DISEÑO
Y
CONSTRUCCION DE UN HORNO PARA
TEMPLE POR BAÑO DE SALES
IVAN
CAMARGO VILLEGAS
h
LUIS
FERNANDO GOMEZ A.
rFwá-'
UniversiJud uur,orlto
Serc¡ón
r8r
de 0ctidcnlr
Bibtioteco
--y
8t+74Tt
rrruüüúlJüüurum
CORPORACION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIVISION DE INGENIERIAS
PROGRAMA
DE INGENIERIA MECANICA
Ca1i, Mayo de L.987
TI
^/
L+1,Ób.
Attz&'*
nrsgño
y
coNSTRUccroN DE uN H0RN0 PARA TEMPLE
PoR
IVAN
LUIS
slño o¡
sALES
CAMARGO VILLEGAS
FERNANDO GOMEZ A.
Trabajo de grado presentado
como requisiLo parcial Para
optar al título
de Ingeniero
Mecánico.
Presidente:
HECTOR SANCHES S.
I .M.
CORPORAION UNIVERSITARIA AUTONOMA DE OCCIDENTE
DIVISION DE INGENIERIAS
PROGRAMA
DE INGENIERIA MECANICA
Ca1i, Mayo de L.987
Nota de Aceptación:
Aprobado por e1 Conite de Tra
bajo de Grado en cumplimiento
de los requisitos exigidos
por 1a Corporación Universita
ria Autónoma de 0ccidente Para
optar a1 títu1o de Ingeniero
Mecánico.
Presidente de1 Jurado
Jurad
o
Cali, Mayo de 1.987
11
*?
TABLA DE CONTENIDO
Pag.
1
INTRODUCCION
1 DIAGRAMA DE EQUILIBRIO HIERRO-CARBONO
1.1 INTRODUCCION
L.2 HIERRO PURO
1.3 ZONAS DEL DIAGRAMA HIERRO - CARBONO
2 CONSTINMNTES MICROSCOPICOS DE LOS ACEROS
2.I CONSTIflITENTES ESTABLES (ESTRUCTURAS DE EQUILIBRIO)
2.L.L FerriLa
2.I.2 Cementita
2.I.3 Perlita
2.2
CONSTITTIYENTES I'{ETAESTABLES (ESTRUCTURAS FUERA EQUILI
7
19
19
19
20
20
BRr0)
2L
2.2.I Austenita
2.2.2 Martensita
2.2.3 Bainita
2.2.4 Troostita
2.2.5 Sorbita
22
23
24
25
25
iii
INFTUENCIA DE LOS ELEMBNTOS DE ALEACION EN EL
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
ACERO
27
MANGANESO
27
SILICIO
28
NTQIIEL
29
CROMO
29
MOLIBDENO
30
T'UNGSTENo (WoLFRAMTO)
31
VANADIO
31
COBALT.O
32
ALUMINIO
32
3.10
32
TITANIO
4. DTAGRAMAS TEMPERAruRA TIEMPO TRANSFORMACION
4.L TNTRODUCCION
4.2 CURVAS DE TRANSFORMACION ISOTERMICA
4.2.I Diagrama TTT de Aceros a1 Carbono Eutectoide
4.2.2 Diagranas TII de 1os Aceros Hipoeutectoides
4.2.3 Diagramas TTT de los Aceros HipereutecLoides
4.2.4 Diagramas TIT de los Aceros Aleados
34
4.3
44
DIAGRAMAS DE ENFRIAMIENTO MNTINUO
5 TRATAMIENTOS TERMICOS DEL ACERO
5.1 GENEMLIDADES
5.2 NORMALIZADO
5.2.I Procedimiento
LV
34
35
36
38
42
43
53
53
57
57
5.2.L.I Calentaniento
57
5.2.L.2
59
Per¡nanencia
5.2.2 Aplicaciones
62
5.3
63
RECoCIDO
5.3.1
Recocido Subcritico o de eliminación de tensiones
6s
5.3.1.1
Recocido de Ablandamiento
68
5.3.1.2
Recocido contra acritud o de recristalización
69
5.3.1.3
Recocido
5.3.1.4
REcocido Globular
5.3.2
Recocido
brillante
70
7I
7l
Intercrítico
5.3.2.L
Recocido de austenización fncomleta
72
5.3.2.2
Recocido de Globulización Oscilante
73
5.3.3
Recocido de austenización completa
5,3.3.1
Recocido de homogenización o de regeneración
5.3.3.2
Recocido de
del
5.4
alta
temperaLura
74
75
o de embastecLmiento
76
grano
78
TEMPLE
5.4,1 Tipos de temple
80
5.4.1.1
Temple
80
5.4.I.2
Temple escalonado
81
5.4.1.3
Temple de baños calientes
82
ordinario o directo
5.4.2 Velocidad de calentamiento
B3
5.4.3
Temperatura de austenización
87
5.4.4
Tiempo de sostenimiento
90
5.4.5
Modos de
enfrlaniento
5.4.6 Influencia
de1 tamaño
93
y
1-a
rnsa de las piezas
97
5.5
100
RBVENIDO
5.5.1
toz
Etapas deL revenido
5.5.1.1
Segregación del Carbono
103
5.5.I.2 Prinera etapa - Precipitación del
5.5.1.3
Segunda etapa
-
105
Carbono
Descomposición de 1a austenita
105
retenida
5.5.1.4 Tercera etapa 5.5.1.5 Cuarta etapa -
Formación de 1a cementita
LQ7
108
Endurecimient.o secundario
5.5.2 El revenido puede producir fragtl-idad
109
5.5.2.1 Fragilidad en el grano 250-40OaC (en azúl)
5.5.2.2 Fragilidad en el rango 400-5604C (fragilidad
110
de
LTz
revenido)
5.5.3 El trataniento de revenido
5.5.3.1
Proceso de revenido
5.5.3.2
Calentamiento hasta
5.5.3.3
Tiempo de permanencia
como proceso
114
LL4
la temperatura de revenido
115
116
5.5.4 Doble revenido
L20
6
r22
PROBLEI',ÍAS
6.1
6.2
M{ LOS
TRATAMIENTOS TERMICOS
INTRODUCCION
L22
DEFECTOS EN LOS TRATAMIENTOS TERMICOS
L29
6.2.I Defectos del
6.2.1.1
Dureza
insuficiente
6.2.T.2 Fragilidad
6.2.I,3
130
temple
130
L3Z
excesiva
133
Deformaciones
6.2.L.4 Grietas y roturas
134
vi
6.2.2 Defectos del recocido
138
6.3
139
7
BUEN DISENO
151
TRATAMIENTOS ISOTERMICOS
7.T
INTRODUCCTON
7.2
VENTAJAS DE I,OS
7.2.L Ventajas
151
T.I.
EN EL TEX'ÍPLE DE LOS
ACEROS
L52
L52
Generales
7.2.2 Ventajas de tipo práctico y
económico
L54
7.2.3 Ventaias del enfriamiento en baños de sales
154
7.3
158
MARTEMPERING
7.3.1 Definición
158
del- Proceso
160
7.3.2 Aplicaciones
7.3.3 Eficacia del
161
temple
7.4 TMIPLE BAINITICO O AUSTEX"IPERING
7.4.1 Definición de1 proceso
7.4.2 Aplicaciones
165
7.5
169
165
L67
RECOCIDO ISOTERMICO
7.5.1 Definición del
169
proceso
7.5.2 Aplicaciones
t72
7.6
L72
OTROS TRATAMIENTOS ISOTERMICOS
7.6.L
7
L72
Marquenching
.6.2 Patenting
r_73
7.6.3 Trataniento Isotérnico bajo cero
7.7
osubcero
174
L76
SALES PARA BAÑOS DE TEMPLE
vil
7.7.I
Generalidades
7.7.2
Baños para Martempering
L76
-
Austemperlng y Revenido
L79
7
.7.2.1 Sales comerciales
L79
7
.7,2.2 Preparación de sales
183
7.7.2.3
7.8
Baños para recocido Isotérmico
HORNO PARA BAÑO
184
184
DE SALES
7.8.1
Calentamiento mediante resistencias exteriores
185
7.8.2
Calentarniento por electrodos sumergidos
186
7.8.3
Precauciones con
8
CLASIFICACION DE LOS
8.1
8.2
8.3
los
baños de sales
187
L92
ACEROS
INTRODUCCION
L92
GENERALIDADES
193
ESPECTFTCACTON DE ACBRoS SEGUN NORMAS AMERTCANAS (SAE-
]-94
AISI)
8.3.1.1 Sistena nuúerico básico (YZXX)
8.3.1.2 Significado de la primera cifra
8.3.1.3 Significado de la segunda cifra
8.3.2 Especificación AISI para aceros de herramientas
195
8.4 ESPECTFTCACTON DE ACEROS SEGUN NoRMA EUROPEA (DrN)
8.4.1 Especificación de 1os aceros de construcción (aceros
L97
L96
L97
200
no aleados)
8.4.1.1
196
Aceros básicos no aleados
20L
8.4.1.1.1 Resistencia
20L
8.4.1.1.2
20L
Grupo de calidad
v]-rt
8.4.1.1.3 Clases de Desoxidación
202
8.4.1.1.4 Condición de tratamiento (o suninistro)
202
8.4.1.1.5 Procedimiento de fabricación
203
8.4.1.1.6
204
8.4.L.2
Condiciones de emPleo
Aceros de consLrucción de calidad no aleados
8.4.2 Especificación de los aceros aleados
204
2O5
205
8.4.2.I
Aceros aleados
206
8.4.2.2
Aceros de al-ta aLeación
207
8.4.2.3
Aceros rápidos
208
8.5
ESPECIFICACIONES DE ACEROS SEGIJN NORMA INTERNACIONAL
209
caliente
209
8.5.1
8.5.2.
Aceros laminados en
Aceros l-aminados en
frío
8.5.2 Aceros laminados en frío
8.5.3
9
(COLD ROLLED)
(COLD ROLLED)
2L7
2r7
9.1.1 Tipo de aceros
Tamaño, forma
y núnero de piezas a tratar
Tanaño
y forma del
9.1.5 Potencia del
9.2
220
horno
22r
horno
22L
CALCIJLOS
9.2.L
Volúnen
218
220
9.1-.3 Tipo de sal
9.L.4
2ro
2t7
HORNO
PARAMETROS DE DISEÑO
9.L.2
2ro
2ro
Acero estrucLural
DISEÑO DEL
9.1
(HOT ROLLED)
del crisol
22L
9.2.2 Cantidad de Sal
223
1X
9.2.2.1
224
Observaciones
9.2.2.2.2
224
Recomendaciones
9.2.3 Calor requerido para fundir la
nasa de sal
9.2.4 Cálculo de la resistencia
9.2.5
Dimensionamiento
del
227
228
234
horno
9.2.5.1 Paránetros iniciales
234
9.2.5,2 Primera distribución del aislamiento
235
9.2.5.3
Segunda
distribución
de1 aislante
240
9.2.6 Cálculo del tiempo para alcanzar eL régimen estacio
nario
242
9.2.6.1 Calor absorvido por 1os ladrillos refracLarios ais
lantes
9.2,6.2
242
total absorvido por el aislaniento (porta
resistencia + ladrillo refractario aislante + lana
Cal-or
mineral).
9.27
244
.7 Cálculo del número de ladrillos
9.2.7
.L
Pared
9.2.7
.2
Fondo
lateral
9.2.8 Selección
9.2.9
247
248
del- nortero
249
Diseño Mecánico
249
9.2.9.L Crisol
249
9.2.9.L.L Verifícación de la
9.2.9.I.2.I
247
Unión de
sol-dadura de1 fondo
anillo a crisol-
249
255
9.2.9.I.2.2 Aro superior del anillo
256
9.2.9.I.2.3 Aro lateral del anillo
258
9.2.9.L.3
Agarraderas de extracción
9.2.9.1.3.1
Dimensi-onamiento
del crisol
259
259
9.2.9.L.3.2
Unión de agarraderas
9.2.9.2 Cálculo aproximado del
al anillo del crisol
peso
26r
del horno
263
9,2.9.2.L
Peso
9.2.9.2.2
Peso de1
9.2.9.2.3
Peso
del concreto refractario
trErecost' Concrax 1300
266
9.2.9.2.4
Peso
del concreto refractario
rrErecostt Concrax 1-500
266
9.2.9.2.5
Peso
del ladrillo refractario t'Erecostt U-33
9,2.9.2.7
Peso de
la lana mineral
268
9.2.9.2.8
Peso de
las resisLencias
268
9.2.9.3
del acero (t'I)
263
ladrillo aislante
rrVul,cano T-26t'
26s
267
Diseño de agarraderas para transporte de horno
9,2.9.3.1
269
Dimensionamiento
269
9.2.9.3.2 Cálculo de la longitud requerida de soldadura
272
9.2.9.4
273
Diseño de caja recibidora de sal
9.2.9.4.1
Dimensionamiento
273
9.2,9.4.2
Diseño de ruedas para 1a caja
276
10 ANALISIS EXPERIMENTAL
10.1 INTRODUCCION
280
LO.2
TE},IPERATURAS DEL HORNO
28L
10.3
PROCESO DE TEMPLE PARA LAS PROBETAS DE ACERO
AISI
D3
283
10.4
PROCESO DE TEMPLE PARA LAS PROBETAS DE ACERO
AISI
01
283
10.5
PROCESO DE TMÍPLE PARA LAS PROBETAS DE ACERO
AISI
9840
284
10.6
RESULTADOS
284
10.7
DISCIJSION DE RESTILTADOS
288
1O.B
PROCESO DE TEMPLE PARA LAS PROBETAS DE ACERO ASSAB
DF-z (ArSr
280
289
0r-)
x1
10.9
PROCESO
10.10
DE TE},ÍPLE PARA LAS PROBETAS DE ACERO
P2O
EL ANALISIS DE LAS PROBETAS
ArSr P2O, ArSr D3 ASSAB DF-2 (AISr 01)
289
RESIILTADOS OBTENIDOS EN
DE ACERO
11
AISI
CONCLUSIONES
BIBLIOGRAFIA
x11
29O
LISTA DE FIGTJRAS
FIGURA
1
Curvas de enfriamiento
hierro puro
y calentamiento del
FIGURA
2
Diagrama de
FIGIJRA
3
Región
FIGIIRA
4
Parte correspondiente a 1os aceros en el diagrana
hierro-carbono
FIGURA
FIGURA
FIGURA
5
equilibrio hierro-carbono
10
delta de1 diagrana hierro-carbono
Representación esquemática de
cimiento de 1a perlita
l6
FIGURA
8 Trayectorias arbiurarias temperatura-tienpo sobre
el diagrama isotérmico
9
10
39
42
Diagrama de transformación isotérmica para acero
hipereutecLoidez L.I3Z carbono,
FIGURA
37
Diagrama de transformación isotérmica para un acero
hipoteutoide: 0.352 carbono, 0.372 manganeso
FIGURA
13
la formación y cre
6 Trayectorias arbitrarias tenperatura-tiempo sobre
el diagrama de transformación isotérmica
7
L2
O.3O7"
manganeso
Curvas de la frsrr de tres aceros de 0.607" de carbono
y contenidos variables de manganeso, y de Lres ace
ros de 0.377" de carbono y contenidos variables de
cromo
xl_11
44
FIGURA 11
Diagrana de transformaci6n isotérnica de un
acero de baja aleación (4340) z Q.422 de carbono,
0.787" de manganeso, 1.79% de niquel 0.802, 0.332
de molibdeno. Tamaño de Srano 7.8 austenización
46
a 15504F (8434C)
FIGI]RA 12
punteado) Diagrana de enfria
(trazo
contínuo) del acero eutec
miento contínuo
Diagrama
TIt (trazo
49
toide
FIGURA
13 Variación de la microestructura en función de la
velocidad de enfrianiento para un acero eutectoide
FIGURA L4
Diagrama
enfriamiento contínuo para acero 4340
FIGURA 15
Curso de
temperatura en
F]GURA T7
FIGIIRA 18
FIGURA
19
5B
Tienpos de permanencia en hornos de cánara y de
baño
Representación esquemática de algunos recocidos
para un acero hipoeutectoide.
Curso de 1a temperatura en
ción de tesiones
Curso de
52
el recocido de normali
zado
FIGIJRA 16
51
61
66
el recocido de elinina
6
la temperatura en el recocido
de auste
nización incompleta
74
FIGURA 20
Recocido de Globulización oscilante
75
FIGURA 2T
Esquema de
ciclos de recocido conpleto A) acero
hipoeutectoide B) Acero hipereutectoide
77
FIGURA
22
Curso de 1a temperatura en
cimiento de grano
x].v
el recocido de embasLe
78
FIGURA 23
FIGURA 24
Curso de
la
Curso de
Temperatura en
el
tenpl-e ordinario
82
la Tenperatura en el temple ordinario
83
FIGURA 25
Varias fornas como puede calentarse una píeza
85
FIGURA 26
Tenperatura de austenización para tenple de
acero AISI 1045
89
FIGIIRA 27
FIGURA 28
FIGURA 29
FIGIJRA 30
FIGTIRA 31
Curvas de enfriamiento correspondientes a la su
perficie, a1 punto nedio de1 radio y al centro de
dos barras de diferente diánetro templadas en
agua.
96
Curvas de enfriamiento Lienpo-temperatura, corres
pondiente a distintas zonas del interior de un re
dondo de una pulgada de diánetro templado enérgi
canente
98
Curvas de enfrianiento superficial, estructura
fina y dureza de los distintos redondos de acero
de 0.452 de carbono, colocados sobre el correspon
diente diagrarna T.I.
99
Curvas de penetración de tenple de diversos redon
dos templados en agua.
100
Principales etapas y fornaciones que sufren los
ceros en
FIGIJRA
32
un
el
104
vs temperatura para un acero H-13 revenido
a distintos tiempos
Dureza
del acero
FIGURA 33
Curva maestra para e1 revenido
FIGTJRA 34
Representación esquenática de las transfornacio
nes nicroscópicas que ocurren en el trataniento
de un acero rápido.
FIGURA
35
a
revenido
Expansión
H-13
118
119
LzL
y contracción de un acero durante el
Tennple.
L24
xv
FIGURA
carbono sobre las variaciones dinen
sionales debidas a los canbios microestructurales
36 Influencia del
del acero
FIGIJRA
37 Distribución instantánea de 1a temperatura en un
cilindro durante e1 enfrianiento
L25
L28
FIGURA 38
Piezas que
fallaron por diseño
inadecuado
L43
FIGURA 39
Piezas que
fallaron por diseño
inadecuado
L44
FIGI]RA 40
Ejemplos de diseño correctos de partes
r47
FIGURA 41
Ejemplos de diseño correcto de partes
148
FIGURA 42
Ejemplos de diseño correcto de partes
L49
Ejemplo de diseño correcLo de partes
150
FIGURA
43
FIGURA 44
Esquema de
los tratamientos Isotérmicos
153
FIGURA 45
Proceso de enfrianiento de cuatro piezas de acero
idénticas, en agua, aceite, baño de sales y aire'
en los que se señala el principio y fin de la
transformación de austenita en martensita.
155
FIGURA 46
Curso de
la tenperatura en e1 temple en baño
FIGURA 47
Curso de
la
FIGURA 48
Aplicación del diagrama TTT isotérmico del acero
Ll/ 1403 a1 temple bainltico.
FIGURA 49
Curso de
caliente
la
Temperatura en e1- tenple bainíttrco
Temperatura en
xv
l_
el recocido Isotérmico
159
166
168
L7t
FIGIIRA 50
FIGT]RA
51
FIGURA 52
FIGURA 53
Dimensiones
del crisol.
Dimensiones del-
Forma
cil-indrica
222
crisol.
226
Distribución de 1as resistencias alrededor del
crisol.
228
surface loads ít l{/¿s,2 and W/sq-in
for Kanthal and Nikrotal heatinh elenents in
industrial furnaces
232
Recomended
FIGIIRA
54
Dimensiones de
los espiras de las resistencias
233
FIGIIRA
55
Dimensiones de
los ladrillos tipo recto
237
FIGURA
56
Dimensiones para
FIGURA 57
to.
standard
el primer arreglo de1 aisla¡nien
238
Dimensiones para e1 segundo
arreglo del aislanien
24L
LO
FIGURA 58
Dimensiones del aislamiento en l-a cubierta
ral del horno
late
243
FIGURA s9
Detalle de la soldadura en el fondo de1 crisol
250
FIGURA 60
Detalle de 1a unión de1 anillo del crisol
254
FIGURA
61 Flexión en el aro superior
FIGURA
62
Area resistente en
del crisol
FIGURA 63Deta11e
257
la agarradera de extracción
260
de unión de agaraderas
xvr1
al anil-lo del crisol
262
FIGURA
64
Area resistente de agarraderas para transporte de
horno
270
FIGIJRA
65 Alojaniento de caja recibidora de sa1
275
FIGURA
66 Ruedas caja recibidora de sal
277
FIGURA
67 Tenperatura en grados centlgrados en la cubierta
superior a una hora de encendido el horno
282
FIGURA
68
Temperatura en grados centígrados en la cubierta
superior a dos horas y nedia de encendido el hor
no
FIGURA
282
69 Gráficas de dureza vs distancia para probetas
de acero AISI 01
FIGIJRA
70 Gráfico de dureza vs distancia para probetas
acero AISI
FIGURA
292
293
71 Gráfico de dureza vs distancia para probetas
acero AISI
de
D3
P20
de
294
xviii
LISTA DE
PI.ANOS
Pás'
PLANO
1
Seccl-ón deL Horno
334
PLANO
2
Carcaza
335
PLANO
3
PLANQ
4
Aro lateral
PLANO
5
cilindro
PI.ANO
6
Crisol
PLANO
7
Refuerzos
PLANO
8
Porta-Resistencia F Resistencl-a
PLANO
9
PLANO
1
PLANO
1
PLANO
'1
2 Conexión de resistencla
34s
PLANO
1
3 Instalación de resistencias
346
PLANO
14 Caja receptora de sal
347
PLANO
15 Ruedas - maniJa- SuJetador ruedas
348
Agarradera alta-Agar:radera
superior-Fondo deI Crisol
ba j
a, Aro
soporte materiaL
336
33T
338
det crisol
339
Agarraderas det Horno
Cubierta inferior
de Soporte
340
34L
- Vaciadero
343
0 Cubierta superior
1 Soporte para cubierta - terminal
resistencia
x1x
de
344
LISTA DE TABLAS
Pag.
raturas usuales en el
de los aceros a1 carbono
normaL
i zado
TABLA
1
Tenp
TABLA
2
Med
TABLA
3
Colores de revenido de los aceros
IL7
TABLA
4
Variación dimensional y distorsi6n
r26
TABLA
5
TemperaLura deI AustemPering Y Marten
L62
TABLA
6
Temperatura de 1os baños para algunos
tipos de aceros de empleo frecuente
163
TABLA
7
Propiedades de un acero 1095 tratado
por tres métodos
L69
TABLA
8
Composición 1 Temperatura de fusión
de ittifización de diversas sales
180
TABLA
9
Intervalos de Lemperatura para la aplica
ción de los baños a sal DURFERRIT
181
TABLA
10 Mezcla de sales comerciales
per
e
ios de temple y sus aPlicaciones
ing
59
95
190
TABLA
11
Especificación AISI para aceros
He
TABLA L2
rramienta
de
198
s
sic ión temperaturas de 1os aceros
herramientas normal-izadas en Estados
Compo
de
r99
Unidos
Los aceros de herra
mientas para trabajos en frlo normalizados
2LL
en Alemania.
TABLA 13
Composición qulrnica
TABLA
Steel for Structuras and General Engineering
212
ring Purposes (IS0 630) and 1052
T4
de
TABLA 15
Carbón Steels (IS0 683 Port I and 4)
2L4
TABLA 16
Carbón Steels (TS0 683 port 1 and 4)
2L5
TABLA L7
Aceros de herramientas propuestos por
ISO
2t6
TABLA 18
Medidas de aproximación para crisoles
225
TABLA
Valores de resistencia para varios elec
trodos
254
TABLA 20
Result,ados de1 tempLe del acero AISI
D3
285
TABLA 2L
Resultados de- tenple del acero AISI
( acero p1-ta )
01
TABLA 22
Resul-tados de1 temple del acero AISI 9840 287
]-9
xx]-
286
TABLA
23 Datos de dureza para los probetas
Arsr 01 (ASSAB/DF-?)
29s
TABLA
24 Datos de dureza para las probetas
AISI D3
297
TABLA
25 Datos de dureza para las probetas AISI
P20
xx].
r_
299
LISTA DE
ANEXO
1
ANEXOS
Hoja Material del Acero AISI
01
310
ANEXO 2
Hoja I'laterial-
de1
Acero AISI
D3
314
ANEXO 3
Hoja Material
de1
Acero AISI
PzO
318
ANEXO 4
Hoja Material del Acero AISI
01
322
ANEXO 5
Hoja Material
ANEXO 6
Hoja Material del Acero AISI
de1
Acero AISI H-l3
xx]-11
H2
326
330
AGRADECIMIENTOS
Los autores expresan sus agradecirnientos a:
Superintendente de1 Centro de Asistencia
Técnica a 1a Industria (ASTIN) de1 servicio Nacional de
Aprendizaje (SENA).
MARIANO BENAVIDEZ,
S, Jefe de1 Area de Materiales de1 Programa
de Ingeniería Mecánica en 1a Corporación Universitaria Au
tónoma de 0ccidente, y Presidente del- Proyecto '
HECTOR SANCHEZ
Todas aquellas personas que en una u otra forma colaboraron
en 1a real ízací6n de1 presente trabajo especialmente con
e1 suninistro de información y de observaciones a1 texto.
Y OPERARIOS de1 Centro de Asistencia Técnica a 1a
Industria (ASTIN) del SErvicio Nacional de Aprendízaje-SENA'.
que colaboraron en 1a construcción del horno para tenple
por baño de sales.
TECNICOS
x1v
NUESTRAS FAMILIAS
RESUMEN
se presentan l-as bases necesarias para un mejor entendi
miento sobre 1os Lratanientos térmicos en los primeros
cuaLro capítulos que tratan el- diagrama de equilibrio hie
rro-carbono, 1os constituyentes microscópicos de los ace
ros, la influencia de 1os elementos de al-eación en e1 ace
ro y 1os diagramas de tenperatura
tienpo
transforma
ción.
En 1os capítulos 5 y 6 se hace un estudio a fondo de los
tratamientos térnicos del acero y se estudian l-as fa11as
que puedan presentarse. Unicanente se tratan el normaliza
do, recocido, temple y revenido de1 acero.
E1 capítul-o siete estudia l-os tratamientos isotérmicos '
principalnente el- martempering, aust,empering y e1 recocido
isotérmico; 1as sales para enfriamiento en e1 tenple y 1os
tipos de hornos que puedan usarse en este tipo de tratamien
tos.
xxv
t-
Es irnposible realizar
un adecuado tratamiento térnico
a una pieza si no se conoce e1 tipo de acero de que está
e1la construída.
En e1 capítulo ocho se clasifican
pecifican los aceros según las normas AISI/SAE y las
y se intenta hacer una primera clasificación
ma internacional
y
es
DIN
según la nor
IS0.
Todo 1o referente a1 diseño de1 horno está Lratado en el
capítulo nueve: fijan unos parámetros que perniten efec
Luar un dinensionado de a1-gunas de l-as partes de1 horno,
se realízan 1os cálculos para obtener e1 diámetro de la re
sistencia y la cantidad requerida de éstar s€ realizan
cálculos de Lransferencia de calor para los arreglos
ofrecen nayores ventajas en cuanto a su eficiencia,
1os
que
y, fi
nalnente, s€ hace un conpleto diseño mecánico de 1as partes
o de 1os elenentos que estarán más exigidos en su resisten
cia o rigidez.
En los capítul-os 10 y en las conclusiones se comprueba
y
concluye sobre 1as condiciones esperadas, tanto en e1 fun
cionamiento del horno como en 1os tratamientos térmicos
de
Lemple en é1 reaLizadosi para 1o cual se efectúan temples
a tres tipos de acero en dos medios diferenLes: aceite,
sea el tenple ordinario y baño de sales o martempering.
xxvl_l_
o
INTRODUCCION
El desarrollo tecnológico de1 país obliga a que permanente
mente se desarrollen avanzados procesos de producción sobre
todo de bienes de capital.
Somos
l-os futuros ingenieros
1os que tenemos que afrontar este reto, contribuyendo
en
1a medida de nuestras posibilidades a1 nejoraniento econó
mico de nuestra sociedad.
E1 Servicio Nacional de Aprendizaje SENA, como entidad ofi
cia1, cumpliendo con uno de sus objetivos,
ha querido brin
dar su apoyo en e1 desarrollo de este proyecto a través
su programa de AsisEeicia Técnica a 1a Industria ASTIN,
de
buscando a1 mismo tiempo que dicho programa de respuesta
una necesidad sentida en 1a región.
a
A1 Astin 1e correspon
de encargarse de 1as necesidades de fabricación de produc
tos o elerhentos de máquinas especial ízadas que impliquen
asinilación,
adecuación o desarrollo de nuevas tecnologías
que cont.ribuyan a enriquecer 1as experiencias y conocimien
tos de 1a rnstitución
para incorporarlas a1 proceso educa
tiv.o a través de 1os instructores
que son 1os encargados
de su difusión en el medio empresarial.
E1 extenso campo de los tratamientos térnicos permite que
se desarrollen nuevas técnicas r s€ mejoren las existentes
o se implanten oLras hasta ahora no utilizad,os en nuestro
medio. Actualmente e1 tratamiento térmico necesario para
1os aceros destinados a partes de maquinaria se realiza con
venientemente, aunque en 1a mayoría de l-os casos por néto
dos @iricos y por personal sin ninguna preparación técnica
especial, só1o algunos talleres especializados, con tecnolo
gía y maquinaria extranjera,
estos Lrabajos.
rea1-izan con cierta garantía,
Cuando se requieren trabajos de tenple
para herramientas como troqueles, moldes, cuchillas,
etc.
los métodos convencionales no prestan una conpleta garanLía,
tanto por 1a dureza obtenida como por 1as distorsiones
y
Lensiones generadas en 1as herranientas que 1as hacen prác
ticamente inservibles
a corto pLazo.
E1 horno de sales tiene cono función 1a de realízar
en
e1
tratamienLo isotérmico en 1os aceros y este proyecto en par
ticular
cenLra e1 análisis
TEMPERING'r
o de
experimental en e1 proceso ttMAR
||MARTEMPLADOfT
como 1o denominan algunos au
tores.
E1 presente trabajo busca establecer 1os fundamentos teóricos
para 1a realización
eficaz de 1os tratamientos térmicos;
para con e11o dar respuesta a la necesidad de un texto guia
que sirva para que e1 personal adquiera bases teóricas para
su trabajo.
Muestra e1 proceso de diseño, fabricación
y
por baño
de
puesta en marcha de1 horno para enfrianiento
sales y finalmente, establece diferencias,
para tres tipos
de aceros, entre el- enfriamiento en baño de sales y en acei
te.
DIAGRAMA DE EQUILIBRIO HIERRO_CARBONO
1.1
INTRODUCCION
Muchas de las propiedades de 1os aceros, así como su micro
estructura pueden explicarse a partir
del- diagrana hierro-
carbono; es de especial interés en e1 análisis de las trans
formaciones cuando se realízan tratamientos térmicos.
E1 diagrana se refiere,
en realidad'
a1 diagrana metaesta
b1e hierro-carburo de hierro (Fe3C). El grafíto
table que 1a cenentita'
es nás
es
y bajo condiciones apropiadas, la
cementita se descompone para formar grafito
(carbono)y hie
esta desconposición se realiza a temperatura anbiente
al cabo de nucho tiempo e incluso a 7O4eC (l-3004F) tarda va
En los aceros ordinarios
rios años en forrnarse grafiLo*.
rrO,
esta descomposición casi nunca se observa porque 1a nuclea
ción de 1a cenentita (Fe3C)en el hierro sobresaturado con
carbono, ocurre mucho más facilmente que 1a nucleación de1
H. Introducción a 1a Metalurgia Física
Mexico, Mc .Graw Hi11, 1.981-. p. 234
AVNER, Sydney
así, cuando e1 carbono se precipita desde 1as so
luciones s6lidas de1 hierro alfa (cúbico centrado en e1
cuerpo) o gamma (cúbico centrado en las caras) el precipi
grafito;
tado resultante es casi siempre cenentita o algún otro car
buro y no grafito, es nuy estable y puede ser tratada para
propósitos prácticos cono una fase de equilibrio.
Se obser
va entonces que el diagrama de equil-ibrio no es tal en to
do el sentido de la palabrá, puesLo que el térnino equili
brio inplica la inexistencia de un canbio de fase con el
tienpo; aunque a partir del- Fe3C puede fornarse grafito'
sea una fase meta
esto no impide que el carburo de hierro
estable; por l-o tanto, e1 diagrana hierro-carbono aún cuan
do teóricamenLe representa unas condiciones metaestables
se púede considerar que en condiciones de calentamiento y
enfriamiento relativamente lentas representan canbios de
equilibrio.
L.2
HIERRO
PURO
E1 hierro es un netal alotrópico,
1o
que
de presentarse en diversas variedades
talinas,
depend iendo
de
el que adopte una
u
significa que pue
estructuras cris
otra, de La tenpe
ratura a que se encuentre.
E1 hierro puro solidifica
a1 15354C y sufre Lres modifica
.
12
f I.T
'tlrrro d
¡¡loo
ralo
IF
Hl¡rro
l\¡',
-?c?\'
Fqo'
rf
riamienlo
f
too0
14!"h
rra
.
t500
c4
At
l
oC
[t3tt
I
t6¡t5
ffi ,¡iJ#
l)-4
Colenlomienlo
Hierro d
ñl
L
20 40 60
8()
Ninulot
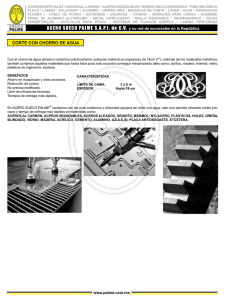
FIGURA 1*
Curvas de Enfriamiento y Calenta¡riento
Hierro puro.
de1
ciones durante su enfrianienLo hasta La temperatura ambien
te. Desde 15354C hasLa 14004C (punto crítico A¿) existe
cúbica centrada (B.C.C. ) o hierro
Desde 14004C hasta 8984C posee 1a estructura
en 1a forma cristalina
delta ( E ).
cúbica de caras centradas
( F. C. C. )
llanada hierro
que no es magnética. A los 8984C (punto crítico
gamma
Ag)
(y
se
transforma e1 hierro alfa ( cp ), otra vez cúbico centrado
y también es no magnética. El hierro alfa se convierte en
ferromagnético a1 enfriarse por debajo de 1os 7504C (punto
crítico
AZ) (ver figura 1).
Los puntos de transformación del hierro se simboli-zan con
una letra A (Ar.ret-Detención) y una letra C (Chauffage-ca
lentamiento) y una letra R (Refróidissement=enfriamiento)
*
APRAIZ BARREIRO,
José. Tratanientos Térmicos Térmicos de los Aceros
8 ed. Madrid, Dossat, p.
33
)
Los puntos en que se producen 1as transformaciones durante
e1 enfriamiento son algo más bajos que aquellos que ocurre
el calentamiento.
Es decir, que los puntos Ar son' en
neral, inferiores
a los A. i 1a diferencia de temperaturas
que 1os separa se llama histérisis
.
ge
térn'ica y es por tanto
mayor cuanto más grandes son las velocidades de enfriamien
to; en los aceros a1 carbono esta diferencia es de unos
1.3
404C.
ZONAS DEL DIAGRAMA HIERRO-CARBONO
Af alearse
el hierro con e1 carbono se desplazan las
peraturas de soLidiilificación
tem
y transformación hacia valo
res tanto más bajos cuanto mayor es e1 calentáni€ntó de car
bono. Aparecen además 1os puntos críticos
o de detención
Act y Ar1 Que corresponden, respectivamente, a La formación
de 1a solución gamma (austenita) a partir de la perlita. El
punto de equilibrio
A1 es 7234C.
En el diagrama hierro carbono (ver figura 2), las 1íneas
contínuas y 1as denominaciones de 1as estructuraS se refie
ren a1 sistema netaestable, y 1as 1íneas de trazos, a1 esta
1as
b1e. En las aleaciones Fe-C que no contienen silicio,
transformaciones se realízan según e1 sistema metaestable,
y solo con grandes contenidos de Si, del orden del I% y
de
friamientos muy lentos se produce 1a solidificación
en
es
tas aleaciones en
e1
En e1 sistena esta
sistema estable.
b1e no se encuentra el carbono en forma de compuesto o fa
se cementita (Fe3C) sino como grafito.
'
Las transformaciones que se analizarán ahorar''s€ refieren
aI sistema meLaestable. Las l-íneas que separan entre sí
1os distintos campos son 1ímites de transfornación de unos
constituyentes estructurales en otros. Por encima de 1a
1ínea ABC es todo líquido; recibe el nombre de Línea de Lí
quidus.
Por
deba
jo de e11a co¡nienza 1a sol-id j-f icación
de1
caldo a 1o largo de un intervalo de tenperaturas. Só1o en
e1 hierro puro y en el líquido de 1a aleación autécLica (a
leación con 4.37. de carbono) se produce 1a solidificación
de una sola vez, a temperatura constante; en el caso de la
aleación eutéctica se obtiene una estructura del só1i-do de
nominada rtledeburitatr.
de la aleación autéctica se 11a
E1 punto de solidificación
ma ttpunto eutécticorr, y 1a temperatura de solidif icación es
ttLa Tedrperatura eutécticarr o temperatura de sol-idificación de1
eutéctico (11304C) a 1a que corresponde en e1 diagrama una
La reacción que en e1la se desarroll-a
recta horizontal.
CS:
Líquido
y
enfrianientg
ca
1
entami ent
l*
o
Fe 3C
se
Salvo las dos excepcioneS nencionadas, 1a solidificación
produce en todas las aleaciones a 1o largo de un lnLervalo
de tenperaturas.
Por debajo de 1a 1ínea ABC, se producen
primeramente a partir
de1 1íquido soluciones só1idas
F6C
(soluciones delta o gamma), mientras que al a|canzar la 1í
nea CE sol-idifican también 1os cristales de cementita
(Fe3C).
por
A 1o largo de la 1ínea AHJEC ternina la solidificación,
1o que se 1e 1lama ttLínea de solidusrt, Después de 1a solidi
La estructura está constituída debajo de 1a 1ínea
AE por solución só1ida gamna; bajo 1a EC por solución só1i-da
gamma, cementita secundaria y ledeburita; y más alla de C,
ficación.
por cementita prinaria
y ledeburita.
A partir
de aquí
con
tinúan 1as transforrnaciones en estado só1ido.
Considerenos ahora la parte del diagrama situada en el ángu
1o superior izquierdo de la figura 2' , la cual se muestra
en forna ampliada en 1a figura 3' . Esta parte se denomina
región delta y aún cuando su valor industrial es muy peque
ño ya que no se efectúa ningún tratamiento térmico en este
intervalo de temperatura, conviene analizarLa para una ma
yor información y comFessión de 1as transformaciones presen
tes en e1 diagrama. Se observa.la 1ínea horizontal corres
pondiente a la temperaLura de I492eC como 1a línea de
una
9
Univcrsidod rsr0n0m0
de Occlünl¡
Sección Bibliofeco
c
orbono
6
en
I
porcentoje de
ro
ólomos
t4
t?
oC
r539
t492
lquidus; comianzo o solidific
r400
r300
,lorl.
'r',',"Jtl,
lineo hlcno grofito
r200
noo
¡ooo
900
o
(t
ó
c
800
C¡
C'
E
ALC'
C'
o
(,
0
lineo
725oC
dc
700
tronsformocion
600
E
o
Ig
5@
o
FIGURA
Diagrama de equilibrio
hierro-carbono
y Schramm, K1aus. Temple del Acero. Madrid'
Aguilar ' I.972. p. 4A
WANKE, Klaus
10
Líquido + t
e
nf riami ento
calentamient
La náxima soludibilidad
V
o
del carbono en el hierro delta
(BCC) es 0.17, de c, mientras que el hierro ga¡nma (FCC) di
suelve e1 carbono en una proporción nucho mayor. Veamos
1a influencia que ejerce e1 carbono en 1a transformación
alotrópica.
Cuando se adiciona carbono a1 hierro 1a tem
peratura de transformación alotrópica pasa de 14004c
I.4g2ec para un contenido de carbono de 0.102.
a
La línea horizontal por PS se presenta a los 7234C. Esta
1ínea corresponde a 1a temperatura de formación de1 eutec
toide, y a1 alcanzarse en un enfriamienLo lento la fase ga
mma debe desaparecer. La ecuación de la reacción eutectoi
de que se desarroll-a puede expresarse por:
v
l"lezcla Eutec toide (Perlita)
enfriamiento
ca1
oc +Fe3c
entamiento
En función de1 contenido de carbono suele dividirse
el dia
grama hierro carbono en dos partes: Una que cunpiende las
aleaciones con menos de
2%
de carbono que se llaman aceros
y otra integrada por las,.aleaÓÍones con más de 27" de C, las
cuales se llaman fundiciones. A su vez' la región de los
aceros se subdivide en otras dos: Una formada por los
l1
ace
reoccion oeritdctico
f *liquid¡ * )"
t6ooc c
,¡155S
I
(o.Sdlo)
NT
lsoo
:'7 /tpñ
r
f,+ oustcnito
r400
I
¡l
r300
Oo/o
e.ZOo/o O.4Oo/o
0.600¿
.*
FIGURA 3" Régión delta de1 diagrama hierro-carbono
ros cuyo contenido eR carbono es inferior a La correspon
diente a 1a composición eutectoide (0.82 de C), 1os cuales
Se 11anan aceros trhipoeutectoidesrr, y l-a otra compuesta
por los aceros cuyo contenido se encuentra entre 0.8 y 2%
y que se conocen por aceros Thipereutectoidesfr. Un acero
hipoeutectoide contiene ferrita y perl-ita mientras un acero
hipereutectoide cqntiene cenentita y perlita'
Finalnente estudiemos 1a parte correspondiente a los aceros
en el diagrana hierro carbonor la cual será de náxina utili
dad en e1 posterior
n
AVNER,
0p. Cit, PP 24O Y' 244
L2
Toc
Alcocion
I
o.2
f.o
Accroo
0.8
Accro6
hipercutecfoidce
hipocutectordc!
Porcc ntoic
FIGURA
2.
cn pelo de
I
I
corbono
Parte Correspondiente a 1os aceros en eL diagra
na hierro-carbono.
estudio de los tratamientos térmicos; para esto tomenos e1
ejemplo que presenta Avner en su ttlntroducción a 1a Metalur
gia Física tt. una aleación tal como la nostrada en la fi
gura 4, la cual es un acero hipoeutectoide de O.2Z de C.
En 1a región austeníttca esta al-eación está constituída por
homogénea, cuyos granos
una solución só1ida intersticial
contienen O.207" de carbono disuelto en 1os espacios intera
tómicos de la estructura cristalina
13
del hler'ro gaEna-.
Al- descender la temperatura no sucede nada hasta e1 punto
x1 sobre l_a línea GJ,1-a cual recibe el nombre de línea de
temperaturas críticas superiores correspondiente a 1a zona
hipo hipoeuLéctica y se representa por A3. 9074C 1a estruc
tura cúbica de caras centradas e1 hierro puro pasa a ser, por
1a transformación alotrópica,
cúbica de cuerpo cenLrado, dismi
nuyendo la temperatura a que se verifica
esta transfornación
a1 aumentar el contenido de carbono, . según indica 1a 1ínea
A3. Porl-o tanto, en X1 comienza a fornarse ferrita a espen
sas de la austenita.
como la ferrita
puede disolver muy po
ca cantidad de oarbono, para que 1a austenita pueda transfor
narse en ferrita es preciso que primeramente e'l carbono aban
done 1a solución para que 1os átomos puedan reagruparse según
una red de cuerpo centrado.
El carbono liberado de la solu
cíón se disuelve en la austenita residual de tal modo Qü€,
conforme progresa e1 enfriamiento y se forman nuevas cantida
des de ferriLa,
La austenita residual se enriquece cada vez
más en carbono de acuerdo con los contenidos indicados al
recorrer en sentido descendente 1a 1ínea A3. Finalmente, en
e1 punto X2 1a ordenada de la aleación corta a 1a Línea hori
zonEa1 AJ, 1a cual se denomina de tlt.emperaturas críticas
j-n
correspondiente a 1a región hipoeutectoide y se
representa por A1. Esta 1ínea indica la mínima temperatura
a 1a que puede existir hierro gamma en condiciones de equili
f
erioresrt
brio. Toda 1a austenita residual se transformará en perlita
de acuerdo con la reacción eutectoide:
T4
Austenita
enf r iami
en
to
calentamiento ..Ferrita+cementita,,
perlita
E1 carbón liberado de 1a solución precipita
-1ámina de cementita (carburo de hierro),
en forna
de
reagrupándose los
átomos de hierro situados en 1as zonas ocupadas anteriormen
te por dicho carbono y precipitando cono l-aminillas
ferrita.
La reacción se desarrolla,
vamente 1áminas de cementita y ferrita
de
fornandose alternati
(ver fÍgura 5)
y
dando una mezc1-a muy fina,
1l-a digital
simil-ar en su forma a una hue
y conocida como perlita, 1a m j.croestructura
de1 acero prácticamente no varía durante su enfrianiento
desde X2 hasta 1a temperatura ambiente y está constituída
aproximadamente por un 757" de ferrita
libre o proeutectoi
de (fornada entre las líneas A3 y A1) Y por un 25% aproxi
madamente de perlita (Fornada por transformación de la aus
teniLa a 1a Lemperatura Af).
E1 proceso de enfriamiento dentro de cualquier otro acero
hipoeutectoide es exactamente igual a1 descrito,
unicamente 1as cantidades de ferrita
y perlita
variando
formadas.
Cuando mas se aproxime el contenido de carbono de la alea
ción de la composición eutéctica tanto mayor sefa 1a canti
dad de perlita
presente en 1a'microestructura.
Consideremos ahora el caso de una aleación cono la 2
15
(ver
Lineo de
ouslen¡lo
FIGURA 5*
Representación esquenática de l-a formación y cre
cimiento de la perlita.
cual es un acero hipereutectoide de IZ de C.
en la región austenítica, 1a aleación está formada por solu
ción sólida y honogénea, cuyos granos contienen un lZ de car
figura 4),1a
bono disuelto intersticialnente.
Al- descender con l-entitud
1a temperatura de la aleaóíón no sucede nada hasta que su
ordenada corta un X3 a la línea CJ. Esta 1ínea se denomina
ttLíneas de temperaturas críticas superioresrf' correspondien
te a l-a zola h.ipereutéctica y se representa por Acm e indica
la cantidad máxima de carbono que a cada tenpera
AVNER
op. cit, p.
242
16
tura puede disolver 1a austeniLa.
Por encima de la 1í
nea A.r, 1a austeniLa constituye una solución sólida insa
turada.
En los puntos situados sobre e1la ta1 como el X3,
la austenita conLiene 1a cantidad náxina de carbono que pue
de disolver, Dor 1o que.la solución se encuentra saturada'
A medida que desciende la tenperatura que puede disolver 1a
solución disminuye de acuerdo con 1os valores dados por la
1ínea A.r.
Por 1o tanto, al descender 1a temperatura
de
X3 a X4 el carbono en exceso no disuelto en la austenita
precipita en forma de cementita depositándose principalmen
te en los,contornos de grano.
Finalmente r efl X4 1a tenperatura de lá .aleación es 1a cor
rrespondiente a1 autectoide. La 1ínea sobre la que se en
cuentra X4 se denomina trLínea'de temperaturas críticas infe
riorestt, y se designa por Agt. La austenita residualr Qu€
representa aproximadamente e1 96.57" del material total de
1a aleación, y cuyo contenido de carbono es un o.8i¿' sufre
ahora 1a reacción eutecLoide, formándose perlita de acuer
do con e1 proceso descrito anteriormente. A la temperatu
Ta ambiente 1a microestructura de 1a aleación está compues
ta aproxirnadamente por un 96.57" de perlita (f ornada Por
transformación de la austenita a la temperatura Orr) y por
una red de aproximadanente un 3.5% de cementita libre o
proeutectoide (formada entre las 1íneas Acm y A31).
t7
Entre 1as líneas de temperatura crítica
superior A3 Y Ac',
existe una diferencia fundamental, y es que en la primera
de ellas se presenta una transformación alotrópica,
nien
tras que en la segunda solo tiene lugar un cambio en la
lubilidad
de1 carbono.
18
so
2
2.L
CONSTITUYENTES MICROSCOPICOS DE LOS ACEROS
CONSTITUYENTES ESTABLES (ESTRUCTURAS DE EQUILIBRIO)
Los constituyenLes estables a températura anbiente partien
do de 1a ausLenizací6n o fase de equilibrio ttAustenitafr, se
guida de un enfrianiento
Perlita,
1ento, son: Ferrita,
Cenentita
que son 1os constituyentes característicos
de
y
1os
aceros recocidos.
2.I.I
Ferrita
de hierro alfa o delta con estructura cúbica
de cuerpo centrado. Es e1 constituyente más bl-ando, siendo
prácticamente hierro puro dado e1 pequeñísimo porcentaie
Son cristales
de carbono qqe disuelve; como se deduce de1 diagrana de'
equilibrio, puede contener 0.10% de C a L492oCr0.O25% de C
a 723aC y menos de 0.006% a la Lenperatura ambiente. La
zorra de estabilidad de 1a ferrita esUá delinitada en e1 dia
grama de equil-ibrio
GPQ
y
AHN
por el eje de ordenadas y 1as 1íneas
(ver figura 2).
La ferrita
tiene una resistencia
a la tracción de unos 30 Kg/nnz, una dureza brinell
19
de 85
a
Univcrsidod Lul0n0m0
de
Occidcnla
Secrión Bibliofero
90 unidades y un alargamiento de1
357.,.
2.1.2 Cementita
Es el constituyente nás duro y frágil
de l-os aceros al car
, aLcanza una dureza de 68 Rc, Es un carb'uro de hie
rro con 6.672 de carbono, 1o que corresponde a una fórmula
quínica Fe3C; es magnética a 1a temperatura ordinaiia' pero
bono
pierde su magnetísmo a 2184C, como e1 contenido de carbono
(6.672) es muy superior al 2% que es elmáxino para que el ma
se llane acero, nunca se encuentra como único consti
tuyente estructural; siempre va acompañado de otros que ge
terial
neralmente son ferrita
o Perlita.
directamente del- 1íquido
Cuando la cementita solidifica
11anan frcementita primariatt y cuando 1a precipitación
se
se
produce a través de 1a austeni.ta, se 1e denomina ftcementi-
ta secundariarf, La que se precipita en 1os cristales de la
solución só1ida al-fa como ccrsecrwia de 1a variación de la
solubilidad del carbono ¡ €s l-a denoninada frcementita tercia
riart.
2.t.j
Perlita
Es un constituyente autectoide formado por capas alternas
20
y carburo de hierro (cenentita).
de hierro al-fa (ferrita)
Es de composición quínica constante y definida y contiene
aproximadamente 7 part,es de Fe y una de Fe3C, Qu€ correspon
den a 12,8% de Fe3C y a 87,22 de Fe y a O.83% de C y 99.17'
de hierro.
La perlita
no es una fase, sino una mezcla
de
por
de
fases, y se encuenlra en e1 diagrana de equilibrio
bajo de la línea PSK (ver figura 2) como denoninación
de
una forma especial de mezcLa de los verdaderos constituyen
tes de equilibrio,
ferriLa y cementita.
Tiene una resisten
cia a la tracción de 80 k9/nnz y un alargamiento de1
LsZ
aproxi-madamente; tiene propiedades mecánicas intermedias
entre las de las dos fases que 1a constituyenr €s más blan
da y dúcti1- que 1a cementita, pero nás dura y resistente
que l-a f errita.
Esta suele clasificarse,
según e1 espesor de las 1áminas,
en ttp"rlita gruesatt con una dureza de 22O brinelL y 1a ttPer
lita
fina'r, gu€ se obtiene cuando se enfría dentro del hor
no bastante rápidamente o cuando se deja enfriar
a1 aire; tiene 300 brinell
2.2
el acero
de dureza.
CONST]TUYENTES METAESTABLES (ESTRUCTURAS FUERA DE
EQUILIBRIO.
Si en Lugar de dejar enfriar
el acero lentanente; eq someLi
do a un enfriamient,o más o menos rápidor s€ fijarán
2L
a la
temperatura ambiente, los siguientes constituyentes:
Auste
nita, MartensiLa, Bainita, Troostita y Sorbita, eü€ son
constituyentes Lípicos de 1os aceros tenplados.
2.2.I
1os
Austenita
Es una solución só1ida de carbono en hierro gamma.
Puede
conLener desde 0 a L.7i4 de carbono y es, por 1o tanto
constituyenLe de composición variable.
se encuentran formados por cristales
un
Todos 1os aceros
de austenita cuando
calientan a temperatura superior a las críticas
se
(Ac3 o A.r).
Aunque generalmente es un constituyente inestable,
se
puede
obtener esta estructura a la temperatura ambiente por un
en
frianiento
o
rápido de aceros de alto contenido en carbono
de muy alta aleación, como los cromo níqueles inoxidables
y 1os aceros altos en nanganeso (Mn=12%) aparece 1a ausLeni
ta a la temperatura ambiente por simple enfrianiento
a1 ai
re.
Su resistencia
es de 88 a 105 kg/nn2r sü dureza de 300 bri
nell y su alargamienLo de 30 a 607". Es no magnética, blanda,
muy dúcti1 y tenaz.
Tiene gran resistencia a1 desgast,e,
siendo e1 consLituyente más denso de 1os aceros.
La Austenita que permanece sin ser Lransfornada después
22
de
riamiento se denomina ttAustenita retenidatt. ESta se
encuentra fijada en la natriz de la martensita. Adenás
enf
de reducir al dureza de la herranienta después del enfria
miento, 1a austenita retenida puede provocar fragilidad sise transforma en martensita (No revenida) debido a la acción
de tensiones mecánicas durante 1a operación de 1a herramien
ta.
2.2.2 Martensita
Es el- constituyente típico
de 1os aceros templados. Se ad
mite que está fornado por una solución só1ida sobresaturada
de carbono en hierro alfa, y se obtiene por enfriamiento tá
pido de 1os aceros desde alta temperatura.
Su contenido en
carbono puede variar generalmente desde pequeños porcenta
jes hasLa L% de C y algunas veces, en los aceros hipereutec
toides, aún suele ser más elevado, En 1a formación de per
lita
se precipita
e1 carbono disuelto en la red
gamma
antes
de que ésta se convierta en la alfa. En la fornación de mar
tensita no hay tiempo para que el carbono salga de la red,
por 1o que quedan atrapados los átonos en la red alfa,
se forma por un proceso complicado de cizaLlaniento,
Qüe
sobre
saturándo1a y produciendo tensiones inLernas elevadas.
este hecho se basa la posibilidad
por el tenple.
En
de endurecer los aceros
El llamado punto de la martensita se encuen
23
tra a unos 2504C,.y por debajo de esta Lemperatura el car
bono no puede ya abandónar la red mientras se produce la
transformación.
Sus propiedades físicas
varían con su conposición, aumentan
do su dureza, r€sistencia y fragilidad
con e1 cofitenido
de
carbono, hasta un máximo para carbono de 0.9%. Después
de
los carburos y de la cementita es el constituyente nás duro
de los aceros.
Tiene una resistencia de 170 a 25O kg/nmz,
dureza de 50 a 60 Rc y un alargamiento de 2.5 a O.5%, €s
magnética.
2,2.3
Bainita
Entre e1 inLervalo de temperaturas a las que puede formarse
1a perl-ita y aquel otro correspondiente a la martensita'
Igual que 1a perlita,
be que se produzca bainita.
ca
se forma
por nucleación y crecimiento y puede impedirse aumentando
1a velocidad de enfriamiento.
La bainita se suele formar en los aceros al carbono por
transformación isoterrna de 1a austenita.
Este constituyen
te se templa hasta una temperatura que quéde en el interva
1o bainlLico,
y se mantiene en esta e1 tiempo suficiente
ra que 1a transformación sea completa. En algunos aceros
24
pa
aleados se forna bainita durante e1 enfrianiento
continuo
hasta 1a temperatura ambiente.
Las estructuras que se consigue enfriando e1 acero entre
450
y 5504C se denomina "Bainita superior" y quella que seforma
a temperaturas conprendidas entre 1os 250 y 4004C se denoni
na ttBainita inf eriortt.
2.2.4 Troostital
Es un agregado extrenadanente fino de cenentita
y de hierro alfa. Se produce por enfriamiento d
de 1a austenita a velocidad ligeramente inferior
a la crítica de temple, o por transformación iso
térnica de l-a austenita a temperaturas de 500 a
600eC según sea la conposición de los aceros.
Aparéce en 1os aceros enfriados desde el- estado
austenítj-co a velocidádes ligeramente inferiores
a las de temple y en e1 corazón de grandes piezas
en aceite.
Sus propiedades físicas son internedias entre 1a
martensita y 1a sorbita. Es nagnética. Tiene
una resistencia de 140 a L75 kg/nn?r su dureza es
400 a 500 brinell y el alargamiento de 5 aL LO7..
2.2.2
Sorbita
Este constituyente es también llanado rfMartensita Revenidafr.
Es e1 constituyente que caracteriza las estructuras de 1os
aceros templados y revenidos a elevadas temperaturas.
Se
gún sea 1a composición química de1 acero, esta estructura
aparece entre los 600 y 650qC. La sorbita se ha definido
APRAIZ BARREIRO,
Aceros, 8ed.
José. Tratamientos Térnicos de
Madrid DOSSAT L974 p. LzO
25
1os
como un agregado fino de cementita y hierro alfa
za se estipula entre los 300 y 400 brinell
. Su dure
y su resistencia
entre los 88 y 140 Kg/mn2 y su alargamiento del 10 al 2O7"
es el constituyente de náxima resietencia en los aceros.
Ét
26
INFLUENCIA DE LOS ELEMENTOS DE ALEACION
EN EL ACERO
La presencia de elementos aleantes: Cromo, Niquel, Molibde
Do¡ Wolframio, etc. no se puede apreciar en el examen
¡ni
cróscopico, por ser exactamente iguales a 1as estructuras
perlíticas,
sorbíticas,
etc. de 1os aceros a1 carbono
las de los aceros especiales.
que
En cambio después de idénti
cos tratamientos térmicos en 1os aceros aleados se obtienen
estructuras diferentes a las de 1os aceros ordinarios
de1
mismo contenido en carbono, debido precisamente a la pre
sencia de esos elementos especiales.
3.1
MANGANESO
Ensancha e1 campo austenítico
tos críticos,
bajando notablemente 1os pun
tanto más cuanto más elevado es el porcenta
je de1 elemento. Aumenta 1a penetración de1 temple; dismi
nuye los efectos de un sobrecalentamiento durante e1 forja
do.
Si e1 porcenLaje es bastante elevador s€ produce
e1
autotemplado. Su tratamienLo Lérnico es análogo a1 de los
aceros al carbono y siempre más sencillo que el aplicado
27
a
los aceros al cromo.
A1 aumentar 1a proporción de Mn, disminuyen 1a forjabili
dad y la soldabilidad.
Aumentan la carga de rotura y el
1ínite de elasticidad,
y también moderadamente e1 porcen
taje de alargamiento.
Con elevada proporción de carbono
y I3Z de Mn, resisten 1os choques y el desgaste por frota
miento.
3.2 SILICIO
Reduce el canpo austemítico y no modifica 1os puntos crí
ticos.
El silicio
estabíLíza 1a estructura ferrítica
y con
la fornación de perliua y fa
elevado porcentaje dificulta
vorece 1a formación de grafito.
Aunenta 1a tenplabilidad
a1 disminuir 1a velocidad crítica
de enfrianiento.
Disminuye la deformabilidad en caliente y en frío.
ye 1a soldabilidad.
Disminu
A1 aumentar su porcentaje, aumentan
tenacidad y 1a dureza; después de tratanientos térmicos'
con e1 2% de Si, aumentan la resistencia a la flexión y
1a torsión,
la dureza superficial
Disminuye 1a resiliencia
ticas v 1a inoxidabilidad
a
y resisLencia a1 desgaste.
y mejora 1as características
en caliente.
28
1a
nagné
3.3
NIQUEL
bajando 1os puntos críticos;
Ensancha e1 campo austenítico
da tendencia a 1a formación de grietas intercristalinas.
Afina'e1 grano de los aceros aún con enfriamiento 1ento.
Produce una estructura perlítica,
martensítica o austeníti
ca según e1 procentaje.
Disminuye las tenperaturas de tenple y recocido con 1o
Aumenta 1a tenplabilidad
evita e1 sobrecalentamiento.
que tiende a estabililizar
No dificulta
el forjado en caliente o en frío.
Los áceros
de traba
Aumenta la tenacidad. Los
disminuye la soldabilidad.
aceros con niquel mayor que
ción.
por
1a estructura ausLenítica.
en elevada proporción de níquel son algo difíciles
jar;
que
57.
están indicados para cementa
Tienen bastante dureza superficial
aún sin tenplar.
Con poco carbono y menos niquel son apropiados para bonifi
car y dar buen alargamiento.
teníticos)
Con gran contenido de Ni (Aus
tienen gran resistencia a 1a corrosión aún por
gases calientes.
3.4
CR0M0
Disninuye e1 campo austenítico.
29
Si e1 porcentaje es
mayor
Uniwrsidod Áufonomo
de
Serción BiUis¡s¡s
0ccidcntc
Con menos
que L}zo 1a estructura es siemp_re ferrítica.
cromo y poco carbonor la estructura es perlítica y por e1
temple se convierte en marLensítica.
Exige nucho cuidado en los tratamientos térmicos (confrol
de temperaturas, velocidad de calentamiento' manera de e
fectuar e1 revenido, etc.) E1 forjado se efectúa con calen
taniento lenLo; es necesario un normalizado antes del tem
p1e. En conjunto ' aumenta 1a capacidad de Lemple.
Son difíciles
de soldar y de forjar.
dan dureza elevadísima.
te de elasticidad
miento.
cia.
Después del temple
AunenLa la resistencia
y e1 l.ími
aún a elevadas temperaturas de funciona
AlLa resistencia a1 desgaste, moderada resilien
Elevada resistencia
a La corrosión.
Apropiados para
imanes permanentes.
3.5
MOLIBDENO
Disminuye e1 campo austenítico.
Con poco porcentaje (nenor
que e1 37.) 1a estructura es perlítica
en martensítica'
y puede transformarse
con grano más fino, después de1 tenple.
Con Mo mayor que 32, 1a estructura es martensítica.
Mejora 1a templabilidad.
Da poca forjabilidad
30
y soldabilí
dad. Alta resistencia al desgaste en caliente o en frío;
buena resistencia
a 1a fatiga y discreta resiliencia.
Apro
piados para imanes Permanentes.
3.
6
TUNGSTENo (I^¡OLFRAMr0)
Disminuye e1 campo austenítico.
a1
L87"
son aceros autotemplables.
Con porcentajes superiores
E1 temple resiste reveni.
do hasta e1 rojo oscuro.
Requiere especial cuidado en e1 forjado y en el temple.
La
Da notable
adición de tungsteno disminuye 1a soldabilidad.
dureza, aumento de 1a resistencia y disminución del alarga
miento.
3.7
Pasando e1 27' disminuye 1a resiliencia.
VANADIO
Disminuye e1 campo austenítico.
Actúa como desoxidante
y
nejora 1as propiedades mecánicas. Poco sensible a1 sobre
calentamiento, aumenta la estabilidad de revenido.
De fácíl necanizado en caliente y en frío'
pero muy resis
tentes a 1as deformaciones. Se sueldan empleando escorifi
cantes.
Proporciona un alto 1ímite de elasticidad.
31
3.8
COBALTO
E1 cobalto se disuelve en el hierro y ensancha e1 canpo
adenás, desplaza los puntos de transformación
austenítico;
A2 y A3 a temperaturas elevadas.
a 1a tracción,
Incrementa 1a resistencia
e1 1ímite e1ástico, la resistencia a 1a fati
Ba, 1a resistencia a1 desgaste, la resistenÓia a 1a corro
sión y a1 revenido y, aminora e1 alarganiento, 1a templabi
lidad y 1a sensibilidad
a1 sobrecalentamiento.
Por sus pro
piedades e1 cobalto se usa poco en 1os aceros de construc
ción, p€ro en cambio se enplea mucho en 1os de herramientas
3.9
ALUMIN]O
Se utiliza
como elemento desoxidante y afinador de1 grano
en e1 proceso de fabricación del acero.
Estrecha la región
austeníLica, por 1o que los aceros con más del I% de alumi
nj-o son ferríticos
si e1 contenido de carbono es pequeño.
Increnenta 1a resistencia necánica en caliente,
cia a la corrosión.
1a resisten
Aminora e1 alargamiento, 1a resilien
cia, la resistencia a1 desgaste y a 1a fatiga y Ia
bilidad.
3.10
TITANIO
32
templ-a
1a obtención de aceros conpac
Es un elemento que facilita
tos, disminuyendo las segregaciones. Hace que 1a solidi
Es un enérgico
ficación de 1os lingotes sea acelerada.
desoxidante y retrasa considerablemente e1 aumento de1 gra
no en e1 trataniento
térmico a elevadas temperaturas.
Por
su fuerte afinidad para e1 carbono, reduce 1a penetración
de temple, dado que e1 titanio
difiulta
1a dispersión
1os carburos y la formación de cemenLita.
33
de
DIAGRAMAS TEMPERATURA TIEMPO TRANSFORMACION
4.T
INTRODUCCION
Para e1 estudio de 1os tratanientos
térnicos,
principalmen
te el- tenple, normalizado y recoiido de 1os acéros, es nuy
útit 1a representación gráfica ideada por Bain y Davenport
destacados Metalurgistas de United States Steel Corporation
Research Laboratory, llamada por unos curvá .de l-a ttStt,
bido a su forma característica
y por otros diagrana o curva
TTT (Temperatura, tiempo, transforanción)
ma
de
y tanbién diagra
de transformaciones isotérmicas de La austenita'
gue
se
ña1a, a diversas temperaturas, €1 tiempo necesario para que
se inicie y complete la transfornación isotérnica de 1a aus
tenita en otros constituYentes..
Se ha estudiado que la austenita se descompone en ferritay
cementita en e1 enfrianientg lento, y origina perlita fina,
bainita : martensita en el más rápido. Cono en el tratamien
to térmico se intenLan lograr estructuras netalogiáficas que
den lugar a 1as propiedades deseadas¡ €s necesario poder pre
decir 1a estructura que se formará en un cicl-o dado de tra
34
tamiento.
El diagrama hierro-carbono es necesario para
esta predicción, pero no es suficiente, porque no inforna
sobre las estructuras fornadas en condiciones que no son
de
absOluto. Las transformaciones que ocurren fue
ra del- equilibrio se describen mejor nediante l-os rrDiagra
mas Temperatura-tiempo-transfornacióntr, y los trDiagramas de
equilibrio
enfriamiento contlnuott, que se pueden considerar como dia
gramas TTT modificados y co¡no su nonbre l-o indica, s€ refie
ren a 1a descomposición de l-a austenita en un enfriamiento
contínuo y no a una temperatura constante.
La información que proporcionan 1os diagramas TTT sólo
es
vá1ida para reacciones isotérmicas, pero no cuantitativamen
te aplicabl-e a1 tenple y recocido ordinarios, porrque en e1los
e1 enfrianiento
es contínuo y las descomposiciones se produ
cen en un intervalo
de tenperaturas.
Los diagramas TTT
pue
para eu€, a1 menos cualitativanente, resul-'.
ten úti1es para 1as condiciones de1 enfrianiento contínuo;
se ha comprobado que los diagranas del enfriamiento contí
den nodificarse
nuo son senejantes a 1os isotérnicos,
ciones perlítica
produciéndose 1as reac
a temperaturas algo nás bajas
y bainítica
necesitando nás tiempo para conpletarse.
4.2
CURVAS DE TRANSFORMACION ISOTERMICA
Las curvas TTT tienen formas nuy distintas
35
según la conposi
y
de 1os aceros, pero fundamental"mente se pueden agruPar en
cuatro tipos: Diagramas TTT de aceros aL carbono Eutectoi
des, Diagramas TTT de aceros a1 carbono hipoeutectoides,
Diagranas TTT de los aceros hipereutectoides y Diagramas
TTT de aceros aleados.
4.2.1
Diagramas TTT de Aceros al- CArbono Eutectoides
Son los más sencillos
y para comprender los principios
del
de l-os diagramas TTT, consideramos algunas trayecLo
rias arbitrarias de tienpo y temperatura (Ver figura 6)
emptreo
tray..toriu
1:
Se enfría rápidanente 1a probeta hasta
La velocidad
1604C y se deja ahí durante 20 minutos.
de
enfrianiento es denasiado rápida Para que se forme perLita
a t.emperaturas más elevadasr €rt consecuencia e1 acero per
manece en la fase austenítica
tura M", en donde
camente.
comi enza
Como 160eC
hasta que se pasa la tempera
a formarse 1a martensita atérni
es 1a temperatura a 1a cual la nitad
de la austenita se transforma a martensita, en 1os aceros
a1 carbono autectoides, e1 enfrianiento
rápido directó con
vierte 50% de 1a estructura a martensita,
Manteniendo
a
1604C solamente se forma una cantidad nuy pequeña de marten
sita adicional porque en aceros al carbono sinples la trans
fornación isotérmica de La martensita solamente ocurre
36
en
Temperoturo eutecto¡de
Aus leni to
Perlito
FIGURA 6*
t
boinito
Trayectorias arbitrarias tenperatura-tienpo so
bre e1 diagrana de transfornación isotérnica.
una extensión nuy l-imitada. En este punto 1 puede suponer
r de acuerdo con 1o anterior, la estructura es mitád
hartensita y nitad austeni-ta retenida.
se
eu€
Trayectoria 2z En este caso, la probeta se mantiene a
2504C
durante 100 segundos. Este no es un tiempo suficientemente
largo para formar bainita,
de manera que e1 segundo enfria
E, principios de Metalurgia Física
Ed. México, Continental . , 1.980 p.609
REED-HILL, Robert
37
2a.
miento rápido
d_esde 2504C hasLa
1a Lernperatura ambiente
produce una estructura martensitica.
Trayectoria 3:
Un mantenimiento isotérmico a 3004C durante
cerca de 500 segundos produce una estrucLura compuesta
mitad bainita y mitad austenita.
de
Enfriando rápidanente
des
de esta tenperatura hasta 1a temperatura ambiente resulta
una estructura final
en
de bainita y martensita.
Trayectoria 4z Ocho segundos a 600eC convierte completamen
te a la austenita (992) en perl-ita fina.
Este constituyen
te es bastante estable y no será alterado por un mantenimien
to durante un tienpo total de 104 segundos (2.8 horas)
a
600eC. La estructura fina1, cuando se enfría a temperaLura
anbiente r €s perlita
4.2.2
fina
Diagramas TTT de 1os ACeros Hipoeutectoides
En estos tliagramas hay otra línea más situada a l-a izquier
da y por encima de la curva de iniciación
de los diagranas
eutectoides y que corresponden a la iniciación
pitación de 1a ferrita,
de 1a preci
A3. Esta zona de transformación
previa es mayor cuanto menor sea el- contenido de carbono
(ver figura 7)
38
Tenroeroturo mds
puede formor
Sobre esto lineo
se comien¿o o
formor lo fenito
pfoeut
900
Ferrito
m
que
o
lerri
Austenito
n
800
olto
lo
+
A3
/
oustenito
700
Temperoturo
eutecloide
600
T ( oc)
Comienzo
lo
perlilo
500
¿loo
300
200
loo
O
0.5
I
too
lo3
ro4
t
FIGURA 7*.
t05
t06
( seg)
para un
acero hipoteutoide: 0.352 carbono, 0.372 manga
Diagrama de transfornación isotérnica
neso.
En la figura 8 se muestran tres trayectorias
to, arbitrarias
para indicar e1 significado
de enfriamien
co¡npleto de to
das las llneas mostradas. En cada casor s€ supone que las
probetas son austenizadas a 8404C, 1o cual es unos 40aC por
encina de la tenperatura a la cual la ferrita
es capaz
de
formarse prinero en esta co¡nposición.
Trayectoria 1:
Se supone que la probeta se enfría instantá
neamente a 750oC y se mantiene a esta temperatura por una
REED-HILL,
op. cit, p 646.
1r') *
39
Unlnnidod Aufooomo de Occidcntr
S¡cclón liblioteo
hora.
Durante el- priner segundo de este tratamiento isotér
mico, 1a estructura pernanece completanente austenítica, pe
ro al- final de este segundo la curva que designa e1 comien
zo de la nucleación es cruzada conenzando a fornarse 1a fe
Desde este punto al final de 10.000 seg (2.8 horas)
rrita.
la estructura queda en la región de dos fases austenita-fe
Debido a la gran cantidad de tienpo a esta tempera
rrita.
fornada deberá ser nuy cerca
turar la cantidad de ferrita
la pronosticada por el diagrana de equilibrio
peratura.
No se fornará perlita
para esta
de
tem
porque todavía nos encon
tramos por enóima de 1a tenperatura eutectoide (723eC) -
e1 diagrama se completa l-a trayectoria
En
I por-un enfrianien
to a temperatura anbiente, 1o cual transfornará cualquier
austenita dejada 7504C casi completamente a martensita' por
1o que puede suponerse que la estructura final
ferrita
consiste
de
y martensita.
Trayectoria 2z Se supone que 1a probeta es transformada
isotérnicamente a una temperatura por abajo de la eutectoi
de, y para este propósito se ha selecóionado 6504C. debido
a la á 1a -extrema rapidez con gue se forma la ferrita
des
de la austenita en esta zona de temPeratura ni siquiera un
enfrianiento muy rápido (Tienpo de enfriamiento menor de 0.5
segundos) puede suprimir
1á fórnacíón de algo de ferri
ta durante e1 enfriani-ento.
Como
40
resultado, 1a probeta
co
mienza su transformaci-ón isotérmica col¡lo una mezcla de fe
y es muy rápida también y la últina conienza a for
marse de inmediato. Durante este período, desde unos 0.5
segundos (e1 supuesto comienzo de 1a transformación) hasta
rrita
e1 final
de 100 segundos,_'1a austenita se transforma
perlita.
en
Puede suponerse que La probeta es conpletamente
transfornada al- final
mezcla de ferrita
de 100 segundos y que consiste de una
El enfriamiento a la tenpera
y perlita.
tura ambiente a cualquier vel-ocidad de enfriamiento normal
no cambia esta estructura.
Trayectoria 3:
ta y la ferrita
ción inpide
1-a
da bainítica.
La gran rapidez con que se forman la perl-i
en 1a aleación particul-ar bajo considera
fornación de una microestructura que sea to
un enf riamiento rápido que t o dr',e aún un pe
ríodo tan corto cono 0.5 segundos para alcanzat 400eC pasa
todavía por las líneas que designan el comienzo de las trans
formaciones ferritica
y perl-ítica.
Esta probeta enfriada
rápidamente y mantenlda a 4004C por unos 100 segundos con
tiener €tr consecuencia, bainita mezclada con una nequeña
Por últlmor ürl enfriamiento
cantidad de ferrita y perlita.
rápido hasta 1a temperatura anbiente deberá producir una
probeta endurecida conteniendo un elevado porcentaje de mar
tensita,
de ferrita.
pero también con pequeños porcentajes inevitables
y perlita.
4L
900
Temoeroluro mos ollo o lo
Cuol puede fo¡morse
Austenito
lo
800
C==I
700
I
I
i
I
I
-;l*
T (oC)
/
\
600
ferlritq----
Termino lo
tro.nsforrnocion
Comienzo lo
tronlomocion
perlitico,
I
Termino lo
trcrsformocion
perlilico
It
500
I
I
I
400
--M50
Mr-\--T-
I
t
I
I
300
I
l¡
-MgO
I
I
I
I
200
o.5
I
I
3l
boinilo
roo
I
I
|
lo
z
Ferriro. llltÍjl?.nri,o
y Perrr¡o
lo6
loo
t
(seg)
FIGURA
8* Trayectorias arbitrarias tenperatura-tienpo
bre e1 diagrana isotérnico.
4.2.3
Diagramas TTT de 1os Aceros Hipereutectoides
so
Tanbién en estos diagramas hay otra l-lnea situada a la íz
quierda y por encina de la curva de transforrnación de la
austenita y que en este caso corresponde a la iniciación
de l-a precipitación
Un análisis
de 1a cementita (ver figura 9).
similar al descrito para 1os diagramas hipoeu
tr REED-HILL, op cit, p.
6L6
42
tectoides, puede ejecutarse Para los aceros hiPereutectoi
des nostrados en l-a f igura. La diferencia princiPal será
l-a naturaleza de1 constituYente proeutectoide, cenentita
en
lugar de ferrita.
4.2.4
Diagramas TTT de Aceros Al-eados
Los aleantes producen generalmente un desplazaniento de las
curvas hacia la derecha en proporción a su porcentaje; con
excepción de1 cobal-to que la despl-aza hacia 1a izquierda.
La figura 10, por ejemplo refleja claramente 1a influencia
que tiene l-a composición y e1 porcentaje de elenentos de a
leación sobre l-a velocidad crítica de temple. En esta figu
ra se observa que las curvas de la frstf se despLazan hacia
Ia derecha a1 aumentar el porcentaje de1 manganeso y cromo
y, por tanto, las velocidades críticas de temple disminuyen
a1 aumentar e1 contenido de elementos de aleación. Como un
ejenplo, consideramos e1 acero designado AISI 4340 (ver fi
gura 11).
Una característica
significativa
de1 diagrana de transforna
ción de este acero es que tanto la transfornación de la per
lita como 1a de la bainita exhiben salientes en forna de
naÉiz. En e1 sáliente superior, €1 diagrana muestra que e1
tienpo nínimo requerido para formar una cantidad visible
43
Temoe¡oturo mos ollo
o lo que
lo
cemenl¡to
formo
900
Sobre esto lineo
o formorse
comienzo
ls
qs¡sntito
Ausienilo
800
+
Temperoturo
a¡tectoide
cementilo
700
oroeutecloide
Termino
600
lo reoccion perl¡t¡co
ienzo lo reoccion oerlilico
500
Comienzo
T (oC)
lo
reoccion boinilico
400
300
200
roo
o
roo
to3
t
FIGURA 9*
(seq)
Diagrama de transfornación isotérmica para un
acero hipereutectoide: 1. l-32 carbono, 0.302 man
ganeso.
de ferrita
proeutectoide es de unos 200 segundos (6504C) '
y precisamente por debajo de esta temperatura el tiénpo ní
nimo para formar perlita
minutos).
es algo más de l-.800 segundos (30
De la misna manera, el tiempo níni¡no para 1a for
mación de una cantidad visible
bre 10 segundos a
4.3
de bainita es f-igeranente
4504C.
DIAGRAMAS DE ENFRIAMIENTO CONTINUO
El diagrama de transformación isotérmica es. una herramien
'F REED-HILL,
op. cit, p.
615
44
so
Toc
7OO
C
O.60"/"
r-
-t7
=
O,37o/o
o
600
500
400
'a
^
).3'Oo/^ de Mn
700
600
,z 'z
s00
z'/4
400
Y¿ \
b
).9tc
¡de
Mn
700
600
500
400
segun0os
FIGURA
10* Curvas de la rf srr de tres aceros de O-60Z de
carbono y contenidos variables de manganego'
y de tres aceros de O.372 de carbono y conteni
dos variabl-es de cromo.
ta valiosa para estudiar 1a dependencia de 1as transforma
ciones y 1a temperatura.
Sin enbargo, las relaciones
tem
peratura-tiempo delineadas sobre un diagrama de transforma
ción isotérnica,
son aplicables estrictamente só1o a 1as
transformaciones efectuadas a tenperatura constante.
Lunadanente muy pocos tratanientos
Infor
térnicos comerciales
ocurren de esta manera. En todos los casos se calienta el
!F
APRAIZ BARREIR0,
op. cit, p.
45
168
800
T loa\
Temoeroluro eulecloide
700
y ferrifo
600
Austeni to
500
Auslenito
400
zl^-ééé'
(y boinito
\
\
__-
300
200
too
o
t (dq)
FIGURA 1 1*
Diagrana de transformación isotérnica de un ace
ro de baja aleación (4340): 0.422 de carbono,
0.782 de manganeso, 1.792 de níquel 0.802, 0.332
de molibdeno. Tamaño de grano 7.8. Austenitizado
a 15504F (8434C).
e1 netal hasta la zorra austenítica y entonces se enfría
con
tínuanente hasta 1a temperatura ambiente, variando 1a veto
cidad de1 erifriamiento con el- tifo de trataniento y con e1
tamaño y forna de la píeza.
REED-HILL,
op. cit,
63s
46
La diferencia entre los diagramas de transfornación iso
térmica y 1os diagramas de enfriamiento contínuo se compren
de mejor comparando estas dos formas para un acero eutectoi
de, por la sencíLLez de su diagrana. Es de anotar que la
diferencia es pequeña y se ha observado Qu€, en el- enfria
r)
miento contínuo de un acero, las transformaciones enpiezan
a temperaturas un poco nás bajas que las que resulLarían si
Las
se aplicaran 1as curvas de enfriamiento isotérmico.
curvas de enfrianiento contínuo son tan similares, que los
diagramas TTT sirven generalmente para dar una idea Euy a
proximada de 1a naturaleza de las transformaciones que ocu
rren en 1os enfriamientos :contínuos.
En la figura L2 se muestran los diagranas TTT y de enfria
miento contínuo del acero eutectoide.
Consideremos 1a curva 1, después de seis segundos aproxima
damente, 1a curva cr uza 1a 1ínea que indica 1a iniclación
dé 1a transf ormación,: punL.ci a. La muestra enf riada contí
riuanénte necesita nás tienpo antes que pueda e¡npezar la
tranÉf ornación. . Como en, e1 -enf riamiento contslnuci'un aunen
to del tienpo estáasociado con'una cdida de tenperaLura'
e1 punto en que comi enza realmente 1a transfornación queda
a la derecha y por debajo de a, (punto b).
47
De La misma nanera se puéé demostrar que al final
transformación perlítica'
Cono se v€r en este dia
grama no aparece 1a reacción bainítica
en el enfriamiento
de conprender, ya que
Esto no es difícil-
decíamos, 1a bainíta
1a
punto d, es abatido hacia abajo
y hacia la derecha de1 punto c.
contínuo.
de
como
es un producto típico de las trans
formaciones isotérnicas.
Como
muestra la curva 2r la probeta está en l-a región bai
nítica un tiempo denasiado corto para permitir que se for
me una
cantidad apreciable de bainita.
En general conociendo la curva TTT, puede predecirse 1a cur
va de enfriamiento contínuo, teniendo en cuenta que las
transfornaciones ocurren a tenperaturas nás bajas y a tiem
pos mayores. La rata de enfriamiento depende, obvíamente'
delmedio de enfriamiento (ver figura 13).
La curva A repre
senta un enfiramiento lento en el horno en 1a cual Ia trans
fornación tiene lugar a una témperatura cercana a A1 formán
dose perl-ita laminar gruesa.
La condición de enfriamiento indicada por la curva B repre
senta 1o que debe esperarse con un enfrianiento al aire
de se forma una perlita
don
más fina que en e1 enfriamiento A.
E1 enfriamiento C en aceite provee una estructura sorbítica.
48
FIGURA LzX
Diagrana TTT (trazo punteado). Diagrama de en
friamiento contínuo (ttazo contínuo) de1 acero
eutectoide.
Un enfriamiento descrito por l-a curva C pernite que se ini
fina, pero cono el tiempo es in
cie la formación de perlita
en e1 rango superior de tenperatura, no se com
pleta la transfornación, y parte de la austenita se trans
suficiente
REED-HILL, op
cit. p.
622
49
Untnrldod rulonomo do 0tddcnlr
Sección Eibliotem
forma en martensita a la tenperatura más baja.
En estas
condiciones 1a transfornación ocurrerde cierta manera' en
En
dos etapas y se 1e denomina transformación dividida.
estas transformaciones ta¡nbién pueden obteirsrse estructuras
de perlita, bainita y martensita a la vez.
Cuando e1 enfrianientO es suficientemente rápido, ta1 como
el indicado por la curva Er la transforanción no ocurre has
ta que no al-canza la tenperatura M", y la estructura será
martensítica.
E1 acero queda compl-etamente tenplado.
Para que esto suceda, €1 enfrianiento
tiene que ser rápido
para que no ocurran otras transformaciones ' 1a velocidad mí
nima es 1a representada por la curva F, que es prácticanen
te tangente a la curva de iniciación de 1a transfornaci6n.
Esta es la llamada ttvelocidad crítica de Tenpl-ett. una ve
locidad nenor pernitirá
la formación de sorbita o troostita'
Cono es evidente cada acero
dando un temple defectuoso.
particular
da.
tiene una velocidad crítica
de temple deternina
Sabiendo que 1os aleantes desplazan e1 diagrana hacia
1a derecha, aumenLando 1os tienpos de transfomación, también
disminuyen la velocidad crítica de tenple, haciendo a1 ace
ro más fáci1 de templar y dando una distribución
de dureza
nás uniforne.
En la figura L4 se muestra la transfornación durante el
50
en
FIGURA 13*
Variación de 1a microestructura en función
la velocidad de enfrianiento Para un acero
tectoide.
de
eu
contínuo para e1 acero AISI 4340. En esta figu
ra es aparente que cualquier velocidad de enfriamiento que
lleve el acero hasta la temperatura anbiente en menos de 90
frianiento
segundos produce una estructura martensltica.
En el diagrama Ptu acero a1 carbono simpl-e considerado ante
riormente, no se forman cantidades medibles de bainita
REED_HILL, 9p
cit, p.
624
51
du
-\.<-O.JJ.C/rc,
E\-*
--<+.
o
a
I
o
A
E
ü
tr
M¡rte¡dt¡ i-
I
U¡roit¡
roo
lo3
Tls¡¡po,
FIGIJRA
14r+ Diagrarna
b.ll!.ll¡-+f¿rlt p.rlit¡
tlfcrrtt.
¡
t
to4
c¡ ¡¿tu¡do¡
de enfriamiento contínuo para acero 4340,
rante el enfrianiento contlnuo debido a que 1a región de la
transformaiión de 1a perlita se extiende sobre 1a región..
En e1 presente acero aleado,
e1
saliente de 1a bainita se .extiende más allá del saliente
la perlita, haciendo posible de esLa manera la formación
de
bainítica
correspondiente.
de
1a bainita en e1 enfrianiento contínuo. Las estructuras po
sibles que se pueden obtener en esta aleación con diferentes
velocidades de enfriamiento se muestran en 1a parte Ínferior
de1 diagrama.
REED
HILL, oP ciL, P.
636
52
5
5.1
TRATAMIENTOS TERMICOS DEL ACERO
GENERALIDADES
Las herramientas de acero varían enormemente en complejidad'
desde sinples objetos tales como desarmadores o buriles has
ta construcciones complicadas tales como noldes progresivos '
mol-des para fundición a presión de cavidadee multiples o
Para asegurar que 1as herramientas
tengan larga vida, es nuy inportante la selección de la ca
lidad de1 acero y el trataniento térnico apropiado. Esto
moldes para p1ástico.
resulta nás evidente a medida que e1 costo de fabricación
de las herranientas y su mantenimiento en operación se hace
más costoso.
La ejecución de tratamiento térnico permite lograr 1as nás
distintas características de1 hierro y E¡us aleaciones, así
cono también de muchos metales.
En consecuencia dichos tra
tanientos tienen una irnportancia primordial en 1as distin
tas fases de fabricación de 1a industria moderna e igual
mente 1a cantidad de procedinientos en 1os tratamientos son
muy nunerosos y variados según el- fin que se pretende al
53
canzal-. La gran cantidad de tratamientos térnicos, 1as
distintas aleaciones y 1as diferentes exigencias técnicas
requieren soluciones y conocinientos profundos en 1a nate
ria.
térmico pretende endurecer o ablandar, elimi
nar las consecuencias de un mecanizado, nodificar total o
E1 trataniento
parcialnente las características
mecánicas. La definición
de tratanientos térnicos dada en Metales Handbook, según
Avner2, dice: Es el proceso en que el acero, en estado sóli
do, es sometido a uno o varios ciclos de calentamiento y en
friamiento para variar alguna o a1-gunas de sus propiedades
en la forma deseada.
En el trataniento
térnico del acero hay tres factores funda
mentales que controlan 1os resultados:
a La tenperatura a la cual se debe calentar e1 acero
b El tienpo que debe permanecer a esa temperatura
c La velocidad a la cual debe enfriarse desde 1a tenperatu
ra de permanencia
Para controlar adecuadanente esLaɡ variables es necesario
conocer: 1a composición del acero, los tratanientoa térmicos
y mecánicos que ha experinentado previamente, e1 tanaño y
forna de la pieza, 1-as propiedades que se desean obtener '
2
AVI.¡ER,
Sydrey.
Introúrciar a la lbtaltrgia Fldca ed. l$f. p.
54
?52
esLo es, e1 propósito de trataniento a efectuarse. La com
posición de1 acero es indispensable para seleccionar 1a tem
peratura de permanencia, de acuerdo con eL diagrama hierrocenentita.
Prinero que todo hay que controlar el calenta
miento, l-as piezas de poco espesor y fornas sencillas
pueden introducir
se
al horno caliente (hasta unos 8004C).
En
cambio 1as piezas grúesas noi nó es recomendable introducir
piezas frías de más de 20 mn. de diánetro en hornos cuya
temperatura sea superior a 350eC, porque ela rero f río
poco plástico,
es
no adnite deformación y las tensiones que
se
crean puden originar distorciones o grietas.
En 1os tratamientos donde se requiere austenizaciónr' es
ne
cesario alcanzar una tetrperatura ligeramente nás elevada
que la crítica
superior, para conseguir que toda la
quede austenítica.
masa
E1 normalízado debe sobrepasar l-a tenpe
ratura en unos 60aCr €D e1 recocido unos 50aC y en el
tem
ple unos 304C. Para lograr que toda la píeza quede auste
níLica, e1 acero debe permanecer a La temperatura seleccio
nada durante un cierto tiempo.
El tiempo de permanencia depende del tanaño (grosor) de la
pieza, clase de acero y de1 medio de calentamiento.
Es nás
largo el tienpo en un horno de mufLa que en un baño de
1es.
55
sa
Los tiempos de permanencia se discutirán
para cada tipo
de tratamienLo.
Cono la difusión de1 carbono es mucho más rápida a alta t
temperatura, en general, para reducir e1 tienpo de calenta
miento podría efectuarse e1 tratamiento a temperaturas nuy
superiores a 1a crítica,
pero estos calentamientos hacen
crecer exageradamente e1 grano y aún, pueden provocar la
oxidación si se sobrepasa demasiado la temperatura de aus
teni2ación; por eso es nejor prolongar la duración del-
ca
lentamiento y hacerlo a temperaturas noderadas.
En concl-usión, Los factores que determinan 1os tratamien
tos térmicos, tienen influencias nuy diversas y debeñ ser
tenidas en cuenta tanto los factores técnicos como los eco
nómicos, ya que generalmente existen varias soluciones.
tratamiento Lérmico está determinado por 1as característi
E1
cas del acero y por las exigencias de 1a pleza terminada,
es decir, depende de las características de l-a pieza, de sus
dimensiones, de su forma geométrica y de su estado de super
Finalmente hay que tener presente que el Lratamien
to térnico se efectúa generalmente con piezas ya terminadas
y como últina fase de fabricación, de manera que las fallas
ficie.
son generalmente nuy costosas cono en el- caso de natrices
o moldes.
56
5.2
NORMALIZADO
tanbién se denonina ilRecocido de Normaliza
cióntt; consiste en calentar e1 acero a una temperatura un
poco por encima del punto superior de transfornación (AS o
Este trataniento
A.r) , seguido de un enfrianiento en aire tranquilo.
Por medio del normaLizado se busca en e1 acero un mejoranien
to de la naquinabilidad, el refinaniento del grano, 1a hono
geni zaci|n y la nodificación
de las tensiones residuales
ge
o calentamientos irregulares en
Los productos forjados, 1as piezas
neradas por enfrianientos
un
trataniento
co
ánterior.
ladas y e1 acero laminado en caliente se normalizan, corrien
temente, para que se produzca una estrugtura más uniforne
gü€, generalnente mejora sus propiedades y conduce a un re
sultado mejor en cualquier trataúriento térnico posterior.
5.2.I
Procedimiento
Se distinguen en este tratamiento tres etapas importantes:
calentamiento, pernanencia y enfrianiento,
como se ve en 1a
figura 15.
5.2.L.I
Calentaniento
Las piezas que van a ser normalizadas r s€ deben calentar
57
a
FIGURA
15* Curso de la tenperatura en e1 recoCido de nor
nalización.
una temperatura de 30 a 60eC por encina de la temperatura
crítica superior.
Para 1os aceros al carbono, las tenperaturas usuales en el
normalizado se muestran en l-a tabla 1.
La velocidad de calentamientor €o generalr Do es crítica
para e1 normalízad,o, sin enbargo en las pattes que tengan.
grandes variaciones de sección, 1os esfuerzos pueden cau
Por eso una buena práctica de nornalizado
requiere que 1a pieza se cal-iente uniformemente haita la
sar distorsión,
temperatura de tratamiento.
Una tenperatura de normalización excesivanente alta es per
judicial,
*
I,INKE
y
especialmente en 1os aceros de uso general r
SCüRMI,
op. ciF. P. %
58
€o
TABLA 1*
Tenperaturas usuales en el normalizado de los
aceros a1 carbono
TEMPERATURA DE NORMALI
ZADO EN GRADOS CENTIG.
CONTENIDO DE CARBONO
DEL ACERO EN PORCENTAJE
93s
910
880
860
840
820
0,10
0, 20
0,30
0,40
0, 50
0, 60
0, 70
810
800
0,80
0,90
785
Servicio Nacional de Aprendizaie' Modulo Básico de Má
quinas herramienLas y troquelería , tratamientos térmi
cos rrSLrt, ttSett, sp, p. 9
peorando 1a estructura y 1as consiguientes propiedades
mecá
nicas, como consecuencia del embastecimiento de1 grano pro
ducido por e1 sobrecalentaniento.
5.2.1.2
Permanencia
sostenimiento sól-o es crítico en e1 sentido de
que debe ser suficiente para producir homogenización. Gene
E1 tiempo
de
s9
Uniwridod - ¡¡ir,rrorno do 0tckhnt¡
Sección Bibliofeco
ralmenE 10 que se necesita es que la temPeratura se haga
uniforme en toda la masa y se logre la austenización.
Dependiendo de 1a rapidez con que se haya efectuado el ca
lentaniento del material, €l e1 nornalj-zado este tienpo es
general-mente corto. Así, si éste ae rea]-í26 lentamente,
la permanencia debe ser corta' pero si se calentaron las
piezas con rapidez, el tiempo de pernanencia en el- horno
debe ser mayor, con el fin de que todo el naterial- alcance
Ia temperatura de normal ízado
Los fabricantes de aceros suelen recomendar 1as temperatu
ras de calentamiento y el tiempo de pernanencia. Sin embar
go generalmente, cuando se usan hornos de cámara se emplea
un tienpo de calentamiento alrededor de 20 ninutos por ca
da 20 mm. de espesor o diánetro de1 naterial y usando hor
nos de baños el- tienpo de calentamiento es menor'
En la figura l-6 se presentan los tienpos de permanencia en
hornos de cánara y de baño, de acuerdo al- tanaño de las Pie
zas. Si 8e está tratando un redondo de 40nm' el tienpo en un
horno de cánara es tle 10 ninutos y en el baño de sales,
minutos.
60
6
o,s
f
E
o
'6
c
:A
o-
__L""4
o
o
o
E
E
o
tDiometro (mm)
FIGURA
5.2.r.3
16* TienPos de Permanencia en hornos de cámara
' de baño.
Y
Enf r ianiento
Enel normalizado, 1a velocidad
que el temPle Y nás ráPida que
de
enfriamiento es nás lento
en
el- recocido.
térnino ttEnfriamiento a1 aireft es obvio que solo tiene
unsignificado linitado sin conexión con el- tamaño de la pie
za.'Una sección delgada, digamos de un milímetro se enfria
rát mucho nás rápido que una de 10mn. El enf riamiento .al ai
El_
re (desde 1a temperatura de nornal-ización) de una sección
It Servicio Nacional de Aprendizaje, op' cit,
61
P'
10
delgada deacerodealtaomediatempl-abilidadpuédeten
es
p1ar1o reintroduciendo una condición indeseable que se
peraba elininar
con e1 normaLizado '
por otro lado, el enfriamiento al- aire de una píeza grande
de un acero poco tenplable y con alto carbono pernitirá la
precipitación de carburos en 1os línites de grano de 1a aus
tenita y la estructura resultante puede ser tan indeseable
Por estas razones el pro
como Ia que se quería elininar.
cedimiento de enfrianiento durante e1 nornalizado se debe
seleccionar de acuerdo con la templabilidad del acero y e1
tfenfria
tanaño de 1a pieza tratada; no ae debe limitar alniento al airett que establece 1a definición.
5.2.2
APlicaciones
normalizado se aplica generalmente a los aceros con con
tenidos de carbono hasta o,5z que han sufrido trabajos en
Los ace
frío o en caliente tales como laninación o forja.
El_
ros de construcción; fuertemente aleados que hayan sido so
metidos a forjado, etc. deberán nornalizarse y recocerse'
dadoqueporefectosdeloselenentosaleantes,lasestruc
turas, Producto de1 normalizado, son intermedias' 1o
que
puedeprovocarlaroturacuandoel-naterialessometidoa
temple. El normalizado regenera el Srano y el recocido
idonea para
ce que 1a estructura sea perlítica-ferrita,
62
ha
so
neterse a LemPle.
Para 1os aceros de herra¡nientas de alta y mediana aleación,
que templan al aire, oo es recomendable la nor¡nalización.
Así nistro, es frecuente aplicar una normal-ización a las so1
daduras de piezas conplicadas, porgue 1os cordones presentan
1as propiedades de una estructura bruta de coladar gü€
se
manifiestan en decrecimiento de 1a resistencia a 1a trac
ción, de1 alarganiento y de l-a resiliencia y el aumento de
1a sensibil-idad a Las entalladuras.
5.3
RECoCTD0
Con esLe nombre se conocen varios tratamientos cuyo objeti
vo principal
es ablandar al acero; otras veces también
desea adenás regenerar su estructura o elininar
se
tensiones
internas.
Los aceros, especialmente los de herrathientas ¡ €tr bruto o en
condición ttnaturalft, esto es como salen de laninación o de
forja,
no son adecuados para 1a fabricación,
pués general
mente son demasiado duros y no tienen la microeatructura
apropiada.
Recorde¡nos gue 1os principalee
63
nétodos de fabri
bricación en que se utiliza
acero sólido son 1a conforma
ción en frío y el naquinado. La primera incl-uye doblado,
punzonado, troquelado, ernbutición profunda, cabeceado, re
pujado y en general- todos Los ¡nétodos de fabricación sin
El naquinado incluye procesos de corte
o arranque de viruta tales cono e1 torneado, taladrado, fre
sado, cepillado, roscado, etc. El requerimiento Para fácil
arranque de viruta.
fabricación es sobre todo, baja dureza aunque a veces la
microestructura es más importante que 1a poca dureza.
El recocido conslste en general, €D calentar e1 acero has
ta una temperatura adecuada, dejar permanecer un deternina
do tienpo y enfriar correctamente con e1 fin primordial de
Antiguamente se creía que 1a dureza era propor
cional a Ia velocidad de enfriamiento. Hoy se sabe que es
ablandarlo.
to no es así necesarianente, Pües 1a transfornación de 1a
austenita en un acero depende de su composición y microes
tructura (Diagrama TTT) 1os cuales deterninan l-as condicio
nes de enfriamiento para el- tenple y por consiguienLe para
el recocido, por ello no debe perderse de vista que el re
cocido íntimanente con e1 diagrana de transfornación del
respectivo acero. No basta entonces con e1 enfrianiento
lento sino que se deben tener en cuenta otros factores ta
1es como temperatura de calentaniento, velocidad óptima
enfrianiento lento y temperatura de transfornación.
64
de
En 1a práctica se pueden usar ciclos térnicos específicos
de una variedad casi infinita para lograr los flnes que se
buscan en e1 recocido.
Estos ciclos caen dentro de varias
categorías que se pueden clasificar de acuerdo con la ten
peratura hasta La que se calienta el netal- y el método de
Itsubcríticott
enf rianiento usado. El- recocido puede ser
cuando la máxina tenperatura puede estar por debajo de
1a
crítj-ca inf erior A1; ttlntercríticott
de
cuando está encina
A1 pero por debajo de A3 ó Ae, yttde austenización completarl
cuando está por encima de A3. En la figura L7 se muestran
esquemáticamente estos tratamientos.
Finalmente existe
e1
recocido isotérmico que se tratará más adelante en el capí
tulo correspondiente a 1os tratanientos isotérmicos.
En ciertas condíciones se pueden combinar dos o nás de ta
les ciclos o se usan en sucesion'. para un resultado eepecí
fico. Por tantor €tr 1a práctica industriaL resultan varia
dos procesos 1os que estudiaremos a continuación con a1gún
deta11e, tratando de ubicarl-os se8ún 1a clasificación
dada
anteriormente.
5.3.1
Recocido subcrítico
o de elininación
de tensiones.
POr nedio de este tratamiento se elininan las tensiones in
ternas del material y se aunenta su ductilidad.
65
E1 calen
FIGURA
17* RePresentación esquemática de algunas recocidos
para un acero hipoteutoide a) subcrítico b) in
tercrítico con tiansformación isotérnica c)con
austeni zaciín conpleta y enfriamiento 1ento.
tamiento se hace Por debajo de la Eemperatura crítica infe
rior (ver figura 18)' no teniendo tanta imPortancia 1a ve
locidad de enfriamiento, Pudiendo incluso enfriarse al ai
re el acero sin que se endurezca.
Cuando el acero se naquina, se deforna plásticanente y de
muchas otras maneras, pueden inducir
esfuerzos en
:J'a super
Estas tensiones pueden originar
el traba
un aumento de dureza que hace cada vez más dificil
ficies
trabajadas en frío.
VALENCIA, Asdrúva1. Tecnología de1 tratamiento térnico
de los Metales. Mede1lín, Universidad de Antioquia'
1.986, P. 242
66
jo contínuo de1 acero; adenás, pueden causar 1a distorsión
del acero durante 1as operaciones posteriores de tratanien
to térmico, €s por el-1o que se deben reducir mediante un
recocido de alivio de tensiones. Generalnente no se inten
ta eliminar esas tensiones, o reducirlas en una cantidad
operacional de este trataniento
requiere reducirlas a un nivel donde 1a píeza o estructura
realice 1a función asignada sin distorsión intolerable o
específica.
La definición
fa1la prematura.
de tensiones, l-a Lemperatura es
más potente que el tienpo. Las tenperaturas que se usan pa
ra l-os aceros al carbono y de baja aleación están entre 550
En el- recocido de alivio
y 6504C para los aceros rápidos y los de trabajo en calien
t€, entre 600 y 750eC, pero la mayoría de 1as veces este
tratamienLo se hace a temperaturas, sQ hacen de temperaturas
tan bajas como 48OaC. El tiempo es normalmente de 1 a 2 ho
ras.
Para no volver a inducir tensiones térmicas durante el en
frianiento, es buena práctica dejar enfriar lentamente en e1
horno hasta unos 50OeC y luego enfiiar al aire. Si las pie
zas son grandes y complicadas esto debe hacerse hasta unos
3004C. En 1os aceros ternpl-ados y revenidos este recocido se
puede hacer a una tenperatura de 25eC por debajo de la ten
67
800
T(oC
)
600
o
z
o
-".7
-"'L
\
tiempo
FIGURA
18* Curso de la temperatura en e1 recocido de eli
minaci-ón de Lensiones.
peratura de revenido.
En las piezas soldadas es muy inportante e1 recocido de e1i
minación de tensiones las que se originan en La zona afecta
da por el calor y que pueden llegar a agrietar la píeza si
esta no se recuece antes de ponerla al servicio.
5.3.1 . 1 Recocido de Ablandamiento
Es el tratamiento de recocido más generali zado para lograr
la me jor naquinabilidad de1 acero.
Este:trataúienLo se rea]-j-za a una tenperatura próxina a
I¡ANKE
y
SHCRAMM,oP
cit, P.
106
68
1a
de transfornación Ac1, manteniéndola durante un Pe
ríodo capaz de lograr una total y comPleta hoqogenizací6n
de temperatura en toda 1a masa. Seguidanente se Procede a
crítica
enfriarlo
lento hasta los 6004C, e1 resto se teaLíza al aire
Se hace observar que este trataniento
Los de forja,
para ello
es
no elimina 1-os def ec
necesario someter el acero a
un
recocido de normalización, antes de someLerlo a1 recocido
de
abl-andaniento.
Deberán respetarse a1 máxino 1as temperaturas en todos l-os
casos, puesto que un aumento que hiciese aLcanzar el punto
crítico
de transformación daría como resultado una dureza
superior a 1a estipulada de recocido.
5.3.L.2
Recocido contra Acritud ó de Recristalj-zacj-'n
Cuando e1 acero de bajo carbono se deforma en frío
mente por laminación o estirado'
especial-
aunenta su resisLencia
y
dureza disminuyendo su habilidad para soportar más deforma
ción. Para laminar o estirar nuevanente al- material se le
hace un recocido de recristalización,
este se reatíza calen
tando a temperaturas superiores a 550oC, con e1 recocido a
estas temperaturas (550 6504C) ocurre l-a recristalización
de 1a ferrita,
apareciendo nuevos cristales
69
poliédricos nás
Univclsidud , uiLoomo
Sección
de
8ib!ioteco
Occldcnh
dúctiles que 1os Prinitivos.
E1 tiempo de permanencia a La temperatura ea nornalnente
de L/2 hora. La estructura que se origina depende del ta
maño de1 grano original.
La cantidad de trabajo en frío
es decisiva sobre 1a tenperatura de recristalización,
tras nás grande, menor es 1a tenperatura necesaria.
nien
5.3.1 .3 Recocido Brillante
efec
Este es un recocido (en general de recristalización)
tuado en condiciones tales que se obtiene una superficie
brillante,
libre de óxidos.
Todos l-os recocidos que se estudiarán aquí, se hacen nornal
El oxigeno del aire reacciona fuertemente
con 1a superficie del acero por encina de 5004C formando
una capa de óxido que aumenta con la temperatura y el tien
mente a1 aire.
po.
Se puede evitar
la oxidación por 1os siguientes métodos:
a Recocido en atnósferas protectoras (8as inerte) como ni
trógeno o gases raros (Argón por ejenpl-o), o con C0 contro
lado.
b. Recocido en atm6feras reductoras ' como hidrógeno o un
70
gas
con hidrógeno (por ejemplo amoníaco disociado 2NH3 3HZ
+
N2), el- recocido debe ser corto por e1 peligro de descarbu
ración.
c Recocido en baño de sales neutras.
5.3. 1 .4 Recocido Globular
En ocasiones para obtener en los aceros al carbono y de
ba
ja aleación una estructura gl-obular de Euy baja durezar
€o
cierto modo parecida a la que se obtiene en e1 recocido
g1o
bular de austenización inconpleta (Intercrítico),
se somete
a los aceros a un calentamiento a tenperaturas inferiores
pero nuy próxinas a la crítica
Ac1, debiendo luego enfriar
se e1 acero lentamente en el horno.
Norüalmente se requiere un tiempo de calentaniento largo,
pero l-a producción de una estructura esferoidal (carburos
esferoidal-es en una matriz ferrítica)
de martensita, bainita o perlita
tructura es perlita
se logra si se parte
muy fina.
Cuando la es
normal o gruesa, 1a esferoidización
com
pleta por recocido subcrítico requiere de tiempos de calen
tamiento extremadamente largos (dlas) 1o que 1o hace poco
práctico.
5.3.2
REcocido Intercrítico
7L
El fín que se persigue con estos recocidos es obtener l-a
menor dureza posible y una estructura microscópica favora
ble para mecanizado de las piezas.
Por nedio de estos tra
tamientos se consigue con bastante facilidad
en 1os aceros
hipereutectoides que la cementita y 1os carburos de alea
ción adopten una disposición más o nenos globular dando
ra cada conposición una dureza muy inferior
microestructura,
incluso 1a perlita
pa
a cualquier otra
laminar.
En los aceros hipoeutectoides es algo nás difíci1
obtener
estructuras globulares, que por otra parte no tienen en
ge
neral- tanto interés cono en 1os aceros hipereutectoides.
Sin enbargo con permanencias prolongadas y oscilaciones
de
temperatura se consigue también en los aceros de bajo conte
nido de carbono esas estructuras.
5. 3. 2.
I
Recocido de Austenización Incompleta.
Para acel-erar e1 proceso de recocido, sobre todo en Los ace
ros de herramientas de baja aleación se usa en muchas oca
siones este tipo de tratamiento.
En este caso se cal-ienta por encina de A.1 para formar auste
nita.'Con el fin de que esta austenita se transformeen esfe
rulitar
s€ procura que sea 1o más heterogénea posible
72
pués
se sabe que nientras más homogenea sea la estructura de1 a
cero austenizado, nás conpletamente laninar será 1a estruc
tura de1 acero recocido.
E inversamente nientras nás hete
rogénea sea 1a estructura austenítica más globular será la
estructura de 1os carburos del- acero recocido,
Por
el-1o
todos 1os factores que incrementan 1a heterogeneidad de
1a
austenita contribuirán a promover l-a esferoidización.
Es sabido que la temperatura de austeni zací6n es el paráne
tro que controla 1os productos de transformación laninares
o esferoidales,
mientras nás baja sea das heterogenea es
1a
austenita, por e11o, para 1a globulización se acostunbra
austenizar a tenperaturas que estén a menos de 50eC por enci
ma
de A.1 (ver figura 19),
Debe tenerse en cuenta que si el acero contiene elementos
formadores de carburos, no es tan grande la necesidad de aus
tenizar a una temperatura próxina a A.1.
Es más, en l-os ace
ros de alto carbono y alta aleación sienpre hay una estruc
tura esferoidal (o al menos en partícul-as y no laminar) cuan
do está recocido, no importa el- proceso de recocido que se
utilice.
5.3.2.2
Recocido de Globulización 0scil-ante
Con este tratamj-ento de globulización
73
se consigue una estruc
T(oC)
A3
Ar
Curso de l-a temperatura en e1 recocido de auste
FIGURA 19*
nización incompl-eta.
perlítica
que contiene cementita' no en disposición laminar
cono ocurre en e1 proceso nornal de ablandamiento, sino
es distribuida
precipitación
que
en toda 1a rnasa en forna de globulos. Esta
g1-obular de 1os carburos de hierro, confiere
aL acero l-a máxina maquinabilidad y 1a mínina dureza.
tenperaturas unas veces suPerior
E1 recocido se efectúa
a
y otras inferior
en
un rango de más o menos 50aC cono
E1
enf
a Acl
muestra la figura 20.
riamiento es l-ento '
te en el horno.
5.3.3
Recoóido de Austenización Completa.
* VALENCIAT opr cit'
p.
24O
74
general-men
FIGURA
20*
Recocido de Globulización oscilante
5.3.3. 1 Recocido de Honogeni zaciín o de Regeneración
Con este nombre se conoce un tratamiento que consisLe en un
caLentamiento del acero a 1a temperatura adecuada, seguido
de un enfriamiento l-ento a través de la zona de transforma
ción, el cual de ser posible debe efectuarse en e1 horno o
de algún recinto aislado térnicamente. El
enfriamiento lento se continúa por 1o general- hasta 1a tem
en e1 interior
peratura ambiente.
Este trataniento
sirve para ablandar e1 acero y regenerar
su estructura consiguiendo que toda 1a austenita producida
n
VALENCIA,
op. cit, p.
245
75
en e1 calentamiento se transforme en constituyente perlíti
co.
En 1os aceros hipoeutectoides, 1a temperatura correcta
de
recocido es unos 27'dC por encima de 1a temperatura crítica
superior A3 y 1a microestructura estará formada por una mez
cla de ferrita proeutectoide y de perlita l-aninar grosera
(ver figura 21-)
En 1os aceros hipereutectoides suelen sufrir
un tratanien
to de áfino de1 grano, consistente en calentar el material
a una temperatura unos 27eC por encima de la crítica
rior A:t.
infe
Este calentamiento da lugar a 1a aparición
de
granos austeníticos groseros, 1os cuales, en e1 enfrj-amien
to, se transforman en colonias perlíticas
de gran tamaño.
La microesLructura de un acero hipereutectoide recocido
estará formada, por Lanto, por colonias de perlita
laminar
grosera, rodeadas de una red de cementita proeutectoide;
co
mo esta red de cementita en exceso es frágil- y constituye
planos de posible rotura, e1 recocido nunca debe constituir
e1 tratamiento final
de este tipo de aceros, prefiriéndose
l-os trat,anientos de globulización tratados antes en el reco
cldo intercrítico.
5.3.3.2
Recocido de alta temperatura o de embastecimiento
de1 grano
76
Toc
9ro
o.88 1.2
liempo
"/"
de ciclos de recocido conpleto A)acero
hipoeutectico. B) Acero hipereutectico.
FIGURA 2]-+. Esquena
Los aceros suaves no aleados (cono los de cementación) son
denasiado blandos y enbotan 1a herranienta a1 maquinarlos.
Para facilitar
los necanizados finos e1 acero se fragíLíza
aunentando el tanaño de grano mediante un recocido de alta
tenperatura.
El traLamiento se practica l-Levando el acero hasta una tem
peratura superior a A.3 a 1a cual- no solamente crece el gra
no sino que se l-ogra una nejor distribución
de 1as inpure
La transfornaóíon produceperlita laminar gruesa en
El aumento del tanaño del grano de
una natriz ferrítica.
zas
pende de la temperatura y el tiempo de permanencia.
J. Técnic a y Práctica de1 Tratamiento Térnico
de 1os metales f érrée^ ., Barcelona, Blune ' L970, P.2
PASCUAL,
77
T (oc)
3
-ef
""{
o
tiempo
FIGURA
22x Curso de la Temperatura en el- recocido de etr
bastecimiento de grano.
E1 ciclo adecuado se escoge según 1a composición del acero,
se debe recordar por ejemplo que l-os aceros calnados con
al-uminio tienen un grano fino y sondificiles
requiriéndose tenperaturas hasta de
5.4
de enbastecer
lOOOaC.
TEMPLE
La nartensita revenida pg":", generalnente, 1as mejores pro
piedades técnicas de todas 1as microestructuras de1 acero.
Sin embargo, en un acero determinado solo se puede obtener
una estructura martensítica si se 1e enfría a una velocidad
superior a la velocidad indicada en el diagrama de enfria
miento contínuo. Esta vel-ocidad 'crítica disninuye general
mente, a1 mismo tiempo que aumenta el carbono y contenido
It
I^/ANKE
&
SGHRAMM,
op, cit, p.
78
109
de elementos de al-eación ! , enLonces r sé dice que e1 acero
posee una templabilidad más elevada. El que se pueda obte
ner o no en un acero una estructura totalmente martensíti
c¿-t depende de 1a velocidad de enfrianiento
conseguida
du
rante e1 tenpl-e y de la tenplabilidad.
El objeto de1 tenple es endurecer y aumentar la resistencia
de 1os aceros.
Consiste en calentar hasta una temperatura
suficientenente elevada para transformar toda 1a masa
de1
acero en austenita, seguido de un enfriamiento adecuadamen
te rápido para transfornar 1a austenita en martensita.
El éxito de una pieza templada depende de cuatro factores
principales:
buen acero, buen diseño, buen trataÍIiento
nico y buen servicio.
tér
Supondrenos que 1a seleccLón de1
acero y e1 diseño de la pieza son los adecuados para el ser
vicio, y nos centramos por el1o en e1 tratamiento térnico.
Este depende de la composición del acero y de su mecaniza
La elección del tratamiento no se puede ha
cer correcLamente si no se conoce el material (un acero de
temple en aceite se agrieta si se templa en aguar y un ace
do posterior.
ro de tenple en agua no se endurece en aceite).
Los factores que entraremos a considerar en e1 tenple son:
Tipos de temple
79
Unircrsidod autonomo
do Otcidmlr
Sección Biblioteo
B Velocidad de calenLamiento
C Temperatura de austenización
D Tiempo de sosteniniento a la temperatura de austeni zacíon
E Modos de enfrianiento
F Influencia de1 t,amaño y
¡nasa
de las piezas
5.4.1 Tipos de Temple
5.4.1.1
Tenple ordinario o directo
Es e1 método nás ampliamente usado para tratar
el acero.
Sg realíza calentando e1 acero hasta una tenperatura por
en
cina de A.3 ó A.1 y enfriando con una velocidad mayor que la
crítica
de tenple de modo que se produzca un endurecimiento
notable, que generalmente se debe a l-a formación de marten
sita y que sucederá en la superficie solanente o en toda
píeza dependiendo de 1a tenplabilidad
de1 acero.
La
E1 enfria
niento se hace hasta terDperaturas menores que At1 (y en
gene
ral por debajo de Ms).
E1 tenple directo es relativamente simple y econónico cuan
do se aplica a piezas cuyo servicio no es denasiado exigen
Le o a herramientas en las que se busca buena penetración
de1 temple.
No se aplica a piezas de formas complicadas
a materiales sensibles a l-a distorsión
80
y e1 agrietamiento
y
de
bido a 1o brusco de1 enfriamiento.
A veces se realiza por
enfriamienLo desde 1a temperatura de Laninación o de forja
innediatamente después de 1a deformación en cal-iente.
figura 23 muestra e1 esquema de este trataniento
La
seguido
de1 indispensable revenido.
5.4.I.2
Temple Escalonado
Esta forma de temple se usa cuando la velocidad de enfria
miento de 1a pieza que se tenpla debe cambiarse abruptamen:
te en un momento dado durante el enfriamiento.
Este canbio
puede ser un aumento o una disminución de la velocidad
de
enfriamiento dependiendo de l-os resultados deseados.
Lo
más común es disminuír la velocidad de enfriamiento.
Se
en
fría prinero en un nedio (por ejempl-o agua) por corto tienpo
hasta unos 4004C, de modo que 1a píeza esté a una tenpera
tura por debajo de 1a matriz perLítica de 1a curva TTT en'
la píeza y se enfíia en un segundo nedio
tonces se retira
(por ejenplo aceite) de modo que se enfría más lentamente
en e1 rango de transformación martensítica hasta 1a tempera
tura anbiente.
E1 segundo medio puede ser aceite tranquilo
en muchos casos.
Este tipo de tenple se usa nás frecuentemente para minini
zar la distoreión,
las grietas y e1 canbio dimensional.
8L
T /O.\
Aca
Acr
FTGURA
23x curso de la Temperatura en el temple ordinario
Se usa con precausión pués e1 éxito depende mucho de
habilidad de1 operario.
solo se puede utilrzar
1a
para cier
tos aceros, €s decir, para aquellos con curva TTT en
la naríz bainítica está a la derecha de la perlítica,
que
Es
te tipo de diagrama es conún en los aceros de temple en
agua. La figura. 24 muesLra un esquena de este tratamiento
con e1 revenido subsiguiente.
5.4. I .3
Temple en baños calientes
Es un tratamiento por. enfriamient,o en un baño calienter cü
ya temperatura está por encima o un poco por debajo del
punto de 1a martensita, en el que se nantienen las piezas
WANKE
&
SCHRAMM,
op. cir , p.
82
l_33
T(oC)
3
femple en oguo
tiempo
FIGURA
24x Curso de la temperatura en el tenple interrum
pido.
hasta 1a igualación de temperatura, extrayéndol-as después
para enfriarlas
de manera conveniente hasta La temPeratura
ambiente. La martensita se forna fundanentalnente durante
e1 enfriamiento fina1.
Estos tipos de tratanientos serán estudiados nás arnplianen
te en e1 capítu1o de tratamientos isotérnicos.
5.4.2
Velocidad de Calentamiento
Esta es l-a primera fase de1 tratamiento térmico, Para la
I¡ANKE
&
SCHRAMM
r
op
. cit , p.
83
133
ma
yoría de 1as ap1-icaciones 1a velocidad de calentamiento
hasta 1a temperatura de austenizací6n es nenos inportante
que otros factores tales como 1a tenperatura náxina obteni
da en l-a sección, uniformidad de 1a tenperatura' tiempo de
sostenimiento y velocidad de enfriamiento. La conductividad de1 acero, la naturaleza de la atnésfera del horno
(oxidante o no), el grosor de la sección, el método de car
ga (espaciada o apilada) y el grado de circulación de la
atmósfera del horno, todo esto es detérminante de 1a veloci
dad de calentamiento requerido para 11"egar hasta la tenpera
tura de austenización requerida.
E1 nayor problena en 1as operaciones prácticas de tratamien
to térnico es la diferencia en la temperatura que se origina
en las secciones variables de una píeza, pués l-a ccinductivi
dad térmica de1 acero es pequeña a tenperaturas bajas, y es
to genera tensiones térmicas que aumentan el pe1-igro de de
formación o agrietamiento.
En l-a f igura 25c la pieza se introduc,e en un horno que se
había calentado previamente hasta 1a temperatura de trata
miento y se dejan hasta que alcanzan dicha temperatura.
En la figura 25b, e1 horno se había calenLado previamente
hasta una Lemperatura por encima de la temperatura de tra
84
T. horno
.q,
.<r
"y
FIGURA
25#. Varias fornas como puede calentarse una pieza.
tamiento, la píeza se deja calentar hasta una temperatura
de austenización, porque después de cierto tiempo e1 horno
se gradúa a dicha tenperatura.
La figura 25c indica la situación en 1a cual la pieza se
j-ntroduce al horno frío y se calienta con e1 horno a l-a ve
locidad requerida.
En la figura 25d se muestra e1 precal-entaniento en un hor
VALENCIA,
op. cit. p.
208
85
no que está a una temperatura menor que 1a de tratamiento.
Cuando l-a pieza alcanza esta tenperatura uniformemente se
calienta hasta 1a temPeratura de austenizací6¡.
E1 precalentaniento debe realizarse en muchos casos y se
hace de una manera lenta y uniforme.
Esto no es tan necesa
rio en un horno de mufla como l-o es en el caso de baños de
sales (donde el calentamiento es nás rápido). Aún en este
último caso se puede onitir
e1 precalentamiento si 1as par
tes son pequeñas o geométricas porque estas se pueden intro
ducir sin problemas en hornos calienteshasta temperaturas
de 850eC. Sin embargo si se usan baños de sales o las pie
zas son gruesas siempre es aconsejable un precalentamiento
hasta unos 1004C con el fin de elininar
cualquier hunedad
presente.
Para 1os aceros estructurales
se recomienda un precalenta
miento hasta 400 ó 6004C cuando La temperatura de austeniza
ción es inferior a 9004C cuando es superior se precalientan
hasta 600-7004C '
La conductividad térnica de 1os aceros altamente aleados co
mo los rápidos y los de trabajo en caliente es 'mucho nenor
que la de 1os aceros de construcción, por e11o es preciso
precalentar en dos etapas sobre todo si 1as matrices o herra
86
mientas qon de forma complicada.
ximo, y luego hasta
Prinero hasta 5004C ná
850eC.
LOs aceros rápidos al molibdeno y en general los de bajo
tungsteno, tienen una baja conductividad térmica que nece
sitan una tercera etapa de precalentaniento hasta los 1050UC
E1 tiempo de calentaniento depende no solamente del naterial
forma y dimensiones de 1as piezas, sino también de 1a capa
cidad de calentaniento del- horno. Este tienpo se puede ca1
de las expresiones corrientes en 1a transfe
rencia de cal-or. Una regla práctica aproximada nos dice
cular a partir
que e1 tiempo de calentamiento debe ser aproxinadanente
u
na hora por cada 25 mm. de espesor desde la temperatura
am
biente hasta l-a tenperatura de austenización.
El tiempo de calentamiento depende tanbién de 1a forma
carga o enpaquetamiento. Por eso es necesario adquirir
de
práctica en los hornos específicos, y compil-ar tablas para
casos determinados.
5.4.3
Temperatura de austenización
Para cada tipo de acero hay una temperatura de austeniza
ción, determinada fundamentalmente por La composición, Sin
87
embargo ha sido la experinentación 1a que ha señalado el
rango de temperatura hasta 1a cual se debe calentar el ace
ro r l-a cual se escoge para que 1a náxina dureza y a1 mismo
tienpo mantener una estructura de rango fino. El1o porque
el valor de la temperatura tanbién depende de la forma de
La- píeza
y deL medio tenplante.
El tamaño puede variar el
tiempo de sostenimiento' pero no 1a tenperatura.
Los ¡nanuales, tales como e1 Metals Handbook' traen la tem
peratura de austenización, pero hsta también puede determi
narse templ-ando tarias probetas desde distintas
ras,
temperatu
Se mide ladureza superficial r s€ fracturan y se ob
serva el tanaño de grano. Se grafica dureza Vs. tenperatu
ra y se obtiene e1 rango de temperatura de austenización
(ver figura 26).
En la práctica se usa la tenperatura' que como ya anotanos
produzca la náxima dureza con 1a esLructura nás dura posi
ble y que debe coincidir'con
el rango de la temperatura
de
austeni zací6n, e1 máximo se presenta porque al aumentar l-a
temperatura tanbién 1o hace el tanaño de grano y la austeni
ta retenida.
plabilidad
Claro que se debe tener en cuenta que la
también aumenta debido a 1a nayor cantidad
carburos que se disuelven y al mayor tamaño de grano.
88
tem
de
o¿
o
N
tt,
É.
f
FIGURA
26*
de austenizaciín para tenpLe de
acero AISI 1045
Tenperatura
un
Esto nos indica que l-a estructura inicial tanbién influye
sobre 1a temperatura de austenización, pues 1a nartensita
Además,
revenida se austeniza más fáci1 que la esferoidita.
si el acero tiene grano .fino se tiene un rango de temperatu
ra de austenización nás anplio.
En general 1a temperatura de austenización para l-os aceros
hipoeutectoides es Ac3 + 50aCr €D estos aceros hay que aus
tenizar completanente porque si no a1 enfriarse quedaria
ferrita en la estructura (este ,es e1 principio de los ace
ros bif ásicos ) , o sea ttnalrf templados.
VALENCIA¡
op. cit, p.
zLL
89
Uniwridod 'iulonomo de 0tcidrntc
Secrión Eiblioteco
Los aceros hipereutectoides se tenplan todos desde l-a nis
ma tenperatura: Acl + 504C. No se hace desde Acn + 50eC,
porque en este caso no se debe ausLenizar. conpletamente.
Por encima de A1, estos aceros están constituidos por
aus
tenita y cenentita y al enfriarse quedan con una estructu
ra compuesta por martensita y cementita, dado que la ú1tima
es más dura que 1a martenÉita misma, el acero queda sufi
cientemente duro.
Si se calienta por encima de Acm, al
plar quedará totalmente martensítico,
tem
pero sus propiedades
respecto a la estructura cementita-nartensita
no será
nu
cho mayores. Por e1 contrario se pierde tienpo y energía
y se aumenta e1 peligro de grietas,
€n estos aceros Hipertem
plados.
5.4.4
Tiempo de Sosteniniento
Si 1a temperatura de austenización se ha escogido correcta
mente, el acero estará en estado austenítico una vez l-a al
cance, pués se supone que toda la píeza estará a dicha
peratura.
tem
En ese monento se empieza a contar el verdadero
tienpo de sosLenimiento, necesario para preParar 1a estruc
tura adecuadamente. Este tienpo depende de1 grado de diso
lución de los carburos que desee.
Como
bufos es diferente para los distintos
la cantidad de car
tipos de acero, el
tienpo de permanencia también depende de1 tipo de acero.
90
Los aceros ordinarios
-
al carbono y los estructurales de
ja aleación que tontienen carburos fácilnente
requieren unos ninutos de sostenimiento.
solubles solo
Para asegurarse
disolución de 1os carburos, un
que ha habido suficiente
teniniento de 20 minutos es suficiente
ba
para secciones
man
peque
ñas, sobre esto se aumenta e1 tiempo según e1 diánetro, así:
min*
20
+Dmm
z
Para espeaores de
nos de 25 nm.
me
Si 1a sección es mayor, €1 tienpo nínino es nedia hora y
en
general 1a fórnula empírica es:
horas
l
2
+D
mm
L20
Para 1os aceros estructurales de nedia aleación se recomien
da un tienpo de unos 25 minutosr tro inporta 1a dinensió¡rf**
De otro lado, los aceros de herramientas de baja aleación
requieren un tienpo definido de pernanencia con el fin
asegurar la dureza necesaria.
de
Se sugiere un tienpo de 0.5
minutos por cada niLínetro de espesor; sin enbargo e1 náxi
mo debe ser de t hora y el nlnino de 5 ninutos.
*
WANKE
:F:F Ibid
&
:F:r:* VALENCIA
SCHRAMN,
op. cit,
, op. cit rP .
2L3
9r-
p.
l-l-5
Los aceros de alto cromo, requieren un tiempo de
permanen
cia más largo que todos 1os aceros de herramientas.
Sin
embargo esto depende de 1a temperatura de austenización; si
está en 1a parte superior del rango¡ e€ reconienda 0,5 ni
nutos por mi1ímetro de espesor; si está en la parte infe
rior¡
s€ usa 0r8 minutos por milímetro de espesor. El
má
ximo debe ser I hora, y el nínimo 10 ninutos.
Estos valores orientativos
solo son vá1-idos para e1 calenta
miento en horno.
Los aceros para trabajo en caliente contienen carburos
que
no se disuelven hasta 1000eC, a esta temperatura el- grano
crece muy rápidamente, por 1o que debe f-i¡nitarse el tienpo
de permanencia. Si el calentamiento se hace en un baño
sales donde es fácíl ver cuando el- acero ha alcanzado
de
1a
temperatura adecuada, e1 tienpo es de unos 30 minutos inde
pendiente de 1as dimensiones. Si 1a herramienta está
empa
cada en una caja para tratarl-a en un horno de nuflar s€
be usar una üemperatura en el rango inferior
de
del rango y así
se puede dejar más tienpo, gü€ no debe excederse de una
ho
ra.
Los aceros rápidos son los aceros de herramientas de nás al
ta aleación.
Sus temperaturas de austenización están entre
1200 y 13004C. Para evitar el excesivo creciniento del92
r.'-.r
grano 1o corriente es usar mantenimiento de unos pocos ni
nutos.
Según e1 espesor en nilínetros
e1 tienpo está
dado
en mi-nutos para innersión en baños de sales así:
=D
ml_n
mm
3
si D<I0
Todo 1o anterior
3 min.
mm
es sol-o una orientación para aplicarse
casos concretos con suficiente
nicas sofisticadas
cautela.
en
Ha gráficas y téc
para calcular tienpos de permanencia,
pero son de uso específico.
5
.4.5
Modos de Enfrianiento
El- acero se enfría para controlar 1a transfornación de la
austenita en 1os constituyentes deseados. La microestructu
ra obtenida depende del di.agrana TTT del acero en cuestión.
Como
la martensita es 1a microestructura deseada en el
ple, 1a velocidad de enfrianiento
a la crítica
Lem
debe ser igual o superior
de temple. Las velocidades críticas
de temple,
varían para los aceros al carbono de 200 d 6004C/sg. según
e1 contenido de carbono.
VALENCIA,
op. cit, p.
2L4
93
se sabe los elementos de la aleación hacenr €D gene
ra1, disminuir 1a velocidad crítica de temple, Pudiendo a1
gunos aceros aleados templarse a1 aire., a velocj-dades in
Como
feriores a 50eC/seg. Es claro que 1a velocidad de enfria
niento (eficiencia
de temple) necesaria para obtener una
es
tructura conpletamente martensiti-ca depende de 1a tenplabi
lidad de1 acero y del espesor de 1a pieza. Se busca que
en las partes de la píeza que van a estar sonetidas a esfuer
zos críticos
se obtengan un alto porcentaje de nartensita'
en las áreas sujetas a tensiones menores se acepta nás poca
martensita. Mientras mayor sea e1 porcentaje de martensita
en e1 esLado templado se obtendrán nejores propiedades de
.
fatiga y de impacto después del revenido.
Los factores determinantes son: templabilidad (1a cual in
cluye composición, tamaño de 8rano, nicroestructura y grado
de defornación), tamaño y forma de la pieza y medio de enfria
niento.
La tabla 2* muestra las aplicaciones de 1os medios de enfria
miento más usados : agua, aceite y sa1es.
En general el- medio de enfriamiento se escoge de acuerdo al
nétodo de temple que se vaya a usar.
En cualquier caso el
medio templante nás adecuado es e1 que proporciona una velo
94
cidad superior o cercana a la crítica de tenple. si es¡ de
nasiado alta en conparación con aque11a, se producen grie
tas y tensiones debidas al desigual enfri-amiento entre 1a
si e1 enfriamiento es relativamen
te 1ento, toda la píeza !ransforma su estructura con mayor
uniformidad. La manera cono 1a pieza se introduce al baño
superficie
y e1 centro.
también es fundamental para evitar defecLos' esto se consi
derará Posteriormente.
TABLA
2 Medios de Tenple y sus Aplicaciones
Aplicaciones
Medio
Aceros al carbono de más de
10 nn de espesor o diánetro. Ace
ros de poca aleación de nás de 25
mn. de espesor o diánetro.
Agua
Aceros a1 carbono de 5 a 10 m.
de espesor o diánetro. Aceros aLea
dos.
Aceite
Muelles, cuerda de Pianor herra '
mientas, aceros esPeclales.
Plomo
Sales
Ll - L2 -
el s¡f¡iamJsnto en los ten
ples nartenPering Y austemPering,
etc.
Para
L3
Sales
I
Para e1 enfrianiento en los trata
mientos' isotérnicos.
Tenple de herranientas de 700 -
Sales
H
Tenple de aceros ráPidos de
Sales L4 y L5
n
VALENCIA,
950ac.
-
op. cit, p.
21q
95
13004c.
1000
T(oc)
Redondo
de
en
lemplodo
12 mm
og{ro
Redondo
Centro
templodo
de
en
50
mm
oguo
t (s4)
FIGURA
27lt
Curvas de enfrianiento correspondientes a la superficie'
al punto nedio del radio y al centro de dos barras de di
ferente diárnetro tenpladas en agua. (Tomado de la obra
frsuiting the Heat Treatment to the Jobil u.s. steel corpo
ration.
Las caractetísticas
y
cómposición de cadá tipo-dé.'salesi'a3í como las,
zonas de temperaturás de, usó recomendables, :se estudiarán con detalle
en
el
tema de tratamientos isotérmicos.
r+ AVNER, op. cit, p.
292
96
5.4.6 InfluencÍa del
tamaño
yla
masa de
las piezas
La relación entre l-a superficie de la píeza tratada y su
masa son factores inportantes a considerar en la etapa de
es así .como una esfera de acero
se denorará mucho náé tienpo en enfriar comparado con ,tl.
platina de poco espesor que tenga una área lateral o exter
enfrianiento
de1 material,
na equivalente a la de la esfera. Esto es porque 1a esfe
ra puede tener nucha nás masa a 1a cual le tocará disipar
nás calor, luego su enfrianiento es.1ento. comparando en
tre acerossimil-ares pero de diferentes dinensión, se enfria
rá más rápido un redondo de LZ mm que uno de 50 mn. (ver
figura 27.
Puesto que 1a píeza de 50 mn. tuvo una vel-ocidad de enfria
miento menor, 1a dureza de esta pieza será menor; por efec
tos de las diferentes velocidades de enfrianiento enEre 1a
superficie
y e1 núcleo (ver figura 28)'
Tonando varias Probetas de un mismo acero se Podfa comPro
bar que ensaYando varios tamaños, s€ obtienen resultados
mo el de 1as figuras 29
v
30.
97
co
ToC
to
t2
t4
tiempo ( seg
FIGURA
28tÉ
)
Curvas de enfrianiento tienpo-temperatura'
correspondientes a distintas zonas del interior
de un redondo de 1 pulgada de diánetro templado
enérgicamente en agua. (tonado de 1a obra f'Prin
ciples of Heat TreatmenLrf de M. A. Grosmann, Ame
rican Society for Metal-s. Metals Park Ohio. 1955)
No se puede confundir la penetración del tenple por el efec
to tamaño con la tenplabilidad ya que la tenplabilidad del a
cero la dan sus elenentos de aleación y 1a penetración de1
tenple viene dada por el tanaño de la pieza. Esto se puede
expl-icar de la figura 30 tonando dos piezas de acero 1045 de
50 mn y 76 nn de diánetro. Se puede observar que en e1 redon
do de 76 mn a una profundidad de 50 mm tiene la nisma dureza
que el de 50 mm. €n el núc1eo 3.
Esto nos 1lana a decir que no inporta el tamaño de la píeza
sienpre y cuando la velocidad de enfrianiento vaya relacio
nada con la cantidad de calor que se va a di$ipar.
tf
3
Por
es
AVNER, op. cit, pp. 293
de Selección-y Tratamien
BENAVIDEZ C. Mariano A. Criterior
to Térnicó de Aceros para herrarnientas, clasificacióÍt, composi
ción y valores de mecanizado. Cali, SENA' 1985, p. 7L
98
q
l
\-R/C ?4 perlilo
9fue30
\A+F+C
\R/C 30 perlilo de gfono
F+C
medio
59 58 4t
Mortensito
FIGURA 29*
35
Mortensito + perlilo
+ fetrilo
Curvas de enfriamiento superflcial ' estructura
fina y dureza de los distintos redondos de ace
ro de O,452 de carbono, colocadas sobre e1
correspondiente diagrama T.I.
ta taz6n los aceros que t.emplan al aire tienenmuy buenaf
transformaclón martensítica hasta ciertas dimensiones (apro
ximadanente 30 nm. de diámetro) a partir de las cuales se
en nedios enfriantes ¡nás severos como e1 acei
te o el baño de sal para incrementar su velocidad de enffia
miento aunque e1 acero es el- nismo y tiene la nisma templa
deben enfriar
bilidad.
Ibid, p.
294
Uniwnidod
99
.
urúnomo
de
Secrión Bibliotaro
Occidcnlo
\
\
\
\
I
6
\-/
\ \o
I/
I / I
\
o
\
l-- - 2'-
- 5'- -l
-¿-
q
TÍ,
-f
o
N
o
5
(b)
FIGURA
5.5
Diometro
de 4iy"fios redo
30* Curvas de penetración de qepple
¿óñ¿óé temilados en agua (a)-Acero SAE 1045;
(b) acero cromo-vanadio SAE 6140 (tonado de la
obra ItPrinciples of Heat Treatmentrr de M. A.
Grosmann American Society for Metals, Metals
Park, Ohio' 1955).
REVENIDO
El revenido consiste en aplciar al- acero tenplado un ciclo
térmiCo por debajo de l-a tenperatura de transformación Ac1
para obtener propiedades mecánicas especlficas o con e1 fin
AVNER, op
cit, p.
295
100
de adecuar e1 acero para ulteriores
procesos de fabricación
o maquinado. Generalmente, aunque no sienpre, e1 revenido
produce sus mejores resultados cuando se aplica al acero en
condiciones nartensíticas.
En este caso e1 proceso compren
de la segregación del carbono a los defectos de la red y la
precipitación de los carburos, 1a desconposición de 1a auste.
nita retenida y la recuperación y recristalización
de estruc
tura martensítica.
sin enbargo 1a microestructura inicial
puede estar compuesta por martensita en su totalidad o por
mezclas de martensita, austenita retenida, bainita y perlita
en proporciones variables, o nás aún puede contener ferrita
y carburos después de1 temple
Además, independientemente de 1a conposición y de1 método de
temple, la estructura endurecida está bajo algún grado de
tensión interna debido a 1os gradientes de temperatura en
1a sección de la pieza, a 1os canbios de volúnen que acompa
ñan la transfornación de la austenita o a una combinación
de
los dos. Los esfuerzos internos pueden ser benéficos, pero
a menudo, y muy particularmente en 1os aceros de alto carbo
no y alta templabilidad,
pueden ser de una magnitud suficien
te como para causar e1 agrietaniento del acero por consiguien
t€, uno de los propósitos del revenido es proporcionar algún
alivio
de tensiones al acero calentado a1 menos hasta 120ac.
t_01
De otro 1ado, €1 revenido produce canbios microestructu
rales y de 1as propiedades que están relacionadas con la
estructura existente cuando empieza e1 reveni.do y conel
ciclo de temperatura y tiempo que aplique.
Como
se ha anotado, el revenido es un tratamiento comple
mentario de1 tenple que generalmente se hace inmediatanen
te después de esLe. El tratamiento completo' tenple y re
venido, se denomina bonificado.
E1 objeto del- revenido es
modificar y adecuar, no eliminar,
1as propiedades obteni
das en e1 tenple; sin enbargo desarrolla durante la solda
dura y para aliviar
tensiones inducidas por la conforma
ción y el maquinado de las piezas.
Las principales variables asociadas con e1 revenido y
que
afectan 1a microestructura y 1as propiedades necánicas del
acero revenido son: La tenPeratura, €1 tienpo a esa tenpe
ratura y la composición que incluye contenido de carbono,
aleantes y e1-enentos residuales.
5.5.1
Etapas de1 revenido
Suponiendo que antes de revenir e1 acero templado, Liene
una estrucLura esenc ialmente martensítica y puesto que esta
es 1a matriz en la
c ual
ocurre e1 proceso de revenido,
LO2
es
ImportanLe recordar que dicha martensita €s¡ en general-'
demasiado frágil
sin
para que e1 acero se pueda utilízar
revenir; aún en los aceros nás sinples se reviene para eli
ninar tensiones residuales. En los aceros de herranientas
de más alta aleación, e1 revenido comprende varios fenóme
nos interesantes. El controL de los cambios de las propie
dades mecánicas ordinarias en 1os aceros resistentes a1 im
pacLo, €D los de usos especiales y en los de trabajo en
1i-ente; y e1 desarrollo' de1 endurecimiento secundario y
ca
1a
dureza en rojo en 1os aceros rápidos y de trabajo en calien
te.
Para un nejor entendiniento de1 mecanisno involucrado
en
e1 proceso de revenido, este se ha dividido en cuatro eLa
pas (algunos autores resumen'este proceso en tres o en dos
etapas solamente. vease figura 31)' l-as cuales a veces se
solapan. Hay adenásr üD fenómeno inicial que es la segrega
ción de1 carbono. Seguidamente se considerarán con
a1gún
detalle cada una de estas etapas.
5.5.1.1
Segregación de1 Carbono
La nayoría de 1os aceros tienen una tenperatura Ms por enci
na de 1a temperatura ambiente, Por el-lo cuando se tenpla hay
por
un breve período durante e1 cual se pueden redistribuir
103
Rockwcll C
Tronsformocion del corburo
Formocion del corburo
epsilon
epsilon é
60
-',/t etoooJ
tr\
t,\
Combio de lo mortensito letrogonol
--\ \
",ol)
/
cu
Perdido de
corbono de lo
morlens¡lo que
quedo enC= O.25
30 por ciento
, \
- A- \
a"
m morlens¡to
40 bico.
é
cement¡lo
Trónsformocion de lo
ouslenito re
en
FeaC
Glolulizocion y
cúcimienfo dc
los porttculos
,l
de cemenlilo
\so.
J\
lronslof mo
tenido en
boinito
cion de
boinito
!
lo
en
cementiio y
fe¡ri lo
20
FIGURA
400
300
roo
600
500
oC
31* Principales etapas y transformaciones que sufren
los aceros en el revenido.
sí mismo los áto¡nos de carbono ocupando sitios
intersticia
1es con más baja energía que 1as posiciones intersticiales
normales de la red.
Este proceso se denomina tenple-reveni
do o 'rAuto revenidott.
Las etapas que suceden en el calenta
primera que va de 1a tem
miento posterior de1 acero
"onr'L"
peratura anbiente hasta unos 2004C en la que ocurre la pre
cipitación
de1 carburo épsilon (€
)tt.
La segunda se extien
de desde 1504C hasta 3004C en la cual- ocurre la desconposi
ción de 1a austenita retenida.
La tercera va desde
hasta 700cC durante esta etapa se precipita
150eC
la cementita.
La cuarta solo existe en 1os aceros que contienen elementos
finos a unos 5004C, originando e1 endurecimiento secundario.
AFRAU BÁRREIRO,
9p.
cit, p. 2tB
104
5.5.1.2
Prinera etapa - Precipitación
de carbono
Cuando los aceros con más de 0,252 de C, se revienen
a
temperaturas entre 1004C y 2004C, el primer carburo que
precipita es el épsilon (Fe2.4C Hexagonal conpacto) y
8e
e1
contenido en carbono de la martensita baja a C = O 1257" apro
ximadamente, dejando de ser tretagonal y convirtiéndose en
red cúbica, 1a reacción presente es:
Martensita *--',
Martensita
(*
o,25Ac
) * carbur o{ Qe,27c¡5
de carburo se precipitan dentro de las pla
cas de martensita con una dispersión tan fina que solo se
Esta reac
pueden observar con e1 microscopio electrónico.
Las particulas
ción se produce rápidamente a
a temperaturas inferiores.
2O4eC
y en forna nás lenta
Se produce así poco ablandanien
to, pero tiene lugar cierta eliminación de 1a fragilidad
y
de las tensiones internas.
5.5. I .3
Segunda etapa
r etenida
Desconposición de 1a Austenita
.
Durante e1 revenido, desde unos pocos o varios centenares
de grados centrigrados, según 1a composición de1 acero,
1a
austenita retenida presente puede transfornarse en bainita.
Debido a que la bainita es casi tan dura como la nartensi
105
sita,
La dureza aumenta hagta un grado qqe depende de la
cantidad de austenita retenida que se transforma.
Por
ca
da porciento de ausLenita que se transforna, se produce
1ineal aproxinada de 0.001 rnilínetros por
mi1ínetro en contraste con 1a 1-igera contractación que acon
una dilatación
paña a 1a prinera y tercera etapas del revenido.
Si
queda
ausLenita reLenida después de1 reveni-do, e11a puede trans
formarse en servicio cuando por 1a acción de tensiones necá
nicas y e1 ttCrecini-entott que acompaña a 1a transfornación
crea problemas de dimensiones en 1as peizas de responsabi
lidad como, por ejemplo, los rodamientos de bolas.
*Carburo EpSilon (€ )4. Carburo que se precipita
cuando se soneten a revenido aceros con concentra
ciones mayores de O,2Z de carbono. No debe ser
considerado cono un paso preliminar en 1a forma¡.
ción de la cementita (fe3C), sino más bien cono
otra fase que bajo 1as condiciones existentes en
la primera etapa de1 revenido se nucleó y desarro
11ó más rápidamente que 1a cementita.
:
Los elementos de aleación afectan esta etapa indirectamente'
primero por los efectos que tienen sobre la presencia
de
austenita retenida en e1 acero templado y segundo por la
incidencia que tienen sobre 1a temperaturaMs y Ia tr-angf.or
nación de.1a austenita a tenperaturas relativamente bajas'
esto €s, a menos de unos
REED-HILL,
500eC.
op. cit, p.p.649-650
106
La reacción de desconposición de 1a austenita retenida es
Esta austenita só1o bs$á preéente en'.cantida
1a bainita.
des apreciables en los aceros de baja aleación si el conte
nido de carbono es Eayor de O.47". Esta austenita retenida
se puede Lransformar durante e1 revenido si 1a temperatura
y e1 tienpo son los adecuados. Por 1o tanto, durante 1a se
gunda etapa el revenido, según e1 acero (diagrama TTT) se
puede transformar toda, alguna o ninguna austenita.
5.5. 1 .4 Tercera etapa
Fornación de la Cementita
En la tercera etapa e1 carburo épsilon, que apareció en la
prinera etapar s€ transforma en cenentiLa Fe3C. A1 aumen
tar progresivamente 1a temperatura del acero se forna pri
mero un precipitado de cementita en 1os l-lmites de 1as agu
jas de nartensita y tanbién en su interior.
Luego, al
au
mentar 1a temperatura se redisuelve 1a cementita de1 in
terior
de las agujas, mientras se engruesa, en canbio,
cenentita que envuelve a 1a nartensita,
La
Luego, a1 continuar
elevándose todavía más l-a tenperatura' se va rompiéndo
1a
envolvente de cementita, que se va presentando cada vez
nás discontinua en las zonas 1ímites de las antiguas agujas
de martensita.
A1 progresar e1 calentamiento, 1a coalescen
cia* y globulizaóión
de la cementita prosigue, y a
600aC
con grandes aunentos, €s ya clara y definida y La matriz
1-07
queda ya constituida
por ferrita.
Al- final
se ha transformado en cementita y ferrita,
Martensita (-
0
,257'C) + Carburo s( *
El acero se ablanda y su dúctilidad
1a martensita
así:
FErrita+Cementita
aumenta continuamente
a nedida que e1 revenido avanza en esta tercera etapa. El
revenido a 371eC 482eC se utiliza
ciones que requieran ductilldad
anplianente para aplica
y tenacidad así como una
resistencia mecánica elevada.
En esta etapa se presentan también ciertos fenónenos
fragilidad
de
que se considerarán después.
5.5. 1 .5 Cuarta etapa
Endurecimiento Secundario
E1 fenomeno de1 endureciniento secundario fue reportado por
prinera vez en 1900 por Taylor y White en un acero Fe-C-CrIrr
notaron que este acero tenía la habilidad de tetener
resistencia y dureza aún cuando se calentara al roJo.
su
Pron
to se encontró que e1 tungsteno se podía reemplazar con
nadio, molibdeno, cobalto, titanio
y tantalio,
va
dando origen
a una familia de aceros de herramientas con notable ttDureza
en
ro jorf
.
108
E1 endurecimiento secundario en un acero se refiere
a
su
habil-idad para retener 1a dureza a tenperaturaa de reveni
do altas, a las cuales 1os aceros ordinarios se habrían
abl-andado considerablenente.
A1 principio
se creyó ,itfe
e1
endurecimiento secundario se debía a 1a transformación de
austenita retenida en martensita, solo después de 1a segun
da guerra nundial enpezó a entenderse e1 fenóneno'
En todos 1os aceros aleados que contienen cantidades sufi
cientes de elenentos que den lugar a la formación de carbu
ros (cromo, volframio, vanadior oolibdeno) se fornan varios
carburos aleados estables a altas tenperaturas de revenido'
Estos carburos se forman a tenperaturaa más bajas porque
ha de tener lugar la difusión de los elementos aleantes de
sustitución
así como la de1 carbono intersticial.
Los carburos de aleaci6n se forman en una dispersión fina
y pueden producir un endurecimiento del acero' Qu€ es cono
cido como ttendurecimiento secundariott obteniendose una dure
za similar a l-a de la condición templ-ada.
5.5.2
El- Revenido puede producir fragilidad
Durante la Lercera etapa del revenido se producen dos tipos
de ttf ragili zaci|ntt de importancia práctica. A tenperaturas
109
Uniwnidod aulonomo
de
Sección Eiblioieto
0ccidcnta
superiores a 1os 26OeC se produce un nínimo en la absor
ción de energía y e1 acero se hace susceptible a la fractu
ra frági1 en servicio.
cos advirtieron,
Los técnicos en tratamienLos térmi
empiricamente, 1a importancia de evitar
el revenido a unos 26OeC, mucho antes de que los estudios
La rrfragilidad de
realizados revelaran 1a fragilización.
revenidott se produce en revenidos prolongados 8r aproxima
damente
, 482-566aC o en el enfrianiento
este intervalo,
elevadas.
1ento, dentro
de
después de un revenido a temperaturas
más
Este efecto puede reducirse a1 nínino seleccio.
áando 1as temperaturas y los tiempos apropiados, Por nedio
de un enfriamiento rápido desde temperaturas de revenido
elevadas y mediante e1 uso de aceros aleados con nolibdeno.
La martensita se reviene para mejorar su ductilidad'
pero el
revenido debe hacerse con cuidado o esta propiedad puede dis
minuirse en vez de mejorar.
La reducción de tenacidad
que
ocurre cuando se reviene a ciertas temperaturas se denonina
fragilidad
y se manifiesta a ciertos rangos de temperatura
según 1a composición de1 acero.
Se conocen dos regiones
principales en las cuales se da este fenómeno: fragilidad
en el rango 25O a 400eC (en azul) y fragllidad
a 400 a 560eC (fragilidad
5.5.2.I
en el- rango
de revenido)
Fragilidad en el Rango 25O 4004C (En AzúL)
110
Este intervalo
de fragilidad
se encuentra en 1a nayoria
de los aceros no aleados y en l-os de baja aleación, de cons
trucción o de herranientas y se denomina fragilidad
tensita revenida, de martensita dura o fragilidad
de
en
mar
az:úL.
Las primeras explicaciones de este problena 1o atribuían
completamente a 1a transformación de 1a austenita retenida,
sin embargo parece que está asociada con el reemplazo de1
carburo épsilon por cementita ttintertirasfr (1oca1ízada en
tre las tiras de martensita) y la inestabilidad
de l-as partículas intertiras
mecánica
de austenita retenj-da cuando
e1 acero se somete a carga (pués la austenita se puede trans
fornar cuando se someLe a tensiones, de ahí su inestabilidad
mecánica adeúas de 1a térmica).
Este fenomeno asociado con la tercera etapa de1 revenido
(formación de cenentita) eq un problena serio cuando se
ca desarrollar
resistencia y tenacidad óptima.
bus
E1 problema
se puede obiiar usando aceros de baja aleación gue conten
gan silicio
puesto que este elenento inhibe e1 revenido
l-a martensita y desplaza 1a fragilidad
altas.
Esto se da porque e1 silicio
a temperaturas
de
más
aumenta la estabilidad
del carburo épsi1on, retardando 1a fornación y crecimiento
de la cementita y por consiguiente haciendo que la austeni
ta retenida sea más estable mecánica y térnicamente.
do e1 acero contiene I,5Z o más de silicio,
111
Cuan
la velocidad
de
ablandaniento es cero a
2504C.
En resumen , La causa fundamental de la fragilidad de la
martensita revenida son 1as parÉiculas grandes de cenenti
que actúan como centros de nucleación de grle
La descomposición de la austenita
tas durante 1a fractura.
juega papel secundario, pero contribuye a1 fenómeno'
ta intertiras
5.5.2.2
Fragilidad en e1 rango 400
de revenido ) .
5604C (Fragilidad
Esta es'1a llamada fragil-idad de revenido (o fragilidad de
Krupp) que ocurre cuando ciertos aceros cromo-niquel perma
necen a través del rango de temperatura de 400 a 5604C.
ta fragiti¿a¿
se nanifiesta
Es
como una pérdida de cohesión en
los l-ímites de grano de l-a austenita madre'
E1 desarrollo de esta fragilidad
es dependiente de1 tienpo
y de 1a temperatura de revenido. Debido a la relación tem
peratura-tienpo, requerido para inducir 1a fragilidad de re
venidg se sugiere que debe ocurrir una precipitación o una
segregación, sin enbargo como se ha detectado precipitación,
e1 meanismo nás favorable es la segregación de elementos e
impurezas hacia los línites de grano de la austenita madre '
Debe tenerse en cuenta sin embargo que la fragilidad
Lt2
de re
venido solo se da en ciertos aceros aleados, especialnente
cromo-nique1. Por eso el mecanismo de segregación solo
es
inadecuado ya que podría aplicarse a 1os aceros ordinarios
al carbono que no fragilizan
1o mismo que a los aceros aLea
dos que si 1o hacen.
De todos modos se ha hecho evidente que una de 1as causas
de la fragilidad
es la segregación de Sb y P y en menor gra
do de As y Sn hacia los límites de grano de la austenita
el proceso de austenización antes del temple.
bilidad de los aceros a la fragilidad
en
La suscepti
de revenido se ve
agu
dízada por la segregación de los elementos de aleación par
ticul-armente nanganeso y cromo hacia 1os 1-ímites de grano
de 1a austenita madre.durante e1 revenido.
1gs elementos fragilizantes
Aparentemente
se acomodan cerca de los 1-ímites
de grano y se mueven a la configuración fragiLizadora solo
en e1 rango 400
5604C. Por debajo de 3704C la novilidad
de estos elementos se ve restringida
y por encina se redi
suelven en una configuración no fragilizadora,
f
ragilidad
está caractetLzada por una curva
por eso
rrCrr
1a
con una
na
rÍ-z entre 500 y 550eC. Hay una enorme cantidad de literatu
ra sobre este fenomeno, pero nohay un modelo simple que ex
plique e1 compleJ o mecanismo de la segregación de impurezas
y aleantes.
113
!a fragilidad
que tiene un acero después de un revenido
efectuado en condiciones desfavorables, se puede hacer de
saparecer por nedio de un segundo revenido a una tempera
tura un poco nás elevada, seguido de un enfriani-ento rápi
do. También se puede volver ttági1 un acero que ha queda
do t eÍaz después de un revenido efectuado con enfrianiento
rápido, si se le da de nuevo un revenido con enfriamiento
1ento. se puede por tanto, hacer aparecer y desaparecer
esta fragilidad
5.5.3
de 1os acerOs por revenidos sucesivos.
El Trataniento de revenido como proceso
Se espera que en las secciones anteriores se haya presenta
do con suficiente claridad 1os fundanentos teóricos del re
venido, en esta sección se anotarán algunas consideraciones
sobre e1 tratamiento en sí desde el punto de vista operati
vo.
5.5.3.1 Proceso de Revenido
El tratamiento se puede hacer a toda 1a pieza, teniéndo1a
en el horno a una temperatura dada durante un período de
tiempo suficiente
como para que e1 mecanismo de revenido
se complete, esto generalmente se efectúa en hornos de convección (de cierre hernético y con ventiladores) en baños
tr4
de sales fundidas,
€o
aceite caliente o en baños de neta
les fundidos.
El revenido también se
Puede
hacer calentando selectiva
mente ciertas Porciones de la píeza para obtener tenacidad
o pl-asticidad en esas áreas, en este caso la técnica más
usada es con e1 calentamiento pór inducción o Por soPlete
pues es 1a nejor que se
5.5.3.2
Como
Puede
conLrolar.
Calentaniento hasta 1a Tenperatura de Revenido
1os aceros de alto carbono se agrietan inmediatanen
te después del tenpl-e, a veces el operario l1eva Lapieza
apresuradamente al horno de revenido antes que se haya en
friado suficientemente como para formar una cantidad ade
cuada de martensita. Sabemos bien que l-a reacción marten
sítica
continúa hasta Mf.
Si el acero se enfúia solo hasta
la cantidad de martensita fornada
puede ser tan poca como 3OZ en un acero l4-2 o no más de 9OZ
en I,I1, 01 , D4 y HIZ. Por 1o tanto es necesario continuar
120eC antes de revenir,
el enfrianiento de estos aceros hasta unos 45aC o hasta
temperatura tta 1a cual se pueda sostener 1a herranienta
l-a nanott, para estar seguro de que se f Ornó una cantidad
adecuada de martensita.
115
una
en
Por oLro lador to es deseable que las herramientas se
en
fríen como una losa antes de revenir ' porque si la pLeza
tiene aristas agudas o diferencias apreciables en las sec
ciones, es muy probable que se agrieten si Ia temperatura
cae por debajo de
404C.
Lo inporLante es recordar que la martensita se forma por
debajo de Ms y es obvio que ttel acero rne,debe revenir sin
haberlo templado antesr'. EL calentamiento de herramientas
complicadas debe hacerse lentamente.
Si e1 revenido
se
efectúa en un ambiente oxidante en la superficie del acero
se forma una película de oxido cuyo color varía con la tem
peratura náxina aLcatzada en e1 revenido.
(ver tabla 3).
Con buena práctica estos colores pueden servir
para calcu
lar 1a temperatura de la pieza.
Hay una vieja regl-a que dice que el tienpo de revenido debe
ser una o dos horas por cada pulgada de espesor y se cuen
ta desde el momento en que se carga un horno precalentado'
o desde el nomento en que el control indique la temperatu
ra deseada.
s.5.3.3
Tienpo
de Pernanenc
ia
Cono sabemos, €o el revenido la tenperatura y e1 tiempo son
116
TABLA 3*
Colores de REvenido de los Aceros
Tenperaturas
Acer€ al carbo Acerw
no y de ba::a a
I¡ucidables
COLOR
leación
Amarillo pá1ido
Anarillo Paja
Amarillo oro
Anarillo pardo
Violeta oscuro
Violeta púrpura
AziL claro
A.ziI pardo
220e
230e
Az:úI verdoso
Gris negro
3304
280
e
2454
2554
265s
3204
27 5a
47 0e
290e
510
a
a
550
a
297
400a
350
a
400
a
640e
7 25e
(ver figura 32) ' Durante e1 ptoceso de re
venido se ven afectadas las propiedades de1 acero ' pero
l-a más f ácil- de medir es la dureza. Hollomon y Jaffe en
inseparables
tre oLros, han investigado e1 factor tienpo-tenperatura-P
y han desarrolaldo la expresión6;
It
APRAIZ BARREIRO, 'óP,
6
VALENCIAT
op, cit, p.
cit, p.
236
TL7
273
Tiempo de revenido
TEMPERATURA
FIGURA
DE
REVENIDO
32f. Dureza vs temperatura para un acero H:13 reveni
do a distintos tienPos
(T +
460
( c+
1-ogt )
T
:
Temperatura en grados farenheit
t
:
Tienpo en horas
c
:
Constante
Grange y Bughman sugiere un valor único de 18 para c,
1o
cual da el mismo paránetro para todos 1os aceros.
de curvas como la de la figura 32 se pueden obte
ner curvas de dtreza vs paránetros P, ta1 como la de la figu
A partir
ra 33 llamada curva maestra.
Hay curvas maestras para cada tipo de acero las cuales se
VALENCIAT
op. cit, p.
237
118
8lo
Porometro
FIGURA
de
P.
revenido
t4
*
(T
t6
45O )(c
*
áo.ro3
18
log t
)
33* Curva maestra para el revenido deL acero H-13
determinados experimentalmente o se pueden calcular por
o
tros métodos. Pero l-as correlaciones dureza-temperaturatiempo requieren el conocimiento de la curva maestra o el
uso de 1os parámetros ya determinados.
Ejemplo:
El acero AISI 4340 da una dureza de 38 Rc si se reviene
5
horas a 538eC cuanto tiempo habrá que revenir a 5934C para
obtener la misma dureza.
Solución:
La nisma durezasignifica
e1 mismo paránetro P en la curva
maestra o sea:
VALENCIA,
oP. cit, P.
aE'--'
237
r_
!
19
Uninridod lutonomo de
Socci6n Biblioteru
0ccidcntc
P - (Tr + 460) (18 + los tr) = (Tz + 460) (18 + 1os tz)
1os
t2 = (Tt + 460) (18 + los r)/(T2 + 460)
1os
t2 = (1000 + 460) ( 18 + los 5)/(
log t2 =
0,4997 ;
L100 +
18
460)
18
tZ = 0'3165 Horas = 19 ninutos
Revenir 19 ninutos a 5934C producela misma dureza que reve
nir5horasa538oC.
5.5.4
Doble Revenido
Los aceros que forman bainita en el revenido o que tienen
bainita en su estructura después del endurecimiento, tales
como algunos aceros aleados en secciones gruesasr solo ne
cesitan un revenido, 1o mismo que l-os aceros de bajo carbo:"
no en los cuales hay poca austenita retenida después del
tenple.
Sin embargo a los aceros rápidos y a los aceros indeforma
óles de alto cromo es necesario darl-es después del tenple
un doble revenido, con e1 que se elininan las tensiones
residuales y se evita que 1as herranientas queden algo frá
giles.
A1 calentarse e1 acero para el- tenpl-e, s€ alcanza en toda
t20
Temperotur0s
5000
Comienzo
de
formocion
de lo
nortensilo
Primer
empre
Segundo
revent 00
revenrdo
T
%
I
I
N
N
m
m
Hilptf uur(
ríü¡enle
E
Mortensilo
I
I
Auslcnilo
ocofldicionodo
con corburos
precipi fodos
t
I
I
r-l
Auslenito
w7A
Morlens¡lo
rcvenido
las transformaciones micros
cópicas que ocurren en el tratamiento de un acero rápido.
FIGURA 34J$ Representación esquenática de
lamasa
en
el estado austenitico
mas
o menos perfecto, gu€ se conserva
el enfriamiento, hasta que se l-lega a la tenperatura de fornaci6n
de martensita. Entonces se
inicia 1a transforanción austenita-mar
tensita y al llegar a la temperatura anbiente, e1 acero suele estar
formado aproximad¿rmente por nartensita
generalmente
y austenita residual, variando
el contenido de austenita de 5 a
252
(ver figura 34).
A1 revenir 1os aceros esta austenita se transformn en martensita cuando
se enfría desde la tenperatura de revenido (500-5504C). Esta martensi
ta tiene tensiones internas y
puerle
inducir grietas. Por eso l-os
ace
ros se deben revenir de nuevo para mejorar la tenacidad de esta narten
sita fornada recientemenLe. Si en el primer revenido se obtuvo la
dure
za deseada, e1 segundo debe hacerse a una temperatura trenor para evitar
que se disminuya. Generalmente
el
segundo revenido debe efectuarse a
una temperatura que sea de 10 a 30aC menor que
:fr APMIZ BARREIRO, op. cit, p.
258
L2.L
la del primer revenido.
PROBLH..IAS EN I.OS TRATAMIENTOS TERI.üCOS
6.1
INTRODUCCION
térnicos no se aplican
No
ol-videmos que 1os tratanientos
a1
acero sino a las piezas de acero.
Cuando se hacen tratamientos térmicos, cono consecuencia de
los calentanientos y enfriamientos, sobre todo en e1
tem
p1e donde son tan bruscos se producen variaciones de vol-ú
nen y forna y muy frecuentenente defornaciones y grietas.
Esto se debe principalmente a 1a desigualdad de dilatacio
nes en la masa de la píeza y a las nodificaciones en su
es
tructura.
Estos hechos se pueden presentar durante e1 trataniento
tér
nico, innediatamente después, o nás tarde a1 mecanizar ias
piezas, yd que e1 material queda sometido a tensiones inter
nas que se traducen en variaciones externas cuando se
cam
bia e1 estado necánico de1 naterial.
A1 calentar el acero se dilata
L22
y cuando se enfría se contrae
El Eoeficiente de dilatación
de 1os aceros ordinarios
es
a
de L4,zXlO-' mn/qC entre 20 y 700qC. Si una barrita
de
100 mn de largo se calienta desde 1a tenperatura ambiente
hasta 700uC y se dilata 0.962 y queda con una l-ongitud
de
100,96 mm. Si se enfría muy lentanente se contrae tanbién
O,962 aproximadamente
.
Por oLro lado cuando se cambia l-a constitución del- acero
al pasar por una zona crítica
en e1 calentamiento o en el
enfriamiento, cambia tanbién el vo1únen, pero en sentido
contrario a la dilatación
térnica natural; esto €s, se con
trae en e1 calentamiento (1a austenita es la fase nás
den
sa) y se expande en el enfrianiento
(ver figura 35).
La
magnitud de este canbio depende de 1a nicroestructura
en
cuestión y de 1a composición del acero,
La figura 36 mues
tra en función del contenido de carbono las variaciones di
mensionales en Z debidas a las tranaformaciones en aceros
no aleados.
Cuando se pasa de austenita a martensita el
porcentaje de cambio de volumen es 4,32.
Si las variaciones de volúnen debidas a l-as transfornaóio
nes fueran los únicos factores deterninantes, uno no se
preocuparía por e1 problema de 1a defornación. Simplenen
te antes de1 traLamiento se calcularían las variaciones
po
sibles y se dejarían esas tol-erancias para obtener las di
L23
¡r
oo)
9>
(d
dc)
o
t{
h
t{
o
oÉ
oo
t
\o
€(tt
o
¡JA
o
p8
_o
:-l¡J
.ü1,19
EEF
€Ex
9Pe,
|-ctt
zÉ
rO
.o
e
k
.Fl
@
F oo
o
ó Ftd
't=
A t{
'
E1r
oÉ
o
t{
o
o
t-t
O >\tñ
€
+¡o(J
(It
otrtr\
+J .O
É 'r{
clo
l{Eo
C\¡
5c'o
€ oo
Xd
o oH
oo
U€ .oÉ
at o)
'r{
9-'(D
-lOU
OJ r-r E
cl (ú
ÉElr{
Of{O
O$r
EEO
\OE
.rlOo
OOt{
OO+J
(ft .rl
¡rEql
lJ t{ rl
É.O
o.tJ (t
o
O
d.'
6 PE
>;EPq
s€:É.
6urtE5
9-o 9 ÚE
EFSs3.
O[curF
-XqrPb
¡LJu+-+
o+¡
oÉ
trrO Gt
oh
EO=
\o
o€
.r{ O
O¡rO
tri aq)
O r-{
qo¡
X O"-{
trl Fl O
rt
za
<()
Lfio,
sÉ
*tn
oF. o
h.:
gEE
ü8 -E
CN
É
CJ
H
h
vunrvH3dN3r
L24
o
ri
ÉFl
\o
OA
o
oo
F{@
oo\
rl
Cn
tra
tr¡
.ri
oo
OA
U
'rl
EIE
f{
\o \o
F{
o
f-
rñ
o
+J€
oo
E
dFa
¡r<
(Uu)
|{ c/l
F{<
ú=
F1
oo.
.aa
+)=
a
c6
Z+)
oÉ
c,'l c,
F1
f¡l
E
u)
'rl
El
t.6
t.2
O- TOOoC (lerrilo *
cementito )
0.8
.9 o.4
:
E
o
o
E
o
o
c
o
c
.9
I
o
errilo
*
cemenl
0.4
o.8
t.2
o
t.6
o.2
FIGURA
?.o
o/o C
36* Influencia de1 carbono sobre las variaciones
dinensionales debidas a 1os canbios nicroes
tructurales de1 acero.
mensiones correctas después del- trataniento.
Desafortunadamente ese no es el caso, el asunto se conpli
ca por 1as importantes diferencias de temperatura que apa
recen en l-a nisna sección durante el enfriamiento.
En la
tabla 4 se hace un esquema del- probl-ena.
En la figura 37 se presenta una vista longitudinal
cilindro
de'un
de acero, cuyo largo es el doble de1 diámetro,
en
el se observan 1as isotermas en un momento dado durante
e1
VALENCIA
9p. cit, p.
398
]-25
TABLA 4X
Variación dinensional y distorsión
EFECTO
CAUSA
FENO,fENO
VAriación
Variación
Transformacioneg, canbios
estructuras, variaciones
de
de
Volúnen
térnicas.
Deformación
Contracciones térnicas y de
transformación durante el en
dimensional
friamiento.
Distorsión
Defornaciones
evitables (con
sin variación
o
de
volúnen
Causas directas:
- Calentamiento o enfrianiento
inadecuados
- Influencia del peso de la
píeza.
Causas
-
indirectas:
Construcción inadecuada
Escogencia inapropiada del
acero.
enfriamiento, se ve que las aristas se enfrían
mucho más rápidamente
y que 1as superficies planas de los extrenos 1o hacen
poco nás lentamente que La superficie
lisis
cilíndrica.
un
Un aná
de 1as defornaciones plásticas que se puede producir
en las partes que se enfrían nás despacio nos indican
principio
un
fundanental: Las contracciones térnicas puras
se ejercen durante e1 enfrianiento
tienen la tendencia a
formar 1os cuerpos en el- sentido de La forma esférica.
VALENCIA
op. cit, p.
399
L26
que
de
Los
I¡s cuerpos cilindricos
se hacen más cortos y nás gruesos '
se abarrilan.
La combinación de los dos tipos de variaciones dinensio
nales en e1 enfriamiento de un cilindro' aumenta 1a longi
tud, disminuye el diámetro y 1os extremos de La barra ten
drán un diámetro nayor. Esto se 1lana tendencia a la for
ma de bobina.
De 1a tabla 4 y de 1o expuesto anteriormenter s€ deduce
que 1os cambios en la forna y Lamaño de las piezas o herra
mientas de acero pueden ser reversible o irreversibles.
Los canbios reversibles son causados por las tensiones
en
e1 rango eLástico o por 1as variaciones de tenperatura
que no causan cambios en la estructura rnetalúrgica ni in
ducen tensiones que excedan e1 1ínite elástico de1 mate
ria1.
Bajo estas condiciones 1os valores dinensionales
pueden restaurar retornando a su estado original
se
de ten
sión o tenperatura.
Los canbios irreversibles
son causados por tensiones
que
exceden e1 1ímite e1ástico o por canbios en la estructura
metalúrgica.
r27
FIGURA
37* Distribución instantánea de 1a temperatura
un cilindro durante e1 enfriamiento.
en
Distorsión es e1 término que abarca todos los capbios di
mensionales irreversibles.
Hay dos tipos principales:
disi
torsión del tamaño, ó sea la expansión o contracción sin
cambio de forma geonétrica; y distorsión
de formar eü€ com
prende 1os cambios en la curvatura o las relaciones angula
res, cono en el alabeo, la flexión y 1-os canbios no simé
tricos en las dimensiones. Con frecuencia se dan los
dos
tipos de distorsión durante l-a operación de trataniento
térmico.
Adnitiendo que 1a distorsÍón es inevitable,
VALENCIA
op. cit, p.
400
128
puesto que inhe
rente a los tratanientos
térmicos del acero, 1o ideal
ae
ría que pudiera preveerse, para así ser conpensada, en las
operaciones previas de diseño, selección de1 material, con
diciones del tratamiento térnico, mecanizado y utilización
de la pi-eza. El objetivo de este capítulo es dar una idea
sobre las causas de 1as distorsiones y denás defectos, los
factores que actúan sobre e1las, los paránetros que deben
controlarse y l-as precausiones para reducir a1 mínimo
es
tos pr oblemas.
6.2
DEFECTOS EN LOS TRATAMIENTOS TERMICOS
El éxito
de
una pieza o herramienta de acero se basa en
cuatro condi ciones:
a.
Buen acero
b.
Buen diseño
c.
Buen tratamiento térmico
d.
Buen servicio
Se espera que los conocimientos previos y los que se han
adquirido a 1o largo de este estudio se pueda seleccionar
e1 acero adecuado para la apLicación, diseño y tratamiento
que se deseen. En este orden de ideasr lo referente al li
teral a, debe ser resultado del estudio de este trabajo.
F-.-
L29
U¡lrcnidod ¡uronomo de-Grtiñtc
Sección Bibliotero
Sobre e1 diseño se tratará al final del capítulo.
El tratamiento térnico y sus técnicas son un objetivo de
este trabajo. De todos modos, más adel-ante se tratarán
Los principaLes problenas y su corrección.
El uso correcto de 1a pieza o herranienta corresponde al
usuario y escapa al objeto de.estas notas.
6.2.I
Def
ectos del- tenple
Los principales que se presentan en el templ-e son:
a.
Dureza insuficiente
b.
Fragilidad
c.
Distorsiones
d.
Grietas y roturas
6.2.I.L
Se puede deber fundamental
Dureza insuficiente:
mente a 1os siguientes factores.
Composición del acero.
:
Si el acero no contiene el carbo
no se 1-ogrará muchas veces 1a dureza deseada.
La selección del acero adecuado es e1 punto de partida de
no suficiente,
cualquier tratamiento.
Falta de temperatura. Sirpe aLcanza La temperatura
130
de
austenizaci6n, ro habrá suficiente austenita para producir
1a martensita necesaria en un buen tenple.
malizando y volviendo
a
Se coriige nor
tenplar desde 1a temperatura correc
ta.
Falt.a de permanencia a 1a temperatura de sostenimiento.
Se remedia nornali
Sucede 1o nismo que en el caso anterior.
zando o recoclendo y volviendo a austenizar e1 ti-empo adecua
do según l-o visto en el tratamiento de tenpl-e.
Si el nedio de
Fal"ta de rapidez en el- enf riamiento.
frianiento
no tiene severidad suficiente,
o e1 vólúnen
en
de1
baño es pequeño para la píeza, o se ha calentado el líqui
do al templar otras piezas, o si las piezas no se introdu
cen correctamente o no se agitan cono se quierer s€ produ
cirá un temple defectuoso.
Por descarburación superf icial-.
Si no se contróla e1
biente que rodea la pieza, 1a capa nás exterior
a¡Il
del acero
se puede oxidar produciendo puntos blandos ' esto se da so
bre todo en aceros de alto carbono. Se evita usando recu
brinientos adecuados (coke, viruta de fundición) o una at
mósfera controlada.
Esta distribución
irregul-ar de dureza
se puede remediar tenplando de nuevo l-uego de recocer.
L31
6.2.I.2
Las causas principal-es
Fragilidad excesiva.
de
este problema son:
Grano basto.
Excepto en 1os aceros austeníticos y ferri
ticos que no sufren cambios¡ ell todos los demás se obtiene
grano fino cuando se calientan justanente por encina de 4.3
ó
Acm.
El caliente de tenperatura demasiado por encima (nás de
30aC)
de A.3 ó Acm o durante denasiado tienpo conduce a la forna
ción de grano grueso, esto es 1o que se denomina ttsobre ca
Lentamiento'r. La austenita e1 templarse dará una martensi
En 1os aceros tenplados no debe exce
ta grosera y frági1.
derse el grano
ASTM
7.
E1 renedio para el exceso de Srano
grueso es recocer y volver a templ-ar usando tenperaturas
y
tiempos de permanencia correctos.
Temperatura de austenización nuy al-ta.
hasta una temperatura muy alta,
Si se calienta
cercana a 1a temparaLura
de
ablandamiento se obtiene acero ttquemadott, que se caracteriza
porque el grano es muy grueso, en 1os línites
de grano
hay
óxidos y a ,veces hay fusión insipiente en la superficie.
Este probl-ena no tiene renedio; 1as piezas no son aprobecha
bles.
L32
Calentamiento irregular.
Si las piezas son de forma
com
plicada y se calientan muy rápido pueden producirse de si
gualdades de temperatura demasiado grandes que generan fra
gilidad en ángulos y aristas.
También puede deberse a una
mala posición de la píeza cuando se introduce en el- baño
temple.
de
Se corrige recociendo y calentando unifornemente
introduciendo y agitando correctamente l-as piezas en e1
baño
de temple.
6.2.L.3
Deformaciones. Cono ya se anotó 1a distorsión
ge
neral producida en e1 temple o en tratamientos superficia
1es tiene varios componentes que pueden deberse a diferen
tes causas
Se señalaba que los canbios de vol-úmen son inherentes
acero y la mejor manera de controlarlos
a1
es calentando a lss
temperaturas correctas y durante e1 Liempo adecuado. Por
otra parte, y como se indica en la tabla 4,la distorsión
puede ser eviLable cuando se debe a las siguientes causas:
Calentamiento irregular.
Si al colocar las piezas
en
e1 horno éstas no reciben calor unifornemente en toda Ia
perficier
s€ producen deformaciones permanentes. En
su
1os
hornos de mufla debe controlarse la ubicación de las piezas
respecto a 1as superficies de radiación.
ninimiza cuando se usan baños de sales.
t_33
Este problema se
EnfriamienLo irregular.
Siempre debe concerse 1a mejor
1as ¡rlezas al baño según su geonetría
Si se tienen.deformaciones debe haber agitación y en e1 sen
manera de introducir
tido adecuado.
Forma complicada de la pieza.
diseño.
El problena se debe al
E1 proyectista siempre debe tener en cuenta 1os
tratanientos Lérnicos que debe sufrir
la pieza.
Se pueden
atenuar las defornaciones calentando y enfriando lenta y uni
formemente (cuando sea posible) usando austempering' martem
pering o temple escalonados.
La templabilidad de1 acero repercu
te en la deformación. Cuando se quiera minimizar la defor
mación a toda costa se deben emplear aceros indeformables.
En las piezas brutas o semiacabadas r s€ presentan después
Material inadecuado.
de la laminación o forja tensiones de deformación en calien
te que en el temple causan distorsiones.
Deberán eliminarse estas tensiones por normalizado o reco
Las tensiones de mecanizado y 1-as originadas por 1a
deformación en frío deben aliviarse con un recocido antes
cido.
de dar la forma final.
6.2.L.4 Grietas y roturas.
Las grietas de tenPle en
134
una
pieza tienen diferentes causas. El acero mismo, e1 maqui
nado, e1 diseño, e1 tratamiento y el rectificado fina1.
Defectos de1 material.
Es de mayor importancia selec
cionar e1 tipo correcto de acero para una aplicación dada.
E1 compromiso más inportante está en 1a tenacidad vs.
resistencia a1 desgaste. Es inposible obtener un
1a
máximo
de las dos. Además del acero correcto es fundamental-
su
Mientas más limpio, nenos peligro de grietas.
calidad.
Las inclusiones no metálicas y las segregaciones provocan
incrementos locales de tensiones que darán lugar a agrie
t,amientos. En 1os aceros de herranientas, sobre todo
en
1os rápidos actúan l-as bandas y acumulaciones de carburos
que son nuy desfavorables respecto a la distribución
siones.
de ten
Las segregaciones son nás comunes en 1os lingotes
laninados.
Estas bandas y amontonamientos no se
pueden
eliminar por tratamiento térmico y son causa frecuente
de
grietas de tenple.
Debe controlarse entonces e1 material de partida usando dis
cos forjados en iez de barras; en aqueLlos hay 1íneas
flujo
de
que son más favorabl-es que 1as longitudinales.
La forma de las piezas.
Si las píezas son de forma irre
135
gular, con ángulos agudos, aristas pronunciadas y amplias
variaciones de sección y transiciones nuy bruscas de
una
sección a otra, hay muchas probabilidades de que se produz
can grietas y aún roturas si e1 temple es nuy enérgico,
porque las secciones delgadas se calientan más y en el
en
friamiento se originan grandes tensiones.
Usando cubiertas protectoras sobre 1as secciones débiles
se puede suavisar e1 desarrollo de tensiones r
las.
pero
p
pliminar
En el diseño de 1as piezas debe evitarse en todo
posible 1as formas complicadas de dificil
1o
tratamiento tér
mico.
Cuando por tazones de servicio
más sencilla
no se puede lograr una forma
es preciso enplear un acero con mayor templabi
lidad.
En 1as píezas grandes de aceros aleados las grietas pueden
aparecer mucho tiempo después. Debe realizarse innediata
mente después de1 temple un alivio
v
de tensiones entre
100
1500C.
Tratamiento defectuoso.
Si se inLroduce una pieza fría
en un horno que esté a más de 3004C, se pueden originar
grietas.
Si se calienta muy por encima de su temperatura
136
de ausLenización se forman grietas que se reconocen netalo
gráficanente por ser angulosas e intercristalinas.
En to
dos 1os aceros 1a temperatura se debe elevar paulatinamen
te hasta e1 valor correcto.
Si el enfriamiento es demasiado brusco, por ser e1 nedio
denasiado severo, €s muy frecuente que se formen grietas.
Por eso como se anotó antes el medio debe proveer una velo
cidad 1o más próxima posible a la crítica
Si 1as piezas según
su
de tenple.
geonetiia no se introducen correc
tamente al baño se pueden crear tensiones 1o suficientemen
te alLas como para causar grietas.
Las piezas largas
se
Introducen verticalmente, las brocas y los nochuelos se
ha
cen girar dentro de1 baño sobre una parri1la.
En 1as piezas con secciones variables se introduce primero
1a parte más gruesa para que se enfríe tan rápido como las
partes nás delgadas.
Las piezas con espacios huecos deben tenpl-arse con 1a aber
tura hacia arriba para que penetre el líquido en las cavi
dades y no atrapen vapor en ellas.
No debe olvidarse que
la agitaci6n es decisiva para aumentar la severidad del- ten
p1e el movimiento enpieza en el monento en que se sumerge
r37
en el baño y debe continuarse
de
manera conveniente.
Habrá que agitar el baño cuando se LenplaD 1as piezas gran
des, que apenai3 pueden moverse y que es pref erible d,=jar
las colgar en reposo.
6.2.2 Defectos de1 recocido
En e1 recocido total
de 1os acero's def ormados en f rí,r
se
uiene una estructura de grano f iiio , cuando l-a def ornacion
es pequeña se puede originar un grano gruesor gue se elimi
ob
na luego por normal-izadó;
otro defecto que se puede presentar en el recocido es la
fornación de estructuras de l,lidnanstatten por un enfrianien
to rápido e irregular
vameni"-e
altas.
desde temperaturas de recocido excesi
A1 f ormar austenita de grar-lo grueso, duran
te el enfrianj-ento irregular
con ferrita
y rápido, no se forma perLita
como aLótriomorfos o idiomorgos sino la estruc
tura acicular de Widnanstatten.
Esta estructura hace dis
ninuir considerablenente 1a tenacidad y 1a resistencia
l-a tracción.
Con un nornaliza'to correcto se elinina
microestructura consiguiéndose una distribución
de la perlita
y 1a f errita.
138
e
esta
uniforme
largo puede producir descarbura:ión
de 1a misma manera que se indicó en el- tenple. Se elinina
Un recocido demasiado
de La misma forma.
Los problemas anteriores también pueden presentarse duran
te el normalizado.
6.3
BUEN DISENO
Como
se espera haber logrado en 1os capítulos anteriores
se obtuvo un conociniento sobre l-os fundamentos de1 trata
miento térnico del acero, 1os fenomenos inherentes y 1os
.¡ deben controlarse. Sin embargo no toda la
procesos qúe
responsabilidad de los problemas que ocurren radican en
e1
tratamiento térnico en sí y no pueden ser inputables al
técnico que 1os controla.
Cono se ha repetido el conocimiento de1 material es esen
cia1, e innumerables ocasiones se enplean nateriales inade
cuados y se pretende lograr con eL1-os resultados inposibles
de conseguir con e1 trataniento
La utilización
térnico.
correcta de la pj-eza es fundamental, es fre
cuente que el cliente exija durezas no compatibl-es con eI
uso que va a darse a la píeza.
139
También muchas veces se
piensa
Uninnidod autonomo de Occidcnfa
Serción Biblioteco
que 1a dureza es e1 parámetro determinante de la bondad
de1 tratamiento térnico sin recordar su relación estrecha
con 1a resistencia,
tenacidad y demás propiedades necáiii
cas del material.
Por últino y quizá 1o nás inportante es el papel que juega
e1 diseño.
Con un mal diseño se hacen grandes 1os riesgos
de grietas y roturas, aunque e1 personal que haga el trata
miento térmico sea experto en su trabajo.
técnico se puede facilitar
El trabajo del
enormemente si la forna de la
herramienta o pieza no interfiere
con el- trataniento
térni
co.
La importancia de un buen diseño no se puede recalcar sufi
cientenente.
E1 diseño inadecuado puede hacer que la pieza
fa1le durante el tratamiento, en cuyo caso 1a vida de ser
vicio es cero y pueden fallar
premaLuramente en servicio.
La fa1la de una perte o herramienta normalmente ocurre
en
una región de tensiones local-izadas o concentración de ten
siones.
Por consiguiente los diseñadores de todo tipo
de
equipo saben que es importante prestar atención a1 proble
ma de la concentración de tensiones, o Los concentradores
donde la tensión loca1 es mucho nayor que la Lensión noni
na1 o tensión pronedlo.
Esto es particulafmente cierto
140
ba
jo condiciones de esfuerzos elevados y cargas fluctuantes
Algunos concentradores de tensiones son resultado del di
;
seño: entallas cantos y esquinas agudas, cambios abruptos
de sección, filetes
inadecuados, canales, ángulos reentran
tes, huecos para acé1tar, roscasrescamas delgadas, etc.
Otros son más inSidiosos y pueden resultar
de una
mal_a
eje
cución de1 diseño: ma1 maquinado, marcas de herranientas,
rayas, grietas del pulido, cortes adyacentes a l_as cabezas
de tornil-1os, marcas de inspección o de fábrica sobre super
ficies altamente tensionadas.
No se puede construír una máquina sin algunos esfuerzos
localizados. Por otro lado r no se puede diseñar una parte
eficiente si se ignoran 1os concentradores de tensiones.
La forma ideal para el t,rataniento térnico es unaen 1a cual
todos 1os puntos de cualquier sección o superficie reciben
o regresan la misma cantidad de calor a la misna vel-ocidad.
Es claro que esta forma no existe en la práctica, pero l_a
labor del diseñador es el tratar
ble.
de acercarse 1o más posi
Al-gunas reglas simpl-es que el diseñador debe tener
en nente cuando diseña una parte que deba ser tratada tér
micamente son:
L4I
a.
tan uniforne como sea posi
Una distri bución de naterial
ble o sea
que
se debe conservar una f orna sencil-1a, unif or
me y simétrica
b.
Radios de curvatura suaves, evitar las esquinas agudas
y 1os cantos filosos.
c.
Evitar 1os cambios bruscos de sección.
Cono se ha repetido la principal
causa de grietas de temple
son 1as tensiones resul-tantes
1as diferencias de tempera
tura en las distintas
de
partes del material.
A continuación
se dan algunos ejenplos de piezas que se ronpieron por
diseño inadecuadoT (ver fígura
a.
La principal
38
su
v 39).
I
raz6n por La que se ronpió esta pieza son
1as esquinas agudae. Aunque la pieza estaba hecha de acero
D2 de temple profundo ¡ s€ concentraron tensiones en la capa
superficial
b.
durante e1 tenple produciendo grietas.
La placa se fabricó de un acero poco tetrplable. El
terial
ma
se enfrió más rápido en las esquinas y la martensita
se formó prinero en esas áreas.
Cuando la formación de mar
7 V¡LENCIA, op. cir, pp. 4I2, 4L3, 4l-4 y
L42
415
(e)
FIGURA
38* Piezas que fallaron por diseño inadecuado
VALENCIA,
op. cit, p.
41-3
143
o
o
o
o
¡
!ut
tl.l
c
ol
ooooo f
FIGURA
"
39* Piezas que fallaton por diseño inadecuado
VALENCIA,
op. cit, p.
4L4
L44
I
i
I
empezó en l-os al-rededores, 1as tensones de compresióó
en 1os huecos fueron suficientes
para provocar 1a fractura.
Aislando estos huecos sería posible reducir l-a velocidad
de
enfr ianiento
Esta pieza hecha de acero 01 tenplado en aceite se ron
pió en el lugar del canbio de sección entre 1as partes cilin
c.
dricas a causa de 1o brusco en 1a transición entre secciones
y 1os diferentes espesores. Durante e1 tenple 1a. Pestaña
se hizo martensítica primero y se expandió, de nodo que e1
naterial
por enci¡na quedó suieto a esfuerzos de tracción.
El enfriamiento no fue eficiente
en el cilindro
y las dimen
siones eran nuy grandes para admitir un temple total,
de
nodo la parte superior se contrajo en el enfrianiento
y los
esfuerzos en la sección se incrementaron. En este caso
ese
no
solo es incorrecto e1 diseño si-no 1a selección del- naterial.
Se hubiera renediado algo haciendo un martenpering.
d.
Esta pieza tanbién estaba hecha de aeero'01-, se rompió
por La misma causa anterior.
TaLvez no se hubiera fraütura
do si e1 agujero hubiera sido pasante, o se l.e hubiera
he
cho un martenpering.
e.
1a
Rodillos de acero
01
templado en aceite.
ya anotada, üIl cambio brusco de sección.
r45
La causa fue
Deberían fabri
carse los dos componentes aParte o usar un acero de
tem
p1e a1 aire.
f.
Matriz, tanbién de acero 01 de 100 mm. de lado.
La
grieta está exagerada. Caso similar a1 anterior.
g.
Caso simi1ar al anterior.
h. Caso similar al c. r natriz de acero al carbono. Las
paredes menores alcanzaron 62Rc y la base nasiva 38 a 59
Rc.
i
Matriz de acero 01 rota debido a los ángul-os vivos
en
1os agujeros cuadrados. Enmascarando los huecos, emplean
do un nedio Lemplante menos e.nérgico como baño de sales
o
al airer s€ podría remediar algo.
En las figuras 40 a 43 se muestran algunos ejenplos de dise
ño correcto de partes.
L46
Incorrecto:
sección
irrcgular si los dientes
están opuestor.
Correcto: los dientes
alternados dan una
sección más uniforme.
Incorrecto: ranufir en
un solo lado y con es-
Correcto: ranun$ cn
ambos lados y con radio en las esquinas.
guinas agudas.
2L
Correcto: sección más
gruesa y esquinas re-
lncorrecto: secc.ión de
la pared muY delgada
y las esguinas intemas
muv agudas.
FIGURA
40* Ejenplos
SAMUELSSON,
de
dondeadas.
diseño correctos
op. cit, P.
24
r47
de
parte
s
o
o
oo
oo
Incorrccto:
ooo
ooo
Cor¡ccto: let Plecm
perforadar puedcn rcr
divididas en dq.
grandcr
difcrrncia¡ cn l¡ .¡ccción.
a
\o./
lncorrccto: esquinas
agudas y grandes dife-
rc¡¡cias en
la
sección.
Correcto: radio cn
esquinas
uniforme.
fncorrccto: el ¡cr¡iero
Correcto:
cicgo obctac uliz¡'el'en-
continúa
Inamrento.
FIGURA
las
y sccción más
¡
cl
agrrjcro
todo lo
lrr-
8o.
4l Ejemplo de diseño correcto de partes
148
Incorrecto:
Correcto
grandes
diferencias en
la
ción (cn algunoe casc
cs incvitable).
Incorrecto: ranura de
la cuña opuesta a la
gartanta de loe dien-
:
herr¿s¡ienta
hecha de.dc partes
con sección mis uni[orma
sec-
Corrccto: ranr¡ra de
la cuña movida a la
mitad de un diente.
ies.
Incorrecto:
difcrencias en
ción.
grandes
la
sec-
Correcto: herramienta
hecha en dos partes
con una sección má¡
uniforrrrc.
FIGURA
42 Ejenplo de diseño correcto de partes
L49
tlnivcridod lütonomo de 0aldrnt¡
Sección Bib!iotero
ln(orrec.to: csquinas
y grandcs difelencia-r en la sección,
agrrdas
Correeto: radio en la¡
esquinas y sccción más
uniforme.
.+'------J,--
I nco¡
recto:
grande
difcrcnci¡s cn la rcción y ningirn radio
en rl filcte.
FIGURA
Crorrecto: sección má¡
rcgular
y radio en el
filete.
43 Ejemplo de diseño correcto de partes.
150
TRATAMIENTOS
7.1
I S OTERMICOS
INTRODUCCION
Se han d.esarrollado hasta ahora los temas sobre los micro
constftuyenbes del acero, curvas TTT y de transformación
isotérmica, tratamientob térmicos y problemas que pueden
presentarse en é1los, con e1 fín de obtener un conocimien
to claro y Io más completo posible sobre tales temas
permiten tratar
con alguna suficiencia
que
1o referente a los
Tratamientos Isotérmicos: transformaciones estructurales,
procesos de Tratamientos térmicos, tipos y características
de sales y hornos empleados en este tipo de tratamiento.
Del estudio sobre los Tratamientos Isotérmicos y del anáIi
sis de las curvas TTT de los aceros más usados en eI Taller
Astfn, €r la fabricación de herramientasr s€ obtendrá la
información requerida para e1 posterior diseño deI horno
por baño de sales; objetivo central de este proyecto.
La gama de denominaciones que encierran Ios tratamientos
isot6rmicos son: martempering, austempering, recocido iso
151
térmico, marquenching, patenting y bajo cero.
Sinembargo
los principales y que se tratarán extensamente son los
i
tres primeros de los mencionados en la figura 44.
Los tratamientos térmicos a temperatura constante en hor
nos de sales (o plomo fundido) se desarrollarán a partir
de1 estudio de las curvas TI
.
Estos tratamientos se aplican sobre todo a piezas y herra
mientas relativamente pequeñas.
7.2
7.2.1
VENTAJAS DE LOS T.I.
EN EL TEMPLE DE LOS
ACEROS
Ventajas Generales
La aplicaci6n de los Tratamientos Isotérmicos aporta
sinnúmero de ventajas, facilitando
blecidos y altamente satisfactorios¡
los resultados preesta
a continuaci6n se
tallan los nrás importantes:
Mejor distorsión
Mejora Estructural
A1ivio de Tensiones
Regularidad de durezas
Prolor¡-'9ación de1 enve jecimiento por fatiga
Evita al náximo el peligro de grietas de tenple
L52
un
de
l'
¡€nqn! ú.
lb
JU'l¡
lü'¡l,r'nsúll
l'
¡0¡ 2a¡
lb
})'l¡
lü ¡..
RrG¡¡ü¡ M*a¡ao
uar¡u!¡
1.
16'3¡¡'l¡
l{t
1..
I.¡ub ¡offtlco lÚF
FIGURA
44T'
*PASCUAL,
Esquema
op cit,
de los tratamientos Isotérmicos
p.304
153
-
Reduce
al mfnlmo la Austenita retenida
Aumenta Ia ductilidad
baj a iesi liencia
-
del material,
incluso en los
de
.
Evita la formaci6n de cascarilla
7.2.2
VentaJas de ti-po práctico y econ6rlico
-
En diversidad de tratamientos,
-
En general, no desprenden
-
Facilitan
7.2.3
el_ ciclo,
s€ reduce.
humos
Ia limpJ-eza de las piezas tratedas
Ventajas del Enfriamlento en Baños de Sales
La influencia
que el método de enfriamiento ejerce en Ia
aparici6n de grietas y deformaciones, se comprend.erá cla
ramente observando 1a figura 45.
En éIIa se representa gráficamente el proceso de enfria
miento de la periferia
y de1 centro de cuatro pJ_ezas igua
Ies templadas en agua, aceite, en baño de sales y al aire.
Se trata de piezas fabricadas con un acero aleado gue r al
ser enfriado desde arta temperatura en cualquiera de ros
cuatro medios de enfriamiento citados,
154
siempre queda tem
i".ffi\)
ll \
Periferio
.,.*o.*lll" \
El corozúr eslo todovio o olto
temperoturo cmndo
lo
Periferio
roturu es lon p€queno q.e lo
perifrerio y el corozúr olro
vieso lo ¿mo de lronsbr
c-orcúl
Csnienzo de lo
tronsformoción
en morlensilo
Fin de
lo
tronsformoción
en mortensiio
L.-'--.}
Temperoturo de
los boilos 9e.
oguo
y ocrle
lo lrorshrmcion
periferio seo ccnPlelo
ontes de que
corozón
FIGURA
45* Prodesos de EnfriamLento de cuatro piezas de
acero idénticas, en agua, aceite, baño de sales
y aire r €D los que se señaLa eI principio y fin
de 1a transformación de austenita en martensita.
plado, porque las velocidades de enfriamiento que se obtie
nen en los cuatro casos, son mayores que La crítica
de
tem
ple, y por tanto¡ €D todos éIlos se obtiene martensita des
En la f igura 45 las'-Iíneas Ms y Mf
pués det enfriamiento.
señalan eI principio
tenita en martensita.
y ffn de la transformación de Ia
aus
Gracias a esas lfneas, sabemos los
momentos en que se inicia
y se termina la transformación
martensítica en et corazón y en Ia periferia
de las piezas
Se obserya gué, cuanto más enérgico es eI medio de enfiia
miento, resulta mayor Ia diferencia d.e tenperatura entre
*APRAIZ Barreiúo, Op cit,
p.276
155
lar.
periferia
y eI centro, y como consecuencia, mayores
son
las tensiones internas que se crean en el acero, Ias
les originan grietas
y
cua
roturas.
En el temple en aguar cuando la curva de enfriamiento
Ia superficie llega al punto A de la línea Ms, donde
inicia
de
se
Ia transformaci6n de la austenita en martensita,
la diferencia de temperatura conel punto B de la Iínea
enfrianiento
de
del centro, es muy grande.
Se observa ta¡nbi6n que cuando en Ia pieza templada en agrE
se ha transformado totalmente Ia austenita de la periferia
(punto C), no se ha iniciado todavía Ia transformación
de
Ia austenita de la zona centrál (punto D), o sea, que hay
en el cotaz6n una gran masa de acero en estado austenítico,
rodeado por una capa de martensita dura y frágíL.
Esto
es muy peligroso, porque aI transformarse luego la austeni
ta del coraz6n de Ia pieza
em
martenátta, hay un aumento
der¡ol-umenr gu€ tiende a romper la capa periférica
y origi
na tensiones en la capa martensitica exteúior muy dura, gÉ
puede J-J.egar a romperse o agrletarse.
En las curvas de enfrúamllento en aceite, se vé que la velo
cldad es más J-enta, y que cuando se inicia
Ia transforma
ci6nr pulto E, la diferencia de temperatura entre la peri
1s6
feria y el centro, E-F, €s nás Pequeña que Ia A-B corres
pondiente al agua, habiéndose efectuado una gran parte de
la transformaci6n y expansión de1 centro antes de que toda
1a masa de1 acero de la periferia
alcancen La temperatura
correspondiente aI punto R y se transforme en Martensita
dura y frágil.
En eI temple en aceite hay menos tensiones
porque parte de la transformaci6n de Ia periferia
y el
centro se hacen a la vez, y es pequeño el porcentaje
acero de la zona central- que se dilata en el temple
de que la zona perifériaa
de
después
está templada y dura.
En el enfriamiento al aire,
la diferencj.a es menor; todas
las partes se transforman casi aI mismo tiempo y hay un
mí
nimo de tensiones residuales con menor peligro de grietas
y deformaciones. EI enfriamiento en baño de sales a
temperatura ligeraménte superior a La crítica
una
Ms, donde
se
mantLene al acero un cierto
tiempo y luego se enfrfa al ai
r€, es eI más beneficioso.
se consigue de esta forma
igualen las temperaturas de la periferia
y del centro
que
an
tes de que La austenita se transforne en otras constituyen
tes, y luego, al enfrJ-arse al aire, la transú'ormacidn
Ia periferia
Como
y el centro se verifica
de
casi aL mismo tl-empo.
la diferencia de temperatura entre ambas zonas es
pe
queña y casi nula, serán despreciables las tensiones y las
deformacj.ones que se crean y el peligro de grJ.etas desapa
L57
rece también casi Por comPleto
7.3
7
-
MARTEMPERING
.3.1
Definición del proceso
Este término describe un procedlniento de temple a alta
temperatura cuyo objetivo es disminuir las grietas, la dis
torsión y los esfuerzos residuales.
No es un proceso de
revenido ("Tempering") como lo indica su nombre y Por eso
tiende a 11márseIe Marquenching (Martemplado). Como se
observa en la Figura 46. En este proceso hay tres etapas8
Se efectúa eI calentamiento del acero manteniendo a una
temperatura superior a Ia crítica
durante un tiemPo sufi
ciente para Su corrpleta austenizací'on¡ se enfría desde es
ta temperatura en un medio fluído caliente (Aceite calien
t€, sales fundidas o metal fundido) cuya temperatura puede
osciLar ,entr:e 200 y 300oC y debe ser superior al punto Ms,
de comienzo de formaci6n de la martensita.
Es necesario que el enfriamiento sea suficientemente rápi
do para que la curva de enfriamiento no corte a Ia nariz
de la curva rtsrr en ningún punto, Pü€s si 1o hiciera, parte
rs
'¡alencia op.
cit. p. 135
158
T(oC)
enfriomienlo
lenlo
FIGURA
46* Curso de J.a TeBperatura en eL teople en baño
caliente
de la austenita se transformarfa en gtros constitulzenteg
que aL llegar a La zona de fornaciSn de Xa rnartenplter ten
drfamos que parte de Ia masa no serfa ya de auStenit'q y no
se podrfa transformar.
A.lIf se deja el acetro hasta que La temPeratutra en todA J.a
pieza sea uniforme sin gue Se pr6dqzcan tfansfofnacionesr
Las tensiones tér¡nicas se aliviarán casi totalnente y no
habrán aparecido hasta este mofnento tensiones pof ttransfor
AI extra
macion¡, pü€s la piez¿ continúa siendo austenita'
erla de1 baño aún está blanda y se puede enderez?r si ha
sufrido alguna distorsi6n; eI estado austenitico puede com
probarse por la falta de atracci6n de un inán.
Seguida¡nente la pieza se enfría
WANKE
y
SCHRAMMT
oP. cit,
(generalnente en aire quieto)
P.135
159
,.-.-'
Unlwnidod aulonomo
Sección
de
Biblioteco
0etldanfc
a una velocidad moderad,a para prevenir grandes diferencias
de temperatura en Ia superficie y centro de Ia pieza.
Con
el enfriamiento al aire se pasa por debajo del punto de la
martensita y empieza a fotrmarse ésta brusca y simultánea,i
mente en toda Ia pieza; como el enfriamiento es lentor. s€
obtiene martensita cúbica, que presenta menores variacio
nes'de volumen.
Aunque hay menos tensi6n y distorsión
dinario,
que en eI temple or
la microestructura está constitufda por martensi
ta primaria que es frágíI para muchas apllcaciones por Io
que puede ser necesa¡iio un revsnido.
Para efectuar el
mar
ternpéring de piezas de un acero d,eterminado se debe cono
cer previamente Ia curva de l-a "Str .de enfriamiento contí
nuo del acero, y especialmente, Ia posición de su naríz
6
narices, Ia temperatura correspondiente aI punto lts y eI
tiempo necesario para que se inicie
la transformación
a
una temperatura ligeramente superior a la correspondiente
al punto Ms, que corresponde a la que se va a utilízat
en
eI baño de sales.
7.2.3
Apl-icaciones
EI temple en baño caliente presenta sobre el ordLnario
l-a
ventája ya mencionada, de que por el enfriamfento J.ento
160
ca
si no se producen distorsiones y se aminora et perigro de
agrietamiento. Por éllo, se aplica a piezas delicadas, tá
res como troqueres de forma complicada con partes delgadas
y de gran longitud, fabricaci6n de l_imas y de engranajes.
Pero desafortunacamente, el éxito del tratamiehto depende
del espesor de la pieza a templar. Las secciones no pue
den ser mayores de 15
para ros aceros no al-eados, de
40 mm para los de aleacj.dn media y s6lo en los de alta ale
mm
aci6n puede conseguirse et temple de toda La secci6n
do el espesor es superior a 40 mm según ha .tabLa 5.
cuan
En eI caso de los aceros de cementacidn s6lo se produce un
verdadero temple en baño caliente en Iá capa externa
tada.
7
.3
,3
Ef
icacia del
cemen
TempJ"e
Para ra rearizaci6n prdctica es importante
.saber cu4res son
los factores o medios que J.nfluyen sobre ra eficacia de un
baño cariente o rdediante los cuales se puede modificar esta
La eficacia der Tempre depende de La temperatura, €l contenii
do de agua, eI- movimiento y eI eñJ.,odamiento extenso del
baíro..
Las temperaturas de los baños carientes dependen de le comp@)
sici6n der materlat. como norma generaJ- puede indlcarse que
161
¡{
JJ
oo
\(Ú.X
.rf.d E
AEEI
oooorño
\onooe\¡o
FINNCN
o)
€
@
(ÚÉ
k'rl
Ptr
oo
tr
c)
o
+JO
¡{Ec)
ooc¡
A+J ts
El fr
o(0
F{E
oooooo
rntnoooo
NC\¡tnLn.$tñ
tttttl
tntntñtnrno
C\¡ o
N e\¡ ñ¡ c\¡ (n
N
N
C\¡
C\¡
Cf)
+J
¡{
d
E
>|
'ri
t{
c)
\o
c)
d'r{
¡rO
0)
+J
.¡J N
(n
o
(Ú'rf
¡{E(.)
oc)
A +.¡ ot
E ÚJ E-{
ot
Ei<
ooo
ooNoorn
N
@ O
O
@ ol\ r-l
tllttl
oooooo
r{tñO\O@O
@OiOO\@O
rl
C\¡ O
O\ Fl
.t
rl
r-l
ñ¡
t{
JJ
+J
(ú
o
t{
c)
o
E
q)
Ei
H
c)
z
LN
Fl
Fr
KH
u)
o)
OH
rl
o
N
e\¡
\O
r62
r-l
cn
-l
F]
TABLA
6* Temperaturas de Ios baños calientes para algunos
tipos de aceros de empleo f re cuelrte .
Telq)eratura
del baño ca
Tipo de
Acero
Aceros de construcci6n
42 CrYA
50 CrV4
45 Cr!{oV 6
71 Sí7
100 Cr
145 Cr
Aceros para hacer
herra¡rientas
7
6
6
1
105
cd{
6
280-300
220-250
250-300
ABC
III
E18Co5
400-540
400-550
400-550
400-580
400-580
D
DMo 5
*
WANKEY Schramm,
320-340
280-300
350-400
200-240
280-300
250-300
c70w1
c 100 w
818
Aceros rápidos
lÍente
Duración máxima
del nanteniuriento
o,C
S
20
30
20
50
50
50
20
50
20
180
240
300
180
180
Op. cJ.t, p.136
para los aceros no aleados
deben
usarse baños con tenperatu
ras de 18006 22OaC¡ para J.os de aleaci6n media de 250 6 3OO
oC; y para los aceros rápidos de 45Od 55Ooc. La tabla 5
iLustra La temperatura del baño para algunos aceros de herra
mientas conunes, y en la Tabla 6 adern6s de La temperatura
del baño caliente nos muestra la d.urac16n,,máxima de manteni
miento en dicho baño.
Como
se diJo antes la temperatura
un determinado acero se puede
de
deduc
163
un baño adecuado para
j.r de su diagrama isotér
mico, aunque ahora se han incluf do tabl-as para iriforn:nación
general, posteriormente se harán los análisis para determi
nar Ia temperatura deI baño caliente requérida,.para cada
uno de Los aceros objeto de estudio.
Un pequeño contenido de agua en eL baño caliente
notablemente su capacidad de enfrl-amieüto.
aumenta
Este efecto
aumenta hasta gue el baño se satura con eI agua, porque
entonces empiezan a formarse burbujas de vapor y vuelve
a
disminuir la eficacia del baño.
Se considera buena capacidad de enfriramiento en un baño
de
temple cuando eI contenido de agua está entre 0.4 y 1.1t.
Puede deshidratarse un baño calentándoLo a 350'C y mante
niéndolo algunas horas a esta temperatura.
La capacidad de enfriamiento de los baños, se incrementa
moviendo las piezas o hacl-endo circular
unl.agitador. Aunque el efecto es
aI baño mediante
mulz pequeño
y en
J-a mayo
ría de los casos despreciables, con el- empl-eo de un agita
dor cabe templar una mgyor cantidad de productos.
Los baños calientes se desenlod,arán regularmente, aunque
cantidades de lodo de1 orden de1 1sal 20t s6Lo producen
efectos insignificantes
sobre 1a r¡elocl-dad de enfitamiento,
L64
Sinembargo, proporciones de lodo como ésta' o mayores'
pueden dar lugar a la formación de incrustaciones sobre
Ias piezas, que producen tenples irregulares, y son casi
imposibles de eliminar en la limpieza (peligro de corro
si6n).
Asfrnismo, pueden produclrse incrustaciones en Ios
elementos de calefacclón y sobrecalentanlentos local'es
de
baño.
7.4
7.4.1
TEIIPLE BAINITICO O AUSTEMPERING
Definici6n del Proceso
Teruple Bainf tico es la transforsraci6n lsotérnica
de
una
aleación forzosa a una temperatura por debajo de La forma
ci6n de la perlita
y por encima del punto Ms, como
se
muestra en Ia Figura 47.
La aplicaci6n de este trata¡nJ.ento isotérmico tiene gran
aceptaci6n cuand,o se desean conseguir resultados simila
res a los que se obtienen con l-os temples y revenidos
vencionales, pero con la gran ventaJa sobre éstos de
con
que
al lJ.egar el acero a La zona de transformaci8n martenslti
c4r se eliminan los riesgos de rotura evit6ndose las defor
maclones de temples casi totalmente.
AsfmLsmor s€ evita
La formación de microgrietas,intercrlstaLinas,
vocan en los temples ordinarios.
165
güQ se pro
FIGURA
47t Curso de la Temperatura en el temple bainítico
Los aceros tratados isotérmicamente, propiamente denomina
do de Austempering, quedan con estructuras baihí-ticas,
1o
grándose por este procediniento que la tenacidad de la pie
za tratada, sea muy superior a la conseguida con eI temple
y revenido normales con idénticas durezas. AI mismo tien
po que se consiguen estos resultados tan satisfactorios,
en muchos tratamientos se puede prescindir del revenido,
reduciendo por consiguiente el ciclo deI tratamiento t6rmi
co.
Igual que en el martempering
pod.emos
considerar 3 etapas
en este proceso:
La pieza se calienta a la temperatura de austenLzaci6n
que
generalmenter €s la misma temperatura del templ-e ordinario.
Esta temperatura superior a Ac3 es de Ia mayor importancia
para Ia estructura que se obtendrá en el- tratamiento.
A1
aumentar la temperatura de Austenizaci6n es más grosera Ia
estructura bainítica
formada y menor la resistencia.
Des
pués de la austenización la É1czá ,se enfría en un baño
WANKE
y
SCHARAT{M
r op. ci t, p. 146
L66
que
sé nantiene a una temperatura constante, generalmente en
tre 250 y 550oC. La temperatura de este baño, una detergi
nada de Ia zona bainitica,
es decisiva para los valores
de resistencia y tenacidad que tendrá la pieza tratada,
Pa
ra gue eI trataml-ento sea correcto y Ia estructura sea to
eI enfriamiento en la primera fase
de
be ser suficientemente rápido para evitar la formaci6n
de
talmente bainitica,
perlita
(rigura 48) .
Se mantiene J-a pieza en el baño el tiempo suficiente
para
que l-a Austenita se transforme por conpleto en bainita.
La duraci6n de este tratamiento puede deducl-rse del- diagra
ma TTT y debe ser suficientemente grande para que se haya
transformado por Lo menos eI 95t de la estructura.
Una vez transcurrido
el tiempo de mantenlmiento¡ s€ puede
efectuar eL enfriamJ.ento posterior de l-a manera que
más
convenga y no es necesarj-o ningún revenj-do. La austenita
no transformada se convierte
terior
durante el enfrl-amiento pos
en martensita cuando se desciende por debajo de
y la presencia de este constituyente hace descender
!!s
mucho
a la resiliencia.
7
.4.2. Aplicaciones
Dadas las grades ventajas que presenta el- Austempering en
L67
? | on
\
comienzo de
lo
lronsformocion
ro
FIGURA
48* Apficaci6n deL Dlagre¡la TTT lBotÉroico del
acero Lw 1403 aI tenrple bainftico.
cuanto a que aumenta l-a ductilidad o energfa absorvida por
impacto (Tabla 7) reduce Ia distorsidn y eI tiempo de tra
tamiento para obtener dgws
-..1
entre 35 y 55 Rc; se emplea
este tratarniento para piezas en las que Ia defdrmacifinr to
lerable es pequefla y cuando Ia resiLiencia exigida es gran
de, por eJenplo, cilindros
y vastagos de émbblo'en las te
bricas aeronáuticas, piezas y herrauientas de paredes del
gadas y aceros de resotte.
Todos los aceros y dimensiones adecuadas Para nartenpering
sgn-- tambien capaces de experimentar eL austempering son
también capaces de experménüar,'e1 austempering. Auqque
en general todos los aceros pueden sofieterse al- temple bai
nfticor
IfNAKE
s€ consiguen solo caracterfsticas
, Schramm, op. cit,
P.
168
147
fitiLes de resls
TABLAi)
7
Probeta
Tratamiento
Dureza
Energía Absorv. Elongacidn
Temple en agua
y rev. 53.0 RC
26 J.
0t
2
Ternple en agrua
y rey.
52.5
RC
19J
0
3
lhrtaq>ering y
relren
53,0
RC
38
,t
0
4
Martempering y reven
52.8
RC
33J
0
5
Austempering
52.0
RC
61 J
11r
6
Austerpering
52.5
RC
54J
8r
#1
*
Propiedades Mecánicas de un Acero 1095 Tratado
por tres l.fétodos
VALENCIAT
r
op cit. p.204
t,enriia y tenacidad en los que eI contenido de Carbono es
A1 elegir los aceros para temple bainl
superior aI 0.4t.
tico debe tenerse en cuenta que resulta econ6mico emplear
aceros de transformaci6n rápida en la zona bainítica,
pues
to que exigen tienpo de mantenimiento menores a la tempera
tura de transformaci6n.
En J-os ;diagramas TTT isotérmicos,
1a curva de comienzo de trans6ormaci6n estará cerca
e
j e de cj rdenadas
7
.5'' RECOCIDO ISOTERlIICO
7
.5.1
de1
.
Definicidn del pxoceso
Conslste en efectuar Ia descomposlci6n de la austenita,
en
,
169
Uniwrsidod ¡ulooom(t do
Serción
Bibliotsco
Ias inmediaciones de Ia nariz perlitica
de Ia curva de
EI acero se calienta a una temperatura ligeramente
'rSrr
supe
(algunas veces Ac3, pero generaLmente
rior a la crftica
Ac:l y enfriar
luego 1o más rápidamente posibl-e hasta una
tenperatura ligerarnente j.nferior a A1 r rnaDtén{endo eI ace
ro a esta temperatura el tiempo necesarJ.o para que se rreri
fique Ia transformaci6n y Luego se enfrfa al aire (Flgura
4e)
Con esta técnica, el" tiempo del ci.clo del. recocido son te
ducidas al mfnimo.
En la ejecuci6n deL tratamiento t€nrnico de recocj.do isotér
mico se dlstinguen dos etapas principalesr
Conseguir una austenización completa del acero.
Esta fa
se del tratamiento tiene una gran importancia en los resul
tados f inal-es de Ia operación.
La consecucidn de una
aus
tenita homogénea, o sea, una difusL6n total del carbono,
evita Ia formación de bandas, malogrando totalrnente et re
sultado final.
Para lograr una austenizaci6n compteta,
de
berán ser respetadas aL máximo las ternperaturas cotrespon
dientes al tipo de acero y los tienrpos necesarios para
total disol"uci6n.
un
Igualmente una austenizacL6n correcta
determina, el ta¡naño de grano que se conseguirá al final
dIe cicLo.
L70
Aca
zom
dorle
at @nsrguc
¡
I
lo e3tructuro'
lominor
\
\
o
i
tomt¡ien der
nominodo
btonco-
\.
\
\
nego.
\
\
\
\
\
\
\
\
FIGURA
49* Curso de la Temperatura en el recocido Isotér
mico.
deI ciclo.
Bajada de temperatura controlada hasta I-a zona de transfor
mación. Cada tipo de acero determina su temperatura
transformaci6n perll-tica,
de
pero' puede decJ.rse a títuLo orien
tativo que las temperaturas de transformaci6n están compren
didas entre l-os 600 o y 700 oC.
Enr,estos tratamientos tienerrgran importancJ.a gue eL enfria
miento del material hasta la temperatura del baño caliente,
se haga muy rapidamente, y asf el proceso podrá ser corto
y eI acero quedará bLando. Cuanto más rápido sea ese des
censo de temperatura, menor será Ia duraci6n del tratamien
n
PASCUAL,
op. cit. p.
315
L7I
to..,
7
.5.2 Aplicaciones
Las estructuras laminares conseguidas con e1 recocido
isotérmico son id6neas para aquerlas piezas construfdas
con aceros de baJo contenido de carbono y de baja aLeaclóh_
destinados a Ia construcci6n de engranaJes tal.Lados y
piezas brochadas.
La aparici6n de una ferrita
y perl_ita repartJ.da unlforme
mente en ra estructura del- rnaterial- recocido, favorece
mecanizado y tratamientos térmicos posteriores.
e1
cuando
se trata de aceros dul-ces, este tipo de estructuras no es
er adecuado, puesto que el resultado es de durezas demasia
do bajas, favorecfendo er gripado o desEarro del metal al
ser mecanizado. En este caso es preferible someter al ma
terial. a un trataniento de bonificación, para rograr una
estructura de tipo sorbftico.
7.6
7
,6
OTROS TRATAMIENTOS ISOTERMICOS
.1 $larquenching
si por efecto de composición qufmica del aceror no de tiem
L72
po de ejecutarse el- Martempering puede dejarse el material
un tiempo más prolongado, perrnitiendo que se produzca
un.
porcentaje de bainita a Ia temperatura de temple Ms del
acero.
Este apagado de matenirniento mj.xtor €s eJ. denornLnado
dE
IIARQUENCHING,
dando como resultado una estructura bainlta
Martensitica,
d€ caracterfsticas
altarnente satisfactorj-as.
Su aplicacl6n es 6ptima en engranaJes sorneti.dos a grandes
esfuerzos ejes, etc.
En las fábricas de avlones y autorn6
viles más destacados del mundo se aplica este tratamlento
como norma en
un sinnúmero de piezas de Eran responsabili
dad.
7
.6.2
Patenting
Este es un trataniento usado en la industrie dei. alarnbre
y ep una forrna signifleativa y úttl- de eustempering modlficado.
Se apLica principalmente eL alarnbre de acero no
aleado o de baJa aleaci6n con un contenldo de carbono
tre 0.6 y 1.1+.
en
El tratamiento deL alarnbre o de Ia vari
J.Ia austenizada se hace templando contfnuamente en un
baño
que mantieüe entre 500 y 540oC y en eL cual permanece por
perfodos de 10 a 90 segundos,
L73
A esa temperatura se forma perJ-ita laninar fina. A pesar
de su dureza esta estructura ha demostrado que eg adecua
d.a
para eI estirado de alambre pues puede acomodar
grand.esr
reducciones de área sin fracturarse.
Este trata¡niento d6 una combinaci6n de alta ductlL¡fdtad
y resistencia noderadamente aLta.
Hay otras forrnas de aus
tempering rnodlficado que originan estructuras mezcladas
de
perl,ita y bainita y que son comunes en la práctica indus
trial.
Las cantidades de perlita
y bainita pueden variar
ampliamente según eI tipo de proceso' si-nembargo, estas
¡¡rácticas están limitadas por varios úactores crfticos y
se necesita ensayo y error para desarrollar un ciclo óptt
mo
para piezas de composición y sección definidas.
7.6.3. Tratamiento Isotérmico baJo cero o Subcero
Este tratamiento tJ-ene su principal
aplicaciSn, cuando
quiere reducir al n6ximo l-a austenita residual que no
se
se
transform6 después de un enfrlaml-ento hasta Ia temperatura
ambiente. Generalmente esta austenita no transformada
s€
encuentra mezclada entre la martensita o la bainita.
En todos los casos el tratamiento deberá ejecutarse con los
siguientes pasos¡
L74
a- El enfrianlento bajo 0, se realiza inmedlatamente
des
pués del tenple.
b.
EL acero se mantiene durante un tLempo (1O a 180 minu
tos, según sea el caso) a temperatura 6ptima de transfor
mación, gü€ generalmente se sitúa entre los 60 y
c.
100oC.
Seguidamente se procede a la subida Lenta de tempera
tura ambiente y revenido.
d.
Después del. reyenido de estabitizaci6n
de Ia austeni
ta no trqnsforruada en el curso del tratarniento bajo 0,
pue
de efectuarse un nuevo enfriamiento a baja temperatura,
beneflciando el cJ-cIo deL tratarniento.
e.
No se debe olvidar que cual-quLer transformación de Ia
austenita provoca un aumento de tenslones interhas, Ias
cuales hacen aumentar é1 peligro de grietas y roturas.
Donde el ¡3¿t¿plento bajo O, deba apl-J-carsd en nratrices
piezas conplicadas y de fuertes desequllibrios
6
dimenslona
Ies, éste se podrá eJecutar después del- temple y revenido
de la pieza.l Con esta t€cnica, la austenita retenida
es
nás reacia a Ia transformacl6n, pero se evitan los riesgos
anteriorrnente seflalados
f.
.
En tadas los casos, Ia martensita obtenida en La trans
forrnaci6n deberá ser revenida a un mfnimo de 150'c'
Las tenperaturas bajo 0oC, se conslguen con eL nitr6geno
lfquido a ternperaturas de menos de 190cC, y con un baño de
]-75
acet,ona más anhfdrldo carb6nico s6lfdo, temperaturas de
hasta -75oC.
7.7
SALES PARA BAÑOS DE TEMPLE
7;7.1
ceneralLdades
Para el tratamiento térmico de los aceros, son cada dfa
más empleados J.os baños de sales fundidas.
Están constituf
das principalmente por cantl-dades variabLes de cloruros,
carbonatos, nitritos,
y Bario que se utilizan
150oa'1
nitratos
y cianuros de sodio, potasiio
para temperaturas variables desde
300'C" Unas veces, s€ usan como medio de enfria
miento y sustituyen con ventaja al acéite y aI plomo fundi
do, y otras veces, €n cambio, se util-izan para calentar
las piezas y también para cementarlas o nitruiarlas.
En
nuestro caso s61o nos referimos a l-as sales utiLl-zad.as
ra e1 enfriamiento y especialmente para los procesos
pa
de
Martempering, Bonificado intermedio (Austempering) y reco
cido isotérmico.
Cuando se templa en baño caliente,
el lugar de enfriar
aceite se tiene Ia ventaja de que no se forman burbujas
en
de
vapor y por Lo tanto, no se producen endurecimientos hetero
géneos, El enfriamiento desde Ia temperatura de temple has
]-76
ta la del baño se produce por conyecci6n pura, En baños
de este tipo se pueden templar todos los aceros para tem
ple en aceite (Aleados) cuya temperatura de austenizaci6n
no exceda de 95OcC tarrbién pueden templarse piezas de ace
ros no aleados, de hasta
lQmm
de diámetro, directamente
desde 1a tenperatura de cementaci6n.
Los aceros con ternpetratura de temple de nás de 950oC sue
len ser de tempJ-e al al.re, pero resulta venta joso enf riar
los en un baño de sales fundidas con temperaturas más ele
vadas porque Ia extraccidn del calor por el- baño es más
y no existe el peligro de corrosi6n o formaci6n
de cascarilla y sienrpre son posibles si se enfrían aI ai
homogénea
re.
Las propiedades de enfrianiento
de estos baños dependen
principaLmente de:
1.
La temperatura del baño, según sea eI tipo de acero
a
temp).ar.
2.
De la agitaci6n deL baño.
3.
De la presencia de otras. sales más alto punto de de
fusi6n, sedimenüádas:;en et baño, formando Iodos' producto
del arrastre que Las piezas ori:ginan, cuando son auSteniza
das o calentadas en baños de sales.
L77
Los lodos formados deben ser retirados peri6dicamenter III€
diante dispositivos adecuados. Los baños de sales calien
te bien proyectadas disponen de un sLstema de filtraje'
el que permite mantener un baño en $ptimas condiciones
de
apagado, evitando Los graves inconvenientes que presentan
la presencla de otras sales, las cuales modifican la
com
posici6n deI baño.
4.
En los .baños que comPrenden ternperaturas de 150 -300e
C. Ia presencia de agua modifica sensiblsmente eI efecto
de apagado de Los bAños. Es conveftiente que cuando se pre
pafe un baño con sales nuevasr s€ Inantenga durante
unas
48 horas a l"a temperatura de 300'c, con l-a f l-nalldad
de
e1imj.nar la hu¡nedad retenida en las saLes.
De acuerdo con su utlJ.izaci$n J.os bAños se pueden cLasif i
car en seis grupos de Los cuales solamente para nuestro
interés conslderaremos los dos prineros:
1.
Sales que se
empJ-ean
en un l-ntervalo de temperaturas
conprendido entre 150 y 4004C. Se suelen emplear con dos
f
ines principal.es:
a.
Para enfrJ¡ar las piezas que han sLdo caLentadas (eh
horno de mufla) a la temperatura de temple y que al ser
enfriados en Las sales sufrirán un temple' martempering,
austempering, Tecocido isot6rmico, etc.
178
y
b.
Para calentar durante eI revenldo pLezas o herramien
tas templadas.
Para ambos usos se suelen emplear sales L-1, L-2, L-3
de
la tabla 8, preparados prirtcipalmente a base de nitritos
y nitratos.
2.
Para calentar durante eI revenido de herramLentas y
piezas a temperaturas comprendidas entre 400 y 600oC ó,pa
ra el enfriamientor €n tratamientos isotérnl-cos, se suelen
emplear sales L-4 y L-5, constitufdas generalmente a base
de cloruro s6dico, cloruro cál-cico, cloruro barico, carbo
nato s6dico, etc.
A continuaci6n nos referimos a las sales de apagado
común
mente utii-izadas en ros tratamientos enunci-ados anterior
mente; tanto desde eI punto de vista comercial, a modo de
orientacidn para su posible compra, como desde el punto de
vista de su composici6n qufmicar €n caso de requérirse
preparaci6n.
7,2.2
7 .2 .2
su
Baños para Marternpering - AustenperJ-ng y Revenido
.1
Sale
s comerciales
como se estudi6 en er capíturo referente a tratamientos iso
L79
ünircmi&d auronomo de 0ccidcnlr
Sección Bibliotsco
TAHA
8r
Composiciones' temperaturas de fusión
diversas sales.
v de utilización
de
PORCENTAJE EN PESO
Tcmpc-
Doi¡|
¡rc r0r
I
Nr(ll I
|
K(:l
(jlururo
(;l(,nrr0
rirü¡c0 I potú¡¡co
UuCl¡
Clor ur u
bf¡¡ic0
fi¡NC)¡
!\¡u ¡tu
)i¡:r..O¡
¡it rrttu
¡o.l¡ co
¡üJ ¡co
.10
L-1
40
50
i
50
KNO¡
(¡ch
Cloru¡ o
cAlcr{o
50
50
NUCN
Ciunuro
¡ülico
KCN
N¡¡CO¡
C¡¡t¡o¡r¡ro ¡ülico
Cil¡ruro
30
25
lÁ
I-1
I-2
t-4
H-1
H-2
c-r
c-2
c-3
c-5
c-6
C-E
r'-q
(:-l u
{s
55145
15 25120
20 30l
10 ,nl
55
30
181l- I
.¡
¡nax
:
15
20
55
15
.ro
5u
549
G20
81Ír
480
5i0
760
735
0?5
700
898
925
925
/
/)
ti?0
15
35 40
45 50
30 40
7(' 80
00 ?Q
{u 5tl
30 40
55 65
50
25
:
I
loo
l-
4 max
4 max
20 30
20 30
10 15
15 25
5 ltJ
t|
96 mtn
Ito*,r
t:
E15
bt,
9fro
96 min
I
J,U
f¡0
I
301
0 5Cl
595
i0-J
60
80
I
l(l
rcrq¡¡¡crILlut'lc
160
200
400
90
40
Zqm dc tcm¡xrutufc rlc r¡¡(¡
220
98 nrin
92
I
251 '-'n
dc lu¡l(rr
b
50
70
¡i0
ul¡
140
60
60
45
35
[l
¡totü¡i! o
9ü min
L-1
f
AFRAZ BARRHRO,
620
620
6:rl
6"1{)
6'.¿U
620
02(l
ü:lu
495
I tr5
955
1260
78ó
785
840
815
785
815
815
El5
52s
525
gis
op. ciL.p. 1S
térmicos, 1a formación de la martensj-ta para 1os acero3 n.tramientas
corrientes se encuentra aproximadamente a 2004C. Para reali
zar e1 enfriamiento en estas condiciones puede enplearse
1a sa1 de revenido DURFERRIT AS-140 (nombre comercial Degussa)
cuyo punto de fusión es aproximadamente 1404C (ver tabla 9)
Pueden templarse.en este baño todos 1os aceros templables en
aceiLe, es decir, todos 1os aceros aleados, siempre que
temperatura de tenple no exceda a los 9500C.
180
su
1(){}5
1035 t340
I
*
630
0s0
955
e55
955¡
895
955
l):'5
U5l,
675
075
TABLA 9r+ Intervalos de tenperatura para 1a aplica
ción de 1os baños a sa1 DURFERRIT.
Tcmp.roluro oproxlmodo dr lrobolo rn 'C
D¡nomlno<lón
mln¡rno
AS t.ro
't
óo
5s9
AS 2[¡0
250
550
sdmi¡ibh.n co¡o¡
rrpcciolor
AS 300
l,ro
550
AVS 250
300
550
G5 2r0
260
600
GS {30
,170
6(X,
9(X,
GS 5,t0
580
900
1100
cs
ó00
700
bi¡ 7@
560
GS 750
qn
I 100
GS 960
lo0
t3m
ó50
t50
GS 5{r)/R 2
I 150
I 000
900
lr@
I
Corbonrulrol
1000
I 300
1150
Scmpcrncufrol 950
1
000
I 300
I 350
Sompcrnculrol I 100
I 350
Gs 750/R 2
f50
I 100
I 300
c2
ClyCl-boño
500
s50
550
930
950
c,l
cs/c3yA5/c3
7@
9¡{t
950
un
930
950
c6/c3
c7
800
930
950
7m
910
,50
GS 560/C 2
500
850
GS 560/C 3
580
930
950
l
650
910
950
380
600
Gs 510/C
N5
J+
móxlmo
DEGUSSA ABTELUNG DURFERRIT.
Manual de temple
Frankfurt. A.M., Se 1875, p.
139
Los aceros con tenperaturas de temple superior a 950eC
son generalmente tenplables al aire pero es conveniente
'
181
en
frrii.r¿'rlos tarnbién en un baño caliente,
porque éste absorve
el calor en forma regular y, por otra parte, evita Ia ca
rrosL6n o Ia oxidaci6n de La pieza, lo que no sucede aI
enfriar aI aire.
co¡no baño
caliente para esta clase
de
aceros, s€ emplea La s4I de recocido BURFERRIT-GS-430¡ en
casos excepcionaJ.es puede uEarse tamblén la sal de recoci
do
DURFERRIT-GS-230.
Si se necesiten tenperaturas Para el revenido, podrán em
plearse sales ¡9-220 6 AS-300, PU€s estas son un poco más
baratas que las AS-140. Pero si hay que trabajar a tempe
raturas de revenido un poco m6s bajas de unos 160oc, debe
tá, usArse AS-140, cen eL cuaL se puede trabaja.r en todo
el rrirárgen de temperaturas entre 160 oy 550 oC, tanblén a
temperaturas más altas, donde pudiera emplearse AS'22Q, de
berá preferirse
el baño AS-140, porqqe por sus menores pq
didas por adhesidn es más eoon6ml-co en el- usoLas sales de revenido
DURFERRIT
se entregan en forma
de
polvo teñido de cdilor rosado para evitar que se confundan
con otras sales, aI mezcl-arLas por ejemplo, son sales dia
nurantes existe eI peJ-l-gro de expJ-osión.
Las sales AS deben fundirse en crj.soles de acero iluLce en
butidos o soldados o en crisoJ.es de fundicidn gris. La
1.82
calefaccj-6n puede ser a gas g el€ctnica,
1o poslble cal-efacci6n a petr6leo.
debe erritarse en
De ningún nodo puede
emplearse calefacci6n con coque u otros combustibles só1i
dos.
EI apagado en este tipo de sales presenta Ia ventaJa de
que una vez retirada Ia pleza del baflor.la sal se despren
de fáciLmente de ÉIla, aI ser enfriada o lavada en
agua
corriente.
Otra aplicación de los baños AS es teñir de azul piezas
blancas de acero previamente pulidas a temperaturas entre
2E0o y 550"C.
'¡
7
.2.2.2
preparación de Sales
En cuanto a su composicl6n qufmica puede consultarse Ia
tabLa 8.
Algunos autores recomiendan¡
saLes para baJas temperaturas, revenidosr fnarteqpsring y
austempering.
45t NaN02 + 55r KN03
sales para bajas temperaturas, revenidos, ternples isot€rmi
cos y oxidaci6n azul.
50t NaNO + 50
KN03
Algunas caracterfstJ.cas de estas saLes sen ¡
183
Zona de trabajo.. .
t
.....,..1
Peso especlf ico.. r..
5006 550oC, como tempera
tura máxLoa de peligro.
..2.2
Calor especffLco
Potencia calorffica
.0.25
por Lt y e..0.51
Toxicidad mediana,.., r..
7
.2.2.3
a
r
r.....no
contiene cj-anuro
Baños pBra recocJ.do Isotérmico
Aunque en este pnoyecto no se contempla J-a posibilfdad
realizar
de
recocido isotérmico, mencionaremos a nodo de in
formativo, a].gunos tipos de sales empleadas para este pro
cese. Comercj.almente, Ia firma
guientes
DEGUSgA*,
ofrece Ias si
mezcJ,as:
cS-540/Ca, cS-560/CS (baños de recocido con contenido
de
cianuro) ¡ cS-230, cS-430, GS-540, GS-570 y cS-960 (baños
para recocido Iibres de cianuro). Las temperaturas de tra
bajo pueden observarse en l-a tabl-a 9.
7,8
HORNS PARA BAÑO DE SALES
En general los hornos más utilizados
son los de calenta
miento por reslstencias exteriores y l-os de electr6dos
sumergidos en eL baño; tanbién se üüiLizan hornos calenta
dos por 94s, presentando éstos probLemas de rnantenlmiento
y riesgos en la operaci6n por posJ-ble sobrecalentaniento
It
DEGIESA,
op.
cit. p. 31 a 46
184
/
del
baño
7.8.1
Calentaniento nediante resistencias exteriores
Consiste en rodear e1 crisol con resistencias laterales, la
cualles pueden ser del mismo tiÉo de alanbre que el enplea
do en 1os hornos e1éctricos de cánara (Aleaciones- CromoNiquel, Crono-Hierro-Aluminio). E1 calentarniento es en 8e
neral latera1, pocaS veces se deben situar resistencias
en
el fondor |aeue en cáso de posibles fugas del baño este puede fluir ha
cia 1as resistencias, cuando se requiera resistencia en el fondo' estas
deben conectarse separadamente de las laterales '
Las resistencias deben colocarse suficientenente separadas
del crisol de manera que permitan 1a dilatación de este y se
aproveche a1 máximo 1a transferencia de calor por radiación
y evitando que se produzcan sobrecalentamientos locales.
Este tipo de hornos suele utilizarse para el revenido y el
enfriamiento en baño de sales debido a que su temperatura
de funcionamiento está limitada a 1os
9504C.
Poseen la ventaja de que la regulación de temperatura es sen
cilla
y presentan el inconveniente de que su velocidad de
lentamiento es 1enta.
185
ca
Los crisoles util-izados
en
este tipo de hornos son general
mente fabricados en aceros suaves, aceros al- Cromo-Niquel
o fundición gris.
7
.8.2
Calentaniento por electrodos sunergidos
En este tipo de hornos se aprovecha l-a propia resistencia
de1 baño al paso de La corriente eléctrica.
Su principio
de funcionamlento es sencill-o, pueden colocarse dos o tres'
electrodos para corriente nonofásica 6 trifásica
réspectiva
mente, o bien pueden instalarse en panales dentro de1 crisol.
Los electrodos son alinentados por un transfornador-reductor
de tensión, haciendose por este notivo la construcción
de
este tipo de hornos más costosos que 1as de resistencias
teriores;
ex
en canbio su capacidad de calentaniento es máxina
dado que el calor se genera directamente dentro del horno.
Estos hornos se diseñan para temperaturas¡ conprendidas entre
500 y 15000C l-o que los hace particul-armente útiles
en el
ca
lentamiento de piezas y en el temple de los aceros rápidos.
Pernite realizar
prácticanente todo tipo de trataniento
térmico a todo tipo de acero.
186
iso
7.8.3
Precausiones con los baños de sales
Este capítulo se refiere al cuidado que debe tenerse con
con la AS-140 por
las sales coneréiales y en particular
ser la de nás fáci1 adquisición en el- mercado regional y
además en el caso de ser necesaria la preparación de la sa1,
sus características
se asemejan bastante a 1a AS-140 por ser
de bajas tenperaturas y libres de cianuro.
En general, cuando se templa en baños de sales debe cuidar
se de no introducir
piezas húnedas a
€aüe¡:!a Ere
tarse salpicaduras capaces de originar
podría presen
quenaduras a laperso
na que aLiende el baño. Deben protegerse los ojos y l-as
ma
nos contra estas eventuales salpicaduras qUe pueden evitar
se de la mejor manera precaLentando 1as piezas de 200 a 300
grados centígrados.
Nunca deben enfriarse
en baños de baja tenperatura' piezas
con tenperaturas superiores a 1os 950oC (co1or anaranjado)
ya que existe el peligro de explosión.
No se debe, Por tan
to, enfriar en este tipo de baños aceros cuya temperatura
de tenple sea superior de los 9504C.
A1 sobrecálentar total
o parcialnente 1os baños, es decir,
si se calienta a tenperaturas mayores de 5504C' e1 nitrato
187
reacciona con
e1
hierro
de1
crisol,
1o
que
libera considera
bles cantidades de calor.
1l-eva sinembar
Si bien 1a reacción no origina expl0siones,
go
a l-a destrucción del crisol'
cuando
E1 recalentaniento de1 baño también püede producirse
alanbre
se introducen piezas pequeñas (tornill-os' haces de
tempera
delgado o similares) en grandes cantidades con alta
el- 1í
tura; debido a1 repentino aumento de la temperatura'
Se recomienda
quido puede ser lanzado fuera de1 crisol'
mayo
tampoco revenir pequeñas piezas de acero a tenperaLuras
res de 550aC en grandes cantidades'
Otracausadeunsobrecalentamientodelbañopuedesuceder
porlaformacióndelodosproductosdelosbañosdecalenta
y
niento ya que estos provocan una acunulación de calor
so
brecalentamientoloca]-.Porestaraz6nr€snecesariolin
piar periodicamente de 1ádo 1os baños de nitrato; además'
r'com
debe tenerse e1 mayor cuidado de que no lleguen objetos
bustibles a 1os baños'
Nunca deben aPagarse Piezas que provengan de un calentanien
a
to en horno de baño de sales que contengan cianuro debido
que los residuos Presente en las perforaciones o inclusiones
188
de las piezas pueden 11egar a reaccionar violentamente
los baños calientes.
con
Cuando en un ta1ler de tratamiento
térmico se requiera el uso de sales que conLengan cianuro
deben usarse 1as que llanen la at"rrci$n por su forma (ovoi
des) o por su color (verdes, azúles) con el fin de que se
puedan distinguir con las denás sales empleadas en el ta
11er, €n especial- de las que contienen nitratos, evitandose
así su contacto en el almacenamiento. En nuestro caso par
e1 caLentamiento de las piezas para tenple se reali
zará en hornos de mufla; sin embargo si en un futuro llegara
a disponerse hornos de calentaniento a base de cianuro debe
ticular
rá investigarse a fondo 1os cuidados que deben tenerse
con
esLos compuestos.
En 1a tabla 10 se indican las observaciones que deben tener
se en cuenta cuando se mezclan l-as sales conerciales
DURFE
RRIT (Degussa).
189
Uniwrsidod aufonomo
Sección
de 0aid¡nl¡
Biblioteco
l--"-t*''--iil l9 I . t t D F f u I o o ¡ Í f i + ll t Ll Lr Il o o ' c)
ttl rr ll (¡ | L' q
".i:i
{ l: I r . . ¡r I t ¡ t ú () ¡ ? + t { ll d
. r..
() r I
I.
+ tr
o o 1l tl')
tl f'.] r] n t] fl ll o vi"
Li
I t
t O()Q
Itlirl'l
t{l
o o o ()'
,l f.l ¡l t:l ll
ll
l/ lJ v + i) O Il l.l r'r O (r O i
l.J ll
lJ
ll
ll
fi
ll
!.1 ?
O rr
+'(,
l]
O r)
U
t)
I
-9_:_
lr fl ll
l.j 1l ll
o O il
t:] o o 3 O')
tr
ü:il+f
o
ñ(ú
rr O ll
Ll lr ll + {} + t
C a a () 3 I
l:l lr [l ll
O l, O ll
O U a u O O O ¡
t
.
rt () af () ü o,)
U
N
E
*
1
I,,
| \. () r) t
()
I I
() O ¡¡ f) (, i
ll
Q oou
t
I
t + l.
O O O O O tl Q ll
I
I
o o ll
1,, r) o o ú t () I () + )t
tl
o
g ri ll
*
'
¡l
i
'
I
t
?
'
I
-l
-
e I
+J
a a () () l¡ tl ll
tl u () O () ii
t---l
¡!l
'
O a a | () O \) t-J 11 ti I I'
ll
+
f f +oo()o
+f f +t++rÜoi)9()of
tllf
|
q () O 9+'t'9
O a O r) O () O O O O O
r: c) ¡' o () a () o () ü lJ a,a
ñ
rt'P{
,
r.i O () O u O o q () I
rt
tr 1'n
0 C, a g () a ú C¡ (' L) |
,) ü O (r O () i',
rn
{'
!'l t¡ ll .} I
r) | () Q O o r) o.
(J
o rl r?'?
Ü
() o ll
u)
I
Il
t
o I
(ü
l;l
I
fJ
r, Ir o '¡ a (l a a Q () O I
a |
r-t
O tl
O t¡ O t
) O () O C) O () O U O (i o rr O a O'
¡
!l ¡¡
o O U O O O O (.) t) O \) a O Q (¡ O lj
(.,(-),.-'O
o.;í
U O ll 9
;
tl o ll n
O ll
l
li
fl ll
ll
Ll Ú t
I a r' (J t- ['l Ii ll
'r{
e l'9|,
"
''
o
¡
{ I
CN
V)
ñ
a6
*1
F
190
TABLA DE MEZCLAS
Observaciones para 1a Tabla de Mezclas
de car
o Mezclas usuales para la preparación de l-os baños
buración y de recocido; pueden mezclarse en cualquier
relación sin Peligro.
realízar
O Mezclas no usuales; e1 traspaso de piezas puede
Seenambasdirecciones;puedenmezclarseencualquier
ré1acióñ sin Peligro'
t
Mezclas no usuales; para no hacer daño a 1os baños' tras
paso de piezas únicanente en dirección de la flecha'
de piezas en ningu
R No se puede mezclar ni hacer traspaso
na dirección para no dañar los baños '
!
peligroso mezclar; tonando precauciones especiales: tras
paso en dirección de 1a flecha son posibles y usuales.
!
Por peligro de exitlosión no se debe, de ningún
clar ni hacer trasPasos.
191
modo
'
mez
8
8.1
CLASIFICACION DE LOS
ACEROS
INTRODUCCION
Actualnente se encuentran en la etapa de 1a inplenentación
1as normas /: IS0 (International Standard Organizatión),
sinembargo hoy en día se continúa con e1 enpleo de diver
Sas normas desde internacionales hasta regionales,
como
también nomenclaturas de 1os fabricantes de aceros.
La raz6n fundamental de este problema radica en que cada
casa fabricante designa sus productos en forma arbitraria
aunque algunas veces derivan su nomenglatura de l-a estanda
rízaciín
IS0.
En este capítulo se presenta la clasificación
según l-as nor
of Autonotive Engineer), -AISI (Anerican
Iron and Conité de Normas Alemanas. Finalnente se incluirá
1a tabl-a de conposición qúínica de los aceros de herranien
(SÉE
Scbty. Institute
tas para trabajo en frío según la norma IS0
4957 de 1-980.
En general se se centrará l-a atención en 1os aceros de herra
L92
mientas para trabajo en frfo y para trabajo en callente,
ya que en este grupo están los aceros que se tratarán tér
micamente en el- horno por baño de sales, objeto de este
proyecto.
8.2
GENERAI,IDADES
Los aceros suelen claslficarse
Por:
EL PROCEDIMIENTQ DE OBTENCION
a.
b.
c.
d.
Aceros fabricados en convertldor Besseruer
Aceros fabricados en hornos Seieoens Martfn
Aceros fabricados en hornos el-6ctricos
Aceros f ab.ricados en crisol.
L,A COIIPOSÍCION QUII'tICA
a.
Aceros aI carbono
a-1 De bajo carbono - 0-08 a 0.2t de C.
a.2 De medio carbono -0-25 a 0-45t de
a.3 De alto
b.
C
carbono - 0.50 a 1.0t de C'
Aceros aleados
b.1 De baja aleaci6n
- Menos del 5t de elementos aleantes
b.2 De media aleación
- de 5 a 8t de elementos aleantes
b.3 Altamente aleados
con más del 8t de aleantes
LA UTILIZACION
193
a.
Aceros de censtruccl6n
b-
Aceros de herramientas
c.
Aceros inoxidables y resistentes al caIoF
I
i.
LAS PROPIEDADES
a.
De baja regi.stencla
b.
De alta resistenciá
c.
Ultra alta resistencia
LAS CONDICIONES DE
TE!.TPI,E
a.
De tempJ.e en aEua
b.
De temple en aceite
c.
De temple aI aire
8.3
ESPECITICACION DE ACEROS SEGUN NORMAS AMERICANAS
(
La
SAE-AISI
no¡rma
)
AISI especifica los aceros utilizando
una Letra
mayúscuIa para indicar eI proceso de fabricaci6n del- acero'
así:
A: Aceros aLeados producidos en horno Sienens-Martfn bási
co
s.
B: Aceros aL carbono producidos en convertidor Bessemer
ácido
C:
Aceros aI carbono producido en horno Siemens-Mártin
ác
ido
L94
D: Aceros producidos en horno slernenF-tfertfn
E: Aceros producidos en horno eLéctrico
ácildo
Especificaci6n AISI para ecelos grado de rnaquinarla
8.3.1
UtiLiza 4 nú¡neros que indican le cor¡popiciQn quf4lcA
cen
EL sistema de nuroeraciÓn básico adoptado por
La sAE es bastante sj.I0ilar y s61o difiere en pequeños deta
sus lfmj.tes.
LLes.
La letra que ind j-ca eI pfoceso de fabricaclfin, Se ublca al
final de los 4 dfgitos, sin embargo, hoy en dle se oririte
acero qn La.r.mnyorÍa r'de los casos - Cuando La J-etra
omite, eI acero generalmente fué producido en hornO Siemens
eJ-
MartÍn.
8.3 .'l .1
S
j.stena nurtérieo básico
El primer dfgito
necen
(YzX¡f
)
(Y) indica el tipo de acero al cual perte
.
EL segundo dfgito
(Zl lndicar pára los aceroE aleados, eI
porcentaje aproximado del etr¡e4ento al.eante Pfedominaüte'
Los úl-tirnos dfgitos (XX) indican eI cóntenido medio de car
bono en cent€cimas de Poqrcentaje.
195
8.
3 . 1 .2
significado
de la primera cifra
¡
1 Indica un acero aI carbono
2 rndica un acero al nlquel
3 Indica un acero al nlqueL-cromo
4 Indica un acero al mol¡{üdeno
5 tndica un acero al
cro¡De
6 rndica un acero al crgno-yanadd¡o
7 Es un número en reserva
8 Indlca un acetro al nfqueL-cromo-moLibdeno
9 Indica un acero al ,nagnesio-silicio
8.
3.1
,3 Significado de la segundo difra
TIPOS DE
DESIGNACTON
ACERO
AL CARBONO
- Acero puramente al carbono
- Aceros resuLfurados, fáciL rnecanLzado
- Aceros refosforados, resuJ-furados,
fáciL mecanizado
ACEROS
AL MANGANESO
Aceros de alto rnanganeso
ACEROS
ACEROS
AL
AL
Ar.
't'txx
1
2xx
1
3xx
1
5XX
23XX
25xx
NIQUEL-CROlrO
- Aceros con 1.25t Nl y 0.6t Cr
- Aceros con 1.75t Nivy 1.00t Cr.
- Aceros con 3.58 Ni y 1.5t Cr
ACEROS
XXX
I 0XX
2xxx
NIQUEL
- Aceros con 3.5t Ni
- Aceros con 5t Ni
ACEROS
1
NIQUEL-CROMO
L96
3XXX
xx
32xx
31
33XX
TIPOS DE ACERO
DES
Aceros con 1.252 Nl Y 0.6t Cr
Aceros con 1.75t Ni Y 1.00t Cr
Aceros con 3.5t Ni Y J.5t cr
ACEROS RESISTENTES A LA CORR,OSION
CALOR.ACEROS AL MOLIBDENO
-
Aceros al
Aceros al
Aceros aI
Aceros aI
Aceros aI
Aceros aI
contenido
ACEROS
AL
carbono-molibdeno
cromo-molibdeno
crono-nfquel-molibdeno
nlquel-molibdeno
nfquel-cromo
quel-nolibdeno
de Ni)
nf
IGNACION
3'l xx
3 2XX
3
Y
3XX
EL
4xxx
40 xx
41XX
43xx
46xX
47XX
(máxirno
48xx
Sxxx
CROMO
- Aceros aI bajo cromo
- Aceros aI medio cromo
51XX
52XX
ACEROS
AL CROIIQ-VANADTO
Con 1 t Cr-Vanadio
Aceros
-
6xxx
ACEROS NIQUE r,-CROMO-MOLTBDENO
86XX
-
61XX
Acero s nfque l-crorno-rnoLibdeno
(alto nfquel)
Aceros nfquel-crorno-mollbdeno
(máximo níquel )
Aqeros al mangfenego-sillcio
Aceros nfqueJ--cromodnolibdeno
(aIto nfquel)
Aceros al boro resistentes
(0.0005* mfnl-mo)
87XX
88XX
92XX
93XX
xxBxx
Especificacl6n AISI parq aceros de herramientas
8.3,2
un agrupaniento mixto de cono se templan, c6mo es
tán aleados y de cómo se utiLizan. (tablas 11 y 121.
Utiliza
8.4
ESPECIFICACION DE ACEROS SEGUN NOR¡4A EUROPEA (DüN)
L97
TABLA
11 E+ecificación AISI
Acero para
Herrasuienta
templan
En agrua
En aceite
En aire
En aceite o
en baño lso
térruico
o
A
U
P
S
Aceite o aire
L
(1
H
(
0-r 9)
20-39
)
T
M
La clasificaeidn
En aceite o
en baño iso
térnrico
eerm de herramientas.
C6no se
AIean
C6mo se
w
H
para
EupJ.eo
Baja aleaci6n
¡edia
aLeaci6n
Al-to C, alto Cr
Aplicaciones de
trabajo en frfo
Fab. de apldes en
la Ind. plástica.
Resistencia al- im
pacto de trabajo
en frío
DébiLrrente
aleado
Base cro,rno
Base
Base
W
W
BaSe Mo
Aplicaciones de
trabaJo en calien
te
Aceros ráp!.dos
de los aceros según La noroa DIN es
simiLar a las erqpleadas por las
n@rrnas
actuaJ.idad no se dJ-spone de suficiente
muy
ISO, aunque en la
informaci6n acerca
de éstas últinas por estar en algunos casos todavla en pre
paraci6n.
IJa nor'¡04 DIN I7006 establece un{,¡fl!signaclSn completa que
consta de tres partes: producciSn, cornposici6n y tratamien
to.
En la parte de producci6n hay s6lo Letras, inforrnan sobre
198
TABLA
12t, Composiciónes'i típd.cad de los aceros de ltrarramian
tas normalizadas en Estados Unidos.
c
Doal6nnciór
tü
s-l
o,50
s-2
s-tl
s-5
s-6
s-7
or 50
aiuten
;oo
Cr
or 70
o, t¡5
2r?5
,'l¡o
o,50
or 50
o,60
3,25
ena el. to
or50
o.55
or55
llo
':uo
Lr05
or45
2 rr)O
or 40
2, oo
tompl
[o
l,50
1, 2o
0r 30
o-2
o,90
or 3o
o-6
o-7
1, 4o
l,!9.
1,60
o,70
o.60
L-2
1, oo
or 50
O' 30
5, oo
1, oo
L-)
Lt25
or 5()
or 3o
5'oo
1, oo
o' Jo
o' 30
o' 30
o' Jo
1, (X)
l,
1, oo
Iroo
l,
5r25
IrOO
l, oo
5'@
Lr25
t:oo
1, tro
A-5
A-6
r-7
a-8
A-g
A-10
oo
2.OO
oo
3r0o
orTo
2r25
or55
or50
Lr35
2, oo
o,60
o' 30
1, oo
J
ot 9o
or So
l,
1, 80
Lr25
o5
1' 50
1.,
12,
OO
lroo
or ¡ro
12, oo
l'roo
1, 50
2r)5
o, qo
o,40
0,35
o.25
ecLale¡
or25
o.25
o,70
F-l
lr@
F-2
L.25
l,
\
o0
'7o
Lr25
lrlo
t:oo
OO
D-5
.
cro¡Do
12,
D-ll
o'35
1r@
5O
orqo
o,40
2r25
2r25
L6
1'
80
L2.25
D-3
1, oo
-J
oo
o, qo
o,40
o,4()
o,40
o,4o
L-)
oo
alto carbono Y alto
lr50
Or5-lrO
I
,25
>2
Lz
or?5
o.60
o.40
D o medla aleac tdn y ter nple al airo
Dc
D.?
or 30
o,
or 90
l,
l,
Otroo
or22
2t25
o-1
A-ll
Y
Y
al choguc
or25
o,40
o,8()
o,80
1,4o
D
*
Nt
s1
Hn
có
3r@
4r@
lalca
lroo
12,5()
para eopleoa ea
alooc
,ón
baja
Do
o, eo
I, OO
ot lo
orSo
o,20
1, 50
o, Jo
o,50
(r
2q
l,5o or Eo
o' 30
o, 5o
Do alto carbono Y volfraolo PAra cBplcoa
Lr25
i.
50
lterf a r AcerQs ile herrqqientAs para
jos
traba
en f rlo, tladrid, Bevista Def ornlaci6n tqetalúrgi
ca No.88, 1983 , P .2
PALACIOS BEPARAZ, Jósé
aF--
199
Unlnnidod Aulonomo de Qccidcnlc
Sección Bibliotero
Ia clase de úundición y sobre las propiedades resultantes
de
l-a fundici6n.
En la parte de coÍrposici6n hay nflmeros y J.etras; designan
propiedades de empleo, resistencia a la tracci6n, conposi
ción quírmica y,/o grupos de calidad.
En la parte de tratamiento hay núneros y letras;
indican
Ia clase de conformación, la condici6n de tratanriento tér
mico y Ia extensl6n de Ia garantfa.
Especificaci6n de los Aceros de construccJ.6n (aceros
no aleados)
8.4.1
La norna DIN 17100-1965 (coincide parcialrnente con la Euro
norma 25-1966) se refiere
asl:
a los aceros de construccl6n
"Se consideran aceros de construcci6n en general. ace
ros sin alear y de baja aleaci6n, que usualrnente en condi
ci6n de oonformación en caliente después de un normaLizado
o después de una transformaci6n en frfo esencialrnente a
ba
se de su resistencia a Ia tracci6n y lfolte de fluencia
emplean por e jempJ.o en superestnucturas'l de construcci6n
se
de
puentes, construccL6n de ilepósitos, de vehf cuJ-os y de maqui
na ria tt .
200
8.4-1.1
Aceros básicos no aleados
8.4.1.1.1
Resistencia
Les dos nú¡rleros df gitos gue pteceden eL, sfmbolo St (aceros
Stal1 en alernán) especlf ica La "mfnirua regLstencj.a a Ia
tracclón en kg/mm2, ejemplo:
Aceros St 42 tiene una resistencia a traccj.dn mfn{mq
de
42 mm2.
También pqede obtenerse la resistencj.a mfníqa a,la trac
ción, nultiplicando
los dígitos por 9.81 y redondeando
con
1o que se obtiene en ¡¡lurur2. E jemplo:
St-37;37x9.81=360
Resistencia a Ia tracción =
8.4,1 .1 .2
¡oQN/mm2
Grupo de calidad
Los aceros pueden suoinistrarse
en tt?es grupos de calidad.
Con valores de garantfa iguales para las p:ropJ.edades rneiá
nicas, s€ diferencian las clases de acero de cada uno de
los grupos de calldad ppr la composici6n qufoica, conforna
bilidad,
especialmente por Ia insensibtlidail
e Ia ratu¡:¿,
por f ragilidad y aptitftd de soLdadura, e j enplo:
St 37-2 - grupo de calidad
2
20L
8.4.1.1.3
CIases de DeÉoxidaci6n
La letra que especifica la clase de desoxldaci6n se ante
pone al símbolo St,
U ¡ Efervescente
R : Calrnado
RR: Especialmente celmads
Ejemplo: USt 33-1 i RSt 34-2
8.4.7,1 ,4 Condici6n de tratamientq Lo de sualnlstro)
Está indicada por letnas que se ubican eL f,inaL de la espe
d
i flcación
.
U;:
Conforrnado en callente sin trataoiento
N:
Cuendo eI- acero se suministra en condici6n norrnal.iza
do.
Ejemplo: RSt 37-2N r St 34-1U
EI cliente podr6 solicitar
una condicldn de suninfstrq de¡'
teroinada, teníendo en cuenta eI espesor del materiaL soli
citado. E jempl-o: Ios aceros St 33-1; St 34-1 ¡ St 37^1 ¡
SE 42-1 y St 50-l se suministran en estado norqaXlzado tN)
hasta espesore s de chapa de 4.75 fliÍlr de este espesor
en
adelante se sunrinistran laminado en caliente y sin trata
miento
CU) .
202
El procedimiento de conformaoi.;$ii queda a julcio deL sumi
nistrador, cuando no se acuerde Io contrario en eL pedido,
pero generalmente los aceros según esta norma se suminiS
tran en condición de conformación en caLiente o sea, lani
nados en caliente o for jados en caLl-ente.
8.4. I , I .5 Frocediniente de fabrlcaci6n
par4 J.os aceros de grupo de calidad 2 y 3 puede anteponer
se una letra que indica eI Procedimlento de fundici6n'
E :
Aceros el horno eléctrico
M ¡ Acerqs siemeng-!'la,rttn
Y :
E
Acero de Oxiconvertidor
j,enplo :
YRS
t
37
-2
Deda Ia guLtipllcidad
de prqcesos !)edernos de f,undici6n
se tiende a suprimir Ia letra
que
I
determinq eJ- procedioien
to de fundicidn, perrnaneciendo el grupo de caLidad sin te
ner que dar otras definiciones.
Si eL acero no presenta Ietra carqcterfstica
ParA e1 proce
so de fundicl-ón y sin cif:ra caracterfstica para el grupo
de calidad, se entlende siempre aceros del grupo de cali
dad l.
EI procedlmleüto es determinqdo por el. surninistra
203
dor y no dado a conocer
8.4.1
.1
r
6 Condici6n de empleo
Aptitud para Ia ptegadrlra. E jempJ.o r QSt 37-3
Z z Adecuado para est j.rado en bansas. E jealple ¡ ff,ZSt 42-1
Q,:
P : Aptitud para transforareci6n en plezas levladas en
tampa o en m6quinas de forja.
es
EJemplo: UPSI 37-2
Ro: Aptitud para la fabricacL6n de tubos soldados. Ejemplo
RoSt 52-3
Cu: Cuando se presenta contenidos de 0.25t a 0.35t de
Cu
y se añade a la propia designacldn del acero. Ejemplo:
RSt 37-2 Cu 3
w: Aceros resistentes al calor
A: Aceros resistentes al envejecinlento
TT: Aqeros cen indicaci6n de la tenacidad a baJas tempera
turas.
8.4.1.2
Aceros de construcci6n de caLidad no aleados
Los aceros de calidad no a].eados destinados a un tratamien
to térmico llevan el sfmbolo c con eJ- número fndj-ce de car
bono, gue es eI contenido en carbono multiplicado
Ejemplo: C55 indica un acero oon 0.55t de carbono.
204
por 100.
A f in de identif
f
car J-a necesaria dif erencj.aci6n de Ios
aceros refinados no aleados, a continuacidn del sfrnbolo
C
se ponen letras con eI siguiente signJ-ficado:
K : Aceros refinados con baJo contenfdo en fdsforo y azu
fre
.
f z Acerorjpara tenple por inducci6n y
lJ.arua
m ; Acero refinado con indicaci6n de los valcres náximo
y
mfnimo de contenido en azufre.
q ¡ Acetro bonificado y de cementaci6n destinads a la densi
ficaci6n en frfo.
EJempIo: CK 45¡ ga 35 : Cq 35: Cf
I .4,2
53
Especif icaci6n de J.os aceros aleadoE
Los aceros al,eades se designan conforae a su cornpodción.
En los aceros de baja aleación, Ia suma de los componentes
de aJ"eación queda por debajo del 5t en raasa. Los aceros
de alta aleaci6n son aquel-Ios con más del 5t en nasa
de
conponentes de a].eaci6n,- Ilevan una X delante de La indica
cl6n de qaterial-.
En los nonbres ab¡?eyiados del ¡nateriat se Incluyen solanen
te J.os elementos de aleación que son necesarios para Ia
identifj.cación tlel acero.
205
8.4.2.1
Aceros aleados
La primera cifra
se refiere
siempre al contenido de carbo
no y se prescinde del símbolo C. El contenido de carbono
en t se obtiene dividfendo el dato por
'100.
Ejemplo: Acero 2Q Mn Cr 5. El nflmero fndlce de carbono es
20, entonces eI acero contiene
Las cifras caracterfstlcas
2O/1OO
- 0.2t de carbono.
de l"a cuentfe de las adiciones
de aleaci6n se hal-l-an reunidas iletrás de los sf¡rboLos Suf
micos en el mismo orden gue éstos. Estas ci'fras se sepa
ran mediante un espacio libre para las diversas susta,ncias
de adición.
Con el ohJeto de qlue las deslgnaclones del raeterial repul
ten dentro de lo posible cor:tas, Io que se hace generaloen
te es no dar nada nás que las cifras de uno o dos materia
Ies añadidos. Con eI fín de que resulten slempre núneros
enteros p4ra Ia cdantfa de los materiales de adicidn, lLos
porcentaJes en peso de los materiales de adici6n, de las
aleaciones se muJ.tiplican por 4, por 10 6 por 100. El re
sultado redondeado es lo que aparece entonces como cffra
caracterfstJ.ca en la designacJ-6n abreviada.
206
MULTIPLICADORES PARA LOS MATEENALES
DE ADICTON
Mul.Fiplicador
10
lrtultipLicadsr
Manganeso
Co
Aluminio
Cobre :.
Mn
Mo
NÍque
Ni
Si
AL
Cu
Mo.
Ta
Ti
v
Carbono
F6sforo
Azufre
Nitr6geno
4
DlultipJ.lcador
Cr
Cromo
Cobal to
1
Silicio
Tungsteno
I ibdeno
Tantalio
Ti tanio
Vanadio
W
I o0
C
P
S
N
Ejemplos:
-
Aceto 20 I'tn Cr
El contenido
Acero 42
Cr
5
nanganeso
de
ef¡ 5
-=
4
1
.25r
Mo4
C:
Contenido
de
Contenido
de cromo
42
1oo
=0
z4
-=
4
42*
1t
Acero 1 3 Cr Mo 44
Contenido de carbono: 0.1 3t
Contenido de crono:
1
t
Conténids de Molibdeno 3 0. I t
8.4,2.2
Aceras de aLta aleaci6n
Lleyan la letra X por delante de La indicaci0n de rnaterial.
Todos Los componentes de Ia areaci6n tienen el- multiprica
dor 1t mantenl-éndose en 100 para el carbono.
EjempJ-o: El acero X5 Cr Ni Ho 7A12 contienet 511AQ= 0.Q05t
de carbono¡ 18t de Cr y 12 de NfqueL y unq cantidad no
207
con
signada de molibdeno.
Pertenecen a éste tipo llos aceros raFidos, los eceros para
trabajo en cariente y los aceros de pocas variaciones di
mensionales ( indeformables)
8.4.2.3
.
Aceros rápidos
En la designación de estos aceres no ae ineluyen los sfm
bolos qufmicos de l-os metales al-eados. Detnás de ra letra
s (schnerrarbeitsstahl= acero para trabajo rápido) se dan
j.bdeno, vanadio
y¡
cobalto, los porcentaJes aproximados
en
siempre en eI orden de tungsteno,
caso de existir
peso de estos metares de aleaci6n.
mediante un guf6n.
mol_
Los nú¡reros se separan
Los contenidos de carbono, y de
cromo
no se indican en la désignaci6n abreviada; eI crooo entra
en todos l-os aceros rápidos en l-a proporci6n de 3.9 a 4.sü
Ejemplos: Aceros S 12-1-4-5 contl_ene:
124 de tungsteno
1
t de molibdeno
4
t de r¡anadio
5t de cobalto
EI acero S 18-0-1 contiene:
18t de tungsteno
Ot de moLibdeno
208
1t de vanadio
8.5
ESPECITICAC NON DE ACEROS SEGUN NORMA INTER,NACIONAL
ISO
La estandarizaci6n se ha rzenido depA,rroll4ndo para todas
las apJ-icaciones de ingeniería, dlsponiéndose ya Cle ensa
yos de mateÉiaIes y probetas estand,arizadas, ,.medidas y to
rerancias para perfiles
mdtáricos, crasificaci6n
y especi
caci6n de aceros regidas por &a norna l-nternacl-onal loErán
dose con é11o simprificar en el suministro y control de
las materias primas.
En el caso que nos ocupa encontrarnos una especiflcaci6n
muy similar
a La uúllizada por Ia
!r en casos con
cretos se asemeJa basthnte a la cl-aslficaci6n DrN conside
EURONORU
rada en eI aparte 8.4 de este capítuLo.
8.5. 1 Aceros J.aminados en cahiente
(HOT ROLLED)
A diferencia de Ia eLasificac i6n dada por La norrne DIN pa
ra J-os aceros de construcción 3 aceros básicos no aleados y
aceros de calidad no aleados: Ia norma ISO clasifica los
aceros en aceros laminados en f río, larni nados en cal iente ,
aceros estructuraleg y aceros al carbono.
209
univcn¡dod t¡rLn0m0 de 0ccidenfc
Sectión libliotso
La norma ISO 3573 presenta cuatro (4) calidades del tipo
laminado en cal j-ente : HR 1 , HR 2, HR;3,y HR 4, dif eren
.
ciándose cada uno de éltos por eL porcentaJe de carbono,
fdsforo,
azÍjfce y manganeso y desde luego por su resisten
cia a tracci6n.
EIporcentajedecarbonoYadesde0.]5tParaIaca1idad
(HR 1) hasta 0r088 para la calidad 4 (HR 4).
Los conte¡ii
dos de fósforo V,,azufte se hacen menores a medida que au
menta el número de calidad;1o mismo que La resistencia a
(43 kg /m^2) para eI HR 1,
hasta 39O MPa (39 Kg ./mm2) para el IIR 4. EI porcenta je de
Ia traccidn que va desde
43O Mpa
Mn también disminuye al aumentar el número de cal-idad, des
de 0,60t, para el HR 1, hasta 0,459 para eI HR 4.
8.5.2
Aceros lamlnados en frfo
(cor,p
RoLLED)
La nerrna ISO 3574 presenta Las misnas cuatro (4) calidades
para este tipo de aceros: CR 7 , CR 2, CR 3, CR 4 con el
misrno significado anterior para los contenid.os de C, p, S
y tln, ,yaniando solo Ia resistencia q traccidn que ya desde
370 MPa para la calidad I hasta 340 Mpa para la catidad 4.
8.5.3
Acero estructura].
2to
TABLA
1
3't Conposición química de los Aceras de herramientas
para trabajo en frfo norrqalizados en Alemanla'
X 2lJ Cr 12
X 21O CrY l?
x L65 CrMoV 12
115 CrV f
loO Cr 6
L\5 V Jt
el
MnCr 5
90 HnV E
1o5 tJCr 6
8O UCrV 8
6o vcrv 7
45 vcrv 7
)5
YCrV 7
5f xrcrnov 6
50 NlCr 13
x ¡5 Nlcrl.to tl
I 19 NiCrt{o lr
* PAI,AcIos
1.2080
2r@
sl lln
or) ot)
L.24)6
2, oo
or3
o')
!2, o
r.260r
L165
o') or)
1.2210
L.2067
1.2838
L.2L62
1t 15
or2
or3
or)
or)
t2rO
or7
,r_,
or 21
o'3 ot lr
o,3 1'3
Lr2
''-'
r.2842
or9o
o12
2rO
(o,l)
o:'
1.2419
L.2552
L.2550
I'
lro
lrO
o'&
o12
or5
ort
1rl
or)
2rO
or60
or6
or3
1r1
Q.2
2rO
L.25\2
r. 25bl
o, 15
111
o12
2ro
or)5
lro or)
Iro or3
|
1,1
or2
L.27LL
L.272L
L.2767
L.2?64
or 5lt
o')
I
o,,
Nr
Doolgnaci.ón
c
1, oo
1r 45
05
o' 5o
o'lr5
o16
or3 or5
or? lorlr
or2 lort
I
o' 19
RE?ARAZ,.'-3osé Éaüf
Cr
L2rO
NI
Xo
orl
orl
or6
o15
I
L12
o-1
L17
o:'
"'-o
)t)
I
tt
l1'3
6'
t.'
U
o17
I
lr,t
r,l,
Y
t
brl
4rl
(o'¡ )
(o,lr)
a, opi. -cit.,. P.5
Según ISO 630 estos aceros se especifican con eI simbolo
Fe
seguido de dos dígitos que especifican la resistencia a trac
ci6n en xg /mm2 y finalmente con una de las letras A, B,
6 D que indican eI índice de calidad del acero.
En Ia tabla 14 puede verse la especificaci6n
ISO, las dife
rencias y semejanzas con otras normas para estos tipos
acero.
8. 5.
.
4 Acero s al Carbono
2LL
C
de
14*' Steel for Structural and General Engineering
Purposes (IS0 630 and 1052)
TABLA
trt (2,
;!n¡. ltn.l¡r
tfrot. tt.ltl
trqr9.
I
:Gtcú
¡d'|'roal?l(:
lrrot
t
z
-tto
-ltLl
blpit
ll (É
Lo-aao
tr0-
rro 3lo
_
o t¡ou
trr¡tt
lDtr ltloot
tl
lrr ¡tt-tott
7. aa-¡
¡. aa-t
¡. aa{
7. aa-D
t. ll-a
?. t¡{
t.3r-D
7. !0-l
7¡ !O-2
7.30-l
t ao-t
b aro-l
)..fr-S
'r a lo4
r.
t.
t.
t.
?.
¡. ato-l
r. ato-,
t !tO-, ?. ¡tO-¡
6r.d.
C
f .d..
cr.da
D
rottt^tl r
*
tr-l
!t-l
ntt
¡tl
¡tl-¡
rta-l
¿24-l
ttt
lr l¡ot
CÍt¿. llo
at-C
at-O
ato-D
tlO-t
llo-e
tt0-D
llo-bn
r3t
lñrt
t7-¡
Frd. I
rslü átto
Attl
G.¿. ¡2
ASfü
D
rrt lt-2
rt
Jt-l
at-l
rst¡lt-l
urt
osra
?-,
t¡ú-L
l2a -a
trtaat
¡úla¡lt
224
-t
lrrt t
astll Attz Atll| Attl
cr.d. t0 cr¡i. at
t¡r
It
-t
-!
a6
16
ri
¡r-t
(¡.2t
?to-¡
rto-l
rl3 -¡
iB-t
t^,|rt
llt, t
3tú-a
r r0-a
¡iato0
ltat60
G'd. t1'1, .t& atlrl c¡d. ¡! D,t o.a. 30
tt ¡t60
A,I,C.D
tt ¡túo
G.d.. aOC,l
Ortdt.^40
--tAf^
t tr^ t ltc toar¡ l.llc t.{¡l
tá¡c
?tltl ttttD t.a2t té2D t.{¿D
Í:'tfi,
a! laot
Ar Itol
¡rl toa
rr tto(
cr.dr tto
l. rO-,
ASnl
lt tt
Grd. l0
Atfll
rt tt
C(.d. t!
ttto
ttlt
ir to-l
it tO-,
tito- I
3t60-I
Itm-t
-l
ato-t
rá0-l
tto-l
tita2-t
ttar-,
tt6 -,
It6 -t
l¡6 -a
E2a-2
to32
A6tH Atto
ASm Ató
(F.ó.
6'|1
¡ta¡
8r tr-t
tt t J-t
USt¡a-l or
rst Ja -l
Oltla-l 6
rStta-t
tt l,t
(t,f¡ toto)
lstn A2tl
Itra
¡rtaat
Grrd¡ !l/20
fto t0lt
¡l-
at-l
a¡-t
tsrH ttt¡
or.¡la D
lsnr atr0
trtttD ERDoi
t&r
20-
?.
?.
t
?.
lt-^
rt-t
¡t-C
tt-D
Att¡
Cr.d.r A, l,(
ASfX Atto
Gr.d.r A. I
rta-¡
rro loJl
2qt-
tro
t. 160-A
t ICO-I?U
t 3úO-l?r
t.160-C
7. JCO-D
t¡t^t(tta
C90-t tO
ICO-
¡to 6!0
!10
C
,r-
2t-
I
7
tÍ-tto
t Joll-
ato4to
¡ro 3x
b
¡.
rto-
lo
Iro aIt
¡ürñr¡ tt
A,
tm-
ant..ó
c.{. t 2h¡¡
t
?.
?.
h
AS¡ü A2Cl
¡
s
-tto
H.2tA.¡
tl
J)
to
ñ.rrÉü
t
ASfi{
tto-
r
d.2Éü
ItO ato tia l03t
nrr ¡.r!c^
a,
to-490
tt-
26-
c¡rrot
a
Cr.¿.2tO 6í.
tOO
c¡¿. l!|t
l!_llol.^
a5o
¡Go-t
¡.¡.c.D
lrlt¡0
Cr.t tt
c,r
r.l0
?.ao
Ira !40
cral.
tO
tto
Ar tto¡ orrd.
tfi
or.dr
tO{
Cr.J. ¡0( Ar l¡ot
Knut. 0. I,Iorld Metric Standards f or
engineering, steel material data, New York, Indus
trial Press, L978 p. 10-118
KVERNELAND,
2L2
En Ia norma ISO 683, muy similar a La norma DIN, se espe
cifican
los aceros al carbón por
medJ-o
det sfmbolo nCrt
se
guido de dos dfgitos qpe indican eI contenido en t,ide car
bono, seguido de letras minúsculas que se refieren a los
contenidos de fósforo y azufre tal cotno sre indica en
tabla
1
La
5.
Finalrnenter €n J.as tabLa 14, 15, 1-'6 y 17 se incluyen Ia
claslficaclón
dada por la
ISO
tas, donde aI mismo tiempo
se
para los aceros de herramien
dividen guardando similitud
con las divisiones dadas por Las nornas estudLadas ante
riormente.
2L3
ÚE
ñ'¡-r
¿3
Áa
t la
0t'9
u
PI! FT
,t.5
oo
-.t
of
lo
oo6
0l
tc
UT
ttl
ooo
ro
"?
E
oi
¡.
;?
To
oó
.^
oi
tc
UE
€
o
o
¡a
üf :9
¡txa
re
í I
i.i: q X
-s
oft
D'
oooo
UUUU
UUUU
U
0
o
(J
H
3 Io
:
¡.'O
:
oo
-1
ñ
tJ
6
cf)
@
| Éi
Ot.!
!t
o
ta
z6
oo
N@
UU
vx
oo
oo
EU
oo
oo
<a
oo
oo
tso
o
o
o
--¡|¡r ;ü*o
a
oo
o()
'
'o
B.:é
?l
e
ait
x ¡o
*B E';
19 13.
i: 3ia
:?-ss*
t{
oo
Eü
u
o
ua
)U
xo
o
u
oo
oo
FO
ia
¡$c
I
uou
vr&I
).ó
91 i 3
3:i s I É
(0
oo
U
F-
u
q
zo
ou
oo
OU
UX
o\
QO
Fl
r¡
oo
tts
I
ooxx6
H
6 ' .E I
F
.
É??*x?
o
o . .ooo
o¡ Ic¡a ooo
I | |
U:EqAAO
-c,
0)
+J
6f
oo
.tJ
'rl
cn
a
&-
\o
o4a<
k
tt
oo
3t
00
o
o
3ti
Ef'
c30
a¿4
ts>H
o
!.U
s
53!E á;
,aiÉ
@
Qf6A
=
*
rn
Á
JHI
'1
<l.F
Fr
},(rH
¡GE
9ti
"
ga
Jts
1á
a
iEE
E¡O
U9
H
Y
1^
UT
!
6
a
IO
T;x
o
o
6
EÉ
E
T
2L4
0
o
o
0
E
¡it
ae
I
F¡
IH
<o
J
ü
,.
TI
u!
,l
T6
n3
E
Fl
I
=
É
aü
FO
F
t1
¡
FI
ET
b¿
*
i
ÉH
d9
tó
3?
iE
!g
to
a
Io
o
óo6
1<1
oo€
OFÚ
ooc
rÉ
@o
ot
a;?
to
;?
üf
ieB
o
o
o
@
o
x
.t
o
o
ZF
50
x
xÉ
.o
ol
to
.t
.f,
o
F
U
x
o
o
;?
üf
FF
oa
@ú
oo
xÉ
o@
i8
rT
I
o
¿f
¡r
59
{
ol
tJ
oo
oo
Éo
!É
E
x
t€
o€
ÉO
,e
3g
o
o
u
-¡a
xo
(ú
o
@
oI
ll
Oo!
@
ro
ol
lo
or
¿f
3a
tao
oooo
OOUU
ooo
o,o9
UUlJ
o
@
oo
oo
I 3!r
@ú
oo
!¡
)U
et
q¡
,x
CN
H
o
rtl
ooN
@t¡
a
t-l
I
o
rJ
.o
ol
oI
IE
UI
A'
f aa
UUUO
u
u99
669
ü ó,5
o
oo
@o
I
xóx
c)
o
p
v)
o
?,'
+J
'rl
.o
ro
of
\o
¿f
h
xá
o@
o
A'
oo oo
uo()u
o
o
oo
U
o
o<
oq
U
{ -t
oa
trr¿l
z
ol'o
\o
oot
o@r
";?
¿f
o
¡lo
.o
or
io
oo@
a;?
F{
r¡
@
Ei
o
@
,lf
N
r{
A'
taa
UUOU
u0u
oú(,
9U
uu
oo
;rutq
Fl
f¡l
z
É
rrl
¡a
tlt
óooo
UUUU
!¿
o
o
2L5
U
@d
QU
La u6
) U¿U
*
17* Aceros de Herramientas propuestas por IS0.
TABLA
Caopoició¡ qul,o¡c.
Acc¡or ¡lc¡do¡ dc bc¡r¡¡¡icot¡r
0.rr¡0
t¡ lHs ¡.t.t
t? tts t{.r
f
0.95/1.05 10.45 rnl¡.10.a0
0.7s/rJ,E5 10.45
? pts.tr.t.r.s
¡? llrs ó.5.2.
r l||s t2.t.5.
| ¡ l||s t0.t.t.
ts 1ils ¡.e.t-
put rnbrja ¡ ot¡rt.
r.?0/3,0o 0.{0/0.ó0
o.9s/t.25 0.r0/0.50
0.030
l.s0/r.50
0.0¡0
0.0t0
0.0¡0
0.0!0
¡.ó0/t.00
{.s0/5,50
1.20/r.?0
{óo/5,s0 ¡.¡0/¡.?0
2.m/t,00
r.50/¡.50
¡.5
'aJ
r.5 /{,s
r.5 /{.s
r.s /.,5
ru¡r
tot¡.10.a0 m¡¡
t.5 /r.5
ltt,{5 nrlr.l0.l0 nór
0,0¡o
0,0¡0
0,{rlt¡
0.0¡0
0.030
0.0¡0
0.0t0
0.05/0,25
0.a0/0.?0
0.r0/c.50
0.r5/r.r5
0.a{¡/0.70
0Jr/0.50
| ¡7,t/tr.? or¡ /¡.!o
r.5 /e.5 | t5 /1,0 r.ó5lr.t5
/e.c I t.t0/1.óo 0,9 /r..
ls,r | 5,7 t6,7 r,ó5l2.¡s
r,1 ls,r ls.I 16,7 2,7 ltt
0,0
4,1
.,s /5,r I s.? /ó.7, t.9 r..
| 17,21t..7 l.¡ /t.óo
3.s /.,5
r.5 /..5
t.ó5/2. r5
4.35/{.85
t,Í /rá
0.9o/1..0
l.t
r.5 /..5
¡.05/1.20 10.{5 Ea¡.lo.a0 ¡n¡
0.0t/t.12
r,5 /¡.5
¡,s /..5
r.s /{,5
l.l0l1,55 10.{5 m¡r.10.{0 ,qór
1.20/1,3u
t¿
0,0¡0
ur¡.lo.ao nr¡
l,l0/t.r5 lo.r5 ru¡'.10.¡o rea¡
l,¡0/l.af 10,45 nr¡¡.10,a0 ral¡
0.?5/0,85 lo.{5 s¡t¡
0,t0l0.90 lr¡,15
I
/¡.óo
r.0 /¡.50
0,0¡o
0.010
0.0¡0
0.0¡0
0,0t0
c,0¡0
0.0¡0
0.¡c/0J5
Acrror rlcr¡lo d¡ hc¡¡¡oitotu prrr tnbrjo o fóo
l?
tl
tl
21
29
¡7
¡9
il
a?
a0
5l
l(xXl¡ücVt
9)MrVl
/5.t|¡f¡Wl
lluCrl
2
ll0(l¡Wll
I
?CrlloNil
51
lfCrllol
20(lrll
t0(i I ¡
ar¡Cf¡¡
?0
l¡C¡Mol
I
l0f¡ll¡l
0.{5/0,5s | 0.80/1,t0 | 0.¡5/0.ó5
0.¡rrt.t0 | 0.t s/0,{5
0,s510.ó5 |
o,¡5/0,e5
0,95/1,0{,
r.90/2.20
t.r¡o/2,J0
l,al/1,15
( 0.0r
< 0,10
óú$Mnl
SlCrM¡Yl
ót
¡l
ll
f¡r(lrMcY
5ó
ól
It
50S'C¡Vl
fflrllol
óf
ót
O.rO¡0.50 | 0,¡(l/1,10 | 0.15i0.{5
óowQvl
5t
ól
0,95/¡.t0 | o,t s/o,rf | 0.25/0,{f 0,0to 0.0¡0 r,t5/r.a5
l,ürl1,¡l I r¡.r0/rr,{0 | e.?o/t.ü¡ 0.0t0 0.0¡0 0,r0/t.t0
0.0 lr, 0.0¡0 o,eolt,2o
l0f WC¡l
a5wc¡vt
1 (1,0|<1.0
0,t6lo.¡51 <1,0 | <¡.0
0.1.,/0,rfl ¡r,o I sr.0
?
0,0¡0
0,03{¡
0,0t0 0.90/r,20
o,0to ..r0/5.50
¡.r0/r,ó0
a.gol1..e
0,010
0.0¡0
0.0¡0
0.0¡o
0.0¡0
0,0¡0
0.0¡0
0.¡5/0.ó5
¡ t.0/11.0
I
r.0/ll,e
I
t.0/ I t.o 0.10/t.00
¡,f0/a.50 0.ro/0.@
¡.t0/2.20 ¡,r0/¡.ro
t0 ¡,fe/r.¡o l.r0/r,ó0
0.0¡0
0.e
0.rr¡{,
0,o¡0
0,0¡0
¡t,e/¡t.0
0,0¡o
0,{J¡0
0,0t0
lr,s/r{.5
0.0¡0
0.0¡0
0,5tlo.ó{ | l,7o/¡,20 | 0.?o/t.0{¡ 0.01o 0.0t0
0.rrl0,51 | c.¡t/r¡,$ | o.?t¡l1,0o 0.0üf 0.0f,r, o.9o/1,20
0,16/0,25
t
0,0¡0
0.0¡0
| o.to/o,{o I t.7ol1,20 0,0¡0
I 0,¡o/t¡.ro I t,05/1.¡f 0,0¡0
| 0,to/{r,ru | 0,t5/0,a5 0,0¡0
| o,tn¡o.ro I o.ls7o,r5 0,0¡o
| u,lrrl0.{o I 0.t5/u..5 0,0J0
| 0.10/0,¡t¡ | 0.1r,/u,Jo 0.(u0
I r¡.10/rr.J0 | 0,20/¡t,59 0.0¡0
0.r¡/0.{¡l <l,o I sl,0
¡,0{r/t.lfl a¡,0 | sl,0
0.0t0 0,0t0
t2,0ltt.u
| 1.0/
¡r,c r,00/t.t0
tó,0r¡¡,0
0,óo/0,90
María. Consideraciones
sobre 1os aceros de herramientas y su trata
niento térmico. Madrid, REvista Deformació
Metá1ica No. 99 1984, p. 11
PALACI0S REPARAZ, José
2L6
9
9.1
PARAME1SOS
DISEÑO DEL
HORNO
DE DISENO
9.1.1 Tipo de aceros
En general, e1- horno para enfriamiento en baño de sales,
puede utilizarse
con todo tipo de aceros dadas sus inigua
lables ventajas en cuanto a 1a poca defornación y a la eli
ninación de tensiones internas en e1 materlal templado;
sinenbargo, se enpleará especialmenLe en e1 tenpl-e isotér
mj-co de los aceros de herramientas y los aceros rápidos,
sobre todo aquellos cuyo enfrianiento
se reconienda hacer
en aceite.
En consulta realizada en e1 tal1er ASTIN, destinatario
del
horno, con e1 Ingeniero Mariano Benavidez, se estuvo de
a
cuerdo en que los aceros de mayor uso ahl son: D6, D3, D2,
PzO, S1, 01, H13,
142
y T1 de la especializacíín
AISI y
que
para fines de estudio a fondo se tomarán principalnente los
siguientes: D3, P2O, S1, 01, H13 y HZ (ver anexos 1 al 6).
2t7
Basados en esta infornacj.ón y en general en la obtenida
en los catálogos sobre 1a temperatura de temple de tal-es
aceros¡ s€ determinará 1a tenperatura de trabajo náxima
del- horno.
A fin de disponer de una conpleta infornación sobre los
a
ceros a templar, s€ incluyen las hojas de naterial de los
seis (6) tipos de aceros escogidos, ae incluye para cada
uno e1 respectivo diagrama de enfrianiento
contínuo y
de
revenido; esto-permiLe a1 nisno tiempo orientar a1 opera
rio del horno sobre la mejor nanera de obtener los resul
tados deseados en e1 tratamiento térmico.
9.L.2
Tanaño, forna y número de piezas a tratar
Las piezas que comúnnenLe requj-eren tratamiento térnico
es
pecial son, en general, de poco tamaño (secciones pequeñas).
Las formas pueden ser muy diversas y no requieren de análisis
especial por cuanto se supone que en l-a etapa de diseño se
han tenido en cuenta 1os factores nás favorables que perni
tan un tratamiento térmico eficaz; es de sperar, adenás que
el operario conoce 1as formas nás ádecuadas para introducir
las piezas en e1 baño de apagado. Entonces, es un hecho
que este factor no influye en e1 diseño; sinembargo en los
218
capítul-os anteriores se describe detalladanente 1a técnica
de 1os tratamientos térnicos con e1 fin de llenar l-os vacíos
que en esta materia tenga e1 eventual operario.
El uso
de
baño de sales para el apagado de piezas sometidae a tenple
ofrece grandes ventajas respecto a1 temple ordinario cuando
de tratar
térmicamenLe piezas conplicadas ae trata.
En cuanto al número de piezasr €s decir, la masa de naterial
de trabajo,
direnos que este es un parámetro que solamente
i_nfluye en el tanaño del horno y nás concretamente en el
vo
lúnen de las sales de apagado. Debe buscarse que La nasa
sea la adecuada para que a1- introducirla
en el baño, este
de
no
se caliente hasta val-ores no recomendadoe. Debido a que
e1 tanaño delhorno se fijará previanente, entonces al- final
se reali zarán los cá1culos para determinar el- volúmen náxino
de naterial
a tratar
en e1 baño, dependiendo de la tenperatu
ra del material y del tipo de sal enpleada en el baño.
Dado que en . el- taller
ASTrN no se requiere de un horno para
el temple de un gran número de piezas, €1 rendiniento estará
linitado por la masa de material-. Este paránetro deberá res
petarse rigurosamente por cuanto pueden presentarse acciden
tes lamentables debido a la explosión viol-enta de1 baño al
exceder su tenperatura náxina de trabajo.
2L9
Unircridod aulonomo de Otcid¡nh
Sección Eiblioleo
9.
1.3 Tipo de Sal
El tipo de sal- a utilizar
está deterninado por 1a clase
de tratamiento a reaLízar y por el acero objeto de trabajo.
En general, para e1 apagado de aceros cuya temperatura
templ-e sea inferior
de
a 9004C (tenperaLura de austenización),
puede emplearse 1a sal DURFERRIT AS L4O (nombre coneréial);
para el apagado de los aceros rápidos y en general para
aquellos cuya tenperatura temple supere los 9504C,
usarse 1a sa1
puede
DURFERRIT GS 23O.
Esta coneideración nos hace pensar en la necesidad de dis
poner de dos (2) crisoles,
de modo que puedan intercanbiar
se según 1a necesidad.
9
.L
.4 Tamaño y f orna del- horno
Este paránetro se discutirá
amplianente y se definirá
una
vez que se realicen los cálculos y se analicen las posibili
dades constructivas,
refractarios
1-as
facilidades
de adquisición de
Los
y los factores económicos y de potencia.
locativae y 1as necesidadee pro
Dadas 1as disponibilidades
pias del ta11er r s€ sugiere inicialnente dos formas y medi
das del crisol, así: 500 nilímetros de diámetro o rectangu
lar de 500 x 400 nilímetros,
220
con un fondo de 600 nillmetros
para ambas formas.
Potencia de1 horno
9. 1 .5
Se establece previamente en dieciocho
kilovatios
(18kw)'
teniendo en cuenta recomendaciones que establecen hasta
veinte (20) kilovatios
para hornos con resistencias exterio
res y observaciones de tipo práctico en hornos sinilares.
de este dato se diseñarán 1os componentes de1 hor
A partir
no basados en la tenperatura que se aLcanza en las resisten¡
cias desde el encendido hasta 1a puesta a régineir del horno.
Para l-os aspectos de diseño eléctrico¡ s€ cuenta con la co
laboración de1 ingeniero Norbey Marín. (ver figura 50)
9.2
9.2.1
CALCULOS
Volúnen de1 crisol
Basados en los paránetros de diseño planteados en la sec
ción 9.1, partimos de 1a siguiente forna y dinensiones:
Volúnen de1 crisol
= f x ¡2 x
= I (5O cn)2 x 60 cm
4
Volúnen
de1
crisol = 1L8000 .t3
22L
h
\./
-----
FIGURA
--¿//
50 Dinensiones del crisol.Forma cilindrica
Se toma l-a altura de l-lenado (ht) con Ia sa1 de 40 centí
metros para prevenir rebosaniento del baño y debido a
el largo de las piezas a tratar
Volúnen de
sa1
D2xhl
es
:
Volú¡nen de
mucho.
(50 cn)2 x 40crn = 78.540
4
4
Entonces
que
la sal = 78.540 .t3
de1 volúnen total-.
222
que corresponden
al
672
cn3
9.2.2 Cantidad de Sa1
Densidad (/
Densidad (/
) de sal
) de sal
a
GS 23O a
AS 140
= 1.90 Brlcm3x
400eC = L,7O grlcm3
2OOaC
Calculando 1a masa (m) de sa1 requerida para cada caso:
J2=
+
donde
V : volúnen de la sal
= 1,90 grl.r3 x 78540 ct3 = 15OOOO gr. (sa1 AS 140)
m =,1,70 gr/cm3 x 78540.r3 = 134000 gr. (sal GS 230)
m
Las sales se suninistran cornercialmente en recipientes
50 kg, recomendándose emplear valores nú1tip1os de
de
50
(150 kg), con e1 fin de evitar sobrantes, ya que podrla
deteriorarse l-a sa1, por ser esta muy higroscópica.
Calcul-ando la altura de llenado (hl),
para la sal GS 23O,
tenenos:
Hl =
V
= 150000 grl1.70 erlcm3
t* $O .* >z
Area base
H1
= 45 cm.
4
Por l-o tanto, €1 volúmen llenado con la sal GS 230 repres¡en
ta el 752 del volúnen total de1 crisol.
Jr
Los valores de las densidades para estas sales fueron sumi
AcERos BOEHLER (DEGussA), distribuido
ra de dichos productos.
nistrados por uNrrEc
223
Utilizando la tabla 18 y verificando para un crisol 1 50/50
con volúnen de 98.L75.t3 se requieren L40 kg de sal GS 23O
a 400eC para llenar el 852 de1 crisol (volúrnen llenado
83450.r3)
=
Si para 83.450 cr3 se requieren 140kgr. de sal, para 78.540
se requieren L32 kgr.
9
.2.2.1 0bservaciones
1
. Con 150 kgr. de sal se garantiza el llenado del crisol
hasta 1as medidas dadas.
2. Con 135 kgr (según fabricante), llenamos 78.540 ct3
(672) del volúmen del crisol, con L50 kg se ll-enará el 752
del vo1únen total, por tanto,la aLtura de llenado con l-a
sal GS 23O es de 45 cm.
3. El llenado del- crisol estará entre 40.0 y 45.0 cm de pro
fundidad.
9
.2.2.2
a.
Ré
conendaciones
Debe llenarse inici-alnente e1 crisol
con 135 kg de sal
y fundir esta masa verificando la altura de 40 centínetros
considerada la $ptima de diseño que pernite 1a introducción
de1 material en el horno sin que se produzca rebosaniento.
224
TABLA 18* Medidas de aproximación para crisoles
€opo-
lomoño
oel
ca
r¡o
d2
dl
d{
ht
h2
'100
r30
2@
Mt2
220
25
200
1.5
M12
775
30
750
5
310
¡r5
100
c¡
I
10':0
lóó
13 ?5
-^
|
pcto
qpfo¡
cn kg
ta
l5
](
359
f¡ 16
{ ti¿
7
{50
30 5!
ii0
a90
M20
600
55
550
i(t 1 i0
ito
,t
r0
M20
l 100
97
315
35 53
{10
>70
M20
5.t0
58
5@
15
230
l5/80
.llO
570
M10
8a0
58
800
75
335
..70
750
M20
5ó0
65
500
95
t75
570
750
M71
8ó0
ó5
800
r55
515
1
e
r'-'
150
50,50
50,80
tÉ
odod
oprox
d1
5(n
DEGUSSA, DURFERRIT,
1
350
op. cit.
225
p
131
65
105
l9
Se conLinuará agregando sal- hasta obtener la altura deseada
b. El crisol se llena con la cantidad máxima
é1 pueda contener e ir agragando a medida que
baño disninuye por la fusión de 1a sal.
c.
de
eal
e1
volúnen del
que
puede hacerse de forma rectangular y sus medi
El crisol
¿á" serán Las especificadas en la figura siguiente, con
que e1 vol-únen de sal se nantiene aproxinadamente igual
(78.540
FIGURA
para una altura de llenado de 40
".3),
51-
Dimensiones del- crisol,
Volúnen del crisol
Volúnen
del-
c
r
isol
forma
bxhxp=(40x50x60)cn.
120.000 .r3
226
cm.
Lo
9.2.3
Calor requerido para fundir la nasa de sal
q=mcPAT
m
Tinicial
Ttrabajo
Ttrabajo
= 150 kg.
= 30aC
= 22OeC (AS 140)
= 5504C (GS 230)
donde:
q:
m:
cp:
AT'.
AT:
CAlor neto
masa de sal
calor específico de fusión
gradiente de temperatura
tenperatura.
Para la sal GS-230 :
AT : (550 - 30¡og =
5204C
Los cálcu1os se reali zarán con AT = 520cC obteniéndose la
náxina potencia requerida.
Cp = 0.36
caL/gr aC
( sal
GS 230)
q = 150.000 gr. x 0.36 caL/ graC x
q = 28.080 Kcal- . I
5204C
q -
28.080 Kcal x 3.968 BTU/Kcal
3.413 BTU/Kw - hr.
32,65 Kw-hr
q =
32,65 Kw-hr.
=
Este es e1 calor requerido para llevar 1a sal GS 230 hasta su tenpera
tura de trabajo. Realizando cálculos similares para 1a sal AS140 da
como resultado : q = 10.545 Kcal.
227
9
.2
.4
Cá1cul-o de 1a resistencia
: 18 kilovatios
Tensión
: 22Q voltios - trifásico
Núnero de canales
:9
Diánetro de1 crisol
: 500 nn.
resistencia z 45 m¡n.
Separación crisol
Potencia del horno
islencios
'e
+
+
+
I
+
+
+
I
a
+
II+
+
FIGURA 52
Distribución
crisol.
de l-as resistencia s al-rededor del
ia1 de 1a resistencia : Kanthal A-1, cuyas caracterís
ticas se enuncian a continuación:*
Ma
t er
THE KANTHAL HANDBOOK, Resistance A11ogs, rrserr , Sweden,
Bul-ten
Kanthal AB, 1983 P. 8
228
Composición noninal:
Cromo 22Zl aluminio 5,52, hierro e1
resto.
Densidad = 7,10 Br/cm3
a 20aC = L,45
REsistividad eléctrica
s¿mm2/n
Tenperatura máxina de1 elemento en servicio contínuoz
Longitud de Kanthal por canal (L):
L =lx
L375aC.
D donde D: diáne
tro del cana1.
L = íx
0,590 n. = 1,854 n.
La longitud del canal de Kanthal se disminuye en 100 mn con
e1 fin de realízar las conexiones al exterior del horno,
€n
tonces:
L = 1,854
L = L,754
0,10
m.
Conexión de 1as resistencias en triángulo
r¡ = I'll :
V¡,
donde
(A):
:
I¡ = Corriente de la 1ínea
W¡ = Potencia de la línea
vL = Voltaje de la línea
W1
= Potencia total
229
Univc¡sidod aulonomo
do ftcidcntr
Sección Biblioteco
l,I¡
=
18.000
I^JT
I.¡
6.000
t^/
3
WL
6.000
VL
VF=220V
IL=
lrL
l.¡
6.000I^¡
220V
VL
E1
donde Vp es el voltaje
proceso
de la fuente
28 amperios
cá1cu1o que sé utilízar.á es _ e1- .p-lant.e.ado en
de
e1 THE KANTHAL HANDBOOK,
páginas 10 a
15
y49a58
t-2 ct
Cn2
F
p
I : Corriente
C¡ : FActor de tenperatura
p : Carga superficial (w/cn2¡
Donde
De 1a figura 53, para temperatura del horno = 8400C
Tenemos:
Se
asume
P = 3r2 v/cm?
P = 3r2 w/cm2 x 0,8 = 2,56
w/cm2
temperatura del horno superior a la real con
fin de garan Eizar el- calentamiento hasta 1os 600cC.
230
e1
), obtenida de 1a figura
(53)se refiere a elnentos en el horno de costo bajo o me
La carga en 1a superficie
(
P
Si se quiere diseñar un horno de larga duración en
l-os elementos, se recomienda enplear el valor de 1a figura
dio.
a1 802.
Como
1as resistencias no irradian libremente' es necesa
rio emplear un factor de corrección que depende de 1a sepa
raci6n entre canales, entonces:
p = 2,56 v/cm? x 0,8 = 2rO u/cm2
Factor de temperatura (Ct) Valor de la tabla.
Ct = 1 ' 03
pala temératura del e1e¡nento = 8004C
d-
=
(28\2 x 1.03
=
4O4
"^2¡s-
Con este val-or en las tablas para Kanthal, obtenemos
e1 díanetro del al-ambre. 0 alambre = 3,0
mm.
El al-ambre de Kanthal puede ser de 3,0 nm. o 3,5 milínetros,
donde ambos diámetros son comerciales.
Entonces,
Lomamos
0 alambre = 3r5
mm.
Con 1o que se asegura una larga duración de la resistencia
y se proveen desnejoranientos en 1a calidad del- naterial
de1 elemento.
23L
W/sq. in.
tr@
1200 r3m.c Eoo
9@
r0@
[email protected]
Furrrace lenrperature, "C
FIGURA 53*
surface loads ín lt /cnZ and l^//sq-in.
for Kanthal and Nikrotal heatinh elements in
industrial furnace s .
Rec omended
THE KANTHAL HANDBOOK, op.
232
cit, p.
49
Longitud de1 canal (L)
Separación entre aspiras (S)
Núnero de aspiras por canal
S - 7 mn. (se recomienda
como
Núnero de espiras por canal
=
nínimo:S=2espesores)
L.754 = 25O espiras
7
= íx
Longitud de cada espira
Se recomienda D/d
4
- LO para aplicaciones eléctricas
de ca1or.
Se puede fabricar
(enrrollar),
0 0 3/4" (19
entonces:
mm),
diánetro medio.
la espira en una varilla
de
D/d = 26/3,5 = 7,4 e1 cual cumple:
FIGURA 54
Dimensiones de 1os espiras de la resistencia
Longi tud de cada espira
= 70 nn
Longitud total por canal = 25O espiras x 70 mn = 17.500 nn,
Longi tud total del naterial = 1-7,500mts. x 9 canales = 157,5mts.
=
2215
233
mm
Peso total
de1 naterial
Según tabla por unidad de longitud para e = 3,5 nn; peso
= 68,3 e/n
Entonces t
9.2.5
9
.2.5.I
I,l: = 157,5 mts. x 68,3 gr/nt a 20,76 kg.
Dinensionamiento de1 horno
Parámetros iniciales
Medidas de1 crisol:0
= 50 cm. profundidad = 60 cn.
Temperatura interior de1 crisol : 600aC
No se conoce La conductividad térnica de la sal y por 1o
tanto no es posibl-e calcular (h.) entre la sal y la pared
de1 crisol.
Se sabe que 1as sales de tenple tienen una nuy buena conduc
tividad térmica y de ahí 1as ventajas de este proceso, enton
ces suponemos: Si temperatura de la sal = 550eC entonces la
temperatura de1 crisol = 600eC.
Distancia Resistencia-Crisol-.
Debe ser'.1a necesaria para evitar
e1 contacto en funcionamien
to de estos elementos, ya que se prodóirla un corto-circuito.
Este espacio tanbién pernite la extracción y el ingreso
234
de
1os crisoles cuando se desee trabajar con otras sales.
Se recomienda una distancia de 45 nilínetros.
sinilares
En hornos
se observa que esta es una distancia segura.
Espesor de 1a pared del crisol
e pared = L/4 pulgada (6,00
(e)
nm)
Se asume este espesor con el fin de obtener una alta durabi
lidad y permitir revisiones a espacios prolongados de tiem
po.
= I,L4 mtZ x 50 kg/mt? = 57,O kg.
Peso del anillo (L 2L/2 x 2L/2" x 3/L6) = L,57 nt x 4.57kg/nt
= 7,0 kg.
Peso total del crisol = 64,0 kg.
Peso del crisol
Espesor de 1a cubierta lateral
e = I/8" (3,2 mn).
9.2.5.2
Primera distribución
del- aislaniento
Suponiendo que 1as pérdidas por arriba (tapa), y por debajo
) son proporcionaLes a l-as pérdidas 1-aterales, asumimos
un arreglo inicialnente con e1 espesor del- aislamiento dado
( f ondo
de
anLemano
ULili zand,o 1adri1lo ref ractario aisl-ante:
235
Nombre
comercial :
VULCANO
T-23 ;
EREC0S UA-23
Tenperatura máxina de uso: 1,260eC.
Sca Ka: conductividad térnica del- aislante.
Ka = 0,461 w/mt aC
Ka = 0,360 vt/mt dg
Ka = 0,426 w/nt aC
Ka = 0,302 v¡/nt aC
a 870 og10
a 1,.2600g11
a 1.0004C12
a 1.093 0613
Trabajaremos con Ka = O,426 w/ntqC
(1,2 o 3), €1 al-to del 1adril1o
(b) es 4'L/2 pulgadas (ver f igura 55).
Para ladri11os tipo
ARCO
Haciendo consideraciones de costo y posibilidades
de sumi
nistro podría usarse e1 l-adri11o tipo recto con altura (b)
de 4L/2 pulgadas.
Lionel S. Manual de1 fngeniero Mecánico de Marks,
1, México, Hispanoanericano L979, p. 803.
10
MARKS,
11
REFRACTARI0S VULCANO LTDA. CAtá1ogo
Volúmen
tts. c.
tt
frsLrr 1980.
General de Productos
,
12 MUÑIZ, A.H. Introducción a la teoría de hornos y combus
tión, boletín técnico 18, Buenos Aires, INTI' 1975 p.2
13
y MAttHINNEY, M.H. Hornos industriales, volúnen
2, libro , L975 p.143
TRINKS, W.
236
FIGURA
55 Dimensiones de l-os ladri11os tipo recto standard
En general pude usarse cualesquiera de los tipos de ladri
11os refractarios
Los
VULCANO
aislantes que se consiguen en e1 mercado:
T-2O, T-23 6 T-26 equivalentes a 1os
ERECOS UA-20
UA-23 y UA-26 respectivamente.
La = espesor del aislante = 115 nm.
Lp = espesor porta-resistencias - 25 mn.
altura aislanienLo = 600 mm.
Ka = 0,426 v/n oC
Kp = L,L2 w/m aC (conductividad térmica del- portaresistencia.
Porta resistencias en C0NCRAX . 1500 (ERECOS)
Se supone 1a cubierta lateral con resistencia despreciable,
Ha =
237
FIGURA
56 Dimensiones para e1 primer arreglo de1 aisla¡nien
to.
raz6n por 1a cual se toma T5 = 40aC igual- a la temperatura
exterior de1 horno.
T3 T5
'.4 ,+ ],p-ra / 13L n 15
2lKa Ha 2 Kp ttpl
R1
rn 14 /r3
2 Kp Hpl
=
1n
T3-T5
R2+Rl
/342
2 I,I2 w/mtK x 0,60
= 0, 170'K/Yt
367
238
^.1
R2 = Ln 15/r4 = Ln 482/367
2 Ka HaTt 2 x 0 ,426 w/m x 0,60 n.z/
L
qt = T3 - T5 = (1.000 - 40) eK
0,01670¡/m + 0,1704K/n
Rl + R2
-
= 0,0170eK/vt
= 5.142
rI.
6t = 5.L42 w. pérdidas por l-a cubierta lateral.
Ahora, calculando l-as pérdidas totales por conducción a tra
vés de1 horno, tenemos:
At=
Donde ,
Acl+At+Af
At
Ac1
At
A¡
:
:
:
:
Area
Area
Area
Area
total de transferencia de calor
cubierta lateral
de la tapa
de1 fondo
At = L,82 m2 + 0,2 ú2 + O,2 m2 = 2,22
Pérdidas por la cubierta Lateral t 5.I42 w.
Reenplazando :
Entonces si z
2,22
mz
m2
L,82^2..
5,142 r¡/.
X= 6.272v.
6.272 w son 1as pérdidas totales por conducción en el hor
no.
Eficiencia en régimen estacionario para este arreglo.
it = 6.272 yt
Z pérdidas = 6.272','t x 100 = 35
7"
18.000
239
Uniycrsidod aur0n0m0
de
Ssrcién Sibliotero
Occidcnte
'k = loo 35
9.2.5.3
Tt = 652
Segunda distribución
Enpleando 1adri1lo UA
de1 aislanienLo
23+capa de aislante
(1ana mineral)*
Tonando un espesor de aislamiento de lana mineral de 2
pu7-
gadas (5 cn) calculamos las péridás de caLor y la eficien
cia que se presenta.
De catálogo de ttATERMICOStt para lana mineral:
KL.. 38ec
=
o,25
ry
pieu hroF
=
o.03r#
m¿hroC
= ),036
w/no0
donde K¡ es 1a conductividad de la l-ana mineral.l4
rlt aislaniento =
lr
L4
89,O22
Esta decisión se toma con el fin de nejorar la
eficiencia y / o asegurar que e1 diseño cunpla
con 1os requerimientos preestabl-ecidos. Deben tene
tenerse en cuenta las variaciones en los daLos
de 1as propiedades de 1os materialesr'asl como
tanbién 1a incertidumbre en 1os cá1cu1os de
transferencia de calor, debida a 1as disposicio
nes planteadas.
Y FIBRAS INDUSTRIALES LTDA. CA
tálogo de Productos, Mu1-tigráf i-cas Ltda. Mede11ín
1980 p.6
AISLAMIENTOS TERMICOS
240
Planteando e1 problena para calcular las pérdidas tenemos:
@
R3 o
R2- @
.tl.
o
FIGURA
57 Dimensiones para el segundo arreglo del aisla
miento.
T6=
T3=
K1 =
L1 =
H=
40ac
ür
T6-T3
R1
0,0l-67
1.0004c
0,036 w/moC
espesor de lana nineral
altura aislamiento
R1+R2+R3
eK/,'t
24L
R" = ln rl/rt+ = Lt 483/367
= 0,1-70aC/v¿
2 0,426 w/naC xo,6onl
2 Ka Hal
= O,74LeC/w
= Ln 533/482
, 0-036 w/nsCxo,6an.r/
R3 = In r6/rtr
2 K1 HV
üt=
üt
(
1.000
= 1.034'8
40) ac
(0,0167 + 0,170 + 0,74L)
= 1034,8 rr
w.
moC/w
Pérdidas de calor a través de las
paredes l-aterales de1 horno, €n
es
Lado estacionario.
Si:
1.034,8 w. . .
827"
1
x = L.262w
002
Pérdidas totales por conducción en el- horno
% pérdidas = L.262w
18.000
x 100% =
7
Pérdidas por conducción en e1 régimen estacionario para
este arreglo.
entoncet
9.2.6
9.2.6.L
lt
=
g3Z
Cálculo de1 tienpo para atcanzar el régimen estacio
nario.
Calor absorvido por Los ladri11os refractarios
lantes.
242
ais
q=mCPAT
= 53 t¡lPie3 (1s)
-F
Cp = O,22 BTU/1b or(16)
FIGURA 58
Dimensiones de1 aislaniento
ral- de1 horno.
(De2 Di2) x
V =/
en la cubierta late
H
4
?/
T
\r
AT=
15
16
(3,162
6,60 pies3
T4 T5
2,402) pie2 x 2 pies
Donde
:
T5 =
40eC
EMPRESA DE REFRACTARIOS COLOMBIANOS S.
A. Catálogo
Productos, Mede1lín, Erecos, 1980, p.
MARKS, Lionel S.op cit, P. 804
243
23
de
A = 5.142
w.
entonces üt = T4 - T5
= Qt x R2 + T5 -
T4 = 5.L42w x 0.170 og/w + 40aC =
AT = (9L4
Ahora: q
9144C
40¡og x 1,8 + 3zaE/eC = 1.6054F
= ;rtlollr"rx 6,6pie3x
123.530
q = 123.530
3.413
9.2.6.2
T4
=
o,22Brul1beFx1.606eF
BTU.
36,20 Kw - hr
Calor absorvido por
el- refractario
Calor total absorvido por e1 aislamiento.
(Porta resistencia + ladril-l-o refractario al-slante
lana nineral).
Asumiendo que e1 calor total
absorvido en el aislaniento
+
es
proporcional a1 calor absorvido por 1os 1adri1los refractarios
así:
Volúmen de refractario
= 6,6 pie3
Volúnen total
= 11,3 pie3
X =
e = 62,OO Kw-hr
36,20 Kw hr
62,00 Kw - hr.
Calor total absorvido por el- aislaniento.
244
calor absorvido por la sal- GS 23O.
!l = 32,65 Kw - hr
qneto total = (62,00 + 32,65) Kw-hr = 94.65 kw-hr
Potencia efectiva (a) = 18'oo kw
Entonces :
t = lL = 94.65 kw-hr
=
= 5,25 hr.
a
18.00 K*
15 minutos. = Es el tienpo requerido para
aLca¡zar e1 réginen estacionario, es decir ' para calentar
= 5 hr
|
la sa1 GS 230 hasta
5504C.
Sinilarmente podemos calcular el- tienpo requerido Para a1
canzar e1 réginen estacionario para la sa1 GS 23O a AS-140
a
22OeC.
c = 10.545 Kcal x 3.968 BTU/Kca1 = L2'26
3.413 BTU/Kw - hr.
Calorabsorvido por la sal AS L4O
q = L2,26 kw-hr
q - 62.00 kw-hr
Calor total absorvido por el aislaniento.
enero rotal = G2.26 + 62,00)Kw hr.
Potencia efectiva (a) = 18'oo
Entonces :
t
kw
= 9- = 4.L25 hr.
a
f=
Kr¿.hr.
4 horasSninutos
245
= 74.26 kw-hr'
El Lienpo requerido para aLcanzat e1 réginen estacionario'
es decir, para calentar la sal AS 140 hasta
22OeC'
0bservaciones:
La eficiencia
1o que significa
en réginen estacionario a]-canza eL
que el consuno de potencia a partir
este momento es mínino, debiendo utilizarse
mayor parte de1 tienpo en este estado.
93Z
de
e1 horno, la
El calor absorvido por e1 aislaniento es bastante a1to,
haciendose necesario un gran consumo de potencia' desde e1
encendido de1 horno hasta su temperatura de réginen; por
1o tanto, deberá evitarse al máxino, 1-as apagadas y encendi
das contínuas.
Deberá programarse e1 encendido del horno por baño de sa
1es conjuntamente con el encendido de los hornos de mufla,
con e1- fin de eviLar tienpos muertoa en el baño de sales.
En caso de que e1 volúnen de producción aumente y se requie
ra templar a diario,
es recomendable nantener e1 horno encen
dido, durante el- tiempo requerido.
si dlcho volúnen de producción es como se éabe, bajo' es
recomendable progranar el temple en baño de sales una vez a
246
1a senana.
9.2.7
9
Cá1cul-o de1 número de l-adri11os
.2.7 .L Pared lateral
Di = 2,4 pies = 2 pies, 5 pulgadas (73,4 cm) diánetro inte
rior del aislaniento.
H = 68 centímetros (27 pulgadas) Altura de revestimiento
con refractario.
con h = 9 pulgadas.
se requieren 3 anill-os de ladrillos
De tablas :
a = 9tt b = 4 l/2"
c = 2l/2"
Por ani11o:
28 1adri11os A2-N (arco número 2)
20 ladril-1os A1-N (arco número 1)
Total de ladri11os:
A2-N = 28 x3
=
84
Al-N = 20 x 3
60
=
*^
ladrillos.
exceso por corte Y quiebre = lO7"
total = ]-44 + L6 = 160 ladrillos
247
En el caso de
no co nse
guir
se
en e1 conercio estos ladri1los
entonces se calc u1a el número de l-adrill-os en denoninación
RECTOS.
9"x41/2"x21/2"
Con 1os cua les se requieren tres anillos
Recto:
RN
P = 2,4 pies x z/
= 7 ,54 pies = 90,5 pulgadas
entonces número de ladrillos por anillo = 37 x J = 111
La
dri1los.
exceso Por corte
total 111 + L4
9
v
quiebre = LZZ Lad'ri11os
L25 ladril-1os
.2.7 .2 Fondo
Se usará exclusivamente UA
23
recto:
Area = z/x ¡2 = tlx (L,O66n
28
RN
9tt x
L2
4
= 1.385 pulg.2
Número de 1adri11os
= 1.383
=
35 1adri11os
40.5
exceso por corte Y quiebre =
total=35+9
25%
= 44 ladrillos
Total ladri11os rectos = (pared lateral + fondo)
= (25 + 44) = L69
t
otal
169 1adri11os
248
4L /Ztt x2 L /2"
das
1
9.2.8
Selección de1 mortero
el más reconendable para Ia pe
aislantes es el REPEL X, el cual se consi
De catálogo de fabricante,
' ga de ladrillos
gue en latas de 35 kg.
Diseño Mecánico
9
.2.9
9
.2.9 .L Crisol
Habiendo decidido ya sobre e1 naterial
y espesores del cri
so1, basándose en l-as consideraciones econónicas y posibi
lidades de disposición innediata¡ s€ trata áhora principal
mente de verificar
las uniones soldadas practicadas en
su
construcción.
g
.2.9.1.1 Verificación de La soldadura de1 fondo
Util-izando e1 procediniento reconendado pPr 1a American
l{elding Society (AhtS) , se obtiene la carga transversal
pernlsible por puLgada de soldadura, en une soldadura de file
te cargada estáticamente ' es:
Fall - Sall A - L3.600 (0.765W)/cos 22'5e
Fall = 11.300 W.
249
Unircridod aulonomo de Ordd¡nt¡
Scccién liblioteo
Detalle de 1a soldadura en el fondo de1 crisol
FIGURA 59
Donde
L7
:
Fal-1, €s 1a carga transversal permi sib 1e
Sall- r €s el esfuerzo cortante pernisib 1e
Sall, = 13.600 ISI de acuerdo a1 código de l-a A.t{.s18
A = área de 1a sección de 1a garganta de 67.54 de una
pulgada de sol-dadura.
t7
HALL, ALLEN; HOCOFENKO' Alfred y LAVGHLIN, Herman. Diseño
Hill 1980 p. 301'302
de Máquinas, McGraw
18
I biden
250
A = 0,765 hl
lI, es 1a longitud de1 lado (dimensión) en pulgadas'
üJx = O.25 pulgadas (6 nm)
Entonces: Fa1l = 1L.300 l-bs x 0'25 pulg
pu1 g2
Fall- = 2.825 1blpulg.
L = longitud de l-a soldadura
L =d* D
Sea
= diánetro del crisol
L = x 20 pulg.
L = 62,83L pulg.
Fall
= 2825 1bs. x 62,83L
donde D
pu1g.
Pulg
Fal1 = 177.500 lbs.
E1 anterior resultado resultado significa
que l-a soldadura
depositada para unir e1 fondo de1 crisol, resiste 177.500
1bs. (88.250 kg) y esta cargada sol-anente por una fluetza
(F) de:
F = peso de la sa1 + peso propio del fondo
F = 150 kgs. + ,{ (0.5m)2 x 50 kgs.
4m2
:r
Federación Colombiana de FAbricantes de
Estructuras Metálicas. código de construcciones Metá
licas 2ed,. Bogotá 1981 P. 85-86
FEDESTRUCTURAS.
25r
F = 160 kgs.
Conentario: . El valor de la carga que puede soportar la
unión de la-carga actuante, esto da un alto nargen de segu
ridad aún teniendo en cuenta el calentaniento a que estará
sometido. e1 crisol.
Util-izando código de Fedestructuras. Este nétodo plantea
e1- cá1cu1o de 1as dinensiones de la soldadura para los pará
metros dados.
Longitud disponibl-e (L) = 62,83L pu18.
Soldadura
Cordón de
Cordon de
raíz : E-6010 de l/8" (3'2 mn.)
acabado = E-7010 de L/8" (3,2 nm).
Se toman vaLores de, un electrodo E-70 XX, debldo a que es
e1 que interviene
Fr=
0.160 Kips
en
mayor cantidad en la unión (vease tabla
2,546 x 10-3 Kips/pul f.ineal
62,831pu1g.
252
donde Fr: valor del corte náxino de ltt de longitud de sol
dadura.
TABLA
19* valores de resistencia para varios er-ectrodos.
ELECTRODO
6OXX
60
0xx
70
80xx
80
7
:F
Fr (Ksi)
FEDESTRUCTURAS
Fr
r (Ksi)
18
2L
24
, op. cir . p.
fips/pul
.796
0.928
1,061
0
D
D
D
LO7
según tabla para un electrodo 70xxr s€ tiene Fr = 0r92gD
donde D: es el # ¿e dieciseisavos de W.
ent,onces : 0.928D = 2,54 x 10-3
D-
2.54x10-3
o.928
= 2,74 xlO-3
I.I = 7.54 x 10-5 pulg.
W = 4.3 x 10-3 mm.
verificando según e1 código de Fedestructuras se tiene
l,Imin
cono
=
que:
1r
I
7
.54 x 1o-5 purg. 1 0.125" ¡ s€ tomará el
253
l,lnin=O .Lzsu
reconendado.
conentario :
El tanaño requeri.do de la soldadura es
muy
bajo debido a 1a gran longitud de que se dispone, sinen
bargo, por recomendación19 se elevo dicho valor al w¡i¡in =
0.l25rr (3,2 mn.); pero debido a los efectos de fluencia en
caliente* y a 1as facil-idades de unión por soldadura, e1
tanaño de la soldadura se eleva aún nás (0,250t') con lo que
se garantiza un factor de seguridad elevado a resistencia
necánica.
9
.2.9.1 .2 Anil1o de crisol
FIGURA
L9
60 Detalle de la unión del- anillo
FEDESTRUCTURAS,
0p. cit,
p.
del crisol.
85
Este fenomeno ha sido poco estudiado y difundido en nues
tro medio y en la literatura tradlcional no se dispone
de suficiente información; por l_o tanto se considera
prudente sobrediseñar esta soldadura debido a 1a incer
tidunbre de1 fenomeno descrito.
2s4
9.2.9.L.2.1 Unión de ani11o a crisol
Dadas las bajas exigencias de 1a soldadura calculadas en
aparte anterior,
y por facilidades
e1
en l-a ubicación de las
partes a ser soldadasr s€ escogen l-as juntas en frLfr mostra
das en el gráfico,
que para efectos de cálculo
É¡e
conside
ran juntas a tope.
La unión se realiza al interior
de1 crisol,
utilizando
un
electrodo E-6010
Calculando l-a carga adnisibl-e de 1a unión sol-dada,
e@
tiene:
p2o= OÉolxbxr
P es La carga de admisible
Donde :
jÁoL es 1a tensión de trabajo
t es el espesor de la chapa
b es la anchura de 1a chapa (en este caso representa
la longitud. )
¡t"ot(21)00.000 psi = 4000 fgs/cn2
f
= 0.6
cm
20 NASH, lJillian A. Resistencia de Materiales, Mexico McGrar¡
Hill, 1980 p.
2-l' FEDESTRUCTURAS,
234
op. cir . p.
255
Lo7
b= ¡{xD = L57
p
cm
keg. x L57 cm x 0,6 cn'
4000
.
cns2
P=
376. 99L kg
Conentario:
Nuevamente
esta soldadura queda sobrediseñada,
proporcionando seguridad a1 fenoneno de fluencia en calieir
t€, por 1o tant,o se toma 1a decisión de no ap1-icar soldadu
ra de filete
9
al exterior de1 crisol.
.2.9.L.2.2 Aro superior de ani1lo
En general, el aro se construirá del- misno material y espe
sor que e1 crisol, dadas las facilidades constructivas que
esto ofrece y 1a disponibilidad
de materiales en alnacén.
El aro superior se toma de un ancho de 90mm, teniendo en
cuenta principalmente 1as facilidades en la ubicación de la
tapa del crisol y las posibilidades de oxicorte sin alabeos
perjudiciales.
El objetivo en este aparter es por 1o tanto
verificar
esta parte a flexión.
supongase una viga enpotrada en un extreno con dimensión
unitaria.
Carga aplicada (P):
P = peso de la sal + peso de crisol + otros
P=lsokg.-+(o.sm)
x
0.6m x 50 !8.
m¿
256
+ 10 kgs. aprox.
= 207 kg
Otras soldaduras, portacruceta y cruceta pueden aproximarse
p=2IOkg
entonces 1a situación puede plantearse asl:
P:2lO
Kg
Flexión en el aro superior
FIGURA 61
p=Z]-Okg.
Ya =
PL3
3EI
donde :
I
=
bh3
L2
= 9 x (0.6)3
O.L62
cm4
= 1,g5 x 10-3
cm:
L2
Eacero = 2.1 x 106 ke/cn2
Ya = 210 kg;: x 9 cns.
3xz.r@4
Ya = 0,00185
Ya = 0,018
_
cm
mm.
257
.
La flexión que experimentaría el aro es des
preciable, tengase en cuenta que se consideró actuando 1a
Comentario :
carga de 210 kgs. sobra una viga unitaria
(1 cm de ancho)
1o que represeta 1a situación más crítica;
adenás e1 feno
meno
de fluencia en caliente es nenos grave en estos puntos
donde, según calculos de transferencia de ca1or, 1as
tempe
raturas estarán muy cerca de 1as de1 anbiente.
9
.2.9.I.2.3
Aro lateral de1 ani1lo
No tiene mérito realízar los cá1cul-os de 1a unión soldada
por cuanto ya se observó que un cordón de soldadura o tope '
de idénLicas ¡nedidas y, sometido a tensión resisti6 sobrado
1a parga actuante; en este caso la sol-dadura está sometida
a conpresión, situación nenos crítica
Tampoco es necesario verificar
que 1a mencionada.
esta parte a ! pandeott ya
que
el ancho de este aro es solo 38 mn. y la carga distribuida,
en é1, es muy baja.
Si observanos el aro lateral
o compresión, tenemos:
l-=
g
A
258
del anillo
donde 0f = esfuerzo permisible de1 natería1
P = Fuerza adnisible
A = Area transversal del aro
t'u."ro = 2.450 kg /c^2
A = z/x D x e . donde e es el- espesor del aro-1ateral
68 cn:. x 0.6 cms. = L28,L7 cm 2
A =/*
P =dx
A
P = 2.450 Kgfl x 128,17 cm2 = 3L4.033 kg
cmL
P = 314.033 kg
Comentario : La carga a distribuir
en e1 aro lateral
de1
anillo es de algo más de 160 kg-. no hay posibilidad de fa
1la en este elemento.
.9 .2.9.
9
1
.3 Agarráderas de extracción de1 crisol
.2.9. 1 .3. I
Dimensionarniento
Después de cá1cu1os y discusiones preliminares se 1legó
a
que las medidas que aparecen (ver plano 3) son suficientes
para soportar 1as cargas conocidas. Los cá1cu1os finales
se
consignan aquí:
Aunque 1as 4 agarraderas que están ubicadas dianetralmente
opuestas de 2 en 2 tienen cada par distinta
altura para Per
-¡.Fr
259
Uniycrsidod ¡ulonoilo
$rl
de 0aldcntr
Sección Biblioteco
nitir
e1 acceso con barras o tubos para levantar manual
nente e1 crisol, e1 área sometida
para cada caso, así:
a
esfuerzos es identica
peso total (p) crisol + sal + oLros
p - 2IO grs.*
peso por agarradera
FIGURA 62
55 kg.
Area resistente en la agarradera de extracción
de1 crisol.
dacer o =
2
450 kg / cn2
fr"ul = P = 55 kgs.
A
freaL
=P=220=
44
92
=
9L,66 kg . /cn2
1cmxO . 6c¡n.
kg . /c^2
comentarios: Elemento diseñado, satisface plenamente los
requerimientos, cuando de extraer e1 crisol- 1leno de sa1 se
trate.
Estas agarraderas pudieron haberse construído
Nótese que en 9 .2.9 .I.2.2 se calculó el peso total- en
2O7 kgs. aproximadanente o 210 kgs. l-uego dL construído el crisol
con agarraderas y todo se realizó el pesaje de él- obteniéndose
un peso exacto de 70 kg.,. Por tanto se sabe con exactitud que la
carga P es: 220 kgs. (incluidos los 150 kgs. de sal).
260
en un maLerial de menor espesor, sinembargo no se justifi
ca ahorrar en elementos de tan poco peso (costo)
Las agarraderas, y en general toda La estructura del crisol
con su anillo
fueron probadas, llenando e1 crisol
con 2OO'
kgs. de material sól-ido a:uravezándo1o con 2 tubos de 6 3/4"
(galvanizados) y levantándolos con e1 puent,e grúa y dejándo
1o por a1gún raLo.
No se observó modificación alguna en l-os
elementos ni en 1as uniones soldadas.
rificar
Finalmente y para
manualmente, fue
1a naniobrabilidad de1 crisol
ve
1e
vanLado por 4 personas sin un esfuerzo exagerado; sinenbargo
se dejo claridad que de ser posible debe disponerse en el
laboratorio de Tratamientos Térnicos de un polipasto o puen
te grúa pequeño que facilite
1a extracción y/o introducción
de1 crisol.
9.2.9.L,3.2
Unión de agarraderas al anil1o del crisol
Siguiendo e1 procedimiento recomendado en Fedestructuras,
se escoge e1 tamaño de la soldadura (I{) requerido para so
portar 1a carga dada así:
Unión de f i1ete, e1 espesor de l-a parte nás gruesa es
3/8" (1 cms), entoncesn
FEDESTRUCTURAS,
op. cit. p. 86
26r
85
de
l^Imínimo
3/L6" (s
mm. )
tJmáx irno
9/]-6" (8
mn)
Verificando 1a carga
que puede
soportar este tamaño de sol
dadurar se tiene:
P =frol x b x t
18.000 kglpu12 1u"""" tabla
frot
1"9)
La unión se reaLizí con electrodos E-6010 (cordón de taíz)
y electrodos E-601-3 (cordón de acabado).
FIGURA 63
Detalle de unión
crisol.
de
agarraderas
262
a1
anil1o
de1
dinensión de la gargaita (b) = 8 sen
b = 5,65 mm. (O.222")
! = 2't (50
45e
nm).
P = 18000 1b/plL2 x 0.2221' x
2
P = 8.017 lbs.
ConenLario: P es la carga que puede resistir
dera.
(
Como
cada agarra
ya se anotó cada agarradera soportó 55 kgs.
110 1bs. )
Puede concluírse además que si debido a un mal manejo, el
crisol
queda por ende agarrado de un sol-o agarradero, esLo
resistirá.
Cálcul-o aproximado de1 peso del horno
9.2.9.2
9
.2.9.2.L
Peso de1 acero (hI)
E1 peso se calculará,
para todos 1os casos, multiplicando
el volúmen (V) por 1a densidad (f) del acero.
7.8 grs. /cn3
"facero =
V el volúmen será dado en.r3
V¿1umen
de 1a caÍcaza.
263
para Éodos 1os casos.
(50 x 20) x O'32
Ycarcaza = (84,5 cm x 335,8 cm)
V carcaza = 8760,03 ct3
volúmen inferior = /
(Lo7
,2)2 x o.3z
4
Vcubierta inf. = 2.888,21
Volumen de
vcubierta
cm3
Ia cubierta suPerior:
sup
.=(
trroT
,2)2
(
s4,
0
), "
o.
6
vcubierta suP. = 4.o4L,27 tt3
Volúmen de dos refuerzos:
vref uerzos +
z
fssl
L)
,l * o,6l x 0,32
Vref . = L.296,76.*3
Volúmen de tres ángulos soPorte:
v ángulos = Z fl ,OtZ .^2 x 53,5 .^J
Vángulos = L.232,L5 .t3
Volúmen tapa de las conexiones e1éctricas:
Vtapa = 60 x 60 x 0.1
=
vtapa = 360 .r3
vacero = 8.760,03 + 2,888,2L + 4.O4L,27 + L296,76 + r,232,15 +
Vacero
=
l.Jacero
= Vacero xJacero
18.578,42
l,lacero = 18.578.42
=
cm3
.t3 * 7,8 grs.
L44,91I,67 grs.
264
360
Wacero
= 145 kgs.
g.2.g.2.2
Peso
del ladrillo aislante "Vulcano T-26"
se calcula obteniendo el volúnen de 1os ladrillos
tiplicandolo
empleados, nul
por 1a densidad de los 1adril1os obtenidos
catá1ogo de1 Fabr ícantezz
de1
z
,faísL. T-26 = 0.90 kgs/dm3 (densidad aparente)
Vaisl T-26 = Vfondo + Vpared lateral
Vo1únen de l-adril1o usado en e1 f ondo:
vrondo
z / L[{roo,o)2 (50)zl) * lrr,s
4
+ 6,s) + 7/ (s6)2x 6,5
4
Vfondo = L32,324 ct3
Volúmen de ladrillo
vpared 1ar.
+
usado en 1a pared lateral:
-1
+
l<so,+>z
(72,0)tJ.
ss
Vpared 1at. = L77,494,33 ct3
Vaisi T-26 = 309,820 c¡n3
Waisi T-26 = Vaisi T-26 + P aisi
22
T-26
LTDA. Catá1ogo general- de Productos
rf
sLfr, t'sEtt 1980 p.7
REFRACTART0S vuLCAN0
265
l,lais
i T-26 = 309.820
tlaisi "I-26 =
9.2.9.2.3
kg.
+
0.
90 grs/cm3
aproximadamente
ttErecostt Concrax
Peso del concreto refractario
1
f.on.ta*
28O
cm3
300
1300 = L,92 grs/cm3 (densidad promedio23)
vconcrax1300
=/ ffroo,6)2 x5+
4L
(so)z
x tt,il
Vconcrax 1300 = 28.324,6 .r3
[^/concrax 1300
= 28.324,6 .r3 x L,92 gr"/.r3
l,Jconcrax 1300
= 55r0 kg. aproxinadamente
9.2.9..2.4
Peso de1 concreto refractario
ttErecosrt concrax
1500
,f.on.ru* 1500 = 1,8 Er/cn3 (densidad pronedio24)
l,/concrax 1500 = llportaresistencias
Se utilizaron
9 portaresistencias,
+ I^Ire1leno
cada una de el1as pesa
8 kg. peso obtenido en una báscula, entonces:
llportaresistencias
23
= 8Ug/resis. x 9 resist.
EITeRESA'DE REFRACrARros coLoMBrANos
ductos, Medel1ín,
EREC0S
,
= 72 kgs.
s.A. cará1ogo de pro
1980 p.38
24 EMIRESA DE REFRACTARTos coLoMBTANOS sA. op.
266
cir. p.
39
sinembargo, datos obtenidos en 1a fabricación de 1as resis
tencias, muestran que con 50 kgs. de concrax 1500 se constru
yen 9 o 10 portaresistencias',
esto hace pensar que e1 porcen
taje de humedad es elevado. Para efectos de cá1culo, se su
pondrá un peso total de 1as portaresistencias de 60 kg. para
una péridd-da de humedad de 12 kgs. una vez sean conocidas.
hlportaresistencias = 60 kgs.
wrelleno
=
lJrelleno =
le.D2
"/ L
4
L7
(s6)2lx o x 1,8
J
,37I grs.
Wrelleno = 18Kgr.
Wconcrax 1500
= 60 +
18
hlconcrax 1500 = 78 kg.
9.2.9.2,5
fU-SZ = 2 grslcm3
r,ru-33 =
ttErecostt U-33
Peso de1 1adri11o ref ractario
(
densidad promedi-o25
+[,nu,4)2
)
(s6)2],.tr x 2 sr.U.,3]
4
l,¡U-33 - 68 kg.
aproximadamente
9.7.9.2.6 Peso de1 Asbesto en polvo
25
EMPRESA DE REFRACTARIOS COLOMBIANOS
267
S.A. OP. Cit. P.
23
Este naterial ha sido utili zado para rellenar las cavida
.des que se presentan a1 usar 1adri11os rectos standard,
dado que no se consiguen 1os de forma de cuña. DEbido
a
las inprecisiones que pueden presentarse a1 calcular e1
vo
de asbesto, se considera más confiable e1 dato de
30
1úmen
kgs. aproximadanente utilizados
durante su fabricación,
in
cluyendo e1 agua con que se mezcló el asbesto para facili
tar e1 llenado de las cavidades.
Wasbesto = 30 kgs.
9
.2.9 .2.7
-F
Peso de la lana miueral
= 140 kes/m3 (26)
Wlana = 0,6 x 3,35 x 0,05 n3 x 140 kg/m3
l,Jlana = L4 kg.
9
.2.9 .2.8
Peso de 1as resisLencias
Se toman los 11- kgs. de Kanthal que se usaron en su cons
trucción.
I,iresistencia =11 kgs .
26
Y FIBRAS INDUSTRIALES LTDA. Catá1o
go de productos, Multigráficos Ltda. Mede11ín 1980 p.8
AISLAMIENTOS TERMICOS
268
I^/horno
+ L45 + 280 + 55 + 78 + 68 + 30 + 14 +
11
i'/horno = 682 kg.
Si se incluyen 1os accesorios e1éctricos, tales como: termi
nales, termocuplas, etc, puéde aproximarse definitivanenLe
e1 peso de1 horno, sin incluír
el crisol
y 1a sal, en
700
kgs.
E1 peso de1 horno incluyendo crisol y sal será:
Wtotal horno = 700 + 70 + 150 =
lltotal horno =
9.2.9.3
9
92O kgs.
92O kgs.
Diseño de Agarraderas para transporte de horno
.2.9.3. 1 Dimensionamiento
Con base en el anLerior cálculo,
e1 peso a levantar es
92O kgs. por comodidad y para trabajar,
de
desde ya con un
factor de seguridad, debido a 1a incertidumbre sobre e1
pe
so real, se tomará como peso total a levantar 1.000 kgs.
E1 diseño consiste en obtener e1 área resistente necesaria,
para luego dividirlo
en 2,3 6 4 secciones, según sea
nece
sario coLocar 2,3 6 4 agarraderas.
269
Unirc¡sidod -ul0n0m0
Setción
de octld¡nlc
Bibliolem
Se tiene entonces un problema de tensión sinple:
P
_f
P = fuerza actuando
P = 1000 kg.
Tomando
un espesor (e) de 1
cm
se construirán las agarraderas
(3/8t' en e I material conqué
obtenemos:
Ar = Area resistente necesaria.
FIGURA
64 Area resistente de agarraderas para t,ransporte
de horno.
270
Util izando un acero de construcción AISI 1010 con
(-y = 30 kglcm3 (27)
donde 0;
es e1 esfuerzo de fluencia o 1ínite elástico
de1
naterial.
Se obt,iene que:
entonces' Ar
ll-P
= P
Ar
Ar = @g_^=
30
ksñz
33,33
-6f
mm2
Ar = 34 mm, aproximadamente
Como
Ar = 2b x e, entonces b =
| = 34
mm2
Ar
2e
= I,7
2x(10)mm
| = 2 mm. aproximadamente
Comentario: Si se desea un factor de seguridad de 3, enton
ces se colocarán 3 agarraderas; sinembargor €s sabido que
1as condiciones de cargue y descargue de equipos no es 1a
mejor, por tanto, además de 1as tres agarraderas se hace
f=7
27
S.A. CaTá1ogo dC
Ca1i, SIDELPA, 1980 P. 1
SIDERURGICA DEL PACIFICO
27t
PTOdUCIOS
Con estas condiciones se garantíza que no se deforma ni fa
1la una agarradera en caso de que por errores de cargue'
descargue J/o transporte quede e11a sola bajo esfuerzo.
Cá1cu1o de 1a longitud requerida de soLdadura
9.2.9.3.2
Se van a unir tres agarraderas de 1 cm. de espesor con la
carcaza de 0,3 cm. Según e1 código de Fedestructuras se
se
lecciono e1 tamaño (W) de 1a soldadura y se calculará 1a
longitud mínima necesaria para resístir e1 peso de 1000 kg.
1a longitud encontrada se dividirá
enLre las tres agarrade
ras, obteniéndose así 1a nedida de1 largo de 1as agarrade
ras.
Según e1 procedimiento recomendado por 1a Anerican Welding
Society
( AI^IS )
, se Liene
Fall = Sall x A
Fall = 11.300
:
para soldaduras de fillete:
I,\l
donde; Fa11: carga transversal permisible
I^/
: Tamaño de 1a soldadura
Sa11: Esfuerzo corLante permisible
Sea l,ilmax = 3.2 mm. ( 1/8tt)
Fa1l = 11.300 1bs. x 0,]-25 pul
pu12
272
Fall = I4L2,5
1bs.
pu1
Se tiene que: para soportar I4L2,5 1bs. se requiere una
pulgada de longitud de soldadura, entonces para 2 .000 lbs.
(1000 kg) se necesita una longitud.
L = 2.000 lbs.
=
7412,51bs. / pttL
L
,4L6 pulg.
L = 316 cms.
Comentario: La longitud calculada es 1a necesaria para
so
portar 1os 1000 Fgs. de peso de1 horno según 1os criterios
tenidos en cuenta en e1 coment.ario anteriorr se dimensiona
1a agarradera.
Se busca, además, tener soldadura en e1 re
f.terzo superior de Ia carcaza, y en la carcaza nisma;
11e
gándose de esta manera a una longitud de cada agarradera de
L2 cns. que serían soldadas 6 cms. sobre el refuerzo y 6
cm.
sobre 1a carcaza.
9.2.9.4
9
Diseño de caja recibidora de sa1
.2.9 .4.r
Dinens io namiento
Con el fin de prevenir daños en 1as resistencias
y deterioro
de
de1 horno
la sa1 en caso de una posible fa1la del cri
273
so1 por corrosión,
se
ha proyectado un agujero de 50cns.
en e1 fondo del horno, el cual permite que la sal sea reco
gida en una caja para luego ser reutilizada
sin problemas
al igual que el horno, bastando con reponer o reparar
crisol
e1
averiado.
Partiendo
calcularon
de1
volúmen de la sal contenida
1as dimensi one s
Volúmen de la sal
en
e1 crisol,
s€
de la caJa, asl:
78.540 ..3
BO.0O0 cn3
Vc
: vo1únen de la caja
Vc
: 80.000
cm3
Seaa=25cm.
a,debe ser e1 valor más bajo posible, dados 1os inconvenien
tes de apertura del agujero que alojará 1a caja.
274
b, no debe ser
muy
a1to, puesto que el agujero será algo
rnás que 2b y esto Erae inconvenientes, ya que existen otros
hornos alrededor
y
sería inpracticable
un agujero de gran
longitud.
Entonces se
asume
C = 45 cms.
Vc=axbxc
b-
Vc
axc
72
80.000 .r3
25x45
72
cm.
cms.
Estos valores determinan 1as medidas del agujero que se prac
ticará en e1 piso, s€ obtiene:
t\
t\
F
I
L__
FIGURA
65 Alojamiento de caja recibidora de sal-
275
9
.2.9 .4.2
Diseño de ruedas para 1a caja.
E1 peso que soportarán las ruedas, QU€ permiten extraer
1a
caja, es:
peso de la sal = 150 kgs.
peso de l-a ca ja = ( 10 0x I22)
c*3 x 7.8 gr./.^3
x O.32
4
Ir
25x25) x
0
.rt]
= 2 3.0 kgs.
peso de 1as nanijas
=
I rLI(r,z)
x 35 cm3
7.8 gr/cn 3].2
4
= 0.600 kgs.
total = 150 + 23 + 0.6
Peso total = L74 kgs. aproximadamente
Peso
La caja dispondrá de 4 ruedas, por tanto:
peso sobre cada rueda = L74 l<A. = 43.5 kg.
-4
E1 problema es obtener e1 diámetro (D) de1 eje y el espesor
(a) de 1as platinas para que resistan l-a carga mostrada.
Las dimensiones de1 rodill-o se diseñan teniendo en cuenta
una buena area de contacto con el rie1.
E1 eje se encuentra sometido a esfuerzo cortante doble,en
t.once s :
276
I
EJE
---------------rF--
I
43, 5Kg
FIGURA
66
f = \
Ruedas
de caja recibidora de sa1.
(,
donde
esfuerzo cortante admisible del
material-
2A
V z fuerza cortante
A: Area resistente
E1 eje se construirá de naterial
LO2O
calibrado, buscando
evitar e1 maquinado, o sea que el diámetro hallado se
Lízará con uno que
se
consiga
en
fu."to 1020 calibrado = 0.4 * ú
28
norma
e1 comercio.
(28)
de Fedestrucluras* recomienda obtener Fv=0.4 Fy. El dato
de esfuerzo cortante no se obLiene en catálogos de los fabricantes
de los aceros,
El código
FEDESTRUCTIIRAS,
op. cit.
P.34
277
d = 30 kgs ./nn? (límite elástico del acero 1020 calibrado)
O.4 x 30 kgs/^n2
4 tz
L2 kgs. /nn2
kgs/mm2
Se obtiene
,
,u" f=
2 x 43,5 kgs.
12 kss. * lt'
ffiz
Comentario :
L
,52
DE
DONDE:
mm.
E1 diámetro hallado es muy bajo y puede 1le
varse hasta 6mm., sinembargo queriendose obtener una
es
LrucLura de gran solidez que resista los malos manejos de
operarios descuidados, e1 diánetro conque se construirán los
ejes de 1as ruedas será de L2 mn. Este diámetro se consigue
fácilmente en acero 1020 calibrado y el costo no se incremen
ta debido al poco material que se requiere.
El cálculo obtenido para e1 elemento más exigidor tros
mues
tra que se puede dimensionar 1a caja y ruedas sin requerir
se cá1cu1o alguno, considerando e1 criterio
de facilidad
construcción y solidez del elemento. Es importante tener
278
de
en
cuenta que esta caja se proyecta solo para una eventualidad
con 1o que su utili zaciín puede ser una vez en dos años e
inclusive una buena práctica de mantenimiento al crisol
haría que no se usase nunca, eü€ es 1o ideal.
279
Univcrsid¡d u ionomo de Occidcnlc
Sccdón B¡bliotcco
10 ANALISIS EXPERII'IENTAL
10.1
INTRODUCCION
Se pretende en este
capítulo registrar
algunas mediciones
de
temperatura que permitan establecer las condiciones reales
de trabajo con el horno, verificando de este modo los cáL
culos que se realizarán en e1 capítu1o anterior.
Se comprobarán algunas de las ventajas que se obtienen al
realízar tratamientos térmicos de temple en e1 horno
de
baño de sa1es, conparándolos con tratamientos de temple
ordinario o de temple directo.
Las mediciones de tenperatura se realízatán utilizando
tres
medios: Lermómetro de mercurio graduado con grados centígra
dos, Eizas térmicas. para diferentes temperaturas' y ternó
meLro de contacto con escala en grados aF. Se realizarán
2 tomas de temperatura a intervalo
de tiempo.
Se templarán 30 probetas de 10 mm. de diárnetro por 100
de largo de tres clases de acero : 10 probetas de acero
280
mn.
AISI D3; 10 probetas de acero 01 y 10 probetas de acero
de maquinaria ATSI 9840. Para cada acero ée templan 5 pro
betas por e1 método ordinario y 5 en e1 baño de sales.
Se
definió previamente e1 proceso de temple de cada acero, uti
lizando las hojas de material que aparecen en los anexos'
discutiéndose luego con el técnico encargado de los trata
mientos térmicos Señor Julio Torres Campos, quien aportó
liosos comentarios fruto de su experiencia en este tipo
va
de
trabajos.
Las pruebas que se realizaron a 1os aceros tenplados buscan
establ-ecer diferencias entre 1os dos procesos de temple
y
por tal raz6n las pruebas de impacto y de flexión se ejecu
taron sin hacer ensavos normalizados.
LO.2
TEMPERATURAS DEL HORNO
La temperatura que se manifiesta en la pared lateral
de1
horno no sobrepasa los 40aC tal como se había previsto.
En la cubierta superior se tomarán las temperaturas que apa
recen en 1a figura 67, para un tienpo de encendido del- hor
no de una hora, conteniendo el crisol- 100 kgs. de sa1 AS-140
en proceso de ser fundido.
En 1a figura 68 se nuestran las
temperaturas que se registran a 215 horas de encendido el
281
horno y con una carga total de 150 kgs. de sal ya fundida.
En ambos casos se colocó la temperatura en e1 centro del
crisol
y se observó la temferatura de la sa1. se rearíza
e1 cambio en el sistema de control para tomar datos sobre
1a temperatura, del horno.
47,44
65,44,4
65,43,39
FIGURA 67
en grados cenLrigrados en la cubier
ta superior a una hora de encendido el horno.
Temperat ura
7O,43,44
44,38
70,4g,lO5
FIGURA 68
Temperatura
ta superior
en
a
grados centrigrados en 1a cubier
2 horas y media de encendido e1 horno.
282
E1 horno se apaga a 1as tres horas de encendido habiendo
alcanzado su régimen estacionario.
Se teaLíza una toma
de
temperatura a 1a sal pasadas 2L horas de apagado e1 horno,
obteniéndose una temperatura de 1504C en e1 centro fundido,
se hace notar que la superficie estaba sólida en uno capa
de 3 cms. aproximadanente.
10.3
PROCESO DE TEMPLE PARA
LAS PROBETAS DE ACERO
AISI
D3
Temperatura de austenización: 9504C
Calent,amiento en e1 horno
:970eC
Tiempo de permanencia o temperatura de tenpl"e z 20 minutos
Proceso 1: Enfrianiento en acieLe
Proceso 2z Enfriamiento en baño de sales a
Tiempo de pernanencia en la sal:
2504C
15 segundos y luego
friar a1 aire.
en
Las probetas serán revenidas a 1504C durante una (1) hora in
mediatamente después de templadas.
10.4
PROCESO DE TEMPLE PARA
LAS PROBETAS DE ACERO
TenperaLura de austenizaci6n
:
8104C
Cal-entaniento en e1 horno
:
8204C
AISI
01
Tienpo de permanencia a 1a tenperatura de temple : 20 ninutos
283
Proceso 1:
Enfrianiento en aceite o agua.
Proceso 2z Enfrianiento en baño de sales a
250eC
Tiempo de permanencia en 1a sal : 15 segundos y luego en
friar
a1 aire.
Revenir 1as probetas a 1504C durante t hora innediatamente
después de1 temple.
10.5
PROCESO DE TEMPLB PARA
LAS PROBETAS DE ACERO AISI 9840
Temperatura de austenización
:
B50aC
Calentaniento en el horno
:
860eC
Tiempo de pernanencia a temperatura de temple: 17 minutos
Proceso 1 :
Enfriamiento en aceite
Proceso 2 z Enfrianiento en baño de sales a
Tiempo de perrnanencia en 1a sal:15
Luego enfriar
Re
250eC
segundos
al aire.
venir las probetas a 550eC durante 30 ninutos y
enfriar
106.
1-uego
en el aire.
RESULTADOS
Estos aparecen en las tablas 20,2L y 22 para los aceros
AISI D3, AISI 01, y AISI 9840 respectivamente.
284
H
ú
o
a
P
H
H
É E
Ol
tn
r-
r-l
t¿l
zf¡l É
E
E
z
z o
z tn
o
rñ@
f\N
1,1
E-r
@
rñ
\o
oo
H
X
h É
F4
H
g
a
g
H
p
#
o
O\O\O\@OF{e.\¡ñ¡-lO
rñnrñLn\O\O\O\O\O\O
t{
o)
U
CI
H
c)
q
'f1
c) x
úE
Fl
O\Ot@OFlCtñ¡FlO
\otñtntñ\o\o\o\o\o\o
o
z
t¡l
o)
+J
F
o
a
N
l-1
g !¡E
c¡\@O\O\OF{rtOr-{O
tntr')tñtn\O\O\O\O\O\.o
ñ
o
(ú
+J
r-{
a
€fi
dE
,-lc\¡(f)$ll1\or\@o\o
F-l
r-{
F.l
Fl
Fl
r{
r-{
0)
ú
trl
c\¡
F1
F
qH
E
:E
VP
H
O
tz
Fl
F-t
u)
H
E¡l
HE
285
'-{
Fl
C\¡
É"h
Eü
HR
\o
@.f
EE
EÉ
F{
Fl
c\¡
É
OO
r-l
Ca
oo
N
a
ñ¡
.+
@@
v
t¿
Cf)
E
ú
E
EI
F{
!.4
-l
F
tr
H
Fl
rl
\Otñ@Or\O@\O\t.SCn
-ú .ü (n Crl (n F{
-l
F{ Fl
Fl
rnrn@\oncqñ¡toFlFl
.ú -S CO í) Cn F{
r-l
Fl
F{
rl
Fl
ñ
a
H
t{
f\tnCf)O\O\O\rnNLnCr)
.+ .+ .+ C¡ Cn r-l
q)
c)
u
d
É
Y
x
É
F
c)
c)
Fl
o)
+J
z
N
F¡l
o)
ú
g
g
I
o
(tt
+J
-l
o
o
É
F
c.¡
€fi
dE
r'1 2
AEI
OE
F1
FA
F
EE
HH
o
tz
FA
u)
r-a
A
286
rl
Át
E}
r-{
CN
ro
FI
r-{
N
HE
É
a
tno
t¡.)F
oo
cl\
v
rntn
$.+
tñ
F
H
IE¡
r
.s
@
o\
H
a
H
0)
t{
+J
x
tr
c)
(It
ooooo@oñ¡oN
cft cn cn co co ñ¡ cf) co cD
cf)
@OOOOF'@-lcOFl
ñ¡ cn cf) cO Cn
c.¡
c\¡
cn
ñ¡
(n
OOOOOOi('\ÉtOc!
cr1 Ca Cr) cn cn
c\¡
ñ¡
(n
(n
(n
rlc\¡Cn.stñ\OF@O\O
C\¡ e\¡ N
e\¡ (\¡
N
N
C\¡ C\¡
&
ñq)
c)
ñ
o)
+J
r{
z
.r'l
lrl
c)
N
lrl
E
É
o
trl
v)
+J
o
¡r
X
+J
-
a
o
N
N
€fi
dE
H
F¡
F
FE
HE
EE
trl
o
tza
H
Fl
H
trl
287
Cf)
10.7
DISCUSION DE RESULTADOS
El temple realizado a las probetas de acero AISI D3 se
con
sideró correctamente ejecutado y los resul-tados por tanto
son confiables.
E1 temple de las probetas de ttacero plataff (similar
ro Arsr'01) presenta varias fa11as.
al-
ace
rnicial-mente estas pro
betas se templaron siguiendo e1 procedimiento recomendado
en la sección 10.4 con 1o que se obtuvo valores bajísimos
de dureza; se procedió entonces a recocerlo a una tempera
tura de 7504c durante dos horas dejándo1o enfriar en e1 hor
oo, finalmente se volvieron a templar siendo muy cuidadosos
en e1 control de 1os paiámetros. Los resultados obt,enidos
se registran en la tabla 2L y como se observa quedaron
nuevament.e ma1
templados; sinembargo estos resultados
nos
permiten concluir sobre algunas pruebas.
Las probetas de acero AISI 9840 quedaron nal tenpladas,
prácticamente 1a dureza que se obtuvo es la del material
en estado de suministro.
Debido a 1os inconvenientes presentados en este primer
ana
lisis
experinental y por sugerencia de1 rngeniero Jesús
David castáñeda se procede a templar otras 20 probetas
288
de
dos clases de acero, las cuales junto con 1as probetas dis
ponibles de1 acero AISI D3, serán analizadas en su dureza
y en su deflexión bajo una carga, deterninada.
Se anal-i-za
rá 1a dureza a 1o largo de 1a probeta con mediciones cada
2 mm.los nuevos aceros incluidos en el analisis
acero AISi
PzO
y el acero
ASSAB
son eI
DF-2 (AISI01), para los cua
1es se define e1 proceso de temple en las secciones L0.8
y
10.9
10.8
PROCESO DE TEMPLE PARA
DF-2 (ArSr 01)
LAS PROBETAS DE ACERO ASSAB
Temperatura de austenizaci-6n :
810eC
Calentarniento en el horno
810 eC
:
Tiempo de permanencia a l-a tenperatura de temple: 30 minutos
Proceso I :
Enfriamiento en aceite
Proceso 2 z Enfriamiento en baño de sales a
225eC
Tiempo de permanencia en la sal : 15 segundos y luego enfriar
al aire.
Revenido de las probetas a L75eC durante 30 ¡ninutos inmedia
tamente después de1 temple.
10.9
PROCESO DE TEMPLE PARA
LAS PROBETAS DE ACERO AISI
P2O
Temperatura de austenizaci-6n : 8504C
289
r'¡ivorsid;d urooom0 de Occid¡nl¡
Sección Biblioteco
Calentamiento en e1 horno :
8604C
Tiempo de permanencia a 1a temperatura de temple: 30 minuLos
Proceso 1 : Enfriamiento en aceite
Proceso 2 z Enfriamiento en baño de sales a
22OeC
Tiempo de permanencia en l-a sa1 : 15 ségundos y luego en
friar
al aire.
Révenir inmediatamente después de1 ternple a 1504C durante
30 minutos.
0bservación:
Las probetas con destino a1 ensayo de flexión
son de 10 nm. de diámetro, ta1 y cono se han utilizado en
1os otros aceros analizados; pero, 1as que se usarán para
el análisis
de dureza son de L6 mm. de diámetro.
Esta nodi
ficación se hace debido a que comercialnente este acero se
consigue a partir de diámetros de 20 mn. y se perdería mu
cho tiempo maquinando hasta obtener probetas de 10 nm. de
diánetro. E1 uso de diámetros de 16 mm. es benéfico por la
facilidad
en 1as tomas de dureza y porque puede 1_ograrse
una mejor apreciación en 1os resultados esperados.
10.10
RESUTTADOS OBTENIDOS EN
DE ACERO AISI Pzg, ArSr
EL ANALISIS DE LAS PROBETAS
D3 ASSAB BF-2 (AISI 01)
Los resultados que se obtienen de las t,omas de dureza de las
probetas, aparecen en las Lablas 23r24 y 25, con base en es
290
tos datos se realizaron las gráficas 69, 7O y 7I respecti
vamenLe.
29r
iiF
+s
i!:
:t{
t::L:
tl I
'.:frr1-
:
5O
r: I ::1
'-r_'i-
-
;::1::::l: ::l
::: i ::
1:::99
:: l: J :: r:
--;.
r: i :ll
r---rt-,
:-r-,
r
I
I
:
l -r :
:
-r:t-i.l
LI
.1,--!
l
:
:
,iFt'Gü
: ::_;-ir+: 8,r
;1:: lr:r:i
:11::;Ir:ri: -_ri_,
:f:::_J:r:ilr ::l:r i
.F-tt:*;lj ::it:
TABLA
23 Datos de dureza
( ASSAB/DF
-2)
para 1as
TEMPERATURA EN ACEITE
I
2
3
4
5
6
7
8
9
10
11
L2
13
l4
15
16
L7
18
L9
20
2L
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
probetas AISI
01
TEMPLADAS EN SALES
c
F
H
G
62
61
61
6L
62
61
63
62
63
62
65
62
61
6s
62
64
62
62
61
6L
60
60
60
61
6l-
60
6L
61
6L
60
61
61
61
6r-
6t
60
60
60
60
60
61
60
60
s9
61
60
6T
61
61
60
61
61
61
61
62
6L
6L
61
60
60
61
61
60
6L
60
61
61
62
61
60
60
60
60
60
60
60
59
61
60
A
B
62
62
62
62
61
62
62
64
63
62
62
63
63
62
57
63
62
62
62
6L
6L
62
64
63
62
62
62
64
63
64
64
62
62
62
62
64
62
63
65
64
6L
63
62
62
63
63
63
63
63
63
62
64
63
63
62
61
63
63
62
64
62
62
62
64
64
62
63
63
62
61
62
63
62
62
62
63
62
62
62
6r
6L
62
62
63
63
63
64
64
62
62
64
63
63
62
62
62
62
63
62
62
63
61
60
66
59
60
60
61
60
60
6I
61
6f
60
60
60
61
61
61
60
60
60
29s
s9
60
6L
62
61
61
60
61
62
6r_
6L
6L
62
61
61
61
60
61
6L
60
61
61
60
61
61
61
6L
61
6L
6L
61
61
60
61
6L
6L
61
62
61
ConLinuación tabla
23
ACEITE
TEMPLADA
4L
42
43
44
45
46
47
48
49
62
6L
64
63
63
62
62
62
61
64
63
63
64
64
62
62
63
63
63
54
62
63
62
62
63
62
62
61
61
61
6r.
61
61
60
62
60
60
59
60
61
*
**
***
62,36
62,73
62,39
0,85
0,81
62,06
60,30
60,57 60,99
0,70
0,57
*.tf lf tf
0,89
60
61
60
60
61
61
61
59
61
60
61
61
62
62
60,59
0,67
o
O,64
,62
lr
Dureza promedio para cada probeta
**
Dureza promedio para e1 medio de temple correspondiente
rr*n besvi-ación standard (s) para cada probeta
*Ji** Desviaclón standard pronedio (sprom) para e1 medio de tem
ple correspondiente.
296
TAtsLA
24 Datos de dureza para las probetas AISI
TEMPLADAS EN
13
I
2
3
4
5
6
7
8
9
10
11
L2
13
T4
15
L6
L7
18
19
20
2T
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
59
s9
59
60
61
60
60
s9
59
59
59
59
59
s9
SALES
15
16
T7
19
59
59
59
59
59
59
59
59
59
59
59
58
59
s9
60
60
60
60
60
60
60
60
60
59
60
s9
59
59
s9
59
59
s9
59
59
60
60
60
60
60
60
60
60
60
60
60
60
61
60
61
60
s9
60
60
61
61
60
60
62
60
58
60
60
61
60
60
60
60
61
61
61
61
61
61
s9
59
s9
59
s9
s9
59
59
59
59
s9
59
59
59
59
s9
s9
59
s9
60
60
59
59
59
60
60
60
60
TEMPLADAS EN ACEITE
L4
59
59
59
59
s9
59
59
D3
s9
59
59
59
s9
59
s9
59
s9
59
s9
s9
59
59
59
59
59
59
s9
s9
s9
297
61_
61
61
6L
6r-
60
61
61
61
6L
62
62
60
60
6L
61
61
61
60
61
6T
61
61_
61
61
60
60
61
60
60
60
61
6L
61
61
6L
61
6L
64
62
62
61
6L
61
61
62
61
61
61
6161_
62
63
63
63
63
63
63
62
62
63
63
63
62
63
62
62
61
62
62
62
62
61.
60
61
60
6I
61
6L
61
6T
6r_
62
61
61
61
61
61
6L
61
62
62
62
62
61
61
61
Continuación tabla
24
TEMPLADAS EN SALES
TEMPLADAS EN ACEITE
13
r4
15
16
L7
19
4L
42
43
44
45
46
47
48
49
59
60
s9
60
59
s9
60
59
60
60
60
60
60
60
60
60
61
6T
62
62
62
62
60
6L
60
60
60
6r
s9
59
s9
59
59
s9
59
s9
58
59
.tt
s9.18
s9.00
59.73
60.79
6L.7L
61.11
60.85
.49
59. 30
o .20
o .42
0. s9
0.63
1.0
0.76
0.67
t+.¡+
nt+{+
ft*ff*
o
62
62
61
6L
62
6I
60
60
61
6r_
61
6I
6L
6L
61
61
l+
Dureza promedio- para cada probeta
tr't+ Dureza promedio para e1 medio de temple correspondiente
**t+ Desyíaclónstandard (s) para cada probeta
tsl+*lt DesviacL6n standard promedio ( sprom) para e1 nedio de tem
p1e correspondiente.
298
TABLA
25 Datos de dureza para las probetas AISI
TEMPLADAS EN
1
2
3
4
5
6
7
8
9
10
11
I2
13
L4
15
16
L7
18
19
20
2L
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
ACEITE
PzO
TEMPLADAS EN &ILLS
34
35
36
31
32
33
52
54
53
53
55
53
53
55
55
53
54
54
52
53
53
52
52
53
52
55
54
54
54
54
55
53
56
54
55
56
54
55
55
55
53
54
54
52
54
54
53
53
54
53
53
53
52
53
52
53
53
52
52
47
50
47
51
52
51
52
53
54
54
54
54
55
54
54
53
54
55
55
53
54
53
53
53
54
53
53
54
54
52
53
53
53
52
53
52
52
52
52
51
52
52
52
53
53
53
54
53
54
53
s6
53
54
39
40
53
52
53
52
53
52
52
52
51
52
50
50
50
50
51
51
50
50
51
50
51
50
50
50
50
49
50
50
50
50
50
50
49
50
51
50
51
50
50
51
53
51
51
50
52
50
52
52
51
52
51
50
53
52
53
51
51
51
51
51
51
51
51
50
50
50
50
50
50
50
49
48
48
49
49
48
49
48
47
47
48
48
48
48
48
48
47
47
47
48
47
s3
51
52
52
52
51
51
51
52
52
52
51
51
52
52
51
50
51
50
50
51
51
49
52
51
50
49
50
50
48
49
49
50
49
50
48
50
50
49
4L
49
299
Universid¿d
.
uron0rno
(erridn
de 0cddcnl¡
BibliotecO
Continuación tabla
TEMPLADAS
EN
34
35
4L
42
43
44
50
50
50
4s
50
51
52
50
51
46
47
48
49
51
51,59
l+
tt
J+**
l&
It
.,f
25
1,36
tt Jt
ACEITE
36
TEMPLADAS EN SALES
31
33
32
51
52
51
51
53
51
49
49
48
48
49
50
50
49
48
52,79
52,53
L ,46
L,27
52,9L
50
51
52
51
52
52
51
52
53
52
52
52
52
1
L,82
52
54
53
53
54
52
52
53
51
50, 91 49,24
50, 05
Lr2
48
49
49
49
49
49
49
49
49
1r5
1'5
Jt
Dureza pronedio para cada probeta
''s* Dureza promedio para e1 medio de tenple correspondients
**r+ Desvia'clónstandard (s) para cada probeta
'lr'$tt'lr Desviación
standard promedio ( spron) para e1 nedio de tem
p1e correspondiente.
300
CONCLUSIONES
11
11.1 Le
tiales
sbe 1as conductividades térmicas de l-os mate
utilizados en 1a consLrucción del horno son confia
datos
b1es. Esto se ve-rifica
peraturas estimal.",
por la poca variación en 1as
tem
especialmenLe en 1a cubierta 1atera1,
así como por el tiempo esperado de respuesta para obtener
régimen estacionario en e1 horno.
L1..z Ia eficierria es régimen estacionario es alto ' como se ha
bía calculado, ya que una vez obtenide 1a temperatura de
trabajo de 1a sa1, esta se mantiene por largo tiempo una
vez apagado e1 horno.
Aún si se quisiera,
por seguridad'
apagar el horno a diario el consumo de potencia es bajo'
Yg
que e1 horno conserva la sa1 a temperatura de fusión, bastan
do poco tiempo de reencendido'para obtener las temperaturas
de trabajo.
lL;3 I€s
tefnperaulzs
que se manif iestan en la cubierta superior
son normales y según datos de experiencia se dice que son
necesarias, ya que de 1o contrario se presentaría zoÍras
frías en 1a parte superior de 1a sa1, sinembargo, consideramos
301
que estas tenperaturas pueden disninuirse con el uso de la
na mineral en la cubierta superior y/o con e1 uso de una
es
pecie de empaque hecho de tela de asbesto, ubicado entre
el-
ani11o de críso1 y que cubra e1 espacio radianLe de 1as re
sistencias superiores evitando pérdidas (fugas) de calor
por 1os espacios dejados éntre e1 aro del crisol
y la cubier
ta superior.
ts del baño de sa1 para e1 proceso Martempering
obliga a que prácticamente todo el tiempo el baño este des
77.4
Arrqrc el
tapado r €s conveniente disponer de una tapa cuidadosamente
diseñada a fin de que se nejore la eficiencia
del horno
tanto en el encendido como en e1 mantenimiento de temperatu
ras cuando é1 este apagado, al misno tiempo que protege la
sal de posibles contaninantes por suciedades y hunedad es
peialmente.
La tapa será también muy útit
cuando se reali
cen procesos de austempering, donde 1os tienpos de
permanen
cia en el baño son largos pudiendo ser de varias horas.
1l-.5
por el fabricante de la sal en
Ios dat6 sministradm
to a la densidad¡ s€ verificaron
e1 crisol
para 1a sal AS-140' ya
se cargó con 1os 150 kg.
se una altura de 45
cm,
cuan
que
calculados, obteniéndo
. a1 ser fudida dicha sal. En conse
cuencia se obtuvo una altura de 15 cm. libres de crisol'
con
1o que se garantiza que no habrá rebosamiento de sal cuando
302
\
ingrese la masa de maLerial a templar; esta altura tanbién
puede facilitar
sugerida
1L.6 Ocn
bas
en
e1 alojamiento de una porción de la tapa
anteriormente.
aná1isis experiment,al, cuyos resulta
el firer
dos se muestran en la sección 10.6r s€ observa que 1a ener
gía absorvida en e1 impacto es mayor para l-as probetas
fueron templadas en e1 baño de sales.
que
Los valores de dure
za son mas altos para las probetas de acero AISI D3 tenpla
das en aceite, no se concl-uye nada sobre las áur"ra" obteni
das en 1ós aceros AISI 01
(ACERO PLATA)y
el acero AISI
9840
ya gue esLos quedaron mal templados. La flexión es nayor
en las probetas de acero AISI D3 y AISI 9840 templadas
en
el baño de sales; en e1 caso del acero AISI 01 (acero plata)
este factor es mayor para las probetas templadas en agua,
1o cual es normal ya que éstas debido a su baja dureza
se
deforman p1ásticamente
experinental muestra def initivamente
que
las durezas obtenidas por temple ordinario son más altas
que
11.7 El segt!tr aínffsüi.
las obtenidas al tenplar en baño de sales.
Las durezas
pa
ra las probetas del acero AISI 01 (ASSAB DF-2) y del AISI
D3
templados en aceite superan en 1,8 puntos de dureza Rockrvell
C(HRC) a las templadas en baño de sal-es; en el caso del- ace
ro AISI
PzO
esta diferencia es de 2,48 puntos de HRC. Los
303
va
lores de dureza a 1o largo de las probetas templ-adas en
e1 baño de sales son ligeramente menos variables que las
obtenidas a 1o largo de las probetas tenpladas en aceite;
no se ve con claridad la mayor homogeneidad de estas dure
zas debido a que e1 poco tamaño de 1as probetas hace que
e1 medio enfriante no se caliente hasta valores que perju
diquen ta1 característica.
lL.8 ta a¡terior:ccrrlusión se conf j-rma para 1os aceros AISI
(ASSAB
01
DF-2), y AISI D3 con bases estadísticas de la desvia
ción standard como se indica en las tablas 23 v 24. En el
caso del acero AISI PzO no se demuestra una mayor regulari
dad en 1as durezas obtenidas por tenple en baños de sales.
304
BIBLIOGRAFIA
H. Introducción a l-a Metalurgia Física 2 ed.
México, Mc Graw Hill, 1981 p 695
AVNER, Sydney
E. Piincipios de Metalurgia Física
México, Continental, 1980 p. 813
REED-HILL, Robert
2ed.
Albert G. Metalurgia Física para Ingenieros. México,
Interamericano, 1981 p. 374
GUY,
José. Tratanientos Térnicos de 1os Aceros
8ed. Madrid, Dossat, L974 p. 740
APRAIZ BARREIR0,
Klaus y SCHRAMM, Klaus. Temple de1 Acero; Manual para
e1 Trataniento Térmico de las Aleaciones de hierro. Ma
WANKE,
drid, Aguilar, L962 p.
509
Asdrúba1. Tecnología del Trataniento térnico de
los Metales, Medellln, Universidad de Antioquia 1986
p. 637
VALBNCIA,
J. Técnico y Práctico de1 Tratamiento Térnico de 1os
Metales Ferreor. Barcelona, B1-une L97O p. 52O
PASCUAL,
BURTON,
p.
Malcoln S. Metalurgia Aplicada. Madrid, Aguilar,
447
305
1961
PAcrFrco
SIDELPA 1980, p. 1
STDERURGTcA DEL
s.A. cará1ogo de producros, cati
Federación colonbiana de Fabricantes de
EstrucLuras Metá1icas, código de Construcciones Metá1icas
2ed. Bogotá, 198L, p. L4L
FEDESTRUCTURAS.
HALL-ALLEN, HOL0üIENK0, A1f rect y LAUGHLTN, Hernán, Diseño de
Máquinas, McGraw Hi11, 1980, p. 344
tr.Iilliam A. Resistencia de Materiales, México,
Hi11, 1-980 p. 300
NASH,
PALACT0S REPARAz,
bajo en frío,
1983, p. 12
McGraw
José María. Aceros de Herramientas para Tra
Madrirl, REvista Deformación Metálica gg
PALACI0S REPARAZ, José
María. Consideraciones sobre Los Aceros
de HerramienLas y su Tratarniento Térmico, Madrid, Revista
Deformación Merálica 99, 19g4, p. 15
Max. Tratamientos Térmicos, procedimientos y
REsultados. Madrid, Revista Deformación Metálica gg, 19g3,
p. 4
BRUNNER I'íUELLER,
Héctor. Acero Rápido para Trabajo en frío,
drid, Revista Deformación Metálica 99, 19g4, p. l3
BLANC0 SANSA,
Ma
Pedro. seminario sobre Mecanizado Eficaz, conocinieto
de Materiales, Ca1i, SENA-ASTIN, 19g5, p. 15
SAENZ,
A. Tecnología de 1os oficios Metalúrgicos 3g ed.
Barcelona, Reverté, !974, p. 552
LEYEXTSETLER,
T6
NORMAS DE CALTDAD.
Hierro y Acero 5ed. Bilbao, Banzolo
L975 p. 448
de Aceros Especiales,
REYDIN LTDA. Catá1ogo
Reydin 198 p.
uNrrEc AcEROs
Boehler
CIA
ftserf
, Cali
55
, I97 p.
Manual- de Aceros Finos frsetr,
s.A.
BOEHLER
cali
46
División de Aceros para Herramien
tas. Selección, Aplicación y Tratamientos Térmicos,
frser', Bogotá, Thyssen Edelstahlwerke, 1984, p. 90
GENERAL DE ACEROS
LTDA.
Gustavo. Equivalencias de Nornas y marcas de
los Aceros para herramientas. ttsett, Bogotá, rnacero, 1996,
PEREZ RAMTREz,
p.1
rNSTrrurO IIAcTONAL DEL ACERO. rNACER0 TAbla Selecriva de
Aceros Especiales Sidelpa, rrserr, Bogotá, Inacero, 1986,
p.
4
LTDA. TAbla de Equivalencias de Aceros frsef,ts.L."
198, p. I
AcEROscOL
ALUACEP.OS,
p. I
Aceros Especiales. "Se", Cali, ALUACER0S, Lg7,
Aceros Especiales disponibles en Colombia,
rrserr, Cali, Ronnel, 198 p. 1
INDUSTRIAS R0l'lMERL.
UNITEC ACEROS BOEHLER
198, 151 p.
S.A. Manual de Aceros Finos,
307
rfserr Cali
ZINNA, Niño. Tratanientos Térmicos Zed., Barcelona,
CEAC, 1985 p. 2I8
c. Mariano, criterios de selección y Tratamien
Los Térmicos de Aceros para herrani_entas, clasifica
ción composición y valores de mecanizado, Ca1i, SENA
1985 p. 108.
BENAVTDEz
sERvrcr0 NAcT0NAL DE APRENDTzAJE, Bogotá. Módu1o Básico
de Máquinas l{erramientas; Tratanientos Térmicos ttS.Ltt
tts.c.tr, rg75 p. 77
stig R. Tratamienros Térmrcos y ser-ecci6n de
aceros grado herrarnienta. ttS. L. tt, ASSAB pub. 56l M 1980
p. 31
SAMUELSS0N,
María. Fallos por Temple en 1as Herra
mientas de acero. sus causas y remedios. Madrid, Revista
deformación metálica 116, 1986 p. L7
PALACrOs REPARAZ, José
DEGUSSA ABTELUNG DURFERRTT.
ttS.e." L975 p.
Manual de Temple. Franfarr A.M.
161
EMPRESA DE REFRACTARIOS COLOMBIANOSS.A.
Mede11ln, erecos, 1980 p.
Catá1ogo de Productos
52
vulcANo LTDA. Cará1ogo General de producros
tts.L." rts.c.tr 1gB0 p. 12
REFRAcTART0S
ATSLAMTENTOS TERMrcOs
Y
FTBRAS TNDUSTRTALES LTDA. Carálogo
de Productos, Multigrafo Ltda., Mede11ín j_980 p.
KVERNELAND,
Lz
Knut 0. hlorld Metric standards for engineering
steel naterial dato 1200 c.A.
rg7g,
308
New
york rndustrial prees
Lionel S. Manual del Ingeniero Mecánico de Marks
Vo1únen 1, México, Hispanoamerica, L979, p. 1-482
MARKS,
THE KANTHAL HANDB00K,
Kanthal 1-983, p.
Resistence A11yos, ttSet' Sweden, Bulten
96
TRINKS, trí y MAh'HINNEY M. H. Hornos
Bilbao L975, 506 p.
MUÑIZ, A.H. Introducción
IndústriaLes,
Vo1úmen
2
a la teorla de Hornos y Combustión,
Instituto Nacional
Boletín Técnico 18, rfSetr Buenos Aires,
de Tecnología Industrial INTI, 1-975 p.
3
309
Uniwnidod auionomo da 0tcld¡nl¡
Sección libiiotsco
ANEX0 1 Hoja de Material del- acero AISI
01
1 Especifícaciones:
95 MnCrw
ISO
DIN
AIS I
No. Aleman
Material
1
100 MnCrw 4
01
de1
1.2510
2. Denoninación
según
casa fabricante v distribuidora.
Denominación C
Distribuidor
REYDTN
RUSS
Cr
Mo
Mn
V
Si
I'J
3
0.93 0.60
1.10 0.25 0.10 0.o
-,S
0.95 0.50
l.m
0.95 0.60
1.10 0.25 0.10 0.0
(Rochling)
UNITEC
(Coehler)
K 460
,stJIIT
ACEROSCOL LTDA. IIIYRCIIR
(Thyssen)
2510
ALUACEROS KEE'¡AI]N 0.S 0.50
(Atlas Steel)
CASA
STTECA
l.m 0.60
ú-2
L.n
0.30 0.10
0.I
0.15
0.@
1.30 0.25 0.10
0.70
(Assab)
3.
Características
y aplicaciones
Es un acero indefornable, de gran adaptabilidad para
nes, buena resistencia
nultiples aplicacio
a1 desgast.e y magnifica tenacidad,
3t_0
0.60
sua
ve en el mecanizad,o. Templable en baño isotérmico o acei
te.
Es un acero universal para 1a elaboración de nultiples
herramientas, Lales cono
:
Matrices y punzones de corte para aluminio y aleaciones,
cobre y materiales p1ásticos.
Cuchillas de cizallas (planas y redondas) para espesores
hast,a de 4 mi1ímetros.
Dispositivos para roscar, fresar y escariar
Herramientas para 1ab-rar nadera y estampar
Moldes para p1ásticos y resinas sintéticas
Calibradores y elementos de medición y control
Guías y pines para matricería.
4.
Propiedades físicas
y características
Conductividad térmica (J/cn.seg. aC) ":
mecánicas.
O.335/a 2OeC
0.32Q/ a 3504C
0.3O5/a 7004C
Resistencia a 1a tracción en estado recocido z 65-75 kg/nn2
Dureza Brinell en estado recocido
z 230 HB náximo
Dureza Rockwell C en estado templado:
63-65
Rc
Densidad
.
7,85 gr/cn3
Calor específico
:
0.46 J/gr.eC
311
Tratamiento Térnico
TB"ÍPERATTIRA 9C
PROCESO
74O
RECOCIDO
a
OBSERVACIONES
Enfrianiento al
hornode2a3hrs
780
CALENTAMIENTO
PREVIO AL
TEM
PLE
Lento hasta
TEMPERATURA
DE TEMPLE
780 a 840 Tempe
ratura de austen
nización 8104C
(fie. 1)
Mantener hasta l-a
igualación de tenpe
MEDIO DE
Aceite o baño
sa1 de 200'á
Mantener hasta la igua
lación de tenperatura
EN
FRIAMIENTO
( APAGADo)
REVENIDO
650
2504c Ms=200ac
(fie.2)
100
a
4004C
(fie.2)
3r2
de
laC/min por cada mm
de espesor de l-a pa
red. Si se usa baño
de sa1, precalentar
hasta 400eC.
ratura.
(análisis de fig. 1, en
friar luego al aire).
Revenirse después del
temple. Mantener t hora
por cada 25 nilímetros
enfriar luego a1 aire.
O Durcu ¿ err HV
8.. l@currpqrr¡rtar e
prt¡uc.
tr¡rr Lrr %
09... 3¡i P.rr¡r(tn, .lr ¡nlnr'
'ilrrht,¡. '.r rl.{ í ¡l¡ilJ( '(,n tr,-(ll
orl'¡,¡r,,,¡¡) rl' 800 ¡ fi00
,rr1i,.qr lo-l
0
SárlüñdG
ffi
| 2 4 8t53060
M,,,u,u¡
i-l--T-¡-;¡
,,¡¡,{,
i- tDr u¡
Diagrana de enfrianiento
-i t
contínuo
Trmpcring Cud. lappr. Yalue3l
o
t
E
i
I
l
d
Diagrana de Revenido
REYDIN LTDA. Catálogo de aceros especiales
Ca1i, Reydin 198 p. 22
313
ttSeI
2 Hoja de Marerial
ANEXO
I
del_
z 2IO Cr L2
: X zLO Cr L2
:D3
AISI
Na Aleman de Mate
rial
:
1.2080
Denoninación según casa fabricante y distribuidora
DISIRIHIIM
RHDIN
IETMINACICIII C
Rm4
CT
2.O r2.O
(Rochljng)
ESmrjL
IJNNE
nm
Á(Bffitl.
I.JMA.
(Thyseen)
Allrmmcs
(Atlas Steel)
e¿sA
D3
Especificaciones
ISO
DIN
2
acero AISI
glma
TI{YKUIR
R¡O
K
2.0
m
Z.@ j2.O
SffiAL
)c^I5
0 11,5
2.m
3L4
ltfi
Si
0.33 0.30
o.3o
v
T.J
o.ro
0.20
D.O
2.O5 12.5
(Assab)
16
0.m o.I
1.10
Características
y aplicaciones
Es un acero de herramienta para trabajo en frío , Qü€ I POr
pertener a los grados de1 grupo al_to carbono
alto cromo,
presenLa excelents propiedades de conservación de filos e
indeformabilidad en e1 tratamiento térmico. De alta resis
Lencia a1 desgaste, templables en aceite, baño i sotérmico
o aire.
se utiliza
en 1a fabricación de herramientas con exigencias
de alta resistencia a1 desgaste por fricción y abrasión pa
ra 1a industria ceránica y 1-adri11era, Herranientas de cor
te para cartón y acero hasta de 4 milíneLros de espesor.
Herranientas para curvar aceros de gran resistencia, herra
mientas para noldear a alta presión, desbardar, escariar, fre
sar, tarrajar.
También se enplea para herranientas forjadas en moldes, mar
ti11os, tenazas, et,c. Es adernás indicado en l-as estampas
para forjar hierro y acero, en 1os cilindros de laninación
caliente.
4 Propiedades físicas
en
y característ,icas necánicas
Conductividad rérmica (W/maC)
:
20/ a
27eC
Resistencia a 1a tracción en estado recocido :
315
70-g0 kg/nnz
DJreza
hiffFll en estado recocido
240 HB máximo
Dureza Rockr+ell C en estado tem
plado
60-63
Rc
Densidad
7,7O gr/cm3
Calor específico
O'46J/gr.
aC
Tratamiento Térnico
PROCESO
RECOCIDO
TH"IPERATURA EC
OBSERVACIONES
800 a 850
Enfria¡niento lento
en el horno
CALENTAMIENTO
PREVIO AL TH'IPLE
TEMPERATT]RA DE
TEMPLE
lentamente has
ta
8504c
930 a 980
temperatura de aus
tenización:
(fie.1)
MEDIO DE ENFRIAMIEN
T0
(APAGADO)
950oC
Aceite, aire o
baño de sal
mo/4so 6 220/2so
Mantener durante 20
minutos nínimo. Es
pesores superiores
a 20 m. aumentar
lmin. por cada nilí
netro de espesor.
Hast,a 0 = 30mn en ai
re. Formas simples:
t+O}/45OeC. Formas
conplicadas
REVENIDO
150
a
(fie.
316
300
2)
Revenirse después
de1 tenple. Mantener
I hora nínino. Por
cada 20 rnm de espe
sor adicional- contar
I hora más.
?
Orrrufa en DV
10O Corn¡roncnl,:.s d.
eslructuta cn " ,
(r 33
ltlO P¡r.in¡. l¡u (1r, . ntr r,,
llt¡utito. cs o!ic,r dr,tit{:¡L,¡t l,
enlrramrenlo de 6C0-500, C erl
s x 10 ?
ttc
o
a
I
ñ
o
E
o
i-t-jl-,E-dE
minuros
lrem@
Di ag rama
T_-l--ü-il]
hori¡5 i--I--fl
Jras
de enfriamiento contínuo
-f
-t
-t-
r!v
c5Ci
tI
(u
o
üot
f
O42
$
]--f'-f30Ll-
0
r@ 2@
I
o
IT
¡tq) 5m 6m
¡m
Temp€ratura de Revenido en oC
8@
Diagrama de revenido
UNITEC ACEROS BOEHLER,
CIA.
op. cit.
p.
60
GENERAL DE ACEROS LTDA. División de Aceros para
Selección, Aplicación y Tratamiento
Herramientas.
Térnico, ttSett , Bogotá, Thyssen Edelstáhlwerke
3L7
ANEXO
1.
3 Hoja de Material
del Acero AISI
P2O
Especificaciones
ISO
DIN
¡
40 CrMgMaS 8-6
A]SI
;
P20
N. ALEMAN DE MATERIAL:
2.
1
' 2312
Denominaci6n según casa fabricante
Distribuidor
REYDTN
(RochIing)
IJN]TEC
Denominación C
Cr lla
ltn
Si
V
O'40 1 '95 O'20 1'50 0'40 0'
Moulrex A
O'33 1'70 O'40 0'80
¡l 200
Vew
y distribuidora'
w
10
( 0'80 S
)
(Boehler)
LTDA. TtrYroPlast
23'12
(fhyssen)
I4oId Special
ALUACEROS
(Atlas Steel)
O'4O2'OOO'20 1'50 ( 0'10 S)
O'33 1'70 O'4O 0'80 0'50
CASA SUECA
0'36 1'4Oo'2OO'70 O'30 (1'4Ni)
ACEROSCOL
(Assab)
718
3. Características y Aplicaciones
Se caracteriza
por Ia
homog¡eneidad
318
de su estructurat eleyAda pur€z¿r
alto grado de puJ-l-mento, buena resistencl.a aI aalor, buena
templabilidad y mecanibilidad.
Es utitizable
ticos.
en noldes y matrices para inyecci6n de plas
También se puede utilízar
en l-a fabricaci6n de
po
leas r piñones de nódulo grande, soportes y piezas de maqui
naria.
4. PROPIEDADES FISICAS Y CARACTERISTICAS
-
-
MECANICAS
Conductividad t€rmica
'Resistencia a la traccl_ón en estado reco
cido
:
7O-8 O
Xg/^
Dureza Brinel-l en estado recocido
z 235 He
Dureza Rockwell C en estado teurplado
:
50
2
máximo
Rc
319
Universi0ud -r¡¡t,r¡0rlr0
Sección
de
Biblioteao
oCcld¡nlt
5. Tratarfriento T6rrrico
Proceso
Recocido
Tenperatura
72O
a
Obsert¡aciones
Enfriar en el horno 10 a
74O
2Ooé/}rsra hasta 600oC y
Iuegp
enfriar aI aire.
CaLentamiento
previo aI teurple
Temperatura de
temple
Medio de
enfriamiento
(apagado)
Revenido
650
tenrpera Uantener La temperatura
:Hi,'3ráiEfill"?, de 15 a 20 mlnutos
840 a 870
Aceite o baño de
sa]- de 180 a 220oC
Ms
=
320eC
20 a
7OO
220
Según diagrama figrura
2
r200
lt@
tmo
900
800
7@
6frt
-.419¡¡¡5i+r
2.5.5.00 7.6 la6
500
aoc
I
o.
3oo
¡
ülm
FO
üwr!''u'
|i-TTIET-6"
r¡,nur6
í-T--l-6-lEl4
Ho,d!
i-l -r-To
Diagrama de enfriamiento contínuo
Díagrama de Revenirlo
70,--
r--_--*--+..
66i-
:l
" t)|
€l
o
5
oi
a6:
Ternperatura de R¡lvcnir.lr¡ cn r,l.'
Diagrama de revenido
ciL, p. 103
DE ACEROS LTDA. 0p. cit, p.
UNITEC ACEROS BOELHER,op.
CIA
GENERAL
32L
87
Al{ExO
4 Hoja de ¡¡aterial
de1 Acero AISI S
1
1. Especificaciones
2.,
ISO
:
60 WCrV
2
DIN
¡
60 WCrV
7
AISI
:S'l
NO. ALEMAN DE MATERIAL
¡
Denominaci6n según
Distrijcuidor r
REYDTN
(nochling)
UNTTEC
;
ACEROSCOL
(Thyssen)
LTDA.
AT,UACEROS
(Atlas Steel)
RT!{2H
455
V
W
0.45 1.20--
0.30 1.000.182.00
0.63
0. 30 0. 60 0. 20 2.oo
1
.
'1
0 --
THYR.ODUR
2550 -.60 1 .'10 --
6
0.60 1.20 --
O-27 0.45 0.15 1.95
O.47 1.18
O.27 O.7O 0.18 2.4O
FALCON
CA.SA SUECA
(Assab)
la casa fabricante y distribuidora
Denominación C Cr Mo ¡&r Si
K
(eoehler)
1.2550
M
4
3. Características y aplicaciones
322
--
0.60
0.
20
2.OO
Acero resistente
al.
lmpacto para templ.e en acéite o baño
isotérmico, de buena tenacidad y resistencia al desgaste,
alta templabilidad.
UtiLtzable en trogueles para corte de chapas ¡netálicas de
¡nás de 6 milfmetros de espesgr r punzones y cuchill_as cLza
lladoras para corte
eI trabajo de l-a
en
madera
frfo,
útiles
y herradrientas para
; útiles para herramientas neumáti
cas para acuñación.
4- Propiedades ffsicas y caracterfsticas
Conductividad tÉrnrica
(W,/m. "C)
mecánicas:
25
Resistencia a la tracci6n en estado
recocido
70-80
Dureza Brinell
225 HB máximo
en estado recocido
Dureza RockwelL C en estado templado
Dens
idad
60
Rc
8.o
Calor especffico
Kg/mm2
gt/c^3
0.46 J/gr.oC
323
Tratamiento Térmico
Proceos
Temperbüura
Observaciones
ido
71O a 750
aI en tam i ento
previo al tenpLe
650
Lento hasta 650oC y des
pués relativamente rápido
hasta Ia temper&tu:ra de
austenización.
870 a 900 tempe
ratura de auste
nización: 880 oc
Mantenerla 10 minutos mí
nimo. espesores mayores
de 20 mm media hora adi
cional por cada milínetro
de espesor.
Recod
úiamiento l-ento en
el horno (de 2 a 4 horas)
Enf
C
Temperatura
temple
i
d.e
'180 a 220 aceite
Medio de enfria
miento (apagado) o baño caliente.
Irls = 32O oC
Reve n id o
180 a 22O
530 a 600 pára
trabajos en cali
ence
224
t hora mínimo, espesores
mayores de 20 rurlr t hora
adicional por cada 20 mm.
Q
Dureza en DV
5...35Componentescfe
estructura en o/o
0,02 . . . 14 Parámetro de enfriam¡ento, es deci¡, duración del
enlr¡am¡ento de 600-50dC en
sx10
¡
10...0,20Clmin
- Velocidad de
enlri¿rr¡iento en o C/min en el
margen ds 800-50d C.
tiempo
Diagrama
de
enfriamiento
Diagrama de reyenido
,o.
ó.f
li
óói
61i
Ir
ó:l I
lt
&"
I
ra,
5ó,
tal
f! f-
II
¡ó,o
c
i_l
521
€;
I
4i.
4¡;
3
T
{o r!a l.-
!
}.L
E
f
I.
Ji
,I
l._
t¡ _!{¡ r.l
0
l-t
tl
t+- -II
t'l- LI
mo
-li
¡i
i-l i-i
lEll
!{x, .00
i
500
tlry
fanp€Étus dr redn¡do oo cC
ldureoñ | hqa, er¡lrur¡e0to m
@{,
a¡rel
lqnpLado a g0O C an e?e
modros da troM¡l5 úe O ?5
Vds¿t
,m
¡
5O
¡m
Diagrama de revenido
UNITEC
ACEROS
REYD]N LTDA,
op. cit, p.
op. cit, p. 27
BOEHLER,
325
7L
AIIEXO
5
Hoja de materlal
del Acero AISf H
13
1. Especificaciones
ISO
¡
40
DIN
:
X 40 Crl'fo V
AISI
:
H
No. ALemán de Materlal
:
1
CrMoVS
5
13
.2344
2. Denominaci6n según la casa fabitcante y distrJ-buidora
Distribuidor
REYDIN
(RochIing)
IJNITEC
(goehl.er)
LTDA.
(Thyssen)
ACEROSCOL
ALUACEROS
(Atlas Steel)
CASA SUECA
DenominacLón C Cr
Mo Mn Si
V
w
RDc
2V
0.40 5.30 1.35 0.40 1.00 1.2O --
vEI,f
w302
0.39 5.20 1.30 0.40 1.10 1.00 --
THYROTHER!4 0.40 5.30 1.40 -- ."1.00 1.00
2344
__
EFS
0.38 5.25 1.30 0.30 't.00 '1.05 --
CROVAhI
BAD 13
0.40 5.30 1.32 0.40 1.00 1.00 --
8407
(Assab)
326
3. Características y aplicaciones
Acero para trabajo en caliente,
de gran resistencia al ca
lor y al d.esgaste en estado caliente, buena tenacidad y
resistencia ar agrietamiento recatrentamiento. Adecuado
ra e1 enfriamiento al agua.
pa
utilizabre
en herramientas para trabajo en cal_iente someti
das a grandes exigenciasr por ejempto, punzones y matrices
para extrucaión. Herraml-entas para l-a f abricaci6n en cali
ente de tuercas, tornirlos,
remaches y burones. Fabrica
ci6n de moldes para flundicl6n a presl6n.
4. Propiedades fisicas
y caracterfsticas
-
Conductividad térnica (W/n
-
Resistencia
rececido
a la tracci6n
Dureza Brinell
oC)
mecánicas
¿25
en estado
en estado recocido
:
70-90 xg/mm2
z
230 HB máximo
-
Dureza Rockwell C en estado templado
:
52 a 56
-
Densidad
t
7 rg5 gr¡c^3
327
Rc
5.
Tratamiento T6rurico
Proceso
Re
coc ido
TemDératura oC
Observaciones
750 a 800
Enfriar en horno
apagado durante cuatro
horas
Calentamiento
previo aI
temple
Temperatura de
temple
Medio de
Precalentar lentamente
850
a 1060
temperatura de
Austenización:
1 020 oC
1O2O
enfriamiento
(apagado)
500 a 550
aceite r aire seco
o baño de sal
Reve n ido
400 a
Mantener 20 minutos
rnás el espesor medio
de Ia herramienta eorp¡e
sado en minutos
Efectuarse después deI
temple. Mantener una
hora más eI espesor en
mm/2O, expresado eh ho
650
ras
328
.
O
Dure¡¡ co HV
1...35 9l d¡¡ c¡r¡uc¡ur¡
0,a....., l8 9tJ¡rtro da !nlrrmien'
¡o. €¡¡o i¡ tcmpo da dltrmr.nto
oc
cn sX t0-1.
d¡ 8@ ¡ 50O
6.......
t"C/ñn V.lerd¡d d. rnlr''
8{lO r ÉOOoC r¡prr¡¿do
mqilo d.
-cro¡n.
m
12 4 I ts$q . _
i-?----a--d-lñ-i¡
Hqu
t--"--.-l
Dis
Diagrama de enfriamiento
Temperatura de
oC
Temple 1O5O
Permar¡enci¿ a
temPeratrr ra de
revenido: 2 horas
Sección cle l¿
pieza: cuadr. 50 mm
(J
o
o
o
o
Temporatura de revenido en
oC
Diagrama de revenido
op. cit. p. 43
op. cit, p. 45
UNITEC
ACEROS
BOEHLER,
UNITEC
ACEROS
BOEHLER
329
Univcrsidod aur0n0m0
Serción
de
Biblioteco
0cridcntc
ANEXO 6 Hoja de Material de1 acero AISI Hz
I Especificaciones
ISO
DIN
AISI
Na Aleman de Material
: HS 6-5-2-5
: S6-5-2
: M2
:
1. 3343
2 Denoninación según 1a casa fabricante y distribuidora
DETRIBUIDOR
xnNc!fl}IAcIcT.¡ c
cr
Ib
I-h
Si
V
t.l
REYDIN
UNITEC
(
Boehler
)
S
600
e8g 4.n
THYRAPID
3340 O.S 4.m
5.m 0.30 O.n
1.90
6.tú
5.m
r.S
6.rc
ACEROSCOL
LTDA.
(
Thyssen)
ALUACEROS
(Atlas steel
srxu
0.84 4.00 5.00 025 0.30 l.s
CASA SUECA
( Assab )
330
6.50
3
Gracterísticas y aplicacioes
Acero ráÉdo aleado a1 ungsEern y a1
mtibden de gran tenacidad
y buenas pro
piedades de corte para aplicación universal.
Alta resistencia a1 impacto y a1 desgaste
Aplicable en 1a fabricación de brocas helicoidales, nachos
para roscar, herramientas para brochar y escariar, sierras
para metales, fresas de toda c1ase, herramientas para tra
bajar madera y herramientas para trabajar en frío,
de extrucción y de tefilación.
4 Propiedades físicas
y características
necánicas
Conductividad Lérmica (W/nUC)
:
Lg
Resistencia a la tracción en
tado recocido
:
g0
Dureza Brinell
es
en estado recocido:
Dureza Rockwell C en estado tem
95 kg/nn2
z4o a 300
plado
.
Densidad
:g,10 gr/cn3
Calor específico
¡ 0,46 J/grae
331
dados
65 Rc
HB
5 Tratamiento Térmico
PROCESO
RECOCIDO
TEMPERATURA
AC
77O 840
OBSERVACIONES
Enfriamiento lento en
el-
horno
Mantener en cada etapa
CALENTAMIENTO l.Precalenta
miento a 8504C hasta obtener tenperatu
TEM
fa-uniforme. Precal-entar
2.Precalenta
PLE
mienLo a 10504C muy lentamente.
PREVIO AL
TEMPERATURA
DE TEMPLE
1190 a L23O
temperatura de
austenización:
Consultar catálogos
proveedores.
de
1210 e c
EN
FRIAMIENTO
(APAGADO)
Aire a presión,
aceite o baño
caliente a 500
aC Ms: 150eC
Mantener en e1 baño so
1o el tienpo necesario
REVENIDO
540 a 570
Revenir innediatamente
después de1- tenple.
MEDIO DE
332
para obtener igualación
de temperaturas.
Q Dureza en
DV
'I ...30Componentesd€
estluclura en o/o
0,39
23,5 Parámetro
cte
enlrtam¡snto. es dec¡J, durac¡ón
del anlr¡am¡ento cle 800 a b00o C
ensxlo ?
.
C/mrn - Veloc¡.
dad de enfilamrento en oo/mrn
en et margen de 800 a 50€t('C
Ms-Ms' . . . Zona de tormac¡ón
de martensita a los lim¡t€s de
?o C/m¡n . . .0.50
9r¡no
P
c
l
E
E
o
| 2 a I
mnulos
153060
Í-T---T--7.. d l62a
hdas
i-j--jl
OBt
Diagrama de enf r iani ento
-
_l
I
C)
,
É
t
9
.lcmperatura do r€veniJo en "C
Diagrama de revenido
UNITEC
ACEROS
BOEHLER, op
. cit,
UNITEC
ACEROS
BOEHLER op.
cit,
333
35
p.
36
l8
il5
Concrox l.3OO
Vociodero
¡6
Lodrillo oislonle T- 23
tq
Corcozo
t4 Conexion resislencios
t3
r8
Lono minerol
t2 Soporfes poro clüierlo
tl
t2
Asbeslo en oolvo
to Resrstencios
9
I
Soles
8
Crisol
I
Porlo-resislenc ios
b
loncrox l.50O
5
r70
9
-odrillo refroclorio
U-
.+
Cubierto superior
3
Agorroderos del homo
¿
Refuerzos
33
2
Cubierto inferior
NOTA: Dimensiones en
milimelros.
DESCRIPCION
UNIVERSIDAD AUTONOMA
DE OCCIDENTE
CANT
PLANO
PROYECTO.
HORNO PARA TEMPLE POR BAÑO
DEscRlPcloN'
t.
c. v.
DI
BUJO.
l. c.v.
I
SALES
CANTDAD.
sEccroN DEL HoRNo
DISENO, L. F. Gí
DE
ESCALA,
I
APROBO.
FECHA-
J, D. C.
334
MATERIAL
MAYO, t9g7
l:
12,5
NOTA. Dimensiones en milimelros.
UNIVERSIDAD AUTONOMA
DE
OCCIDENTE
PLANO N-
PROYECTO..
HORNO PARA TEMPLE POR BAÑO
D
ESCRIPCION.
DE
caNTTDAD-
CARCAZA
DI BUJO.
APROBO.
t.
c, v.
¿
SALES
|
FECHA.
J. D. C.
335
ESCALA.
I
t 20
MATERIAL.
MAYO, t9g7
ASTM A36
t]
tt
ll
!
l,^l
l'" JAGARRADERA ALTA
CANTIDAD: 2
MATERIAL. ASTM- A36
ARO SUPERIOR
CANTIDAD.
MATERIAL. ASTM- A36
ESCALA l: lO
ESCALA. l:2
I
R= 25
F¡
tl
IJ
L]
lro
I
AGARRADERA BAJA
CANTIDAD.
2
MATERIAL.
ASTM -
FONDO DEL CRISOL
436
ESCALA, l:2
CANTIDAD.
MATERIAL. ASTM-436
I
ESCALA,
|
:
lO
NOTA: Dimensiones en milimelros
UNIVERSIDAD AUTONOMA
DE
OCCIDENTE
PL ANO
PROYECTO.
HORNO PARA TEMPLE POR BAÑO
DESCRIPCION. AGARRADERA ALTA
_
DISENO, L.
ARO S{,PERIOR
F. G.
DIBUJO.
LC.V.
-
AGARRAoERA BAJA
FOI.IDO
r.
c.v.
DEL CRISOL.
APROBO.
J. D.C.
336
3
DE SALES
CANTIDAD.
INDICAOAS
ESCAL A.
FECHA.
MATERIAL. i
EL ANOTADO
MAYO, tggT
INDICAOAS
DESARROLLO
ARO
CANTIOAD.
LATERAL
I
MATERIAL. ASTM.
ESCALA.
l:
A36
lO
ANGULo 38
r 3 lrli t lrd
UNIVERSIDAD AUTONOMA DE OCCIDENTE
PLANO
MATERIAL
SOPORTE
CANTIDAD.
I
A
MATERIAL.
ESCAtA.
NOTA:
Dimensiones
l¡
|
en milimetros.
PROYECTO.
HORNO PARA TEMPLE POR BAÑO
DESCRIPCION,
ARO LATERAL- SOPORTE MATERIAL.
DISEÑO. L. F. G.
l- c. v.
DI
BUJO.
t. c.v.
APROBO.
DE
4
SALES
CANTIDAD,
ESCALA.
INDICADAS
FECHA.
J. D.C.
337
['¡ucADAS
MATERIAL.
MAYO, r987
ANOTADO
NOTA:
Dimensiones
m
milimefros.
UNIVERSIDAD AUTONOMA DE OCCIDENTE
PL ANO
PROYECTO.
HORNO PARA TEMPLE POR BAÑO
DESCRIPCION.
CILINDRO DEL CRISOL.
DI
BUJO.
LC.V.
APROBO.
J. D. C,
338
DE
5
SALES
CANTIDAD
EScALa'
FECHA.
MATERIAL,
MAYO, 1987
|: lo
ASTM- A36
-60il- 5
tQ
ñJ
¡o
o
(o
L¡J
-60il- 3
E -70¡8-3
7
Fondo del crisol
6
Cilindro del crisol
E
Agonodero olto
4
¿
I
NOTA: Dimensiones en milimelros.
Aro
superior
Soporle moleriol
4
Agorrodero bo¡o
¿
Aro
ñt¡
lolerol
DESCRIPCION
UNIVERSIDAD AUTONOMA DE OCCIDENTE
ñtrea9toat^[t
BUJO.
r.c.v.
APROBO.
6
SALES
CANTIDAD.
CRISOL
DI
DE
I
FECHA.
J. D.C.
339
:AN
PL ANO
PROYECTO.
HORNO PARA TEMPLE POR BAÑO
2
,
ESCALA. l, lO
MATÉRIAL.
MAYO, l9g7
@ftcidcnla
Sect¡ón
Eiblioleco
60
'l
REFUERZOS
It
DESARROLLO
CANTI DAD.
?
MATERIAL.
ASTM- 436
ESCALA.
t..20
AGARRADERAS
NOTA: Dimensiones en
DEL
CANTIDAD- 3
MATERIAL. ASTM ESCALA.
l:2
mil¡melros.
UNIVERSIDAD AUTONOMA
DE
HORNO
436
OCCIDENTE
PL ANO
PROYECTO.
HORNO PARA TEMPLE POR BAÑO
DEScRlPcloN'
REFuERzos
-
DIBUJO.
AGARRADERAS
t.
c.v.
DE
DEL HoRNo
CANTIDAD.
APROBO.
FECHA.
J. O.C.
34Q
7
SALES
ESCALA.
INDICADAS
INDICADAS
MATERIAL.
MAYO, t987
ANOTADO
'[m
PORTA-RESISTENCIA
CANTIDAD. 9
MATERIAL. CONCRAX
ESCALA. l: 5
I.5OO
RESISTENCIA
CANTIDAD,
9
MATERIAL, KANTAL AI
ESCALA. l:
I
NOTA:
UNIVERSIDAD AUTONOMA
DE
Dimensiones
en
OCCIDENTE
milimé?ros.
PL ANO
PROYECTO.
HORNO PARA TEMPLE POR BAÑO
DESCRIPCION.
PORTA.RESISTENCIA- RESISTENCIA
DI BUJO.
t.
c.v,
APROBO.
J.D
341
C.
DE
B
SALES
CANTIDAD.
INDICADAS
ESCALA.
FECHA,
MATERIAL.
MAYO, 1987
ANOTADAS
ANOTADO
zvE
E- 6013- 3
CUBIERTA
INFERIOR
CANTIDAD.
MATERIAL. ASTM-A36
I
ESCALA,
1.,
20
i
.t
I
50
I
I
I
ANGULOS
DE
VACIADERO
SOPORTE
CANTIDAD. 3
MATERIAL. 163 x 6 (LZ-l/z'xt/4\
ESCALA. I:
NOTA:
Dimensiones
en
CANTIDAD.
I
MATERIAL.
TUBO GALVANIZADO
ESCALA.
lz 2
IO
6rc
milimelros.
UNIVERSIDAD AUTONOMA
DE
OCCIDENTE
PLANO
PROYECTO.
HORNO PARA TEMPLE POR BAÑO
DESCRIPCION. CUBIERTA INFERIOR
ANGULOS DE SOPORTE
-
DISENO. L. F. G.
t.
c. v.
DI
BUJO.
L C.V.
VACIADERO
9
DE SALES
CANTIDAD.
ESCAL A.
INOICAOAS
APROBO.
FECI{A.
J. D. C.
INDICADAS
MATf RIAL.
MAYO, t9g7
ANOTAOO
/^\
I
\.
NOTA:
Dimensiones
en
mili.melros.
UNIVERSIDAD AUTONOMA
DE
OCCIDENTE
PL ANO
PROYECTO.
HORNO PARA TEMPLE POR BAÑO
DESCRIPCION
CUBIERTA
lo
DE SALES
CANTIDAD.
ESCAL A,
FECHA.
MATERIAL.
SUPERIOR
DIBUJO.
l.
c.v.
APROBO.
J. D. C.
343
MAYO, tggT
l:
lO
ASTM- 456
l"
SOPORTE PARA CUEIERTA
CANTI DAD.
l2
MATERIAL.
ASTM-A36
tr,
J\.ALA.
li ¿
MATERIAL. ACERO INOX. 3O4
MATERIAL.
TERMINAL
NOTA: Dimenlíbnes en
DE
KAN TAL
-
AI
RESISTENCIA.
CANTIDAD.
r8
ESCALA.
l:2
milimelros
UNIVERSIDAD AUTONOMA
DE
OCCIDENTE
PLANO
PROYECTO.
HORNO PARA TEMPLE POR BAÑO
PARA CI,.tsIERTA
TERMINAL DE RESISTENCIA
DESCRIPCION. SOPORTE
DISEÑO. L. F. G.
t.
c. v.
DIBUJ.'
r. c.
v.
DE
II
SALES
CANTIDAD.
ESCALA.
INDICADAS
APROBO.
(
FECHA.
J. D. C.
344
INDICADAS
MATERIAL.
MAYO, t9g7
ANOTADO
UNIVERSIDAD AUTONOMA
DE
OCCIDENTE
PL ANO
PROYECTO.
HORNO PARA TEMPLE POR BAÑO
DEScRrPcloN'
coNEXroN DE RESrsrENcrA
DlBuJo'
r. c.v.
t2
DE SALES
CANTIDAD
ESCAL A.
FECHA.
MATERIAL.
SIN ESCALA
APROBO.
J. O. C.
345
MAYO, 1987
R
S
T
UNIVERSIDAD AUTONOMA
DE
OCCIDENTE
PL ANO
PROYECTO.
HORNO PARA TEMPLE POR BAÑO
DES.RrPcloN'
TNSTALACToN
DIBUOO,
DE RESrsrENcrAS
l. c.v.
l3
SALES
CANTIDAD.
ESCALA.
r LLñ4.
MATERIAL.
SIN ESCALA
APROBO.
J. D.C.
346
DE
MAYO, 1987
E-6013- 4
Eie
E-6013 -3
ú)
lu edos
4
4
3uielqdor de ruedos
I
?
Soporte de ruedos
¿
?
vlon¡
¿
io
)Ap receptoro de
NOTA:
N'
Dimensiones en milimelros
UNIVERSIDAD AUTONOMA
DE
OCCIDENTE
DESCRIPCION.
CAJA RECEPTORA DE SAL
DISEÑO. L. F. G.
r. c_
v.
DIBUJO.
t. c. v:
APROBO
J. O.C.
347
DE
PLANO N-
l4
SALES
CANTIDAD.
ESCAL A.
FECHA.
MATERIAL.
MAYO, t987
]AN'I
DESCRIPCION
PROYECTO.
HORNO PARA TEMPLE POR BAÑO
sol
ro
8?E
I
tJ
t¿
H
25
--t
DESARROLLO
CAJA
I
3
SUJETADOR
CANTIDAD
MATERIAL.
ASTM
ESCALA
l:
D€
RUEDAS
RECEPTORA
- 436
CANTIDAD.
I
MATERIAL
ASTM-
20
A 36
l:l
ESCALA.
ffi
a- ----\
MA¡{IiJA
DESqRROLLO
CANTIDAD. 2
MATERIAL. ASTM- 436
ESCAA
l: 5
RUEDAS
CANTIDAD
4
MATER I AL
Atsl
l:
ESCALA
to20
NOTA. Dimensione/m
I
UNIVERSIDAD AUTONOMA
DE
OCCIDENTE
milirnetros.
PLANO
PROYECTO.
HORNO PARA TEMPLE POR BAÑO
D
ESCRIPCION.
BUJO.
t. c.v.
l5
SALES
CANTIDAD-
RUEDAS- l¡lANlJA- SUJETADOR RUEDAS
D¡
DE
ESCALA.
INDICADAS
APROBO.
FECHA.
J. 0. c.
INDICAOAS
MATERIAL.
MAYO, tggT
ANOTADO