- Ninguna Categoria
Mantenimiento Básico de Máquinas de Confección Textil - SENATI
Anuncio
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL MANUAL DE APRENDIZAJE MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL CÓDIGO: 89001658 Nivel: Técnico Operativo MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL INDICE N° TAREA PAG. 1. OPERAR MÁQUINA DE COSTURA RECTA ............................................. 2. ACONDICIONAR MÁQUINA DE COSTURA RECTA ................................. 14 3. REALIZAR MANTENIMIENTO DE MÁQUINA DE COSTURA RECTA....... 30 4. OPERAR MÁQUINA REMALLADORA ....................................................... 59 5. ACONDICIONAR MÁQUINA REMALLADORA .......................................... 63 6. REALIZAR MANTENIMIENTO A LA MÁQUINA REMALLADORA ............. 83 7. OPERAR MÁQUINA RECUBRIDORA ....................................................... 101 8. ACONDICIONAR MÁQUINA RECUBRIDORA ........................................... 105 9. REALIZAR MANTENIMIENTO A LA MÁQUINA RECUBRIDORA .............. 120 MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 8 5 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 1. INTRODUCCIÓN. Este manual, denominado Mantenimiento Básico de Máquinas de mismo nombre, inmerso dentro de la currícula del nivel técnico industrial. Confección Textil, comprende las prácticas de laboratorio y la información tecnológica necesaria para el correcto entendimiento y desarrollo del curso. Como este curso constituye, para los estudiantes, su primer contacto con el mundo de Máquinas de Confecciones, se ha tratado de sentar las bases para las “buenas prácticas”, tales como el uso correcto de herramientas para el mantenimiento de máquinas, instrumentos de medición, aplicación de los fundamentos matemáticos necesarios. En la actualidad, con el avance tecnológico en la innovación de maquinarias tanto en su rapidez de respuesta, como en sus consideraciones de potencia y el abaratamiento de los costos de producción masiva; diariamente salen al mercado dispositivos cada vez mejores, por lo que se debe estimular al estudiante para que se habitúe a su correcta lectura e interpretación de la información técnica, proporcionada por el fabricante, en los manuales de instrucción, piezas y de ingeniería. Conforme lo indica el programa, los temas van avanzando de lo simple a lo complejo en una secuencia lógica, dándole al estudiante un sentido de dirección y al incentivarlo al ajuste y sincronismo de los elementos de las máquinas de coser, aquí presentados, enriquece su autoconfianza. Al efectuar realizar el ajuste y sincronismo de mecanismos adquiere habilidad manipulativa, por lo que debe efectuar todas las mediciones solicitadas, discutir las discrepancias entre los valores medidos y calculados y anticiparse a los resultados. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 6 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 ORDEN DE EJECUCIÓN Operar máquina de costura recta. Acondicionar máquina de costura recta. Mantener máquina de costura recta. DENOMINACIÓN MÁQUINA DE COSTURA RECTA MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador Plano Destornillador para aguja Destornillador para bobina Destornillador estrella Juego de llave hexagonal y de boca HT: 01 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA: 01 7 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 ORDEN DE EJECUCIÓN Diagnóstico. Limpieza de máquina. Lubricar máquina. Enhebrar máquina. Colocar y retirar la aguja. DENOMINACIÓN OPERAR MÁQUINA DE COSTURA RECTA MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador. Aguja Dbx1 N° 12. Aceitera con aceite. Hilos. Tela plana y punto. HT: 01 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA: 01 8 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL TAREA N° 01. OPERAR MÁQUINA DE COSTURA RECTA. 1.1. DIAGNÓSTICO. El Diagnóstico se realiza con la finalidad de saber cuál es el estado real de una máquina. Si se encuentra en estado operativo, si reúne las condiciones de operatividad en el momento que se le requiera y si no estuviera disponible amerita realizar un informe detallando el nivel de criticidad y estimando el tiempo de parada de la máquina. También se obtiene de la observación del estado de los mecanismos y componentes de la máquina. MECANISMOS QUE SE DEBEN DE LIMPIAR 1.2. LIMPIAR LA MÁQUINA RECTA. Es mantener su aspecto físico inicial (antes de su uso). Es mantener la máquina libre de contaminación como: Pelusa. Aceite. Polvo. Óxido. Mecanismos del área de costura: De la barra de la aguja 2. Del pie prénsatelas 3. Del trasporte (placa- impelente) 4. Impelente 5. Mecanismo del sistema del corta hilos 6. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 9 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 1.3. LUBRICAR LA MÁQUINA. LUBRICAR BARRA DE AGUJA. Aplicar gotas de aceite con una aceitera. La lubricación de barra de la aguja, permite la reducción de la fricción por lo tanto reduce el calentamiento y un posible desgaste a la barra y bocina. TANQUE PARA LUBRICAR EL GANCHO (GARFIO). Para llenar el tanque: Quite la tapa 1 y llene el tanque con una aceitera con aceite 22°. La línea 2 es el nivel mínimo. La línea 3 es el nivel máximo. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 10 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 1.4. ENHEBRAR MÁQUINA. En el enhebrado de la máquina recta, los guiadores que conducen el hilo desde el guía superior 1 hasta el ojo de la aguja son de mucha importancia y se debe realizar en la secuencia como muestra la figura. Al realizar un buen enhebrado de máquina, se está asegurando la calidad de una prenda al ser confeccionada. El enhebrado del hilo en forma espiral, es para reducir la torsión y elasticidad de algunos hilos. Es de gran importancia que los guiadores estén siempre en buenas condiciones para evitar daños o una posible rotura de hilo. El enhebrado de aguja se hace de izquierda a derecha, en posición del operario. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 11 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 1.5. COLOCAR Y RETIRAR LA AGUJA. Utilice la aguja especificada para la máquina de Costura Recta. Utilice la aguja apropiada de acuerdo al grosor del hilo utilizado y espesor de material. Pasos: a) Girar el volante hasta que la barra de aguja llegue a su punto máximo de su recorrido. b) Aflojar el tornillo 2, y sostenga la aguja 1 con la parte del chaflán A mirando hacia la derecha de la dirección B. c) Insertar completamente la aguja en el agujero de la barra de aguja en dirección de la flecha hasta llegar al final del agujero. d) Apretar con seguridad el tornillo de fijación de la aguja 2. e) Comprobar que la ranura larga (canaleta) C de la aguja quede exactamente mirando hacia la izquierda en la dirección D. (Precaución) Evitar que la aguja quede mal posicionada, podría producir rotura de hilo y ocasionar daño a la punta del gancho (garfio) como consecuencia se produciría omisión de puntadas. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 12 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 ORDEN DE EJECUCIÓN Pie prénsatelas (26). Tornillo de sujeción del pie prénsatelas (27). Bloque de sujeción de barra de pie prénsatelas (2). Tornillo y tuerca regulador de presión (18). Palanca manual elevación de pie prénsatelas (22). Palanca de elevación del pie prénsatelas (14). Conjunto del cable de relajación del conjunto tensor (5). Conjunto de sujeción del cable relajador. DENOMINACIÓN MECANISMO DEL PIE PRENSA TELAS MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano. Regla de metal. Calibrador Vernier. Franela. HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:02 13 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL TAREA N° 02. ACONDICIONAR MAQUINA REMALLADORA. 2.1. AJUSTAR Y SINCRONIZAR EL PIE PRENSA TELAS. Pasos: - Desconectar máquina. - Elevar pie prensatelas con la palanca manual 1. - Retirar tapa de goma de la tapa de brazo y - Soltar tonillo del bloque de sujesión de barra del pie prensa telas 2. - Centrar el pie con la aguja y el ojo de la placa de la aguja 3. - Ajustar tornillo de sujeción de barra del pie prensa telas. - Soltar tornillo de sujesión del pie prensa telas 4. 1 Recomendación: En caso de retirar la tapa de brazo, tener cuidado de no dañar la empaquetadura y de esa manera evitar una posible fuga de aceite. 2 4 3 Verificar elevación de 10mm del pie prenastelas con la placa de aguja. 10 mm MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 14 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 ORDEN DE EJECUCIÓN Guía hilo (2). Barra de aguja (3). Aguja (4). Mecanismo del estira hilo (11). Excéntrica /contrapeso (38). HERRAMIENTOS / INSTRUMENTOS Destornillador plano. Regla de metal. Calibrador Vernier. Franela. DENOMINACIÓN AJUSTE Y SINCRONISMO DE BARRA DE LA AGUJA MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:03 15 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 2.2. AJUSTAR Y SINCRONIIZAR BARRA DE LA AGUJA. Pasos: Pmi 1) Gire el volante para bajar la barra de aguja al punto más bajo de su recorrido, y aflojar el tornillo 1. Punto muerto inferior (pmi). 2) Ajustar barra de aguja: Para aguja DB línea A. Para aguja DA línea C. Alinear con el extremo inferior del buje 3 y luego apriete el tornillo 1. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 16 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 ORDEN DE EJECUCIÓN Caja de bobina (67) Bobina (72) Garfio o gancho (68-69) Engranaje de transmisión de eje(56) y prisionero(66) Dedo retenedor de canastilla del garfio (75) Mecha y lubricador del garfio (59) Buje del eje de garfio (57) DENOMINACIÓN MECANISMO DE BARRA DE LA AGUJA MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Regla de metal Calibrador Vernier Franela Allen HT: 02 TIEMPO: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:04 17 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 2.3. AJUSTAR Y SINCRONIZAR GARFIO Y AGUJA. Pasos: 1º. Girar el volante al sentido de la flecha. 2° Al ascender la barra de aguja la segunda línea (B) debe quedar alineada con el borde inferior del buje. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 18 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL Buje Modo de ajustar la posición del gancho (garfio) a. Aflojar los tornillos de fijación del gancho. Girar el volante en sentido anti horario. Alinear la segunda línea de la barra con el buje. En ese momento alinee el filo de la hoja 5 del gancho con el centro de la aguja 4. Proporcionar una separación de 0,04 mm a 0,1mm (valor de referencia entre la aguja y el gancho, luego apretar firmemente los tres tornillos de fijación del gancho. Precaución: Si la separación entre la punta del gancho y la aguja es menor que el valor especificado, la punta de la hoja del gancho se despuntará. Si la separación es mayor, se producirá salto de puntada. La separación del gancho y la aguja debe ser de 0.04 a 0.1 mm Para realizar el ajuste, soltar los tornillos 5 y luego ajustar a la medida indicada. Precaución: Si la punta del gancho impactara con la aguja. La punta del gancho se dañaría produciendo rotura de hilo u omisión de puntada. Al girar el volante la barra se va elevando a 2mm (formación de lazada en ese momento la punta del gancho bebe pasar al centro de la aguja y centro del chaflán. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 19 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 ORDEN DE EJECUCIÓN Impelentes: carrera completa (25) y ½ carrera (26) Barra de transporte (71) Tornillo excéntrico para inclinación de transporte (36) Leva de avance (36) Anillo de tope (22) Eje oscilante (33) Leva de sujeción del eje (8) DENOMINACIÓN MECANISMO DEL TRANSPORTE MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Regla de metal Calibrador Vernier Franela HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:05 20 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 2.4. AJUSTAR ALTURA E INCLINACIÓN DEL IMPELENTE. La elevación estándar máxima del impelente desde la superficie superior de la placa de aguja es de 0,8 mm a 1,2mm. Ajustar la altura del impelente de acuerdo con los procesos utilizados. y materiales Precaución: Ajustar en las direcciones del punto demarcador grabado del eje impulsor 1 de la barra de transporte y el punto demarcador grabado en el eje de balancín 3 de la barra de transporte. Aflojar el tornillo de fijación 2 del eje impulsor 1 de la barra de transporte y el tornillo de fijación 4 del eje de balancín 3 de la barra de transporte. La altura e inclinación del impelente cambiará al girar ambos ejes 1 y 3, con un destornillador. En cuanto a la relación entre la dirección de rotación de cada eje e inclinación de la barra de transporte 6 mirar la figura anterior. Ajuste estándar a la entrega: El punto demarcador grabado en el eje de balancín 3 de la barra de transporte se ajusta a la línea demarcada grabada 8 y 9 del impelente de cada tipo, y la altura de impelente se ajusta con el eje impulsor 1 Después de ajustar, apretar firmemente los tornillos de fijación 2 y 4 en el estado en que los ejes 1 y 3 sean empujados contra el lado del volante. Precauciones: Si la inclinación del impelente se ajusta solamente con un eje, cambia la altura del impelente. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 21 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL Cerciórese de ajustarla con ambos ejes. La posición del movimiento del impelente se puede desplazar dependiendo de la posición de ajuste del eje. Ahora, afloje el tornillo 5 en el brazo 7 del eje del balancín y ajustar la posición de movimiento. Es posible que el impelente interfiera con la unidad del corta hilos debido al ajuste de altura o inclinación del impelente. Por tanto tener cuidado al hacer el ajuste. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 22 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 ORDEN DE EJECUCIÓN Tapa o colector de aceite (1) Tubos o mangueras de aceite (22) Nivel de aceite (41) Cubierta del nivel del aceite (45) Empaquetadura (12) Tapa de drenaje (3) Orín (4) DENOMINACIÓN MECANISMO DE LUBRICACIÓN AUTOMÁTICA MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Bencina Trapo industrial HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:06 23 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 2.5. SISTEMA DE LUBRICACIÓN. El sistema de lubricación del gancho se da por inercia y el visor de aceite nos permite visualizar y controlar el nivel de aceite que a media vaya usándose, el nivel bajará. (Advertencia) Cuando agregue aceite al recipiente asegúrese de no exceder el nivel. Esto podría provocar fuga de aceite. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 24 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 ORDEN DE EJECUCIÓN Solenoide (18) Cuchilla móvil y fija (1) Conector regulador (55) DENOMINACIÓN MECANISMO DE CORTAHILO AUTOMÁTICO MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Bencina Trapo industrial Llave de mixta 8mm HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:07 25 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 2 Cuchillas Cuchilla fija 1. Cuchilla móvil 2. 1 2.6. AJUSTAR Y SINCRONIZAR CUCHILLAS. El ángulo de corte de la cuchilla fija (1) debe conservarse su ajuste estándar de la cuchilla fija y el ojo de la placa (b) es de 4 a 6mm. Su posición de la cuchilla fija es al centro de los tornillos de fijación. Posición A, el corte de hilo aumenta. Posición B el corte de hilo disminuye. El sistema de corta hilos de la máquina pespuntadora automática permite reducir el tiempo en la operación ya que en el momento que se ejecuta el corte de hilo, lo realiza tanto para la aguja y la bobina. También permite que la prenda salga limpia sin residuos de hilo ofreciendo buen acabado y calidad en un producto. El sistema de corta hilos es accionado por un solenoide y este es alimentado por corriente continua. El mantenimiento de las cuchillas debe realizarse periódicamente (según las horas de trabajo de la máquina). Usualmente el mantenimiento de rutina se realiza una vez por semana. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 26 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 3 4 1 2 6 N° 1 2 3 4 5 6 7 8 ORDEN DE EJECUCIÓN Panel de programación 1. Modelo 2. Pantalla E (fijación) y F (número). Programación de atraque 4 Acceso a los parámetros. Remate de costura 6 Fijación de parámetro 7 y 8. Fijación de valor 9 y10 DENOMINACIÓN PROGRAMACIÓN DE PARAMETROS ELECTRÓNICOS BÁSICOS MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Bencina Trapo industrial HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:08 27 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 2.7. PROGRAMACIÓN DE PARÁMETROS ELECTRÓNICOS BÁSICOS. HOJA DE INFORMACIÓN TECNOLÓGICA 01. PARAMÉTROS. Un parámetro es una propiedad intrínseca de un procedimiento, dado que está incluido en su definición. En tanto, los argumentos son más bien los valores actuales asignados a los parámetros variables cuando la subrutina es llamada. En la práctica no se suele distinguir tajantemente entre ambos términos. Un parámetro influye en el comportamiento o el resultado de la ejecución de la función, procedimiento o subrutina (de ahora en más sólo procedimiento) que lo recibe. Son muy utilizados en la programación. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 28 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 ORDEN DE EJECUCIÓN Mantenimiento de los mecanismos. Mantenimiento del sistema eléctrico. Mantenimiento del sistema electrónico. Mantenimiento del sistema de lubricación. HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Bencina Trapo industrial DENOMINACIÓN MANTENIMIENTO DE MÁQUINA RECTA MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HT: 03 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:09 29 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL TAREA N° 03. REALIZAR MANTENIMIENTO DE MÁQUINA DE COSTURA RECTA. La máquina recta es un equipo que sirve para pespuntar sobre tejidos: Plano y punto, lycra, etc. Los mantenimientos que se le aplican van en función a: Las tareas que realiza. La cantidad de horas que trabajada por día. Las condiciones de trabajo que se dan. El tipo de equipo con que se está trabajando: con sistema automático u sistema convencional (mecánico). Cuando la máquina tiene sistema de corte automático, el área de costura tiende más a contaminarse con pelusa. Por lo tanto debe realizar la limpieza con más frecuencia con un trapo y brocha. Usar aceite 22° color blanco. Puede dar el siguiente uso: Lubricar por goteo con aceitera, en los puntos móviles del cabezal indicados por el fabricante. Aplicar aceite a su nivel máximo sin rebasar la medida y evitar emisiones. Visualizar y verificar nivel de aceite. Cambiar aceite según las horas de trabajo diario que tenga el equipo: Si son 8 horas por día cambiar una vez al año. Si son 12 a más por día cambiar cada 8 meses. Periódicamente debe realizar el siguiente mantenimiento preventivo: Revisar faja de transmisión. Ajustes de tornillos y tuercas. Sistema del transporte. Sistema de corte (si es automática). Sistema eléctrico del motor. Sistema mecánico del motor. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 30 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL DIAGNÓSTICO Y FALLAS / SOLUCIÓN DE PROBLEMAS: Falla Verificación Solución Cambiar aguja, hilo. Rotura de hilo Verificar aguja, hilo. Regular tensión del hilo. Rotura de aguja Verificar ajustes de garfio y transporte. Ajustar garfio y transporte. Omisión de puntada Verificar ajuste garfio-aguja. Ajustar garfio-aguja. Retención de tela Verificar sistema de transporte. Regular elevación de impelentes. Encender máquina Verificar alimentación y contactos. Corregir falsos contactos. Picadura de tela Verificar aguja. Cambiar aguja. Sistema de lubricación No hay lubricación de aceite, fuga. Revisar sistema de lubricación. HOJA DE INFORMACIÓN TECNOLÓGICA 02. 1. MÁQUINA DE COSTURA RECTA. La típica estructura de la máquina de coser se compone de una base en la cual apoya el brazo de la máquina. En la base se encuentran los mecanismos para el arrastre de la tela y en el brazo se encuentran los mecanismos de movimiento de la aguja. Por fuera están las poleas que determinan la transmisión y la tensión del hilo. Se suelen encontrar en el cuerpo de la máquina los controles del largo de la puntada, de la tensión del hilo superior e inferior, y de presión del prensa telas. El cuerpo incluye también un mecanismo de bobinado del hilo inferior que sirve para también conseguir buena estructura en todo lo que queramos coser. Su nivel tecnológico se ha desarrollado, hasta llegar al punto que ahora se desarrollan las máquinas automáticas con dispositivos más sofisticados. Ejemplo: La zona de costura es más espaciosa para manipular el material con facilidad. Elevación automática del pie prensa telas. Corta hilos con sistema automático. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 31 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL Posicionador de aguja automático. Panel de programación y funciones. Motor servo, Otros. 2. CONTROL DE TENSIÓN DEL HILO. Las tensiones deben estar bién distribuidas para lograr un buen acabado en las costuras y respondan a las exigencias del control de calidad. 3. PARTES DE LA MÁQUINA DE COSTURA RECTA. 4. CODIFICACIÓN DE PUNTADAS. Las puntadas en las máquinas de coser se clasifican en dos grupos; por su clase y tipo. a. POR SU CLASE: Es el patrón universal estandarizado. b. POR SU TIPO: Definido por la forma de costura que realiza la máquina. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 32 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL Por lo tanto, la máquina recta corresponde a: Clase = 300 Tipo = 301 5. AGUJAS. El componente principal de toda máquina de coser es la aguja(s). Se han desarrollado diferentes sistemas de agujas a lo largo del tiempo para asegurar que cada máquina que las utilice tenga su mejor desempeño. Los diferentes sistemas de agujas son introducidos por muchas razones tales como el uso de nuevas telas, nueva maquinaria de costura e incluso el incremento de velocidad de las máquinas. Cada sistema de aguja (tipo) tiene disponible entre 6-8 tamaños, y en los sistemas más populares puede haber hasta 15. Todos estos sistemas y tamaños de agujas están disponibles con diferentes puntas de aguja. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 33 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL La siguiente guía ha sido incluida para un mejor entendimiento de las agujas de máquinas de coser. a. Funciones básicas de una Aguja. - Para hacerse camino en el material para que el hilo pase a través de él. - Para llevar el hilo de aguja a través del material y formar un bucle que el gancho recogerá. - Para pasar el hilo de aguja a través del bucle formado por el mecanismo Partes de la Aguja: Características Físicas. PARTES DE LA AGUJA. Tope. La forma superior facilita la inserción en la barra/abrazadera de la aguja. Cabo. La parte más gruesa de la aguja sostenida por la abrazadera o tornillo de ajuste de la aguja. Sostiene la aguja totalmente proporcionando fuerza adicional. Cono. La sección intermedia entre el tope y el ojo. Asta. La porción de aguja que se extiende del tronco al ojo se somete a la mayor cantidad de fricción y por lo tanto a calor cuando pasa a través del material. Canal Largo. Presente en uno de los costados del tronco de la aguja a conveniencia del hilo desde el dispositivo de recogida proporciona un canal de protección en la que el hilo se extrae hacia abajo a través del material durante la formación de la puntada. Canal Corto. Se forma al otro lado del canal largo, hacia el gancho o looper y ayuda a pasar por el bucle el hilo de aguja. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 34 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL Ojo. El ojo de la aguja está en el extremo inferior del asta. A través del ojo el hilo de aguja es llevado a la zona inferior. Rebaje. Es un corte en el asta de la aguja justo por encima del ojo para permitir un ajuste más cerca del looper, gancho o garfio a la aguja. Punta. La punta de la aguja está diseñada para proporcionar la penetración más adecuada del material que se está cosiendo de acuerdo con su naturaleza y el efecto de la puntada deseada. Tipo de Punta La forma de la punta del asta en combinación con el punto define el rendimiento de penetración. Otras Variantes. La mayoría de las agujas está construida con estas características pero existe un número de excepciones. Algunas de ellas han sido desarrolladas para terminar con problemas de costura o simplemente para cumplir con los requerimientos de la máquina IDENTIFICACIÓN DE AGUJAS. Una aguja de máquina debe identificarse con los siguientes tres parámetros: Sistema, Punta y Tamaño. SISTEMA. El sistema de una aguja define las dimensiones de un aguja para ajustar el tipo de máquina. Dependiendo de la máquina y su tipo de puntada, la aguja está diseñada con variaciones en la longitud del asta, grosor de tronco, tipo de ojo, etc. Es recomendable consultar con el fabricante de la máquina el sistema de agujas para máquina ideal. PUNTA. La punta de una aguja es generalmente clasificada en dos tipos: Redondas y Cortante. AGUJAS DE PUNTA REDONDA. Existen disponibles alrededor de 20 puntas redondas diferentes, seis son las más utilizadas. APLICACIONES: - PUNTA REDONDA AGUDA (SPI). Esta punta es utilizada para telas densas pues causa menos daño, ayuda a establecer una puntada recta y minimizar el fruncido de costura. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 35 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL Comúnmente utilizada para microfibra y telas densas, materiales recubiertos, pespunte de collares y puños de camisas. - AGUJA DE PUNTA REDONDA NORMAL (R). Esta punta es utilizada para telas normales con costuras estándar ya que empuja al hilo hacia el lado. - PUNTA DE BOLA PEQUEÑA (SES). Esta punta es utilizada para coser telas de bajo peso. En ocasiones es utilizada para mezclilla fina y ligera, en tejidos de gran densidad para evitar dañar el material. - PUNTA DE BOLA MEDIANA (SUK). Esta punta es utilizada para costuras en telas de peso medio. También es utilizada para mezclilla de grueso medio, particularmente las de lavados de arena y piedra. - PUNTA DE BOLA GRANDE (SKF). Esta punta es utilizada para tejidos gruesos y tejidos elásticos densos (no empujará el hilo elástico a través). - PUNTA DE BOLA ESPECIAL. Utilizado para materiales elásticos de grosor medio con cubierta de hilos elastoméricos y tejidos muy gruesos. AGUJAS DE PUNTA CORTANTE. Las agujas de puntas cortantes tienen puntas afiladas como una hoja. Estas puntas están disponibles en una variedad de formas de sección transversal tales como lente, redonda, triangular y cuadro. Pueden ser utilizadas durante la costura de material denso, no tejido. Perforan el material más fácil que las puntas redondas generando así menos calor de aguja. Hay un largo número de puntas cortantes de las cuales, alrededor de 11 son de uso regular. VISIÓN GENERAL DE PUNTAS CORTANTES: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 36 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL - PUNTAS CORTANTES DE DIAMANTE / ESPADA. PUNTA CORTANTES DE Abajo se muestran estas comparaciones de Nm y Singer junto con otras referencias de tamaños. TAMAÑO DE AGUJA / CALIBRES. El tamaño de la aguja es generalmente representado en una de dos formas (hay otras). Uno de los métodos es por un número métrico (Nm). Este representa el diámetro del asta de la aguja en un promedio de centésimas de milímetros por encima de la abertura pero no en cualquier parte reforzada del asta. Por ejemplo, una aguja Nm 110 es 1.1 milímetro de diámetro, mientras que una aguja Nm 50 es la mitad de un milímetro. El espesor de la hoja de la derecha es de 1,1 mm de ancho que se muestra en Nm como 110. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 37 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL COMPARACIÓN DE TAMAÑOS DE AGUJA EQUIVALENTES. Singer Métrica (Nm) Singer Métrica (Nm) Singer Métrica (Nm) 3 35 14 90 23.5 170 4 40 15 95 24 180 5 45 16 100 25 200 6 50 17 105 26 230 7 55 18 110 27 250 8 60 19 120 28 280 9 65 20 125 29 300 10 70 21 130 30 330 11 75 22 140 31 350 12 80 22.5 150 32 380 13 85 23 160 32.5 400 DETERMINANDO LA AGUJA CORRECTA PARA UN HILO. Existe una forma rápida para determinar si el hilo y la aguja de la máquina de coser son compatibles: a. Tome medio metro de hilo a utilizar en la máquina y páselo a través del ojo de una aguja suelta. b. Tome el hilo verticalmente con la aguja en la parte superior. Si la aguja es demasiado grande caerá a la parte inferior del hilo. Si la aguja es demasiado pequeña se pegará en la parte superior del hilo. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 38 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL Si la aguja es del tamaño correcto, caerá lentamente en espiral a la parte inferior del hilo. Sin embargo, deberá utilizarse una aguja más grande de lo normal para penetrar tela más gruesa o para puntadas en la parte superior de las costuras marcadas o voluminosas. PROBLEMAS COMUNES Y SOLUCIONES EN LAS AGUJAS. Las agujas de las máquinas de coser pueden romperse durante la costura; algunas de las razones más comunes se mencionan abajo junto con su posible solución: Causa Solución Usar una aguja de baja calidad. Utilice agujas de marcas de buena calidad. Tirar de la tela mientras cose. Esto pone presión sobre la aguja y se inclina fuera de lugar, así que se debe tener cuidado para asegurar que no se tira de la tela La aguja no entra correctamente. Revise su manual y asegúrese de que es insertada correctamente en la máquina La aguja es muy delgada para la tela. Use calibres grandes para costura de telas pesadas como la mezclilla El pie prénsatela está suelto. Esto causará que la aguja golpee el pie y se doble, por lo que debería haber un tornillo que puede apretar el pie. Mucha presión en el pie prénsatelas. Esto causará que marque u rompa al tejido. La solución es reducir la presión del p.p.t. Falta calibrar el ajuste de garfio. Si golpea la aguja con el garfio puede producir rotura de aguja o daño en la punta de la aguja. COMPROBACIÓN DE AGUJA: Insertando una nueva aguja. Siempre asegúrese de que la aguja es la correcta para el sistema de la máquina. Asegúrese de que el tamaño / ojo de la aguja encaja con el hilo utilizado. Asegúrese de que la aguja se empuja hasta el final en el soporte de la aguja. Asegúrese de que el ángulo de la aguja es correcto. Después de insertar una aguja en la máquina gire el volante de la máquina manualmente para asegurarse de que la aguja no tiene contacto con otras partes de la máquina. Asegure la sujeción de aguja con el tornillo que la fija. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 39 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL REVISANDO UNA AGUJA QUE YA ESTÁ EN LA MÁQUINA. ¿La aguja fue insertada correctamente? ¿La aguja está en contacto con otras partes de la máquina? ¿La aguja está curva? ¿El ojo está desigual o bloqueado por fibra fundida? ¿La punta está dañada? En caso de duda cambie la aguja! VIDA DE LA AGUJA. El desgaste de la aguja en la máquina de coser se presenta por varios factores y en diversos puntos de la aguja. Uno de los más importantes es el de la punta, ya que es imprescindible mantenerla en un estado óptimo para evitar daños en el material durante el proceso de costura. Por lo anterior sugerimos cambiar la aguja en un periodo no mayor a 8 horas, sobre todo en operaciones en las que se utilizan varias capas de material, como es el caso de los engargolados, costura de bolsa trasera, presillas y todo lo manufacturado en una máquina autómata. En otras operaciones se recomienda cambiar la aguja por lo menos cada 24 horas, pero no hay que olvidar que es necesario revisar la punta constantemente. Cuando se cose mezclilla la aguja se dobla más fácilmente que con otros materiales, esto puede causar que la aguja golpee partes de la máquina de coser como dientes, cangrejo o placa, la punta puede resultar afectada provocando un daño en las fibras del material de costura. ¿Por qué las agujas de la máquina de coser se calientan? Como sabemos, las máquinas industriales desarrollan altísimas velocidades de costura, que pueden sobrepasar las 8,000 puntadas por minuto. El subir y bajar a tal velocidad, produce fricción, y la fricción produce calor. Dependerá del tipo de tela que estemos cosiendo el mayor o menor grado de calor que se produzca en la aguja. En el caso de usar tejidos sintéticos, la posibilidad de calentamiento es mayor MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 40 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA DE INFORMACIÓN TECNOLÓGICA 03. OPERACIONES BÁSICAS: Aplicadas en adición, sustracción, multiplicación, división de fracciones. Definición: La unidad fraccionaria es cada una de las partes que se obtienen al dividir la unidad en n partes iguales. . CONCEPTO DE FRACCIÓN. Una fracción es el cociente de dos números enteros a y b, que representamos de la siguiente forma: a numerador , indica el número de unidades fraccionarias elegidas. b denominador , indica el número de partes en que se ha dividido la unidad. LA FRACCIÓN COMO PARTES DE LA UNIDAD. El todo se toma como la unidad. La fracción expresa un valor con relación a ese todo. Ejemplo: Un depósito contiene 2/3 de aceite. El todo es el depósito. La unidad equivale a 3/3, en este caso. 2/3 de aceite expresa la relación existente entre el aceite y la capacidad del depósito. De sus tres partes dos están ocupadas por aceite. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 41 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL a. LA FRACCIÓN COMO COCIENTE Ejemplo: Repartir S/. 14 entre cuatro amigos: 14 4 = 3.5 b. ADICIÓN Y SUSTRACCIÓN EN FRACCIONES HOMOGÉNEAS . Fracciones homogéneas son aquellas que comparten el mismo denominador. Ejemplo: En este caso el siete es el denominador compartido. Se suman o se restan los numeradores y se mantiene el denominador. Ejemplo: Adición y Sustracción en fracciones heterogéneas. Fracciones homogéneas son aquellas que al ser operadas no comparten el mismo denominador. En primer lugar se reducen los denominadores a común denominador, y se suman o se restan los numeradores de las fracciones equivalentes obtenidas. Ejemplo: Completar: 1.- 2 + 5 1 = 5 5 3.- 1 5 2.- 6 7 − 4 7 + 2 3 = 15 = 7 MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 42 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 5 4.- 3 + 6 = 20 60 7 8 7 5 − 6.- = 12 3 5.- - = 10 4 c. MULTIPLICACIÓN DE FRACCIONES. La multiplicación de dos fracciones es otra fracción que tiene: 1 Por numerador el producto de numeradores. 2 Por denominador el producto de denominadores. Ejemplo: Reemplazando: Dados los número: d. DIVISIÓN DE FRACCIONES: La división de dos fracciones es otra fracción que tiene: 1 Por numerador el producto de los extremos. 2 Por denominador el producto de los medios. Ejemplo: Reemplazando: Dados los números: Operar y simplificar hasta llegar a una fracción irreducible: 2 1 8 · 5 = 9 14 3 3 7 2 11 : 9 = 4 · = 9 7 8 15 4 · 5 = 22 MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 43 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 4 12 5 : 25 3 = 6 5 18 : 10 = 5 UNIDADES DE PRESIÓN. pascal (Pa) bar (bar) milibar (mbar) 1 Pa ≡ 1 N/m2 10−5 10−2 1 bar 100.000 ≡ 106 dyn/cm2 103 ≡ hPa atmósfera técnica (at) atmósfera (atm) torr (Torr) libra-fuerza por pulgada cuadrada (psi) 1,0197×10−5 9,8692×10−6 7,5006×10−3 145,04×10−6 1,0197 0,98692 750,06 14,5037744 0,75006 0,0145037744 1 mbar 100 10−3 1 at 98.066,5 0,980665 980,665 ≡ 1 kgf/cm2 0,96784 735,56 14,223 1 atm 101325 1,01325 1.013,25 ≡ 1 atm 760 14,696 1 torr 133,322 1,3332×10−3 1,3332 1,3595×10−3 1,3158×10−3 ≡ 1 Torr; ≈ mm Hg 19,337×10−3 51,715 ≡ 1 lbf/in2 0,0010197 0,00098692 1,0332 1 psi 6,894×103 68,948×10−3 68,948 70,307×10−3 68,046×10−3 Ejemplo: 1 Pa = 1 N/m2 = 10−5 bar = 10−2 mbar = 1,0197×10−5 at = 9.8692×10−6 atm, etc. Nota: Las siglas PSI proceden de "Pound-force per Square Inch" = "libra-fuerza por pulgada cuadrada". MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 44 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL GENERALIDADES SOBRE ACCIDENTES EN EL LUGAR DE TRABAJO. Las estadísticas nos muestran que tristemente se producen cada año múltiples fallecimientos y lesiones a causa de accidentes que tienen lugar en el sitio de trabajo, y que en muchos casos podrían haberse evitado si los procedimientos de seguridad seguidos hubieran sido los adecuados. Por ello, es esencial familiarizarse con el cumplimiento de unos mínimos estándares de seguridad y salubridad en el lugar de trabajo. Sin esas condiciones esenciales, los accidentes podrían acontecer, quedando los trabajadores lesionados o, peor aún, inválidos o fallecidos; con la consiguiente interposición de una reclamación al Empresario. Y es que mientras los trabajadores se encuentran desarrollando una actividad para su Empresa o su Jefe, éste tiene el deber de protegerles, proporcionándoles unas condiciones de trabajo seguras y cerciorándose de que dichos riesgos estén en todo momento controlados. Se trata del denominado Derecho a la Protección Frente a los Riesgos Laborales, recogido en la Ley 31/1995, de Prevención de Riesgos Laborales, que establece una tutela a favor de los trabajadores indicando diversas obligaciones para el empleador relativas a la evaluación de los riesgos y al establecimiento de medidas de precaución. HERRAMIENTAS, INSTRUMENTOS Y MATERIALES DE DIBUJO TÉCNICO. Son los instrumentos de trabajo que te facilitan llegar al resultado más eficaz por medio de trazos, colores uso del transportador, reglas, etc. Aunque depende a qué tipo de dibujo se refiera, como en la expresión, dibujo artístico. MATERIALES DIBUJO TÉCNICO. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 45 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL Es de gran importancia para el dibujante desarrollar el dibujo, pues las ideas y diseños iniciales son hechos a mano antes de que se hagan dibujos precisos con instrumentos. Los principales instrumentos en el dibujo son: Mesa, Tablero, Regla T, Escuadras de 30, 45, y 60, papel de dibujo; Compás, Escala, borrador, entre muchas más. 1. MESA – TABLERO. Es donde se realiza el dibujo y el gráfico, tiene que ser de una superficie completamente lisa, puede ser de madera o plástico o algún otro material liso. La mesa tiene unos sostenes que permiten la inclinación de la misma parte para mayor comodidad. 2. REGLA. Es una regla con una cabeza en uno de los extremos Cuando se utiliza debe mantenerse la cabeza del instrumento en forma firme contra el tablero para asegurarse de que las líneas que se dibujen sean paralelas, asimismo sirve de apoyo a las, escuadras para trazar ángulo. 3. ESCUADRAS. Las más comunes que se usan son de 60, 30 y la de 45, estas se usan junto con la regla T o regla paralela cuando se dibujan líneas verticales o inclinadas. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 46 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 4. PLANTILLAS PARA BORRAR. Estas son piezas metálicas delgadas que tienen varias aberturas que permiten borrar detalles pequeños sin tocar lo que ha de quedar en el dibujo. 5. EL ESCALÍMETRO. Las escalas están referidas normalmente al metro, siendo la más usadas: Esc. 1:100, Esc. 1:75, Esc. 1:50, Esc. 1: 20. Las escalas se usan para medir, es muy importante que los dibujantes sean precisos con la escala. La escala empleada debe indicarse en la tira o cuadro para él título. Los escalímetros son reglas métricas graduadas en centímetros y milímetros. Tiene forma piramidal y cuenta con varias escalas diferentes. 6. EL COMPÁS. Este instrumento sirve para dibujar circunferencias y arcos. Tiene de dos brazos, en uno se encuentra la punta y en el otro una puntilla o mina que gira teniendo como centro el brazo con la punta. 7. LÁPICES DE DIBUJO. Para dibujar es necesario utilizar lápices con minas especiales, esto se gradúa por números y letras de acuerdo a la dureza de la mina. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 47 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 8. SACA PUNTAS (AFILADOR DE MINA). Después de haber cortado la madera de un lápiz con una navaja o sacapuntas mecánico, se debe afinar la barra de grafito del lápiz y darle una larga punta cónica. 9. GOMA DE BORRAR O BORRADOR. La goma de borrar blanda o de artista, es útil para limpiar el papel o la tela de los marcos y suciedades dejados por los dedos que perjudican el aspecto del dibujo terminado. LOS FORMATOS DE PAPEL EN DIBUJO TÉCNICO. Las normas para los dibujos facilitan al DIBUJANTE su ordenación en el despacho y en el taller para las consultas y remisiones. El margen de la portada es: En los formatos A0-A3 =10mm En los formatos A4- A6= 5mm MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 48 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL ISO 9001. a. El objetivo de la ISO es llegar a un consenso con respecto a las soluciones que cumplan con las exigencias comerciales y sociales (tanto para los clientes como para los usuarios). Estas normas se cumplen de forma voluntaria ya que la ISO, siendo una entidad no gubernamental, no cuenta con la autoridad para exigir su cumplimiento. Sin embargo, tal como ha ocurrido con los sistemas de administración de calidad adaptados a la norma ISO 9000, estas normas pueden convertirse en un requisito para que una empresa se mantenga en una posición competitiva dentro del mercado. b. ¿Qué es la norma ISO 9001? La ISO 9001 es una norma internacional que se aplica a los sistemas de gestión de calidad (SGC) y que se centra en todos los elementos de administración de calidad con los que una empresa debe contar para tener un sistema efectivo que le permita administrar y mejorar la calidad de sus productos o servicios. Los clientes se inclinan por los proveedores que cuentan con esta acreditación porque de este modo se aseguran de que la empresa seleccionada disponga de un buen sistema de gestión de calidad (SGC). Esta acreditación demuestra que la organización está reconocida por más de 640.000 empresas en todo el mundo. Cada seis meses, un agente de certificadores realiza una auditoría de las empresas registradas con el objeto de asegurarse el cumplimiento de las condiciones que impone la norma ISO 9001. De este modo, los clientes de las empresas registradas se libran de las molestias de ocuparse del control de calidad de sus proveedores y, a su vez, estos proveedores sólo deben someterse a una auditoría, en vez de a varias de los diferentes clientes. Los proveedores de todo el mundo deben ceñirse a las mismas normas. Según Nigel Croft, presidente del subcomité ISO responsable de revisar la norma, nos encontramos en el camino correcto, cumpliendo con las fechas previstas para la publicación de ISO 9001:2015. Además, añade que la futura versión, en la que se está trabajando, se basa especialmente en tres conceptos fundamentales: El concepto del enfoque basado en procesos, que ya tuvo éxito en ISO9001 versión 2008. La metodología PHVA: Planificar, Hacer, Verificar y Actuar. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 49 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL El pensamiento basado en el riesgo, novedad en la versión 2015 de ISO-9001, y que tiene el objetivo de prevenir la aparición de resultados no deseados. ISO 9001 es una de las normas estrella de ISO, muy conocida e implantada por todo el mundo, existen más de 1,1 millones de certificados en todo el mundo. Mediante sus requisitos, proporciona a las organizaciones la opción de demostrar que pueden ofrecer a sus clientes productos y servicios de buena calidad. Por otro lado, ISO9001 aporta un marco de referencia para ayudar a las organizaciones a optimizar sus procesos y ser más eficientes en sus actividades. ISO-9001 es asequible a cualquier tipo de organización, sea del tipo que sea y tenga el tamaño que tenga. Además esta norma ha servido de inspiración a una serie de documentos elaborados para sectores específicos como por ejemplo el sector de la automoción, el sector médico o el sector público. SEGURIDAD EN EL TRABAJO. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 50 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 51 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL El Instituto Nacional de Seguridad e Higiene en el Trabajo, de acuerdo con lo dispuesto en el Artículo 5 del Real Decreto 39/1997, de 17 de enero, por el que se aprueba el Reglamento de los Servicios de Prevención, tiene entre sus cometidos el relativo a la elaboración de Guías destinadas a la evaluación y prevención de los riesgos laborales. Por otra parte, el Real Decreto 486/1997, de 14 de abril, por el que se establecen las Disposiciones mínimas de seguridad y salud en los lugares de trabajo, encomienda de manera específica, en su disposición final primera, al Instituto Nacional de Seguridad e Higiene en el Trabajo la elaboración y el mantenimiento actualizado de una Guía Técnica para la evaluación y prevención de los riesgos relativos a la utilización de los lugares de trabajo. http://www.insht.es/InshtWeb/Contenidos/Normativa/GuiasTecnicas/Ficheros/lugares.pdf MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 52 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL Las caídas se producen cuando nuestro cuerpo pierde el equilibrio, quedando sujetas a la ley de gravedad. Las caídas pueden ser consecuencia de un tropiezo o de un resbalón. También ocurren porque perdemos el equilibrio, aun estando de pie al nivel del piso, por tratar de acceder a una altura superior. Otras causas de caída son las superficies mojadas, las suelas de los zapatos lisas y húmedas, los derrames de líquidos, los objetos en el piso que obstruyen los pasillos, la falta de iluminación, las alfombras arrugadas o rotas. Si a estas condiciones agregamos que, en general, pensamos hacia dónde vamos pero no por dónde pasamos, y que no observamos el camino, es muy probable que terminemos cayendo al piso. Prevenga las caídas. Mantenga el orden y la limpieza. Si observa un derrame de líquido en el piso, límpielo. Levante los objetos tirados en zonas de circulación y colóquelos en su lugar. Utilice correctamente el equipo adecuado de protección personal. NO CREAR SITUACIONES DE PELIGRO. Respete las señalizaciones y no pretenda pasar por donde no está permitido ni por lugares que no ofrezcan adecuada seguridad para caminar. Si se encuentra en posición parado y con los brazos extendidos no logra alcanzar el lugar donde debe realizar una tarea, use una escalera. No improvise ni se pare sobre bancos, sillas o cajones: al no estar diseñados para soportar el peso de su cuerpo, probablemente terminará cayendo al piso. Evite correr y saltar innecesariamente. No se mueva más rápido de lo necesario, hágalo de manera adecuada según el estado del terreno por donde se desplaza. Es conveniente caminar a una velocidad moderada, con las manos afuera de los bolsillos para protegerse en caso necesario. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 53 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL No es seguro correr: recuerde que entre paso y paso nuestro cuerpo debe mantenerse en equilibrio, quedando sujeto a la ley de inercia. No suba ni baje corriendo las escaleras: hágalo normalmente, sujetándose del pasamano, para lo cual debe tener por lo menos una mano libre. MEDICIONES ELÉCTRICAS. Las mediciones eléctricas son los métodos, dispositivos y cálculos usados para medir cantidades eléctricas. La medición de cantidades eléctricas puede hacerse al medir parámetros eléctricos de un sistema. Usando transductores, propiedades físicas como la temperatura, presión, flujo, fuerza, y muchas otras pueden convertirse en señales eléctricas, que pueden ser convenientemente registradas y medidas. POZO A TIERRA Y SIMBOLOGÍAS ELÉCTRICAS. DEFINICIONES: - PUESTA A TIERRA: Conjunto constituido por una o más tomas de tierra interconectada y sus conductores de tierra correspondientes, conectados al borne principal de tierra. - Toma de tierra: Electrodo de tierra individual o un conjunto de electrodos de tierra. - Electrodo de tierra: Parte conductora que puede estar embutida en el suelo o en un medio conductor particular, por ejemplo cemento, en contacto eléctrico con la Tierra. - Conductor de tierra: Conductor de protección que une el borne principal de tierra con la toma de tierra. - Borne principal de tierra: Borne o barra que forma parte de la puesta a tierra de protección de una instalación, previsto para la conexión a tierra de los conductores de protección, incluidos los conductores de conexión equipotencial. - Masa: Parte conductora de un equipamiento eléctrico que puede ser tocada y que normalmente no está bajo tensión pero que puede ser puesta bajo tensión en caso de falla del aislamiento principal. No se considera masa una parte conductora de un equipamiento eléctrico que solo puede ser puesta bajo tensión a través de otra masa. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 54 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL - Tierra local: Parte de la Tierra en contacto eléctrico con una toma de tierra, y cuyo potencial eléctrico no es necesariamente igual a cero. - Tierra de referencia (Tierra): Parte de la tierra considerada como conductora cuyo potencial eléctrico es considerado, por convención, igual a cero, estando fuera de la zona de influencia de toda instalación de puesta a tierra. La tierra de referencia también es denominada “tierra lejana”. - Resistencia de puesta a tierra: Resistencia entre el borne principal de tierra y la tierra de referencia. ACCIDENTES. REGLAMENTO DEL DECRETO – LEY 18846. Decreto Supremo N° 002-72-TR Artículo 1.- El Reglamento del Decreto Ley N° 18846 de Accidentes de Trabajo y Enfermedades Profesionales. Artículo 7.- Se considera accidente de trabajo toda lesión orgánica o funcional que en forma violenta o repentina sufren los trabajadores a que se refiere el artículo 2° del Decreto Ley N° 18846 debido a causas externas a la víctima o al esfuerzo realizado por ésta y que origine reducción temporal o permanente en su capacidad de trabajo o produzca su fallecimiento. Artículo 8.- Asimismo se considera accidente de trabajo: DS 002-72-TR, Accidentes de Trabajo y Enfermedades Profesionales. EFECTOS DE LOS ACCIDENTES. Las pérdidas materiales, consecuencias negativas o daños de los accidentes, tienen manifestaciones de diversa índole. Esquemáticamente se diferencian las pérdidas temporales, las pérdidas energéticas y los daños materiales propiamente dichos. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 55 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL - PÉRDIDAS TEMPORALES. Son las pérdidas en el tiempo previsto para el desarrollo de un trabajo, como los retrasos o alargamientos imprevistos de los tiempos programados, así como los paros o interrupciones con paradas no deseadas de los procesos laborales, que también repercuten en retrasos. - PÉRDIDAS ENERGÉTICAS. Descontrol en los intercambios energéticos intrínsecos en todo trabajo. Determinan escapes libres energéticos, inútiles para el trabajo previsto, y también bajos rendimientos energéticos por infrautilización y utilización no óptima de las energías disponibles, presentes en el proceso laboral. - DAÑOS MATERIALES PROPIAMENTE DICHOS. Cuando las energías liberadas o escapadas a consecuencia del accidente, impactan sobre los bienes de equipo como, instalaciones, edificios, estructuras materiales, instrumentos, etc. - LESIONES EMOTIVO-PSÍQUICAS. Vivencias del accidente concienciadas por sus testigos que engendran, en quienes lo presenciaron, emociones desagradables de sorpresa, susto, miedo, temor, terror o angustia. - LESIONES SENSITIVO DOLOROSAS. Originadas cuando las energías liberadas a consecuencia del accidente alcanzan a la víctima estimulando los receptores sensoriales de sus órganos de los sentidos (vista, oído, tacto, olfato y gusto), con intensidad suficiente para rebasar sus umbrales dolorosos. - LESIONES FUNCIONALES. Trastornos en las funciones fisiológicas, por el impacto energético derivado del accidente sobre las víctimas. - LESIONES ESTRUCTURALES. Alteraciones anatómicas por el fracaso en las resistencias mecánicas de los tejidos orgánicos frente a la intensidad agresiva de las energías coincidentes. Se manifiestan a través de fracturas, heridas, hemorragias, contusiones, laceraciones, roturas, amputaciones, implosiones, explosiones orgánicas. La lesión estructural va siempre acompañada de trastornos funcionales y dolorosos. - MUERTE: Es la lesión personal máxima que se presenta de forma inmediata o muerte súbita, o mediata, en un plazo más o menos corto, tras el impacto energético. Cuando se presenta a largo plazo (días), se está ante la muerte aplazada, complicación de la evolución natural de las lesiones funcionales o estructurales inmediatas al accidente. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 56 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 2 7 1 8 3 9 5 4 6 N° 1 2 3 4 5 6 7 8 9 ORDEN DE EJECUCIÓN Conjunto tensor Regulador de presión del pie prénsatelas Cuchilla superior Cuchilla inferior Placa de aguja Volante Visor del aceite Guarda para los ojos Guarda de la faja DENOMINACIÓN MÁQUINA REMALLADORA MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Bencina Trapo industria HT: 01 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:10 57 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA DE INFORMACIÓN TECNOLÓGICA 04. 1. MÁQUINA REMALLADORA. La máquina Remalladora es un equipo que sirve para unir dos o más piezas de tela, realizando un orillado y permitiendo un buen acabado en la operación. La Remalladora es conocida como máquina Overlock. A medida que la tecnología avanza ha hecho un gran aporte a esta y han ido desarrollando modelos con sistema mecánico, automático, electrónico y neumático. Permitiendo de esta manera mayor versatilidad en el uso de la máquina. 1. PUNTADAS. Clase Tipo N° agujas Cantidad-hilos 500 502 1 2 503 504 1 504 3 504 1 3 512 2 4 514 2 4 516 2 5 543/545 3 6 516 516 es una puntada compuesta (504+401). 543 en marca Juki. 545 en marca Kintex. 514 2. AGUJA. Es un elemento de lámina corta. Su grosor de la aguja y el tipo de punta varía según el tipo de tejido a utilizar. La Remalladora utiliza la aguja: DCx27 DCx1 DCx29 MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 58 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 ORDEN DE EJECUCIÓN Diagnóstico Limpieza de máquina Lubricar máquina Enhebrar máquina Colocar y retirar aguja HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Bencina Trapo industrial DENOMINACIÓN OPERAR MÁQUINA REMALLADORA MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HT: 01 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:11 59 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL TAREA N° 4. OPERAR MÁQUINA REMALLADORA. 4.1. DIAGNOSTICO DE MÁQUINA REMALLADORA. Realizar un diagnóstico a la máquina Remalladora nos permitirá conocer el estado real que se encuentre la máquina. 4.2. LIMPIAR MÁQUINA REMALLADORA. La limpieza de la máquina Remalladora debe realizarse: Antes de operar la máquina (mantenimiento proactivo o de rutina); haciendo uso de un trapo industrial, para evitar la contaminación a la prenda que va a coser. Después de haber utilizado la máquina:(mantenimiento proactivo y preventivo), obligadamente debe realizarse con el uso de trapo industrial, brocha, soplete eléctrico, o también el uso de aire comprimido aplicado con una pistola. 4.3. ENHEBRA MÁQUINA REMALLADORA. Para el enhebrado de la máquina Remalladora se requiere contar con hilos, pinza para enhebrar. El uso de la pinza es indispensable, porque facilita pasar los hilos por los guías de la máquina. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 60 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 4.4. LUBRICAR MÁQUINA REMALLADORA. Esta máquina cuenta con un sistema de lubricación automática, que impulsa el aceite por medio de una bomba en el momento que está costurando. También requiere una lubricación por goteo aplicado con una aceitera manual en los puntos: Barra de aguja, brazo del garfio superior y debe realizarse cada vez que se utilice la máquina. 4.5. COLOCAR Y RETIRA AGUJA. Apaga la Remalladora y desconéctala para evitar que accidentalmente presiones el pedal cuando trabajas en tu Remalladora. Mira las agujas antes de quitarlas. Casi todos las Remalladora usan dos agujas y éstas no se sientan en el mismo nivel. Normalmente, la aguja de afuera se encuentra más arriba que la aguja en el interior. Para instalar o retirar la aguja de la máquina Remalladora, se debe contar con una técnica en el uso de un destornillador o llave hexagonal c/mango. Al instalar la aguja debe asegurarse que la canaleta o ranura debe quedar en posición frente al operario. También se debe tener en cuenta que al instalar la aguja, debe asegurase que esté totalmente alojada en la parte superior del porta agujas y evitar posible falla de la máquina. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 61 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 ORDEN DE EJECUCIÓN Brazo del pie prénsatelas (1) Cuchilla corta hilos (2) Tornillo de sujeción de cuchilla (3) Pie prénsatelas para puntada 504 (4) Pie prénsatelas para puntada 514 (19) Pie prénsatelas para puntada 516 (35) HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Bencina Trapo industrial DENOMINACIÓN MECANISMO DEL PIE PRENSATELA MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:12 62 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL TAREA N° 5: ACONDICIONAR MÁQUINA REMALLADORA. 5.1. AJUSTAR PIE PRENSATELAS. POSICIÓN DEL PIE PRÉNSATELAS. Aflojar el tornillo n° 1 y realizar el ajuste del pie prensa telas, de tal manera que la superficie inferior del pie quede totalmente asentada con la placa de aguja. Importante: Al realizar este ajuste los impelentes deben estar al ras de la superficie de la placa de agujas 5.2. AJUSTAR PRESIÓN Y RETIRAR PIE PRENSATELA. Pasos: Girar el tornillo 1 para regular la presión del pie prénsatelas y asegure el tornillo 4. Para retirar el pie prénsatela, presione la palanca 3 y mover el pie 2 hacia la izquierda. Observación: El diseño de la palanca puede variar de acuerdo al modelo y marca de máquina. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 63 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 8 ORDEN DE EJECUCIÓN Eje superior de barra de aguja (4) Bocina (15) Biela (7) Barra de aguja (16) Sujetador del porta agujas (22) Porta agujas (62,63,64) Tornillo de sujeción de aguja (65) Agujas (53) DENOMINACIÓN MECANISMO DE BARRA DE AGUJA MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Llave hexagonal 1/16 Aceite 22° Trapo industrial HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:13 64 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 5.3. AJUSTAR ALTURA DE BARRA DE LA AGUJA. a. Pasos Para realizar el ajuste de barra de la aguja debe: Retirar tapa superior del cabezal. Soltar tonillo 2 para que la leva 1 pueda liberar al eje 3. Sugerencia: Al ajustar la leva 1 evitar que esta se desplace a través del eje porque al coser la máquina despediría fuerte ruido con riesgo de producir alguna rotura. b. Pasos: Después de soltar los elementos: Cuando la barra de aguja está en el punto muerto superior, la altura de la aguja con relación a la placa es de 11,3mm. Después ajustar los elementos, colocar tapa superior y ajustar los tornillos de fijación Sugerencia: Se debe considerar el tipo de puntada de la máquina con que se realiza el ajuste para tener en cuenta con cuál de las agujas se tomará la altura de barra. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 65 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° ORDEN DE EJECUCIÓN 1 2 3 4 5 6 7 8 9 Eje de garfio superior (66, 68) Biela (4) Conjunto del brazo superior (10, 11) Tornillo de sujeción de garfio superior (43) Garfio superior (14,15) Tapa de bloque (52) Tornillo de sujeción de bloque (23) Garfio inferior (13) Base de garfio inferior (19) DENOMINACIÓN MECANISMO DE GARFIO INFERIOR Y SUPERIOR MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Bencina Trapo industrial HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:14 66 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 5.4. AJUSTAR Y SINCRONIZAR GARFIOS. AJUSTAR GARFIO INFERIOR. J= 3,5mm Para ajustar la distancia del garfio superior con relación a la aguja debe seguir los siguientes pasos: La barra de aguja debe estar en el punto muerto inferior y el garfio inferior 4 debe estar desplazado totalmente hacia la mano izquierda. Para ajustar la distancia J, aflojar el tornillo 2 del porta garfio 1 y ajustarlo a 3,2mm. Sugerencia: Debe asegurarse que el garfio inferior este descansando en su base 3 SEPARACIÓN DEL GARFIO INFERIOR Y LA AGUJA. Debe ajustarse a una separación de 0,01 a 0,1mm. Pasos: Soltar el tornillo 2 y girar el tornillo 5 para acercar o alejar la separación del garfio con la aguja. (Figura anterior). Finalmente ajustar tornillo 2. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 67 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL AJUSTAR Y SINCRONIZAR GARFIO SUPERIOR . AJUSTA EL BRAZO SUPERIOR. El brazo superior es el soporte del garfio sirve para ajustar el recorrido de este. Para regular el brazo, soltar el tornillo 5 y mover la biela para así darla elevación correspondiente. El bloque debe estar a una altura desde la parte inferior hasta la base a 53mm. AJUSTA EL GARFIO SUPERIOR. Para ajustar el garfio superior soltar el tornillo 2 y podrá dar: 11mm Elevación entre la punta del garfio superior y la placa de aguja D. Separación del garfio superior y aguja. Separación de garfio superior e inferior. 0,05 a 0,2 MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 68 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 8 9 ORDEN DE EJECUCIÓN Eje de garfio (3) Conjunto de leva de sujeción de eje (1) Conjunto del cuadro deslizante (9) Leva balancín (4) Tornillo con collarín (33) Biela cerrada (15) Rodamientos de espiga (27) Garfio de puntada de seguridad (11) Base de garfio (5) DENOMINACIÓN MECANISMO DEL GARFIO DE PUNTADA DE SEGUIRIDAD MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Reglilla o calibrador Trapo industrial HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:15 69 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 5.5. AJUSTAR GARFIO DE PUNTADA DE SEGURIDAD. La puntada de seguridad corresponde a la clase 400 y tipo 401. Para ajustar el garfio de puntada de seguridad: Soltar el tornillo 2 para adelantar o atrasar el garfio hacia la aguja, la distancia es de 1,5 a 1,7mm. Soltar el tornillo 2 para dar la separación de 0,01 a 0,1mm del garfio y la aguja. RECORRIDO DEL GARFIO DE PUNTADA DE SEGURIDAD. El garfio de puntada de seguridad tiene un movimiento elíptico y su recorrido es de un rango de 3,0 a 3,6 mm. Para ajustar el movimiento elíptico del garfio de la puntada de seguridad, soltar el tornillo 5 el eje en los sentidos A o B para reducir o aumentar el recorrido. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 70 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL SEPARACIÓN GARFIO-AGUJA. Al pasar la punta del garfio por el chaflán de la aguja: 0,01 0,1mm La separación entre el garfio de puntada de seguridad y la aguja es de: 0.01 a o, 1mm. ÁNGULO DE POSICIÓN DE GARFIO. Para ajustar el garfio de puntada de seguridad en su base: Aflojar el tornillo 4 sea para instalarlo o dar el ángulo tomando como referencia su línea base con la punta del garfio es de 1,6 mm. PUNTO DE CONVERGENCIA. En el momento que el garfio retorna en sentido de la flecha, la punta de la aguja debe ingresar por el punto de convergencia del garfio y enlazar al hilo inferior. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 71 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL GUARDA AGUJAS. Las guardas tienen una función muy importante : a. Sirven para proteger del posible impacto de la aguja con el garfio dañando la punta de este. b. También evita la deflexión de la aguja en el proceso de costura. c. Ayuda a la formación del bucle que se forma en el momento que la barra de la aguja empieza a subir. TIPOS DE GUARDA AGUJAS. a. GUARDA AGUJA ANTERIOR. Mayormente su función principal es de favorecer a la aguja en formar el bucle o formación de lazada. b. GUARDA AGUJA POSTERIOR. Cumple la función de proteger a la aguja que no flexione hacia la punta del garfio, si sucediera dañaría la punta del garfio inferior en el caso de la máquina Remalladora. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 72 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL MEDIDAS DE AJUSTES EN MODELOS DE REMALLADORAS . Es de suma importancia conocer las medidas de los ajustes de los mecanismos que ofrecen los fabricantes de las máquinas con la finalidad de garantizar el buen funcionamiento y asegurar la vida del equipo. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 73 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 8 ORDEN DE EJECUCIÓN Conjunto de mecanismos de la cuchilla inferior (9,10) Base de cuchilla inferior (20,26) Placa de sujeción de cuchilla (22) Tornillo de sujeción de cuchilla inferior (21) Resorte de presión de base de cuchilla (14) Guía de base (24) Cuchilla inferior (45) Tornillo de sujeción del bloque de cuchilla (34) DENOMINACIÓN MECANISMO DE LA CUCHILLA INFERIOR MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Grasa Trapo industrial HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:16 74 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 5.6. AJUSTAR CUCHILLAS CORTA TELA. 1 2 CUCHILLA INFERIOR. Al instalar la cuchilla inferior 2, el borde superior de la cuchilla debe estar al ras con la superficie de la placa de aguja 1. ÁNGULO DE CORTE DE CUCHILLA INFERIOR. Para dar el ángulo de 10 ° y 55° de la cuchilla inferior 1 debe respetar los siguientes pasos: Retirar cuchilla inferior de la máquina. Verificar el ángulo de cuchilla con el Goniómetro antes del afilado. Afilar cuchilla con máquina esmeril con muela abrasiva fina. Verificar trazo con el Goniómetro. Instalar cuchilla inferior y probar corte en tela. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 75 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 8 ORDEN DE EJECUCIÓN Conjunto de leva de balanceo (1) Conjunto de anillo de tope (21) Bocina (5) Eje superior de cuchilla (4) Base de cuchilla superior (7) Cuchilla superior (17, 18) Tornillo de sujeción de cuchilla superior (18,19) Arandela (20) DENOMINACIÓN MECANISMO DE LA CUCHILLA SUPERIOR MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Bencina Trapo industrial HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:17 76 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 5.7. AJUSTAR CUCHILLA SUPERIOR. La cuchilla superior tiene una caracteriza por tener carburado en el borde de corte, que le da una dureza para un periodo prolongado de uso. Por lo tanto esta cuchilla debe ser afilada con una máquina esmeriladora que tenga un disco carburado . REGULA ANCHO DE CORTE DE CUCHILLAS SUPERIOR E INFERIOR. a. Aflojar tornillo 3 de bloque de sujeción de cuchilla superior y mover lateralmente para reducir o aumentar el ancho de corte. b. Completar el ajuste con la cuchilla inferior, mover el tornillo 2. ALTURA DE LA CUCHILLA SUPERIOR. a. Al girar el volante en sentido horario, posesione la cuchilla superior en el pmi. b. El filo de la cuchilla superior debe cruzar a 1mm de la superficie de la cuchilla inferior. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 77 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 8 ORDEN DE EJECUCIÓN Base de transporte (1) Impelente principal (64) Impelente auxiliar (70) Impelente diferencial (67) Perilla regulador de recorrido del diferencial (58) Reten de aceite (10) Tornillo tope de recorrido de palanca (38) Palanca de accionamiento (47) DENOMINACIÓN MECANISMO DEL TRANSPORTE MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Bencina Trapo industrial HT: 02 Tiempo: HOJA:18 MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 78 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 5.8. AJUSTAR IMPELENTES. IMPELENTES. El conjunto del transporte cuenta con tres impelentes: Impelente principal 2. Impelente diferencial 3. Impelente auxiliar 4. Para elevar el impelente aflojar el tornillo 5. principal Para elevar el impelente diferencial aflojar el tornillo 7. El impelente auxiliar 4 está ajustado en impelente principal INCLINACIÓN DE IMPELENTE. Para inclinar el impelente aflojar el tornillo 9. Girar el tornillo 8 y luego ajustar el tornillo 9. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 79 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 8 ORDEN DE EJECUCIÓN Mecanismo de bomba de lubricación (2) Manguera de lubricación (23) Filtro de lubricación (25) Visor de aceite (29) Conjunto del nivel del aceite (17) Reten (30) Eje de bomba (6) Piñón helicoidal (4) DENOMINACIÓN SISTEMA DE LUBRICACIÓN MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Bencina Trapo industrial HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:19 80 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 5.9. SISTEMA DE LUBRICACIÓN. FILTRO DE LUBRICACIÓN. En este caso, para limpiar o remplazar el filtro 1 Normalmente se limpian y remplazan cuando se realiza el cambio de aceite del cabezal de la máquina. Pasos: Aflojar tornillos 2 y 3. Retirar tapa superior 4. Retirar filtro para limpiar o remplazar. Importante: Al cerrar la tapa 4 cuidar que la empaquetadura no se dañe y así evitar posible fuga de aceite. También se puede utilizar sellador de silicona en color blanco o transparente.(si fuera necesario). MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 81 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 8 ORDEN DE EJECUCIÓN Precauciones en el mantenimiento de la Remalladora Diagnóstico y fallas / solución de problemas HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Bencina Trapo industrial DENOMINACIÓN MANTENIMIETO DE LA MAQUINA REMALLADORA MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HT: 03 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:20 82 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL TAREA N° 06. MANTENIMIENTO DE LA MÁQUINA REMALLADORA. PRECAUCIONES EN EL MANTENIMIETO DE LA MÁQUINA REMALLADORA. PRECAUCIÓN: 1. Para evitar posibles accidentes debidos a la falta de práctica en el uso de la máquina, siempre que tenga que ajustar la máquina o reemplazar cualquier pieza, llame al encargado del mantenimiento que tenga cabales conocimiento de la misma o el encargado del servicio de nuestro distribuidor para que haga el trabajo. 2. Para evitar posibles lesiones personales cuando la máquina se pone en marcha, antes de ponerla en operación hay que asegurarse de que no hay ningún tornillo flojo y de que ninguno de los componentes se tocan entre sí. ATENCION Las dimensiones que se dan en la tabla son las dimensiones estándar que hay que usar para ajustar el enlazador. Estas dimensiones se dan como referencia y se deberán cambiar más o menos en conformidad con los productos de cosido y con el hilo que se utilice. Al realizar el mantenimiento se debe tener cuidado a trabajar con los mecanismos de la Remalladora. Ya que algunos de ellos pueden producir lesiones en las manos o golpes propiciado por alguna posible caída, asi que hay que considerar las recomendaciones anteriores. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 83 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL DIAGNÓSTICO Y FALLAS / SOLUCIÓN DE PROBLEMAS. Falla Solución Cambiar aguja, hilo. Rotura de hilo. Verificar aguja, hilo. Regular tensión del hilo. Rotura de aguja. Verificar ajustes de garfio y transporte. Ajustar garfio y transporte. Omisión de puntada. Verificar ajuste garfio-aguja. Ajustar garfio-aguja. Encender máquina. Verificar alimentación y contactos. Corregir falsos contactos. Sistema de lubricación. No hay lubricación de aceite, fuga. Revisar sistema de lubricación. HOJA DE INFORMACIÓN TECNOLÓGICA 05. LUBRICACIÓN. El término lubricación se refiere al proceso en el que un fluido se introduce entre las superficies en contacto de dos cuerpos con movimiento relativo que rozan unidos por una carga , y este fluido forma una película de separación física entre las superficies de los cuerpos, que reduce la fuerza de deslizamiento y con ello el desgaste mutuo. ACEITE EXP. 174 (1L. 5L. 25L. 50L. Y 200L). Aceite parafínico altamente refinado con aditivos anti-corrosivos, antiespumante, antioxidantes y antidesgaste. Resistencia al cizallamiento mecánico y buena estabilidad térmica. Para Máquina de alta velocidad. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 84 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL ACEITE BLANCO B (1L.5L). Aceite blanco parafínico tipo técnico. Tiene un alto grado de pureza, color altamente estable y gran resistencia al envejecimiento. Resistencia al cizallamiento mecánico. Para máq. de alta velocidad. ACEITE EXP-83 (5L.). Aceite parafínico altamente refinado con aditivos antioxidante, anticorrosivos, antiespumantes y anti desgaste. Buena estabilidad química y gran resistencia al cizallamiento mecánico. Para máquina de velocidades medias. ACEITE B-1 (1 L.). Aceite lubricante con composición y viscosidad especial para la lubricación de máquinas de corte. SILICONA S-19 (1L. 5L.25L). Aceite de parafina. Producto especialmente diseñado para suavizar el hilo y refrigerar las agujas (reduce la fricción). FIL TONIC (1L). Fluido cuya composición es ideal para la limpieza de cintas de termo-fijadoras en caliente. FUNCIONES DEL LUBRICANTE: - Proteger contra el desgaste, la corrosión y oxidación. - Contribuir a la estanqueidad. - Contribuir a la refrigeración. - Facilitar la evacuación de las impurezas. PROPIEDADES DE LOS LUBRICANTES. Viscosidad. La viscosidad es la oposición de un fluido a las deformaciones tangenciales, es debida a las fuerzas de cohesión moleculares. Viscosidad dinámica. Generalmente se representa por la letra griega (u). MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 85 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL Viscosidad cinemática. Se representa por (v). Para calcular la viscosidad cinemática basta con dividir la viscosidad dinámica por la densidad del fluido. Fuerza. En física, la fuerza es una magnitud vectorial que mide la Intensidad del intercambio de momento lineal entre dos partículas o sistemas de partículas. Las fuerzas que actúan sobre un cuerpo pueden ser exteriores e interiores. Fuerzas exteriores. Son las que actúan sobre un cuerpo siendo ejercidas por otros cuerpos. Fuerzas interiores. Son las que una parte de un cuerpo ejerce sobre otra parte de sí mismo. Clases de fuerzas: Fuerza Gravitacional. Fuerza Electromagnética. Fuerza nuclear fuerte. Fuerza nuclear débil. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 86 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL Presión. La presión es la magnitud escalar que relaciona la fuerza con la superficie sobre la cual actúa, es decir, equivale a la fuerza que actúa sobre la superficie. Cuando sobre una superficie plana de área A se aplica una fuerza normal F de manera uniforme, la presión P viene dada de la siguiente forma: Fuerza = Superficie X presión F = A P Atención 1 bar = 10 N/𝑐𝑚2 F = fuerza A = superficie P = compresión, presión ACCIDENTES. Definiciones. Accidente: Es un acontecimiento no deseado que interrumpe un proceso normal de trabajo y que significa daño a las personas y/o pérdidas a la propiedad. (en ambos casos hay pérdidas). Incidente: Acontecimiento no deseado que interrumpe un proceso normal de trabajo y que puede significar daños a las personas y/o daño a la propiedad. CAUSAS DE LOS ACCIDENTES. a. CAUSAS BÁSICAS. Las causas básicas pueden dividirse en factores personales y factores del trabajo. FACTORES PERSONALES. Están ligados con el comportamiento humano. Falta de conocimientos o capacitación. El personal no cuenta con los conocimientos necesarios para realizar su tarea de una manera segura o no conoce los riesgos presentes en ésta. Por ejemplo, la manipulación de residuos, biológico infecciosos. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 87 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL Motivación. El individuo carece de motivación para desempeñar una actividad o la realiza con la motivación equivocada. Ahorrar tiempo. Se intenta ahorrar el mayor tiempo posible para terminar una labor. Esto lleva a cometer errores y comprometer la seguridad. Buscar la comodidad. Algunos elementos de seguridad resultan incómodos y las personas prefieren evitarlos para sentirse más cómodos. Por ejemplo, evitar el uso del cinturón de seguridad o el casco. Defectos físicos o mentales. Las capacidades físicas y mentales del individuo deben ser óptimas para desempeñar una actividad de riesgo. Una persona con epilepsia debe evitar conducir vehículos pesados. FACTORES DE TRABAJO. Un lugar de trabajo debe proveer los elementos de seguridad para su personal. Falta de información (capacitación) Falta de normas de trabajo o negligencia laboral. Diseño inadecuado de las máquinas y equipos. Desgaste de equipos y herramientas. Mantenimiento inadecuado a las máquinas y equipos. b. CAUSAS INMEDIATAS. Son las que se clasifican como: Entorno laboral (equipos incluyendo equipo herramientas e infraestructura, ergonomía). de protección personal, Personal (actos o condiciones inseguras). Administrativos (procedimientos, supervisión, seguimiento). Donde el factor personal influye en un 80% de la causa raíz en cada incidente. HOJA DE INFORMACIÓN TECNOLÓGICA 05. CONOCIMIENTOS BÁSICOS DE NEUMÁTICA. LA NEUMÁTICA. Es la tecnología que emplea el aire comprimido como modo de transmisión de la energía necesaria para mover y hacer funcionar mecanismos. Mediante un fluido, ya sea aire (neumática), aceite o agua (hidráulica) se puede conseguir mover un motor en movimiento giratorio o accionar un cilindro para que tenga un movimiento de salida o retroceso de un vástago (barra). MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 88 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL Esto hoy en día tiene infinidad de aplicaciones como pueden ser accionamiento del sistema de corta hilo y elevación del pie prénsatelas de las máquinas de costura, la apertura o cierre de puertas en trenes o autobuses, levantamiento de grandes pesos, accionamientos para mover determinados elementos, etc. SISTEMA NEUMÁTICO EN LA REMALLADORA La incorporación de este sistema (Templex) en las máquinas Remalladoras ofrece gran ventaja. El aire es aprovechado en distintas funciones de la máquina. Elementos: Unidad de mantenimiento. Manguera 6mm. Válvula. Subsionador de aire en vacío. Conducto de residuos. Bolsa de residuos. Conectores rápidos de are. Actuador (cilindro). MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 89 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL COMPRESORAS DE AIRE COMPRIMIDO. Compresores Neumáticos (Generadores). Para producir el aire comprimido se utilizan compresores que elevan la presión del aire al valor de trabajo deseado. La presión de servicio es la suministrada por el compresor o acumulador y existe en las tuberías que recorren el circuito. El compresor normalmente lleva el aire a un depósito para después coger el aire para el circuito del depósito. Este depósito tiene un manómetro para regular la presión del aire y un termómetro para controlar la temperatura del mismo. El filtro tiene la misión de extraer del aire comprimido circulante todas las impurezas y el agua (humedad) que tiene el aire que se puede condensar. Todos estos componentes se llaman circuito de control. COMPRESORAS DE AIRE COMPRIMIDO. TIPOS Y FUNCIONES. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 90 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL MANTENIMIENTO DE COMPRESORES DE AIRE. USO DE LUBRICANTES. Los aceites lubricantes para compresores deben poder soportar un trabajo extra, la tensión termo-oxidativa que significa lubricar los compresores en pleno funcionamiento, con la presión y temperatura que se genera en su interior durante el funcionamiento del mismo. Os ofrecemos un listado actualizado de MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 91 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL aceites lubricantes para compresor de varias de los fabricantes más extendidos. Causa principal de avería prematura del elemento de compresión (rotores o pistones). Desgaste de los componentes, rozamiento, cavitación. Pérdida de refrigeración, sobrecalentamiento de los rodamientos, elementos de compresión, componentes. Reducción de holguras críticas. Corrosión. pH incorrecto, daños en juntas y piezas internas. Capa de barniz en piezas internas (refrigeradores, tuberías, etc.). Bajo rendimiento, mayor consumo de energía, mayores costos. Depósitos. Altos costes de mantenimiento impredecibles. Obstrucción del filtro de aceite, separador y filtros de aire aguas abajo. Rango de funcionamiento limitado. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 92 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL MANTENIMIENTO DE COMPRESORAS. Tabla de mantenimiento. Fecha Filtro de aspiración A = soplar W = cambiar Aceite K = comprobar W = cambiar Evacuar el condensado Comprobar los atornillados MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL Válvula anti retorno R = limpiar W = cambiar Observaciones 93 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL CONTROL DE CAUDAL Y PRESIÓN. El control de flujo en un cuarto limpio es diferente, que en una oficina, en una zona de explosividad o en una zona presurizada. Además de la estrategia de control que se determine para certificaciones o ahorro de energía, los diseños con regulación de flujo se deberán desarrollar y evaluar siempre con un concepto de regulación integral para obtener mejores resultados. Existen diferentes tipos de reguladores de flujo: 1. Reguladores con apoyo de energía auxiliar con actuador para regulación de caudal variable, con control de presión independiente en ducto. 2. Reguladores que permiten el control de flujo de aire dentro de la misma caja, con base en su tamaño nominal; no requieren de energía secundaria y se puede confirmar su operación a través de un LED de control. 3. Regulador de caudal auto mecánico que dé flujo constante; se ajustan manualmente, y no requieren de ningún apoyo de energía para la operación Para poder analizar el uso de cada una de estas alternativas, se iniciará con el tema de distribución de aire. En sistemas de acondicionamiento por zonas, es posible encontrar dos tipos: el de volumen constante y el de volumen variable. Existen diferencias entre ambos sistemas. El que se seleccione dependerá del concepto global del inmueble; es decir que podrían utilizarse en un inmueble áreas con volumen constante y áreas con volumen variable. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 94 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL LECTURA DE UNIDADES DE PRESIÓN. La presión es una fuerza aplicada una superficie o distribuida sobre ella. La presión P ejercida por una fuerza F y distribuida sobre un área “ A” se define mediante la relación. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 95 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL PRIMEROS AUXILIOS BÁSICOS. DEFINICIÒN. Es la atención inmediata y provisorio dado en un accidente o enfermedad imprevista. IMPORTANCIA. Sería conveniente que el mayor número posible de personas adquiera nociones de primeros auxilios básicos. Que el sistema educativo Peruano incorpore los primeros auxilios básicos en la EBR como ya lo tienen los países avanzados. PRINCIPIOS GENERALES. Cada tipo de accidente tiene su tratamiento especial pero hay una medida aplicable en todos los incidentes o emergencia que debemos tomar en cuenta. Es el estado de conciencia del paciente. ESTADO DE CONCIENCIA: Lúcido ¿estás bien? Orientado ¿qué paso? Tiempo ¿qué día es? (fecha) Espacio ¿dónde estás? Persona ¿cómo te llamas? HOJA DE INFORMACIÓN TECNOLÓGICA 06. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 96 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL MÁQUINA RECUBRIDORA. La máquina Recubridora se utiliza en confección de prendas de vestir, realiza diferentes tipos de puntadas como: cadeneta y ornamentales dependiendo la cantidad de agujas a usar. Sirve para hacer aplicaciones en todo tipo de prendas en tejido punto como por ejemplo: Bastillado de mangas. Bastillado de faldón. Recubierto de cuello. Recubierto de sisa. CLASIFICACIÓN DE RECUBRIDORAS POR SU FORMA. Cama plana. Cama Cilíndrica. RECUBRIDORA DE CAMA PLANA. Por su forma se utiliza mayormente en operaciones donde se requiere mayor espacio en la zona del recubierto o en prendas abiertas. RECUBRIDORA DE CAMA CILÍNDRICA. Por su forma se utiliza mayormente en operaciones de poco espacio en la prenda u operaciones de costura tubular como por ejemplo: Recubierto de puños. Recubierto de cuellos. (figura pág. Siguiente) MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 97 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL PUNTADAS. Clase 400 Tipo N° agujas Cantidad-hilos 401 1 2 406 2 3 407 3 4 602 2 4 605 3 5 607 4 6 MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 98 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL Tipo Parte Superior Parte Inferior puntada 401 406 407 602 605 607 607 es una puntada que pertenece a la máquina Flat Seamer. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 99 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL AGUJA. Es un elemento de lámina larga. Su grosor de la aguja y el tipo de punta varía según el tipo de tejido a utilizar. La Recubridora utiliza la aguja: UYx128 GAS UYx121 UY 128 GBS B63 UY 128 GAS – GEOMETRÍA. La aguja para punto de cadeneta UY 128 en LoopControl® con optimizada geometría del asta, e innovadora ranura garantiza mayor: - Seguridad del proceso de costura. - Eficiencia. - Calidad. Agujas de geometrían Loop Control® tienen un redondeado óptimo. Con ello se obtiene una muy alta protección del tejido y una segura formación delbucle en proceso de costura. el El ojo más amplio de la UY 128 en geometría garantiza: - Enhebrado fácil. - Más espacio al utilizar hilos texturizados. Eso optimiza el proceso de costura, tanto al utilizar hilos retorcidos para recubrir de poliéster, como al utilizar hilos texturizados. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 100 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 8 ORDEN DE EJECUCIÓN Diagnóstico Limpieza de máquina Lubricar máquina Retirar placa de aguja Retirar el impelente Centrar el impelente con la placa de aguja Verificar estado de cuchilla móvil y fija Ajuste y sincronismo de DENOMINACIÓN OPERAR MAQUINA RECUBRIDORA MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Bencina Trapo industrial HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:21 101 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL TAREA N° 07. ACONDICIONAR MAQUINA RECUBRIDORA. 7.1. DIAGNÓSTICO. El diagnóstico permite inicialmente verificar el estado de la maquina antes de ponerla en marcha. LIMPIEZA. Para limpiar la zona de costura 1° con un destornillador plano se debe retirar los tornillos 3 y placa de aguja.4. 2° con pinza y brocha limpiar las impurezas y pelusa que se impregna en la zona de costura e impelentes. Se puede hacer uso de aire comprimido para expulsar la pelusa ENHEBRADO. a. Enhebrado Superior. Independientemente cada hilo superior corresponde a un conjunto tensor que controla la tensión del hilo que va a la aguja. Y el 4°hilo es el que va al engarzador (garfio aéreo) y su tensión es controlada por el 4° conjunto tensor y su tensor auxiliar 4. b. Enhebrado inferior. Alimenta al garfio inferior y la tensión es controlada independientemente con su propio conjunto tensor. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 102 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL GUÍA HILO DE LA BARRA DE AGUJA. Esta forma de enhebrar permite que al pasar la punta del looper por el chaflán de la aguja, el bucle tenga una buena formación. GUIA FORMADOR DE BUCLE. Para hacer uso de ambas opciones, cambiar de posición al guía retirando el tornillo que lo fija. CONJUNTO TENSOR DEL ENGARZADOR. Permite variar la tensión del hilo superior del engarzador. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 103 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL GUÍA Y ESTIRA HILO. Estos dos elementos son muy importantes para la alimentación de hilo al garfio aéreo o engarzador. Si pasa el hilo por el ojo del estira hilo, éste entregará más hilo al engarzador, LUBRICACIÓN. El nivel de aceite 1 permite visualizar la cantidad de aceite que contiene el cabezal de la máquina. Al retirar el tapón de goma 2 nos permite agregar aceite 22° al cabezal teniendo en cuenta de no perder de vista al nivel del aceite que se encuentra en la parte inferior del cabezal. En el momento que la máquina en marcha, por el visor 3 se visualiza si hay lubricación de la bomba. Si excede la cantidad de aceite contenido en el cabezal es posible que haya fuga y contamine lo que esté en su entorno. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 104 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 8 ORDEN DE EJECUCIÓN Conjunto del tornillo regulador de presión (1). Resorte de presión (4). Bloque de sujeción de barra (13). Barra del pie prensa telas (6). Guarda protector de dedos (9). Tornillo de sujeción del pie prensa telas (28). Mecanismo del pie prénsatela (19, 22). Muelle de compensación del p.p.t (32). DENOMINACIÓN MECANISMO DEL PIE PRENSATELA MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Juego de llave Allen mm Trapo industrial HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:22 105 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL TAREA N° 08. ACONDICIONAR MAQUINA RECUBRIDORA. 8.1. PIE PRÉNSATELAS DE RECUBRIDORA. Este pie prénsatelas está diseñado para todo tipo de recubierto en prendas de vestir y presenta un uso versátil. Cuenta con un tornillo de sujeción de barra, un resorte de presión en los muelles para cada lado del pie y presionar con mayor precisión el tejido. También tiene un guía móvil frontal para fijar la medida del filo en la costura. PPT 2.2. PIE PRÉNSATELAS PARA COLLARETA. Utilizado en la máquina Collaretera. El muelle izquierdo sirve de guía de filo a la cinta que sale doblada por el embudo instalado en la máquina Collaretera. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 106 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 8 ORDEN DE EJECUCIÓN Guía del bloque cuadrado (57) Bloque cuadrado deslizante (58) Biela cerrada (46) Conjunto de sujeción de barra (48) Tira hilos de barra de agujas 60) Base del porta agujas (63) Pasador (47) Rodamiento de espiga (49, 52) DENOMINACIÓN MECANISMO DE BARRA DE AGUJA MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Llave hexagonal 1/16 Trapo industrial HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:23 107 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 8.2. AJUSTAR BARRA DE AGUJA. Para realizar el ajuste de barra de aguja se debe: Retirar el tapón 4 de la tapa de brazo y luego con un destornillador plano aflojar el tornillo de sujeción de barra de aguja. Tener en cuenta que al aflojar la barra, las agujas debe coincidir perpendicularmente con los orificios de la placa de garganta GUARDA AGUJAS. Para ajustar el guarda tener en cuenta su elevación y separación: Girar el tornillo 2 para ajustar elevación del guarda, la línea A no debe superar la mitad del ojo de la aguja. Aflojar el tornillo 2 y 4 para realizar la separación de guarda 1 y aguja. Importante: en el momento que la punta del ancora pasa por el chaflán el contacto de aguja – guarda es cero luz. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 108 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 8 ORDEN DE EJECUCIÓN Conjunto tensor (4) Perilla (10) Resorte de presión (14) Discos o platillos (13) Poste (8) Placa abridor de disco (19) Eje de transmisión (1) Placa base (18) DENOMINACIÓN CONJUNTO TENSOR MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Llave de boca n° 8 Trapo industrial HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:24 109 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL CONJUNTO TENSOR. En la máquina Recubridora el conjunto tensor tiene mucha importancia y controla independientemente la tensión de: Los hilos de las 3 agujas, El hilo del engarzador o garfio aéreo. El hilo del garfio inferior. Si gira la perilla en sentido horario A, la tensión del hilo aumenta. Si gira la perilla en sentido anti horario B, la tensión disminuye. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 110 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 8 9 10 ORDEN DE EJECUCIÓN Eje (61) Disco del transporte (1) Barra del transporte principal (27) Barra del transporte diferencial (28) Tope de barras del transporte (96) Botón regulador de puntada (50) Pin regulador de puntada (47) Barra del regulador de puntada (55) Eje excéntrico para inclinación de impelentes (81) Dado de barra del transporte © DENOMINACIÓN MECANISMO DE TRANSPORTE MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Bencina Trapo industrial HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:26 111 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 8.3. AJUSTAR TRANSPORTE. 8.4. AJUSTAR ELEVACIÓN DE IMPELENTES. Para regular la altura del impelente principal, girar el tornillo 3. Para regular la altura del impelente diferencial, girar el tornillo 7. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 112 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL SEPARACIÓN DE IMPELENTES. La separación del impelente principal con la placa de aguja es de 0,6 a 2mm. La separación del impelente principal y el impelente diferencial es de 1,6 a 0,2 mm. AJUSTAR CARRERA DE LOS IMPELENTES. Para poder ajustar la Carrera de los impelentes principal y diferencial, aflojar los tonillos 1 y 2. Para ajustar la carrera de los impelentes debe retirarse la placa posterior o retirar los tapones de goma indicado por las flechas. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 113 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 8 9 ORDEN DE EJECUCIÓN Biela (3) Ele oscilante (17) Eje del garfio inferior (26) Base del garfio inferior (29) Guarda agujas (1) Garfio inferior (31) Tornillo de sujeción de garfio inferior (32) Biela mixta del eje de garfio inferior (3) Biela horquillada de la guarda (5) HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Bencina Trapo industrial DENOMINACIÓN MECANISMO DE GARFIO INFERIOR Y GUARDA AGUJAS MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:27 114 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL 8 8.5. AJUSTAR Y SINCRONIZAR GARFIO – AGUJA. Para ajustar la distancia del garfio y la aguja: Girar el volante en sentido horario para posicionar barra de aguja en el punto muerto inferior; en ese momento el garfio inferior (áncora) 1, debe estar totalmente extendido hacia la derecha. Para ajustar la distancia garfio-aguja, aflojar el tornillo 2 de la base del garfio. Y dar la distancia A y luego ajustar tornillo 2. Para ajustar la luz entre garfio - aguja, soltar el tornillo 2 y gire el tornillo 8 en sentido: - Horario para acercar el garfio 5 con el chaflán de la aguja. - Anti horario para alejar el garfio con el chaflán de la aguja. - La luz entre garfio- aguja es de 0 a 0,05 mm. Importante: El garfio no debe golpear con la aguja, si lo fuera dañaría la punta de este produciéndose fallas en el recubierto. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 115 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 8 ORDEN DE EJECUCIÓN Leva de ajuste del recorrido del engarzador (8) Eje principal del garfio superior (engarzador) (10) Anillo de tope (12) Leva de ajuste del recorrido del engarzador (8) Bocina o buje (14) Biela cerrada (16) Rodamiento de aguja (17) Base del engarzador (27) Engarzador (29) DENOMINACIÓN MECANISMO DE GARFIO SUPERIOR O ENGARZADOR MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Bencina Trapo industrial HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:28 116 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL GARFIO SUPERIOR O ENGARZADOR. Aflojar el tornillo 4 para ajustar el recorrido de la base del engarzador. Aflojar el tornillo 3 para ajustar la altura del engarzador 1. Ajustar a una altura de 8,3 a 8,7mm con relación a la superficie de la placa de aguja 2. Aflojar el tornillo 3 para ajustar la separación A del engarzador 1 con la aguja izquierda es de 0,1 a 0,3mm. 5 Aflojar el tornillo 4 para ajustar el recorrido de la base 5 del engarzador 1. RECORRIDO DEL ENGARZADOR. Cuando el engarzador ha realizado su recorrido máximo hacia la izquierda. La distancia B del gancho del engarzador y la aguja izquierda es de 4,5 a 5,5mm. Cuando el engarzador ha realizado su recorrido máximo hacia la derecha. La distancia B del gancho del engarzador y la aguja izquierda es de 16 a 18mm. Importante: En el supuesto caso que el recorrido del engarzador no fuera el adecuado y no obedece a las medidas indicadas, retirar la tapa superior y ajustar la leva del recorrido del engarzador. La punta del gancho del garfio siempre debe conservarse pulida para evitar que el hilo que pasa atreves de él no se enrede y deforme el acabado del recubierto. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 117 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 8 ORDEN DE EJECUCIÓN Tapa del filtro de lubricación (1) Filtro de lubricación (4) Carter o colector de aceite (28) Empaquetadura o reten de goma del Carter (29) Reten del drenaje (30) Tornillo del drenaje del aceite (31) Visor del nivel del aceite (38) Conjunto de la bomba de lubricación (39) DENOMINACIÓN SISTEMA DE LUBRICACIÓN MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano Destornillador estrella Aceite 22° Bencina Trapo industrial HT: 02 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:29 118 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL BOMBA DE LUBRICACIÓN AUTOMÁTICA. Es muy importante en el sistema de lubricación; su función es impulsar el aceite y trasladarlo por conductos, mangueras y mechas. Y lograr lubricar los elementos de la máquina, para evitar el calentamiento, desgaste o rotura de piezas. FILTRO DE LUBRICACIÓN 4. Es un elemento muy importante del sistema de lubricación; su función es evitar que pasen las impurezas del aceite posiblemente contaminado. Mantenimiento. Para limpiar o cambar el filtro: Retirar los tornillos 2; luego retirar tapa 1, empaquetadura 3, finalmente retirar filtro 4 (está conectado a presión en el conducto de lubricación 5). Realizar limpieza. Importante. La limpieza o cambio debe realizarse semestral o una vez al año; dependiendo de la cantidad de horas diarias que la máquina trabaje. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 119 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL N° 1 2 3 4 5 6 7 8 9 ORDEN DE EJECUCIÓN Diagnóstico. Limpieza y lubricación de máquina Mantenimiento de mecanismo del p.p.t. Mantenimiento de mecanismo de barra de aguja. Mantenimiento de mecanismo de los garfios. Mantenimiento de mecanismo del corta hilos Mantenimiento de mecanismo del transporte. Mantenimiento del sistema de lubricación. Mantenimiento del sistema eléctrico, electro neumático DENOMINACIÓN MANTENIMIENTO DE LA MÁQUINA RECUBRIDORA MACÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HERRAMIENTOS / INSTRUMENTOS Destornillador plano. Destornillador estrella. Aceite 22°. Bencina. Trapo industrial. Llaves (de boca y hexagonales) HT: 03 Tiempo: MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA:30 120 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL TAREA N° 09. MANTENIMIENTO DE LA MÁQUINA RECUBRIDORA. El mantenimiento de los mecanismos de la máquina Recubridora debe realizarse periódicamente para prolongar su operatividad y buen funcionamiento. Los mecanismos del pie prénsatelas y barra de aguja deben mantenerse limpios y lubricados para lograr minimizar el grado de contaminación y desgaste de los elementos. El mantenimiento del mecanismo del garfio es muy importante, para asegurar una buena costura y acabado. Asegurar los ajustes y sincronismos para mantener la punta del áncora en buenas condiciones, así evitar daños y posible desgaste en la punta del mismo. Si se realiza algún correctivo hay que mantener el ángulo y punta del áncora. Los mecanismos de corte también necesitan mantenerse limpios y con un buen ajuste. También dentro del mantenimiento debe respetarse los periodos de afilado y reemplazo de las cuchillas. El mecanismo de transporte debe estar libre de contaminación para evitar la contaminación de los impelentes y como consecuencia se produzca rotura en la placa de aguja o el tejido avance con dificultad. El sistema de lubricación requiere de constante monitoreo, ya que este permite mantener lubricada a la máquina. Este sistema evita el desgaste y reduce la temperatura en el funcionamiento de la máquina. El sistema eléctrico de la Recubridora también requiere un mantenimiento y está centrado en la alimentación del motor, se debe verificar el circuito eléctrico para evitar posibles falsos de contacto y recalentamiento en el motor. El recalentamiento también se puede dar por falta de limpieza o daño a los rodamientos del rotor produciendo de esta manera mucho ruido o chasquidos. En el sistema electrónico también se debe tomar en cuenta el mantenimiento de los contactores; limpieza de los elementos y circuitos electrónicos. Se debe tener mínimo conocimiento básico de electrónica para evitar posibles daños al circuito. El sistema neumático también requiere un mantenimiento periódico a los elementos y circuitos ya que estos tienden a contaminarse por las impurezas del aire y el material de trabajo que posiblemente se esté utilizando. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 121 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL MODO DE AJUSTAR EL GANCHO DE LA CUCHILLA. Ajustar el enganche de la cuchilla 1 con la cuchilla móvil 2 a 0,5 mm. MODO DE HACER EL AJUSTE DE PRESIÓN DEL MUELLE SUJETADOR. El hilo para cubrir la parte superior se mantiene con el muelle sujetador 3 después de cortar el hilo. MODO DE AJUSTAR LA POSICIÓN DE LA PUNTA DE LA HOJA DE LA CUCHILLA MÓVIL. Lleve la aguja a la posición más alta. Cuando se baja el tornillo de bisagra 8, baja también la cuchilla móvil 2. Haga el ajuste de modo que el gancho de la cuchilla móvil 2 entre en la cavidad superior del engarzador 9 para posesionarla en donde la cuchilla móvil enganche el hilo del recubierto superior cuando la cuchilla móvil 2 se desplaza a su posición extrema e inferior. Y luego apriete los tornillos 10, 11 y 12. Ajuste la cuchilla móvil 2 verticalmente de modo que exista una separación de 0,5 mm entre la cavidad del engarzador 9 y la cuchilla móvil y lateralmente de modo que la cuchilla móvil 2 se desplace al centro de la cavidad del engarzador 9. Los tornillos 12 son para ajustar la posición vertical de la cuchilla, los tornillos 10 son para ajustar la posición lateral de la cuchilla y los tornillos 11 son para ajustar el ángulo de la cuchilla. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 122 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL LIMPIEZA DEL VENTILADOR DEL MOTOR. Abra la cubierta del motor 1 y retire los tornillos 2. Limpie la periferia del ventilador del motor 3 y la cubierta del motor 1. Al término de la limpieza reinstale el ventilador del motor 3 y la cubierta del motor 1. FALLAS EN LA COSTURA DE LA MÁQUINA RECUBRIDORA. DAÑOS DEL MATERIAL. Una aplicación típica del sistema UY 128 es la confección de tejidos finos. Dependiendo de la calidad del material, acabado, velocidad de la máquina y diámetro de la aguja, se pueden presentar daños en el tejido. SALTOS DE PUNTADA E HILOS ROTOS. Salto de puntadas e hilos rotos se presentan en cualquier costura – ya sean costuras de dobladillo, planas, bordes laterales, mangas o costuras dobles. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 123 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL HILOS ROTOS HOJA DE INFORMACIÓN TECNOLÓGICA 07. CÁLCULO DE CONSUMO DE HILOS. Tasas de consumo de hilo. El método más fácil de usar es generalmente el aplicado. Las Tasas de Consumo de Hilo para los varios tipos de puntada se enlistan en la tabla abajo. Relacionando estas tasas a la longitud de costuras que usan cada tipo de puntada, se puede calcular el consumo total de hilo. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 124 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL ERGONOMÍA EN EL PUESTO DE TRABAJO. La ergonomía busca cómo adaptar el puesto de trabajo y las condiciones del mismo a la persona, analizando los sistemas ambientales y las capacidades de las personas. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 125 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL Movimientos repetitivos. Posturas forzadas. Manipulación manual de cargas. Normativa legal y técnica: Diseño del puesto de trabajo. Dada la complejidad en esta materia por su multifactorialidad y por la amplia variedad de puestos de trabajo diferentes que se pueden encontrar en la realidad, no disponemos de legislación específica sobre el tema, aunque es mucha la normativa que, de una u otra manera, estaría relacionada. A continuación, se ofrece una lista de Normas técnicas vigentes sobre distintos aspectos relacionados con el diseño de los puestos de trabajo. NORMATIVA LEGAL: o o o o o LEY 31/1995, de 8 de noviembre, de Prevención de Riesgos Laborales. (Artículo 15). REAL DECRETO 488/1997, sobre disposiciones mínimas de seguridad y salud relativas al trabajo. REAL DECRETO 486/1997, de 14 de abril, por el que se establecen las disposiciones mínimas. REAL DECRETO 487/1997, de 14 de abril, sobre disposiciones mínimas de seguridad y salud relativas. REAL DECRETO 1215/1997, por el que se establecen las disposiciones mínimas de seguridad y salud. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 126 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA DE INFORMACIÓN TECNOLÓGICA 07. ACTO INSEGURO. Son las fallas, olvidos, errores u omisiones que hacen las personas al realizar un trabajo, tarea o actividad y pudieran ponerlas en riesgo de sufrir un accidente. También se correctos. presentan al desobedecer prácticas o procedimientos Los actos inseguros ocasionan el 96 % de los accidentes. Aquí algunos ejemplos: Trabajar sin equipo de protección personal. Permitir a la gente trabajar sin los EPP. Bloquear o quitar dispositivos de seguridad. Sobrecargar plataformas, carros, montacarg as. Pasarse un alto. Hablar por teléfono cuando vamos manejando. No utilizar cinturón de seguridad. Derramar materiales, aceites en el piso y no secar. Jugar o hacer bromas durante las actividades laborales. Transitar por áreas peligrosas. Ejecutar trabajos a velocidad no indicada. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 127 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL PRINCIPIOS DE ELECTRÓNICA BÁSICA. DEFINICIONES ELÉCTRICAS. a. ELECTRICIDAD. La electricidad es el movimiento de los electrones a través de un material conductor. b. CORRIENTE. Es una medida de la magnitud de los electrones que circulan por un circuito y se mide en amperios. c. VOLTAJE. Es la medida del potencial eléctrico de un circuito y se mide en voltios. d. RESISTENCIA. Es una medida de la capacidad que tiene un material de oponerse al flujo de corriente eléctrica. e. CIRCUITO ELÉCTRICO. Un circuito eléctrico es un sistema cerrado, donde se contiene al menos una fuente de energía (voltaje) y una carga (resistencia), la carga debe consumir toda la energía y transformar esta energía en otro tipo de energía (Ley de la conservación de la energía). Un circuito cerrado donde no hay CARGA es UN CORTO CIRCUITO esto lo debemos evitar. f. ELEMENTOS BÁSICOS DE UN CIRCUITO ELECTRÓNICO. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 128 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL g. SIMBOLOGÍA DE LOS ELEMENTOS ELECTRÓNICO. BÁSICOS DE UN CIRCUITO b. DIAGRAMA DEL CIRCUITO BÁSICO ELECTRÓNICO Una vez conocidos varios de los componentes más utilizados en electrónica, podemos entrar en teoría de circuitos. Para comenzar, hay que tener claras las siguientes definiciones: Un nodo es un punto del circuito donde coinciden dos o más elementos. Si en dicho nodo se unen tres o más elementos, pasará a llamarse nodo esencial. Un camino es un conjunto de elementos (componentes) por el que se puede recorrer el circuito sin pasar por el mismo más de una vez. Una rama es un camino que une dos nodos, y contiene únicamente un elemento (una resistencia, un inductor...) El conjunto de ramas que forman un camino cerrado se denomina lazo. Una malla es un lazo que no contiene ningún otro lazo en su interior. La combinación de varios de estos elementos se conoce como red MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 129 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL HOJA DE INFORMACIÓN TECNOLÓGICA 08. TÉCNICAS PARA CALCULAR LA TENSIÓN DEL HILO. INSTRUCCIONES: 1. Retira la bobina existente y reemplázala con un hilo de la bobina que contraste con el hilo superior. Esto hará que sea más fácil para examinar el patrón de la puntada. Asegúrate de que el hilo superior sigue la ruta del roscado correcto para el modelo de la máquina de coser. 2. Girar la polea con la mano, pon la aguja a través de una rotación completa para recoger el hilo de la bobina. Tira de ambos hilos superior e inferior detrás de la máquina y colócalos en la posición inicial. 3. Coloca un pedazo de tela debajo del prénsatelas y cose una puntada de línea de 5 pulgadas. Retira la tela de la máquina de coser. 4. Examina el lado superior de la tela cosida. Si el hilo de contraste es notable entre los puntos principales, el hilo superior está demasiado tenso. Gira la perilla de ajuste de tensión un cuarto de vuelta hacia la izquierda para disminuir la tensión superior. Si el hilo de la bobina no es perceptible, continua con el paso siguiente. 5. Gira la tela y examina el lado inferior de la cosida. Si en el hilo superior se nota un bucle entre los puntos de fondo, entonces el hilo superior está demasiado flojo. Gira la perilla de ajuste de tensión un cuarto de vuelta en sentido horario para aumentar la tensión superior. 6. Cose otra línea de costura de 5 pulgadas (12,7 cm) en el retazo de tela para comprobar la tensión ajustada. Examina la línea de costura, para ver si los hilos superior e inferior están cosiendo uniformemente. Si no es así, sigue girando la perilla de ajuste de la tensión en incrementos de un cuarto de vuelta, cose una puntada de línea después de cada ajuste y comprueba el patrón de costura. DENSIDAD LINEAL DE LOS HILOS. En la Industria de la Confección, en forma general, estamos acostumbrados a llamar “Calibre” al grosor o finura de los hilos: “¿tiene un hilo de calibre 30?”, es común escuchar cuando alguna persona solicita un hilo en una mercería o tienda de hilos. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 130 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL El problema para la designación del grosor o finura del hilo es que muchas ramas de la Industria Textil emplean un sistema de numeración propio, el cual podríamos clasificarlo en dos grupos: a. SISTEMAS DIRECTOS, en donde el grosor o la finura del hilo se expresa en términos de la masa por unidad de longitud (densidad lineal, comúnmente llamado número o título del hilo). b. SISTEMAS INDIRECTOS, en donde el grosor o la finura del hilo se expresa en términos de la longitud por unidad de masa (comúnmente llamado número o título del hilo). Según la Norma Internacional ISO 1144 “Textiles - Sistema Universal para la designación de la densidad lineal, Sistema Tex (Textiles - Universal System for designating linear density, Tex System) en 1956, después de estudios exhaustivos, se concluyó que el Sistema Tex era el más recomendado para la adopción internacional de la designación de la “Numeración o Título” (“calibre” para muchos) de los hilos, en lugar de varios sistemas de numeración tradicionales (inglés para el algodón, métrico para la lana y denier para filamentos continuos, entre otros). En la actualidad, el uso del término densidad lineal se ha limitado a aplicaciones científicas y de laboratorio; sin embargo, tenemos que acostumbrarnos a su manejo y buscar su difusión para que cada vez sea más común en nuestro lenguaje. La adopción de la Norma Internacional ISO 1144 en México, es un imperante en nuestra industria, debido a que con ella poco a poco estaríamos abandonando los sistemas de numeración tradicionales (inglés, métrico y denier, entre otros), sujetándonos únicamente al sistema de numeración tex, obteniendo con ello las siguientes ventajas: a. Es el Sistema Internacional reconocido por los más de 160 países miembros de la Organización Internacional de Normalización ISO, dentro de ellos México. b. Pertenece a los sistemas directos, siendo una de sus características que mientras mayor sea la densidad lineal, el grosor o finura del hilo será mayor; es decir, si elaboráramos dos hilos con la misma fibra, pero ambas de diferentes densidad lineal tendríamos que, por ejemplo: Un hilo 40 tex sería, aproximadamente, el doble del grueso de un hilo 20 tex. c. Proporciona tablas de conversión para el cálculo de los valores tex de números o títulos de otros sistemas de numeración (en lo que nos familiarizamos con el Sistema Tex). d. Cuenta con un apéndice que contiene un procedimiento de cómo implementar este sistema en la industria y el comercio. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 131 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL e. El sistema tex es aplicable a todo tipo de fibras textiles, productos intermedios (por ejemplo tops, cintas, mechas, pabilos y otros). f. Es un sistema basado en el sistema decimal y utiliza unidades métricas. g. La unidad básica que es el tex, para designar la densidad lineal, se calcula a través de la obtención de la masa; se expresa en gramos (g) de un kilómetro (km) de hilo. TIPOS DE TORSIÓN DE HILOS. ¿CÓMO Y PARA QUÉ SE USA UN TORSIÓMETRO? Se utiliza para determinar la torsión y retorsión de los hilos (sentido, cantidad y cambio), el sentido de la torsión de los hilados, la cantidad detorsión en términos de las vueltas por unidad de longitud y el cambio de longitud del material destorcido de hilados o filamentos sencillos, hilos retorcidos o hilos cableados. El torsiómetro cuenta con una presentación digital que te dará a escoger entre torsión S o Z, indicando también el número de vueltas. Tiene un PLC integrado el cual hace que tenga un funcionamiento fácil y accesible. Extensión de hilo 500 mm para direcciones S y Z de torsión. Multifunción, método A y B de torsión y distorsión, método de 3 veces torsión y distorsión y método de conteo directo. Display digital que muestra el resultado de la prueba automáticamente. Control digital de la velocidad ajustable hasta 2000 rpm. Pre-tensión en dirección horizontal. Puede operar en sistema inglés o sistema métrico. ¿CUÁL ES EL OBJETO DE LA TORSIÓN? El principal objetivo de la torsión en mechas e hilos de fibra cortada es dar la suficiente resistencia para hacer posible su manipulación y para poder utilizarlos en las aplicaciones finales a que se destinan. La resistencia aumenta al aumentar la torsión, mientras que la elasticidad disminuye. La torsión es más importante para los hilos de URDIMBRE, dado que deberán soportar una mayor tensión en el telar. Los hilos de trama no necesitan tanta torsión. ¿CUÁLES SON LOS SENTIDOS DE LA TORSIÓN? Las dos formas de torsión son: TORSION Z: Las vueltas son hacia la izquierda. TORSION S: Las vueltas son hacia la derecha. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 132 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL ¿QUÉ ES LA TORSIÓN? Es el número de vueltas que se le da por unidad de longitud a un hilo. Teniendo como finalidad principal aumentar la cohesión entre las fibras y conservar de ese modo su posición en esos hilos. CARACTERÍSTICAS PRINCIPALES QUE DEFINEN SU NATURALEZA Y CALIDAD. - NÚMERO DE CABOS: Dos, tres cabos, “torzal”, “cable”. - TORSIÓN: Normalmente es Z para que no se destuerza fácilmente. RETORSIÓN DE UN HILO DE 2 Y 3 CABOS. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 133 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL RESORTES, TIPOS Y USOS. Se conoce como resorte o muelle a un operador elástico capaz de almacenar energía y desprenderse de ella sin sufrir deformación permanente cuando cesan las fuerzas o la tensión a las que es sometido, en la mecánica son conocidos erróneamente como "la muelle" varían así de la región o cultura. Son fabricados con materiales muy diversos, tales como acero al carbono, acero inoxidable, acero al cromo-silicio, cromo-vanadio, bronces, plástico, entre otros, que presentan propiedades elásticas y con una gran diversidad de formas y dimensiones. Se les emplean en una gran cantidad de aplicaciones, desde cables de conexión hasta disquetes, productos de uso cotidiano, herramientas especiales o suspensiones de vehículos. Su propósito, con frecuencia, se adapta a las situaciones en las que se requiere aplicar una fuerza y que esta sea retornada en forma de energía. Siempre están diseñados para ofrecer resistencia o amortiguar las solicitaciones externas. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 134 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL TIPOS DE RESORTES. Según UNE-EN ISO 2162-3:1993 Documentación técnica de productos. Resortes. Parte 3: Vocabulario (ISO 2162-3:1993), se define resorte como un dispositivo mecánico destinado a almacenar energía cuando está deformado y a restituir una cantidad de energía equivalente cuando se relaja. RESORTE DE TORSIÓN De acuerdo a las fuerzas o tensiones que puedan soportar, se distinguen tres tipos principales de resortes: RESORTES DE TRACCIÓN. Estos resortes soportan exclusivamente fuerzas de tracción y se caracterizan por tener un gancho en cada uno de sus extremos, de diferentes estilos: inglés, alemán, catalán, giratorio, abierto, cerrado o de dobles espira. Estos ganchos permiten montar los resortes de tracción en todas las posiciones imaginables. RESORTE CÓNICO DE COMPRESIÓN. Las máquinas de coser tienen este tipo de resorte en los conjuntos tensores y sirven para controlar la tensión del hilo. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 135 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL RESORTES DE COMPRESIÓN. Estos resortes están especialmente diseñados para soportar fuerzas de compresión. Pueden ser cilíndricos, cónicos, bicónicos, de paso fijo o cambiante. RESORTES DE TORSIÓN. Son los resortes sometidos a fuerzas de torsión (momentos). Existen muelles que pueden operar tanto a tracción como a compresión. También existen una gran cantidad de resortes que no tienen la forma de muelle habitual; quizás la forma más conocida sea la arandela grower. HOJA DE INFORMACIÓN TECNOLÓGICA 09. CONVERSIÓN DE UNIDADES DE PRESIÓN BAR A PSI. Bares de libras por pulgada cuadrada tabla de conversión se muestran los valores más comunes para la referencia rápida. Como alternativa, puede usar el convertidor de abajo para convertir cualquier otro valor. 1 bar = 14.5037738 Psi Bar es la presión atmosférica a nivel del mar. Psi es de 1 libra de fuerza por pulgada cuadrada. CONVERSIÓN DE UNIDADES DE PRESIÓN PSI A PASCAL. Libra por pulgada cuadrada (psi) a la tabla de conversión de Pascal muestra los valores más comunes para la referencia rápida. Como alternativa, puede usar el convertidor de abajo para convertir cualquier otro valor. 1 psi = 6 894.75729 pascales Psi se define como 1 libra de fuerza aplicada por pulgada cuadrada. Es la unidad de presión principal en estados unidos y ampliamente utilizado en todo tipo de aplicaciones. 1 libra por pulgada cuadrada (psi) es igual a 6 894.75729 pascales. Pascal es una unidad de presión en el sistema métrico decimal y es igual a una fuerza de newton por metro cuadrado. La fórmula de cálculo para pascal es: 1 Pascal = Newton / m 2 o 1 Pascal = Kilogramo / metro * segundos 2 . Mayormente reemplazado por psi (presión por pulgada cuadrada) en la mayoría de aplicaciones. La abreviatura es "Pa". MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 136 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL CONTROL DE PRESIÓN DE AIRE. Para utilizar el aire comprimido de la forma más eficaz y eficiente es necesario reducir la presión al nivel exacto requerido por la aplicación. Todo equipo neumático tiene una presión de trabajo óptima. Utilizarlo a una presión más elevada provoca un desgaste excesivo, sin un incremento significativo en la salida, malgastando el aire comprimido en sí mismo más los costes que supone generarlo. Un regulador de presión puede, por lo tanto, generar ahorros en los costes mucho mayores que su precio en un corto periodo de tiempo. Se pueden ahorrar importantes costes empleando un regulador en combinación con cilindros de doble efecto allí donde la presión reducid puede utilizarse ventajosamente en la carrera de retorno, consiguiendo así ahorros de hasta el 30%. Esto es muy importante en instalaciones con múltiples cilindros. Un punto en común de todos los reguladores de presión es que para trabajar constantemente y repetidamente dentro de sus límites de diseño requieren una presión de suministro al menos 1 bar superior a la presión de salida requerida. Trabajarán con un diferencial inferior pero el rendimiento puede verse reducido. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 137 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL SIMBOLOGÍA DE LOS ELEMENTOS NEUMÁTICOS. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 138 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL SIMBOLOGÍA DE LOS ELEMENTOS NEUMÁTICOS (cont.). MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 139 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL SIMBOLOGÍA DE LOS ELEMENTOS NEUMÁTICOS (cont.) MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 140 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL REPRESENTACIÓN GRÁFICA DE UN CIRCUITO NEUMÁTICO Y ELECTRO NEUMÁTICA. TEMPORIZADORES. Los temporizadores se utilizan para regular el tiempo que transcurre entre la entrada de señal de pilotaje y la respuesta de la válvula. Se trata de una válvula que está compuesta de una estrangulación (regulación) graduable, una cámara de acumulación y un distribuidor pilotado. La señal de mando llega por la entrada a una cámara, a través de una válvula estranguladora. De acuerdo con el ajuste del tornillo, el aire tardará más o menos tiempo en llenar el recipiente y alcanzar la presión deseada. Cuando se llega a esa situación, el aire de la cámara vence la oposición del muelle y la vía de alimentación (1) se comunica con la de utilización (2). Para que el temporizador recupere su posición inicial hace falta purgar la línea de mando, con el fin de que escape el aire del acumulador. Es una unidad formada por 3 elementos básicos: Una válvula direccional. Una válvula reguladora de caudal unidireccional. Un acumulador . MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 141 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL VÁLVULAS ELECTRO NEUMÁTICA. El dispositivo medular en un circuito electro neumático, es la válvula electro neumática. Esta válvula realiza la conversión de energía eléctrica, proveniente de los relevadores a energía neumática, transmitida a los actuadores o a alguna otra válvula neumática. ESPECIFICACIONES TÉCNICAS: VÁLVULAS ELECTRO NEUMÁTICA. Utilización de enchufes de conducción eléctricos según DIN EN 175301-803, tensión electromagnética 24 V DC con indicación DEL e interrupción protectora. Una electroválvula también se debe poder accionar manualmente (accionamiento auxiliar manual en caso de emergencia), debiendo quedar excluido un accionamiento accidental. APLICACIONES Y COSTOS DE LOS ELEMENTOS NEUMÁTICOS. Una industria cada vez más automatizada, con exigencias de mayor flexibilidad, productividad, rapidez y confiabilidad de las tareas programadas, exigen personal especializado y muy altamente entrenado en los sistemas que logran realizar estas funciones. La ignorancia o falta de atención en la instalación o funcionamiento de los componentes neumáticos, puede generar gastos innecesarios en forma de reducción de capacidad o, en el peor de los casos, paradas en las máquinas o procesos. La neumática ofrece una amplia gama de posibilidades de entrenamiento y de aplicación actual en la industria. La técnica neumática se emplea hoy en muchos campos, se prevé que en el futuro ocupe un puesto importante en la automatización de instalaciones y procesos industriales por su manejo sencillo y su amplia gama de soluciones; esto se debe, entre otras cosas, a que en el resultado de algunos problemas de automatización no puede disponerse de otro medio que sea más simple y más económico. MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 142 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL CARACTERÍSTICAS DE LA VISCOSIDAD DEL ACEITE. La viscosidad es una característica de los fluidos en movimiento, que muestra una tendencia de oposición hacia su flujo ante la aplicación de una fuerza. Cuanta más resistencia oponen los líquidos a fluir, más viscosidad poseen. Los líquidos, a diferencia de los sólidos, se caracterizan por fluir, lo que significa que al ser sometidos a una fuerza, sus moléculas se desplazan, tanto más rápidamente como sea el tamaño de sus moléculas. LA VISCOSIDAD DEL ACEITE . MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 143 MANTENIMIENTO BÁSICO DE MÁQUINAS DE CONFECCIÓN TEXTIL BIBLIOGRAFÍA. Manual de instrucción de máquinas marca Juki. Manual de de agujas para máquinas de coser. Compilación de Normas de Seguridad y Salud Ocupacional. Diccionario de Imformática y Tecnología. http://www.alegsa.com.ar/Dic/parametro.php http://www.minsa.gob.pe/dgsp/archivo/componentesdisca/ley18846.pdf file:///D:/Downloads/BRO_SMN_24_ES_02_20130912_150.pdf http://www.normas9000.com/que-es-iso-9000.html https://www.google.com.pe/url?sa=i&rct=j&q=&esrc=s&source=images&cd=& cad=rja&uact=8&ved=0CAcQjRw&url=http%3A%2F%2Fwww.acfluid.es%2Fp roductos.php%3Fct%3D130%26sct%3D131&ei=6dx7VIutCYukgwTIn4OwDw &psig=AFQjCNEFSuYcasMlallkesv_Zmx102-wIA&ust=1417489613418937 https://www.google.com.pe/search?q=viscosidad+del+aceite&rlz=1C1CAFA_ enPE615PE615&espv=2&biw=1366&bih=667&source=lnms&tbm=isch&sa=X &ei=W9p7VKfcBIGVNrHMgLAP&sqi=2&ved=0CAYQ_AUoAQ http://www.groz-beckert.com/ MECÁNICO DE MANTENIMIENTO DE MÁQUINAS DE CONFECCIÓN TEXTIL 144
 0
0
Anuncio
Documentos relacionados







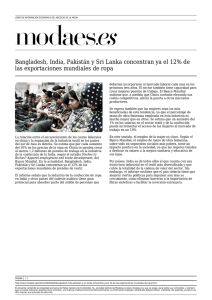

Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados