CAPITULO XII
Cintas transportadoras
1.
Introducción
El hecho de que la noria haya sido utilizada desde la
antigüedad priva a la cinta transportadora de una cierta
Una de las primeras menciones que aparece en la
literatura técnica es la de Olivier Evans, de Filadelfia,
que indica en 1795, en la "Miller's Guide", la existencia
de una banda continua de cuero acoplada a dos
tambores.
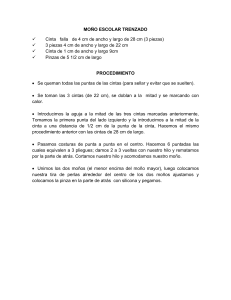
Fue en 1860 cuando se puso en servicio una de las
primeras cintas transportadoras en minería, cuyo diseña
fue Lopatine, y que se utilizó en una explotación de
aluviones auríferos en Siberia. El sistema incluía las
partes esenciales de una cinta: banda sin fin, tambores
de accionamiento y reenvío, transmisión, bastidores y
rodillos. Fig. 1.
41111
11 46111
Figura 1.- Cinta transportadora diseñada por el ingeniero ruso
Lopatine .
avance de este sistema de transporte , fundamentalmente
en las explotaciones mineras, reempl azando a las
instalaciones clásicas de ferrocarril.
El factor clave del desarrollo de las cintas transportadoras aconteció al implantarse el sistema de transporte
continuo en las explotaciones de lignito pardo en
Alemania , primero en las máquinas de extracción y
vertido, rotopalas, puentes transportadores y apiladores,
y después como elemento de transporte a media y larga
distancia en sustitución de los vagones de ferrocarril,
hecho que sucedió a principios de la década de los
años 50.
Los elevados tonelajes de materiales estériles y lignito
que precisaban ser transportados a distancias con siderables, obligaron al empleo de bandas con cables
de acero longitudinales, capaces de soportar las tensiones de trabajo necesarias.
Hay que indicar también que , a pa rtir de la década de
los años 80, en un esfuerzo por reducir los costes de
operación, se produjo una fue rte implantación de las
cintas transpo rtadoras en las grandes explotaciones
metálicas a cielo abie rto, donde hasta ese momento
habían dominado los volquetes de gran capacidad.
2.. Tipos de unidades
Las cintas constituyen un método continuo y económico
de transporte de grandes volúmenes de material.
Las principales ventajas de este sistema frente a los
volquetes son las siguientes:
La banda estaba formada por piezas de madera unidas
por una tela, que constituía la pa rte débil del sistema .
En 1885 Robins diseñó un alimentador de una machacadora a partir de una cinta transpo rtadora en artesa de
tres rodillos , concepción que ha sido utilizada hasta
nuestros días. El mérito de Robins no se limitó a la
invención de la a rtesa de tres rodillos, sino que además
fue el p ri mero en disponer de un revestimiento de goma
sobre la urdimbre de la banda, lo que permitió alcanzar
una duración elevada de ésta, haciendo posible la
utilización del transpo rtador de banda para la manipulación continua de materiales a granel .
La utilización del motor eléctrico para el accionamiento
de la cinta popularizó su empleo en todas aquellas
indust ri as en cuyos procesos se presentaba el problema de la manipulación de materiales a granel : explo-
taciones mineras , instalaciones po rtuarias , fábricas de
- El coste de operación y mantenimiento es menor
que para los volquetes, requiere mano de obra
menos especializada y una plantilla más reducida.
- El transpo rte con volquetes es más sensible a la
inflación que el sistema de cintas, estimándose un
incremento del coste anual hasta el año 2000 del
orden del 2% para las cintas y del 7% para los
volquetes.
- Las cintas tienen una mayor eficiencia energética,
del orden del 75% frente al 45% de los volquetes.
Esta diferencia se acentúa aún más al aumentar el
desnivel en el pe rfil de transpo rte.
- La energía consumida en las cintas es eléctrica en
lugar de gas-oil.
cemento . etc. Se produjo así un paulatino aumento de
la longitud y caudal transpo rtado , gracias a la mejora
de la tecnología de la banda de goma con núcleo textil.
- La capacidad de transpo rte es independiente de la
distancia.
El periodo de reconstrucción y desarrollo industrial que
siguió a la Segunda Guerra Mundial promovió un fue rte
- Se reducen las longitudes de transporte, ya que
frente a una inclinación media remontable del 33%
para las cintas, los volquetes presentan un 8% y el
283
ferrocarril ur, 2%. Además, al suprimir algunas
rampas dr, transporte, los taludes pueden ser más
escarpad,,,, lo que significa una mejora del ratio
- En el caso de varias unidades en serie se tiene una
disponibilidad del conjunto pequeña, por lo que se
precisa una cobertura elevada.
- El coste ,10, r;onstrucción
mantenimiento de las
pistas di'nuru,
y
anchura, longitud e
intensidad rl�, cecú ac¡dn.menor
En lo relativo a los tipos de unidades, las cintas se
movilidad del conjunto en tres
clasificarupos:r según la
glandes
medio en l;r. 'explotaciones a cielo abierto.
- El proce:,,, r1,; extracción se transforma de inter-
mitente (ir, ,',rtlinuo en el interior de la explotación.
1.
- La vida u1)",r:,tiva del sistema de cintas es mayor
que la d., li,•. volquetes.
- La operan/,,, ,,s menos sensible a las inclemencias
Cintas fijas o estacionarias
Este es el grupo más popular y de uso más generalizado
dentro de las explotaciones e incluso en las plantas de
tratamiento, parques de homogeneización, etc.
climatológu..,•,
-
Las condt,,,,,r,r;s ambientales son mejores por la
menor emr,,r,r, de ruidos y polvo .
- El procese 1,roductivo puede ser racionalizado y
automatjz;,,l,,, lo que facilita su supervisión.
2. Cintas ripables o semimóviles
- El sistema 41-- válido desde pequeñas capacidades
Son aquellas que permiten desplazamientos frecuentes
mediante equipos auxiliares, de forma que desde cada
posición se explota un bloque o módulo de estéril o
mineral.
Por el contr;trl,,,
los principales inconvenientes del
sistema de rail<!,
:,on:
Se emplean mucho en minas de lignito pardo y cada
vez con mayor frecuencia en explotaciones donde se
implanta el sistema de trituración interior y transporte
con cintas.
(300 Vh) I,:, ;ta grandes niveles de producción
(23.00) t/h)
- Exige may„t,,.; inversiones iniciales.
- Poca ver;;,liudad
para aumentar o modificar la
producción, r„quiriendo por tanto una cuidadosa
planificaciot,
Estás cintas se estudian en el anexo de este capítulo,
si bien la mayoría de los componentes y todos los
métodos de cálculo y dimensionamiento son comunes
con las cintas convencionales.
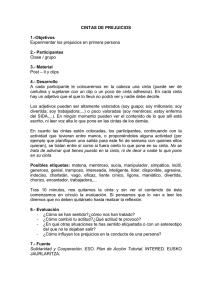
Figura 2.- Esquema de trabajo en una descubierta con cintas móviles sobre orugas.
284
{
3. Cintas móviles
Estas cintas disponen de una estructura metálica
semirrígida de módulos con distintas longitudes, generalmente de unos 25 m , que van montadas sobre
transportadores de orugas que apo rtan al sistema una
gran movilidad , Fig. 2. El accionamiento del mecanismo
de traslación se efectúa desde la cabina de control
situada en uno de los extremos y la alineación es
comúnmente automática con errores menores a 1 cm en
10 m.
Estos equipos tienen la ventaja de eliminar los tiempos
mue rt os de los ripados y constituyen un sistema idóneo
para el trabajo combinado con unidades de carga
continua .
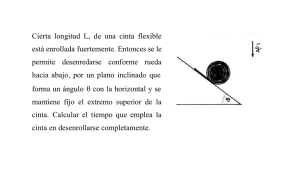
3. Características generales y de diseño
La configuración básica de una cinta transpo rtadora
puede representarse esquemáticamente según la Fig. 3 .
- Las estaciones de cabeza y cola , que disponen de
los tambores motrices ( 2), tambores de reenvío (3),
tambores de tensado ( 4) y (5) y tambores guía (6).
- El dispositivo de tensado de la banda (7).
- Los rodillos del ramal superior (8), del ramal inferior
(9) y amo rtiguadores o de impacto ( 10), que se
disponen en la zona de carga.
- La banda (11), con forma de a rt esa en el ramal
superior , para el transpo rte del producto.
- El grupo motriz (12).
El material a transpo rtar se carga a través de tolvas
(13) seguidas de unas guiaderas ( 14) para el centrado
de la carga . El producto se descarga por el tambor
delantero , en caída libre si se trata de un apilador o
disponiendo de un estrelladero (15) si se descarga
sobre otra cinta.
Además , se utilizan sistemas de limpieza en el tambor
de cabeza ( 16) y en la zona de cola (17).
El número y configuración de los grupos motrices debe
estudiarse en cada caso particular.
Los elementos constitutivos principales son:
Bastidores ( 1): Llevan las estaciones de rodillos
superiores e inferiores que soportan la banda . En
función del tipo y tamaño de la cinta esta estructura
puede ser rígida o flexible.
Las cintas permiten, dentro de ciertos límites, curvas en
el plano vertical , cóncavas y convexas . Asimismo,
aunque por el momento se encuentra en fase de
desarrollo es posible que su trazado incluya curvas en
el plano horizontal.
ALZADO
3
�- J.�
1!
A
77 ¡� 10
v
11
8
�
15
A a1
6
16
S
B
\
/'
JJ
f
11
SECCION A-A
PLANTA DE LA CABEZA MOTRIZ
Figura 3.- Elementos constitutivos de una cinta transpo rtadora . (Descripción en el texto).
285
3.1.
Bastidores
\
.
.
/
Los bastidores son estructuras metálicas que constituyen
el soporte de la banda transportadora y demás elementos de la instalación entre el punto de alimentación y el
de descarga del material. Se componen de los rodillos,
ramales superior e inferior, y de la propia estructura
soporte, Fig. 4.
En la Fig. 5 pueden verse diferentes configuraciones de
bastidores para cintas estacionarias.
Figura 4.- Componentes de un bastidor.
Figura 5 .- Diferentes tipos de bastidores de cintas estacionarias.
286
Rodillos
1.1.1. Estaciones superiores
3.1.3.
.a estación superior de rodillos tiene por objeto soportar
,I ramal superior de la banda cargada y en forma de
artesa, asegurando su desplazamiento en una trayectoria
)refijada.
En las cintas de gran longitud son una parte muy importante de la instalación, debido al gran número de
unidades que se precisan, y, por lo tanto, al coste de
las mismas, siendo objeto de control durante la construcción y, posteriormente, durante el funcionamiento, en
lo relativo a:
-os tipos de artesa, Fig. 6, y sus campos de aplicación
veden verse en la Tabla I.
-
Dimensiones y tolerancias.
- Desequilibrios.
- Esfuerzos de arriostramiento.
3.1.2.
Estaciones inferiores
-
_as estaciones inferiores de rodillos tienen como misión
soportar el retorno de la banda en vacío, asegurando el
desplazamiento según la trayectoria del trazado. Estas
estaciones están formadas por uno o dos rodillos.
Estanqueidad al polvo y al agua.
- Robustez o capacidad de carga.
En las Tablas II y III pueden verse las longitudes y
diámetros más habituales de los rodillos.
El espaciamiento de las estaciones de retorno es de 2,7
a 3 m.
Cuando se manipulan materiales arcillosos se utilizan
La separación entre rodillos se establece en función de
la anchura de banda y de la densidad del material
transportado, Tabla IV.
rodillos con discos de goma que aseguran una
mayor limpieza de la banda e impiden que se
recrezcan en diámetro, evitando los problemas derivados de ello.
Además de los rodillos convencionales existen algunos
con diseños especiales:
Figura 6.- Tipos diferentes de artesa.
TABLA
TIPO DE ARTESA
En "V"
En 3 secciones
1
APLICACIONES
Cintas de hasta 800 mm.
Angulos de 30°
Sistema más utilizado.
Los ángulos estándar son: 20° - 30° - 350 - 40° - 450
En 5 secciones
Se emplea con suspensión de guirnalda en la zona de carga.
El ángulo depende de la distribución de carga, rigidez y tensión de la
banda: 25° - 55° ó 30° - 60°
287
TABLA II
Longitudes estándar de tubo de los rodillos
ANCHURA DE BANDA (mm)
DISEÑO DE
ESTACION O
ARTESA
300
400
500
600
650
800 1.000 1.200 1.400 1.600 1.800 2.000 2.200 2.400 2.600 2.800 3.000 3.200
LISAS
380
500
600
700
750
950
EN "V"
200
250
315
340
380
465
600
700
800
900
160
200
250
250
315
380
465
530
600
670
750
800
900
950
EN TERNA 1,
200
250
315
380
465
530
600
640
670
700
12
380
465
550
600
670
700
800
900
1
165
205
250
290
340
380
420
460
EN TERNA
1.150 1.400 1.600 1.800 2.000 2.200 2.500 2.800
1.000 1.100 1.250 1.400 1.500 1.600 1.700 1.800
1.050 1.120 1.150
800
1.000 1.100 1.150 1.150 1.250
EN 5 SECCIONES
900
900
500
540
580
640
670
Fuente : CONTINENTAL
TABLA
III
Diámetros estándar de los rodillos (mm)
Rodillos portantes
88,9
108
133
159
193,7
Rodillos de impactos
156
180
215
250
290
180
215
250
290
Rodillos de discos de retorno
120
133
150
Fuente : CONTINENTAL
TABLA
IV
DENSIDAD DEL MATERIAL
288
2,0 - 2,8 Vm3
ANCHURA DE BANDA
< 1,2 Um3
1,2 - 2,0 Vm3
400 - 600 mm
1.680 mm
1.500 mm
1.350 mm
600 - 900 mm
1.500 mm
1.350 mm
1.200 mm
1.200 - 1.500 mm
1.200 mm
900 mm
900 mm
Rodillos de impacto, recubiertos de discos de goma
para absorber los golpes provocados por la caída de
- Rodillos de retorno con discos de goma, Fig. 8. Se
utilizan en las estaciones inferiores.
bloques en las tolvas de recepción, Fig. 7.
M
r
c
�
T
r
�o
I
E
o
Figura 8.- Rodillos de retorno.
Figura 7.- Rodillos de impacto
- Rodillos de alineación, Fig. 9. Sirven para alinear la
banda dentro de la propia instalación
G
E
00
00
0
0 0
0
0 0
C
------------------------
-
D
Figura 9.- Rodillos de alineación.
3.1.4. Sopo rtes de los rodillos
B. Sopo rtes flexibles
Estos dispositivos pueden ser rígidos o flexibles, estos
últimos también llamados en guirnalda.
Los rodillos se unen unos a otros formando unas
guirnaldas. Fig. 11.
A. Soportes rígidos
Son autoportantes y de una gran rigidez. Su fijación en
la estructura permite regular la perpendicularidad de las
estaciones con respecto a la banda, Fig. 10.
Figura 11.- Soporte en guirnalda.
3.2. Cabezas motrices
Los elementos constitutivos de una cabeza motriz son
Figura 10- Tipos de soportes rígidos.
los representados en la Fig. 12.
289
}
}
[�
S
7
bandas menos resistentes como se demostrará más
adelante.
9
g
N,
N,
2
EJE DE LA C IN TA
!
+
r
N,
_
EJE DEL SE GUNDO
GRUPO MOTRIZ
rt
1. Tambor de accionamiento con su eje.
2.Cojinetes.
3.Acoplamiento de baja velocidad.
4.Reductor.
N�
+
N'
+
S.Mecanismo antirretorno.
6.Acoplamiento de alta velocidad.
7. Freno.
8.Acoplamiento hidráulico.
-�
+
+
+
9. Motor
NT
N
Figura 12.- Componentes de una cabeza motriz.
Figura 14.- Accionamientos en cabeza y cola , simples y múltiples.
Los tipos de accionamientos pueden ser simples o
múltiples , también llamados en tandem , tal como se
esquematizan en la Fig. 13.
3.2.1. Tambores
El diámetro mínimo admisible del tambor está relacionado con la necesidad de obtener una vida útil de la
banda adecuada , así como de sus propias uniones. La
71-C-i
consideración básica a tener en cuenta es que la vida
en servicio de las uniones debe intentarse que sea igual
a la de la propia banda.
T°wm MOT*Z
En el caso de cintas sometidas a fue rtes desgastes con
uniones mecánicas rápidas , pueden usarse tambores
de accionamiento más pequeños.
--4
+
Existen tres tipos de tambores , Fig. 15:
NT AM wa M °Tm Z
- Tambores tipo A : Tambores motrices en la zona
de alta tensión de la banda, con ángulo abrazado
mayor de 30° (Tambores motrices).
- Tambores tipo B : Tambores en zona de baja
tensión con ángulo abrazado mayor de 30°. (Tambores de cola).
Figura 13.- Accionamientos múltiples en cabeza.
Existen configuraciones con accionamientos en cabeza
- Tambores tipo C : Tambores con ángulo abrazado
menor de 30° (Tambores de guiado o desvío).
y cola simultáneamente , pudiendo ser de igual forma
simples o múltiples , Fig. 14. Se entiende por cabeza la
zona de descarga del material por la banda, y por cola
la zona opuesta donde dicho material se recepciona
vie rte para su transpo rte.
El diámetro de los tambores depende esencialmente del
espesor de los elementos resistentes de la banda a
utilizar . En los tambores es donde se va a someter a la
banda a las mayores tensiones . Esta dimensión puede
tambor de
determinarse , para los tambores tipo A, por la siguiente
expresión:
Cuando
se
dispone
de
más de un
accionamiento , se disminuyen las tensiones de se rvicio
en la banda y, por consiguiente, se pueden utilizar
�Qn
l), >
SZ . C„
!
consiguiente, deben ser construidos con un diseño
robusto.
donde :
S. = Espesor de los elementos resistentes de la banda
(Ver en catálogo correspondiente).
C,
1
= Factor multiplicador (Tabla V).
+
I
+
I
I
B
C
C
�
B
B
B
A
1
A
1
I
A
A
I
I
Figura 16.- Tipos de tambores.
En la mayoría de los casos se adoptan dos concepciones con eje transversal:
+
+
i
B
A
C
Figura 15.- Tipos de tambores
y
su
I
B
- Construcción soldada y fijación con chaveta. Esta
fijación es de tipo tangencial , que es preferible a la
clásica para los tambores mayores.
A
disposición.
-
discos de acero fundido , cilindro
soldado y unido al eje transversal por medio de
Construcción con
anillos expansibles.
TABLA V
Un tercer diseño consiste en la:
CI
TIPO DE BANDA
60
90
Algodón ( B)
Poliamida ( P)
80 - 105
Poliéster (E)
145
Alma de acero ( St)
El valor obtenido se redondea por exceso hasta alcanzar un diámetro estándar. Los diámetros de los tam -
bores del tipo B y C se determinan dentro de la misma
categoría , Tabla VI.
En el supuesto de trabajar con tensiones en la banda
inferiores a la resistencia máxima, éstas podrán disminuir ligeramente el diámetro de los tambores en una
o dos categorías , según la tabla anterior.
- Construcción con discos mecano - soldados o en
acero fundido , cilindro soldado y ensamblado con
abraz aderas a dos cubos de ruedas sobre el eje
transversal, o sobre dos extremos del eje (eje no
transversal).
Los tambores de accionamiento suelen revestirse de
goma de elevada dureza. Este revestimiento puede
efectuarse por sectores para permitir su recambio sin
desmontar el tambor completo y disponer o no de ranuras, Fig. 17.
También existen tambores construidos mediante aletas
colocadas diametralmente y a lo largo de generatrices
del eje y cuyas aristas exteriores son más anchas o se
construyen con listones de goma endurecida.
En lo relativo a la construcción de los tambores existen
distintos tipos, Fig. 16.
3 , 2.2.
Los tambores de accionamiento y, eventualmente , los de
retorno deben sopo rtar esfue rzos muy impo rtantes y, por
Se emplean dos tipos de reductores en las cintas de
gran potencia:
Reductores
291
TABLA VI
Diámetros de los tambores (mm)
TIPO DE TAMBOR
CATEGORIA
A
B
C
1
2
3
4
100
125
160
200
100
125
160
100
125
5
6
7
8
250
315
400
500
200
250
315
400
160
200
250
315
9
10
11
12
630
800
1.000
1.250
500
630
800
1.000
400
500
630
800
13
14
15
16
1.400
1.600
1.800
2.000
1.250
1.250
1.400
1.600
1.000
1.000
1.250
1.250
Fuente: CONTINENTAL
Esta disposición presenta la ventaja de precisar un
espacio reducido, suprimiendo la alineación entre
tambor y reductor. El inconveniente que plantea es
el de tener que desmontar el conjunto cuando se
tiene que sustituir el tambor.
ARBOL DE
Este tipo de reductores se instalan habitualmente
en las cintas ripables y de interior.
ACCIONAMIENTO
LA
GOMA DE
REVESTIMIENTO
Reductores
utilizados en
en reducción
espacio más
BEANDA DE
8-10
30-50
1
2r
30o
SECCION A- B
Figura
17.-
Esta disposición con acoplamiento de dientes mecanizados permite, mediante el desacoplamiento, la
intervención rápida sobre un grupo y la marcha a
bajo régimen del otro grupo, en el caso de un
tambor motriz con grupos dobles de accionamiento.
TAMBOR
3.2.3. Acoplamientos
Tambor revestido.
Reductores suspendidos . Son de montaje flotante
con eje de salida y acoplamientos de distintos tipos
con el tambor de accionamiento, Fig. 18.
292
clásicos : Estos reductores son los
las grandes instalaciones. La variante
planetaria presenta la ventaja de un
reducido.
Entre el motor eléctrico (normalmente de rotor en cortocircuito) y el reductor se dispone de un acoplamiento
hidráulico que sirve para amortiguar las vibraciones y
sobrecargas, y asegurar un arranque progresivo.
t
3.2.4.
Frenos y mecanismos antirretorno
Los frenos más utilizados son los de disco , situados en
el eje del reductor. En algunos casos , generalmente en
cintas descendentes , se montan en el eje del tambor.
Las fases de frenado se modulan con la carga y
deceleración del transpo rtador.
¡
En las cintas en pendiente , además del freno, se
dispone de un sistema antirretorno en el reductor.
En las grandes cintas horizontales el frenado en cabeza
puede ser insuficiente , por lo que una solución adoptada
consiste en colocar un freno de disco sobre el tambor
de retorno.
r.�---�
3.2.5.
I
Dispositivos de tensado
Los dispositivos de tensado si rven para conseguir los
siguientes objetivos:
--f
Mantener la tensión adecuada en el ramal de
retorno durante el arranque y, cuando se producen
variaciones de carga , para asegurar un funcionamiento correcto de la banda.
Acomodar las variaciones de la longitud de la banda
debido a las dilataciones de la misma.
1-
_-
-- _-�
I
- Proporcionar un almacenamiento de banda, que
puede utilizarse cuando se varía su longitud debido a
un daño o a la necesidad de efectuar un empalme.
- Proporcionar un grado de tolerancia en la longitud
de la banda instalada.
Figura 18 .- Tipos de unión Reductor- Tambor.
m
Se utilizan generalmente dos sistemas : el de tensado
automático y el de tensado fijo.
A. Tensado automático
El sistema de tensión automática actúa proporcionando
esfue rzos de tensión en función de la situación de la
banda, de forma que el tambor de tensado se desplaza
m
siguiendo los alargamientos elásticos y permanentes de
la banda.
Normalmente, se emplea un sistema por contrapeso que
permite responder instantáneamente a las fluctuaciones
de tensión.
0
El tensado automático por cabrestante eléctrico se utiliza
con un ajuste entre dos niveles de tensión y, a veces,
con un nivel de tensión para el arranque. Los valores de
medida se controlan mediante un dinamómetro.
B. Tensado fijo
Con la cinta en marcha, el tambor de tensado se
bloquea y no responde a los alargamientos de la banda.
Se dispone de un reglaje de esta tensión a inte rvalos
regulares.
•
•
•
Figura 19 .- Dispositivos anti rretorno y trenado .
La tensión se consigue mediante el accionamiento de un
cabrestante eléctrico y un sistema de medida que
controla el valor mínimo de la tensión.
293
Este dispositivo se emplea en las cintas ripables .
Presenta la ventaja de poder frenar todos los grupos en
su potencia nominal , pero presenta el inconveniente de
sobrecargas de algunos tambores , dado que la suma de
sea fija o ripable , ya que a veces , por estandarización
o bien por las características del terreno donde vaya
situada la cabeza motriz , una cinta fija puede ir provista
de pontón.
tensiones es constante.
1. TENSADO FIJO POR HUSILLOS
2. TENSADO MOVIL ( CON ESFUERZO DE TENSION CONSTANTE ) CON
CONTRAPESOS
El pontón es un elemento muy robusto ya que va a ser
ripado y no debe ser deformable . Su construcción y
forma depende del sistema que se vaya a utilizar para
su traslado . Existen a este respecto los pies de traslación y los carros de orugas. Los primeros se colocan
a los lados del pontón , en número que depende de su
potencia y del peso de la estación , y que, a base de
movimientos horizontales y ve rticales de unos cilindros
hidráulicos van trasladándola . Los carros de orugas se
introducen debajo de la estación motriz en su pa rte
central y la levantan para efectuar su traslado.
La supe rficie de apoyo de los pontones, y lógicamente
su peso , dependerá de la presión específica sobre el
terreno que se desee alcanzar.
El resto de la estructura de la pa rte central de la
estación motriz será más o menos compleja en función
del número de tambores motrices que se coloquen.
Para que el cabezal de la estación motriz permita la
3. TENSADO AUTOMATICO ( CON ESFUERZO DE TENSION AJUSTABLE ) POR
TAMBORES DE TENSADO CONTROLABLES
Figura 20 .- Sistemas de tensado de la banda .
3.2.6.
Configuración de una cabeza motriz
La configuración general de una cabeza motriz en una
de gran capacidad incluye las siguientes partes :
Estructura de elevación de la banda desde el nivel
de trabajo de los bastidores de la cinta .
- Estructura central de la estación motriz que soporta
los diferentes tambores motrices y de tensado, así
como la cabeza de entrega, que va apoyada sobre
fundaciones de hormigón o sobre pontón .
- Estructura superior de sustentación de los armarios
eléctricos.
adaptación a diferentes condiciones de material, su
estructura central suele hacerse articulada en su parte
trasera con la posibilidad de bulonarla a diferentes
alturas en su parte delantera, operación ésta para la
que se necesitan unos potentes gatos hidráulicos.
La estructura necesaria para sustentar la parte eléctrica
es la colocada más arriba en la estación motriz . Se trata
de una plataforma para atornillar los armarios que llevan
el aparillaje,
je , por ejemplo a 6 kV y 380 V, y que van
distribuidos a los lados dejando un pasillo central.
Normalmente, en la pa rte alta de los armarios se
colocan las resistencias de arranque de los motores de
los accionamientos.
3.3.
Bandas
Una banda está formada, básicamente, por los siguientes elementos : la carcasa y la goma de recubrimiento,
Fig. 21.
- Accionamientos principales y de tensado.
La primera de las pa rtes citadas es básicamente un
puente de cinta apoyado en dos puntos : el más próximo
al resto de bastidores , sobre una fundación de hormigón
3.3 . 1. Carcasa
o sobre un pontón pequeño , dependiendo de que la
cinta sea fija o móvil, y el otro en la propia estación
motriz en una cinta ripable con apoyo del puente de
Los materiales que sirven para construir la armadura o
carcasa deben responder a las siguientes exigencias:
entrada sobre el resto de dicha estación , que es de tipo
rótula para permitir movimientos relativos durante el
ripado.
- Alta resistencia con espesores de carcasa reducidos.
- Resistencia a los agentes exteriores : humedad,
temperatura, productos químicos.
La parte central de la estación motriz tiene también,
como elementos de apoyo , zapatas de hormigón o
pontón . Su elección no depende sólo de que la cinta
294
- Estabilidad dimensional compatible con las grandes
longitudes que se requieren.
+r�
j��ti
i
sn
'�
..J,.
{ !p n
✓_L��i•..��� !abr.-'
-
. .
Foto l.- Dispositivo de tensado en la cabeza motriz de una cinta transportadora.
madura longitudinal. Por el contrario, la resistencia a los
choques y al desgarre longitudinal hacen que sea
utilizada como armadura transversal.
B. Poliester
GOMA ENTRETELAS
ESPESOR ce
FIBRAS LONGITUDINALES
LA TELA
V
Esta fibra constituye el material textil más utilizado en la
fabricación de bandas.
FIBRAS TRANSVERSALES
Las cualidades
c4RCASA
`U,MMIENTp
�RroR
�
;
•
principales son:
Tenacidad elevada.
- Alargamiento moderado.
Buena estabilidad dimensional.
a�IM IEMTO
NveER
- Insensible a la humedad.
- Buena resistencia a los agentes exteriores, tanto
mecánica como físico-química.
Figura 21.- Detalle de construcción de una banda.
Las limitaciones de las bandas textiles son:
Los materiales de armadura para la ejecución de la
carcasa son los que se describen a continuación:
A. Poliamida
El alargamiento de esta fibra es muy importante, lo que
supone un impedimento para su utilizat;lon como ar-
- Las resistencias a la rotura son menores que las de
las bandas de cables de acero.
- Los alargamientos son muy superiores, por lo que
pueden aparecer problemas durante el tensado de
la banda.
295
C. Cables de acero
MATERIAL A TRANSPORTAR
MATERIAL FINO
.
Se puede decir que el desarrollo de las grandes cintas
transportadoras ha estado ligado a la utilización de los
cables de acero en la constitución de la carcasa.
CARBON
ARENAS
URA TRITURADA
ROCA BLANDA
Las ventajas de su utilización son:
A SIN TRITURAR
-
Resistencias muy elevadas, hasta de 10.000 N/mm.
- Pequeñas diferencias en el alargamiento durante los
diferentes regímenes de marcha.
-
Estabilidad dimensional elevada.
Las dos últimas propiedades permiten mantener las
tensiones adecuadas en las cintas de gran longitud.
Otras cualidades de las bandas metálicas son:
ANCHURA DE CINTA (mm)
30
É 28
26
-
2600
2400
2200
2000
1800
1600
1400
° 24
W 22
120
; 18
16
W la
12
- Buena adherencia entre la goma y el acero, protegiendo este último contra la oxidación y mejorando
su resistencia a la fatiga.
3200
3000
2800
1
1200
1000
ii 8
w 6
a
- Insensibilidad a las variaciones térmicas.
Buena resistencia a los choques producidos en los
puntos de carga.
- Cuando se dispone de una armadura de cables en
disposición transversal se reduce de manera significativa el riesgo de penetración de cuerpos
extraños, así como el rasgado longitudinal.
REWBRIMIENTOS
Figura 23.- Recubrimientos de goma en las bandas de cables.
3.3 .3.
Uniones
Las bandas se terminan de confeccionar en el punto de
utilización mediante la unión de tramos de longitudes
estándar. Igualmente, cuando se produce la rotura de
una sección es necesario reponer ésta.
Los procedimientos de unión de las bandas más empleados son: el vulcanizado y la unión mecánica rápida.
.'<
A. Vulcanizado
Las ventajas que presenta este sistema son:
Aporta una resistencia elevada.
CABLES
DE
ACERO
CAPA ADHESIVA
Figura 22 - Banda de cables de acero .
- La vida del empalme, si se realiza en buenas
condiciones, es similar a la de la banda.
- La limpieza de la banda no constituye ningún
problema.
3.3.2.
Recubrimientos
Los recubrimientos de goma sirven para unir los ele-
mentos constitutivos de la carcasa y constan de dos
partes, la superior y la inferior.
La goma está formada por butadieno, estireno y coque
de petróleo. El producto que se consigue tiene una alta
resistencia al desgaste.
El espesor del recubrimiento de la carcasa es función
del tipo de aplicación de la banda y de la anchura de
ésta, Fig. 23.
296
Los inconvenientes principales son:
- Mayor duración en la ejecución del empalme.
- Mayor coste.
- Mayores necesidades-en el sistema de tensado de
la banda.
En las bandas de alma de acero, las longitudes de
solape para efectuar las uniones mediante vulcanizado
se calculan con los valores de la Tabla VII.
TABLA
TIPO
St
St
St
St
800
1000
1120
1250
1400
1600
1800
2000
2250
- Posibilidad de producir problemas en el transporte
de material fino y con materiales calientes.
LONGITUD DE
SOLAPE (mm)
1:I
550
+0 3 . B`
550
'
1:1
St 500
St 630
St
St
St
St
St
VII
650
700
750 + 0,3 . B
1.100
1.100
900
1.200
+ 0,3 . B
1.200
1.200
St 2500
1.500
St 2800
1.700
+ 0,3 . B
St 3150
1.800
St 3500
2.550
St 4000
2.700 + 0,3 . B
St 4500
St 5000
Determinada según las
condiciones específicas
+ 0,3 . B
St 5600
St 6300
St 7100
j:1
1:i
l;l
1 I
i:1
1;I
I
1.1
1
1:I
1' I
l:l
1'i
1:1
Figura 24.- Unión mecánica rápida.
3.4. Equipos eléctricos
Los equipos eléctricos utilizados en las cintas se pueden
clasificar en:
- Equipos motrices y/o de potencia, que aseguran el
movimiento y las acciones secundarias necesarias.
- Equipos de automatismo y de vigilancia, equipos de
comunicación, y
- Equipos de servicios: alumbrado, polipastos, etc.
B = Anchura de banda (mm).
3.4.1.
B.
Unión mecánica rápida
Dimensionamiento
El equipo de potencia se determina en función de los
siguientes factores.
Se llevan a cabo con diferentes sistemas, por ejemplo
las grapas , en aquellas bandas no sometidas a elevados esfuerzos de tracción.
A. Condiciones mecánicas exigidas en el eje de los
motores
Las ventajas más significativas son:
- Velocidad.
Rapidez de ejecución.
Menor coste.
Menos problemas con el tensado.
•
Por el contrario, los inconvenientes que plantean son:
- Menor resistencia.
- Posibles problemas de deterioro de la carcasa por
efecto de la humedad.
- Superficie rugosa, con lo que se presentan problemas de limpieza de la banda.
- Par estático o resistencia al accionamiento y sus
variaciones.
- Par muerto debido a las resistencias pasivas y sus
variaciones.
- Momento de inercia de las partes móviles y sus
variaciones.
- Pár motor máximo necesario y admisible en reposo,
durante el arranque y parada.
- Aceleración y deceleración máxima.
- Potencia media, máxima y eficaz.
297
B. Régimen de funcionamiento
- Tipo de servicio.
- Factor de marcha.
como puede verse esquemáticamente en la Fig. 25,
donde se indican, para cada tipo de banda, el ángulo,
la velocidad recomendada y la granulometría más aconsejable.
- Variación de la carga.
- Número de arranques por hora.
6
C.
Condiciones ambientales
�4c�oti
4
- Polvo, humedad, corrosión, explosividad.
500 e7°
-
300
zoo
to0
Zq
60°
Temperatura ambiente máxima, mínima, exposición
solar.
- Vibraciones inducidas.
3
45
0
2
35°
6
4
3.5.
2
Productividad de una cinta
20°
0 87,
Las características a tener en cuenta son:
- Densidad del material suelto (Vm3).
- Angulo de reposo dinámico (grados).
- Pendiente máxima remontable (grados).
- Grado de alteración del material por efectos mecánicos, químicos y temperatura.
Los valores de los materiales más comunes pueden
verse en la Tabla VIII.
El ángulo de reposo dinámico es, en general, menor
que el ángulo de inclinación natural del material transportado y depende del tipo de material, de la velocidad
de la cinta, del diseño del punto de alimentación, y de
la pendiente de la instalación.
0 120014001
100 300 500
TAMAÑO MÁXIMO DEL
MATERIAL A TRANSPORTAR
(mm.)
Figura
Las propiedades físico-químicas del material a ser
transportado tienen una gran importancia cuando se
selecciona y se diseña una cinta.
2 4 6 8
VELOCIDAD
DE LA CINTA ( mu)
- La geometría de la cinta y las condiciones de
trabajo.
Propiedades del material
ÁÑ %CNTA
0
- Las propiedades del material.
3.5.1.
1
°
2
60°
Los factores que influyen en la productividad de una
cinta son:
25.-
Tipos de bandas transportadoras segun la pendiente
de trabajo de las mismas.
Los caudales horarios que son capaces de transportar las cintas disminuyen con la inclinación. Los
coeficientes de reducción "K" pueden deducirse de la
Tabla IX.
3.5.3.
Velocidad de transporte
La velocidad de las cintas tiene una influencia decisiva
sobre el diseño y elección de la banda, Tabla X.
En general, el diseño más económico se alcanza
con las mayores velocidades. El límite impuesto
es debido al tipo y naturaleza del material,
Tabla XI.
El aumento de la velocidad de la cinta produce un
incremento en la capacidad de transporte para una
banda dada; pudiendo seleccionarse entonces una
menor anchura o un menor ángulo de artesa del
ramal superior. Consecuentemente, esta reducción en
los esfuerzos de accionamiento puede ayudar a
disminuir el tamaño de los elementos constitutivos de
las cintas.
3.5.2. Inclinación de la cinta
El transporte de materiales a granel se ve limitado por
el ángulo máximo que impide remontar la pendiente y
que, en función de las características del material, oscila
Los inconvenientes de las velocidades elevadas son:
desgastes de las bandas, especialmente en cintas
cortas, posibilidad de dañar el material transportado y
mayores potencias de accionamiento.
entre 150 y 20°. No obstante, para conseguir mayores
inclinaciones se dispone de tipos de banda especiales
Como guía de selección se adjunta la Tabla XII.
298
TABLA VIII
Propiedades de los materiales a transportar
MATERIAL
Cenizas húmedas
Cenizas secas
Sulfato amónico
Bauxita fina
Bauxita triturada
Escorias de fundición
Efectos posibles
Densidad Angulo de Pendiente máx.
reposo
de transpo rte
Mecánico Químico Temp.
(8)
(°)
(Vm3)
0,9
15
18
0,65-0,75
0,75-0,95
16
22
+
1,9-2,0
1,2-1,4
1,2-1,4
18
18-20
18
+
++
++
Arcilla
Carbón
Carbón fino
Clínker
Coque
Hormigón húmedo
Minerales de cobre
Roca triturada
1,8
0,75-0,85
0,8-0,9
1,2-1,5
0,45-0,6
1,8-2,4
1,9-2,4
1,5-1,8
Feldespato triturado
1,6
15-18
18
10
10-15
15
0-5
15
10-15
18-20
18
18-20
18
17-18
16-22
18
16-20
++
++
++
++
++
18
++
20
12-15
20
20
18-20
23
18
++
++
15
18
Mineral de hierro
1,7-2,5
15
18
Pellets de hierro
2,5-3,0
12
15
Briquetas de lignito
Caliza triturada
Lignito seco
Lignito húmedo
0,7-0,85
1,3-1,6
0,5-0,9
0,9
15
15
15
15-20
12-13
16-18
15-17
18-20
Mineral de manganeso
2,0-2,2
15
18-22
++
Fosfato fino
Fosfato triturado
Potasa
Turba
2,0
1,2-1,4
1,1-1,6
0,4-0,6
12-15
15
15
18
18-20
18
16
+
++
+
15
+
+
2,0-2,4
1,5-2,5
0,5
1,5-1,6
1,8
0,95-1,0
1,35
Arenas y gravas húmedas
Arenas y gravas lavadas
Grafito en polvo
Granito triturado
Gravas sin clasificar
Yeso en polvo
Yeso triturado
++
++
++
+
i
+
299
-------------------
TABLA IX
Valores de "K" según el ángulo de la cinta
ANGULO DE LA CINTA
ASCENDENTE/DESCENDENTE
(Grados)
COEFICIENTE DE REDUCCION (K)
2
1,00
4
0,99
6
0,98
8
0,97
10
0,95
12
0,93
14
0,91
16
0,89
18
0,85
20
0,81
21
0,78
22
0,76
23
0,73
24
0,71
25
0,68
26
0,66
27
0,64
28
0,61
29
0,59
30
0,56
TABLA
X
APLICACIONES
Casos especiales
VELOCIDAD DE LA CINTA (m/s)
0,5
Caudales pequeños de material que deben protegerse
(cinta de coque)
0,5 - 1,5
Aplicaciones estándar (canteras de grava)
1,5 - 3,5
Flujos elevados a grandes distancias (minería a cielo abierto)
3,5 - 6,5
Aplicaciones especiales. Apiladores
300
6,5 y mayores
{
TABLA
XI
VELOCIDAD
TIPOS DE MATERIAL
• Fuertemente abrasivo
• Fino y ligero
•
Velocidad pequeña
Frágil
• Granulometría gruesa, densidad elevada
•
Poco abrasivo
•
Densidad media
Velocidad alta
• Granulometría media
gt
TABLA
TIPOS DE MATERIAL
7
2
3
4
XII
5
6
7
APLICACION
Carbón (fino)
Centrales térmicas
Cenizas volantes
Clínker de cemento
Plantas de cemento
Coque
Siderurgias
Sal fina
Industria de la potasa
Sal residual
Arenas y gravas
Minas y canteras
Cemento, cal
Caliza (triturada)
Cereales
Plantas de cemento
Carbón (triturado)
Plantas subterráneas
Centrales térmicas
Industria del cemento
Silos de cereales
Minerales
Instalaciones de carga
Carbón
Parques de mineral
Sal triturada
Bauxita
Fosfato
Sistemas de transporte
a grandes distancias
Lignito
Estériles
Concentrado de fosfato
Extracción de materiales
a granel
Minas a cielo abierto
Velocidad de la cinta
E
1
2
3
4
5
6
7
m/s
Velocidades de las cintas
de las series estándar
1
1
1
1
Velocidades de
Velocidades de
transporte estándar
transpo rte posibles
ini
3.5.4.
- Producción horaria, y
Anchura
Las anchuras de banda se encuentran estandarizadas,
al igual que los rodillos y otros elementos constructivos
de las cintas, Tabla XIII.
La anchura de banda se ve condicionada por los
siguientes factores:
material.
- Granulometría del
En función de la granulometría máxima del material se
puede determinar la anchura de banda más adecuada,
Tabla XIV.
TABLA XIII
300
400
500
600
650
ANCHURA DE
1.000
1.200
1.400
1.600
1.800
BANDA B (mm)
2.000
2.200
2.400
2.600
2.800
3.000
3.200
800
TABLA XIV
TAMAÑO MAXIMO DE BLOQUE
DIMENSION K (mm)
ANCHURA MINIMA
DE BANDA (mm)
100
400
150
500
200
650
300
800
400
1.000
500
1.200
550
1.400
650
1.600
700
1.800
800
2.000
Pero en la práctica, el tamaño máximo de los bloques
se suele limitar a los 400 mm, Fig. 26, pues de lo
contrarío, el número de averías y problemas operativos
sufrirían un fuerte incremento.
donde:
B
=
B, =
Anchura de la banda (m).
Anchura de la banda ocupada por el material (m)
0,9 B - 0,05 para B 5 2 m.
8 - 0,25 para B > 2 m.
É
8,1
oR�co
tE
W
o
X
a
= Longitud del rodillo central (m).
b
=
Longitud de trabajo de los rodillos laterales (m).
X
=
Angulo de artesa. Los ángulos utilizados son:
20=- 250- 30°- 35° - 400 - 450.
f3
=
Angulo de talud dinámico del material. Este se
determina en función del ángulo de reposo del
material según la Tabla XV.
PRACTICO
o
á
á
►-
o
$000
1500
ANCHURA DE BANDA (mm)
500
2000
TABLA
Figura 26.- Relaciones teoricas y practicas entre e, tatua no
máximo de los bloques y la anchura de las bandas.
XV
Angulo de reposo
3.5.5.
Capacidad de transporte
El caudal horario de material que es capaz de transportar una cinta se calcula con la expresión:
Q0(m'/h)=3600.S.v.K
5°
0° - 20°
10'
20° - 30°
20'
30° - 34°
25'
350 - 40°
30'
> 40°
Qm (t/h) = 3600 . S . v . K . p,
donde:
S = Area de la sección transversal de la carga (m2).
v
= Velocidad de transporte (m/s).
K
= Coeficiente de reducción según la inclinación de
la cinta.
p
= Densidad del material suelto (t/m3).
La sección "S" queda definida por las dimensiones
reflejadas en la Fig. 27.
En dicha sección se tiene una serie de áreas parciales
cuya suma es:
S = S, + S„ + 2 S,,,
S=a . b. sen X+b2 . sen k . cos X+0,067 (a + 2b. cos X)2,
II
Para agilizar los cálculos, las cantidades teóricas transportadas en cintas horizontales considerando una
velocidad de 1 m/s, según la anchura de banda y tipo
de artesa, se encuentran reflejadas en la Tabla XVI.
3.6.
Cálculo
miento
de
la
potencia
de
acciona-
El cálculo de las resistencias al movimiento que presentan las instalaciones de cintas constituidas por un solo
tramo de pendiente única , queda reducido al de las
resistencias por rozamiento de los órganos giratorios,
exclusivamente rodillos si se desprecian las que ofrecen
las poleas, y al que presentan los pesos propios de la
banda y el material transportado. A continuación, se
sigue la metodología propuesta por Firestone.
Si se considera la siguiente terminología:
•.- .- -----._ �
_-
Figura 27.- Sección transversal de una cinta con carga.
C
=
Coeficiente empírico.
f
=
Coeficiente de rodadura de los cojinetes de los
rodillos.
Po
Po =
= Peso del material transportado por metro lineal de
cinta.
Peso por metro de banda.
qnV
TABLA XVI
Banda en a rtesa
Ancho de
banda
(mm)
Banda
plana
(m'lh )
DIN 22107
(mm)
L,
rodillo
central
L,
L, = L2
Artesa 20°
( m'/h)
Artesa 20° A rtesa 25° A rtesa 30° A rtesa 35° A rtesa 40° Artesa 45°
(m'th)
(m'lh )
(m'lh)
(m'ih)
( m'Ih)
(m'/h)
(mm)
132
300
12
132
132
400
23
165
165
38
200
200
74
200
74
80
87
91
95
98
250
133
144
172
176
500
165
650
69
250
250
133
156
164
800
108
315
315
208
315
208
227
244
258
269
276
1.000
173
380
380
336
380
336
365
394
415
434
445
1.200
255
465
465
494
465
494
537
580
610
638
654
1.400
351
530
530
680
530
680
738
798
840
878
900
1.600
464
530
735
850
600
898
976
1.055
1.110
1.160
1.190
1.515
1.800
592
600
800
1.085
670
1.145
1.245
1.340
1.415
1.475
2.000
735
665
870
1.350
740
1.422
1.545
1.665
1.760
1.835
1.880
2.200
893
735
930
1.675
800
1.730
1.880
2.030
2.140
2.235
2.290
2.740
2.400
1.070
800
1.000
2.010
870
2.070
2.250
2.430
2.560
2.670
2.600
1.260
870
1.060
2.390
940
2.430
2.640
2.850
3.000
3.135
3.220
2.800
1.465
930
1.140
2.770
1.000
2.840
3.085
3.330
3.510
3.660
3.760
3.000
1.683
1.000
1.200
3.200
1.070
3.270
3.550
3.830
4.040
4.210
4.320
Fuente:
F
FIRESTONE
i'.
Ps =
Peso por metro de los órganos giratorios del
y las del ramal inferior por
ramal superior.
P, =
Peso por metro de los órganos giratorios del
ramal inferior.
F, = C . f . L . [Pa . cos 8 + P,j.
8 = Angulo de inclinación de la instalación
Las resistencias debidas a la componente del peso del
material paralela al plano inclinado de la instalación Son,
Fig. 28:
L = Longitud de transporte
H = Desnivel de transporte.
Las resistencias al rozamiento del ramal superior vienen
H
± Q . sen 8 = ± Po . L .
expresadas por:
FS=C.f.L.[(P,+P5)cos8+Psj,
= ± Po . H.
L
li
T1
L
8
T.
T2
T3
PO
cos8
(Po+P8)•cos1
Figura 28.- Esquema de pesos y tensiones en una cinta inclinada de un solo tramo.
304
H
Las resistencias debidas al peso propio de la banda no
hay que considerarlas por contrarrestarse las de ambos
transportado, introduciendo, por tanto, resistencias
adicionales.
ramales.
Así pues, la suma total de las resistencias a vencer, es
decir la fuerza tangencia) necesaria para el movimiento
de la banda será:
F=C.f.L.
Aceleración del material en el punto de carga.
Tiene mucha importancia para caudales mayores de
1.000 tlh y velocidades superiores a 2 m/s. Es fácil
determinar la potencia absorbida por este concepto.
(Po+2P8).cos8+PS+P,±H.PQ.
En la Fig. 29 se dan los valores de los coeficientes C
en función de la longitud de la banda.
A.
Coeficiente C
El coeficiente C que aparece en las fórmulas permite
calcular las fuerzas de rozamiento producidas por los
pesos de la banda y del material transportado.
2.0
1.g
Este coeficiente, cuyo valor se deduce empíricamente,
y que varía según la longitud de transporte, no tiene
w1 7
z
otro objetivo que el de compensar los errores que se
introducen en el cálculo de los rozamientos al no
conocer exactamente los valores de los coeficientes de
fricción reales en los rodillos, y a las variadas resistencias no localizadas que pueden aparecer a lo largo de
las bandas transportadoras y que no se tienen en
cuenta en un primer cálculo, que es el caso normal.
1.8
• 1
I
I
Lu 1.6
w 1.s
o
" 1.4
1.3
li
1.2
Por consiguiente, si en un cálculo detallado más preciso
se tienen en cuenta todas las resistencias localizadas y
se parte de coeficientes de rozamiento mucho más
ajustados a la realidad, se puede prescindir en aquél de
la introducción de dicho coeficiente.
1.1
1.0s
1.03
1.0
80100
Las resistencias localizadas más frecuentes se deben a:
- Flexión de la banda en su paso por los tambores . Según que el tambor sea de reenvío, de
tensión, que esté situado en el ramal tenso o flojo,
y en función del arco abrazado (150 a 2400), la
resistencia correspondiente oscila entre 18 y 25 kg.
Para tambores con arcos inferiores a 150°, se suele
tomar una resistencia de 14 kg.
Si las poleas ruedan sobre ejes de bronce o antifricción, los valores anteriores se duplican.
- Rascadores de limpieza . En la literatura técnica
también se dan los valores de las resistencias que
introducen estos dispositivos.
- Guías laterales de la banda . Dan lugar a resistencias elevadas por rozamiento, tanto que, a veces
puede superar el valor de la resistencia al avance
por rozamiento en rodillos de la propia banda
cargada.
- Dispositivos de centrado de la carga . Pueden
introducir resistencias. apreciables y que sean dignas
de considerar.
- Retención lateral del material a lo largo del
ramal cargado . Este sistema puede adoptarse, a
veces, como recurso para aumentar el caudal
200 300 500
1000 2000
5000
LONGITUD DE BANDA (m.)
Figura 29.- Valores del coeficiente C según las longitudes de
las cintas.
Se observa que el valor de C es muyY
para
bandas de pequeña longitud, decreciendo rápidamente
al aumentar ésta. Se debe a que en aquellas, general
mente de poca garantía en lo que concierne a perfección en su ejecución y a tener posibles resistencias
localizadas que no se tienen en cuenta, no hay más
remedio que aumentar indirectamente el coeficiente de
seguridad, a base de considerar longitudes ficticias de
cálculo, L' = CL, mucho mayores que las reales.
En cambio, para bandas de longitudes elevadas y, por
tanto, de mucho más compromiso y responsabilidad, se
parte del principio de que el grado de corrección de la
instalación y de su mantenimiento, dispositivos de
seguridad, etc., así como también el grado de acierto de
la elección de las bases de cálculo de la banda y de
tener en cuenta todas las resistencias localizadas que
se pueden valorar, son de suficiente garantía como para
arriesgar, en definitiva, una disminución del grado de
seguridad con que se acomete el diseño.
8. Coeficiente de rozamiento.
El valor del coeficiente de rozamiento, "f", varía bastante
según las condiciones de trabajo, es decir, según que
305
If�
Esto tiene mucha importancia en el arranque a plena
carga y en tiempo muy frío, por ejemplo, al iniciar la
jornada laboral en invierno.
la banda vaya cargada o descargada y también por condiciones de seguridad, como por ejemplo, en cintas
descendentes. Así, a tales efectos, conviene tomar para
éstas y con tramo cargado, un coeficiente menor que el
de una banda de iguales características que
ascendente u horizontal.
sea
La influencia del ramal superior o interior en el valor
del coeficiente de rozamiento se debe al tipo de
Si la temperatura ambiental es muy baja, por debajo de
-15°C, no resulta económico hacer el cálculo de la
banda para el valor resultante del coeficiente Af. Es más
lógico reducir el caudal en el arranque en tales condiciones.
carga que transporta aquél, por el tamaño de los
trozos mayores del material; asimismo depende del
ángulo de artesa y, principalmente, de la flecha de la
banda entre los rodillos, es decir, en este último caso
depende de la distancia entre éstos y de la tensión
media de la banda en ellos. En el ramal de retorno,
por ausencia de material y por la menor flecha de la
banda, el valor del coeficiente de rozamiento es
menor.
La influencia del ángulo de artesa en el coeficiente de
rozamiento puede alcanzar incluso a Af = 0,012, que,
sumado al incremento propio por cuestión de temperatura, puede llegar a dar valores totales para el coeficiente
de rozamiento de 0,031 a 0,032.
Aunque se habla del "coeficiente de rozamiento", en
realidad su significación es más amplia, puesto que,
es de f° = 0,018. El valor total es f = f° + E Al.
aparte de englobar el factor rozamiento en los ejes,
tiene también en cuenta la resistencia adicional al
movimiento de la banda que ofrecen el material y la
propia banda al flexar a su paso por los rodillos. En
Cuanto más desnivel haya en la elevación o
descenso del material, menos influencia tendrá en
el cálculo el error cometido al tomarse un cierto
valor para f.
Generalmente, el valor del coeficiente de rozamiento
"base" del cual se parte, añadiendo los incrementos
correspondientes para determinar el valor definitivo,
realidad se trata de un factor de rozamiento, y no un
"coeficiente" de rozamiento propiamente dicho.
La temperatura tiene mucha influencia en el valor del
coeficiente de rozamiento. Por ejemplo, según Kleber
Colombes, su aumento para una temperatura de T°C,
por debajo de 0°, es
áf = 2 x 105 T2
Para instalaciones de compromiso es conveniente
cometer como máximo un error en f de ± 0,001.
Los valores corrientes del coeficiente f, teniendo en
cuenta los roces no localizados son, para temperaturas
mayores que -5°C, según Kleber Colombes, los incluidos en la Tabla XVII.
TABLA XVII
Perfil
Tipo
Ramal retorno
Ramal superior
no cargado
Ramal
superior
cargado
40 kp
0,022
0,022
40 kp
0,022
0,025
Todos los valores de la
masa del material
0,025
0,030
Peso trozos mayores material
Horizontal
Fijo
0
ascendente
3.6.1.
Ripable y con
aparatos diversos
Pesos unitarios
El peso del material transportado por metro lineal de
cinta, puede calcularse a partir del caudal de material
previsto y velocidad de la banda.
P. (kg/m) =
a '"
3,6 . v
306
Por otro lado, en cuanto a los pesos de las bandas y
órganos giratorios de los rodillos portantes, si en los
primeros momentos no se dispone de un diseño detallado, pueden estimarse conjuntamente a partir de la
Tabla XVIII, según la robustez de la construcción de la
cinta.
Con relación a las bandas, el peso total por metro
lineal es igual a la suma del peso de la carcasa
TABLA
XVIII
300
400
500
650 800
Cinta ligera
8,5
15,0
18,5
22,5
30
37
54
63
81
106
118
128
140
161
180
200
Cinta estándar
10
16,5
21
25,5
35
52
77
89
130
154
192
207
242
256
302
345
Cinta robusta
13,0
18
24
28,5
40
67
100
115
179
202
266
287
344
371
425
490
Anchura de banda 8 (mm)
35000
1.000 1.200 1.400 1.600 1.800 2.000 2.200 2.400 2.600 3.000 3.200
donde:
i
5
h
2 30000
-
á 25000
--•
-
-
-
hits
-
s„ s2 =
Espesores de recubrimiento (mm)
Pa
Densidad del material de recubrimiento
(Aprox. 1,1 k/dm3 para operaciones estándar.)
-
20000
Así pues, disponiendo de ambos valores, se tendrá que:
15000
Pb
�
10000
soco
• B
donde:
I
'
l
0
(PZ + 0
2ml s
'
200
400
I
'
1
l
I
{mis
B = Ancho de banda (m).
1
800 1000 1200 1400 1600
600
PQ
(Kg/ni)
Figura 30.- Cálculo del peso del material por metro de banda.
más el eso de los recubrimientos. Ambos pueden
determinarse a partir de los catálogos proporcionados
por los fabricantes y, en su defecto, con la Fig. 31
para el primero y con la siguiente expresión para el
segundo:
Los pesos de los órganos giratorios del ramal superior
e inferior pueden estimarse en cada caso a pa rt ir de las
Tablas XIX y XX.
En el caso de las partes más robustas de una
cinta, como son las de alimentación, donde se dispone de rodillos especiales de impactos con un
espaciamiento entre ellos pequeño, los pesos de
estos órganos giratorios se pueden calcular con la
Tabla XXI.
Como el peso de los órganos giratorios está concentrado principalmente en los tubos de los rodillos, los
pesos se afectan normalmente de un coeficiente reductor de 0,9.
p, (kg/m) = pa (s, + s2)
7000
6000
3.6.2.
I
M Soco
J
41 4000
o
Potencia de accionamiento
Después de calcular la fuerza tangencia) en el tambor
motriz, la potencia de accionamiento del mismo se
calcula con las siguientes expresiones:
CARCASA CABLES ACERO,
t
a
Z 3000
F.v
W (CV) _
75
loor
2000
F.v
w
TEXTIL
CA1RCAU
1
1000
0
W (kW) _
5
to
15
20
25
30
100
35
40
PESO DE LA CARCASA W9/0)
Figura 31.- Pesos de la carcasa por unidad de superficie.
Para estimar la potencia total es preciso considerar un
coeficiente de eficiencia mecánica (11), cuyo valor es
función del sistema de accionamiento.
307
f
f
TABLA XIX
Pesos de los órganos giratorios del ramal superior
Diámetro
del rodillo
(mm)
(mm )
1 sección
300
88,9
3,2
4,1
400
88,9
108
133
3,9
5,6
7,6
4,7
6,6
8,7
5,4
7,3
9,6
88,9
108
133
4,5
500
6:6
8,9
5,5
7,8
10,4
6,1
8,4
11,1
650
88,9
108
133
5,5
8,0
10,8
6,3
9,0
12,1
7,0
9,8
13,1
800
88,9
108
133
6,7
9,8
13,3
7,4
10,6
14,2
8,3
11,6
15,6
9,0
12,4
16,3
1.000
108
133
159
11,7
15,9
21,9
13,2
17,8
24,7
13,6
18,2
26,3
14,2
18,9
28,0
1.200
108
133
159
14,2
19.3
26,1
15,0
20,5
28,0
16,3
22,3
24,5
16,3
21,7
31,9
1.400
133
159
21,8
29,3
23,3
31,6
25,0
35,5
24,3
35,0
1.600
133
159
25,1
33,4
26,5
35,0
28,0
38,7
28,5
39,3
1.800
133
159
27,6
37,8
29,1
39,5
30,7
42,4
31,5
42,5
2.000
133
159
193,7
30,2
40,2
69,1
31,8
43,3
76,4
33,3
47,0
80,1
33,5
46,5
89,5
2.200
159
193,2
46,5
77,8
49,0
82,6
50,1
93,2
49,5
95,5
2.400
159
193,7
50,7
86,6
51,5
91,4
53,5
93,2
53,0
100,5
2.600
159
193,7
55,1
97,2
57,5
97,6
56,5
107,0
2.800
159
193,7
58,5
103,0
59,1
106,4
60,0
113,0
3.000
159
193,7
63,0
109,0
65,5
112,5
65,0
121,5
3.200
159
193,7
70,0
120,0
71,5
123,0
68,0
126,5
Fuente : CONTINENTAL
308
PESOS (kg)
Anchura de
banda
2 secciones
1
3 secciones
•
5 secciones
TABLA XX
Pesos de los órganos giratorios del ramal inferior
con rodillos de discos (kg)
Anchura de
banda
(mm)
Diámetro
del tubo
(mm )
Diámetro del
disco
( mm)
PESOS (kg)
1 sección
2 secciones
400
51
120
4,0
5,0
500
57
133
5,7
6,8
650
51
133
6,8
8,1
800
63,5
150
11,7
13,2
1.000
63,5
.150
13,0
14,5
1.200
88,9
180
22,2
23,9
1.400
88,9
180
24,2
25,9
1.600
108
180
215
31,9
42.0
33,9
44.5
1.800
108
180
215
34.3
44,9
36.3
47,3
2.000
198
100
215
31,3
48,8
39,3
51,8
2.200
133
215
250
59,8
73,8
62,8
76,8
2.400
133
215
250
62,4
77,5
67,2
82,3
2.600
133
215
250
68,7
84,9
71,7
87,9
2.800
159
290
130,6
138,2
3.000
159
290
138,4
146,3
3.200
159
290
146,2
154,4
Fuente : CONTINENTAL
�nn
TABLA XXI
Pesos de los órganos giratorios en el área de alimentación
PESOS (kg)
Anchura de
banda
Diámetro
del tubo
Diámetro de
rodillos de
(mm)
(mm )
impactos ( mm)
1 sección
2 secciones
156
19,1
21,1
1.000
88,9
1.200
108
180
30,8
32,8
1.400
108
180
35,7
40,5
1.600
108
180
42,2
45,0
1.800
133
215
67,1
71,1
2.000
133
215
73,6
77,6
2.200
133
215
80,1
84,1
2.400
159
250
117,5
127,5
2.600
159
250
127,3
137,5
2.800
193,7
290
201,0
221,0
3.000
193,7
290
214,0
234,0
3.200
193,7
290
230,0
252,0
Fuente : CONTINENTAL
TABLA XXII
Sistema de accionamiento
Eficiencia
Simple n+
Tambor con motor acoplado
Sistema de frenado
Múltiple 11 +
0,96
Tambor con transmisión
secundaria
0,94
0,92
Tambor con transmisión
secundaria y embrague
hidráulico
0,90
0,85
0,86
0,80
0,95 - 1,0
Tambor con motor hidráulico
y bomba
Cuando F es positiva, la potencia requerida se calcula
con:
T,
WM = W/it+,
F
y en caso contrario con:
WM=W
.11-.
a
qal
El accionamiento debe concebirse de tal forma que
arrancar a plena carga no se supere un determinado
valor múltiplo de la fuerza tangencial . Los factores
multiplicadores para calcular esos valores son los siguientes:
T2
x = 1,25
Regulación eléctrica de arranque con inducido
de anillos colectores.
x = 1,6
Motor con rotor en cortocircuito y con acopla-
Figura 32.- Accionamiento de una banda por un tambor motriz
c
miento de arranque.
Motor con rotor en cortocircuito sin acopla
miento de arranque. Sólo para cintas de
pequeña longitud.
x = 2,2
Los valores de potencia estándar son los recogidos en
la Tabla XXIII.
TABLA
La tensión de la banda que abandona el tambor debe
superar, en el momento de arranque, el ovalor T, en un
porcentaje del orden de un 30% a un 60%, como ya se
ha indicado, ya que en ese momento el esfuerzo motor
alcanza también un valor máximo superior en un 30%
a un 60% al esfue rzo en régimen uniforme F.
De este modo, el valor a tener en cuenta para T, será:
XXIII
T2A _ (1,3 + 1,6) . TZ
POTENCIAS (kW)
(DIN 42973 estándar)
En la mayoría de los casos es conveniente tomar la
tensión TZ„ como tensión mínima, para no tener que
considerar en el cálculo de la banda los incrementos
pasajeros de tensión durante la puesta en marcha de la
cinta.
160
200
250
315
400
500
630
22
30
37
45
55
75
90
110
132
1,5
2,2
3
4
5,5
7,5
11
15
18,5
3.7.
-
Las especificaciones de fabricación de la banda se
determinan tomando como base la tensión de entrada
en el tambor, T„ que es el valor máximo en cintas
horizontales o ascendentes.
El valor previsible de la tensión es la suma de la
tensión de la banda al abandonar el tambor de accionamiento y el esfuerzo motor sobre el tambor , según la
ecuación:
Cálculo de tensiones en la banda
La transmisión de potencia del tambor motriz a una
banda transportadora obedece a la condición límite de
Eytelwein-Euler por la que se respeta un valor teórico
mínimo en el punto en que la banda abandona el
tambor. La tensión de la banda aumenta a lo largo
del perímetro del tambor motriz, según una función
logarítmica en el límite, desde el valor inicial hasta el
fin..
T,
e w°
T2
T2 = F .
-1.
1
F = T, - T,
Es decir, como si el valor TZA se alcanzara en régimen
de marcha.
Si se utilizan varios tambores motrices para accionar
una cinta transportadora, los esfuerzos se calcularán
para cada uno de ellos.
1
e
T, = T,»,, + T.
T, = F [1 +
j
e
- 1
En la práctica, el máximo arco abrazado que es posible
obtener sobre un tambor es 240°; los valores del
coeficiente de rozamiento entre banda y tambor se
pueden estimar utilizando la Tabla XXIV.
311
TABLA XXIV
T,
Supe rf icie del
tambor
Sin
recubrimiento
Con
recubrimiento
Seca
0,35
0,40
Húmeda
0,20
0,35
Mojada
0,10
0,30
T°
F.
_._._.
F,
Ti
T3
Figura 33.- Accionamiento en cabeza.
Otros valores de utilidad para una estimación rápida de
las tensiones son los recogidos en las Tablas XXV y
XXVI.
T, = T2 + F
T, = T, = T2 + F;
A continuación se pasa a estudiar, para los distintos
tipos de instalaciones de trazado simple, el cálculo de
las resistencias pasivas que presentan al movimiento de
la banda y tensiones que se originan en éstas. Los
símbolos empleados son los siguientes:
a = Arco en grados abrazado en el tambor motriz.
g
Si la tensión T, así calculada resulta inferior a un
mínimo T, prefijado para que la flecha en dicho lugar no
sobrepase un valor máximo dado, debe hacerse T, = T,
T3 = T,
= Coeficiente de rozamiento entre banda y tambor
motriz.
W =
Potencia necesaria en el tambor motriz.
F =
Fuerza tangencial en el tambor motriz (o suma de
las fuerzas de los diversos tambores).
FS = Resistencias pasivas por roce a superar en el
ramal superior.
F. =
T2 = T, - F;
T, = T2 + F.
Si el accionamiento motriz está en cola:
T3
Resistencias pasivas por roce a superar en el
ramal inferior.
Tz
F, = Fuerza de frenado.
T, =
F
Tensión mínima aceptable en un punto de la
banda.
3.7.1. Transporte horizontal
F.
T.
Al ser nulo el desnivel H de transporte, las fuerzas
necesarias para el movimiento de los dos ramales de la
banda son iguales a las resistencias pasivas por roza
miento.
T,
Figura 34.- Accionamiento en cola.
1
Fs=C..f. L.(Po+PB+Ps)
T2=F.
e"°- 1
F=C.f.L.(PB+P,)
T, = T2 + F
F=Fs+F,=O.f.L.(P0+2PB+PS+P,).
T3=Ta=T2+Fs.
Si resulta T2 < T„ es necesario hacer T. = T,. Con ello:
Si el accionamiento motriz es en cabeza:
T2=T,
1
T,=F+T2
T2=F.
T,=T,=T2+FS.
312
TABLA XXV
Valores de elw
fl
0,20
0 ,25
0,30
0,35
0 ,40
0,45
0,50
180
1,88
2,20
2,56
3,00
3,51
4,12
4,82
190
1,94
2,29
2,70
3,18
3,75
4,44
5,25
200
2,01
2,40
2,85
3,40
4,04
4,82
5,73
210
2,08
2,50
3,00
3,60
4,32
5,20
6,23
220
2,16
2,60
3,17
3,83
4,65
5,64
6,82
230
2,23
2,73
3,32
4,07
4,97
6,09
7,43
240
2,32
2,85
3,51
4,34
5,35
6,60
8,13
CC
Fuente: FIRESTONE
TABLA
XXVI
1
Valores de
e"a - 1
0,20
0,25
0 , 30
0,35
0,40
0, 45
0,50
180
1,15
0,83
0,64
0,50
0,40
0,32
0,26
190
1,06
0,77
0,59
0,46
0,36
0,29
0,23
200
0,99
0,71
0,54
0,42
0,33
0,26
0,21
210
0,93
0,67
0,50
0,38
0,30
0,24
0,19
220
0,86
0,63
0,46
0,35
0,27
0,22
0,17
230
0,81
0,58
0,43
0,33
0,25
0,20
0,16
0,76
0,54
0,40
0,30
0,23
0,18
0,14
240
Fuente : FIRESTONE
Debe preferirse el accionamiento en cabeza al de cola
para disminuir las tensiones resultantes.
1
e"° - 1
F +
F2 =
e"° + 1
F.
e"° + 1
Si el accionamiento es en cabeza y cola , el cálculo de
las tensiones mínimas se realiza por:
e "2° - 1
F2 =
Además:
[F + (e"• ` - 1) Fil.
e"2,,2 eu1°1
- 1
F,=F-F2
Si se da:
1
T2 = F, p, = µ2 y a, = a2, resulta
e "'Q' - 1
313
1
r.
el resultado es:
T,
1
T2 =
F,
e"2a
F,
T4
2
=
T,
F,
e p2 a2-1
F„
T,
= T2
+
F,
T,
=
T,
+
F5
T3 = T,
+
F2.
T2
Ta
Figura 35.- Accionamiento en cabeza y cola.
T, = T2 + F,
Pero si resulta que T, < T,, deberá hacerse T, = T, y las
tensiones T„ T2 y T, han de aumentarse en la diferencia
T,_T,.
T,=T,-F5
T,=T,+F2
3.7.2. Transporte ascendente
Las potencias W, y W2 son:
En este caso la fuerza motriz F necesaria será para
contrarrestar las fuerzas de rozamiento F5 y F, y la
precisa para que el material salve el desnivel H:
F,
W, (CV) =
75
F=C.f.L.[(Po+PB).cosS+PS+P,J+H.P.
Fs=C. f.L.[(P,+PB).cos6+Ps]
F2-v
75
W2(CV)=
F;=C. f.L.[PB.cos6+Pj.
Puede suceder que se dé una distribución determinada
de potencia, es decir, prefijados F, y F2. En este caso,
si se produce la relación:
F,
1
e' - 1
F2 [1 +
<
1
e"2a2
Si el accionamiento motriz está en cabeza , Fig. 36:
J - F,
T,
F.
H. Po
se obtiene:
1
T,
=
H. P,
Ta
F2.
e
H PB
T, = T, + F2
T2 = T, - F;
T,
=
T2
-
T2
T.,
Figura 36.- Transporte ascendente con accionamiento en cabeza
F,
1
T2
=
F .
e"° - 1
Pero si se da
1
e" -1
314
1
T,
= T2 +
F
F;,
> F2 [1 +
F,
e�a2-1
T,
=
T,
=
T2
+
(F,-HPB).
Si resulta T, < T„ debe tomarse T, = T,.
T3 = T, = T,
F.
H P°
T,
=
T•
F + T2.
H- P,
Si el accionamiento motriz está en cola, Fig. 37:
T3
F,
H
T,
Po
T
F,
H' P,
H
P,
T2
Figura 38.- Transpo rt e ascendente con accionamiento en cabeza
y cola.
Si se verifica que µ , = µ2 y a, = a2, queda:
e"° - 1
1
F2=
R;
F+
e"° + 1
e"° + 1
F'
F,
T4
H. P,
F
=
-
F2
T,
1
Figura 37.- Transporte ascendente.
T2
=
F,
_ 1
e
1
TZ
F
T
e
= T2 +
F
T3 = T. = T, + (H . PB - F;).
Si resulta T. < T„ hay que tomar T2
=
T,
= T2 +
T,
=
T3
= T, +
F,
T, - [Fs +
H . (Pa +
Pa)l
F2.
Las potencias son:
F, . v
T,:
W1(CV)
=
75
T,
T2
=
T,
=
T2
+
W2(CV)
F
=
F2
v
75
T3 = T, = T, + (H . PB - F).
Si tenemos una distribución dada de potencia, y se da
la condición:
También en este caso es mayor el accionamiento en
cabeza que en cola.
1
1
Si el accionamiento es simultáneo en cabeza y cola ,
Fig. 38 , se obtiene :
F2=
e4°2 - 1
[F+(e "'°'-
< F2 [1 +
F.
e-
- 1
e"2°2 - 1
1 - (F, - H . Pg),
es decir. si T2 < T, - R„ la tensión T2 debe derivar de
1).R,],
T, y las tensiones son:
e4o2 e " - 1
1
T, = F2.
siendo :
R, = F; - H
Pa .
T3 = T,
e"2 . - 1
+
F2
315
i
i
P8)
T2 = T, - (F, - H
T,
=
T2
+
T,
T,
H. Pa
F.
F,.
H•P 6
Pero si se produce la desigualdad de sentido contrario ,
es decir, T2 > T, - R,, entonces manda la tensión T2 y:
H
+
P,
F,
1
F,
T,
T,
=
T,
. e",a, _ 1
T2
+
T, = T, -Fs - H
T3 = T,
T2
Figura 39.- Transpo rte descendente y accionamiento en
cabeza.
F,
(Po+P8)
T,
+ F2•
= T2 +
T3 = T, = T2 +
Si T, < T,, hay que hacer T, = T, y las tensiones T,, T2
y T, tienen que aumentarse en la diferencia T, - T,.
F
(H . P8 + F).
La tensión T, debe ser como mínimo T„ con lo cual:
T3 = T, + T,
3.7.3.
TZ = T3 - ( H . P8 + F,)
Transpo rte descendente ( Banda impul sada)
T,
= T2 +
F
La banda es impulsada en carga si se verifica que la
componente del peso de la carga transportada paralela
al trazado de la banda es menor que las resistencias
pasivas que se oponen al movimiento. Es decir, siendo
6 el ángulo de descenso pequeño , si se da la condición :
Pero si el accionamiento motriz es en cola, Fig. 40:
T3
H" P,
T,
F,
H.P.
L. Posen8<C . f.L(P,+2P8+Ps+P,)
2P8+Ps+P,
sen6<C . f[1 +
H - P,
],
F.
Po
T,
T,
Figura 40 .- Transpo rte descendente y accionamiento en co;a
la fuerza de impulsión en vacío es:
C.f.L(2P8+P8+P ) ,
1
T2 = F .
e"° - 1
y en carga (despreciando cos 6):
T,
C.f.L(2P,+Ps + P,+Po)-LPosen6 .
Se deduce de ello que la fuerza de impulsión en vacío
será mayor que la correspondiente en situación de
carga , si se verifica que sen 6 < C . f.
T3 = T,
T,
F
- (HPB +
F)
Cuando T2 < T,, hay que hacer:
La fuerza total para impulsar la banda es
F=C.f.L.[(P,+2P8). cos8+P, +P,]-H.PQ.
= T2 +
T2 = T,
T,
= T,
+
F
T3 = T, = T, - ( H . P. +
F;).
Si el accionamiento motriz es en cabeza , Fig. 39,
resulta:
1
T2 =
F .
e"" - 1
316
El accionamiento conviene ponerlo en cola cuando hay
que frenar la banda.
£
T, = T2 + F
3.7.4. Transporte descendente (Frenado )
T3 = T, = T, + H
La banda debe ser frenada en carga cuando (despreciando cosb):L.P,.sen8>C.fL(P,+2P,+Ps
+P,)
PB + F.
Cuando T2 < T, hay que tomar T2 =T,:
T,
es decir:
senS>C.f
2P e +Ps+P,
[1 +
= T2 +
T3 = T, = T,
F
H.P, +F;.
+
).
P
Puede suceder que la fuerza de accionamiento en vCcío.
C . f . L . (2 PB + Ps + P,), sea superior a la fuerza de
frenado en carga:
Pero si el accionamiento es en cola:
F.
_
T,
f
H Po
L . P, sen 3 - C . f . L (2 P,, + P, + P, + P,).
H. P,
T,
En este caso sucede que:
senS<C.f.
F,
T,
Se tiene:
T.
Figura 42.- Transporte ascendente y trenado en cola.
H• P,
F,=C.f.L.[(P,+P.)cos8+PS]
F,=C.f.L.(P,cos8+P,),
1
T2 = F
el-1
y la fuerza de frenado F,:
T,
= T2 +
F
F,= H. Po - Fs - F,= H . PaT, = T, = TZ - (H.PB+F;)
-C.f.L.[(P.+2PB.cos8+Ps+P
Cuando T, < T, hay que tomar:
Si el accionamiento es en cabeza , Fig. 41, c
recomienda sólo en transportadores cortos:
se
T, = T,
T3
= T, = T,
F
T2 = T, +
T,
H. P Q
H . Pe +
= T2 +
F.
F.
H.Si
el transporte descendente es accionado en cabeza y
cola se tiene:
4
e a2
F,
[F + (e"a, - 1) . (F; + H . Pa)1•
F2
p2
e a2 e l"* '
ii
Z
1
T,
Figura 41.- Transporte descendente y frenado en ca:- ..
Si µ,
1
T2 =
E.
e""-1
F=
µ2 y a, = a, se tiene:
e'« ~ 1
1
(F,+H. PB)
F+
e""+1
e" +1
317
T, = T2 + F,
F, = F - F2
T
1
T3 = T2 +
e"" - 1
T,
( F, + H . %)
F, .
F2 =
=
T,
-
F2.
T'
4
--H P,
I i
Si T, < T, habrá que hacer T, = T, y aumentar
la diferencia
T2 y T, en
las - Tnsiones T„
a,
" P
T2
T3
Figura 43 .- Transporte descendente con frenado en cola y cabeza .
Para inclinaciones 8 > 1` el accionamiento motriz
en cabeza y cola no produce, generalmente,
ninguna reducción de tensión en la banda. En
dicho caso, el accionamiento en cola es la solución
más favorable.
T, = T2 + F
T3 = T2 + (F, + H . PB)
3. 7.5.
T< = T3 - F 2
Ejemplo de cálculo
Se quiere calcular una cinta transportadora para una
mina de lignito sabiendo que los principales datos de
pa rtida son los siguientes:
Las potencias son:
W, (CV)
=
F'
v
Material
lignito y = 0,7 t/m3
75
Capacidad de transporte 2.500 m3/h
Longitud de transporte
600 m
Desnivel a superar
30 m; 8 = Z
Cuando se trata de una distribución dada de potencias
en los tambores motrices , hay que considerar los dos
Carga
Regular
casos siguientes:
Ancho de la banda
1.200 mm.
1) Si se verifica que:
Forma de sección
artesa a 30'.
W2 (CV) =
F275v
1
1
<F2 [1+
F,
1
]+(F;+ H.PB)
m2
e a-1
Se tiene :
Además, se sabe que los pesos previstos por unidad de
longitud de la banda son:
PB = 30 kg/m.
T, = F2
1
P,
e�a2 - 1
P,
T, = T, +
F2
T2 = T, - (F, - H . PB)
T,
= T2 +
= 26,7 kg/m (distancia entre rodillos superiores 1 m).
= 10, 3 kg/m (distancia entre rodillos inferiores 2 m).
De acuerdo con esos datos, la producción horaria será:
F,.
0
= 2500. 0,7 = 1.750 t/h.
2) Si se verifica que la desigualdad anterior es en
sentido contrario , se tiene:
T2 = F,
318
1
e"'°' - 1
Según los valores de las Tablas IX y XVI y Fig. 29, 105
valores de 0,, K y C son respectivamente
T, = T2 + F,, - H . P9 = 4.582 + 713 - 900 = 4.395 kp
Qm = 574 m3/h.
K = 1,0.
C = 1,17.
T,=TT=4.395kp
El coeficiente de rozamiento de rodadura de los rodillos
se fija en f = 0,025:
T.: 1792 kp
Con esos datos se calculan la velocidad de transporte.
la fuerza tangencíal en el tambor motriz y la potencia de
accionamiento:
T= '792
T, = 8891 kp
+
Wa: 410 CV
• 210
= 0.4
T. : 2x52 kp
Figura 45
Q
1.750
4,36 = 4,5 m/s
v =
Qm . k . y
574.1.0,
0,7
Q
1.750
Il.
Con a = 210° y µ = 0,4 (tambor con recubrimiento)
T, = 6.839. 1,3 = 8.891 kp
Po =
T2 = 8.891 - 6.839 = 2.052 kp
= 108 kg/m
_
3,6. 4,5
3,6 . v
T, = 2.052 + (-260) = 1.792 kp
T, = 1.792 kp
F=C.f.L. (Po+2P9). cos8+P.+P,+H. Pa
8.
F = 1,17. 0,025. 600 ((108 + 2. 30). 0,994 + 26,7 +
Accionamiento por dos tambores motrices en
cabeza
+ 10,31 + 30 . 108 = 6.839 kp
W,=
F. v
6.839 .
_
75
4,5
T,
T. = 1310 kp
=
8336 kp
=410CVÓ301 kW
wu,
: 274 CV
':
75
�Tt' 1330 kp
♦
180
r, 0.25
T, = 1310 kD
F,=C.LL.(P8.cos8+P)
137 CV
210
r. = o,25
F,. = 1,17. 0,025. 600 (30. 0,9994 + 10,3) = 713 kp
Figura 46
H. P9=-30.30=
-900kp.
A continuación, se estudian diferentes alternativas de
accionamiento.
111. Con a, = 180°, µ, = 0,25 (tambor sin recubrimiento)
a2 = 210°, µ2 = 0,25 (tambor sin recubrimiento)
A.
Accionamiento por un solo tambor motriz en
cabeza
se tendrá:
T :11421
T. = 4395 kp
T, = 4395 kp
kp
T.. 4582 kp
We 4I0 CV
elo
¡.. M25
- 1
&,,
2,5 - 1
=2.283 kp
= 6.839.
F2=F
-112 a3
G
.
G, ll al
-
2,5.2,2-
1
1
Figura 44
F,
1.
= F - F2 = 6.839 - 2.283
Con a = 210° y µ = 0,25 (tambor sin recubrimiento)
F
= 274 CV ó 201 kW
_
75
}
4.555.4,5
v
Wa, -
= 4.555 kp
75
1
] = 6.839. 1,67 = 11.421 kp
T, = F (1 +
d° - 1
F2 . v
2.283. 4,5
137 CVó 101 kW
Wá2 T2=T, - F = 11.421 - 6.839 = 4.582 kp
75
75
319
1
1
T,=F,(1+
J=4.555. 1,83=8.336kp
„µl al
-
T3=F2(1+
J=2.185. 1,3=2.840kp
.2 a2 _
1
T2=T,-F= 68.336-6. 839= 1.497 kp
1
T,=T,-F2=2.840-2.185=655kp.
T3= T2+F-H. P8= 1.497+713-900= 1.310kp
3.8.
T, = T, = 1.310 kp.
Accionamiento motriz en cabeza y cola
C.
T.
_
T,
65 5 k°
7772
k°
'; Z CV
0
Ad S
'--0,25
0,26
T, = 31i8k°
T,= 2840k°
Los cálculos para el dimensionamiento de una banda
deben efectuarse de una forma iterativa, pues en la
determinación de las tensiones se ha pa rtido de unos
datos previos característicos de las bandas , los cuales
no pueden fijarse hasta una vez comprobado que los
valores supuestos son admisibles o deben ser objeto de
modificación . Al mismo tiempo , se habrán tenido en
cuenta otros factores, como son las propiedades de los
materiales , etc.
22
Wo, • 131 CV
Una vez calculadas las tensiones máximas para elegir
la resistencia de las bandas, es preciso considerar unos
«,210
fr, ° 0,4
IV.
Selección de la banda y coeficiente de
seguridad
Figura 47
coeficientes de seguridad , que son la relación entre la
resistencia a la rotura y la tensión de servicio calculada,
con vistas a poder superar circunstancias tales como:
Con los siguientes valores :
- Esfue rzos a que se ven sometidos los elementos de
la carcasa (cambios de transición de la banda,
curvas , etc.).
a, = 210°, µ, = 0,25 (tambor sin recubrimiento)
a2 = 210°, µ2 = 0,4 (tambor sin recubrimiento)
- Fenómenos de fatiga en la carcasa.
Tensiones en regímenes transitorios : arranque y
parada.
Repartos de cargas desfavorables, etc.
se tendrán :
Los coeficientes de seguridad que se establecen normalmente son:
„I,2 °2
F2
[F+(e"'a2 - 1 ) (F, - H . PB)J=
"2
No obstante, con estudios detallados se pueden aceptar
coeficientes más bajos:
4,32 - 1
[6.839+(2,5-1) . (-260)J = 2.185 kp
4,32. 2,5- 1
S = 6 en régimen.
S = 4 en fases transitorias.
F, = F - F2 = 6.839 - 2. 185 = 4.654 kp
F, . v
w,
S = 10 en régimen.
S = 5 - 6 en fases transitorias.
4.654.4,
4,5
_
75
A modo de sencilla guía, en la Tabla XXVII y Fig. 48 se
indican los campos de aplicación de los diferentes tipos
de banda.
= 279 CV Ó 205 kW
TABLA
F2 . v
2.185. 4,5
W. -
= 131 CV ó 96 kW
_
75
Campo de utilización
de bandas
Tensiones de banda
(kp/m de ancho)
75
Textiles ligeras
em1 al- 1
2.500 - 3.200
Textiles de resistencia
1
T, = F, (1 +
J = 4.654. 1,67 = 7.772 kp
media
Cables de acero
T2=T,-F,=7.772-4.654=3.118kp
320
XXVII
75
3 . 000 - 31.500
10.000 - 63.000
£
Para una selección rápida de la banda existen ábacos
Resistencia
de banda
(Kplcm)
6.000
que
proporcionan
los
fabricantes,
similares
al
de
la Fig. 49.
-----------------
5.000
Radios de curvatura en el plano verti-
3.9.
Bandas de cables
de acero
cal
4.000 i
Ir
I
Los trazados de las cintas pueden ser en el plano
vertical muy variados, sobre todo cuando son largas.
Los radios cóncavos presentan el riesgo de que, durante
el arranque, la banda se levante de los rodillos, pudien-
I
1
3.000
2.000 r - - - - - -1
i
do proyectar el material. En los convexos, la banda se
ciñe por completo a los rodillos, estando éstos some-
1
Bandas EP de)
1.000 13, 4 y 5 capas 1
tidos a mayores cargas que en condiciones normales,
además de que los bordes de la banda sufren mayores
tensiones, existiendo el peligro de desgarramiento o
rotura.
1.000 2.000 3.000 4.000 5.000 6.000
y mayores
Longitud entre ejes (m)
Bandas ligeras EP de 2 capas
(Antiguos campos bandas algodón)
Para el cálculo del radio cóncavo se considera la
condición más desfavorable, es decir, la representada en
la Fig. 50.
Figura 48.- Campos de aplicación de diferentes tipos de bandas.
POTENC A ( YW)
tRLOC10AD oE
LA S NOAt .h)
lt27
ss]
Qp pp pQ QQ
ryiS 76 R
y
4
QQ
.:-� X
,ooo
V31
esA
D«
-.
'l1
gilii
l
RE515TENCIA NOMINAL CON UN F S S
2
TENSION UN ITARIA(N~
.. i
JOO 200
S
b) 23 A ,SN U tl e
u
]•
FUER ZA PERIFEReA (N)•
7 ,
25
35
-r.
a
é
é
r
000
t100
t.M
��� .
2]00
ANCHURA DE
SANOA ( tnn,)
TEMS ON
T IN)
] vn
FACTOR
MOTRIZ C,
•'N•At22 e
Figura 49.- Abaco de selección de bandas transportadoras.
321
TABLA XXVIII
Bandas de cables
de acero
1, = L,
T,
Anchura de
Banda (mm)
R
T=
T.
T.
a
o
30°
1
T=
,
R (m)
Figura 50.- Trazado con curva cóncava.
Dado que el ángulo "a" oscila entre 0° y 18° y la relación:
500
37,5
650
50,0
800
60,5
1.000
78,0
1.200
92,0
T, + T,
1.400
108,0
PB
1.600
125,0
es muy grande, se puede considerar prácticamente un
arco de circunferencia en lugar de una catenaria, con
una seguridad adicional de 1,5.
Así pues, el radio se determina con la expresión:
T, + T,
R =
.
1.800
140,0
2.000
158,0
2.200
175,0
2.400
191,0
2.600
207,0
2.800
225,0
3.000
240,0
1,5.
PB
En las curvas convexas los factores que determinan el
radio mínimo son:
- El alargamiento máximo permisible en el borde de
la banda.
- La carga radial sobre los rodamientos de los
rodillos.
Para las bandas de cables de acero, suponiendo
alargamiento adicional de 0,2% y la existencia
estaciones de rodillos más próximas en la zona
transición, los radios mínimos que se recomiendan
indican en la Tabla XXVIII.
R
771
Figura Si- Cinta con curva convexa.
un
de
de
se
4.
Operaciones
básicas
y
práctica
operativa
Dentro de este apartado se estudian algunas de las
operaciones que se llevan a cabo en el transporte con
cintas y que son de suma importancia si se desean
alcanzar unos niveles de eficiencia altos y unos costes
reducidos.
4.1.
Carga de la cinta
El diseño y construcción de la zona de carga o transferencia del material son de la mayor impo rt ancia, ya
que en ella se pueden producir daños y desgastes de
la banda, así como una degradación del producto a
manipular. Por ello, la tendencia es reducir al máximo el
número de estos puntos de transferencia.
En general, debe tratarse de conseguir:
-
Caudal del material en la misma dirección con una
velocidad de transferencia igual a la de la cinta para
evitar turbulencias.
- Altura de caída lo menor posible para evitar el desgaste y riesgo de rotura de la banda.
- Guiadera para centralizar la vena del material.
- Faldones de cierre de la banda.
- Disposición regular del material en el centro de la
banda.
- Estrelladeros con sistema antidesgaste.
- Rodillos de impacto revestidos de goma.
- Ausencia de roturas indeseadas del material.
- Escapes mínimos y escasa producción de polvo.
En general, las cintas transportadoras pueden cargarse
mediante alguno de los siguientes procedimientos:
En la mayoría de los casos se utiliza una tolva de
recepción del material. Las dimensiones de esta tolva
- Transferencia desde otra cinta, Fig. 53.
CA
RE
TAMBOR
han de ser suficientes para evitar que se produzcan
atascos con el producto que se va a transportar y
capaces de absorber el que, como consecuencia de los
diferentes tiempos de parada de cada cinta, se puede
acumular en determinados puntos de transferencia.
A modo de ejemplo, para unos caudales entre 5.000 y
7.000 M3 /h, y según el tipo de material, se pueden utilizar
tolvas de 5 a 8 m3, con unas longitudes entre 3 y 4 m.
Un factor muy importante es la inclinación de las pare-
ECIERREAOERU
CIERRE DE
MOTRIZ
FIJOS
FIJOS
RES
RASCADORES
COMPLEMENTARIOS
¡ ~E~
CIERRE
1iÍ
- PLACA
POSTERIOR
y:.
des de las tolvas, así como la clase de material de
IWR
•:
desgaste que se va a colocar en las mismas. Con
productos pegajosos, debido a un alto contenido en
arcilla, se recomiendan inclinaciones de hasta 70°, de
esta forma se evitan los amontonamientos sobre esas
superficies y los posteriores atascos. En cuanto al
revestimiento, si los productos son muy abrasivos, se
utilizará un acero resistente al desgaste y, si son muy
pegajosos, revestimientos de goma o acero inoxidable.
La apertura entre las paredes de la tolva es función,
fundamentalmente, del ancho de banda y también de la
PLACA REFLECT OR A
AJUSTABLE
v•
L`
RECUSRIMIENro
RESISTENTE Al.
granulometría del material. Debe ser lo suficientemente
amplia como para que en circunstancias desfavorables,
como con productos pegajosos, y en instantes de caída
de bloques formados después de adherirse sucesivamente fragmentos sobre el estrelladero o placa de
-----RODILLOS
rebote, puedan garantizar la salida de todo el material.
Figura 53.- Transferencia del material entre dos cintas formando
un ángulo recto.
Así pues, en los puntos de transferencia, además de las
propias tolvas se utilizan, Fig. 52, los siguientes elementos constructivos:
DELA
DE IMPACTO
- Alimentador, Fig. 54.
CINTA DE
AUMENTACION
TOLVA
t
1
RO01JOS
IMPACTOS
FALDON
DE
N, e7 H=
UU Y
-T -
CINTA
PRINCIPAL
RODILLOS DE IMPACTOS
BANDA
Figura 54 .- Carga de una cinta mediante alimentador continuo,
-
Triper o carro intermedio, Fig. 55.
TOLVA
DE CARGA
0' eo.
MATERIAL
DIRECCION DESPLAZAMIENTO
DE LA CINTA
BANDA
-�•°
GUTAOERA
Figura 52.- Zona de carga de una cinta y detalle de colocación
de faldones en la tolva.
Figura 55.- Carga de una cinta por medio de un triper.
4.2. Dispositivos de limpieza
Uno de los principales problemas que se presentan en
la operación con cintas transportadoras es la necesidad
de limpiar la suciedad que se produce en la manipulación de materiales con componentes arcillosos, especial-
o
•
•
mente en ambientes húmedos.
C
Esta suciedad si no se elimina produce, además de
dificultades de tracción en los tambores motrices, que
provocan deslizamientos y paradas en el circuito, proble-
•
° o
mas de desgaste y de mantenimiento en la instalación,
por lo que los esfuerzos dirigidos a solventar tal inconveniente se traducirán en un aumento de la producción,
una disminución de los costes de operación y una
mayor vida útil de los componentes principales.
o
sJ
Figura 57.- Rascador fijo con mecanismo de ajuste.
B.
Rascadores a rt iculados
Los dispositivos utilizados se pueden clasificar en los
siguientes grupos:
- Sistemas de limpieza de bandas en la cabeza de
vertido.
- Sistemas de volteo de banda.
Se trata de pequeños rascadores pivotantes con un
sistema de muelles que los posicionan contra la banda.
Estos rascadores se colocan al tresbolillo y requieren un
buen mantenimiento para asegurar un correcto funcionamiento. Fig. 58.
- Sistemas de limpieza del ramal inferior.
- Empleo de rodillos inferiores autolimpiantes.
l� f
4.2.1.
Limpieza en cabeza de vertido
Cuando se produce el vertido del material de la cinta un
pequeño porcentaje de éste queda adherido a la misma,
por lo que, si no se elimina in situ, se produce la caída
del mismo a lo largo de la instalación en puntos donde
es difícil retirarlo. Por tanto, es imperativo eliminar la
suciedad en dicha zona, Fig. 56.
Figura 58.- Rascador articulado.
Normalmente, para una correcta limpieza, se utiliza un
sistema mixto o combinado, Fig. 59.
rur
.r�
o
f'á+�
Figura 56.- Ensuciamiento de la banda por el material
adherido.
Los sistemas más utilizados son:
O
o
o
0
o
®0U
0
0
A.
i
o
•
O o
°
Rascadores fijos
o
Se colocan junto al tambor de accionamiento y con un
dispositivo de ajuste, Fig. 57.
324
Figura 59.-
Sistema mixto de limpieza.
8
C. Sistemas rotativos
unas
Consisten en un eje provisto de un cepillo
paletas de mayor anchura que la banda. Los cepillos sed.
construyen de nylon y las paletas de goma.
rñ
t ••�
t
a
F
x,
,w:
Los sistemas pueden trabajar a baja velocidad periférica
240 m/min., o a alta velocidad 450 m/min., siendo esta
última la aconsejable para materiales pegajosos y
húmedos. Fig. 60.
Figura 60.-
Dispositivos ce
li mpieza
F
rotativos.
D. Agua a presión
En materiales muy difíciles se utilizan inyectores de
agua a presión, disponiéndose a continuación de un
rascador para eliminar el exceso de agua.
��
4.2.2. Volteo de la banda
Para eliminar el problema causado por el contacto de la
cara sucia de la banda con los rodillos inferiores se
puede voltear ésta 180° a continuación del punto de
descarga. La banda debe voltearse de nuevo otros 180`
antes de llegar a la estación de cola, tal como se
representa en la Fig. 61.
Foto 2.- Volteo de una banda.
Existen tres sistemas de volteo, en función de la
anchura de la banda, Fig. 62: no guiado, guiado y
soportado.
Figura 61.- Esquema del volteo de la banda en una
instalación.
La longitud de volteo es función del tipo de banda
utilizado, Tabla XXIX.
TABLA XXIX
Longitudes mínimas para realizar el volteo de una cinta
Anchura de
cinta
( mm)
yVelocic) ad
de la cinta
(m/s)
No guiado
< 1.200
Guiado
< 1.600
Soportado
< 2.400
Ti p o de
volteo
Longitud mínima "L" para cintas con carcasa
de algodón
textil
cables de acero
1,6
8 x B
10 x B
-
3,4
10 x B
12,5 x B
22 x B
6,0
-
10 x B
15 x B
325
4.2.3. Limpieza del ramal inferior
Durante e l funcionamiento de una cinta se producen
desalineamientos de la banda , que se traducen en
VOLTEO NO GUIADO
derrames que caen en el ramal inferior.
Para solventar este problema se utilizan dos sistemas:
VOLTEO GUIADO
- Chapas para evitar la caída del material en el ramal
interior , Fig. 63.
- Rascadores en cola . Se posicionan antes de la
llegada al tambor de cola y son ajustables en altura,
Fig. 64.
VOLTEO SOPORTADO
Figura 62.- Procedimientos de volteo.
INCLINADA
PLANA
CURVADA
Figura 63 .- Empleo de chapas protectoras.
Hay que distinguir dos fases:
'`�
"•':-,;> = = a ;.
- La primera tiene lugar cuando se ha detectado la
avería en un rodillo o guirnalda y es necesario
ponerla rápidamente fuera de servicio , ya que un
funcionamiento incorrecto puede provocar rozamientos llegando a producir la combustión de la
banda . Existe un sistema patentado que, accionado por un golpe o pequeño movimiento,
pone fuera de servicio toda la guirnalda. Este
diseño puede verse en la Fig. 65.
Figura 64 .- Rascadores colocados en la cola de una cinta.
4.2.4.
Rodillos inferiores de discos de goma
La utilización de rodillos inferiores con discos de goma
colabora también en la limpieza de la banda.
4.3. Sustitución de guirnaldas
El sistema de colocación de las guirnaldas superiores
es muy importante , pues , al ser elementos tan numerosos y de frecuente reposición , el tiempo que se dedique
a dicha operación debe reducirse al mínimo .
326
i
Figura 65 .-
I
Elemento de sujeción de una guirnalda para
quitarla de se rv icio sin caer sobre el ramal
i nfe rior.
Téngase en cuenta que aunque la cinta continúe en
funcionamiento basta con que los rodillos dejen de
estar en contacto con la banda para evitar el citado
peligro . Por otro lado , la guirnalda , hasta que no se
pare la cinta y se cambie , deberá quedarse sustentada , pues de lo contrario caería sobre el ramal
inferior de la banda.
Para las guirnaldas inferiores lo anterior es más
fácil, pues la guirnalda cae directamente al suelo .
Por tanto , el dispositivo es menos sofisticado .
4.4.
Dispositivos de seguridad
Entre los dispositivos de seguridad de una cinta se
pueden citar los siguientes:
- Cable de parada o dispositivo de tirón colocado a lo
largo de toda la cinta. Su accionamiento provoca la
retirada de tensión sólo a los motores, y como
consecuencia de ello la actuación inmediata de
frenos y bloqueo de la cinta.
12
11
CONTAINER
1,9
8
g
1,ot
GACHO1
,
00
N
I-
I
5
--
W
J 4
��-3400 -r1
7840
i_
t�oo
6
T
`�
`-
I
GANCHO 2 3r0 t
1
-Í I
�
1
O
I
o -i
1098
o
J
-1
7
6
5
4
3
2
(t^ )
4
300
1
0
I
!+
5470
loco ca. 250 00
Figura 66.- Sustitución de una guirnalda con el auxilio de un camión-grúa especial.
La segunda fase es la reposición de la guirnalda
estropeada por otra en uso. Esta es una acción
- Sondas de colmatación en tolvas.
clara de mantenimiento de una instalación de cintas,
pero que debe tenerse en cuenta desde la fase de
proyecto .
En la Fig . 66 se representa la operación de sustitución de una guirnalda por un camión-grúa diseñado
al efecto , en una cinta con banda de 3.000 mm de
anchura .
Dispositivos de desvío de banda. Suelen colocarse
uno a cada lado de la cinta , dos en el ramal
superior de la banda en la zona de cabeza y dos
en el ramal inferior de cola.
Control de tensado máximo y mínimo.
- Control de la velocidad de la banda para: dar
información a los dispositivos eléctricos de arranque,
dar información para que los frenos caigan en el
momento deseado y dar información sobre los
deslizamientos ordenando la parada , por ejemplo
cuando la velocidad haya decrecido al 90% de la
nominal.
Este sistema de control suele consistir en un emisor
y en un receptor, el primero colocado sobre un
tambor loco que es arrastrado por la banda y el
segundo sobre una parte fija , como por ejemplo una
protección de tambor, etc.
127
Botones o pulsadores de emergencia, que suelen
estar colocados en las mismas bancadas de los
accionamientos y pueden ser de dos tipos , según
y 7,5 m/s de velocidad y calidad St-4500 . De esta
manera es posible transpo rtar las 37. 500 Uh requeridas
con las rotopalas de 240.000 m3b/d.
que provoquen la parada retirando la tensión a los
motores , sin que caigan los frenos inmediatamente
o que los frenos caigan también en el momento de
pulsar el botón . Suelen distinguirse con colores :
amarillos los del primer caso y rojos los del segun
do.
_
las~ a
_�
131-
5. Aplicaciones
i1• os..
Las cintas transportadoras se utilizan en todos aquellos
sectores donde se manipulan materiales a granel :
cereales , cementos , arenas , minerales, etc.
►
" '
�� -
-..
t ,z
<.,: -...
En minería existen dos grandes campos de aplicación:
en las plantas mineralúrgicas y en
yacimientos . Centrándose en este
explotaciones mineras profundas
producción , el transpo rte con cinta
sistema más económico .
las explotaciones de
último sector , en las
con altos ritmos de
ha demostrado ser el
-,r
Las cintas conectan el área de excavación con la
escombrera o parque de mineral ; esto es , la rotopala
en las minas de materiales poco consolidados y lag;.
machacadora o alimentador en las de rocas competentes, con el a ilador de la escombrera o del
parque de minerales .
Dentro del sistema , las cintas de tajo y las de es
combrera deben adaptarse a los progresos o situación
espacial de las mismas, por lo que son , normalmente ,
del tipo ri P able y presentan una gran facilidad para
Foto 3.- Instalación de cintas transportadoras y planta de
trituración . Mina de cobre Sierrita - Duval Corporation
(Estados Unidos).
acortarse y alargarse . Las cintas generales , de enlace ,
de alimentación a planta y centrales térmicas son del
tipo estacionario.
El desarrollo de las grandes cintas transportadoras
estuvo ligado a la explotación de los yacimientos de
lignito pardo en Europa Central.
En los años 50 ya se trabajaba con anchos de 1.600
mm y 5 , 2 m/s de velocidad , con potencias instaladas de
6 x 210 kW. En la década de los 60 se desarrollaron
las primeras cintas de 2.200 mm , con una calidad
St-3.150 kN/m con 6,5 m/s y con potencias instaladas
de 6 x 630 kW .
Un paso posterior fue incrementar la potencia de
accionamiento pasando a cintas con el mismo ancho y
velocidad que las anteriores , pero con 6 x 1.500 kW,
que daban se rvicio a las rotopalas con capacidades de
200.000 m'b/día.
La última etapa en el desarrollo de grandes cintas ha
sido la incorporación de accionamientos de 2.000 kW , lo
que ha permitido equipar una cinta con 12 . 000 kW de
potencia en el caso de anchos de banda de 2.800 mm
328
Si se compara el incremento experimentado en las
capacidades de transpo rte entre los diferentes anchos
para las velocidades habituales , se aprecia en la Tabla
XXX que el factor multiplicador con relación al menor
de los anchos citados, se ha duplicado al pasar a
2.200 mm y multiplicado por 4 al pasar a 2.800 mm
ó 3.000 mm.
En la actualidad , en la zona de Colonia , se tienen los
siguientes tipos de cintas en funcionamiento , Tabla XXXI,
. Material transpo rtado anualmente: 917,1 Mt
-
Potencia total instalada: 850 MW
Las cintas están compuestas, como ya se ha indicado, por : una estación motriz de cabeza , una estación
de cola, los bastidores y los sistemas de vertido
selectivo.
TABLA
XXX
ANCHO DE BANDA
(mm)
VELOCIDAD DE LA BANDA
(m/s)
CAPACIDAD DE TRANSPORTE
(t/h)
1.600
5,2
8.500
2.200
5,2
17.200
2.800
7,5
37.500
3.000
6
37.500
TABLA
ANCHURA DE
BANDA
1.200 - 1.400
XXXI
LONGITUD DE CINTAS
INTALADA
3.485
PORCENTAJE DEL
TOTAL (%)
1,4
1.600 - 1.800
5.733
2,3
2.000 - 2.200
132.711
54,0
2.800
104.058
42,3
245.927
100,0
Las estaciones motrices de cabeza de cada cinta
disponen de los accionamientos y sistemas de mando y
acoplables para su desplazamiento a las nuevas posiciones impuestas por el avance de la explotación.
control necesarios para el funcionamiento de la instalación, haciéndose el vertido, en general, sobre otra
cinta, por lo que es necesaria una altura de descarga
suficiente y un puente en rampa con un radio de
curvatura en función de las características de diseño de
la cinta.
Estos pies, que se utilizan desde los años 50, se
acoplan a ambos lados del pontón en número mínimo
de dos y máximo de 4, habiéndose empleado en anchos
de banda de hasta 3.000 mm, incorporando accionamientos de 630 kW, como ya se ha indicado.
Las estaciones motrices se apoyan sobre pontones y
deben cambiarse de posición cuando se realiza el
ripado, alargamiento o acortamiento de las cintas. Para
ello se utilizan, generalmente, tres sistemas:
- Tiro con tractores.
- Pies marchantes.
- Carro transportador.
Las estaciones de cola o retorno, que pueden llevar o
no accionamiento, suelen disponer de una tolva de
alimentación, Fíg. 69.
En la Fig. 67 se representan tres estaciones motrices
que reflejan el desarrollo experimentado en las últimas
Con la utilización, a finales de los 60, de las estaciones
motrices para bandas de 3.000 mm de ancho, 6 m/s
de velocidad y accionamientos de 1.500 kW de potencia,
el peso se incrementó notablemente. Se sustituyeron
entonces los pies por un mecanismo hidráulico de
traslación a pasos, integrado en la propia estación
motriz.
El último desarrollo de las estaciones motrices lo
constituyó la incorporación, a mediados de los 70, de
los carros de orugas como medio de transporte. De esta
forma se evitaba el propio peso del mecanismo hidráulico incorporado a la estación y se introducía un medio
rápido, versátil y de gran maniobrabilidad para las
operaciones de cambio de posición de las cintas,
Fig. 68.
tres décadas en la construcción de estos componentes.
Generalmente, toda la estación motriz de las cintas
ripables descansaba en un pontón único, empleándose
los pies hidráulicos como mecanismos independientes y
El empleo de estos equipos introdujo un cambio de diseño
en la estructura de las estaciones motrices, exigiendo la
forma de pórtico para poder introducirse debajo y el uso
de dos pontones en lugar de uno solo.
329
B - 3000 / 6 X1500 kW
P- 37000 t/h
B-2200/6x630 kW
P- 18000 t/h
113-11600/6x2110 kW
P - 7200 t/h
Figura 67 - Aizaaos ae estaco-es motrices oe oferentes cintas
¡Gm
POSICION DE OPERACION
-:r
I
-•i
POSICION DE TRANSPORTE
Figura 68.- Movimiento de una instalación con transportador de orugas.
En la Tabla XXXII se resumen los datos más importan tes de estaciones motrices , a pa rt ir de 2 . 200 mm de
ancho de banda , que trabajan en las explotaciones de
la República Federal de Alemania.
Han tenido un desarrollo paralelo al de las estaciones
motrices , incrementándose igualmente sus dimensiones
330
y pesos , habiendo progresado también en los sistemas
empleados para su ripado.
El reducido peso de las estaciones de cola ha permitido
que su ripado se haga arrastrándolas a nivel del suelo
por medio de tractores u otros equipos auxiliares.
También se han empleado pies hidráulicos de traslación
TABLA XXXII
Tipo de estación
Potencia
de
accionamiento
Ancho
de
banda
Velocidad
de
banda
( kW)
(mm)
(mis)
(4+2).630
2.200
5,2
(4+2).630
3.000
(4+2).1500
(4+2).1500
Sistema de
transpo rte
Capacidad
Peso
de
en
transpo rte servicio
(tlh)
(t)
2 pies hidráulicos
17.200
240
6,0
4 pies hidráulicos
37.500
393
3.000
5,2
Mecanismo hidráulico
32.000
792
3.000
6,0
Mecanismo hidráulico
37.500
680
B2.200
Construcción ligera
83.000
Para longitudes
reducidas
63.000
Prototipo
integrado
B3.000
integrado
Carro de orugas 700 t
82.800
(4+2).2000
2.800
7,5
Carro de orugas 700 t
37.500
730
(4+2).2000
2.800
7,5
Carro de orugas 700 t
37.500
668
(4+2).2000
2.800
7,5
Desmontaje
37.500
563
reducidas
(2+0).2000
2.800
7,5
Carro de orugas
37.500
439
82.200
(4+0).1500
2.200
6,5
Carro de orugas 440 t
17.200
448
Ripable
82.800
Trasladable
82.800
Estacionaria
82.800
Para longitudes
con transformador de alimentación de corriente eléctrica.
parte eléctrica fuera del puente de unión.
Fuente : ESTEBAN, S. (1988)
a pasos, tal como se hace en las estaciones de reenvío
de las cintas de 2.200 mm de ancho de banda de la
mina de Puentes de García Rodríguez, con un peso
superior a las 100 t.
su ripado, habiéndose empleado por primera vez en la
mina de Hambach al emplear los accionamientos de
2.000 kW. Esto ha dado lugar a un cambio en el
diseño, pasando a un bastidor en forma de pórtico, y
El último desarrollo de las estaciones de reenvío ha
consistido en la introducción de carros de orugas para
descansando sobre el terreno por medio de dos pontones. Este sistema de ripado se ha extendido incluso
a las cintas de 2.200 mm de ancho de banda equipadas
con accionamientos de 1.500 kW.
331
_
Vil,
8
- -
!
;
l��7
CINTA AVANZABLE
CINTA GIRATORIA
B 3 000
B 2200
r
y
Figura 69.- Comparación de bastidores de cintas con bandas de
3.000 mm y 2.200 mm y tolvas de recepción.
%
L
�',
CABEZA AVANZABLE
CINTA REVERSIBLE
Figura 70.- Sistemas de transferencia entre cintas
Foto 4.- Estación de cola con tolva.
Las máquinas de extracción pueden excavar indistintamente estéril o mineral, por lo que se precisa
en alguno de los puntos de vertido, que se denominan puntos de transferencia, la posibilidad de verter
en cintas del circuito diferentes, según el destino del
material: escombrera o parque de almacenamiento.
Esto puede conseguirse con los siguientes sistemas:
- Cintas avanzables.
LEYENDA
-
Cintas
giratorias .
- CINTA 8 3000
-- CINTA 82200
- Cabezas avanzables.
- Cintas reversibles.
C=D-
ESTACION MOTRIZ
CABEZA RIPABLE
CINTAS DE ALIMENTACION
CINTAS DE DESCARGA
En la Fig. 71 puede verse un nudo de transferencia de
una explotación de Rheinbraun (R.F.A.)
332
Figura 71. - Esquema en planta de un nudo de transferencia.
}}
1
-
Foto 5 .- Nudo de transferencia.
6.
Consideraciones de selección
El proceso de selección de una cinta transpo rtadora
parte de los siguientes datos :
- Características del material a manipular.
- Tonelaje horario a transportar.
- Características de la ruta de transpo rte .
- Frecuencia de cambios de situación .
Las propiedades del material que han de considerarse
son, como se citó anteriormente , las siguientes :
Granulometría .
Densidad.
- Angulo de reposo, y
Alterabilidad en diferentes condiciones .
Los cálculos de dimensionamiento deben realizarse con
el tonelaje horario máximo , ya que , en caso contrario,.
durante la operación se producirían paradas por sobrecargas y se provocaría una disminución de la productividad de las máquinas de carga: rotopalas , minadores,
palas o excavadoras.
En lo referente a las rutas de transporte, los parámetros
básicos que hay que considerar son los siguientes:
- Longitud total de transpo rte y longitudes parciales .
por tramos rectilíneos.
-
Desnivel entre el punto de carga y el de descarga,
así como entre los extremos de los tramos rectilíneos.
- Tramos ascendentes y descendentes dentro del
pe rfil de transporte.
- Situación de las estaciones motrices.
La fijación del tonelaje horario debe comprender la
determinación del tonelaje horario máximo esperado y
del tonelaje medio .
En la Fig. 72 se representa un esquema simplificado de
un perfil de transpo rte.
333
l•�A�
Pu
•
�
M.
�
p
�,
J
w
-
t
J
1
I
pl
r
2
1
w
3
4
Figura 72.- Perfil longitudinal de una cinta transportadora.
En lo referente a la frecuencia de cambios de situación ,
este factor influye de manera muy impo rtante sobre el
tipo de cinta a utilizar , entendiéndose por tal el grado de
movilidad del conjunto y la clase de bastidores a utilizar .
Mediante alguno de los métodos de comparación de
alternativas y teniendo en cuenta los precios de adquisición de las diferentes cintas y costes operativos
estimados para cada una de ellas, se procederá a la
elección de la más adecuada.
A partir de los datos iniciales , se determinan las características básicas de la instalación:
- Anchura y velocidad de la banda.
- Resistencias al movimiento y potencia de ac-
Tendencias y nuevos desarrollos
cionamiento.
7.
Tensiones máximas .
- Tipos de bandas .
El transpo rte con cintas se ha extendido en las últimas
décadas , incorporándose nuevas tecnologías o mejoran-
El proceso de dimensionamiento es similar al expuesto
do las ya existentes. Actualmente , los tipos de cintas en
uso o en desarrollo son las siguientes:
en epígrafes anteriores .
Una vez efectuados todos los cálculos , el paso siguiente
consiste en la petición de ofe rtas, al menos a cinco
empresas especializadas . Con las ofe rtas recibidas se
confeccionará un cuadro comparativo con los siguientes
datos técnicos :
- Cintas convencionales de artesa.
- Cintas tubo.
- Cintas de alta pendiente.
- Cintas Aero- Belt.
- Cintas Cable - Belt.
- Caudal máximo.
- Anchura de la banda.
- Angulo de a rtesa .
7.1.
- Calidad de la banda.
- Potencia de accionamiento y ubicación .
En el grupo de las cintas convencionales, los campos
de actuación han sido:
Cintas convencionales
- Diámetro de los rodillos superiores e inferiores.
- Distancia de los rodillos superiores e inferiores .
- Diámetro del tambor de vertido.
-' Diámetro del tambor motriz.
Diámetro del tambor de reenvío.
Diámetro del tambor de tensado .
7.1.1. Aumento de la capacidad de transpo rte
En paralelo a la construcción de las rotopalas, con
producciones unitarias de 240.000 m3/día, se han
desarrollado las mayores cintas que hoy se encuentran
en funcionamiento en las minas de lignito a cielo
abie rto.
Tipo de guirnaldas.
- Tipo de bastidor.
Fuerza útil.
- Tensión máxima de servicio .
Coeficiente de seguridad .
Instalaciones en funcionamiento .
334
7.1.2. Cintas con cu rvas horizontales
Desde los años 60 se viene trabajando en el desarrollo
de cintas con posibilidad de un trazado con curvas
horizontales . La primera instalación se llevó a cabo en
1.963 , durante la construcción del metro de París. Otra
instalación es la de Nickel Mines , en Nueva Caledonia
i
!
TI
del Sur, con una cinta de 11 km de longitud con cuatro
curvas horizontales. En la actualidad hay más de 15
cintas de más de 1 km de longitud en funcionamiento.
To
La ventaja de este tipo de cintas se basa en la eliminación de transferencias, lo que se traduce en:
To
ACCIONAMIEN-
ACCIONAMIEN
TO LINEAL
TO LINEAL
TZ
CABEZA MOTRIZ
A
- Simplificación del sistema de alimentación eléctrica.
- Disminución del mantenimiento.
- Reducción de atascos y paradas.
- Disminución del desgaste de la banda.
- Aumento de la vida en servicio de la cinta.
To
- Aumento de la producción.
Tz
To
CABEZA MOTRIZ
7.1.3. Accionamiento lineal
Figura 73.- Comparacion de las tensiones en una banda con-
El sistema de accionamiento lineal, o TT (Belt lo Belt)
consiste en la aplicación de potencia en uno o más
puntos a lo largo de la banda, además de en la cabeza
motriz o en cola, si existe accionamiento, Fig. 73.
Las ventajas e inconvenientes de este sistema se
recogen en la Tabla XXXIII.
TABLA
vencional y en otra con accionamiento lineal.
7.1.4. Cintas modulares
Consisten en estructuras metálicas en forma de módulos
de unos cincuenta metros de longitud que se colocan
XXXIII
Ventajas e inconvenientes del accionamiento lineal
VENTAJAS
INCONVENIENTES
- Menor tensión máxima en la banda.
- Puede requerir una ampliación en la entrada de
cada accionamiento.
Utilización de bandas de menor resistencia, peso
y coste.
- Alimentación eléctrica en cada accionamiento.
Accionamiento de menor tamaño (motor, reductor,
acoplamiento) y potencia.
- Aumento del mantenimiento de la instalación.
Accionamientos más convencionales.
- Disminución de la fiabilidad por aumento del
número de accionamientos.
Bandas más convencionales.
- Pueden requerirse bandas especiales.
Funcionamiento de la cinta cuando falla un
accionamiento.
Facilidad para disponer de repuestos
mercado.
en el
Mayor longitud máxima en un tramo, disminuyendo el desgaste de la banda al reducirse el
número de vertidos.
{
-
Aumento de la longitud, potencia y capacidad
para un tamaño de banda dada.
- Menor inversión.
{
335
Figura 74.- Instalación de transporte con cintas modulares.
mediante un vagón transportador. Forman, pues, una
instalación semimóvil que requiere tiempo para su
posicionamiento. Debido a la gran cantidad de módulos
implicados la disponibilidad mecánica del conjunto puede
verse afectada, Fig. 74.
Uno de estos sistemas fue la cinta Zipper, Fig. 76, que
consiste en una banda plana con dos laterales flexibles
que se unen por los extremos, como si de una cremallera se tratara.
Se requiere, además, un piso plano y correctamente
preparado con el apoyo de equipos auxiliares.
Una instalación de este tipo se encuentra en fun
cionamiento en una mina de carbón a cielo abierto australia-
"`.
!`rí
2
S
na que trabaja conjuntamente con una machacadora móvil.
7.1.5. Cintas alargables
�,•::
Consisten en una cabeza dotada de orugas, ruedas o
patines y una estación de cola. La estación de cabeza
incorpora un dispositivo de almacenamiento de banda
con una capacidad de 100-250 m. Cuando es necesario
ampliar la cinta, se produce un estiramiento, invirtiéndose en tal operación un tiempo de unos 15 minutos. A
continuación, se introducen los bastidores y la
instalación se encuentra en condiciones de funcionar en,
ri., .�
a
t
i
y
un tiempo inferior a un relevo, Fig. 75.
BRAZO DE DESCARGA DEL
MINADOR CONTINUO
BANDA
DE GOMA
DIENTES
TOLVA DE
CARGA
PAREDES
LATERALES
FLEXIBLES
ALMACENAMIENTO DE
ANCLAJE
BANDA
Figura 75.- Esquema de cinta móvil extensible.
Se necesita un piso en buenas condiciones. Este tipo de
instalaciones es muy popular en trabajos subterráneos
asociados a topos y rozadoras.
En la explotación española de lignito a cielo abierto de
Meirama se dispone de una cinta alargable que opera
con un apilador compacto para la construcción de
diques de material granular.
7.2. Cintas tubo
Los diseñadores han intentado construir cintas cerradas
para transportar materiales difíciles: frágiles, corrosivos
o abrasivos.
11 F
Figura 76.- Cinta Zipper.
Este diseño presentó problemas en la apertura y cierre
de los dientes y fue rápidamente abandonado.
presentó una banda que se
En 1.964, Hashimoto
en forma de
longitudinalmente
disponía curvándola
una
tubería. Conceptualmente, la cinta es idéntica a
Fig.
77.
convencional,
mismo trazado y en corto espacio. Posibilidad de giros
de hasta 900 y trans p orte de materiales en p endientes
TAMBOR DE RETORNO
/TO
EA DE CARGA
f
TRAMO
CARGADO
ÁREA DE
DESCARGA
de hasta 27°. La mayor limitación es la granulometría
admisible por el sistema.
TRAMO VACIO
FORMA
LLANA
Y EN U
FORMA
PLANA
Y U
FORMA DE TUBO _
�5..
TAMBOR
MOTRIZ
El tensionado de la banda se efectúa de forma similar
a las instalaciones convencionales, por detrás del punto
de carga. La banda pasa a través de una serie de
rodillos con diferentes colocaciones que efectúan la
transición de la disposición convencional a la forma
tubular. El retorno de la banda se realiza de manera
similar. Otro aspecto interesante de las bandas tubulares es que precisan una anchura menor que una cinta
convencional. Esto es particularmente importante en
instalaciones con espacios reducidos.
d
Las tensiones y potencias de la instalación se calculan
como si se tratara de cintas normales.
SI2
¡
Otra variante de las cintas tubo o cintas cerradas la
constituye el sistema sueco denominado SICON, que
actualmente se encuentra desarrollado para materiales
; �
granulares finos, por debajo de los 70 mm, y que
permite remontar pendientes máximas comprendidas
entre los 20 y los 25° con trazados formando ángulos
de 900, Fig. 78. Los accionamientos pueden ser múltiples con estructuras soporte más simples que en las
cintas convencionales.
•
Figura 77— Cinta tubular.
Las ventajas de este tipo de cintas son: su capacidad
para operar con curvas horizontales y verticales en el
Las velocidades de transporte de las instalaciones en
funcionamiento varían entre entre 2 y 5 m/s y las
capacidades oscilan entre los 10 y los 650 m'/h.
Figura 78.- Descarga horizontal y vertical del material.
7.3. Cintas de alta pendiente
Existen dos tipos de cintas de alta pendiente: las cintas
bolsa y las cintas sandwich.
7.3.1. Cintas bolsa o de compartimentos
'•
hasta 2.400 mm y capacidades de hasta 7.000 m3/h.
Este sistema es capaz de transportar en cualquier
ángulo de 0° a 90°, existiendo varios cientos de estas
cintas en todo el mundo y fundamentalmente en Europa,
transportando diversos materiales.
La banda que se utiliza es especial, de base rígida con
paredes laterales flexibles y compartimentos transversales cada cierto espacio, Fig. 80.
Estas cintas están diseñadas y fabricadas por Conrad
Schultz (Flexowell) y constituyen un sistema ampliamente difundido. Existen con anchuras de banda de
El material es transportado en los compartimentos
transversales y la banda es capaz de moverse por el
337
tambor motriz y por el de retorno, pudiendo ser guiada
formando cualquier ángulo. Esto es posible debido a
que las paredes laterales tienen ondulaciones verticales
que se pueden comprimir y dilatar cuando la banda se
curva hacia el interior y el exterior, haciendo posible la
transición del desplazamiento horizontal al vertical,
Fig. 81.
RODILLOS
CINTA
's^
CURVA DE
DEFLEXION
1
UNIDAD
MOTRIZ
RODILLO
LIMPIADOR
RUEDA DE
DEFLEXION
t
•
RUEDAS DE
DEFLEXION
Foto 6.- Sección transversal del nuevo sistema de cintas
SICON.
RODILLOS DE
TAMBOR DE
DEFLEXION
f
'-~
IMPACTOS
TAMBOR DE
RETORNO Y
ESTACION DE
FRENADO
Figura 81.- Componentes principales de una cinta de com-
partimentos (FLEXOWELL).
p
Como ya se ha indicado, la base de la cinta es rígida,
lo cual se consigue por medio de una construcción
cruzada que mantiene la banda estable lateralmente
cuando circula a lo largo del sistema de transporte. No
existe tendencia a combarse o alabearse, ni siquiera en
cambios bruscos de dirección, al tiempo que mantiene
su flexibilidad longitudinal.
Figura 79.- Bastidor de la cinta.
sa el mayor coste de la banda con el ahorro en estructura, soportes mecánicos y en la propia longitud de la
banda.
,D
LATERAL
Una ventaja del sistema es que la banda no necesita
soporte cuando se dispone verticalmente, que es el caso
de los pozos de extracción. De este modo se compen-
°�La awn
BASE DE
E~
En la Fig. 82 pueden verse diversas configuraciones de
este tipo de cintas, capaces de adaptarse a diferentes
geometrías de taludes, labores de extracción o plantas
de tratamiento.
DoroARTluEUro
7.3.2. Cintas sandwich
Figura 80.- Detalle de un compa rt imento de la cinta
FLEXOWELL.
La cinta sandwich está constituida por dos bandas que
el material a ser transportado. La fuerza
aprisionan
}
f
J
Foto 7.- Detalle de una cinta de compa rt imentos.
La primera cinta de este tipo fue la cinta lazo desarrollada por Stephens-Adamson para la descarga de
buques, Fig. 83.
c
DESCARGA
i
A
CARGA
Figura 83.- Cinta lazo (Stephens•Adamson).
En 1982, Continental desarrolló la cinta sandwich de alta
pendiente (HAC), que presenta las siguientes ventajas:
Figura 82.- Diferentes diseños geométricos de cintas.
desarrollada por la banda proporciona una presión
suficiente sobre el material, de forma que la fricción
resultante permite que éste no deslice a causa de la in
clinación de la instalación.
- Facilidad de acceso.
- No limitación en la capacidad.
- Alturas elevadas con pendientes de hasta 900.
- Flexibilidad en la planificación y en la operación.
- Fácil limpieza y rápida
reparación de las bandas.
- No producción de derrames dentro de la operación.
339
--Y
T.
El desarrollo y utilización de las cintas de alta pendiente
será de gran utilidad en la minería a cielo abierto, sobre
todo cuando trabajen conjuntamente con las machacadoras semimóviles, Fig. 85.
á
a
Figura 85.- Cintas de alta pendiente junto a trituradora
móvil (Brady et al.).
Una instalación HAC en operación es la de la mina de
cobre de Majdanpek en Yugoslavia, Fig. 86, con una
capacidad de 4.400 Uh, una inclinación de 35,5° y unas
alturas de elevación de 90 m.
p
f
F,�r
-
i
�r
(
•
.
.`
r�+
Por otro lado, podrán utilizarse sobre equipos móviles
proporcionando a las operaciones una gran flexibilidad,
además de reducir significativamente los costes de
transporte al eliminar gran número de pistas y disminuir
las distancias de acarreo. En la Fig. 87 puede verse
una de estas máquinas, destinada a extraer el mineral
del fondo de una explotación del tipo descubierta.
Foto 8.- Vertido del material transportado por una cinta de
compartimentos.
7.4. Cintas Aero-Belt
En la Fig. 84 se pueden ver diferentes perfiles de cintas
HAC.
PERFIL-L
PERFIL-5
-esta 90°
/
hasta 90°
/
La cinta "Aero-Belt" consiste en una artesa semicircular
de acero inoxidable, Fig. 88. El aire es suministrado en
la sección inferior por medio de unos ventiladores o
soplantes y la artesa se comunica mediante unos
orificios a la parte inferior.
La película de aire proporciona un coeficiente de fricción
pequeño entre la artesa y la banda, precisando una
demanda de potencia pequeña.
El retorno de la banda se realiza apoyándose sobre
unos rodillos de tipo convencional situados en la parte
inferior.
PUEDE VARIAR
DESDE 9°.
1
PERFIL -C
CON ÁNGULO DE
I� DESCARGA
SCARGA ALTO
PUEDE V�¡AR
±DESDE
El sistema se emplea para transportar materiales muy
difíciles a cortas distancias. Aunque es un sistema más
costoso que el de las cintas convencionales, tiene las
siguientes ventajas:
Bajo mantenimiento.
PERFIL-C
CON ÁNGULO DE
DESCARGA BAJO
-
Poca potencia de accionamiento.
-
Escasa producción de polvo.
- Pendiente remontable elevada.
Figura 84.- Perfiles diferentes de cintas HAC
ann
- No se produce segregación del material.
i'
ALTURA
380m.
CINTA EXTERIOR
AL CCNCENTRADOR
35.5•'
CUBIERTA
Y PROTECCIONES
CONTRA EL VIENTO
TAMBOR MOTRIZ
CINTA SUPERIOR
HAC-1
TAMBOR CINTA SUPERIOR
HAC-2
TAMBOR MOTRIZ
CINTA INFERIOR
ALTURA
290 m.
lG
11
TAM80R DE CINTA INFERIOR
Figura 86.- Cinta HAC en la mina de cobre de Majdanpek ( Yugoslavia).
33 m.
17 m. -+I
(b)
(a)
j
E
„
h
j
I
22 m
I
(c)
13m
-
E
a
r
►T,Sm�+
Figura 87.- Equipo móvil con cinta de alta pendiente.
341
La cinta más grande de este tipo se encuentra en
Sudáfrica, con 300 m de longitud.
LA CINTA ESTA SOPORTADA EN TODA
SU LONGITUD POR LA LAMINA DE AIRE
RODILLO DE RETORNO
- La banda tiene unas hendiduras para el posicionado
del cable y, cuando no se encuentra bajo carga, su
geometría es plana.
Los cables de accionamiento están soportados
mediante poleas espaciadas a intervalos regulares
a lo largo de la instalación, en función del caudal a
transportar.
MATERIAL
CIRCULACION DELk
1-C
1,í
AIRE BAJO LA
-19,
CINTA
6r T::
SECCION DE LA
CAJA DE AIRE
OIRfCdON AIRE �
y=
VENTILADOR
CENTRIFUGO DE
BAJA PRESION
NERVADURA
Figura 88.- Cinta Aero-Belt.
CMBIE
t
7.5. Cinta Cable-Belt
sum
RENERZOS
RECUBRIMIENTO RIF.
ALIOA TEXTIL
La cinta "Cable-Belt" se desarrolló en 1949 como
consecuencia de que las bandas existentes en el
mercado, que estaban formadas por un armazón de
fibras de algodón revestido con goma, presentaban una
limitación para el diseño de instalaciones de gran
longitud y desnivel a superar.
Para solventar estos problemas se trabajó en un diseño
en el que el accionamiento y el medio de transporte
estaban separados, nació así el sistema "Cable-Belt",
cuyas principales ventajas son:
- El medio de transporte está separado del accionamiento.
- Las tensiones
;�
Figura 89.- Detalles de construcción de la banda y accionamiento
de los cables.
del accionamiento se transmiten a
los cables sinfín que están situados a ambos lados
de la banda.
- La banda es una plataforma de transporte diseñada
para el caudal de material necesario. Está rigidizada
transversalmente por un armazón de cables de
acero y es flexible longitudinalmente.
342
! !
La primera cinta de este tipo se instaló por la National
Coal Board (hoy British Coa¡) en Escocia, en 1951. La
cinta tenía una longitud de 720 m, un desnivel de 174
m y una capacidad de transporte de 130 t/h. En la
actualidad en Australia hay una instalación con una
longitud de 30,4 km y una capacidad de 2.000 t/h, en
tramos de 5 km.
8. Bibliografía
- BAHKE, E.A.: "New Development in Belt Conveying
Tecnology". Bulk Solids Handling. December, 1985.
- LACHMANN, H.P.: "On The Investment for Conveyor
Belting". Bulk Solids Handling. March, 1982.
- BECKLEY, D.E.: "Belt Conveyor Transition Geometry". Bulk Solids Handling. December, 1982.
- LACHMANN, H.P.: "Conveyor Belts: Investment and
Availability". Mining Magazine. December, 1981.
- BLOMBER, H. et al.: "Mobile Elevator Conveyors".
Bulk Solids Handling. December, 1985.
- LUBRICH, W.: "Transport with Large Conveyors
in Surface Mines". Bulk Solids Handing. March,
1982.
- BRIDGESTONE.: "Conveyor Belt Design Manual".
- CEMA.: "Belt Conveyors for Bulk Material".
- MÁRCHESE, J.L.: "Belt Conveyors-Handling, Installation, Maintenance". Pit & Quarry. January, 1979.
- CLOUTH INDUSTRI GUMMI.: "Conveyor Belting".
1.976
-
MARLATT,W.K.: "High Capacity Belt Conveyors".
Mining Congress Journal. January, 1977.
- CONRAD SCHOLTZ AG.: "Flexowell - Technooogy
for Bulk Materials Handling".
-
NEAGLE, J.R.: "Some Design Aspects of a Movable
Open Cut Face Conveyor". Bulk Solids Handling
November, 1983.
- CONTINENTAL.: "Conveyor Belt System Design.
CONTI Conveyor Belt Service Manual".
- DOS SANTOS, J.A.: "Sandwich Belt High Angle
Conveyors - HAC". Bulk Solids Handling. April, 1986.
- ECHEVARRIA, J.: "Criterios de Dimensionamiento
de Cintas Transportadoras". Simposium Nacional de
Selección de Maquinaria en Minería y Obra Pública,
Diciembre, 1987.
- ERNST, W.: "Continental Conveyor Belts. Installing
and Splicing Conveyor Belts with Fabric Plies".
- NIN SITJA, Mario: "Bases para el Cálculo de
Bandas Transportadoras". FIRESTONE HISPANIA.
- PAERKE, J.W.: "Flexowell Conveyor Tecnology".
Bulk Solids Handling. April, 1987.
- RAMOS, C.M.: "Coa¡ Transportation and Belt Conveyors". Bulk Solids Handling. June, 1988.
- RAPPEN, A.: "Systematic Cleaning of Belt Conveyors". Bulk Solids Handling. March, 1984.
ROBERTS, A.W., et al.: "Optimal Design of Continuous Conveyors". Bulk Solids Handling. May,
1981.
- ESTEBAN, S.: "Sistemas de Transporte de Gran
Capacidad por medio de Cintas. Una Aplicación al
Caso de la Mina de Puentes de García Rodríguez".
VIII Congreso Internacional de Minería y Metalurgia.
Oviedo. 1988.
- FERNANDEZ, J.: "Cintas Transportadoras. Apuntes
-
ROBERTS, A.W., et al.: "Economic Factors Relating
to the Design of Belt Conveyors for Long Distance
Transportation of Bulk Solids". Bulk Solids Handling.
December, 1985.
de Carga y Transporte en Minería a Cielo Abierto".
Fundación Gómez-Pardo. 1979.
- FIRESTONE: "Banda Transportadora INDY". 1974
- GOODFELLOW, H.D. and BENDER, M.: "Environmental Design Considerations for Belt Conveyors".
CIM: Bulletin. September, 1982.
- INDUSTRIE
MINERALE
- LES TECHNIQUES.:
- TARGHETTA, L. y LOPEZ ROA, A.: "Transporte y
Almacenamiento de Materias Primas en la Industria
Básica". Editorial Blume. 1969.
- TORNER, L.: "Application of Belt Conveying Technology Worldwide" Mining Equipment, May, 1989.
WALKER, S.C.: "Mine Winding and Transport".
Elsevier, 1988.
"Grands Transporteurs á Bande ". Avril, 1989.
- JOHN, C.R.ST and KRONKE, J.W.: "Use of Belt
Conveyors in Open Pit Mining". Mining Congress
Journal. April, 1975.
- WILLIS, J.R.: "Materials Handling in Open Cut Mines
State of the Art and Near Future Developments".
Aus. I.M.M. Large Open Pit Conference. October,
1986.
��o