𝑛𝑐𝑖 − 𝐴𝑡𝑐 ec. 53 14. Para cada año establecido (n) y teniendo en cuenta una tasa de interés (i) del 12% se calculó mediante la ecuación 54 el factor de descuento (fd). 1 𝑓𝑑 = (1+𝑖)𝑛 ec. 54 15. Mediante la ecuación 55 se determinaron los Flujos de Caja Anuales Descontados (Adcf). 𝐴𝑑𝑐𝑓 = 𝑓𝑑 · 𝐴𝑐𝑓 ec. 55 16. Mediante la ecuación 56 se determinó el Valor Actual Neto (VAN) y con ayuda del software Microsoft Excel se calculó la Tasa Interna de Rendimiento (TIR). 𝑉𝐴𝑁 = Σ𝐴𝑑𝑐𝑓 ec. 56 10. Simulación de una sección del proceso tecnológico Con la ayuda del simulador Super Pro Designer se decidió simular una parte de la etapa de Pretratamiento de la vinaza, es decir desde la salida del tanque de homogenización hasta la salida del filtro prensa. (ver anexo 5) ~ 44 ~ Conclusiones La descripción tecnológica se ajustó con los códigos de los equipos, diagramas de procesos y bloques. Al aplicar los balances de masa y energía al proceso tecnológico se obtuvo que el efluente líquido producido al año es de 63 175 m3, el biogás es de 972 187,5 m3 y los lodos fertilizantes obtenidos son de 827,5 toneladas. Los equipos no standard del proceso identificados fueron: el tanque de homogenización, y los reactores FAFA. Estos equipos fueron diseñados de acuerdo a las características tecnológicas del proceso y a su producción diaria. El sistema posee una fiabilidad de 38,9%, valor relativamente bajo que se incrementó con el diseño redundante de las bombas, donde la compra se justifica económicamente para el empleo de dos bombas de reservas. La distribución de los equipos mediante la utilización del software AUTOCAD tuvo presente la peligrosidad de cada uno de ellos y su disposición en la planta para lograr que se encuentren acordes al flujo tecnológico. En la lista preliminar de los equipos se recopiló información acerca del código, las dimensiones, sus capacidades, materiales de fabricación y observaciones acerca de si eran standard o no standard. El residual principal del proceso eran las tortas generadas en el filtro prensa; estas presentaban altos contenidos de nutrientes, por lo que se combinaron con los lodos generados en los reactores FAFA para su utilización como biofertilizantes. La evaluación de la inversión fue factible obteniéndose un VAN de 1 380 677,56; una TIR de 16 % y un plazo de recuperación de la inversión de 8 años. ~ 45 ~ Recomendaciones Se recomienda que: Realizar un estudio de campo alrededor de la planta para garantizar puntos de ganadería de los cuales se pueda obtener biomasa para preparar el inóculo en la planta y disminuir los costos referentes al inóculo. Buscar nuevas alternativas en cuanto a la utilización del agente neutralizante para incrementar la capacidad productiva y obtener mayores beneficios económicos. ~ 46 ~ Bibliografía Acosta, I. Y. L. (2008). La Energía en la Protección del Medio Ambiente. Estudio de las modificaciones al esquema tecnológico de la producción de biogás a escala piloto. . (Tesis para optar por el grado de Máster en Ciencias Técnicas), Universidad Tecnológica de La Habana José Antonio Echeverría, La Habana. Alzate, C. E. A. (2015, 19/07/2015). Caracterización físico-química de una vinaza resultante de la producción de alcohol de una industria licorera, a partir del aprovechamiento de la caña de azúcar. Blender Cost. (2014). Retrieved from www.matche.com Bolmey, I. T. V. A.). Fases y etapas en los proyectos de inversión. La Habana. Catálogo - Tarifa 2018. (2018). In X. W. S. E. S.L.U. (Ed.). Centrifugal pump cost. (2014). Retrieved from www.matche.com Curbelo, J. M. C., & Acosta, Y. L. (2014). Alternativas de tratamiento de las vinazas de destilería. Experiencias nacionales e internacionales. Centro Azúcar, 41. Díaz, A. C. (2017). Propuesta integral para el tratamiento de vinaza con recuperación de productos de valor agregado. (Tesis en opción al grado científico de Doctor en Ciencias Técnicas), Universidad Tecnológica de La Habana ¨José A. Echeverría¨, Cuba. Díaz, I. A. C. (2013). Tratamiento de vinazas en un Filtro anaerobio empacado de flujo ascendente (Memoria escrita presentada en opción al Título Académico de Master En Ingeniería Ambiental), Universidad Tecnológica de La Habana José Antonio Echeverría, La Habana. Filter Cost. (2014). Retrieved from www.matche.com Filtros prensa. (2018a). Equipos para depuración de aguas residuales. Retrieved from www.gtmediterraneo.com Filtros prensa. (2018b). Retrieved from www.simtech.cl Filtros prensas diseñados y perfeccionados para la filtración de los productos en las pequeñas y medianas empresas. (2018). Retrieved from http://cramix.com Gates, L. E., Morton, J. R., & Fondy, P. L. (1976). Selecting agitator systems to suspend solids in liquids. Chemical Engineering, 83. ~ 47 ~ González, D. G. R., & García, I. E. P. D.). Método corto para el diseño de tuberías y selección de bombas. Gutiérrez, C. M. (2010). Tratamiento de Agua y Gestión y Tratamiento de residuos. Heat exchanger cost. (2014). Retrieved from www.matche.com IDAE. (2007). Biomasa: Digestores anaerobios. Madrid, España. Kern, D. Q. (1999). Procesos de transferencia de calor (31 ed.). Lettinga, G., & Hulshoff, L. (2000). UASB Process design for various types of wastewater Science and Technology, 24, 87-107. Lorenzo, Y., & Obaya, M. C. (2006, enero-abril). La digestión anaerobia y los reactores UASB. Generalidades. redalyc.org, XL, 8. Montané, M. D.). Equipos de intercambio térmico. Morales, J. A. S. (2001). Cálculo de transferencia de calor en recipientes enchaquetados y con serpentín. La Habana, Cuba. Pérez, F. J. M. (2007). Comportamiento dinámico de digestores anaerobios. (Para optar al grado de Doctor ), Universidad de Santiago de Compostela, Pérez, J. L., & Cárdenas, J. R. (2000). Viabilidad técnico-económica del establecimiento de un biodigestor UASB en la destilería Nauyú. Tecnología Química, 20, 68-70. Rajeshwari, K. V., Balakrishnan, M., Kansal, A., Lata, K., & Kishore, V. V. N. (2000). State-of-the-art of anaerobic digestion technology for industrial wastewater treatment. Renewable and Sustainable Energy Reviews, 4, 22. Reactor Cost. (2014). Retrieved from www.matche.com Santana, E. F., Jiménez, G. G., & Abad, O. M. (2002, 07/2002). Ingeniería Económica para Ingenieros Químicos. La Habana, Cuba. Tank Cost. (2014). Retrieved from www.matche.com Vega, J. M. R., & Puyans, L. G. (2006). Hidrodinamica y Separaciones Mecanicas (Vol. Tomo 1): Felix Varela. Wesley, J., & Barbosa, L. A. (2000). Vinaza de caña de azúcar. Guaíba. ~ 48 ~ Anexos Anexo 1. Diagrama del Proceso. ~ 49 ~ Anexo 2. Diagrama del Proceso con los equipos de reserva. Anexo 3. Plano de distribución de la planta. Anexo 5. Simulación de una sección de la planta.