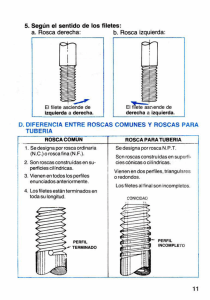
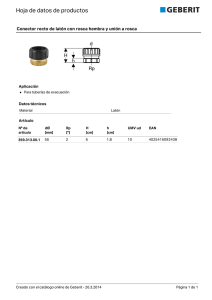
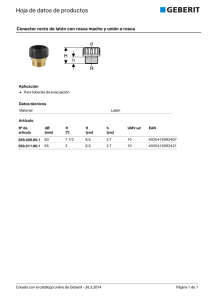
Roscas y su tallado Las roscas se pueden emplear para: a) Unir piezas de manera permanente o temporal, éstas pueden tener movimiento o quedar fijas. La unión se hace por medio de tornillos y tuercas, elementos que contienen una rosca. Para que un tornillo sea acoplado con su tuerca ambos deben tener las medidas adecuadas y el mismo tipo de rosca. b) Generar movimiento en máquinas o en transportadores. Los mejores ejemplos de esta aplicación se tiene en los tornos, en los que por medio de un tornillo sinfín se puede mover el carro o en los elevadores de granos en los que por medio de un gusano se transportan granos de diferentes tipos. ¿Por qué funciona una rosca? La forma más sencilla de entender y explicar el funcionamiento de una rosca es la siguiente: Imagine que enrolla en un perno cilíndrico recto un triángulo rectángulo de papel. La trayectoria que sigue la hipotenusa del triángulo es una hélice que se desarrolla sobre la superficie del cilindro, esa es la rosca que nos sirve para fijar o transportar objetos. El mismo papel que se enrolló sobre el cilindro del tornillo nos indica que las roscas actúan como un plano inclinado, pues al deslizarse la tuerca por las orillas de la rosca se está siguiendo la trayectoria de un plano inclinado, del cual su fórmula elemental es: PxL=Wx h P = fuerza aplicada L = longitud del plano inclinado W = fuerza generada h = altura del plano inclinado Lo anterior se puede reflejar en la fuerza que se generaría en una prensa de husillo como se puede observar a continuación. Las orillas de la rosca en el tornillo actúan como el plano inclinado. Por cada vuelta que se da a la la manivela se logra un avance de "h", generando una fuerza de "W", todo esto producto de la fuerza aplicada en la manivela "P" en una trayectoria igual al perímetro "2Pi x r". Con lo anterior se puede construir la siguiente expresión. P x 2Pi x r = W x h Por ejemplo: si se aplica en una prensa como la mostrada, con avance "h" en cada vuelta de 2 mm, brazo de palanca "r" de 200 mm y si se aplica una fuerza "P" de 15 kg, se tendrá. Sustituyendo en la ecuación de la prensa (15) (2)(3.14)(200) = W (2) Despejando "W" W = 9,420 kg Como la fricción en la rosca genera una pérdida de la fuerza de un 40% se tendrá: W = 9,420 x 0.6 = 5,652 kg Lo anterior implica que con nuestra pequeña prensa y 15 kg, se obtengan más de 5.5 toneladas de fuerza. Tipos de rosca En el mercado existen diferentes tipos de roscas, su forma y características dependerán de para qué se quieren utilizar. La primera diferencia que se puede distinguir es su forma, ya que hay de cinco tipos de roscas: a) agudas o de filete triangular b) trapeciales c) de sierra d) redondas o redondeadas f) de filete cuadrado Las roscas de filete triangular o agudas se usan en tornillos de fijación o para uniones de tubos. Las trapeciales, de sierra y redondas se utilizan para movimiento o trasporte y las cuadradas casi nunca se usan. Las roscas agudas o triangulares quedan definidas por los diámetros exterior (d), del núcleo (d1) y del de los flancos (d2), así como por el ángulo de los flancos (alfa) y su paso (h) fig. del libro Alrededor de las máquinas de Gerling El sentido de las roscas es otra de sus características. Hay roscas derechas e izquierdas. La rosca derecha se tiene si al girar el tornillo de acuerdo a las manecillas del reloj este tiene penetración y la rosca izquierda se tiene si al girar al tornillo en contra de las manecillas del reloj este avanza penetrando también. Las roscas pueden tener una sola hélice (un sólo triángulo enrollado) o varios, esto indica que las roscas tendrán una o varias entradas. A) Rosca sencilla B) Rosaca doble C) Rosca triple Las roscas están normalizadas, en términos generales se puede decir que existen dos tipos fundamentales de roscas las métricas y las Whitworth. Las normas generales son las siguientes: Sistema métrico BS 3643: ISO Roscas métricas BS 4827: ISO Roscas miniatura o finas BS 4846: ISO Roscas trapeciales o trapezoidales BS 21: Roscas para conexiones y tubos de paredes delgadas Sistema inglés BS84: Roscas Whitworth BS93: Roscas de la British Assiciation (BA) La mayoría de las normas se pueden encontrar en el manual Machinery's Screw Thread Book. Las principales características y dimensiones proporcionales de las roscas triangulares métricas y Whitworth se observan en los siguientes dibujos. fig. del libro Alrededor de las máquinas de Gerling Rosca métrica en la que su altura (t1) es igual a 0.6495h y el radio de giro (r) del fondo es igual a 0.1082h fig. del libro Alrededor de las máquinas de Gerling Rosca Whitworth en la que la profundidad (t1) de la rosca es igual a 0.64033h y el radio de giro (r) de su fondo y extrremos es de 0.13733h Como se puede observar las principales diferencias entres los dos tipos de roscas son: Métrica. Los ángulos de los las espiras son de 60°, en tornillos se redondea el fondo de la rosca y las puntas son planas, en el caso de las tuercas mientras que en las Whitworth es de 55°. Otra gran diferencia es que mientras en las roscas métricas su parte externa de los filetes es chata a una altura t1=0,64595h y la interna redonda con r = 0.1082h, en las Whitworth tanto la punta exterior como la parte interna son redondas, con altura de t1 = 0.64033h y r = 0.13733h. En las roscas métricas el paso se indica por el avance en milímetros por cada vuelta, mientras en las Whitworth se da por número de hilos por pulgada. Mecanizado o tallado de roscas Las roscas pueden fabricarse por medio de diferentes procesos de manufactura. El procedimiento seleccionado dependerá del número de piezas a fabricar, la exactitud y la calidad de la superficie de la hélices, el tallado más común de roscas es por medio de: a) machuelos o terrajas (manuales o de máquina) b) útilies de roscar en torno c) fresado d) laminado fig. del libro Alrededor de las máquinas de Gerling a) Roscas con machuelo b) Roscas con terraja c) Rosacas con útil de roscar d) Fresado de roscas e) Rosacado por esmeril f) Laminado de roscas fig. del libro Alrededor de las máquinas de Gerling Uso de machuelos o terrajas en torno para hacer una rosca Algunas veces se usan roscas fundidas o prensadas. Fabricación de roscas por medio de machuelos y terrajas Es el método más sencillo y económico, se utiliza para roscas triágulares. El tallado se logra por medio de una herramienta de acero de alta calidad, que si es para hacer una rosca exterior o macho (como la de un tornillo) se llama terraja y cuando se requiere hacer una rosca interior o hembra (como la de una tuerca) se utilizan unas herramientas llamadas machuelos. Machuelos Terraja El tallado de una rosca con terraja está limitado por las dimensiones del perno a roscar, en las roscas Whitworth el diámetro máximo es de 1 1/4 " y en las métricas es de 30 mm. Cualquier rosca mayor a 16 mm o 5/8 de pulgada debe iniciarse con un roscado previo, para evitar que se rompan los filetes. En el caso de roscas interiores fabricadas con machuelos, es muy importante hacer el barreno previo a la rosca con el diámetro adecuado, para definirlo de acuerdo a la rosca que se va a fabricar, existen normas como la DIN 336, de la cual se presenta un extracto a continuación. Roscas métricas Rosca* M M3. M M M M M1 M1 M14 M16 M18 M20 M22 M24 M27 3 5 4 5 6 8 0 1 Para acero 2.5 2.9 3.3 4.2 5 6.7 8.4 10 11.7 13.7 15.2 17.2 19.2 20.7 23.7 5 5 5 5 5 5 5 Para fundició 2.4 2.8 3.2 4.1 4.8 6.5 8.2 9.9 11.5 13.5 n gris y laton 15 17 19 20.5 23.5 *En las roscas métricas su diámetro en mm se indica después de la letra "M" Roscas Whitworth Rosca* 1/4" 5/16" 3/8" 1/2" 5/8" 3/4" 7/8" 1" 1 1/8" 1 1/4" 1 3/8" 1 1/2" 1 5/8" 1 3/4" 2" Para acero Para fundición gris y laton 5.1 6.5 7.9 10.5 13.5 16.5 19.25 5 6.4 7.7 10.25 13.25 16.25 19 22 24.75 27.75 30.5 33.5 35.5 39 44.5 21.75 24.50 27.50 30 33 35 38.5 44 Todos los diámetros están dados en milímetros. Recomendaciones para elaborar roscas con machuelos y terrajas Uso de machuelos 1. deben estar bien afilados 2. se debe hacer girar en redondo al machuelo, evitando el cabeceo 3. cuándo se va a realizar una rosca grande, se debe iniciar con un machuelo menor y en otras pasadas con machuelos de mayor tamaño, se debe aproximar al tamaño adecuado. 4. debe haber lubricación abundante. 5. se debe hacer la penetración de una vuelta y el retroceso del machuelo para que la viruta salga y no se tape la rosca. Uso de terrajas 1. el dado de la terraja debe estar limpio y bien lubricado. 2. se debe hacer girar a la terraja en redondo y sin cabeceo. 3. el perno a roscar deberá estar preparado con un chaflán en la punta a 45° 4. la terraja debe colocarse de manera perpendicular a el perno a roscar. 5. se debe hacer girar la terraja una vuelta y regresarla para desalojar la viruta. 6. debe haber lubricación abundante. Fabricación de roscas por medio del torno Se puede utilizar un torno de plantilla con husillo de trabajo movil, como el que se muestra en la figura. fig. del libro Alrededor de las máquinas de Gerling Como se puede observar en el extremo izquierdo del husillo principal se coloca una plantilla con la rosca que se quiere fabricar (a), ésta se acopla a una tuerca (b) que sirve de guía al husillo principal del torno. Observe que el husillo es el que se desplaza o avanza de acuerdo a lo que requiere la plantilla, como lo demandaría un tornillo acoplándose a su tuerca, mientras que el útil de roscar está inmóvil. fig. del libro Alrededor de las máquinas de Gerling En este tipo de tornos se pueden utilizar como útiles con varias puntas como los peines de roscar. fig. del libro Alrededor de las máquinas de Gerling Peines de roscar para rosca exterior e interior Por lo regular las roscas en los tornos se realizan por medio de varias pasadas no se recomienda desbastar en reversa. fig. del libro Alrededor de las máquinas de Gerling Para el tallado de roscas también se pueden utilizar tornos de tipo horizontal, para ello se debe usar el husillo de guía y la tuerca matriz de los tornos horizontales. Observe en el dibujo, como se acoplan el husillo de roscar y el husillo principal por medio de los engranes de velocidades y como funciona la tuerca que cierra las mordazas. Esto hace que el carro del torno se mueva de acuerdo a el husillo de roscar. fig. del libro Alrededor de las máquinas de Gerling a) Tuerca de fijación b) tuerca de fijación cerrada Para lograr la fabricación de una rosca con el paso requerido, es necesario que se guarde la relación de revoluciones adecuada entre el husillo guía o de roscar y las de la pieza. Por ejemplo si se requiere tallar una rosca con paso de 4 mm el carro deberá tener un avance de 4 mm por cada revolución, si el husillo de roscar en cada vuelta avanza 4 mm la relación será de uno a uno. Pero si el husillo de roscar avanza 8 mm en cada revolución, éste deberá sólo dar media vuelta, mientras el husillo principal debe dar una vuelta, por lo que puede decirse que se requiere una relación de dos a uno, pues por cada vuelta de 8 mm que dé el husillo de roscar, la pieza deberá haber dado una, avanzando 4 mm. El ajuste de las relaciones se logra por medio del cambio de las ruedas dentadas que transmiten el movimiento del husillo principal al husillo de roscar. Lo anterior se puede observar en el siguiente dibujo. fig. del libro Alrededor de las máquinas de Gerling Gs = paso de la rosca a tallar Ls = paso del husillo de roscar Z1 = número de dientes del engrane del husillo principal Z2 = número de dientes del engrane del husillo de roscar Z = rueda intermedia sin influencia en el cambio de revoluciones Ejemplo del cálculo del tallado de una rosca en un torno con engranes intercambiables. Se requiere una rosca con paso (Gs) de 2 mm y se tiene un torno con un husillo de roscar ( Ls) de 6 mm. ¿qué engranes Z1 y Z2 debemos utilizar, para fabricar esta rosca? Lo primero que se debe hacer es establecer la relación que se requiere entre los dos pasos si el paso de la pieza debe ser 2 y el del husillo de roscar es 6 se tendrá que la relación es 2/6 = 1/3. Por lo que cualquier par de engranes que den esta relación servirán, así se pueden tener un engrane Z1 de 20 dientes y un Z2 con 60 dientes, como la relación de 20/60 es igual a 1/3 funcionará bien, como también lo hará con una relación de un Z1= 15 y un Z2=45. Si se requiere una relación muy pequeña se pueden poner más engranes entre el husillo principal y el husillo de roscar. Por ejemplo si se necesita hacer una rosca con paso de 1 mm y se tiene un husillo de roscar con paso de 12 mm, se tiene que la relación es de 1/12, como las ruedas dentadas con estas relaciones son difíciles de obtener, pues con una Z1de 10 dientes (la que es muy pequeña) se requerirá una Z2 de 120 dientes, la que es muy grande, por lo que se buscan dos quebrados que multiplicados nos den la relación de 1/12, por ejemplo 1/4 por 1/3, lo que nos indica que podemos utilizar una doble reducción en nuestro torno, en la que se pueden usar las siguientes relaciones 20/80 y 20/60. Por lo que se pueden usar los siguientes engranes: Uno engrane motriz Z1 de 20 dientes, acoplado a uno de 80, a ese de 80 dientes se junta con uno de 20, con lo que ahora funcionará como motríz con esos 20 dientes, los que transmitirán su movimiento a uno de 60 dientes, el que es engrane Z4 que transmite el movimiento al husillo de roscar. Lo anterior se observa en el siguiente dibujo. Existen juegos de engranes intercambiables en los tornos horizontales, por ejemplo es común encontrar juegos con los siguientes engranes: 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 110, 120, 125, 127. Los husillos de roscar normalizados tienen los siguientes pasos: 4, 6, 12, 15, 24 en milímetros y 1/4 y 1/2 pulgadas. El hacer el cambio de las ruedas dentadas en los tornos es muy tardado y molesto, por lo que ya existen transmisiones que permiten las relaciones adecuadas, sin necesidad de los cambios físicos. En la mayoría de los tornos se instalan tablas con las que se obtienen las relaciones de las ruedas dentadas con las que cuentan las transmisiones. Para mayor información sobre este tema consultar: Alrededor de las Máquinas-Herramientas, de Heinrich Gerling, editorial Reverté. Páginas 185 a 209. Principios de Ingeniería de Manufactura, de Stewart C. Black, Vic Chiles et al. de la Compañía Editorial Mexicana. Páginas 434 a 451. Procesos de Manufactura, versión Si, de B. H. Amstead. P Ostwald y M. Begeman. Compañía Editorial Continental. Páginas 749 a 765. Ingeniería de Manufactura, de U. Scharer, J. A. Rico, J. Cruz, et al. Companía Editorial Continental. Páginas 278 a 280. Materiales y procesos de manufactura para ingenieros. Lawrence E. Doyle et al.. Prentice Hall. Páginas 884 a 904. Se recomienda recurrir al taller ULSA y solicitar la realización de una práctica de tallado de roscas con machuelo, terrajas y torno