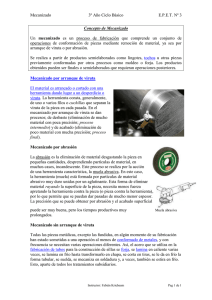
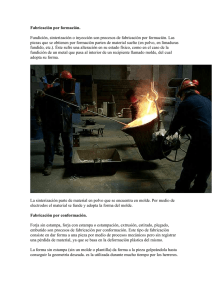
TORNO 1. OBJETIVOS Conocer las partes principales de que consta un torno y su funcionamiento Conocer los trabajos principales que pueden hacerse en el torno Conocer las normas de seguridad básicas, para la utilización del torno. 2. INTRODUCCIÓN Se denomina torno (del latín tornus, y este del griego τόρνος, giro, vuelta) a una máquina herramienta en la cual, la pieza que se ha de mecanizar, tiene un movimiento de rotación alrededor de un eje. Así, en el torno la pieza verifica el movimiento de corte, en tanto la herramienta, produce el avance y el movimiento de profundidad de pasada. El torno más corriente es el llamado torno paralelo, los otros se consideran como especiales. Desde el inicio de la Revolución industrial, el torno se ha convertido en una máquina básica en el proceso industrial de mecanizado. Años 1780: Jacques de Vaucanson construye un torno con portaherramientas deslizante. Hacia 1797: Henry Maudslay y David Wilkinson mejoran el invento de Vaucanson permitiendo que la herramienta de corte pueda avanzar con velocidad constante. 1820: Thomas Blanchard inventa el torno copiador. Años 1840: desarrollo del torno revólver. 1890 el diseño y patente de la caja de Norton, incorporada a los tornos paralelos, dio solución al cambio manual de engranajes para fijar los pasos de las piezas a roscar. El primer desarrollo en el área del control numérico lo realizó el inventor norteamericano John T. Parsons (Detroit, 1913-2007), junto con su empleado Frank L. Stulen, en la década de 1940. El concepto de control numérico implicaba el uso de datos en un sistema de referencia para definir las superficies de contorno de las hélices de un helicóptero. Ilustración 1: Torno paralelo de 1911, cuyas piezas mostradas son: a) Bancada b) Carro c) Cabezal d) Rueda de retroceso e) Polea de conos para la transmisión desde una fuente externa de energía f) Plato g) Cigüeñal h) Husillo. Ilustración 2: Torno paralelo moderno Para fabricar las piezas deberán considerarse: Que las piezas tienen que ser utilizables, o sea que el material, la forma, la precisión y la calidad superficial han de responder a las condiciones deseadas. Que el tiempo de fabricación ha de ser tan pequeño como sea posible. Que en la fabricación han de ser pequeños los gastos. 3. Tipos de Torno Los tornos se suelen clasificar en tres categorías: tornos de taller, tornos para copiado, tornos de producción en serie. Clasificación de Tornos Tornos de taller. Los tornos de taller que incluyen los de banco, rápidos, de precisión, para cuarto de herramientas o taller mecánico y de escote o bancada partida, están disponibles en diversos tamaños: El torno de banco es un torno pequeño que se monta en un banco o en un gabinete metálico y se utilizan para maquinado ligero en piezas de trabajo pequeñas Un torno rápido que se puede montar en un banco o un gabinete, se caracteriza por la rapidez de preparación y cambio de la pieza de trabajo, facilidad de operación y poco mantenimiento. El torno para cuarto de herramientas o taller mecánico esta equipado con aditamentos y accesorios especiales que permiten efectuar una serie de operaciones de precisión. Por lo general, se utiliza para producir herramientas y calibradores que se emplean en trabajo de producción de troqueles y herramientas. El torno de escote (bancada partida) tiene una sección de la bancada, debajo del plato que se puede desmontar, para aumentar el diámetro máximo del trabajo que se puede voltear. Torno paralelo, el mas utilizado para aprendices y trabajos TIPOS DE TOTROS Torno copiador Se llama torno copiador a un tipo de torno que operando con un dispositivo hidráulico y electrónico permite el torneado de piezas de acuerdo a las características de la misma siguiendo el perfil de una plantilla que reproduce una réplica igual a la guía. Este tipo de tornos se utiliza para el torneado de aquellas piezas que tienen diferentes escalones de diámetros, que han sido previamente forjadas o fundidas y que tienen poco material excedente. También son muy utilizados estos tornos en el trabajo de la madera y del mármol artístico para dar forma a las columnas embellecedoras. La preparación para el mecanizado en un torno copiador es muy sencilla y rápida y por eso estas máquinas son muy útiles para mecanizar lotes o series de piezas que no sean muy grandes. Las condiciones tecnológicas del mecanizado son comunes a las de los demás tornos, solamente hay que prever una herramienta que permita bien la evacuación de la viruta y un sistema de lubricación y refrigeración eficaz del filo de corte de las herramientas mediante abundante aceite de corte o taladrina. Torno copiador para madera Torno revólver El torno revólver es una variedad de torno diseñado para mecanizar piezas sobre las que sea posible el trabajo simultáneo de varias herramientas con el fin de disminuir el tiempo total de mecanizado. Las piezas que presentan esa condición son aquellas que, partiendo de barras, tienen una forma final de casquillo o similar. Una vez que la barra queda bien sujeta mediante pinzas o con un plato de garras, se va taladrando, mandrinando, roscando o escariando la parte interior mecanizada y a la vez se puede ir cilindrando, refrentando, ranurando, roscando y cortando con herramientas de torneado exterior. El torno revólver lleva un carro con una torreta giratoria en la que se insertan las diferentes herramientas que realizan el mecanizado de la pieza. También se pueden mecanizar piezas de forma individual, fijándolas a un plato de garras de accionamiento hidráulico. Es un torno paralelo en el que el cabezal móvil ha sido sustituido por un torreta, generalmente hexagonal, sobre cada una de cuyas caras puede llevar montada una herramienta distinta, y que puede ser desplazado sobre las guías por la acción de un gran volante que provoca la penetración de una de las herramientas sobre la pieza por mecanizar que gira impulsad por el husillo principal cuando la torreta vuelve a su posición original, al topar con el final de carrera, un mecanismo de cric provoca su giro, el movimiento típico del tambor de un revolver, de ahí su nombre, y otra herramienta se halla dispuesta para realizar su cometido. Torno revolver Tipos de torno revolver. Existen varios tipos de tornos revolver para trabajos en barra o plato de diferentes dimensiones y son: Torno revolver horizontal y torno revolver vertical. TORNO REVOLVER HORIZONTAL. Es el más empleado en los talleres mecánicos en sus dos tipos: Para trabajos en barra o en plato. TORNO REVOLVER VERTICAL. Como su nombre lo indica tienen colocado el mandril de mordazas o mesa giratoria en posición horizontal y la torre hexagonal en posición vertical. Se diseñó para facilitar el montaje y maquinado de piezas de diámetro grande. TORNO REVOLVER AUTOMÁTICO. Maquinas cuyas herramientas avanzan automáticamente y se retiran después de haber realizado un ciclo de corte, estos movimientos son provocados por las diferentes levas que juegan un papel importante en el maquinado de las piezas. Los tornos se clasifican en dos tipos: de un mandril y de mandriles múltiples, cualquiera de ellos maquina elevadas de piezas. TORNO REVOLVER HORIZONTAL. Es el más empleado en los talleres mecánicos en sus dos tipos. Se diseñó para producir piezas cilíndricas iguales en barra o plato y de acuerdo al sistema de mando puede operar manual o automático. El torno revolver tienen varias características que lo hacen diferente a los tornos paralelos y los más importantes son: El eje del cabezal hueco permite la alimentación automática de las piezas en barra, guiadas por pinzas especiales de sujeción. La torre portaherramientas revolver hexagonal que permite la colocación de varias herramientas de corte en operaciones consecutivas. El carro transversal puede operarse manual o automático y tiene acoplado un sistema de topes transversales y además, cuenta con un dispositivo especial de desplazamiento rápido Torno automático Se llama torno automático a un tipo de torno cuyo proceso de trabajo está enteramente automatizado. La alimentación de la barra necesaria para cada pieza se hace también de forma automática, a partir de una barra larga que se inserta por un tubo que tiene el cabezal y se sujeta mediante pinzas de apriete hidráulico. Estos tornos pueden ser de un solo husillo o de varios husillos: Los de un solo husillo se emplean básicamente para el mecanizado de piezas pequeñas que requieran grandes series de producción. Cuando se trata de mecanizar piezas de dimensiones mayores se utilizan los tornos automáticos multihusillos donde de forma programada en cada husillo se va realizando una parte del mecanizado de la pieza. Como los husillos van cambiando de posición, el mecanizado final de la pieza resulta muy rápido porque todos los husillos mecanizan la misma pieza de forma simultánea. La puesta a punto de estos tornos es muy laboriosa y por eso se utilizan principalmente para grandes series de producción. El movimiento de todas las herramientas está automatizado por un sistema de excéntricas y reguladores electrónicos que regulan el ciclo y los topes de final de carrera. Un tipo de torno automático es el conocido como “tipo suizo”, capaz de mecanizar piezas muy pequeñas con tolerancias muy estrechas. Torno automático Tipos de torno automático. Los tornos automáticos que trabajan en el material a partir de barra son: TORNO AUTOMÁTICO DE CABEZAL FIJO. Es el más empleado en la industria para el maquinado de piezas de diámetros pequeños y regulares. El cabezal se encuentra fijo a la bancada y recibe el movimiento por medio de bandas planas, bandas trapezoidales y cadenas. TORNO AUTOMÁTICO DE CABEZAL MÓVIL. Son llamados tornos Suizos y se emplean para el maquinado de piezas de diámetros pequeños, generalmente piezas de relojería. Una de sus características principales es el desplazamiento longitudinal del cabezal por medio de un mecanismo de leva y palanca. TORNO AUTOMÁTICO DE HUSILLOS MÚLTIPLES. Se emplean en el maquinado de altas producciones ya que disponen de 4 a 8 husillos y cada uno de ellos con una barra de material. En lugar del cabezal tiene un tambor con un número de husillos determinado, cada uno de ellos puede girar a diferentes velocidades para llevar a cabo las operaciones de roscado interior o exterior y estampado. El tambor gira para colocar el husillo frente a la herramienta 1/4, 1/5 o 1/8 de vuelta de acuerdo al número de husillos del tambor y en cada giro se desprende de la barra una pieza terminada. Torno vertical El torno vertical es una variedad de torno, de eje vertical, diseñado para mecanizar piezas de gran tamaño, que van sujetas al plato de garras u otros operadores y que por sus dimensiones o peso harían difícil su fijación en un torno horizontal. Los tornos verticales no tienen contrapunto, sino que el único punto de sujeción de las piezas es el plato horizontal sobre el cual van apoyadas. La manipulación de las piezas para fijarlas en el plato se hace mediante grúas de puente o polipastos. Es aquel en el que el eje del husillo del cabezal fijo es vertical y el plato que va montado sobre este gira en un plano horizontal. Las guías están montadas sobre dos columnas verticales y paralelas, unidas en su parte superior por un puente. El carro portaherramientas se desplaza horizontalmente sobre un puente que a su vez es guiado por dos columnas. Torno vertical, también llamado torno de plato horizontal Torno CNC El torno CNC (Torno de Control Numérico) es un torno dirigido por control numérico por computadora. Ofrece una gran capacidad de producción y precisión en el mecanizado por su estructura funcional y porque la trayectoria de la herramienta de torneado es controlada por un ordenador que lleva incorporado, el cual procesa las órdenes de ejecución contenidas en un software que previamente ha confeccionado un programador conocedor de la tecnología de mecanizado en torno. Es una máquina que resulta rentable para el mecanizado de grandes series de piezas sencillas, sobre todo piezas de revolución, y permite mecanizar con precisión superficies curvas coordinando los movimientos axial y radial para el avance de la herramienta. La velocidad de giro de cabezal porta piezas, el avance de los carros longitudinal y transversal y las cotas de ejecución de la pieza están programadas y, por tanto, exentas de fallos imputables al operario de la máquina Funcionamiento Torno CNC En su funcionamiento los tornos CNC tienen tres ejes de referencia, llamados X,Z,Y: El eje Z es el que corresponde al desplazamiento longitudinal de la herramienta en las operaciones de cilindrado. El eje X es el que realiza el movimiento transversal de la herramienta y corresponde a las operaciones de refrentado, siendo perpendicular al eje principal de la máquina. Estos son los dos ejes principales, pero con los CNC de última tecnología comienza a tener mucha más importancia el EJE Y: eje que comanda la altura de las herramientas del CNC. Las herramientas van sujetas en un cabezal en forma de tambor donde pueden ir alojadas de seis a veinte portaherramientas diferentes las cuales van rotando de acuerdo con el programa de mecanizado Torno CNC MCL-451 Torno CNC corto Otros tipos de torno Torno al aire o torno frontal: el destinado a la mecanización de grandes piezas de pequeño espesor y gran diámetro (ruedas de ferrocarril etc.); las guías son perpendiculares al eje del cabezal. Torno de alfarero: maquina simple consistente en dos platos circulares, el inferior de mayor tamaño y peso, unidos entre si por un eje vertical y que giran en el impulso que le procura el pie de artesano; sobre el plato superior se trabaja la pieza de alfarería. Torno de decolletaje: aquel automático o semiautomático concebido para realizar pequeñas piezas a partir de tubo o barra de materiales o aleaciones de fácil maquinabilidad, en grandes series, y con alimentación a través del agujero central del cabezal. Torno de grúa: mecanismo elevador anejo a una grúa. Torno de perforación: torno de gran potencia utilizado para izar el trépano desde el fondo de un pozo, pudiéndolo hacer con una gran rapidez. Torno de repujar: tipo rudimentario de torno, empleado en el repujado de metales, en el que la pieza que se desea trabajar está dispuesta verticalmente sobre el canto de un mandril unido al husillo y que gira horizontalmente solidario con este. Torno de repulsar: el que se usa para realizar piezas de revolución a partir de chapas de material maleable que se prestan a ser aplacadas por deformación sobre el molde que gira impulsado por el cabezal. Torno de segar: máquinas herramienta en el que las piezas son torneadas y cortadas de una barra. Torno elevador: torno móvil de una grúa puente, que va montado sobre un carro y puede ser desplazado sobre carriles. Torno paralelo Torno paralelo El torno paralelo o mecánico es el tipo de torno que evolucionó partiendo de los tornos antiguos cuando se le fueron incorporando nuevos equipamientos que lograron convertirlo en una de las máquinas herramientas más importante que han existido. Sin embargo, en la actualidad este tipo de torno está quedando relegado a realizar tareas poco importantes, a utilizarse en los talleres de aprendices y en los talleres de mantenimiento para realizar trabajos puntuales o especiales. Es una máquina herramienta, la mas universal y generalizada de las que existen en el taller mecánico, cuyo nombre viene del paralelismo que existe entre el eje del cabezal (y por lo tanto de la pieza que se va a mecanizar) y la trayectoria principal de la herramienta de mecanizado. Consiste en un cabezal, dentro del cual gira el husillo, y dos grúas longitudinales y para leas entre si y respecto del husillo. Sobre la extremidad del husillo (cuello) va montado el plato universal, el plato de tres garras o el punto que sirven para centrar la pieza que se desea mecanizar y comunicarle el movimiento de giro que le procura el motor eléctrico a través del cambio de velocidades. Sobre las guías puede desplazarse el cabezal móvil, el eje del cual coincide con el del cabezal fijo y en cuyo interior puede desplazarse una barra provista en su extremo de un alojamiento en el que puede ser encajado un contrapunto (para el torneado entre puntos) o una broca (para mecanizar agujeros centrales). Entre el cabezal fijo y el móvil se desplaza, a lo largo de las guías, el carro portaherramientas; bien sea manualmente, por medio de un volante que hace girar el piñón que engrana a la cremallera fija situada a lo largo de la bancada, o bien por medio del movimiento de avance que comunica el giro de la barra de cilindrar o el de la barra o husillo de roscar, ambas movidas por el motor a través de la caja de avances o la de roscado. Sobre el carro y transversalmente a las guías puede moverse la torreta portaherramientas, guiada a su vez por unas cortas guías e impulsada manualmente, a través de un volante y un husillo roscado, o mecánicamente, gracias al movimiento de avance que le comunica la barra de cilindrar. Partes de un torno Paralelo Caja de velocidades y transmisión: La transmisión primaria entre el motor y el resto del equipo se realiza mediante un sistema de poleas-correa. De aquí la transmisión va hacia una caja de transmisión de velocidades mediante engranajes, la caja de transmisión se ubica en la parte superior del torno. Además, este sistema posee una palanca de embrague para cambiar de velocidades e incluso cambiar el sentido de giro del eje. La cantidad de velocidades total posee esta caja es de 8, 4 por cada velocidad de rotación que posee el motor, las cuales varían entre las 22.4 [RPM] y las 1120 [RPM]. Las velocidades y como colocar las palancas para seleccionar la velocidad a utilizar la entrega el fabricante, estas se muestran en la Figura 2 Placa de velocidades y como seleccionarlas Otra ventaja que posee esta caja de cambios es que se puede invertir la velocidad de rotación mediante una configuración interna Embrague El embrague es un mecanismo crítico utilizado en el torno, su visualización se observa en la Figura 4. Permite disminuir la velocidad de rotación del eje hasta llegar a detener la máquina, esto dependerá de qué tan brusco se realice el movimiento y hasta qué punto La palanca se mueve hacia la derecha o izquierda según se requiera para que el eje gire en una u otra dirección. Dejando la palanca en el punto medio se tiene el neutro que es la posición en que el husillo deja de girar. Mecanismo de velocidades Embrague de un torno revolver Caja Norton Esta caja, compuesta de engranajes, y ubicada en el lado izquierdo de la máquina si uno mira desde el centro de control, posee la función de generar movimiento al tornillo sinfín para mover el carro porta herramientas con un cierto avance, el cual puede ser regulado mediante una de las múltiples combinaciones ofrecida por el tamaño de los engranajes en su interior. Cabe mencionar que el torno trae su propio juego de engranajes al momento de comprarla para así variar el avance del carro porta herramienta. La Figura 5 muestra una combinación de engranajes que es la utilizada ahora en la caja Norton del torno ubicado en el taller mecánico de la Universidad de Concepción Conjunto de engranajes también llamado LIRA Bancada: Esta parte del torno corresponde a la mesa de trabajo donde se monta la pieza a trabajar. Posee dos colas de milano en forma cónica para la ubicación del carro y el contrapunto, De la cual el contrapunto es la más fácil de desplazar para utilizar distintas dimensiones de la herramienta. La zona hueca que posee la bancada sirve para depositar los restos de viruta extraídas en el proceso de torneado de la pieza. Se pueden fabricar piezas de gran tamaño gracias al sector removible que posee. En la Figura 6 se muestra la estructura de la bancada descrita junto con un esquema de ella Torno Revolver; señalando la bancada Carros porta herramienta: El carro porta herramienta es un elemento del torno que posee movimientos tanto en la dirección transversal como en la dirección longitudinal. Este puede ser controlado para regular un movimiento con avance automático para una de las dos direcciones mencionadas anteriormente, mientras que la otra se debe utilizar de forma manual. El movimiento en la dirección transversal se realiza mediante engranajes cónicos que transmiten la potencia al interior. La Figura 7 muestra el carro porta herramientas Carro móvil donde también contiene el portaherramientas Torre porta herramienta: Elemento de forma semi cúbica que posee tornillos en la periferia ubicados en la cara superior del cubo, estos sirven para realizar un apriete fijando la herramienta de corte a utilizar. Se puede configurar hasta 4 piezas en el porta herramientas, una en cada esquina del cubo. Además, esta torre posee la particularidad de rotar sobre su eje, para así utilizar cada una de las 4 posibles herramientas utilizadas en el proceso de torneado. La Figura 8 muestra una fotografía de la torre porta herramienta. Portaherramientas Plato de 3 garras (4 garras): El plato es el elemento giratorio que transmite la rotación desde el torno hacia la pieza a trabajar. Este plato posee tres garras de ajuste equidistantes del centro, las cuales convergen a la par mediante un tornillo sinfín para el ajuste de la pieza simétrica. Existe además un plato con 4 garras, las cuales se ajustan de forma independiente, para poder ajustar piezas que no son simétricas, es decir, sin simetría radial Plato con 3 mordazas Plato de cuatro mordazas o también llamado plato independiente Sujeción de la pieza ¿Cómo se hace? Es evidente que la sujeción de la pieza debe ser lo más firme posible, para evitar vibraciones que puedan partir la cuchilla o provocar un torneado defectuoso (vibrado). La distancia al plato debe ser lo más pequeña posible y se debe poner el contrapunto siempre que se pueda. La esbeltez de la pieza es crucial. Una pieza demasiado alargada pandeará y necesitará una luneta para ser torneada. Entre puntos con plato de arrastre Esta sujeción precisa de dos puntos, de los cuales el del cabezal es fijo y el contrapunto giratorio o engrasado. Es imprescindible un buen arrastre realizado mediante pernos. Se utiliza para piezas de difícil sujeción en la que solo disponemos de dos orificios o para torneado cónico desplazando el contrapunto. En el caso concreto de la foto es mejor utilizar un universal o una pinza. Si se va a desplazar el punto trasversalmente para hacer un cono (no lo aconsejo) es aconsejable utilizar brocas de centrar específicas con radio. Consejos para una buena sujeción Es un sistema relativamente moderno y solo necesita un par de consejos. No dejar que entren virutas en el interior de el plato ya que puede dañar la espiral. No fijar piezas que hagan trabajar el plato con las garras demasiado salidas, es mejor ahorrar y comprarse un plato/torno más grande. Fijar las piezas utilizando todo el largo de la garra si es posible. Suele ser mejor tornear y luego cortar. Equipo Auxiliar Centros: soportan la pieza de trabajo en el cabezal y en la contrapunta, estas se colocan en el carro móvil. Contrapunta que ira alojada en el carro móvil Perno de arrastre: se fija en el plato de torno y en la pieza de trabajo y transmite el movimiento a la pieza cuando esta montada entre centros Soporte fijo o luneta fija: soporta el extremo extendido de la pieza de trabajo cuando no puede usarse la contrapunta, también se usa para piezas largas. Luneta (luneta fija) Soporte móvil o luneta móvil: se monta en el carro y permite soportar piezas de trabajo largas cerca del punto de corte Luneta (luneta Móvil) Cómo funciona el Torno Paralelo El torno es una de las máquinas más utilizadas y útiles, debido a que sirve para ejecutar un gran número de trabajos. Es muy fácil de utilizar porque sus herramientas se preparan en un tiempo muy breve y de manera simple. Es la máquina más empleada en las pequeñas industrias mecánicas y talleres de reparaciones. Uso del Torno Un torno puede hacer muchas operaciones diferentes. Algunas de las más comunes son: refrendado, torneado cilíndrico, torneado cónico, troceado, corte de filetes de rosca, corte de formas y corte de metal. Operaciones principales del torno Cilindrado Esta operación consiste en el mecanizado exterior o interior al que se someten las piezas que tienen mecanizados cilíndricos. Para poder efectuar esta operación, con el carro transversal se regula la profundidad de pasada y, por tanto, el diámetro del cilindro, y con el carro paralelo se regula la longitud del cilindro. El carro paralelo avanza de forma automática de acuerdo al avance de trabajo deseado. En este procedimiento, el acabado superficial y la tolerancia que se obtenga puede ser un factor de gran relevancia. Para asegurar calidad al cilindrado el torno tiene que tener bien ajustada su alineación y concentricidad. El cilindrado se puede hacer con la pieza al aire sujeta en el plato de garras, si es corta, o con la pieza sujeta entre puntos y un perno de arrastre, o apoyada en luneta fija o móvil si la pieza es de grandes dimensiones y peso. Para realizar el cilindrado de piezas o ejes sujetos entre puntos, es necesario previamente realizar los puntos de centraje en los ejes. Cuando el cilindrado se realiza en el hueco de la pieza se llama mandrinado. Refrentado La operación de refrentado consiste en un mecanizado frontal y perpendicular al eje de las piezas que se realiza para producir un buen acoplamiento en el montaje posterior de las piezas torneadas. Esta operación también es conocida como fronteado. La problemática que tiene el refrentado es que la velocidad de corte en el filo de la herramienta va disminuyendo a medida que avanza hacia el centro, lo que ralentiza la operación. Para mejorar este aspecto muchos tornos modernos incorporan variadores de velocidad en el cabezal de tal forma que se puede ir aumentando la velocidad de giro de la pieza. Ranurado El ranurado consiste en mecanizar unas ranuras cilíndricas de anchura y profundidad variable en las piezas que se tornean, las cuales tienen muchas utilidades diferentes. Por ejemplo, para alojar una junta tórica, para salida de rosca, para arandelas de presión, etc. En este caso la herramienta tiene ya conformado el ancho de la ranura y actuando con el carro transversal se le da la profundidad deseada. Los canales de las poleas son un ejemplo claro de ranuras torneadas. Roscado en el torno Hay dos sistemas de realizar roscados en los tornos, de un lado la tradicional que utilizan los tornos paralelos, mediante la Caja Norton, y de otra la que se realiza con los tornos CNC, donde los datos de las roscas van totalmente programados y ya no hace falta la caja Norton para realizarlo. Para efectuar un roscado con herramienta hay que tener en cuenta lo siguiente: Las roscas pueden ser exteriores (tornillos) o bien interiores (tuercas), debiendo ser sus magnitudes coherentes para que ambos elementos puedan enroscarse. Los elementos que figuran en la tabla son los que hay que tener en cuenta a la hora de realizar una rosca en un torno: Para efectuar el roscado hay que realizar previamente las siguientes tareas: Tornear previamente al diámetro que tenga la rosca Preparar la herramienta de acuerdo con los ángulos del filete de la rosca. Establecer la profundidad de pasada que tenga que tener la rosca hasta conseguir el perfil adecuado. Roscado en torno paralelo Una de las tareas que pueden ejecutarse en un torno paralelo es efectuar roscas de diversos pasos y tamaños tanto exteriores sobre ejes o interiores sobre tuercas. Para ello los tornos paralelos universales incorporan un mecanismo llamado Caja Norton, que facilita esta tarea y evita montar un tren de engranajes cada vez que se quisiera efectuar una rosca. La caja Norton es un mecanismo compuesto de varios engranajes que fue inventado y patentado en 1890, que se incorpora a los tornos paralelos y dio solución al cambio manual de engranajes para fijar los pasos de las piezas a roscar. Esta caja puede constar de varios trenes desplazables de engranajes o bien de uno basculante y un cono de engranajes. La caja conecta el movimiento del cabezal del torno con el carro portaherramientas que lleva incorporado un husillo de rosca cuadrada. El sistema mejor conseguido incluye una caja de cambios con varias reductoras. De esta manera con la manipulación de varias palancas se pueden fijar distintas velocidades de avance de carro portaherramientas, permitiendo realizar una gran variedad de pasos de rosca tanto métricos como Whitworth. Las hay en baño de aceite y en seco, de engranajes tallados de una forma u otra, pero básicamente es una caja de cambios. En la figura se observa cómo partiendo de una barra hexagonal se mecaniza un tornillo. Para ello se realizan las siguientes operaciones: 1. 2. 3. 4. Se cilindra el cuerpo del tornillo dejando la cabeza hexagonal en sus medidas originales. Se achaflana la entrada de la rosca y se refrenta la punta del tornillo. Se ranura la garganta donde finaliza la rosca junto a la cabeza del tornillo. Se rosca el cuerpo del tornillo, dando lugar a la pieza finalizada. Este mismo proceso se puede hacer partiendo de una barra larga, tronzando finalmente la parte mecanizada. Moleteado El moleteado es un proceso de conformado en frío del material mediante unas moletas que presionan la pieza mientras da vueltas. Dicha deformación produce un incremento del diámetro de partida de la pieza. El moleteado se realiza en piezas que se tengan que manipular a mano, que generalmente vayan roscadas para evitar su resbalamiento que tendrían en caso de que tuviesen la superficie lisa. El moleteado se realiza en los tornos con unas herramientas que se llaman moletas, de diferente paso y dibujo. Un ejemplo de moleteado es el que tienen las monedas de 50 céntimos de euro, aunque en este caso el moleteado es para que los invidentes puedan identificar mejor la moneda. El moleteado por deformación se puede ejecutar de dos maneras: Radialmente, cuando la longitud moleteada en la pieza coincide con el espesor de la moleta a utilizar. Longitudinalmente, cuando la longitud excede al espesor de la moleta. Para este segundo caso la moleta siempre ha de estar biselada en sus extremos. Torneado de conos Un cono o un tronco de cono de un cuerpo de generación viene definido por los siguientes conceptos: Diámetro mayor Diámetro menor Longitud Ángulo de inclinación Conicidad Los diferentes tornos mecanizan los conos de formas diferentes. En los tornos CNC no hay ningún problema porque, programando adecuadamente sus dimensiones, los carros transversales y longitudinales se desplazan de forma coordinada dando lugar al cono deseado. En los tornos copiadores tampoco hay problema porque la plantilla de copiado permite que el palpador se desplace por la misma y los carros actúen de forma coordinada. Para mecanizar conos en los tornos paralelos convencionales se puede hacer de dos formas diferentes. Si la longitud del cono es pequeña, se mecaniza el cono con el charriot inclinado según el ángulo del cono. Si la longitud del cono es muy grande y el eje se mecaniza entre puntos, entonces se desplaza la distancia adecuada el contrapunto según las dimensiones del cono. Para calcular el ángulo de inclinación del carro se procede de la siguiente manera: Donde: D es el diámetro mayor, d es el diámetro menor y L es la longitud del cono. Torneado cónico;(elaboración de contra punta) Torneado esférico El torneado esférico, por ejemplo el de rótulas, no tiene ninguna dificultad si se realiza en un torno de Control Numérico porque, programando sus medidas y la función de mecanizado radial correspondiente, lo realizará de forma perfecta. Si el torno es automático de gran producción, trabaja con barra y las rótulas no son de gran tamaño, la rótula se consigue con un carro transversal donde las herramientas están afiladas con el perfil de la rótula. Hacer rótulas de forma manual en un torno paralelo presenta cierta dificultad para conseguir exactitud en la misma. En ese caso es recomendable disponer de una plantilla de la esfera e irla mecanizando de forma manual y acabarla con lima o rasqueta para darle el ajuste final. Segado o tronzado Se llama segado a la operación de torneado que se realiza cuando se trabaja con barra y al finalizar el mecanizado de la pieza correspondiente es necesario cortar la barra para separar la pieza de la misma. Para esta operación se utilizan herramientas muy estrechas con un saliente de acuerdo al diámetro que tenga la barra y permita con el carro transversal llegar al centro de la barra. Es una operación muy común en tornos revólver y automáticos alimentados con barra y fabricaciones en serie. Chaflanado El chaflanado es una operación de torneado muy común que consiste en matar los cantos tanto exteriores como interiores para evitar cortes con los mismos y a su vez facilitar el trabajo y montaje posterior de las piezas. El chaflanado más común suele ser el de 1mm por 45°. Este chaflán se hace atacando directamente los cantos con una herramienta adecuada. Mecanizado de excéntricas Una excéntrica es una pieza que tiene dos o más cilindros con distintos centros o ejes de simetría, tal y como ocurre con los cigüeñales de motor, o los ejes de levas. Una excéntrica es un cuerpo de revolución y por tanto el mecanizado se realiza en un torno. Para mecanizar una excéntrica es necesario primero realizar los puntos de centraje de los diferentes ejes excéntricos en los extremos de la pieza que se fijará entre dos puntos. Taladrado Muchas piezas que son torneadas requieren ser taladradas con brocas en el centro de sus ejes de rotación. Para esta tarea se utilizan brocas normales, que se sujetan en el contrapunto en un portabrocas o directamente en el alojamiento del contrapunto si el diámetro es grande. Las condiciones tecnológicas del taladrado son las normales de acuerdo a las características del material y tipo de broca que se utilice. Mención aparte merecen los procesos de taladrado profundo donde el proceso ya es muy diferente sobre todo la constitución de la broca que se utiliza. No todos los tornos pueden realizar todas estas operaciones que se indican, sino que eso depende del tipo de torno que se utilice y de los accesorios o equipamientos que tenga. Otra forma de hacer agujeros sobre una pieza Resumen de las operaciones principales del torno Parámetros de corte del torneado Los parámetros de corte fundamentales que hay que considerar en el proceso de torneado son los siguientes: Elección del tipo de herramienta más adecuado Sistema de fijación de la pieza Velocidad de corte (Vc) expresada en metros/minuto Diámetro exterior del torneado Revoluciones por minuto (rpm) del cabezal del torno Avance en mm/rev, de la herramienta Avance en mm/mi de la herramienta Profundidad de pasada Esfuerzos de corte Tipo de torno y accesorios adecuados Velocidad de corte Se define como velocidad de corte la velocidad lineal de la periferia de la pieza que está en contacto con la herramienta. La velocidad de corte, que se expresa en metros por minuto (m/min), tiene que ser elegida antes de iniciar el mecanizado y su valor adecuado depende de muchos factores, especialmente de la calidad y tipo de herramienta que se utilice, de la profundidad de pasada, de la dureza y la maquinabilidad que tenga el material que se mecanice y de la velocidad de avance empleada. Las limitaciones principales de la máquina son su gama de velocidades, la potencia de los motores y de la rigidez de la fijación de la pieza y de la herramienta. A partir de la determinación de la velocidad de corte se puede determinar las revoluciones por minuto que tendrá el cabezal del torno, según la siguiente fórmula: Donde Vc es la velocidad de corte, n es la velocidad de rotación de la pieza a maquinar y Dc es el diámetro de la pieza. La velocidad de corte es el factor principal que determina la duración de la herramienta. Una alta velocidad de corte permite realizar el mecanizado en menos tiempo, pero acelera el desgaste de la herramienta. Los fabricantes de herramientas y prontuarios de mecanizado, ofrecen datos orientativos sobre la velocidad de corte adecuada de las herramientas para una duración determinada de la herramienta, por ejemplo, 15 minutos. En ocasiones, es deseable ajustar la velocidad de corte para una duración diferente de la herramienta, para lo cual, los valores de la velocidad de corte se multiplican por un factor de corrección. La relación entre este factor de corrección y la duración de la herramienta en operación de corte no es lineal.8 La velocidad de corte excesiva puede dar lugar a: Desgaste muy rápido del filo de corte de la herramienta. Deformación plástica del filo de corte con pérdida de tolerancia del mecanizado. Calidad del mecanizado deficiente; acabado superficial ineficiente. La velocidad de corte demasiado baja puede dar lugar a: Formación de filo de aportación en la herramienta. Efecto negativo sobre la evacuación de viruta. Baja productividad. Coste elevado del mecanizado. Velocidad de rotación de la pieza La velocidad de rotación del cabezal del torno se expresa habitualmente en revoluciones por minuto (rpm). En los tornos convencionales hay una gama limitada de velocidades, que dependen de la velocidad de giro del motor principal y del número de velocidades de la caja de cambios de la máquina. En los tornos de control numérico, esta velocidad es controlada con un sistema de realimentación que habitualmente utiliza un variador de frecuencia y puede seleccionarse una velocidad cualquiera dentro de un rango de velocidades, hasta una velocidad máxima. La velocidad de rotación de la herramienta es directamente proporcional a la velocidad de corte e inversamente proporcional al diámetro de la pieza. Velocidad de avance El avance o velocidad de avance en el torneado es la velocidad relativa entre la pieza y la herramienta, es decir, la velocidad con la que progresa el corte. El avance de la herramienta de corte es un factor muy importante en el proceso de torneado. Cada herramienta puede cortar adecuadamente en un rango de velocidades de avance por cada revolución de la pieza, denominado avance por revolución (fz). Este rango depende fundamentalmente del diámetro de la pieza, de la profundidad de pasada, y de la calidad de la herramienta. Este rango de velocidades se determina experimentalmente y se encuentra en los catálogos de los fabricantes de herramientas. Además, esta velocidad está limitada por las rigideces de las sujeciones de la pieza y de la herramienta y por la potencia del motor de avance de la máquina. El grosor máximo de viruta en mm es el indicador de limitación más importante para una herramienta. El filo de corte de las herramientas se prueba para que tenga un valor determinado entre un mínimo y un máximo de grosor de la viruta. La velocidad de avance es el producto del avance por revolución por la velocidad de rotación de la pieza. Al igual que con la velocidad de rotación de la herramienta, en los tornos convencionales la velocidad de avance se selecciona de una gama de velocidades disponibles, mientras que los tornos de control numérico pueden trabajar con cualquier velocidad de avance hasta la máxima velocidad de avance de la máquina. Efectos de la velocidad de avance Decisiva para la formación de viruta Afecta al consumo de potencia Contribuye a la tensión mecánica y térmica La elevada velocidad de avance da lugar a: Buen control de viruta Menor tiempo de corte Menor desgaste de la herramienta Riesgo más alto de rotura de la herramienta Elevada rugosidad superficial del mecanizado. La velocidad de avance baja da lugar a: Viruta más larga Mejora de la calidad del mecanizado Desgaste acelerado de la herramienta Mayor duración del tiempo de mecanizado Mayor coste del mecanizado Tiempo de torneado Fuerza específica de corte La fuerza de corte es un parámetro necesario para poder calcular la potencia necesaria para efectuar un determinado mecanizado. Este parámetro está en función del avance de la herramienta, de la profundidad de pasada, de la velocidad de corte, de la maquinabilidad del material, de la dureza del material, de las características de la herramienta y del espesor medio de la viruta. Todos estos factores se engloban en un coeficiente denominado Kx. La fuerza específica de corte se expresa en N/mm2 Potencia de corte La potencia de corte Pc necesaria para efectuar un determinado mecanizado se calcula a partir del valor del volumen de arranque de viruta, la fuerza específica de corte y del rendimiento que tenga la máquina. Se expresa en kilovatios (kW). Esta fuerza específica de corte Fc, es una constante que se determina por el tipo de material que se está mecanizando, geometría de la herramienta, espesor de viruta, etc. Para poder obtener el valor de potencia correcto, el valor obtenido tiene que dividirse por un determinado valor (ρ) que tiene en cuenta la eficiencia de la máquina. Este valor es el porcentaje de la potencia del motor que está disponible en la herramienta puesta en el husillo. donde Pc es la potencia de corte (kW) Ac es el diámetro de la pieza (mm) f es la velocidad de avance (mm/min) Fc es la fuerza específica de corte (N/mm2) ρ es el rendimiento o la eficiencia de la máquina Movimiento del Torno La velocidad de corte para trabajo en el torno se puede definir como la velocidad con la cual un punto en la circunferencia de la pieza de trabajo para por la herramienta de corte en un minuto. La velocidad de corte se expresa en pies o en metro por minuto. Estas velocidades de corte las han determinado los productores de metales y fabricantes de herramientas de corte como las convencionales para la larga duración de la herramienta Relación de velocidades con respecto al diámetro 4. HERRAMIENTAS Y ACCESORIOS 4.1 HERRAMIENTAS PARA LIMAR 4.1.1 LIMAS Las limas son instrumentos de acero templado, es decir , de un acero especial de mayor dureza, con la superficie finamente estriada, que actúan por fricción y sirven para desbastar, pulir y alisar. La lima tienen dos partes principales: la parte tallada ( los dientes ) y la espiga o cola, donde se sujeta el mango que puede ser de madera o de plástico. Hay limas de muchas formas ( de media caña, plana, triangular, redonda, etc… ) que deberás utilizar en función del tipo y la forma de la superficie a trabajar: Las limas de media caña se utilizan para superficies curvas. Las limas planas se utilizan para superficies planas. Las limas triangulares son adecuadas para trabajar esquinas. Las limas redondas las debes utilizar para limar superficies curvas e interiores. Las limas varían también en tamaño, picado ( es la forma que tienen los dientes de la lima ) y en el número de dientes en función de los materiales que se vayan a trabajar. 4.1.2 PAPEL DE LIJA El papel de lija está formado por un papel tipo cartulina, que lleva adheridos pequeños granos de material de desbaste ( normalmente algún tipo de sílice ), y se utiliza para el acabado fino del limado, es decir, para dejar la superficie suave. Solamente se emplea con materiales blandos como puede ser la madera, porque con hierro, no tienen fuerza para desgastar el material. Puede haber lijas de distinto grosor de grano, dependiendo del tipo de lijado que queramos efectuar. ¿ CÓMO LAS DEBEMOS DE UTILIZAR ? 1.- Debemos escoger siempre la lima más adecuada en función del trabajo que vayamos a realizar. 2.- La lima ha de estar en buenas condiciones, es decir, ni torcida, ni doblada y con el mango bien sujeto a la espiga. 3.- Hay que coger la lima de forma adecuada, y la posición con respecto al material a limar ha de ser la correcta. 4.- Hay que limpiar las limas con un cepillo metálico, sacando los pequeños trozos de material incrustado. 5.- Cuando guardemos las limas, procuraremos que los dientes no rocen entre sí, porque se pueden desgastar. 6.- Si el mango estuviera agrietado o astillado, deberemos cambiarlo inmediatamente. 7.- Para trabajar más comodamente con el papel de lija puedes graparlo a un taco de madera liso para formar una especie de cepillo. ¡ PRECAUCIONES ! 1.- Debes limar con cuidado, porque los dientes te pueden producir heridas por abrasión. 2.- No lleves nunca las limas en el bolsillo, porque te las podrías clavar en la pierna. 3.- La cola de la lima suele acabar en punta. No utilices nunca una lima sin mango. 4.- Aunque el papel de lija parece inofensivo, no juegues con él. Puede producir raspaduras importantes. Equipos de protección personal: GAFAS DE SEGURIDAD si realizamos operaciones en las que es posible el desprendimiento de partículas. GUANTES adecuados. 4.2 HERRAMIENTAS DE TRAZAR Para poder trazar, es necesario saber cuál es el uso correcto de las herramientas de trazado. La manipulación y el almacenamiento de estas herramientas, ha de ser el correcto, ya que son herramientas de precisión, como por ejemplo, no utilizar para golpear una escuadra, etc. Donde podemos distinguir: 4.2.1 RAYADOR Este instrumento permite realizar líneas sobre materiales que un lápiz común no puede hacerlo, se puede decir que el rayador es un lápiz metálico para dibujar sobre láminas o piezas de plástico o metales. Básicamente el rayador es un cilindro metálico, normalmente de aluminio que termina en una punta muy afilada de acero o carburo de tungsteno. Esta punta afilada marca surcos, que auxiliados por reglas o escuadras permite hacer el trazo sobre la pieza de trabajo 4.2.2 GRAMIL El gramil es un instrumento de trazado y de precisión, que se compone de una base de fundición perfectamente plana en su cara de apoyo, provisto de un vástago vertical graduado milimétricamente llamado nonio (fijo o abatible), por el que se desliza una abrazadera o manguito, también dividida, que sujeta a la punta de trazar. Permite trazar líneas a distintas alturas paralelas al mármol, de corte en referencia a una orilla o superficie, además de otras operaciones. 4.2.3 GRANETE El granete es un útil con forma cónica de acero aleado y con un revenido, donde diferenciamos el cuerpo y la punta. El cuerpo lleva un moleteado para su mejor sujeción durante el trabajo y la punta lleva un templado y va afilada entre 30º a 40º. Se utiliza para marcar los centros para agujeros ya que la huella que deja sirve de guía para la broca, evitando el desvío al resbalar sobre la pieza. Para poder usarlo necesitaremos la ayuda de un martillo para golpearlo. También existen granetes automáticos de acero especial de alta aleación templado al aire, con puntas regulables e intercambiables, que producen la huella sin la necesidad de utilizar el martillo. 4.2.4 GUIAS Las guías son utensilios que se utilizan para guiar o dirigir los útiles de trazado (sirviendo de apoyo o de guía), colocándolas sobre la superficie de la pieza que vamos a trazar. Las más utilizadas son: las reglas, las escuadras y el trasportador de ángulos. Ilustración 3: Falsa escuadra 4.2.5 COMPAS El compás es un instrumento que está formado por dos brazos iguales de acero aleado, articulados en un extremo y los extremos libres terminan con distintas formas de punta afilada (templada). Se utiliza para el trazado de circunferencias, arcos de circunferencias, transportar medidas, etc., poniendo uno de sus extremos libres en la huella del granete. Para el trazado de arcos de diámetros mayores se utiliza otra variedad de compas llamado de varas o de varilla, que está formado por una regla plana por la que se desplazan dos abrazaderas con puntas. Ilustración 4: Compas de interiores, exteriores y recto Ilustración 5: Compas de varas o varilla 4.2.6 CALZOS Los calzos son elementos prismáticos fabricados con fundición gris perlática, donde sus caras son paralelas entre sí y contienen superficies inclinadas formando 90º, donde apoyaremos las piezas cilíndricas como ejes a la hora de su trazado. Ilustración 6: Calzo en X con agarre Ilustración 7: Calzo en X Ilustración 8: Calzo en V largo Ilustración 9: Calzos imantados 4.2.7 BARNICES DE TRAZADO Los barnices de trazado se usan para pintar o cubrir las superficies de las piezas que vamos a trazar, ya que la superficie de las piezas suele ser brillante y cuesta ser rayada, con estor barnices se pueden realizar trazos duraderos. Hoy día nos los podemos encontrar como productos sintéticos, almacenados en recipientes, pintando la pieza con un pincel o algodón o con espray, pero antiguamente eran pastas colorantes que se diluían en agua, los más usados son: • • • • Diluciones de colores. Sulfato de cobre en polvo diluido en agua. Blanco de España en polvo con cola diluida en agua. Azul de Prusia en polvo diluido en alcohol y disueltos en goma laca. Ilustración 10: Diluciones de colore Ilustración 12: Blanco España Ilustración 14: Cola Ilustración 11: Sulfato de cobre Ilustración 13: Azul de Prusia Ilustración 15: Goma laca liquida Ilustración 16: Goma laca sólida 4.3 HERRAMIENTAS DE PERCUSIÓN 4.3.1 MARTILLO 4.3.2 MAZO 4.4 HERRAMIENTAS DE VERIFICACIÓN 4.4.1 REGLA GRADUADA Es una regla graduada de acero, generalmente inoxidable, usada para medir longitudes. Se utiliza en mediciones que admiten errores superiores a la menor graduacion de la regla. 4.4.2 CALIBRADOR El calibre es un instrumento de medición dotado de una escala y un cursor que desliza en él y fue concebido para tomar dimensiones lineales por contacto. El tipo mas encontrado en los talleres de metalmecánica es el que tiene nonio, generalmente, todos los tipos permiten tomar medidas externas, internas, de profundidad y resaltos. Procedimiento para tomar medidas en el calibrador universal 1) 2) 3) 4) 5) 6) 7) Abra (aleje las caras de contacto) del calibre un poco más que el objeto a ser medido Coloque el objeto en la abertura Cierre cuidadosamente el instrumento hasta que haya contacto entre las caras y el objeto Asegúrese que ellos están paralelos, un pequeño movimiento puede cambiar esto Haga la lectura e interprete la medida Abra el calibre y retire el objeto Coloque ambos en un lugar adecuado 8) Repita la operación para confirmar la medida Evidentemente, es necesario adaptar este procedimiento para cada tipo de medición, por ejemplo, es posible mover el calibre antes de que la lectura en medición de profundidad o resaltos, o para mediciones internas el primer paso es abrir el instrumento un poco menos que el agujero a ser medido y el sexto paso es cerrar el instrumento antes de retirar del agujero. Medición externa Ejemplo 1 – buenas prácticas de medición externa con el calibrador universal 1. Permita que el calibre se alinee con el objeto que está siendo medido, esto es posible asegurando ambos sin apretar. 2. Posicione el objeto cerca de la escala principal, sin tocarla, ejemplo 1 Contraejemplo 1 – medición externa – objeto muy alejado de la escala Medición interna Ejemplo 2 – buenas prácticas de medición interna con calibrador universal 3. Permita que el calibre se alinee con el agujero o rasgo que esté siendo medida, esto es posible asegurando ambos sin apretar. 4. Posicione el objeto lo mas cerca posible del cursor, ejemplo 2 Contraejemplo 2 – medición interna – objeto muy distante del cursor Medición de profundidad 5. Permita que la varilla de profundidad del calibre se alinee paralelamente con el agujero o rasgo que va a ser medido, esto es posible asegurando ambos sin apretar. Medición de profundidad – agujero con fondo cónico Ejemplo 4 – buenas prácticas de medición interna con calibrador universal – agujero de broca 6. Si usa el lado de la ranura, el tope de la varilla va a seguir hasta apoyarse en el cono de la punta de la broca, adicionando algunas décimas de milímetro a la medida, contraejemplo 4 Contraejemplo 4 – medición de agujero de broca – varilla mide parte del cono Medición de profundidad – agujero de fondo ciego Ejemplo 5 – buenas prácticas de medición interna con calibrador universal – agujero de broca 7. Para medir la profundidad de un agujero ciego, use el lado de la varilla de profundidad con la ranura, ejemplo 5, esta prática evita la medición del redondeo del fondo. Contraejemplo 5 – medición de agujero ciego – varilla midiendo rebaba Medición de resaltos Ejemplo 6 – medición de resaltos con calibrador universal 8. Algunos fabricantes de calibre adicionaron una característica muy interesante, que permite la medición de resaltos. El tope del cursor y de la escala principal son coplanares. De este modo, el puede ser tilizado para medir resaltos con una precisión mucho mayor que la obtenida cuando usamos la varilla de profundidad, ejemplo 6. 8.1.1 MICROMETRO 8.1.2 GONIOMETRO El goniómetro o transportador universal es un instrumento de medición que se utiliza para medir ángulos. Consta de un círculo graduado de 180° o 360º, el cual lleva incorporado un dial giratorio sobre su eje de simetría, para poder medir cualquier valor angular. El dial giratorio lleva incorporado un nonio para medidas de precisión. Modo de uso: Transportadores Universales (en este caso de Starrett) con vernier, pueden ser leídos precisamente con una aproximación de 5 minutos (5’) ó 1/12 de grado. El cuadrante está graduado a la derecha y a la izquierda del cero, hasta 90 grados. La escala del vernier está también graduada a la derecha y a la izquierda del cero, hasta 60 minutos (60’). 8.1.3 RELOJ COMPARADOR 8.1.4 PLANTILLAS 8.2 HERRAMIENTAS DE ASERRADO 8.2.1 SIERRA MANUAL 8.2.2 ESMERILADORAS Es, por lo general, una máquina de pequeñas dimensiones y unos 6 o 7 kg de peso, que va montada a un banco de trabajo y que se utiliza para el afilado de herramientas (brocas, escoplos, cuchillas de torno, destornilladores, buriles, cinceles, etc.) y para quitar rebabas de piezas pequeñas. Lleva dos muelas de distinta granulometría a cada lado, una fina para el afilado y otra más basta para repasar. Ilustración 17: Partes de esmeriladora de banco Los componentes principales de una esmeriladora de banco son: 1. Interruptor de encendido 2. Soporte para la herramienta (derecho) 3. Protector de ojos 4. Abrazadera del protector de ojos 5. Tornillo 6. Soporte para la herramienta (izquierdo) Usos de la esmeriladora de banco La siguiente tabla muestra algunos ejemplos y procedimientos de afilado de herramientas con una esmeriladora de banco. 8.3 ALICATES 8.4 LLAVES DE APRETAR 8.5 DESTORNILLADOR 8.6 PRENSAS DE BANCO 4. cuchilla Básicamente, el mecanizado mediante un torno genera formas cilíndricas con una herramienta de corte o cuchilla que, en la mayoría de los casos, es estacionaria, mientras que la pieza de trabajo es giratoria. Una herramienta de corte típica para usar en un torno (también conocida como buril). 4.1. Partes de la cuchilla Consta principalmente de un cuerpo, mango o vástago, y de un cabezal donde se encuentra la parte cortante. A su vez, el cabezal se compone de diversas partes, tal como vemos en la figura de abajo 4.2. La herramienta de corte tiene que cumplir las siguientes condiciones Es requisito indispensable que la herramienta de corte presente Alta dureza, Incluso a temperaturas elevadas Alta resistencia al desgaste y gran ductilidad. 4.3. Materiales de fabricación de las cuchillas Estas características dependen de los materiales con los que se fabrica la herramienta, los cuales se dividen en varios grupos. 4.3.1. Acero al carbono De escasa aplicación en la actualidad, las herramientas fabricadas en acero al carbono o acero no aleado tienen una resistencia térmica al rojo de 250-300 ºC y, por lo tanto, se emplean solamente para bajas velocidades de corte o en el torneado de madera y plásticos. Son herramientas de bajo costo y fácil tratamiento térmico, pero por encima de 300°C pierden el filo y la dureza. Con acero al carbono se fabrican machuelos, terrajas, limas de mano y otras herramientas similares. 4.3.2. Acero rápido Son herramientas de acero aleado con elementos ferrosos tales como tungsteno, cromo, vanadio, molibdeno y otros. Estos aceros adquieren alta dureza, alta resistencia al desgaste y una resistencia térmica al rojo hasta temperaturas de 650 ºC. Aunque a escala industrial y en el mecanizado de alta velocidad su aplicación ha disminuido notablemente en los últimos años, las herramientas de acero rápido aún se prefieren para trabajos en metales blandos o de baja producción, porque son relativamente económicas y son las únicas que se pueden volver a afilar en amoladoras o esmeriladoras provistas de una muela abrasiva de óxido de aluminio, de uso común en la mayoría de los talleres. Los materiales que siguen son aquellos con los que se construyen los hoy tan difundidos insertos o plaquitas. 4.3.3. Carburo cementado o metal duro Estas herramientas se fabrican a base de polvo de carburo, que, junto a una porción de cobalto, usado como aglomerante, le otorgan una resistencia de hasta 815°C. Los carburos más comunes son: carburo de tungsteno (WC owidia), carburo de titanio (TiC), carburo de tantalio (TaC) y carburo de niobio (NbC). Por su dureza y buena resistencia al desgaste son las herramientas más adecuadas para maquinar hierro colado, metales no ferrosos y algunos materiales abrasivos no metálicos. Otra categoría de metales duros aleados comprende carburo cementado recubierto, donde la base de carburo cementado se recubre con carburo de titanio, nitruro de titanio (TiN), óxido de aluminio, nitruro de titanio y carbono (TiCN) y nitruro de titanio y aluminio (TiAlN). Cermet (combinación de material cerámico y metal): aunque el nombre es aplicable incluso a las herramientas de carburo cementado, en este caso las partículas base son de TiC, TiCN y TiN en vez de carburo de tungsteno. El aglomerante es níquel-cobalto. Estas herramientas presentan buena resistencia al desgaste, alta estabilidad química y dureza en caliente. Su aplicación más adecuada es en los materiales que producen una viruta dúctil, aceros y las fundiciones dúctiles. 4.3.4. Cerámica Existen dos tipos básicos de cerámica, las basadas en óxido de aluminio y las de nitruro de silicio. Son duras, con alta dureza en caliente y no reaccionan químicamente con los materiales de la pieza, pero son muy frágiles. Se emplean en producciones en serie, como el sector automotriz y las autopartes, donde dado a su buen desempeño, han logrado aumentar notablemente la cantidad de piezas fabricadas. 4.3.5. Nitruro de boro cúbico (CBN) Es el material más duro después del diamante. Presenta extrema dureza en caliente, excelente resistencia al desgaste y en general buena estabilidad química durante el mecanizado. Es frágil, pero más tenaz que la cerámica. 4.3.6. Diamante policristalino (PCD) Es sintético y casi tan duro como el diamante natural. Presenta una increíble resistencia al desgaste y una baja conductividad térmica, por lo que la vida útil de la herramienta es hasta cien veces mayor que la del carburo cementado. Sin embargo, también es muy frágil, las temperaturas de corte no deben exceder de 600 ºC, no puede usarse para cortar materiales ferrosos porque existe afinidad y no sirve para cortar materiales tenaces 4.4. Estandarización de las herramientas de corte Veamos otras clasificaciones importantes que caracterizan cada herramienta y que responden a las normas internacionales ISO y/o DIN que detallaremos seguidamente. Las herramientas para torno pueden clasificarse: 4.4.1. Según la dirección de avance de la herramienta: Corte derecho (R): son herramientas que avanzan de derecha a izquierda. Corte izquierdo (L): son herramientas que avanzan de izquierda a derecha. 4.4.2. Según la forma del vástago de la herramienta: Vástago recto: cuando desde el extremo de la herramienta se observa un eje recto. Vástago acodado: cuando desde el extremo de la herramienta se observa que su eje se dobla hacia la derecha o la izquierda, cerca de la parte cortante. 4.4.3. Según el método de fabricación de la herramienta: Herramientas integrales o enteras: se forjan a la forma requerida en una sola pieza de un mismo material. Se fabrican en forma de barra redonda, cuadrada o rectangular de acero para herramientas forjadas, que en un extremo tienen su filo cortante. Herramientas compuestas: son de distintos tipos que podemos clasificar en tres subgrupos: o Herramientas fabricadas con distintos materiales: por lo general, el vástago es de acero para construcciones y la parte cortante es de acero rápido y está soldada a tope. o Herramientas con placa soldada: vástago de acero y parte cortante de acero rápido o widia en forma de pequeña pastilla o placa soldada. La soldadura de cada herramienta requiere tiempo y destreza. Dependiendo de la aplicación, de la forma del vástago y de la dirección de avance, estas herramientas se clasifican según normas ISO y DIN (ver tabla más abajo). La placa soldada puede volver a afilarse cuando sea necesario y hasta el término de su vida útil. o Portaherramientas con placa intercambiable: constan de un mango o portaherramientas capaz de reutilizarse innumerables veces, en el que alternativamente pueden montarse y desmontarse pequeñas pastillas o placas intercambiables denominadas insertas, de compuestos cerámicos, de forma triangular, cuadrada, rómbica, redonda u otras. Los insertos están diseñados para intercambiarse o rotarse a medida que cada borde de corte se desgasta y al término de su vida útil se descartan, por lo que no se requiere el afilado. Los insertos se clasifican bajo estrictas normas ISO. 4.5. Clasificación ISO/DIN de las herramientas con placa soldada de metal duro En la siguiente figura vemos las principales aplicaciones de las herramientas para torno, con la clasificación ISO/DIN específica de las que presentan placa soldada de widia, detallada en la tabla correspondiente. 4.6. Angulos de cuchilla Para garantizar la capacidad de corte necesaria de la herramienta, obtener la precisión y calidad de acabado requeridas de las superficies de la pieza y también una alta productividad del trabajo, es imprescindible la elección acertada de la geometría de la cuchilla; es decir, la dimensión de los ángulos de la cabeza de la cuchilla. Se diferencian los ángulos en el plano y los ángulos fundamentales de la cuchilla (ángulos de la cuña de trabajo). 4.6.1. Los ángulos en el plano, son aquellos formados por los filos de la cuchilla y la dirección del avance: φ (fi) es el ángulo principal en el plano, φ1 el ángulo en el plano. 4.6.2. Los ángulos fundamentales de la cuchilla son, el ángulo de desprendimiento γ (gamma), el ángulo principal de incidencia α (alfa), el ángulo de filo β (beta) y el ángulo de corte δ (delta). El ángulo de inclinación del borde cortante, λ (lambda) que es el formado entre el borde cortante y la superficie de apoyo de la cuchilla. Los valores numéricos de los ángulos de la cuchilla se toman de acuerdo a las tablas, según las condiciones del mecanizado. 4.7 Desgaste y afilado de las cuchillas Como resultado del rozamiento de la viruta con la cara de desprendimiento de la cuchilla y de las caras de incidencia de la misma con la superficie de la pieza a trabajar, se desgasta la parte de trabajo de la cuchilla. La cuchilla desgastada (embotada) se re-afila. Para el afilado de las cuchillas se usa la máquina afiladora-rectificadora. Para garantizar una posición estable de la cuchilla que se afila, en la máquina se encuentra un dispositivo especial llamado apoya manos, Al afilar la cuchilla es necesario presionar ligeramente la superficie que se afila contra la muela en rotación, y, para que el desgaste de esta última sea más uniforme y la superficie que se afila resulte plana, la cuchilla se debe desplazar continuamente a lo largo de la superficie de trabajo de la muela. Se afilan primeramente las caras principales y auxiliares de incidencia, a continuación, la cara de desprendimiento y el vértice de la cuchilla. Después del afilado se efectúa el afinado de la cuchilla, consistente en el esmerilado de las caras de desprendimiento a incidencia en una parte estrecha a lo largo del borde cortante, lo que garantiza la rectificación del filo y la elevación de la durabilidad de la cuchilla. El acabado de afinado se efectúa en las muelas de acabado de diamantes. La geometría de la cuchilla después del afilado se comprueba con plantillas especiales, transportadores de ángulos y otros instrumentos. El afilado de las cuchillas lo tienen que realizar solamente aquellos obreros que conozcan las instrucciones sobre la técnica de seguridad. Para trabajar con la máquina afiladora hay que observar los siguientes requisitos de seguridad: Antes de comenzar el afilado de la herramienta hay que asegurarse del buen estado de lodos los mecanismos y dispositivos de la máquina, incluso de la cubierta protectora de la muela y el sentido correcto de rotación de la misma (la muela debe girar hacia la cuchilla); comprobar la colocación correcta del apoya manos: la holgura entre la cara de trabajo de la muela y el extremo del apoya manos no debe exceder de 3 mm. Se permite una nueva colocación del apoya manos solamente después de que la muela esté parada por completo; se prohíbe trabajar en una máquina de afilar sin apoya manos ni cubierta protectora; durante el afilado se debe cerrar la zona del afilado instalando una pantalla protectora transparente o ponerse gafas protectoras. Es imprescindible observar las siguientes reglas para el uso de las cuchillas: Antes de conectar el avance, es necesario apartar la cuchilla de la pieza, lo que protege el borde de corte contra el desmenuzamiento; se recomienda afilar periódicamente la cuchilla con una barra abrasiva de grano fino directamente en el porta-cuchillas, lo que alarga la duración de servicio de la cuchilla. Se prohíbe dejar qua el borde de incidencia de la cuchilla se embote considerablemente, es necesario re-afilar esta última antes de que comience a destruirse el borde de corte, o sea, con una anchura de la parte desgastada de la cara de incidencia principal de la cuchilla de 1 a 1,5 mm. Se prohíbe emplear las cuchillas como guarniciones. La cuchilla de aleación dura se debe entregar al almacén, cuando la plaquita de aleación dura se ha separado del mango. Se prohíbe colocar las cuchillas sin orden (en montón) en la caja para las herramientas. 5. Funciones Según el propósito o aplicación de la herramienta: 5.1. Cilindrado Es una operación realizada en el torno mediante la cual se reduce el diámetro de la barra de material que se está trabajando. Para poder efectuar esta operación, la herramienta y el carro transversal se han de situar de forma que ambos formen un ángulo de 90º (perpendicular), y este último se desplaza en paralelo a la pieza en su movimiento de avance. Esto es así por el hecho de que por el ángulo que suele tener la herramienta de corte, uno diferente a 90º provocará una mayor superficie de contacto entre ésta y la pieza, provocando un mayor calentamiento y desgaste, la pieza se rebaja longitudinalmente para generar formas cilíndricas. 5.2. Refrentado Se rebaja el extremo de la pieza para lograr que quede a 90º respecto del eje de simetría. El refrentado (también denominada de fronteado) es la operación realizada en el torno mediante la cual se mecaniza el extremo de la pieza, en el plano perpendicular al eje de giro. Para poder efectuar esta operación, la herramienta se ha de colocar en un ángulo aproximado de 60º respecto al porta herramientas. De lo contrario, debido a la excesiva superficie de contacto la punta de la herramienta correrá el riesgo de sobrecalentarse. También hay que tomar en cuenta que a medida que nos acercamos al centro de la pieza hay que aumentar las r.p.m o disminuir el avance. 5.3. Torneado cónico Se combina el movimiento axial y radial de la herramienta para crear formas cónicas y esféricas. En este caso se debe calcular el ángulo de desplazamiento del carro superior El ángulo de desplazamiento se puede hallar por a)Tablas B) Fórmula Matemática: α/2 = (D- d) / 2Lc Dónde: D= Diámetro mayor del cono; d: diámetro menor del cono; Lc: Longitud cónica 5.4. Roscado La pieza se rebaja de forma helicoidal para crear una rosca que puede servir para colocar una tuerca o unir piezas entre sí. Un roscado o rosca es una superficie cuyo eje está contenido en el plano y en torno a él describe una trayectoria helicoidal cilíndrica El roscado puede ser realizado con herramientas manuales o máquinas herramientas como taladradora, fresadoras y tornos. Para el roscado manual se utilizan machos y terrajas, que son herramientas de corte usadas para crear las roscas de tornillos y tuercas en metales, madera y plástico. El macho se utiliza para roscar la parte hembra mientras que la terraja se utiliza para roscar la porción macho del par de acoplamiento. El macho también puede utilizarse para roscado a máquina. Si se necesita producir grandes cantidades de roscados tanto machos como hembras se utiliza el roscado por laminación según el material con que esté construido 5.5. Mandrilado Se llama mandrilado a una operación de mecanizado que se realiza en agujeros de piezas ya realizados para obtener mayor precisión dimensional, mayor precisión geométrica o una menor rugosidad superficial, pudiéndose utilizar para agujeros cilíndricos como cónicos, así como para realizar roscas interiores. El mandrilado puede realizarse en varias máquinas de herramientas diferentes como el torno de cabeza giratoria. Si la pieza es un sólido de revolución pequeño con un agujero en su eje de simetría, el mandrilado puede realizarse en un torno, haciendo girar la pieza en el plato giratorio y fijando una barra de mandrilar con el filo adecuado en el contrapunto del torno Torneado de forma: la herramienta se desplaza radialmente de afuera hacia adentro de la pieza. Un corte a profundidad constante deja la forma ranurada o acanalada, mientras que un corte profundo corta totalmente el cilindro (tronzado). 5.6. Taladrado Se entiende por taladrado en el torno, el procedimiento de arranque de viruta con movimiento de corte circular, y en la cual la herramienta solo tiene movimiento de avance en la dirección del eje de giro (Fig. 1). Se realiza taladrado en el torno en aquellos casos en que se desea una posición exacta deleje del taladrado o cuando el trabajo de taladrado se hace en la pieza combinado con otros trabajos de torno. Por lo general se hace entonces todo el trabajo de torno de un lado de la pieza aprovechando la sujeción de la misma. Se emplea una broca para efectuar orificios en la pieza y las herramientas empleadas en el taladrado en el torno son las mismas que se utilizan en las taladradoras. Para efectuar agujeros profundos se utilizan básicamente dos tipos de brocas: brocas helicoidales con agujeros para la lubricación forzada y brocas para cañones. 5.7. Escariado Para escariar en el torno, además de las herramientas de filo simple, se utilizan también los escariadores de dientes, también llamados escariadores para máquina. Los escariadores están formados por un número de dientes rectos o helicoidales que varía de 4 a 16, dispuestos simétricamente alrededor del eje de la herramienta. 5.8. Moleteado Consiste en imprimir en la superficie de la pieza un grabado por medio de una herramienta especial denominada “moleta” provista de una rueda que lleva en su superficie el grabado deseado y que se aplica fuertemente sobre la pieza a moletear Montaje de las diferentes piezas Existen diferentes tipos de montajes de herramientas para las diferentes máquinas del taller Torno * Buril: el montaje del buril es fácil, a la parte del torno llamada “torreta” se le aflojan los tornillos necesarios para que quepa el buril, hecho lo anterior tal vez sea necesario poner debajo del buril unas dos monedas, para poder alinear el buril con el punto giratorio. La punta del buril con la que se va a desbastar tiene que estar alineada con el centro del punto giratorio. * Punto giratorio: para mover el contrapunto se necesita una llave o un perico, estos se utilizarán para quitar una tuerca que evita el movimiento del contrapunto. Al girar el volante del contrapunto se extiende una parte a la que se le llama “tornillo sin fin”, el punto giratorio se monta introduciéndolo en el husillo de este. Su montaje permite usarlo como un punto de apoyo extra para la pieza a maquinar. * Broca de centros: primero se tiene que montar el broquelo, para montar el broquelo se tiene que seguir el mismo procedimiento que se utilizó para montar el punto giratorio. El broquelo se utiliza para sostener la broca de centros, para montar esta se necesita la llave del broquero, una vez que se tiene esta se introduce en una de las ranuras del broquelo y se gira, al girarla se extienden tres partes que sostendrán la broca, al introducirla ahí. * Moleteado: Para montarlo se sigue el mismo procedimiento que en el montaje del buril, pero a este no se le colocan monedas ni se tiene que centrar con el punto giratorio. El moleteado sirve para dar acabado a las piezas, se tiene que usar con las mínimas revoluciones y usando el automático del torno. * Montaje de la pieza a maquinar: Para montar la pieza primero se necesita tener la llave del “Chuck” esta, al igual que con la del broquelo se gira para abrir cuatro partes (en este caso) que sostienen a la pieza. Al cerrarla se asegura la pieza. NO se debe de apretar demasiado debido a que esto puede dejar marcas en la pieza. La colocación correcta de las cuchillas exige ciertas precauciones, que conviene recordar siempre, en evitación de accidentes, deterioro de la pieza trabajada y de la propia herramienta por tales motivos tenemos que tener en cuenta la: * Rigidez en fijación: Las herramientas deben quedar rígidamente sujetas en La torreta, a fin de que, en el trabajo, no se desvíen o produzcan vibraciones. VIRUTA Definición de viruta: Es una lámina convexa o cinta a veces muy larga o enrollada en hélice, desprendida de la madera o de los metales por la herramienta de corte. Deformación del metal: Tras haber trazado una red cuadriculada en una sección longitudinal de una barra se observó la deformación del metal por la penetración de la cuchilla de la forma siguiente: La deformación de este fenómeno determina las leyes sobre la salida y rozamiento de la viruta, sobre la formación del filo recrecido, sobre la fuerza de corte y sobre el desgaste de las cuchillas. Formación de viruta: Si se examina la desagregación o pérdida de cohesión del material que constituye la viruta, se observa que puede estar producido: 1. Por arranque. 2. Por cortadura. 3. Por fluencia. En algunos casos pueden combinarse estos defectos, debe considerarse una herramienta cortando el metal. El examen de la viruta de muestra: 1. Que nos encontramos en presencia de una serie de elementos análogos, con una superficie de separación entre ellos más o menos distanciadas, según si el metal es más o menos plástico. Este modo de formación está ocasionado por cortadura. En algunos casos, las separaciones son poco aparentes, pero puede observarse que la dirección de la grieta es aproximadamente constante durante el trabajo. 2. Que cada elemento de viruta está formado por un metal fuertemente comprimido. Sobre la cuchilla se observa una serie de fragmentos que van separándose de la superficie de desprendimiento (Fig. 2). Los elementos de viruta, más o menos deformados por compresión, deslizan los unos sobre los otros y sus espesores son cada vez menores a medida Que se aproximan al filo de la herramienta. 3. Que el arranque de la viruta se produce cuando el filo de la cuchilla (Fig. 3) corta el vértice del cono CBO que dejó la viruta anterior. a. El material se deforma por compresión y fluye hacia el exterior por capas sucesivas. El esfuerzo de la cuchilla crece de B a A. Este deslizamiento a menudo llega hasta la rotura. b. El esfuerzo de la herramienta, que aumenta de B a A, acaba por superar la resistencia a la cortadura del material trabajado. La viruta se curva, el arranque de elementos continúa, la viruta se rompe y el fenómeno se repite nuevamente. La primera conclusión que se saca de este estudio es que el esfuerzo de corte no es continuo, sino ondulatorio e irregular. Varía con la clase de metal cortado y según la homogeneidad del mismo. Clasificación de las virutas: 1. Virutas continúas con bordes lisos. 2. Virutas continúas con caras irregulares. 3. Virutas partidas o discontinuas. 1. Virutas continúas con bordes lisos. El metal sufre una fuerte compresión a medida que se le aproxima el filo de la cuchilla y adquiere el estado plástico después de rebasar el límite elástico La viruta fluye en este momento sobre la cara de desprendimiento pues experimenta una acción lateral dada por el ángulo que forma el plano de cizallamiento. Cada partícula del metal pasa por este pIano, originándose un deslizamiento de los cristales del material cortado hasta que este deslizamiento es frenado por el temple que se produce durante el trabajo; debido a la cohesión, el metal que pasa por el plano de cizallamiento sale en forma de una viruta continua que presenta, por la cara en contacto con la cuchilla, una zona fuertemente comprimida cuya superficie es lisa y bruñida. 2. Virutas continúas con caras irregulares. Estas virutas aparecen cuando se trabajan metales dúctiles a pequeña velocidad, sin refrigeración. Durante el corte y a medida que se le aproxima el filo, el metal se comprime, produciéndose sobre la cara de la cuchilla y por delante de ella, una deformación plástica al igual que en el caso de la viruta continua con bordes lisos. Sin embargo, siendo muy grande la resistencia al movimiento relativo entre la viruta y la cuchilla, algunas partículas de la viruta se sueldan a la herramienta y forman un filo irregular sobre el cual desliza la viruta El tamaño y forma de este filo están sujetos a frecuentes variaciones, pues este tipo de viruta es inestable. a. Diferentes fases de la formación de viruta con caras irregulares. Los crecimientos del filo y las partículas soldadas se indican en negro. 1. Recrecimiento fragmento importante e inestable, a punto de romperse. Los fragmentos del recrecimiento precedente se adhieren a la superficie de la pieza y a la viruta. 2. El recrecimiento fragmento se rompe. Una parte queda adherida a la superficie de la pieza. 3. Los fragmentos se alejan mientras el crecimiento pasa de una condición estable a otra inestable. Algunas partículas quedan en la superficie mecanizada y le dan rugosidad. b. Formación de una viruta discontinua. La retícula de líneas representa las deformaciones en la viruta y en la pieza mecanizada durante un ensayo. Algunas partículas del filo recrecido se sueldan a la viruta, mientras que otras lo hacen sobre la pieza, quedando esta con una superficie rugosa y las virutas con las caras irregulares. 3. Virutas discontinuas. Se obtienen principalmente al trabajar metales quebradizos. El material próximo al filo se comprime y durante su deslizamiento a lo largo de la cara de la cuchilla aumenta la intensidad del esfuerzo hasta que el valor de la fatiga por cortadura, en el plano decizallamiento, alcanza su máximo y se produce la rotura. La repetición del ciclo crea una serie de fragmentos independientes que constituyen la característica de este tipo de viruta. También se producen virutas discontinuas al trabajar metales férreos a velocidades muy pequeñas y con herramientas afiladas con unos ángulos inadecuados El estudio de las microfotografías nos demuestra que el rozamiento entre la viruta y la cuchilla es un factor muy importante para la determinación del tipo de viruta producida, del cual depende la calidad del acabado de la superficie mecanizada con arreglo a las condiciones de corte más favorables. Observando la sección longitud in al de una viruta, puede comprobarse que se presenta por laminillas superpuestas, recalcadas y ligeramente despegadas las unas de las otras. Además, se ve que los cristales se han deformado y que esta deformación tiene una orientación distinta a la del plano de las laminillas En resumen, que en la viruta existen dos planos y dos ángulos característicos: plano de deslizamiento o de cizallamiento del material y plano de deformación de los cristales respectivamente. FACTORES QUE INFLUYEN EN LA FORMACION DE VIRUTA El arranque de la viruta depende de algunas variables. Según sean las propiedades mecánicas del material que se trabaja, son diferentes las resistencias a la rotura y a la cortadura de las virutas, pero existen también otros factores que pueden influir en el proceso de formación de las mismas. Influencia del avance: Al aumentar el avance de la herramienta hay cambio en la formación de la viruta, de continua a irregular. Influencia de la velocidad: La velocidad de corte (y por consiguiente la temperatura de corte) influyen en la formación de la viruta. Mayor velocidad de corte mayor será el espesor de la viruta relacionándolo con el avance. Ejemplo: a una velocidad de 30 m/min. con un acero de cementación, su espesor es de 1.6 veces el avance; con una velocidad de corte de 35 m/min. Con el mismo acero el espesor llega a ser 4.5 veces mayor que el avance. Influencia de la profundidad de pasada: A una velocidad constante y mayor profundidad hay mejor formación de la viruta. Ejemplo: con una velocidad constante de 20 m/min. y una profundidad de 011 mm. Muestra la viruta en forma de granos y totalmente destruidos, mientras que con una profundidad de 0.3 mm. Resultan solo ligeramente deformados y alargados en el sentido del deslizamiento. Influencia de los ángulos de la cuchilla: También influyen en la deformación de la viruta el valor de los ángulos de desprendimiento y de corte. Ejemplo: al trabajar un acero de cromoníquel tratado las virutas obtenidas con una velocidad de corte de 70 m/min. y un avance de 0.3 mm. por vuelta con herramienta afilada a 66° (ángulo de filo) los granos de la viruta están muy deformados y el valor del espesor de la misma es 5 veces el del avance, con 60° la viruta tiene un espesor de 3.5 veces el valor del avance teórico, pero su estructura resulta muy deformada, con 50° su espesor no es más que de 2.5 veces el avance y el metal se deforma poco, el material se corta mucho más fácilmente, aunque la presión de corte haya variado un poco. Angulo de posición: la influencia de este ángulo también es muy grande. El trabajando acero de 45 kg/mm2, a las menores virutas obtenidas con cuchillas de filo normal y con cuchillas de filo oblicuo. Los avances correspondientes a la cuchilla de filo oblicuo son mucho mayores, puesto que el espesor de las virutas varía con el ángulo de posición. Angulo de ataque: la variación del valor de este ángulo no ha demostrado variaciones notables en las dimensiones de las virutas. Influencia material de la cuchilla. Influencia material a trabajar. Formación de viruta en el torno El torneado ha evolucionado tanto que ya no se trata tan solo de arrancar material a gran velocidad, sino que los parámetros que componen el proceso tienen que estar estrechamente controlados para asegurar los resultados finales de economía calidad y precisión. La forma de tratar la viruta se convierte en un proceso complejo, donde intervienen todos los componentes tecnológicos del mecanizado, paraqué pueda tener el tamaño y la forma que no perturbe el proceso de trabajo. Si no fuera así se acumularían rápidamente masas de viruta larga y fibrosa en el área de mecanizado que formarían madejas enmarañadas e incontrolables. La forma que toma la viruta se debe principalmente al material que se está cortando y puede ser de material dúctil y también quebradiza y frágil. El avance con el que se trabaje y la profundidad de pasada, son bastante responsables de la forma de viruta, y cuando no se puede controlar con estas variables hay que recurrir a elegir la herramienta que lleve incorporado un rompe virutas eficaces. Formación óptima para una mejor formación de viruta en materiales de bajo contenido en carbono Un buen control de viruta en aceros con bajo contenido en carbono puede ser un factor esencial para conseguir productividad en el torneado. La nueva geometría ofrece una excelente formación de viruta con datos de corte optimizados para operaciones de acabado en aceros con bajo contenido en carbono y materiales prensados. Con vistas al mejor rendimiento del mecanizado, en producción masiva en cajas de cambios automáticas para la industria del automóvil, por ejemplo, la nueva geometría puede ofrecer: -producción más continua y menos tiempos muertos con reducción del riesgo de atasco durante el mecanizado. -mejor acabado superficial de la pieza con menos virutas que dañen el material. -reducción del riesgo de daño de la herramienta por las virutas no evaluadas. -incremento de la productividad y mejora del acabado superficial con avances ms elevados gracias a las plaquitas Wiper. La geometría para el material con bajo contenido en carbono representa un paso más hacia el mecanizado sin contratiempos en áreas en las que la evaluación de viruta es todo un reto. En la primera fase, la geometría para bajo contenido en carbono se presenta en tres calidades competitivas: GC4225: para una producción segura y fiable en el área de aplicaciones acero. GC1525: para un optimo acabado superficial cuando existen limitaciones de velocidad GC2025: para el torneado de materiales pastosos con elevadas exigencias de tenacidad. Tipos de virutas En todos los procedimientos de separación que generan virutas estas se expulsan mediante la cuña cortante que penetra en el material. Estas virutas pueden tener for-mas muy diferentes. Se distinguen las siguientes clases de virutas: Las virutas discontinuas son cortas y tienen una forma irregular, debido a que fueron arrancadas del material. Esta forma de virutas aparece, sobre todo, durante el desbaste cuando, por ejemplo, se trabaja con una gran profundidad de corte, una velocidad de corte baja y un gran avance. Las virutas continuas son largas y cohesivas. Se forma durante el tratamiento de materiales blandos y resistentes. Otras condiciones previas para las virutas continuas son una elevada velocidad de corte y una cuchilla de torno con un gran ángulo de ataque. Las virutas continuas obstaculizan la secuencia de trabajo, pues resultan difíciles de eliminar. Elevan el peligro de accidentes y pueden dañar la superficie de la pieza de trabajo. Las virutas de cizallamiento son de cohesión irregular. Se generan en materiales resistentes, a velocidades medias de corte y con ángulos de ataque pequeño o mediano. No se consigue la misma calidad de superficie de la pieza de trabajo que en el caso de las virutas continuas. Nota Se debe intentar conseguir siempre virutas cortas. Ofrecen las siguientes ventajas: escaso peligro de accidente gran calidad de superficie buena evacuación de las virutas Esto se consigue para las virutas continuas mediante: rompevirutas en la cuchilla de torno utilización de materiales con contenido en azufre (aceros para mecanizar) Controlar la viruta con éxito El control de la viruta es uno de los factores clave en el torneado y existen tres alternativas en cuanto a la rotura de la viruta: Autor rotura, por ejemplo: fundición gris Rotura contra la herramienta Rotura contra la pieza Los factores que influyen en la rotura de la viruta son: Geometría de la plaquita (en función de la anchura del espacio para la viruta y del diseño de la micro geometría y macro geometría, la viruta será más abierta o más comprimida). Radio de punta (con un radio de punta más pequeño se controla mejor la viruta que con uno grande). Ángulo de posición (en función del ángulo, la viruta se dirige de formas diferentes; hacia la escuadra o desde la escuadra hacia fuera). Profundidad de corte (en función del material de la pieza, una profundidad de corte mayor influirá en la rotura de la viruta, de modo que unas fuerzas mayores romperán y eliminarán la viruta). Avance (un avance más elevado creará, por lo general, una viruta más resistente. En determinados casos puede contribuir a la rotura y al control de la viruta). Velocidad de corte (un cambio en la velocidad de corte mayor puede influir en el rendimiento de la rotura de la viruta) Material (un material de viruta corta [por ejemplo, fundición de hierro] resulta por lo general fácil de mecanizar. En el caso de materiales con una resistencia mecánica y a la fluencia excelentes [tendencia de los sólidos a ceder o deformarse lentamente al someterse a tensiones, por ejemplo, Inconel], la rotura de la viruta es un problema importante) Autorrotura Rotura contra la herramienta Rotura contra la pieza 7 NORMAS DE SEGURIDAD Normas de seguridad e higiene Los trabajadores deben utilizar anteojos de seguridad contra impactos, sobre todo cuando se mecanizan metales duros, frágiles o quebradizos, debido al peligro que representa para los ojos las virutas y fragmentos de la máquina pudieran salir proyectados. Manejar la máquina sin distraerse. Las virutas producidas durante el mecanizado nunca deben retirarse con la mano, ya que se pueden producir cortes y pinchazos. Las virutas secas se deben retirar con un cepillo o brocha adecuados, estando la máquina parada. Para virutas húmedas o aceitosas es mejor emplear una escobilla de goma. Se debe llevar la ropa de trabajo bien ajustada. Las mangas deben llevarse ceñidas a la muñeca. Se debe usar calzado de seguridad que proteja contra cortes y pinchazos, así como contra caídas de piezas pesadas. Es muy peligroso trabajar llevando anillos, relojes, pulseras, cadenas en el cuello, bufandas, corbatas o cualquier prenda que cuelgue. Asimismo es peligroso llevar cabellos largos y sueltos, que deben recogerse bajo gorro aprenda similar. Lo mismo la barba larga. Antes de comenzar el trabajo verificar: Que la pieza a trabajar está correcta y firmemente sujeta al dispositivo de sujeción y que en su movimiento no encuentre obstáculos. Que se ha retirado del plato la llave de apriete. Que la palanca de bloqueo del portaherramientas está bien apretada. Que están apretados los tornillos de fijación del carro superior. Si se usa contrapunto, comprobar que esté bien anclado a la bancada y que la palanca del bloqueo del husillo del contrapunto está bien apretada. Durante el trabajo: Durante el mecanizado, se deben mantener las manos alejadas de la herramienta que gira se mueve. Si el trabajo se realiza en ciclo automático., las manos no deben apoyarse en la mesa de la máquina. Todas las operaciones de comprobación, ajuste, etc. deben realizarse con la máquina parada. Es peligroso introducir la tela esmeril con el dedo, para pulir la parte interior de una pieza; lo seguro es hacerlo con la lija enrollada sobre un palo cilíndrico. Para medir, limar o esmerilar la cuchilla se debe proteger con un trapo o un capuchón de cuero. Se evitan heridas en los brazos. Evitar poner piezas o herramientas de trabajo sobre la bancada del torno, porque esto provoca desgastes y, por consiguiente, perdidas de precisión. Lo recomendable es tener sobre el torno una tablita donde colocar las llaves, calibres y cualquier otra herramienta. Se debe limpiar la máquina una vez finalizado cualquier operación mecánica, antes de dejar el trabajo y una vez por semana se debe proceder hacer una limpieza especial pasando todos los órganos de la máquina, no solo aquellos que están a la vista, sino también los internos. Después de sacar las virutas y el polvo con un cepillo o con un trapo, es menester limpiarlas guías de los carros con unas gotas de petróleo y un trapo limpio. Todos los órganos en movimiento deben ser lubricados al menos una vez al día, generalmente después del aseo; los engranajes se lubrican con grasa. ORDEN, LIMPIEZA Y CONSERVACION1. El torno debe mantenerse en buen estado de conservación, limpio y correctamente engrasado.2. Asimismo, hay que cuidar el orden, limpieza y conservación de las herramientas, muelas, utillaje y accesorios. Las virutas deben ser retiradas con regularidad, sin esperar al final de la jornada, utilizando un cepillo o brocha para las virutas secas y una escobilla de goma para las húmedas y aceitosas. Normas prácticas Antes de poner en marcha el torno conviene probarlo siempre a mano, haciendo girar el eje, para asegurarse que no haya estorbos. Teniendo que golpear cualquier órgano de la maquina empléese un martillo de plomo oun mazo de madera y nunca martillos de acero, llaves, etc., porque, a poco andar, la maquina se arruinaría por completo. Antes de proceder a la limpieza de la máquina, a la lubricación, al desmontaje y montaje de una pieza interna, es necesario parar el torno y asegurarlo para que no se vaya a arrancar impensadamente. Si es posible quitar siempre los fusibles. Para medir, limar o esmerilar la cuchilla se debe proteger con un trapo o un capuchón de cuero. Se evitan heridas en los brazos. Los interruptores y las palancas de embrague de los tornos, se han de asegurar para que no sean accionados involuntariamente. El circuito eléctrico del torno debe estar conectado a tierra. El circuito eléctrico del torno debe estar conectado a tierra. Ficha de normas de seguridad tornos recomendaciones generales 1. Los interruptores y palancas de embrague de los tornos, se han de asegurar para que no sean accionados involuntaria mente. 2. Las ruedas dentadas, correas de transmisión, acoplamientos, e incluso los ejes lisos, deben ser protegidos por cubiertas. 3. El circuito eléctrico del torno debe estar conectado a tierra. El cuadro eléctrico al que esté conectado el torno debe estar provisto de un interruptor diferencia de sensibilidad adecuada. Es conveniente que las carcasas de protección de los engranajes y transmisiones vayan provistas de interruptores instalados en serie, que impidan la puesta en marcha M torno cuando las protecciones no estén cerradas. 4. Las comprobaciones, mediciones, correcciones, sustitución de piezas, herramientas, etc. deben ser realizadas con el torno completamente parado. Antes de tornear Antes de poner la máquina en marcha para comenzar el trabajo de torneado, se realizarán las comprobaciones siguientes: 1. Que el plato y su seguro contra el aflojamiento, están correctamente colocados. 2. Que la pieza a tornear está correcta y firmemente sujeta y que en su movimiento no encontrará obstáculos. 3. Que se ha retirado del plato la llave de apriete. 4. Que están firmemente apretados los tornillos de sujeción de porta herramientas. 5. Que la palanca de bloqueo del portaherramientas está bien apretada. 6. Que están apretados los tornillos de fijación del carro superior. 7. Si se usa contrapunto, comprobar que esté bien anclado a la bancada y que la palanca desbloqueo del husillo del contrapunto está bien apretada. 8. Que las carcasas de protección o resguardos de los engranajes y transmisiones están correctamente colocados y fijados. 9. Que no hay ninguna pieza o herramienta abandonada sobre el torno, que pueda caer o salir despedida. 10. Si se va a trabajar sobre barras largas que sobresalen por la parte trasera del cabezal, comprobar que la barra está cubierta por una protección guía, en toda su longitud. 11. Que la cubierta de protección del plato está correctamente colocada. 12. Que la pantalla transparente de protección contra proyecciones de virutas y taladrina se encuentra bien situada. Durante el torneado 1. Para trabajar, el tornero se situará de forma segura, lo más separado que pueda de las partes que giran. Las manos deben estar sobre los volantes del torno, y no sobre la bancada, el carro, el contrapunto, ni el cabezal. 2. Todas las operaciones de comprobación, ajuste, etc., deben realizarse con el torno completamente parado; especialmente las siguientes: sujetar la pieza cambiar la herramienta medir o comprobar el acabado limpiar ajustar protecciones realizar reparaciones situar o dirigir el chorro de taladrina alejarse o abandonar el puesto de trabajo 3. No se debe frenar nunca el plato con la mano. 4. Para tornear entre puntos se utilizarán dispositivos de arrastre de seguridad. En caso contrario, se equiparán los dispositivos de arrastre corriente con un aro de seguridad. 5. Para limar en el torno, se sujetará la lima por el mango con la mano izquierda. La mano derecha sujetará la lima por la punta. 6. Trabajando con tela esmeril en el torno, deben tomarse algunas precauciones. • A poder ser, no aplicarla tela esmeril sobre la pieza sujetándola directamente con las manos. • Se puede esmerilar sin peligro utilizando una lima o una tablilla como soporte de la tela esmeril. • Es muy peligroso introducir la tela esmeril con el dedo, para pulir la parte interior de una pieza; lo seguro es hacerlo con la lija enrollada en un palo cilíndrico.7. Para medir, limar o esmerilar, la cuchilla deberá protegerse con un trapo o un capuchón de cuero. 8 EJEMPLOS Y EJERCICIOS 1. er ejercicio Debe tornearse de forma cilíndrica-horizontal un árbol con un diámetro de 60 mm. El torno funciona con una frecuencia de revoluciones de 120 rpm. ¿Cuál es la velocidad de corte vc en m/min? Dado: d= 60 mm n= 120 rpm Se busca: vc Solución: vc= d· π·n vc= 60 mm · 3,14 · 120 rpm vc= 0,06 m · 3,14 · 120 rpm vc= 22,6 m/min 2. ° ejercicio Debe tornearse de forma cilíndrica-horizontal un perno hasta un diámetro de 36 mm. ¿Cuál es la frecuencia de revoluciones n, si la velocidad de corte vc= 61 m/min? Dado: d= 36 mm vc= 61 m/min Se busca: n Solución: vc= d· π· n n= (vc) / (dπ) n= (61 m/min) / (0,036 m · 3,14) n= (61 m/min) / (36 mm · 3,14) n= 539,6 rpm n=540 rpm 3. ° ejercicio Se desea cilindrar una pieza de 100 mm ´ 200 mm de longitud (ver figura), para dejarla a 88 milímetros de diámetro. Utilizando un torno cuya gama de velocidades de rotación como se indica en la tabla La velocidad de corte empleada es de Vc = 40 m / min , el avance a = 0,3 mm por vuelta, y la profundidad de pasada de p = 3 mm. Calcular Calcular: a) El avance por minuto de la herramienta, b) El tiempo de máquina empleado en la operación. Sol.- 4. ° ejercicio Se desea desbastar en una pieza de 500 mm de longitud ´ 100 mm de diámetro Calcular el tiempo que se tardará en un torno, la herramienta dará una pasada (n = 1), conun avance a = 0,5 mm y una velocidad de corte Vc = 30 m /min. Sol.- 5. ° ejercicio En un torno se desea tronzar una pieza de 150 mm de diámetro La velocidad de corte inicial recomendada es de Vc = 20 m/min y un avance vertical a = 0,2 mm por vuelta. Calcular: I. El tiempo de mecanizado para tronzar dichapieza. II. El diámetro para el cual la velocidad de corte sereduce a la mitad de la inicial. Sol.-