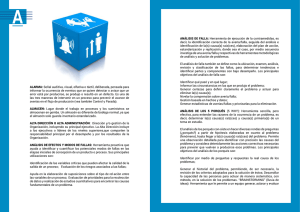
FACULTAD DE INGENIERÍA MECÁNICA TESIS ANALISIS DE MODOS Y EFECTO DE FALLA EN LOS SCOOPTRAMS DE LA EMPRESA MINERA ATACOCHA. PRESENTADO POR EL BACHILLER: GUERRA HUAMALI, CRISTHIAN WENCESLAO PARA OPTAR EL TÍTULO PROFESIONAL DE INGENIERO MECÁNICO HUANCAYO – PERÚ 2017 i ASESOR: Ing. Dr. Rolando Gamaniel Montalván Lozano ii DEDICATORIA A mis padres Américo y Nilda, quienes han sido la guía y el camino para poder llegar hasta este punto de mi carrera. Va por ustedes, por lo que valen, porque admiro su fortaleza y por lo que han formado en mí. iii ÍNDICE ASESOR: ............................................................................................................................... ii RESUMEN ........................................................................................................................... vii ABSTRACT ......................................................................................................................... viii INTRODUCCIÓN .................................................................................................................. ix CAPÍTULO I PLANTEAMIENTO DEL ESTUDIO 1.1 Tema de investigacion....................................................................................................11 1.2 Problema de investigacion ............................................................................................. 11 1.3 Problema general ...........................................................................................................13 1.4 Objetivo general .............................................................................................................13 1.4.1 Objetivos específicos...................................................................................................13 1.5 Justificacion....................................................................................................................13 1.5.1 Logros alcanzados ......................................................................................................13 1.5.2 Beneficios....................................................................................................................14 1.5.3 Alcances......................................................................................................................14 1.5.4 Limitaciones ................................................................................................................14 1.6 Hipotesis ........................................................................................................................15 1.7 Operacionalizacion de variables .....................................................................................15 iv CAPITULO II MARCO TEORICO 2.1 Antecedentes .................................................................................................................17 2.2 Bases teoricas ................................................................................................................20 2.2.1 Definicion y filosofía de mantenimiento:.......................................................................20 2.2.2 Planeamiento estrategigo - planeacion ........................................................................33 2.2.3 Analisis de modo y efecto falla ....................................................................................35 2.2.4 Scooptrams - caterpillar............................................................................................... 44 2.3 Bases conceptuales .......................................................................................................46 2.3.1 Definiciones conceptuales ........................................................................................... 46 2.3.2 Definiciones operacionales .......................................................................................... 47 2.4 Hipótesis general............................................................................................................47 CAPITULO III METODOLOGIA 3.1 Tipo y nivel de investigacion ........................................................................................... 50 3.2 Diseño de investigacion ..................................................................................................50 3.3 Unidad de observación. ..................................................................................................51 3.3.1 Fuentes de información y recolección de datos ........................................................... 51 3.3.2 Instrumentos para recolectar los datos ........................................................................52 3.4 Procedimiento de la investigacion ..................................................................................52 v CAPITULO IV PRESENTACIÓN DE RESULTADOS 4.1 Análisis del Scooptrams .................................................................................................54 4.2 Análisis de Fallas ...........................................................................................................55 4.2.1 Frecuencia de Fallas ...................................................................................................56 4.3 Desarrollo de las tablas de amef del sistema hidráulico .................................................63 4.3.1 Acciones de corrección a las fallas. .............................................................................67 4.4 Desarrollo de las tablas de amef del sistema motor .......................................................70 4.4.1 Acción correctiva .........................................................................................................76 4.5 Interpretación de Resultados. ......................................................................................... 83 CONCLUSIONES ................................................................................................................84 RECOMENDACIONES ........................................................................................................85 BIBLIOGRAFÍA ....................................................................................................................86 ANEXOS .............................................................................................................................. 87 vi RESUMEN Todo sistema es productivo siempre y cuando opera bajo un mínimo de ocurrencia de fallas, y evite en lo posible, paradas inesperadas del Scooptrams. Considerando éstos aspectos la investigación tuvo como objetivo realizar un “Análisis de modos y efecto de fallas (AMEF) en los Scooptrams de la Empresa Minera ATACOCHA”, para determinar la mejora del servicio que presta el equipo pesado. El estudio fue realizado en un período de seis meses. La investigación se considera de tipo descriptiva, y de diseño de campo no experimental. Esta consistió básicamente en un análisis de la situación actual de los equipos y también se procedió a determinar las fallas de los Scooptrams, se definió las fallas y sus respectivos mantenimientos para mejorar su funcionamiento, estos fueron los equipos que resultaron críticos el Scooptrams D-29, Scooptrams D-44 y Scooptrams D-46. Se llegó a esta conclusión evaluando la cantidad de fallas que presentaron cada uno de estos. La disponibilidad se realizó en forma mensual llegando a obtener la disponibilidad más alta en el mes marzo, donde el scooptrams D-46 R-1300G logro una disponibilidad del 91.28%, el scooptrams D-44 R1600H un a disponibilidad del 89.95% finalmente el scooptrams D-29 R-1600G una disponibilidad del 63.98%. vii ABSTRACT Every system is productive as long as it operates under a minimum of occurrence of faults, and avoid as far as possible, unexpected stops of Scooptrams. Considering these aspects, the research had as objective to perform a "Analysis of modes and effect of failures (AMEF) in the Scooptrams of the Mining Company ATACOCHA", to determine the improvement of the service provided by heavy equipment. The study was conducted over a period of six months. The research is considered descriptive, and non-experimental field design. This consisted basically of an analysis of the current situation of the equipment and also proceeded to determine the faults of the Scooptrams, defined the faults and their respective maintenance to improve its operation, these were the equipment that were critical the Scooptrams D-29, Scooptrams D-44 and Scooptrams D-46. This conclusion was reached by evaluating the number of failures presented by each of these. The availability was made on a monthly basis and reached the highest availability in March, where the scooptrams D-46 R-1300G achieved a 91.28% availability, the D-44 R1600H scooptrams an 89.95% availability finally the scooptrams D-29 R1600G an availability of 63.98%. viii INTRODUCCIÓN La Empresa Minera Atacocha se dedicada a la extracción de mineral como cobre, zinc, estaño y plomo teniendo como proceso productivo minado subterráneo con flotación de mineral en planta concentradora. El trabajo de investigación se realizó aplicando el método de Análisis de Modos y Efecto de Falla en los Scooptrams de la Empresa Minera de Atacocha, con la finalidad de mejorar el tiempo de servicio. Además, el objetivo de la investigación es Analizar el modo y efecto de falla (AMEF) en el funcionamiento de los scooptrams, para la mejora del tiempo servicio en la Empresa Minera ATACOCHA. El tipo de investigación es básica y el nivel de investigación es descriptivo simple, El trabajo de investigación se encuentra dividido en cuatro capítulos. En el primer capítulo se plantea y justifica el trabajo, la forma de abordarlo, además se plantea la hipótesis a manejar en la investigación. El Segundo capítulo nos muestra los antecedentes que nos apoyaron en el trabajo, información teórica y pertinente acerca de los conceptos, principios y leyes que rigen el Análisis de Modos y Efecto de Falla, cuya base es el desarrollo del trabajo de tesis. El tercer capítulo se presenta: el procedimiento general de evaluación de diagnóstico actual del sistema brindando los resultados y el diagnostico final. Finalmente, en el cuarto capítulo se presenta los cuadros que se aplicó en los diferentes sistemas de las frecuencias de fallas, además se analizó el método de ix modo y efecto fallas, proponiendo una mejora en el tiempo de funcionamiento del Scooptrams logrando sus resultados y su interpretación. Finalmente se realizó las conclusiones y recomendaciones. x CAPÍTULO I PLANTEAMIENTO DEL ESTUDIO 1.1 TEMA DE INVESTIGACION Esta investigación busca Analizar el Modo y Efecto de Falla en los Scooptrams, con la finalidad de mejorar el tiempo de servicio en la Empresa Minera ATACOCHA. 1.2 PROBLEMA DE INVESTIGACION La realización de la investigación sobre el mejoramiento de los Indicadores de Gestión en la Empresa Minera ATACOCHA mediante el uso del Análisis de Modos y Efecto de Falla, es con el propósito de incrementar numéricamente los indicadores e ingresos mensuales por equipo que se manejan dentro de la organización. Es por ello que se desea implementar herramientas de gestión que nos ayuden a lograr nuestro objetivo principal para la satisfacción de la Empresa Minera ATACOCHA. Con base en todos los datos que se recolectaron, sólo para el año 2016 se observa que existió muchas fallas en la hora de realizarles un mantenimiento adecuado a la flota de equipos pesados (scooptrams) , es muy común 11 hacerles nivelaciones en los aceites tanto del motor como en el sistema hidráulico, pues pude ser que ya el motor este por repararse o que tenga fugas muy leves por retenedores u otro elemento y que el sistema hidráulico tenga fugas en su fuente de poder, otros problemas más frecuentes encontramos son la rupturas de mangueras del sistema hidráulico (mal prensado de los conectores), cambios muy acelerados de filtros, no lectura de los kilómetros y/o horas de trabajo (ocasionando mantenimientos no programados), etc. La mayoría de estos inconvenientes se vienen presentando desde hace un tiempo atrás, ocasionando muchos gastos inesperados en la compra de repuestos, que eventualmente se les tenga que aplicar un mantenimiento correctivo, creando mucho tiempo muerto y el riesgo en la seguridad del personal que manipula la maquinaria. Todo esto producido por un mantenimiento inadecuado o una mala elección de los elementos que se usan para repararlas. Todos estos malos procedimientos que se practican hasta la fecha, además que solo cuentan con dos formatos llamados “CARTILLA DE MANTENIMIENTO PREVENTIVO DE EQUIPOS TRACKLESS (BAJO PERFIL) Y CHECK LIST DIARIO DE SCOOP”, con lo cual le ocasionan un gasto muy moderado desde el punto de vista de que semanalmente se aplique un mantenimiento correctivo, pero si lo proyectamos en el tiempo se refleja que en solo maquinaria se gasta mucho dinero en querer mantenerlos a punto para el servicio de la Empresa Minera Atacocha. 12 1.3 PROBLEMA GENERAL La interrogante principal de la presente investigación es: ¿Cómo analizar los modos y efecto de falla en los SCOOPTRAMS, para mejorar el tiempo de servicio, en la Empresa Minera ATACOCHA? 1.4 OBJETIVO GENERAL Analizar los modos y efecto de falla (AMEF) en el funcionamiento de los scooptrams, para mejorar el tiempo de servicio en la Empresa Minera ATACOCHA. Objetivos Específicos Determinar el análisis de modos fallas. Determinar los efectos de la falla. 1.5 JUSTIFICACION Los inversionistas exigen eficiencia y seguridad para su capital, y la baja de los Indicadores de Gestión del Scooptrams en la Empresa Minera ATACOCHA no garantizan las horas programadas de trabajo por equipo el cual se concreta en la disminución de la valorización mensual por flota. Los indicadores de gestión tienen un límite mínimo que condiciona el cliente para garantizar su producción, el promedio mensual por debajo del límite en el caso de la disponibilidad mecánica conlleva a una pérdida de las horas trabajadas. 1.5.1 logros alcanzados El logro fundamental alcanzado en el presente trabajo de investigación fue analizar los modos y efecto de fallas 13 (AMEF), que mejoran el tiempo de funcionamiento en los Scooptrams de la Empresa Minera ATACOCHA. 1.5.2 Beneficios Los beneficios del presente trabajo de investigación en este caso es mejorar el tiempo de servicio de los Scooptrams de la Empresa Minera ATACOCHA con la finalidad de incrementar la productividad, además de reducir los costos de su operación, ya que esta reducción es muy importante para la empresa. 1.5.3 Alcances La intención del presente trabajo de investigación fue determinar en qué medida la mejora en el tiempo de servicio en los Scooptrams, reducen los costos operativos en la Empresa Minera ATACOCHA. 1.5.4 Limitaciones Las limitaciones que se presentaron en el presente estudio son las siguientes: Datos confidenciales de la empresa. El periodo que se ha considerado para el presente estudio. Considerar que primordialmente se buscó mejorar el factor de disponibilidad. 14 1.6 HIPOTESIS Si aplicamos adecuadamente el Análisis de Modos y Efecto de Falla (AMEF), se Obtendrá una mejora en el tiempo de servicio de los Scooptrams de la Empresa Minera Atacocha. 1.7 OPERACIONALIZACION DE VARIABLES Con el fin de uniformizar el significado de la hipótesis, en la tabla 1.1, se desarrolló la definición conceptual y operacional de las variables que se están utilizando en la investigación. Tabla 1.1 Operacionalización de la variable dependiente Variable Dependiente: MEJORA EN EL TIEMPO DE SERVICIO Definición conceptual Son Indicadores que Dimensión Indicador nos permitendeterminar con la mayor exactitud posible, el tiempo para llevar a cabo una Reporte tarea Actividad de trabajo determinada con arreglo a una norma de diario de operaciones rendimiento preestablecido. Fuente: elaboración propia. 15 Tabla 1.2 Operacionalización de la variable independiente Variable Independiente: ANALISIS DE MODOS Y EFECTO FALLA EN LOS SCOOPTRAMS Definición conceptual Dimensión Es una técnica para detectar Fallas fallas del equipo de carga formada por un mecanismo apropiado para producir los Mantenimiento efectos de carga en el traslado de material Minero. Fuente: elaboración propia. 16 Indicador % Hr CAPITULO II MARCO TEORICO 2.1 ANTECEDENTES En la biblioteca de la UNIVERSIDAD TECNOLOGICA DE BOLIVAR en la ciudad de Cartagena, se encuentra la tesis titulada “DESARROLLO DE UN PLAN DE MANTENIMIENTO PREVENTIVO EN OBRAS PÚBLICAS DEL MUNICIPIO DE FACATATIVÁ UTILIZANDO FMEA, Y RCA (ANÁLISIS DE MODOS DE FALLA Y EFECTO, Y ANÁLISIS DE CAUSA RAÍZ) ”, presentado por: Uriel Herhando Salazar Álvarez, quien presento y sustento para obtener el título de Ingeniero Mecánico, en el año 2012; La investigación que se realizará está en marcada dentro de los conceptos de un Mantenimiento Centrado en la Confiabilidad que es una técnica para revisar las fallas de los equipos, operacionales y humanas, y así determinar las acciones correctivas o preventivas. Uno de los enfoques primarios de un Mantenimiento Centrado en Confiabilidad es el desarrollo de nuevas actividades de mantenimiento preventivo. 17 Mucha de la flota ha experimentado fallas que podrían haber sido prevenidas. El foco de un Mantenimiento Centrado en la Confiabilidad es la revisión estructurada de cómo fallan los componentes y la determinación de cómo pueden ser usadas las medidas preventivas para minimizar el potencial de fallas. Hoy en día existen muchas tecnologías que son fundamentales para que un Mantenimiento Centrado en la confiabilidad sea exitoso. Básicamente ésta investigación se centra en dos metodologías fundamentales como son el Análisis de Modos de Falla y Efecto o FMEA y el Análisis de Causa Raíz o RCA para lograr convertir el mantenimiento netamente correctivo actualmente en la Alcaldía de Facatativá, sede Obras Públicas, en un Mantenimiento Centrado en la Confiabilidad. Al aplicar estas metodologías se obtendría como resultado un plan de acción programado que establece parámetros a nivel operativo y estratégico que al unificarse traerían un sin número de beneficios para la Alcaldía. El presente trabajo tiene como objeto principal el desarrollar un plan de mantenimiento preventivo en Obras Públicas del Municipio de Facatativá, utilizando las metodologías FMEA, y RCA (Análisis de Modos de Malla y Efecto, y Análisis de Causa Raíz), para toda la flota pesada que opera actualmente, haciendo que todas esas variables críticas se disminuyan y así poder incrementar la disponibilidad de los equipos para el beneficio económico y operativo de la Alcaldía. JUAN FRANCISCO ARBOLEDA CELA (2011) presenta la tesis Titulada “ESTANDARIZACIÓN DE LOS PROCESOS CRÍTICOS DE MANTENIMIENTO PREVENTIVO DEL SISTEMA HIDRÁULICO DE LA 18 UNIVERSIDAD ICESI”, llega a la conclusión que el este proyecto a la ingeniería industrial es el estudio aplicativo de la clasificación por criticidad y estandarización del sistema hidráulico con sus componentes. Con este trabajo se busca que el proceso de potabilización, desagüe pozos de achique y desagüe de aguas residuales se pueda formalizar y fundamentalmente controlar. En donde este proyecto comprende desde la documentación general del sistema hidráulico y sus componentes, pasando por una clasificación de criticidad de los sub-procesos y los equipos que componen a cada uno, hasta la estandarización del proceso general y las actividades de mantenimiento que requieren los equipos de este sistema. En la biblioteca de la Universidad Técnica de Ambato se encuentra la tesis titulada ““ANÁLISIS DE MANTENIMIENTO DE LA MAQUINARIA PESADA DEL GOBIERNO AUTÓNOMO DESCENTRALIZADO MUNICIPAL DEL CANTÓN PASTAZA Y SU INCIDENCIA EN LA DISPONIBILIDAD”, presentado por: Jonathan Javier Ninacuri Tenemaza, quien presento y sustento para obtener el grado de Ingeniero Mecánico, en el año 2016; llega a la conclusión que el la función principal del mantenimiento la de garantizar el buen funcionamiento de los equipos y conservar en buen estado las máquinas a lo largo del tiempo. El análisis de mantenimiento enfocado en la disponibilidad de la maquinaria pesada del GADMP, que se presenta en este trabajo, muestra un análisis completo de cada uno de los factores que intervienen en la Disponibilidad, los cuales son la Mantenibilidad y la Confiabilidad, llegando a su determinación mediante el análisis respectivo de los tiempos de operación 19 y paro de la maquinaria. Teniendo en cuenta los métodos de análisis de fallos para determinar los puntos críticos de la maquinaria y los formas en que estos pueden fallar, mediante los métodos de Análisis de Modos de Fallos y Efectos (AMFE), y el Análisis de Criticidad (CA), para un correcto y profundo análisis de mantenimiento de la maquinaria, con la jerarquización y identificación de los componentes que más influyen en cada uno de los sistemas de cada una de las maquinas a enlizarse. Todos estos procesos son fundamentales para la toma de decisiones con respecto a actividades para mitigar los problemas más comunes que se presentan en la maquinaria pesada del GADMP en el cual se desarrolla la problemática de investigación del presente trabajo. 2.2 BASES TEORICAS 2.2.1 DEFINICION Y FILOSOFÍA DE MANTENIMIENTO: Según Juan Herrera Herbert año 2009, pág. 5-27: Nos indica que el mantenimiento es el conjunto de acciones que tienen como objetivo mantener un artículo o restaurarlo a un estado en el cual el mismo pueda desplegar la función requerida o las que venía desplegando hasta el momento en que se dañó, en caso que haya sufrido alguna rotura que hizo que necesite del pertinente mantenimiento y arreglo. 2.2.1.1 Mantenimiento Correctivo: Acciones para solucionar o corregir un equipo con falla o avería, con el fin de restituir su disponibilidad. 20 2.2.1.2 Mantenimiento Programado: Consiste en la vigilancia e inspección de los puntos más débiles en unos períodos de tiempo predefinidos y que si no se realizan pueden dar lugar a una avería. Entre los diferentes tipos de mantenimientos programados destacan el preventivo y el predictivo. 2.2.1.3 Mantenimiento Preventivo: Por medio de unas inspecciones periódicas se conoce el estado de la máquina y se programan las correcciones necesarias para ser realizadas en los momentos más oportunos y antes de que se lleguen a producir las averías. Tabla 2.1: Datos para una (MP) Fuente: Libro “Mantenimiento Planeamiento Ejecución y Control” 2.2.1.4 Mantenimiento Predictivo: Es esencialmente un refinamiento del mantenimiento preventivo. Está basado en unas técnicas de inspección o de reconocimiento no destructivo que miden el progreso de los desgastes a lo largo del tiempo y, a través de extrapolaciones realizadas automáticamente 21 por los ordenadores, predice el punto y momento del fallo de una forma más precisa y correcta que una fijación estadística del momento de sustitución, como ocurre en los programas normales de mantenimiento preventivo. 2.2.1.5 Mantenimiento Sistemático: Servicio de Mantenimiento Preventivo, donde cada equipo para después de un periodo de funcionamiento, para que se realicen mediciones, ajustes y si es necesario cambio de piezas en función a un programa preestablecido. 2.2.1.6 Análisis de fallas: Gutiérrez (2012, pag125) Las consecuencias de una falla pueden ir desde el lucro cesante o pérdida de producción, pasando por las horas hombre improductivas de operaciones, hasta la degradación y rotura de las propias máquinas. Una alta disponibilidad no implica necesariamente una alta confiabilidad, pero una alta confiabilidad si implica una buena disponibilidad y seguridad, en la medida que la maquinaria, el proceso o equipos, presenta una baja probabilidad de falla. Para el caso de la maquinaria de planta, la confiabilidad será el producto de la confiabilidad individual de cada sistema que la compone. 22 Cuando hay una falla: - Cuando la pieza queda completamente inservible. - Cuando a pesar de que funciona no cumple su función satisfactoriamente. - Cuando su funcionamiento es poco confiable debido a las fallas y presenta riesgos. Causas: - Mal diseño, mala selección del material. - Imperfecciones del material, del proceso y/o de su fabricación. - Errores en el servicio y en el montaje. - Errores en el control de Calidad, mantenimiento y reparación. - Factores ambientales, sobrecargas. Generalmente una falla es el resultado de uno o más de los anteriores factores. Figura N° 2.1 Ciclo de Vida Fuente: Moubray John 23 Tipos de Fallas según la vida útil del Equipo Según el momento de la vida útil en el que aparecen las fallas, podemos clasificarlas en: Fallas tempranas: Este tipo de fallas corresponden a un periodo de mortalidad infantil, produciéndose al principio de la vida útil y constituyen un porcentaje pequeño del total de fallas debido a que se presentan en forma repentina y pueden causar graves daños. Fallas adultas: Son las fallas que presentan mayor frecuencia durante la vida útil. Son derivadas de las condiciones de operación y se presentan más lentamente que las anteriores (suciedad en un filtro de aire, cambios de rodamientos de una máquina, etc.). Fallas tardías: representan una pequeña fracción de las fallas totales, aparecen en forma lenta y ocurren en la etapa final de la vida del bien (envejecimiento del aislamiento de un pequeño motor eléctrico, pérdida de flujo luminoso de una lámpara incandescente, etc.). Figura N° 2.2 Tipos de Fallas Fuente: Moubray John 24 Distintas Fallas y Averías en los Sistemas Desde un punto de vista las averías se podrían definir como un conjunto de actividades de investigación que, aplicadas sistemáticamente, trata de identificar las causas de las averías para establecer una mejora continua, aplicando las diferentes estrategias de mantenimiento descritas y así eliminar la causa de raíz que genera el fallo de un sistema. Para introducirnos al análisis de averías hay que poner límites al sistema, el cual se lo define como el conjunto de elementos discretos o componentes que interactúan para el cumplimiento de una función determinada, dentro de estos también existen los subconjuntos de estos componentes que pueden, a su vez, denotarse como subsistemas. Los conceptos de sistema y subsistema son conceptos relativos y dependen de la función que sea objeto de estudio. La falla de un sistema es cualquier cambio en su tamaño, forma o propiedades, que lo hagan incapaz de realizar la función para la que fue diseñado. Las fallas pueden ser clasificadas de acuerdo con una serie de criterios, que se recogen de manera general: - Según se manifiesta el fallo: evidente, progresivo, súbito, oculto Según su magnitud: parcial, total. - Según su manifestación y magnitud cataléptico: súbito y 25 total; por degradación: progresivo y parcial -Según el momento de aparición: Infantil o precoz, aleatorio o de tasa de fallos constante, de desgaste o envejecimiento. - Según sus efectos : menor , significativo , crítico, catastrófico. -Según sus causas - Primario: la causa directa está en el propio sistema. -Según sus causas - Secundario: la causa directa está en otro sistema. Después de la aparición del fallo surge la avería del sistema en la cual existe una secuencia que se muestra en la figura 2.3, donde se indica la cadena de eventos de fallos que como ya se describió pueden ser de diferentes grados. Figura N° 2.3 Secuencias de Fallas y Averías y Sistemas Fuente: Moubray John 2.2.1.7 Curva de la bañera: La curva de la bañera, es una gráfica que representa los 26 fallos durante el período de vida útil de un sistema o máquina. Se llama así porque tiene la forma una bañera cortada a lo largo. Fig. 2.4 Diagrama de la bañera. Fuente: Google 2.2.1.8 DISPONIBILIDAD MECANICA Según Eric Arce Vergara año 2008, pág. 29: Aptitud de un sistema de estar en un estado de cumplir su función requerida en condiciones dadas en un instante dado o un tiempo o durante un intervalo de tiempo determinado. 𝐷= 𝑇0 (𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑) 𝑇0 + 𝑇𝑝 T0 =Tiempo total de operación Tp = tiempo total de parada 27 DISPONIBILIDAD OPERACIONAL Es el porcentaje de tiempo que el activo está realmente operando comparado con el tiempo que está programado para operar. Fig. 2.5 Disponibilidad Operacional Fuente: Instituto Peruano de Mantenimiento IPEMAN DISPONIBILIDAD INHERENTE Es el promedio de horas que un activo está trabajando, sin entrar a taller por un Mantenimiento Correctivo. Características MTBF: Expresa el tiempo promedio entre intervenciones. Podemos estudiar un solo equipo o varios equipos similares. Extender el MTBF es aumentar la disponibilidad y confiabilidad de los equipos. 28 Unidad = Horas equipo. Nos permite conocer la frecuencia con que suceden las averías. Características (MTTR): Expresa el tiempo promedio que se demora en reparar el equipo cada vez que es intervenido. Podemos analizar un equipo o un grupo de equipos similares. Extender el TMPR mejora la disponibilidad de los equipos. Nos permite conocer la importancia de las averías que se producen en un equipo considerando el tiempo medio hasta su solución: 𝑀𝑇𝐵𝐹 = 𝑀𝑇𝑇𝑅 = HORAS DE OPERACION NUMERO DE PARADAS HORAS DE REPARACION NUMERO DE PARADAS Fig. 2.5 Disponibilidad Inherente. Fuente: Instituto Peruano de Mantenimiento IPEMAN 29 2.2.1.9 Mantenimiento productivo total (TPM) Bustamante & Ramos (2009) El Mantenimiento Productivo Total es la traducción de TPM (Total Productive Maintenance). El TPM es el sistema japonés de mantenimiento industrial, orientado a lograr cero accidentes, cero defectos y cero averías. Es un sistema de organización donde la responsabilidad no recae solo en el departamento de mantenimiento sino en toda la estructura de la empresa, donde el buen funcionamiento de los equipos o instalaciones depende y es responsabilidad de todos. Del TPM, se puede decir que este es una filosofía de mantenimiento industrial que combina los conceptos de calidad total en las técnicas de mantenimiento y el involucramiento de todo el personal de las empresas, que a través de su aplicación se logra maximizar el valor de indicador efectividad total de los sistemas, la relación continua y directa del mantenedor-operador. Características del TPM: Focalizar la gestión hacia la efectividad total del sistema. Dar gran importancia al desarrollo competencias de las Personas. 30 de las Mantener un ambiente de trabajo con alto grado motivacional e involucrar a todas las personas y todos los niveles de la organización. La ejecución de las actividades se logra con pequeños grupos autónomos. Es sistematizado. La raíz de las paradas de los equipos lo atribuye a las personas involucradas en los procesos. Establece la figura del operador-mantenedor. No acepta paradas no planificadas de los sistemas. Beneficios de la aplicación del TPM: Aumenta la productividad laboral. Reduce los actos inseguros de las personas. Mejora el ambiente de trabajo. Aumenta la creatividad y generación de ideas. Promueve el trabajo en equipo. Aumenta la disponibilidad de los sistemas. Disminuye las paradas no planificadas. Disminuye los defectos en los procesos. Busca mantener la calidad del servicio. Aumenta la satisfacción del cliente. 31 Optimiza los costos de mantenimiento. Reduce los inventarios y genera rotación del mismo. Asegura la protección integral del ambiente y de los sistemas. 2.2.1.10 CONFIABILIDAD R(t) La confiabilidad de un componente en el instante t, R(t), es la probabilidad de que un elemento no falle en el intervalo (0,t), dado que era nuevo o como nuevo en el instante t=0. Un componente puede presentar diferentes tipos de confiabilidades, asociadas a diferentes funciones. La confiabilidad se relaciona básicamente con la tasa de fallas (cantidad de fallas) y con el tiempo medio de operación y el tiempo de operación. Mientras el número de fallas de un determinado equipo vaya en aumento o mientras el tiempo medio de operación de un equipo disminuya, la confiabilidad del mismo será menor (variable a modelar en Tiempos Operativos). Fig. 2.6 Distribución de la Confiabilidad. Fuente: Google 32 2.2.1.11 MANTENIBILIDAD Es la probabilidad de poder ejecutar una determinada operación de mantenimiento en el tiempo de reparación prefijado y bajo las condiciones planeadas. También nos indica la accesibilidad para realizar un mantenimiento. 2.2.2 PLANEAMIENTO ESTRATEGIGO - PLANEACION Según el Instituto Peruano de Mantenimiento año 2017, pág. 8-11: Nos indica que el planeamiento es el proceso por el cual los miembros que guían una organización visionan su futuro, y desarrollan los procedimientos y operaciones necesarias para lograr ese futuro. Es plasmar la estrategia concebida, adecuándola a la realidad de la empresa, en busca de su prosperidad y perennidad a lo largo del tiempo. Ventajas del planeamiento estratégico: Estimula el pensamiento estratégico y la comunicación en la organización. Apunta a las oportunidades y problemas (amenazas) existentes y potenciales del mercado en que la empresa actúa (factores externos). Evalúa las fuerzas y debilidades organizacionales (factores internos). Detalla los objetivos y selecciona los métodos para alcanzarlos. 33 Acompaña la implantación de las estrategias. Administra la compra y el uso de recursos de la empresa. Establece las funciones de las áreas y de los individuos. Establece las tareas y cronogramas. Fig. 2.7 Nivel de Planeación Fuente: Instituto Peruano de Mantenimiento Fig. 2.8 Plan de Mantenimiento Fuente: Instituto Peruano de Mantenimiento 34 2.2.3 ANALISIS DE MODO Y EFECTO FALLA El AMEF o FMEA (Failure Modes Effect Analysis) es una técnica de prevención, utilizada para detectar por anticipado los posibles modos de falla, con el fin de establecer los controles adecuados que eviten la ocurrencia de defectos. Objetivos Identificar los modos de falla potenciales, y calificar la severidad de su efecto. Evaluar objetivamente la ocurrencia de causas y la habilidad de los controles para detectar la causa cuando ocurre. Clasifica el orden potencial de deficiencias de producto y proceso. Se enfoca hacia la prevención y eliminación de problemas del producto y proceso. Preparación del AMEF Se recomienda que sea un equipo multidisciplinario el que lo lleve a cabo. Por ejemplo: el ingeniero responsable del sistema, producto o proceso de manufactura/ ensamble se incluye en el equipo, así como representantes de las áreas de Diseño, Manufactura, Ensamble, Calidad, Confiabilidad, Servicio, Compras, Pruebas, Proveedores y otros expertos en la materia que se considere conveniente. Cuándo iniciar un AMEF Al diseñar los sistemas, productos y procesos nuevos. 35 Al cambiar los diseños o procesos existentes o que serán usados en aplicaciones o ambientes nuevos. Después de completar la Solución de Problemas (con el fin de evitar la incidencia de los mismos). 2.2.3.1 Tipos de AMEF´S AMEF de Diseño: Se usa para analizar componentes de diseños. Se enfoca hacia los Modos de Falla asociados con la funcionalidad de un componente, causados por el diseño. AMEF de Proceso: Se usa para analizar los procesos de manufactura y ensamble. Se enfoca a la incapacidad para producir el requerimiento que se pretende, un defecto. Los Modos de Falla pueden derivar de causas identificadas en el AMEF de Diseño. 2.2.3.2 Procedimiento para la elaboración (A.M.E.F) Determinar el proceso o producto a analizar. AMEF de diseño (FMAD): Enumerar que es lo que se espera del diseño del producto, que es lo que quiere y necesita el cliente, y cuáles son los requerimientos de producción. Así mismo listar el flujo que seguirá el producto a diseñar, comenzando desde el abastecimiento de materia prima, procesos de producción hasta la utilización del producto por el usuario final. Determinar las áreas que sean más sensibles a posibles fallas. 36 AMEF de procesos (FMEAP): Listar el flujo del proceso que se esté desarrollando, comenzando desde el abastecimiento de la materia prima, el proceso de transformación hasta la entrega al cliente (proceso siguiente). Determinar las áreas que sean más sensibles a posibles fallas. En el caso de empresas de servicios no hay materias primas, para este caso se toman en cuenta las entradas del proceso. En este punto es importante: Desarrollar lista de Entradas, Salidas y Características / artículos - diagrama de bloque de referencia, QFD. Evaluar entradas y características de la función requerida para producir la salida. Evaluar Interfaz entre las funciones para verificar que todos los Posibles Efectos sean analizados. Asumir que las partes se manufacturan de acuerdo con la intención del diseño. Establecer los modos potenciales de falla. Para cada una de las áreas sensibles a fallas determinadas en el punto anterior se deben establecer los modos de falla posibles. Modo de falla es la manera en que podría presentarse una falla o defecto. Para determinarlas nos cuestionamos ¿De qué forma podría fallar la parte o 37 proceso? Roto Flojo Fracturado Equivocado Deformado Agrietado Mal ensamblado Fugas Mal dimensionado Determinar el efecto de la falla Efecto: Cuando el modo de falla no se previene ni corrige, el cliente o el consumidor final pueden ser afectados. Deterioro prematuro Ruidoso Operación errática Claridad insuficiente Paros de línea. Determinar la causa de la falla Causa: Es una deficiencia que se genera en el Modo de Falla, son fuentes de Variabilidad asociada con variables 38 de entrada relacionadas con el diseño (características de la parte) Selección de Material Tolerancias / valores objetivo Configuración Componente de Modos de Falla a nivel de Componente, pueden ser Entradas de Diseño, tales como: Ambiente, Vibración, Aspecto Térmico Mecanismos de Falla Rendimiento, Fatiga, Corrosión, Desgaste Describir las condiciones actuales Anotar los controles actuales que estén dirigidos a prevenir o detectar la causa de la falla. Cálculos Análisis de elementos limitados Revisiones de Diseño Prototipo de Prueba Prueba Acelerada Primera Línea de Defensa - Evitar o eliminar causas de falla. Segunda Línea de Defensa - Identificar o detectar falla anticipadamente. 39 Tercera Línea de Defensa - Reducir impactos / consecuencias de falla. 2.2.3.3 Determinar el grado de severidad: Para estimar el grado de severidad, se debe de tomar en cuenta el efecto de la falla en el cliente. Se utiliza una escala del 1 al 10: el ‘1’ indica una consecuencia sin efecto. El 10 indica una consecuencia grave. Efecto Rango Criterio No 1 Sin efecto Muy poco 2 Cliente no molesto. Poco efecto en el desempeño del artículo o sistema. Poco 3 Cliente algo molesto. Poco efecto en el desempeño del artículo o sistema. Menor 4 El cliente se siente algo insatisfecho. Efecto moderado en el desempeño del artículo o sistema. Moderado 5 El cliente se siente algo insatisfecho. Efecto moderado en el desempeño del artículo o sistema. Significativo 6 El cliente se siente algo inconforme. El desempeño del artículo se ve afectado, pero es operable y está a salvo. Falla parcial, pero operable. Mayor 7 El cliente está insatisfecho. El desempeño del artículo se ve seriamente afectado, pero es funcional y está a salvo. Sistema afectado. Extremo 8 Serio 9 Peligro 10 El cliente muy insatisfecho. Artículo inoperable, pero a salvo. Sistema inoperable Efecto de peligro potencial. Capaz de descontinuar el uso sin perder tiempo, dependiendo de la falla. Se cumple con el reglamento del gobierno en materia de riesgo. Efecto peligroso. Seguridad relacionada - falla repentina. Incumplimiento con reglamento del gobierno. Fig. 2.9 Tabla de datos para una (MP) Fuente: Google 40 2.2.3.4 Determinar el grado de ocurrencia: Es necesario estimar el grado de ocurrencia de la causa de la falla potencial. Se utiliza una escala de evaluación del 1 al 10. El “1” indica remota probabilidad de ocurrencia, el “10” indica muy alta probabilidad de ocurrencia. Ocurrencia Rango Remota 1 Muy Poca 2 Poca 3 Moderada 4 - 5- 6 Alta 7–8 Muy Alta 9 -10 Criterios Falla improbable. No existen fallas asociadas con este proceso o con un producto casi idéntico. Sólo fallas aisladas asociadas con este proceso o con un proceso casi idéntico. Fallas aisladas asociadas con procesos similares. Este proceso o uno similar ha tenido fallas ocasionales Este proceso o uno similar han fallado a menudo. La falla es casi inevitable Probabilidad de Falla <1 en 1,500,000 1 en 150,000 1 en 30,000 1 en 4,500 1 en 800 1 en 150 1 en 50 1 en 15 1 en 6 >1 en 3 Fig. 2.10 Tabla de datos para una (MP) Fuente: Google 2.2.3.5 Determinar el grado de detección Se estimará la probabilidad de que el modo de falla potencial sea detectado antes de que llegue al cliente. El ‘1’ indicará alta probabilidad de que la falla se pueda detectar. El ‘10’ indica que es improbable ser detectada. 41 Fig. 2.11 Tabla de datos para una (MP) Probabilidad Alta Medianamente alta Baja Muy Baja Improbable Rango 1 2-5 6-8 9 10 Criterio El defecto es una característica funcionalmente obvia Es muy probable detectar la falla. El defecto es una característica obvia. El defecto es una característica fácilmente identificable. No es fácil detecta la falla por métodos usuales o pruebas manuales. El defecto es una característica oculta o intermitente La característica no se puede checar fácilmente en el proceso. Ej: Aquellas características relacionadas con la durabilidad del producto. Probabilidad de detección de la falla. 99.99% 99.7% 98% 90% Menor a 90% Fuente: Google 2.2.3.6 Calcular el número de prioridad de riesgo (NPR - RPN) Es un valor que establece una jerarquización de los problemas a través de la multiplicación del grado de ocurrencia, severidad y detección, éste provee la prioridad con la que debe de atacarse cada modo de falla, identificando ítems críticos. NPR - RPN = Grado de Ocurrencia x Severidad x Detección. 42 Prioridad de NPR – RPN: 500 – 1000 Alto riesgo de falla (ALARMANTE) 125 – 499 Riesgo de falla medio (CRITICO) 1 – 124 Riesgo de falla bajo (NORMAL) 0 No existe riesgo de falla Fig. 2.12 Tabla de Resultados (RPN) Fuente: Google Se deben atacar los problemas con NPR alto, así como aquellos que tengan un alto grado de ocurrencia no importando si el NPR es alto o bajo. Acciones recomendadas: Anotar la descripción de las acciones preventivas o correctivas recomendadas, incluyendo responsables de las mismas. Anotando la fecha compromiso de implantación. Se pueden recomendar acciones encaminadas hacia: Eliminar o disminuir la OCURRENCIA de la causa del modo de falla. (modificaciones al diseño o al proceso, Implementación de métodos estadísticos, ajuste a herramental, etc. Reducir la SEVERIDAD del modo de falla. (Modificaciones en el diseño del producto o proceso). 43 Incrementar la probabilidad de DETECCIÓN. (Modificaciones en el diseño del producto o proceso para ayudar a la detección). Una vez realizadas las acciones correctivas o preventivas, se recalcula el grado de ocurrencia, severidad, detección y el RPN. 2.2.4 SCOOPTRAMS - CATERPILLAR Un scooptrams es un equipo de bajo perfil diseñado sobre todo para realizar trabajos en mina subsuelo o en zonas confinadas. El scooptrams se diseña para levantar cargas pesadas. Su diseño compacto con rendimiento ágil, construcción sólida y mantenimiento simplificado aseguran una excelente productividad, larga duración y bajos costos de operación. Diseñado para ser cómodo y productivo, fabricado para durar. ¿Dónde se necesita un scooptrams mayormente? Los Scooptrams son principalmente necesarios en labores de subsuelo, debido al tamaño limitado de las labores. Debido a la posición del asiento del operario, puede viajar en marcha adelante, así como en una marcha reversa. Las secciones mayores del scooptrams son: Cuchara Bastidor Frontal Articulación Central Compartimiento de transmisión 44 Compartimiento del Operador Compartimiento del Convertidor Compartimiento del motor Figura 2.13. Scooptram - D46 (R1300G) Fuente: Unidad Minera Atacocha Estos vehículos están equipados con cangilones (palas mecánicas capacidades de 4.8m3 (R1600) y 3.2m3 (R3600), con de igual forma tienen capacidad para transportar materiales en trayectos cortos donde los camiones volcadores tendrían dificultad para maniobrar. Cada máquina viene identificada con un número de modelo y de serie. Dicho equipo tiene un sistema hidráulico de cuatro velocidades, donde tres de éstas son de fower y una de rever (tres de avance y una de retro). 45 No posee volante sino una palanca de control de dirección (STIC), así mismo cuenta con una palanca de control del brazo / balde y otra para el control de la transmisión. También tiene un pedal del acelerador, otro para el freno y un interruptor de desconexión principal. Todo esto se encuentra en la cabina del operador. El scooptrams puede efectuar la descarga de manera frontal y lateral, según sean las condiciones del trabajo. Los principales componentes: chasis, cabina del operador, motor, sistema hidráulico, sistema de diferenciales y mandos finales, sistema electromecánico y sistema de transmisión. ITEM N° INT DESCRIPCION MODELO MARCA AÑO DE FABRICACION Nª SERIE MOTOR 1 CAPACIDAD MARCA MODELO SERIE POTENCIA 1 D-29 SCOOP R1600G CATERPILLAR 2010 CATR1600E9YZ00607 4.8 𝑚3 CATERPILLAR 3176 7ZR26801 270 HP 6 D-44 SCOOP R1600H CATERPILLAR 2014 CATR1600C9SD00135 4.8 𝑚3 CATERPILLAR C11 TXE09797 279 HP 7 D-45 SCOOP R1600H CATERPILLAR 2014 CATR1600A9SD00137 4.8 𝑚3 CATERPILLAR C11 TXE09486 279 HP Figura 2.14. Inventario de Scooptrams Fuente: Elaboración propia 2.3 Bases Conceptuales 2.3.1 Definiciones conceptuales El presente trabajo de investigación se compone de una variable dependiente que es mejora en el tiempo de servicio y la variable independiente análisis de modos y efecto falla en los scooptrams. VI: Mejora en el tiempo de servicio. 46 Indicador que se emplea para definir la disposición y/o operatividad de un equipo o máquina dentro de las condiciones definidas en el lugar de trabajo donde su dimensión está dado por el: tiempo de operación (Hr). VD: Análisis de modos y efecto falla en los scooptrams Técnica de prevención, utilizada para detectar por anticipado los posibles modos de falla, con el fin de establecer los controles adecuados que eviten la ocurrencia de defectos. 2.3.2 Definiciones operacionales VI: Mejora en el tiempo de servicio. Actividad de trabajo: Es un Indicador que nos permiten determinar con la mayor exactitud posible, el tiempo para llevar a cabo una tarea determinada baja condicionas establecidas. VD: Análisis de modos y efecto falla en los scooptrams Variable que expresa un valor que establece una jerarquización de los problemas a través de la multiplicación del grado de ocurrencia, severidad y detección, éste provee la prioridad con la que debe de atacarse cada modo de falla, identificando ítems críticos. 𝑅𝑃𝑁 = 𝑆 𝑋 𝑂 𝑋 𝐷 (𝐴𝑀𝐸𝐹) 2.4 HIPÓTESIS GENERAL Si se identifica y clasifican todas las fallas ocurridas durante un periodo de tiempo para la realización del Análisis de Modos y Efecto de Falla (AMEF), entonces se obtendrá un aumento 47 significativo en los indicadores de gestión y tiempos de servicio en la empresa minera Atacocha. 48 CAPITULO III METODOLOGIA Considerando el nivel descriptivo de la investigación Básica (Espinoza Montes, Metodología de Investigación Tecnológica, 2010), teniendo en cuenta la mejora del tiempo de servicio del Scooptrams, que supone ir completando una serie de ases para cada uno de los sistemas que componen el equipo (García Garrido, Renovetec, 2014), a saber: Fase 0: Codificación y listado de todos los subsistemas, equipos y elementos que componen el sistema que se está estudiando. Recopilación de esquemas, diagramas funcionales, diagramas lógicos, etc. Fase 1: Estudio detallado del funcionamiento del sistema. Listado de funciones del sistema en su conjunto. Listado de funciones de cada subsistema y de cada equipo significativo integrado en cada subsistema. Fase 2: Determinación de los fallos funcionales y fallos técnicos. Fase 3: Determinación de los modos de fallo o causas de cada uno de los fallos encontrados en la fase anterior. Fase 4: Estudio de las consecuencias de cada modo de fallo. Clasificación de los fallos en críticos, importantes o tolerables en función de esas consecuencias 49 Fase 5: Determinación de medidas preventivas que eviten o atenúen los efectos de los fallos. Fase 6: Agrupación de las medidas preventivas en sus diferentes categorías. Elaboración del Plan de Mantenimiento, lista de mejoras, planes de formación y procedimientos de operación y de mantenimiento Fase 7: Puesta en marcha de las medidas preventivas 3.1 TIPO Y NIVEL DE INVESTIGACION La Investigación básica tiene como propósito ampliar el conocimiento científico a partir de la observación del funcionamiento de los fenómenos de la realidad. (Espinoza Montes, 2010). La investigación descriptiva tiene como propósito describir los objetos de investigación tal como están funcionando u ocurriendo. (Espinoza Montes, 2010). 3.2 DISEÑO DE INVESTIGACION El diseño será el descriptivo simple, debido a que se recogerá datos del Scooptrams en el estado en el cual se encuentra. Teniendo como muestra M” (Funcionamiento del Scooptrams) y como observación de la muestra a “O” (Indicadores de Gestión). Para lo cual tenemos: Diagrama M O Dónde: 50 M: Funcionamiento del Scooptrams. O: Tiempos de servicio. Según Espinosa Montes (2010 pág. 91) los diseños descriptivos (descriptivo simple) busca recoger información actualizada sobre el objeto de investigación. Sirve para estudios de diagnóstico descriptivo, caracterizaciones, perfiles, etc. 3.3 Unidad de Observación. La Unidad de Observación es el Scooptrams con que cuenta la Empresa Minera de ATACOCHA. 3.3.1 Fuentes de información y recolección de datos La técnica que se utilizara son documental y empírica. La técnica documental se utilizará para la construcción del marco teórico, así como el marco conceptual, del mismo modo nos ayudará recolectar datos de archivos y documentos; el instrumento que se utilizará es la ficha de observación, hojas de reporte y hojas de inspección. En la técnica empírica se utilizará para recolectar datos del mismo objeto de estudio (Scooptrams) a través de la observación y medición. Todos ellos me permitirán extraer datos de la operación, empleando fichas de registro, reportes. 51 3.3.2 Instrumentos para recolectar los datos El instrumento para la recolección de datos fue la ficha de disponibilidad para cada sistema o equipo considerado en el estudio, donde se registra los siguientes campos: • Función • Falla funcional • Modo de falla • Equipos • Frecuencia de eventos por año • Efecto de la falla • Actividad de mantenimiento • Tarea propuesta • Frecuencia de ampliación • Personal 3.4 PROCEDIMIENTO DE LA INVESTIGACION Como se señaló arriba, la investigación en este documento es la Básica y la metodología de investigación en este caso tuvo en cuenta la metodología en la que se basa la disponibilidad, para el procedimiento de este trabajo se tuvo en cuenta en primer lugar establecer el título y el planteamiento del estudio, seguidamente se identificó el tema de investigación que se implantó teniendo en cuenta el problema más la propuesta de solución como herramienta que es este caso es la disponibilidad. A continuación, se detalló el problema de investigación incluyendo el problema general, el objetivo general y la justificación correspondiente. Posteriormente se elaboró el marco teórico para lo cual se tuvo en cuenta los antecedentes y las 52 bases teóricas correspondientes que se relacionan con el presente trabajo de investigación. Así mismo como se indicó anteriormente considerando los principios del mantenimiento, estableció la metodología; para después especificar el tipo y nivel de investigación, así como el diseño del mismo. Es este estudio teniendo en cuenta los valores de disponibilidad promedio de planta en el periodo de estudio considerado, se tuvo en cuenta la población y muestra de la investigación de igual modo se realizó Operacionalización de variables. Finalmente, el procedimiento consideró también los resultados de la investigación y se realizó el análisis estadístico de dichos resultados, así como su interpretación. En base a lo anterior se obtuvo las consecuencias teóricas y aplicaciones prácticas y se redactó las conclusiones y recomendaciones del presente estudio. 53 CAPITULO IV PRESENTACIÓN DE RESULTADOS 4.1 Análisis del Scooptrams Los Scooptrams son los equipos utilizados en la Empresa Minera de ATACOCHA., para llevar a cabo las labores de carga dentro de la mina subterránea en los NV3300 Y OP2 y son de especial importancia para cumplir con las actividades fundamentales que se desarrollan en la mina, como carga y acarreo, siendo la segunda no menos importante que la primera, ya que sin ésta actividad no podrían lograrse los objetivos planteados por la empresa. Es importante hacer énfasis, que dado al uso frecuente de los mismos y las condiciones en las cuales operan, éstos equipos han ido perdiendo sus condiciones iniciales de funcionamiento, además generalmente no existe un uso adecuado de los mismo por parte de los operadores y por otro lado el servicio de mantenimiento preventivo aplicado a los mismos no ha sido el más eficiente, por lo cual éstos equipos son susceptibles de falla ,ya que no se ha logrado 54 reducir de manera importante la incidencia de fallas y los mantenimientos correctivos que se hacen necesarios anualmente. 4.2 Análisis de Fallas El análisis de falla consistió en la recopilación y almacenamiento de toda la información necesaria referente a las fallas sucedidas en los equipos para utilizarla en futuros estudios y análisis estadísticos que permiten conocer el comportamiento de las fallas que presenta determinado equipo. Tabla 4.1. Especificación de los equipos Scooptrams. DESCRIPCION N° INT MODELO MARCA AÑO DE FABRICACION MOTOR 1 CAPACIDAD MARCA MODELO POTENCIA (HP) SCOOPTRAM D-29 R1600G CATERPILLAR 2010 4.8 𝑚3 CATERPILLAR 3176 270 SCOOPTRAM D-44 R1600H CATERPILLAR 2014 4.8 𝑚3 CATERPILLAR C11 279 SCOOPTRAM D-46 R1300G CATERPILLAR 2012 3.2 𝑚3 CATERPILLAR 3306B 165 Fuente: elaboración propia Es importante destacar que a pesar de que no todos tienen el mismo tipo de motor como se indica en la tabla 4.1, ésta no es una característica excluyente para no considerarlos iguales en el estudio realizado, ya que todos tienen la misma utilidad y las mismas condiciones mecánicas de funcionamiento por lo que el mantenimiento aplicado en la empresa es igual para todos, la única diferencia resaltante entre ellos es la capacidad, la cual está dada por la capacidad de carga de la pala, sin embargo esto no es resaltante para el estudio. 55 4.2.1 Frecuencia de Fallas Dentro de la empresa existen 9 equipos de carga tipo Scooptrams. Sin embargo, para la investigación presente se utilizaron los equipos que presentaron más fallas. Primero se ordenaron las fallas, y luego se clasificaron por tipo. Las cantidades de fallas de los equipos se presentan en la Figura 4.1. Tabla 4.2. Porcentaje de Fallas de los Scooptrams. DESCRIPCION N° INT MODELO PORCENTAJE % SCOOPTRAM D-29 R1600G 89 SCOOPTRAM D-44 R1600H 97 SCOOPTRAM D-46 R1300G 90 Figura 4.1 Frecuencia de fallas de los equipos Scooptrams. Fuente: Elaboración Propia 56 Las fallas de los equipos de carga Scooptrams se clasificaron en 5 tipos. Estos comprenden las fallas del motor, sistema hidráulico, sistema de transmisión, chasis y sistema electromecánico. Esta clasificación está basada en los tipos de fallas ocurridas con mayor frecuencia durante el estudio realizado. Fallas del equipo Scooptrams R1600G - D29. Tabla 4.3. Fallas del equipo de carga Scooptrams R1600G. FALLA FRECUENCIA Motor 19 Sistema Hidráulico 21 Sistema de Transmisión 13 Chasis 8 Sistema Electromecánico 36 Total 97 Figura 4.2 Clasificación de fallas para el equipo Scooptrams R1600G. Fuente: Elaboración Propia 57 Como se puede notar la mayor cantidad de fallas se presentó en el sistema electromecánico. En la Tabla 4.4 se muestra la cantidad de tiempo fuera de servicio (TFS) por cada una de las clasificaciones de las fallas, representados en horas. Tabla 4.4 Tiempo fuera de servicio para las fallas del Scooptrams R1600G – D29. FALLA TFS (HR) PORCENTAJE % Motor 235 21 Sistema Hidráulico 303 27 Sistema de 241 22 Chasis 65 5 Sistema 294 25 1141 100 Transmisión Electromecánico Total Figura 4.3. Representación de los tiempos fuera de servicio para el equipo Scooptrams R1600G – D29. Fuente: Elaboración Propia 58 En el equipo Scooptrams R1600G - D29, las horas fuera de servicio se debe en un 52% a las fallas del sistema hidráulico y electromecánico. Las fallas en el chasis presentaron la menor frecuencia, así como también la menor cantidad de horas inoperable. Fallas del equipo Scooptrams R1600H - D44. Este equipo fue el que presentó menor cantidad de fallas de los equipos críticos estudiados. Al igual que anterior se clasificaron sus fallas. Tabla 4.5. Fallas del equipo de carga Scooptrams R1600H – D44. FALLA FRECUENCIA Motor 27 Sistema hidráulico 17 Sistema de transmisión 3 Chasis 10 Sistema electromecánico 32 TOTAL 89 35 30 25 20 15 10 5 0 Motor Sistema hidráulico Sistema de transmisión Chasis Sistema electromecánico Figura 4.4 Clasificación de fallas para el equipo Scooptrams R1600H - D44. Fuente: Elaboración Propia 59 En la Tabla siguiente podemos observar los tiempos fuera de servicio por cada de las partes que presentan fallas. Tabla 4.6 Tiempo fuera de servicio para las fallas del Scooptrams R1600H – D44. FALLA TFS (HR) Porcentaje (%) Motor 374 35 Sistema hidráulico 229 21 Sistema de transmisión 18 2 Chasis 156 15 Sistema electromecánico 291 27 TOTAL 1068 100 1200 1000 800 600 400 200 0 Series1 Series2 Figura 4.5. Representación de los tiempos fuera de servicio para el equipo Scooptrams R1600H – D44. Fuente: Elaboración Propia 60 Se puede observar que el mayor tiempo que estuvo sin operar el equipo fue debido al motor y al sistema electromecánico, lo cual representa el 35% y 27%, respectivamente, del tiempo total que estuvo parada la máquina. Fallas del equipo de carga Scooptrams R1300G – D46. Este equipo fue el que presento la mayor cantidad de intervenciones de mantenimiento, con un total del 36%, es decir, 102 intervenciones. Para el análisis de falas se tuvo que añadir un nuevo tipo de fallas que el sistema de diferenciales, toda vez que influyo en su análisis. Tabla 4.7 Fallas del equipo de carga Scooptrams R1300G – D46. FALLA FRECUENCIA Motor 40 Sistema hidráulico 20 Sistema de transmisión 3 Chasis 2 Sistema electromecánico 25 Sistema de diferenciales 12 TOTAL 102 61 45 40 35 30 25 20 15 10 5 0 Figura 4.6. Clasificación de fallas para el equipo Scooptrams R1300G - D46. Fuente: Elaboración Propia Para este equipo la parte que más presentó fallas fue el motor, con un porcentaje del 38%. Luego de este la parte más problemática fue el sistema mecánico. Tabla 4.8. Tiempo fuera de servicio para las fallas del Scooptrams R1300G – D46. FALLA TFS (HR) PORCENTAJE (%) Motor 788 45 Sistema hidráulico 315 18 Sistema de 28 1 Chasis 29 2 Sistema 366 21 233 13 1749 100 transmisión electromecánico Sistema de diferenciales TOTAL 62 900 800 700 600 500 400 300 200 100 0 Motor Sistema hidráulico Sistema de transmisión TFS (HR) Chasis Sistema Sistema de electromecánico diferenciales PORCENTAJE (%) Figura 4.7. Representación de los tiempos fuera de servicio para el equipo Scooptrams R1300G. Fuente: Elaboración Propia El 48% representa las fallas de motor lo cual coincide con la mayor cantidad de intervenciones de mantenimiento que también es esta área. En los tres equipos estudiados se pudo observar que la mayor cantidad de fallas y tiempos fuera de servicio se presentan en el motor y el sistema electromecánico, por lo tanto, se concluye que son los eslabones más débiles. 4.3 Desarrollo de las Tablas de AMEF del sistema Hidráulico Una vez organizados los datos, se desarrolla el Método de Análisis de Modos y efecto de falla para el subsistema hidráulico del Scooptrams, el cual resume y sintetiza los diferentes tipos de fallo potenciales en las cual hay que actuar. 63 Tabla 4. 9. AMEF Scooptrams Sub Sistema Hidráulico ANÁLISIS DE MODOS Y EFECTO DE FALLA Sistema: Subsistema: Código de Fallo ELEMENTO / FUNCION MF-01 MF-02 Bomba hidráulica MF-03 Scooptrams Hidráulico MODO DE FALLO Ruido anormal Desgaste Cavitación Modelo: Código: R1600G D-29 EFECTO DE FALLO mecánica hidráulica, la energía en energía No. CAUSA DE FALLO Fecha: Fecha: Pág.: De: ESTADO ACTUAL S O D RPN Estado 1 Desgaste abrasivo entre elementos 9 3 5 135 CRITICO 2 Sobrecarga o sobre esfuerzo 9 6 2 108 NORMAL Pérdida o falta de presión 1 Caudal insuficiente 6 4 3 72 NORMAL en los mandos hidráulicos 2 Velocidad insuficiente de la bomba 5 3 3 45 NORMAL Disminución de la presión, 1 Bomba muy lejos del tanque. 5 3 4 60 NORMAL ruido, alta temperatura y 2 RPM muy altas en la bomba 7 4 5 140 CRITICO 3 Filtro de succión tapado o restringido. 6 4 5 120 CRITICO 8 4 4 128 CRITICO 9 3 5 135 CRITICO 7 5 2 70 NORMAL 6 3 6 108 NORMAL Daño a la bomba hidráulica erosión de las paredes de la bomba Transforma Elaborado por: C . G u e r r a Auditor: Jorge Galindo Tito Flujo excesivo de caudal y MF-04 Defecto sobre esfuerzo de la bomba 1 MF-05 Recalentamiento Pérdida de caudal 1 Operación errática, controles 1 impulsando Válvula de alivio o de control desgastada mediante un caudal el fluido hacia los elementos hidráulicos muy suaves de la máquina y MF-06 Aireación acumulación de calor en la 2 Fugas internas en la bomba Bajo nivel de aceite hidráulico en el depósito Filtración de aire en la línea de succión de la bomba bomba hidráulica. 3 Sello de eje de la bomba defectuoso 5 4 5 100 NORMAL 4 Aceite contaminado con agua 8 6 3 144 CRITICO 64 Tabla 4. 10. AMEF Scooptrams Sub Sistema Hidráulico ANÁLISIS DE MODOS Y EFECTO DE FALLA Sistema: Subsistema: ELEMENTO / FUNCION Código de Fallo SCOOPTRAMS Hidráulico MODO DE FALLO Modelo: Código: D-29 EFECTO DE FALLO ESTADO ACTUAL S O D RPN ESTADO 7 6 2 84 NORMAL 2 Por la oxidación 7 4 5 140 CRITICO 3 Cambio de aceite de forma tardía 6 5 2 60 NORMAL 1 Partículas por desgaste producido 7 5 4 140 CRITICO Afectación a la bomba y 2 Fluido con viscosidad baja 8 4 3 96 NORMAL demás componentes 3 Mala manipulación al cambiar los filtros 6 4 3 72 NORMAL 7 5 3 105 NORMAL Contaminación del aceite hidráulico CAUSA DE FALLO Pág.: De: Elevada temperatura de trabajo del aceite hidráulico Aceite hidráulico No. Fecha: Fecha: 1 Pérdida de propiedades MF-07 Elaborado por: C . G u e r r a Auditor: Jorge Galindo Tito R1600G hidráulicos Fluido transmisor de 4 potencia utilizado para Cambio de filtro inadecuado o de forma tardía transformar, controlar y 1 Bomba hidráulica desgastada 8 4 2 64 NORMAL transmitir los esfuerzos 2 Válvula de control desgastada o pegada 6 4 4 96 NORMAL 7 5 4 140 CRITICO 7 7 3 147 CRITICO 6 4 3 72 NORMAL mecánicos a través de una variación de presión o de flujo MF-08 Recalentamiento Degradación y pérdida del aceite de propiedades del hidráulico aceite hidráulico 3 4 5 65 Sellos o empaques de aceite de la bomba hidráulica en mal estado Sobrecarga de la máquina (cucharon muy grande) Lubricación de la bomba (al instalar una bomba nueva) Tabla 4. 11. AMEF Scooptrams Sub Sistema Hidráulico ANÁLISIS DE MODOS Y EFECTO DE FALLA Sistema: Subsistema: ELEMENTO / FUNCION Aceite hidráulico Código de Fallo MF-09 SCOOPTRAMS Hidráulico MODO DE FALLO Modelo: Código: Elaborado por: C . G u e r r a Auditor: Jorge Galindo Tito R1600G D-29 EFECTO DE FALLO Recalentamiento Degradación y pérdida del aceite de propiedades del hidráulico aceite hidráulico Fluido para transformar, No. O D RPN ESTADO 5 3 105 NORMAL 7 Cantidad de aceite insuficiente 6 4 3 72 NORMAL 7 6 4 168 CRITICO 6 5 3 90 NORMAL 7 5 4 140 CRITICO 5 5 3 75 NORMAL Presión de aceite de escape demasiado 8 elevada(regular el by-pass para disminuir la presión) MF-10 MF-11 Cavitación Obstrucción / Taponamiento Depósito del aceite Daño a la bomba 1 Nivel elevado de agua en aceite hidráulico hidráulica Dificultad de succión de aceite hidráulico a la 1 Viscosidad del aceite muy alta No existe retiro continuo de impurezas precipitadas. 2 Filtros internos sucios o deteriorados 8 6 3 144 CRITICO 3 Filtro de respiradero sucio o deteriorado 6 5 2 60 NORMAL 1 Tapón de drenaje desgastado 5 4 3 60 NORMAL 8 6 3 144 CRITICO 7 4 2 56 NORMAL bomba hidráulica hidráulico Almacena, enfría, MF-12 Fugas de aceite Consumo excesivo de hidráulico aceite hidráulico 2 impurezas del fluido hidráulico S 7 2 protege y precipita ESTADO ACTUAL Termostato dañado o bloqueado esfuerzos mecánicos a de presión o de flujo Pág.: De: 6 controlar y transmitir los través de una variación CAUSA DE FALLO Fecha: Fecha: MF-13 Defecto del Falla en los elementos depósito internos del depósito 1 66 Sello de tapón de drenaje roto o deteriorado Golpe o impacto externo 4.3.1 Acciones de Corrección a las Fallas. Analizados los modos de fallo existentes e identificados cuales tienen mayor índice de prioridad y riesgo se procede a actuar, con las posibles soluciones para disminuir este número, asignando responsabilidades al personal de mantenimiento y tratando de que estas se cumplan. Además observamos que el nuevo RPN una vez indicadas las acciones correctoras. 67 Tabla 4. 12. AMEF Correctiva Scooptrams Sub Sistema Hidráulico ANÁLISIS DE MODOS Y EFECTO DE FALLA Sistema: Subsistema: ELEMENTO FUNCIÓN / Modelo: Código: Scooptrams Hidráulico MODO DE EFECTO FALLO DE R1600G D-29 CAUSA DE FALLO Elaborado por: Auditor: C. Guerra Jorge Galindo Tito ACCIONES CORRECTIVAS RESPONSABLE Fecha: Fecha: Pág.: De: ESTADO D RPN NUEVO ESTADO S O 6 2 5 60 Normal Arreglo o cambio de la bomba hidráulica 7 2 5 70 Normal Filtro de succión tapado o restringido. Cambio de filtro de Revisar viscosidad y nivel de aceite hidráulico 6 3 4 72 Normal Defecto bomba hidráulica Flujo excesivo de caudal y sobre esfuerzo de la bomba hidráulica Válvula de alivio o de control desgastada Cambio de la válvula de alivio 8 2 4 64 Normal Recalentamiento Pérdida de caudal Fugas internas en la Cambio de la bomba hidráulica (CARTRIDGE) 6 2 5 60 Normal 8 3 3 72 Normal FALLO Ruido anormal Daño a la bomba hidráulica Disminución de la Bomba hidráulica Cavitación presión, ruido, alta Desgaste abrasivo entre engranajes RPM muy altas en la bomba temperatura Transforma la energía mecánica en energía hidráulica, impulsando mediante un caudal el fluido hacia los elementos hidráulicos Erosión de las paredes de la Cambio de la bomba hidráulica (CARTRIDGE) bomba Operación Aireación errática, alta Aceite contaminado con agua temperatura en la bomba hidráulica 68 Cambio aceite hidráulico de Tabla 4. 13. AMEF Correctiva Scooptrams Sub Sistema Hidráulico ANÁLISIS DE MODOS Y EFECTO DE FALLA Sistema: Subsistema: ELEMENTO / COMPONENTE Aceite hidráulico Fluido transmisor de potencia utilizado para transformar, controlar y transmitir los esfuerzos mecánicos a través de una variación de presión o de flujo Depósito del aceite hidráulico Almacena, enfría, protege y precipita impurezas del fluido hidráulico MODO DE FALLO Contaminación del aceite hidráulico Recalentamiento del aceite hidráulico Scooptrams Hidráulico EFECTO DE FALLO Modelo: Código: Elaborado por: Auditor: R1600G D-29 CAUSA DE FALLO C. Guerra Jorge Galindo Tito ACCIONES CORRECTIVAS Fecha: Fecha: Pág.: De: ESTADO RESPONSABLE S O D RPN NUEVO ESTADO Pérdida de propiedades del aceite hidráulico Por la oxidación Cambio de aceite hidráulico de mejor calidad 5 4 4 80 Normal Afectación a la bomba y demás componentes hidráulicos Partículas por desgaste producido Implementación de un sistema de purificación by pass 5 3 4 60 Normal Cambio de sellos o empaques 6 3 4 72 Normal Degradación y pérdida de propiedades del aceite hidráulico Sellos de aceite de la bomba hidráulica en mal estado Sobrecarga de la máquina (cucharon muy grande) Presión de aceite de escape demasiado elevada Cambio de cucharon con peso original Regular el by-pass para disminuir la presión Cambio y revisión de viscosidad de aceite hidráulico 7 4 3 84 Normal 6 3 4 72 Normal 7 2 4 56 Normal Cavitación Daño a la bomba hidráulica Viscosidad del aceite muy alta Obstrucción / Taponamiento Dificultad de succión de aceite hidráulico a la bomba hidráulica Filtros internos sucios o deteriorados Cambio de filtros internos del depósito 7 2 3 42 Normal Fugas de aceite hidráulico Consumo excesivo de aceite hidráulico Sello de tapón de drenaje roto o deteriorado Cambio de tapón y sello 6 3 3 54 Normal 69 4.4 Desarrollo de las Tablas de AMEF del sistema Motor Una vez organizados los datos, se desarrolla el Método de Análisis de Modos y Efecto de Falla para el subsistema motor del Scooptrams, el cual resume y sintetiza los diferentes tipos de fallas potenciales en las cual hay que actuar. 70 Tabla 4.14. AMEF Scooptrams Sub Sistema Motor ANÁLISIS DE MODOS Y EFECTO DE FALLA ELEMENTO / FUNCIÓN Sistema: Scooptrams Modelo: R1600G Elaborado por: C. Guerra Fecha: Pág.: Subsistema: Motor Código: D-29 Auditor: Jorge Galindo Tito Fecha: De: Código de Fallo MODO DE FALLO Block de motor Alojar el tren alternativo, formado por el cigüeñal, las bielas y los pistones. MF-01 MF-02 MF-03 MF-04 Deformación Fisuras Desgaste Fractura Pistón EFECTO DE FALLO No. Desalineación de los elementos móviles. Filtración de líquido refrigerante al aceite. Consumo anormal de aceite por la lubricación del pistón. El motor solo produce la mitad de su potencia. Fractura del pistón en la región de los cubos. Recibir directamente la presión producida por la combustión de los gases y transmitir la fuerza a la biela. Grietas en el agujero para el pasador Agarrotamiento RPN ESTADO 2 4 48 NORMAL 2 Impacto externo 9 2 2 36 NORMAL 3 Sobrecalentamiento 9 5 3 135 CRITICO 1 Choque térmico 7 2 5 70 NORMAL 2 Impacto externo 9 2 3 54 NORMAL 1 Pistón rayado. 7 2 4 56 NORMAL 2 Aceite de lubricación incorrecto. 8 4 4 128 CRITICO 3 Pernos del pistón desgastados. El pistón se armo con un error de 180°. 7 3 2 42 NORMAL 8 2 4 64 NORMAL 9 5 3 135 CRITICO 6 5 2 60 NORMAL 7 2 3 42 NORMAL 8 3 2 48 NORMAL 8 2 4 64 NORMAL 7 4 2 56 NORMAL 8 3 2 48 NORMAL 9 2 3 54 NORMAL 1 1 Juego de montaje pistón/cilindro inadecuado. 1 Materias extrañas interfieren con el movimiento pistón. Mal pulido por frotamiento o defectos de fundición. Mala pulverización del combustible. Combustible con un número de cetano muy bajo Entrega de combustible excesiva de la bomba inyectora. Falta de lubricación. 3 1 2 71 D 6 2 Sobrecalentamiento de la falda O Choque térmico 2 Sobrecalentamiento de la corona S 1 1 MF-05 CAUSA DE FALLO ESTADO ACTUAL Falta de refrigeración. Tabla 4.15. AMEF Scooptrams Sub Sistema Motor ANÁLISIS DE MODOS Y EFECTO DE FALLA Sistema: Subsistema: ELEMENTO / FUNCIÓN Anillos del Pistón Impedir que el lubricante se filtre del cárter a la cámara de combustión y que de ésta última escapen los gases de combustión. Código de Fallo MF-06 MF-07 MF-08 Scooptrams Motor MODO DE FALLO Desgaste Fractura Desgaste Modelo: Código: R1600G D-29 Elaborado por: C . G u e r r a Auditor: Jorge Galindo Tito EFECTO DE FALLO No. Consumo de aceite y rayado del pistón / camisa. El motor consume demasiado aceite Asegurar que las muy altas temperaturas del escape no dañen los MF-09 componentes internos del motor. MF-10 Pérdidas de Potencia en el Deformación Cavitación 72 ESTADO ACTUAL S O D RPN ESTADO Aflojamiento o instalación indebida. 8 2 5 80 NORMAL 2 Anillos de pistón pegados. 7 2 4 56 NORMAL 3 Abertura del anillo muy pequeña 8 2 3 48 NORMAL 4 Obstrucción del limpiador de aire. 8 4 4 128 CRITICO 1 Expansión excesiva durante su instalación. 7 3 3 63 NORMAL 2 Uso del anillo equivocado 9 2 4 72 NORMAL 3 Dañado durante la instalación del pistón en la camisa. 9 3 5 135 CRITICO 1 Ceja de la camisa dañada. 7 2 3 42 NORMAL 2 Picado excesivo en la superficie interior de la camisa. 8 2 4 64 NORMAL 1 Irregularidad en el montaje del block. 8 3 2 48 NORMAL 2 Deficiencia en la rectificación del cilindro. 8 2 4 64 NORMAL 1 Funcionamiento del motor en frío. 8 4 4 128 CRITICO 2 Presencia de impurezas 7 2 4 56 NORMAL Motor Fuga de compresión y aceite CAUSA DE FALLO Pág.: De: 1 Fugas de la compresión Camisas Fecha: Fecha: Tabla 4.16. AMEF Scooptrams Sub Sistema Motor ANÁLISIS DE MODOS Y EFECTO DE FALLA Sistema: Subsistema: ELEMENTO / FUNCIÓN Scooptrams Motor Modelo: Código: R1600G D-29 Código de Fallo MODO DE FALLO EFECTO DE FALLO MF-11 Rotura Deterioro del block. Elaborado por: C. Gu erra Auditor: Jorge Galindo Tito No. Biela Transmitir la presión de los gases que actúa sobre el pistón al cigüeñal. MF-12 MF-13 MF-14 Ovalamiento Pandeo Rotura Proceso anormal de combustión. Proceso anormal de combustión. MF-16 Desgaste Deformación CAUSA DE FALLO Pág.: De: ESTADO ACTUAL S O D RPN ESTADO 1 Deficiencia de lubricación 9 2 3 54 NORMAL 2 Ajuste excesivo biela-cigüeñal. 9 4 4 144 CRITICO 1 Mal montaje 8 3 3 72 NORMAL 2 Aceleraciones bruscas 7 4 5 140 CRITICO 1 Ingreso de agua a la cámara de combustión. 7 2 5 70 NORMAL 2 Sobrecarga 8 4 4 128 CRITICO 1 Sobrecarga mecánica 9 2 3 54 NORMAL 2 Compresión excesiva 8 3 3 72 NORMAL 1 El cojinete no tiene el espesor necesario para el diámetro del cigüeñal. 9 3 6 162 CRITICO 2 No se genero una película de aceite apropiada entre el cojinete y el cigüeñal. 7 3 3 63 NORMAL 1 Acarreo de peso excesivo 8 2 5 80 NORMAL 2 Aceleraciones intempestivas 8 3 3 72 NORMAL Golpeteo del cigüeñal Cigüeñal Transformar el movimiento rectilíneo MF-15 alternativo de la biela y el pistón en movimiento rotativo. Fecha: Fecha: Agrietamiento por fatiga. Cojinete central desgastado. 73 Tabla 4.17. AMEF Scooptrams Sub Sistema Motor ANÁLISIS DE MODOS Y EFECTO DE FALLA ELEMENTO / FUNCIÓN Culata Sistema: Scooptrams Modelo: R1600G Elaborado por: C. Guerra Subsistema: Motor Código: D-29 Código de MODO DE FALLO Fallo MF-17 Encargada de sellar superiormente los cilindros de un motor de combustión para evitar la pérdida de compresión. MF-18 Junta de culata Asegurar la unión física entre la culata y el bloque del motor, evitando que los gases retenidos en la cámara de combustión se escapen. MF-19 MF-20 Grietas Alabeada Desgaste Rotura Auditor: Jorge Galindo Tito Fecha: Pág.: Fecha: De: ESTADO ACTUAL EFECTO DE FALLO No. CAUSA DE FALLO 1 S O D RPN ESTADO Fugas en la culata. 7 2 4 56 NORMAL 2 Junta quemada. 8 2 5 80 NORMAL 3 Pérdida de comprensión por válvulas defectuosas. 8 4 5 160 CRITICO 1 Sujeción irregular al bloque. 7 2 4 56 NORMAL 2 Calentamiento excesivo. 7 3 3 63 NORMAL 3 Esparrago roto en la culata. 8 2 3 48 NORMAL Reducción del nivel de líquido refrigerante. 1 Parte del líquido penetra en la cámara de combustión. 7 2 3 42 NORMAL Exceso de humo blanco en los gases de escape. 2 Evaporación del líquido en la cámara de combustión. 7 5 5 175 CRITICO En la varilla del aceite aparece una emulsión gris. 3 Mezcla del líquido refrigerante con el aceite. 8 3 3 72 NORMAL Pérdida de planitud. 1 Calentamiento excesivo, fallos del sistema de refrigeración. 7 4 6 168 CRITICO Asientos y guías de válvulas desgastadas. 2 Calentamientos y fallos de lubricación o desgaste propio de funcionamiento. 8 4 5 160 CRITICO Rotura de asientos. 3 Calentamientos. 9 3 6 162 CRITICO El motor pierde potencia. Superficie de asiento irregular. 74 Tabla 4.18. AMEF Scooptrams Sub Sistema Motor ANÁLISIS DE MODOS Y EFECTO DE FALLA ELEMENTO / FUNCIÓN Árbol de levas Controlar el movimiento sincronizado de las válvulas de admisión y escape y es un componente crítico que controla la potencia del motor. Sistema: Scooptrams Modelo: R1600G Elaborado por: C. Guerra Fecha: Pág.: Subsistema: Motor Código: D-29 Auditor: Jorge Galindo Tito Fecha: De: Código de MODO DE FALLO Fallo MF-13 MF-14 Desgaste Sincronización incorrecta. ESTADO ACTUAL EFECTO DE FALLO No. CAUSA DE FALLO S O D RPN ESTADO Pérdida de potencia del motor. 1 Presión entre las superficies. 8 2 4 64 NORMAL Aumento en el consumo de combustible. 2 Viscosidad inadecuada del aceite y aditivos. 9 3 6 162 CRITICO Vibración en el tren de balancines. 3 Falta de lubricación. 8 4 5 160 CRITICO 1 Mal montaje. 8 2 5 80 NORMAL 2 Juego axial excesivo. 8 3 2 48 NORMAL 3 Tiempo de uso. 7 2 4 56 NORMAL Pérdida de potencia del motor. 75 4.4.1 Acción Correctiva Una vez analizados los modos de fallo existente e identificado cuales tienen mayor índice de prioridad y riesgo se procede a actuar, con las posibles soluciones para disminuir este número, asignando responsabilidades al personal de mantenimiento y tratando de que estas se cumplan. En las tablas siguientes se observa el nuevo RPN una vez realizadas las acciones correctoras. 76 Tabla 4.19. AMEF Correctiva Scooptrams Sub Sistema Motor ANÁLISIS DE MODOS Y EFECTO DE FALLA ELEMENTO / FUNCIÓN Sistema: Subsistema: Scooptrams Motor MODO DE FALLO No. Modelo: Código: R1600G D-29 Pistón Recibir directamente la presión producida por la combustión de los gases y transmitir la fuerza a la biela. C. Guerra Jorge Galindo Tito ACCIONES CORRECTIVAS Deformación 1 Sobrecalentamiento Inspeccionar el sistema de refrigeración, y asegurar su buen funcionamiento. Desgaste 1 Aceite de Lubricación incorrecta. Seleccionar aceite de lubricación recomendado por el fabricante 2 Juego de montaje pistón/cilindro inadecuado. Verificar el montaje pistón/cilindro, y si es el caso remplazar los componentes. Fractura Fecha: Fecha: Pág.: De: ESTADO CAUSA DE FALLO Block de motor Alojar el tren alternativo, formado por el cigüeñal, las bielas y los pistones. Elaborado por: Auditor: 77 RESPONSABLE . S O D RPN NUEVO ESTADO 8 2 3 48 Normal 7 2 5 70 Normal 9 1 4 36 Normal Tabla 4.20. AMEF Correctiva Scooptrams Sub Sistema Motor ANÁLISIS DE MODOS Y EFECTO DE FALLA Sistema Subsistema: ELEMENTO / FUNCIÓN Anillos del Pistón Impedir que el lubricante se filtre del cárter a la cámara de combustión y que de ésta última escapen los gases de combustión. MODO DE FALLO Scooptrams Motor Modelo: Código: R1600G D-29 Elaborado por: Auditor: C. Guerra Jorge Galindo Tito Fecha: Fecha: Pág.: De: ESTADO No. CAUSA DE FALLO ACCIONES CORRECTIVAS Desgaste 1 Obstrucción del limpiador de aire. Limpieza, y si es esta deteriorado el limpiador de aire reemplazarlo. Fractura 2 Dañado durante la instalación del pistón en la camisa. Rectificar camisa de los cilindros Funcionamiento del motor en frío. Calentar del motor antes de las actividades a realizar. RESPONSABLE . S O D RPN NUEVO ESTADO 8 2 4 64 Normal 7 2 3 42 Normal 8 3 3 72 Normal Camisas Asegurar que las muy altas temperaturas del Cavitación escape no dañen los componentes internos del motor. 1 78 Tabla 4.21. AMEF Correctiva Scooptrams Sub Sistema Motor ANÁLISIS DE MODOS Y EFECTO DE FALLA Sistema Subsistema: ELEMENTO / FUNCIÓN MODO DE FALLO Scooptrams Motor R1600G D-29 Elaborado por: Auditor: C. Guerra Jorge Galindo Tito Fecha: Fecha: Pág.: De: ESTADO No. CAUSA DE FALLO ACCIONES CORRECTIVAS RESPONSABLE S O D RPN NUEVO ESTADO Rotura 1 Ajuste excesivo bielacigüeñal. Verificar torque especificado por el fabricante. 7 2 4 56 Normal Ovalamiento 2 Aceleraciones bruscas Evitar acelerar bruscamente. 7 2 5 70 Normal Pandeo 3 Sobrecarga No exceder el límite de carga especificada por el fabricante. 8 2 5 80 Normal 1 El cojinete no tiene el espesor necesario para el diámetro del cigüeñal. Cambiar el cojinete con el diámetro necesario para acoplarlo con el cigüeñal. 7 2 5 70 Normal 1 Pérdida de comprensión por válvulas defectuosas. Reemplazar válvulas defectuosas. 7 2 3 42 Normal Biela Transmitir la presión de los gases que actúa sobre el pistón al cigüeñal. Modelo: Código: Cigüeñal Transformar el Desgaste movimiento rectilíneo alternativo de la biela y el pistón en movimiento rotativo. Culata Encargada de sellar superiormente los cilindros de un motor de combustión para evitar la pérdida de compresión. Grietas 79 Tabla 4.22. AMEF Correctiva Scooptrams Sub Sistema Motor ANÁLISIS DE MODOS Y EFECTO DE FALLA Sistema: Subsistema: ELEMENTO / FUNCIÓN MODO DE FALLO Desgaste Scooptrams Motor Árbol de levas Controlar el movimiento Desgaste sincronizado de las válvulas de admisión y escape y es un componente crítico que controla la potencia del motor. R1600G D-29 Elaborado por: Auditor: C. Guerra Jorge Galindo Tito Fecha: Fecha: Pág.: De: ESTADO No. CAUSA DE FALLO 1 Evaporación del líquido en la cámara de combustión. 1 Calentamiento excesivo, fallos del sistema de refrigeración. 2 Calentamientos y fallos de lubricación o desgaste propio de funcionamiento. 3 Calentamientos. 1 2 Junta de culata Asegurar la unión física entre la culata y el bloque del motor, evitando que los gases retenidos en la cámara Rotura de combustión se escapen. Modelo: Código: ACCIONES CORRECTIVAS Comprobar fugas y sustituir elemento defectuoso en caso necesario. Planificado y reparación de asientos de válvulas y precámaras. Medir el resalte del pistón cota “X” y poner junta adecuada. RESPONSABLE S O D RPN NUEVO ESTADO 7 2 3 42 Normal 8 1 4 32 Normal 7 2 3 42 Normal Sustituir los asientos rotos. 8 2 3 48 Normal Viscosidad inadecuada del aceite y aditivos. Seleccionar aceite recomendado por el fabricante. 7 2 4 56 Normal Falta de lubricación. Adoptar intervalos de lubricación recomendados. 7 2 5 70 Normal Rectificar los asientos. Sustituir guías si es posible. 80 Disponibilidad Mensual de los Scooptrams Tabla 4.23 Disponibilidad Mensual DISPONIBILIDAD MENSUAL SCOOPTRAMS EQUIPO MODELO ENERO FEBRERO MARZO ABRIL MAYO JUNIO PROMEDIO D-29 R-1600G 87.77% 66.29% 63.98% 85.97% 88.71% 88.06% 80.13% D-44 R-1600H 86.02% 78.86% 89.95% 89.14% 85.69% 87.71% 86.23% D-46 R-1300G 86.02% 81.45% 91.28% 37.85% 8.33% 90.00% 65.82% Fuente: Elaboración Propia 81 86.23% 80.13% 90.00% 87.71% 88.06% 85.69% 88.71% 89.14% 85.97% 89.95% DISPONIBILIDAD REQUERIDA 85% 65.82% 70.00% 63.98% 66.29% 80.00% 81.45% 78.86% 86.02% 86.02% 87.77% 90.00% 91.28% DISPONIBILIDAD MENSUAL 100.00% D-29 R-1600G 60.00% D-44 R-1600H D-46 R-1300G 37.85% 50.00% 40.00% 30.00% 8.33% 20.00% 10.00% 0.00% ENERO FEBRERO MARZO ABRIL MAYO JUNIO Figura 4.8. Representación de las Disponibilidades mensuales de los Scooptrams. Fuente: Elaboración Propia 82 PROMEDIO 4.5 Interpretación de Resultados. Primeramente, debo señalar que las frecuencias de fallas de los tres Scooptrams en análisis se encuentran en la Tabla 4.1, donde se señala que los equipos analizados son R1600G-D29, R1600H-D44 y R1300G-D46. Seguidamente a través de los datos de fallas, se consideró los sistemas del Scooptrams que son: Motor, sistema Hidráulico, sistema de transmisión, chasis, sistema electromecánico y finalmente el sistema diferencial. Considerando el objetivo del estudio se realizó el método de Análisis de Modos y efecto de falla y sus respectivas recomendaciones para optimizar su disponibilidad del equipo como se puede observar en los cuadros desde el cuadro 4.9 hacia adelante. Realizado el Análisis de Modos y efecto de falla (AMEF), se pudo optimizar la disponibilidad de los equipos como se puede observar en la Tabla 4.23, en donde en el mes de marzo se obtuvo una mayor disponibilidad logrando un 91.28% en el Scooptrams R1300G-D46, en cambio en el scooptram R1600H-D44 se obtuvo una disponibilidad más continua durante los meses de marzo a junio logrando sobrepasar la disponibilidad requerida por la empresa que es de un 85% y finalmente el scooptram R1600G - D29 que tiene mayor año de fabricación logro sobrepasar la disponibilidad requerida durante los meses de mayo a junio . Finalmente con el Análisis de Modos y Efecto de Falla se logró significativamente una mejora en la disponibilidad y tiempo de servicio en los tres scooptrams de estudio. 83 CONCLUSIONES 1. Se concluye que determinado las fallas de los Scooptrams de análisis que son el R-1600G, R-1600H y R-1300G. se encontraron las fallas más críticas en el sistema del Motor y el sistema Hidráulico, en donde se realizó el Análisis de Modos y Efecto de Falla. 2. Determinado las fallas y aplicando el análisis de modos y efecto de falla del sistema hidráulico se puede determinar los RPN de cada uno de los sub sistemas como se puede observar en los cuadros 4.9 al 4.11, además de las acciones correctivas que se encuentran en los cuadros 4.12 y 4.13, en ella se puede observar la disminución del RPN debido al mantenimiento realizado al sistema. 3. Concluimos también que el otro sistema que es motor donde se determina su RPN antes de su intervención es alta como podemos observar en los cuadros del 4.14 al 4.18, además sus acciones correctivas donde se mejora su RPN como se puede observar en los cuadros 4.19 al 4.22. 4. Se concluye que Analizando los sistemas Hidráulico y Motor, a través del Análisis de Modos y Efecto de Falla se mejoró el tiempo de servicio de los tres Scooptrams de análisis logrando una optimización de la disponibilidad como podemos observar en el cuadro 4.23, además señalar que en el mes de marzo se obtuvo una mayor disponibilidad el equipo pesado R1300G – D46 que fue de un 91.28%. 84 RECOMENDACIONES 1. De acuerdo con los resultados obtenidos, se recomienda que para elevar la disponibilidad y tiempo de servicio de los scooptrams, se debe empezar por capacitar mejor a los supervisores y técnicos de mantenimiento en la aplicación del Análisis de Modos y Efecto de Falla para poder aplicarlo eficientemente. 2. Creación de grupos de trabajo con dedicación exclusiva a la realización del Análisis de Modos y Efecto de Falla, estos grupos pueden ser rotativos. Para garantizar un trabajo rápido que permita abarcar todos fallas de cada uno de los sistemas lo más pronto posible. 3. Es recomendable conocer las causas de las fallas y sus efectos para poder recomendar al responsable las acciones que mejoren dichos sistemas. 4. Es importante que se tenga una base de datos de fallas de todos los sistemas del Scooptrams para posteriormente aplicar el método propuesto en esta tesis. 5. Actualizar periódicamente el AMEF con nuevos modos de falla ocurridos y que no se encuentren listados. 85 BIBLIOGRAFÍA 1. Espinoza, C. (2010). Metodología de investigación tecnológica. Pensando en sistemas. (Primera Ed.). Huancayo, Perú: Imagen Gráfica SAC. 2. Instituto Peruano de Mantenimiento, (2017). Gerencia de operaciones confiabilidad en mantenimiento clase mundial. Lima, Perú. 3. Moubray, J. (2004). Mantenimiento centrado en confiabilidad (Edición en Español).North Carolina, Estados Unidos: Ellmann, Sueiro y Asociados. 4. Rodríguez, J. (2006). ANÁLISIS DE FALLAS. Universidad Nacional Experimental de Guayana. Puerto Ordaz, Venezuela. 5. Lamb, B., Tribbett, R. (2012).Apollo Análisis Causa Raíz. (Primera Ed.). Estados Unidos: Apollonian Publications, LLC. 86 ANEXOS 87 88 89 90 91 92 93 94 95 96 97