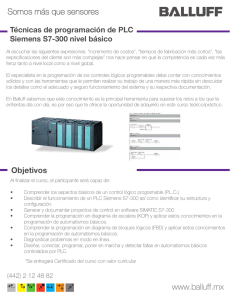
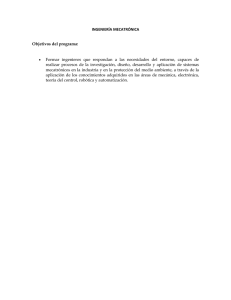
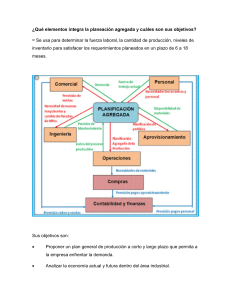
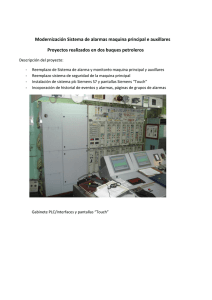
SISTEMAS MECATRÓNICOS INDUSTRIALES MM6160 Página 1 / 12 Tema : AUTOMATISMOS DE SISTEMAS CON PLC SIEMENS S7 – 300 MPS – Sistema Electroneumático Nota: Mantenimiento de Maquinaria de Planta Fecha: __/__/______ CURSO: SISTEMAS MECATRÓNICOS INDUSTRIALES LABORATORIO N° 03 Automatismos de Sistemas con PLC SIEMENS S7 – 300 MPS – Sistema Electroneumático Grupo A, B, C, D Lab. Nº 3 MM6160 SISTEMAS MECATRÓNICOS INDUSTRIALES Página 2 / 12 Tema : AUTOMATISMOS DE SISTEMAS CON PLC SIEMENS S7 – 300 MPS – Sistema Electroneumático Nota: Mantenimiento de Maquinaria de Planta Fecha: __/__/______ Grupo A, B, C, D Lab. Nº 3 HOJA DE EVALUACIÓN Laboratorio Nro : _____ Tema : _____________________________________________ _____________________________________________ : _____ Módulo utilizado : ______ Fecha : _______________ No aceptable Sección Requiere mejora : ______ Regular Semestre Bueno : _____ Excelente Especialidad A Responde las preguntas del profesor sobre la parte práctica 5.0 4.0 3.0 2.0 0.0 B Lidera acertadamente y colaborativamente con el equipo de trabajo 3.0 2.0 2.0 1.0 0.0 C Realiza la simulación/ensamblado del equipo asignado y también con el uso correcto del equipo. 5.0 4.0 3.0 1.0 0.0 D Presenta adecuadamente el informe del laboratorio 4.0 3.0 2.0 1.0 0.0 E Trabaja con puntualidad 2.0 0.0 F Trabaja con orden y limpieza 1.0 0.0 CRITERIOS DE EVALUACIÓN NOMBRE DE INTEGRANTES CRITERIOS DE EVALUACIÓN A B C D E F Nota MM6160 SISTEMAS MECATRÓNICOS INDUSTRIALES Página 3 / 12 Tema : AUTOMATISMOS DE SISTEMAS CON PLC SIEMENS S7 – 300 MPS – Sistema Electroneumático Nota: 1. Mantenimiento de Maquinaria de Planta Fecha: __/__/______ Grupo A, B, C, D Lab. Nº 3 Objetivo Identificar y analizar el circuito electroneumático para poder ser controlados con un PLC. Realizar el programa ladder y lista de instrucciones que controle la secuencia del circuito hidráulico. Utilizar el software Step 7/Tia Portal. Conocer e identificar las partes de un sistema mecatrónico. Identificar los tipos de sensores, de presión, temperatura. Identificar los tipos de actuadores. Aplicar los sensores binarios de presión a determinados requerimientos operativos industriales. 2. Seguridad en la ejecución del laboratorio Antes de realizar el laboratorio: Tener cuidado con el tipo y niveles de voltaje que suministran a los equipos Antes de utilizar los instrumentos cerciorarse si son de entrada o de salida, para no dañar los equipos Tener cuidado en la conexión y en la desconexión de los equipos utilizados Asegúrese que usted y sus compañeros de grupo tienen los implementos necesarios de seguridad. Recuerde que va a trabajar con elementos de aire comprimido, electricidad y fluidos de alta presión. 3. RECURSOS EQUIPOS, INSTRUMENTOS Y ACCESORIOS: a. PC. b. Step 7 / Tia Portal c. PLC SIEMENS S7-300. d. MPS – Sistemas Neumáticos SISTEMAS MECATRÓNICOS INDUSTRIALES MM6160 Página 4 / 12 Tema : AUTOMATISMOS DE SISTEMAS CON PLC SIEMENS S7 – 300 MPS – Sistema Electroneumático Nota: 4. Mantenimiento de Maquinaria de Planta Fecha: __/__/______ Grupo A, B, C, D Lab. Nº 3 SISTEMAS MODULARES DE PRODUCCION (MPS) 4.1 Processing (Procesamiento) DESCRIPCION DEL FUNCIONAMIENTO El cambio de forma es el cambio del perfil geométrico y/o las dimensiones de un cuerpo. El mecanizado es el cambio de las características del material y/o del acabado superficial de cuerpos. El ensamblaje es la unión permanente de varios cuerpos. El accionamiento del módulo giratorio de mesa de indexación lo realiza un motorreductor DC. Las seis posiciones del plato giratorio están definidas por tornillos de posicionado en la mesa giratoria y detectadas por medio de un sensor inductivo. Cada uno de los seis retenedores de pieza semicirculares de la placa está provisto de un taladro en el centro para facilitar de detección por medio de un sensor de proximidad capacitivo. Se verifica el correcto posicionamiento de la pieza insertada. Si el agujero mira hacia arriba, el inducido del electroimán de verificación alcanza su posición final. Un sensor de proximidad inductivo es accionado a través de una tuerca en el extremo superior del inducido. El módulo de Taladrado se utiliza para simular el pulido del agujero de una pieza. Un dispositivo de sujeción eléctrico retiene la pieza. Las acciones de avance y retroceso de la máquina de taladrar se realizan por medio de un eje lineal accionado por correa dentada. Un motorreductor eléctrico acciona el eje lineal y se utiliza un circuito por relés para activar el motor. El motor de la máquina de taladrar funciona a 24 V DC y su velocidad no puede variarse. La detección de las posiciones finales se realiza por medio de finales de carrera eléctricos. Cuando se alcanza el interruptor de final de carrera, se invierte el movimiento del eje lineal. FUNCIÓN En la estación de Procesamiento, las piezas se verifican y se procesan en una mesa giratoria de indexación. La mesa giratoria de indexación es accionada por un motor DC. La mesa es SISTEMAS MECATRÓNICOS INDUSTRIALES MM6160 Página 5 / 12 Tema : AUTOMATISMOS DE SISTEMAS CON PLC SIEMENS S7 – 300 MPS – Sistema Electroneumático Nota: Mantenimiento de Maquinaria de Planta Fecha: __/__/______ Grupo A, B, C, D Lab. Nº 3 posicionada por medio de un circuito por relés, siendo detectada la posición de la mesa a través de un sensor inductivo. En la mesa de indexación giratoria, las piezas son verificadas y taladradas en dos procesos paralelos. Un electroimán con un sensor inductivo verifica que las piezas se hallen colocadas en la posición correcta. Durante el taladrado, la pieza es sujeta por un electroimán. Las piezas acabadas son sacadas a través de un expulsor eléctrico. Nota La estación utiliza exclusivamente actuadores eléctricos. DESCRIPCIÓN DE LA SECUENCIA Requisitos previos Las piezas se halla en el portapiezas retenedor de entrada Posición inicial Mesa giratoria de indexación posicionada Émbolo de verificación del solenoide levantado Máquina de taladrar en posición levantada Motor de taladrado apagado Dispositivo de sujeción liberado Detector eléctrico no activado SECUENCIA 1. La mesa giratoria de indexación gira 60° si se detecta una pieza en el retenedor 1 y se presiona el pulsador de START (Marcha). 2. La leva del solenoide se mueve hacia abajo y verifica si la pieza ha sido insertada con la cara abierta hacia arriba. La mesa de indexación gira 60° si el resultado de la verificación en correcto. 3. El dispositivo de sujeción sostiene la pieza. El motor de la máquina de taladrar se activa. El eje lineal mueve la máquina de taladrar hacia abajo. 4. Cuando la máquina de taladrar ha alcanzado su posición inferior, se mueve de nuevo hacia su tope superior por el eje lineal. 5. El motor de la máquina de taladrar se detiene y el dispositivo de sujeción libera la pieza. La mesa de indexación gira 60°. 6. La puerta de clasificación eléctrica pasa la pieza a la siguiente estación. Esta secuencia describe el paso de una pieza a través de la estación de Procesamiento. La pieza se halla en posición de transferencia hacia la estación siguiente. El ciclo de procesamiento puede empezar de nuevo una vez se haya insertado una pieza en el retenedor de piezas 1. SISTEMAS MECATRÓNICOS INDUSTRIALES MM6160 Página 6 / 12 Tema : AUTOMATISMOS DE SISTEMAS CON PLC SIEMENS S7 – 300 MPS – Sistema Electroneumático Nota: Mantenimiento de Maquinaria de Planta Fecha: __/__/______ Grupo A, B, C, D Lab. Nº 3 SISTEMAS MECATRÓNICOS INDUSTRIALES MM6160 Página 7 / 12 Tema : AUTOMATISMOS DE SISTEMAS CON PLC SIEMENS S7 – 300 MPS – Sistema Electroneumático Nota: Mantenimiento de Maquinaria de Planta Fecha: __/__/______ Grupo A, B, C, D Lab. Nº 3 SISTEMAS MECATRÓNICOS INDUSTRIALES MM6160 Página 8 / 12 Tema : AUTOMATISMOS DE SISTEMAS CON PLC SIEMENS S7 – 300 MPS – Sistema Electroneumático Nota: Mantenimiento de Maquinaria de Planta Fecha: __/__/______ Grupo A, B, C, D Lab. Nº 3 SISTEMAS MECATRÓNICOS INDUSTRIALES MM6160 Página 9 / 12 Tema : AUTOMATISMOS DE SISTEMAS CON PLC SIEMENS S7 – 300 MPS – Sistema Electroneumático Nota: Mantenimiento de Maquinaria de Planta Fecha: __/__/______ Grupo A, B, C, D Lab. Nº 3 SISTEMAS MECATRÓNICOS INDUSTRIALES MM6160 Página 10 / 12 Tema : AUTOMATISMOS DE SISTEMAS CON PLC SIEMENS S7 – 300 MPS – Sistema Electroneumático Nota: 5. Mantenimiento de Maquinaria de Planta Fecha: __/__/______ Grupo A, B, C, D Lab. Nº 3 Realice, para cada ejercicio asignado en grupo, las conexiones que se realizarían en un PLC Siemens (utilice los símbolos necesarios en la conexión) PLC CIRCUITO DE POTENCIA/FUERZA SISTEMAS MECATRÓNICOS INDUSTRIALES MM6160 Página 11 / 12 Tema : AUTOMATISMOS DE SISTEMAS CON PLC SIEMENS S7 – 300 MPS – Sistema Electroneumático Nota: Mantenimiento de Maquinaria de Planta Fecha: __/__/______ Grupo A, B, C, D Lab. Nº 3 5.1 TABLA DE VARIABLES Realice una tabla con las variables de entrada y salida a utilizar en el automatismo e indique sus direccionamientos correspondientes, incluir memorias o marcas si es necesario. TIPO E/S VARIABLE TAG DESCRIPCIÓN DEL COMPONENTE ELECTROEUMÁTICO/ELÉCTRICO 5.2 REALIZAR LA PROGRAMACION LADDER SEGMENTO 01 SEGMENTO 02 DIRECCIÓN PLC ESTADO DETALLE SISTEMAS MECATRÓNICOS INDUSTRIALES MM6160 Página 12 / 12 Tema : AUTOMATISMOS DE SISTEMAS CON PLC SIEMENS S7 – 300 MPS – Sistema Electroneumático Nota: Mantenimiento de Maquinaria de Planta SEGMENTO 03 SEGMENTO 04 SEGMENTO 05 SEGMENTO 06 SEGMENTO 07 SEGMENTO 08 SEGMENTO 09 Fecha: __/__/______ Grupo A, B, C, D Lab. Nº 3 SISTEMAS MECATRÓNICOS INDUSTRIALES MM6160 Página 13 / 12 Tema : AUTOMATISMOS DE SISTEMAS CON PLC SIEMENS S7 – 300 MPS – Sistema Electroneumático Nota: Mantenimiento de Maquinaria de Planta Fecha: __/__/______ Grupo A, B, C, D Lab. Nº 3 SEGMENTO 10 SEGMENTO 11 SEGMENTO 12 SEGMENTO … 6. CONCLUSIONES: ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________