INSTRUMENTACIÓN INDUSTRIAL
EN
INSTALACIONES PETROLERAS
Jesús Enrique Otero Ramos
INTRODUCCIÓN
Cuando yo trabajaba en la industria petrolera los controles de la totalidad de
las estaciones de flujo eran neumáticos y muchos de los paneles de control de
las plantas motocompresoras eran neumáticos, y para ese momento hasta los
controles de la refinería de Puerto la Cruz eran neumáticos. Hoy día la industria
petrolera para optimizar sus procesos, maximizar sus protecciones, y llevar
registros de las variables operacionales de las instalaciones, va en la vía de
que todos los equipos utilizados para automatizar, proteger y controlar, sean
parte integral de la red corporativa, y por ello la visión de tener los
instrumentos y equipos para atender las variables operacionales en sus
instalaciones usando PLC interconectados a la redes de control y corporativa.
No han cambiado las instalaciones petroleras, han cambiado las tecnologías
para su automatización, protección y control. Con este libro pretendo cubrir las
necesidades de información que yo tenia en 1987 cuando llegue como
ingeniero a la Sección de Instrumentación de la Gerencia de Mantenimiento del
Distrito Anaco (CORPOVEN Ex filial PDVSA) y sin conocer una válvula de
control. Tengo amigos con quienes trabaje en Anaco (Estado Anzoátegui) que
me enseñaron casi todo lo que sabían y desde aquí mi gratitud para con ellos y
a través de este libro pretendo proporcionar la información que las nuevas
tecnologías ofrecen para instrumentar y cerrar los diferentes lazos de control
desde la visión de los controladores y sus arreglos de control desde los PLC.
Al renunciar a la industria petrolera en 1993 para retornar al mismo trabajo
que tenia como Profesor Universitario y al mismo lugar a donde antes
trabajaba, he tenido el tiempo y los estudios para organizar las ideas de ambas
actividades laborales, como para atreverme a escribir este libro que busca
ayudar a ese profesional técnico (que al igual que yo en 1987) ingresa como:
ingeniero, TSU, supervisor, en las industrias y que posiblemente necesite
información, de sus instrumentos, sus controles, las topologías de los arreglos
de control, de la entonación de sus lazos y que probablemente no encuentre
con facilidad la información, ni tenga el entrenamiento que le permita aprender
de los mismos para atender responsabilidades de instrumentación y control.
Con el primer capitulo se entrega la información para interpretar los planos
Procesos-Instrumentos de las instalaciones petroleras y sus clasificaciones de
áreas, en el segundo capitulo se ofrece la información de los diferentes
transductores que son utilizados por los transmisores para enviar sus señales
eléctricas hasta los controladores. Con los capítulos 3, 4, 5, 6 y 7 se
proporciona la información clásica de las válvulas de control y de los diferentes
instrumentos para indicar y transmitir las variables operacionales de: presión,
nivel, temperatura y caudal, así como, las definiciones de los lazos de control.
Con los capítulos 8, 9, 10, 11 y 12 se entra en análisis mas profundos como
para considerar: las respuestas transitorias de los procesos industriales vista
sus señales de entradas desde los controladores que conforman el lazo de
control, las diferentes topologías de control: simple, cascada, feedforward,
cascada+feedforward, override, inferencial, rango partido, las entonaciones
PID de los lazos de control, transmisores inteligentes y las redes del control.
PREÁMBULO y TESTIMONIO
La atención de este libro considera solamente las variables operacionales:
presión, nivel, temperatura y caudal, ejemplarizando su uso en instalaciones
petroleras. Pocas variables operacionales en pocas instalaciones industriales.
Con tan pocas herramientas, como comparar esto para pretender entender por
ejemplo, cuando a cualquiera de nosotros se le acerca algo de repente a la
cara y en forma instantánea, ve, siente, huele, escucha, y por ello responde
esquivando el objeto, cerrando los ojos, y pensando en lo que ocurrió.
¿Cuántas variables?, ¿Cuántos Lazos de control?, ¿En que topologías de control
se regulan todos los elementos finales de control? ¿Cómo es ese arreglo de
respuestas de un simple acto del reflejo humano? Parece que es un arreglo de
control que considera muchas variables y muy complicado para regular
inmediatamente y simultáneamente los músculos que movieron el cuerpo,
movieron el cuello, cerraron los ojos y además nos puso a pensar. Desde el
punto de vista de la instrumentación y control, por lo menos para mi es
imposible de entender. Quien no tendrá ninguna duda para conocer con el lujo
del detalle su funcionamiento es su diseñador y constructor.
Padre Celestial, Omnipotente y Omnipresente, que este libro me sirva para
testimoniar mi fe en ti, Tú que diseñaste y construíste el universo, para la luz,
vida eterna, la salud, la verdad, la prosperidad, todo lo bueno y grande que
sea a la imagen y semejanza de tus valores, y para Ti, Hermano Mayor Cristo,
que nos extiendes tus brazos a todos nosotros tus hermanos, para guiarnos
como la luz y el camino hacia Nuestro Padre Celestial.
INSTRUMENTACIÓN INDUSTRIAL EN
INSTALACIONES PETROLERAS
índice.
CAPITULO 1: Lectura de Planos Procesos-Instrumentos
1. Importancia de la Instrumentación Industrial
2
2. Funciones de los Instrumentos
4
3. Simbología de las Normas ISA
5
4. Planos procesos-Instrumentos
16
5. Clasificación de Áreas
25
6. Definiciones
29
CAPITULO 2: Transmisores y Transductores
1. Transmisores y Transductores
2. Transductores Eléctricos
2
12
2.1
Transductores Potenciometricos
13
2.2
Transductores Capacitivos
16
2.3
Transductores Inductivos
19
2.4
Transductores de Resistencia Variable
22
2.5
Transductores Piezoeléctricos
25
2.6
Termocuplas
26
CAPITULO 3: Válvulas de Control
1.
Válvulas de Control de Regulación en la Jaula
2
2.
El Actuador o Servomotor Neumático
6
3.
E! Cuerpo
7
4.
Apertura Rápida, Lenta y Lineal
9
5.
Acción Directa e Inversa de la válvula de Control
11
6.
Mayor desplazamiento con la misma señal de control
13
7.
Diferentes Tipos de Válvulas
15
8.
Parámetro de Selección de las Válvulas de Control
24
9.
Dimensionamiento de la Válvula
26
10. Cavitación y Ruido en las válvulas
29
CAPITULO 4: Presión
1. Presión
2
2. Indicadores de Presión
5
3. Transmisores de Presión
8
4. Calibración de Transmisores
15
5. Interruptores por Presión
17
6. Válvulas de Seguridad
19
7. Reguladores
22
8. Medición de Presión en Instalaciones Petroleras
25
9. Lazos de Control
29
CAPITULO 5: Nivel
1. Instrumentos de Medición Directa
3
1.1. Medidor de Sonda
3
1.2. Medidor de Gancho
4
1.3. Medidor de Cinta Graduada
4
1.4. Medidor de Visores de Cristal
4
2. Instrumentos que utilizan la Presión Hidrostática
5
3. Medición de Nivel usando Diferencias de Presión
10
4. Mecanismo de Desplazamiento y Flotadores
16
4.1. Instrumentos de Flotador
16
4.2. Medidor de Nivel Tipo de Desplazamiento
20
5. Instrumentos que Aprovechan Característica del Liquido
23
5.1. Transmisores Capacitivos
23
5.2. Transmisores Ultrasónico
..25
I
5.3. Transmisores Rayos Gamma
28
6. Interruptores de Nivel
28
6.1.
Interruptores Conductivos
29
6.2.
Interruptor con Flotadores
29
6.3.
Interruptores de Diafragma
31
6.4.
Interruptor Ultrasónico
32
6.5.
Interruptor Óptico
33
7. Instrumentación de Nivel en Instalaciones Petroleras
35
8. Lazos de Control de Nivel
40
CAPITULO 6: Temperatura
1. Variación de Fase
2
1.1.
termómetro de Vidrio
2
1.2.
Termómetro de Bulbo y Capilar
2
1.3.
Termómetro Bimetalito
3
2. Variación de Resistencia del Conductor
4
2.1.
Resistencia Térmica PT-100
4
2.2.
Conexión y Calibración del Transmisor
8
3. Generación f.e.m. en la unión de dos Metales
11
4. Transmisores de Temperatura
17
5. Intensidad de Radiación Emitida por un Cuerpo
20
6. Temperatura en Instalaciones Petroleras
20
7. Lazos de Control
24
CAPITULO 7: Caudal
1. Caudal
3
2. Medidores Volumétricos
4
2.1. Instrumentos que aprovechan la Presión Diferencial
4
2.2. Corrección para Fluidos Compresibles
9
i
2.3. Elementos Primarios para Sensar la Presión Diferencial
12
2.4. Transmisores de Flujo
16
3. Instrumentos de Desplazamiento Positivo
18
3.1. Medidor Birrotor
18
3.2. Medidor Oval
21
4. Instrumentos que Aprovechan la Velocidad
22
4.1. Medidor de Turbina
22
4.2. Medidor Ultrasónico
24
5. Instrumentos que usan el Par Giroscópico
26
6. Computadores de Flujo
28
7. El Caudal en Instalaciones Petroleras
30
CAPITULO 8: Análisis de Respuesta Transitoria
1. Lazo de Control
2
1.1.
Breve Reseña Histórica
2
1.2.
Esquemas de Control
3
1.3.
Lazo de Control Abierto
6
1.4.
Lazo de Control Cerrado
8
1.4.1.
Lazo Sistema de Control Cerrado TODO-NADA
1.4.2.
Sistemas de Control a Lazo Cerrado
9
10
2. El Controlador y Transmisor en los Lazos de Control
14
3. Análisis a la Respuesta del Régimen Transitorio
18
3.1. Identificación del Escalón, Rampa e Impulso
19
3.2. Sistemas de Primer Orden
23
3.3. Sistemas de Segundo Orden
27
3.3.1. Lazo de Control en Sistema de 2do Orden
30
3.3.2. Respuesta al Escalón Unitario
32
3.3.3. Especificaciones de Respuesta Transitoria
34
3.3.4. Respuesta al Impulso Unitario
3.3.5. Control PID en Sistema de 2do Orden
35
37
CAPITULO 9: Topologías de Control
1. Consideraciones del Hardware y Software de los PLC
2
2. Lazos de Control Simples
6
3. Lazos de Control en Cascada
11
4. Lazos de Control en Feedforward
16
5. Lazos de Control Feedforwar-Cascada
19
6. Lazos de Control Selectivo
25
7. Lazos de Control Override
27
8. Lazos de Control de Rango Partido
30
9. Control Inferencia!
36
CAPITULO 10: Entonación de Lazos de Control
1. Lazos de Control
2
1.1. Lazo de Control de Presión
2
1.2. Lazo de Control de Nivel
5
1.3. Lazo de Control de Caudal y Temperatura
7
2. Análisis de las Acciones de Control PID
9
2.1.
Acción de Control Proporcional
10
2.2.
Acción Proporcional-Integrativa
15
2.3.
Acción Proporcional-Derivativa
18
3. Entonación de los Lazos de Control
21
3.1.
Calculo de la Ganancia (Kp)
23
3.2.
Calculo del Ajuste Integrativo (Ti)
24
3.3.
Calculo del Ajuste Derivativo
25
4. Consideraciones de Entonación para Topologías de Control
27
E
CAPITULO 11: Transmisores Inteligente
1. Transmisores Analógicos
2
2. Transmisores Inteligentes
11
3. Hardware de los Transmisores Inteligentes
16
4. Software de los Transmisores Inteligentes
28
5. Protocolo Modbus
37
CAPITULO 12: Redes de Control
1. Redes de Control
2
1.1. Nivel de Campo y Procesos
4
1.2 Nivel de Control y PLC
8
1.3. Nivel de Gestión y Redes
15
2. Modelo OSI
17
3. Modelo TCP/IP
28
3.1. Arquitectura TCP/IP
31
3.2 Capa Transporte (TCP)
32
3.3. Capa Red (IP)
35
4. Hardware de los PLC...
,..28
D
I
LECTURA DE PLANOS PROCESOS-INSTRUMENTOS.
1. Importancia de la Instrumentación Industrial..........2
2. Fu nciones de los Instrumentos..............................4
3. Simbología de las Normas ISA..............................5
4. Planos Procesos-Instrumentos
16
5. Clasificación de Áreas
25
6. Definiciones..
29
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
1. IMPORTANCIA DE LA INSTRUMENTACIÓN INDUSTRIAL
Los procesos industriales tienen como función la de transformar, semielaborar,
elaborar, las materias primas que sirven de entrada al proceso y convertirlos
en productos acabados o semiacabados como salidas del mismo proceso. Para
ello requiere de un conjunto de equipos, maquinas, controles que en su
integración permiten la modificación de las materias de entrada al proceso en
productos de salida del proceso. Para realizar las transformaciones de los
productos de entrada es necesario así como la integración del conjunto de
equipos y maquinas los instrumentos que se encargaran de indicar la
magnitud de las variables operacionales, instrumentos que se encargaran de
transmitir hasta los controladores las señales eléctricas que serán
proporcionales a la magnitud de la variable operacional sensada, instrumentos
que serán los elementos finales de control en el proceso, así como otros
instrumentos que trabajaran como equipos o dispositivos de seguridad. Hoy
día es inimaginable una industria sin instrumentos. Como un ejemplo de esta
realidad, se muestra en la siguiente figura el esquemático pictórico una
industria de elaboración de papel, donde se presenta la integración del
conjunto de maquinas y equipos que se utilizan para la transformación de las
materias primas que entran al proceso, con las del papel como producto
acabado, que salen del mismo.
En estos procesos industriales se hace necesario a lo largo de las diferentes
etapas que conforman las líneas de producción, elaboración, o modificación de
los productos, de un conjunto de instrumentos para realizar las diferentes
Capitulo I: Lectura de Planos Procesos-Instrumentos
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
mediciones y
controles de las variables operacionales del proceso
tales como (Temperatura, Nivel, Presión, Caudal, PH, Densidad,
Humedad,
Velocidad,
etc.) las cuales serán las
variables
operacionales representativas de cada una de las etapas que conforman la
industria y a las cuales será necesario controlar y así buscar la garantía que
los productos de cada etapa y por ende los productos finales del proceso
industrial se correspondan con las especificaciones que se esperan de
ellos. Para esto es necesario tener un conjunto de instrumentos que permitan
medir y controlar, en cada uno de los equipos que integran la industria, las
variables operacionales determinantes de cada etapa del mismo. Estos
instrumentos estarán clasificados según:
1. La variable operacional a la que pertenecen:
s
Temperatura.
s Nivel.
s Caudal.
^ Presión.
s Etc.
2. La función que cumple el instrumento.
s Indicar.
s Transmitir.
s Controlar.
s
Registrar.
3. El tipo de instrumento.
0 Mecánicos.
0 Eléctricos.
0
Electromecánicos.
0
Electrónicos.
0 Neumáticos.
0
Hidráulicos.
La aplicación de la Instrumentación Industrial es fundamental en los controles
de los procesos industriales, los cuales son cada vez más sofisticados para
garantizar que las acciones que se realizan para transformar la materia prima
y los demás insumos de la industria se corresponden con los requerimientos
recientes de seguridad en la operación de los equipos, un control más estricto
de calidad de los productos, de mayores eficiencias energéticas y la
preservación del medio ambiente. Para ello se hace necesario que el conjunto
de instrumentos utilizados estén acordes a las tecnologías actuales. Las
funciones propias de los instrumentos: indicar, transmitir, controlar, registrar,
Capitulo I: Lectura de Planos Procesos-Instrumentos
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
debe aplicársele a cada variable operacional relevante en cada una de las
diferentes etapas que conforman la industria. Estas aplicaciones de las
diferentes funciones de los instrumentos se ejemplariza en la siguiente figura,
donde se observan como son necesarios los mismos para tener, transmisores,
control, registro y los elementos finales de control, para la atención de los
lazos de control de las diferentes variables operacionales del proceso industrial
y los indicadores que estarán conjuntamente con los equipos para permitir que
los operadores visualicen la magnitud de las variables.
(1)
Pasta de
pino
INDICADORES
-Temperatura
- Presión
^
^
Papel
^
Productos
Químicos
i
PROCESOS
INDUSTRIALES
(tmpresa de Papel)
1 >— "1
w
ELEMENTOS
FINALES DE
CONTROL
•TKimammwfxmtXfmmimmaiiiKiii»
ai
{
Papel de
Bolsas
Papel de
r cajas
fc.!
H
f
1
(4)
| < - Flujo.
válvulas de control
Contactores
Válvulas solenoides
Alarmas
(2)
- Caudal
TRAPJSMISORES
- 4 - 20 mA
- on - off
- Comunicación serial
CONTROLADO)F,ES
odia uc UJM tr Oí
- Nivel
I - Temperatura
.
(3)
\ ^ - Velocidad
/•
^
^
^
- 4 - 20 n
lA
- on - off
- Electro magnético
- Fibra óp tica
- Comunic ación
serial
2. FUNCIONES DE LOS INSTRUMENTOS:
1. Indicadores: Están instalados directamente en el proceso industrial y
permiten que los operadores visualicen la magnitud de la variable
operacional directamente donde están las maquinas y equipos.
2. Transmisores: están conectados en el proceso industrial y envían una
señal eléctrica, electromagnética, comunicación serial, etc, que será
proporcional a la magnitud de la variable operacional.
3. Controladores Electrónicos: Estarán instalados preferiblemente fuera del
área del proceso y se encargan de comparar la magnitud de la variable,
controlada enviada por el transmisor con el valor deseado de la variable
Capitulo I: Lectura de Planos Procesos-Instrumentos
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
operacional, el controlador aplicara los correctivos a partir de esta
diferencia y enviara las señales de control hacia los convertidores que
regularan los elementos finales de control.
4. Elementos finales de control: están instalados en el proceso y son
quienes se encargan de modificar el comportamiento de las variables
operacionales con sus accionamientos.
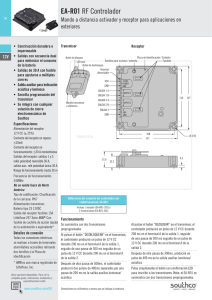
Para visualizar los equipos e instrumentos que están en las industrias para
atender: la transmisión de la magnitud de las variables, el control y elementos
finales de control se muestra a continuación un esquemático pictórico con los
transmisores, los Controladores Lógicos Programables (PLC) y una válvula de
control que conforman los equipos que ejecutaran los lazos de control de las
variables operacionales del proceso industrial.
3. SIMBOLOGIA de las Normas ISA.
Los equipos e instrumentos que integran los procesos industriales podrán estar
representados por una simbología que les permite a los expertos a través de
los esquemáticos de Procesos, Tuberías e Instrumentos (DTI o P&I) conocer: la
integración de los equipos, sus controles, sus protecciones, sus indicadores, el
tipo de instrumento, su ubicación, etc. La simbología ISA, es posiblemente la
más comúnmente utilizada y será la simbología que se utilizara a lo largo de
este texto. Con la finalidad de ir desarrollando en forma secuencial las ¡deas
que permitan comprender cada una de las funciones que cumplen los
instrumentos y la simbología establecida para representarlos, se toma como
Capitulo I: Lectura de Planos Procesos-Instrumentos
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
ejemplo un tanque de almacenamiento de líquidos al cual
se le irán
incorporando en forma progresiva los diferentes instrumentos (se indican
inicialmente en forma pictórica y posteriormente con la simbología de las
normas ISA) para atender los requerimientos de medición y control que se
tendrán en el mismo. En el tanque de almacenamiento se necesitan los
indicadores de presión, nivel y temperatura, así como el transmisor,
controlador, convertidor I/P y válvula de control para establecer un lazo de
control de nivel. En la siguiente figura se muestran en forma pictórica los
indicadores de nivel, presión y temperatura los cuales le permitirán al operador
conocer la magnitud de estas variables operacionales, al observar
directamente sobre estos instrumentos el valor de la medida indicada.
Manómetro.
Indicador de presión.
Visor.
Indicador de nivel.
Termómetro:
Indicador de temperatura.
Operador.
Para controlar el nivel en el tanque, se le deben
instalar los instrumentos y controles para ejecutar este
lazo de control
Se debe instalar un transmisor de nivel el cual enviara una señal eléctrica
directamente proporcional a la magnitud del nivel en el tanque hasta el
controlador, es necesario tener un controlador que reciba la señal del
transmisor y la compare con el valor deseado y así calcular la señal de error de
la variable controlada, este controlador aplicara las acciones de control
Proporcionales-Integrativa-Derivativa (PID) a la señal de error y generara una
señal eléctrica de salida hacia el proceso industrial el cual alimentara al
convertidor Corriente-Presión (I/P).
La salida neumática del convertidor I/P regulara la apertura de la válvula de
control y con ello se regulara la salida del fluido del tanque y con ello el control
de nivel del mismo. En la siguiente figura se muestra en forma pictórica el
transmisor de nivel, el PLC que hará las funciones de controlador, el
convertidor corriente-presión I/P y la válvula de control, los cuales
conformaran el lazo de control de nivel.
Capitulo I: Lectura de Planos Procesos-Instrumentos
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Manómetro:
Indicador de
presión.
Termómetro:
Indicador de
temperatura.
Operador
Controlador Lógico Programable
(PLC)
Controlador
Como una conclusión de la figura anterior se puede observar, que en la medida
que es necesario incorporar un nuevo instrumento se le fueron agregando en
forma pictórica al tanque los indicadores de nivel, presión y temperatura para
que el operador pueda mirar las magnitudes de las mismas. Para implementar
el lazo de control de nivel en el tanque se le incorporaron el transmisor de
nivel, el Controlador, el convertidor I/P y la válvula de control. De la misma
manera si existe la necesidad de implementar otro lazo de control para otra
variable, habrá que agregarle otro transmisor de la de otra variable
operacional hasta el PLC, otro Controlador en el PLC, otro convertidor I/P y otra
válvula de control. Con ello se estarán incorporando nuevos instrumentos con
cada nueva necesidad, sin embargo:
No
se
deben
estar
pintando
cada
uno
de
los
instrumentos necesarios a ser conectados al tanque.
Los esquemáticos pictóricos de los instrumentos no deben estar utilizándose en
los planos procesos-instrumentos; para ello, en la industria se debe utilizar la
simbología de instrumentos que están en las normas de instrumentos, los
cuales son atendidos, por ejemplo, en las normas ISA. Bajo estas
especificaciones de las normas ISA, se reemplazaran las figuras pictóricas de
los instrumentos por los símbolos que están definidos en las Normas. En las
Normas ISA se utilizara para identificar los instrumentos y los controles que
Capitulo I: Lectura de Planos Procesos-instrumentos
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
están en los esquemáticos Proceso-Instrumentos un conjunto de círculos con
letras y números que reemplazaran las figuras pictóricas. Estos círculos
tendrán incorporados en la parte superior letras y en la parte inferior números,
la primera letra estará para identificar la variable operacional a la que
pertenece el instrumento, las siguientes letras estarán para identificar las
funciones que cumple el instrumento y en la parte inferior para identificar el
numero o el lazo a que pertenece el instrumento. En las siguientes figuras se
muestra como ejemplo el uso de las letras y números que identifican los
instrumentos y un ejemplo de cómo representar con esta simbología el
esquemático pictórico anterior.
Ira letra: Representa la variable operacional
a la cual trabaja el instrumento.
P: Presión.
T: Temperatura.
L: Nivel.
F: Caudal.
2da y 3ra letra: Representa la función que
ejecuta el instrumento.
I: Indicar.
T: Transmitir.
C: Controlar.
Registrar.
Numeración: Sirve para identificar el lazo de
control a la cual esta asociado el instrumento, o
su locación en la planta; de manera de
diferenciar instrumentos iguales que cumplen
igual función pero conectados y localizados en
diferentes equipos.
F: Flujo
L: Nivel
I: Indicador
I: Indicador
T: Transmisor
C: Controlador
02: No Instrumento
05: No Lazo de
Control
Capitulo I: Lectura de Planos Procesos-Instrumentos
8
Instrumentación Industrial en Instalaciones Petroleras
SIMBOLOGIA
Jesús Enrique Otero Ramos
ISA.
La instrumentación industrial se ejecuta en dos grandes actos, medir y
controlar. En el caso de medir, la normalización esta inmersa desde las
unidades utilizadas hasta el método aplicado. Es imposible aislarse del mundo
y utilizar unidades propias o métodos de medición exclusivos. Es necesario que
las medidas sean reproducibles en cualquier sitio del planeta con el mínimo de
error. Para ello existe la norma, para reglamentar, para equilibrar, para
mecanizar y por supuesto para legislar. La normalización es el resultado de un
proceso continuado de comunicación entre productores y consumidores. Es el
producto de la industrialización y el intercambio comercial internacional. La
normalización es parte integral de la instrumentación industrial. Es necesario
conocer y manejar aspectos relativos a las normas para escoger un dispositivo
o método de medición. La normalización se convierte entonces en una
herramienta para el diseño, especificación, organización y dirección.
La sociedad americana de instrumentación ^^/
constituyo un conjunto
de nornas para ¡mplementar los símbolos e^raentificacion de los diferentes
equipos que se utilizan en la instrumentación industrilal. Una vez entendida la
importancia de la instrumentación asi como su integración con los procesos
industriales en los cuales indica, transmite, registra y controla las variable
operacionales del proceso; se hace necesario desarrollar las destrezas técnicas
que permitan la lectrura de los planos procesos - instrumentos que representa
en forma integral al proceso industrial y los instrumentos instalados en el. Por
ello se hace necesario conocer la distribución de las diferentes letras utilizadas
para identificar las diferentes variables operacionales, esta distribución permite
identificar en los circuios que representa los símbolos de los instrumentos con
la primera letra a que variable corresponde y con las letras posteriores las
funciones de indicar, transmitir, controlar, que cumple el instrumento. A
continuación se presenta esta distribución de las letras del alfabeto
(Norteamericano) con las variables asociadas a cada letra.
Capitulo I: Lectura de Planos Procesos-Instrumentos
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
LETRAS DE IDENTIFICACIÓN
Letras Sucecivas
lera Letra
A: Análisis
B: Llama (quemador)
C: Conductividad
I: Indicar
D: Densidad o Peso Especifico.
T: Transmitir
E: Tensión Eléctrica
C: Controlar
F: Caudal
S: Interruptor
G: Calibre
H: Manual
I: Corriente Eléctrica
Y: Convertidor I/P
V: Válvula
3: Potencia
K: Tiempo
H: Calibrado en Alto
L: Nivel
L: Calibrado en Bajo
M: Humedad
N: Libre (Usar X aplicación)
O: Libre (Usar X aplicación)
P: Presión
Q: Cantidad
R: Radiactividad
S: Velocidad o Frecuencia
T: Temperatura
U: Multivariable
V: Viscosidad
W: Peso o Fuerza
X: Sin Clasificar
Y: Libre (Usar X aplicación)
Z: Posición
Una vez identificadas las variables operacionales asociadas con las letras del
abecedario ingles con los criterios que define la simbologia de las Normas ISA,
se muestran a continuación varios ejemplos con las variables operacionales
Presión, nivel, Caudal y Temperatura, para ir definiendo los criterios previos
que servirán para interpretar los planos procesos-instrumentos que
representan las instalaciones industriales.
Capitulo I: Lectura de Planos Procesos-instrumentos
10
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Nivel
LT-01
Transmisor de Nivel de Flotador.
LT-01
Transmisor de Nivel de Presión
Diferencial.
LSH-01
LT-01
Transmisor de Nivel de Capacidad.
Interruptor de Nivel Alto de Solidos.
LT-01
Indicador de Nivel.
Interruptor de Nivel Bajo de
LT-01
Transmisor de Nivel de Flotador.
LT-01
Transmisor de Nivel de Presión
Diferencial
LSH-01
LT-01
Transmisor de Nivel de Caoacidad.
Interruptor de Nivel Alto de Solidos.
Capitulo I: Lectura de Planos Procesos-Instrumentos
11
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
—
Indicador de Nivel,
LT-01
InterruDtor Nivel Balo de Liauidos.
Presión
PSH-01
PSL-01
Interruptor Presión calibrado en
bajo
Interruptor de Presión calibrado en
alto..
Reaulador de Presión.
Válvula de Seauridad oor Presión
—
PT-OI
Manómetro Indicador de Presión.
Transmisor de Presión,
Disco de Ruotura oara Presión.
Disco de Ruotura oara Vacio.
Capitulo I: Lectura de Planos Procesos-Instrumentos
12
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Caudal
Transmisor con Placa de Orificio.
Transmisor de Flujo con Placa de
Orificio con mecanismo de cambio
rápido. (Caja de Orificio)
Transmisor de Flujo con Tubo
Venturi o Tobera como sensor.
Transmisor de Flujo por Turbina
como elemento sensor.
Indicador de Caudal por Rotametro.
Totalizador de Caudal de
Desplazamiento Positivo
Temperatura
Indicador de Temperatura.
Indicador de Temperatura con
vaina
Capitulo I: Lectura de Planos Procesos-Instrumentos
13
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
TT-01
Termocupla conectado con vaina al
proceso y enviando la señal al
Transmisor
Indicador de Temperatura de
Termocupla o PT-100..
En los procesos industriales las señales usadas por los equipos e instrumentos
que la conforman podran ser eléctricas, neumáticas, hidráulicas, mecánicas,
electromagnéticas. Bajo estos requrimientos se hace necesario mostrar la
simbologia usada para cada tipo de señal, a modo de ejemplo se utilizara las
señales que salen de un transmisor.
Señal Eléctrica
PT-01
-Ho-o
Señal Neumática
— O — O — Señal de Software
•VV
tt
Señal
Electromagnética
Señal Hidráulica
Para vizualizar como podran ser los indicadores, transmisores y controladores
que se representan en estos símbolos se muestran a continuación algunos de
ellos en fotografías. Primeramente los indicadores que están en las
instalaciones para permitir únicamente que los operadores puedan vizualizar la
magnitud de la variable operacional, posteriormente se muestran un conjunto
de transmisores electrónicos los cuales tendrán la función de mandar una señal
eléctrica directamente proporcional a la magnitud de la variable operacional
Capitulo I: Lectura de Planos Procesos-Instrumentos
14
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
hasta los controladores, la función de los controladores electrónicos sera
recibir las señales eléctricas que envían los transmisores para calcular la señal
de error que sera la diferencia del valor deseado de la variable controlada (set
point) y el valor real de la variable que envía el transmisor para
posteriormente aplicar las acciones de contro Proporcional, Integrativa y
Derivativa a esta señal de error para luego convertirla en una señal eléctrica
que ira hacia el proceso industrial para regular las válvulas de control. Se
muestran las fotografías para tener una visión de las conformaciones y
estructuras de los indicadores, transmisores, controladores y válvulas de
control y los mismos no sirven para representarlos en los planos procesosinstrumentos.
Indicadores
Transmisores
Capitulo I: Lectura de Planos Procesos-Instrumentos
15
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Controladores
Válvulas de Control y Convertidores I/P
4. PLANOS PROCESOS-INSTRUMENTOS
Los planos Proceso-Instrumentos (P&I) permiten representar en un solo
esquemático la integración de todos los equipos que conforman al proceso
industrial con los símbolos específicos que representan a cada equipo,
conjuntamente con con los símbolos de cada uno de los instrumentos y
equipos asociados en la instrumentación, automatización y protección del
proceso industrial. Los equipos de instrumentos que estaran conectados en los
Capitulo I: Lectura de Planos Procesos-Instrumentos
16
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
diferentes equipos de la industria estaran funcionando como indicadores,
transmisores y controladores para atender las diferentes variables
operacionales representativas del proceso industrial. Con la finalidad de ir
avanzando progresivamente en la interpretación de los planos procesosinstrumentos se muestran a continuación una librería de símbolos de los
equipos más comunes en instalaciones petroleras.
SÍMBOLOS
FUNCIONAMIENTO
Válvula Manual
Equipo instalado en la misma línea de las
tuberías y se le puede regular la apertura
manualmente.
Podrá estar
totalmente
abierta, totalmente cerrada o en un valor
predeterminado por el operador.
Válvula de Control
Equipo instalado en las tuberías, al que se le
puede regular la apertura del área del
cuerpo a través de una señal neumática de
control. Las variaciones de la señal
neumática de control regulan la apertura y
con ello se regula el paso del flujo a través
del cuerpo de la válvula.
Válvula Check
Equipo instalado en las tuberías, y que
permite el paso del fluido en un solo
sentido, evitando con ello el retorno del
fluido hacia la fuente de alimentación.
-NMotobomba
Equipo conformado por la integración de un
motor eléctrico que genera el movimiento
para mover una bomba, la cual succiona el
líquido a baja presión para descargar el
mismo a una mayor presión.
Motocompresor
Equipo conformado por la integración de un
motor (eléctrico o mecánico) que genera el
movimiento para mover un compresor, el
cual succiona el gas a baja presión para
descargar el mismo a una mayor presión.
líf
Intercambiador de Calor
Equipo estático que permite el contacto
térmico de dos fluidos que nunca se
mezclara en su interior, de modo que el
fluido A pierda calor que el fluido B lo
ganara.
Capitulo I: Lectura de Planos Procesos-Instrumentos
17
Instrumentación Industrial en Instalaciones Petroleras
Separador Liquido-gas
Atfc
Jesús Enrique Otero Ramos
Equipo estático que recibe a los hidrocarburos
y que permite la separación entre los
componentes que se mantendrán en fase
liquida y los componentes que estarán en
fase gaseosa dentro del separador. Tiene una
válvula
de control
para
retirar los
componentes en fase gaseosa y una válvula
para retirar los componentes en fase liquida.
Separador Trifásico
Equipo estático que recibe a los componentes
de
los
hidrocarburos
que
pasaron
previamente por un condensador y permite
que dentro de el se separen los componentes
que están en fase gaseosa, los componentes
que están en fase liquida y el agua.
Horno Vertical
Equipo estático utilizado para calentar el
petróleo, para ello se dispone de tuberías
internas dentro del horno para que el crudo
pase y se caliente, así como, un conjunto de
quemadores por donde se forma y controla la
llama que genera el calor. En los hornos se
dispone una línea de combustible para la
llama piloto, así como, una línea de
combustible donde se regula el gas que
definirá la temperatura a través de una
válvula de control.
Torre de Destilación,
Equipo estático que recibe como alimentación
un flujo de hidrocarburos en fase liquida y
que permite separar los productos pesados
por el fondo y los livianos por el tope. Tiene
en su interior un conjunto de bandejas a
temperaturas especificas con componentes en
fase liquida y cámaras de gas entre las
bandejas lo que permite que los diferentes
componentes se queden en cada etapa de las
bandejas en la fase liquida o gaseosa que le
corresponda.
A
Enfriador.
Equipo estático que permite que en su
interior circulen
componentes
de los
hidrocarburos para ser enfriados por
corrientes de aire, o de aire y agua, que
chocan por sus ductos.
Capitulo I: Lectura de Planos Procesos-Instrumentos
18
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Una vez identificados a travez de sus símbolos varios de los equipos que se
utilizan en las diferentes instalaciones petroleras queda considerar la
integración en los planos Procesos-Intrumentos (P&I) o (DTI) de los equipos
que conforman la instalación petrolera conjuntamente con los instrumentos
que se utilizan para la medición y el control de las variables operacionales
asociadas a cada equipo. El plano Proceso-Instrumentos integra los equipos
que conforman las instalaciones conjuntamente con los instrumentos de sus
variables operacionales lo que permite proporcional a los expertos que trabajan
en las instalaciones la mayor información de las mismas.
Los planos Procesos-Instrumentos proporcionan a los expertos la
información de la integración de los equipos que conforman las
instalaciones
petroleras conjuntamente con los instrumentos
asociados a sus variables operacionales.
La instrumentación industrial se ejecuta en dos grandes actos, medir y
controlar. En el caso de medir, la normalización esta inmersa desde las
unidades utilizadas hasta el método aplicado. Es imposible aislarse del mundo
y utilizar unidades propias o métodos de medición exclusivos, por ello la
simbología usada a través de las Normas ISA permitirá interpretar o realizar
Capitulo I: Lectura de Planos Procesos-Instrumentos
19
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
los planos Procesos-Instrumentos utilizando símbolos que serán del uso común
de todas las empresas petroleras. Los planos Procesos-Instrumentos que
integran los equipos de las instalaciones petroleras con los instrumentos para
las medidas y controles de sus variables operacionales serán reproducibles en
cualquier sitio del planeta con el mínimo de error. Para ello existe la norma,
para reglamentar, para equilibrar, para mecanizar y por supuesto para legislar.
La normalización es parte integral de la instrumentación industrial. Es
necesario conocer y manejar aspectos relativos a las normas para escoger un
dispositivo o método de medición. La normalización se convierte entonces en
una herramienta para el diseño, especificación, organización y dirección. Una
vez identificadas la simbología que contemplan las normas ISA, queda revisar
varios planos P&I que tienen la finalidad de servir de ejemplos para observar el
uso de la norma reseñada.
Instrumentación de Separador Liquido-Gas
4 -SO mA
- 4 - 2 0 mA
Lazo de control de
presión
-Seleccionar el
set-point ( SP (s)).
- Entonax el lazo PID:
- KP (Ganancia)
-Ti (Ajuste
integradvo)
-Td (ajuste derivativo)
Liquida
4-30
mA
4 -so mA
Lazo de control de
nivel
Lazo de Control de Nivel de Fondo de Torre
Capitulo I: Lectura de Planos Procesos-Instrumentos
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Lazo de Control de Presión de Tope de Torre.
Lazo de Control en Cascada Temperatura-Caudal de alimentación de
Torre de Destilación
Capitulo I: Lectura de Planos Procesos-Instrumentos
21
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Lazo de Control en Cascada Temperatura-Caudal en intercambiador de
Calor
FV: Flujo de Vapor
Maestro
FC: Flujo a calentarse
Lazo de Control en Cascada Temperatura-Caudal Reflujo de Tope
Capitulo I: Lectura de Planos Procesos-Instrumentos
22
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Lazos de Control de una Caldera.
Vapor
Maestro
Agua
Caliente
Aire
Esclavo
Regulador de Mezcla
Combustible-Aire
(Cascada+ Feedforward) Calentamiento Fondo + alimentación de torre
Capitulo I: Lectura de Planos Procesos-Instrumentos
23
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Control Override Nivel-Caudal en Torre de Destilación.
MEDICIÓN DE TEMPERATURA EN COMPRESORES
Con Termocuplas y Transmisores de Temperatura.
Panel de Control
Modulo
Electrónico del
PLC
Capitulo I: Lectura de Planos Procesos-Instrumentos
24
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Con Indicadores Bimetálicos e Interruptores-Bimetálicos.
Panel de Control
Modulo
Electrónico de
Tarjetas ON-OFF
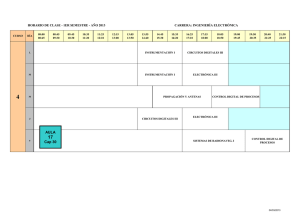
5. CLASIFICACIONES DE ÁREAS
Fuego = Aire + Combustible + Ignición
Aire: El que existe en la atmósfera terrestre.
Combustible: Vapor o materiales inflamables en las instalaciones industriales.
Ignición: La chispa eléctrica o punto caliente que puedan originar los
instrumentos o equipos eléctricos dentro de las instalaciones.
Una explosión puede ocurrir cuando se tiene energía en forma de calor o
electricidad añadiéndose a estas una fuga de vapor o materiales inflamables.
Para minimizar la ocurrencia del fuego en las instalaciones industriales se
utilizan métodos que previenen que las fuentes de ignición o las fugas de vapor
o materiales inflamables puedan encontrarse, estos métodos podrán ser:
•
•
•
•
Cajas y envoltorios a pruebas de explosión.
Cajas con presurización y purgas.
Encapsulamiento con resina o epoxy.
Inmersión en óleo.
Capitulo I: Lectura de Planos Procesos-Instrumentos
25
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Desde 1946 surge la tecnología de "Barreras de Seguridad Intrínsecas" que es
un método de limitación de la energía eléctrica para los instrumentos
localizados en áreas clasificadas. La clasificación de áreas explosivas se
desarrolla a partir de las clasificaciones basadas en: el Código Eléctrico
Nacional, NFPA 70, artículos 500 al 504 de los Estados Unidos de Norteamérica
y la C22.1, Parte I del Código Eléctrico Canadiense, en ambos países las áreas
peligrosas son clasificadas en 3 clases, dependiendo del tipo de sustancias que
puedan estar presentes en las instalaciones industriales:
•
•
•
Clase I:
Clase II:
Clase III:
Presencia de sustancias como gases y vapores inflamables.
Presencia de sustancias como líquidos, fibra o sólidos.
Presencia de sustancias como talco.
Cada clasificación es dividida de acuerdo al nivel de riesgo que pueda estar
presente en cada instalación:
•
•
División 1: El peligro puede estar presente durante condiciones de
funcionamiento
normal,
durante
reparaciones
o
mantenimiento, o donde una falla pueda causar una falla"
simultanea de equipos eléctricos.
División 2: Existe presencia de materiales combustibles, o en un área
adyacente a una localidad de División 1.
La División 1 se divide en cuatro (04) grupos, dependiendo del tipo de gases o
vapores inflamables presentes.
•
•
•
•
Grupo A: Acetileno.
Grupo B: Hidrogeno, combustible o gases de procesos con mas de 30%
de hidrogeno en volumen, o vapores de gases de: butano,
oxido de etileno, oxido de propileno.
Grupo C: Éter, etileno o gases o vapores de risco equivalente.
Grupo D: Acetona, amoniaco, benceno, butano, etanol, metano, gas
natural, nafta, propano o gases o vapores de risco equivalente.
En Clase II las ubicaciones peligrosas son divididas en 3 grupos:
•
•
•
Grupo E: Atmósfera conteniendo piezas metálicas, incluyendo aluminio,
magnesio u otra pieza o partícula en suspensión combustible.
Grupo F: Atmósfera conteniendo materiales del carbono.
Grupo G: Atmósfera conteniendo materiales combustibles no incluidos
en e¡ Grupo E o Grupo F incluyendo madera y químicos.
En la Clase III como ubicaciones peligrosas son clasificadas, aquellas que son
causadas por la presencia de ignición fácil de fibra o sólidos en suspensión.
Tanto la fibra como los sólidos en suspensión pueden ser expuestas a
cantidades suficientes de energía para producir una explosión.
Capitulo I: Lectura de Planos Procesos-Instrumentos
26
Instrumentación Industrial en Instalaciones Petroleras
•
•
Jesús Enrique Otero Ramos
Clase III,
División 1: Son aquellos locales de fácil ignición en fibra u
otros materiales que producen combustibles
sólidos en suspensión cuando son manipulados.
Clase III, División 2: Son aquellos locales de fácil ignición en fibra
cuando son almacenados o manipulados.
Los países europeos también han realizado clasificaciones de áreas peligrosas,
por ello en la siguiente tabla se muestra las diferencias entre las clasificaciones
norteamericanas y las europeas para áreas de explosión.
Explosiones
Continuas
Norte América
lEC/Europa
Explosiones
Intermedias
División 2
División 1
Zona 0
Condición Anormal
de Explosión
Zona 1
Zona 2
La Zona 2 (lEC/Europa) y la División 2 (Norte América) son equivalentes,
mientras que la División 1 corresponde a las Zonas O y 1. Un instrumento
designado para trabajar en Zona 1 no necesariamente puede ser diferenciado
usando la División 1. La principal diferencia entre la clasificación Norte
Americana y la Europea es que no hay tendencia de equivalencia para Zona O
Europea y el sistema Norte Americano. Las nuevas normas ISA son adoptadas
para solventar esta situación. La Zona O Europea es una clasificación para un
área mas peligrosa, un instrumento designado para Zona O debe ser incapaz
de generar o acumular energía suficiente para dar ignición a algún agente
inflamable. En Europa, los equipos son certificados sobre la base del diseño y
las características de construcción, mientras que el sistema Norteamericano,
los equipos son clasificados en base a la zona de posible instalación. En la
practica, los dos sistemas son equivalentes si la diferencia entre ambos es
menor que la mostrada en la siguiente tabla.
Clasificación de los equipos
Energía de
Ignición
Categorías
Explosivas
Europa
Norteamérica
Metano
Grupo I
No clasificado
Acetileno
Grupo II, C
Clase I, grupo A
> 20 ujoules
Hidrogeno
Grupo II, C
Clase I, grupo B
>20 ujoules
Etileno
Grupo II, B
Clase I, grupo C
>60 ujoules
Propano
Grupo II, A
Clase I, grupo D
> 180 ujoules
Piezas metal
Piezas carbón
">'...- • • ' ; • • : ' • • • :
Clase II, grupo E
En preparo
Clase II, grupo F
Piezas grao
Clase II, grupo G
Fibras
Clase III
Capitulo I: Lectura de Planos Procesos-Instrumentos
Ignición Fácil
27
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Seguridad Intrínseca
Seguridad Intrínseca (SI) es un método que sigue atmósferas inflamables
encontradas en un área con posibilidades de explosión, viniendo de un
contacto con equipos eléctricos externos causantes de la misma. Esta
seguridad es acompañada por límites de valores de tensión y corriente
eléctrica que puedan ocasionar fallas, arcos eléctricos o puntos calientes, como
resultado de condiciones normales de operación. Las características de ignición
de los materiales inflamables son caracterizados por varios parámetros no
relacionados: mínima cantidad de energía de ignición necesaria para causar
una explosión y una mínima temperatura de una superficie que tenga el mismo
efecto de causar una explosión. La norma ANSI/ISA-S50.02-1992 establece la
energía menor de 3 vatios que puedan consumir los instrumentos después de
la Barrera de Seguridad Intrínseca en las áreas peligrosas. Como la energía
disponible para los instrumentos es limitada a 3 vatios, será necesario
alimentar los mismos a través de varias fuentes de tensión con barreras.
CONDICIONES INTRINSICAMENTE SEGURAS « 3 W
Fuego = Combustible + Aire + Fuente de Ignición
Potencia = Voltaje x Corriente
Potencia Instrumento = (24 VDC)x(20 mA) = 0,58 W
Potencia Instrumento = 0,58 W « 3 W
3 Vatios NO GENERARA:
•
•
Un punto caliente que propicie el fuego.
Un arco eléctrico que propicie el fuego
Las Barreras Zener deben limitar la corriente que circula por los instrumentos,
así como la tensión de alimentación, como se muestra en la siguiente figura.
Barrera
Zener
1UU
t
24VDC
Capitulo I: Lectura de Planos Procesos-Instrumentos
28
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
6. DEFINICIONES
1. FUENTES DE ERRORES
1.1.
Errores de Equipos:
•
•
•
•
•
1.2.
Calibración.
Linealidad.
Histéresis.
Derivas.
Cambios de Sensibilidad.
Errores de Interferencias:
•
•
•
•
•
1.3.
Ruido.
Transitorios de Conmutación.
Radio Interferencias.
Perturbaciones de Alimentación.
Zumbido de 60 Hz en etapas de Baja señal.
Errores de Instalación:
•
•
•
•
•
Alcance.
Vibraciones.
Temperatura.
Falsas uniones.
Aspectos Meteorológicos.
2. Campo de Medida (Rango)
Es el conjunto de valores de la variable medida que están comprendidos
dentro de los límites superior e inferior de la capacidad de medida del
instrumento. Ejemplo:
. _. . _ . . _
60 r
—
i imite Superior = 60 C°
L
>
55
—
50
45
E
~
40
35
30
25 i
~
^
5
=
Rango
V
- 5 C° hasta 60 C°
20 \
15 j
10 \
5 i
—
~
E
o1
i
-5 I
E
Limite Inferior = J
Capitulo I: Lectura de Planos Procesos-Instrumentos
29
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
3. Alcance
Es la diferencia algebraica entre el límite superior y el límite inferior del
instrumento. Ejemplo:
Alcance Termómetro = 60 C° - (- 5 C°) = 65 C°
4. Error
Es la diferencia algebraica entre el valor leído o transmitido por el
instrumento y el valor real de la variable medida por un instrumento
patrón. Ejemplo, lectura de temperatura entre un termómetro común y un
termómetro patrón.
Error
Termómetro común
•
•
Termómetro Patrón
Si la variable operacional que mide el instrumento esta en condiciones
de régimen permanente la diferencia de medidas se llama Error
Estático.
Si la variable operacional que mide el instrumento esta se comporta en
forma dinámica y estos cambios requiere cierto tiempo para ser leído o
transmitido por el instrumento se tendrá Error Dinámico.
5. Precisión
Es la tolerancia de medida o de transmisión del instrumento y define los
límites de los errores cometidos cuando el instrumento se emplea en
condiciones normales de servicio. Los fabricantes de equipos de
instrumentos conocen la precisión de lo que construyen y por ello dan
valores porcentuales de error de lectura que pueden tener los mismos.
Ejemplo: Termómetro con precisión de 5%
Lectura del Termómetro = 24 C° +- 5%
Capitulo I: Lectura de Planos Procesos-Instrumentos
30
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
La precisión puede variar en cada punto del rango del instrumento, sin
embargo, los fabricantes usualmente la especifican para todo el rango.
6. Zona Muerta
Es el campo de valores de la variable operacional donde no hace variar la
indicación o la transmisión del instrumento, es decir, ante cambios de la
magnitud de la variable operacional el instrumento no produce respuestas.
Viene dado en tanto % del alcance de la medida.
7. Sensibilidad.
Es el incremento de la lectura del instrumento respecto al incremento de la
variable operacional que la ocasiona, después de haberse alcanzado el
estado de reposo.
8. Repetibilidad
Es la capacidad de reproducir las posiciones del instrumento al medir
repetidamente valores idénticos de la variable operacional, en las mismas
condiciones de servicio y en el mismo sentido de la variación.
9. Histéresis
Es la diferencia máxima que se observa en los valores indicados o
transmitidos por el instrumento para el mismo valor de la variable
operacional, cuando el instrumento recorre toda la escala en sentido
ascendente y descendente posteriormente.
Capitulo I: Lectura de Planos Procesos-Instrumentos
31
TRANSMISORES Y TRANSDUCTORES
1. Transmisores y Transductores.
2. Transductores Eléctricos..
2.1
Transductores Potenciometricos
13
2.2
Transductores Capacitivos
16
2.3
Transductores Inductivos
19
2.4
Transductores de Resistencia Variable
22
2.5
Transductores Piezoeléctricos
25
2.6
Termocuplas
26
3. Conclusiones
Capitulo II: Transmisores y Transductores
.27
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
1. TRANSMISORES Y TRANSDUCTORES.
En los procesos industriales para realizar las transformaciones de los productos
de entrada o materias primas y convertirlos en productos acabados o
semiacabados como salidas del mismo proceso, es necesario así como la
integración del conjunto de equipos y maquinas, los instrumentos que se
encargaran
de indicar la magnitud de las variables operacionales, los
instrumentos que se encargaran de transmitir hasta los controladores las
señales que serán proporcionales a la magnitud de la variable operacional
sensada, los equipos de control, los instrumentos que serán los elementos
finales de control en el proceso, así como otros instrumentos que trabajaran
como equipos o dispositivos de segundad. Para visualizar los equipos e
instrumentos que utilizan tecnología de punta para atender: la transmisión de
la magnitud de las variables operacionales, el control de las mismas y los
elementos finales de control se muestra a continuación un esquemático
pictórico con los transmisores, el Controlador Lógico Programable (PLC) y las
válvula de control que ejecutaran los lazos de control de las variables
operacionales del proceso industrial.
En este conjunto de equipos son los transmisores los instrumentos que captan
la variable del proceso, la acondicionan y escalan sobre una señal de salida de
rango o protocolo normalizado y la envían a distancia hasta otro instrumento
receptor que cumple con la función de indicar, registrar y/o controlar. Estos
instrumentos deben poseer básicamente una relación de proporcionalidad
entre la variable del proceso y la señal emitida. Los transmisores de
instrumentación se justifican por el hecho de permitir la centralización en un
tablero, armario, panel de control o computador las diversas variables del
proceso, para ejercer una medición y control a distancia. Además de evitar
que el personal de operaciones y mantenimiento se expongan a riesgos debido
a las condiciones propias de algunos procesos, tales como altas temperaturas,
altas presiones, fluidos tóxicos o corrosivos, etc.
Capitulo II: Transmisores y Transductores
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Para implementar los lazos de control de las variables operacionales asociadas
a los procesos industriales, son los transmisores los instrumentos que estando
instalados dentro dei proceso industrial tienen conexión directa con la variable
operacional medida y tendrán la función de enviar una señal hasta el equipo
controlador o registrador, es decir, los transmisores son los instrumentos que
tienen la función de enviar una señal proporcional de la magnitud de la
variable operacional hasta donde se encuentre el controlador o registrador.
Dependiendo del tipo de tecnología que se use para implementar los lazos de
control estos transmisores podrán enviar señales: eléctricas, neumáticas,
electromagnéticas, ópticas, la idea fundamental es que los transmisores
transmiten una señal proporcional a la variable operacional a la que esta
conectado. En la figura siguiente se ¡lustra esta aplicación tomando como
ejemplo un transmisor de presión conectado en un separador liquido-gas.
Distancia
Transmisor
de Presión
Controlador
Registrador
Se envía una señal:
• Eléctrica.
• Neumática.
• Electromagnética.
• Hidráulica.
• Óptica.
Cuando los transmisores son neumáticos envían una señal de 3 a 15 PSI hasta
el controlador y la distancia comprendida entre el transmisor y el controlador
es de muy pocos metros (10 metros por ejemplo). Cuando son transmisores
electrónicos que envían una corriente eléctrica entre 4 a 20 miliamperios la
distancia comprendida entre el transmisor y el controlador puede ser hasta de
varios cientos de metros (Hasta 500 metros por ejemplo). Cuando son
transmisores que envían señales eléctricas moduladas en protocolo hard la
distancia comprendida entre el transmisor y el controlador puede alcanzar
hasta 1600 metros sin repetidores y hasta varios kilómetros utilizando
repetidores. Cuando los transmisores envían su señal en forma digital
utilizando fibra óptica como medio de transmisión de la señal la distancia entre
el transmisor y el controlador puede alcanzar varios kilómetros. En este libro
se dispone de un capitulo de transmisores inteligentes que utilizan protocolos
hard, así como, se dispone de un capitulo para las redes de control que explica
hasta las conexiones por fibra óptica y hasta un capitulo para los controladores
neumáticos, por lo tanto, se dejaran las inquietudes de los transmisores con
protocolo hard para el capitulo de transmisores inteligentes, las conexiones por
fibra óptica para el capitulo de redes de control y los transmisores neumáticos
para el capitulo de controladores neumáticos, por ello, para efectos del libro en
este capitulo solamente se explicara el transmisor electrónico con señales de
salida comprendida entre 4 a 20 miliamperios.
Capitulo II: Transmisores y Transductores
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En los transmisores electrónicos con señal eléctrica de salida comprendida
entre 4 a 20 miliamperios la magnitud de la corriente será proporcional a la
magnitud de la variable operacional sensada. Estos transmisores requieren
como alimentación eléctrica (12 o 24 VDC) de una fuente que estará ubicada
en campo. La salida de corriente que sale del transmisor es la misma que
llegara hasta el controlador (Indistintamente que el controlador se encuentre a
20 metros o 500 metros) donde cerrara el circuito eléctrico al circular la
corriente que sale del transmisor por una resistencia de carga que estará
conectada como parte del hardware de la tarjeta del PLC, (Por eso se utiliza
la corriente y no tensión eléctrica). Utilizando un transmisor de presión
como ejemplo conectado en un separador liquido-gas, se muestra en las
siguientes figuras: el envió de la señal eléctrica desde el transmisor hasta el
controlador y el modo de conexionado eléctrico que muestran los fabricantes
para estos instrumentos.
Transmisor
de Presión
Controlador
4 a 20 mA
tt
Distancia hasta
500 metros
VL =(4 a 20)mA.RL
Presión del Separador
Como podrá observarse del ejemplo, la variable operacional presión del
separador interactúa directamente en el transmisor quien recibe la señal de
presión desde el separador a través de líneas de tubos de acero. Del
Capitulo II: Transmisores y Transductores
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
transmisor sale una corriente entre 4 a 20 mA hasta el controlador donde
cierra el circuito eléctrico a través de una resistencia de carga RL que esta en
el controlador, lo que permite que en el controlador se tenga una tensión
eléctrica VL (VL=(4 a 20)mA.RL) que alimentara a los circuitos electrónicos
del controlador y que será directamente proporcional a la magnitud de la
variable operacional al cual esta conectado el transmisor.
Estas consideraciones de cómo se conecta el transmisor de presión, como se
alimenta eléctricamente, de cómo es la salida de corriente del mismo en 4 a 20
mA y cuya magnitud es directamente proporcional a la magnitud de la presión
dentro del separador, en forma análoga, actuaran todos los transmisores
electrónicos que estarán instalados en el proceso industrial para medir otras
variables operacionales como el nivel, caudal y temperatura, por ejemplo.
Todos los transmisores electrónicos tendrán salidas de 4 a 20 miliamperios
proporcionales a las magnitudes de las variables operacionales a las que están
interconectados, y la diferencia fundamental entre los diferentes transmisores
estarán que al ser las variables operacionales diferentes tendrán formas de
construcción diferentes de modo de poder adaptar su instalación a la variable
que corresponda, esto implica tener diferentes transductores para cada
transmisor según el tipo de variable al que esta conectado y seguramente cada
transductor tendrán respuestas características especificas de su elemento
eléctrico según la variable operacional a que corresponda. Con la finalidad de ir
visualizando las conexiones de diferentes transmisores para diferentes
variables operacionales se muestran en las siguientes figuras ejemplos de
aplicaciones en: Nivel, Caudal y Temperatura.
Transmisor
de Nivel
4 a 20 mA
4 a 20 mA
Transmisor
de Caudal
Capitulo II: Transmisores y Transductores
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
4 a 20 mA
Transmisor de
Temperatura
Como se podrá observar de la figura anterior las diferentes variables
operacionales (Nivel, Caudal y Temperatura) requerirán diferentes modos de
ser construidos los transmisores para poder adaptarlas a las características de
la variable a ser medida. Se podrá observar como se conecta el transmisor de
nivel en un tanque cerrado a través de vasos comunicantes y que permite que
el mismo nivel que esta dentro del tanque sea el mismo nivel que esta dentro
del transmisor interactuando con el transductor, de modo que cada cambio de
nivel dentro del tanque será el mismo cambio de nivel en el transductor y con
ello los cambios del elemento eléctrico que contiene el transductor del
transmisor de nivel. Posteriormente se observa el transmisor de caudal que
utiliza como elemento sensor una turbina. Este transmisor se instala
directamente en la línea donde se requiere medir el y por ello el mismo caudal
que circula por la tubería es el mismo caudal que circula por el transmisor, y
donde el transductor de turbina que esta en la línea generara una señal
eléctrica proporcional a la magnitud del caudal que pasa por la tubería.
Finalmente en el transmisor de temperatura se tendrá como transductores
termocuplas o PT-100 que estarán instalados en el punto de medición y que a
través de cables de extensión se llevara la señal eléctrica del transductor hasta
donde este instalado el modulo electrónico, sin embargo, la variable eléctrica
asociada a los transductores de temperatura también generaran cambios de su
valor proporcionales a los cambios de la temperatura.
Con las consideraciones que deben dejar los cuatro ejemplos que se hacen con
los transmisores de presión, nivel, caudal y temperatura se podrá definir que
indistintamente cual sea la variable operacional a la cual corresponda el
transmisor, todos los transmisores tendrán una señal eléctrica de salida
comprendida entre 4 a 20 miliamperios y cuya magnitud será proporcional a la
magnitud de la variable operacional a la que corresponde. A esto se podrá
agregar que diferentes fabricantes de transmisores electrónicos construirán
diferentes modelos y estilos de fabricar los transmisores, pero, las
consideraciones de la señal de salida del transmisor entre 4 a 20 mA
proporcional a la magnitud de la variable operacional que sensa siempre será
la misma. Los fabricantes de transmisores tendrán sus propios criterios para el
Capitulo II: Transmisores y Transductores
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
diseño y construcción de los mismos, sin embargo, todos los transmisores
estarán conformados por un circuito electrónico y el transductor que lo
alimenta. Como se pudo observar de los cuatro ejemplos anteriores, el
transductor esta conectado con la variable operacional y aprovecha los
cambios de la magnitud de la variable operacional para generar cambios de la
variable eléctrica que representa. El circuito electrónico que se alimenta del
transductor se actualiza cada vez que se generan los cambios de la variable
operacional dado que estos cambios generan las modificaciones de la magnitud
de la variable eléctrica asociada al transductor y es por ello que los
transmisores van adaptando la salida de corriente a los cambios de la variable
operacional que se mide en el proceso industrial.
Con la finalidad de ir asumiendo un dominio adecuado de la conformación de
los transmisores se presenta a modo de ejemplo en la siguiente figura el
despiece del transmisor de presión que esta conectado en el separador. En la
figura se puede observar todo el despiece del transmisor, con las diferentes
partes y piezas mecánicas que lo conforman, así como, los circuitos
electrónicos y en la parte inferior de la figura el transductor.
CONJUNTO TÍPICO DE TRANSMISOR DE PRESIÓN —
- **
**
CUERPO 0€ LA PARTE ELECTRÓNICA
PLACAS
DE CiftCUITO
r
BRIDA -*
OE PROCESO
MODULO ~
SENSOR
TAPA
_,-.>,(%
&
: %-
Para todos los transmisores electrónicos, indistintamente la variable
operacional que atienda, indistintamente el fabricante que lo construya e
indistintamente el modelo, todos, estarán conformados por un transductor que
Capitulo II: Transmisores y Transductores
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
genera cambios de su variable eléctrica cada vez que cambia de magnitud la
variable operacional al cual esta conectado y por un circuito electrónico que
convierte los cambios de la variable eléctrica del transductor en cambios de su
salida de corriente. De la gráfica anterior en la parte inferior de la misma se
observa el Modulo Sensor 6-CELL el cual es el transductor de este
transmisor de presión, este sensor esta conectado eléctricamente con las
tarjetas o placas del circuito electrónico del transmisor, las cuales también
se observan en la gráfica anterior. Estos circuitos electrónicos o placas del
circuito presentan diagramas de bloques sugeridos por los fabricantes para la
interpretación del funcionamiento de los mismos y en la siguiente figura se
muestra de un catalogo de transmisores la información que este fabricante
proporciona a los usuarios de cómo esta constituido el circuito electrónico del
transmisor.
Diagrama Eléctríco en Bloques
Al observar el esquemático anterior y hacer consideraciones desde el punto de
vista de los circuitos electrónicos que conformaran al transmisor se podrá
afirmar que es muy pobre la información que proporcionan los fabricantes de
los transmisores sobre los circuitos electrónicos que integran los transmisores.
Con la finalidad de tener una mejor visión de la función que cumplen los
diferentes circuitos electrónicos del transmisor se puede ahondar un poco más
en esta información.
ESQUEMA FUNCIONAL DEL TRANSMISOR ELECTRÓNICO.
En la siguiente figura se muestra un diagrama de bloques del esquema
funcional de un transmisor electrónico el cual es alimentado desde el proceso
industrial por la variable operacional y tiene como salida la señal de corriente
que alimentara la tarjeta electrónica de entradas analógicas del PLC en la Sala
de Control. El transmisor esta instalado en el mismo lugar del proceso y
básicamente se compone de cinco partes: el elemento transductor y cuatro
circuitos electrónicos que buscan desde,acondicionar la señal del transductor
hasta generar la salida de corriente que sale del transmisor. Este arreglo se
puede reseñar a continuación.
Capítulo II: Transmisores y Transductores
8
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Proceso Industrial
En los procesos industriales se hace necesario a lo largo de las diferentes
etapas que conforman las líneas de producción, elaboración, o modificación de
los productos, de un conjunto de instrumentos para realizar las diferentes
mediciones
de
las
variables
operacionales del proceso tales como
(Temperatura, Caudal, Nivel, Presión) las cuales serán las variables
operacionales representativas de cada una de las etapas que conforman la
industria y a las cuales será necesario medir para posteriormente controlar.
Cada variable operacional que deba ser medida requerirá un transmisor, los
cuales estarán instalados muy próximos al equipo que genera la variable
representativa a ser medida.
Proceso Industrial
SALA DE CONTROL
Variable
Operacional
> Presión.
»Nivel.
• Caudal.
• Temperatura.
4 a 20 mA
1. Circuito de
Alimentación
TRANSMISOR
2. Circuito de
Linealización
3. Circuito de
Voltaje/Corriente
4. Circuito de
Realimentación
Transductor
Esta contenido en el transmisor y tiene la función de convertir los cambios de
las variables operacionales del proceso industrial en cambios de variable
eléctrica. Esta variable eléctrica podrá ser resistencia variable, capacitancia
variable, inductancia variable, tensión variable, etc y donde los cambios de la
variable eléctrica son generados por los cambios de la variable operacional, y
donde los cambios de la variable eléctrica del transductor es proporcional a los
Capitulo II: Transmisores y Transductores
9
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
cambios de la magnitud de la variable medida. El elemento eléctrico contenido
en el transductor sirve como elemento activo del circuito electrónico 1 del
transmisor.
Circuito Electrónico 1
Este es un circuito que convierte los cambios del transductor (Resistencia
Variable, Capacitancia Variable, Inductancia Variable, etc) en una tensión
eléctrica. La salida del circuito electrónico 1 es una tensión eléctrica
representativa de la magnitud de la variable y pasa a ser la consigna del
detector de error que alimenta.
Circuito Electrónico 2
Se alimenta con el valor de tensión que resulta de la diferencia de la salida del
circuito electrónico 1 y La Realimentación de la salida del circuito. Este circuito
define la magnitud de la salida del transmisor comparando la salida del
transmisor con un nuevo valor de la señal que provenga del circuito 1. En esta
unidad se linealiza la señal de salida dado que la señal eléctrica que generan
los transductores no son lineales y por ello se hace necesario que la salida
comprendida entre 4 a 20 miliamperios tenga una correspondencia lineal con
los cambios de la magnitud de la variable.
Circuito Electrónico 3
Es un circuito de convertir la señal de tensión que sale del circuito de
Idealización en la señal de corriente de 4 a 20 miliamperios que saldrá del
transmisor.
Circuito Electrónico 4
Es el circuito que se alimenta de la salida linealizada de la magnitud de la
variable medida y la compara con el valor instantáneo de la variable que
proporciona el circuito 1.
En un curso de electrónica analógica se encontraran y desarrollaran
los criterios técnicos para entender los montajes básicos de todos los
circuitos electrónicos señalados, y basados en Amplificadores
Operacionales y que servirán para la construcción de los transmisores
electrónicos. No es de la atención de este texto esos análisis.
Para concluir en las consideraciones de la visualización de los transmisores
electrónicos y sin tener ninguna duda, se podrá decir que los transmisores son
la integración de un transductor eléctrico que proporciona una salida a través
de los puntos de conexión A y B de su variable eléctrica (Resistencia variable,
capacitancia variable, inductancia variable, frecuencia variable, f.e.m. variable)
con los circuitos electrónicos que integran el transmisor, quienes aprovechan
los cambios de la variable eléctrica del transductor para generar la salida de 4
a 20 mA proporcionales a la magnitud de la variable medida, tal como se
muestra en la siguiente figura.
Capitulo II: Transmisores y Transductores
10
Instrumentación Industrial en Instalaciones Petroleras
Variable
Operacional
•
•
•
•
Presión.
Nivel.
Caudal.
Temperatura.
Jesús Enrique Otero Ramos
012 o 24 VDC
Circuitos
Electrónicos
4 a 20 mA
TRANSMISOR
Diferentes fabricantes construirán transmisores para las diferentes variables
operacionales, sin embargo, todos se construirán bajo la condición que el
transmisor es la integración de un transductor que alimenta unos circuitos
electrónicos, donde la gran diferencia mas que en los circuitos electrónicos que
se diseñaran para las diferentes aplicaciones, estará en el diseño de los
transductores que tendrán que adaptarse a cada una de las diferentes
necesidades de medir las diferentes variables operacionales en diferentes
modos de conexión en las instalaciones industriales. Para concluir esta
información y reforzar las últimas consideraciones se muestran un conjunto de
transmisores para diferentes aplicaciones donde puede observarse el desarrollo
de diferentes transductores que permitirán medir las diferentes variables
operacionales. Se busca que en el detalle de la observación le permita ai lector
promover la familiaridad con este tipo de instrumentos.
Capitulo II: Transmisores y Transductores
11
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
2. TRANSDUCTORES ELÉCTRICOS
Los transductores eléctricos son los elementos que tienen contacto directo con
la variable operacional que se mide y su función es convertir los cambios de la
magnitud de la variable medida en cambios de la señal eléctrica. Estos cambios
de la señal eléctrica de los transductores son los que aprovechan los circuitos
electrónicos que integran al transmisor para modificar la magnitud de su señal
de salida. Los transductores eléctricos podrán ser de: Resistencia variable,
Inductancia variable, capacitancia variable, tensión variable y esto se
representa en la siguiente figura:
Capitulo II: Transmisores y Transductores
12
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
• Ohmios.
Variable
Operacional:
•
•
•
•
Presión.
Nivel.
Caudal.
Temperatura
• Milivoltios.
• Capacitancia.
Inductancia.
• Frecuencia.
TRANSDUCTORES BÁSICOS
TRANSDUCTORES DE ELEMENTO DE ACCIONAMIENTO INTERMEDIO
•
•
•
Potenciometricos.
Capacitivos.
Inductivos.
2.1. TRANSDUCTORES POTENCIOMETRICOS
Se utilizan frecuentemente en circuitos de división de tensión, donde la
resistencia variable (R.f(x)) que tendrá una tensión variable (Vs) será el
producto del movimiento de una variable que haga mover el cursor -<
Capitulo II: Transmisores y Transductores
13
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
X: Desplazamiento del cursor.
R.f(x): Resistencia entre el cursor y el extremo de referencia.
0< f(x) < 1
Vs = f(x).E
TÉCNICAS DE MEDIDAS
Desplazamiento Lineal.
•0
/vwvwwv
Q
Desplazamiento Angular
Multivueltas
/wwwwv-
-©
Trigonométricos
-E
Capitulo II: Transmisores y Transductores
14
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Fuerza
Aceleración
asa
l/\ " \-r-qm)—£
Aceleración
AA/WWWV
-+E
Presión
I Presión V
0X
Capitulo II: Transmisores y Transductores
15
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
2.2. TRANSDUCTORES CAPACITIVOS
C: Carga eléctrica del condensador.
- Gv.A Gv.A 1 - 1
C=
=
= Le.—
E.d
d E
E
Ce: Capacitancia en microfaradios.
Gv:^Densidad de carga eléctrica. Depende del tipo de dieléctrico usado.
A: Área de las placas del condensador. Su cálculo depende de la forma que
tenga el condensador y si es cuadrado, redondo, cilindrico.
E: Tensión eléctrica entre las placas del condensador.
d: Distancia entre las placas del condensador
Placa B
Presión
Presión
Gv.A 1
La fuerza que ejerce la presión sobre el área de la placa A comprime el
dieléctrico que esta contenido entre las dos placas del condensador y con ello
modifica la distancia (d) entre las placas A y B modificando la capacidad (C)
del condensador. Esta acción de la presión permite tener una distancia variable
entre placas cada vez que la acción de la presión varié y con ello una
capacitancia variable. Presión variable para capacitancia variable. Dependiendo
el uso que vaya tener el transductor capacitivo según la variable operacional
en donde vaya a ser usada, estos podrán tener diferentes formas de
construcción tal como se muestra a continuación.
Capitulo II: Transmisores y Transductores
16
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Condensador de Placas Planas
£>-
Condensador Cilindrico
Condensador de Dieléctrico Variable
^
:
D2
-«- DI
>
á|
1
\
n^
1
í
i! ¡' i
A
II
Capitulo II: Transmisores y Transductores
17
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
^
TÉCNICAS DE MEDIDA!
Fuente de Tensión
/^\
yfj/
V(t)= Vm.sen(wt)
/^
V)
_/
í
/^^\
Resonancia Serie
1 K1")
• • • —^j —\
X/fH — \/m qpnfwH
-^
í
r
fí o
í
X
o
Cuente Diferencial
V(t)= Vm.sen(wt)
X
v)
i =?- i
M
lonversión a Tiempo
Oscilador
Monoestable
A Filtro
Salida
nrui ~* n ^ ^ ,
J4JÍ
i"*r
^
i
Capitulo II: Transmisores y Transductores
18
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
2.3. TRANSDUCTORES INDUCTIVOS
Im(t)
N.A.u
Donde:
: Flujo Magnético.
N: Numero de espiras del arrollado del cable del circuito eléctrico.
A: Área del material ferromagnético al que se arrolla el cable.
L: Longitud del circuito magnético.
Im(t): Corriente eléctrica que circula por las espiras.
|J: Permeabilidad Magnética.
Presión
Presión
Se tiene un electroimán que tiene un núcleo de hierro que descansa sobre un
resorte que tiene la función de sacar el núcleo del electroimán cuando no
exista la fuerza de la presión sobre el área del núcleo. En la medida que se
ejerza una presión sobre el núcleo de hierro este podrá comprimir el resorte
introduciéndose dentro del electroimán. La variación de la penetración del
Capitulo II: Transmisores y Transductores
19
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
núcleo de hierro dentro del electroimán hará variar la magnitud del flujo
magnético (f>, dado que las variaciones de penetración del núcleo de hierro en
el electroimán generaran una permeabilidad magnética p variable. Este
transductor eléctrico aprovechara entonces los cambios que la presión ejerce
sobre el núcleo de hierro del electroimán para conseguir flujo magnético
variable.
TÉCNICAS DE MEDIDAS
Bobina con Entrehierro Variable
Bobina con Reluctancia Variable
Detector de Proximidad
Capitulo II: Transmisores y Transductores
20
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Bobinas Acopladas
-o
-o
2.4. TRANSDUCTORES DE RESISTENCIA VARIABLE
•
•
•
RTD o PT-100.
Termistores (NTC, PTC).
Galgas extensiométricos.
RTD o PT-100 (RTD: Resistencia Temperatura Detector)
Los RTD o PT-100, son transductores Temperatura-Resistencia Variable,
conformada por un elemento que consiste usualmente en un arrollamiento de
hilo muy fino del conductor bobinado entre capas de material aislante y
protegido con un revestimiento de vidrio o cerámica.
-0
-O
I Temperatura
Con los RTD se tiene como salida del transductor una resistencia variable ante
los cambios que presente la temperatura en el punto donde fue arrollado el
hilo del conductor eléctrico que conforma la termoresistencia. Se fabrican
termoresistencias en níquel, cobre y platino, sin embargo, los detalles de los
mismos así como las tablas del valor de la resistencia a partir del valor de la
temperatura a la que esta sometida se detallan en el capitulo de temperatura.
En la siguiente figura se muestra una gráfica representativa Q/°C del valor
que toma la PT-100 (que inicia con 100 Q para O °C) y un ejemplo de cómo
será su forma constructiva.
100
100
200
300
400
Capítulo II: Transmisores y Transductores
°C
21
Instrumentación Industrial en Instalaciones Petroleras
T
2, 3, o 4 hilos
Jesús Enrique Otero Ramos
^^ Cerámica
o vidrio
Encapsulado
Metálico
TÉCNICAS DE MEDIDAS
Medida en Puente de Wheatstone
Ro
Ro + dR
Medida en Puente Equilibrado
Ro + dR
Ro
•m
Vc
O
O
Vs
Ro
Ro
777-
Medida a 3 Hilos
R
Ro
Re
Re
Capitulo II: Transmisores y Transductores
Ro + dR
22
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
TERMISTORES (NTC, PTC)
Los Termistores son dispositivos construidos con semiconductores que tienen
las características de cambiar su valor de resistencia en ohmios en la medida
que son expuestos a los cambios de temperatura. Existen los Termistores NTC
(Negative Temperature Coefficient) que tienen la condición de disminuir su
valor de resistencia en la medida que se incrementa la temperatura a la que es
expuesta, mientras que los termistores PTC (Positive Temperature Coefficient)
que incrementan su valor de resistencia en ohmios en la medida que se
incrementa la temperatura a la que es sometido. En las siguientes gráficas se
muestra en el símbolo de los Termistores y curvas características que
muestran los rangos de trabajo.
R(T)
A
100 KQ
1 KQ
25 °C
R(T)
100 °C
A
1 MQ
100 Q
70 °C
100 °C
TÉCNICAS DE MEDIDAS
R(T)
Capitulo II: Transmisores y Transductores
23
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
GALGAS EXTENSOMETRICAS
La extensometria es el método que tiene como objeto la medida de las
deformaciones superficiales de los cuerpos. Cuando estos cuerpos son sólidos y
son sometidos a esfuerzos de tracción sufren una deformación que genera
variaciones en los valores de la resistencia eléctrica entre los extremos del
elemento transductor. El efecto de la deformación de un cuerpo por efecto
tracción se muestra a continuación.
Tracción
dL
Son las galgas extensometricas transductores eléctricos conformados por hilos
metálicos de las aleaciones de Níquel-Cobre, o Níquel-Cromo que tiene la
particularidad que para todo aumento de la longitud del sólido deformado por^
la tracción corresponde un incremento en el valor de la resistencia del
transductor y donde la variación de la resistividad es proporcional a la
variación del volumen del sólido deformado. Estos transductores vienen para
valores nominales de 120 Q, 350 Q, 700 Q y 1 KQ y podrán trabajar a una
temperatura de servicio de 120 °C. Los símbolos de las galgas extensometricas
se presentan a continuación.
Filamento
Trama
Tracción
Galga de
Galga activa.
armadura
compensación térmica
Capitulo II: Transmisores y Transductores
24
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
TÉCNICAS DE MEDIDA
Montaje 1/4 Puente
Montaje 1/2 Puente
2.5. TRANSDUCTORES PIEZOELECTRICOS
La piezoelectricidad es el fenómeno que consiste en la aparición de cargas
eléctricas en determinadas zonas de un cristal tallado de material
piezoeléctrico cuando sobre sus ejes se le aplica una fuerza, o también, que
puede generar vibraciones a una frecuencia cuando se le aplica una tensión
eléctrica. Los cristales piezoeléctricos pueden ser naturales (Cuarzo,
Turmalina), o sintéticos (Sal de Rochelle, Titanato de Bario). En la siguiente
figura se muestra el símbolo y el esquema físico del transductor.
Voltaje
<D
Placas
Conductoras
Cristal Piezoeléctrico
Para considerar la frecuencia de oscilación del cristal piezoeléctrico cuando
entre sus terminales es aplicada una tensión eléctrica se presenta a
continuación el circuito equivalente del cristal, así como, los componentes de la
variable equivalente.
ci
•0
dF
C2
Capitulo II: Transmisores y Transductores
25
•i"
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Donde:
fo = Frecuencia de Resonancia.
R: Resistencia debida al rozamiento con el cuerpo que genera la fuerza.
L: Inductancia debida a la masa del cristal de cuarzo.
C: Capacitancia debida a las placas conductoras de conexión eléctrica.
TÉCNICA DE MEDIDA
Cf
T
2.6. TERMOCUPLAS
Las termocuplas son transductores temperatura-milivoltios conformadas por la
unión de dos metales diferentes (Cobre-Constatan, Cromel-Alumel, HierroConstatan) que generan tensión eléctrica en el otro extremo del punto de
unión de los dos metales diferentes, cuando en el punto de unión se somete a
una temperatura. En la siguiente gráfica se muestra: el esquemático que
modela el comportamiento de la Termocupla, su conformación física y los
valores aproximados de su salida de tensión ante los diferentes valores de
temperatura que es sometido su punto de unión.
Temperatura
100
Capítulo II: Transmisores y Transductores
200
300
400
I
I
500
600
700
°C
26
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Cuando dos metales distintos A y B (Hierro-Constatan, Fe-C, por ejemplo) se
unen en un punto y ese punto es sometido a cambios de temperatura se
generaran tensiones eléctricas proporcionales a los cambios de temperatura en
el punto de unión de los dos metales. Al utilizar para la unión diferentes tipos
de metales A y B se consiguen fabricar termocuplas de diferentes tipos J, T, K,
R, S. Los detalles de estas diferentes termocuplas, sus rangos de trabajo y las
tablas de milivoltios por grados centígrados respectivos para cada uno de los
diferentes tipos se detallan en el capitulo de temperatura.
TÉCNICA DE MEDIDA
Termocupla J
Cables de Compensación
1
1
1
Fe
^'
C
(7]
\LJ
i
l
1P
Fe
(7)
\L/
C
I
Fn i li no
Electrónico
^Tw
m
CONCLUSIONES GENERALES
De las consideraciones de la visualización de los transmisores electrónicos y sin
tener ninguna duda, se podrá decir que los transmisores son la integración de
un transductor eléctrico que proporciona una salida a través de los puntos de
conexión A y B de su variable eléctrica (Resistencia variable, capacitancia
variable, inductancia variable, frecuencia variable, f.e.m. variable) con los
circuitos electrónicos que integran el transmisor, quienes aprovechan los
cambios de la variable eléctrica del transductor para generar la salida de 4 a
20 mA proporcionales a la magnitud de la variable medida. Esta integración
Transductor + circuitos Electrónicos se muestra en la siguiente figura, donde
se puede observar una variedad de transductores eléctricos que se conectan a
través de los puntos de unión (A) y (B) con los circuitos electrónicos. Será en
la variedad de los transductores eléctricos la que permita medir las diferentes
variables operacionales y por simplicidad se podría considerar que los circuitos
electrónicos son los mismos.
Los fabricantes construirán transmisores para atender las diferentes variables
operacionales que son necesarias medir en las instalaciones industriales, así
como, los diferentes modos de conexión que presenten las mismas, sin
embargo, la gran diferencia mas que en los circuitos electrónicos que se
diseñaran para cada una de las aplicaciones especificas que generan las
diferentes variables operacionales, estarán en el diseño de los transductores
que tendrán que adaptarse a cada variable operacional. En las siguientes
gráficas al observar un conjunto de transmisores para diferentes aplicaciones,
Capitulo II: Transmisores y Transductores
27
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
se diferenciaran los distintos transductores que permitirán medir las variables
Presión, Nivel, Caudal y Temperatura.
Todos los transmisores que se muestran para medir las variables operacionales
Presión, Nivel, Caudal y Temperatura generaran una corriente comprendida
entre 4 y 20 miliamperios y donde la magnitud de la misma será directamente
proporcional a la magnitud de la variable operacional que se mide, podría
considerarse que los circuitos electrónicos de todos los transmisores son
análogos, pero no deberá existir ninguna duda que serán los transductores que
de una forma muy especifica estarán construido para sensar la variable
operacional y adaptarse a la forma muy particular de instalarlo en el proceso
industrial, es por ello que podrán observarse las diferencias constructivas para
transmisores de nivel conectado por vasos comunicantes con las del transmisor
de nivel de para tanques abierto por presión hidrostática, o las diferentes
formas de construcción entre los transmisores de caudal por turbinas como
sensor primario con los transmisores de caudal por presiones diferenciales y
placas de orificio como censor primario, es decir, se construyen transmisores
para que se adapten a las requerimientos de instalación de cada variable
operacional en las instalaciones industriales.
Capitulo II: Transmisores y Transductores
28
VÁLVULAS DE CONTROL
1. Válvulas de Control de Regulación en la Jaula ...............^...
2.
El Actuador o Servomotor Neumático.;
3.
El Cuerpo.
,;.6
£
4. Apertura Rápida, Lenta y Lineal
9
5. Acción Directa e Inversa de la válvula de Control
11
6.
Mayor desplazamiento con la misma señal de control
13
7.
Diferentes Tipos de Válvulas
15
8.
Parámetro de Selección de las Válvulas de Control
24
9.
Dimensionamiento de la Válvula
26
10. Cavitación y Ruido en las válvulas
Capitulo III: Válvulas de Control
29
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
1. VÁLVULAS DE CONTROL DE REGULACIÓN EN LA JAULA
Los procesos industriales tienen como función la de transformar las materias
primas que sirven de entrada al proceso y convertirlos en productos acabados
o semiacabados como salidas del mismo proceso. Para ello requiere de un
conjunto de equipos, maquinas, controles que en su integración permiten la
modificación de las materias primas de entrada al proceso en productos de
salida del proceso. Para realizar las transformaciones de los productos de
entrada es necesario así como la integración del conjunto de equipos y
maquinas los instrumentos que se encargaran de indicar la magnitud de las
variables operacionales, instrumentos que se encargaran de transmitir hasta
los controladores las señales eléctricas que serán proporcionales a la magnitud
de la variable operacional sensada, los controladores que calculan la señal de
error de la diferencia de la señal del transmisor y el valor deseado y generar
una señal de control producto del tratamiento PID de esta diferencia, los
convertidores que convertirán la señal eléctrica que manda el controlador en
una señal neumática o en otra señal eléctrica de otra magnitud y los
instrumentos que serán los elementos finales de control en el proceso, quienes
se encargaran de controlar la variable operacional de campo. En forma *
preferencia! en las instalaciones petroleras será la válvula de control de
regulación en la jaula el elemento final de control, y será casi siempre el único
elemento final de control. Como un ejemplo de la anterior confirmación se
muestra el esquemático de una torre de destilación atmosférica para observar
la cantidad de válvulas de control que se requieren en las aplicaciones antes
reseñadas en los controles de: presión, nivel, caudal y temperatura.
Las válvulas de control de regulación en la jaula, son instrumentos que
convierten una señal de control neumática comprendida entre 3 a 15 PSI
(Preferencialmente) en un desplazamiento de un vastago el cual tiene unido en
un extremo un tapón metálico que regulara con su desplazamiento el área de
Capitulo III:
Válvulas de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
las ranuras por donde circulara el fluido que controla. Por ello la válvula
actuara como un orificio de área continuamente variable, en la medida que el
controlador modifique su señal eléctrica para mantener constante la variable
operacional que tiene implementado un lazo cerrado de control. En las
siguientes figuras se muestran varios lazos cerrado de control que permiten
ubicar la válvula de control como elemento final y fundamental de cada lazo.
Lazo de control automático de presión en un separador Liquido-Gas:
Lazo de control automático de nivel en fondo de torre:
Lazo de control automático de caudal en alimentación de torre:
Capitulo III:
Válvulas de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Lazo de control automático de Temperatura de Horno de torre:
En todas las aplicaciones anteriores se tiene a la válvula de control como el
elemento final de control de los lazos cerrados. Es por ello que la válvula de
control al estar en el tope de un recipiente y a través de la válvula se regula la,
salida de gases del recipiente controlara la presión, si esta en el fondo de un
tanque y se regula por la válvula el liquido controlara su nivel, si esta en una
línea y regula el fluido controlara el caudal y se regula el combustible de un
horno controlara su temperatura.
Ante la realidad del uso preferencia! de la válvula de control como elemento
final de control, será necesario considerar las razones por lo cual es la válvula
de control con actuador o servomotor neumático la válvula mas utilizada para
aplicaciones industriales. Las razones son muchas, entre otras:
•
La energía auxiliar es aire comprimido a baja presión.
•
Se puede controlar con una señal desde el propio controlador.
•
Alta velocidad de respuesta.
•
No requiere de tableros y protecciones de sobrecarga.
•
El actuador es muy potente.
•
Puede manipularse con muy baja energía.
•
Tiene una posición definida cuando no esta comandada.
La válvula de control esta conformada por el actuador (convierte la señal
neumática de control en desplazamiento de un vastago) y el cuerpo
(aprovecha el desplazamiento del vastago para desplazar el tapón y regular el
orificio de área variable).
En las siguientes figuras se muestra la válvula de control y la identificación del
actuador o servomotor neumático y el cuerpo de la válvula, posteriormente se
puede observar el esquemático de control de la válvula desde el panel de
control que contiene al controlador, y su salida que alimenta al convertidor I/P.
Capitulo III:
Válvulas de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Se observa el suministro de aire de instrumento que después de ser regulada
proporciona la fuente de aire al convertidor I/P quien convertirá la señal
eléctrica que envía el controlador en la señal de 3 a 15 PSI que se conectara al
actuador de la válvula para posicionar la misma.
Actuador o Servomotor
Neumático
Cuerpo
Controlador
Electrónico
Convertidor
Corriente/Presión
Bombona de
aire de
Instrumentos
Tipo 6116
Capitulo III:
Válvulas de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Las válvulas de control son reguladas desde el controlador el cual envía una
señal eléctrica hasta el convertidor I/P para posicionar a la válvula de control
en la atención de que la magnitud de la variable controlada busque igualarse a
la magnitud deseada de la misma variable. La señal eléctrica del controlador
electrónico sale desde el panel de control hasta el campo donde esta la válvula
de control y alimenta al convertidor corriente/presión que estará conectado
usualmente en la base del mismo actuador de la válvula.
El convertidor I/P recibe la señal eléctrica que envía el controlador, además
también se alimenta de una señal neumática que proviene del sistema de aire
de instrumentos y convierte la señal eléctrica en una señal neumática de salida
de 3 a 15 PSI la cual será conectada al actuador de la válvula para regular el
orificio de área variable que conforman el cuerpo de la misma. Variando la
magnitud de la señal eléctrica que envía el controlador se varia la magnitud de
la señal neumática de control de 3 a 15 PSI y con ello se varia el el orificio de
área variable que conforma el cuerpo de la válvula. Es aproximadamente lineal
la relación entre la señal eléctrica que recibe el convertidor I/P con la salida de
la señal neumática de control de 3 a 15 PSI que sale de el para alimentar aL
actuador de la válvula.
2. El ACTUADOR O SERVOMOTOR NEUMÁTICO
En la válvula de control es el actuador o servomotor neumático quien cumple
la función de convertir la señal neumática de control de 3 a 15 PSI en el
desplazamiento lineal del vastago que se utilizara para desplazar el tapón que
regulara los orificios que tiene la jaula que esta en el cuerpo de la válvula. Esto
se consigue a través de un equilibrio de fuerzas entre un diafragma de goma
que comprime un resorte a través de un disco metálico y la fuerza contraria
que ejerce el resorte para no comprimirse y donde el equilibrio se consigue
con la posición que asume el desplazamiento del disco metálico y con ello el
vastago que esta unido al disco. La presión de aire de control de 3 a 15 PSI
entra en la cámara del actuador que esta conformada por la tapa metálica del
actuador y el diafragma de goma que descansa sobre el plato de disco al cual
esta unido el vastago. Esta presión de control ejerce una fuerza sobre el
diafragma de goma empujando al disco.
La fuerza que la presión de control ejerce a través del diafragma sobre el disco
metálico viene dada por: FPRESIÓN = (3 a 15)PSIx(Área Diafragma), esta fuerza
permite al disco metálico comprimir al resorte, empujándolo y transmitiendo el
movimiento del disco metálico al vastago que esta unido a el y quien a su vez
extenderá este movimiento hasta el tapón que se encuentra en la jaula.
En la medida que se incremente la señal neumática de control se incrementa la
fuerza que la presión ejerce sobre el disco metálico a través del diafragma,
comprimiendo con ello mas el resorte e incrementando el desplazamiento del
disco metálico, por el contrario si disminuye la señal de control neumático la
fuerza del resorte desplazara al disco metálico a la posición que se corresponda
Capitulo III:
Válvulas de Control
6
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
con la fuerza de compresión aplicada. Esto permitirá tener un desplazamiento
del disco metálico y del vastago unido a el directamente proporcional a la señal
de control neumático de 3 a 15 PSI que se aplique al actuador. En las
siguientes figuras se muestra el despiece general del actuador neumático,
donde puede observarse la tapa del actuador y el diafragma quienes crearan la
cámara de aire que empujara al disco metálico para que este comprima al
resorte. Posteriormente se observara el movimiento que tendrá el disco
metálico en la medida que se modifique la señal de control y el esquemático de
equilibrio de fuerza entre la fuerza de la presión de control y la fuerza de
compresión del resorte.
3 a 15 PSI
Diafragma de Goma
Disco Metálico
Vastago
Tapón que esta en el
Cuerpo de la Válvula
' ( 3 a 15JPSI
J_
FuerzaPRESIóN= PresiónxArea
Fuerza= (3 a 15)PSIx(Area Diafragma)
»
FuerzaRESoRTE= K.X
•
K: Constante Elongación del Resorte
X: Desplazamiento del Vastago X: Desplazamiento del Vastago
El vastago del actuador es acoplado con el vastago del tapón o obturador que
esta en el cuerpo permitiendo crear un movimiento lineal que cierra la válvula
en la medida que se incrementa el aire de control. Por esta razón se puede
catalogar a esta válvula como de "aire para cerrar'7. En este caso la válvula
también puede ser considerada dentro del grupo de desplazamiento lineal,
porque el movimiento del actuador imprime un movimiento rectilíneo al tapón
o obturador que esta en el cuerpo de la válvula.
Capitulo III:
Válvulas de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
3. El CUERPO
En la válvula de control es el cuerpo de la válvula quien aprovechara el
desplazamiento lineal del vastago para desplazar el tapón o obturador que se
encuentra dentro de la jaula. El tapón se estará desplazando dentro de la
jaula, regulando el área de los orificios de la misma. Este cuerpo de la válvula
debe resistir la temperatura y la presión del fluido, tener un tamaño adecuado
que se corresponda con el diámetro de la tubería donde estará instalada para
regular el caudal que debe controlar y ser resistente a la erosión y corrosión
producida por el fluido. Debe producir la menor turbulencia y el menor efecto
de carga posible (caída de presión) estando el cuerpo en posición toda abierta.
El diseño del cuerpo es propio de la ingeniería mecánica (de los fluidos) pero
es conveniente que el personal de instrumentación y control maneje los
términos para una adecuada selección y uso de la válvula los cuales se
definirán posteriormente. Se muestra en la siguiente figura el despiece de las
partes que conforman el cuerpo: la jaula el tapón o obturador, el vastago que
desplaza el tapón y otros accesorios del cuerpo y su integración con el
actuador neumático para conformar la válvula de control.
3 a 15 PSI
Empacadura de
Bonete
Anillo de Asiento
Espárragos
CUERPO
En el trabajo de una válvula de control de regulación por la jaula, el fluido
entra al cuerpo de la válvula envolviendo la jaula y si el tapón tiene cubierto
Capitulo III:
Válvulas de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
todos los orificios de la jaula no habrá paso de fluido a través de la jaula y por
ello no habrá circulación de fluido a través de la válvula de control, sin
embargo, en la medida que el tapón se desplaza descubre áreas de los orificios
de la jaula permitiendo el paso del fluido a través de los orificios descubiertos y
permitiendo con ello el paso del fluido a través de la válvula de control. Al
modificar la señal de control de 3 a 15 PSI se modifica el desplazamiento del
vastago y con ello las variaciones de las áreas por donde circulara el fluido,
este efecto de área variable del orificio a partir de la señal de control
neumática variable de 3 a 15 PSI permiten a la válvula de control su condición
ideal de elemento final de control para controlar las diferentes variables
operacionales. En la siguiente figura se muestran el esquemático general de
una válvula de control de regulación en la jaula.
1. Vastago y obturador: Encerrado
y guiado por jaula. Una arandela
de teflón hace de sello entre
obturador y jaula, impidiendo el
pase.
2. Empaquetadura de bonete:
Acero inox. 316 en espiral con
relleno de asbesto proporciona
un sello ajustado entre cuerpo y
bonete.
3. Jaula: Acero inox. fundido, tipo
420 endurecido, con ventanas
de diseño especial, proporcionan la característica de flujo
deseada y una acción modulante
inigualada.
4. Resorte de carga: Su diseño
peculiar proporciona una carga
constante entre la jaula y el
asiento compensando !o^cambios debidos a variaciones de
temperatura,
5. Anillo de asiento: El standard es
de acero inox. tipo 410, endurecido, para servicios normales.
Para condiciones más severas
se dispone de superficies estelitadas.
6. Sello de asiento: El sello autoenergizante de teflón en la
DDBOYS y el anillo de granito en
la DDBOS evitan el pase entre el
asiento y el cuerpo, minimizando
la erosión y prolongando la
vida en servicio.
Capítulo III: Válvulas de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
4. APERTURA RÁPIDA, LENTA y LINEAL
En las válvulas de control de regulación en la jaula, es el diseño de la jaula
quien determina las características de caudal de la válvula; es decir, la
relación que existe entre la posición del tapón o obturador y el caudal de paso
del fluido. Los tipos de apertura y las características más significativas son la
de apertura rápida, la lineal y la lenta. Para la válvula de cierre rápido la jaula
tendrá los orificios de la jaula en forma de un cono con la parte ancha hacia
arriba de modo que el tapón pueda cubrir la mayor cantidad de área del
orificio con el menor recorrido. En este caso el caudal diminuye demasiado al
principio de la carrera al llegar rápidamente la mayor área cubierta del orificio.
Para la jaula con cierre lineal; el caudal es directamente proporcional a la
carrera del tapón u obturador. Gráficamente se representa por la línea recta.
La jaula para el cierre lento tiene forma de cono con la parte ancha hacia
abajo; cada incremento de la carrera del obturador produce un pequeño
cambio en el caudal en comparación al caudal que fluía antes de la variación.
Puede verse en su representación gráfica que se caracteriza porque al
principio de la carrera del vastago de la válvula la variación del caudal es
pequeña y al final, pequeños incrementos en la carrera se traducen en grandes
variaciones de caudal. En la siguiente gráfica se pueden observar las formas
que tendrán las jaulas de los cuerpos de las válvulas para obtener
comportamientos de: cierre rápido, lineal y lento, así como las curvas
características de cada uno.
1.
2.
3.
»
'
• »' »
.
•: :.-:-
.
LÍE
CIERRE RÁPIDO.
CIERRE LENTO.
CIERRE LINEAL
Hí ni
• . .• •
CIERRE RÁPIDO
Capítulo III:
Válvulas de Control
»
....
, . :•
.
,
•
••• ! I
'
III
CIERRE LENTO
10
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
5. ACCIÓN DIRECTA E INVERSA EN LAS VÁLVULAS DE CONTROL
Según su acción, los cuerpos de las válvulas se dividen en válvulas de acción
directa cuando tienen que bajar para cerrar, y válvulas de acción inversa
cuando tienen que subir para abrir. Esta división de acción directa y acción
inversa la define los actuadores o servomotores neumáticos, que son de acción
directa cuando se aplica aire de control para desplazar el vastago hacia abajo y
cerrar la válvula, y son de acción inversa cuando se aplica aire de control al
actuador para que este pueda desplazar el vastago hacia arriba para abrir la
válvula. Al combinar estas acciones se considera siempre la posición que tiene
la válvula sin aire de control sobre su diafragma, es considerar que la válvula
sin ninguna acción de control estará totalmente abierta y por ello esta válvula
será de aire para cerrar, o la otra condición de una válvula que sin aire de
control estará totalmente cerrada y será una válvula de aire para abrir.
Para la válvula de control de aire para cerrar se le aplica presión de control al
actuador para que el resorte se comprima y el pistón se coloque dentro de la
jaula (acción directa) y se abre por la acción del resorte. Para la válvula de
control de aire para abrir se le aplica presión de control al actuador para^
retirar el tapón de la jaula manteniendo su apertura al 100% (acción inversa) y
se cierra por la acción del resorte. En las siguientes figuras se muestran las
válvulas de control de aire para cerrar y de aire para abrir. Se podrá observar
que esta condición de acción directa o acción inversa de la válvula de control
depende únicamente del actuador de la válvula y en forma práctica se puede
identificar por la alimentación del aire de control. En las válvulas de aire para
cerrar se alimentan con la señal neumática de control por arriba del actuador,
mientras que las válvulas de aire para abrir se alimentan con la señal
neumática de control por la parte de abajo del actuador. En las siguientes
figuras se muestra la válvula de aire para cerrar y la válvula de aire para abrir.
1.
3-15 PSI
V /
1.
AIRE PARA CERRAR
3-15 PSI
AIRE PARA ABRIR
En las instalaciones industriales se tendrán válvulas manuales antes y después
de la válvula de control y donde en condiciones normales de operación estas
válvulas manuales estarán abiertas. En paralelo con la válvula de control esta
la válvula manual de by pass que en condiciones normales de operación estará
cerrada. En el momento que se haga necesario reparar o reemplazar una
Capitulo III:
Válvulas de Control
11
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
válvula de control será necesario desviar el paso de fluido a través de la
válvula de by pass, para ello será necesario abrir gradualmente la válvula de
by pass y cerrar la válvula manual antes de la válvula de control y después
cerrar la válvula manual después de la válvula de control. Una vez reparada o
reemplazada la válvula de control se abrirá la válvula manual antes de la
válvula de control, y posteriormente se abre la válvula manual después de la
válvula de control y luego se cierra la válvula de by pass.
Dado que las válvulas de control tienen una posición definida cuando no están
comandadas, es por ello que se podrán utilizar criterios de seguridad para las
instalaciones industriales a partir de la condición de cierre o de apertura que
deberá tener la válvula para cuando fallen los controles y la válvula quede sin
la presencia de ninguna señal neumática de control. En la siguiente figura se
muestra un ejemplo de cómo se instalan las válvulas de control.
Aire para Cerrar.
-~3rrsmJr
Lazo <Je llivel.
La válvula de control deberá quedar en la condición que genere la mayor
seguridad para la integridad de las instalaciones en el momento que fallen los
controles y la válvula este sin señal, a modo de ejemplo en el separador
liquido-gas de la figura anterior lo mas riesgoso para las instalaciones es que
se vaya liquido por la línea de gas y por ello la válvula será de aire para abrir,
es decir la válvula queda cerrada sin señal neumática de control evitando con
ello que pueda llegar liquido a las instalaciones que siguen, mientras que la
válvula de control de nivel estará de aire para cerrar, es decir queda abierta y
así evita el exceso de presión en el separador y el liquido y gas se envían
conjuntamente a los tanques de almacenamiento de liquido. Serán criterios
lógicos de seguridad lo que permitirá al instrumentista definir el tipo de válvula
de control de aire para abrir o cerrar que tome la válvula.
Capitulo III:
Válvulas de Control
12
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
6. MAYOR DESPLAZAMIENTO CON LA MISMA SEÑAL DE CONTROL
Las dimensiones de los cuerpos de las válvulas de control para conectarse en
las tuberías son usualmente de 2", 3", 4", 6" y 8". Para atender estos
diferentes requerimientos se requiere mayor desplazamiento del vastago en la
medida que aumenta el diámetro de la tubería a la cual será instalado la
válvula de control y manteniendo la misma señal neumática de control de 3 a
15 PSI. Para diámetros mayores de las tuberías el cuerpo de la válvula deberá
ser mayor y será mayor el recorrido del vastago para cubrir los orificios más
grandes que estarán en las jaulas. Para poder atender los diferentes diámetros
de las tuberías antes reseñadas los vastagos deberán realizar recorridos que se
correspondan con el tamaño de su cuerpo. Estos desplazamientos lineales de
los vastagos son: %", 1.1/2", 2.1/8" y 3" y se consiguen estos diferentes
desplazamientos del vastago alimentando a los diferentes actuadores con la
misma señal neumática de control de 3 a 15 PSI.
Los fabricantes de válvulas de control deberán construir los actuadores y
cuerpos específicos para adaptarse a cada diámetro de las tuberías donde
serán instaladas. Al utilizar la misma señal de control neumático de 3 a 15 PSI
para regular los diferentes desplazamientos lineales del vastago y así poder
adaptar este desplazamiento a los diferentes diámetros del cuerpo, obliga
variar el diámetro del diafragma del actuador para así variar la fuerza de la
presión que comprimirá diferentes resortes de diferentes válvulas de control.
La FuerzaPREsióN=(3 a 15)PSIx(Area Diafragma) variara en la medida que se
varié el diámetro del diafragma y así tener las diferentes fuerzas que serán
necesarias para desplazar los diferentes tapones para adecuarse a los
diferentes diámetros de las válvulas con la misma presión de control.
El tamaño del servomotor neumático debe ser proporcional al cuerpo de la
válvula, por lo que los fabricantes establecen normalizaciones entre ambas
partes, sin embargo las condiciones del proceso pueden influir notablemente y
por lo general se hace necesario un actuador sobredimensionado. Con las
consideraciones anteriores del actuador o servomotor neumático, se deben
reforzar las ventajas del mismo: la energía auxiliar es aire comprimido a baja
presión, tiene una posición definida cuando no esta comandada, se puede
controlar con una señal desde el propio controlador y no requiere de tableros y
protecciones de sobrecarga. Por estas razones se utilizara este tipo de
actuador en todas aquellas aplicaciones de válvulas que posibiliten su uso.
Se entenderá que otras aplicaciones de válvulas se tendrán otros tipos de
servomotores a modo de ejemplo servomotores eléctricos para mover válvulas
de bola para el cierre total o la apertura total al paso de fluido en una tubería,
o la de actuadores electro-hidráulicos para accionar válvulas en sistemas de
seguridad. Son en las aplicaciones reales que están en las industrias donde
aparecerán otras diferentes válvulas para otras diferentes aplicaciones y que
tendrán otros tipos de actuadores, desde la que son abiertas o cerradas
manualmente hasta las que serán activadas telemétricamente.
En las siguientes figuras se muestra el diagrama de equilibrio de fuerzas del
actuador, así como ejemplos de diferentes tamaños de actuadores para los
diferentes diámetros de los cuerpos de las válvulas.
Capítulo III:
Válvulas de Control
13
Instrumentación Industrial en Instalaciones Petroleras
^i/""
£
(3 a 15)PSI
Jesús Enrique Otero Ramos
FuerzaPRESióN= PresíónxArea
Fuerza= (3 a 15)PSIx(Area Diafragma)
A
1^
"I1 ' €> ^¿rf
TP^ *-J-™
A
^
FuerzaRESORTE= K.X
•
K: Constante Elongación del Resorte
X: Desplazamiento del Vastago X: Desplazamiento del Vastago
7. DIFERENTES TIPOS DE VÁLVULAS
En la practica la atención de los diferentes requerimientos y exigencias
industriales existentes conllevaron a la construcción de una variedad de
válvulas que podrán tener tanto los cuerpos como los servomotores adaptados
muy particularmente para los diferentes requerimientos de cada instalación. La
variedad de válvulas que se construyen para atender las diferentes aplicaciones
industriales a grandes rasgos serán las siguientes:
VÁLVULA MARIPOSA
Capitulo III:
Válvulas de Control
VÁLVULA DE BOLA
14
Instrumentación Industrial en Instalaciones Petroleras
VÁLVULA DE JAULA
DIVERSOR/4 ( 3 VÍAS)
Jesús Enrique Otero Ramos
VÁLVULA SIMPLE ¿SIENTO
OBTURADOR EQUILIBRADO
EN Y
EN ¿N6ULO
3
Ti
V/ALVUL¿ DE OBTURADOR
EXCÉNTRICO ROTATIVO
VÁLVULA DE M/4CHO
.CERRADA
ABIERTA
50
Capitulo III: Válvulas de Control
15
Instrumentación Industrial en Instalaciones Petroleras
VÁLVULA DE COMPRESIÓN
Jesús Enrique Otero Ramos
VÁLVULA DE CUERPO PARTIDO
Características Generales de las diferentes Válvulas:
Tipo
6ama de
tamaño
Máxima
presión
(pulg.)
Máxima
temperatura
(Psi)
Material de construcción
(°F)
Retención
1/8-24
Hasta
10000
Hastal200
Aleaciones especiales,
acero inoxidable, acero,
bronce, hierro
Bola
1/8 - 42
Hasta
10000
Hasta 1000
criogénica
Hierro, acero, latón,
bronce, acero inoxidable;
plásticos y aleaciones
especiales
Aguja
1/8-1
Hasta
10000
Hasta 500
criogénica
Bronce, acero, hierro,
acero inoxidable
, •:• S. -
Globo
1/2-30
Hasta
2500
Hasta 1000 \
Aleaciones especiales,
acero inoxidable, acero,
bronce, hierro
Compuerta
1/2-48
Hasta
2500
Hasta 1800 1
Aleaciones especiales,
acero inoxidable, acero,
bronce, hierro
Ángulo
1/8 -10
Hasta
2500
Hasta 1000
Aleaciones especiales,
acero inoxidable, acero,
bronce, hierro
Hasta
Hasta 2000
Materiales para fundir o
Mariposa
Capitulo III: Válvulas de Control
16
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
2000
maquinar.
Camisas de plástico, caucho
o cerámica.
Macho
Hasta 30
Hasta
5000
Hasta 600
Hierro, latón, acero, acero
inoxidable, bronce;
plásticos y diversas
aleaciones.
VÁLVULA DE SIMPLE ASIENTO
Las consideraciones que se dieron para la válvula de apertura regulada en la
jaula son casi las mismas para la válvula de simple asiento, tanto para el
actuador, así como en las dimensiones del cuerpo. La gran diferencia esta en el
diseño interior del cuerpo de la válvula, en esta se tiene el asiento de una
válvula que esta como fundido del mismo material del cuerpo y donde el
obturador con su diseño será quien regulara el paso del fluido a través de la
válvula. Tal como se muestra en la siguiente figura en el cuerpo de la válvula
de control de asiento simple, entra el fluido a la válvula depositándose en la
parte baja del cuerpo y donde la posición del obturador regulara el paso del
fluido hacia arriba a través del obturador de la válvula, permitiendo el paso del
fluido por el cuerpo de la válvula. En las válvulas de simple asiento es el diseño
que tenga el obturador quien determinara si el fluido en relación al
desplazamiento del vastago es de apertura rápida, apertura lenta o apertura
lineal. En la siguiente figura se muestra un esquemático general de una válvula
de control de simple asiento, así como la forma que tendrá el obturador para
determinar si el tipo de apertura de la válvula es rápida, lineal o lenta.
3 a 15 PSI
APERTURA
RÁPIDA
APERTURA
LINEAL
APERTURA
LENTA
n
Capitulo III: Válvulas de Control
17
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En condiciones reales, la presión diferencial entre la entrada y la salida del
cuerpo de la válvula cambia con el porcentaje de apertura, y por lo tanto se
establece una nueva condición de caudal, conocida como característica de
caudal real o efectiva. Esto debe tomarse muy en cuenta para los efectos del
control, porque además de la apertura de la válvula como acción de control,
los demás integrantes del sistema pueden modificar la respuesta del sistema.
VÁLVULA TIPO COMPUERTA
Es utilizada para el flujo de fluidos limpios y sin interrupción, este tipo de
válvula no es recomendable para estrangulamiento ya que posee un disco que
se alterna en el cuerpo lo que causaría una erosión arruinando su
funcionamiento. En las válvulas de compuerta el área máxima del flujo es el
área del circulo formado por el diámetro nominal de la válvula, debido a esto
es que se recomienda el uso en posiciones extremas, o sea, completamente
abierta o completamente cerrada, ya que de ser así ofrecen la mínima
resistencia al paso del fluido y así su caída de presión es muy pequeña. En las
siguientes figuras se muestran varias válvulas de compuerta.
Existen diferentes tipos de válvulas de compuerta, los que se diferencian
mayormente por el tipo de disco para el cierre, como lo son: válvula de
compuerta tipo cuña sólida, tipo flexible, tipo abierta, válvulas de guillotina,
válvulas de cierre rápido. Normalmente este tipo de válvulas son construidas
en su cuerpo de latón, bronce, hierro, acero fundido. En su interior
normalmente son de bronce, acero inoxidable, acero aleado, monel, cromo,
estelita o molibdeno. Dependiendo del uso que se le dé a la válvula y del tipo
de fluido va a cambiar el material de construcción. Otro cambio que surge es el
tipo de unión unas con soldadura, otras es con bridas.
Capitulo III: Válvulas de Control
18
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
VÁLVULAS DE RETENCIÓN (Válvula Chek)
Las válvulas de retención se usan como medida de seguridad para evitar que el
flujo retroceda en la tubería, también se usan para mantener la tubería llena
cuando la bomba no esta funcionando automáticamente. Este tipo de válvula
se usa en serie con las de compuerta y funcionan en posición horizontal o
vertical. La presión del fluido circulante abre la válvula, el peso del mecanismo
de retención y cualquier inversión en el flujo la cierra. Existen distintos tipos de
válvulas de retención y su selección depende de la temperatura, caída de
presión que producen y la limpieza de fluido. Ciertas válvulas de retención se
pueden equipar con pesos externos. Esto producirá el cierre rápido del disco.
Este tipo de válvula se compone principalmente de asiento, cuerpo, disco,
pasador oscilante. Las válvulas de retención de bisagra constan de un disco
colocado sobre el agujero de la válvula. Cuando no hay flujo el disco
permanecerá contra el asiento debido a la gravedad. Es importante resaltar
que este tipo de válvula es unidireccional o sea el flujo corre el un solo sentido.
En la siguiente figura se muestran las válvulas chef o de retención.
Anillo de asiento
Seat ring
Cuerpo
Body
Clapeta
Ctapper
Pasador
Hinge Pin
Este tipo de válvulas se puede poner en posición vertical como horizontal,
notando que en la posición vertical debe estar con flujo ascendente. Las
válvulas de retención de bisagra se fabrican con una amplia gama de
materiales: bronce, hierro, hierro fundido, acero forjado, monel, acero fundido
y acero inoxidable. Los extremos pueden ser de rosca, con brida o soldados.
Un tipo especial de válvula de retención es la especial para vapor. Esta se
utiliza en las instalaciones de calderas para evitar contracorriente de vapor. En
este tipo de válvulas el vastago no queda conectado al disco, solo sirve para
mantener el disco en el asiento. Si el vastago sube, la presión del vapor
levanta el disco permitiendo el paso de vapor. Otros tipos de válvulas de
retención son: válvulas de retención tipo columpio, chapaleta o clapeta, tipo
pistón, tipo bola o balín.
Capitulo III:
Válvulas de Control
19
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
VÁLVULAS DE GLOBO
La principal función de las válvulas de globo es regular el flujo. Estas válvulas
regulan el fluido desde el goteo hasta el sellado hermético. Además siguen
siendo eficientes para cualquier posición del vastago. Debido a que la caída de
presión es bastante fuerte (en todo caso siempre controlada) se utilizan en
servicios donde la válvula de compuerta no puede. Estas válvulas necesitan
igual espacio y pesan casi lo mismo que las válvulas de compuerta. Una de las
características que posee esta válvula es la construcción interna, donde posee
un disco o macho cuyo movimiento se alterna dentro del cuerpo. Se componen
principalmente de volante, vastago, bonete, asientos, disco y cuerpo. Estas
válvulas globos se construyen de variados tipos como por ejemplo:
•
•
•
•
•
•
Válvulas de globo tipo
Válvulas de globo tipo
Válvulas de globo tipo
Válvulas de globo tipo
Válvulas de globo tipo
Válvulas de globo tipo
esférico.
disco cónico.
aguja.
émbolo o pistón.
ángulo.
de pie (fondo de caldera).
Analizando algunas de las válvulas de la lista anterior tenemos el caso de las
válvulas de globo tipo ángulo que tienen conexiones de entrada y de salida en
ángulo recto. Su empleo principal es para el servicio de estrangulación y
presenta menos resistencia al flujo que las de globo. Los componentes de la
válvula de ángulo son los mismos que los utilizados en las válvulas de
compuerta. La forma en ángulo recto del cuerpo elimina uso del codo porque el
flujo del lado de entrada está en ángulo recto con el lado de salida,
comúnmente se fabrican de bronce, hierro fundido, etc. La válvula en Y, que
son una modificación de la válvula de globo, tiene el conducto rectilíneo de una
válvula de compuerta. El orificio para el asiento está a un ángulo de 45° con el
sentido de flujo. Por lo tanto se obtiene una trayectoria más lisa, similar a la de
válvula de compuerta y hay menor caída de presión que en la válvula de globo
convencional; además tiene buena capacidad de estrangulación.
Otro caso de válvulas que se crearon a partir de una modificación en la válvula
de globo o que mejor dicho que es de la misma familia tenemos a la válvula
(de globo) tipo aguja. Las válvulas de aguja son básicamente válvulas de globo
que tienen machos cónicos similares a agujas que ajustan con presión en sus
asientos. Al abrirlas, el vastago gira y se mueve hacia afuera.
Se puede lograr estrangulación exacta de volúmenes pequeños debido al
orificio variable que se forma entre el macho cónico y su asiento también
cónico. Por lo general se utilizan como válvulas para instrumentos en sistemas
hidráulicos, aunque no es recomendable para altas temperaturas. Suelen ser
de bronce, acero inoxidable, latón y otras aleaciones.
VÁLVULA DE BOLA
Como su nombre lo dice este tipo de válvulas posee un macho esférico que
controla la circulación del líquido. Estas válvulas son válvulas de macho
modificadas, y su uso estaba limitado debido al asentamiento de metal con
Capitulo III:
Válvulas de Control
20
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
metal, el que no permitía el debido cierre. Ahora producto de los avances en la
fabricación de plásticos se han sustituido los asientos metálicos por
plastómeros modernos. Consisten en un cuerpo con orificio de venturi y anillos
de asientos, una bola para producir el cierre y una jaula con vastago para
desplazar la bola en relación con el orificio. Son rápidas para operarlas, de
mantenimiento fácil y su caída de presión es función del tamaño del orificio.
La válvula de bola está limitada a las temperaturas y presiones que permite el
material del asiento. Se puede emplear para vapor, agua, aceite, gas, aire,
fluidos corrosivos, pastas aguadas y materiales pulverizados secos. Los
principales componentes de estas válvulas son el cuerpo, el asiento y la bola.
En las siguientes figuras se muestran dos válvulas de bola.
Vastago t
Muñón superior
1
Cuerpo
Bacty
los do
asiento
S&atring
Terminal
Muñón inferior
tortor frttmtion
Hay dos tipos principales de cuerpos para válvulas de bola:
• Cuerpo dividido: la bola y asientos se instalan desde los extremos.
•
Entrada superior: acá la bola y los asientos se instalan por la parte
superior.
Las válvulas de bola no requieren lubricación y funcionan con un mínimo de
torsión. Casi siempre la bola es flotante y el sellamiento se logra con la presión
de corriente hacia arriba que empuja la bola contra el anillo de asiento.
VÁLVULA MARIPOSA
El nombre de esta válvula viene de la acción tipo aleta del disco regulador de
flujo, el que opera en torno a un eje que esta en ángulo recto al flujo. Esta
válvula obtura y regula. La válvula de mariposa consiste en un disco (llamado
también chapaleta u hoja), un cuerpo con cojinetes y empaquetadura para
sellamiento y soporte, un eje, y un disco de control de fluido. Este tipo de
válvula es recomendada y usada especialmente en servicios donde el fluido
Capitulo III:
Válvulas de Control
21
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
contiene gran cantidad de sólidos en suspensión, ya que por su forma es difícil
que estos se acumulen en su interior entorpeciendo su funcionamiento.
Aunque estas válvulas son excelentes utilizándolas para control de fluido, su
uso más común es para servicio de corte y estrangulamiento cuando se
manejan grandes volúmenes de gases y líquidos a presiones relativamente
bajas. Para la estrangulación el disco se mueve a una posición intermedia, en
el cual se mantiene por medio de un seguro. En las siguientes figuras se
muestran dos válvulas mariposas.
Se pueden encontrar de extremos roscados, y para tamaños mayores con
bridas. Todas estas válvulas tienen limitaciones de temperatura debido al
material de asiento y el sello. El funcionamiento básico de las válvulas de
mariposa es sencillo pues sólo requiere una rotación de 90° del disco para
abrirla por completo. Además, son válvulas de control muy eficientes en
comparación a las otras válvulas de control del tipo globo ya que la velocidad
de la corriente en el flujo no se pierde, porque el fluido circula en forma
aerodinámica alrededor del disco. El flujo en los asientos restringidos en las
válvulas de globo y alrededor del macho ocasiona grandes caídas de presión.
8. PARÁMETROS PARA SELECCIONAR LA VÁLVULA DE CONTROL
Al instalar una válvula de control en una tubería el cuerpo de la válvula debe
adaptarse y adecuarse a las caratecristicas de la tubería y a las características
físico-químico del fluido que circula por la tubería y a las condiciones de trabajo
Capitulo III:
Válvulas de Control
22
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
en la línea definidas por la presión de la línea y a la temperatura a la que podrá
estar sometida la válvula. El cuerpo de la válvula de control deberá tener un
diámetro que se corresponda con el diámetro de la tubería y se conectara a las
facilidades de brida o rosca que proporcione la línea, la presión del fluido que
circula por la tubería somete al cuerpo de la válvula a esas condiciones y por lo
tanto la misma deberá tener la robustez mecánica que soporte la presión del
fluido que circula por la tubería sin fracturarse, del mismo modo deberá
soportar las temperaturas extremas a las que pueda estar expuesta la tubería,
así mismo se debe considerar la erosión y corrosión producida por el fluido
para definir la robustez y dureza que corresponda para la jaula y así garantizar
su durabilidad a lo largo del tiempo.
La válvula de control deberá quedar en la condición que genere la mayor
seguridad para la integridad de las instalaciones en el momento que fallen los
controles y la válvula quede sin señal neumática de control, por ello se
seleccionara la válvula con el tipo de actuador que defina la condición de aire
para abrir o de aire para cerrar según corresponda a la seguridad de las
instalaciones. En la siguiente figura se muestra la válvula de control.
Parámetro definido para el Actuador:
•Válvula de aire para abrir o aire para cerrar.
Parámetros definidos para el Cuerpo:
• Diámetro de la tubería.
• Presión del Fluido en la tubería.
•Temperatura máxima en la tubería.
• Fase liquida o gaseosa del Fluido.
•Características físico-química del fluido.
•Tipo de apertura: rápida, lenta o lineal.
•Tipo de unión: bridada o roscada.
Al considerar que en diferentes procesos industriales habrá tuberías que
estarán trabajando en altas presiones, otras a presiones medias y otras a
presiones bajas, obliga por razones de seguridad y de costos a seleccionar la
válvula a partir de la presión de trabajo, así como a la temperatura del
ambiente donde estará ubicada la válvula. Mientras mayor presión y
temperatura soporte el cuerpo de ia válvula será mas costosa, esto deberá
equipararse con el riesgo que implica colocar una válvula en unas condiciones
presión-temperatura que supere sus capacidades nominales y que podrá
concluir en el momento menos esperado en la fractura de la válvula con las
consecuencias de seguridad y de producción que implica una rotura de la línea.
Para la selección de las válvulas de control considerando las condiciones de
trabajo Presión-Temperatura a las que podrán estar sometidas las válvulas se
Capitulo III:
Válvulas de Control
23
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
tienen normas que conocen los fabricantes y que ofrecen a los usuarios para
ayudar en la selección de las mismas. Existen un conjunto de normas para
definir las máximas caídas de presión en las válvula en relación a la
temperatura a la que esta sometida la misma. Las tabulaciones gráficas que
determinan los limites de trabajo a los que podrán estar sometidas las válvulas
garantizando su integridad están contempladas por ejemplo en las Normas
ANSÍ 150, 300, 600, que tienen tabuladas estas curvas, a modo de ejemplo en
la siguiente figura se muestra la curva para ANSI-600. Toda válvula de control
que este trabajando a valores de Presión-Temperatura que superen el punto de
trabajo delimitado o por encima de la curva es incorrecto y presenta el riesgo
de sufrir daños de fracturas del cuerpo de la válvula.
ANSÍ 600
Caída de
Presión
PSI
1500
1400
1300
1200
1100
\
1000
900
\
800
700
600
100
200
300
400
500
Temperatura de Trabajo Máximo en °F
9. DIMENSIONAMIENTO DE LA VÁLVULA:
EL cuerpo de la válvula debe resistir la temperatura y la presión del fluido,
tener un tamaño adecuado para el caudal que debe controlar y ser resistente a
la erosión y corrosión producida por el fluido. Debe producir la menor
turbulencia y el menor efecto de carga posible en posición toda abierta. El
caudal que debe manejar la válvula en función de la perdida de carga
producida es lo que se conoce como dimensionamiento. Este comportamiento
establece cálculos entre el porcentaje de caudal y la caída de presión,
comportamiento que depende de varios factores, entre ellos: la presión, la
temperatura y la viscosidad del fluido. Este comportamiento es importante al
Capitulo III: Válvulas de Control
24
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
momento de seleccionar una válvula, y los fabricantes han establecido una
normalización por intermedio de dos coeficientes, el Cv y el Kv.
Coeficiente Cv:
Ha sido el primero de los coeficientes utilizado para determinar el
dimensionamiento de las válvulas, fue empleado inicialmente en los Estados
Unidos de América y se defina como: Por definición, el coeficiente Cv es el
número de galones USA de agua que atraviesa en un minuto una
estrangulación producida por una válvula generando una caída de presión de 1
PSI. Por ello a modo de ejemplo se tendrá una válvula que posee un Cv de 12
cuando con una caída de presión de 1 PSI es atravesada a plena apertura por
un caudal de 12 galones de agua por minuto.
Coeficiente Kv:
Es el coeficiente aplicado en los países que utilizan el sistema métrico decimal,
definido como: el caudal de agua en m3/h que a una temperatura comprendida
entre los 5 y 30 °C puede atravesar a una válvula abierta en un porcentaje
dado y produce una perdida de carga de 1 Kgr/Cm2. Cuando se define el Kv
para una apertura del 100% se le denomina Kvs. Por lo tanto se puede
establecer una equivalencia entre las dos constantes:
Kvs = 0,86 Cv
El tipo de fluido es determinante en el coeficiente, es decir, si la válvula puede
ser usada para líquidos y para gases, el Cv será diferente en ambos casos.
Vale la pena decir que también será distinto dependiendo de la viscosidad del
líquido. De manera que si se analiza a la válvula como una restricción de área
variable (A2) dentro de la tubería al paso del fluido es preciso aplicar la
ecuación de Bernoulli para determinar el Cv por vía analítica:
Pl
r
P2
Y
(A)
Donde:
VI:
Pl:
Al:
1/2:
P2:
A2:
y :
g:
Capitulo III:
es la velocidad de entrada del fluido a la válvula.
la presión del fluido a la entrada de la válvula.
área de la tubería por donde circula el fluido.
es la velocidad de salida del fluido de la válvula.
la presión del fluido a la salida de la válvula.
área variable de la restricción de la válvula.
Es el peso específico del fluido,
la aceleración de la gravedad.
Válvulas de Control
25
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Para ejemplarizar el uso de la ecuación (A) se presenta una tubería con una
válvula de regulación en la jaula como restricción al paso del fluido.
(VI ; P l )
(V2 ; P2 )
El caudal se determina en función del área variable de la válvula (A2) y la
velocidad del fluido, dado que Caudal = Volumen/tiempo = Velocidad.Área. Las
áreas son (Al) que es el área de la tubería por donde circula el fluido y el área
variable de la restricción del cuerpo de la válvula (A2). Partiendo del principio
de que el caudal que entra al cuerpo de la válvula de control es el mismo
caudal que sale de la válvula se obtiene la relación del caudal de la tubería a
partir de las velocidades de entrada y salida de la válvula:
Ql = Q2 = V\ .Al = V2.A2 => VI = V2
A2_
Al
(B)
Sustituyendo a VI (B) en la ecuación de Bernoulli (A) y operando se obtiene la
ecuación:
(F2—)2
Pl
V 22
Y
P2
Y
Agrupando términos y despejando V2 resulta:
_ \2g(P2-P\)
(C)
Si "a" es el área efectiva por donde el fluido atraviesa a la válvula, se puede
establecer una relación de descarga Cd, donde:
Capitulo III:
Válvulas de Control
26
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
a
cd= A2
(D)
y al referir el peso especifico del fluido al agua a 60 °F, se tiene:
rw=r-G
(E)
donde G es el factor de relación ( si es agua G=l).
considerando a=A2 resulta:
Se obtiene el caudal Q, y
(F)
Luego de lo cual se determina que el caudal esta dado por:
(G)
Para aplicar la definición del Cv, AP es de un PSI y el fluido es agua a 60 °F, es
decir G=l. Otro aspecto importante a analizar para el correcto uso y selección
de las válvulas de control es lo referente a la viscosidad del fluido. Si esta
propiedad supera los 20 centistokes o 100 SSU, es necesario utilizar un factor
de corrección del Cv.
Cuando se trata de fluidos compresibles (gases), la ecuación del Cv es
determinado de manera análoga a los líquidos, pero con la condición de
mantener constante la temperatura y estableciendo criterios entre la caída de
presión en la válvula y las presiones de entrada y salida, en términos de
presiones y temperatura absolutas. Así por ejemplo:
el Cv para un gas
cuando la presión absoluta de entrada sea menor que la caída de presión en la
válvula viene dada por:
Cv= " '
GI
963 \ AP(P1 - P2)
(H)
La determinación del Cv de una válvula para determinada aplicación no es cosa
sencilla, los fabricantes acuden a ensayos físicos para determinar valores
reales, publican abacos y programas para que los diseñadores de plantas
Capitulo III:
Válvulas de Control
27
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
puedan concebir sus proyectos lo más acorde con la realidad. Sin embargo
muchas veces no se esta seguro de los resultados hasta que se prueba y la
finalidad del desarrollo de la ecuación para calcular el flujo a partir de Cv es
proporcionar el argumento analítico que permite definir los criterios para
determinar o considerar el valor que asume Cv como parámetro fundamental
para seleccionar una válvula de control.
10. CAVITACIÓN Y RUIDO EN LAS VÁLVULAS
Cuando un fluido liquido atraviesa una válvula, sufre un estrangulamiento y en
consecuencia un aumento de la velocidad a la presión mínima. El incremento
de la velocidad puede hacer que la presión del líquido llegue a ser menor que
la presión de vapor saturado, produciendo entonces burbujas de vapor. Este
estado es transitorio, porque la presión volverá a incrementarse al cesar la
restricción, por lo que las burbujas de vapor volverán a la fase liquida. La
cavitación es la transformación de una porción de liquido a fase vapor, durante
una aceleración rápida del fluido en el orificio de la válvula, con el consiguiente
colapso de las burbujas de vapor aguas abajo. El colapso de las burbujas de
vapor produce ondas de presión muy superiores a la presión de trabajo en la
tubería por donde circula el fluido y es la mayor responsable del rápido
desgaste de las partes internas del cuerpo de la válvula bajo condiciones de
altas caídas de presión. La cavitación no solamente produce un rápido
deterioro del obturador, asiento y jaula de la válvula, sino que también causa
ruidos molestos y problemas de vibraciones.
Es necesario comprender para prevenir este fenómeno, particularmente
cuando la válvula de control regula la apertura de la válvula generando caídas
de presión elevadas. Cuando una válvula cavita excesivamente se deteriora. La
razón es que el bombardeo de burbujas limita la capacidad de la válvula a
partir de un caudal crítico, produciendo unos impactos de una energía tal que
erosionan el metal en poco tiempo. Por lo tanto la cavitación debe evitarse, ya
sea por un diseño adecuado del cuerpo de la válvula o por una utilización
acorde con sus dimensiones en el proceso.
La cavitación en válvulas de control que regulan líquidos puede suceder cuando
la presión estática del líquido que circula por la válvula baja a valores por
debajo de la presión de vapor del fluido. En este punto se rompe la continuidad
del fluido por la formación de burbujas de vapor. Como las válvulas de control
evidencian una recuperación de presión aguas abajo y esta presión resultante
es mayor que la presión de vapor del fluido permite que las burbujas de vapor
que se formaron se reviertan a fase liquida. Esta recuperación de vapor en una
válvula de control es función de su particular construcción interna. En general,
cuanto mas suave sea el perfil interno de una válvula, más recuperación de
presión se produce. En la siguiente figura se observa una válvula de control en
una tubería donde se identifican tanto el lugar donde podrá ocurrir la
cavitación, así como el comportamiento de la presión del fluido en el recorrido
de la tubería antes y después de la válvula y donde se observa que habrá
Capitulo III: Válvulas de Control
28
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
cavitación cada vez que la presión del fluido llegue alcanzar un valor inferior a
la presión de vapor del fluido.
i
PI
/
Cavitación
P2
PY.
Donde:
Pl = presión de entrada a la válvula.
P2 = presión de salida de la válvula.
Pv = presión de vapor del liquido.
La caída de presión a la que se experimenta cavitación en una válvula de
control se denomina "Caída de Presión Critica (AP critico)". Existirá plena
cavitación si la APreal es mayor que la AP crítico y si la presión de salida (P2)
es mayor que el AP crítico. Dado que el colapsamiento o implosión de las
burbujas de vapor ocurre rápidamente y durante ese proceso se disipa energía
extremadamente alta en un área localizada del cuerpo de la válvula en un
corto periodo de tiempo, produciendo esfuerzos superficiales que se estima
muy superior a los de la presión de trabajo. Estas fuerzas locales altamente
destructivas aplicadas a la válvula deben ser corregidas.
Al igual que los coeficientes Cv y Kv, los fabricantes han definido un
coeficiente para la cavitación, "Coeficiente de cavitación Incipiente" (Kc).
Jfc-í!^
(!)
P\-Pv
Para reducir la cavitación el remedio es reducir la caída de presión en la
válvula por debajo del A? critico, esto puede hacerse elevando Pl y otra
solución es escoger una válvula de control donde su diseño proporcione un
mayor Kc. Las válvulas de regulación en la jaula ayudan en minimizar la
cavitación por tener que la presión de entrada (Pl) rodea la jaula cilindrica y
con ello pasa el fluido por los orificios en la jaula que están a su alrededor. La
presión de entrada (Pl) posibilita el paso del fluido a través de estos orificios
que dirigen los chorros de líquidos cavitante, en forma de burbujas de vapor al
centro de la jaula. Las burbujas de vapor colapsan unas con otras dentro de la
jaula y no sobre las superficies metálicas del cuerpo de la jaula y así evita el
daño físico y el desgaste de la cavitación.
Capitulo III:
.
Válvulas de Control
:
29
Instrumentación Industrial en Instalaciones Petroleras
CONVERTIDORES I/P
Jesús Enrique Otero Ramos
INTELIGENTES
En la siguiente figura se muestra el hardware + el convertidor I/P que en su
integración conforman al Convertidor I/P Inteligente y que permitirá regular la
apertura de una válvula de control a través de la tarjeta maestra en el PLC.
Convertidor
Tensión/Corriente
El mismo hardware y software básico de los transmisores inteligentes se utiliza
en los convertidores I/P inteligentes. Desde el Bus de Datos se alimenta un
Convertidor Digital-Analógico (CDA) que proporciona a su salida una tensión
eléctrica directamente proporcional al DATO que ingresa al convertidor, esta
salida de tensión del CDA alimenta un convertidor Tensión-Corriente lo que
permite a la salida del mismo la señal de 4 a 20 mA necesarias para mover el
obturador que regulara la salida de aire de control que alimentara el actuador
de la válvula de control. La señal de 4 a 20 mA será directamente proporcional
al DATO que envió el programa que corre el PLC a través de la tarjeta maestra.
Una vez obtenida la señal de corriente entre 4 a 20 mA el resto del
funcionamiento del equipo consiste en un convertidor I/P común, que funciona
por el sistema Tobera-Obturador, donde el aire de instrumentos llega a un
regulador de presión que determina la presión de trabajo del convertidor, la
salida del regulador de presión se conecta con una tobera que tendrá un
obturador que regulara su posición en la medida que se modifique la señal de
corriente entre 4 a 20 mA que circula por la bobina. Al variar la corriente entre
4 a 20 mA que circula por la bobina se varia el flujo magnético del núcleo de la
bobina y este podrá variar la atracción magnética que ejerce sobre el
obturador y con ello modificar su posición con la salida de la tobera y con ello
Capitulo III: Válvulas de Control
30
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
se modifica la presión de control entre 3 a 15 PSI que saldrá del convertidor
para alimentar el actuador de la válvula de control y con ello regular la
apertura del área del cuerpo de la válvula, modificando el paso del fluido por el
mismo y con ello modificando la magnitud de la variable operacional controlada
desde el PLC en el proceso industrial. En las siguientes figuras se muestran dos
convertidores I/P para montaje en campo.
Mando de válvulas
Las válvulas con accionamiento neumático pueden regularse directamente
mediante un convertidor I/P. El convertidor I/P recibe la señal eléctrica del
controlador y la señal neumática desde la línea de aire de instrumentos
proporcionando la señal neumática de control de 3 a 15 PSI.
Tipo 6116
Capitulo III:
Válvulas de Control
31
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Regulación de presión
El convertidor P/I mide la presión en la tubería y la convierte en una señal
eléctrica. A partir de la misma modula el regulador una señal de mando, que
cierra o abre la válvula neumática a través de un posicionador.
Capitulo III:
Válvulas de Control
32
PRESIÓN
1. Presión
2. Indicadores de Presión
.........2
..
.5
3. Transmisores de Presión.
4. Calibración de Transmisores
15
5. Interruptores por Presión
17
6. Válvulas de Seguridad
19
7. Reguladores
22
8. Medición de Presión en Instalaciones Petroleras
25
9. Lazos de Control
29
Capitulo IV: Presión
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
1. PRESIÓN.
En este libro la atención de la variable operacional presión no estará orientada
en dar las interpretaciones de los diferentes transductores que puedan generar
las variaciones de una señal eléctrica en proporción de los cambios de presión
y como esta señal del transductor se conectara con los circuitos electrónicos
que integran al transmisor, esa atención la ofrece el Capitulo II de
'Transmisores y Transductores". Los fabricantes de todos los instrumentos
relacionados con la variable presión venden equipos que son construidos para
atender adecuadamente con su función y cubrir las necesidades del cliente, así
como, pensando en la competencia de los otros fabricantes, quienes atenderán
esa necesidad de proporcionar equipos para la variable presión si el de la
competencia falla. Por lo tanto, la atención del texto estará más dedicada en
definir las diferentes formas de presión, en la forma constructiva de los
equipos y de cómo se conectaran en campo. Al considerar la presión como
variable operacional en las instalaciones petroleras se harán ejemplos de la
utilización de esta variable en diferentes aplicaciones para indicar, transmitir,
proteger y regular en estaciones de flujo, plantas compresoras y refinerías,
tales como: la presión que se mide en la succión y descarga de los
compresores, la presión de aceite que se mide para proteger los motores y
turbinas al garantizar su adecuada lubricación, la presión a que se calibra una
válvula de seguridad, la presión de salida de un regulador y los lazos de control
de presión que están en varios equipos de las instalaciones petroleras.
Se define la presión como la fuerza por unidad de superficie que ejerce un
líquido o un gas perpendicularmente a dicha superficie. La presión puede
expresarse en diferentes unidades las cuales se utilizaran dependiendo de la
magnitud de la variable como por ejemplo PSI para valores altos y las
pulgadas de agua para valores bajos de presión, o se definirán en PSI o en
BAR por ejemplo, si las instalaciones industriales utilizan para medir la variable
operacional presión en unidades norteamericanas o unidades europeas. La
ecuación que define la presión, así como las unidades más representativas se
muestra a continuación.
PRESIÓN = FUERZA/ÁREA
PSI = Libra/(pulgada cuadrada)
BAR = Kilogramo/ cm2
Pascal = Newton/metro2
Capitulo IV: Presión
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En la practica diferentes instalaciones industriales podrán utilizar como
unidades para medir la presión cualquiera unidad de Fuerza/Área que se
corresponda con las unidades de los fabricantes de los equipos y por ello
podrán usar desde unidades europeas, como unidades norteamericanas, sin
embargo, para efectos de este libro la unidad que se utilizara de manera
preferencial será el PSI.
CLASES DE PRESIÓN
Presión Absoluta
La presión absoluta es aquella que se mide teniendo como referencia el cero
absoluto de la presión. EL cero absoluto es el mínimo valor de presión y se
busca alcanzarlo en pruebas de laboratorio, es el equivalente al vacio total.
Presión Atmosférica
Es la presión ejercida por la capa de aire que rodea la tierra bajo la acción de
la gravedad. Esta presión atmosférica no es constante y varia según la altitud,
altitud y las condiciones atmosféricas del momento. A nivel del mar esta
presión atmosférica es equivalente a los 14,7 PSIA. (PSI Absoluto).
Presión de Vacio
La presión de vacio, es la medida de presión que tiene valores menores que la
presión atmosférica, la menor presión de vacio es el cero absoluto. El rango de
la presión de vacio es pequeña comprendida desde O PSIA hasta la presión
atmosférica, por ello resulta adecuado utilizar unidades diferentes a los PSI
para medir las presiones de vacio, pulgadas de agua por ejemplo. En la
siguiente gráfica se muestran en escala la presión absoluta, el valor de la
presión atmosférica y el rango de las presiones de vacio.
.
PSIA
25
t
20
15
í
10
^Presión Atmosférica =. 14,7 PSI Absoluto
Presión de Vacio
L i
k. O PSI Absoluto
Presión Diferencial
Es la diferencia entre dos presiones medidas entre dos puntos de la escala de
presiones, los dos valores de presión que sirven para calcular la presión
diferencial se pueden encontrar en cualquier punto de la escala.
Capítulo IV: Presión
3
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
PSIA
P3
30
dP2 = P3 - P4
25
I
20
P4
*=?.:..........
15
,
Presión Atmosférica
dPl = Pl - P2
10
r
P2
O PSI Absoluto
Presión Relativa
Es la medida de presión que inicia su escala de O PSIG tomando como
referencia a la presión atmosférica de 14,7 PSIA, es decir, es aquella presión
que resulta de restarle a la presión absoluta la presión atmosférica. Es relativa
porque la presión atmosférica cambia magnitud en relación a la altitud y por
ello tendrá diferentes valores dependiendo si se esta al nivel del mar o si esta
sobre el nivel del mar. En condiciones normales de trabajo y mientras no se
diga lo contrario las medidas de presión en las instalaciones petroleras se
darán en presiones relativas. En las siguientes gráficas se muestran las escalas
de valores de presiones absolutas y presiones relativas y un ejemplo de
medición usando dos manómetros que permite observar las dos magnitudes
ante una misma presión.
L
PSIA
PSIG
A
25
35
-
30
-
25
-
PR: Presión Relativa.
PA: Presión Absoluta.
Patm: Presión Atmosférica.
20
15
PR = PA - Patm.
10
20
5
15
1-
4
1
10
Presión Atmosférica
Vac
5
é~ O PSIA
Capitulo IV: Presión
-í
-14,7 PSIG
_.
Instrumentación Industrial en Instalaciones Petroleras
Presión Absoluta
Jesús Enrique Otero Ramos
Presión Relativa
2. INDICADORES DE PRESIÓN
Los indicadores de presión son los instrumentos que tienen la función de
solamente mostrar para ser observada la magnitud de esta variable
operacional. Los indicadores de presión podrán estar construidos y
conformados de diferentes técnicas y por ello se encontraran instrumentos que
trabajaran como indicadores mecánicos elásticos como el Tubo Bourdon, en
espiral, diafragma con fuelles, así como también habrán indicadores
electrónicos que trabajaran bajo el principio de tener un transductor eléctrico
que se conecta a un circuito electrónico que convierte su señal eléctrica en una
señal digital que se muestra en una pantalla digital.
Los manómetros de Tubo Bourdon son los indicadores de presión mas
comunmente usados en la industria y son instrumentos de medición basados
en el principio de que un tubo se deforma proporcionalmente a la presión del
fluido contenido dentro del mismo. Generalmente el Tubo Bourdon metálico es
de sección elíptica cuyo eje mayor es paralelo al eje de la aguja. El tubo esta
siempre cerrado en su extremo libre por medio de un tapón, mientras que en
el otro extremo recibe la presión a medir por intermedio de una pieza que se
fija al proceso por medio de una conexión roscada.
El metal que constituye el Tubo Bourdon debe tener ciertas cualidades elásticas
que le permitan después de haberse deformado, tomar su forma inicial en el
Capitulo IV: Presión
5
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
momento que disminuya la presión del fluido. De estas cualidades dependerá la
fidelidad y la fiabilidad del manómetro. La presión que llega al interior del Tubo
Bourdon hace que este tienda a inflarse y su sección tratara de tomar la forma
circular. Esta tendencia será mayor a medida que la presión aumente.
En la siguientes figuras se muestran el despiece de un manómetro, el
indicador de presión que utiliza un Tubo Bourdon como el elemento sensor y
del que se aprovechara la deformación que sobre el ejerce la presión para
mover una aguja indicadora. La figura muestra la caja de protección del
manómetro, la conexión del tubo Bourdon, el mecanismo que aprovecha los
movimientos del Tubo Bourdon y del cual esta conectado la aguja indicadora.
Bajo la aguja indicadora esta conectada una regla graduada a los valores de la
presión que se corresponden con la deformación del elemento sensor y el
espejo de protección del manómetro.
j
Tendencia a
enderezar
Presión
del fluido
La presión del fluido que entra al Tubo Bourdon tendrá la tendencia a enderezar
y donde mayor será el movimiento de la aguja en la medida que mayor es la
presión. Los fabricantes incorporaran una escala graduada que permite
aprovechar la proporcionalidad de la tendencia enderezar del tubo Bourdon en
relación a la magnitud de la presión.
Capitulo IV: Presión
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En la práctica existe una gran variedad de manómetros como indicadores de
presión y se construirán para atender diferentes rangos de medidas. En las
instalaciones petroleras se tienen requerimientos de manómetros que van
desde indicar las presiones mas bajas del ultimo separador de una cadena de
separadores liquido-gas con un rango de hasta 80 PSI, así como en la misma
estación de flujo se tendrán manómetros con rango de hasta 1200 PSI en el
primer separador, así como habrán manómetros con rango de hasta 8000 PSI
para las presiones de descarga de los compresores en la inyección de gas para
yacimientos petroleros. Ante esta gran variedad de valores para indicar, los
fabricantes de manómetros están obligados ha construir Tubos Bourdon que se
adecúen a los diferentes valores de las necesidades de indicación.
Por regla general, los manómetros son instrumentos diseñados para medir la
presión bajo condiciones estáticas, es decir, en ausencia de vibraciones,
pulsaciones, golpes de ariete (sobre-presiones intespectivas), a temperaturas
entre -20 y 100 °C y a fluidos que no presenten corrosión excesiva, no sean
pastosos ni cristalizares. Es por ello que si las condiciones de trabajo donde
será instalado el manómetro presenta alguna de las condiciones antes
señaladas, es necesario que se tomen correcciones ya que de lo contrario, el
manómetro se vera seriamente afectado sufriendo desgaste o rotura
prematura y en consecuencia una duración muy inferior a la que se estimo al
instalarse. Para atender los requerimientos de indicación de presión en
condiciones severas habrá que identificar estas condiciones para ofrecer las
aplicaciones que permitan indicar la presión a lo largo del tiempo con la mayor
fiabilidad y fidelidad. Las condiciones irregulares que podrán presentarse en la
indicación de la presión serán:
Medición de Presión a un Fluido Con Pulsaciones.
Se pueden dar aplicaciones donde la presión podrá presentar pulsaciones de la
magnitud de la presión que llevara a que la misma tome valores que superen y
posteriormente bajen a la media de la presión que se esta midiendo con cierta
periocidad. Para corregir esta irregularidad amortiguando las pulsaciones de
presión que se presentan y con ello minimizar las vibraciones de la aguja
indicadora, se podrán usar los manómetros llenos con baño de aceite.
Medición de Presión con Presencia de Vibraciones Mecánicas.
En este caso, la presión no varia siendo difícil detectar una amplitud de la
vibración mecánica. Para ello se podrá usar el mismo manómetro con baño de
aceite que se utiliza cuando existen pulsaciones de presión en el fluido, en caso
contrario, cuando las vibraciones mecánicas son muy intensas, el instrumento
deberá aislarse de la fuente productora de las vibraciones por medio de una
conexión elástica. Se recomienda usar una línea de tubo enrollado entre la
fuente y el manómetro, tal como muestra la figura A.
Medición de Presión de Fluido a Alta Temperatura
Cuando la temperatura de los fluidos a los cuales se mide la presión superan
los 80 °C o 176 °F, se recomienda un sifón o rabo de cochino, o un capilar tal
como se muestra en la figura B.
Capitulo IV: Presión
7
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
B
Capilar
Fluidos Corrosivos, Pastosos, Cristalizables y a Altas Temperaturas
Para ello se utilizan separadores formados por sellos de diafragma. A diferencia
de los demás accesorios considerados anteriormente, el separador de
diafragma forma un conjunto indisoluble con el manómetro al que esta
instalado, y el principio consiste en interponer entre el manómetro y el fluido a
medir la presión, se llena el Tubo Bourdon de un líquido tapón (en generah
aceite) que transmite al Tubo Bourdon íntegramente toda la presión que
transmite el sello de diafragma.
Disco de apoyo y barra de
transmisión del movimiento
Anillo de soporte
Diafragma
Desplazamiento
Presión de entrada
La presión del fluido ejerce su fuerza sobre el área de un diafragma el cual se
comprime creando con ello el desplazamiento del disco de apoyo que sujeta la
barra de transmisión de movimiento. Los cambios de presión del fluido crearan
cambios en la barra de transmisión de movimiento y este modificara la
compresión del aceite contenido dentro del Tubo Bourdon y así los cambios de
aguja indicadora que esta sobre la regla graduada donde esta indicada la
magnitud de la presión.
Estos manómetros trabajaran con el principio para mover la aguja de
indicación la de aprovechar la presión ejerce sobre el Tubo Bourdon el
movimiento mecánico del desplazamiento de una barra de transmisión de
Capitulo IV: Presión
8
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
movimiento que esta sobre un diafragma que mueve un disco de apoyo, tal
como se muestra en la siguiente figura.
Los manómetros como los que se muestran en la figura anterior además de
indicar la magnitud de la presión, también se utilizan para proporcionar salidas
por contactos ON-OFF para valores de presión que se seleccionan
manualmente. Se podrá observar que el manómetro dispone de dos agujas
selectoras adicionales a la aguja de indicación, estas agujas selectoras
permiten ajustarías para seleccionar hasta dos presiones donde el recorrido de
la aguja indicadora hará contactos con las agujas de selección lo que permite
tomar estos cambio de contacto eléctrico como señales de alarmas para
alimentar un equipo de protección. Este arreglo funciona siempre y cuando los
operadores de la instalación no modifiquen su ajuste por motivos hasta ajenos
a la integridad de las instalaciones petroleras.
3. TRANSMISORES
Los transmisores de presión electrónicos con señal de salida comprendida
entre 4 a 20 miliamperios, funcionan al igual que todos los transmisores
electrónicos de otras variables operacionales bajo el principio de tener un
transductor eléctrico que interactúa directamente con la presión enviando
cambios de la señal eléctrica que contiene en proporción (y no es lineal) a la
presión del fluido. La señal eléctrica de salida del transductor se conectara al
circuito electrónico quien aprovechara los cambios de la señal eléctrica del
transductor para generar los cambios de la corriente de salida del transmisor y
donde parte de la función del circuito electrónico es conseguir que la salida de
4 a 20 miliamperios sea lineal en relación a los cambios de la magnitud de la
presión del fluido en el campo. En la siguiente figura se muestra como ejemplo
la instalación de un transmisor-indicador de presión en un separador liquido
gas, se muestra también el diagrama de conexión eléctrica que proporciona el
fabricante, así como, los posibles transductores que podrían servir de sensor
de la presión que se transmite.
Transmisor
de Presión
4 a 20 mA
Controlador
Distancia hasta
500 metros
VL =(4 a 20)mA.RL
Capitulo IV: Presión
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Conexionado
Presión del Separador
1 2 0 2 4 V D C AiustedeSpan
PRESIÓN
Circuitos
Electrónicos
4 a 20 m A
Ajuste de Cero
Serán los fabricantes de los transmisores quienes conociendo: el rango de
trabajo del transmisor de presión, el tipo de fluido, la temperatura a la cual
estará sometido el transmisor, las pulsaciones de la presión y las vibraciones
mecánicas, quienes definirán cual será el transductor que utilizaran en la
construcción del transmisor y serán los fabricantes quienes definirán cual es el
circuito electrónico que le corresponde. Al considerar el uso del transmisor y el
rango de trabajo al cual estará sometido en las instalaciones petroleras, se
tendrá toda la atención del uso del transmisor orientada mas en la instalación
y calibración del instrumento que en las consideraciones del fabricante para
diseñar y posteriormente construir el mismo. Bajo estos criterios la atención
debe estar en las consideraciones de cómo se ajustan los potenciómetros de
Capitulo IV: Presión
10
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Ajuste de Cero y de Ajuste de Span (que se muestran en la gráfica anterior)
para que la señal de salida de 4 a 20 miliamperios del transmisor se
correspondan con el rango de trabajo al cual estará sometido el transmisor.
Otra consideración de interés esta en la atención a la alimentación eléctrica del
transmisor que podrá ser 12 o 24 voltios de tensión eléctrica continua y la
salida de corriente comprendida entre 4 a 20 miliamperios. La Potencia
eléctrica que es igual a la magnitud de la tensión multiplicada por la magnitud
de la corriente y calculada para los valores máximos antes demarcados será
P=(24 VDC)x(24 mA)=0,58 Vatios, el cual es un valor de potencia mucho
menor que los 3 Vatios que considera las condiciones intrínsicamente
seguras necesarias en las instalaciones petroleras para garantizar que los
instrumentos de campo nunca serán un punto caliente, ni un arco eléctrico que
pueda originar la fuente de ignición para producir fuego dentro de las
instalaciones. Los instrumentos además de cumplir con sus funciones deben
ser las referencias de seguridad de las instalaciones.
CONDICIONES INTRÍNSICAMENTE SEGURAS « 3 W
Fuego = Combustible + Aire + Fuente de Ignición
Potencia = Voltaje x Corriente
Potencia Instrumento = (24 VDC)x(20 mA) = 0,58 W
Potencia Instrumento = 0,58 W « 3 W
3 Vatios NO GENERARA:
•
Un punto caliente que propicie el fuego.
•
Un arco eléctrico que propicie el fuego
En la siguiente figura se podrá observar un transmisor de presión, compactos
para medición de alta presión y que puede ser sumergible. Los fabricantes de
estos transmisores proporcionan la siguiente información, que son
transmisores hechos con transductores de tecnología de películas finas
piezoeléctrica, que tienen una alta precisión, resistencia a los choques y
extrema estabilidad por un largo periodo de tiempo y que tiene las siguientes
características: rango de trabajo desde 15 hasta 6000 PSI (existen modelos de
hasta 50.000 PSI), compensación por temperatura ambiente desde 32 hasta
175 °F, Tensión de alimentación entre 12 a 30 VDC, corriente de salida de 4 a
Capitulo IV: Presión
11
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
20 mA, así como proporciona las siguientes especificaciones: Repetibilidad de
+/- 0.05%, Histéresis +/- 0.1% de la escala completa, Estabilidad +/- 0.2%
de la escala completa, Sensibilidad a Choques de lOOg para 20 ms,
Sensibilidad a la Vibración de 35g para 5-2000 Hz.
Los datos antes mencionados servirán para revisar los conceptos definidos en
el capitulo 1 de este libro, y un conjunto de criterios que el técnico que esta
trabajando dentro de una industria pueda considerar para conocer las
referencias de construcción que debe cumplir su transmisor de presión, así
como tener referencias de diferentes fabricantes con diferentes modelos de
instrumentos para atender la misma función.
Con la finalidad de incrementar los detalles de información referidos a los
transmisores de presión, se muestra a continuación la información que un
fabricante muestra en sus catálogos de las especificaciones que proporciona,
en primer lugar presenta al instrumento en su forma física real, además de
presentar el transductor que utiliza, en este caso un transductor capacitivo,
donde sus placas modificaran la distancia entre las mismas proporcionalmente
en la medida que aumente la presión del fluido medido. Posteriormente se
podrá observar el esquemático que muestra las medidas reales del
instrumento lo que permite hacer todas las consideraciones respecto a su
dimensión y con ello su ubicación y conexión en un panel o en campo.
Capitulo IV: Presión
12
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
PRESIÓN
AiSLAClO* aiGíOA
QE SILiC&MA
ainncs $01 a«oos
HNUUM*
Planos de Dimensiones
HCTtHAH tA T*F* :{T1I>*CO?
13
Capitulo IV: Presión
':
- - -• •
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En la siguiente figura se muestran los montajes típicos que se pueden hacer en
campo con los transmisores. En forma gráfica el fabricante muestra las
diferentes maneras de cómo se podrá conectar el transmisor, así como los
accesorios necesarios para realizar estos trabajos.
SOPOfiTÍS OPCIONALES DE MONTAJE INDICADOS
EN CONFIGURACIONES DE MONTAJE TÍPICAS
SOPORTE O€ MONTAJE Y SOPORTE OPCIONAL OE
MÚLTIPLE Q£ 3 VÁLVULAS, CODtGO DE P€O»OO M8
SOPORTE OE MONTAJE PLANO
CÓDIGO OE PEDIOO F8
SOPORTE OE MONTAJE EN PANEL
CODiGO 0€ PEDIDO P8
Con la finalidad de ir asumiendo un dominio adecuado de la conformación de
los transmisores, en la siguiente figura se presenta el despiece del transmisor
de presión. Se podrá observar todos los componentes que conforman al
transmisor, con las diferentes partes y piezas mecánicas que lo conforman, así
como, los circuitos electrónicos y en la parte inferior de la figura el transductor
capacitivo. Todos los transmisores electrónicos, indistintamente la variable
operacional que atienda, indistintamente el fabricante que lo construya e
indistintamente el modelo, todos, estarán conformados por un transductor que
genera cambios de su variable eléctrica cada vez que cambia de magnitud la
variable operacional al cual esta conectado y por un circuito electrónico que
convierte los cambios de la variable eléctrica del transductor en cambios de su
salida de corriente. De la gráfica anterior en la parte inferior de la misma se
observa el Modulo Sensor 6-CELL el cual es el transductor de este
transmisor de presión, este sensor esta conectado eléctricamente con las
tarjetas o placas del circuito electrónico del transmisor, las cuales también
Capítulo IV: Presión
14
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
se observan en la siguiente gráfica. Estos circuitos electrónicos o placas del
circuito presentan diagramas de bloques sugeridos por los fabricantes para la
interpretación del funcionamiento de los mismos y posteriormente se muestra
del mismo catalogo del transmisor de presión, la información que este
fabricante proporciona a través de un diagrama de bloques de cómo están
conformados e interconectados los diferentes arreglos de los circuitos
electrónicos que tiene el transmisor electrónico.
CONJUNTO TÍPICO DE TRANSMISOR DE PRESIÓN —
CUERPO DE LA PARTE ELECTRÓNICA
PLACAS
OE CIRCUITO
TAPA
BRIDA ->
0€ PROCESO
MODULO
SENSOR
6-CCU.
DiagramaEíéctrico en Bloques
SffMSO*»' ^é ff—4
Capitulo IV: Presión
Df.'MOÜUVAÜO»
(-^^-'"f-,,.
15
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Al observar el esquemático anterior y hacer consideraciones desde el punto de
vista de los circuitos electrónicos que conformaran al transmisor se podrá
afirmar que es muy pobre la información que proporcionan los fabricantes de
los transmisores sobre los circuitos electrónicos que integran los transmisores.
Quedaran los detalles para un curso de electrónica.
De las consideraciones de la visualización de los transmisores electrónicos y sin
tener ninguna duda, se podrá decir que los transmisores de presión son la
integración de un transductor eléctrico que proporciona una salida de su
variable eléctrica a través de los puntos de conexión A y B a los circuitos
electrónicos que integran el transmisor, quienes aprovechan los cambios de la
variable eléctrica del transductor para generar la salida de 4 a 20 mA
proporcionales a la magnitud de la presión.
4. CALIBRACIÓN DE TRANSMISORES
Los dos transmisores de Presión que se mostraron anteriormente tendrán la
función de generar una corriente comprendida entre 4 y 20 miliamperios y
donde la magnitud de la misma será directamente proporcional a la magnitud
de la presión que se mide, podría considerarse que los circuitos electrónicos de
los transmisores son análogos, pero no deberá existir ninguna duda que serán
los transductores que de una forma muy especifica estarán construido para
sensar la variable operacional dentro de los rangos de trabajo que son
necesarios, así como, adaptarse a la forma muy particular de instalarlo en el
proceso industrial.
En los transmisores es lineal y proporcional la magnitud de sus salida de
corriente en relación con la magnitud de la variable operacional en campo, sin
embargo, no es lineal la curva característica del transductor y es por ello que el
fabricante tendrá como partes de su arreglo electrónico los circuitos que
permitan linealizar la salida del transmisor a partir de características no
lineales del transductor, así como los circuitos que permitan definir el rango de
trabajo que corresponda los 4 miliamperios para la menor presión y los 20
miliamperios para la mayor presión, y donde la proporcionalidad de la salida de
4 a 20 miliamperios respecto al rango de trabajo del instrumento
corresponderá definirlo el usuario del instrumento a través de la calibración.
Es necesaria la calibración de los transmisores de presión así como la
verificación periódica de su corriente de salida en relación con la presión de
campo, por las siguientes razones:
•
•
Definir los rangos de trabajo del transmisor.
Validar, comprobar que el transmisor trabaja entre los límites del rango
deseado.
Para calibrar los transmisores de presión es necesario tener en campo un
banco de pruebas que permita tener como salida la presión que simule al
proceso entre las diferentes presiones del rango de trabajo del transmisor, así
Capitulo IV: Presión
16
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
como, un medidor de corriente que permita observar la magnitud de la salida
de corriente del transmisor en la medida que se varié la presión de
alimentación del mismo a través del banco de pruebas. Esto permitirá
comprobar que la salida de corriente del transmisor se corresponde con la
magnitud de la presión a la que esta conectado. Para hacer los cambios de
calibración o corrección en el transmisor, estos disponen de potenciómetros de
precisión para realizar los ajustes de cero (Que corresponde a la salida de 4
mA) y los ajustes de Span (Que corresponde a la salida de 20 mA).
Para la calibración del transmisor de presión, primeramente se simula la menor
presión y se mide la corriente de salida y se va ajustando el potenciómetro de
Cero hasta que la salida del transmisor sea de 4 miliamperios para la menor
presión, posteriormente, a través del banco de pruebas se simula la mayor
presión de salida y se mide la corriente de salida del transmisor y se va
ajustando el potenciómetro de Span hasta que la salida del transmisor sea de
20 miliamperios para la mayor presión. En algunos transmisores podrán existir
ajustes de linealidad de la salida del mismo y esto consistirá en simular la
presión a la mitad del rango de trabajo para comprobar que la salida de
corriente es de 12 miliamperios. En caso contrario estos transmisores*
dispondrán de potenciómetros de ajuste de linealidad que permitirán su ajuste
hasta alcanzar los 12 miliamperios para la mitad de la escala del rango de
presión. En la siguiente figura se ilustra esta conexión del banco de pruebas y
la medición de corriente, así como dos ejemplos de calibración para el mismo
transmisor. Una calibración para un rango de trabajo entre 50 y 100 PSI, y
otra calibración de otro transmisor análogo para un rango de trabajo entre 300
y 550 PSI.
Aiuste de Span
Banco de
Prueba de
PRESIÓN
Transductor
>
Circuitos
Electrónicos
Ajusté de Cero
20 mA
4mA
450
500
550
600
Presión PSI
Capitulo IV: Presión
17
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Usualmente los fabricantes de transmisores de presión tal como el ultimo
transmisor que se toma como ejemplo informan que el rango de trabajo del
transmisor es desde 2 pulgadas HgA hasta 1000 PSI. De 2 pulgadas de HgA
hasta 1000 PSI es el rango de trabajo del transductor para proporcionar
cambios de su señal eléctrica proporcionalmente con los cambios de la presión
a los circuitos electrónicos del transmisor, sin embargo, en la practica el rango
de trabajo de un transmisor debe ser ajustada a una escala mas pequeña
según los requerimientos especifico de cada equipo que es necesario medir la
presión, por ejemplo entre 20 y 80 PSI la presión de aceite de lubricación de
un motor, entre 450 y 550 PSI el rango de trabajo del primer separador de una
estación de flujo, entre 100 y 140 PSI el rango de trabajo del segundo
separador y entre 40 y 60 PSI el ultimo separador. Es por ello que la
calibración de los transmisores permite utilizar el mismo transmisor para
diferentes rangos de trabajo en una misma instalación petrolera.
Por ultimo es necesario entender que diferentes fabricantes harán uso de la
tecnología y las posibilidades que esta ofrece para permitir diferentes formas
de realizar las calibraciones, a modo de ejemplo se tendrán transmisores
indicadores electrónicos que utilizaran para el ajuste de cero y el span uri
menú de indicaciones digitales que vienen incorporado al transmisor y
utilizaran pulsadores y no potenciómetros de precisión, así como la
observación de la propia pantalla indicadora para visualizar la magnitud de la
presión de entrada, por otra parte se tendrán transmisores inteligentes (Ver
capitulo de transmisores inteligentes) que serán calibrados a distancia y sin
necesidad de simular la variable operacional y a través de un protocolo de
comunicación entre el transmisor y el controlador para calibrar el transmisor
en el rango de trabajo requerido.
Lo importante de la calibración del transmisor mas que en el modo como este
se haya hecho, es que el procedimiento de la calibración permite definir en el
transmisor el rango de trabajo del mismo que determina cual es la señal
eléctrica que sale del transmisor para la menor presión de proceso y cual es la
señal eléctrica que sale del transmisor para la mayor presión.
5. INTERRUPTORES DE PRESIÓN
Los interruptores de presión son instrumentos que proporcionan un cambio en
la señal eléctrica ON-OFF (todo-Nada) en el momento que se alcance la presión
para el cual fue calibrado. Están conformado por un interruptor eléctrico que
tendrá contactos normalmente abiertos y contactos normalmente cerrados sin
la presencia de la presión, y se calibraran para una presión determinada de
modo que cuando se alcance esa presión el interruptor cambiara de contactos,
en estos instrumentos actúa directamente la presión y al sobrepasar la presión
a la cual fue calibrado realiza los cambios de contacto de modo que el contacto
que estaba ON pasa a OFF y el contacto que estaba OFF pasa a ON.
Usualmente son instrumentos que tienen como elemento primario un Tubo
Bourdon o un Diafragma los cuales están acoplados a un interruptor eléctrico
Capítulo IV: Presión
18
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
que es accionado por el movimiento del tubo Bourdon o del diafragma, lo que
permite que el movimiento que sufre el Tubo Bourdon o el Diafragma en la
medida que se modifica la presión al que esta sometido se aproveche para
cerrar o abrir el interruptor eléctrico y con ello los cambios de sus contactos.
Esta acción se ejemplariza en la siguiente figura.
J
Presión k
A
V
/ —Tubo Bourdon o
Diafragma
«H*
Mecanismo
Calibración
-/%*_
ifiiiií
A I
7*
!^
NA
común
NC
Como se puede observar de la figura la presión actúa directamente sobre el
Tubo Bourdon o el Diafragma y del que se aprovecha su deformación
proporcional a la magnitud de la presión para cambiar los contactos deí
interruptor. El Tubo Bourdon o el Diafragma están unidos a un mecanismo de
calibración el cual permitirá modificar las posiciones de los interruptores
eléctricos y con ello será necesario modificar la magnitud de la presión para
cambiar los contactos en los mismos.
La modificación de la distancia del Tubo Bourdon o el Diafragma del microinterruptor eléctrico por el medio del mecanismo de posición permitirá
proporcionar un mecanismo de calibración para que sea la presión la que
defina los cambios de contacto. Usualmente estos interruptores eléctricos de
presión son usados para señales de alarmas en la succión y descargas de
compresores, así como, en las protecciones de baja presión de aceite de
lubricación en los motores y compresores.
En las siguientes figuras se podran observar dos interruptores de presión, uno
que trabaja con elemento primario de medición el mecanismo del diafragma
utilizada para ser calibradas y proporcionar señales ON-OFF para bajas
presiones y el otro interruptor de presión que trabaja como elemento primario
de medición el tubo Bourdon para trabajar en señales ON-OFF para ser
calibradas en altas presiones.
En el esquemático del interruptor de presión que utiliza el Tubo Bourdon como
elemento sensor de la presión se puede observar la conexión por donde ia
presión alimenta al Tubo Bourdon, el cual funciona bajo el principio de que se
deforma proporcionalmente a la magnitud de la presión del fluido contenido
dentro del mismo. Es por ello que en la medida que la presión deforma al Tubo
Bourdon se aprovecha el desplazamiento del extremo libre del tubo para
activar el micro-interruptor. Se calibrara el interruptor modificando la posición
del micro-interruptor de manera que sea el desplazamiento del extremo libre
del Tubo Bourdon quien cambie el contacto del mismo.
Capitulo IV: Presión
19
Instrumentación Industrial en Instalaciones Petroleras
DIAFRAGMA
DIAPHRAGM MOOELS: Pressure and vacuum switches (vacuum to
150 p.s.i.). A weld-sealed metaí díaphragm direct acting on
a snap-action switch.
Jesús Enrique Otero Ramos
TUBO BOURDON
BOURDON TUBE MODELS: Pressure switches (50 to
18,000 P.S.Í.). A weld-sealed bourdon tube direct acting
on a snap-action switch.
Salida de
Contactos
Interruptor
Eléctrico
Tornillo de
Calibración
El tornillo de calibración tiene la función de modificar la distancia del microinterruptor con el extremo libre del Tubo Bourdon y con ello definir la presión
que se requiere para deformar al tubo Bourdon de modo que pueda alcanzar el
desplazamiento necesario para cambiar los contactos del micro-interruptor.
La manera de calibrar los interruptores de presión sera modificando el
enroscado del tornillo que sujeta el micro-interruptor. Al enroscar totalmente el
tornillo de calibración prácticamente será necesaria muy poca presión para que
el Tubo Bourdon cambie los contactos del micro- interruptor eléctrico, sin
embargo, al desenroscar el tornillo de calibración se consigue acercar mas el
micro-interruptor del extremo libre del Tubo Bourdon y con ello será necesario
incrementar la presión para estirar mas el Tubo Bourdon de manera que este
pueda retirarse lo suficiente del micro-interruptor eléctrico para cambiar los
contactos. Mientras mas se desenrosque el tornillo de calibración será
necesaria mayor presión para alargar mas al Tubo Bourdon para retirar Su
extremo libre del micro-interruptor y así poder cambiar los contactos del
micro-interruptor. Con la modificación del enroscamiento del tornillo de
calibración se modifica la presión necesaria para alargar el Tubo Bourdon para
realizar los cambios de contactos del micro-interruptor el cual proporcionara el
juego de contactos eléctricos ON-OFF necesarios para servir de alarma al panel
electrónico que se alimenta de esta señal.
Capitulo IV: Presión
20
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Existen otros interruptores de presión como los que se muestran a
continuación, que además de indicar la magnitud de la presión, también se
utilizan para proporcionar salidas por contactos ON-OFF para dos salidas
con valores de presión que se seleccionan manualmente.
NCl
Comúnl
NA1
NC2
Común2
NA2
Se puede observar que el manómetro dispone de dos agujas selectoras
adicionales a la aguja de indicación, estas agujas selectoras permiten
ajustarías manualmente para seleccionar hasta dos presiones diferentes
que se correspondan con las necesidades de las alarmas y donde el
recorrido de la aguja indicadora hará contactos con las agujas de selección
en las presiones ya preestablecidas manualmente, lo que permite tomar
estos cambio de contacto eléctrico como señales de alarmas por baja
presión y por alta presión para alimentar un equipo de protección. Este
interruptor de presión con valores preestablecidos manualmente funciona
siempre y cuando los operadores de la instalación no modifiquen sus
ajustes por motivos hasta ajenos a la integridad de los equipos.
6. VÁLVULAS DE SEGURIDAD
Las Válvulas de Seguridad son equipos mecánicos que tienen como función la
de liberar a la atmósfera los excesos de presión contenidos en el equipo donde
esta conectado cada vez que la presión del recipiente supera la presión de
calibración de la válvula de seguridad, y así evita los daños mayores que se
producirían por sobrepresiones dentro de los equipos. Se estima la calibración
de la válvula de seguridad entre un 10% al 15% por encima del valor nominal
de la presión de trabajo del equipo que protege, es decir, se tienen equipos
como separadores, calderas, torres de destilación y tanques cerrados, que
trabajan a una presión nominal determinada y donde la válvula de seguridad
se comportara como un equipo pasivo siempre que la presión dentro de los
equipos no superen el valor de calibración de la válvula de seguridad, sin
embargo, en el momento que la presión dentro del equipo que protege alcance
Capitulo IV: Presión
21
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
el valor de calibración de la válvula de seguridad esta se abrirá, liberando a la
atmósfera los gases contenidos dentro del recipiente. La válvula de seguridad
volverá a su condición de cierre en el momento que el valor de la presión
dentro del equipo que protege retorne al valor de la presión nominal de
trabajo. La instalación de las válvulas de seguridad en: separadores, calderas,
torres de destilación y tanques cerrados, se muestra en la siguiente figura.
Agua
Caliente
J^
Gases
de
Escape
Vapor de Agua
Liquido
Calibrado por Sobrepresión
Calibrado por Vacio
El funcionamiento básico de una válvula de seguridad es la de un equipo
mecánico que utiliza la compresión que ejerce un resorte sobre el tapón de la
válvula para mantenerla cerrada. Contraria a la fuerza del resorte esta la
fuerza que ejerce la presión dentro del recipiente sobre el área del tapón de la
válvula de seguridad. En condiciones normales de trabajo la fuerza que ejerce
el resorte sobre el tapón será mayor que la fuerza que ejerce la presión dentro
del equipo sobre el área del mismo tapón, sin embargo, en el momento que la
presión dentro del recipiente supere la presión de calibración de la válvula de
Capitulo IV: Presión
22
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
seguridad, esta presión ejercerá una fuerza sobre el tapón superior a la fuerza
que ejerce la compresión del resorte y con ello empujara el tapón hacia arriba,
permitiendo liberar los gases del recipiente hacia la atmósfera. Con la
liberación de los gases dentro del equipo a la atmósfera este se despresurizara
eliminando el riesgo de destrucción por sobrepresión. En la siguiente figura se
muestra el despiece de una válvula de seguridad conjuntamente con el
diagrama de equilibrio de fuerzas que permiten demostrar la dinámica del
movimiento de la válvula.
Tornillo de
Calibración
FR: Fuerza Resorte
FR = K.X
K: Constante de
Elongación.
X = Elongación
FP: Fuerza Presión
FP = P.A
P: Presión dentro del
recipiente.
A = Área del Tapón.
La calibración de la válvula de seguridad se hace al variar la posición del
tornillo de calibración que comprime al resorte y con ello modifica la elongación
del resorte (X) y así la fuerza del resorte (FR=K.X) que ejerce sobre el tapón y
así define la fuerza que deberá superar la presión (FP=P.A) para poder empujar
el tapón hacia arriba y así permitir liberar los gases dentro del recipiente a la
Capitulo IV: Presión
23
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
atmósfera. Bajo este mecanismo la válvula de seguridad se abrirá cada vez
que la fuerza de la presión dentro del equipo supere la fuerza de calibración del
resorte y la válvula de seguridad se cerrara cada vez que la fuerza del resorte
supere la fuerza de la presión dentro del recipiente que se protege.
A continuación se muestra una válvula de seguridad que funcionara en forma
análoga a la mostrada anteriormente con la diferencia que una vez que la
válvula de seguridad se dispare se repondrá manualmente a través del
mecanismo unido a la parte superior de la válvula y que esta instalado próximo
al mecanismo de calibración de la válvula de seguridad.
7. REGULADORES DE PRESIÓN
Los reguladores de presión son aparatos de control de flujo diseñados para
mantener una presión constante aguas debajo de los mismos. Este debe ser
capaz de mantener la presión constante, sin afectarse por las variaciones de
presión a la entrada del regulador, ni por cambios de requerimientos de flujo
en las condiciones operativas del proceso para el cual trabaja. La "carcaza" y
los mecanismos internos que componen un regulador trabajan para que este
controle o limite las variaciones de presión a un valor previamente establecido.
Capitulo IV: Presión
24
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Un regulador de presión es básicamente una válvula de recorrido ajustable a
través de modificar la compresión de un resorte y que esta conectada
mecánicamente a un diafragma. El diafragma se equilibra entre la fuerza del
resorte más la presión de salida o presión de entrega, contra una fuerza
aplicada del lado contrario por la presión de alimentación.
La fuerza aplicada del lado del diafragma puede ser suministrada por un
resorte, un peso o presión aportada por otro instrumento denominado piloto.
Para comprender el funcionamiento de los reguladores, en la siguiente figura
se muestra un diagrama esquemático del regulador auto-operado. Se puede
observar la presión de alimentación que hace entrada al cuerpo de la válvula y
empuja al tapón hacia arriba, del lado contrario se observa la cabeza del tapón
que esta unido al actuador de la válvula a través de un mecanismo que une al
diafragma de la válvula con el mecanismo del resorte que empuja la cabeza del
tapón con una fuerza contraria a la presión de alimentación del regulador, así
como la presión regulada que también ejerce una fuerza sobre el área de la
cabeza del tapón contraria a la presión de alimentación del regulador.
d* Erf radMi
cíe Saitóa
Los reguladores de presión auto-operados funcionan bajo el principio de
equilibrio de fuerzas. Esencialmente, las fuerzas aplicadas en la zona de alta
presión (PE), aguas arriba, se equilibran o balancean con las fuerzas de las
Presión Regulada (PR), mas la fuerza que ejerza el resorte (FR ) sobre el
diafragma. Este equilibrio de fuerzas es causado por la distribución de la
energía (presión) en áreas desiguales, de acuerdo a la siguiente ecuación:
Fuerza Presión Entrada= (Fuerza Resorte) + (Fuerza Presión Regulada)
25
Capitulo IV: Presión
'>
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En la siguiente figura se muestra el despiece de un regulador de presión
conjuntamente con el diagrama de equilibrios de fuerza, y donde a través de la
observación conjunta de ambos esquemáticos se podrá definir que la fuerza
que ejerce la presión de alimentación sobre el área reducida del tapón permite
empujarlo permitiendo el paso del gas hacia la salida regulada, y se equilibra
con la fuerza calibrada del resorte mas la fuerza que ejerce la presión regulada
de salida sobre el área grande de la cabeza del tapón. En la medida que se
calibre la elongación del resorte se define la presión de salida del regulador.
FR: Fuerza de Calibración Resorte
FR = K.X
K: Constante de Elongación.
X = Elongación
FPR: Fuerza Presión
Regulada.
FPR = PR.A2
PR: Presión
Regulada.
A2 = Área Cabeza
Tapón.
FP: Fuerza Presión de
Entrada.
FP = P.A!
P: Presión de Alimentación.
AI = Área del Tapón.
También se muestran otros reguladores desde los que se utilizan para regular
el aire de instrumentos en los controladores y posicionadotes neumáticos y que
están conectados usualmente en el actuador de la válvula de control, hasta los
reguladores que se utilizan para el suministro de combustible en los motores
desde las líneas de gas de las plantas compresoras
Capitulo IV: Presión
26
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
8. MEDICIÓN DE PRESIÓN EN INSTALACIONES PETROLERAS
Una vez que se entiende las diferencias entre presión absoluta y presión
relativa, que es presión atmosférica, que es presión de vacio, presión
diferencial, queda profundizar en las diferentes aplicaciones de la variable
operacional presión considerando no solo su medida, también considerando su
comportamiento dinámico y como esa consideración permitirá aportar incluso
criterios para entonar los lazos de control de presión, en fin es aceptar la
presión como una variable que atenderá desde una indicación local a través de
un manómetro hasta un lazo de control junto con todos los demás
instrumentos que posibilitan la existencia de ese lazo.
Al atender la presión como variable operacional en las instalaciones petroleras
se harán ejemplos de la utilización de esta variable en diferentes aplicaciones
para indicar, transmitir, proteger y regular en estaciones de flujo, plantas
compresoras y refinerías, tales como: la presión que se mide en la succión y
descarga de los compresores, la presión de aceite que se mide para proteger
los motores y turbinas al garantizar su adecuada lubricación, la presión a que
Capitulo IV: Presión
27
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
se calibra una válvula de seguridad, la presión de salida de un regulador y los
lazos de control de presión que están en varios equipos de las instalaciones.
MEDICIÓN DE PRESIÓN EN COMPRESORES
Con Indicadores e Interruptores de Presión.
Panel Señales ON-OFF
Botella de Succión
Compresor
Botella de Descarga
Modulo
Electrónico
de Protección
Indicador de Presión de Succión
Interruptor de Presión, Calibrado a Baja Presión Succión
Indicador de Presión de Aceite del Compresor
Interruptor de Presión, Calibrado a Baja Presión de Aceite Compresor
Indicador de Presión de Descarga
Interruptor de Presión, Calibrado a Alta Presión Descarga
Capitulo IV: Presión
28
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Con Indicadores-Transmisores de Presión.
Panel de Control con PLC
Tarjeta de
Entradas 4-20 mA
Indicador-Transmisor de Presión de Succión.
Indicador-Transmisor de Presión de Aceite del Compresor
Indicador-Transmisor de Presión de Descarga
En las aplicaciones anteriores se mide y se indica la presión en arreglos de
compresión de gas, donde puede observarse que las tomas se hacen en las
botellas de succión y descarga para el gas y en el compresor para el aceite, y
se llevan en lineas de tubo hasta el panel de control que debe estar en la nave
de la planta compresora lo que posibilita que la poca distancia permita llevar la
señal de presión directamente hasta los paneles de control. Sera necesario que
antes de alimentar los instrumentos se tengan válvulas de paso que permitirán
cerrarse y con ello posibilitar retirar o calibrar algún instrumento sin la
necesidad que estos cambios estén supeditados al paro de las instalaciones.
En el primer ejemplo se tiene un panel de control que se alimenta con las
señales ON-OFF y por ello dentro del panel se tendrán arreglos de manómetros
e interruptores de presión para indicar la presión y proporcionar la señal de
alarma a los valores que se calibraron y que alimentan al modulo electrónico
discreto, sin embargo en el segundo ejemplo se utilizan indicadores
transmisores analógicos que permiten vizualizar la magnitud de la presión en
la pantalla digital y convertir la señal de presión en una señal eléctrica y que
alimenta la tarjeta electrónica del PLC.
Capitulo IV: Presión
29
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Regulador de Presión (PCV-01) de Combustible a Maquinas
"<T
SiC-01
|
Arranaue
J Combustible
J
Calderas
Lazos de Control en Cascada
Control de CALDERA
Vapor
Maestro
Agua
Caliente
Aire
Esclavo
Capítulo IV: Presión
Regulador
de Mezcla
Ai re-Gas
30
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Para el ejemplo de la regulación de presión de combustible se observa que la
linea de combustible es alimentado directamente desde el gasoducto de gas a
baja presión, tiene inicialmente una válvula todo-nada que se abre desde el
panel de control, posteriormente esta el regulador de presión calibrado a la
máxima presión de entrada al sistema de combustible del motor, el governador
o la válvula de control regulada por velocidad, serán quienes definan la
magnitud del combustible necesario para mantener la velocidad de la maquina.
En el ultimo ejemplo se tiene a la presión como la variable operacional maestra
en el funcionamiento de la caldera. La caldera debe mantener una presión de
vapor constante indistintamente los requerimientos de vapor que requieran las
instalaciones, para ello la magnitud de la presión es enviada hasta el
controlador maestro quien tendrá como salida una señal que definirá los set
point de los controladores esclavos de caudal de aire y de caudal de
combustible que formaran la llama en la caldera. Serán los cambios de la
presión los que generaran los cambios en la salida del controlador maestro y
los cuales modificaran las consignas de trabajo de los controladores esclavos.
9. LAZOS DE CONTROL DE PRESIÓN
Es indispensable que en todo proceso donde interviene la variable operacional
presión que se establezca su control para definir su magnitud para alcanzar los
valores de trabajo necesarios para obtener los cortes de productos requeridos,
así como para evitar daños en los equipos ya que un sistema operando dentro
de rango que no tenga límite de presión provocaría daños irreparables al
equipo y daños humanos. En las siguientes figuras se muestran dos lazos de
control de presión, un lazo para definir la presión de trabajo en un separador
liquido-gas y el otro lazo para controlar la presión de tope en una torre de
destilación atmosférica de una refinería.
4 - 20mA
Liquido
Capitulo IV: Presión
31
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En los dos ejemplos tal como se podrá observar de las figuras anteriores, el
lazo de control de presión en el separador liquido-gas y el lazo de control de
presión para el tope de la torre de destilación están implementados con la
integración de cuatro componentes:
1. El Transmisor (PT-01): se encarga de captar la señal del proceso
mediante un transductor que alimenta al circuito electrónico, quien
convierte las variaciones del captor en una señal eléctrica que será
directamente proporcional a la magnitud de la presión para ser enviada
hacia el controlador.
2. El Controlador (PIC-01): recibe la señal eléctrica enviada por el
transmisor de presión, se encarga de grabar el valor deseado de la
presión (set-point), calcula señal de error e(s) cuando obtiene la
diferencia entre el valor deseado de la presión y el valor real que envía
el transmisor, ejecuta las acciones de control Proporcional, Integrativa y
Derivativa (PID) de la señal de error e(s) y enviar una señal eléctrica
para regular al elemento final de control.
3. El Convertidor I/P (PY-01): convierte en una relación lineal la señal
eléctrica de control que envía el controlador en una señal neumática y
con ella regular la apertura de la válvula de control.
4. La Válvula de Control (PCV-01): es el elemento final de control y
regulara la apertura al paso del fluido a partir de la señal neumática de
control de 3 a 15 PSI que la alimenta por el actuador.
Capitulo IV: Presión
32
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En un sistema de control de lazo cerrado de presión al igual que otro lazo de
control cerrado de otros sistemas y otras variables operacionales, se deben
establecer los parámetros indispensables de operación y estabilidad que
permitan mantener en forma estable a lo largo del tiempo la magnitud de la
variable operacional que se controla. Esto lo lograra el controlador en la
medida que el técnico responsable en la entonación del lazo de control defina
adecuadamente las asignaciones y los valores siguientes:
•
•
•
•
El SET POINT o valor deseado.
Sensibilidad o ganancia (Kp).
Ajuste integrativo (Ti).
Ajuste derivativo (Td).
En el lazo de control de presión, a través del controlador de la variable (PIC01), se efectúan las funciones necesarias para que la magnitud de la presión
dentro del separador o en el tope de la torre (si el lazo esta bien entonado),
maniobre dentro de los rangos preestablecidos, para ello el controlador debe
efectuar la comparación entre la medición real que envía el transmisor y el
valor deseado (set point) obteniéndose una señal de error de la señal e(sj
para posteriormente emplear los parámetros Proporcional, Integrativo y
Derivativo (PID) de corrección permanentemente en el tiempo para que el
funcionamiento del proceso sea estable y preciso.
Los valores asignados a Kp, Ti y Td deben ser los adecuados de otro modo el
comportamiento de la variable operacional presión podrá tomar hasta valores y
comportamientos erráticos, es decir, un mismo lazo de control con los mismos
elementos que conforman el lazo podrá tomar valores reales de la presión
siempre muy próximos al set point, o tomar valores erráticos dependiendo casi
únicamente de los valores que se hayan asignados a KP, Ti y Td. En las
siguientes figuras se muestra una gráfica de la variable presión en el tiempo y
su valor dependiendo de cómo este entonado el lazo de control, así como se
muestra el esquemático del lazo de control de presión y el modelo matemático
del mismo.
Presión
Lazo de Control
Bien Entonado
Banda
Proporcional
i
(Lazo de Control
MAL Entonado
Tiempo
Capitulo IV: Presión
33
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Función Transferencia Proceso
Retroalimentación
(PT-01)
CONTROL P.I.D.
A través del modelo matemático del lazo de control y de las funciones que
ejecuta el controlador se desarrollara la atención PID que este ejecuta para
mantener la presión real entre los límites preestablecidos en la calibración del
lazo de control. El corrector P.I.D. (Proporcional - Integrativo - Derivativo) es
un tipo de ajuste que permite controlar el comportamiento de una señal con la
intervención de tres factores que efectúan la corrección tanto de rapidez de la
señal como de amortiguamiento de la misma. Tal como se puede observar del
modelo matemático la atención PID que se ejecuta sobre la señal de error e(s),
es como se muestra a continuación:
e(s): Señal de Error
PD(s): Valor deseado de la presión, (set-point).
RP(s): Realimentación de la presión de campo por el trasmisor.
e(s) = PD(s) - RP(s)
La acción de control Proporcional, Integrativo y Derivativo, que calculan y
ejecutan los controladores en los lazos de control, viene dada por el siguiente
modelo y la siguiente ecuación:
Capítulo IV: Presión
34
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
PID
set-point
x^ e(s)
(+/
Retroalimentación
M(s)
A(s) = A(s)+M(s)
Transmisor desde
el proceso
= K, • f «(/) +1 \e(t)dt + T
t t f
Integrativa
Proporcional
Con la entonación del lazo de control se definen:
Kp:
Ti:
Td:
Es el componente que define la sensibilidad del sistema.
Es el período de la señal (repeticiones por minutos).
Es el período de anticipo (Td E Ti/6).
El ajuste proporcional o Kp es el ajuste que considera o define la Banda
Proporcional o el margen de error que tendrá el valor real de la presión y que
estará por encima y por debajo del valor deseado (set-point), con el fin de
establecer un rango que permita que la intervención de las demás acciones de
control no hagan que el sistema sea muy sensible ni muy perturbado. Hay que
tener claro que un ajuste proporcional muy elevado implica una banda
proporcional muy estrecha haciendo que ante cualquier mínima señal de error
el sistema se forzará a los extremos (4-20mA) generando que el elemento final
de control produzca perturbaciones. Es por ello, que el Kp en la práctica debe
considerarse un valor pequeño y compensar la falta de sensibilidad con los
ajustes que se harán a las otras acciones de control, la integrativa y la
derivativa.
El ajuste integrativo, esta asociado al tiempo que espera el controlador para
efectuar un cambio en la salida del mismo cada vez que la señal de error e(s)
se mantenga constante, con esta acción se atiende a la variable controlada
siempre que la señal de error sea constante y con ello se busca que el valor
que asuma la presión controlada dependa del controlador y no de la función de
transferencia del proceso industrial. Con el ajuste integrativo Ti se define el
periodo de la señal, se define las fracciones de minuto que se asigna como
tiempo de espera para la salida del controlador la cual se modificara si
transcurrido ese periodo Ti la señal de error se mantiene constante. Esto se
repetirá cada vez que transcurra el vencimiento del periodo Ti ajustado hasta
el momento que exista un cambio de la señal de error. Este ajuste integrativo
buscara que la respuesta de la variable controlada sea mas rápida y que no
dependa de la función de transferencia del proceso. El ajuste derivativo es la
Capitulo IV: Presión
35
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
acción de control por adelanto del tiempo y que toma el controlador en
anticipar un cambio para evitar que se produzca una señal forzada a los
extremos de la Banda Proporcional. Cada vez que ocurra un cambio en la señal
de error actúa la acción de control derivativa y proyecta lo que seria el valor de
la variable controlada en un tiempo Td, el valor necesario que debería tener la
salida del controlador transcurrido ese tiempo se da como salida del
controlador como adelanto justo en el instante que se produce el cambio de
e(s).
Un control P.I.D. efectúa inicialmente la acción Proporcional-Derivativa y luego
la acción Proporcional-Integrativa. Al seleccionar los valores adecuados de Kp,
Ti, Td, se efectuara una buena entonación de lazo de control, en cambio si se
toman valores incorrectos se desestabilizará el sistemas generando de esta
manera perturbaciones constantes y hasta daños al equipo. Para los ejemplos
de los lazos de control de presión del separador liquido-gas y el control de
presión de tope de la torre de destilación se entenderá que son dos procesos
diferentes conformados con equipos diferentes y por ello seguramente el
separador liquido-gas y el tope de la torre de destilación tendrán funciones de
transferencias diferentes, y esto obligara a que ambos lazos de control aunque
estén conformados por los mismos cuatro elementos ha saber: transmisor,
controlador, convertidor I/P y válvula de control, requerirán entonaciones
diferentes, es decir, habrá que calcular valores de Kp, Ti y Td justo a los
requerimientos específicos de cada proceso. Los detalles de la entonación de
los lazos de control se tienen en el capitulo de "Entonación de Lazos de
Control".
En conclusión, una buena entonación de lazo de control implica:
• Una banda proporcional que tenga un valor adecuado no muy elevado ni
muy estrecho, es decir, que una banda muy estrecha produciría una
mayor inestabilidad al sistema, y una banda elevada aumentaría de
manera considerable el error de offset.
• Un ajuste integrativo donde se selecciona el periodo Ti que será el
tiempo que esperara el controlador para modificar la salida del mismo si
la señal de error e(s) se mantiene constante.
• Un ajuste derivativo de valor pequeño aproximadamente Ti/6 para que
la salida del sistema no se limite a los extremos y se mantenga dentro
del margen de estabilidad del mismo.
Capitulo IV: Presión
36
NIVEL
1. Instrumentos de Medición Directa
1.1.
Medidor de Sonda
1.2.
Medidor de Gancho......
1.3.
Medidor de Cinta Graduada.
........>3
1.4. Medidor de Visores de^
2. Instrumentos que utilizan la Presión Hidrostática
5
3. Medición de Nivel usando Diferencias de Presión
10
4. Mecanismo de Desplazamiento y Flotadores
16
4.1.
Instrumentos de Flotador
16
4.2.
Medidor de Nivel Tipo de Desplazamiento
20
5. Instrumentos que Aprovechan las Características del Liquido...23
5.1. Transmisores Capacitivos
23
5.2. Transmisores Ultrasónicos
25
5.3. Transmisores Rayos Gamma
28
6. Interruptores de Nivel
28
6.1. Interruptores Conductivos
29
6.2.
Interruptor con Flotadores
29
6.3.
Interruptores de Diafragma
31
6.4.
Interruptor Ultrasónico
32
6.5. I nte rru pto r Óptico
33
7. Instrumentación de Nivel en Instalaciones Petroleras
35 .
8. Lazos de Control de Nivel
40
Capítulo V: Nivel
Instrumentación Industrial en Instalaciones Petroleras
Capitulo V: Nivel
Jesús Enrique Otero Ramos
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
La medición de nivel es muy importante en la industria desde el punto de vista
del funcionamiento correcto del proceso al mantener constante esta variable
en aquellas equipos que así lo requieren, así como desde la consideración del
balance de las materias primas que entran al proceso, en comparación con los
productos finales que salen del mismo. Para la indicación y medición de nivel
en la industria estos instrumentos pueden dividirse en medidores de nivel de
líquidos y en medidores de nivel de sólidos los cuales son dos mediciones bien
diferenciadas y por lo cual se estudian separadamente.
MEDICIÓN DE NIVEL DE LÍQUIDOS
Los medidores de nivel de líquidos trabajan:
1. Midiendo directamente la altura del líquido.
2. Aprovechando la presión hidrostática del liquido sobre un nivel de
referencia.
3. Aprovechando las diferencias de presiones entre dos puntos de interés
en envases cerrados.
4. Mecanismo de desplazamiento y flotadores.
5. Aprovechando las características eléctricas del líquido.
1. INSTRUMENTOS DE MEDICIÓN DIRECTA
1.1. Medidor de Sonda
El Medidor de Sonda consiste en una vara con una regla graduada la cual se
introduce hasta el fondo del depósito que contiene el líquido. Esta sonda o vara
tendrá la longitud adecuada para introducirla y sacarla del envase que contiene
al liquido y a través de la parte mojada de la sonda leer el nivel del liquido en
el envase, es decir, La lectura del nivel se realiza directamente de la
observación de la longitud de la vara mojada por el liquido que contiene el
envase o recipiente donde se introdujo la vara. Esta aplicación se utiliza para
medir nivel de líquidos como gasolina o agua y que no se queden pegadas de
la sonda. En la siguiente figura se muestra esta aplicación.
Capitulo V: Nivel
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
1.2. Medidor de Gancho
El Medidor de Gancho consiste en una regla graduada en forma inversa al
medidor de sonda, es decir el mayor valor de la regla graduada esta en la
punta del gancho al contrario de la regla graduada de la sonda donde la punta
de la regla graduada tenía nivel cero. Este medidor de gancho se utiliza para
medir el nivel de productos pastosos y pegajosos como petróleo, aceite y
donde no se quiere que estos productos dejen sucio la regla graduada. El
procedimiento de lectura consiste en introducir el medidor de gancho y se
levanta para verificar si el gancho se ensucio con el liquido, este procedimiento
se repite hasta que el gancho haga contacto con el liquido y a través de la
regla graduada se lee directamente el nivel el nivel del liquido en el envase. En
la siguiente figura se ilustra esta aplicación.
1.3. Medidor de Cinta Graduada
El Medidor de Cinta Graduada consiste en una cinta métrica que tiene
incorporado una pieza de plomo en la punta que permite hacer bajar el
extremo libre de la cinta métrica hasta la parte del tanque donde haga
contacto con el líquido. Se emplea para medir nivel en tanque de crudo donde
el operador debe subir el tanque para luego dejar bajar la plomada hasta que
haga contacto con el crudo, y así medir directamente en la cinta métrica toda
la distancia recorrida por la plomada. Al conocer la altura del tanque y restarle
el recorrido de la cinta métrica se conocerá el nivel de crudo dentro del tanque.
1.4. Indicador de Visores de Cristal
El Indicador de Visor de Cristal consiste en un tubos o ventanas de vidrio
instalados en soportes metálicos y que están unidos al tanque que contiene al
liquido que indican por conexiones de vasos comunicantes a través de
válvulas, usualmente dos válvulas para la conexión de vasos comunicante con
el tanque. Para indicación de nivel de líquidos sometidos a alta presión, los
cristales del indicador de nivel están protegidos por una armadura metálica y la
estructura metálica y los vidrios utilizados deben estar construidos de tal
Capitulo V: Nivel
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
manera que no se rompan al soportar las altas presiones a las que estarán
sometidas. Se muestran a continuación el indicador de cinta y el visor.
2. INSTRUMENTOS QUE UTILIZAN LA PRESIÓN HIDROSTATICA.
Una de las formas de medir el nivel en tanques abiertos consiste en utilizar la
presión hidrostática que ejerce el líquido sobre un área de referencia ubicada
en el fondo del tanque y donde se instala el transmisor. En la medida que
cambia el nivel cambia el volumen del líquido y con ello la presión hidrostática
sobre el área de referencia donde esta instalado el transmisor. Este sistema de
medición de nivel de líquidos aprovecha los cambios de volumen que originan
los cambios del nivel, los cambios de volumen originan cambios de masa, los
cambios de masa originan los cambios del peso que ejerce el líquido sobre el
área de referencia donde esta colocado el transmisor. La presión = peso/área,
por ello los cambios de peso generan cambios de la presión hidrostática sobre
el área de referencia. Todas estas interrelaciones de variables así como un
diagrama de ubicación del transmisor y la visualización de un transmisor de
nivel conectado por bridas se muestran a continuación.
Capitulo V: Nivel
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Prepon = Pe^6/Area
Área = D.r2
r = radio del tanque
r
LIT-01
Volumen = Área.altura
Volumen = 1J.r2.h
h = altura o nivel del liquido.
Masa = Volumen.Densidad
Densidad = Masa/Volumen
= Área.a}tíira.Densidad.
= M^sa. Gravedad
Presión Hidrostática = Peso Fluido/(Área del Tanque)
Presión = (Área).(altura de fluido).Densidad.Gravedad/(Área)
Presión = (altura del Fluido).Gravedad.Densidad
(A)
Al observar al Transmisor-Indicador de Nivel (LIT-01) que es conectado por
bridas, lo que permite es considerar como la presión del fluido contenido en el
tanque interactúa directamente con el transductor del transmisor, y donde la
medición del nivel se podrá hacer desde la referencia de nivel cero donde esta
instalado el transmisor hasta la parte mas alta del tanque. Este transmisor
será adecuado para medición de nivel de crudo. Al analizar el desarrollo de las
ecuaciones que se presentaron anteriormente se podrá concluir que en la
medida que varié el nivel del fluido variara su volumen y con ello su peso
generando cambios de la presión hidrostática en el área de referencia donde
esta instalado el transmisor, quien aprovechara los cambios de la presión
hidrostática para transmitir la magnitud del nivel asociado a ello. Dado que la
altura es el único parámetro que cambia, será la altura del fluido la que
definirá la presión hidrostática y con ello la magnitud de la medición de nivel.
Capitulo V: Nivel
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
puede determinar que en condiciones normales de operación serán los cambios
de la altura del fluido los que generaran cambios de la presión y con ello la
magnitud de la señal eléctrica que envía el transmisor, dado que la gravedad
es constante y la densidad debe ser constante si es el mismo fluido.
La consideración anterior de tener la densidad constante si es el mismo fluido
debe tenerse siempre presente cuando se calibre el transmisor de nivel. Al
medir nivel para diferentes fluidos se tendrá una densidad especifica para cada
fluido y por ello se deberá adecuar la señal del transmisor considerando la
densidad de cada fluido, de manera que al ajustar la calibración para
diferentes transmisores de nivel instalados en tanques que contienen
diferentes fluidos, se considerara la densidad especifica de cada uno de ellos,
para calibrar cada transmisor considerando la densidad de cada fluido.
En la siguiente figura se muestra como ejemplo un tanque abierto que utiliza el
transmisor (LIT-01) que aprovecha la presión hidrostática para medir el nivel,
que tiene como rango de medida el nivel mínimo hmin en la referencia del área
donde esta instalado el transmisor y hmax el extremo superior del tanque.
T
RANGO DE
CALIBRACIÓN
TRANSMISOR
hmin
^P
Salida del
Transmisor
^
20 mA
100% Nivel
4 mA
0% Nivel
5
10
15
20
25
30
35
40
Altura del Tanque Abierto
De la gráfica se podrá observar que el rango de medida del transmisor esta
comprendido entre los 2 pies hasta los 40 pies. Conociendo la ecuación que
Capitulo V: Nivel
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
define la: Presión = (altura del Fluido).Gravedad.Densidad y conociendo
la densidad del fluido que contiene el tanque abierto, se podrá calibrar el
transmisor de nivel entre el rango de medida de 2 a 40 pies para los valores
del 0% del nivel al 100% del nivel que se corresponda con las necesidades o
requerimientos operacionales. A manera de ejemplo para esta aplicación los
operadores han requerido que el transmisor trabaje entre los 10 hasta los 30
pies. Para ello se calibrara el transmisor en su ajuste de cero para tener como
salida del mismo de 4 mA para 10 pies (0%) y ajuste de span de 20 mA para
30 pies (100%), de modo que la señal de salida del transmisor será una señal
eléctrica comprendida entre 4 hasta 20 miliafnperios y donde su magnitud será
directamente proporcional al nivel del tanque comprendida en su calibración de
10 hasta 30 pies. A continuación se muestra el esquemático del conexionado
eléctrico del transmisor y su salida comprendida entre 4 a 20 mA hasta la sala
de control, y su forma de^ser conectado por bridas en campo.
iDEL 1151LLT
PHALINE
INGE MOUNTED
U1D LEVEL
M,
)0 psid
>tem
"•<hra inn
«es
>:?>«: •
I*
4 a 20 mA
Distancia hasta
500 metros
Conexionado
= CiOSfttf !«
je*" c-y !M-
VL =(4 a 20)mA.RL
Capitulo V: Nivel
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
El transmisor de nivel (LIT-01) podrá ser construido para trabajar en los
siguientes rangos: para ser calibrado entre un rango de O hasta 25 pulgadas
de agua para tanques pequeños y para ser calibrado en un rango entre O hasta
100 PSI para tanques grandes y será instalados por bridas para tuberías de 3 y
4 pulgadas de diámetro. Para determinar la altura del tanque para calibrar los
transmisores se analizaran las siguientes ecuaciones:
Presión = (altura del Fluido).Gravedad.Densidad
Altura del Fluido = (Presión Hidrostatica)/Graveda.Densidad
Conociendo la densidad del fluido que contiene el tanque, la gravedad, así
como el rango de trabajo que podrá trabajar el transmisor se podrá determinar
la altura medida o los valores de presión para calibrar el transmisor.
Serán los fabricantes de los transmisores quienes conociendo: el rango de
trabajo del transmisor, el tipo de fluido en el tanque, la temperatura a la cual
estará sometido el transmisor, las pulsaciones de presión, las vibraciones*
mecánicas, quienes definirán cual será el transductor que utilizaran en la
construcción del transmisor y serán los fabricantes quienes definirán cual es el
circuito electrónico que le corresponde. Al considerar el uso del transmisor y el
rango de trabajo al cual estará sometido en las instalaciones petroleras, se
tendrá la atención al uso del transmisor en la instalación y a la calibración del
instrumento, apartando de lado las consideraciones del fabricante para diseñar
y posteriormente construir el mismo. Bajo estos criterios la atención ahora
debe estar en considerar cómo se ajustan los potenciómetros de Ajuste de
Cero y de Ajuste de Span (que se muestran en la siguiente gráfica) para que la
señal de salida de 4 a 20 miliamperios del transmisor se corresponden al 0%
del nivel y al 100% del nivel que requiere el proceso.
TRANSMISOR
12024VDC AiustedeSpan
PRESIÓN
HIDROSTATICA
Circuitos
Electrónicos
Ajuste de Cero
Capitulo V: Nivel
4 a 20 mA
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
El transmisor de nivel es la integración del transductor eléctrico y los circuitos
electrónicos y donde la señal eléctrica de salida del transductor se conectara al
circuito electrónico quien aprovechara los cambios de la señal eléctrica
proporcionales a los cambios del nivel para generar los cambios de la corriente
de salida del transmisor y donde parte de la función del circuito electrónico es
conseguir que la salida de 4 a 20 miliamperios sea lineal en relación a los
cambios de la magnitud de la presión hidrostática del fluido en el tanque.
Otra consideración de interés esta en la atención a la alimentación eléctrica del
transmisor que podrá ser 12 o 24 voltios de tensión eléctrica continua y la
salida de corriente comprendida entre 4 a 20 miliamperios. La Potencia
eléctrica que es igual a la magnitud de la tensión eléctrica multiplicada por la
magnitud de la corriente, se calculara para los valores máximos de tensión y
corriente y será P=(24 VDC)x(20 mA)=0,58 Vatios, el cual es un valor de
potencia mucho menor que los 3 Vatios que considera las condiciones
intrínsicamente seguras necesarias en las instalaciones petroleras para
garantizar que los instrumentos de campo nunca serán un punto caliente, ni un
arco eléctrico que pueda originar la fuente de ignición para producir fuego
dentro de las instalaciones. Los instrumentos además de cumplir con sus
funciones deben ser las referencias de seguridad de las instalaciones.
CONDICIONES INTRÍNSICAMENTE SEGURAS « 3 W
Fuego = Combustible + Aire + Fuente de Ignición
Potencia = Voltaje x Corriente
Potencia Instrumento = (24 VDC)x(24 mA) = 0,58 W
Potencia Instrumento = 0,58 W « 3 W
3 Vatios NO GENERARA:
•
Un punto caliente que propicie el fuego.
•
Un arco eléctrico que propicie el fuego
3. MEDICIÓN DE NIVEL USANDO DIFERENCIAS DE PRESIÓN.
Los instrumentos que trabajan bajo el principio de aprovechar la diferencia de
presión son usados comúnmente para medir el nivel en tanques o en
recipientes cerrados con líquidos sometidos a presiones variantes. En la
medición de nivel de tanques cerrados debe considerarse la presión del gas en
la parte superior del tanque o recipiente y el efecto de la presión del líquido
contenido en la parte inferior del mismo. Una aplicación de la medición de nivel
en recipientes cerrados, así como el transmisor se muestra a continuación.
Capitulo V: Nivel
10
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
-..
LIT-02
dP = Pl - P2
Donde:
P2: Presión del Gas.
Pl: Presión hidrostática del liquido + Presión del Gas.
En los tanque cerrados que contienen liquido y gas la dinámica del proceso con
los cambios de nivel dentro del envase, así como el ingreso y salida de
productos hacen el efecto equivalente de estar comprimiendo y
descomprimiendo el gas contenido en el, generando cambios en la presión del
gas. Los transmisores de nivel para recipientes cerrados que trabajan bajo el
principio de medir la diferencia de presión dP = Pl - P2, entre la presión del
gas (P2) que esta en la parte superior del envase y la presión en la toma
inferior del envase (Pl) que es la sumatoria de la presión hidrostática del fluido
mas la presión del gas, buscan eliminar el efecto de la presión variable del gas
sobre el liquido y quedar solamente con la presión hidrostática producida por el
nivel del liquido contenido en el recipiente cerrado, tal como se muestra:
P2= Presión del Gas
Pl= Presión Hidrostática + Presión del Gas
dP=Pl-P2= Presión Hidrostática + Presión del Gas - Presión del Gas
dP = Presión Hidrostática del Liquido
Presión Hidrostatica = (altara del Fluido).Gravedad.Densidad
Capítulo V: Nivel
11
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
A manera de ejemplo para un tanque o recipiente cerrado que no contenga
liquido y por ello este vació, el contenido del mismo será únicamente de gas y
por ello P1 = P2= Presión del Gas, y por lo tanto la medición del nivel será
dP=Pl-P2=0. Para los tanques y recipientes cerrados que contienen liquido las
mediciones del nivel contenido en el, bajo la medición de presión diferencial
dP=Pl-P2 concluye en una ecuación equivalente a la presión hidrostática del
líquido de los tanques abiertos donde:
H id rosta tica = (catira del Fluido). Gravedad. Densidad
P2
P2
Pl
Pl
LIT-02
dP = P1-P2= O
LIT-02
dP = P1-P2= Presión Hidrostática Liquido
Al quedar la medición de nivel para tanques cerrados bajo el método de
presión diferencial en la misma expresión de la presión hidrostática para
tanques abiertos con la ecuación que define la presión hidrostática del fluido
contenido en el tanque, Presión = (altura del Fluido).Gravedad.Densidad,
se puede determinar que en condiciones normales de operación serán los
cambios de la altura del fluido los que generaran cambios de la presión
hidrostática. La expresión dP=Pl-P2 permite eliminar los efectos que podían
generar los cambios de presiones que puede sufrir el gas y por ello la magnitud
de la señal eléctrica que envía el transmisor estará determinada únicamente
por el nivel del liquido contenido en el tanque cerrado, dado que la gravedad
es constante y la densidad debe ser constante si es el mismo fluido.
La consideración anterior de tener la densidad constante si es el mismo fluido
debe tenerse siempre presente cuando se calibre el transmisor de nivel. Al
medir nivel para diferentes fluidos se tendrá una densidad especifica para cada
fluido y por ello se deberá adecuar la señal del transmisor considerando la
densidad de cada fluido, de manera que al ajustar la calibración para
diferentes transmisores de nivel instalados en tanques cerrados que contienen
Capitulo V: Nivel
12
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
diferentes fluidos, se considerara la densidad especifica de cada uno de ellos,
para calibrar cada transmisor considerando la densidad de cada fluido.
El transmisor indicador de nivel (LIT-02) podrá ser construido para trabajar en
presiones diferenciales de 10 hasta 1000 PISO, en los rangos de presiones mas
elevadas para aplicaciones tales como la medición de nivel en torres elevadas
o en separadores de alta presión. El transmisor indicador de nivel (LIT-02) al
igual que el transmisor de tanques abiertos que mide el nivel a partir de la
presión hidrostática del fluido contenido en el mismo, podrá ser calibrado a
partir del valor que resulta de su presión diferencial y que es equivalente a la
presión hidrostática del fluido entre el rango de nivel que determina su
conexión superior hmax para conectar la alimentación de presión P2 y hmin para
conectar la alimentación de presión Pl y podrá enviar su señal eléctrica
comprendida entre 4 a 20 miliamperios entre los valores del 0% del nivel al
100% del nivel que requieran los operadores del proceso. Para determinar la
altura del tanque para calibrar los transmisores se analizaran las ecuaciones:
Presión = (altura del Fluido).Gravedad.Densidad
Altura del Fluido = (Presión Hidrostática)/Graveda.Densidad
Conociendo la densidad del fluido que contiene el tanque, la gravedad, así
como el rango de trabajo del transmisor se podrá determinar la altura medida
o los valores de presión para calibrar el mismo tal como se muestra a
continuación donde se requiere calibrar al transmisor entre 25 a 70".
Salida del
Transmisor
20 mA
100% Nivel
4 mA
•min
•10
2o
30
40
50
60
70
HLIT-OI
'max
En las siguientes figuras se muestran los planos de dimensiones y los soportes
de montajes y montajes típicos que sugieren los fabricantes para la instalación
del transmisor-indicador de nivel (PIT-02) que se muestra en el separador.
Capitulo V: Nivel
13
'••
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Pianos de Dimensiones
•-
J « D£ LUÍ *»A* A ftCTmA* LA TAPA
fcOTUtO
SOPORTES OPCIONALES OÍ MONTAJE INDICADOS
EN CONFISÜRACiQN£S DE MONTAJE TÍFICAS
•«-3.'4* MAX tABif «TO| ~~*~.
SOPORTE 0€ MONTAJE Y SOPCfTTE OPCIONAL DE
MUlT«>te DE 3 VAtVUtAS. COOÍGO O£ PCOIOO MB
SOPORTE 0E MONTAJE PLANO
CÓDIGO DE PCOIOO fB
SOPOItTC DE MONTAJE EN PANEL
CÓDIGO 0€ PEDiOO PO
Capitulo V: Nivel
14
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Con la finalidad de ir asumiendo un dominio adecuado de la conformación de
los transmisores, en la siguiente figura se presenta el despiece del transmisor
de presión diferencial. Se podrá observar todos los componentes que
conforman al transmisor, con las diferentes partes y piezas mecánicas, así
como, los circuitos electrónicos y en la parte inferior de la figura el transductor
capacitivo. Todos los transmisores electrónicos, indistintamente la variable
operacional que atienda, indistintamente el fabricante que lo construya e
indistintamente el modelo, todos, estarán conformados por un transductor que
genera cambios de su variable eléctrica cada vez que cambia de magnitud la
variable operacional al cual esta conectado y por un circuito electrónico que
convierte los cambios de la variable eléctrica del transductor en cambios de su
salida de corriente. De igual modo el rango de trabajo de todos los
transmisores estará determinado por el transductor y no por los circuitos
electrónicos del transmisor. En la siguiente gráfica se podrá observar en la
parte inferior de la misma al transductor (Modulo Sensor 6-CELL) de este
transmisor de presión diferencial, este sensor esta conectado eléctricamente
con las tarjetas o placas del circuito electrónico del transmisor los cuales
convertirán los cambios de la señal eléctrica del transductor en salida de
corriente de 4 a 20 miliamperios proporcionales a la magnitud del nivel deP
tanque o recipiente cerrado. Las placas del circuito se observan en la gráfica.
CÜE8PO DE tA PARTE ELECTRÓNICA
TAPA
BRIDA
DE PROCESO
Los fabricantes de estos transmisores presentan los diagramas de bloques de
los circuitos electrónicos o placas del circuito para la interpretación del
funcionamiento de los mismos por parte de los técnicos electrónicos que
Capitulo V: Nivel
15
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
busquen reparar los mismos, sin embargo la información que presentan los
fabricantes es muy pobre y posiblemente lo presenten como una razón de
elegancia técnica y así resguardar sus diseños.
Diagrama Eléctrico en Bloques
Al observar el esquemático anterior y hacer consideraciones desde el punto de
vista de los circuitos electrónicos que conformaran al transmisor se podrá
afirmar que es muy pobre la información que proporcionan los fabricantes de
los transmisores sobre los circuitos electrónicos que integran los transmisores.
Los detalles de los circuitos electrónicos que conforman los transmisores se
escapan de la atención de este libro y quedara para un curso de electrónica.
De las consideraciones de la visualización de los transmisores electrónicos y sin
tener ninguna duda, se podrá decir que los transmisores de presión diferencial
son la integración de un transductor eléctrico (Capacitivo) que proporciona una
salida de su variable eléctrica para alimentar a los circuitos electrónicos que
integran el transmisor, quienes aprovechan los cambios de la variable eléctrica
del transductor para generar la salida de 4 a 20 mA proporcionales a la
magnitud de la presión diferencial.
4. MECANISMOS DE FLOTADORES Y DESPLAZAMIENTO.
4.1. Instrumentos de Flotador.
Los instrumentos de flotador, consisten en usar un flotador que estará ubicado
dentro del tanque sobre en la superficie del nivel que se mide. Al estar flotando
sobre el líquido contenido en el tanque en la medida que el nivel suba o baje
dentro del tanque e! flotador subirá o bajara conjuntamente con la superficie
del líquido contenido en el envase. Una de las aplicaciones de este tipo de
medición de nivel es tener un flotador unido a un extremo de un cable que se
desliza a través de un juego de poleas y donde el otro extremo del cable
tendrá una contrapesa que funciona como índice de una regla graduada que se
encuentra externamente al tanque que se le mide el nivel. Este mecanismo de
flotador y contrapeso unidos por un cable y donde el contrapeso sirve de
indicación del nivel en la regla graduada externamente al tanque, permite que
Capitulo V: Nivel
16
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
en la medida que el nivel tenga variaciones el flotador se desplazara
conjuntamente quien estará señalando en la regla graduada el cambio del nivel
contenido en el tanque. En la siguiente figura se muestra este sistema de
medición de nivel donde puede observarse la escala de la regla graduada de
mayor valor en la parte mas baja de la regla, dado que en la medida que baja
el nivel el indicador ira subiendo marcando en la regla graduada la disminución
del nivel dentro del tanque.
Bajo este mecanismo de medición de nivel, también se tienen flotadores
acoplados magnéticamente los cuales se deslizan a lo largo de un tubo situado
verticalmente en el interior del tanque. Dentro del tubo esta una pieza
magnética que sigue al imán del flotador en su desplazamiento en la medida
que el flotador esta sobre la superficie del liquido contenido dentro del tanque.
La pieza magnética que esta dentro del tubo mediante poleas y contrapesos
mueve la aguja del mecanismo de medición del indicador de nivel que esta en
la superficie del tanque o envase. Esta aplicación se muestra a continuación.
Indicador de Nivel
Flotador con imán
permanente
Con el uso de imanes permanentes ubicados dentro de los flotadores que están
en la superficie del liquido contenido dentro del tanque, diferentes fabricantes
Capitulo V: Nivel
17
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
han desarrollado varios transmisores de nivel, uno de ellos es el que utiliza al
imán permanente que esta en el flotador para cerrar el circuito magnético a
través del tubo que sirve de soporte y guía para desplazarse. Dentro del tubo
esta un contacto eléctrico de laminas herméticamente cerrado y accionado por
el imán permanente del flotador. Cuando el flotador se eleva el campo
magnético del imán permanente cierra el contacto y cuando el flotador baja el
imán permanente abre el contacto, tal como se muestra a continuación.
Resistencia de Precisión
Imán Permanente
\v
\\
I
Flotador
Flujo Magnético
del Imán
Contacto cerrado
herméticamente
Tubo del Flotador
Al desplazarse el flotador a lo largo del tubo, el imán permanente que esta en
su interior cierra su circuito magnético aprovechando y uniendo las láminas
metálicas que están dentro del tubo y con ello cerrando los contactos eléctricos
entre los dos puntos que están en las dos laminas. Bajo este principio
funcionan diferentes interruptores
de nivel, los cuales utilizan el
desplazamiento del flotador producido por los cambios de nivel dentro del
tanque para cerrar y abrir el o los contactos eléctricos que están en el tubo.
Los contactos eléctricos se usaran como señales de alarmas ON-OFF,
(posteriormente se mostraran algunos interruptores de nivel que funcionan
bajo este principio), sin embargo, se tienen transmisores de nivel que disponen
de un transductor de resistencia variable con el nivel, desarrollados por una
matriz de contactos a lo largo del tubo que sirve de guía del flotador. Los
contactos eléctricos que están colocados a lo largo del tubo tienen unidos en
serie unas resistencias de precisión, lo que permite que en el recorrido del
flotador a lo largo del tubo, el imán permanente que contiene en su interior
cierra su circuito magnético aprovechando y uniendo las laminas metálicas que
están dentro del tubo y así abrir y cerrar los contactos eléctricos y con ello
abrir y cerrar el circuito de la resistencia eléctrica que se corresponda con ese
nivel, permitiendo proporcionar a los circuitos electrónicos del transmisor una
resistencia eléctrica directamente proporcional al nivel del fluido contenido en
el tanque. En las siguientes figuras se muestra el transmisor de nivel y el
esquemático de conexión del mismo.
Capitulo V: Nivel
18
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
"max
Rango de
Calibración
Transmisor
de Nivel
Flotador
v
hmin
El transmisor-indicador de nivel (LIT-03) tiene al flotador como el único
componente móvil del instrumento y es aplicable a una gran variedad de
mediciones de nivel funcionando independientemente de las propiedades
eléctricas del fluido, la temperatura y la presión dentro del tanque o recipiente,
formación de espuma o la presencia de vapores y dependiendo del debido peso
del flotador se puede usar hasta para medir el nivel de interfase de dos
líquidos con gravedad especifica diferentes. Tal como se muestra:
LIT-03
T
Rango de
Calibración
Transmisor
de Nivel
T
Longitud del Tubo Guiador.
Será determinado por la longitud
del tanque o recipiente
Flotador
Interfase de
líquidos A y B
B
Capitulo V: Nivel
19
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
El transmisor-indicador de nivel (LIT-03) utiliza un transductor resistivo
conformado por un tubo guiador que contiene los contactos eléctricos y las
resistencias de precisión en serie con los contactos y un flotador con imán
permanente que acciona los contactos eléctricos dentro del tubo. Todo el
transductor resistivo funciona como un potenciómetro de tres tomas cuya
resistencia estará determinada por el lugar donde este el flotador en el tubo
guiador. Las tarjetas electrónicas del transmisor aprovecharan los cambios del
transductor para enviar una señal eléctrica de 4 a 20 miliamperios
directamente proporcional al nivel del líquido dentro del tanque o recipiente.
La precisión del transmisor será determinada por la distancia entre los
contactos eléctricos dentro del tubo guiador y donde esta distancia entre
contactos estará comprendida entre 10 mm (0.4") a 20 mm (0.8")
dependiendo de la longitud del tanque o recipiente. En su recorrido el imán
permanente cierra dos contactos a la vez lo que permite a través de la
interpolación tener una precisión 1/2 de la distancia entre dos contactos. Entre
las especificaciones de estos transmisores de nivel están: Longitud entre 6.5
pies hasta 20 pies, Gama de temperatura de trabajo desde -4 hasta 250 °F, y
máxima presión de trabajo de hasta 290 PSIG.
4.2. Instrumentos de Desplazamiento y Empuje.
Los instrumentos de medición por desplazamiento consisten en equipos que
tienen un flotador sumergido en el líquido y conectado mediante un brazo a un
tubo de torsión que esta unido a las paredes del tanque. Dentro del tubo y
unido a su extremo libre se encuentra la varilla de torsión que se mueve por el
movimiento que transmite el flotador por efectos del empuje que efectúa el
liquido sobre el mismo. Cada vez que ocurren los cambios de nivel se generan
los movimientos de torsión sobre el brazo al adaptarse a los cambios del
flotador en la medida que se producen los desplazamientos del mismo por los
cambios de nivel que se están presentando dentro del recipiente cerrado. Este
movimiento de giro de la varilla se transmite al instrumento exterior al tanque
quien indicara y/o transmitirá el nivel. Este mecanismo de medición de nivel se
muestra en la siguiente figura.
ÍT
i
Capitulo V: Nivel
t
Empuje Líquido
20
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Las variaciones del nivel del liquido ejercen variaciones del giro de torsión de la
varilla que transporta el movimiento hasta el instrumento, los cambios de nivel
producen cambios del empuje sobre el flotador igual al volumen de la parte
sumergida del flotador y del peso especifico del liquido, es por ello que al bajar
el nivel del liquido será menor la parte del flotador que quede sumergido en el
liquido y por ello disminuye la fuerza de empuje del flotador hacia arriba. Estas
medidas de nivel con flotadores y mecanismos de empujes proporcionales al
nivel del líquido y al peso especifico del fluido, pueden utilizarse para medir
nivel de interfase entre dos líquidos de distintas densidades como el agua y el
petróleo, por ejemplo. En estos casos los flotadores son de pequeño diámetro
y gran longitud y estarán totalmente sumergido entre los dos líquidos y
tendrán un peso que garantice estar totalmente sumergido en el liquido menos
denso, y donde el empuje del flotador lo componen los dos fluidos. El mas
denso en la parte inferior y el menos denso en la parte superior del envase o
recipiente cerrado, el flotador conformara una línea de separación de interfase
entre los dos fluidos. El lugar donde este la línea de interfase entre los dos
fluidos dependerá el par de torsión, o el empuje que envía el flotador y que
dependerá de la línea de interfase en la medida que el nivel del fluido mas
denso cambie. El empuje del flotador se transmite hasta el instrumento
externo al tanque quien indicara o transmitirá el valor del nivel de ¡nterfase.
Esta aplicación se muestra a continuación.
Gas
Petróleo
Agua
El empuje del flotador depende del nivel relativo donde este ubicado la línea de
interfase de los dos líquidos y la magnitud de la medida que estará
determinada por la diferencia de los dos pesos específicos de cada líquido.
Peso especifico = (masa especifica).gravedad
Masa Especifica = volumen.(Densidad Especifica)
Capitulo V: Nivel
21
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Empuje = (Fuerza del Agua) - (Fuerza del Petróleo)
Empuje = (Presión Hidrostática Agua).Área-(Presión Hidrostática Aceite).Área
Empuje = (Área Flotador).(Presión Agua - Presión Petróleo)
Bajo este principio de funcionamiento trabajan los transmisores indicadores de
nivel como el LIT-04 para ser instalados en tanques o recipientes cerrados y
para fluidos como aceite o petróleo. En la medida que cambia el nivel varia el
desplazamiento del flotador y con ello modifica su empuje sobre el eje de
torsión que lleva el movimiento hasta el transmisor electrónico tal como se
muestra en la siguiente figura.
"max
Rango de
Calibración
..i.
Salida del
Transmisor
20 mA
100% Nivel
4 mA
•min
10
2o
30
40
60
60
70
80
Altura
•max
En la figura se muestra como ejemplo un separador que utiliza el transmisor
(LIT-04) que aprovecha el desplazamiento del flotador sumergido en el
petróleo para crear el giro de torsión proporcionar al nivel del liquido en el
separador, y que tendrá como rango de medida la distancia comprendida entre
Capitulo V: Nivel
22
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
el nivel mínimo hmjn en la referencia del menor desplazamiento del flotador y el
nivel máximo hmax en el extremo superior del vaso comunicante.
De la gráfica anterior se podrá observar que el rango de medida del transmisor
esta comprendido entre los extremos del desplazamiento del flotador
comprendidos entre hmjn y hmax entre pulgadas hasta las 80 pulgadas por
ejemplo. Se podrá calibrar el transmisor de nivel entre el rango de medida de
5 hasta 80 pulgadas para los valores del 0% del nivel al 100% del nivel que se
corresponda con las necesidades o requerimientos operacionales. A manera de
ejemplo para esta aplicación los operadores han requerido que el transmisor
trabaje entre 25 hasta los 70 pulgadas. Para ello se calibrara el transmisor en
su ajuste de cero para tener como salida del mismo de 4 mA para 25 pulgadas
como el (0%) y ajuste de span de 20 mA para 70 pulgadas para el (100%), de
modo que la señal de salida del transmisor será una señal eléctrica
comprendida entre 4 hasta 20 miliamperios y donde su magnitud será
directamente proporcional al nivel del tanque comprendida en su calibración de
25 hasta 70 pulgadas.
5. TRANSMISORES QUE APROVECHAN LAS CARACTERÍSTICAS
ELÉCTRICAS, FÍSICAS DEL FLUIDO.
5.1. Transmisores Capacitivos.
Los medidores Capacitivos son instrumentos que aprovechan el envase que
contiene el liquido así como las propiedades dieléctricas del liquido para
conformar el equivalente a un condensador variable, donde las paredes del
envase es una placa el electrodo unido al transmisor actúa como la otra placa
del condensador y las variaciones del nivel actúa como un dieléctrico variable.
Se utiliza para medir el nivel en fluidos que son malos conductores eléctricos.
C: Carga eléctrica del condensador.
.A
Gp.A 1
d E
Ce: Capacitancia en microfaradios.
A: Área de las placas del condensador. Su cálculo depende de la forma que
tenga el condensador y si es cuadrado, redondo, cilindrico.
E: Tensión eléctrica entre las placas del condensador.
d: Distancia entre las placas del condensador
Gv: Densidad de carga eléctrica. Depende del tipo de dieléctrico usado. En
esta aplicación será un dieléctrico mixto aire-fluido y donde en la medida
que varié el nivel del tanque o recipiente variara el porcentaje del
componente dieléctrico aire y dieléctrico fluido permitiendo conformar un
condensador de capacitancia variable proporcionalmente al nivel.
Capitulo V: Nivel
23
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Placa B
Nivel
Nivel
i
Aire
J<_ <fv.A _ (fvA 1
" E.d
d "E
Fluido
Para evitar problemas de conductividad del liquido, suele aislarse el electrodo
que funciona como placa (+) envolviéndolo en teflón. Este sistema de medición
es sencillo, apto para medición de nivel de diferentes tipos de líquidos, son
ligeros y no poseen partes móviles. Su campo de medida es muy amplio y
aplica hasta para medición de interfases. Tienen como inconvenientes que los
cambios de temperatura del liquido pueden afectar las constantes dieléctricas
del liquido y con ello la precisión de la lectura del nivel, otro inconveniente son
que posibles agentes contaminantes en el liquido puedan adherirse al electrodo
que funciona como placa (+) y con ello originar fallas de la lectura. En la
siguiente figura se muestra la posible aplicación de este modo de medición.
•max
T
Rango de
Calibración
Transmisor
de Nivel
"Electrodo (+)
'min
Capitulo V: Nivel
24
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
5.2. Transmisores Ultrasónicos.
Los medidores ultrasónicos son instrumentos que se basan en la emisión de un
impulso electromagnético que se propaga hacia la superficie del fluido
contenido dentro de un tanque o recipiente, esta onda electromagnética se
reflejara en la superficie del liquido generando un eco del mismo impulso
ultrasónico regresando al punto de donde salió con cierto intervalo de tiempo
de retardo. El retardo en la captación del eco del impulso electromagnético
dependerá del nivel del tanque, donde para niveles alto el eco del impulso se
captara en mucho menor tiempo que para cuando en el mismo envase el nivel
es bajo, es decir, mayor tiempo en la recepción del eco del impulso
electromagnético en la medida que sea menor el nivel del fluido dentro del
tanque. Los transmisores de nivel ultrasónicos emiten un impulso
electromagnético a una frecuencia aproximada de 20 KHz y donde estas ondas
atraviesan el medio ambiente de los gases o vapores contenidos en la parte
superior del tanque para reflejarse en la superficie del liquido hacia la parte
superior del tanque donde estará el modulo receptor. En la siguiente figura se
muestra un esquemático de esta aplicación.
1_A
T
r
F
Transmisor de Nivel
Circuito
Emisor
Circuito
Receptor
A A,
V V
A través del circuito emisor el transmisor de nivel envía una onda
electromagnética de 20 Khz. la cual se propaga en el medio de gases y vapor
de la parte superior del tanque hasta chocar y reflejarse con la superficie del
líquido lo que permite que el circuito receptor sintonice la onda posteriormente.
Mientras mas alto sea el nivel del tanque menor será el tiempo que recorra la
onda electromagnética desde el momento que el circuito emisor lo envía hasta
el tiempo posterior que el circuito receptor lo reciba, sin embargo, para
tanques con nivel bajo mayor será el tiempo que el impulso ultrasónico
requerirá desde el momento que el circuito emisor lo envía hasta que el
circuito receptor lo reciba. En la siguiente figura se muestra el diagrama de
bloques de un transmisor de nivel ultrasónico.
Capitulo V: Nivel
25
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Altura del
Tanque
n
Transmisor de Nivel
r\n~r/~\
DATO
Unidad de Calculo de
Tiempo y Distancia •
(i)
Á
i
AL
/ A\
(4)
(5)
(3)
Unidad de 1
Coritrol
'
^
r
(2)
f
Cir•cuito
Ennisor
II
Unidad de Calculo
de Nivel
Circuito
Receptor
^
Uni(Jad de
Tran smisíón
A A,
V V
El diagrama de bloques del transmisor de nivel ultrasónico podrá estar
conformado por una Unidad de Calculo de Nivel que recibe la información de la
altura del tanque por parte del operador, una Unidad de Control que da la
señal (1) para que el circuito emisor envié el impulso electromagnético además
de inicializar la Unidad de Calculo de Tiempo y Distancia para que vaya
midiendo la distancia entre el transmisor y la superficie del liquido del tanque
mientras la onda electromagnética sale del circuito emisor se refleja en la
superficie del liquido y es sintonizada por el circuito receptor. Durante todo
este tiempo la Unidad de Calculo de Tiempo y Distancia ira incrementando
proporcionalmente la distancia que existe entre el circuito emisor y la
superficie del tanque mientras que la señal reflejada no sea sintonizada por el
circuito Receptor. Conociendo la velocidad a que se propaga la onda así como
el tiempo que transcurre la misma entre el momento que fue emitida hasta el
momento que fue sintonizada se calculara la distancia que existe entre el
transmisor de nivel y la superficie del tanque.
En el momento que el Circuito Receptor sintoniza la onda electromagnética
envía una señal (2) a la Unidad de Control para que esta detenga a través de
la señal (3) a la Unidad de Calculo de Tiempo y Distancia, posteriormente esta
ultima unidad envía un DATO (4) a la Unidad de Calculo de Nivel, el nivel del
tanque resultara de restarle al valor de la altura del tanque el DATO que
contiene la distancia calculada. La Unidad de Transmisión enviara hasta la sala
Capitulo V: Nivel
26
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
de control en forma inalámbrica el valor del nivel existente en el tanque.
Existen diferentes fabricantes y diferentes modelos de medición de nivel
utilizando el método anteriormente explicado, es por ello que resultara
adecuado observar un medidor ultrasónico compacto de poca dimensión, poco
peso y de poco precio como el que se muestra a continuación.
.
El fabricante del medidor de nivel ultrasónico proporciona las siguientes
características de funcionamiento.
•
•
•
•
•
•
•
•
Capaz de monitorear tanques de hasta 24.5 pies de profundidad.
Compacto y fácilmente instalado.
Compensación automática de temperatura.
Sensor sin contacto.
Compatible con medios viscosos, pegajosos o químicamente agresivos.
Proporciona una transmisión de 4 a 20 mA.
Pantalla LED en el tablero para fácil calibración.
Relé unipolar de doble acción que se puede configurar como una alarma
de nivel o para llenado o vaciado automático del tanque.
El fabricante del medidor de nivel ultrasónico proporciona las siguientes
especificaciones de trabajo del instrumento.
Alcance:
Frecuencia del Sensor:
Voltaje de Alimentación:
Salida:
Relé:
Protección:
Conexión:
Sonda:
Ángulo Apertura del Haz:
Presión de Trabajo:
Capitulo V: Nivel
24,5 pies.
50 KHz.
14 a 36 VDC.
4 a 20 mA.
Doble acción 12 amperios y 240 VAC.
Nema 4.
2" NPT.
PVDF.
+/- 8° de posición vertical.
30 PSI a 75 OF.
27
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
5.3. Transmisores de Rayos Gamma.
Los medidores
de nivel de rayos gamma es un sistema de medición que
consisten en un emisor de rayos gamma montado verticalmente en un lado del
tanque y un Contador Geiger en el otro lado del tanque y que mide la radiación
gamma transformando esta en una señal eléctrica proporcional a la altura del
tanque. En la siguiente figura se lustra esta aplicación.
Sin la presencia de líquido en el tanque el Contador Geiger captara la mayor
radiación de los Rayos Gamma. En la medida que aumente el nivel en el
tanque este líquido absorberá parte de la radiación emitida disminuyendo la
cantidad de rayos Gamma que llegaran al Contador Geiger. Esta relación de la
radiación gamma emitida y rayos gamma medidos servirán al circuito
electrónico del transmisor para proporcionar una señal de salida del mismo en
relación al nivel del tanque. Los rayos emitidos por la fuente de rayos gamma
son similares a los rayos X pero de longitud de onda más corta.
Este sistema de medición que utiliza como transductor el emisor de rayos
gamma y el Contador Geiger se emplea en tanques de difícil acceso y
peligrosos, así como cuando se tienen elevadas presiones que impiden el
empleo de otros sistemas de medición de nivel.
6. INTERRUPTORES DE NIVEL.
Los interruptores de NIVEL son instrumentos que proporcionan un cambio en la
señal eléctrica ON-OFF (Todo-Nada) en el momento que el nivel alcance la
ubicación donde esta instalado el instrumento. Están conformado por un
interruptor eléctrico que tendrá contactos normalmente abiertos y contactos
normalmente cerrados y que cambiaran de contactos en el momento que el
nivel sea alcanzado, en estos instrumentos actúa directamente el nivel y al
sobrepasar el nivel donde esta instalado el interruptor realiza los cambios de
contacto de modo que el contacto que estaba ON pasa a OFF y el contacto que
Capitulo V: Nivel
28
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
estaba OFF pasa a ON. Dependiendo la tecnología utilizada, el tipo de fluido y
la ubicación de los instrumentos estos podrán ser interruptores conductivos,
ópticos, de flotadores, de Diafragma, Ultrasónicos, Vibratorios.
6.1. Interruptores Conductivos.
Los medidores Conductivos son instrumentos que aprovechan las
características eléctricas del fluido y consisten en equipos que disponen en uno
o varios electrodos dentro del fluido para que activen el circuito electrónico una
vez que el nivel del liquido alcanza mojar los electrodos, para ello el liquido
debe ser un buen conductor eléctrico para activar el circuito electrónico que
permita cambiar las salidas lógicas de uno lógico alto (H) para cuando el nivel
no toca el electrodo, a la salida lógica de cero (L) para cuando el liquido toca al
electrodo. La tensión eléctrica en los electrodos debe ser alterna para evitar las
oxidaciones en los electrodos por efecto de la electrólisis. Además la corriente
que circulara por los electrodos estará limitada a muy pocos miliamperios y así
permitir trabajar bajo los criterios de condiciones intrínsicamente segura con
potencias eléctricas menores a los 3 vatios. Aplicaciones como estas se
muestran en la siguientes figura para uno o varios electrodos.
6.2. Interruptores con Flotadores.
Los interruptores con flotadores pueden ser construidos a partir de diferentes
técnicas, una de ellas consisten en tener un flotador cilindrico de acero
inoxidable que se encuentra instalado en un extremo de un brazo de equilibrio
en forma horizontal. El flotador sube y baja con el nivel del líquido y los
movimientos del flotador son transmitidos a través del brazo de equilibrio a un
Capitulo V: Nivel
29
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
imán permanente en el extremo opuesto. El imán permanente activara un
contacto eléctrico y donde este contacto eléctrico pasara de abierto-cerrado
(OFF-ON) dependiendo de la posición del flotador. En condiciones de trabajo de
estar el contacto normalmente abierto (N/A) este contacto se cerrara cuando el
nivel del líquido suba. Un interruptor de este tipo se observa a continuación.
Con el uso de imanes permanentes ubicados dentro de los flotadores que están
en la superficie del liquido contenido dentro del tanque, diferentes fabricantes
han desarrollado varios transmisores de nivel, uno de ellos es el que utiliza al
imán permanente que esta en el flotador para cerrar el circuito magnético a
través del tubo que sirve de soporte y guía para desplazarse. Dentro del tubo
esta un contacto eléctrico de laminas herméticamente cerrado y accionado por
el imán permanente del flotador. Cuando el flotador se eleva el campo
magnético del imán permanente cierra el contacto y cuando el flotador baja el
imán permanente abre el contacto, tal como se muestra a continuación.
Flotador
Flujo Magnético del
Imán
Permanente
Contacto cerrado
herméticamente
Capitulo V: Nivel
Tubo del Flotador
30
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Al desplazarse el flotador a lo largo del tubo, el imán permanente que esta en
su interior cierra su circuito magnético aprovechando y uniendo las láminas
metálicas que están dentro del tubo y con ello cerrando los contactos eléctricos
entre los dos puntos que están en las dos laminas. Bajo este principio
funcionan diferentes interruptores de nivel, los cuales utilizan el
desplazamiento del flotador producido por los cambios de nivel dentro del
tanque para cerrar y abrir el o los contactos eléctricos que están en el tubo. Un
arreglo de interruptores de flotador para contactos en diferentes niveles a lo
largo del envase se muestra en la siguiente figura.
Tabla de Selección del Flotante
n.
v j
/
A = V«* Distancia mínima al nivel máximo
B = 11// Distancia mínima entre niveles
C = 1* Distancia mínima desde de extremo
de )a unidad hasta el nivel inferior
n
n
2
1 (51
'
t.
(10'
rs .
\.\
t<8
mol)
i
i
U
*(30nun)
|
1
-•
i
iÉOi
-;*Í««P;. 1
212
6.3. Interruptores de Diafragma o Membrana.
Los interruptores de Diafragma o Membrana son instrumentos para ser usados
en el monitoreo de materiales secos a granel como talco, granos, o cualquier
material que fluye libremente con un tamaño del grano da hasta 30 mm (1.2
pulgadas) almacenados en recipientes. Se pueden usar para indicar
condiciones de tanque completo o tanque vacio. El interruptor es sensible a los
cambios de la presión que el material contenido en el tanque hace sobre las
paredes del diafragma el cual transmite el movimiento a un sensor interno
conformada por una membrana metálica delgada y este actúa directamente
sobre el interruptor eléctrico cambiando los contactos del mismo. Entre sus
especificaciones se tendrán que se instala verticalmente a través de bridas. Un
instrumento de estas características se observa en la figura siguiente.
Capitulo V: Nivel
31
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
vji
f-Sü!
Kli
Materiales de Construcción
Membrana:
Neopreno o Viton®
Aro de Montaje:
Acero Galvanizado o Inoxidable
En capsulado:
Plástico reforzado con Fibra de Vidrio
Rango de Temperatura: 0*F a 175°F
Protección:
NEMA 4 (casquillo para paso de
cable hacia abajo)
Peso:
1.7 libras
6.4. Interruptores Ultrasónicos.
Los interruptores de nivel ultrasónicos se usan se usan para supervisar niveles
de líquidos y proteger bombas. La función ultrasónica permite que el
interruptor sea usado cuando fallan los métodos de supervisión
convencionales, este tipo de interruptores se pueden activar para casi todos los
fluidos homogéneos sin considerar su viscosidad, densidad o conductividad. En
la siguiente figura se muestra un interruptor de este tipo.
Capítulo V: Nivel
32
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Este tipo de interruptor utiliza un sensor en forma de horquilla el cual contiene
dos cristales piezoeléctricos que se miran entre si. Uno de los cristales actúa
como un transmisor ultrasónico y el otro como un receptor. Si el espacio de
aire entre los dos puntos de la horquilla se llena de líquido, el ultrasonido pasa
de un cristal al otro. Al recibir este cambio de la señal el modulo electrónico del
instrumento activa un relé el cual podrá estar normalmente abierto o
normalmente cerrado el cual podrá ser seleccionado. La salida del interruptor
ultrasónico es activada cuando las horquillas están mojadas.
6.5. Interruptores Ópticos.
Los interruptores de nivel ópticos se adaptan para actuar como detector de
nivel para varios fluidos. Son de geometría pequeña lo que asegura una
histéresis de interrupción muy baja de solamente +/- 1 mm, esta libre de
partes móviles, la unidad es totalmente independiente tanto la fuente de luz
como el fotodetector. A continuación se muestran dos tipos de interruptores de
nivel según la forma como podrán ser roscados en las paredes del tanque.
En estos interruptores de nivel óptico el fluido tiene contacto directo con la
lente exterior del interruptor y con ello cambiara las propiedades de reflexión
de la luz emitida y el efecto que este tendrá sobre el foto receptor, permitiendo
con ello que se efectué la interrupción a través del monitoreo del nivel de luz
que actúa sobre el detector interno. Este dispositivo opera independientemente
de las propiedades del liquido como color, viscosidad, constante dieléctrica,
densidad, conductividad, contaminación y temperatura. Es compacto y sólido y
sin partes móviles. Se instala simplemente enroscando a la pared del
contenedor. En la siguiente figura se muestra una lámina que ilustra su
funcionamiento.
Capitulo V: Nivel
33
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Características
• Compatibilidad con la mayoria de tos
líquidos
• Resistente al Émpañamiento del íente
• Ultra-confiable..;ño partes móviles
• No se requiere ajustes o calibración
• Bajo costo
BAJO
LLENO
Prisma en el Aire
Prisma
Prisma en el Liquido
Prisma
SENSOR MOJADO (N/O)
SENSOR SECO (N/O)
Cuando ei prisma es irorverso en el liquido, la luz del LEO
es refractada en el Bquído y falla a1 activar un transistor
NPN. La unidad es noconductiva.
Cuando el nivel del líquido ésta por debajo del prisma, la
luz del LEO es reflejada de vuelta al prisma ysobra él foto
transistor NPN, haciéndote conductivo.
Capitulo V: Nivel
34
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
7. INSTRUMENTACIÓN DE NIVEL EN INSTALACIONES
PETROLERAS
Al considerar las diferentes formas y técnicas para medir el nivel para envases
abiertos y cerrados, tomando en cuenta la densidad y la viscosidad del fluido
para determinar cuales son los instrumentos mas adecuados, así como la
temperatura y presión de trabajo bajo las cuales estarán sometidos los
instrumentos de nivel, se avanza al profundizar en las distintas aplicaciones de
la variable operacional nivel en las instalaciones petroleras considerando su
rango de trabajo, el tipo de instrumento adecuado para cada equipo y como
ello permitirá aportar los criterios para entonar los lazos de control.
Al atender el nivel como variable operacional en las instalaciones petroleras se
tendrán ejemplos para aplicaciones de la utilización de esta variable como
indicadores, transmisores, protección y regulación en: estaciones de flujo,
plantas compresoras y refinerías, tales como: control y protección por nivel en
un depurador liquido gas de una planta compresora, retiro de nivel de agua a
partir de la interfase agua crudo de un separador trifásico, el retiro de producto
final de tope garantizando el nivel de liquido para reflujo en una el tope de una
torre de destilación de una refinería, entre otros.
Control Nivel de agua en Separador Trifásico.
En el tope de la torre de destilación salen los componentes que se mantuvieron
en fase gaseosa, cuando este flujo pasa por el intercambiador de calor y se
enfría permitirá que exista la condensación de varios componentes como el
producto final del corte y el agua que se inyecto como vapor en la zona
gaseosa entre las bandejas de la torre. En el separador trifásico se retirara el
producto del corte, gasolina por ejemplo y el agua. Para ello será necesario
¡mplementar un lazo de control de nivel conformado por un transmisor de
interfase (gasolina-agua) que enviara una señal eléctrica hasta el controlador
proporcional a la magnitud del nivel del agua, un controlador que calculara la
señal de error de nivel de agua, aplicara las acciones básicas de control
Proporcional, Integrativa y Derivativa (PID) a la señal de error guardara la
salida en memoria y lo convertirá en una señal eléctrica de control que será
enviada hasta el convertidor Corriente-Presión I/P que tendrá una salida
neumática que posicionara la válvula de control para que el nivel de interfase
de agua se corresponda con el valor deseado o set point.
Al considerar que se retira agua en una zona del separador donde exista una
interfase gasolina-agua se deberá conectar un transmisor para estas
condiciones de trabajo, donde el transmisor tendrá un rango de trabajo que
permita seleccionar un valor deseado (set point) en el controlador que
garantice solamente la salida de agua. Este transmisor se conectara a través
de vasos comunicantes. El esquemático del lazo de control para retirar el agua
del separador trifásico, así como, el tope de la torre de destilación, el
enfriador, y el separador trifásico, además de un ejemplo del transmisor de
nivel que podría ser usado para esta aplicación se muestra a continuación.
Capitulo V: Nivel
35
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Control y Protección por Nivel en Depurador de Gas
Entre las etapas de compresión de gas en una planta compresora se hace
necesario enfriar el gas caliente que sale de la descarga de una etapa de
compresión antes de pasar a la succión de gas de la siguiente etapa de
compresión. El proceso del enfriamiento del gas posibilita la condensación de
algunos productos lo que se hace necesario retirar los líquidos condensados
antes de ser comprimidos en la siguiente etapa y así evitar los daños
catastróficos que originarían en la etapa posterior de compresión la presencia
de líquido dentro del compresor de gas. Es por ello que se hace necesario
retirar los líquidos condensados a través del lazo de control de nivel y tener
una señal de alarma por alto nivel de líquido en el depurador. El esquemático
del lazo de control de nivel para retirar los productos condensado, el
interruptor por alto nivel de líquido, así como, el transmisor de nivel y el
interruptor de nivel que podría ser utilizado se muestra a continuación.
Capitulo V: Nivel
36
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Rango de
Calibración
min
Control Override Nivel-Caudal
En el arreglo de control Override se combinan dos variables operacionales
totalmente independientes mientras se mantengan en sus rangos de trabajo.
En el Control Override una variable operacional (1 Caudal) trabaja atendiendo
su lazo de control totalmente independiente de otra variable operacional
(ZNivel), siempre que no alcance el valor de seguridad preestablecido por la
variable operacional (2 Nivel). Dos ejemplos del control Override Nivel-Caudal
se presentan en la siguientes figuras, una de retiro de producto liviano y de
poca viscosidad del tope de la torre de destilación para alimentar otra torre
trabajando el lazo de control de caudal siempre y cuando el nivel no baje a los
Capitulo V: Nivel
37
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
limites de seguridad, el otro el retiro del producto viscoso y pesado de fondo
del fondo de la misma torre y que también alimenta otras torre. 1). En un
momento la variable operacional Caudal, se mantendrá controlando surazo de
control para mantener el caudal constante siempre que no alcance tLriivel de
seguridad de la segunda variable Nivel. 2). En el momento que sea alcanzado
el nivel de seguridad de la segunda variable (Nivel), el sistema de control
reemplazara el controlador de Caudal por el controlador de Nivel y se ejecutara
el lazo de control de Nivel hasta el momento que se restablezca los valores de
nivel deseados dentro del fondo de la torre. 3). Una vez restablecidos los
valores del nivel entre los parámetros deseados y justo a partir de ese
momento se retorna el control a la primera variable Caudal
m
55
^ 01
V ¿/
1
1
l
Capitulo V: Nivel
>
PLC
_
/^ "x
. _
^~*~^^
1 FIC^ . m S
vv
V
;-í|
. |
LS ]
^T^
38
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
8. LAZOS DE CONTROL DE NIVEL
En todo proceso donde interviene la variable operacional nivel es indispensable
que se establezca su control para definir su magnitud para alcanzar los valores
de trabajo para obtener los cortes de productos requeridos en cada instalación,
evitar baja calidad de los cortes de los productos, así como, daños en los
equipos ya que un sistema operando dentro de rango que no tenga control de
nivel provocaría daños en los equipos que no están diseñados para recibir
componentes en fase liquida como los compresores, daños ambientales si
existen derrames y posibles daños humanos. En las siguientes figuras se
muestran dos lazos de control de nivel, un lazo para definir el nivel de trabajo
en un separador liquido-gas y el otro lazo para controlar el nivel en el fondo de
una torre de destilación y que es almacenado en un tanque y donde se podra
observar que aunque los procesos son diferentes los instrumentos que se
utilizan para conformar el lazo de control son los mismos.
Capitulo V: Nivel
39
Instrumentación Industrial en Instalaciones Petroleras
^-—'
Jesús Enrique Otero Ramos
En los dos ejemplos anteriores tal como se podrá observar de las figuras, el
lazo de control de nivel en el separador liquido-gas y el lazo de control de nivel
para el fondo de la torre de destilación están implementados con la integración
de los mismos cuatro componentes:
1. El Transmisor (LT-01): se encarga de captar la señal del proceso
mediante un transductor que interactua directamente con el nivel para
proporcionar una señal eléctrica que alimenta al circuito electrónico que
conforma el transmisor, quien convierte las variaciones del captor en
una señal eléctrica que será directamente proporcional a la magnitud del
nivel para ser enviada hacia el controlador.
2. El Controlador (LIC-01): recibe la señal eléctrica enviada por el
transmisor de presión, se encarga de grabar el valor deseado de la
presión (set-point), calcula la señal de error e(s) cuando obtiene la
diferencia entre el valor deseado de la presión y el valor real que envía
el transmisor, ejecuta las acciones de control Proporcional, Integrativa y
Derivativa (PID) de la señal de error e(s) y enviar una señal eléctrica
para regular al elemento final de control.
3. El Convertidor I/P (LY-01): convierte en una relación lineal la señal
eléctrica de control que envía el controlador en una señal neumática y
con ella regular la apertura de la válvula de control.
4. La Válvula de Control (LCV-01): es el elemento final de control y
regulara la apertura al paso del fluido a partir de la señal neumática de
control de 3 a 15 PSI que la alimenta por el actuador.
En un sistema de control de lazo cerrado de nivel al igual que otro lazo de
control cerrado de otros sistemas y otras variables operacionales, se deben
establecer los parámetros indispensables de operación y estabilidad que
permitan mantener en forma estable a lo largo del tiempo la magnitud de la
variable operacional que se controla. Esto lo lograra el controlador en la
medida que el técnico encargado de la entonación del lazo de control defina
adecuadamente las asignaciones y los valores siguientes:
•
•
•
•
El SET POINT o valor deseado.
Kp: Sensibilidad o ganancia.
Ti: Ajuste integrativo.
Td: Ajuste derivativo.
En el lazo de control de nivel, a través del controlador de la variable (LIC-01),
se efectúan las funciones necesarias para que la magnitud del nivel dentro del
separador o en el tope de la torre maniobre dentro de los rangos
preestablecidos (si el lazo esta bien entonado), para ello el controlador debe
efectuar la comparación entre la medición real que envía el transmisor y el
valor deseado (set point) obteniéndose una señal de error e(s)
para
posteriormente aplicar las acciones básicas de control: Proporcional,
Integrativo y Derivativo (PID) de corrección permanentemente en el tiempo
para que el funcionamiento del proceso sea estable y preciso. Los valores
asignados a Kp, Ti y Td deben ser los adecuados de otro modo el
Capitulo V: Nivel
40
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
comportamiento de la variable operacional presión podrá tomar hasta valores y
comportamientos erráticos, es decir, un mismo lazo de control con los mismos
elementos que conforman el lazo podrá tomar valores reales de la presión
siempre muy próximos al set point, o tomar valores erráticos dependiendo casi
únicamente de los valores que se hayan asignados a KP, Ti y Td. En las
siguientes figuras se muestran los esquemáticos de la variable nivel en el
tiempo y su valor dependiendo de cómo este entonado el la^o de control, así
como el modelo matemático del lazo de control de nivel.
^ £?., SET POINT
Función de Transferencia
Transmisor
De Nivel
Capitulo V: Nivel
41
Instrumentación Industrial en Instalaciones Petroleras
íesús Enrique Otero Ramos
CONTROL P.I.D.
A través del modelo matemático del lazo de control y de las funciones que
ejecuta el controlador se desarrollara la atención PID que este ejecuta para
mantener la presión real entre los límites preestablecidos en la calibración del
lazo de control. El corrector P.I.D. (Proporcional - Integrativo - Derivativo) es
un de ajuste que permite controlar el comportamiento de una señal con la
intervención de tres factores que efectúan la corrección tanto de rapidez de la
señal como de amortiguamiento de la misma. Tal como se puede observar del
modelo matemático la atención PID que se ejecuta sobre la señal de error e(s),
es como se muestra a continuación:
e(s): Señal de Error
LD(s): Valor deseado del nivel, (set-point).
RL(s): Realimentación del nivel de campo por el trasmisor.
e(s) = LD(s) - RL(s)
La acción de control Proporcional, Integrativo y Derivativo, que calculan y
ejecutan los controladores en los lazos de control, viene dada por el siguiente
modelo y la siguiente ecuación:
PID
set-point
e(s)
r M(í)
\/f(t\
L\
1+
Retroalimentación
í ,.
1 r ,
V
t\
'
1\Q\l)CLl
f t i t\rit
A p ' ai
CU
) T
1
?;
J
_ de(t) |
i i/ j
T
<* JJ
M(s)
A(s) = A(s)+M(s)
Transmisor desde
el proceso
t
't
Integrativa
Proporcional
Con la entonación del lazo de control se definen:
Kp:
Ti:
Td:
Es el componente que define la sensibilidad del sistema.
Es el período de la señal (repeticiones por minutos).
Es el período de anticipo (Td E Ti/6).
El ajuste proporcional o Kp es el ajuste que considera o define la Banda
Proporcional o el margen de error que tendrá el valor real de la presión y que
estará por encima y por debajo del valor deseado (set-point), con el fin de
establecer un rango que permita que la intervención de las demás acciones de
control no hagan que el sistema sea muy sensible ni muy perturbado. Hay que
Capitulo V: Nivel
42
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
tener claro que un ajuste proporcional muy elevado implica una banda
proporcional muy estrecha haciendo que ante cualquier mínima señal de error
el sistema se forzará a los extremos (4-20mA) generando que el elemento final
de control produzca perturbaciones. Es por ello, que el Kp debe ser un valor
mediano o pequeño y compensar la falta de sensibilidad con los ajustes que se
harán a las otras acciones de control, la integrativa y la derivativa.
El ajuste integrativo, esta asociado al tiempo que espera el controlador para
efectuar un cambio en la salida del mismo cada vez que la señal de error e(s)
se mantenga constante, con esta acción se atiende a la variable controlada
siempre que la señal de error sea constante y con ello se busca que el valor
que asuma el nivel controlado dependa del controlador y no de la función de
transferencia del proceso industrial. El ajuste integrativo Ti se define a partir
del periodo de la señal que tarda el proceso industrial en responder a cada
cambio en su alimentación. Se define el Ajuste Integrativo en fracciones de
minuto que se asigna como tiempo de espera que hará el controlador para
cambiar su salida del si la señal de error sigue siendo constante, la cual se
modificara si transcurrido ese periodo Ti la señal de error se mantiene
constante. Esto se repetirá cada vez que transcurra el vencimiento del periodo
Ti ajustado hasta el momento que exista un cambio de la señal de error. Este
ajuste integrativo buscara que la respuesta de la variable controlada sea mas
rápida y que no dependa del tiempo de respuesta que estara asociado a la
función de transferencia del proceso.
El ajuste derivativo es la acción de control por adelanto del tiempo y que toma
el controlador en anticipar un cambio para evitar que se produzca una señal
forzada a los extremos de la Banda Proporcional. Cada vez que ocurra un
cambio en la señal de error actúa la acción de control derivativa y proyecta lo
que seria el valor de la variable controlada en un tiempo futuro Td, por ello con
la acción de control derivativa asume una salida del valor necesario que
debería tener la salida del controlador transcurrido ese tiempo. El ajuste
Derivativo se da como salida del controlador por adelanto justo en el instante
que se produce el cambio de e(s).
Un control P.I.D. efectúa inicialmente la acción Proporcional-Derivativa y luego
la acción Proporcional-Integrativa. Al seleccionar los valores adecuados de Kp,
Ti, Td, se efectuara una buena entonación de lazo de control, en cambio si se
toman valores incorrectos se desestabilizará el sistemas generando de esta
manera perturbaciones constantes y hasta daños al equipo. Para los ejemplos
de los lazos de control de presión del separador liquido-gas y el control de
presión de tope de la torre de destilación se entenderá que son dos procesos
diferentes conformados con equipos diferentes y por ello seguramente el
separador liquido-gas y el fondo de la torre de destilación tendrán funciones de
transferencias diferentes, y esto obligara a que ambos lazos de control aunque
estén conformados por los mismos cuatro elementos ha saber: transmisor,
controlador, convertidor I/P y válvula de control, requerirán entonaciones
diferentes, es decir, habrá que calcular valores de Kp, Ti y Td justo a los
requerimientos específicos de cada proceso. Los detalles de la entonación de
Capitulo V: Nivel
43
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
los lazos de control se tienen en el capitulo de "Entonación de Lazos de
Control".
En conclusión, una buena entonación de lazo de control implica:
• Una banda proporcional que tenga un valor adecuado no muy elevado ni
muy estrecho, es decir, que una banda muy estrecha produciría una
mayor inestabilidad al sistema, y una banda elevada aumentaría de
manera considerable el error de offset.
• Un ajuste integrativo donde se selecciona el periodo Ti que será el
tiempo que esperara el controlador para modificar la salida del mismo si
la señal de error e(s) se mantiene constante.
• Un ajuste derivativo de valor pequeño aproximadamente Ti/6 para que
la salida del sistema no se limite a los extremos y se mantenga dentro
del margen de estabilidad del mismo.
Capitulo V: Nivel
44
TEMPERATURA
1. Variación de Fase
.2
1.1.
termo metro de Vidrio../..... ,/.,.,.;.„.,........„.................... :.2
1.2.
Termómetro de Bulbo y Capilar.....
•
•••••
1.3.
'-
: . - \ ••,:. r j:,.''^.w-v':,-::,;-'.•
• . • . : ;,,.:,-!„,:'
Termómetro Bimetanto
,^^s^¿^:¿^
2. Variación de Resistencia del Conductor
4
2.1.
Resistencia Térmica PT-100
4
2.2.
Conexión y Calibración del Transmisor
8
3. Generación f.e.m. en la unión de dos Metales
11
4. Transmisores de Temperatura
17
5. Intensidad de Radiación Emitida por un Cuerpo
20
6. Temperatura en Instalaciones Petroleras
20
Capítulo VII: Temperatura
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
TEMPERATURA
La medida de la temperatura constituye una de las variables operacionales
más comunes y más importante en los procesos industriales. Las limitaciones
para la medición de temperatura para cada aplicación esta definida por la
precisión, por la velocidad de captación, por la distancia entre el transductor y
el circuito electrónico del transmisor.
Los instrumentos de temperatura utilizan diversos fenómenos que son influidos
por la temperatura:
1.
2.
3.
4.
5.
Variación de Fase de un fluido en un volumen constante.
Variación de resistencia de un conductor.
Generación de f.e.m. en la unión de dos metales.
Variación de resistencia de un semiconductor.
Intensidad de radiación emitida por un cuerpo.
1. VARIACIÓN DE FASE
1.1. Termómetro de Vidrio.
El termómetro de vidrio consiste en un envase de vidrio que contiene un fluido
que al calentarse se expande, lo que permite que suba por el capilar que esta a
lo largo del termómetro. Esta expansión es directamente proporcional al
calentamiento que sufre el fluido lo que permite tener una escala graduada
para observar los cambios de la temperatura. En la siguiente figura se muestra
un termómetro de vidrio.
Los márgenes de medición de temperatura con termómetros de vidrio para
diferentes fluidos se muestran a continuación:
•
•
•
•
•
Mercurio
Mercurio + gas
Pentano
Alcohol
Tolueno
de -35 hasta 280 °C
de -35 hasta 450 °C
de -200 hasta 20 °C
de -110 hasta 50 °C
de -70 hasta 100 °C
1.2. Termómetro de Bulbo y Capilar.
Los termómetros tipo bulbo consisten en un bulbo conectado a una espiral.
Cuando la temperatura del bulbo cambia, el gas o el líquido contenido en el
bulbo se expande y la espiral tiende a desenrollarse moviendo la aguja sobre la
escala para indicar los cambios de temperatura. En la siguiente figura se
muestra un termómetro de tipo bulbo.
Capitulo VII: Temperatura
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
espiral
a-compensación
en la coja
b-compensación tofo!
(tubo capilar »cojoJ
El campo de medición de estos instrumentos está comprendido entre 150
hasta 500 °C, dependiendo del tipo de fluido que se utilice, los cuales están
organizados en las siguientes clases.
•
•
•
•
Clase I : termómetro actuado por líquido.
Clase II: termómetro actuado por vapor.
Clase III: termómetro actuado por gas.
Clase IV: termómetro actuado por mercurio.
Los termómetros de bulbo y espiral permiten tener cierta distancia entre la
ubicación del bulbo y la distancia del indicador. Esta distancia es corta la cual
tendrá un máximo de 5 metros.
Indicador
Capilar
1.3. Termómetro Bimetalito.
Los termómetros bimetalitos se fundamentan en los distintos coeficientes de
dilatación de dos metales diferentes y que estarán laminados conjuntamente.
Las laminas bimetálicas pueden ser rectas o curvas, formando espirales o
hélices que pueden girar como un tornillo un metal dentro del otro y con ello
aprovechar este giro para mover la aguja indicadora de la temperatura.
Un termómetro bimetalito típico contiene pocas partes móviles, solo la aguja
indicadora sujeta al extremo libre del espiral y el otro extremo bimetalito que
sirve de envoltorio y tiene el contacto directo con la temperatura que se mide.
Capitulo VII: Temperatura
Instrumentación Industrial en Instalaciones Petroleras
Metal A:
• Latón.
• Acero.
Jesús Enrique Otero Ramos
Metal B: Hace girar la
aguja
• Ferro-Níquel.
Con los indicadores de temperatura bimetalitos el eje y el elemento de
indicación están sostenidos sobre cojinetes y el conjunto esta construido con
precisión para evitar rozamientos. La precisión es de +/- 1% y su rango de
medición es de -200 hasta 500°C, y para su instalación se debe considerar la
longitud del indicador de modo que el extremo del indicador se corresponda
con el punto caliente a medir y que el diámetro del indicador se corresponda al
lugar de su instalación.
Diámetro
2. VARIACIÓN DE RESISTENCIA DE UN CONDUCTOR.
2.1. Resistencia Térmica (PT-100)
RTD: Resistencia Temperatura Resistor.
Las resistencias térmicas son transductores Temperatura-Resistencia Variable,
que dependen de las características de la resistencia de un material (Níquel,
Cobre, Platino) en función a la temperatura a que son sometidos. El elemento
consiste usualmente en un arrollamiento de hilo muy fino de conductor
eléctrico (Níquel, Cobre, Platino), bobinados entre capas de un material
aislante y protegido por un revestimiento de vidrio o de cerámica.
B O
Capitulo VII: Temperatura
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En la medida que se incrementa la temperatura a que es sometida la PT-100,
se incrementa el valor de la resistencia entre los extremos A y B. Esto es
producto al "Coeficiente de Temperatura7' del cable del conductor eléctrico con
que esta construido la PT-100 que se caracteriza por la variación de la
resistencia en ohmios que corresponde por cada grado de variación de
temperatura a que es sometida. La relación entre la resistencia del transductor
y la temperatura a que es sometido es un modelo lineal que se puede expresar
de la siguiente manera:
Rt
i
Rt: Resistencia en ohmios del PT-100 en los extremos A y B.
Ro: Resistencia en ohmios de la PT-100 a 0°C. Ro= 100 ohmios,
t: Temperatura en grados centígrados a que es sometido la PT-100.
a : Coeficiente de temperatura del conductor.
En la practica los diferentes conductores con que se pueden construir los
transductores resistivos no tienen un comportamiento lineal a lo largo de todo
el rango de la temperatura, además cada material utilizado tiene un
Coeficiente de Temperatura (a) especifico. En la siguiente figura se muestran
los valores de la resistencia en relación a la temperatura a que es sometido.
Platino
600
Capitulo VII: Temperatura
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Las características para el platino, níquel y cobre de su resistividad (a),
Coeficiente de temperatura, intervalos de trabajo, resistencia del transductor a
0°C se muestran en la siguiente tabla comparativa.
Metal
Resistividad
Coeficiente Temp.
a = ¡£ll 'cm
Q/Q°C
Rango de Trabajo
enoc
Resistencia
AO°C
9,83
6,38
0,00392
-200 a 950
25, 100, 500
0,0063
-150 a 300
100
1,56
0,00425
-200 a 120
10
Platino
Níquel
Cobre
De la tabla comparativa anterior se puede observar que la mayor resistividad
l£llcm, así como el intervalo de trabajo -200 hasta 950 °C lo presenta el
transductor de platino, además de la linealidad a lo largo de todo su rango de
medición lo que define el uso del platino para las construcciones de los PT-100.
El PT-100 de platino tendrá las siguientes características:
1. Muy sensible, debido al alto coeficiente de temperatura de la resistencia
(a =0,00392 Q/Q°C) lo que permite mayor resistencia en ohmios del
transductor por la variación de grados centígrados.
2. Gran rango o intervalo de trabajo desde -200 hasta 950 °C.
3. relación lineal Resistencia-Temperatura.
4. Estabilidad de las características Resistencia-Temperatura a lo largo de
la vida útil del transductor.
5. Muy costosos por ser fabricados de platino
En las tablas anexas del libro se presentaran los valores de la PT-100 según la
temperatura a la cual es sometido. En la siguiente figura se muestra la forma
física de un PT-100, el sensor, el punto de calentamiento, la rosca de fijación al
termopozo y la rosca que lo contendrá al envoltorio de la salida de los cables.
Se podrá observar que los PT-100 podrán tener diferentes formas
constructivas, de la gráfica se tiene una PT-100 con cuatro cables dos cables
del transductor y dos cables de compensación para la conexión al puente del
circuito electrónico, también se muestra un segundo PT-100 con otro modo de
construcción, dos cables del transductor y dos cables para la compensación.
tu" ~—
•tGO€ TI} ¿
ti-—r /
$«.l**0*l / /
SERIES BBS LONG SHEATH SENSOR
Capitulo VII: Temperatura
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En la siguiente figura se presentan varios PT-100 que permiten observarles
que tienen diferentes longitudes y diferentes tipos de roscas de conexión y en
la figura posterior se presentan los diferentes modelos que se tienen para los
PT-100 con los cables de salida que corresponden para cada sensor.
CAPSULE SEXSOrl
CONFICURÁtiONS
SíNOtE £L£;M£MT
LOJMDCO
** to««T *a«rtim
1,0 G^
SERIES 78S PLATINUM SENSORS (For Immenlon Lengths 1" to 24")
Capitulo VII: Temperatura
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
2.2. Conexión y Calibración del Transmisor con (PT-100).
Conexión del Transductor y uso de Termopozos.
En la siguiente figura se muestra las conexiones de los cables de extensión del
PT-100 con la hornera del transmisor de temperatura, así como, la salida
eléctrica del transmisor hasta el controlador y que será directamente
proporcional a la magnitud de la temperatura que sensa la PT-100. Los cables
de extensión desde la PT-100 hasta el lugar donde estará ubicado el
transmisor serán conductores eléctricos normales.
MCTEft COKN£CYIQJtS
AÍ*B
' ;*
/
i :! OCPOWCH
siCNAi TEST POíisrrs ? :^ 7 / /rv^l
Usualmente los PT-100 se conectaran al punto de medida a través de un
termopozo, el cual actura como un envoltorio del transductor. Quedando el
termopozo instalado permanentemente en el punto de medición y permitirá
retirar o reemplazar los PT-100 sin que ello implique supeditar su reemplazo
con los requerimientos de afectar la marcha del proceso industrial. En la
siguiente figura se muestra la PT-100 conjuntamente con el termopozo que lo
recubrirá, haciendo hincapié que debe corresponderse las dimensiones del
PT-100 con las dimensiones del termopozo para garantizar que la PT-100
estará sensando la temperatura justo en el punto caliente de la medición.
:
.
!C*tX»N C<X?E «tí
T^iwi-.-,
...^.v^-f--'-:'^""í
SferírSC :;l?,iZT;
, IM ; 1 •
Tuerca del PT-100
Tuerca del Termopozo
Capitulo VII: Temperatura
Termopozo
Longitud del PT-100
8
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Los termopozos están hechos para proteger los transductores (PT-100 y
Termocuplas) y están hechos de materiales que soporten las fases del fluido
(Gas, Liquido, Vapor), así como las características físico-químicas del mismo,
de manera de garantizar la medición de temperatura del proceso industrial sin
que sus condiciones de trabajo tengan que considerarse para construir los
PT-100 y donde la única atención del transductor es sensar la temperatura y
todo lo demás lo atenderá el termopozo. Los termopozos facilitaran la conexión
y desconexión de los transductores sin interferir con las condiciones de
operatividad, ni las condiciones de trabajo del proceso industrial.
El termopozo deberá tener la longitud y el diámetro que permita la adecuada
conexión de los transductores y será importante tener presente que las
longitudes del conjunto Termopozo-PT-100 deben adaptarse de modo que el
punto caliente de medición coincida con el extremo del transductor que lo
sensa, es decir, no debe ser el termopozo mas largo que el transductor. La
longitud de los PT-100 puede variar hasta un máximo de 19 pulgadas o su
equivalente a 457 mm. En la siguiente tabla se muestran los diferentes
materiales utilizados para construir los termopozos para atender las distintas
instalaciones petroleras.
Instalación
Aplicaciones
Estaciones de Flujo
-
Plantas Compresoras
-
Petroquímica
-
Refinerías
-
Calentadores de Petróleo.
Cabezal de Pozos.
Compensación de medición
de gas estación a planta.
Succión y
Descarga de
Compresores.
Enfriadores Interetapas.
Desparafinador de columnas
de fraccionamiento.
Cámara de reacción.
Unidades Catalíticas.
Temperatura Tope de Torre.
Temperatura Fondo Torre.
Control de Hornos.
Bandejas de Torre.
Compensación de Medición
de líquidos.
Material del Termopozo
Acero Inoxidable
Inconel + Hierro
Acero Inoxidable o
Inconel + Hierro
Inconel + Hierro
0
Acero Inoxidable
J_
Calibración del Transmisor usando PT-100 como Transductor
Para la calibración del transmisor de temperatura que utiliza la PT-100 como
transductor se hará a partir del rango de medición de la PT-100 comprendida
entre -200 hasta los 950 °C en relación al rango de lectura que se necesita
para ser transmitido desde el proceso industrial hasta la sala de control, es
decir, la magnitud de la señal eléctrica que saldrá desde el transmisor estará
determinada por las necesidades de lectura del proceso industrial.
Capitulo VII: Temperatura
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Para efectos de presentar un ejemplo, se tiene una PT-100 que tiene un rango
de trabajo comprendida desde -200°C hasta 950°C, rango lo suficientemente
amplio para medir procesos industriales con aplicaciones muy frías hasta
aplicaciones muy calientes, sin embargo, en las instalaciones petroleras existen
aplicaciones muy especificas, con rangos de trabajo ya delimitados y para los
cuales habrá que calibrar los transmisores de temperatura de manera que su
rango de transmisión este comprendido entre la mínimo y máxima
temperatura de interés para esa instalación. De la gráfica que sirve de
ejemplo, se ilustra una calibración donde se observa el rango de trabajo de la
PT-100 comprendida entre -100°C hasta 600°C y se realiza una calibración del
transmisor para un rango de transmisión comprendida entre los 200°C para los
4 mA del "Cero" hasta los 400°C para los 20 mA del "Span".
Span
+VCCQ
Sala de
Control
CIRCUITO
ELECTRÓNICO DEL
TRANSMISOR
4-20 mA
©
Cero
Cables de Extensión
Span
20
Cero
-100
Capitulo VII: Temperatura
200
300
400
500
600
10
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Para calibraciones de diferentes rangos de trabajo de los transmisores la salida
del mismo es una señal eléctrica comprendida entre 4 a 20 mA, no cambiara la
magnitud de la salida del transmisor comprendida entre 4 a 20 mA, solo
cambia el rango de referencia que se toma del transductor para determinar
que la señal eléctrica que sale del transmisor esta comprendido dentro de las
mediciones de interés y muy especifica que se necesitan para cada instalación.
Para efectos del ejemplo, en este proceso industrial las temperaturas de
interés no estarán por debajo de 200 °C y no superara los 400 °C. Se tendrá
un proceso industrial con requerimientos muy específicos de trabajo donde sus
temperaturas de funcionamiento no bajaran de los 200 °C ni superaran los 400
°C. Para estos requerimientos y a partir de ellos calibrar un transmisor de
temperatura se tendrá un calibrador que reemplazara la PT-100 para
conectarse con transmisor, este calibrador proporcionara el valor de resistencia
que se corresponde para los 200 °C por lo que el instrumentista hará el ajuste
de cero para obtener los 4 mA para los 200 °C, posteriormente el simulador
proporcionara el valor de la resistencia para 400 °C y el instrumentista hará el
ajuste de span para obtener los 20 mA para los 400 °C. En la siguiente figura
se muestra el esquemático de esta calibración.
Span
—WfWr
Simulador de
Calibración
CIRCUITO
ELECTRÓNICO DEL
TRANSMISOR
+VCCQ
Sala de
Control
4-20 mA
Cero
3. GENERACIÓN f.e.m. EN LA UNIÓN DE DOS METALES.
3.1. Termocuplas.
Las Termocuplas son transductores Temperatura-f.e.m. que depende de la
generación de tensión eléctrica en el punto de unión de dos metales diferentes
cuando este punto de unión se somete a una temperatura. En el punto de
unión de un metal A con un metal B se genera tensión eléctrica en milivoltios
que aumenta en la medida que la temperatura en el punto de unión de los dos
metales se incrementa. Esta pequeña generación de energía eléctrica es
continua y proporcional a la temperatura de la unión y se generara siempre
que exista una diferencia de temperatura con la unión de referencia. Esta
unión de referencia será el punto donde se conecta al circuito electrónico.
Capitulo VII: Temperatura
11
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
El símbolo de la Termocupla, su circuito equivalente como una fuente de
tensión variable por temperatura y las curvas características aproximadas para
las mismas para diferentes uniones de dos metales que conformaran las
Termocuplas tipo J, Tipo T y Tipo R se muestran a continuación.
Metal A
Temperatura
Metal B
f(t)
mV
50
Tipo J
500
600
-10-
Tipos de Construcción de Termocuplas:
J : Hierro-Constatan
T : Cobre-Constatan
K : Cromel-Alumel
R : Platino- Platino+Rodio
En la siguiente tabla se presentan varias características generales de
diferentes tipos de Termocuplas, como el tipo de aleación de que están hechas,
los intervalos de medida, el Coeficiente de Temperatura que define la variación
de f.e.m. por cambios de temperatura, el rango de trabajo de temperatura del
cable de extensión que conectara la Termocupla con el transmisor.
Capitulo VII: Temperatura
12
Instrumentación Industrial en Instalaciones Petroleras
Intervalo de Medida
Coeficiente de Temperatura
f.e.m.= mV/oc
Temperatura de Trabajo
de Cables de Extensión
• -185 °C hasta -60 °C.
• -60 °C hasta +95 °C
• 95 <>C hasta 370 °C
0,052
-60 °C hasta 95 °C
0,055
0 °C hasta 200 °C
0,040
0 °C hasta 200 °C
• o°C hasta 1.100 °C.
• 1.100 hasta 1.400°C
• 1.400 hasta 1.6000 °C
0,012
25 °C hasta 200 °C
• o °C hasta 1.100 °C.
• 1.100 hasta 1.400°C
• 1.400 hasta 1.6000 °C
0,010
25 °C hasta 200 °C
Termocupla
Tipo T:
Cobre-Constatan
Tipo J:
•
•
•
•
Hierro-Constatan
Tipo K:
0 °C hasta 425 <>C.
425 °C hasta 750 °C
0 °C hasta 300 °C
300 °C hasta 550 °C
• 0 °C hasta 400 °C.
• 400 °C hasta Superior
Cromel-Alumel
Tipo R:
Pt-Pt/Rh 13%
Tipo S:
Pt-Pt/Rh 10%
Jesús Enrique Otero Ramos
Del análisis de la tabla anterior se deben sacar varias consideraciones:
1. Se tienen diferentes Tipos de Termocuplas:T, J, K, R, S, para atender
diferentes rangos de trabajo, donde se podrá considerar que para medir
bajas temperaturas serán adecuadas las Termocuplas Tipo T y para
medir muy altas temperaturas las Termocuplas Tipo R.
2. Para atender la gama de temperatura que se requiere en la industria
petrolera serán adecuadas las Termocuplas Tipo J con un rango de
medición comprendida entre O °C hasta los 750 °C.
3. Al conocer el rango de trabajo que se tendrá en la instalación petrolera
se debe pedir Termocuplas Tipo J pero especificando el intervalo
de medida, garantizando la mayor vida útil a la Termocupla.
4. Se requieren cables de extensión para llevar la f.e.m. que genera la
Termocupla hasta el transmisor electrónico y donde el cable de
extensión debe ser de las mismas características de la Termocupla.
En la siguiente figura se muestra la conexión de la Termocupla hasta el
transmisor usando el cable de extensión.
lermocupia j
T"
caoies ae txtension
»w
1
1
1
Fe
X^x
Fe: Hierro
^
C
n
H
Capitulo VII: Temperatura
C: Constatan
(7)
^Ls
I
Fni ii no
Electrónico
©
—/TV-
13
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
La siguiente figura permite identificar las Termocuplas mas comúnmente
usadas, los colores asignados al cable que lleva la referencia de tensión
negativa y diferentes formas de construcción, es importante resaltar que este
esquemático muestra las Termocuplas sin termopozos lo que permite ver las
roscas para conectar al termopozo y para roscar al envoltorio que cubre la
unión de cables de la salida de la Termocupla y los cables de extensión hasta
donde este ubicado el transmisor electrónico.
DIMENSIÓN AL DRAWINGS
Leadwire
Configura tions
CAPSULE SENSOR
LEAOW1RES, -y
LO NO (4 LEAOS \
DUAL EI.EMHNT
\
TÍT LONG)
\
- ^
0.3X4
, „ ._ . ,/4-
.
1 * •eos °IA<
L*.t-t/4"-«1
i
\CONSTANTAN
''" =• • • -• "i • •
MAX. DÍA. HOUStNG -•
tRON
..,....,.,,*«,,,...,,,,,„„. i .. \ WÍIITE
^
. •
í
.':
" »
'
TYP€ J
GENERAL PURPOSE SENSOR
LEADERES. —-V'
..ONO 14 LEAOS
S
(MAX V
,\ ^^ ..___L=^r^
.
0.344" MAX. OÍA. -*
fíff JIPI
'•' ^/
••
iÉj|t__: :.-..,, 1
::L.:..^.==-i±--i
|
|XS
| •'•' .
:~
FIXED PQStTIÓN PROCESS -^
MOUNTÍNG CONN6CT1ON
J1.-2-NPT. 2 PLACES)
.*—•
^
O.S3 MAX, TMHEAO ENGAGEMCNT
ALUMEL
.-•'••..••.'
nE
TYPEK
SPRING LOADED SENSOR
DÜALCUEMEMT
;
'N^::
.
.
.
.
.
' ''; '"\ .^ ' • ' :•'• •'••'
I
y •:
/ ••
........
*
0.344" MAX: OÍA, -»',..
5PH1NO, POStTíONEO PROCESS
MOUNT1NG CONNECTION
{l.-í-NPT. 2 PLACeSJi •
•
-
]
.í'v^^'i".';^
Pv CONSTA NTAN 1
-r ., :'; ;; ; ;;.; ; ;.
^^
_^__—-4- -f: PURPLE
V
1
TYPE E
<^
8AYONET SPRING LOADED
SENSOR
.ONC (4 L€ADS / .
FO«OUA1.
/
j
írLEMENT ./ ,' J'.
.
riui/Ln
3
.; .
¡_
W
T-i/2"-
1—— 0.344" MAX. DÍA,
{SPR1NO CÜMPHtSSED 1.-2 )
;..~-^-
^
'•
\CONSTANTAN
, - .-•- . '
•:••
/
;
^OUUC
•
TYPE T
MOUNTtMG CONNECTION
•>'
{>.í2«>4PT, 2 PLACES)
(MAX.)
Junctíon
Co n f i g u ral i o ns
1
.
j
.
.
:
f
,.
j
i _
-j.
t^——fSINGLE. GROUNDED
-.v ^ ,::;/..... U.
SINGLE, UNGROUNDED
Capitulo VII: Temperatura
í,¿>
_^^
•—-
-~+ .
Q—-^"
O
"AL, ^ftQUNOEp
/^-~
——.-4.
*^^_____
r——
[ 4¿
'•
-i •
'
j -'^
DUAL, UNGROUNOED
1SOLATED
DUAL. UNCROUNOCO
UNÍSO LATEO
14
'
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En las tablas anexas de este libro se tendrán los valores que corresponden a la
f.e.m. generada por las Termocupla Tipo J a lo largo de su rango de medición,
y las consideraciones que se hicieron para los termopozos para ser utilizados
en los PT-100, igualmente aplican para el uso de las Termocuplas.
3.2. Conexión y Calibración del Transmisor.
Se conectan las Termocuplas hasta el circuito electrónico del transmisor o del
controlador a través de cables de extensión del mismo tipo de la Termocupla,
es decir para Termocuplas Tipo J se conecta con cables de extensión Tipo J
hasta el circuito electrónico. La distancia desde la conexión de la Termocupla
hasta el circuito electrónico puede ser de hasta 1000 metros. En la siguiente
figura se muestra las conexiones de los cables de extensión de la termocupla
con la bornera del transmisor de temperatura, así como, la salida eléctrica del
transmisor hasta el controlador y que será directamente proporcional a la
magnitud de la temperatura que sensa la termocupla. Usualmente la
Termocupla al igual que los PT-100 se conectan a termopozos que actúa como
envoltorio del transductor, lo que conlleva a que el termopozo este conectado
directamente al proceso que se le mide la temperatura.
Para efectos del ejemplo, se utilizara la calibración del transmisor de
temperatura que utiliza la Termocupla Tipo J, con un rango de medición
comprendido entre O °C hasta750 °C y dentro de este rango de temperatura
que proporciona la Termocupla se calibrara el transmisor para proporcionar
una salida eléctrica comprendida entre 4 a 20 mA, de modo que corresponda
4 mA como salida de la menor temperatura y los 20 mA a la mayor
temperatura y que será directamente proporcional a la magnitud muy
especifica del rangos de trabajo del equipo controlado.
En la siguiente gráfica se ilustra a manera de ejemplo la calibración del
transmisor de temperatura alimentado con una Termocupla Tipo J,
seleccionada para intervalo de trabajo entre 300 °C hasta 550 °C, al utilizarse
para medir los gases de escape de una turbina. Para ello el transmisor se
Capítulo VII: Temperatura
15
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
calibro para tener la salida de 4 mA para 400 °C y 20 mA para 550 °C. En la
primera gráfica se muestra la conexión de la Termocupla con el transmisor y
en la segunda gráfica se muestra simultáneamente la curva característica de
una Termocupla Tipo J con la salida del transmisor para el rango seleccionado
para la calibración del transmisor.
Span
-wp
Cables de
Extensión
Fe
+VCCQ
Sala de
Control
CIRCUITO
<z>
ELECTRÓNICO DEL
TRANSMISOR
4-20 mA
Cero
Span
Tipo J
-100
100
200
300
400
500
600
Para calibraciones de los transmisores, para diferentes rangos de trabajo de
otras instalaciones industriales, la salida del transmisor sigue siendo la misma
señal eléctrica comprendida entre 4 a 20 mA, no cambiara la magnitud de la
salida del transmisor, solo cambia el rango de referencia que se toma del
mismo transductor para determinar que la señal eléctrica que sale del
transmisor esta comprendido dentro de otros rangos de trabajo para atender
otro requerimiento muy especifico de otra instalación.
Capitulo VII: Temperatura
16
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
4. TRANSMISORES DE TEMPERATURA.
Aprovechando la información que proporcionan los fabricantes de instrumentos
en las siguientes figuras se muestran, un transmisor de temperatura que
puede recibir como transductores las señales de un PT-100, o de cualquiera de
las diferentes tipos de termocuplas y posteriormente se muestran los
diferentes conexionados de los distintos transductores que podrán conectarse
al transmisor como unas señales eléctricas proporcionales a la temperatura
que están sensando en los equipos industriales donde están instalados.
W i ring Conn ecíions
ANO
7/7
OCiPOWC»
TKOIWGCOUPU
m
MILUVOlt
SOlfHCI
Capitulo VII: Temperatura
17
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Los transmisores electrónicos de temperatura con señal eléctrica de salida
comprendida entre 4 a 20 miliamperios, funcionan al igual que todos los
transmisores electrónicos de otras variables operacionales bajo el principio de
tener un transductor eléctrico (PT-100 o Termocupla) que ¡nteractúa
directamente con la temperatura del equipo al cual esta instalado, enviando los
cambios de la señal eléctrica en proporción (y no es lineal) a la temperatura.
La señal eléctrica de salida del transductor (PT-100 o Termocupla) se
conectara al circuito electrónico del transmisor quien aprovechara los cambios
de la señal eléctrica del transductor para generar los cambios de la corriente
de salida del transmisor y donde parte de la función del circuito electrónico es
conseguir que la salida de 4 a 20 miliamperios sea lineal en relación a los
cambios de la magnitud de la temperatura de los equipos en el campo a partir
de los transductores de temperatura que no son lineales.
Al considerar el uso del transmisor electrónico y las condiciones de la señal
eléctrica de salida del mismo, y ya identificados los transductores mas
comunes para medir la temperatura (PT-100 y Termocuplas) se tendrá toda la
atención del uso del transmisor orientada mas en la instalación y calibración
del instrumento, aprovechando las facilidades de información que proporcionan
los fabricantes para visualizar la conformación de estos equipos. En las
siguientes figuras se muestran: 1). La forma de instalación del transmisor.
2). Planos de dimensiones del Transmisor. 3). Despiece transmisor.
Optional
Moiíating Bracke
Typícal Surface
Mounted
instaiiatíofi
Tyjrical
Instalíaíion
Oíi
Two tóslt Pipe
J
u i
Capitulo VII: Temperatura
18
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
DIMENSIONAL DRAW1NG
CLSAJUNC*
FC* COVE*
•|
14^!
IK J!
?X
!"
U
i"""
-j- -i
í
C¡
jhr "
Q
j
1
! .»
^•-j^X-y-p -- '
V_i*f- ';-;J?-- v-^
* *>r
TYPICAL MOOEL 444
TEMPERATURE TfiANSMITTEB
ASSEMBLY
ELECTRONíCS
HOU5ÍNC
l/lodel 444 Temperature Transmiíter Specificaíions
Capitulo VII: Temperatura
19
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
5. INTENSIDAD DE RADIACIÓN EMITIDA POR CUERPO.
La pirometria de radiación esta conformada por un lente que concentra la
radiación del objeto caliente en una termopila formada por varias Termocuplas
de pequeñas dimensiones y montadas en serie. La radiación de un cuerpo
caliente esta enfocada incidiendo directamente en las uniones de las
Termocuplas. El paquete de Termocuplas es de volúmenes reducido, lo que las
hace sensibles a las pequeñas variaciones de energía radiante y además son
resistentes a las vibraciones o choques mecánicos.
Objeto Caliente
Lente
La termopila esta conformada por varias Termocuplas conectadas en serie que
permiten sumar el aporte de tensión que genera cada Termocupla. La f.e.m.
que proporciona la termopila depende de la diferencia de temperatura entre la
unión caliente donde se concentra la radiación que proporciona el lente y la
unión fría que esta en el circuito electrónico del medidor.
Este equipo electrónico al igual que todos los transmisores electrónicos tiene
un circuito para hacer la corrección por temperatura ambiente, de manera que
la tensión resultante de la termopila sea solamente de la resultante de la
generada por la radiación del lente.
Para evitar errores en la medición de la temperatura se hace necesario
mantener al lente que concentra la radiación limpio, de manera que garantice
que todas las ondas que emite el cuerpo caliente sean concentradas por el
lente hasta la termopila.
6. TEMPERATURA EN INSTALACIONES PETROLERAS.
Una vez que se entiende las diferencias entre las PT-100 y las Termocuplas
como transductores primarios para medir la temperatura los cuales son los
mas utilizados en las instalaciones petroleras queda profundizar en las
diferentes aplicaciones de la variable operacional temperatura considerando no
solo su medida, también considerando su comportamiento dinámico y como
esa consideración permitirá aportar incluso criterios para entonar los lazos de
control de presión, en fin es aceptar la temperatura como una variable que
Capitulo VII: Temperatura
20
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
atenderá desde una indicación local a través de un termómetro bimetálico
hasta un lazo de control junto con todos los demás instrumentos que
posibilitan la existencia de un lazo simple de control, o la variable temperatura
como variable maestra en lazos en cascada.
Al considerar la temperatura como variable operacional en las instalaciones
petroleras se harán ejemplos de la utilización de esta variable en diferentes
aplicaciones para indicar, transmitir, proteger y regular en plantas
compresoras, refinerías, tales como: la temperatura que se indica y se mide en
la succión y descarga de los compresores, la temperatura de aceite que se
mide para garantizar la viscosidad del aceite y así proteger los motores y
turbinas al garantizar su adecuada lubricación, la temperatura maestra que se
utiliza en los lazos de control en cascada para el control de hornos o reflujo de
tope en las refinerías.
MEDICIÓN DE TEMPERATURA EN COMPRESORES
Con Termocuplas y Transmisores de Temperatura.
Panel de Control
Modulo
Electrónico del
PLC
Indicador de Temoeratura de Succión
Termocupla sensora de Temperatura de Succión.
Transmisor Indicador de Temoeratura de Succión.
Capitulo VII: Temperatura
21
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Termocupla sensora de Temperatura Lubricación de Aceite.
Transmisor Indicador de Temperatura de Aceite de Lubricación.
Indicador de Temperatura de Descaraa
Termocupla sensora de Temperatura de Descarga.
Transmisor Indicador de Temoeratura de Descaraa.
MEDICIÓN DE TEMPERATURA EN COMPRESORES
Con Indicadores Bimetálicos e Interruptores-Bimetálicos.
Panel de Control
Modulo
Electrónico de
Tarjetas ON-OFF
Indicador de Temoeratura de Succión
Interruptor calibrado para Alta Temperatura de Succión.
Capitulo VII: Temperatura
22
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Interruptor calibrado para Alta Temperatura de Aceite.
Indicador de Temperatura de Descarga.
Interruptor calibrado para Alta Temperatura de Descarga.
En las aplicaciones anteriores se mide y se indica la temperatura en arreglos
de compresión de gas, donde puede observarse que las conexiones se hacen
en las botellas de succión y descarga para la medición e indicación de la
temperatura del gas y en el compresor para la medición de la temperatura de
aceite de lubricación, y se llevan a través de cables de Termocuplas hasta el
panel de control cuando alimenta al transmisor de temperatura y con cables
comunes hasta el modulo electrónico para los interruptores de temperatura. *
Temperatura variable Maestra en Control en Cascada.
Una de las aplicaciones más interesantes de la temperatura como variable
maestra en los lazos de control en cascada es para definir la temperatura de
trabajo en el tope de la torre de destilación inyectando un flujo frió del
producto final de tope (REFLUJO). A través del reflujo se define la temperatura
del tope de la torre y con ello se establece la condición de trabajo de la sección
de rectificación de la torre. Esta temperatura de tope que se consigue
regulando la inyección del caudal del producto final de tope, será la referencia
de la menor temperatura de la torre de destilación. La integración del tope de
la torre conjuntamente con los equipos asociados esta conformado por un
condensador, un separador trifásico, una motobomba para retirar el producto
final de tope, así como enviar el reflujo y los arreglos de instrumentación y
control que permiten implementar los controles de: de temperatura de tope
(reflujo), producto final de tope, nivel de productos pesados y presión.
En este conjunto de instrumentos y controles para implementar el reflujo se
hace necesario tener un lazo de control en cascada Temperatura (Variable
Maestra) y el Caudal (Variable Esclava) que permita definir la temperatura de
trabajo del tope de la torre, para ello de la descarga de la motobomba se tiene
una toma que pasara por una válvula de control que regulara el flujo hacia el
tope de la torre de tal manera que ingrese el producto final de tope frió para
definir la temperatura de tope.
La regulación de mayor o menor caudal de reflujo se hará en la medida que se
busque corregir la temperatura de tope, por ello para disminuir la temperatura
en el tope se incrementa el caudal de reflujo y por el contrario para aumentar
la temperatura en el tope se disminuye el caudal de reflujo. Este arreglo en
Capitulo VII: Temperatura
23
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
cascada Temperatura-Caudal permitirán que la temperatura defina el set point
del caudal y con ello la posición de la válvula de control.
La variable operacional más crítica (Temperatura) es el maestro, dado que en
el tope de la Torre de Destilación las variaciones de temperatura harán
cambios de la condición de trabajo Temperatura-Caudal de la bandeja y con
ello modificaría la cantidad de componentes que estarán en fase gaseosa o
fase liquida en esa bandeja. Es por ello que la cantidad de producto final de
tope que regula el lazo de control esclavo (Caudal) debe estar supeditado a
mantener estable la temperatura de trabajo en la bandeja que es la referencia
para el control. Se ajustara el caudal (Variable Esclava) del producto final de
tope que se inyecta como reflujo a los requerimientos de mantener la
temperatura (variable Maestra) estable en la bandeja de la torre a su valor
deseado como referencia.
En la siguiente figura se muestran las conexiones vista desde del PLC del lazo
de control en cascada Temperatura (Maestro) y Caudal (Esclavo), donde
observan como los transmisores de temperatura y caudal (TT-01 y FT-01)
transmiten sus señales eléctricas hasta el PLC. Es dentro del software del PLC
donde existe la corrección desde el controlador maestro (Temperatura TIC-01)
hasta el controlador esclavo (Caudal FIC-01). Del lazo de control esclavo (que
trabaja con un set point corregido) sale la señal eléctrica que alimentara al
convertidor Corriente-Presión (FY-01) el cual tendrá como salida la señal
neumática comprendida entre 3-15 PSI y que posicionara la válvula de control
para regular el producto final de tope que alimenta la bandeja.
Capitulo VII: Temperatura
24
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En la atención del Tope de la Torre de Destilación para mantener estable la
temperatura en la bandeja, el controlador Maestro TIC-01 (Temperatura)
tendrá un valor deseado (set point) TD(s), también recibe la realimentación de
temperatura RT(s) a través del transmisor de temperatura TT-01 y con ello
genera la señal de error e(s) de la temperatura y ejecutara la acción de control
PID a la señal de error de la temperatura. La señal de salida del controlador
maestro CM(s) se sumara con el valor deseado y sin perturbaciones del caudal
(set point) seleccionado de la variable esclava (EN EL SOFTWARE DEL PLC).
Control de Temperatura de Flujo de Alimentación de Torre.
En la siguiente figura se muestran como ejemplo otro arreglo de control en
cascada que usualmente se utilizan para definir la temperatura de alimentación
del fluido de alimentación a la torre de destilación.
Capitulo VII: Temperatura
25
CAUDAL
1. Caudal ....
2. Medidores Volumétricos
.............................4
2.1.
Instrumentos que aprovechan la Presión Diferencial...........4
2.2.
Corrección para Fluidos Compresibles...............................8
.
2.3.
'
"
•
' '
"
Elementos Primarios^para SensarHa^Présíón^Bt
:
-; '
; '
•
.í
2.3.1.
Placa de Orificio
12
2.3.2.
Tobera
13
2.3.3.
Tubo Venturi
15
2.4.
Transmisores de Flujo
3. Instrumentos de Desplazamiento Positivo
15
18
3.1.
Medidor Birrotor
18
3.2.
Medidor Oval
20
4. Instrumentos que Aprovechan la Velocidad
22
4.1.
Medidor de Turbina
22
4.2.
Medidor Ultrasónico
24
5. Instrumentos que usan el Par Giroscópico
26
6. Computadores de Flujo
28
7. El Caudal en Instalaciones Petroleras
29
Capítulo VII: Caudal
Instrumentación Industrial en Instalaciones Petroleras
Capitulo VII: Caudal
Jesús Enrique Otero Ramos
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
1. CAUDAL
Una de las variables operacionales más comunes en los procesos industriales
para ser medido y controlado es el caudal. Es el caudal la variable que
relaciona el volumen en relación al tiempo y puede expresarse en diferentes
unidades tal como se muestra a continuación:
Caudal = Volumen / Tiempo
Ci = Litros / minuto
(1)
C2 = Litros / segundo
C3 = galones / minuto
C4 = Barriles / Hora
Podrán existir otras unidades para medir el caudal, que relacionen el volumen
con unidades de tiempo y que podrá ser representativa de alguna instalación
industrial. Para medir el caudal existen varios métodos según si es un caudal
volumétrico o un caudal masico. Para medir estos caudales se desarrollaron
varios transductores que permitirán tener contacto directo con el caudal para
proporcional una señal útil representativa del caudal y que puede ser medida.
Entre los métodos los métodos y variables que se aprovechan para medir el
caudal están: la presión diferencial, la velocidad, área variable, desplazamiento
positivo, par giroscopio, entre los cuales se podrá reseñar:
• Placa Orificio.
• Tobera.
Presión Diferencial
<
• Tubo Venturi.
• Tubo Pitot.
r
• Medidor Rotativo.
• Disco Giratorio.
Desplazamiento Positivo
• Pistón Oscilante.
• Pistón Alternativo.
Capitulo VII: Caudal
-Birrotor.
-Cicloidal.
-Oval.
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
• Turbina.
Velocidad
• Sondas Ultrasónicas.
• Vertederos con
Flotador.
Par Giroscópico
Tubo Giroscópico.
2. MEDIDORES VOLUMÉTRICOS
Los medidores volumétricos determinan el caudal en volumen del fluido en
forma directa a través del desplazamiento o indirectamente por deducción de:
medición de presión diferencial, área variable, velocidad, fuerza, tensión
inducida, entre otras. En las industrias la medición del caudal volumétrico se
efectúa comúnmente utilizando como transductores primarios aquellos que
permiten obtener una presión diferencial al paso del fluido.
2.1. Instrumentos que Aprovechan la Presión Diferencial.
El uso de la presión diferencial tiene como principio el de instalar un cuerpo
(Placa Orificio, Tobera, Tubo Venturi) en la tubería por donde pasa el caudal.
Este cuerpo propicia una caída de presión del fluido, que resulta proporcionar
al caudal, es decir, si no hay caudal la presión que existe antes y después del
cuerpo es la misma y por ello AP = P\ - P2 = O, sin embargo al incrementarse el
caudal por la tubería se incrementa el diferencial de presión en el cuerpo.
Formula General.
El calculo dei caudal a partir de la presión diferencial &P = PA-PB que origina
un cuerpo alojado en la tubería por donde circula el fluido a medir, se basa en
la aplicación del "Teorema de Bernoilli" en una tubería horizontal.
Caudal= Volumen/Tiempo= Área.Distancia/tiempo = Area.Velocidad
(Área en A).(Velocidad en A) = (Área en B).(Velocidad en B)
Caudal A = Caudal B
Capitulo VII: Caudal
aA.VA = aB.VB
(2)
Instrumentación Industrial en Instalaciones Petroleras
fl
=\ ©
Jesús Enrique Otero Ramos
PA>PB
\1
B
! PA: Presión en A.
| VA: Velocidad de
Fluido en A.
! aA: Área en A.
1 PB: Presión en B.
| VB: Velocidad de
Fluido en B.
i aB: Área en B.
Si PA, PB, VA, VB, son las presiones absolutas y las velocidades antes y
después del elemento transductor y aA, aB, son las áreas correspondientes en
A y en B, reemplazando estos valores en el Teorema de Bernoulli se tiene:
VA
2g
PB
Wo
2g
(3)
Wo
Donde:
Wo: Peso Especifico del Fluido,
g: Gravedad.
Como se tiene que: aA.VA = aB.VB => VA=(aB.VB)/aA
(4)
aA: Área de A, es el área de la tubería.
aB: Área de B, es equivalente al orificio del elemento que origina la caída de
presión dentro de la tubería por donde circula el fluido.
Reemplazando la ecuación (4) en (3) y desarrollando los términos resulta:
(aBVBlaAY
Wo
Capitulo VII: Caudal
2g
PB
Wo
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Agrupando Términos equivalentes resulta:
PA
Wo
PB = VB2
Wo ~ 2g
(aB)2.(VB)2
(aA)22g
_L.(W-M) = (^.0_(2«12)
Wo
(aA)
2g
(aA)2'
Despejando VB de la última expresión resulta:
Wo
VB =
-.(PA - PB)
(aA)
Definiendo m=aB/aA como un factor de acercamiento del diámetro del orificio
(aB) con relación al área de la tubería (aA) y redefiniendo la expresión para
determinar el área del orificio que será: aB = may y reemplazando esta ultima
expresión en la ecuación (5) resulta:
VB =
1
t2g.(PA -PB)
•J\-m2\
Wo
Teniendo que Caudal = Área.Velocidad = aB.VB = aA.VA, se tiene que:
Caudal
= (m.aA).
- PB)
1
Vi- m2
Wo
Teniendo que:
aA: Área de la Tubería por donde circula el fluido.
aA = 7r.D2/4
D: Diámetro de la tubería por donde circula el fluido.
Reemplazando la ecuación para determinar aA en la ecuación (6), resulta:
Capítulo VII: Caudal
(6)
Instrumentación Industrial en Instalaciones Petroleras
Caudal
™
^
Vl-m2 4
x
F
Jesús Enrique Otero Ramos
— UPA - PB )
S
' V
(7)
Wo
Donde la ecuación (7) se podrá resumir que:
La aplicación de la ecuación (7) para el cálculo del caudal esta limitada a
fluidos ideales que no se expanden, ni comprimen. En la practica en las
instalaciones industriales para tener una medición de caudal mas próxima a la
realidad se deben considerar varios factores de corrección para tomar en
cuenta tales como: el reparto desigual de las velocidades del fluido que ocurre
dentro de la tubería, la contracción de la vena del fluido, las rugosidades
dentro de la tubería, las fases liquida o gaseosa del fluido. Los factores antes
reseñados se engloban en dos parámetros CJ como coeficiente de descarga,
donde C es el coeficiente de caudal y J es el coeficiente global de corrección
que considera la viscosidad del fluido, rugosidad de la tubería, otros factores.
Los factores C y J son determinados experimentalmente. Finalmente al
considerar los factores de corrección C y J resulta una ecuación para el cálculo
de caudal volumétrico (Qv) a partir de la caída de presión que genera un
cuerpo dentro de la tubería de la siguiente manera.
Qv: Caudal Volumétrico.
& = CJ
«
"'
mmm
.
v ^
,,
^
C: Coeficiente de Caudal.
J: Factor Global de Corrección = JiJz-Js
Ji: Factor de Corrección de la Viscosidad.
J2: Factor de Corrección de Rugosidad, Repartición de Velocidad.
J3: Factor de Corrección de la Arista de: Placa Orificio, Tobera.
En las siguientes figuras se muestran los transductores primarios más comunes
(Placa Orificio, Tobera, Tubo Venturi) para generar el diferencial de presión
AP = PA-PB, proporcionales al caudal volumétrico que circula por una tubería.
Capitulo VII: Caudal
Instrumentación Industrial en Instalaciones Petroleras
,; , >
/
-/-
i
.
i
•
^N^j
i
Jesús Enrique Otero Ramos
pataVo
d
Pi ti
\
/
,
\
P.UV.
|:¿
¡
12
;
D
v
s
,X{
777777
...'<
W//S?MSSSS77'7777SS/M/SMÁ
b - Tobera
a - Diafragma
c - Tubo Venturi
Fig. 4.9 Diafragma, tobera y tubo Venturi.
En las instalaciones industriales, el elemento transductor primario de caudal
(Placa Orificio, Tobera, Tubo Venturi) permite proporcionar el diferencial de
presión ¿±P = PA-PB al transmisor electrónico quien a partir de este valor
enviara una señal eléctrica directamente proporcional al caudal que circula por
la tubería. Una placa de orificio como elemento primario de caudal y su
conexión con el transmisor de caudal se muestra en la siguiente figura.
Transmisor de Flujo con Placa de
Orificio con mecanismo de cambio
rápido. (Caja de Orificio)
Transmisor de Flujo con Tubo
Venturi o Tobera como sensor.
2.2. Corrección para Fluidos Compresibles.
Para fluidos compresibles como el petróleo y sus derivados, su densidad
variara en toda la sección de la vena ya que cambiara la presión, la
temperatura y el peso específico del fluido. Esto hace necesario tomar las
consideraciones que permitan tener la expresión final para la medición del
caudal volumétrico (Qv) con las correcciones que proporciona un factor
Capitulo VII: Caudal
8
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
experimental de expansión (s}. Con esta ultima corrección queda la ecuación
para el cálculo del Caudal Volumétrico (Qv) de la siguiente manera:
Qv: Caudal Volumétrico.
Qv = sCJ
m
Wo
(8)
e\ Factor Experimental de Expansión.
C: Coeficiente de Caudal.
J: Factor Global de Corrección = Ji.J2.Js
La ecuación anterior que aplica para los líquidos compresibles se puede utilizar
para la medición de caudal de gases que sigan la ley de los gases perfectos. En
la práctica la ley no es del todo verdadera cuando las presiones de la línea
supera los 3 PSI, y por lo tanto en las instalaciones petroleras donde las
presiones normales de trabajo superan ampliamente esta magnitud se hace
necesario calcular factores de compensaciones de modo de calcular el caudal
de gas para las condiciones reales de trabajo existentes.
En la práctica la densidad del gas se aparta de la teoría dependiendo de la
temperatura y la presión critica a la que son sometidos. Las desviaciones de la
densidad del gas están representadas por el "Factor de Comprensibilidad" (Z),
que es la relación de densidad considerando el gas perfecto y la densidad real.
Una forma práctica de obtener el valor del "Factor de Compresibilidad" (Z) es
emplear el valor que proporcionan las ecuaciones de estado reducido de los
gases. Con estas ecuaciones se utilizan las magnitudes reducidas de la presión
y de la temperatura y con ellas calcular el valor del "Factor de Compresibilidad"
(Z) empleando curvas tabuladas para tal fin, así como tablas que informan las
presiones y temperaturas criticas de los fluidos mas comunes que existen en
las diferentes industrias.
La Presión Reducida (Pr) y la Temperatura Reducida (Tr) se calculan:
Pr = P/Pc
Pr: Presión Reducida.
P: Presión de Trabajo en la tubería.
Pe: Presión Critica del fluido.
Tr = T/Tc
Tr: Temperatura Reducida.
T: Temperatura de Trabajo en tubería.
Te: Temperatura Critica del fluido.
Capitulo VII: Caudal
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Las Presiones y Temperaturas Criticas de los fluidos se obtienen de la gráfica
que a continuación se presenta.
ELEMENTO
Ácido Acético
Acetona
Acetileno
Aire
Amoniaco
Argón
Benzeno
Butano
Dióxido de Carbono
Monóxido de Carbono
Tetracloruro de Carbono
Cloro
Etano
Alcohol Etílico
Etileno
Éter Etílico
Fluor
Helio
Heptano
Hidrogeno
Ácido Clorhídrico
Isobutano
Alcohol Isopropilico
Metano
Alcohol Metílico
Nitrógeno
Oxido Nitroso
Octano
Oxigeno
Pentano
Fenol
Fosgeno
Propano
Propileno
Refrigerante 12
Refrigerante 22
Dióxido de Azufre
Agua
Presión Critica (Pe)
PSIA
Temperatura Critica
(Te)
°F
841
691
911
547
1638
612
455
97
97
270
705
701
529
-188
1072
514
661
1118
717
927
742
522
367
33
394
188
1199
544
779
673
552
307
88
-218
541
291
90
469
50
383
-247
-450
513
-400
124
273
455
-177
1156
464
492
-233
1054
99
565
362
730
485
889
823
617
661
582
713
1142
3206
-182
387
786
360
207
198
234
207
315
705
Conociendo el tipo de fluido, la Presión de Trabajo y la Temperatura de Trabajo
del fluido en la tubería por donde circula, así como los valores de la Presión
Critica (Pe) y la Temperatura Critica (Te) que proporciona la tabla anterior, se
procede a calcular la Presión Reducida y la Temperatura Reducida.
Capitulo VII: Caudal
10
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Una vez calculado la Presión Reducida (Pr) y la Temperatura Reducida (Tr) se
podrá calcular en forma gráfica el "Factor de Compresibilidad" (Z) a partir de
las curvas tabuladas que se presentan en la siguiente gráfica.
m2 0,250.3
CU
i--—77-7-;--:Ar'-T^^^
OS 05070,5
1,0
1,5
2
2.5 3- •
-"-•
•¿
•""-
$
?>
7 8 :9 \0
. 1 i; " " :;'
15
20
- í - ' - v - ^ - ;f —7
isRS =£?• 3
1
H
|g
I
*V4-•s
• 5
,
....
|
$?
''
•NJ.
É
"V
|
|
Ü
Ü
|
"^•-^
||
x;
1
• •«
u
\
1|
"S-;.^
1
£
<
V
; .. \
;
: ; : . (,::-:, : , : . ••, :• ' I : : P.F e s*cn : ;:-r.^ d u. c i 'd b |
| ::;|¡¡|; "; v ' . /; ; . ¿ ' :;:; . > |g:; ;; :' : • ¿|- :|?§^^H I J | ^^Ml ';:I¡!!IÍÍÍ
Con esta ultima consideración de calcular gráficamente el valor del "Factor de
Compresibilidad" para las condiciones de presión y temperatura de trabajo de
la tubería por donde circula el gas se obtendrá la ecuación para calcular el
Flujo Volumétrico de los gases que se presenta a continuación.
Qv: Caudal Volumétrico.
Z: Factor de Compresibilidad.
C: Coeficiente de Caudal.
J: Factor Global de Corrección
2.3. Elementos Primarios para la Presión Diferencial.
2.3.1. Placa Orificio.
La Placa de Orificio consiste en una placa metálica perforada, instalada en la
tubería en forma bridada o a través de cajas de orificio. Para la medición de la
presión diferencial presenta dos tomas conectadas antes de la placa y posterior
a la placa, lo que permite tomar las presiones antes y después (PA) y (PB).
Capitulo VII: Caudal
11
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En las siguientes imágenes se muestra una placa orificio, una gráfica donde se
muestran las características de construcción de las placas de orificio, así como
un transmisor de flujo conectado a una placa de orificio instalada con bridas.
En las siguientes gráficas se muestran las Cajas de Orificio, los cuales son
equipos que permitirá reemplazar los orificios de la tubería sin necesidad de
despresurizar la línea, es decir, la Cajas de Orifico permite retirar los orificios
Capitulo VII: Caudal
12
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
para ser reemplazados por otros de diferentes diámetros y así cambiar el
rango de medida de flujo con los equipos que descargan en la línea operativos.
2.3.2. Tobera.
Al igual que la placa de orificio, la Tobera es un elemento primario que se
conecta a la tubería con dos tomas para sensar la presión diferencial
&P = PA-PB proporcional al paso del fluido. Permiten sensar caudales 60%
superiores a la placa de orificio bajo las mismas condiciones de servicio, y
además pueden emplearse para fluidos que arrastren sólidos en pequeñas
cantidades. Son 8 a 16 veces más costosas que la placa de orificio. En la
siguiente figura se muestra la forma constructiva de la tobera.
Capitulo VII: Caudal
13
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
2.3.3. Tubo Venturi.
Es un transductor que permite la medición de caudales 60% superior a la placa
de orificio en las mismas condiciones de servicio y con una perdida de carga de
solo 10 a 20% de la presión diferencial. Posee una gran precisión y permite el
paso de fluido con un porcentaje relativamente grande de sólidos. Son 20
veces más caros que las placas de orificio. En la siguiente figura se muestra un
esquemático de las características y dimensiones del Tubo Venturi.
Capítulo VII: Caudal
14
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
2.4. Transmisor de Flujo.
Los transmisores de flujo de Caudal Volumétrico son alimentados por dos
tomas para sensar la presión diferencial &P = PA-PB proporcional al paso del
fluido que circula por la tubería donde esta colocado el sensor primario de
caudal quien proporciona PA y PB. El transmisor de flujo es la integración de
un transductor eléctrico (Capacitivo) que aprovecha los cambios de la presión
diferencial para proporcionar una salida de su variable eléctrica hasta los
circuitos electrónicos que integran el transmisor, quienes a partir de los
cambios de la variable eléctrica del transductor generaran la salida de 4 a 20
mA proporcionales a la magnitud de la presión diferencial.
El transmisor de flujo al igual que todos los transmisores electrónicos, estará
conformados por un transductor que genera cambios de su variable eléctrica
cada vez que cambia de magnitud la presión diferencial en el sensor primario
al cual esta conectado y por un circuito electrónico que convierte los cambios
de la variable eléctrica del transductor en cambios de su salida de corriente. De
igual modo el rango de trabajo de estos transmisores estará determinado por
eltransductor y no por los circuitos electrónicos del transmisor.
Con la finalidad de ir asumiendo un dominio adecuado del transmisor de flujo
en las siguientes figuras se presentan los esquemáticos de: el conexionado
eléctrico del transmisor, los planos de las dimensiones del transmisor, los
soportes para los montajes típicos del transmisor y el despiece de las partes
que integran al transmisor y que permite observar todos los componentes que
lo conforman, con las diferentes partes y piezas mecánicas, así como, los
circuitos electrónicos y en la parte inferior de la figura el transductor capacitivo
que es alimentado desde la placa de orificio, la tobera o el tubo Venturi.
El transmisor de flujo electrónico convertirá los cambios de la señal eléctrica
que proporciona el transductor capacitivo a partir de los cambios de la presión
diferencial que sensa: la placa orificio, la tobera o el tubo Venturi, para enviar
la salida de corriente de 4 a 20 miliamperios proporcionales a la magnitud del
flujo hasta el panel de control. Los transmisores de flujo son alimentados por
una presión diferencial que podrá estar en el rango desde ( O a 5)" de H2O
(pulgadas de agua) hasta (O a 750)" de agua.
Capitulo VII: Caudal
15
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
te Dimensiones
WTÁ»*1.S
¡i
y'H;UL,
J!
;#W.::J:f
., ,,''.,r,
'^12**
j
|^:;r "í :«'rl "J »«^J
•*Q^
IkJf
IM
§1
SOfOWTI Df KO'NTAJI €M PÁNIi
comoo
IM -*í
2-SH"
Capitulo VII: Caudal
16
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
D£ U* PAUTE gl£CTKQN1CA
En la siguiente figura se muestra el transmisor de flujo conectado a una placa
de orificio, que lo alimenta con el diferencial de presión que proporciona la
presión alta antes de la placa de orificio y la presión baja después de la placa
de orificio. A partir de la señal dP el transmisor de presión enviara una señal
eléctrica hasta el computador de flujo, o hasta el registrador y que será
directamente proporcional al caudal que fluye por la tubería.
COMPUTADOR
::
:
;;:IÍ¡;i»; ;o
;-
REGISTRADOR
/
V .01—*SJ
\.
.
, .v _
Á
Mm
V
Capitulo VII: Caudal
^
,
--•••"•"'''"'
^
17
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
3. INSTRUMENTOS DE DESPLAZAMIENTOS POSITIVOS
3.1. Medidor Birrotor.
El Medidor Birrotor es un equipo tipo de desplazamiento positivo diseñado para
medir el flujo total de productos líquidos que pasan a través del medidor. Esta
unidad de medición de líquidos separa el flujo y lo aloja en volúmenes
conocidos que están conformados por paletas rotativas y la carcaza del
medidor, es decir, los volúmenes conocidos se toman a la entrada del medidor
desplazándose por las paredes y las paletas y se descarga a la salida del
medidor. En cada vuelta de este medidor de desplazamiento positivo los
volúmenes conocidos son contados y los resultados son transferidos al
contador o cualquier otro sistema totalizador a través del tren de engranajes.
Usualmente son fabricados con cuerpos de acero en cascos que permiten
remover la unidad de medición como una unidad separa del cuerpo, además
son diseñados para que los efectos adversos de las líneas no puedan ser
transmitidas a la unidad de medición. Otra característica importante del
Medidor Birrotor es tener un ajustador de precisión de calibración que permite
al operador ajustar la salida de la unidad de medición para que lea en números
exactos por unidad de volumen. Este ajustador actúa como un engranaje
variable que permite modificar el eje de salida del engranaje del contador. Para
la visualización general del Medidor Birrotor se muestra a continuación, así
como el diagrama del principio de operación.
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
CARACTERÍSTICAS DEL MEDIDOR BIRROTOR
-
Esta conformado por dos rotores sencillos sin contactos metal-metal que
son las únicas partes móviles de la unidad de medición
Desplazamiento Positivo.
Mide una gran variedad de productos de líquidos industriales.
Se puede montar vertical y horizontalmente.
Sin partes oscilantes, ni reciprocantes o deslizantes que estorben la
acción rotatoria balanceada.
Ideal para la medición de fluidos impulsados por la gravedad o bombeo.
INFORMACIÓN REQUERIDA PARA SOLICITAR UN MEDIDOR BIRROTOR
-
Liquido a ser medido, gravedad específica y viscosidad.
Temperatura de operación del líquido.
Tasa de flujo máxima y mínima.
Presión de operación de la línea.
Funciones de lectura.
Opciones y accesorios.
3.2. Medidor Oval.
El Medidor Oval es un equipo tipo de desplazamiento positivo que mide en
forma precisa el flujo de liquido que circula por la tubería donde esta instalado
utilizando para ello la presión diferencial entre la entrada y la salida del
medidor para hacer girar un par de engranajes ovales. Los dos engranajes
Capitulo VII: Caudal
19
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
ovales son las únicas piezas móviles y proveen repetibilidad con muy poca
pérdida de presión en la línea del proceso. Son medidores volumétricos que
atrapan y desplazan un volumen conocido con cada rotación de los óvalos.
El Medidor Oval esta conformado por dos engranajes que sellan el flujo de
entrada en relación al flujo de salida, creándose un diferencial de presión que
origina el movimiento.
Inicialmente un engranaje esta balanceado
hidráulicamente y el otro engranaje esta desbalanceado por lo que este
engranaje impulsa el movimiento de rotación para ambos engranajes. Esta
rotación permite que se intercalen los movimientos cíclicamente. Esta acción
de impulsos alternos provee una rotación suave a un troqué casi constante sin
puntos muertos. Al rotar los engranajes atrapan cantidades precisas de líquido
entre los espacios vacíos que existe entre la cámara de medición y el
engranaje que esta siendo impulsado. En estos medidores la cantidad total de
flujo para una rotación del par de medidores ovales es cuatro veces el volumen
de la cámara de medición y no es afectado por cambios de viscosidad.
La tasa de flujo es proporcional a la velocidad rotacional de los engranajes y un
eje de salida rota en proporción directa a la velocidad rotacional de los
engranajes ovales por medio de un acople magnético, que impulsa un tren de
engranajes que proveen el registro del medidor en: galones, litros. En la
siguiente figura se muestran las partes que conforman los medidores ovales, y
en la fiaura aue posteriormente siaue se muestra al medidor oval.
Capitulo VII: Caudal
20
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
mmm i$21212
LS2121
DIMENSIONES DE DIFERENTES MODELOS DEL MEDIDOR OVAL.
DIMENSIONES
Ü*
ir3r^ñ."";?.íll
í-¿^i^ j'r^
•:;PC^;M-^
IST
GOÜ
JHIÜAB DE
: 8'7/8.
3,15/16
152,4
ll
s
18
152.4
6-11/16
9-5/8
170
^245
07:,4
6-1/8
230
Capitulo VII: Caudal
187.4
21
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
CARACTERÍSTICAS:
-
Medición de líquidos, desde ácido sulfúrico saturado, azufre derretido.
Alta precisión hasta +/- 0,25%.
Construcción sencilla.
Registros en galones y en litros.
Disponible para temperaturas de hasta 600°F.
Virtualmente inmune a los cambios de viscosidad.
- Pueden ser transmisores eléctricos y/o mecánicos.
4. INSTRUMENTOS QUE APROVECHAN LA VELOCIDAD
4.1. Medidor de Turbinas.
El Medidor de turbinas utiliza un transductor que detecta la velocidad de un
flujo, utilizando para ello un tubo de flujo con una turbina de paletas
suspendidas axialmente en dirección al flujo. Cuando el liquido choca aguas
arriba en alta presión con la cara superior del alabe de la turbina mientras
existe un área de baja presión en la cara inferior del mismo alabe de la
turbina, se crea un diferencial de presión entre las caras opuestas del mismo
alabe. El diferencial de presión que se produce generara un movimiento
circular de los alabes de la turbina hacia el área de baja presión. La tasa de
rotación del rotor de la turbina es directamente proporcional a la tasa de flujo
que circula por la tubería donde esta instalada la turbina.
En la siguiente figura se muestra el despiece de un transmisor de turbina donde
pueden observarse entre otros, los alabes de las turbinas quienes en su cara
superior reciben el choque del fluido que circula por la tubería en alta presión y
quienes al tener una diferencia de presión con la cara inferior de los mismos
alabes convierten el diferencial de presión en movimiento circular.
IfHRÜSr
iiVASHf*
',:
:.;".::. . SBüsfilS
Ipf^láí-^x^k-'-c^aamE
^M^f^i;:¿:^:J:"«A«*^
Esta rotación de la turbina es luego convertida en una señal de salida, que
utilizara el circuito electrónico del transmisor para enviar una señal eléctrica
directamente proporcional al flujo que circula por la tubería.
Capitulo VII: Caudal
22
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
El movimiento de los alabes de la turbina actúan conjuntamente con un sensor
magnético que genera un impulso eléctrico cada vez que pasa un alabe, lo que
permite al sensor magnético generar una frecuencia de impulsos eléctricos
directamente proporcional a la tasa de rotación de la turbina la cual es
directamente proporcional al flujo que mueve la turbina. El circuito electrónico
del transmisor utiliza como transductor al sensor magnético que lo alimenta
con la frecuencia de pulsos eléctricos convirtiendo esto en una señal eléctrica
directamente proporcional al flujo y que va desde el transmisor hasta el
controlador. En las siguientes figuras se muestran un esquemático que
representa al sensor magnético que es activado por los alabes de la turbina y
posteriormente un corte interior del transmisor de turbina.
Circuito
Electrónico
Capitulo VII: Caudal
4 a 20 mA
23
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Los medidores de caudal de turbina podrá usarse para medir gas y líquido, sin
embargo, en medidores de gas la evaporación, cavitación y el vapor pueden
causar sobrevelocidad en la turbina y con ello causar fallas en sus rolineras.
La medición de líquidos con turbina ha sido mayormente usada y presentan
una repetibilidad de 0,05% y una exactitud del 1%. El medidor de turbina ha
resultado ser muy útil para altas tasas de flujo con un rango de hasta 100:1 y
tendrá una respuesta lineal para la tasa de flujo. En la siguiente figura se
muestran dos medidores de turbinas típicos, teniendo de fondo unas curvas de
viscosidad vs. Rango de flujo, y si bien en este libro no se mostrara una curva
particular, si se reseñara el uso de las mismas.
mm
Las características generales de los medidores de flujo por turbinas están:
-
Se tienen transmisores con rangos desde 100 hasta 82.000 bph.
La presión de trabajo estará comprendida entre 275 hasta 1.400 PSI.
Temperatura de trabajo desde -30°F hasta 185°F.
Presentan una linealidad de +/- 0,15% y repetibilidad de +/- 0,02%.
Aplicaciones Típicas:
-
Carga de tanqueros.
Servicios de refinería.
Distribución de camiones.
Combustible de aviación.
Medición de Mezcla.
De la figura anterior se podrá observar una tasa de flujo comprendida entre
2.000 hasta 14.000 BPH, una variación de viscosidad comprendida entre 20
Capitulo VII: Caudal
24
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
hasta 200, curvas que se correspondan con diferentes caídas de presión (14,
12, 9, 7) PSI y curvas relacionadas a la precisión requerida en la medida. A
partir de las consideraciones anteñores y con eJ fin de determjnar Ja máxima y
mínima tasa de flujo para un tamaño especifico de medidor y aplicación se
deben tomar tres factores:
1. La viscosidad del producto a medir.
2. El grado de precisión requerida.
3. La cantidad máxima de caída de presión permitida a través del medidor.
La tasa de flujo mínima de un medidor se convierte en un Factor de Viscosidad
versus Grado de Precisión. Al aumentar la viscosidad del fluido, la tasa de flujo
mínima requerida para mantener un grado de precisión específico aumenta. La
tasa de flujo máxima permitida se convierte en un factor de Viscosidad versus
caída de presión a través del'medidor. Al aumentar la viscosidad del producto,
la tasa de flujo máxima disminuye de acuerdo con la máxima caída de presión
permisible a través del medidor.
4.2. Medidor Ultrasónico.
Los métodos para la medición del caudal en líquidos utilizando ondas de
ultrasonido son varios, los más difundidos son: El método del camino sónico, y
el método del efecto Dopler.
4.2.1. Método del Camino Sónico.
Consiste en la medición del cambio en la velocidad de la onda de ultrasonido
entre dos puntos de referencia, funciona midiendo la diferencia de tiempo del
mismo trayecto, a favor y en contra del caudal entre los dos puntos de
referencia. Este método requiere de los datos completos y precisos del tipo de
tubería, espesor de las paredes de la tubería, tipo de fluido, temperatura del
fluido, velocidad sónica del fluido, diámetro interno de la tubería, frecuencia
exacta de la onda ultrasónica, posición de la tubería. Es muy bueno para
líquidos limpios y tuberías que mantengan constante su espesor. En los casos
donde la tubería cambia el espesor por la adherencia de sedimentos u óxidos
en su interior el instrumento no podrá establecer el camino sónico y por lo
tanto la lectura será falsa o imposible.
COMPUTADOR
Transmisor
Capitulo VII: Caudal
^e^jpt^jll?
Ák
^Y
1
ák
\f
25
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En estos equipos se instalan dos arreglos emisor-receptor en la tubería los
cuales estarán conectados con el modulo electrónico que sincroniza ambos
módulos de emisión-recepción y calcula la diferencia del tiempo entre ambas
medidas obteniendo con ello la velocidad del fluido. Dado que Flujo viene dado
por Volumen/Tiempo = Área.Distancia/Tiempo = Área.Velocidad, al calcularla
velocidad del fluido y conociendo el diámetro interno de la tubería como para
calcular el área de la misma, le permite obtener el caudal.
Caudal
4.2.2. Método Efecto Dopler.
En este método se utiliza la medición de los blancos móviles en el fluido,
partículas sólidas y/o burbujas. La ráfaga de ultrasonido es dirigido en contra
del caudal y se mide el incremento de la frecuencia del eco producido por el
rebote sobre los blancos móviles, a mayor caudal mayor será el incremento de
la frecuencia del eco, esto permitirá medir la velocidad y con ello el caudal.
Capitulo VII: Caudal
26
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
5. INSTRUMENTOS CON PAR GIROSCOPIO (Flujo Masico)
AI fluir un líquido por una tubería es forzado a seguir su movimiento en la
dirección que determina la tubería: recta, curva, horizontal, vertical. Las
fuerzas dentro del tubo siempre se opondrán tanto al flujo que entra en la
tubería, así como al flujo que continuara entrando para ayudar a salir al fluido
que se mantiene en la tubería. En este equilibrio de fuerzas entre el fluido que
buscara enderezar la tubería y la tubería que se opone al paso del fluido
resultara un movimiento de torsión en la tubería que será proporcional al flujo
que por ella circula. Con este principio funcionan los medidores que utilizan el
Par Gíroscópíco deí cuaí se muestra un sensor básico primario a continuación.
Coutía!
El acelerar el flujo en la entrada del tubo doblado que funcionara como
transductor primario y desacelerar el flujo a la salida del mismo, causara que
el tubo tienda a girar, como ha enderezarse. El flujo que induce al doblamiento
del tubo, crea una "Fuerza Coriolis" en cada lado del tubo sensor. El
doblamiento causado por la Fuerza Coriolis es una acción Giroscópica.
La cantidad de torsión (doblamiento del tubo) que sufre el tubo sensor al
oponerse al paso del fluido es directamente proporcional a la rata de masa del
flujo que circula por el tubo sensor giroscopio). A partir de este principio los
transmisores de flujo masico que funcionan con el par giroscópico, colocaran
unos sensores de posición en el Sensor Giroscópico para determinar e! ángulo
de torsión del tubo como función del tiempo.
En la práctica los medidores que trabajan bajo este principio constan de un
tubo de giro que se conecta a la línea donde se medirá el caudal a través de
bridas, las cuales determinaran la referencia de torsión del mismo. En este
transductor se tendrán dos sensores de posición, uno rígido unido al chasis del
medidor y el otro sensor unido al tubo de torsión. Cuando no circule fluido por
e! transductor de par giroscópico ambos sensores estarán uno frente ai otro
manteniendo la misma fase entre las señales senosoidales de ambos sensores
de posición. En el momento que circule fluido por el transductor se generara la
torsión del mismo en forma proporcional a la magnitud del caudal y por ello el
sensor unido al tubo se distanciara del sensor fijo unido al chasis del medidor y
que sirve de referencia de movimiento. La torsión del transductor distanciara la
posición del transductor unido a el en referencia! del sensor unido al chasis,
Capitulo VII: Caudal
27
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
esto generara el desfase entre las señales senosoidales de ambos sensores de
posición, permitiendo la medida de estos desfases como el valor que permitirá
medir el caudal que circula en la tubería. En la medida que varié el caudal en
esa medida variara la torsión del tubo del par giroscópico y con ello varía la
separación entre los dos sensores utilizados, para aprovechar el cálculo de la
diferencia de la separación entre los dos sensores para medir el caudal.
Los sensores de posición colocados en el Tubo Giroscópico enviaran la
información del ángulo de torsión hasta los circuitos electrónicos que integran
al transmisor de flujo masico, quienes procesaran estas señales eléctricas
convirtiéndolas en la unidad de flujo masico que circula por la tubería.
¿Sensor 2, esta colocado en el
Tubo Giroscó^p
conjuntamente con el.
0° de desfase entre los dos
sensores cuando no hay flujo.
Sensor 1, esta colocado en el
chasis del medido
r í gi do, s ¡ n m o vi miento.
Desfases entre los dos sensores
proporcionales al flujo.
En un medidor de flujo masico por donde no circula ningún fluido, el tubo del
medidor no tendrá ninguna torsión y por ello los dos sensores estarán frente
con frente y las señales eléctricas senosoidales que contienen ambos sensores
estarán en fase. En el momento que circule fluido por el transductor de flujo, el
tubo del medidor tendrá una torsión directamente proporcional a la rata de
Capitulo VII: Caudal
28
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
masa del flujo que circula por este tubo sensor giroscópico y con ello se
originara un distanciamiento del Sensor 2 respecto al Sensor 1. Esto originara
un desfase entre la señal eléctrica senosoidal del sensor 2 y el sensor 1 (Señal
de Referencia), al medir el desfase de las señales senosoidales de los dos
sensores se podrá calcular el flujo masico que circula por este transmisor.
Estos transmisores de flujo masico además de los dos sensores de torsión,
contienen una Resistencia Térmica (PT-100) para adicional al cálculo las
compensaciones que los cambios de temperatura producen, evitando los
errores de los cambios de volumen que se originan con los cambios de
temperatura, como en los componentes de los hidrocarburos, así como un
transmisor de la presión de la línea.
Los medidores de flujo masico que trabajan con el sensor del Par Giroscópico
miden la tasa de flujo de masa de líquidos, gases y mezclas de componentes
en ambas fases. Este método directo para medir el flujo de masa produce
resultados precisos, que son independientes de los cambios de la temperatura,
presión, densidad o viscosidad del fluido y no contiene cuerpos en la línea que
generen perdidas de presión al paso del fluido por el sensor primario. En la
siguiente figura se muestra el transductor de medición de caudal por par
giroscópico conjuntamente con los otros instrumentos que lo integran.
Otros Datos
Computado^
Capitulo VII: Caudal
29
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
6. COMPUTADORES DE FLUJO. (Usando Placas de Orificio)
En la práctica en las instalaciones petroleras los fluidos están expuestos
permanentemente a cambios de temperatura (Si es de día o de noche) en las
tuberías por donde circula el fluido, así como, a cambios de presiones en la
misma tubería originadas por las motobombas o compresores en su dinámica
de trabajo. Bajo estas condiciones "normales de trabajo" la densidad de los
componentes de los hidrocarburos se aparta de la teoría dependiendo de la
temperatura y la presión critica a la que son sometidos. Las desviaciones de la
densidad del gas están representadas por el "Factor de Comprensibilidad" (Z),
que es la relación de densidad considerando el gas perfecto y la densidad real,
lo que permite tener una ecuación para el calculo del Caudal Volumétrico
considerando los diferentes factores de corrección, tal como se muestra.
Qv: Caudal Volumétrico.
i^r'S- :wli^lD'-2 -r^fí(^A^S§PB^
Ov ,.= ZC7
:——J2g^'
d
íl-W 4 V ^^; m; ;;:::;
Z: Factor de Compresibilidad.
C: Coeficiente de Caudal.
J: Factor Global de Corrección =
Una forma práctica de obtener el valor del "Factor de Compresibilidad" (Z) es
emplear el valor que proporcionan las ecuaciones de estado reducido de los
gases. Con estas ecuaciones se utilizan las magnitudes reducidas de la presión
y de la temperatura y con ellas calcular el valor del "Factor de Compresibilidad"
(Z) empleando curvas tabuladas para tal fin, así como tablas que informan las
presiones y temperaturas criticas de los fluidos mas comunes que existen en
las diferentes industrias. Y esto permitía calcular un factor de corrección Z
promedio que minimizaba el error del cálculo del caudal.
Por otra parte, en las instalaciones petroleras ya están instaladas muchas
placas y cajas de orificio que permiten calcular el caudal aunque con los
errores descritos, al no tener equipos que permitan la corrección dinámica del
"Factor de Compresibilidad" en el transcurso del tiempo cuando se van
generando los cambios de la temperatura y presiones en-la tubería por donde
circula el fluido. En aquellas mediciones de flujo donde es necesario tener
valores precisos del producto que se esta transmitiendo de un lugar a otro,
volumen que se esta vendiendo, otras aplicaciones, se hace necesario tener
equipos que permitan utilizar la ecuación para el calculo del Flujo Volumétrico
realizando las correcciones instantáneas del "Factor de Compresibilidad" en la
medida que puedan ocurrir cambios de la temperatura y presión en la tubería
por donde circula el fluido a lo largo del tiempo.
Capitulo VII: Caudal
30
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
El uso de computadores de flujo permiten mantener el sensor primario (Placa
Orificio( Tobera ( Tubo Venturi) adicionándole transmisores de temperatura y de
presión hasta el computador, de modo que este pueda estar permanentemente
calculando el valor del Factor de Compresibilidad (Z) a cada instante del
tiempo y así tener una medición del Flujo Volumétrico con la corrección
instantánea de (Z). En el diagrama siguiente se muestra esta aplicación.
COMPUTADOR
iüllfc
tó
OTROS DATOS:
-
-
El computador contiene grabado en memoria la tabla que contiene las
temperaturas críticas y presiones críticas de los diferentes fluidos lo que
permite que pueda calcular a cada instante estos valores.
El computador tendrá algoritmos matemáticos que le permite calcular el
Factor de Compresibilidad (Z) a partir de las Temperaturas Reducidas
(Tr) y Presiones Reducidas (Pr) que calculo previamente.
El Computador lee el diámetro interno de la tubería y el diámetro del
orificio, que le permite calcular el ''Coeficiente de Caudal" (C).
El computador lee, los datos de la línea y demás parámetros para
calcular el "Factor Global de Corrección" (J).
El computador colocara la medición en la red de computadores.
7. MEDICIÓN FLUJO EN INSTALACIONES PETROLERAS.
La medición de flujo es una de las necesidades de mucho interés en el trabajo
del día a día en las instalaciones petroleras, es por ello que a modo de ejemplo
se muestran varios arreglos de la medición y el control de algunas de estas
aplicaciones en la industria donde se utilizara el caudal en lazos simples de
control, como variable esclava en los controles en cascada, o como una de las
variables operacionales en lazos de control en override.
Capitulo VII: Caudal
31
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
CAUDAL EN ARREGLOS DE CONTROL OVERRIDE.
LAZO DE CAUDAL DE ALIMENTACIÓN DE TORRE
Capitulo VII: Caudal
32
LAZO DE CONTROL y RESPUESTA TRANSI1O|||¡
1. Lazo de Control
1.1.
Breve Reseña
1.4.
Lazo de Control Cerrado
1.4.1.
Sistema de Control Cerrado TODO-NADA
1.4.2.
Sistema de Control a Lazo Cerrado
8
9
10
2. El Controlador y Transmisor en los Lazos de Control
14
3. Análisis a la Respuesta del Régimen Transitorio
18
3.1.
Identificación del Escalón, Rampa e Impulso
19
3.2.
Sistemas de Primer Orden
23
3.3.
Sistemas de Segundo Orden
27
3.3.1.
Lazo de Control en Sistema de 2do Orden
30
3.3.2.
Respuesta al Escalón Unitario
32
3.3.3.
Especificaciones de Respuesta Transitoria
34
3.3.4.
Respuesta al Impulso Unitario
35
3.3.5.
Control PID en Sistema de 2do Orden
37
4. ANEXOS
39
4.1.
Tablas y Propiedades de Transformada de Laplace
39
4.2.
Respuesta Transitoria Sistema segundo Orden
41
4.3.
Función de Transferencia de Sistema del Motor DG..................43
Capitulo VIII: Lazos de Control y Respuesta Transitoria
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
1. LAZOS DE CONTROL
Una de las áreas de aplicación más importantes del control automático, es el
control de los procesos industriales usualmente llamada Control de Procesos.
Los requerimientos recientes de seguridad en la operación de los equipos, un
control más estricto de calidad de los productos, de mayores eficiencias
energéticas y la preservación del medio ambiente, hacen necesario contar en
las industrias con sistemas de supervisión y control de los procesos cada vez
más sofisticados. El sistema de instrumentación de un proceso industrial puede
requerir sin embargo, desde instrumentos tan simples como un termómetro o
indicador de presión local, hasta sistemas computadorizados distribuidos en la
planta para la implantación de esquemas de controles modernos.
Todo lazo de control realimentado simple requerirá como mínimo de un
elemento de medición y transmisión del valor de la variable que se desea
controlar, un controlador y un elemento final de control debidamente
interconectados entre si. Para la selección, instalación y puesta en servicio de
los lazos de controles industriales, se requiere conocer entonces sobre los
instrumentos disponibles para la medición de las principales variables
operacionales a ser controladas en la industria, conocer sobre las válvulas de
control, las cuales son el elemento final de control más utilizado y sobre la
operación de los controladores de uso industrial, la entonación adecuada de los
lazos por estos controlados y los procedimientos para la obtención de la
información necesaria del proceso para realizarla.
1.1. BREVE RESEÑA HISTÓRICA
El desarrollo de la teoría de control automático y de los equipos requeridos
para su aplicación al control de los procesos industriales, ha sido muy grande
desde que James Watt desarrolló su gobernador para controlar la velocidad de
una máquina de vapor en 1778, basado en el sensor de bolas giratorias
inventado por Thomas Mead un año antes. Durante el siglo XX se dieron
grandes pasos en el adelanto y el uso de la instrumentación y los controles
automáticos aplicados en las industrias y a continuación se citan algunos de los
hitos históricos importantes en el desarrollo de la instrumentación y el control
de procesos. Aunque ya en 1912 se utilizaban registradores de temperatura
Taylor en la industria lechera, se considera que el inicio de la aplicación de la
teoría de control a los procesos industriales conocida como control de
procesos, como un campo independiente, se dio en 1930 con la aparición de
publicaciones técnicas sobre aplicaciones de los controladores, el efecto del
tiempo muerto sobre la estabilidad de los lazos de control y otros temas afines.
El desarrollo de los equipos e instrumentos para los controles de procesos ha
sido largo y grande, desde los instrumentos indicadores simples como
termómetros, indicadores de presión y otros instalados localmente en el
campo, hasta los actuales sistemas de control digital distribuido (DCS). Los
controladores PID comerciales actuales tienen su inicio en 1930 cuando Taylor
produjo el modelo 10R siendo este el primer controlador proporcional
neumático, Foxboro por su parte introdujo en 1934 el controlador
proporcional-integral modelo 40 y en 1938 Taylor incorporó el modo derivativo
Capitulo VIII: Lazos de Control y Respuesta Transitoria
2
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
en su modelo 56R poniendo en 1940 en el mercado el primer controlador
proporcional-integral-derivativo, el Fulscope modelo 100. John Ziegler y
Nataniel Nichols, ingenieros de Taylor Instruments, presentaron su método
para el cálculo de los parámetros de los controladores PID en 1942. El
desarrollo de nuevos métodos de entonación de controladores propuestos
posteriormente ha sido grande y continuo. En 1945 se funda la instrument
Society of America (SA ) hoy en día denominada ISA - The Instrumentation
Systems and Automation Society. Bedford Associates produce el primer
Controlador Lógico Programable (PLC), el Modicon 084, en 1969. A mediados
de los años setenta del siglo pasado, Yokowaga y Honeywell introducen los
primeros Sistemas de Control Distribuido (DCS).
La instrumentación inicialmente neumática, ha evolucionado hasta los actuales
instrumentos electrónicos digitales y aunque las señales de transmisión
dominantes son todavía analógicas, existe actualmente comunicación digital
entre los instrumentos para efectos de calibración, mantenimiento y
supervisión. Paulatinamente, y especialmente en los últimos tiempos, parte de
los desarrollos de la teoría de control moderno, han encontrando aplicación en
el control de procesos y el controlador PID sigue siendo el más empleado. En el
año 2000 la Federación internacional de Control (FAC) celebró la cesión de
trabajo sobre controladores PID denominada "Digital Control: Past, Present
and Future of PID Control" demostrando actualmente su total vigencia en el
ámbito del control de procesos.
1.2. ESQUEMAS DE CONTROL
En el control de un proceso industrial están envueltas varias variables que
entran y salen del mismo proceso industrial, relacionadas entre si por el
proceso mismo y por los lazos de control. Las variables controladas son
aquellas condiciones que se desean controlar o mantener en un valor deseado
a lo largo del tiempo y pueden ser caudales, temperaturas, niveles, u otras
características necesarias de controlar. Para cada una de estas variables
controladas se establecerá un valor deseado también llamado punto de ajuste
o set point. Para cada variable controlada existe una cantidad o variable
manipulada de entrada asociada a esta y que llega al controlador a través de la
realimentación que proporcionan los transmisores, posteriormente en el
controlador la variable manipulada se podrá modificar para lograr el objetivo
de control, de la salida del controlador para controlar la variable manipulada
saldrá una señal eléctrica que buscara posicionar el elemento final de control.
En las instalaciones petroleras, el control de procesos tiene normalmente
alguna razón de flujo que se puede variar empleando una válvula de control.
Las perturbaciones son también entradas al proceso pero sobre las que no se
puede actuar y tienden a llevar a las variables controladas fuera de sus
condiciones deseadas. Pueden ser cambios en alguna característica del proceso
o del medio ambiente. Será necesario entonces contar con algún sistema de
control para ajustar las variables manipuladas de manera de mantener las
variables controladas en su valor deseado a pesar de las perturbaciones.
Capitulo VIII: Lazos de Control y Respuesta Transitoria
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Con la finalidad de ir visualizando un proceso donde se identifiquen las
variables que entran y salen del mismo, la implementación de sistemas de
control basados en Controladores Lógicos Programable (PLC) y las
consideraciones de sistemas de control basado en esta arquitectura, se
muestra en la siguiente figura, una torre de destilación donde se observan sus
diferentes variables de entradas y variables de salida, así como, los diferentes
lazos de control con los diferentes instrumentos: transmisores, controladores,
convertidores I/P y válvulas que posibilitan el control de las variables
operacionales asociadas a la torre y que son necesarios para atender los
requerimientos del tope de la torre, del fondo de la torre y de la alimentación.
Torre de
destilación
En la siguiente figura se muestra el esquemático donde están el conjunto de
instrumentos y equipos que conformaran los lazos de control. Se observan los
transmisores que están instalados dentro del proceso y que envían hasta los
controladores (PLC) unas señales eléctricas directamente proporcionales a la
magnitud de las variables manipuladas, posteriormente los controladores (PLC)
que comparan las señales que envían los transmisores con las consignas o set
point de las variables controladas para calcular la señal de error entre el valor
deseado y valor real que envía el transmisor para posteriormente aplicar las
acciones de control PID a la señal de error, de la salida de los controladores
(PLC) se envían unas señales eléctricas de control que pasan por los
convertidores I/P y sale en una señal neumática que regularan la apertura del
elemento final de control y con ello la magnitud de la variable manipulada.
Capitulo VIII: Lazos de Control y Respuesta Transitoria
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Elementos finales
de control
Funciones de la
instrumentación
• I: Indicar
• T: Transmitir
• C: Controlar
Actualmente en las instalaciones petroleras el arreglo de control anteriormente
mostrado es parte de una red conformada por una arquitectura de control que
se inicia en el campo con los transmisores inteligentes como instrumento de
Medición, los Controladores Lógicos Programables (PLC) como arreglo de
controladores, interconexiones de ser necesario entre PLC, las conexiones de
los PLC hasta la sala de control a través del PLC maestro y este hasta el
servidor de la sala de control, quien posteriormente lo interconectara hasta red
corporativa (SCADA) que permitirá el acceso de la información de los equipos
de campo hasta cualquier PC que interconectado a la red.
Este es el ultimo nivel en el arte del control de procesos, es decir, transmisores
inteligentes que serán calibrados desde la red y que utilizaran un solo par de
cables para alimentar eléctricamente varios transmisores, así como utilizar el
mismo cable para transmitir las señales de cada transmisor en protocolos de
comunicación Modbus o FielBus hasta la tarjeta de recepción del PLC, se
tendrán arreglos de PLC distribuidos a lo largo de las distintas plantas de la
empresa e interconectados entre si utilizando para su comunicación protocolo
ControlNet en arreglos de PLC maestro-esclavos, se tendrán PLC maestros que
se interconectan en Ethernet hasta el servidor de la Sala de Control de la
empresa e interconexiones de la Sala de Control con la red LAN corporativa a
través de TCP/IP permitiendo el uso de la información desde las oficinas.
Capitulo VIII: Lazos de Control y Respuesta Transitoria
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Redes de Control
1!
Sala de control
Oficinas de la empresa
Sin embargo, antes de llegar al dominio del detalle para considerar el arreglo
de control antes reseñado será necesario ir aprendiendo progresivamente
sobre los lazos de control y los controladores que los implementan, se hace
necesario partir desde las bases fundamentales, por lo cual se deben definir los
conceptos de lazos de control abierto y lazo de control cerrado y el modelo
matemático de los lazos de control.
1.3. LAZOS DE CONTROL ABIERTO
En los sistemas de control a lazo abierto, la salida no tiene efectos sobre la
acción de control. La salida ni se mide, ni sé realimenta para ser comparada
con la acción de control de entrada, es decir no se compara la variable de
salida del proceso con la entrada de referencia, por ello para cada acción de
control de entrada corresponde una salida del proceso fijo, tal como los
ejemplos que se mencionan a continuación:
• Prender y apagar bombillos. No hay control de intensidad de la luz.
• Prender y apagar licuadora. No hay control de velocidad.
• Abrir y cerrar válvula manual. No hay control de caudal, ni control de
temperatura si fuera la válvula de combustible de un horno.
• El semáforo. No tiene control de número de vehículos por vía para
determinar la duración de cada uno de sus eventos.
La exactitud del sistema de control en lazo abierto depende de la calibración
manual de la válvula, la potencia del bombillo, la selección de velocidad de la
licuadora y en presencia de perturbaciones un sistema de control a lazo abierto
no cumple adecuadamente con su función, dado que se reflejaría en la salida
Capitulo VIH: Lazos de Control y Respuesta Transitoria
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
del proceso las perturbaciones con cambios significativos en la magnitud de la
variable controlada. Cada perturbación en el sistema modificara la magnitud de
la variable de salida. Se muestra en las siguientes figuras el modelo del lazo de
control abierto, y un ejemplo de la aplicación de este lazo de control en un
proceso donde entra agua fría a un intercambiador para salir como agua
caliente, y donde será adecuado considerar que toda perturbación en el
proceso como cambios de la presión de vapor, cambios del caudal del agua que
se calentara, hasta cambios de la temperatura ambiente alteraran la magnitud
de la temperatura de salida del agua que entro a calentarse.
Acción de
Control
w
p*
Elemento de
Control
w
Variable de
Salida del
Proceso
PROCESO
VAPOR
Agua
caliente
Agua
fría
En el control de lazo abierto o manual el operador observa (sensa) el valor de
la perturbación y basado en este y en el valor deseado de la variable
controlada y en su conocimiento del proceso, toma una decisión (controla) y
modifica (actúa) el valor de la variable manipulada (Presión del Vapor) de
manera de contrarrestar el efecto de la perturbación sobre la variable
controlada (Temperatura de Salida Agua Caliente). En el control de lazo
abierto, regulado por un operador, lo hace para prevenir la ocurrencia del
error, aumentándose considerablemente el conocimiento del proceso que debe
tener el operador. El operador debe conocer por adelantado cuales
perturbaciones afectan el proceso y tomar previsiones para su corrección.
De no existir un operador que pueda hacer un lazo de control cerrado en forma
manual, entonces, en este lazo de control abierto todas las perturbaciones que
sufra el sistema bien por cambios en la presión del vapor, cambios en la
temperatura del agua entrada, o la suma de todas las perturbaciones,
modificara la temperatura del agua caliente se salida, es decir en este lazo
abierto cualquier perturbación modificara la magnitud de la variable de salida.
En procesos: complejos, críticos, riesgosos, áreas de trabajos clasificadas,
como la casi totalidad de las instalaciones operacionales petroleras los reflejos
de un operador humano no pueden ni deben ser la garantía del funcionamiento
y la protección de la operación y seguridad de los equipos, dado que no son
Capitulo VIII: Lazos de Control y Respuesta Transitoria
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
eficaces, por los requisitos de la precisión del proceso, por la velocidad de las
respuestas requeridas en cada uno de los controles, así como, condiciones
donde es necesaria la interrelación de varias variables operacionales, por lo
que se hace necesario el uso de equipos controladores que actúen sobre el
elemento final de control que regula la variable controlada a partir de la
comparación del valor deseado a la salida del proceso y su realimentación.
1.4. LAZO DE CONTROL CERRADO
En la siguiente figura se muestra un diagrama de control a lazo cerrado:
PROCESO
Variable de
Salida del
Proceso
* S(s)
En un sistema de control a lazo cerrado la señal de la variable de salida S(s),
tiene efectos directos sobre la acción de control. Son sistemas realimentados
donde el controlador además de recibir una señal del valor deseado o Set Point
VD(s) que proporciona el operador, recibe a través de la realimentación la
señal del valor de la salida S(s). En el control el valor deseado se compara con
el valor de la realimentación de la magnitud de la salida del proceso R(s). Con
el valor deseado VD(s) y la realimentación R(s) el controlador genera la señal
de error e(s) la cual es la diferencia entre el valor deseado y la realimentación:
La señal de error e(s), es procesada por el controlador con la finalidad de
corregir el error y llevar que la salida del proceso tome el valor deseado de la
entrada de referencia VD(s). Él termino de "lazo cerrado" implica el uso de la
realimentación para reducir la diferencia de la magnitud de la variable de
salida del proceso con el valor deseado de referencia.
1.4.1. Sistemas de Control a Lazo Cerrado TODO-NADA
En un sistema de control de dos posiciones, el controlador asume solamente
dos posiciones fijas, que en muchos casos son simplemente conectado o
desconectado, ON o OFF. Sea la señal de salida M(t) y la señal de error e(t),
en un control de dos posiciones, la señal M(t) permanece en un valor máximo
o mínimo, según sea la señal de error e(t) sea positiva o negativa.
Capitulo VIII: Lazos de Control y Respuesta Transitoria
Instrumentación Industria! en Instalaciones Petroleras
M(t) = MI
si e(t) > O
M(t) = M2
si e(t) < O
Jesús Enrique Otero Ramos
Donde MI y M2 son constantes. Generalmente el valor de M2 es cero. En la
siguiente figura se presenta el diagrama de bloques de los controles de dos
posiciones o TODO-NADA.
VD(s)
•M2
e(s)
M(s)
Ml-
PROCESO
INDUSTRIAL
S(s)
R(s)
Retroalimentación
También se tiene el control de dos posiciones con Banda Diferencial. En el
arreglo con Banda Diferencial debe desplazarse la señal de error e(t) hasta los
topes de las bandas antes de que se produzca la conmutación. La banda
diferencial hace que la salida del control M(t) mantenga su valor hasta que la
señal de error e(t) haya pasado levemente al otro nivel de decisión.
Normalmente la banda diferencial se ajusta para evitar que la acción de control
M(t) actué excesivamente en la acción ON-OFF. En la siguiente figura se
presenta el diagrama de bloques de los controles de dos posiciones con banda
diferencial, así como, la gráfica donde se simula el comportamiento de una
variable operacional con Banda Diferencial.
VD(s)
-M2
e(s)
M(s)
ínter
PROCESO
INDUSTRIAL
S(s)
R(s)
Retroalimentación
VariableOperacional
Banda Diferencial
Tiempo
Capitulo VIII: Lazos de Control y Respuesta Transitoria
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En la práctica se puede reducir o ampliar, la amplitud de oscilación de la salida,
modificando la Banda Diferencial. Al reducir la Banda Diferencial se aumentara
la cantidad de conmutaciones por minuto del componente de conmutación y
con ello la vida útil del mismo. Hay que determinar el valor de la Banda
Diferencial entre las consideraciones entre la exactitud deseada y la duración
de los componentes de conmutación.
1.4.2. Sistemas de Control a Lazo Cerrado
En la siguiente figura, se muestra un ejemplo de lo que seria un sistema de
control a lazo abierto si en el no actúa el operador, y un lazo cerrado manual
cuando el operador modifica la apertura de la válvula manualmente, para
atender las perturbaciones que pudieran originarse y así mantener la
temperatura de agua caliente de salida constante.
VAPOR
Agua
caliente
PROCESO
Variable de
Salida del
Proceso
* S(s)
Intercambiador
De Calor
Realimentación
Vista Operador
De la figura se puede observar que el operador actúa como un controlador,
para buscar mantener constante la temperatura del agua caliente, la cual es la
variable física de salida. Para ello recibe la orden del supervisor (VD(s)) de la
temperatura requerida, a través del termómetro y su vista actúa la
realimentación (RD(s)) que será la información de la temperatura real de
salida, en su cerebro el operador actuara como el controlador calculando la
Capitulo VIII: Lazos de Control y Respuesta Transitoria
10
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
señal de error, aplicando las acciones básicas de control PID y generando la
señal de salida con sus manos para modificar el paso de vapor para que la
temperatura de salida del intercambiador se aproxime a la solicitud que hizo el
supervisor. Un comportamiento aproximado de la señal de salida se muestra.
Valor deseado
VD(s)
Temperatura
del sistema
Tiempo
Si el operador tiene la habilidad de cambiar la apertura de la válvula manual
para regular el paso de vapor para mantener la magnitud de la variable de
salida S(s) próximos al valor deseado VD(s), entonces la variable controlada no
variará de su valor deseado, pero si su conocimiento del proceso es
incompleto, comete un error o no puede anticipar todas las perturbaciones que
pueden afectar el proceso, entonces la variable controlada se desviará de su
valor deseado y existirá un error no corregido y hasta desconocido.
Este lazo de control cerrado manualmente, puede ser reemplazado por un lazo
cerrado de control automático, donde será un controlador, quien recibe la
señal que envía el transmisor la compara con el valor deseado de la variable,
calcula la señal de error, aplica las acciones de control PID a la señal de error y
genera una señal de control que una vez convertido en una señal neumática en
el convertidor I/P regulara la válvula de control tal como se muestra.
VAPOR
Agua
caliente
s(t)
AA/Y
Agua
fría
El valor de la magnitud de la temperatura es enviada por el transmisor TT-01
al controlador, en el controlador es comparada la realimentación de
temperatura RT(s) enviada por el transmisor con la temperatura deseada o
set-point TD(s), generando la señal de error e(s)=TD(s) - RT(s); esta señal de
error generada por el controlador es procesada por el mismo para realizar las
acciones de control: Proporcional, Integrativa y Derivativa (PID), la cual una
Capitulo VIII: Lazos de Control y Respuesta Transitoria
11
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
vez como señal de control sale desde el controlador en 4-20 mA, esta señal
alimentara al convertidor de corriente-presión (TY-01) que tendrá como salida
una señal neumática entre (3-15) PSI para regular la apertura de la válvula de
control y con ello la entrada de vapor para mantener la temperatura deseada.
Al observar simultáneamente el sistema de lazo cerrado de control manual
accionado por el operador, con el lazo cerrado de control automático se puede
comprobar que funcionan de manera similar. Los ojos del operador son
análogos al transmisor, la mente del operador es análogo a la parte del
controlador automático que genera el detector de error e(t) = TD(t) - RT(t)
dado que hace la diferencia entre la orden que le dieron de mantener
constante la temperatura de salida TD(t) y el valor de la temperatura que se
indica en el termómetro, así mismo la mente del operador es análogo a la
parte del controlador automático que ejecuta el procesamiento PID de la señal
de error. Los músculos del brazo y las manos del operador son análogos al
convertidor I/P (TY-01) y del actuador de la válvula de control.
El control realimentado es el esquema que resuelve la gran mayoría de los
problemas de control por lo que requiere de mayor atención. Un proceso
industrial tendrá una o más variables que se deben controlar y para cada una
de estas es necesario seleccionar una variable manipulada asociada para su
control. Una variable controlada particular debe emparejarse entonces con una
variable manipulada específica por medio del equipo de control realimentado
apropiado. El sistema de control que debe ¡mplementarse para cada lazo
cerrado, requiere conocer el valor deseado para la variable controlada para
tomar la acción correctiva al momento de presentarse un error ya sea por el
efecto de las perturbaciones o por un cambio en el valor deseado o set-point.
Las siguientes figuras muestran los lazos cerrado de control automático para
diferentes procesos y diferentes variables operacionales con aplicaciones en las
instalaciones petroleras.
Lazo de control automático de presión en un separador Liquido-Gas:
Capitulo VIII: Lazos de Control y Respuesta Transitoria
12
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Lazo de control automático de nivel en fondo de torre:
Lazo de control automático de caudal en alimentación de torre:
Lazo de control automático de temperatura de horno vertical:
o
-^
->
Capitulo VIII: Lazos de Control y Respuesta Transitoria
13
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Además de que los sistemas de control automático estén conformados por el
transmisor, el controlador, el convertidor I/P y el elemento final de control para
tener un sistema a lazo cerrado se esperan los siguientes requerimientos:
• El sistema de control debe ser estable.
• Debe tener una estabilidad relativa razonable, es decir, la velocidad de
respuestas debe ser rápida y la respuesta debe presentar un
amortiguamiento razonable.
• Debe poder reducir a cero la señal de error.
• Debe ser medianamente compatible la estabilidad relativa del sistema y
la exactitud del régimen.
Basado en los valores medidos de las perturbaciones (Banda Proporcional), el
valor deseado de la variable controlada (Set Point) y la información del proceso
incorporada en el controlador (Tiempo de respuesta del proceso industrial
asociado a su Función de Transferencia), se calculan los valores requeridos
para la aplicación de las acciones de control Proporcional, Integrativo y
Derivativo para que la variable manipulada pueda reducir el efecto de las
perturbaciones. Es evidente que para las acciones de control PID en los
controladores se deben incorporar un conocimiento preciso de los efectos que
las perturbaciones generan en el proceso industrial a controlar para poder
calcular el valor exacto requerido de los ajustes del PID.
2. EL CONTROLADOR y TRANSMISOR EN LAZOS DE
CONTROL DE DIFERENTES PROCESOS.
Con la finalidad de ir creando una familiaridad entre las funciones del
controlador, transmisor, convertidor I/P y válvula de control conjuntamente
con el proceso industrial, se utilizara la revisión conjunta de dos lazos de
control de presión y posteriormente dos lazos de control de nivel para ir
confirmando que los instrumentos que posibilitan y conforman los lazo de
control son los mismos: el transmisor, controlador, convertidor I/P, válvula de
control. Aunque sin embargo, los procesos industriales son diferentes y
variables operacionales diferentes conformaran procesos con tiempos y
características de respuestas en el tiempo diferentes lo que obligara que cada
proceso industrial y para cada lazo de control de las variables operacionales del
proceso industrial habrá que calcularle los valores de las acciones básicas de
control Proporcional, Integrativa y Derivativa muy específicos para cada uno.
En todo proceso donde interviene la variable operacional presión es
indispensable que se establezca su control para definir su magnitud para
alcanzar los valores de trabajo necesarios para obtener los cortes de productos
requeridos, así como para evitar daños en los equipos ya que un sistema
operando dentro de rango que no tenga límite de presión provocaría daños
irreparables al equipo y daños humanos. Usando los mismos instrumentos a
continuación se muestran dos lazos de control de presión, un lazo para definir
la presión de trabajo en un separador y el otro lazo para controlar la presión
de tope en una torre de destilación atmosférica de una refinería.
Capitulo VIH: Lazos de Control y Respuesta Transitoria
14
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
4 - 20mA
1
i
.:i;,:::::::,:;:,:::.:;::;::;
:;:,,;„ ;...,; , .::;*,, ,.;:,,,,,.,
9
SK-ÍÍÍÍÍ
•|
•
'
En los dos ejemplos tal como se podrá observar de las figuras anteriores, el
lazo de control de presión en el separador liquido-gas y el lazo de control de
presión para el tope de la torre de destilación están implementados con la
integración de los mismos cuatro instrumentos:
1. El Transmisor (PT-01): se encarga de captar la señal del proceso
mediante un transductor que alimenta al circuito electrónico, quien
convierte las variaciones del captor en una señal eléctrica que será
directamente proporcional a la magnitud de la presión para ser enviada
hacia el controlador.
2. El Controlador (PIC-01): recibe la señal eléctrica enviada por el
transmisor de presión, se encarga de grabar el valor deseado de la
presión (set-point), calcula señal de error e(s) cuando obtiene la
diferencia entre el valor deseado de la presión y el valor real que envía
el transmisor, ejecuta las acciones de control Proporcional, Integrativa y
Derivativa (PID) de la señal de error e(s) y enviar una señal eléctrica
para regular al elemento final de control.
3. El Convertidor I/P (PY-01): convierte en una relación lineal la señal
eléctrica de control que envía el controlador en una señal neumática de
3 a 15 PSI y con ella regular la apertura de la válvula de control.
4. La Válvula de Control (PCV-01): es el elemento final de control y
regulara la apertura al paso del fluido a partir de la señal neumática de
control de 3 a 15 PSI que la alimenta por el actuador.
Capitulo VIII: Lazos de Control y Respuesta Transitoria
15
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En el proceso donde interviene la variable operacional nivel se establece su
control para definir su magnitud para alcanzar los valores de trabajo para
obtener los cortes de productos requeridos en cada instalación, evitar baja
calidad de los cortes de los productos, así como, daños en los equipos ya que
un sistema operando dentro de rango que no tenga control de nivel provocaría
daños en los equipos que no están diseñados para recibir componentes en fase
liquida como los compresores, daños ambientales si existen derrames y
posibles daños humanos. Usando los mismos instrumentos a continuación se
muestran dos lazos de control de nivel, un lazo para definir nivel en un
separador y otro lazo para controlar nivel de fondo de una torre de destilación.
En los ejemplos anteriores, el lazo de control de nivel en el separador liquidogas y el lazo de control de nivel para el fondo de la torre de destilación están
implementados con la integración de los mismos cuatro equipos de
instrumentación y control que conformaron los lazos de control de presión.
Indiferentemente cual sea la variable operacional, así como el proceso los
instrumentos que posibilitan el lazo de control son los mismos.
1.
2.
3.
4.
El Transmisor.
El Controlador.
El Convertidor I/P.
La Válvula de Control.
Capitulo VIII: Lazos de Control y Respuesta Transitoria
16
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En un sistema de control de lazo cerrado la integración y las funciones que
ejecutaran los instrumentos será siempre la misma y por ello los cambios que
tendrán los lazos de control serán únicamente del proceso industrial el cual
podrá estar conformada con la integración de equipos diferentes y controlando
variables operacionales diferentes y con ello teniendo funciones de
transferencia diferentes. Esto se podrá observar en la siguiente figura.
Función de Transferencia del
Proceso Industrial
Realimentación
(Transmisor)
Una vez que se entiende que los equipos de instrumentos que conforman los
lazos cerrados de control son los mismos, quedan las consideraciones para la
correcta atención del comportamiento en el tiempo de la variable operacional
controlada con los lazos de control. Con la presión, el nivel, al igual que otro
lazo de control cerrado de otros sistemas y otras variables operacionales, se
deben establecer los parámetros indispensables de operación y estabilidad que
permitan mantener en forma estable a lo largo del tiempo la magnitud de la
variable operacional que se controla. Esto lo lograra el controlador en la
medida que el técnico responsable en la entonación del lazo de control defina
adecuadamente las asignaciones y los valores siguientes:
Capitulo VIII: Lazos de Control y Respuesta Transitoria
17
Instrumentación Industrial en Instalaciones Petroleras
•
•
•
•
Jesús Enrique Otero Ramos
El SET POINT o valor deseado.
Kp: Sensibilidad o Ganancia.
Ti: Ajuste Integrativo.
Td: Ajuste Derivativo.
Los valores asignados a Kp, Ti y Td deben ser los adecuados de otro modo el
comportamiento de la variable operacional podrá tomar hasta valores y
comportamientos erráticos, es decir, un mismo lazo de control con los mismos
elementos que conforman el lazo podrá tomar valores reales (Del nivel por
ejemplo) siempre muy próximos al set point, o tomar valores erráticos
dependiendo casi únicamente de los valores que se hayan asignados a KP, Ti y
Td tal como se muestra en la siguiente figura. Cada lazo de control requerirá
valores de Kp, Ti y Td, muy específicos y hasta muy diferentes a los valores
que para la misma acciones básicas de control se haga hasta para la misma
variable operacional en otra instalación industrial.
Nivel
100%
50%
""•70* SET POINT
Tiempo
3.
ANÁLISIS A LAS
TRANSITORIO
RESPUESTAS
DEL
RÉGIMEN
En la práctica no se conoce previamente la señal de la realimentación a un
sistema de control, ya que esta es de naturaleza aleatoria y por ello no se
puede expresar esta realimentación analíticamente. Solamente en algunos
casos esta realimentación al sistema de control es conocida con anterioridad y
puede ser representada a través de curvas. Al analizar los sistemas de control
hay que tener una base de comparación del funcionamiento de los diferentes
sistemas de control y de los diferentes procesos controlados. Se pueden
establecer estas bases de comparación especificando las señales particulares
de entrada de prueba y compararlas con las señales de salida de los procesos
controlados, y de ese modo relacionar las señales de entrada con la salida del
proceso controlado para fijar criterios para entonar el lazo.
Capitulo VIII: Lazos de Control y Respuesta Transitoria
18
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Muchos criterios para la toma de decisiones en relación al control y la
entonación de los lazos de control que ejecutan los controladores están
basados en el análisis de las señales de entrada al proceso controlado y su
relación con la medición de la variable operacional que se tiene como salida.
Por ello se justifica el uso de señales de prueba (escalón, rampa, impulso)
debido a la correlación existente entre la salida del proceso controlado y la
señal que alimento al sistema controlado. Además habrá que resaltar que la
salida de los controladores serán equivalentes al escalón cuando la señal es
acción de control Proporcional, la Rampa cuando la salida del controlador es la
señal de la acción de control Proporcional-Integrativo y equivalente al Impulso
Unitario cuando la salida del controlador es la señal de la acción de control
^roporcional-Derivativa. Al ser los procesos industriales diferentes, tendrán
Funciones de Transferencia de Primer orden, Funciones de Transferencia de
Segundo Orden y/o Funciones de Transferencia de Orden Superior es por ello
que cada proceso industrial tendrá tiempos de respuestas diferentes por lo que
obligara calcular los valores de Kp, Ti y Td para las acciones básicas de control
muy exclusivas para cada instalación.
3.1. IDENTIFICACIÓN DE LAS SEÑALES: ESCALÓN, RAMPA E
IMPULSO UNITARIO.
Para diferentes procesos industriales se tendrán diferentes funciones de
transferencia y con ello se tendrá diferentes respuestas en el tiempo ante las
señales de control que proporcionen los controladores. Seré la atención de este
capitulo el análisis de las respuesta del proceso industrial en el tiempo ante las
señales de entradas: Escalón, Rampa e Impulso que proporcionara el
controlador, así como, las consideraciones de cómo serán las señales de salida
del proceso industrial dependiendo si el proceso es sistema de primer orden,
sistema de segundo orden o sistema de orden superior. A continuación se
muestra un ejemplo con un lazo de control de nivel, donde la función de
transferencia del proceso podrá ser de primer o segundo orden.
PLC
Función de Transferencia
VD(s)
Controlador
PID
RV(s)
Capitulo VIII: Lazos de Control y Respuesta Transitoria
19
Jesús Enrique Otero Ramos
Instrumentación Industrial en Instalaciones Petroleras
Las acciones de control: Proporcional, Integrativo y Derivativo que ejecutaran
los controladores en los lazos de control siempre será la misma indistintamente
la variable operacional e indistintamente la función de transferencia de cada
proceso industrial. Se inicia con el cálculo de la señal de error e(s) que es la
diferencia entre el Valor Deseado de la variable (VD(s)) y la realimentación
(RV(s)) que envía el transmisor desde el proceso industrial. A la señal de error
se le aplican las acciones básicas de control PID y el resultado lo guarda el
controlador antes de ser convertido en la señal eléctrica que saldrá del
controlador hasta el convertidor I/P que regulara la válvula de control en el
campo. Esta acción de control Proporcional, Integrativo y Derivativo, que
calculan y ejecutan los controladores viene dada por el siguiente modelo y
^ecuación tal como se muestra a continuación:
PID
set-point
M(s)
Retroalimentación
Transmisor desde
el proceso
)+ l feírtdf + r ^>1
't Y
Integrativa
Proporcional
|
Derivativa
Si bien el controlador aplica las acciones básicas de control ProporcionalIntegrativa-Derivativa, en la practica usualmente no aplica las tres acciones de
control simultáneamente, y es por ello, que en un momento estará aplicando la
acción de control Proporcional, en otro momento aplicara las acciones de
control Proporcional-integrativa, y en otro momento aplicara la acción de
control Proporcional-Derivativa. Bajo estas condiciones el controlador trabajara
de la siguiente manera: inicialmente habrá un cambio en la señal de error lo
que obligara a trabajar la acción de control Proporcional-Derivativa
(Equivalente a un Impulso Unitario), este valor luego se mantiene en el tiempo
y actúa como un Escalón, al mantenerse la señal de error constante actuara la
acción de control Proporcional-integrativa hasta que cambie la señal de error y
se inicie el ciclo de control otra vez.
En la practica si bien existen las facilidades que proporcionan los controladores
para definir los valores de Kp, Ti y Td para entonar los lazos de control,
muchas veces faltan los criterios para determinar adecuadamente sus valores
y esto se podrá observar en instalaciones industriales donde teniendo todos los
equipos que conforman los lazos de control en óptimas condiciones es posible
que el comportamiento en el tiempo de la variable operacional controlada
Capitulo VIII: Lazos de Control y Respuesta Transitoria
20
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
asuma valores muy diferentes de los deseados. Con la finalidad de
proporcionar criterios técnicos que ayuden a visualizar la salida de los
controladores que podrá ser el equivalente a un escalón cuando es acción de
control proporcional, una rampa cuando es acción de control ProporcionalIntegrativo o un Impulso cuando es la acción de control ProporcionalDerivativo, conjuntamente con la respuesta del proceso industrial que
dependerá del orden de la función de transferencia del proceso industrial. A
continuación se muestran las tres combinaciones de las acciones básicas de
control las cuales serán analizadas conjuntamente con la respuesta transitoria
del proceso para funciones de transferencia de primer y segundo orden.
Acción de Control Proporcional: (ESCALÓN)
Controlador
(sl
[•
Salida del
Proceso
C(s)
Proceso
Industrial
R(s)
Transmisor
eco
C(t)=l(t)
1 1
C(s) - £(C(t)) =
Tiempo
Acción de Control Proporcional-Integrativa: (= RAMPA)
Salida del
Proceso
PLC
VD(s)
e(s)
C(s)
Proceso Industrial
R(s)
Transmisor
C(t) = t(t)
C(t)
C(s) - £(C(t)) = 1/s2
Tiempo
Capitulo VIII: Lazos de Control y Respuesta Transitoria
21
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Acción de Control Proporcional-Derivativa: (= IMPULSO)
PLC
Salida de!
Proceso
efs)
Cfs)
S\Kp\e(t)
dt
Proceso
Industrial
Rfs)
Transmisor
C(t)
Tiempo
Las salidas C(s) de los controladores serán las señales que alimentaran a los
procesos industriales, los cuales responderán en el tiempo, dependiendo del
orden de su sistema y de la señal de entrada C(s) que en ese momento la este
alimentando. En la siguiente figura se muestra al proceso industrial junto con
su salida S(s) y la entrada C(s).
C(s)
S(s) = Gl(s).C(s)
Proceso
Industrial
Los procesos Industriales tendrán sus funciones de transferencias que estarán
definidas por las ecuaciones diferenciales que las representan. Diferentes
procesos industriales con diferentes ecuaciones diferenciales tendrán diferentes
funciones de transferencias, aunque en términos generales, estas funciones de
transferencias estarán clasificadas en:
•
•
•
Sistemas de Primer Orden.
Sistemas de Segundo Orden.
Sistemas de Orden Superior.
Se hace resaltar, que todos los sistemas que tengan la misma
función de transferencia, han de presentar la misma salida como
respuesta a la misma entrada.
Capitulo VIII: Lazos de Control y Respuesta Transitoria
22
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En este capitulo se busca realizar los desarrollos matemáticos que permitan
analizar las respuestas transitorias de los procesos industriales para Sistemas
de Primer Orden y Sistemas de Segundo Orden.
Repuesta Transitoria: Por respuesta transitoria se entiende aquella que va
desde el estado inicial cuando t=0, hasta un estado
final cuando ya ha transcurrido el tiempo y la variable
busca estabilizarse
Respuesta Estacionaria: Por respuesta estacionaria se entiende el valor y la
forma que tendrá la salida del sistema cuando t tiende al
infinito.
3.2 SISTEMAS DE PRIMER ORDEN
Los sistemas de Primer Orden son aquellos que tienen ecuaciones diferenciales
que las representan en funciones de transferencias como a continuación se
muestra:
C(s)
S(s) = Gl(s).C(s)
Sistema de
Primer Orden
S(s) = Gl(s).C(s)
)
C(s
1
7s
S(s) =
Í lli : ;
C(s)
3.2.1
i = Gl(s).C(s)
Repuesta al Escalón.
C(t)=l(t)
C(t)
C(s) = £(C(t)) = 1/s
1
Tiemnn
Capitulo VIII: Lazos de Control y Respuesta Transitoria
23
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
S(s) = Gl(s).C(s)
C(s)
•W-Í-L-U
(l + Ts) s
Para usar las tablas de transformadas inversas de Laplace para resolver la
ecuación de S(s), esta debe descomponerse en fracciones parciales.
S(s) =
\-Ts-Ts 1 _ 1 + Ts I
l + Ts ' s l + Ts' s
I
s
S(s) = -
Ts ]_ l_
l + Ts's s
T
T
—
l + Ts
Al resolver la expresión que resulta de S(s) utilizando la tabla de transformada
inversa de laplace resulta la< siguiente ecuación de S(t):
Esta ultima ecuación se gráfica en el tiempo y con ello se permite observar los
lapsos de tiempo durante su Respuesta Transitoria y Respuesta Estacionaria.
Estado Estacionario
Respuesta Transitoria
10
9
8
7
6
5
4
Z
z
3
2
1
1T
2T
3T
4T
Capitulo VIII: Lazos de Control y Respuesta Transitoria
5T
24
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
De la gráfica se puede observar los valores de S(t) en la medida que va
transcurriendo el tiempo. Se observa el valor de S(t) para: 1T, 2T, 3T, 4T, 5T.
3.2.2
Repuesta a la Rampa.
C(t)
C(t) = t(t)
C(s) = £(C(t)) = 1/s2
Tiempo
S(s) = Gl(s).C(s)
C(s)
S(s)
La ecuación que resulta para S(s) cuando la entrada C(s) es un Escalón, debe
ser desarrollada en fracciones parciales para poder aplicarle las tablas de
transformadas inversas y así obtener la respuesta en el tiempo de S(t).
-Ts-T2s2
Ts
T2s2
Ts)s2
(l + Ts)s
Ts
Aplicada la tabla de transformada inversa de Laplace a S(s) resulta S(t), la cual
se evalúa.
S(t) = t + T.e't/T -T
Capitulo VIII: Lazos de Control y Respuesta Transitoria
25
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Respuesta Estacionaria
1T
2T
3T
5T
4T
3.2.3 Repuesta al Impulso.
C(t)
C(s) = £(C(t))=l
Tiempo
S(s) = Gl(s).C(s)
C(s)
S(s)
0=
1
Al resolver la expresión que resulta de S(s) utilizando la tabla de transformada
inversa de laplace resulta la siguiente ecuación de S(t), la cual se evalúa en el
tiempo:
- 8-
1
Ts
l
1
-tIT
T
Capitulo VIII: Lazos de Control y Respuesta Transitoria
26
Instrumentación Industrial en Instalaciones Petroleras
h-
Jesús Enrique Otero Ramos
Respuesta Transitoria
\
1T
2T
3T
4T
5T
3.3. SISTEMAS DE SEGUNDO ORDEN
Los sistemas de Segundo Orden son aquellos que tienen ecuaciones
diferenciales que las representan en funciones de transferencias como a
continuación se muestra:
C(s)
S(s) = Gl(s).C(s)
Sistema de
Segundo Orden
C(s)
T\
FF« 2
e(s)
(
c
i
/•v f TT7"
\
/ f vv VI 1
S(s) = Gl(s).
^
.P^
p
Wn2
C(s)
Wn2
v
Wn2
S(s) = Gl(s).C(s)
•
1 + -7———T.l
Capitulo VIII: Lazos de Control y Respuesta Transitoria
27
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
= Gl(s),C(s)
C(s)
Un Sistema de Segundo Orden típico en la industria petrolera es la del motor
de corriente continua que mueve la mecha del taladro de perforación. En este
Sistema de Segundo Orden se dispone de un motor de corriente continua con
regulación de velocidad por lo cual tiene un puente de SCR que regula la
alimentación continua a la armadura del motor y con ello su velocidad, el
motor tiene acoplado como carga mecánica la mecha del taladro de perforación
la cual estará sometido a una carga variable en la medida que la mecha al ir
perforando el subsuelo y con ello encontrarse con arenas, piedras de diferentes
formas, materiales y tamaños que harán variaciones sobre la velocidad del
motor. Conjuntamente con el motor de corriente continua, el puente de
tiristores que lo alimenta y la mecha que el taladro mueve son necesarios los
instrumentos que harán el control y protección del taladro de perforación. En la
siguiente figura se muestra esta aplicación.
Torre de
perforación
Detritos
Fluido
circulante
Cabeza
oerforadora
Yacimiento
dfrjíeíróleo
^
Yacimiento de petróleo
La figura permite observar un Sistema de Segundo Orden conformado por el
motor DC, el puente de SCR y la carga mecánica conformada por el taladro
conjuntamente con las diferentes partes que integran la torre de perforación.
El motor DC, el puente de SCR, la carga mecánica, a partir de las ecuaciones
que lo rigen, sus circuitos equivalentes y las ecuaciones diferenciales del
sistema permitirán obtener la función de transferencia, su alimentación
eléctrica de armadura a través de un puente trifásico de SCR y la alimentación
eléctrica de campo por un puente trifásico de diodos, y una carga mecánica
con seguras perturbaciones, que en la siguientes figuras se muestran.
Capítulo VIII: Lazos de Control y Respuesta Transitoria
28
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
TaCadra
Motor de. Tren
Ascensor
Ctnta Transp.
(4-20)mA
Campo
Capitulo VIII: Lazos de Control y Respuesta Transitoria
29
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
3.3.1 Lazo de Control de un Sistema de Segundo Orden
El lazo de control para un Sistema de Segundo Orden conjuntamente con los
instrumentos que conforman el control se muestra a continuación.
Sistema de
Segundo Orden
Salida del
Proceso
El Controlador del lazo de control proporcionara una salida de (4-20)mA que
alimentara al amplificador A, el cual alimentara al Sistema de Segundo Orden.
Analogías de Interés
Rv: Resistencia Válvula
Rp: Resistencia Proceso
Rp
I
V = I(t).(Rv + Rp)
= V/(Rv + Rp)
Rv: Válvula de Control
Rv
Rp: Resistencia Proceso
P = F(t).(Rv + Rp)
Rp
F(t) = P/(Rv + Rp)
(4-20)mA
Flujo
Presión
Wn'
S(s)
A
Capitulo VIII: Lazos de Control y Respuesta Transitoria
3.0
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Antes de considerar la salida del Sistema de Segundo Orden ante las señales
Escalón, Rampa e Impulso que generara el controlador, se hace necesario
considerar el denominador de la función de transferencia del proceso, para
definir como este afecta las respuestas en el tiempo del lazo de control.
Cís)
Wn2
S(s) = Gl(s).C(s)
Wn: Frecuencia Natural no Amortiguada.
^ : Relación de Amortiguamiento del Sistema.
('"
Donde:
+
11
vo
> ¿j ¿* —
ZLZ2 =
Z2)
a=l
b±Jb2-4ac
T ~ '
2a
uD _ 9
f"U/n
Z l^
Wn
r
c = Wn2
-4.\Wn2
±
2.1
'•T\
T^ =
Z1,Z2
Wd =
-1 : Frecuencia Natural Amortiguada.
Varias Consideraciones
•
•
•
Polos Complejos.
Sistema Subamortiguado.
Resnuesta Transitoria Oscilatoria
(s2 + 2s£Wn + Wn2)=(s
• Amortiguamiento Critico
Capitulo VIII: Lazos de Control y Respuesta Transitoria
31
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Amortiguamiento Sobreamortiguado
Las consideraciones que generaron los diferentes valores de ^ < 1 para-^2 -1 ,
£=1, y £>1, para un Sistema de Segundo Orden generaron las siguientes
respuestas:
Respuesta Transitoria Oscilatoria para £ < 1 para^2 -1 .
Respuesta Transitoria con Amortiguamiento Critico para £=1.
Respuesta Transitoria Sobreamortiguado para £>1.
•
•
•
Con estas consideraciones se podrá evaluar el comportamiento del Sistema de
Segundo Orden ante las entradas Escalón e Impulso que generan los
controladores.
3.3.2 Repuestas al Escalón Unitario
C(t) '
C(t)=l(t)
L
C(s) = £(C(t)) = 1/s
1
1
Tiemno
C(s)
Wn2
Wn
Es necesario aplicar las fracciones parciales a la ecuación de S(s) antes de
aplicarle la tabla de transformadas inversas de Laplace para obtener S(t).
Wn2
D^o^ —
2
1 Wn2 +2S^n + í 2 -2s^n-í 2 1
r
r^ s
i||>+2^ + ^
Capitulo VIII: Lazos de Control y Respuesta Transitoria
,
32
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
_
^
2 *
^
_!
s
Aplicando las tablas de transformadas inversas a la última expresión de S(s)
resulta S(t) la cual se muestra-a continuación:
o/y\
i
^ \l ) — 1
¿>
—EfiVnt
í
L/Ubf r Ct¿ 1
. rnQÍíW^-i-
£
.
0 /P M
J/f//Íf
- o&fl rr (Al
*>
'
/
Obtenida la ecuación para S(t) para cuando ^ < 1 para^ 2 -1, conjuntamente
para los valores de S(t) para cuando ^=1 y ¿>1, se podrá graficar los valores
de S(t) en el tiempo y así observar respuestas Subamortiguadas,
Amortiguamiento Critico y Sobreamortiguada a partir de los valores que asuma
^. Estas familias de curvas se muestran en la siguiente figura:
Respuesta Transitoria
Sít)
2,0
1,8
1,6
1,4
1,2
1.0
0,8
0,6
0,4
0,2
Wnt
Capitulo VIII: Lazos de Control y Respuesta Transitoria
33
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
La observación de las curvas de S(t) para diferentes valores de Relación de
Amortiguamiento permite definir las siguientes consideraciones:
• Los Sistemas de Segundo Orden que tengan la misma Relación de
Amortiguamiento ^, tendrán el mismo sobre impulso y el mismo
diagrama oscilatorio, indistintamente la Frecuencia Natural Wn que
tengan.
• Los sistemas subamartiguados con Relación de Amortiguamiento O < £
< 0,8, tienen respuestas mas rápidas que los de Amortiguamiento
Critico y los Sobreamortiguados.
• Un sistema sobreamortiguado siempre es lento en responder ante
cualquier entrada.
3.3.3 Especificaciones de Respuesta Transitoria
•
•
•
Los sistemas que pueden acumular energía no pueden responder
instantáneamente y por ello presentan respuestas transitorias siempre
que se les somete a cambios de entrada o ha perturbaciones.
Frecuentemente, las características de funcionamiento de un sistema de
control son especificadas en términos de la Respuesta Transitoria ante
una entrada Escalón.
Las Respuestas Transitorias de un sistema de control real
frecuentemente presentan oscilaciones amortiguadas antes de alcanzar
un Estado Estacionario.
Ante estas consideraciones, resulta adecuado al observar la respuesta
transitoria de un Sistema de Segundo Orden subamortiguado para definir los
diferentes intervalos de tiempo y los sobre impulsos de la variable, tal como se
muestra en la siguiente figura.
Capitulo VIII: Lazos de Control y Respuesta Transitoria
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Donde:
td: Tiempo de Retardo.
tr: Tiempo de Crecimiento.
tp: Tiempo de Pico.
ts: Tiempo de Establecimiento.
Mp: Sobre Impulso Máximo.
Las especificaciones en el dominio del tiempo antes identificadas, son
importantes dado que dan las referencias en el tiempo que tiene un Sistema de
Segundo Orden para actuar los sistemas de control y como estos deben
enfrentar estas respuestas naturales del sistema para corregirlos a través de la
entonación en los lazos de control.
Es deseable que la respuesta transitoria de un Sistema de Segundo Orden sea
suficientemente rápida y este suficientemente amortiguada. Para que el
Sistema de Segundo Orden pueda tener una Respuesta Transitoria deseable,
es necesario tener una Relación de Amortiguamiento entre 0,4 < £ < 0,8.
Valores pequeños de la Relación de Amortiguamiento ^ < 0,4, dan respuestas
con excesivo sobre impulso en la respuesta transitoria y los Sistemas de
Segundo Orden con un valor grande de la Relación de Amortiguamiento £ >
0,8, el sistema responde muy lento.
3.3.4 Repuestas al Impulso Unitario
C(t)
C(t) -
t
C(s) - £(C(t))
Tipmnn
S(s) = Gl(s).C(s)
C(s)
2
Wn
5(5) = -
Wn'
Wn2
-.1
Wn'
Donde se tienen las mismas consideraciones para
Wd = WnJ^ 2 -1 : Frecuencia Natural Amortiguada.
Capitulo VIII: Lazos de Control y Respuesta Transitoria
35
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Varias Consideraciones
•
Polos Complejos,
•
•
Sistema Subamortíguado.
Respuesta Transitoria Oscilatoria
Amortiguamiento Critico
Amortiguamiento Sobreamortiguado
Las consideraciones que generaron los diferentes valores de ^ < 1 para^ 2 -1,
£=1, y ¿>1, para un Sistema de Segundo Orden generaron las siguientes
respuestas:
•
•
•
Respuesta Transitoria Oscilatoria para ^ < 1 para^2 -1 .
Respuesta Transitoria con Amortiguamiento Critico para ^=1.
Respuesta Transitoria Sobreamortiguado para ¿>1.
Aplicando la tabla de Transformada inversa de Laplace para obtener el valor de
S(t) a partir de S(s) resulta:
_iwnt
c.rr ni
Con todas las consideraciones anteriores, se grafican las curvas en el tiempo
de S(t) como respuestas a la entrada de un Impulso Unitario a un Sistema de
Segundo Orden, tal como se muestra en la siguiente figura:
Capitulo VIII: Lazos de Control y Respuesta Transitoria
36
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
S(t)
1,0
0,8
0,6
0,4
0,2
0,0
-0,2
-0,4
-0,6
-0,8
De la figura anterior se puede apreciar una familia de curvas para S(t)
teniendo como entrada un Impulso Unitario para un Sistema de Segundo
Orden para diferentes valores de de la Relación de Amortiguamiento £.
Para el amortiguamiento critico o sobreamortiguado donde ^ > 1, la salida S(t)
es positiva y para los valores de O < ^< 1 la señal de S(t) es subamortiguada
y toma valores positivos y negativos en su régimen transitorio.
3.3.5 Acciones de Control PID sobre el Sistema de Segundo Orden
En las siguientes figuras se podrá observar las acciones básicas de control PID
en los términos usuales a como deberían actuar los controladores:
Proporcional, Proporcionai-Integrativo, Proporcional-Derivativo.
Salida del
Proceso
Capitulo VIII: Lazos de Control y Respuesta Transitoria
37
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
PID
Set-point /C~y\ e(s)
T\ IVl
A/f {t)
( t\ — A
íf
L\
1
[n(t\/J+
1 6\t )u 1 < T"d ^ V /
&ft\-L• C\J
)H
L
V
Retroalimentación
dt
'
M(s)
.. w
ifc. A(s) - A(s)+M(s)
Transmisor desde
el proceso
M(t) = Kp\e(t) + ±-\e(t)dt + Ta
T.
t
Integrativa
Proporcional
Derivativa
Acción de Control Proporcional
Cfs)
^H/
\j
^P
v<¿y
p-
/'¡11
tx^
Á
lili
+ 2s%Wn+Wn2
Rfs)
Transmisor
Acción de Control Proporcional-Integrativa
efs)
\r
Á
~~^\J^
x^
i,
Kp
w+1
Tis
Salida del
Proceso
\±y
/m^
—^
y 2 +2s£Wn + W rn2
Rísl
Transmisor
Capitulo VIII: Lazos de Control y Respuesta Transitoria
38
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Acción de Control Proporcional-Derivativa
Kp
l+Td¿
C(s)
A
Wri*
Salida del
Proceso
RCs)
Transmisor
4. ANEXOS.
4. 1. Transformada de Laplace
No
1
Impulso Unitario 8(t}
2
Escalón Unitario l(t)
3
t
f(t)
F(s)
1
1
5
1
2
£
1
at
¿r
e
S + tf
fL.6
^-
1
at
ben^wij
(s + a)2
w
C ¿ir^ f \ki^~\
r
r*/~\r*
%Al^-^
LOS /^Wt;
8
tn (n= 1, 2, 3, 3, ...)
4_n_-at
te
/„
") "3
\
(n
- 11, 2,
3, ...)
Capitulo VIII: Lazos de Control y Respuesta Transitoria
2
(^ +w2)
62
(,
W)/
\
«!
53
ni
í(s + a)\"+l
39
Instrumentación Industrial en Instalaciones Petroleras
1n
1U
1
.
I
Jesús Enrique Otero Ramos
L-'"
\
r-t»}
/
T
-1- uh\1
loc -^rk /uy V
1\¿>c ^
-ai \
ut; ;/1
(<: 4- nM? 4-h\
s
1
6-a
1 *">
1Z
ir -bt
\L/6
V
I /•» ¿y
1 / ^ 1
/;/
11 t1
r/?r~
\UL
ró^ a-b
1 "2
1J
e
1A
e
14
•i rr
Ib
I/
aí
^r~ ^)
u6
1
A
Wn
vvn
1
7\
Wn2
^2 ^
s2 +2gWns + Wn2
S
.,_
c~
,
w
(s + a)2+w2
s +a
(s + a)2 +w2
1
2
s (S + a)
cos(wí)
, senQynJii
^.qWnl
qWnt
^,\/
)
sen(wt)
i
,
»y \s i ci ¡(s \ o i
at
at
1
/
—~(at — \ + e~at)
a
16
1 "7
n £?
2
2
-cn(WnJ\ — t\^)
. JrUf
+W
2
Propiedades de la Transformada de Laplace
!-/(«
i-5/(o)-/(o)
?[j/(0*]=
F(S)
+
Capitulo VIII: Lazos de Control y Respuesta Transitoria
=0
40
Instrumentación Industrial en Instalaciones Petroleras
7
/^l i 1 f ( t\/Jtrít 1 —
1
Jesús Enrique Otero Ramos
(04 = °
1
(\lf(t}dtdt} = 0
S
s[e~a'f(t}]=F(s + a}
8
9
S [ f ( t - a } l ( t - -a)] = e
ax
F(s)
10
4*»].
11
n
L/1
-jw*
*[/(-)
a
= aF(as)
12
dF(s}
ds
4.2. Respuesta Transitoria de un Sistema de Segundo Orden.
Ante entrada al ESCALÓN
jw
Plano s
jw
Y(t)
Plano s
1
->
p
Capitulo VIII: Lazos de Control y Respuesta Transitoria
41
Instrumentación Industrial en Instalaciones Petroleras
Plano s
jw'
Jesús Enrique Otero Ramos
Y(t)
X
1
X
0<
JW
Plano s
V
A
V
A
jw
Plano s
Y(t)
X
X
O >
> -1
jw
Plano s
V
/\
V
v
A
Capitulo VIII: Lazos de Control y Respuesta Transitoria
42
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
4.3. FUNCIÓN DE TRANSFERENCIA MOTOR DC
Bases Teóricas sobre el Motor DC.
En general, los motores de corriente continua son similares en su construcción
a los generadores. De hecho podrían describirse como generadores que
funcionan al revés. Cuando la corriente pasa a través de la armadura de un
motor de corriente continua, se genera un par de fuerzas debido a la acción del
campo magnético, y la armadura gira (véase Momento de una fuerza). La
función del conmutador y la de las conexiones de las bobinas del campo de los
motores es exactamente la misma que en los generadores. La revolución de la
armadura induce un voltaje en las bobinas de ésta. Este voltaje es opuesto al
voltaje exterior que se aplica a la armadura, y de ahí que se conozca como
voltaje inducido o fuerza contraelectromotriz. Cuando el motor gira más
rápido, el voltaje inducido aumenta hasta que es casi igual al aplicado. La
corriente entonces es pequeña, y la velocidad del motor permanecerá
constante siempre que el motor no esté bajo carga y tenga que realizar otro
trabajo mecánico que no sea el requerido para mover la armadura. Bajo carga,
la armadura gira más lentamente, reduciendo el voltaje inducido y permitiendo
que fluya una corriente mayor en la armadura.
Debido a que la velocidad de rotación controla el flujo de la corriente en la
armadura, deben usarse aparatos especiales para arrancar los motores de
corriente continua. Cuando la armadura está parada, ésta no tiene realmente
resistencia, y si se aplica el voltaje de funcionamiento normal, se producirá una
gran corriente, que podría dañar el conmutador y las bobinas de la armadura.
El medio normal de prevenir estos daños es el uso de una resistencia de
encendido conectada en serie a la armadura, para disminuir la corriente antes
de que el motor consiga desarrollar el voltaje inducido adecuado. Cuando el
motor acelera, la resistencia se reduce gradualmente, tanto de forma manual
como automática.
La velocidad a la que funciona un motor depende de la intensidad del campo
magnético que actúa sobre la armadura, así como de la corriente de ésta.
Cuanto más fuerte es el campo, más bajo es el grado de rotación necesario
para generar un voltaje inducido lo bastante grande como para contrarrestar el
voltaje aplicado. Por esta
razón, la velocidad de los motores de corriente continua puede controlarse
mediante la variación de la corriente del campo.
1
wim
!
ív/fyim
Ifllllili
* Borne?a de «madura
Campo
a
4<
Capitulo VIII: Lazos de Control y Respuesta Transitoria
43
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Circuito Equivalente:
Esta carga podrit ser un taladro,
citót traasportador a» motor de un
tren, ascensor.
"* Armadura
r/
Campo
Lazo De Control De Velocidad:
Conversión
>
+
-O-
CEA
TI
T2
1 .-Set-point.
2.- Entonación de lazo.
3.-KpyTi.
f 1.- Esta es una señal eléctrica
-\ diretamente proporcional ala
L velocidad.
T3
Ve
T6 I Va
AtmadLira
La
r
Campo
Capitulo VIII: Lazos de Control y Respuesta Transitoria
44
Instrumentación Industria! en Instalaciones Petroleras
Jesús Enrique Otero Ramos
ST - 01 = Transmisor de Velocidad.
SIC - 01 = Controlador - Indicador de Velocidad.
Se alimenta el motor ce en excitación ce campo independiente, dado que la
alimentación de campo no tiene ninguna conexión eléctrica con la alimentación
de la armadura.
C E A
' D 1 ÍTD2 JÍTD3
Ve
:La
•D4 3TD5
'D6
Al alimentar el campo con la salida de un puente de diodo permite considerar
que Vc es constante. Con Vc constante se trata que la ic es constante y con
ello el <j)C será constante.
(f)c - ic • Kc = Cons tan te
Las RPM del motor de corriente continua bajo estas consideraciones se podrán
regular a través de la alimentación del circuito de armadura. Al aumentar la
tensión de la alimentación de la armadura, aumenta los RPM del motor, y al
disminuir la tensión de alimentación de la armadura disminuirán los RPM del
motor. Una vez las consideraciones de la alimentación con flujo constante,
queda el motor de corriente continua alimentado eléctricamente de la siguiente
manera.
Í.-TáUuftro,
2.- Motor de tren.
3.- Acansor.
4» Cinta transportad ora.
J: Momento de ín&rck.
Campo
Capitulo VIII: Lazos de Control y Respuesta Transitoria
45
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Se observa un puente trifásico controlado para alimentar eléctricamente la
armadura y un puente de diodo trifásico para alimentar el campo. La maquina
mueve una carga mecánica que tiene dos componentes:
Torque.de. fricción : F • W
Jdw
Jorque para mover la carga:
ai
En los trabajos reales, la carga mecánica (J) de seguro tendrá variaciones y
con ello genera las perturbaciones del
movimiento que los controles
electrónicos tendrán que superar. Analizando de la malla de armadura.
Recorriendo la malla de armadura resulta:
V Ve - Ra • ia
Va
dt
Ec 1
Donde;
Ec 2
N: Velocidad de RPM.
Nota: cuando hay alimentación en Ve y no hay movimiento en la maquina el
Va es "O" pero cuando Ve tiene tensión y la maquina se esta moviendo hay
voltaje en Va.
Reemplazando la ecuación 2 en 1 resulta:
Ve - Ra • ia + La <
d(ia}
dt
\Esta ecuación permitirá despejar (N) para obtener la velocidad de la maquina.
Ve- Ra^ ia + La <
Ka • (/>c
dt
Ec3
A la Ec. 3 se tiene las siguientes condiciones:
•
Alimentación eléctrica continua, con corriente de armadura continua,
que permite definir que en régimen permanente d(¡t) / dt_^ O
•
Al tener excitación independiente con <j)C = constante, permite tener
que la variación de la velocidad para una carga mecánica fija dependerá
únicamente de la tensión de alimentación tal como se muestra a
continuación:
_ Ve — RaJa
Capitulo VIII: Lazos de Control y Respuesta Transitoria
46
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Por ello se tendrá que será el ángulo de disparo de puente SCR el que definirá
el valor de Ve y con ello la velocidad (RPM) del motor.
Análisis De Potencia Eléctrica Y Par Mecánico.
Se hace necesario unir/ empalmar la energía eléctrica que alimenta el motor,
con la carga mecánica que este mueve.
Potencia eléctrica (Pe):
Pe = Ka * <|>c* ia Ec 4
Par Mecánico (Tm):
Tm= F*W + J dw / dt Ec 5
De modo que Pe = Tm (igualación de energía que permite considerar el
cambio de energía eléctrica en energía mecánica.
Ka * (|)C * ia = F*W + J dw / dt
Ec6
En la practica los procesos industriales con llevaran a traer perturbaciones en
los momentos de inercia (J) o en el coeficiente de fricción (F). Estas
perturbaciones con llevaran a tener variaciones en la corriente de armadura
(¡a) y con ello tal como puede observar del análisis de la Ec. 3, habrán
variaciones en las RPM del motor. Esta realidad generara permanentes
perturbaciones los procesos industriales que tengan motores de corriente
continua^sin controles de lazo cerrado. Es por ello que para tener por ejemplo
una cinta transportadora que debe moverse a velocidad constante, se tendrán
lazos de control de velocidad que ajuste el ángulo de disparo del puente del
SCR para/ dar alimentación eléctrica
que la velocidad constante,
industrialmente las perturbaciones de la carga Para visualizar las anteriores
consideraciones, se tiene curvas que están desarrolladas en función de par
mecánica, la velocidad de la maquina y la tensión de alimentación.
Taladro de perforación
RPM
Cinta transportadora
800 —
700
Tm
Capitulo VIII: Lazos de Control y Respuesta Transitoria
Tnt(ntax)
47
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En el análisis de la curva se puede observar:
•
Curva desarrollada para tensiones de alimentación en (100, 80,
60, 40, 20 y 10) % de la tensión nominal.
•
En la medida que se aumenta el par mecánico y se mantiene la
tensión de alimentación, se pierde velocidad.
•
Para aplicaciones que se busca tener velocidad constante se hace
necesario modificar la tensión de alimentación de la medida que
modifica el par mecánico.
Estas aplicaciones de control de velocidad y protecciones por potencia se
muestran en la gráfica siguiente:
Síncrordsmo
(4-2Üf)mÁ
Campo
Nota: Si se aumenta el Jorque de la carga aumenta la potencia del motor y al
mismo tiempo aumenta la corriente (ia) y con ella disminuye la Velocidad esta
Capitulo VIII: Lazos de Control y Respuesta Transitoria
48
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
trae como consecuencia aumentar el voltaje (Ve) y esto se logra con los
ángulos de disparos.
3.8.4) Funciones De Transferencia:
A partir
del circuito equivalente del motor ce, así como de las
ecuaciones del mismo se desarrolla la función de transferencia.
Se inicia recorriendo la malla de armadura:
Ve= Ra*Ia + La* (d (ia)/dt) + Va
Ve - Va = Ra*Ia + La* (d (Ia)/dt)
Aplicando Laplace para linealizar la ecuación diferencial resulta:
Ve(s) - Va(s) = Ra*Ia(s) + La(s) Ia(s)
La(s)]
V e s - V a(s)
s = Ia(s)
L<t) =
Ve(t)-V<t)
Laft)
Se tiene una maquina que genera una potencia eléctrica; Pe = Ka *§c * ia
Aplicando Laplace:
Pe(s) -Ka *<j)C *ia(s)
Pe(t).
Ka0c
Lo que va resultando como modelo matemático.
Pe(t) = Ttn(t)
= Costante de
armadura
El torque mecánico se reparte en la energía para mover la carga y la energía
para superar la fricción de la carga.
Capitulo VIII: Lazos de Control y Respuesta Transitoria
49
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Tm= J (dw)/dt + F*W
Aplicando Laplace se linealiza la ecuación diferencial del Torque / Par
Mecánico.
Tm(s) = 3(s) w(s) + F * w(s)
Tm(s) = w(s) * (J(s) + F)
Tn<t)
J(t)+F
TXt)
Pe(t) = Ttn(t)
ia
1
L
Ra + L<t)
w ^ ¥&m 0c
k.
1
J(t) + F
V<t)
-**
Tffi
• FÁr.
La cual es la Función de Transferencia del motor de corriente continua.
El modelo de la función de transferencia del motor ce con el lazo de control de
velocidad resulta.
Pe(t) = Tn<t)
PID
1 fr[AO)
=
. ~i71
A(t) •+• M(t)l W ft
Tl^fAS
M(t)
1
1
" *\
P
*£
\ffff) *"^
^^
i
,:T>í: |^
D A 4- T
K.ÉL • 0C
aff}
'
1
fy'iX i T7
J(t;
+h
^
TT ./iX
va(t)
-^
Va . <^{«
Sd(S)= Velocidad del Motor deseada
ST-01: Velociad Real (Retroalimentado).
Sf(t) = e(S) = Señal de Error de Velocidad.
M(S)= Atención PID a la señal de error.
I
M(s) -•& I Kp fe(t) + -U í e(t)dt + tdde(t)"|J
L
U
— ~
Capitulo VIII: Lazos de Control y Respuesta Transitoria
50
TOPOLOGÍAS DE CONTROL
BK ^.^:,"^l^^
1. ConsideracionesdelHardwareyS
.,,.,•••*
^mmsimm^^^^
¡ SB
5. Lazos de Control Feedforwar-Cascada
19
6. Lazos de Control Selectivo
25
7. Lazos de Control Override
27
8. Lazos de Control de Rango Partido
30
9. Control Inferencial.
Capitulo IX: Topologías de Control
..36
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
1. CONSIDERACIONES HARDWARE Y SOFTWARE EN PLC
PARA IMPLEMENTAR LAS TOPOLOGÍAS DE CONTROL
El desarrollo de la teoría de control automático y de los equipos requeridos
para su aplicación al control de los procesos industriales, ha sido muy grande
desde su inicio hasta el momento actual. Ya en 1912 se utilizaban
registradores de temperatura Taylor en la industria lechera, y se considera que
el inicio de la aplicación de la teoría de control a los procesos industriales
conocida como control de procesos, se dio en 1930 con la aparición de
publicaciones técnicas sobre aplicaciones de los controladores, el efecto del
tiempo muerto sobre la estabilidad de los lazos de control y otros temas afines.
El desarrollo de los equipos.e instrumentos para los controles de procesos ha
sido largo y grande, desde los instrumentos indicadores simples como
termómetros, indicadores de presión y otros instalados localmente en el
campo, hasta los actuales sistemas de control digital distribuido (DCS). Los
controladores PID comerciales actuales tienen su inicio en 1930 cuando Taylor
produjo el modelo 10R siendo este el primer controlador proporcional
neumático, Foxboro por su parte introdujo en 1934 el controlador
proporcional-integral modelo 40 y en 1938 Taylor incorporó el modo derivativo
en su modelo 56R poniendo en 1940 en el mercado el primer controlador
proporcional-integral-derivativo, el Fulscope modelo 100. John Ziegler y
Nataniel Nichols, ingenieros de Taylor Instruments, presentaron su método
para el cálculo de los parámetros de los controladores PID en 1942. En 1945
se funda la instrument Society of America (SA) hoy en día denominada ISA The Instrumentation Systems and Automation Society. Bedford Associates
produce el primer Controlador Lógico Programable (PLC), el Modicon 084, en
1969. A mediados de los años setenta del siglo pasado, Yokowaga y Honeywell
introducen los primeros Sistemas de Control Distribuido (DCS).
La instrumentación inicialmente neumática, ha evolucionado hasta los actuales
instrumentos electrónicos digitales y aunque las señales de transmisión
dominantes son todavía analógicas, existe actualmente comunicación digital
entre los instrumentos para efectos de calibración, mantenimiento y
supervisión. Paulatinamente, y especialmente en los últimos tiempos, parte de
los desarrollos de la teoría de control moderno, han encontrando aplicación en
el control de procesos y el controlador PID sigue siendo el más empleado. En el
año 2000 la Federación internacional de Control (FAC) celebró la cesión de
trabajo sobre controladores PID denominada "Digital Control: Past, Present
and Future of PID Control" demostrando su total vigencia en el ámbito del
control de procesos.
Con la instrumentación neumática con la que en 1940 Taylor incorporó en el
mercado el primer controlador proporcional-integral-derivativo, el Fulscope
modelo 100 y con los mismos criterios con que John Ziegler y Nataniel Nichols,
ingenieros de Taylor Instruments, presentaron su método para el cálculo de los
parámetros de los controladores PID en 1942, se definieron las topologías de
control que hoy se tienen, ha saber:
Capitulo IX: Topologías de Control
Instrumentación Industrial en Instalaciones Petroleras
•
•
•
•
•
•
•
•
Lazos de Control
Lazos de Control
Lazos de Control
Lazos de Control
Lazos de Control
Lazos de Control
Lazos de Control
Lazos de Control
Jesús Enrique Otero Ramos
Simples.
en Cascada.
Feedforward.
Feedforraed+Cascada.
de Control selectivo.
Override.
de Rango Partido.
Inferencia!.
En el pasado cuando todos los controladores eran neumáticos, se
aprovechaban las salidas y las entradas neumáticas de los controladores para
implementar las topologías de control, bloqueando, regulando, sumando, el
aire de instrumentos o el aire de control, en unos arreglos de control
totalmente neumáticos y locales. En el pasado el control y los diferentes
arreglos de control eran neumáticos.
Las consideraciones anteriormente reseñadas son adecuadas para tener
presente que cambiaron las tecnologías para realizar el control, no cambiaron
las topologías. Los arreglos de control que en el pasado se desarrollaban con
controladores neumáticos hoy deben ser desarrolladas usando los avance
tecnológicos que permiten tener redes de control para llevar la información de
los procesos en campos hasta el Computador Personal que tendrá un
supervisor en su oficina, hacia halla marcha el control.
Es por ello que para el análisis de las topologías de control que hoy se ejecutan
en las instalaciones petroleras se debe maximizar la atención de las
herramientas que se disponen en el hardware y el software de los
Controladores Lógicos Programables (PLC), y su integración con las redes
locales de computadores (LAN) que disponen las industrias modernas. La
lógica con que se iniciaron los diferentes tipos de arreglos de control en el
pasado actualmente siguen vigentes, además que los procesos industriales
siguen siendo los mismos, a manera de ejemplo el uso de las estaciones de
flujo, plantas compresoras, refinerías, criogénicos, no han cambiado siguen
siendo los mismos, por ello los avances tecnológicos están permitiendo
optimizar los procesos por su precisión, por su velocidad, por el registro de las
variables en el tiempo. Los procesos en las instalaciones petroleras no van a
cambiar, por ello los avances tecnológicos llevaran a desarrollar los mismos
arreglos de control del pasado pero soportados actualmente con el hardware y
software que permiten los PLC y su conexión con las redes corporativas.
Al estar vigentes los mismos procesos industriales y las mismas topologías de
control, se utilizara la tecnología de la que hoy se dispone para mejorar y
optimizar lo que antes se hacia con los equipos neumáticos del pasado, en los
actuales momentos se debe eliminar el concepto de usar las señales
neumáticas para implementar las topologías y considerar que los arreglos del
hardware permiten recibir todas las señales de campo hasta la Sala de Control,
tal como se muestra en la siguiente figura donde se observa un arreglo de
control de procesos ¡mplementadas con PLC, que permite recibir desde campo
Capitulo IX: Topologías de Control
3
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
todas las señales discretas que sean necesarias, todas las señales analógicas
que sean necesarias, todas las comunicaciones seriales que sean necesarias
entre transmisores inteligentes y el PLC, conexiones entre PLC, conexiones
entre PLC y Sala de Control, así como, todas las conexiones necesarias desde
los PLC o desde la sala de Control hasta el campo, por lo que no se hace
necesario ningún arreglo neumático local para facilitar ninguna de las
topologías de control antes reseñadas. Estas conexiones de hardware desde el
campo hasta los PLC y desde los PLC hasta el campo se muestra en la
siguiente figura.
Interconexión de PLC con Proceso Indu
Las mismas consideraciones aplican para el software, dado que los fabricantes
de los Controladores Lógicos programables PLC, ofrecen un conjunto de
librerías de aplicaciones, un conjunto de bloques de aplicaciones como
herramientas que tendrá el programador para elaborar sus programas de
automatización y control justo a la medida, o justo a las necesidades del
proceso industrial. Las facilidades que ofrecen los fabricantes de PLC para el
desarrollo de programas usando los software de que disponen estos equipos
hace innecesaria usar las señales de campo para arreglos locales que faciliten
la implementación de alguna de las topologías de control. Es por ello que
cualquiera que sea el tipo de arreglo de control que se implemente en
cualquiera instalación petrolera, la misma se debe hacer desde el programa de
automatización y control que disponen los PLC sin tener que utilizar ninguna
conexión neumática local como ayuda para la implementación de la misma.
Capitulo IX: Topologías de Control
Jesús Enrique Otero Ramos
Instrumentación Industrial en Instalaciones Petroleras
En las siguientes figuras se muestran las aplicaciones que ofrece un
fabricante de PLC y que sirve como ejemplo de las aplicaciones que se
pueden disponer desde el software y que a través de ella posibilitar desde
los programas cualquiera de los arreglos de control que se Necesitan
SOFTWARE DESARROLLADOS PARA LAS APLICACIONES INDUSTRÍALE S
El editor de Bloques
Funcionales y las
instrucciones de control
de Procesos le proveen
las herramientas para
usar el mismo
controlador y el software
de programación para
todas las aplicaciones de
su planta
SOFTWARE DESARROLLADOS PARA LAS APLICACIONES INDUSTRIALES
42 nuevas instrucciones que le proveerán de las herramientas
necesarias para diseñar sofisticados controles de procesos y drives.
instrucciones
Procesos
Alarma
PID reforzado
Rampa
Balanza
Posición Proporcional
Tiempo Proporcional
Llevar-retraso
Generador de función
Totalizador
Tiempo-muerto
Dispositivo de 2 y 3
Estados Discretos
Instrucciones de
Drives
Instrucciones
Filtro
• Multiplicador del
• Filtro Paso/Alto
pulso
• Filtro Paso/Bajo
• Simulación de la
• Filtro de Banda
Curva
• Segundo Orden
• Pl
• Retrazos
• Integrator
• Derivativos
• Controlador de
Segundo Orden
• Acumulador
Instrucciones Estadísticas
• Promedio de Movimiento
Desviación Normal
Captura Mínima
Captura del máximo
Capitulo IX: Topologías de Control
Instrucciones
Lógicas
•
•
•
•
•
•
And Booleana
Or Booleana
Or Exclusivo
Inversor NOT
D Flip Flop
JK Flip Flop
Instruc. Select/Límit
•
•
•
•
Selección
Selección Negativa
Multiplexer
Limites H/L
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
También los arreglos de automatización y control de los que hoy se disponen
permiten que el hardware y software puedan estar configurados en forma
redundante lo que además de garantizar la automatización y el control del
proceso industrial tener los equipos que garanticen el cumplimiento de sus
funciones indistintamente la eventualidades que puedan presentarse, incluso la
que pueda salir del servicio algunos de los PLC que ejecutan los programas. En
la siguiente figura se podrá observar una arquitectura para control redundante
que propone un fabricante de PLC considerando en la oferta el hardware y
software que disponen para la aplicación de los controles industriales.
HARDWARE DESARROLLADOS PARALAS APLICACIONE
1.
2.
3.
4.
5.
6.
7.
RE 3UNDANTES
Inicie con un chasis estándar Controllogix
Adicione 1 procesador Logix5555.
Adicione 1 o más Tarjetas ControlNet (Ser. D).
Adicione un Módulo de sistema Redundante
Prepare un segundo sistema idéntico
Conecte los módulos SRMs
Adicione I/O, interfaces operador, y otros
equipos a la red(es) ControlNet (máx 5).
2. LAZOS DE CONTROL SIMPLES
Son lazos de control que atienden una sola variable operacional, tal como se
muestra en el diagrama de bloques de la siguiente figura.
Controlador en PLC
VD(s)
e(s)
Controlador PID
Memoria y Salida
en Corriente
RV(s)
Capitulo IX: Topologías de Control
Función de Transferencia del
Proceso Industrial
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
El lazo de control simple esta conformado por un controlador que recibe la
magnitud de la variable controlada a través de una señal eléctrica que envía el
transmisor que esta conectado en el proceso industrial, en el controlador (Que
preferencialmente será una aplicación de los PLC) se calcula la señal de error
(e(s)) y se aplican las acciones básicas de control PID a la señal de error
(M(t)), se guarda en memoria este valor y posteriormente a la salida de la
memoria se convierte este valor en una señal eléctrica de control que es
enviada hasta el proceso industrial para ser convertida en la señal neumática
que regulara la válvula de control quien definirá los cambios requeridos para
que la variable controlada busque alcanzar el valor deseado.
El modelo del lazo de control representado en el diagrama de bloques aplicara
para cualquier lazo de control cerrado de una sola variable y donde la variable
operacional podrá ser: caudal, temperatura, nivel, presión, otra. Los
componentes de instrumentación para conformar el lazo de control siempre
serán los mismos para todos los lazos de control simples ha saber: Transmisor,
Controlador, Convertidor I/P y Válvula de Control, y donde la única diferencia^
estará en el proceso industrial los cuales serán diferentes, con variables
operacionales diferentes y por lo cual seguramente tendrán funciones de
transferencias diferentes y por ello los tiempos de respuestas de estas
instalaciones industriales ante las entradas de control que ejecuta el
controlador serán diferentes lo que obligara realizar las entonaciones de los
lazos de control con valores de Kp, Ti y Td específicos para cada aplicación. El
modelo matemático de la señal de error (e(s)), salida de las acciones básicas
de control (M(t)), el controlador y la representación del bloque de adaptación
Controlador-Proceso Industrial (A), se muestran en las siguientes figuras.
e(s) = VD(s) - RV(s)
Donde:
e(s): Señal de error.
VD(s): Valor Deseado de la Variable Operacional (Set Point).
RV(s): Realimentación desde el Proceso Industrial de la Variable.
M(t): Salida de la Aplicación de las acciones de control PID.
Integrativa
Proporcional
Derivativa
Para cada lazo de control habrá entonarlo y así calcular los valores que
corresponderán al Kp, Ti y Td para cada una de las variables operacionales.
En el Controlador la salida de las acciones básicas de control PID una vez
guardada en la memoria es convertida en la señal eléctrica que saldrá desde el
controlador hasta las instalaciones industriales tal como se muestra.
Capitulo IX: Topologías de Control
7
Instrumentación Industrial en Instalaciones Petroleras
Acciones
Básicas de
Control PID
Mis)
Jesús Enrique Otero Ramos
Memoria
C(s) = C(s) + M(s)
Salida de la
Señal
Eléctrica
w
w
: Bloque de adaptación, señal del controlador-Regulación de la Variable.
(4-20)mA
Función de Transferencia del
Proceso Industrial
I S(s)
Presión
F2(s)
F4(s)
Flujo
(4-20)mA
F3(S)
Variable al
Proceso
Controlador en PLC
VD(s)
e(s)
de(t)
dt
RV(s)
Memoria y
Salida Eléctrica
V
Transmisor
En un lazo de Control Simple se conecta el transmisor directamente sobre la
salida de la variable operacional a ser controlada, la señal del transmisor se
envía al controlador quien ejecutara las acciones de control PID sobre la señal
de error y la salida del controlador se envía al proceso industrial para regular al
elemento final de control de la variable controlada. En la siguiente figura se
muestra como un ejemplo el lazo de control simple para un intercambiador de
calor. Este calentara un producto al intercambiarlo térmicamente con un
componente caliente (Vapor de agua), en este lazo de control se regula el paso
de vapor de agua que se utiliza para el calentamiento y así determinar la
temperatura del producto que entra a calentarse en el intercambiador.
Capitulo IX: Topologías de Control
8
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Diagrama en Bloques:
Vapor para
calentamiento
Producto a
Calentarse
Temperatura
De Salida
Transmisor
Temperatura
FV: Flujo de Vapor
FC: Flujo a calentarse
El diagrama de bloques muestra un controlador que regula el flujo de vapor
para intercambiar el calor con el flujo a calentarse que entra al intercambiador
de calor. Se observa que la única variable Temperatura, dispone del
transmisor, controlador, convertidor I/P y válvula de control como los
elementos que conforman el lazo de control. En Las siguientes figuras se
muestran varios esquemáticos de varios lazos de control simples que funcionan
en forma análoga al explicado previamente.
Capitulo IX: Topologías de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
4 -20 mA
Lauío de control de
presión
-Seleccionar el
set-pomt(SP (s)).
- Entonar el laza PID:
- K P (Ganancia.)
-Ti (Ajuste
intEgrativo)
-Td (ajuste derivativo)
4 - S O mA
Capitulo IX: Topologías de Control
Laxo de control de
rá^
10
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
3. LAZOS DE CONTROL EN CASCADA
En los lazos de control en cascada se combinan dos variables operacionales,
una variable maestra y otra variable esclava para controlar un elemento final
de control. El lazo de control en cascada requerirá dos controladores (uno por
cada Variable operacional) que se interconectaran a través del software y
donde la salida del controlador Maestro define la consigna o set point del
controlador Esclavo, mientras que la salida del controlador Esclavo regulara el
elemento final de control en el proceso industrial. Este arreglo de control
tendrá un transmisor para la realimentación del controlador de la variable
Maestra y un transmisor para la realimentación del controlador de la variable
operacional Esclava. Desde del controlador esclavo se envía desde el PLC
hasta el proceso industrial la señal eléctrica que alimentara al convertidor I/P
del cual saldrá la señal neumática de 3 a 15 PSI para regular la apertura de la
válvula de control. Se muestra a continuación el diagrama de bloques de este
arreglo de control en cascada.
Controladores en PLC
el(s)
Controlador
MAESTRO
Memoria y Salida en
SOFTWARE
VD2(s)
e2(s)
Controlador
ESCLAVO
Memoria y Salida en
Corriente
RS2(s)
Función de Transferencia del
Proceso Industrial
Si(s)
F2(s)
F3(s)
F4(s)
En el arreglo de control en Cascada representado en el diagrama de bloques de
la figura anterior se observa un primer controlador Maestro que calcula la señal
de errori (el(s)) a partir del Valor Deseado de la variable maestra (VD(s)) y de
la realimentación del transmisor de la variable operacional Maestra (RSl(s)), el
Capitulo IX: Topologías de Control
11
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
controlador maestro aplica las acciones básicas de control PID a la señal de
error (el(s)), guarda en memoria el resultado de la aplicación PID sobre
(el(s)), y tiene como salida la señal VD2(s).
La salida VD2(s) del
controlador maestro será la consigna o set point del controlador
esclavo y a través del software en el PLC se ejecutara esta acción. El
controlador esclavo calcula la señal de error e2(s) a partir de la diferencia de la
salida del controlador maestro VD 2 (s) y la realimentación (RS2(s)) que
proporciona el transmisor de la variable operacional esclava desde el proceso
industrial, aplica las acciones de control PID a la señal de error e2(s), guarda
en memoria el resultado de la aplicación PID sobre e2(s), y convierte en una
señal eléctrica la salida que saldrá desde del controlador esclavo hasta el
proceso industrial para regular la apertura del elemento final de control.
Para el lazo de control en cascada las variables operacionales podrán ser
combinaciones de: caudal, temperatura, nivel, presión, otra, y donde la
variable esclava será la mas rápida como el caudal y la variable maestra la
mas lenta como la temperatura. Las variables operacionales maestra y
esclava están integradas en la misma función de transferencia del
proceso industrial controlado, para que su acción conjunta regule la
posición del elemento final de control. En este arreglo, el lazo de control
esclavo trabajara en forma análoga a un lazo de control simple pero cuyo setpoint será definida y corregida por la variable operacional maestra. Con los
lazos de control en cascada tendrán como variables esclavas variables
auxiliares para detectar rápidamente el efecto de las perturbaciones sobre la
variable maestra. En la siguiente figura se muestra el lazo de control en
cascada Temperatura(Maestro)-Caudal(Esclavo) que regula el caudal de vapor
de agua que alimenta como fuente de calor a un intercambiador para calentar
otro componente en el mismo, de modo que el producto a calentarse salga del
intercambiador a la temperatura requerida por el proceso industrial.
FV: Flujo de Vapor
Maestro
FC: Flujo a calentarse
Capitulo IX: Topologías de Control
12
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Al observar el diagrama Proceso-Instrumento del intercambiador de calor que
se muestra en la figura anterior, se podrá apreciar que la variable esclava, así
como la variable Maestra forma parte integral del diagrama de bloques del
proceso controlado. Es la variable esclava, una variable más rápida que la
variable Maestra y es por ello que en los lazos en control en cascada se
aprovechan del menor tiempo de respuesta que tiene la variable esclava para
regular el único elemento final de control que tiene el proceso. A través de la
variable esclava se ira controlando las perturbaciones que existan en el
proceso y que se reflejaran en cambios de la magnitud de la variable maestra,
la cual detectara la perturbación y por ello tendrá la función de corregir el set
point de la variable esclava para definir el nuevo valor deseado del caudal que
será necesario para atender la perturbación de la temperatura.
Del lazo de control en cascada que se utiliza para controlar la temperatura de
salida del flujo a calentarse se puede observar que existen dos controladores
regulando un único elemento final de control, un controlador (TIC-01) para la
variable Maestra (Temperatura) y otro controlador (FIC-01) para la variable*
Esclava (Caudal). En el intercambiador de calor, la variable esclava (Caudal)
regula el paso del vapor para mantener la temperatura del flujo que entra a
calentarse entre los rangos deseados, para ello la variable Maestra tendrá la
función de modificar el set point de la variable esclava cada vez que exista
variaciones en la señal de error de la variable Maestra(Temperatura).
Control de Temperatura de Tope de Torre de Destilación. (Reflujo)
Para definir la temperatura de trabajo en el tope de la torre de destilación se
inyecta a la ultima bandeja de la torre un flujo frió del producto final de tope
(REFLUJO). A través del reflujo se define la temperatura del tope de la torre y
con ello se establece la condición de trabajo de la sección de rectificación de la
torre. Esta temperatura de tope que se consigue regulando la inyección del
caudal del producto final de tope, será la referencia de la menor temperatura
de la torre de destilación. La integración del tope de la torre conjuntamente
con los equipos asociados esta conformado por un condensador, un separador
trifásico, una motobomba para retirar el producto final de tope, así como
enviar el reflujo y los arreglos de instrumentación y control que permiten
implementar los controles de: de temperatura de tope (reflujo), producto final
de tope, nivel de productos pesados y presión.
En el tope de la torre de destilación los componentes que se mantuvieron en
fase gaseosa salen del tope y al pasar por el condensador se enfriaran y por
ello al ser descargados en el separador trifásico ante una nueva condición de
trabajo Temperatura-Presión habrá componentes que se condensen y otros se
mantendrán en fase gaseosa. Entre los componentes que se condensaron
estarán el producto final de tope y el agua. El producto final de tope que se
condenso al enfriarse es succionado desde el fondo del separador trifásico por
una motobomba cuya descarga se dividirá en dos corrientes, una para obtener
el producto final de tope y la otra corriente para el reflujo.
Capitulo IX: Topologías de Control
13
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En este conjunto de instrumentos y controles para implementar el reflujo se
hace necesario tener un lazo de control en cascada Temperatura (Variable
Maestra) y el Caudal (Variable Esclava) que permita definir la temperatura de
trabajo del tope de la torre, para ello de la descarga de la motobomba se tiene
una toma que pasara por una válvula de control que regulara el flujo hacia el
tope de la torre de tal manera que ingrese el producto final de tope frió para
definir la temperatura de tope. La regulación de mayor o menor del caudal de
reflujo se hará en la medida que se busque corregir la temperatura de tope,
por ello para disminuir la temperatura en el tope se incrementa el caudal de
reflujo y por el contrario para aumentar la temperatura en el tope se
disminuye el caudal de reflujo. Este arreglo en cascada Temperatura-Caudal
permitirán que estas dos variables definan la posición de la válvula de control.
La variable operacional más crítica (Temperatura) es el maestro, dado que en
el tope de la Torre de Destilación las variaciones de temperatura harán
cambios de la condición de trabajo Temperatura-Caudal de la bandeja y con
ello modificaría la cantidad de componentes que estarán en fase gaseosa o^
fase liquida en esa bandeja. Es por ello que la cantidad de producto final de
tope que regula el lazo de control esclavo (Caudal) debe estar supeditado a
mantener estable la temperatura de trabajo en la bandeja que es la referencia
para el control. Se ajustara el caudal (Variable Esclava) del producto final de
tope que se inyecta como reflujo a los requerimientos de mantener la
temperatura (variable Maestra) estable en la bandeja de la torre a su valor
deseado como referencia.
El arreglo de control en cascada permitirá la siguiente condición de control; si
la temperatura en el tope de la torre es igual al valor deseado, solamente
trabajara el lazo de control esclavo, el cual regulara el caudal como si no
existiera la variable maestra, sin embargo, de existir variaciones en la
temperatura del tope de la torre de destilación esta generara como variable
maestra una nueva respuesta corregida que se encargara de modificar el set
point de la variable operacional caudal. Esta acción de corregir la variable
esclava conllevara que el lazo de control esclavo tendrá un nuevo set point de
caudal y que se ajuste a los requerimientos de mantener estable la variable
operacional maestra.
En la siguiente figura se muestran las conexiones vista desde del PLC del lazo
de control en cascada Temperatura (Maestro) y Caudal (Esclavo), donde
observan como los transmisores de temperatura y caudal (TT-01 y FT-01)
transmiten sus señales eléctricas hasta el PLC. Es dentro del software del PLC
donde existe la corrección desde el controlador maestro (Temperatura TIC-01)
hasta el controlador esclavo (Caudal FIC-01). Del lazo de control esclavo (que
trabaja con un set point corregido) sale la señal eléctrica que alimentara al
convertidor Corriente-Presión (FY-01) el cual tendrá como salida la señal
neumática comprendida entre 3-15 PSI y que posicionara la válvula de control
para regular el producto final de tope que alimenta la bandeja.
Capitulo IX: Topologías de Control
14
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En la atención del Tope de la Torre de Destilación para mantener estable la
temperatura en la bandeja, el controlador Maestro TIC-01 (Temperatura)
tendrá un valor deseado (set point) TD(s), también recibe la realimentación de
temperatura RT(s) a través del transmisor de temperatura TT-01 y con ello
genera la señal de error e(s) de la temperatura y ejecutara la acción de control
PID a la señal de error de la temperatura. La señal de salida del controlador
maestro CM(s) se sumara con el valor deseado y sin perturbaciones del caudal
(set point) seleccionado de la variable esclava (EN EL SOFTWARE DEL PLC).
Esto permitirá que ante las variaciones de temperatura que pudieran
presentarse en el tope de la torre la señal maestra (Temperatura) generara
variaciones de la señal corregida FC(s). FC(s) estará teniendo modificaciones
cada vez que existan variaciones en la temperatura de la bandeja de la torre
de destilación, estas variaciones de la variable maestra hará modificaciones de
la consigna de trabajo de la variable esclava y con ello las regulaciones del
flujo del producto final de tope que ingresa a la ultima bandeja para definir en
esta su temperatura de trabajo.
En la siguiente figura se muestra el lazo de control en cascada utilizando el
modelo matemático de los controladores tanto para la variable Maestra como
para la variable esclava. Se muestran las aplicaciones de control PID en ambos
controladores y como la salida del controlador Maestro vía software se conecta
como consigna (Set Point) de controlador Esclavo, quien tendrá como salida
una señal de corriente que sale desde el PLC hasta el proceso industrial para
alimentar al convertidor I/P que proporcionara la señal neumática a la válvula.
Capitulo IX: Topologías de Control
15
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
PLC
Controlador Maestro
[
Sl(s)
(
\\
M(t) = Kp-l e(t) + j- \e(t)dt + Td -2&
Memoria y Salida
SOFTWARE
Controlador Esclavo
M(t) = Kp • (t) +1 \e(t)dt + Td
Memoria y Salida
Eléctrica
'"
S2(s)
(4-20)mA
"
Función de Transferencia del
Proceso Industrial
Presión
Flujo
I S(s)
Flujo Variable
al Proceso
Transmisor
Esclavo
En las siguientes figuras se muestra algunas aplicaciones de los lazos de control
en cascadas utilizadas en el control de temperatura del flujo de alimentación de
una torre de destilación atmosférica, y el lazo de control en cascada de la presión
de salida de una caldera, que previo antes de definir el set point de los caudales
esclavos ejecuta una regulación de proporción de los dos caudales.
Capitulo IX: Topologías de Control
16
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Control de Temperatura de Flujo de Alimentación de Torre.
Control de Presión de Salida de Caldera.
Centroide CALDERA
Vapor
Maestro
Agua
Caliente
Capitulo IX: Topologías de Control
17
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Dos variables operacionales diferentes con controladores diferentes, con
realimentaciones de bloques de función de transferencia diferentes, obligara a
tener entonaciones especificas para cada controlador. Las consideraciones de
Kp, Ti y Td para el controlador Maestro se corresponderán con las necesidades
y requerimientos de esta variable operacional, y las consideraciones para Kp,
Ti y Td para el controlador Esclavo se corresponderán a los requerimientos de
esta otra variable operacional, se podrá recomendar una alta sensibilidad para
la variable Maestra que será la mas lenta y una Banda Proporcional mas
elevada para la variable Esclava.
4. LAZO DE CONTROL FEEDFORWARD
En la topología de control en arreglo Feedforward, se consideran las
perturbaciones medibles de otra variable externa y que no se encuentran en el
lazo de control de la variable controlada. Un lazo de control simple actura para
regular una variable controlada donde solo interviene la realimentación de la
magnitud de la variable de salida para corregir el error, sin embargo, este lazo
de control simple no actúa directamente para corregir las perturbaciones que
origina otra variable externa, por ser esta una variable que no se corresponde
a la función de transferencia del proceso industrial controlado. Las correcciones
del lazo de control simple se hacen sobre la magnitud de la variable de salida
que esta controlada, y por esta razón las perturbaciones que genera la variable
externa no se corrigen inmediatamente, hasta que estas perturbaciones
externas se reflejan como errores de la salida del proceso un tiempo después.
Con el arreglo de control Feedforward se mide permanentemente a la variable
externa que genera las perturbaciones en el lazo de control y se considera su
magnitud para que conjuntamente con la salida del lazo de control definan la
regulación de la apertura de la válvula de control y con ello minimizar el
tiempo de respuesta para corregir la perturbación. En la siguiente figura se
muestra el diagrama de bloques del arreglo de control Feedforward.
Transmisor Variable
Externa qué Perturba
Controlador en PLC
VD(s)
e(s)
Variable
Externa
Controlador PID
Memoria y Salida
en Corriente
RV(s)
Función de Transferencia del
Proceso Industrial
Transmisor Variable
Controlada
Capitulo IX: Topologías de Control
18
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
• Con Feedfordward se mide a través de un transmisor la magnitud de
la variable externa al proceso controlado y que origina las
perturbaciones de la señal de salida.
• La magnitud de la variable externa se suma con la señal controlada para
que el efecto conjunto del controlador y la magnitud de la señal externa
actúen sobre el elemento final de control.
• En la topología de control en arreglo Feedforward, se necesita
instrumentación y cálculo adicional.
• En la topología de control en arreglo Feedforward, se tiene una
compensación en lazo abierto que debe emplearse normalmente junto a
un regulador en lazo cerrado.
Para considerar una aplicación en arreglo de control en Feedfordward se
presenta un ejemplo de un intercambiador de calor en la siguiente figura,
conformado por un lazo de control de temperatura y la medición de caudal.
FC: Flujo a calentarse
Para ello se tiene un transmisor de caudal para medir el flujo de la variable
externa al lazo de control, de esta manera cualquier cambio en la magnitud del
Flujo a Calentarse será medido por el transmisor de flujo (FT-01) y enviado al
PLC donde se sumara con la salida del controlador para que la acción conjunta
de ambas señales definan la magnitud de salida (C(s)) que saldrá desde el PLC
hasta el proceso industrial, para corregir en forma temprana (Por adelanto) las
perturbaciones que generaran en el proceso los cambios de la variable externa.
Con este arreglo de control se podrá atender por adelanto la perturbación
creada por los cambios de caudal del producto a calentarse y que de otro modo
se reflejarían en cambios de la temperatura de salida del intercambiador de
calor. En forma temprana y sin tener error en la temperatura, se suma los
cambios de la señal del transmisor FT-01 con la salida del controlador TIC-01
para que el resultado de esta suma sea la salida eléctrica que saldrá del PLC
para alimentar al convertidor I/P (TY-01) que regulara la válvula de control
para suministrar el vapor para el calentamiento en el intercambiador de calor.
Capitulo IX: Topologías de Control
19
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
La salida del PLC como señal eléctrica para alimentar al convertidor I/P, se
modifica de acuerdo a los cambios de la variable externa al lazo de control
para compensar su efecto en la variable controlada y sin necesidad que
existan cambios en la señal de error de la misma.
La observación del diagrama de bloques con arreglo de control en Feedforward
que se presenta en la siguiente figura, permite identificar el lazo de control
cerrado de la variable controlada y como a la salida del controlador se le suma
la señal del transmisor de la variable externa. Se observa que este arreglo de
control requiere un controlador y dos transmisores, uno para la realimentación
de la variable controlada y otro para la medición de la variable externa. La
salida del controlador se suma con la medición de la variable externa para
regular el elemento final dé control del proceso industrial.
Controlador en PLC
VD(S)
e(s)
Memoria y Salida
por software
RV(s)
Corrector de proporción
De Variable Externa
Cfs)
(4-20)mA
Variable Externa al
Proceso Industrial
Presión
Transmisor
Externo
Flujo
Flujo Variable
al Proceso
Función de Transferencia del
Proceso Industrial
Transmisor
Variable Controlada
Capitulo IX: Topologías de Control
20
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Al analizar el diagrama de bloques con arreglo de control en Feedforward
considerando su ejecución aprovechando las librerías de aplicaciones que
disponen los PLC, se tiene que el controlador calcula la señal de error de la
variable controlada, aplica las acciones básicas de control PID a la señal de
error calculada, guarda en memoria el resultado y la salida de la operación lo
envía a un bloque donde se suma este resultado con el aporte que proviene de
la corrección de proporción de la medición de la variable externa.
Es necesario tener un "Bloque Corrector de Proporción de la Variable Externa"
para que este pueda contribuir en la salida del PLC hasta el proceso industrial
con el aporte de la medición de la variable externa sin que la misma sea una
fuente de perturbación del arreglo de control. De no existir la contribución de
la medición de la variable externa sencillamente el arreglo quedara
funcionando como un lazo de control simple, sin embargo, al tener un valor de
la medición externa con aportes muy grandes, esto podrá conllevar a que lasalida del arreglo de control feedforward podrá estar definida por los cambios
de la señal externa y no por el lazo de control de la variable controlada.
5. CONTROL CASCADA+FEEDFORWARD
El arreglo de control Cascada + Feedforward es aquel que permite tener un lazo
de control en cascada con las variables Maestra y Esclava asociadas a la
función de transferencia del proceso industrial conjuntamente con la acción de
la medición de una variable externa que perturba al proceso controlado, tal
como se muestra en la siguiente figura.
Transmisor Variable
Externa que
Perturba
Variable
Externa
Transmisor Variable
ESCLAVA
Función de Transferencia del
Proceso Industrial
Transmisor Variable
MAESTRA
En este arreglo de lazo de control Cascada+Feedforward la salida del
controlador Maestro de la cascada se suma con la acción de la proporción de la
señal del transmisor de la variable externa, el resultado de esta suma será
enviado por software hasta el controlador de la variable esclava para definir la
Capitulo IX: Topologías de Control
21
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
consigna o set point de este controlador esclavo. El controlador esclavo
trabajara como un lazo de control simple con la diferencia que el set point
estará cambiando permanentemente en el tiempo cada vez que ocurran
cambios en la señal de error del controlador maestro o una modificación de la
magnitud de la variable externa que entra para perturbar el proceso. Esta
acción conjunta de la salida del controlador de la variable maestra y la
medición de la variable externa estará definiendo el set point del controlador
esclava. La salida del controlador esclavo será una señal eléctrica que ira al
convertidor I/P que regulara la válvula de control del proceso industrial.
En la siguiente figura se muestra el diagrama de bloques de una aplicación de
este lazo de control Cascada-Feedforward en un Intercambiador de Calor. Un
lazo de control en cascada conformado por un lazo de control maestro
(Temperatura de Salida del Intercambiador), un lazo de Control esclavo
(Caudal de Vapor para Calentamiento) y la medición de la variable externa
caudal (Caudal de Fluido a Calentarse en el Intercambiador). El lazo de Control
Cascada-Feedforward cumple la función de regular el paso de vapor de agua^
para proporcionar calor a un ¡ntercambiador de calor manteniendo constante la
temperatura de salida del intercambiador ante las diferentes perturbaciones
que puedan presentarse. En este lazo de control Cascada-Feedforware la
temperatura es la variable maestra y el caudal la variable esclava, y la variable
externa será el caudal del producto a calentarse al proceso y que generara
perturbaciones con sus cambios, dado que si aumenta su caudal disminuye la
temperatura de salida y si disminuye su caudal se incrementa la temperatura,
si no existiera la acción Feedforware que mide y considera la variable externa.
4,u
c^
v2
-o
•=ÍEEsclavo
Maestro
Variable
Externa
FV: Flujo de Vapor
TT
oí
FC: Flujo a calentarse
En el PLC se reciben las señales de los tres transmisores del lazo de control en
Cascada-Feedforward, dos transmisores del arreglo de control en cascada y un
Capitulo IX: Topologías de Control
22
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
transmisor de la variable externa y sale una señal eléctrica para regular la
apertura del elemento final de control. A través del software de los PLC se
implementan los controladores maestro y esclavo, y la salida del controlador
maestro se sumara con la magnitud de la variable externa para definir el set
point de la variable esclava. La atención conjunta de la variable maestra con
la magnitud de la variable externa tendrá un valor dinámico en el tiempo que
cambiara cada vez que ocurra un cambio de la señal de error de la variable
maestra o un cambio de la magnitud de la variable externa, proporcionando
por ello un set point dinámico que regulara a la variable esclava.
Al observar el diagrama de bloques del ¡ntercambiador de calor que se utiliza
como ejemplo, se podrá apreciar que la variable Maestra, así como, la variable
Esclava forman parte integral del diagrama de bloques del proceso controlado
por el lazo de control en cascada, mientras que la variable externa no tiene
ninguna relación con la función de transferencia del proceso industrial. La
variable esclava, es una variable más rápida que la variable Maestra y es por
ello que en los lazos en control en cascada se aprovechan del menor tiempo de
respuesta que tiene la variable esclava para regular el único elemento final de
control que tiene el proceso controlado. De esta manera las perturbaciones que
podrán existir en el proceso son detectados por la acción conjunta de la
variable maestra y la medición de la variable externa y se corrige utilizando la
variable esclava que es la mas rápida para regular al electo final de control.
En el diagrama de bloques que se muestra en la siguiente figura se podrá
observar el modelo matemático del controlador maestro y del controlador
esclavo, la suma por software de la salida del controlador maestro y la
regulación de proporción de la variable externa, la salida por software de la
suma de la salida del controlador maestro y acción de la variable externa y
como este valor pasa ser el set point de la variable esclava. Se observa la
salida eléctrica del controlador esclavo desde el PLC hasta la válvula de control.
Del diagrama de bloques que modela la función de transferencia del proceso
controlado se observa la realimentación de la variable esclava, la
realimentación de la variable maestra y la alimentación en el proceso
controlado de la variable externa, teniendo presente para los análisis de
entonación del lazo de control Cascada-Feedforwared, la ubicación en el
proceso industrial de las variables operacionales, así como, la velocidad de
respuesta de las mismas. Con estos argumentos se tendrán los criterios para
determinar de forma totalmente independiente los valores de KpM, T¡M y TdM
para entonar el lazo de control maestro y los valores de KpE, TiE y TdE para
entonar el entonar el lazo de control esclavo.
El diagrama de bloques que en forma integral presenta los controladores y la
variable externa del lazo de control Cascada-Feedforwared, el proceso
industrial y sus realimentaciones y medidas de sus variables operacionales,
permite analizar la señal de error el(s), la señal de realimentación RVM(s), el
set point de la variable esclava VDC(s). Se podrá analizar la señal de error del
controlador esclavo e2(s), la realimentación RVE(s) y la salida C(s).
Capitulo IX: Topologías de Control
23
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Controlador en PLC
VD(s)
Memoria y Salida
por software
,
'
-FÍ'
VDC(s)
'
e2(s)
)+
Corrector de
proporción de
Variable Externa
de(t)}
-*-}
r
RVE(s)
Memoria y Salida
ELÉCTRICA
C(t) = (4-20)mA
Variable Externa al
Proceso Industrial
Transmisor Variable
Externo
Flujo
Flujo Variable
al Proceso
Transmisor Variable
ESCLAVA
Transmisor Variable
MAESTRA
En la siguiente figura se muestra otra aplicación de los lazos de control
Cascada-Feedforward, en el control de temperatura del fondo de una torre de
destilación. En esta aplicación se utiliza un lazo de control en cascada para
regular el paso de vapor de agua que alimenta el calderin que calienta el fondo
de la torre y se utiliza la medición del caudal de alimentación de la torre como
la variable externa que perturbara el proceso de calentamiento de fondo.
Capitulo IX: Topologías de Control
24
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
(Cascada + Feedforward) Calentamiento Fondo+Alimentación de torre
6. LAZO DE CONTROL SELECTIVO
El control selectivo se da para aquellos procesos que aunque no tienen
variaciones en su funcionamiento, es decir, mantienen el mismo arreglo de
control, presentan medición y posibles cambios de las realimentaciones de sus
variables operacionales a lo largo de todo el diagrama de bloques del proceso.
Esta particularidad puede permitir cambiar los puntos de realimentación de los
arreglos de control y con ello poder seleccionar los nuevos set point en relación
con las nuevas realimentaciones a voluntad del operador. Se podrá seleccionar
con el arreglo de control selectivo nuevas condiciones de trabajo que podrán
estar ajustándose a los requerimientos operacionales que pueda estar
considerando el operador. El operador podrá cambiar las condiciones de
trabajo del proceso desde la sala de control y sin estar haciendo ninguna
modificación ni del proceso, ni del hardware y software de los PLC.
En la siguiente figura se muestra el diagrama de bloques para un lazo de
control simple con control selectivo, en el se puede observar que el modelo
matemático del controlador simple es el mismo que el considerado
anteriormente (Igual ocurrirá con los otros arreglos de control), sin embargo,
se puede observar que desde el proceso industrial llegan a la sala de control
varias mediciones desde las variables operacionales lo que permitirá su
registro, además, bajo el control selectivo se podrán hacer los cambios de la
realimentación y set point si las condiciones de trabajo así lo requieren.
Capitulo IX: Topologías de Control
25
Jesús Enrique Otero Ramos
Instrumentación Industrial en Instalaciones Petroleras
Controlador en PLC
VD(s)
¿ M(t) = Kp - (e(t) +1 \e(t)dt + Td
Memoria y Salida
ELÉCTRICA
Selección de Set-Point y
Realimentación
C(s)
(4-20)mA
Función de Transferencia del
Proceso Industrial
S(s)
Transmisor 1
Variable 1
Transmisor 2
Variable 2
Transmisor 3
Variable 3
En la siguiente figura se muestra como ejemplo del Control Selectivo una torre
de destilación que tiene dispuesta en cada una de sus bandejas transmisores
de temperatura y con ello tener la posibilidad de la realimentación en
cualquiera de las bandejas de la torre. Considerando que cada bandeja tiene
condiciones de trabajo Presión-Temperatura particulares, este arreglo
permitirá seleccionar el set point que corresponda a cada bandeja, así como,
tener la realimentación de cada punto, además se podrá agregar que en las
torres existen también diferentes puntos de alimentación y esta condición
también debe posibilitar cambios en la selección de nuevos puntos de trabajo.
Capitulo IX: Topologías de Control
26
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
El Control Selectivo permitirá escoger la realimentación dentro de un universo
de varios puntos dentro del proceso, así como, seleccionar los set point
asociados a cada bandeja de la torre.
7. LAZO DE CONTROL OVERRIDE
En el arreglo de control Override se combinan dos lazos de control de dos
variables operacionales totalmente diferentes e independientes mientras se
mantengan en sus rangos de trabajo. En el Control Override una variable
operacional (1) trabaja atendiendo su lazo de control totalmente independiente
de otra variable operacional (2), siempre que no alcance el valor de seguridad
preestablecido por la variable operacional (2). La variable operacional (1)
atiende su lazo de control cerrado pero en el momento que se alcanza el valor
de seguridad de la variable operacional (2), esta otra variable (2) cuyo valor
de seguridad fue alcanzado asume el control del proceso. El lazo de control de
la variable operacional (2) trabajara hasta alcanzar su set point, o restablezca
el valor de la variable (2) entre los límites preestablecidos en el control. Una
vez que se alcanza los niveles preestablecidos de la variable (2), será en ese
momento que la variable operacional (1) retoma nuevamente el control para
continuar en la atención del lazo cerrado de control de la variable operacional
Capitulo IX: Topologías de Control
27
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
(1) que estaba trabajando. En la siguiente figura se muestra el diagrama de
Bloques del Lazo de Control Override, donde puede observarse los dos lazos de
control independientes que convergen el la Comparación Override.
PLC
Controlador Variable 1
e(s)
VD(s)
\1
fe
W
r M(t)
\/f(t\
L\
¥^
A
}
í(e(t'}+
+ T^e(
Memoria y Salida
SOFTWARE
de(t)
t)dt + Tddt
Bloque de
Comparación
OVERRIDE
Controlador Variable 2
VD(s)
e(s)
W
^
[
(
A/rf+\ — K
is • c(/j
x,/A ii
M(t)
p
r^//\^7/ ihi^
T
je(/)af
" e v/
^l
i
Memoria y Salida
SOFTWARE
Ri(s)
(4-20)mA
Función de Transferencia del
Proceso Industrial
S(s)
Transmisor
Variable 1
Transmisor
Variable 2
Capitulo IX: Topologías de Control
28
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Control Override Nivel-Caudal en Torre de Destilación.
En el arreglo de control Override se combinan dos variables operacionales
totalmente independientes mientras se mantengan en sus rangos de trabajo.
En el Control Override una variable operacional (1) (Caudal) trabaja
atendiendo su lazo de control totalmente independiente de otra variable
operacional (2) (Nivel), siempre que no alcance el valor de seguridad
preestablecido por la variable operacional (2) (Nivel). Dos ejemplos del control
Override Nivel-Caudal se presentan en la siguientes figuras, una de retiro de
producto liviano y de poca viscosidad del tope de la torre de destilación para
alimentar otra torre trabajando el lazo de control de caudal, siempre y cuando,
el nivel no baje a los limites de seguridad, el otro Lazo de Control Override
será la del retiro del producto viscoso y pesado de fondo del fondo de la misma
torre y que también se utiliza para alimentar otra torre.
En el Lazo de Control Override, en un momento la variable operacional Caudal,
se mantendrá controlando su lazo de control para mantener el caudal
constante para no crear perturbaciones en la otra torre que alimenta, siempre^
que no alcance el nivel de seguridad de la segunda variable Nivel. En el
momento que sea alcanzado el nivel de seguridad de la segunda variable
operacional (Nivel), el sistema de control Override reemplazara el controlador
de Caudal por el controlador de Nivel y se ejecutara el lazo de control de Nivel
hasta el momento que se restablezca los valores de nivel deseados dentro del
del separador trifásico o en el fondo de la torre. Una vez restablecidos los
valores del nivel entre los parámetros deseados y justo a partir de ese
momento se retorna el control a la primera variable Caudal.
Capitulo IX: Topologías de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
8. LAZO DE CONTROL DE RANGO PARTIDO
En los controles de rango partido se establece un Lazo de control, o un arreglo
de control (Cualquier arreglo de Control) que atiende varios elementos finales
de control, es decir, la salida del controlador se comparte entre varias válvulas
de control según una tabla preestablecida que definirá el rango de trabajo de
cada una de las válvulas, así como, el rango de trabajo a partir del cual
trabajara la otra o demás válvulas que atiende el mismo controlador. Para ello
es necesario, así como ¡mplementar todos los elementos que conforman el lazo
de control, un adicional de tener una tabla que preestablece los rangos de
trabajo que se utilizaran para cada uno de las válvulas de control.
El rango compartido entre los diferentes elementos finales de control puede ser
para compartir la magnitud de la variable controlada a partir de una tabla que
reparte las cantidades entre una válvula y otra, o para compartir las magnitud
de la variable controlada a partir de una tabla que reparte las cantidades entre
una válvula y otra combinada con lapsos de tiempo de trabajo entre una y otra
válvula. Depende del diseño de la tabla de trabajo.
Capitulo IX: Topologías de Control
30
Instrumentación Industria! en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Ejemplo: Planta SAEN (Complejo Jusepín)
En la planta de SAEN del Complejo de Jusepín (Norte del estado Monagas) el
agua aceitosa q ue contiene las aguas provenientes de diferentes fuentes
(estaciones de flujo, lluvia) es almacenada en la laguna L-1000 A/B y pasa por
vasos comunicantes hasta la fosa de succión desde donde es succionada a
través de cuatro bombas centrifugas verticales (B-1010 A/B/C/D), para
alimentar la planta SAEN. De las cuatro bombas verticales disponibles solo
operan tres bombas en paralelo cuyo arranque y parada es realizado por el
PLC. El PLC buscara mantener el nivel constante de 1.2 metros en la laguna.
La cuarta bomba estará como respaldo, en caso de falla o mantenimiento.
Cada bomba maneja un rango de flujo entre 15 y 45.7 MEAD.
Con el selector en modo "Automático" las bombas B-1010 A/B/C/D
arrancaran directamente desde el PLC bajo las siguientes condiciones: La
primera bomba arrancara a 1.2 metros y parara a 0.8 metros de nivel de la
laguna. El arranque y parada de la segunda y tercera bomba se hará según el
aumento o disminución debido a la apertura de las válvulas de control de flujo *
FCV-200020 a la entrada del tren 1 y FCV-200030 a la entrada del tren 2,
por efecto del controlador maestro de nivel de la laguna cuando este detecte
que el nivel aumenta o disminuye, respectivamente. El arranque y parada de la
segunda y tercera bomba será como sigue:
•
Arranque de la segunda bomba, con 20 segundos de retardo, cuando la
sumatoria de los flujos de entrada a cada tren de filtros FIT-200020 más
FIT-200030 sea mayor a 45.000 MBAD.
•
Arranque de la tercera bomba, con 20 segundos de retardo, cuando la
sumatoria de los flujos de entrada a cada tren de filtros FIT-200020 más
FIT-200030 sea mayor a 85.000 MBAD.
•
Parada de la tercera bomba, con 10 segundos de retardo, cuando la
sumatoria de los flujos de entrada a cada tren de filtros FIT-200020 mas
FIT-200030 sea menor a 75.000 MBAD.
•
Parada de la segunda bomba, con 10 segundos de retardo, cuando la
sumatoria de los flujos de entrada a cada tren de filtros FIT-200020 mas
FIT-200030 sea menor a 40.000 MBAD.
En la siguiente figura se muestra el esquemático general de procesos de la
planta SAEN, con la integración de los equipos que la conforman a saber:
•
•
•
•
Fosa de Succión y motobombas.
Filtros Coalescedores.
Filtros Pulidores.
Desaereadores.
Así como, la alimentación a los Filtros Coalescedores, el esquemático ProcesosInstrumentos de las Motobombas de la fosa y el diagrama de tiempo.
Capitulo IX: Topologías de Control
31
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Esquemático General de la Planta SAEN.
LAGUNA
L-1000 A/B
DESAEREADORES
FILTRO
COALESCEDORES
FILTROS
PULIDORES
Esquemático de la Alimentación Filtros Coalescedores.
i;
Capitulo IX: Topologías de Control
32
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Esquemático Proceso-Instrumentos del Control de Motobombas.
SEÑALES DISCRETAS
SEÑALES
ANALÓGICAS
PLC S¿
CC>Nr
4
RAKC I/O
REMOTO
Capitulo IX: Topologías de Control
33
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Diagrama de tiempo del Encendido-Apagado de Motobombas.
RACK
REMOTO
PLC SALA DE
CONTROL
7*L1L
^\
T ir
'
IV
FlT--?nnmn
v
iv» ^'
r\
/7*rR
—^x\
V
>
T ir i*nnn
y
ix
;
"
T?Tr_?nnfT>n
v\^ ^/y
\S
/^ ^\
>
FI
-
' FIC >
FIC-200030
v^ ^/
^
^
1 ^ rlínc
^
1 J QldS
W
+ 1 .2 metros
Ira
BOMBA
0.8 metros
^k
ir
A
2da
BOMBA
ir
A
T-ir»rx
Ojrrvpirv
i 85ÜOÜ
131 D
3ra
BOMBA
^r>
i
20 s después
•• •
•
•
40000 BPD
10 s después
^r
A
4ta
BOMBA
75000 BPD
10 s después
i
i
Capitulo IX: Topologías de Control
34
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Cada bomba de transferencia de agua, B-1010 A/B/C/D contara con un
selector local de tres (03) posiciones, HS-010110, HS-010210 HS-010310 y
HS-011910 que permitirá poner en funcionamiento el equipo en modo
"Automático" para ser operado a través del PLC, en modo "Manual" para ser
operado mediante el pulsador de Marcha-Parada Local YIHL-010110, YIHL010210, YIHL-010310, y YIHL-011910, o fuera de servicio mediante la posición
"Parada". Para ambos casos (Manual y Automático) el operador debe generar
el permisivo de consola que permitirá el funcionamiento del equipo CR-010110,
CR-010210, CR-010310 y CR-011910, respectivamente.
Con el selector en modo "Automático" las bombas B-1010 A/B/C/D
arrancaran directamente desde el PLC bajo las siguientes condiciones: La
primera bomba arrancara a 1.2 metros y parara a 0.8 metros de nivel de la
laguna. El arranque y parada de la segunda y tercera bomba se hará según el
aumento o disminución debido a la apertura de las válvulas de control de flujo
FCV-200020 a la entrada del tren 1 y FCV-200030 a la entrada del tren 2,
por efecto del controlador maestro de nivel de la laguna cuando este detecte
que el nivel aumenta o disminuye, respectivamente. El arranque y parada de la
segunda y tercera bomba será como sigue:
•
Arranque de la segunda bomba, con 20 segundos de retardo, cuando la
sumatoria de los flujos de entrada a cada tren de filtros FIT-200020 más
FIT-200030 sea mayor a 45.000 MBAD.
•
Arranque de la tercera bomba, con 20 segundos de retardo, cuando la
sumatoria de los flujos de entrada a cada tren de filtros FIT-200020 más
FIT-200030 sea mayor a 85.000 MBAD.
•
Parada de la tercera bomba, con 10 segundos de retardo, cuando la
sumatoria de los flujos de entrada a cada tren de filtros FIT-200020 mas
FIT-200030 sea menor a 75.000 MBAD.
•
Parada de la segunda bomba, con 10 segundos de retardo, cuando la
sumatoria de los flujos de entrada a cada tren de filtros FIT-200020 mas
FIT-200030 sea menor a 40.000 MBAD.
En caso de falla de alguna de las bombas en operación, la bomba de respaldo
relevara el equipo afectado automáticamente. La bomba de respaldo se rotara
en función del numero de horas de operación de las bombas principales, el cual
de ajusto para lapsos de quince (15) días.
Para las válvulas de control que regulan la alimentación de los filtros
Coalescedores se tendrá un lazo de control en cascada Nivel (Maestro) y el
Flujo Esclavo) y donde las variaciones de nivel en la laguna llevaran al control
maestro LIC-150110 hacer correcciones al set point de las variables esclavas;
es decir si aumenta el nivel en la laguna la variable maestra LIC-150110
adicionara valores al "set point" de caudal incrementando el mismo y así
disminuir el nivel de la laguna.
Capitulo IX: Topologías de Control
35
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
9. CONTROL INFERENCIA!.
El Control Inferencia! se utiliza cuando varias variables operacionales, así
como, otros parámetros convergen para regular un elemento final de control.
Se dispondrá de arreglos de control que tendrán que realizar cálculos
complejos que requieren la medición de varias señales, además de necesitar
alguna operación aritmética para obtener un valor que de otro modo resultara
imposible que lo suministre un solo transmisor. El resultado del cálculo
realizado permite tener un valor bajo el cual se hará la regulación del elemento
final de control. Un arreglo de Control Inferencia! se tendrá en el calculo de
volumen de los hidrocarburos utilizando como elemento sensor una placa de
orificio. Para ello se tendrá una presión diferencial proporcional al caudal, sin
embargo, las correcciones, por factor de comprensibilidad requerirán la
medición de la presión de la línea, así como de la temperatura de la línea. Los
computadores de flujo tendrán como datos las características cromatograficas
del fluido y a partir de todos estos valores se tendrá el valor real del flujo que
se utilizara para la medición o control de caudal de productos a la venta.
Una aplicación del Control Inferencial resulta en los controles de oleaje de
los compresores centrífugos, además de su aplicación utilizando los bloques
de funciones que disponen los PLC, actualmente también se tienen controles
dedicados para estas aplicaciones. Un ejemplo del uso para la arquitectura de
control de oleaje para los compresores centrífugos bien usando PLC o controles
dedicados y con la finalidad de evitar las fluctuaciones de caudal en estos
compresores centrífugos y de desplazamiento positivo y que podrían generar
vibraciones mecánicas que pueden dañar los mismos. En las figuras siguientes
se muestran estos controles para control de oleaje de los compresores.
CONTROL DE OLEAJE
(Protección Compresor)
Capitulo IX: Topologías de Control
36
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
El compresor se mueve a una velocidad constante que define el motor que lo
mueve generalmente turbinas a gas en la industria petrolera. Para la atención
de las protecciones del compresor centrifugo y del motor que mueve los
compresores se hará necesario implementar varios arreglos.
Para la atención del funcionamiento del compresor centrífugo se hace
necesario implementarle un control de oleaje que evite los golpes y vibraciones
del mismo al estar expuesto a cambios de flujo, o modificaciones de flujo al
variar las condiciones de trabajo (temperatura, presión, caudal) de las
variables operacionales del compresor. Se utilizaran PLC o controladores
dedicados a esta atención. Estos equipos reciben directamente las señales del
transmisor de flujo FIT-Ol.a partir de la presión diferencial que proporciona
como transductor una placa de orificio o un tubo Venturi, reciben la presión
diferencial entre la presión de descarga y la presión de succión del compresor a
través del transmisor PDT-01, reciben la señal de la presión de la línea a
través del transmisor PIT-01 y la temperatura de succión a través del
transmisor TIT-01. Todas estas señales conjuntamente con las características
cromatografías del fluido permitirán calcular el flujo real y compararlo con el
flujo deseado que debe ser comprimido por el comprensor centrifugo,
desviando por la válvula de control hacia la succión el flujo que falte para
mantener constante el caudal que comprime el compresor, indistintamente los
cambios de las condiciones operacionales.
Para las protecciones por vibración, se tendrán medidas para la vibración
axial y vibración tangencial a través de los transmisores VIT-xxOl y VITxx02 en el compresor de la primera etapa y que conectan sus señales al
equipo de Medición y Protección por vibración. Conjuntamente con las
mediciones de la vibración axial y tangencial, se tendrán protecciones por la
temperatura de los cojinetes donde gira el eje del compresor, esto se
implementa a través de los transmisores TIT-xx02 y TIT-xx03 que conectan
sus señales al PLC que atiende la unidad compresora. Se tendrá protección por
lubricación a través del transmisor de presión PIT-xx02 que envía la señal al
PLC. La integración de todas estas señales permite el control inferencial para la
protección de los compresores y los motores que los mueven.
Para las protecciones por vibraciones en los compresores como la turbina que
los mueve, se dispondrá de un arreglo para las vibraciones axiales y radiales,
en cada uno de los puntos donde se sostienen los cojinetes de los compresores
y de la turbina, así como las mediciones de temperatura de cada cojinete. Para
ello será necesario que tanto los compresores, así como la turbina dispongan
para cada cojinete del sensor de vibración radial para el eje X y el sensor radial
para el eje Y, así como la conexión de la Termocupla o PT-100 para medir la
temperatura. Estas señales serán recibidas por el equipo electrónico para las
protecciones por vibración quien procesara las magnitudes de las vibraciones
que estarán transmitiendo los transmisores de vibración radial así como el
desplazamiento del eje que este transmitiendo el transmisor axial. Las
ubicaciones de los sensores de vibración tanto en los compresores, así como
en la turbina se muestra en la siguiente figura.
Capitulo IX: Topologías de Control
37
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
VIBRACIÓN RADIAL X, y VIBRACIÓN RADIAL Y VIBRACIÓN AXIAL y
TEMPERATURA DE COJINETES
'
SI"
i
3300
©
©
@
::-::-::
-tay
QO
© ©
0
S&L
Fi
!
0
|
58&KJ
j:
14.
DQ
ffi Étí
C
° 5 !
DÓ DD
© 0 33¿
!
i
D D
D D
©
'
T* _
s
I i
ó c)
0
C
D D
D D
m
Axial
Capitulo IX: Topologías de Control
38
ENTONACIÓN DE LAZOS DE CONTROL
1. Lazos de Control
1.1.
Lazo de Control
.
2. Análisis de las Acciones de Control PID
9
2.1.
Acción de Control Proporcional
10
2.2.
Acción Proporcional-Integrativa
15
2.3.
Acción Proporcional-Derivativa
18
3. Entonación de los Lazos de Control
21
3.1.
Calculo de la Ganancia (Kp)
23
3.2.
Calculo del Ajuste Integrativo (Ti)
24
3.3.
Calculo del Ajuste Derivativo
25
4. Consideraciones de Entonación para Topologías de Control
Capitulo X: Entonación de Lazos de Control
27
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Para dar inicio a la entonación de lazos de control, se considerara inicialmente
la misma para una sola variable y posteriormente para los lazos de control en
Cascada, Feedforwared, Override. Para análisis de la entonación se
considerarán varios ejemplos que permitirán el estudio de diferentes lazos de
control de las variables operacionales nivel, presión, temperatura y caudal, en
aplicaciones usuales en las instalaciones petroleras.
1. LAZOS DE CONTROL
1.1. Lazos de Control de Presión.
En el siguiente esquemático Proceso-Instrumentos se observa un lazo de
control de presión en un separador liquido-gas.
Este lazo de control esta conformado por el Transmisor (PT-01), el Controlador
(PIC-01), el Convertidor I/P (PY-01) y el elemento final de control. El
transmisor esta conectado directamente en el proceso industrial y tiene como
entrada la variable operacional presión a la cual transmitirá una señal eléctrica
directamente proporcional a la magnitud de la presión hasta el controlador. El
transmisor de presión podrá ser calibrado a las especificaciones del proceso
industrial. El controlador podrá ser un control dedicado (un equipo electrónico
con una aplicación específica de controlar un lazo), o también a través de un
PLC donde el controlador será un bloque de aplicación PID del programa que
corre el PLC. Indistintamente de cual sea el controlador, en este se definirá el
valor deseado (set-po/nt) de la presión de trabajo en el separador, así como,
se asignaran los valores para entonar el lazo de control ha saber: la ganancia
(Kp), el ajuste integrativo (T/) y el ajuste derivativo (7¿).
El controlador aplicara las acciones básicas de control Proporcional, Integrativa
y Derivativa a la señal de error e(s) calculada entre el valor deseado y la
magnitud de la variable que envía el transmisor y una vez guardada el
resultado en memoria se convierte en una señal eléctrica que enviara el
controlador hasta el separador para posicionar el elemento final de control. En
Capitulo X: Entonación de Lazos de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
el lazo de control el convertidor I/P convierte la señal eléctrica de (4-20) mA
que tiene como salida el controlador electrónico en una señal neumática de
(3-15) PSI con la cual se posiciona el elemento final de control, para regular la
apertura de la misma en proporción a la magnitud de la señal neumática de
(3-15) PSI que suministra convertidor I/P.
Otro ejemplo de un lazo de control de presión, es la del control de la presión
de tope de una torre de destilación, a través del separador trifásico que tiene
como alimentación el producto enfriado de la salida de la torre. Este
enfriamiento de los productos que salen en fase gaseosa por el tope de la torre
conllevaran el condensamiento de varios componentes de los hidrocarburos
además del agua y otros componentes de los hidrocarburos se mantendrán en
fase gaseosa lo que hará necesario establecer un lazo de control de presión
para determinar la magnitud de la misma.
Tanto en el lazo de control de presión en el separador liquido-gas, como en el
lazo de control de presión de tope de una torre de destilación, los instrumentos
que conformaran ambos lazos de control de presión serán los mismos ha
saber: el Transmisor (PT-01), el Controlador (PIC-01), el Convertidor I/P
(PY-01) y el elemento final de control. Igualmente en ambos lazos de control
de presión será atención del controlador:
1.
2.
3.
4.
5.
6.
7.
Recibir la asignación del valor deseado o set-point.
Recibir la señal de realimentación del transmisor de presión.
Calcular la señal de error e(s).
Grabar la asignación de la magnitud de sensibilidad KP.
Grabar las asignación de la magnitud del ajuste ¡ntegrativo T¡.
Grabar la asignación de la magnitud del ajuste derivativo Td.
Aplicar las acciones básicas de control PID a la señal de error e(s).
Capitulo X: Entonación de Lazos de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Las únicas diferencias en los dos lazos de control estarán en las funciones de
transferencias del separador liquido-gas y del tope de la torre de destilación. Al
tener funciones de transferencias diferentes, de orden diferentes y constantes
diferentes, de seguro que los tiempos de las respuestas y la forma de la
respuesta de procesos separador y del proceso tope de torre de destilación
serán diferentes y con ello las entonaciones de los lazos de control para
definir: set-po'mt, Ganancia (Kp), Ajuste Integrativo (T/) y Ajuste Derivativo
(T¿), en ambos lazos de control serán diferentes.
Las entonaciones en ambos lazos de control serán diferentes, sin embargo, en
ambos lazos de control se tendrá el mismo modelo matemático, las diferencias
estarán únicamente en las funciones de transferencias de los procesos
industriales, dado que al ser procesos industriales diferentes tendrán
ecuaciones diferenciales -que las representan diferentes, quedando sus
funciones en diferentes ordenes: de primer, segundo u orden superior y por
ello tendrán comportamientos diferentes ante las señales escalón, rampa o
impulso unitario que enviara como salida el controlador. En la siguiente figura
se muestra el modelo matemático del lazo de control de presión.
Función Transferencia Proceso
Donde:
PD(s): Presión Deseada (set-po'mt}.
RP(s): Realimentación de Presión desde el transmisor.
e(s): Señal de error = PD(s) - RP(s)
Capitulo X: Entonación de Lazos de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
El modelo matemático para ambos lazos de control en la atención del
controlador, transmisor, convertidor y elemento final de control será el mismo,
y las diferencias estarán en las funciones de transferencias correspondientes al
separador liquido-gas y al tope de la torre de destilación. La función de los
controladores será la misma para ambos lazos de control, entendiéndose que
al tener ambos procesos, funciones de transferencias diferentes, tendrán
tiempos de respuestas diferentes y con ello entonaciones de los lazos de
control diferentes, es decir cada lazo tendrá sus valores específicos de
ganancia (/Cp), ajuste integrativo (7/) y ajuste derivativo (T¿).
Los controladores reciben la señal de realimentación desde los transmisores y
generan la señal de error e(s) al calcular la diferencia entre el valor deseado o
set-point y el valor de la realimentación. A la señal de error calculada se le
ejecuta las acciones de control Proporcional, Integrativa y Derivativa, teniendo
como salida de esta aplicación PID la señal M(s) la cual será guardada en
memoria. Una vez memorizada la señal M(s) este valor calculado se convierte
en la señal eléctrica de control que sale del controlador para alimentar aK
convertidor I/P, quien a partir de esta señal eléctrica generará la señal
neumática de (3-15) PSI que regulará la apertura de la válvula de control.
Estas aplicaciones del controlador se muestran en la siguiente figura:
PID
set-point
T
L¡
(
Ct
'" (
Retroalimentación
! f l,\At
Ct
' T^
l
T
M(s)
de l
( ^\
A(s) = A(s)+M(s)
" dt }_
Transmisor desde
el proceso
de(t)}
t
Integrativa
Proporcional
Derivativa
1.2. Lazos de Control de Nivel.
En los siguientes esquemáticos Procesos-Instrumentos se observan dos lazos
de control de nivel; el primero es un lazo de control de nivel en un separador
liquido-gas, y el siguiente es un lazo de control de nivel en el fondo de una
torre de destilación, para determinar las semejanzas en la conformación y en
el funcionamiento de estos lazos de control de nivel con los lazos de control de
presión que se analizaron previamente.
Capitulo X: Entonación de Lazos de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
21 «&P
En ambos lazos de control, los elementos que los conforman son los mismos:
transmisor, controlador, convertidor I/P y válvula de control, tanto en el
separador bifásico, como en el fondo de la torre. Igualmente en ambos lazos
de control será atención de los controladores:
1.
2.
3.
4.
5.
6.
7.
Recibir la asignación del set-point (valor deseado).
Recibir la señal de realimentación que proporciona el transmisor.
Calcular la señal de error e(s).
Grabar la asignación de la magnitud de sensibilidad KP.
Grabar la asignación de la magnitud del ajuste integrativo 7/.
Grabar la asignación de la magnitud del ajuste derivativo T¿.
Aplicar las acciones básicas de control PID a la señal de error e(s).
La única diferencia entre estos lazos de control estará en la función de
transferencia del nivel en el separador liquido-gas y la función de transferencia
del nivel en el fondo de la torre de destilación. Al tener funciones de
transferencias diferentes, de seguro que los tiempos de respuesta de los
procesos separador y fondo de torre de destilación serán diferentes y con ello
las entonaciones de los lazos de control (definición del set-point, Kp, T¡, T¿) de
ambos lazos de control serán diferentes.
Capitulo X: Entonación de Lazos de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
1.2. Lazos de Control de Caudal y Temperatura
En los siguientes esquemáticos Procesos-Instrumentos se observan dos lazos
de control de caudal: un lazo de control que regula la alimentación de flujo
correspondiente a una bandeja de la torre y otro lazo de control de caudal que
regula la salida de producto final de tope en un separador trifásico.
En ambos lazos de control los elementos que los conforman son los mismos,
aunque las variables operacionales sean diferentes: caudal y temperatura y los
procesos industriales diferentes. Los lazos de control estarán conformados por:
transmisor, controlador, convertidor I/P y válvula de control, tanto en la
alimentación de la torre de destilación, como en el horno y en ambos lazos de
control será atención de los controladores:
1.
2.
3.
4.
5.
6.
7.
Recibir la asignación del set-point (valor deseado).
Recibir la señal de realimentación que proporciona el transmisor.
Calcular la señal de error e(s).
Grabar la asignación de la magnitud de sensibilidad KP.
Grabar la asignación de la magnitud del ajuste integrativo T).
Grabar la asignación de la magnitud del ajuste derivativo 7¿.
Aplicar las acciones básicas de control PID a la señal de error e(s).
Capitulo X: Entonación de Lazos de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Para todos los lazos de control indistintamente la variable y el proceso, los
instrumentos que se utilizan para su conformación serán los mismos y la única
diferencia entre todos los lazos de control estará en la función de transferencia
de los procesos industriales. Al tener funciones de transferencias diferentes, de
seguro que los tiempos de respuestas de cada uno de los procesos serán
diferentes y con ello las entonaciones de los lazos de control.
Función Transferencia Proceso
Capitulo X: Entonación de Lazos de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
2. ANÁLISIS DE LAS ACCIONES DE CONTROL PID.
Para considerar las consecuencias de la entonación de los lazos de control en el
comportamiento en el tiempo del mismo lazo, se toma como ejemplo el lazo de
control de nivel en un separador liquido-gas. Una buena entonación del lazo se
consigue cuando se asignan los valores adecuados para los términos de la
Ganancia (Kp) del Ajuste Integrativo (T/) y del Ajuste Derivativo (7^), para que
el comportamiento dinámico de la variable operacional a lo largo del tiempo
este siempre muy próximo del valor deseado o set point. Con valores
inapropiados de la Ganancia (Kp), del ajuste integrativo (7~/) y del ajuste
derivativo (T¿) la variable operacional puede tomar valores hasta erráticos y
muy diferentes del valor deseado. Para visualizar el comportamiento de este
lazo de control y observar como puede comportarse la variable operacional
ante diferentes valores de la Ganancia (Kp), del ajuste integrativo (7~/), y del
ajuste derivativo (7¿), se muestra como ejemplo este lazo de control de nivel
en un separador liquido-gas.
Pésima Entonación
Set Point
Para este ejemplo, el valor deseado o set-point del nivel es de 60% y será un
valor constante en el tiempo, además, se tiene una Banda Proporcional de
40%. En el ejemplo se observa el comportamiento de la variable operacional,
Nivel, a lo largo del tiempo bajo tres condiciones diferentes de la entonación
del mismo lazo de control. Se puede observar el comportamiento de un lazo
bien entonado donde la variable operacional esta siempre muy próxima al setpoint. Se observa también un comportamiento no muy estable en el tiempo de
la variable operacional para un lazo de control mal entonado. Y por último, se
observa un comportamiento errático de la variable operacional a lo largo del
tiempo para un lazo de control pésimamente entonado. En los tres casos el
Capitulo X: Entonación de Lazos de Control
Jesús Enrique Otero Ramos
Instrumentación Industrial en Instalaciones Petroleras
transmisor, el controlador, el convertidor I/P y la válvula de control son los
mismos. El comportamiento depende de lo adecuada que pueda ser la
definición de Ganancia (Kp}, del Ajuste Integrativo de las repeticiones por
minutos (T/) y el Ajuste Derivativo (Td] lo que hará un comportamiento
deseado o un comportamiento errático. La atención de las acciones de control
Proporcional, Integrativo y Derivativo (PID), a la señal de error e(s) del lazo de
control del ejemplo anterior se pueden modelar de la siguiente manera:
1
= K,
¡
1
1
Consolador
Función Transferencia del
Proceso Industrial
Realimentación
Transmisor
Donde:
VD(s):Valor deseado (set-point).
R(s):Realimentación que viene a través de del transmisor.
e(s): Señal de error.
e(s) = VD(s) - R(s)
2.1. Acción Proporcional
En la siguiente figura se muestra un lazo de control con Acción Proporcional.
Controladoi
VHf<A
~X
¿£
40
Kp
M(s)
Función Transferencia del
Proceso Industrial
Aísl — Aísí+Mfs1)
r
Ák
^
R(s)
Realimentación
Con la acción de Control Proporcional se busca asignar la Banda Proporcionar
de trabajo en la cual se trasladará o moverá la magnitud de la variable
operacional en el tiempo. En el ejemplo del lazo de control de nivel en el
separador liquido-gas donde se observa el comportamiento de la variable
operacional Nivel, la banda proporcional esta representada por las líneas
Capitulo X: Entonación de Lazos de Control
10
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
punteadas que están uniformemente trazadas por encima y por debajo del setpoint y tiene un valor del 40%. Dependiendo del valor que tome Kp esta Banda
Proporcional podrá estrecharse o ensancharse a voluntad del programados
Para lazos de control con asignaciones de la Banda Proporcional adecuadas el
comportamiento de la variable operacional en el tiempo se moverá entre los
límites que define la Banda Proporcional sin generar perturbaciones en el
comportamiento de la variable operacional. Por otra parte es importante tener
presente que para lazos de control con asignaciones de la Banda Proporcional
muy estrechas por tener valores de la Ganancia (Kp] muy altos conllevan a
lazos de control inestables que trabajaran incluso en forma hasta erráticas
indistintamente de los valores que puedan tener los ajustes Integrativos y
Derivativos. Como podrá observarse de la figura anterior para la Acción de
Control Proporcional la salida del controlador será: M(s) = Kp.e(s)
Para Kp elevadas se tendrán que hasta con pequeños valores de la señal de
error e(s), la salida del controlador M(s) será elevada. Considerando que la
salida del controlador es una señal eléctrica comprendida entre 4 y 20
miliamperios y donde 4 mA E - oo y 20 mA E + oo. Con las consideraciones
anteriores donde 4 mA E - oo y 20 mA E + oo se puede afirmar que los lazos
de control con Bandas Proporcionales muy estrechas producto de tener un Kp
elevado, originaran salidas del controlador que estarán muy próximas a los
valores extremos de 4 o 20 miliamperios y esto conllevara ha estar abriendo
totalmente o cerrando totalmente la válvula de control hasta con valores
pequeños de la señal de error donde no es mucha la diferencia que existe
entre el valor deseado y la realimentación del valor real, lo que derivara en
comportamientos erráticos de la variable operacional en el tiempo, formando
una gran inestabilidad en el proceso industrial "Controlado". Una banda
proporcional muy estrecha conlleva a tener valores de Kp elevados y esto
puede permitir que la acción de control pueda alcanzar sus valores extremos
de +oo = 20mA o -oo=4mA con pequeños valores de la señal de error e
indistintamente que la acción de control sea únicamente Proporcional o acción
de control PID. Será adecuado tomar una Banda Proporcional que no sea muy
estrecha, dado que al tener valores de Kp altos posibilitaría tener un
control inestable. Al considerar la adecuada entonación de los lazos de
control se debe tener Bandas Proporcionales moderadas.
En los lazos de control puramente proporcional entre un cambio en la salida del
controlador para modificar la apertura de la válvula de control, y observar
como este se refleja como un cambio en la señal de la salida de la variable
operacional controlada, habrá que esperar un lapso de tiempo. Este tiempo de
respuesta depende del proceso industrial, es por ello que diferentes procesos
industriales, así como diferentes variables operacionales, tendrán tiempos de
respuestas diferentes para que se reflejen en el comportamiento de la variable
operacional los cambios que produjo
la salida del
controlador.
Experimentalmente se puede medir el lapso de tiempo que transcurre entre el
momento que sale la señal del controlador hasta que esta señal se refleje en
un cambio de la magnitud de la variable controlada. Este lapso de tiempo
podrá utilizarse para calcular empíricamente el Ajuste Integrativo.
Capitulo X: Entonación de Lazos de Coptrol,
11
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En la práctica la salida del controlador cuando utiliza solamente la acción de
control proporcional es equivalente a un escalón cuya amplitud será definida
por el valor de Kp. En los procesos industriales dependiendo de las ecuaciones
diferenciales que los representen, sus funciones de transferencias concluirán
eh sistemas de Primer Orden, Segundo Orden o de Orden superior, y cada uno
de estos sistemas tendrán una respuesta característica ante la entrada escalón
(Equivalente a la Acción Proporcional) que permitirá considerar sus respuestas
transitorias y estacionarias en el tiempo. En las siguientes figuras se muestra
la salida del controlador cuando la Acción de Control es Proporcional y la
respuesta característica del proceso industrial para cuando este es un sistema
es de Primer Orden y de Segundo Orden.
Controlador
VD(s)
|
*
X\
y-
•
ler Orden.
i
• Orden
—>
i
ef<;)
w
.,—-^
;^_
^\
S( s)
Cí
Cís)
i
i
/
M
L[M(t) = Kp.(e(t)}\
• '
fe>{\
(^)
•
±
*
Proceso
industrial
Hl
^|
Transmisor
C(t)
1
C(t)=l(t)
Tiempo
C(s) = £(C(t)) = 1/s
Respuesta del Sistema de Primer Orden a la Entrada Escalón.
S(t)
Estado Estacionario
Respuesta Transitoria
10
7
Z
Respuest ÍT sist 21 de í 3T ido
Capítulo X: Entonación de Lazos de Control
4T n a
ST trada Escalón.
12
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Respuesta Transitoria
Sít)
2,0
1,8
1,6
1,4
1,2
LO
0,8
0,6
0,4
0,2
Wnt
Las consideraciones de las respuestas en el tiempo de los sistemas de primer
orden y sistemas de segundo orden ante la entrada escalón (Acción
Proporcional) debe permitir confirmar que será el proceso industrial
quien determinara la salida su magnitud y el tiempo de la variable
controlada. El análisis de estas consideraciones deben permitir tomar los
criterios para aprovechar la respuesta en el tiempo del proceso controlado con
Acción Proporcional para medir los tiempos que serán necesarios para calcular
empíricamente tanto el Ajuste Integrativo (Ti) como el Ajuste Derivativo (Td).
Calculo de la Ganancia (Kp)
Acción Proporcional:
M(s) =KP. e(s)
e(s) = V d ( s ) - R ( s )
Para valores de Kp muy elevados se tendrán salidas del controlador que
buscaran tomar los máximos valores de salida, es decir 20mA o 4mA y con ello
buscar abrir toda la válvula de control o cerrar toda la válvula de control, dado
que por mínima que sea la señal de error al multiplicarse por un valor elevado
de Kp generara un valor alto de M(s) = /Cp.e(s). Estas aperturas o cierres
totales del elemento final de control conllevaran a comportamientos tan
erráticos de la variable controlada que puede asumir valores que incluso se
saldrán del rango que se asignó con la Banda Proporcional. Esto debe generar
como conclusión que no se deben seleccionar rangos de Banda Proporcional
muy estrechos para entonar adecuadamente los lazos de control.
Capitulo X: Entonación de Lazos de Control
13
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Los Lazos de Control con la Banda Proporcional muy estrechas
podrán estar expuestos a tener grandes perturbaciones
originadas por el propio lazo.
En un lazo de control que trabaje solamente con la Acción Proporcional la
magnitud de la variable operacional tendrá valores en el tiempo que podrán
estar oscilando entre los extremos de la Banda Proporcional, tal como se
muestra en la siguiente figura.
Nivel %
100
90
80
70
60
50
40
30
20
10
Banda Proporcional
40%
Tiempo
Para calcular Kp se presenta la siguiente formula:
p
100
Banda Proporcional
Conclusiones
Se debe entonar el lazo de control teniendo bandas proporcionales que
no deban ser muy estrechas y así evitar tener valores de Kp elevados.
Valores de Kp elevados generara un sistema de control inestable,
dado que a pequeños cambios en la señal de error e(s), puede generar
salidas del controlador que buscan alcanzar los valores extremos 4mA
o 20mA.
Un proceso controlado únicamente en forma proporcional tendrá un
tiempo de respuesta que dependa únicamente del proceso. Este
tiempo de respuesta será adecuado para calcular en forma
experimental los ajuste integrativos, es decir este tiempo nos
proporcionará criterios para definir la repeticiones por minuto del
ajuste integrativo.
2.2. Acción Proporcional-Integrativa
Capitulo X: Entonación de Lazos de Control
14
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Señal de error e(s) = CONSTANTE
En la siguiente figura se muestra el modelo matemático de la Acción de Control
Proporcional-Integrativa.
Función de Transferencia del
Proceso Industrial
Controlador en PLC
VD(s)
e(s)
Controlador PID
Memoria y Salida
en Corriente
RV(s)
Controlador en PLC
VD(s)
e(s)
M(t) = Kp • e(t) +1 \e(t)dt + Td
Memoria y
Salida Eléctrica
RV(S)
Transmisor
Cuando la señal de error es constante e(s)=e(K)= CONSTANTE, en la acción de
control PID, actúan únicamente la acción de control Proporcional-Integrativo,
dado que la acción derivativa de una constante es cero. Esta condición se
podrá observar a partir de las ecuación general de M(t) que es la salida de la
acción de control PID de la señal de error, se puede observar la respuesta PI.
E(t) = Constante = e(k):
Se puede sacar factor común
anterior:
e(t) = e(K)= CONSTANTE
Capitulo X: Entonación de Lazos de Control
de la expresión
15
Instrumentación Industrial en Instalaciones Petroleras
lis /\/ •/y
r
litó 11 1 Í
£
*••')
nh
:. ' ' ' ' ' :-P;Pí;]l
dt \
Jesús Enrique Otero Ramos
Ti: periodo de la señal
*
Donde Ti es el periodo o tiempo de espera, que el programador establece para
incrementar la señal eléctrica de salida del controlador si la señal de error se
mantiene constante, es decir, el controlador envía una señal eléctrica para
posicionar el elemento final'de control y espera durante el tiempo Ti que ocurra
un cambio en la magnitud de la variable controlada y con ello un cambio en la
señal de error, si transcurrido el periodo Ti se mantiene constante la señal de
error, entonces la acción de control integrativa incrementara la señal eléctrica
que sale del controlador hasta el proceso industrial. La Acción de controf
Proporcional-Integrativa se muestra en la siguiente figura.
Controlador
i
Función Transferencia del
Proceso Industrial
. \e(t)dt
A(s) - A(s)+M(s)
Realimentación
Transmisor
Donde:
VD(s): Valor deseado (set-point)
R(s): Realimentación desde el Transmisor
e(s): Señal de error
e(s) = VD(s) - R(s) = CONSTANTE
M(t)=K-e(k}- 1+-?
Capitulo X: Entonación de Lazos de Control
t: variable que se ira incrementando: O,
1, 2, 3, ... cada vez que se cumpla el
periodo Ti, durante el tiempo que la
señal de error e(s) se mantenga
CONSTANTE.
16
Jesús Enrique Otero Ramos
Instrumentación Industrial en Instalaciones Petroleras
Salida del
PnDees
" I R• L C T
¡1¡ c(s)
e(s)
VD(s)
>\_
-—^fcrf 1 >
P^
Á 1 R(s)
r
(
1r
^1
LKp\e(t)+-\e(t)dt\
;;i
^flifi
1
:
. • ••••
É
::; ™
Proceso
Industrial
': •
Transmisor
C(t) = t(t)
C(t)
C(s) - £(C(t)) = 1/s2
Tiempo
C(s) = C(s) + M(s)
La Acción de Control Proporcional-Integrativa tal como se muestra en la figura
anterior, actúa en forma equivalente a una rampa que va incrementando su
valor progresivamente en el tiempo, es la acción de control que permite que el
controlador vaya incrementando progresivamente su salida eléctrica hasta el
proceso industrial y que se cumple en los lapsos de tiempo que no hay cambios
en la magnitud de la salida de la variable controlada y por ello se mantiene
constante la señal de error e(s), la acción integrativa incrementara
progresivamente la señal de salida del controlador con la finalidad de forzar un
cambio en la magnitud de la variable controlada. T¡ (ajuste integrativo) es el
periodo de la señal que establece el programador del lazo de control y
define el tiempo que tendrá que transcurrir entre cada uno de los incrementos
que tendrá la variable M(t) como consecuencia de los cambios que tendrá la
variable t, la cual ira asumiendo los valores de O, 1, 2, 3, 4 y así
sucesivamente incrementando la salida del controlador hasta que cambie la
magnitud de la variable controlada.
El Ajuste Integrativo que será el periodo de la señal, definirá el intervalo de
tiempo de espera que transcurrirá entre cada incremento del valor de t. La
magnitud de T¡ se entonara a razón de Tiempo, referidos según los
controladores en fracciones de minuto, según la necesidad de la entonación
que corresponda específicamente para cada lazo de control. La acción
integrativa busca forzar una modificación de la variable operacional controlada
en un tiempo menor o mucho menor al tiempo de respuesta que tendría el
proceso industrial si la acción de control fuera puramente proporcional. Para
ello la acción integrativa va cambiando los valores de t en: O, 1, 2, 3, 4 y así
sucesivamente. Estos cambios van modificando los valores de M(t) y con ello
va modificando gradualmente la salida del controlador C(t)=C(t)+M(t)
mientras se mantenga constante la señal de error e(s). Las modificaciones a la
salida del controlador modifican la posición de la válvula de control y estas
modificaciones deben cambiar la magnitud de la variable operacional.
Capitulo X: Entonación de Lazos de Control
17
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
2.3. Acción Proporcional-Derivativa
Señal de error e(s) = Presenta un Cambio Instantáneo
En la siguiente figura se muestra el modelo matemático de la Acción de Control
Proporcional-Derivativa.
Función de Transferencia del
Proceso Industrial
Controlador en PLC
VD(s)
e(s)
Controlador PID
Memoria y Salida
en Corriente
RV(s)
Controlador en PLC
VD(s)
dt
Memoria y
Salida Eléctrica
RV(s)
Transmisor
Cada vez que la magnitud de la variable controlada cambie, en ese momento
la magnitud de la señal de error e(s) = VD(s) - R(s) sufre un cambio
instantáneo, y con ello actuará la acción de control Proporcional-Derivativa. En
el instante que la señal de error tiene un cambio se podrá considerar que ese
intervalo de tiempo es tan breve que los limites de la integral de la señal M(t)
son tan próximos que se podrá considerar que la Acción Integrativa es nula.
Cuando la magnitud de la variable controlada tiene cambios no actúa la acción
de control ¡ntegrativa, quedando las acciones de control ProporcionalDerivativa para la atención de la señal de error e(s) en ese instante. Con estas
consideraciones queda el valor de M(t) de la siguiente forma:
e(S) = VD(s) - R(s) = TIENE UN CAMBIO DE VALOR
J
rfl
/
e(t}
eCt)dt + Td.
v / +—
T j, x /
Capitulo X: Entonación de Lazos de Control
dt
18
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
de(t}\
~dT
Controlador
Función Transferencia del
Proceso Industrial
T
L
d
-
flfe(0
dt
Realimentación
Transmisor
En la práctica la variable operacional controlada es dinámica y por ello su
magnitud cambia con cierta regularidad. Cada vez que existe un cambio en la
señal de error e(s) se ejecuta la acción de control Proporcional-Derivativa que
busca actuar para corregir el error por adelanto de la magnitud de la variable
operacional controlada, es decir, se tendrá que la salida eléctrica del
controlador hacia el proceso industrial tendrá una magnitud que se
corresponderá al valor que se requeriría en el futuro (Td) si la señal de error
siguiera creciendo sin la presencia de esta acción de control, esto posiciona por
adelantado a la válvula de control a la posible magnitud que requeriría la
variable controlada en el futuro. En el análisis de la ecuación de M(t),
conjuntamente con un análisis gráfico de la salida del controlador
C(t) = C(t) + M(t), se toma como ejemplo C(t) como una recta Y= mX+b que
se proyecta en el tiempo futuro Td, y el resultado de esa evaluación será la
salida de C(t) justo en el momento que cambio la señal de error e(s).
PLC
VDCsV—x ef s)
-^-
S(s\
c(s)
Proceso
Industrial
Transmisor
C(t)
C(s) = £(C(t))=l
Tiempo
Capitulo X: Entonación de Lazos de Control
19
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Y= m X + b
x=rd
b = e(to)
m = de(t)/dt
Valor NO DESEADO
que asumiría la
Variable Operacional
sin Acción Derivativa
S(t)
Set Point
m
Tiempo
De la observación de la variable operacional S(t) y de la señal de salida del
controlador C(t) se podrá confirmar que cada vez que ocurra un cambio en la
magnitud de la variable controlada S(t) generando un cambio en la señal de
error e(s), actuara la acción de control Proporcional-Derivativa la cual actuara
equivalente a la evaluación de la recta Y=mX+b en el tiempo futuro Td y
donde el resultado de esa evaluación del tiempo futuro Td será la salida
instantánea del controlador justo en el momento que se produjo el cambio de
la salida S(t). Esto permitirá que el controlador se adelante a la posición que el
elemento final de control requerirá de continuar esa tendencia en S(t).
Cada vez que ocurre un cambio en la magnitud de la variable controlada ocurre
un cambio de la señal de error y con ello actúa la acción de control
Proporcional-Derivativa, quedando la señal M(t) como una expresión que se
podrá evaluar como la ecuación de una recta tal como se muestra.
de(f)
e(t0)
Donde:
m
X
de(t)/dt
Td (tiempo por adelanto evaluando la magnitud de S(t) y es un
valor que asigna el operador en la entonación)
B = e(to) (valor de la señal de error justo antes del cambio)
En la figura anterior se busca mostrar en forma gráfica la evaluación de la
recta como la acción de control Proporcional-Derivativa, donde la pendiente
m= de(t)/dt lo calcula el controlador y el tiempo de adelanto Td lo asignara el
Capitulo X: Entonación de Lazos de Control
20
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
operador. Con estas consideraciones de la ecuación de la recta Y=m.X + b, se
evalúa la misma por adelanto en el tiempo Td cada vez que ocurra un cambio
en la señal de error y el resultado de este calculo por adelanto será
equivalente a la magnitud de la señal eléctrica que sale del controlador hacia el
proceso industrial para posicionar la válvula de control.
No será necesario que transcurra el tiempo Td para que la variable operacional
alcance el valor no deseado. Se calcula el valor de la recta estimando por
adelantado el tiempo (Td} que habrá que transcurrir para que esa irregularidad
ocurra y el controlador asume como salida esa consideración por adelanto,
enviando una señal eléctrica de salida hasta el proceso industrial que se
corresponda como si la señal de error fuera la equivalente a como si hubiera
transcurrido el tiempo Td y con ello evita que este valor no deseado pueda ser
alcanzado en el futuro. Este valor es dado por adelanto, por lo que se podrá
concluir que en la Acción Proporcional-Derivativa se proyecta el valor calculado
en un tiempo futuro Td como un impulso en el origen de la recta Y = mX + b.
3. ENTONACIÓN DEL LAZO DE CONTROL
La primera consideración que habrá que tener presente para entonar un Lazo
de control será que cualquier valor fuera de rango: los valores de Ganancia
(Kp), Ajuste Integrativo (Ti) y del Ajuste Derivativo (Td), serán fuentes de
perturbación del lazo de control, siendo la misma mala entonación la fuente de
los problemas. No se deberán dar valores elevados para la Ganancia (Kp), no
se deberán dar lapsos de tiempos elevados para el Ajuste Derivativo (Td) y no
se deberán dar lapsos de tiempos muy pequeños para el Ajuste Integrativo
(Ti), de manera de evitar comportamientos erráticos de la variable operacional
y que "Controlada", la cual podrá tomar valores que incluso podrán salirse del
rango de trabajo que se haya definido con la Banda Proporcional.
Sin tomar ninguna consideración de cómo se estén entonando los lazos de
control en una u otra instalación, la idea es que para los lazos de control de las
instalaciones petroleras donde la señal de error en algún momento será
constante y en otros momentos tendrá cambios instantáneos de su magnitud,
lo adecuado, lo correcto, es que se apliquen todas las acciones básicas de
control PID, es decir, el lazo de control debe entonarse para que trabajen
conjuntamente las Acciones: Proporcional, Integrativa y Derivativa, y por ello
habrá que definirle su valor de Ganancia Kp, las fracciones de minutos o
minutos que le corresponde al Ajuste Integrativo Ti y las fracciones de minutos
que corresponderán al Ajuste Derivativo Td.
En la práctica, la aplicación de las acciones de control PID por parte del
controlador deberá seguir la siguiente secuencia:
1.
Ante un cambio que ocurre en la señal de error se ejecuta la Acción de
Control Proporcional-Derivativa.
Capitulo X: Entonación de Lazos de Control
21
Instrumentación Industrial en Instalaciones Petroleras
2.
3.
4.
Jesús Enrique Otero Ramos
Al mantenerse durante un lapso de tiempo la señal de error constante
se ejecuta la Acción de Control Proporcionar.
Como se mantiene la señal de error constante y para acelerar el
tiempo de respuesta de la variable controlada se aplica la Acción de
Control Proporcional-Integrativa.
Al ocurrir un cambio en la señal de error, se inicia la secuencia con la
aplicación de la Acción de Control Proporcionai-Derivativa.
Esta secuencia se busca ilustrar en la siguiente figura.
C(t)
S(t)
Tiempo
Mas que la exactitud de la gráfica (Si el lector detecto los pequeños errores de
precisión, entonces esta muy claro en la entonación de los lazos de control), lo
que se busca es ilustrar como va cambiando en el tiempo la salida del
controlador C(t) donde C(t) = M(t)+C(t), en la medida que se van aplicando las
acciones básicas de control PID al lazo de control. Cuando la señal de error es
constante, primeramente se aplica la Acción de control Proporcional y al
mantenerse esta condición actúa conjuntamente con la acción proporcional la
acción integrativa, la cual ira incrementando la magnitud de la señal eléctrica
de salida del controlador hasta que ocurre un cambio en la señal de error por
producirse un cambio de la magnitud de la variable controlada S(t), justo en
ese instante del tiempo pasa actuar la acción proporcional-derivativa que
permite que la salida M(t) tenga como cambio de un impulso que permite
hacer un salto en la magnitud de la señal eléctrica que envía el controlador
hasta el proceso industrial. Esto ocurrirá sucesivamente en el tiempo,
cumpliéndose el ciclo de las acciones de control PID de modo que el
controlador busque conseguir a lo largo del tiempo que la variable de salida
S(t) este próximo al valor deseado o set point.
Capitulo X: Entonación de Lazos de Control
22
Instrumentación Industrial en Instalaciones Petroleras
2.
3.
4.
Jesús Enrique Otero Ramos
Al mantenerse durante un lapso de tiempo la señal de error constante
se ejecuta la Acción de Control Proporcionar.
Como se mantiene la señal de error constante y para acelerar el
tiempo de respuesta de la variable controlada se aplica la Acción de
Control Proporcional-Integrativa.
Al ocurrir un cambio en la señal de error, se inicia la secuencia con la
aplicación de la Acción de Control Proporcionai-Derivativa.
Esta secuencia se busca ilustrar en la siguiente figura.
C(t)
S(t)
Tiempo
Mas que la exactitud de la gráfica (Si el lector detecto los pequeños errores de
precisión, entonces esta muy claro en la entonación de los lazos de control), lo
que se busca es ilustrar como va cambiando en el tiempo la salida del
controlador C(t) donde C(t) = M(t)+C(t), en la medida que se van aplicando las
acciones básicas de control PID al lazo de control. Cuando la señal de error es
constante, primeramente se aplica la Acción de control Proporcional y al
mantenerse esta condición actúa conjuntamente con la acción proporcional la
acción integrativa, la cual ira incrementando la magnitud de la señal eléctrica
de salida del controlador hasta que ocurre un cambio en la señal de error por
producirse un cambio de la magnitud de la variable controlada S(t), justo en
ese instante del tiempo pasa actuar la acción proporcional-derivativa que
permite que la salida M(t) tenga como cambio de un impulso que permite
hacer un salto en la magnitud de la señal eléctrica que envía el controlador
hasta el proceso industrial. Esto ocurrirá sucesivamente en el tiempo,
cumpliéndose el ciclo de las acciones de control PID de modo que el
controlador busque conseguir a lo largo del tiempo que la variable de salida
S(t) este próximo al valor deseado o set point.
Capitulo X: Entonación de Lazos de Control
22
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
3.1. Calculo de la Ganancia (Kp).
El calculo de la Ganancia esta asociado a la definición de la Banda Proporcional
que tendrá la variable operacional para desplazarse entre los valores máximos
y mínimos en relación y proporción al valor deseado o set point. Tal como se
mostró anteriormente la Ganancia viene dada por:
100
Banda Proporcional
;
En la entonación del lazo de control lo primero que se debe hacer es poner
a trabajar el lazo de control solamente en la Acción Proporcional y
poder darle una Banda Proporcional que permita ir llevando a la variable de
salida del proceso industrial S(t) a que pueda oscilar entre los extremos de la
Banda Proporcional, sin que la misma llegue a un comportamiento errático de
desestabilidad producto de tener un Kp muy elevado que genera mucha
sensibilidad. El lazo de control con la Acción Proporcional, y la oscilación que se
podrá medir de la variable controlada S(t) de cresta a cresta para determinar
el periodo Pee de esta señal se muestra en las siguientes figuras.
Función
runcio Transferencia del Proceso
Industrial
Controlador
VD(s)
e(s)
Kp
M(s)
lf§
Ais) = Afs)+M(s)
Realimentacíón
S(t)
Pee
100
80
Banda
Proporcional
60
40
20
Pee: Periodo cresta a cresta
Capitulo X: Entonación de Lazos de Control
23
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
El Pee (Periodo cresta a cresta) de la variable S(t) dependerá de si el proceso
industrial controlado es un sistemas de primer orden, un sistemas de segundo
orden, o de Orden Superior y ante la entrada escalón (Acción
Proporcional) se confirma que es el proceso industrial quien
determinara la salida, su magnitud y el tiempo de la variable
controlada, es decir, el tiempo Pee que transcurre entre cresta y cresta
dependerá del orden que corresponda el proceso industrial controlado.
Con la Banda Proporcional que permitió tener la oscilación de la variable
controlada S(t) se calcula o se determina el valor de Kp de referencia inicial y
el tiempo Pee debe ser medido para determinar el Ajuste Integrativo inicial
que servirá de referencia para evaluar el comportamiento de S(t).
3.2. Calculo del Ajuste Integrativo (Ti).
El periodo Pee es el tiempo que requiere el proceso para el determinar la
velocidad de respuesta ante la acción de control proporcional, ese tiempo
además de ser muy largo (Dependiendo el proceso controlado puede ser de
hasta varios minutos), generara una respuesta lenta del proceso controlado y
tendrá el agravante que oscila entre los extremos de la Banda proporcional. Se
debe proporcionar una señal en el controlador que obligue al proceso industrial
responder más rápido, para ello tomando como referencia Pee se puede
calcular un tiempo de referencia del Ajuste Integrativo que permita ir
incrementando la salida del controlador en el tiempo. El Ajuste Integrativo
calculado a partir del periodo Pee, así como el modelo matemático del lazo de
control con la Acción Proporcional-Integrativa se presenta a continuación.
77 =
Pee
Numero Repeticiones entre cresta y cresta
Controlador
1
Función Transferenc a del
Proceso Industrial
- \e(t)dt
Realimentación
Transmisor
Tomar la adecuada cantidad del numero de repeticiones entre crestas y cresta
a partir del periodo Pee será el arte o la habilidad que demostrara el entonador
del lazo, el numero de repeticiones no debe ser uno, porque aunque el lazo
Capitulo X: Entonación de Lazos de Control
24
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
de control este programado como Proporcional-Ingretativo en la practica
trabajara como si fuera solamente proporcional, tampoco el numero de
repeticiones debe ser muy elevado porque generaría incrementos tan rápidos
en la salida del controlador y este podría oscilar en el periodo Pee en su salida
entre el + oo = 20mA y el -oo=4mA/ siendo este la fuente de perturbación del
lazo. Podría recomendarse un valor del número de repeticiones entre 6 a 10 y
la observación de S(t) determinara cual será el valor mas adecuado. En forma
práctica se medirá el Pee y una vez escogida el número de repeticiones se
determinara el valor de las fracciones de minuto con las que se programaran
los valores de Ti en el controlador.
3.3. Calculo del Ajuste Derivativo (Td).
Los controladores PID comerciales actuales tienen su inicio en 1930 cuando
Taylor produjo el modelo 10R siendo este el primer controlador proporcional
neumático, Foxboro por su parte introdujo en 1934 el controlador
proporcional-integral modelo 40 y en 1938 Taylor incorporó el modo derivativo
en su modelo 56R poniendo en 1940 en el mercado el primer controlador
proporcional-integral-derivativo, el Fulscope modelo 100. John Ziegler y
Nataniel Nichols, ingenieros de Taylor Instruments, presentaron su método
para el cálculo de los parámetros de los controladores PID en 1942. En el año
2000 la Federación internacional de Control (FAC) celebró la cesión de trabajo
sobre controladores PID denominada "Digital Control: Past, Present and Future
of PID Control" demostrando su total vigencia en el ámbito del control de
procesos. Estas consideraciones corroboran los criterios para entonar los lazos
de control proporcionaron los ingenieros John Ziegler y Nataniel Nichols en
1940 y que hoy día siguen teniendo vigencia y donde determinan que el valor
adecuado para el Ajuste Derivativo será la sexta parte del Ajuste Integrativo.
Td =
Ti
Con esta ultima consideración se permite tener el modelo matemático del lazo
de control cerrado con las acciones de control PID y donde se tendrán los
criterios básicos para determinar las referencias iniciales para determinar los
valores de: Kp, Ti y Td, y que se muestran en el modelo matemático del
controlador que se tiene en la siguiente figura.
Controlador en PLC
Memoria y
Salida Eléctrica
RV(s)
y
Transmisor
Capitulo X: Entonación de Lazos de Control
25
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Para todos los lazos de control indistintamente la variable y el proceso, los
instrumentos que se utilizan para su conformación serán los mismos y la única
diferencia entre todos los lazos de control estará en la función de transferencia
de los procesos industriales. Al tener funciones de transferencias diferentes, de
seguro que los tiempos de respuestas de cada uno de los procesos serán
diferentes y con ello las entonaciones de los lazos de control.
Función Transferencia Proceso
El modelo matemático para todos los lazos de control en la atención del
controlador, transmisor, convertidor y elemento final de control será el mismo,
y las diferencias estarán en las funciones de transferencias correspondientes
de cada uno de los diferentes procesos industriales con lazos de control PID. La
función de los controladores será la misma para todos los lazos de control,
entendiéndose que al tener procesos industriales diferentes con funciones de
Capitulo X: Entonación de Lazos de Control
26
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
transferencias diferentes, tendrán tiempos de respuestas diferentes y con ello
entonaciones de los lazos de control diferentes para cada lazo de control lo que
conllevara a determinar los valores específicos de ganancia (Kp), ajuste
integrativo (Ti) y ajuste derivativo (?"</), para cada lazo.
4. CONSIDERACIONES DE ENTONACIÓN
TOPOLOGÍAS DE CONTROL.
EN
LAS
El modelo matemático de cada controlador PID es el mismo y las topologías de
control están para brindar un conjunto de arreglos de los controladores para
determinar una forma de control que es necesario para atender diferentes
equipos. Siendo el mismo modelo matemático para todos los controladores se
podrá determinar que con los mismos criterios que se seleccionaron o
determinaron los valores de la Ganancia (Kp), Ajuste Integrativo (Ti) y el
Ajuste Derivativo (Td) para un lazo de control simple, serán los mismos^
criterios para determinar los valores de Kp, Ti y Td para cada uno de los
controladores que conforman los diferentes arreglos de las topologías de
control, y para cada entonación será necesario evaluar el comportamiento de
la variable operacional controlada para calcular, medir o extrapolar el valor que
podrá asumir el periodo Pee para cuando todos los controladores de ios
diferentes arreglos de control se pongan a trabajar en Acción Proporcional.
En las siguientes páginas se mostraran los arreglos de lazos de control mas
comunes y que podrán ser potencialmente entonados, haciendo hincapié en
considerar controlador por controlador para determinar los valores de Kp, Ti y
Td para cada uno de ellos. Se muestra el modelo matemático para cada
arreglo de control y se invita a tratar cada uno de ellos con los criterios
anteriormente reseñados en este capitulo.
Capitulo X: Entonación de Lazos de Control '
27
Instrumentación Industrial en Instalaciones Petroleras
4.1.
Jesús Enrique Otero Ramos
LAZOS DE CONTROL EN CASCADA
PLC
Controlador Maestro
VD(s)
M(t) = Kp • e(t) +\e(t)dt + T
dt J\
w
B
Memoria y Salida
SOFTWARE
j^
^^
Memoria y Salida
Eléctrica
:
Controlador Esclavo
Sl(s)
\1
i HT
d
\
^ }\
R 2 (s)
S2(s)
(4-20)mA
Función de Transferencia del
Proceso Industrial
Presión
Flujo
1 S(s)
Flujo Variable
al Proceso
A
Transmisor
Esclavo
Capitulo X: Entonación de Lazos de Control
28
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
FV: Flujo de Vapor
Maestro
FC: Flujo a calentarse
Capitulo X: Entonación de Lazos de Control
29
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Control de CALDERA
Vapor
Maestro
Agua
Caliente
Regulador de Mezcla
Combustible-Aire
Capitulo X: Entonación de Lazos de Control
30
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
4.2. LAZO DE CONTROL FEEDFORWARD
Controlador en PLC
e(s)
Memoria y Salida
por software
RV(s)
Corrector de proporción
De Variable Externa
C(s)
(4-20)mA
Variable Externa al
Proceso Industrial
Presión
Transmisor
Externo
Flujo
S(s)
Flujo Variable
al Proceso
A
Función de Transferencia del
Proceso Industrial
Transmisor
Variable Controlada
Capitulo X: Entonación de Lazos de Control
31
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
4.3. CONTROL CASCADA+FEEDFORWARD
Controlador en PLC
VD(s)
KO+^-fí
dt
RVM(S)
por software
}
J
VDC(S)
e2(s)
L\ M(t) = Kf\ e(t) + — \e(t)dt + Tí
Corrector de
proporción de
Variable Externa
de(t)}
~ir}
RVE(s)
Memoria y Salida
ELÉCTRICA
C(t) = (4-20)mA
Variable Externa al
Proceso Industrial
Transmisor Variable
Externo
Flujo
Presión
Flujo Variable
al Proceso
A
Transmisor Variable
ESCLAVA
Transmisor Variable
MAESTRA
Capitulo X: Entonación de Lazos de Control
32
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
rs
^
^H
V"
' ;E
Esclavo
U*.-
I
Maestro
Variable
Externa
FV: Flujo de Vapor
FC: Flujo a calentarse
Capitulo X: Entonación de Lazos de Control
33
Instrumentación Industrial en Instalaciones Petroleras
4.4.
Jesús Enrique Otero Ramos
LAZO DE CONTROL OVERRIDE
PLC
Controlador Variable 1
VD(s)
e(s)
fc,
W
\
¿M(t)
[
K
(e(t)+l \eW--r d ^
dt
' 1
T,l
Memoria y Salida
SOFTWARE
Ri(s)
Bloque de
Comparación
OVERRIDE
(--
Controlador Variable 2
Memoria y Salida
SOFTWARE
=K
(4-20)mA
Función de Transferencia del
" Proceso Industrial
Presión
Transmisor
Variable 1
Transmisor
Variable 2
Capitulo X: Entonación de Lazos de Control
34
Instrumentación Industrial en Instalaciones Petroleras
Capitulo X: Entonación de Lazos de Control
Jesús Enrique Otero Ramos
35
TRANSMISORES INTELIGENTES
1. Transmisores Analógicos
,,,,.
2. Transmisores
3. Har<dw§re
:
:
||;11|¡| :. ¡¡
:v:;•;;.:3;,;¿¥.?. :;':¿.;;.:::;; |í::: • :,;. ::í¡ :
.^íil?!*!^::;!;;!:;!;^
IIIl¡
•• : '
"
"
5. Protocolo Modbus...........,...,...,.....,,,,,.,.,,,.,.,,,.,..,....,....^,...,.»..,...37
Capitulo XI: Transmisores Inteligentes
1/1
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Como un inicio en este capitulo y para ir definiendo las primeras diferencias
entre los transmisores inteligentes con los transmisores analógicos, se tiene
que cada transmisor electrónico analógico necesita ser alimentado
eléctricamente en campo y utiliza un cable eléctrico por cada transmisor para
enviar su señal unidireccional de 4 a 20 mA hasta el controlador, mientras que
los transmisores inteligentes son alimentados eléctricamente desde la tarjeta
electrónica del PLC y con el mismo par de cables que se alimentan hasta 16
transmisores inteligentes, por ese mismo cable, se transmite la señal digital,
serial, que en un protocolo permite la comunicación bidireccional de todos los
transmisores inteligentes con la tarjeta que los controla desde el PLC. La
tecnología basada en el uso de microcontroladores para conformar la
electrónica de los transmisores inteligentes permite que a través del cable de
alimentación eléctrica se transporte las señales del protocolo de comunicación
que existe entre la tarjeta maestra instalada en el PLC y los transmisores
inteligentes conectados en campo, esto hace posible transportar toda la
información que los transmisores envían desde el Nivel de Campo hasta los
PLC que estarán en el Nivel de Control y desde estos hasta las sala de control
de las instalaciones industriales y en forma inversa y de ser necesario llevar la
información de la sala de control hasta los instrumentos instalados en campo.
1. TRANSMISORES ANALÓGICOS
Antes de iniciar la explicación de los transmisores inteligentes será adecuada
considerar el funcionamiento de los transmisores analógicos de manera de ir
identificando las similitudes y las diferencias entre ambos tipos de
transmisores, para aprovechar esta comparación entre los dos tipos de
tecnología utilizadas y con ello facilitar la información referente a la conexión,
funcionamiento, hardware y software de los transmisores inteligentes.
Todos los transmisores (Analógicos o Inteligentes) estarán conformados por un
transductor y unos circuitos electrónicos que reciben la señal eléctrica del
transductor. El transductor convierte los cambios de magnitud de la variable
operacional que sensa en variaciones de la señal eléctrica que representa y
que será proporcional a la variable operacional a la que esta directamente
conectada. En los transmisores analógicos la señal eléctrica del transductor se
conectara con los circuitos electrónicos discretos del transmisor los cuales
convertirán las variaciones del transductor en salidas eléctricas comprendidas
entre 4 a 20 mA proporcionales a la magnitud de la variable operacional que
esta sensando, en los transmisores inteligentes la misma señal eléctrica del
transductor se conectara a los circuitos electrónicos basados en
microcontroladores del transmisor, quien generara las salidas moduladas
digitalmente y enviadas en protocolos de comunicación para transmitir la
magnitud de la variable operacional hasta la tarjeta maestra del PLC quien
controla la comunicación de los transmisores. Tanto los transmisores
analógicos como los transmisores inteligentes utilizaran el mismo transductor y
por ello la forma de instalar el transmisor en campo y de interconectar la
variable operacional con el transmisor será la misma para ambos transmisores.
Capitulo XI: Transmisores Inteligentes
2/2
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Para reforzar la consideración que los transmisores analógicos, así como, los
transmisores inteligentes utilizan el mismo transductor se muestra en las
siguientes figuras la conexión del transductor en ambos tipos de transmisores.
TRANSMISOR ANALÓGICO
Ajuste de Span
Circuitos
Electrónicos
Analógicos
Transductor
Variable:
- Presión.
- Nivel.
- Caudal.
- Temperatura
12 o 24 VDC
Contrólador
4 a 20 mA
Ajuste de Cero
TRANSMISOR INTELIGENTE
Tarjeta
Maestra PLO
Transductor
Variable:
- Presión.
- Nivel.
- Caudal.
- Temperatura
Circuitos
Electrónicos
Microcontroladores
Se utilizan los mismos transductores tanto en los transmisores analógicos
como en los transmisores inteligentes, los cuales tendrán conexión directa con
la variable operacional en el proceso industrial y tendrán cambios en la
variable eléctrica a que corresponde proporcionales a los cambios de la
magnitud de la variable operacional con la que interactúan. El modo como se
conecta el transmisor analógico en las instalaciones industriales para medir la
magnitud de la variable operacional es idéntico a como se instala el transmisor
inteligente, indistintamente que sea: presión, nivel, caudal o temperatura.
Capitulo XI: Transmisores Inteligentes
3/3
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
No se observaran diferencias entre un transmisor analógico y un transmisor
inteligente cuando están conectados en las instalaciones industriales,
físicamente se verán como dos equipos idénticos, y será en las alimentaciones
y salidas eléctricas de cada transmisor, el numero de cables que utilicen para
¡nterconectarse con los PLC, así como, en las señales eléctricas que envían los
transmisores analógicos comprendidas entre 4 a 20 mA, y que no tienen
ninguna analogía con las señales moduladas digitalmente que envían los
transmisores inteligentes hasta la tarjeta maestra que los controla. Al
considerar la alimentación eléctrica y las salidas eléctricas entre ambos tipos
de transmisores se evidenciaran que son equipos diferentes desarrollados con
dos tecnologías diferentes. En la siguiente figura se muestran tres
transmisores analógicos y tres transmisores inteligentes utilizados para las
mismas tres variables operacionales en las instalaciones industriales.
Transmisores Analógicos
Transrn¡sores I ntélifentei
De la gráfica anterior se observara la similitud física que existe entre los
transmisores analógicos y los transmisores inteligentes. Estas similitudes
aplicara en sus dimensiones físicas, la forma de instalar los transmisores en
campo, la forma de conectar en campo la variable operacional con el
transmisor, así como, el despiece de las partes que conforman ambos tipos de
transmisores, es por ello que las consideraciones de los planos que
proporcionan los fabricantes para sus transmisores analógicos aplican de igual
modo para los transmisores inteligentes. Las diferencias estarán en las
tecnologías aplicadas para construir los circuitos electrónicos los cuales serán
componentes electrónicos discretos para los transmisores analógicos y circuitos
electrónicos basados en microcontroladores para los transmisores inteligentes.
En los transmisores inteligentes serán las tecnologías desarrolladas con
microcontroladores y que conforman la electrónica de los mismos la que
Capitulo XI: Transmisores Inteligentes
4/4
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
originara los cambios de su alimentación eléctrica, que se utilizara desde la
tarjeta electrónica del PLC hasta para 16 transmisores conectados en paralelo,
y el uso del mismo cable que los alimenta eléctricamente como el medio del
transporte de las señales moduladas digitalmente de todos los transmisores.
En la siguiente figura se muestran: las dimensiones, el modo de instalación y
la forma de construcción de los transmisores inteligentes.
Pianos de
-IM^r €O« W«TMWt**TS Oi»eKM$M.
***I*T0
>
•——FT
7^\í *
a
*wü*^wf«i
|Ofe\¡
*1
COI*Cí£MfttI
^^™_-^_- ^.,,
I ^ W<—^wf ^
mwt&ai T
SOrORTf 01 HOKTA4Í tí* l»AI*£t
CODÍGO 0€ ^COÍ0O «I
Capitulo XI: Transmisores Inteligentes
5/5
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Circuitos Electrónicos
Basados en
Microcontroladores
SRiDA "*
OS CHOCES O
MODULO
S£N$0ft
¿-OEtt
La tecnología electrónica utilizada para construir los circuitos de
transmisores serán las diferencias entre ambos tipos de transmisores, por
las demás consideraciones referentes al transductor, dimensiones
transmisor, modo de conexión en campo, serán las mismas tanto para
transmisores analógicos, como para los transmisores inteligentes.
los
ello
del
los
Partiendo de las analogías entre ambos tipos de transmisores y entendiéndose
que utilizan los mismos transductores, se hace adecuado considerar el rango
de trabajo de los transductores para determinar los rangos de las calibraciones
de los transmisores analógicos de modo que la salida del mismo se
corresponda con la sección del rango del transductor que interesa como
medida para el control de una variable operacional. El transductor tiene un
amplio rango de trabajo, es por ello que se calibra el transmisor (Analógico o
Inteligente) para que su salida se corresponda con la sección del transductor
de interés para la medida de la variable operacional. El transmisor
proporcionara una señal eléctrica entre 4 a 20 mA cuya magnitud será
directamente proporcional a la magnitud de la variable operacional sensada,
entre los rangos de interés para ser medida en cada instalación en particular.
Este amplio rango de trabajo del transductor es lo que permitirá al transmisor
poder ser calibrado para que utilice la sección del transductor que se
corresponda a la necesidad de medición específica de cada variable. La
calibración del transmisor permitirá que el mismo transmisor pueda trabajar en
diferentes secciones del transductor para proporcionar su salida eléctrica
específica entre los rangos de medida requeridos.
Capitulo XI: Transmisores Inteligentes
6/6
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Por la facilidad para observar y determinar el funcionamiento de los
transductores de temperatura la PT-100 y las Termocuplas, la consideración de
los rangos de trabajo de ambos transductores que determinaran el rango de
medida de los transmisores para cada calibración en particular, se aprovechara
como ejemplos la información que se dispone de los mismos para su
calibración en los transmisores analógicos de temperatura,
para
posteriormente aprovechar esta información para facilitar la explicación de las
calibraciones locales o remotas de los transmisores inteligentes. Los
transmisores inteligentes tienen como parte de su hardware circuitos
integrados como memorias ROM que tendrán grabados todo el rango de
trabajo del transductor, para aprovechar el uso de esta información en el
software del transmisor como una de las herramientas de la calibración.
Funcionamiento del Transductor. (PT-100)
En la medida que se incrementa la temperatura a que es sometida la PT-100,
se incrementa el valor de la resistencia entre los extremos A y B. Esto es
producto al "Coeficiente de Temperatura" del cable del conductor eléctrico con
que esta construido la PT-100 que se caracteriza por la variación de la
resistencia en ohmios que corresponde por cada grado de variación dé
temperatura a que es sometida. La relación entre la resistencia del transductor
y la temperatura a que es sometido se puede expresar de la siguiente manera:
T
Rt
1
Rt: Resistencia en ohmios del PT-100 en los extremos A y B.
Ro: Resistencia en ohmios de la PT-100 a 0°C. Ro= 100 ohmios,
t: Temperatura en grados centígrados a que es sometido la PT-100.
a : Coeficiente de temperatura del conductor.
Q
Platino
Rt = Ro(l + at)
250200150M&*
50 _
I
-100
i
100
Capitulo XI: Transmisores Inteligentes
200
300
400
500
600
7/7
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Para atender diferentes rangos de medida se calibrararan los transmisores, y
enviaran como salida del mismo una señal eléctrica comprendida entre 4 a 20
mA, con las calibraciones no cambiara la magnitud de la salida del transmisor
comprendida entre 4 a 20 mA, solo cambia el rango de referencia que se toma
del transductor para determinar que la señal eléctrica que sale del transmisor
esta comprendido dentro de las mediciones de interés y muy especifica que se
necesitan para cada instalación. Para efectos del ejemplo, en este proceso
industrial las temperaturas de interés no estarán por debajo de 200 °C y no
superara los 400 °C. Para estos requerimientos se calibra un transmisor de
temperatura a partir de un "Simulador de Calibración" que reemplazara la
PT-100 para conectarse con transmisor, este calibrador proporcionara el valor
de resistencia que se corresponde para los 200 °C por lo que el instrumentista
hará el ajuste de cero para obtener los 4 mA para los 200 °C, posteriormente
el simulador proporcionara el valor de la resistencia para 400 °C y el
instrumentista hará el ajuste de span para obtener los 20 mA para los 400 °C.
En la siguiente figura se muestra el esquemático de esta calibración.
Span
+VCCQ
CIRCUITO
ELECTRÓNICO DEL
TRANSMISOR
Simulador de
Calibración
Cero
20
-100
100
200
300
400
500
600
La calibración del transmisor permitió delimitar su salida comprendida entre 4
a 20 mA, dentro del rango de medida comprendido entre 200°C hasta 400°C
que es los requerimientos del proceso. Para ello fue necesario el uso de un
simulador de calibración que reemplazo la PT-100 y así ejecutar el trabajo.
Capitulo XI: Transmisores Inteligentes
8/8
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Este simulador de calibración se utilizara para reemplazar la PT-100 cada vez
que sea necesario calibrar al transmisor de temperatura y podrá proporcionar
el valor de resistencia que corresponda al rango de medida del transmisor y
que podrá seleccionarse entre el rango de trabajo del transductor (PT-100) y
que estará comprendido entre -180°C hasta 950°C.
Funcionamiento del Transductor. (Termocuplas)
Las Termocuplas son transductores Temperatura-f.e.m. que depende de la
generación de tensión eléctrica en el punto de unión de dos metales diferentes
cuando este punto de unión se somete a una temperatura. En el punto de
unión de un metal A con un metal B se genera tensión eléctrica en milivoltios
que aumenta en la medida que la temperatura en el punto de unión de los dos
metales se incrementa. Esta pequeña generación de energía eléctrica es
continua y proporcional a la temperatura de la unión y se generara siempre
que exista una diferencia de temperatura con la unión de referencia. Esta
unión de referencia será el punto donde se conecta al circuito electrónico. El
símbolo de la Termocupla y las curvas características aproximadas para las
mismas para diferentes uniones de dos metales que conformaran las
Termocuplas Tipo J, Tipo T y Tipo R se muestran a continuación.
lermocupia J
Fe
^"^
pfe
li&-
«^
~i^ii
ii
Cables de Extensión
Fe: Hierro
Szl
C: Constatan
-/TV-
Pi
UJ
f(t)
mV
Equipo
Electrónico
50
Tipo J
400
500
600
-10-
Se conectan las Termocuplas hasta el circuito electrónico del transmisor o del
controlador a través de cables de extensión del mismo tipo de la Termocupla,
es decir para Termocuplas Tipo J se conecta con cables de extensión Tipo J
hasta el circuito electrónico. La distancia desde la conexión de la Termocupla
hasta el circuito electrónico puede ser de hasta 1000 metros.
Capitulo XI: Transmisores Inteligentes
9/9
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En la siguiente figura se muestra las conexiones de los cables de extensión de
la termocupla con la bornera del transmisor de temperatura, así como, la
conexión del cable eléctrico de extensión que conecta la PT-100 hasta el
transmisor, para ambos transductores PT-100 o Termocupla) la salida eléctrica
del transmisor hasta el controlador y que será directamente proporcional a la
magnitud de la temperatura que sensa estará comprendida entre 4 a 20 mA.
Para la calibración del transmisor de temperatura que utiliza como transductor
una termocupla al igual que cuando se utiliza la PT-100 se hace necesario
tener un "Simulador de Calibración" quien reemplazara la Termocupla y
generara un valor de milivoltios equivalente al generado por la Termocupla
para cada valor de temperatura. Para efectos del ejemplo, se utilizara la
calibración del transmisor de temperatura que utiliza la Termocupla Tipo J,
con un rango de medición comprendido entre O °C hasta750 °C y dentro de
este rango de temperatura que proporciona la Termocupla se calibrara el
transmisor para proporcionar una salida eléctrica comprendida entre 4 a 20
mA, de modo que corresponda 4 mA como salida de la menor temperatura y
los 20 mA a la mayor temperatura y que será directamente proporcional a la
magnitud muy especifica del rangos de trabajo del equipo controlado.
w
:••«•• • •
: :
I :':'..'
.
En las siguientes gráficas se ilustra a manera de ejemplo la calibración del
transmisor de temperatura alimentado con una Termocupla Tipo J,
seleccionada para el intervalo de medida entre 400 °C hasta 550 °C. Para ello
el "Simulador de Calibración" generara una tensión en milivoltios equivalente al
de la Termocupla para una temperatura de 400°C de manera que se ajusta el
cero para tener como salida del transmisor 4 mA, posteriormente el "Simulador
de Calibración" proporcionara una salida de milivoltios equivalente a los 550°C,
de modo que permita hacer el ajuste de Span para que el transmisor tenga
como señal eléctrica de salida 20 mA. En la primera gráfica se muestra la
conexión del "Simulador de Calibración" reemplazando la Termocupla con el
transmisor y en la segunda gráfica se muestra simultáneamente la curva
característica de una Termocupla Tipo J con la salida del transmisor para el
rango seleccionado para la calibración del transmisor.
Capitulo XI: Transmisores Inteligentes
10/10
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Span
H-VCCQ
Simulador de
Calibración
CIR^
ELECTRÓNICO DEL
TRANSMISOR
wm
Cero
mA
Span
20
Tipo J
-mn
?nn
snn
¿nn
600
Para calibrar los transmisores analógicos, será necesario tener equipos de
"Simulación de Calibración" que proporcionen al transmisor señales
equivalentes al transductor que servirán de referencia para determinar el Cero
y el Span del rango de medida del transmisor, o se tendrán "Simuladores de
Calibración" que emularan la variable operacional ante el transmisor analógico
de manera que esta referencia simulada permita poder calibrar el Cero y Span
en los transmisores en el rango de medida de interés.
2. TRANSMISORES INTELIGENTES
No se observaran diferencias entre un transmisor analógico y un transmisor
inteligente cuando están conectados en las instalaciones industriales,
físicamente se verán como dos equipos idénticos. Se utilizan los mismos
transductores tanto en los transmisores analógicos como en los transmisores
inteligentes y el modo como se conecta el transmisor analógico en las
instalaciones industriales para medir la magnitud de la variable operacional es
idéntico a como se instala el transmisor inteligente, indistintamente que sea:
presión, nivel, caudal o temperatura. Será en las alimentaciones y salidas
eléctricas de cada transmisor, el numero de cables que utilicen para
interconectarse con los PLC, así como, en las señales eléctricas que envían los
Capitulo XI: Transmisores Inteligentes
11/11
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
transmisores analógicos comprendidas entre 4 a 20 mA, y que no tienen
ninguna analogía con las señales moduladas digitalmente que envían los
transmisores inteligentes hasta la tarjeta maestra que los controla, donde
estarán algunas de las diferencias entre ambos tipos de transmisores.
En los transmisores analógicos la señal eléctrica del transductor se conectara
con los circuitos electrónicos discretos del transmisor los cuales convertirán las
variaciones del transductor en salidas eléctricas comprendidas entre 4 a 20 mA
proporcionales a la magnitud de la variable operacional que esta sensando, en
los transmisores inteligentes la misma señal eléctrica del transductor se
conectara a los circuitos electrónicos basados en microcontroladores del
transmisor, quien generara las salidas moduladas digitalmente y enviadas en
protocolos de comunicación para transmitir la magnitud de la variable
operacional hasta la tarjeta maestra del PLC quien controlara la comunicación
de los transmisores. En la siguiente figura se ¡lustra como ejemplo las
conexiones de los transductores de temperatura PT-100 y Termocuplas con el
transmisor inteligente y se podrá observar que el modo de conexión de los
transductores es el mismo cuando se conectaron con el transmisor análogo. Se
observa que es en la conexión eléctrica y la salida de la señal del transmisor
inteligente donde estará la primera diferencia con los transmisores analógicos.
Calibración del Cero,
Calibración del Span.
Modo Transmisor.
Modo Controlador.
umero de Transmisores.
Se podrá observar de la figura anterior que los transmisores inteligentes no
requieren ningún equipo "Simulador de Calibración" o emulador de la variable
operacional para la calibración de los mismos. La calibración de los
transmisores inteligentes se realizan por software, bien a través de un
Capitulo XI: Transmisores Inteligentes
12/12
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
programador como se observa en la figura anterior, o a través del software
que se dispone en la red de control a donde esta interconectado el transmisor
inteligente. El programador con el software que contiene, disponen de una
librería de aplicaciones por medio de las cuales ofrecen un menú por donde se
permitirá programar el transmisor inteligente para realizar entre otras las
siguientes funciones: definir el rango de medida del transmisor, es decir,
determinar el cero de la medida y el span de la medida, definir el numero
asignado a cada transmisor (se podrán tener ¡nterconectado hasta 16
transmisores conectados en paralelo utilizando el mismo par de cables) y con
el mismo programador se determinara si el transmisor inteligente funcionara
en modo transmisor o en modo controlador local. De la observación de la
figura anterior se recalca la conexión eléctrica del transmisor inteligente que se
hace desde la tarjeta del PLC, y que es muy diferente a los transmisores
analógicos que se alimentan desde bancos de batería instalado dentro del
proceso. También se resalta que se conectan a los mismos cables de la
alimentación eléctrica el programador del transmisor inteligente, eliminando
con esta tecnología el uso de los "Simuladores o Emuladores de Calibración"
que eran indispensables para calibrar los transmisores analógicos. En la^
siguiente figura se busca ampliar la información referente a la alimentación
eléctrica de los transmisores inteligentes, así como del medio de transporte por
donde los transmisores enviaran la señal eléctrica para llevar la información de
la magnitud de la señal medida hasta los PLC.
Se observa que sale un par de cables (+) y (-) desde la tarjeta maestra en el
PLC y se conecta en campo con una bornera de donde se derivaran las
alimentaciones eléctricas de todos los transmisores y por los mismos cables
saldrán las señales de comunicación de todos los transmisores.
Capitulo XI: Transmisores Inteligentes
13/13
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Tal como se muestra en la figura anterior, de la bornera conectada en campo
saldrán los cables de extensión que interconectaran a cada uno de los
transmisores inteligentes hasta el lugar donde esta instalado en el proceso
industrial para medir la variable operacional. Este arreglo permitirá la
alimentación eléctrica en paralelo de todos los transmisores utilizando el
mismo cable de alimentación que sale de la tarjeta maestra del PLC, que
además será el mismo cable para el transporte de la comunicación digital que
en protocolo Modbus o Fielbus (Por ejemplo) existe entre cada uno de los
transmisores (Esclavos) con la tarjeta (Maestra) del PLC.
La misma bornera donde llegan los cables (+) (-) de la tarjeta maestra podrá
ser el punto de conexión del programador de los transmisores inteligentes, lo
que permitirá que desde un solo lugar y sin tener ninguna necesidad de utilizar
"Simuladores de Cal¡bració-n" o "Emuladores de la Variable Operacional" se
podrán calibrar cada uno de los hasta 16 transmisores ¡nterconectados en la
bornera de extensión y donde los transmisores podrán ser de variables
diferentes: Temperatura, Presión, Caudal y Nivel. Un mismo punto de conexión
del programador, un único programador para todos los transmisores de todas^
las variables operacionales y la eliminación de los "Simuladores de Calibración"
o "Emuladores de la Variable" como requisito para calibrar los transmisores.
El mismo par de cables que alimenta eléctricamente todos los transmisores
inteligentes se utilizara como medio de transporte de las señales eléctricas que
utilizaran todos los transmisores inteligentes para enviar la magnitud de la
variable operacional medida hasta la tarjeta maestra, de modo que a través
del protocolo de comunicación que utilicen los transmisores se transfiera la
información que envían cada uno de los transmisores hasta la tarjeta maestra
siguiendo el orden de la comunicación bidireccional entre el maestro (Tarjeta
de Conexión en el PLC) y los esclavo (Cada uno de los Transmisores
Inteligentes) según la dirección que establezca el protocolo utilizado.
Cada tarjeta maestra instalada en el PLC podrá atender hasta un máximo de
16 transmisores inteligentes, sin embargo, en las instalaciones industriales se
tendrán diferentes equipos que por la cantidad y variedad de señales a medir
requerirán el uso de mas transmisores inteligentes que hasta los 16 máximos
que soporta una tarjeta maestro, por lo que será necesario dos o más tarjetas
maestras para atender la totalidad de las señales que provienen desde un
mismo lugar. Abran otros requerimientos de medición de los diferentes equipos
que conforman una instalación industrial que obligaran la atención de varios
grupos de transmisores por cada grupo de equipos que se hallen en una zona
especifica de la planta, para ello, se tendrán tantas tarjetas maestras como
grupos de transmisores se encuentren instalados en las diferentes zonas de la
planta. Estas consideraciones de tener necesidad de mas transmisores que lo
que soporta una tarjeta maestro, así como, tener grupos de transmisores
ubicados en lugares diferentes o distantes unos de otros, permitirán que se
pueda observar en los PLC que tengan tantas tarjetas maestras como sean
necesarias para atender la cantidad de transmisores instalados en los
diferentes equipos a los cuales se les miden sus variables operacionales.
Capitulo XI: Transmisores Inteligentes
14/14
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
También se tendrán arreglos de control para automatizar y proteger las
instalaciones industriales que utilizaran varios PLC interconectados a través del
protocolo de comunicación (ControlNet por ejemplo) y donde los diferentes PLC
tendrán las tarjetas maestra que sean necesarias para recibir todas las señales
de las diferentes mediciones que los transmisores inteligentes envían desde el
campo, sin embargo, en estos arreglos de control la comunicación que existe
entre los diferentes PLC permitirá que los valores medidos por los transmisores
inteligentes en un PLC puedan ser transferidos hasta el otro PLC y este ultimo
PLC tome esos valores como datos del programa (Software) que este corriendo
para el control y protección de la instalación industrial. En la siguiente figura se
muestra este tipo de arreglo de control donde se muestra (Como Ejemplo) dos
PLC ¡nterconectados a través del protocolo de comunicación ControlNet y
donde cada PLC utiliza varias tarjetas maestras para poder recibir todas las
señales de medición que envían los transmisores instalados en campo.
Como se podrá observar de la figura anterior existen tarjetas de comunicación
en cada PLC y que están interconectadas entre si permitiendo la transferencia
de datos entre ambos equipos y trabajar incluso bajo la condición que un PLC
trabaje como maestro y el otro PLC trabaje como esclavo. Para la atención de
los transmisores conectados en campo, en cada PLC del arreglo de control
anterior habrán tantas tarjetas maestras para atender tantos grupos de
transmisores inteligentes como sean necesarios, se tienen tres tarjetas
maestras para atender tres grupos de transmisores inteligentes en un PLC y
dos tarjetas maestras para atender dos grupos de transmisores inteligentes en
el otro PLC. Cada tarjeta maestra podrá atender desde uno (01) hasta un
Capitulo XI: Transmisores Inteligentes
15/15
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
máximo de dieciséis (16) transmisores inteligentes de manera que cada grupo
de transmisores estará determinada por las necesidades de medición de las
variables operacionales y de la ubicación que tengan los transmisores
inteligentes de forma que se convine los requerimientos del numero de
transmisores y que no superen los 16 equipos y de la ubicación de los mismos
de manera que permita la fácil conexión del transmisor con la bornera de
conexión de campo a donde llega la señal de la tarjeta maestra.
Entre las condiciones de funcionamiento que a grandes rasgos tendrán los
transmisores inteligentes se tendrán:
•
•
•
•
•
Son alimentados eléctricamente desde la tarjeta maestra del PLC y se
conectan hasta un máximo de 16 transmisores en paralelo.
Se calibran por software utilizado programadores y no requieren equipos
simuladores de calibración ni emuladores de la variable medida.
Utilizan el cable de alimentación eléctrica como medio de transporte
para la comunicación bidireccional que existe entre los transmisores
esclavos y la tarjeta maestra ubicada en el PLC.
Se comunican los transmisores y la tarjeta maestra a través de
protocolos de comunicación y los datos que envían los transmisores
pueden ser enviados hasta los niveles de gestión de la red corporativa.
Los arreglos de control que conformados con la interconexión de varios
PLC permiten la transmisión de la medición de las variables
operacionales que envían los transmisores inteligentes entre los PLC.
3. HARDWARE DE LOS TRANSMISORES INTELIGENTES
En los transmisores inteligentes serán las tecnologías desarrolladas basados en
el uso de microcontroladores y que conforman la electrónica de los mismos la
que permite que el cable que sale desde la tarjeta electrónica maestra del PLC
hasta la bornera de conexión instalado en campo se utilice para la alimentación
eléctrica que se hace hasta para 16 transmisores conectados en paralelo, y que
a la vez sirva también como el medio del transporte de las señales moduladas
digitalmente en protocolo de comunicación de todos los transmisores esclavos
conectados en las instalaciones industriales con la tarjeta maestra en el PLC.
La construcción de los transmisores inteligentes con tecnologías basados en el
uso de microcontroladores conllevara a que estos tengan una estructura
electrónica conformada por la interconexión de los circuitos integrados a través
de las señales que de los buses de: Datos, Dirección y Control que provienen
del microcontrolador y cuyas señales irán cambiando y/o actualizando en la
medida que se va corriendo el programa bajo el cual esta funcionando.
Los transmisores inteligentes utilizaran los mismos transductores que los
transmisores analógicos y serán los rangos de trabajo de los transductores
quienes determinaran los rangos de medida en la que serán calibrados los
transmisores inteligentes. El transductor tiene un amplio rango de trabajo y
que determinara el rango de medida del transmisor, en los transmisores
Capitulo XI: Transmisores Inteligentes
16/16
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
inteligentes estará grabado en memorias ROM los valores de la salida del
transductor a partir de los cambios que sufran la variable operacional en
campo y será a partir de la selección de las direcciones de la memoria por
donde se calibraran los transmisores inteligentes. Se muestra a continuación el
transmisor inteligente y el circuito equivalente del hardware que lo conforma.
Circuitos Electrónicos
Basados en
Microcontroladores
Variable
Operacional
ROM
Programa que ejecuta
el Transductor
Capitulo XI: Transmisores Inteligentes
17/17
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
El amplio rango de trabajo del transductor y la grabación en memorias ROM de
las salidas del transductor en relación a la magnitud de la variable operacional
que sensa es lo que permitirá al transmisor poder ser calibrado para que utilice
la sección del transductor que se corresponda a la necesidad de medición
específica de cada variable, para ello la calibración del transmisor consistirá en
seleccionar las direcciones de la memoria ROM que se correspondan con el
rango de medida requerido. Diferentes calibraciones consistirán en seleccionar
diferentes direcciones de la memoria ROM de las secciones del transductor
para proporcionar el DATO (Salida Digital) equivalente de la salida eléctrica
específica entre los rangos de medida requeridos. Esta consideración se
detallara posteriormente, sin embargo, se espera que se entienda que será la
arquitectura de la electrónica basado en microcontroladores así como la
capacidad de grabar en una memoria ROM los valores característicos de todo el
rango de trabajo del transductor lo que permitirá tener como DATOS los
valores que corresponderán como salida de la señal eléctrica del transductor
ante los cambios de la magnitud de la variable operacional sensada y con ello
posibilitar la calibración de los transmisores inteligentes sin usar los
simuladores de calibración o de los emuladores de la variable operacional.
Los circuitos electrónicos de los transmisores inteligentes estarán desarrollados
teniendo como componente central el Microcontrolador a partir del cual se
organizaran las interconexiones de todos las circuitos integrados que
conforman el hardware del transmisor, tanto para la entrada de la señal
eléctrica que proporciona el transductor que interactúa directamente con la
variable operacional como de las salidas digitales que en protocolos de
comunicación entran y salen del transmisor usando como medio de transporte
los cables eléctricos de alimentación. Los microcontroladores tendrán para su
interconexión de hardware y software los siguientes buses: Bus de Datos, Bus
de Dirección y Bus de Control tal como se muestra en la siguiente figura.
Bus de Datos
Es un bus bidireccional que recibe DATOS y envía DATOS, recibe los datos de
la señal digitalizada de la medición de la variable operacional, recibe los datos
desde la memoria (ROM programa fabricante Transmisor) para correr el
programa del transmisor, recibe datos de la memoria RAM que guarda los
valores instantáneos de la medida del transductor, recibe los datos de la trama
de comunicación que envía la tarjeta maestra del PLC, envía los datos de la
trama de comunicación que transmite hacia el maestro, envía los datos de la
dirección de la memoria ROM que guarda digitalizado los valores del
Capitulo XI: Transmisores Inteligentes
18/18
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
transductor para posteriormente leer el valor real de la medida, envía los datos
a la pantalla de display del indicador.
Bus de Control
Es el bus por donde el microcontrolador envía y recibe las señales de control a
los demás circuitos integrados que conforman los circuitos electrónicas del
transmisor. A través de este bus de control identifica si lee datos de las
tarjetas RAM, o escribe datos hacia los circuitos electrónicos, si lee o escribe
datos en las memorias, si efectuara saltos en el programa de control que
ejecuta, si reiniciara el programa, en fin todas las señales para identificar la
aplicación que paso a paso el transmisor va corriendo según el programa.
Bus de Direcciones
Es el bus que define la dirección donde el microcontrolador lee o escribe los
datos desde todos los circuitos integrados con los que esta interconectado, la
dirección de las memorias que guardan el programa o las memorias que
guardan los datos volátiles. Es decir el bus de direcciones como su nombre lo
indica define la ubicación a donde el microcontrolador recibe información o a
donde el microcontrolador envía información del programa que esta corriendo.
Es a través de las interconexiones de las señales de los buses de datos, control
y direcciones como el microcontrolador interconecta todas las tarjetas
electrónicas que conforman al transmisor inteligente combinando la ejecución
del set de instrucciones que dispone el microcontrolador en la medida que
corre el programa que estará guardado en memorias ROM. El set de
instrucciones y funciones que podrá ejecutar en su interior un microcontrolador
a grandes rasgos podrán ser las siguientes:
• Instrucciones Aritméticas.
• Instrucciones Lógicas.
• Instrucciones de Transferencia
de Datos.
• Instrucciones Booleanas.
• Instrucciones de Saltos.
• Contador de Programa.
• Puntero de Programa.
• Registros de usos Generales.
• Acumulador.
Memorias ROM
Las memorias ROM (Memorias de Solo Lectura) son circuitos integrados
conformadas por paginas que fueron previamente escritas con los caracteres
que correspondan a cada pagina y por ello se utilizaran en los circuitos
Capitulo XI: Transmisores Inteligentes
19/19
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
electrónicos basados en microcontroladores para leer un carácter (8 bit, 16 bit)
por pagina, se tendrán memorias de tantas paginas (1K, 2K, 4K, 8K, 16K, etc)
como sean necesarias para leer todas las instrucciones necesarias para correr
los programas de funcionamiento del transmisor, así como, los valores
característicos del transductor a lo largo de todo su rango de trabajo. A través
del Bus de Direcciones se selecciona el número de página de la memoria cuyo
carácter guardado en esa página seleccionada será leído por el Bus de Datos.
Las memorias ROM serán utilizadas en los transmisores inteligentes para
guardar el programa fabricante y bajo el cual corre el funcionamiento del
transmisor, además en memorias ROM se guardan los datos del transductor.
Las señales del Bus de Control permitirán validar la lectura de los caracteres
ubicados en la dirección seleccionada o dejar en alta impedancia la salida de
Datos de la memoria. En la siguiente figura se muestra un esquemático
general de la memoria ROM y posteriormente a modo de ejemplos un grupo de
Termocuplas para visualizar la grabación de los transductores en la ROM.
DATOS
«rife
Señales de
Control
1
Fe
(^\
€P
C
1
1
m
Fe: Hierro
C: Constatan
llf
fc^.
f(t)
mV
Transmisor
Inteligente
(Z)
_XT\—
50
400
500
600
°c
-10-
Capitulo XI: Transmisores Inteligentes
20/20
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Al tener grabados los valores característicos de los transductores en las
memorias ROM se posibilita la calibración de los transmisores inteligentes vía
software y sin requerir Simuladores o Emuladores para la Calibración,
identificando las paginas de la memoria ROM de inicio a fin que se
correspondan con el rango de medida requerido para la transmisión.
Casi todos los transductores eléctricos tienen un comportamiento no lineal
entre su salida dependiente de la variable eléctrica que representa en
comparación con la variable operacional independiente con la que interactúa
en las instalaciones industriales. Tal como se puede mostrar a modo de
ejemplo en la gráfica anterior, donde se visualiza una recta punteada
conjuntamente con las curvas características de varias Termocuplas, y donde
se podrá observar que no existe una relación lineal entre la salida de
milivoltios de cualquiera de las termocuplas en relación con la temperatura
con la que interactúa. Se graba en la memoria ROM las curvas características
de todos los tipos de termocuplas y donde se tendrá como carácter de la
página de la memoria ROM el valor de la temperatura que corresponde a cada
dirección seleccionada. La dirección seleccionada se obtiene después de la
amplificación y digitalización de la señal eléctrica que proporciona el
transductor y se haya colocado en el Bus de Datos de modo que el programa
que corre el microcontrolador del Transmisor Inteligente lo convierta en la
dirección de memoria ROM y la salida de datos de la memoria ROM para esa
dirección seleccionada será el valor equivalente de la temperatura medida. A
manera de ejemplo se muestra a grandes rasgos esta aplicación.
Amplificador
(2)
Transductor
(1)
Variable Operacional
Compensación
Local
La variable operacional ¡nteractúa con el transductor (1) el cual generara
cambios no lineales en la magnitud de la variable eléctrica que representa en
proporción a los cambios de la variable operacional, la señal del transductor se
Capitulo XI: Transmisores Inteligentes
21/21
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
conecta al amplificador (2) quien amplifica la señal del transductor y realiza las
compensaciones locales de temperatura, posteriormente la salida eléctrica y
analógica del amplificador se conecta al Convertidor Análogo Digital (CAD) (3)
quien convierte la señal análoga del amplificador en un DATO (4) del valor no
lineal que proporciono el transductor. Este DATO (4) pasa a través del software
que corre el transmisor inteligente como DATOS que lee el microcontrolador
quien convertirá esta información en la dirección de la página de la memoria
ROM que contendrá como carácter de la pagina el valor exacto que
corresponde al valor real de la temperatura. Con esta aplicación se supera el
problema de la no linealidad del transductor, además se proporciona el valor
real de la medida que servirá para alimentar el arreglo de display de la pantalla
indicadora del instrumento, y mucho mas importante es que proporciona el
DATO del valor real de la temperatura en campo y que viajara como DATO en
la trama del protocolo de comunicación del transmisor esclavo con la tarjeta
maestro que esta en el PLC, enviando de esa manera como señal digitalizada
el valor de la temperatura que se mide en las instalaciones industriales hasta
el PLC a través de la tarjeta maestra.
Con esta técnica cuando se calibra por software el transmisor inteligente lo que
se hace es determinar con el ajuste de cero es la dirección de la primera
pagina de interés del rango de medida y cuando se calibra el span es
determinar la ultima pagina de interés de la memoria ROM para atender el
rango de medida, es decir, se calibra el transmisor inteligente seleccionando el
inicio y el fin de las direcciones que están grabadas en la memoria ROM y que
guardan como caracteres los valores de temperatura de la variable medida.
Este modo de calibrar los transmisores inteligentes aplicara en forma idéntica
para las otras variables operacionales que se miden en campo.
Memorias RAM y EEPROM
Las memorias RAM (Memorias de Lectura y Escrituras) son circuitos integrados
conformadas por paginas para escribir un carácter (8 bit, 16 bit) por pagina, o
también para leer un carácter hasta en la misma pagina de ser seleccionada la
misma dirección. Se tendrán memorias RAM de tantas paginas (1K, 2K, 4K,
8K, 16K, etc) como sean necesarias para guardar todos los datos volátiles (de
interés temporal) que se guardan y posteriormente se leen en el proceso de
transferencia de datos que ocurre rutinariamente cuando se corre el programa
que soporta el funcionamiento de los transmisores inteligentes. El esquemático
general de la memoria RAM se muestra a continuación.
Señales de
• tó>
Control
"V
Capitulo XI: Transmisores Inteligentes
22/22
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
A través del Bus de Direcciones se selecciona el número de la página de la
memoria RAM a donde se quiere escribir o leer un carácter y a través del Bus
de Datos se lee o se escribe el carácter, con las señales del Bus de Control se
determinara si la memoria RAM esta escribiendo, o esta leyendo, así como
colocar su salida de DATOS en alta impedancia. Las memorias EEPROM
funcionaran en forma análoga a las memorias RAM y la diferencia estará que
no se borrara el carácter guardado en cada pagina aunque el circuito
electrónico haya quedado sin energía eléctrica. Serán las memorias EEPROM
las adecuadas para guardar los valores de la calibración del transmisor.
Usando el mismos Cable para la Comunicación y la Alimentación.
La comunicación que existe entre los transmisores esclavos y la tarjeta
maestra del PLC utiliza el mismo cable de alimentación eléctrica como medio
de transporte de la comunicación digital. La comunicación bidireccional que
existe entre los transmisores inteligentes y la tarjeta maestra en el PLC se hará
sobre un formato o protocolo de comunicación, que para efectos de este texto
se explicara en protocolo Modbus. Los diferentes fabricantes de transmisores
inteligentes podrán desarrollar diferentes protocolos de comunicación (Modbus,
Fielbus, Profibus, etc) que en la practica permiten (utilizando software) la
comunicación que existe entre la tarjeta maestra que esta en el PLC y los
transmisores inteligentes esclavos que estarán instalados en diferentes equipos
a los cuales se les esta midiendo sus variables operacionales. El arreglo
eléctrico que permite simultáneamente utilizar los cables de alimentación
eléctrica como medio de transporte de la comunicación entre los transmisores
inteliaentes v la tarieta maestra se muestra en la siauiente figura.
Dalos
De la figura anterior se observa el par de cables ( + ) y (-) que conecta la
tarjeta maestro del PLC con el transmisor inteligente conectado en las
instalaciones industriales. Dentro del transmisor inteligente del mismo par de
cables ( + ) (-) se alimenta el Convertidor DC/AC de la Fuente de Poder del
Transmisor y del mismo par de cables (+) y (-) se conecta el circuito de la
Comunicación Serial entre el transmisor inteligente y la tarjeta maestra.
Capitulo XI: Transmisores Inteligentes
23/23
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Para independizar las señales eléctricas de la comunicación serial que sale del
transmisor inteligente con las señales eléctricas (+) y (-) de la tarjeta maestra,
se hace necesario desarrollar dentro del transmisor inteligente una fuente de
poder con las salidas (12 VDC y 5 VDC) para alimentar todos los circuitos
integrados que conforman la electrónica del transmisor inteligente, esto se
logra aprovechando la energía eléctrica que proviene de la tarjeta maestra del
PLC quien alimentara con su señal ( + ) y (-) un circuito convertidor DC/AC cuya
salida se conecta con un transformador que además de modificar la amplitud
entre la tensión del primario con la tensión del secundario eliminara la relación
eléctrica entre la tensión del primario y la tensión del secundario del
transformador, lo que permitirá tener en el secundario otra fuente de poder
con referencias eléctricas totalmente independiente a la tarjeta maestra del
PLC. La salida de tensión eléctrica del secundario del transformador se rectifica
a través de un puente de diodos y posteriormente con reguladores de tensión
se consiguen los voltajes DC requeridos para alimentar todos los componentes
electrónicos que conforman al transmisor inteligente.
La Comunicación Serial que existe entre las señales que entran al transmisor
inteligente provenientes de la tarjeta maestra y las señales que salen del
transmisor inteligente hasta la tarjeta maestra al alimentarse de fuentes de
tensiones diferentes podrán utilizar el mismo cable como medio de transporte
sin que ello pueda originar alguna anormalidad eléctrica entre la fuente de
tensión de la tarjeta maestra y las fuentes de tensión que existirán en cada
uno de los hasta 16 transmisores inteligentes que podrán estar conectados al
mismo cable como fuente de alimentación y de transporte de comunicación.
El circuito de Comunicación Serial que esta en el transmisor inteligente
funcionara como un convertidor Serial-Paralelo entre las señales que entran al
transmisor proveniente de la tarjeta maestro y como un convertidor ParaleloSerial con las señales que salen del transmisor hasta la tarjeta maestra.
Bus de Datos del
Bus
Transmisor
.
Ák
::
-.-
'..
Convertidor
Serial-Paralelo
p*
—-/
w
Control
_!._
de
•[••:'••:
;;.:;¥;!•; • • • •
. , ' .'•
. ' • • • m\_.
''.\../,-
Convertidor
Paratelo-Serial
•.
Puertos
: ..;:
XI
/
XI
1
^
La Trama del protocolo de comunicación enviada por la tarjeta maestra entra
como señal serial al Convertidor Serial-Paralelo y sale como DATOS al Bus de
Datos del Transmisor inteligente el cual correrá su programa con esta
Capitulo XI: Transmisores Inteligentes
24/24
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
información, y la Trama del protocolo de comunicación que envía el transmisor
inteligente hasta la tarjeta maestro, sale como DATOS del Bus de Datos del
transmisor inteligente para alimentar al convertidor Paralelo-Serial quien
coloca esta señal serial en los cable (+) y (-) quien conecta esta señal de la
comunicación del transmisor hasta la tarjeta maestra en el PLC.
Esta ultima aplicación de la comunicación serial que existe entre la tarjeta
maestra y los transmisores inteligentes instalados en campo conjuntamente
con el hardware que permite que la señal del transductor genere la dirección
para la ubicación en la memoria ROM de la magnitud de la variable medida, así
como, la integración de las memorias RAM que guardan los DATOS volátiles
que corre el programa del transmisor y las memorias ROM que guarda los
programas fabricantes que soporta el software de funcionamiento del
transmisor y que corre el protocolo de comunicación conforman en su
integración el hardware de los transmisores inteligentes. En la siguiente figura
se muestra el hardware del transmisor.
imm
^
Variable
Operacional
ROM
Programa que ejecuta
el Transductor
Para la comunicación bidireccional que existe entre la tarjeta maestra y los
transmisores instalados en campo, se hace necesario que en la tarjeta maestra
tenga al igual que en los transmisores inteligentes un arreglo electrónico que
permita la conversión Paralelo-Serial entre las señales en paralelo que corren
por el Bus de Datos del PLC y que ingresan a la tarjeta maestra para salir
como señales seriales para ejecutar las diferentes acciones que permite el
protocolo de comunicación bajo el que trabajan la tarjeta maestra y los
transmisores. La tarjeta maestra ubicada en el PLC y quien recibe todas las
señales en comunicación serial de los hasta 16 transmisores inteligentes
instalados en campo tendrá un arreglo de convertidores Serial-Paralelo que
permitirá en la tarjeta maestro recibir las señales seriales que envían los
transmisores instalados en campo y convertirlos en los DATOS que ingresaran
al Bus de Datos del PLC, para que con estos DATOS se corra el programa en el
Capitulo XI: Transmisores Inteligentes
25/25
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
PLC para el control y protección de las instalaciones industriales a partir de las
señales de realimentación que proporcionan todos los transmisores.
Los DATOS que salen desde el PLC como señales seriales enviados en el
protocolo de comunicación hasta los transmisores, serán los parámetros bajo
la cual correrán los programas los trasmisores y quienes definirán el modo de
funcionamiento de los mismos. Para reforzar estos planteamientos, así como,
el concepto de la calibración programada de los transmisores inteligentes en la
siguiente figura se muestra el arreglo de convertidores Serial-Paralelo y
Paralelo-Serial que existirá en la tarjeta maestra, así como el programador de
los transmisores que deberá tener un arreglo electrónico equivalente y un
software equivalente para realizar la misma programación en campo.
Calibraeión del Cero.
Calibración del Span.
Modo Transmisor.
Modo Controlador.
Numero de Transmisores.
Otra consideración de interés esta en la atención a la alimentación eléctrica
que sale desde la tarjeta maestra hasta los transmisores que podrá ser 12 o 24
voltios de tensión eléctrica continua y la salida de corriente comprendida entre
20 a 100 miliamperios. La Potencia eléctrica que es igual a la magnitud de la
tensión multiplicada por la magnitud de la corriente y calculada para los
valores máximos antes demarcados será P=(24 VDC)x(100 mA) = 2,4 Vatios, el
cual es un valor de potencia mucho menor que los 3 Vatios que considera las
condiciones intrínsicamente seguras necesarias en las instalaciones
petroleras para garantizar que los instrumentos de campo nunca serán un
punto caliente, ni un arco eléctrico que pueda originar la fuente de ignición
para producir fuego dentro de las instalaciones. Los instrumentos además de
Capitulo XI: Transmisores Inteligentes
26/26
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
cumplir con sus funciones deben ser las referencias de seguridad de todas las
instalaciones industriales.
CONDICIONES INTRINSICAMENTE^
Fuego = Combustible + Aire + Fuente de Igrii|¡óri
Potencia = Voltaje x Corriente
Potencia Instrumento = (24 VDG)x(10^
Potencia Instrumento = 2,4 W < 3 W
3 Vatios NO GENERARA:
•
Un punto caliente que propicie el fuego.
•
Un arco eléctrico que propicie el fuego
CONVERTIDORES I/P INTELIGENTES
En la siguiente figura se muestra el hardware + el convertidor I/P que en su
integración conforman al Convertidor I/P Inteligente y que permitirá regular la
apertura de una válvula de control a través de la tarjeta maestra en el PLC.
Datos
Tarjeta
de PLC
Capitulo XI: Transmisores Inteligentes
Convertidor
Tensión/Corriente
27/27
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
El mismo hardware y software básico de los transmisores inteligentes se utiliza
en los convertidores I/P inteligentes. Desde el Bus de Datos se alimenta un
Convertidor Digital-Analógico (CDA) que proporciona a su salida una tensión
eléctrica directamente proporcional al DATO que ingresa al convertidor, esta
salida de tensión del CDA alimenta un convertidor Tensión-Corriente lo que
permite a la salida del mismo la señal de 4 a 20 mA necesarias para mover el
obturador que regulara la salida de aire de control que alimentara el actuador
de la válvula de control. La señal de 4 a 20 mA será directamente proporcional
al DATO que envió el programa que corre el PLC a través de la tarjeta maestra.
Una vez obtenida la señal de corriente entre 4 a 20 mA el resto del
funcionamiento del equipo consiste en un convertidor I/P común, que funciona
por el sistema Tobera-Obturador, donde el aire de instrumentos llega a un
regulador de presión que determina la presión de trabajo del convertidor, la
salida del regulador de presión se conecta con una tobera que tendrá un
obturador que regulara su posición en la medida que se modifique la señal de
corriente entre 4 a 20 mA que circula por la bobina. Al variar la corriente entre
4 a 20 mA que circula por la bobina se varia el flujo magnético del núcleo de l a ^
bobina y este podrá variar la atracción magnética que ejerce sobre el
obturador y con ello modificar su posición con la salida de la tobera y con ello
se modifica la presión de control entre 3 a 15 PSI que saldrá del convertidor
para alimentar el actuador de la válvula de control y con ello regular la
apertura del área del cuerpo de la válvula, modificando el paso del fluido por el
mismo y con ello modificando la magnitud de la variable operacional controlada
desde el PLC en el proceso industrial.
4. SOFTWARE DE LOS TRANSMISORES INTELIGENTES
La tecnología basada en el uso de microcontroladores para conformar la
electrónica de los transmisores inteligentes permite que a través del cable de
alimentación eléctrica se transporte las señales del protocolo de comunicación
que existe entre la tarjeta maestra instalada en el PLC y los transmisores
inteligentes conectados en campo, esto hace posible transportar toda la
información que los transmisores envían desde el campo hasta los PLC y desde
estos hasta las sala de control de las instalaciones industriales y en forma
inversa y de ser necesario llevar la información de la sala de control hasta los
instrumentos instalados en campo. Estos avances tecnológicos introdujo el
concepto de red para interconectar todos los equipos involucrados en las
aplicaciones industriales y de este modo aumentar su operacionalidad al
incorporar los equipos que controlan y protegen las instalaciones industriales
como parte integral de la red corporativa. La utilización de redes en las
aplicaciones industriales prevé un significativo avance en las siguientes áreas:
•
•
•
•
Información para control de calidad y optimización del proceso.
Software desarrollados para procedimientos de:
mantenimiento,
inventarios, producción, control estadísticos, otros.
Menores costos de instalación.
Opciones de actualización tecnológicas.
Capitulo XI: Transmisores Inteligentes
28/28
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
La opción para la ejecución de sistemas de control basados en redes requiere
un estudio para determinar cual es el tipo de red que posee las mayores
ventajas de implementación. Surge la opción de la utilización de arquitecturas
con sistemas abiertos, que al contrario de las arquitecturas propietarios donde
un fabricante lanza productos compatibles solamente con su propia
arquitectura de red creando varias dependencias que se inicia en la
tecnológica. Con las arquitecturas de red con sistemas abiertos se pueden
encontrar más de un fabricante con equipos compatibles que podrán
interconectarse para reemplazar a otro en la atención de la red. En la pirámide
que representa los niveles de las redes industriales se tendrán: Nivel de
Gestión y Redes, Nivel de Control y PLC, Nivel de Campo y Procesos. En el
Nivel de Campo y Procesos de la red es donde se encuentran los transmisores
inteligentes y es a través del protocolo de comunicación que estos utilicen por
donde permitirán transferir los DATOS de campo hasta el Nivel de Gestión. En
la siguiente figura se muestra un ejemplo de una arquitectura de red.
REDES DE CONTROL
Otros PC y
Clientes
En el Nivel de Campo y Procesos corren los protocolos de comunicación:
Modbus, Fieldbus, Profibus, hard, otros, mediante los cuales se llevan y se
traen los DATOS hasta la tarjeta maestra en el PLC y desde donde se llevaran
y traerán los DATOS del Nivel de Gestión. Estos protocolos del Nivel de Campo
y Procesos deben tener cierta estructura común:
Capitulo XI: Transmisores Inteligentes
29/29
Instrumentación Industrial en Instalaciones Petroleras
•
•
•
Jesús Enrique Otero Ramos
Software que dispondrá de una estructura: inicio, dirección, función,
DATOS, control de errores.
La comunicación de campo que existe entre los transmisores inteligentes
y las tarjetas maestras deberán cumplir con las normas que recomienda
la (ISO) para sistemas de arquitecturas abiertas, es por ello que cada
fabricante deberá utilizar un protocolo de comunicación abierta: Modbus,
Fieldbus, Profibus, cualquier protocolo hard.
Las industrias deberán comprar transmisores que vayan en el uso de un
protocolo de comunicación abierto que pueda determinar la ISO.
Un sistema de comunicación es un conjunto complejo de hardware y software.
El Modelo de Referencia de la ISO, describe como viaja la información entre
dos aplicaciones (A y B) que se encuentran en computadoras conectadas en
una red.
El modelo de referencia ISO divide el problema de llevar la
información entre dos aplicaciones conectadas a través de la red mediante una
división de siete (07) capas tal como se muestra en la siguiente figura.
A
B
CAPA 7: APLICACIÓN:
Transferencias, accesos y control de archivos.
Documentos y manipulación de los trabajos.
CAPA 6: PRESENTACIÓN
"Trahsform ación de representación ti e
datos. Encriptamiento.
CAPA 5: SESIÓN
Control y sincronismo de diálogos de
aplicación.
CAPA?
APLICACIÓN
CAPA 6
PRESENTACIÓN
CAPAS
SESIÓN
!^^
CAPAS: RED
Enrutamiento, direccionamiento,
preparación de llamadas.
CAPA 3
RED
CAPA 2: ENLACE
Control de llamadas y transparencia de
los datos transmitidos.
CAPA 1: FÍSICA
CAPA 2
ENLACE
CAPA!
FÍSICA
Iñtérfases de redes eléctricas y
mecánicas.
pWlíHpS
/EQUIPOS DE RADIO ENLACES'DIGITALES
A
Capitulo XI: Transmisores Inteligentes
B
30/30
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En la figura anterior se utiliza como ejemplo en Capa Física un Radio Enlace en
la interconexión entre las dos redes para mostrar que la ubicación entre la red
A y la red B estará determinada por los equipos de telecomunicaciones. A cada
uno de las siete capas que contempla el modelo OSI se le asigna una tarea
concreta y suficientemente autocontenida, de manera que se pueda realizar
independientemente de las tareas de las capas superiores o inferiores y con
ello tener la posibilidad de sustituir una capa por otra equivalente sin afectar el
resto de las otras capas. Es importante resaltar que cuando a través de la
Capa Física se envía la información de un punto de la red A a otro punto de la
red B se estarán enviando los Byte de los DATOS conjuntamente con los Bytes
asociados e incorporados por cada una de las siete capas del punto A, es decir,
cada capa inserta bytes asociados a las funciones que cumple la capa, de
manera de ser desincorporados en forma inversa a como se insertaron en la
capa equivalente en el otro extremo de la red B. En el capitulo 12 de este texto
se tratara con mas detalles este modelo y esta información. En la siguiente
figura se muestra como van ingresando los bytes asociadas a cada capa.
t.
w
CAPA 7:
APLICACIÓN
DATO
07
CADA CAPA
INSERTA SUS BIT
ASOCIADOS
CAPA 6
PRESENTACIÓN
DATO
C7
06
CAPAS
SESIÓN
DATO
C7
06
05
DATO
07
06
05
•04 í
DATO
C7
06
05
C4
TRANSPORTE
fcw^
CAPA 3
RED
CAPA 2
ENLACE
02
DATO
07
06
05
CAPA1
FÍSICA
C2
DATO
07
06
05
03
¡
¡
I 03
02
03
02
04
Para cumplir con los lineamientos que establece el modelo OSI, los protocolos
de comunicación que utilizan los transmisores inteligentes para mantener la
comunicación bidireccional con la tarjeta maestra instalada en el PLC y que
permiten interconectar en la red de control, el Nivel de Campo y Procesos con
el Nivel de Control, deben trabajar como equipos de arquitectura abierta. Estos
protocolos de comunicación utilizan tres de las siete capas del modelo OSI ha
saber: Capa Aplicación, Capa Enlace y Capa Física. Por ello en las tramas de
comunicación que existen entre los transmisores inteligentes y la tarjeta
maestra deberán estar incorporados los bytes asociados a la Capa Física y que
permiten los controles de esa capa en ambos extremos de la comunicación,
debe llevar los bytes asociados a la Capa de Enlace y que permiten ejecutar los
controles y funciones que cumple la Capa de Enlace en ambos extremos de la
comunicación y deberán llevar los bytes asociadas a la Capa de Aplicación y
que permitirá la transferencia de DATOS y los controles y funciones que se
utilizan en la Capa Aplicación en ambos extremos de la comunicación.
Capitulo XI: Transmisores Inteligentes
31/31
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Estos bytes asociados a cada una de las capas son insertados cuando van
bajando capa por capa hasta la Capa Física por donde salen de la red A para
conectarse con el otro extremo de la comunicación en la red B y donde serán
retirados los bytes, capa por capa en el otro extremo de la comunicación
partiendo de la Capa Física y concluyendo en la Capa Aplicación.
En la siguiente figura se muestran las capas: Capa de Aplicación, Capa de
Enlace y Capa Física que son las que utilizan los protocolos de comunicación
que existen entre los transmisores inteligentes instalados en Campo y la
tarjeta maestra instalada en el PLC con la función de ejecutar la transferencia
de los DATOS entre el Nivel de Campo y Nivel de Control.
DIFERENTES PROTOCOLOS: Hard, Modbus, Fielbus
CAPA 7: APLICACIÓN:
CAPA 7
APLICACIÓN
Transferencias, accesos y control de archivos.
Documentos y manipulación de los trabajos.
B
CAPAS
PRESENTACIÓN
CAPA 7
APLICACIÓN
CAPAS
SESIÓN
:;IRAÍSPORTE.;;
CAPA 3
RED
CAPA 2
ENLACE
CAPA 2: ENLACE
Control de llamadas y transparencia de los datos
transmitidos.
CAPA1
FÍSICA
CAPA i: FÍSICA
Interfases de redes eléctricas -y mecánicas.;.'
CAPA 2
ENLACE
CAPA 1
FÍSICA
La comunicación entre el Nivel de Campo y Procesos con el Nivel de Control
utiliza protocolos conformados por las capas de: Aplicación, Enlace y Física, y
sus tramas tendrán una estructura que inician y concluye con los bytes
asociados a la Capa Física, posteriormente los bytes asociados a la Capa Enlace
y Luego los de la Capa de Aplicación y los DATOS que se transfieren de un
Nivel a otro de la red, tal como se muestra a continuación.
Trama del Transmisor Inteligente
|¡|Sa'pS¡S J!| = ; ;
Capa 2
i5ilp|®oill
Capitulo XI: Transmisores Inteligentes
Capa 7
Capa 2
Capa 1
32/32
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Los DATOS que se transfieren entre el Nivel de Campo y Procesos y el Nivel de
Control, podrán ser paquetes de información de tamaños variables y utilizando
cables de par trenzado podrán cubrir distancias de hasta 1600 metros sin el
uso de repetidores. Los fabricantes consideran hasta un máximo de cuatro
repetidores en distancias máximas de 1900 metros entre cada repetidor.
En términos generales los protocolos de comunicación que utilizaran los
transmisores inteligentes y las tarjetas maestras, deberán describir una red de
comunicaciones abiertas, digital, multipunto para dispositivos inteligentes de
campo y automatización de sistemas que se utilizan en la industria. Serán
sistemas de comunicación totalmente digital, serial, bidireccional usado para
conectar dispositivos aislados de campo tales como: Transmisores,
Convertidores, Transductores, para la medición y control hasta los sistemas
supervisónos. Cada dispositivo podrá realizar funciones simples tales como:
diagnósticos, control, monitoreo de procesos y funciones de mantenimiento,
así como, funciones bidireccionales de comunicación.
La norma ANSI/ISA-S50.02-1992 aprobada el 17 de Mayo de 1994, que trata *
del medio físico para la realización de las interconexiones de los transmisores
inteligentes y la tarjeta maestra son.
•
•
•
•
•
•
•
Transmisión de Datos solamente digital.
Comunicación bidireccional.
Código Manchester.
Modulación de Voltaje (Acoplamiento Paralelo).
Velocidades de transmisión de: 31,25 Kb/s, 1,0 Mb/s, 2,5 Mb/s.
Bus con energía, no intrínsicamente segura.
Bus con energía, intrínsicamente seguro.
El nivel de instrumentos conectados a los buses de campo tienen una velocidad
normalizada de 31,25 Kb/s, y los cables utilizados de acuerdo a los requisitos
de la norma ISA-S50.02 para conectar los equipos con una tensión de
alimentación comprendida entre 9 a 32 VDC puede ser un simple par de cables
trenzados con blindaje, atendiendo los siguientes requisitos mínimos a 25°C.
•
•
•
•
•
Zo (31,25 Kb/s) = 100 ohmios +/- 20%.
Atenuación máxima (39 Khz.) = 3.0 dB/Km.
Máxima capacidad no balanceada del blindaje = 22 ohmios/Km.
Área seccional del conductor = nominal 0,8 mm2 (# 18 AWG).
La cobertura mínima del blindaje deberá ser mayor o igual al 90%.
La comunicación entre la tarjeta maestra instalada en el PLC y los transmisores
inteligentes se hace en la Topología Maestro-Esclavo, en esa topología el
maestro ejecuta una pregunta que leerán todos los esclavos y el esclavo
seleccionado responderá al maestro. Bajo esta topología y con las
consideraciones de los bytes asociados a la Capa de Aplicación, Capa de Enlace
y Capa Física en las siguientes figuras se muestra esta comunicación entre la
tarjeta maestra instalada en el PLC y los transmisores instalados en campo.
Capitulo XI: Transmisores Inteligentes
33/33
Instrumentación Industrial en Instalaciones Petroleras
Modbus:
Jesús Enrique Otero Ramos
REQUISICIÓN (Pregunta a TODOS los esclavbs)
'Comunicación. Serial;;
Maestro
Esclavos
CRC; el maestro transmite CRC para control de error en el esclavo
REQUISICIÓN
Arranque
3A
Dirección
03
Función
11
RESPUESTA
DG
25
15
Datos
CRC
Fin
Capitulo XI: Transmisores Inteligentes
34/34
Instrumentación Industrial en Instalaciones Petroleras
Modbus:
':¡.'.:••-.'•-.
- .';.•':•..':•:
• •
'...'•
Jesús Enrique Otero Ramos
RESPUESTA (Del esclavo que fue requerido)
•- _
. ••.
' . - . - , . : . ; ..-;-..
.
. v . . . .
.-•:,.•;
. . . . . .
i
:
.
...
••.,:
f
•...,..
*
Comunicación Serial
Comunicación Serial
CRG: el esclavo transmite CRC para control de error en el maestro
REQUISICIÓN
Arranque
Dirección
ESPUESTA
3A
03
3A
] DD
Función
I
MU
Datos
E5F~|
mm
°3
|
no
P^l
21
CRC
03
3A
Fin
r^n
Capitulo XI: Transmisores Inteligentes
P*
|
07
I.
|
IB^l
35/35
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Comunicación en Protocolo Modbus (Trama en modoASCCI)
Arranque
Dirección
Función
LRC
END
Maestro
Dirección
Trama Modbus
Función
Datos
Esclavo
Trama del Transmisor Inteligente
jl!!! Capa 2
DATOS
Capa 7
Capa 2
Capá 1
Al observar las dos figuras se comprueba la conformación de la trama del
protocolo de comunicación que utiliza el transmisor inteligente y donde de las
mismas se podrán identificar:
Capa Física: Inicia la trama con un byte de arranque (3A) y esta al final de la
misma con dos byte que marcan la culminación de transmisión.
Capa de Enlace: Prosigue a la Capa Física y en la trama del protocolo de
comunicación esta conformada por dos byte que identifican la
dirección del equipo, y dos byte para determinar el control de
errores y hasta números de tramas enviada en la transmisión.
Capa de Aplicación: Contiene los Bytes que determinan la función que es ese
instante se esta cumpliendo en los equipos que se están
comunicando, podrá tener tantas aplicaciones como los
diseñadores del protocolo consideren importantes para darle mas
poder a la comunicación bidireccional. Conjuntamente con los
bytes de la aplicación se transportan los DATOS.
Capitulo XI: Transmisores Inteligentes
36/36
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En la siguiente figura se identifican los bytes asociados a cada una de las capas
que considera el protocolo de comunicación y que ¡nterconectan las
transmisiones de DATOS entre el Nivel De Campo y Procesos donde están los
transmisores inteligentes con el Nivel de Control donde están los PLC.
Comunicación en Protocolo Modbüs (Trama en modo ASCCI)
Arranque
A
Arranque
Dirección
Función
Dirección
Maestro
Datos
LRC
Í^
END
Función
Datos
Esclavo
CAPA APLICACIÓN
•Función
• + DATOS.
CAPA ENLACE:
•Dos Byte de Dirección.
•Dos Byte Control de Enlace LRC.
CAPA FÍSICA:
•Un Byte dé Arranque (3A).
•Dos Byte Fia END (21,03}
Como un ejemplo de uno de los protocolos de comunicación entre el Nivel de
Campo y Procesos y el Nivel de Control se muestran detalles del protocolo
Modbus, para determinar los bytes asociadas a las Capas: Física, Enlace y
Aplicación a este protocolo y así analizar el funcionamiento del mismo.
5. PROTOCOLO MODBUS
En los laboratorios de Instrumentación y Control del Departamento de
Electricidad del IUT Cumaná, varios docentes han desarrollados diferentes
trabajos de investigación utilizando este protocolo de comunicación entre los
transmisores inteligentes y diferentes arreglos electrónicos que han
desarrollados para funcionar como maestros. Algunos de esos trabajos son
referencias de información contenido en esta sección de este capitulo.
Para la consecución de la integración de todas las actividades industriales
fueron desarrolladas las redes de comunicaciones industriales, que buscan la
Capitulo XI: Transmisores Inteligentes
37/37
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
creación y desarrollo de esquemas de comunicación universal. En una red
industrial coexisten equipos y dispositivos de todo tipo, los cuales suelen
agruparse jerárquicamente para establecer conexiones lo más adecuadas a
cada área. De esta forma se definen tres niveles dentro de una red industrial.
Las redes industriales se basan en los estándares de bus de campo, los cuales
integran el proceso de adquisición de datos y los transmite a niveles
gerenciales, logrando así la comunicación. El bus de campo constituye el nivel
más simple y próximo al proceso dentro de la estructura de comunicaciones
industriales. Está basado en procesadores simples y utiliza un protocolo
mínimo para gestionar el enlace entre ellos. Modbus se define como un
protocolo de comunicación de topología Maestro-Esclavo. Se muestra en la
siguiente figura la ubicación del protocolo Modbus en la red y permite la
interconexión entre la tarjeta maestra instalada en el PLC y los transmisores
inteligentes conectados en campo midiendo las variables operacionales de los
equipos que conforman las instalaciones industriales.
Modbus, Fielbus: protocolos de comunicación del Nivel de Campo
Otros PC
Clientes
La topología Maestro-Esclavo funciona mediante un dispositivo (maestro)
Tarjeta Electrónica ubicada en el PLC que indica cuando puede comunicar cada
dispositivo (esclavos) que son los transmisores inteligentes.
Capitulo XI: Transmisores Inteligentes
38/38
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Este protocolo
define mensajes estructurados que los controladores
reconocerán y usarán, sin tener en cuenta el tipo de redes por la cual ellos se
comunican. Describe el proceso mediante el cual el controlador solicita acceso
a otro dispositivo, cómo solicita el acceso desde otros componentes y cómo
los errores pueden ser reportados y detectados. Establece un formato común
para el trazado y los contenidos de los mensajes en los campos.
El Protocolo Modbus está provisto de un criterio interno que el controlador usa
para analizar los mensajes. Durante la comunicación, con la red Modbus, el
protocolo determina cómo cada controlador sabrá la dirección del equipo,
cómo reconocer el mensaje, dirección de éste, el tipo de acción que debe
tomar y extrae cualquier dato u otra información contenida en el mensaje. Si
se requiere una repetición, el controlador construirá una réplica del mensaje.
Transacciones en Redes Modbus
Los controladores se comunican usando la técnica de Maestro/Esclavo en la
cual sólo un equipo (el maestro) puede iniciar transacciones (llamadas
preguntas). Los otros equipos (los esclavos) responden suministrando datos ah
maestro, o tomando la acción requerida en la pregunta. Los equipos maestros
típicos incluyen procesadores anfitriones y paneles de programación. Los
esclavos típicos incluyen controladores programables.
El maestro puede iniciar la transmisión del mensaje a todos los esclavos a
través de "La Pregunta". Los esclavos devuelven el mensaje (llamado "La
Respuesta") para la pregunta que son direccionadas a ellos individualmente.
Las respuestas no son devueltas para transmitir señales desde el maestro. El
protocolo Modbus establece el formato para las preguntas del maestro con el
fin de colocarlas dentro del equipo (o transmisor) direccionado, el código de la
función que define la acción requerida, cualquier dato a ser transmitido, y el
campo de chequeo-error. El mensaje de respuesta del esclavo es también
construido usando el mismo protocolo. Este contiene varios campos que
confirman la acción tomada, cualquier dato devuelto, y un campo de chequeoerror. Si ocurre un error en la recepción del mensaje, o el esclavo es incapaz
de ejecutar la acción requerida, este construirá un mensaje de error y lo
enviará como su respuesta.
Estructura del Mensaje Modbus
Los controladores se pueden configurar para la comunicación en redes Modbus
usando cualquiera de los dos modos de transmisión: ASCII o RTU. El usuario
selecciona el modo, junto con los parámetros de comunicación de puerto serie
(proporción de baudio, modo de paridad, etc.), durante la configuración de
cada controlador. El modo y los parámetros seriales deben ser los mismos
para todos los dispositivos de la red Modbus. La selección de modo ASCII o
modo de RTU sólo pertenece a las redes de Modbus. Éste define los bits
contenidos
en los campos de mensaje transmitido serialmente en dichas
redes. Este determina como la información será empaquetada y decodificada
dentro del campo del mensaje. En cualquiera de los dos modos de transmisión
serial (ASCII o RTU), el mensaje Modbus es colocado por la transmisión de
Capitulo XI: Transmisores Inteligentes
39/39
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
dispositivos dentro de la estructura que es conocida como inicio y punto final.
Esto permite a los dispositivos receptores, comenzar en el inicio del mensaje,
leer la porción de dirección y determinar cual dispositivo es direccionado (o
todos los dispositivos si el mensaje es transmitido), y conocer cuando el
mensaje está compuesto. Los mensajes parciales pueden ser detectados y los
errores pueden ser puestos como resultados.
¿Cómo se Maneja el Campo de Dirección?
La dirección del campo de un mensaje estructurado contiene dos caracteres
(ASCII) u ocho bits (RTU). Las direcciones de los dispositivos esclavos están en
el rango de 0-247, en la práctica hasta 16 esclavos máximos. A los dispositivos
esclavos se les asignan direcciones individuales con el rango de 1-247. Un
maestro se dirige a un esclavo poniendo la dirección del esclavo en el campo
de dirección del mensaje. Cuando el esclavo envía su respuesta, pone su
propia dirección en este campo de dirección de la respuesta para permitir al
maestro saber que esclavo está respondiendo. La dirección O se usa para la
dirección de transmisión que todos los dispositivos esclavos reconocen.
¿Cómo se Maneja el Campo de la Función?
El campo de código de la función del mensaje estructurado contiene 2
caracteres (ASCII) u ocho bits (RTU). Los códigos están en el rango de 1-255
en todos los controladores, mientras algunos códigos se aplican a algunos
modelos, otros son reservados para uso futuro, es decir, se podrán clasificar
hasta 255 funciones diferentes de ser necesarias en el futuro. Cuando un
mensaje es enviado de un maestro a un dispositivo esclavo, en el campo de la
trama, con la función le dice qué tipo de acción debe tomar el esclavo. Como
ejemplos de las funciones se tienen: leer los estados ON/OFF de unos grupos
de entradas o salidas discretas; leer el contenido de un grupo de registros; leer
el estado de diagnóstico del esclavo; escribir registros o salidas diseñadas;
para permitir cargar, grabar (Calibrar) o verificar el programa dentro del
esclavo. Cuando el esclavo responde al maestro, usa en el campo de la trama
el mismo código de la función para la respuesta normal, es decir, el esclavo
ratifica en la respuesta que función le asigno el maestro, o que ocurrió algún
tipo de error (llamada una respuesta exceptuada). Para una respuesta normal,
el esclavo simplemente es un eco de la función original. Para una respuesta
exceptuada, el esclavo devuelve un código que es equivalente al código de la
función original con el bit más significativo puesto a 1 lógico.
Por ejemplo, un mensaje que el maestro envía al esclavo, de lectura de un
grupo de registro de memoria, tendría el código de función siguiente:
0000 0011 (03 en hexadecimal).
Si el dispositivo esclavo toma la acción pedida sin error, devuelve el mismo
código en su respuesta. 0000 0011 (03 en hexadecimal).
Si ocurre una excepción, devuelve: 1000 0011
Capitulo XI: Transmisores Inteligentes
(83 en hexadecimal).
40/40
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Además de la modificación del código de la función para una respuesta
exceptuada, el esclavo coloca un único código dentro del campo de datos del
mensaje de la respuesta. Esto le dice al maestro que tipo de error ocurrió, o la
razón para la excepción. El dispositivo maestro tiene la responsabilidad de
aplicar programas para las respuestas de excepción. Los procesos típicos son
anunciar reintentos subsecuentes del mensaje, probar mensajes de diagnóstico
al esclavo y notificar a los operadores.
Contenido de los Campos de Datos
Los campos de datos se construyen usando juegos de 2 dígitos, en el rango
00-FF en hexadecimal. Estos pueden hacerse de un par de caracteres ASCII, o
del carácter RTU, según las redes del modo de transmisión serie. El campo de
los datos de mensaje
enviado de un maestro a un dispositivo esclavo,
contiene información adicional de la acción que el esclavo debe tomar definida
por el código de la función. Esto puede incluir artículos discretos y registros
direccionados, la cantidad de artículos que son manejados y la cantidad de
bytes de datos reales en el campo.
Por ejemplo, si el maestro solicita al esclavo para leer un grupo de registros
de memoria (código de función 03), el campo de datos especifica el registro
de arranque y cuántos registros serán leídos. Si el maestro solicita al esclavo
para escribir un grupo de registros (código de función 10 en hexadecimal), el
campo de datos especifica el registro de arranque, cuántos registros escribirá,
la cantidad de bytes de datos, y los datos a ser escritos en los registros.
Si no ocurre ningún error, el campo de los datos de una respuesta de un
esclavo a un maestro contiene los datos pedidos. Si ocurre un error, el campo
contiene un código de la excepción que la aplicación del maestro puede usar
para determinar la próxima acción que debe tomar. El campo de datos puede
ser inexistente (longitud cero) en ciertos tipos de mensaje. Por ejemplo, en
una demanda de un dispositivo maestro a un esclavo responde con su función
código OB en Hexadecimal, el esclavo no requiere información adicional. La
función código sólo especifica la acción.
Chequeo CRC
El campo de CRC es igual a dos bytes conteniendo un valor binario de 16 bits.
El valor de CRC es calculado por el dispositivo transmisor que añade el CRC al
mensaje, y compara el valor con un valor real que recibió en el campo de CRC.
Si los dos valores no son ¡guales el resultado es un error. El CRC es inicializado
en un registro precargado de 16 bits con todos los bits a 1. Entonces empieza
a aplicar 8 bit sucesivos del mensaje a los contenidos actuales del registro. Se
usan sólo 8 bits de datos en cada carácter, para generar el CRC. Los bits de
inicio y parada, y la pandad no se aplican al CRC. Durante la generación del
CRC, se realiza una operación XOR entre cada carácter de 8 bits y los
contenidos del registro. Entonces el resultado se cambia en la dirección del bit
menos significativo (LSB), con un cero llenado en la posición del bit más
significativo (MSB). El LSB se extrae y se examina. Si el LSB es un 1 entonces
se realiza una operación XOR del registro con un valor prefijado. Si el LSB es
Capitulo XI: Transmisores Inteligentes
41/41
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
cero no se realiza la operación XOR. Este proceso se repite hasta que 8
cambios se han realizado. Después del último cambio (octavo), se realiza una
operación XOR entre el próximo byte y el valor actual del registro, y el proceso
se repite para 8 cambios más como se
describió anteriormente. Los
contenidos finales del registro, después de todo se han aplicado a los bytes
del mensaje, es el valor del CRC.
La Pregunta del Maestro
En primer lugar envía los bit de la Capa Física para informarle a los esclavos el
inicio de la comunicación. En segundo lugar define la dirección del esclavo a
quien pregunta. En tercer lugar define el código de la función en la pregunta
que dice al dispositivo esclavo que tipo de acción debe ejecutar. Los bytes de
datos que acompañan la función proporcionan la información adicional que el
esclavo necesitará para ejecutar la función requerida por el maestro. Por
ejemplo, la función código 03 preguntará al esclavo para que lea los registros
de memoria y responda con sus contenidos. El campo de datos
que
acompañan la función debe contener la información que diga al esclavo cual
será el primer registro a leer y cuantos registros a partir de allí se leerán. Eh
campo de chequeo de error CRC (Capa Enlace de la trama) provee un método
al esclavo para validar la integridad de los mensajes contenidos, cada trama
enviada concluye con los bit de la Capa Física que marcan el final.
Nombre del Campo
Ejemplo (Hex)
RTU (8 bit)
Dirección del Esclavo
06
00000110
Función del Esclavo
03
00000011
Dirección Alta de Arranque
00
00000000
Dirección Baja de Arranque
6B
01101011
# de Registro Alto
00
00000000
# de Registro Bajo
03
Verificador de Error (CRC)
16 bit
'::^
00000011
16 bit
La Respuesta del Esclavo
En primer lugar envía los bit de la Capa Física para informarle al maestro el
inicio de la comunicación. En segundo lugar responde el esclavo seleccionado
identificando su dirección. En tercer lugar envía al maestro la señal donde
ratifica la función por el seleccionada, es decir, la función código en la
respuesta del esclavo es un eco de la función código de la pregunta del
maestro. Los bytes de datos que acompañan la función contienen los datos
colectados por el esclavo, semejantes a valores de registros o estados, y
posteriormente envía los DATOS requeridos por el maestro. Si ocurre un error,
Capitulo XI: Transmisores Inteligentes
t
42/42
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
la función código es modificada para indicar que la respuesta es una respuesta
de error y los bytes de datos contienen un código que describe el error.
Posteriormente sigue el campo de chequeo de error CRC (Capa Enlace de la
trama) permite al maestro confirmar que los contenidos del mensaje son
válidos, y finalmente concluye con los bit de la Capa Física que marcan el final.
Nombre del Campo
Ejemplo (Hex)
RTU (8 bit)
^:p;
Dirección del Esclavo
06
Función del Esclavo
03
00000011
06
00000110
02
00000010
2B
00101011
00
00000000
00
00000000
00
00000000
Contador de Byte que Transmite
Dato Alto
Á
'
Dato Bajo
/^
+
Hafn A|fn
Dato Bajo
/
^^-
DATOS (U6 byte)
Dato Alto
Dato Bajo
63
.r
Verificador de Errores (CRC)
m.
00000110
01100011
16 bit
16 bit
Formatos de las funciones Modbus.
Código de las Funciones Soportadas por los Controladores
Código
: ; . " , . ;"; ;' ':: • • :/ :'!: / " : " :
:". • •.;' Función ?:S^||;;;;^> g|jl|¡||;:::;
01
Leer Estado de Salidas Binarias
02
Leer Estados de Entradas Binarias
03
Leer Registros Estáticos
04
Leer Registros de Entrada
05
Forzar a uno una Salida Binaria
06
Escribir en un Registro de Salida
07
Leer Estado de Excepción
08
Diagnóstico de Error
11
***********************************
15
Forzar a uno Múltiples Salidas Binarias
ñi&s^
Escribir en Múltiples Registros de Salida
Capitulo XI: Transmisores Inteligentes
43/43
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Función 01: Leer Salidas Binarias.
El Maestro realiza una petición de lectura de salidas binarias, espera la
respuesta desde el Esclavo y si esta se produce, extrae la información desde la
trama y la presenta bajo la forma de una tabla de bits. El modelo generalizado
para una pregunta (P) realizada por el maestro y una respuesta (R) del esclavo
seleccionado para leer salidas binarias de un dispositivo esclavo (ID) se
muestra a continuación.
Leer bloque d© salidas binarias SB
P: |
ID |.,:;'0t;g| DiH . DIL [ NSBH
R; | ÍO
| .01
|
n ]81
NSBÍ. r|li|If"IlI
I 8" I
'82J-;
NSBH B1,B2,..*Bn:
DIH * DIL. Dirección inicial
n,
numero de bytes
¡ iS|
<te
binarias
Datos
Función 02: Leer Bloque de entradas binarias.
El Maestro realiza una petición de lectura de entradas binarias (estados ONOFF), espera la respuesta desde el Esclavo y si esta se produce, extrae la
información desde la trama y la presenta bajo la forma de una tabla de bits. En
la siguiente figura se muestra el modelo generalizado para una pregunta (P)
realizado por el maestro y una respuesta (R) del esclavo seleccionado para leer
bloque de entradas binarias de un dispositivo esclavo (ID).
Leer bloque de entradas binarias EB
P;
ID
. :; ,: 02
DIH
DIL
B1
R:
DIH •> DIL. Dirección inicial
n.
numero ae bytes
NEBH NEBL
8:2
NEBH * NEBL Numero cte entradas binarias
Bl,8JL..Bit
Datos
Función 03: Leer Bloque de Registro de Salida.
El maestro realiza una petición de lectura de registro de salida al esclavo y
espera la respuesta desde el esclavo y si esta se produce, extrae la
información desde la trama y la presenta bajo la forma de una tabla de
palabras de 16 bits. En la siguiente figura se muestra el modelo generalizado
para la pregunta (P) realizada por el maestro y la respuesta (R) que ejecuta el
Capitulo XI: Transmisores Inteligentes
44/44
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
esclavo seleccionado, para que el maestro pueda leer bloque de registro de
salida de un dispositivo esclavo (ID).
| O» Leer bloque de registros de salidas RS
P: | 10
:.,Ó£|| OiH
R: | 10
03 | 2n
DIL | NRSH
VIH
V1L
DIH-DSL. Dirección inicial
n.
numero de-byies •
NRSL
|
ÍjjjÍj¡
v:í::.-..'::,:í:;::.:;T
¡|m:
VnL |í;;.^l|Í^á|
NRSH'NRSL
Numero de^registros dé salida
V1H-V1L ,.., VtíH-VnL Datos (1 byíes por rsgislro)
Función 04: Leer Bloque de Registro de Entrada.
El maestro realiza una petición de lectura de registros de entrada al esclavo y"
espera la respuesta desde el esclavo y si esta se produce, extrae la
información desde la trama y la presenta bajo la forma de una tabla de
palabras de 16 bits. En la siguiente figura se muestra el modelo generalizado
para una pregunta (P) realizada por el maestro y la respuesta (R) del esclavo
seleccionado para leer bloque de registro de entrada del esclavo (ID).
Leer bloque de registros de entrada RE
P:
ID
R;
ID
04-
I OiH
DIL
NREH
2n
VIH
VIL
DIH - D!L
iftóai
n.
numero de byies
VnH
NREH * NREL
V1H*yiL.... VnH»VflL
de registros de entrada
(2 bytes por registro)
Función 05: Modifica un Estado de Salida Binaria.
El maestro realiza una petición del Registro de Salida Binaria del Esclavo y una
vez que lee el mismo, cambia los estados lógicos "1" por "O" del valor del
Registro de Salida del Esclavo y si esta se produce, verifica la confirmación. En
la siguiente figura se muestra el modelo generalizado para una pregunta (P)
hecha por el maestro y una respuesta (R) del esclavo seleccionado para
modificar una salida binaria de un dispositivo esclavo (ID).
Capitulo XI: Transmisores Inteligentes
45/45
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Modifica una salida binaría SB
P; I
10
[lijljil DH I OL I FF/DO
1
ID
1
R:
DH- OL:
;;:05:; |
DH OL
1 FF-OO:
*
| FF/ÜQ
Dirección de salida binaria
..
:
:
:
:
:
f :
. "v ^ •• l,.;-:.: ^¿ í;>--:¿v:- -
00-00:
Puesta a *1"
Pyesta a
Función 06: Modifica un Registro de Salida.
El maestro realiza una pregunta al esclavo seleccionado y una vez que lee la
respuesta del esclavo, el maestro cambia los DATOS (Calibración) del valor de
un Registro de Salida del Esclavo. En esta función el maestro espera la
respuesta desde el esclavo y si esta se produce, verifica la confirmación. En la^
siguiente figura se muestra el modelo generalizado para una pregunta (P)
realizada por el maestro y una respuesta (R) del esclavo seleccionado para
modificar una salida binaria de un dispositivo esclavo (ID).
Modifica un registro de salida RS
P:
ID
Q6:l| DH
DL
R;
10
DH
DL
DH * OL:
registro
efe salida
VH
VH * VL:
Dalo
Función 15: Modifica Bloque de Salidas Binarias.
El maestro realiza una pregunta al esclavo para modificar el Bloque de Salidas
Binarias que recibe del esclavo, espera la respuesta desde el esclavo y si esta
se produce, verifica la confirmación. En la siguiente figura se muestra el
modelo generalizado para una pregunta (P) realizada por el maestro y una
respuesta (R) del esclavo seleccionado para modificar bloque de salidas
binarias de un dispositivo esclavo (ID).
Capitulo XI: Transmisores Inteligentes
46/46
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Modifica bloque de salidas binarias SB
15
DíL | NSBH
P; | ID |fpF|| OIH
R: 1 ID
1 OF
DIH •Di L.
n.
| DIH | oiL INSBH
Bn
J$Bl| n | B1 82
NSBL l!ii3IIlililí
Dirección inicia
numero de bytes
NSBH • NS8L:
81 , 82, ,.. , Bn:
Numero de
Datos
Función 16, Modifica registro de salida.
El maestro realiza una petición de modificar el Registros de Salida del esclavo,
espera la respuesta desde el esclavo seleccionado. En la siguiente figura se
muestra el modelo generalizado para una pregunta (P) realizada por el
maestro y una respuesta (R) del esclavo seleccionado para modificar bloque dé
salida binaria de un dispositivo esclavo (ID):
Modifica bloque cié registros de salida RS
P:
R;
*
ID
I :|° : *
01H
I Pil
DIL | :NRSH | HRSl
DIH - DIL Dirección
n;
numero tía bytes
VIH } V1L
VnH
VriL
J
NRSH * NRSL:
Hymero de
V1H-V1U...,VnHAftt: Datos
cte
Generación del CRC.
El Campo Comparador de Redundancia Cíclica (CRC) está en 2 bytes, un valor
binario de dieciséis (16) bits. El valor CRC es calculado por el dispositivo
transmisor, quien añade el CRC al mensaje. El receptor, recalcula un nuevo
CRC durante la recepción del mensaje y compara el valor calculado con el
valor actual recibido en el campo CRC del mensaje. El CRC es inicializado en
principio como un registro de 16 bits, llevados a uno es decir, con un valor
hexadecimal FFFF (1111.1111.1111.1111). Entonces comienza el proceso de
aplicar 8 bits del mensaje sucesivamente al contenido actual del registro. Sólo
el octavo bit de dato de cada carácter es usado para generar el CRC. Los bits
de arranque y parada, y el de paridad, no son aplicados al cálculo del CRC.
Durante la generación del CRC, se realiza una operación XOR de cada palabra
de 8 bits con el contenido del registro. Entonces el resultado es desplazado al
orden del bit menos significativo (LSB) con un cero ocupando la posición del bit
Capitulo XI: Transmisores Inteligentes ,
47/47
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
más significativo (MSB). El LSB es extraído y examinado. Si el LSB fue un "1"
entonces se realiza una operación XOR entre el registro y un valor de
preselección fijo. Si el LSB fue un cero "O" se desplaza a la derecha, el registro
y se vuelve a comparar.
Este proceso es repetido hasta que se hayan realizado ocho desplazamientos
después del último cambio (octavo), se realiza una operación XOR entre el
próximo carácter de 8 bits y el valor actual, y el proceso es repetido para ocho
desplazamientos más, como fue descrito anteriormente. El contenido final del
registro, después de que todos los mensajes hayan sido aplicados, es el valor
del CRC. El procedimiento para generar un CRC es el siguiente:
1. Cargar un registro de 16 bits con FFFF hex. (Todos a nl"). Llamar a éste
CRC.
2. Hacer XOR del primer byte del mensaje con el byte bajo del registro
CRC, poniendo el resultado en el mismo CRC.
3. Desplazar el registro CRC un bit a la derecha (Hacia el LSB), llenando
con cero el MSB. Extraer y examinar el LSB.
4. (Si el LSB fue 0): repetir 3 (otro desplazamiento) Si el LSB fue 1: Hacer
XOR del registro CRC con el valor polinominal (A001) hex.
(1010.0000.0000.0001).
5. Repetir el paso 3 y 4 hasta que se haya ejecutado el octavo
desplazamiento. Cuando esto se haya ejecutado, un byte completo ha
sido procesado.
6. Repetir desde el paso 2 hasta el 5 para el próximo byte del mensaje.
Continuar haciendo esto hasta que todos los bytes hayan sido
procesados.
7. El contenido final del registro CRC es el valor del CRC.
8. Cuando el CRC es colocado dentro del mensaje, mayores y menores
bytes serán cambiados como está descrito más adelante.
Este procedimiento para calcular el CRC podra ser equivalente en otros
protocolos inclusos en protocolos de niveles superiores.
Colocando el CRC dentro del mensaje.
Cuando el CRC (2 Bytes) es transmitido en el mensaje, el byte bajo será
transmitido primero, seguidamente el byte alto, por ejemplo, si el valor CRC
es 1241 hex. (0001.0010.0100.001).
Secuencia de bytes del CRC:
D¡^
Función
# d Datos gfDAfíísJii
CRC Bajo
CRCAlto
Todos los posibles valores del CRC están precargados en dos arreglos
(arrays), los cuales son simplemente indexados como la función de
incrementos hasta el fin del buffer del mensaje. Un array contiene todos los
Capitulo XI: Transmisores Inteligentes
48/48
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
posibles 256 valores CRC para el byte alto de campo del CRC y el otro contiene
todos los valores para el byte bajo ¡ndexado el CRC en este rumbo proveería
una rápida ejecución que sería llevada a cabo para calcular el nuevo valor CRC
con cada nuevo byte del buffer de mensaje.
Nota: Esta función efectúa el cambio del alto / bajo byte CRC internamente.
Los bytes están ya cambiados en el valor CRC que es devuelto de la
función. Además el valor CRC devuelto de la función puede ser colocado
directamente en el mensaje para transmisión.
Formato de Error.
En la siguiente figura se muestra el formato de error.
Respuesta de error
R; | ID |80*f::|
80*t Indicador de error (8QH OR función)
TE; 01
Función ilegal
02
Dirección itega!
03
Dalo ilegal
04
Falla en el esclavo
La comunicación entre el Nivel de Campo y Procesos que ejecutan los
transmisores inteligentes con el Nivel de Control que ejecuta la tarjeta maestra
instalada en el PLC se ejecutara con protocolos de comunicación conformados
por las capas de: Aplicación, Enlace y Física, y sus tramas tendrán una
estructura que inician y concluye con los bytes asociados a la Capa Física,
posteriormente los bytes asociados a la Capa Enlace y Luego los de la Capa de
Aplicación y los DATOS que se transfieren de un Nivel a otro de la red, tal
como se muestra a continuación.
Trama del Transmisor Inteligente
Capa 2
Capa 7
Capa 2
Capa 1
Las tramas de comunicación de los protocolos de comunicación que
interconectan El Nivel de Campo con El Nivel de Control tendrán estructuras
equivalentes a las mostradas en con el protocolo Modbus. El universo de
aplicaciones utilizando todas las posibles funciones que se puedan integrar
para darle mas poder de tomas de decisiones y control serán las diferencias.
Mejor utilización del sistema de comunicación, sin embargo, la información
proporcionada por el protocolo Modbus sera un piso adecuado para iniciar erl
aprendizaje de otro modo de interconectar el Nivel de Campo con el Nivel de
Control.
Capitulo XI: Transmisores Inteligentes
,
^
49/49
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
DIFERENTES PROTOCOLOS: Hard, Modbus, Fielbus
i
í
CAPA 7: APLICACIÓN:
CAPA 7
APLICACIÓN
Transferencias, accesos y control de archivos.
Documentos y manipulación de los trabajos.
B
CAPA 6
PRESENTACIÓN
CAPA 7
APLICACIÓN
CAPAS
SESIÓN
::'"CAPA4 ;;|f;\r|<jK;?^
•/TRANSPORTE.
: |OS#.
CAPAS
RED
CAPA 2
ENLACE
CAPA 2: ENLACE
Control de llamadas y transparencia de los datos
transmitidos.
^ C A P A t - ••'••'•••.•:' :
FÍSICA
;
CAPA 1 : FÍSICA
Interfases de
:
..
- . " • ' : ' : • . . ' v / : . .S-eléctricas y mecánicas,:; ^v^giyr:"
í
CAPA 2
ENLACE
CAPA1 : 1
- :
FÍSICA,.;: ;-,- ;v ;
Trama del Transmisor Inteligente
Gapa 1
Capa 2
f;lÍP
Capitulo XI: Transmisores Inteligentes
Capa 7
Capa 2
Capa 1
50/50
REDES DE CONTROL
1. Redes de Control
1.1.
Nivel de Campo y P r o ees os. M
. .• . • . . : WSn
"
.:.:,:::::v:;1.3v;v^
2.1.
Tramas Modbus y Ethernet
24
3. Modelo TCP/IP
29
3.1.
Arquitectura TCP/IP
31 -
3.2.
Capa Transporte (TCP)
32
3.3.
Capa Red (IP)
35
4. Hardware de los PLC.
Capitulo XII: Redes de Control
,
..38
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
1. REDES DE CONTROL
La aplicación de las Redes de Control en este libro se hace teniendo toda la
atención y el interés en las instalaciones industriales, considerando en primer
lugar que será en el paquete de las aplicaciones que facilita el software de los
"Controladores Lógicos Programables" PLC donde estarán los Controladores
PID, y que serán los bloques de las aplicaciones de los controladores PID junto
con la construcción de programas en los PLC como se cerraran los lazos de
control de las diferentes topologías (Lazos de Control: Simple, Cascada,
Cascada + Feeforward, Override, Inferencia!, Selectivo) que se desarrollan para
controlar y proteger las variables operacionales representativas de los
diferente equipos industriales. La gráfica de la figura anterior muestra un
ejemplo de la arquitectura de las Redes de Control Industrial que se pretende
mostrar en este capitulo de "Redes de Control", donde la mayor parte de la
atención estará en analizar los equipos que conforman la red y que permiten la
transferencia de los DATOS entre el Nivel de Campo y los (PLC) y entre el PLC
y el servidor de la Sala de Control de la instalación industrial y que están en el
Nivel de Control. Se atenderá el hardware y software de los PLC, así como las
conformaciones de las tramas de los protocolos ControlNet y Ethernet que
permiten la transferencia de los datos entre los equipos del Nivel de Control
donde están ubicados los PLC y el Nivel de Gestión donde estará el servidor de
la red, se atenderá la información de las capas del Modelo de Referencia ISO
que propone el modo de cómo se ejecuta la interconexión y las transferencias
de DATOS entre los diferentes equipos que integran una red, y la interconexión
de diferentes redes, las cuales podrán estar hasta largas distancias entre ellas.
Se deja para los expertos en sistemas e informática la atención de la red de
datos de área local LAN (Local Área Network) corporativas, las diferentes
topologías de las mismas y modos de conexión entre redes corporativas para
formar una red de área extensa WAN (Wide Área Network) y de las cuales no
cubre la atención, ni la información de este libro.
Para la atención de los requerimientos del control industrial la tecnología
basada en el uso de microcontroladores permitió conformar el hardware y el
software de los Controladores Lógicos Programables (PLC), de los Transmisores
Inteligentes, así como, los protocolos de comunicación que conjuntamente con
su software hoy permiten la comunicación que existe entre diferentes PLC, la
comunicación de la tarjeta maestra instalada en el PLC y los transmisores
inteligentes conectados en campo, la conexión de diferentes instrumentos
analógicos y discretos instalados en campo con las tarjetas electrónicas
instaladas en el PLC para recibir estas señales, las tarjetas electrónicas que
están en el PLC para controlar los elementos finales de control que regularan
las diferentes variables operacionales asociadas a los equipos industriales, el
desarrollo de software que soportan los programas para el automatismo,
control de las variables operacionales y protección de las instalaciones
industriales desde el PLC, hasta el desarrollo de protocolos de comunicación y
programas que permiten la interconexión de los PLC instalados en el Nivel de
Control hasta los Servidores que controlan la transferencia de datos en el Nivel
de Gestión, hasta las interconexiones de redes a Nivel de Gestión.
Capitulo XII: Redes de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Estos desarrollos tecnológicos hace posible transportar toda la información que
los transmisores inteligentes, transmisores analógicos, e instrumentos
discretos que están conectados en las instalaciones industriales en el Nivel de
Campo envían hasta los PLC en el Nivel de Control y desde los PLC se envían
estos datos hasta las sala de control de las instalaciones industriales donde
podrán monitorearse y registrarse todas estas variables de interés de la planta
industrial, estos desarrollos tecnológicos permiten la interconexión de la Sala
de Control de las instalaciones industriales con la red corporativa en el Nivel de
Gestión y en forma inversa y de ser necesario llevar la información de la sala
de control hasta los PLC y desde los PLC hasta los instrumentos conectados en
el Nivel De Campo y Procesos. Estos avances tecnológicos introdujo el
concepto de red para ¡nterconectar todos los equipos involucrados en las
aplicaciones industriales y de este modo aumentar su operacionalidad al
incorporar los equipos que controlan y protegen las instalaciones industriales
como parte integral de la red corporativa. La utilización de redes en las
aplicaciones industriales prevé un significativo avance en las siguientes áreas:
•
•
•
•
Información para control de calidad y optimización del proceso.
Software desarrollados para procedimientos de: mantenimiento/
inventarios, producción, control estadísticos, otros.
Menores costos de instalación.
Opciones de actualización tecnológicas.
Para la consecución de la integración de todas las actividades industriales
fueron desarrolladas las redes de comunicaciones industriales, que buscan la
creación y desarrollo de esquemas de comunicación universal. En una red
industrial coexisten equipos y dispositivos de todo tipo, los cuales suelen
agruparse jerárquicamente para establecer conexiones lo más adecuadas a
cada área. De esta forma se definen tres niveles dentro de una red industrial:
Nivel de Campo, Nivel de Control y Nivel de Gestión.
La opción para la ejecución de sistemas de control basados en redes requiere
un estudio para determinar cual es el tipo de red que posee las mayores
ventajas de implementación. Surge la opción de la utilización de arquitecturas
con sistemas abiertos, que al contrario de las arquitecturas propietarios donde
un fabricante lanza productos compatibles solamente con su propia
arquitectura de red, creando varias dependencias que se inicia en la
tecnológica. Con las arquitecturas de red con sistemas abiertos se pueden
encontrar más de un fabricante con equipos compatibles que podrán
interconectarse para reemplazar a otro en la atención de la red. En la pirámide
que representa los niveles de las redes industriales se tendrán: Nivel de
Gestión, Nivel de Control y PLC, Nivel de Campo y Procesos. En el Nivel de
Campo y Procesos estarán los equipos de instrumentación que miden e indican
la magnitud de las variables operacionales de los equipos industriales
conjuntamente con los elementos finales de control que las regulan, en el Nivel
de Control estarán los PLC y la Sala de Control de las instalaciones industriales
que podrá agrupar los datos de los PLC para cerrar los lazos de control, correr
los programas que permiten la automatización, el control y las protecciones de
Capitulo XII: Redes de Control
3
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
las instalaciones industriales y en el Nivel de Gestión estará la red corporativa.
En la siguiente figura se presenta el esquemático de una arquitectura de redes
que permite identificar los Niveles de Campo y Procesos, Nivel de Control y
Nivel de Gestión, así como los protocolos de comunicación que permiten las
transferencias de datos entre los diferentes niveles de la red.
REDES DE CONTROL
Otros
clientes
Nivel de
Gestión y Redes
Nivel de
Control y PLC
• Control Net
•Ethernet
Linking Device
•Modbus
'"'
Nivel de;::iil!;:
Campo y Procesos
•Fielbus
1.1. NIVEL DE CAMPO y PROCESOS
En el Nivel de Campo y Procesos es donde se encuentran los equipos
industriales y donde están instalados e interactuando directamente con las
variables operacionales, los transmisores inteligentes, los transmisores
analógicos quienes envían las señales de realimentación hasta los PLC, los
instrumentos discretos, los convertidores I/P que regulan las válvulas de
control, los contactores para prender y apagar motores, válvulas solenoides,
otros. Los equipos instalados en el Nivel de Campo desarrollados con
tecnologías de microcontroladores (Transmisores Inteligentes, Flex I/O, Liking
Device) podrán a través de diferentes protocolos de comunicación transferir los
DATOS desde el Nivel de Campo hasta los PLC en el Nivel de Control. Los
transmisores analógicos, los instrumentos discretos, los convertidores I/P que
regulan las válvulas de control, y los contactores para prender y apagar
motores y de no existir equipos de extensión (Flex I/O, Liking Device) se
conectaran hasta los PLC a través de cables (un cable por cada transmisor, un
Capitulo XII: Redes de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
cable por cada instrumento discreto) con sus señales eléctricas características
(4 a 20 mA, contactos ON-OFF), hasta las tarjetas respectivas de entradas
analógicas o de entradas discretas del PLC. Las tarjetas de entradas analógicas
y de entradas discretas del PLC tendrán la función de convertir estas señales
analógicos y/o discretas en datos que se interconectaran al Bus de Datos del
microprocesador y las tarjetas de salidas analógicas y salidas discretas tendrán
la función de convertir los datos que envía el programa que corre el PLC en las
señales de control de 4 a 20 mA para regular las válvulas de control, mientras
que las señales ON-OFF energizaran los contactores que prenden y apagan los
motores eléctricos, así como válvulas solenoides.
Las redes de controles industriales estarán para atender los requerimientos de
automatización, control y protección del conjunto de equipos que conforman la
industria y esto lo hacen a partir de las señales de realimentación que
proporcionan los diferentes transmisores y sensores instalados en campo, con
los programas que corren los PLC para ejecutar los diferentes arreglos de
control (Lazos de Control: Simple, Cascada, Override, Feedforward, etc) que
compararan los valores reales de las magnitudes de las variables operacionales
de campo con los valores deseados que están grabados en los controladores
PID del bloque de aplicaciones de los PLC. En el PLC se correrán los diferentes
arreglos de control y donde sus salidas irán como señales eléctricas al campo
con la finalidad de controlar los elementos finales de control quienes regularan
los valores de las variables operacionales en correspondencia a las señales de
control que enviaron los controladores desde los PLC. Con la finalidad de
identificar los equipos del Nivel de Campo (Transmisores y convertidores I/P) y
los controladores PID utilizados en el Nivel de Control para conformar las
diferentes topologías utilizando el software de los PLC, en las siguientes figuras
y a manera de ejemplos se muestran algunos arreglos de control de algunos
equipos en una torre de destilación en una refinería petrolera.
Capitulo XII: Redes de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Los esquemáticos Procesos-Instrumentos presentados anteriormente muestran
los siguientes arreglos de Control: Cascada, Cascada+Feedforward y Override,
y donde las diferentes topologías de control se elaboraron en el Nivel de
Control utilizando los bloques de aplicaciones y los programas desarrollados en
Capitulo XII: Redes de Control
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
los PLC. En los PLC en el Nivel de Control correrán los programas de
automatización y protección conjuntamente con las topologías de control, para
los equipos de campo que conforman las instalaciones industriales.
Para considerar la diferentes señales de los distintos equipos e instrumentos
que están en el Nivel de Campo y que se interconectan con las diferentes
tarjetas de entradas y salidas de los PLC con el proceso industrial se podrán
identificar los siguientes equipos de campo: Transmisores analógicos,
instrumentos discretos, convertidores I/P, contactores, válvulas solenoides,
transmisores inteligentes, Flex I/O y Linking Device. Este conjunto de equipos
de campo que se podrán interconectar con los PLC se muestra a continuación.
Linking Device
La figura anterior muestra una posible arquitectura de los equipos e instrumentos
de campo que podrían estar interconectados con el PLC, y su finalidad esta para
identificar las diferentes señales que entran y salen del PLC, las tarjetas
electrónicas del PLC con atenciones especificas para cada tipo de señales, así
como, el uso de los Transmisores Inteligentes, Flex I/O para control remoto de
sala de maquinas, Linking Device para atención a distancia de arreglos de control
utilizando transmisores inteligentes. Los transmisores inteligentes enviaran sus
señales hasta la tarjeta maestra en el PLC utilizando protocolos Modbus,
Capitulo XII: Redes de Control
7
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Fieldbus, otros, y los Flex I/O y Linking Device enviaran sus señales hasta las
tarjetas de comunicación en el PLC a través de los protocolos de comunicación:
ControlNet, mediante los cuales se llevan y se traen los DATOS desde el PLC en
el Nivel de Control hasta los equipos e instrumentos conectados en el Nivel de
Campo. La identificación de las posibles señales y tarjetas del PLC será:
(1) Entradas Discretas: Señales ON-OFF enviadas por: Térmicos, Fin de
carreras, Pulsadores, Interruptores de: Presión,
Temperatura, Caudal, Nivel, hasta tarjeta del PLC.
(2) Salidas Discretas: Señales ON-OFF que salen del PLC para energizar las
bobinas de los contactores para prender los motores.
(3) Entradas Analógicas: Señales de 4 a 20 mA enviadas por los
transmisores analógicos hasta la tarjeta del PLC.
(4) Salidas Analógicas: Señales de control de 4 a 20 mA que salen del PLC
para alimentar los convertidores I/P para regular las
aperturas de las válvulas de control.
(5) y (6) Tarjetas Maestras: Se comunican en protocolos de comunicación
para transferir los DATOS hasta los transmisores
inteligentes
y
convertidores
I/P
inteligentes
conectados en campo.
(7) Equipo Flex I/O: Equipo conectado en campo y que sirve de interfase
entre el PLC y el conjunto de señales discretas
(térmicos, pulsadores, fines de carrera, etc) que
entran al Flex I/O y el conjunto de señales discretas
que salen del mismo para energizar los contactores
para prender ya apagar los motores. Se comunican
con la tarjeta del PLC en protocolo ControlNet.
(8) Linking
Device: Habilita el intercambio de datos del programa de los
controladores del proceso que corre el PLC y los
Transmisores y Convertidores inteligentes de campo.
Es como un arreglo de controladores remotos que
funciona conjuntamente
con los transmisores
inteligentes y se comunica al PLC por ControlNet.
1.2. NIVEL DE CONTROL y PLC.
En el Nivel de Control se encuentran los Controladores Lógicos Programables
PLC que soportan las topologías de control y corren los programas para la
automatización y protección de las instalaciones industriales. Los PLC reciben
el conjunto de señales discretas: térmicos, fines de carrera, pulsadores de
arranque y parada, interruptores de las diferentes variables operacionales, las
cuales serán las señales que proporcionaran los contactos para diseñar las
ecuaciones lógicas que permitirán el arranque, parada y protección de los
equipos que conforman las instalaciones industriales. Estas ecuaciones lógicas
diseñadas se podrán calcular utilizando mapas de Karnautg a partir de las
señales discretas de entrada y teniendo como salida la señal lógica que deberá
alimentar un bloque de aplicación en el PLC. Con los bloques de aplicaciones se
desarrollara los arreglos de control para las secuencias de arranques y paradas
Capítulo XII: Redes de Control
8
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
automáticas, así como las topologías de control que se alimentaran a partir de
las señales de realimentación que proporcionan los transmisores conectados en
campo. Con las señales de salidas de los diferentes arreglos de control se
dispondrán de las señales que activaran los elementos finales de control en
campo y/o señales de entradas programadas para la consecución del programa
de automatización, protección y control de las instalaciones industriales. En los
PLC en el Nivel de Control se correrán los programas de automatización y
protección conjuntamente con las topologías de control, para los equipos de
campo que conforman las instalaciones industriales.
Las actividades antes mencionadas se desarrollan en el Nivel de Control con el
uso de un PLC o con el uso de la interconexión de varios PLC quienes
integraran las señales que reciben de campo y hasta los arreglos de control
que conjuntamente utilizaran para cumplir sus funciones. La interconexión
entre los PLC se hará bajo el protocolo de comunicación ControlNet y la
interconexión del PLC Maestro que controla la instalación industrial con el
Servidor de la Sala de Control donde se monitoreara y registraran todas las
actividades de la industria se hará en protocolo de comunicación Ethernet. En
la siguiente figura se muestra una posible topología del Nivel de Control.
Nivel de Control
Conexión entre PLC y la Sala de Control
1
^~~v—i
m áü ^
n J
K/-^
^»¿CM»€
íf-^^-j
Será importante resaltar que los fabricantes de PLC disponen para el uso de los
usuarios de sus equipos de un conjunto de librerías para las aplicaciones de
automatización y protección de las instalaciones industriales y para la
Capitulo XII: Redes de Control
9
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
conformación de los diferentes arreglos de control. Este conjunto de librerías
de aplicaciones permitirán al programador de los PLC una variedad de
herramientas que solo buscan optimizar la aplicación y el uso del programa
que se construye para automatizar las instalaciones industriales. En las
siguientes figuras se muestran las propuestas que hace un fabricante de PLC.
SOFTWARE DESARROLLADOS PARA LAS APLICACIONES INDUSTRIALES
El editor de Bloques
Funcionales y las
instrucciones de control
de Procesos le proveen
las herramientas para
usar el mismo
controlador y el software
de programación para
todas las aplicaciones de
su planta
SOFTWARE DESARROLLADOS PARA LAS APLICACIONES INDUSTRIALES
42 nuevas instrucciones que le proveerán de las herramientas
necesarias para diseñar sofisticados controles de procesos y drives.
Instrucciones
Procesos
Alarma
PID reforzado
Rampa
Balanza
Posición Proporcional
Tiempo Proporcional
Llevar-retraso
Generador de función
Totalizador
Tiempo-muerto
Dispositivo de 2 y 3
Estados Discretos
Instrucciones de
Drives
Filtro Paso/Alto
• Multiplicador del
Filtro Paso/Bajo
pulso
• Simulación de la
Filtro de Banda
Segundo Orden
Curva
• Pl
Retrazos
• Integrator
Derivativos
• Controlador de
Segundo Orden
• Acumulador
Instrucciones Estadísticas
•
•
•
•
Capitulo XII: Redes de Control
Instrucciones
Futro
Promedio de Movimiento
Desviación Normal
Captura Mínima
Captura del máximo
instrucciones
Lógicas
And Booleana
Or Booleana
Or Exclusivo
Inversor NOT
D Flip Flop
JK Flip Flop
instruc. Seiect/Limit
•
•
•
•
Selección
Selección Negativa
Multiplexer
Limites H/L
10
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Se podrá observar de las gráficas anteriores que los fabricantes de PLC
desarrollan tanto los protocolos de comunicación para interconectar los
equipos, como también están ofreciendo paquetes de software como las
librerías de Ediciones de Bloques funcionales para atender los procesos
industríales, así como un conjunto de aplicaciones: de Instrucciones de
Procesos, de instrucciones de Movimientos, de Instrucciones Estadísticas, de
Instrucciones de Filtros y de Instrucciones Lógicas que están incorporadas para
ser usadas en los programas que se desarrollaran para automatizar y controlar
las instalaciones industriales.
EJEMPLO: Automatización de Planta Atomizadora.
Para aprovechar el conjunto de posibilidades que ofrecen los fabricantes de
PLC con el hardware y software de los mismos para automatizar, proteger y
controlar las instalaciones industríales se recomienda seguir algunos pasos. Se
utiliza a modo de ejemplo las consideraciones que se hicieron para proponer la
automatización de un atomizador en el IDT-Cumaná. Los pasos para la
aplicación de estas tecnologías para la automatización, protección y control de
las instalaciones industriales y la conformación de sus arreglos de control se
podrán resumir de la siguiente manera:
1.
2.
3.
4.
5.
Conocer el Proceso Industrial.
Identificar las variables operacionales que definen su funcionamiento.
Elaborar los arreglos de instrumentación y control de la instalación.
Elaborar una secuencia del funcionamiento de las instalaciones.
Hacer un diagrama de tiempo que sirva de mapa para la construcción de
las diferentes ecuaciones lógicas, pasos y arreglos del programa.
6. Hacer el programa utilizando las herramientas que disponen los PLC.
1. Conocer el Proceso Industrial.
Capitulo XII: Redes de Control
11
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
La figura anterior ilustra una Planta Atomizadora (Separador de partículas
Sólidas a partir del Liquido que la contiene) ha pequeña escala que esta en el
lUT-Cumana al cual se le desarrollo la Ingeniería de Detalles para automatizar
la misma. No se automatiza lo que no se conoce, para grandes proyectos será
necesaria la integración de grupos multidisciplinarios que en primer lugar
identifique las distintas partes que conforman el proceso, el uso y la necesidad
de las instalaciones, que productos entran, que productos salen, conexiones.
2. Identificar las Variables Operacionales que definen el Proceso.
•
•
•
•
•
•
Presión de Vació en la Cámara de Secado.
Temperatura de Aire que se Descarga a la Cámara de Secado.
Velocidad de la Turbina que mueve al Atomizador.
Caudal de Alimentación del Atomizador.
Protecciones de los equipos e instalación.
Puentes de Alimentación eléctrica que alimentan las maquinas DC.
3. Elaborar los arreglos de instrumentación y control de la instalación.,
ATRE 14.7 PSI
PRESIÓN
ATMOSFÉRICA
ATMOSFERA
MOTOR A.C
DEL
EXTRACTOR
Capitulo XII: Redes de Control
12
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Una vez identificadas las variables operacionales que rigen al proceso industrial
se consideraron los instrumentos que permitirán controlar los diferentes lazos
y arreglos para automatizar y proteger los equipos que conforman en su
totalidad la Planta Atomizadora.
4. Elaborar una secuencia del funcionamiento de las instalaciones.
Previo al funcionamiento de los lazos de control de las diferentes variables del
proceso industrial, es necesario arrancar los equipos del mismo. El arranque de
la Planta se ejecuta siguiendo una secuencia de eventos que se irán
cumpliendo y donde en la mayoría de los casos el alcanzar el valor de una
variable operacional será esta la condición para que la secuencia de arranque
se siga cumpliendo. Se hace necesario precisar con anterioridad previo a la
elaboración de un diagrama de tiempo que sirva de mapa del programa, hacer
un esquema de cómo aparecerán en forma secuencia! cada uno de los eventos
que conformaran el proceso industrial.
Liquido +
Sólido
Motobomba
Turbina
Atomizadora
Cámara de
Secado
U)
(5)
Inyección de
Liquido
(2)
Polvo y Vapor
de agua
(6)
La figura anterior muestra la secuencia de los eventos que son necesarios que
se cumplan para arrancar secuencialmente la Planta atomizadora que sirve de
ejemplo para ilustrar esta actividad. Este paso será necesario poder realizar el
proceso de automatizar una instalación industrial usando PLC.
Capitulo XII: Redes de Control
13
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
5. Hacer Diagrama de Tiempo como Mapa para la construcción del
Software para Automatizar, Proteger y Controlar la Planta.
(i)
Arrancar
Planta
Extractor
de Aire
(2)
Se alcanzo
Presión Vacio
T3
(3)
HORNO
Se alcanzo
Temperatura
(4)
T2
TURBINA
(5)
Se alcanzo
RPM Turbina
TI
Motobomba
Secuencia
PARADA
Lazos de Control
Secuencia
Arranque
i
PARAR
Planta
TI, T2 y T3 son Temporizadores Programados.
El Diagrama de Tiempo desarrollado donde se observan en forma secuencia!
los eventos que deben cumplirse en el proceso industrial, los valores de las
variables operacionales que deben cumplirse para seguir la secuencia, la
definición de la secuencia de arranque, la definición del momento que pasan a
cumplirse el desarrollo de los lazos de control de las variables operacionales
controladas, la definición de la secuencia de parada, así como la determinación
de las temporizaciones programadas, deben ser suficiente información para
que usando el software del PLC y los bloques de aplicaciones que este dispone,
como para intentar realizar el programa para automatizar la secuencia de
arranque y parada de la planta, proteger la misma ante variaciones excesivas
de algunas de las variables de protección y controlar los lazos de control que
existen en la planta.
Diferentes instalaciones industriales tendrán diferentes integraciones de
equipos, diferentes variables operacionales, diferentes secuencias de arranques
y paradas de sus equipos que la integran, sin embrago, los pasos que a modo
de ejemplo se mostraron para pretender hacer el programa para automatizar,
proteger y controlar la Planta Atomizadota podrán ser los mismos.
Capitulo XII:
Redes de Control
14
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
6. Hacer el programa utilizando las herramientas que disponen los PLC.
El fabricante de PLC dispone al usuario que estará diseñando los programas
de: paquetes de software como las librerías de Ediciones de Bloques
funcionales para atender los procesos industriales, así como un conjunto de
aplicaciones: de Instrucciones de Procesos, de instrucciones de Movimientos,
de Instrucciones Estadísticas, de Instrucciones de Filtros y de Instrucciones
Lógicas que están incorporadas para ser usadas en los programas que se
desarrollaran para automatizar y controlar las instalaciones industriales.
: Dfiver AS..0FH
Id
' MTM\»sef ,.<S¿ X TimerJCounter
X mpuüOufrut X Coreare |
rí tá Prpjecl
E; Pj Controller
£ Cortrofier Propertse
•Q Processor Status
í
i ~Q Function Fílss
i
Jll IO Configuration
Éí-Sl Progrwn Files
^ SYSOI
' ..-> LAD 2 - MAW_PRO
• -8 Croes R-sferefice
E2 oo-ourpuT
ü II -»*>UT
'
ü S2- STATUS
i
. H T4-TMER
V- ••© C5-COUNTER
;
;- U R6- CONTROL
ü B3 - 8WARY
;
h- Ü N7 . BMTEOER
;
[.. ^ rS-RESERVED
I
¡ Ü L9-LONOWORD
il3 Forcé Fíes
! i [i OO-OUTPUT
|
T4:0
0.01
100
O
- 1 !1 - I^PUT
l 03 Custotn Data Morior?
í
TON
Tinier On Delay
Tañer
Tin» Base
Preset
Accum
-U COM O - Untíted
-ADD
A<Í<I
Source A
1000
FÍX He¡f>;pts« Fl
1.3. NIVEL DE GESTIÓN.
En el
Nivel de Gestión se encuentran interconectados los diferentes
Computadores Personales que existen en una empresa, en la practica cada
empresa considerando sus diferentes necesidades y requerimientos
corporativos definirá la topología de su red. No es de la atención de este libro
tratar lo referente a la atención de las diferentes topologías para redes LAN, así
como los diferentes protocolos y medios de interconectarse, sin embargo, si
será del interés como llegan las señales del Nivel de Campo y del Nivel de
Control de las instalaciones industriales hasta le red corporativa en el Nivel de
Gestión permitiendo que esta transferencia de datos que provienen de las
magnitudes de las variables operacionales en el campo puedan ser
monitoreadas registradas, desde la red corporativa permitiendo con ello el
desarrollo y usos de programas de alto nivel instalados en la red corporativa y
Capitulo XII: Redes de Control
15
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
que se alimentan con los datos que provienen de campo, permitiendo tomar
decisiones a partir de esos datos que van desde el control y cuantificación de la
producción, tomas de decisiones predictivas en el mantenimiento de los
equipos, así como la optimización del proceso industrial. En la siguiente figura
se muestra el Nivel de Gestión a donde se interconecta a través del protocolo
Ethernet el servidor de la sala de control de las instalaciones industriales.
Nivel de Gestión
Sala de Control
de Instalaciones
Industriales
Es a través de los protocolos TCP para la capa 4 de Transporte y el protocolo
I/P para la capa 3 de Red, por medio de los cuales el servidor de la red
corporativa identifica e interconecta los diferentes equipos que la conforman.
Será a través de estos protocolos abiertos de la capa 4 de Transporte y capa 3
de Red, por donde los protocolos TCP I/P se interconectaran con las otras
señales de otras redes LAN a través de los mismos protocolos TCP I/P. Esto
permitirá hacer conexiones entre una red LAN ubicada en un lugar con otra red
LAN que podrá estar incluso a muchos kilómetros de distancia dejando a los
equipos de telecomunicaciones digitales la competencia de interconectar las
redes LAN indistintamente las distancias entre las mismas y con ello
conformando la red WAN de área extensa. Las siguientes figuras muestran dos
interconexiones de redes LAN por radio enlaces y por satélites.
Capitulo XII: Redes de Control
16
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
2. Modelo OSI
El Modelo de Referencia OSI de interconexión de sistemas abiertos (OSI, Open
Systems Interconnection), describe como viaja la información entre dos
aplicaciones (A y B) que se encuentran en computadoras conectadas una en la
red A y la otra en la red B. El modelo de referencia OSI divide el problema de
llevar la información entre dos aplicaciones conectadas a través de la red
mediante una división de siete (07) capas. A cada una de las 7 capas se le
asigna una tarea concreta y suficientemente autocontenida de manera que se
pueda realizar independientemente de las tareas que realicen las capas
superiores o inferiores, y por tanto, exista la posibilidad de sustituir los equipos
de una capa por otro equivalente si afectar al resto de los equipos que cumplen
las funciones de las otras capas. Las capas que propone el Modelo de
Referencia OSI son: Aplicación, Presentación, Sesión, Transporte, Red, Enlace
y Física, tal como se muestra en la siguiente figura.
A
B
CAPA 7: APLICACIÓN:
Transferencias, accesos y control de archivos.
Documentos y manipulación de los trabajos.
CAPÁ 6: PRESENTACIÓN
Transformación dé representación dé datos,
Encripta m iento,
CAPA 7
APLICACIÓN
CAPA 5: SESIÓN
Control y sincronismo de diálogos de
aplicación.
CAPAS
PRESENTACIÓN
:CAPl4:: TRANSPORTE'; ^ ; :''.' f;?',;;.':.;: g ;¿¡ ;;|r;
CAPA 5
SESIÓN
fra gMi fi ta ció n .1.;.' W,:;';: '• i:- ••.;;,,. .1 ; 'íff• ^?:.f;;SÍ
CAPA 3: RED
Enrutamiento, direccionamiento, preparación de
llamadas.
CAPA 2: ENLACE
Control de llamadas y transparencia de los
datos transmitidos.
CAP A 1{ FÍSICA
CAPA 3
RED
CAPA 2
ENLACE
CAPA 1
FÍSICA
Ihterfases.de redes eléctricas y mecánicas.
B
A
Para cada una de las siete capas se tendrán protocolos que permiten el
funcionamiento de cada capa y que hacen posible las transferencias de datos
entre cada capa en el extremo A de la comunicación con la capa equivalente en
B en el otro extremo de la comunicación, y serán los protocolos quienes
Capitulo XII: Redes de Control
17
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
posibilitaran las interconexiones y transferencias de los DATOS entre las capas
de un extremo al otro extremo de la comunicación en la red. No son capas
abiertas las capas de: Aplicación, Presentación y Sesión, y por ello los
protocolos que utilizan son de dominio exclusivo de los fabricantes de hardware
y software de Computadores Personales, mientras que las capas de: Transporte,
Red, Enlace y Física son Sistemas Abiertos y los protocolos por ellos usados
(TCP I/P, Ethernet, ControlNet, Código 7, otros) son públicos.
En la figura anterior muestran dos computadoras que se encuentran en dos
redes diferentes, y se interconectan a través de la Capa Física a través de
cables, también se podrán ¡nterconectar a través de la Capa Física tal como se
mostró en figuras anteriores, por radio enlaces digitales para distancias de
muchos kilómetros o por satélites cuando son enlaces de redes que pueden
estar hasta en continentes'diferentes. Las dos computadoras utilizaran los
protocolos correspondientes de cada una de las 7 capas para comunicarse con
la otra capa correspondiente en el otro extremo de la comunicación. Se
entenderá que el protocolo que utiliza una capa en un extremo de la
comunicación deberá ser el mismo protocolo que utilizara la misma capa en el
otro extremo de la comunicación. No valen protocolos equivalentes.
Tal como se mostró en el capitulo 11 de 'Transmisores Inteligentes", en cada
una de las capas existe un protocolo con una o mas unidades funcionales que
identifican el conjunto de unidades de software requeridas para llevar a cabo
las funciones de la capa donde se encuentra. Cada capa se relaciona con la
capa inmediatamente superior o inferior a través de un interfaz, definida como
el conjunto de elementos lógicos o físicos que comunican ambas capas. Estas
consideraciones se podrán presentar para todas las capas del modelo OSI:
•
•
•
•
•
•
La interacción entre las capas se realiza mediante la ¡nterfaz de cada
capa con la capa superior o inferior.
En una capa pueden existir varias unidades funcionales.
La capa N ofrece al la capa N + l un conjunto de servicios, denominados
servicios de la capa, que comprenden las funciones para esa capa N + l.
La comunicación entre unidades funcionales de la misma capa se lleva a
cabo utilizando un determinado protocolo.
Un protocolo es un conjunto de reglas que permiten que dos unidades
funcionales de la misma capa puedan dialogar.
Un protocolo es un conjunto formal de reglas que conllevan el
mecanismo por el que dos entidades, o unidades funcionales de la
misma capa puedan intercambiar información utilizando los servicios que
ofrece la capa inferior para comunicarse con el otro extremo.
Los protocolos de capas diferentes son diferentes e independientes entre si, y
solo necesitan conocer los servicios que les ofrece la capa inferior. Un
protocolo no tiene nada que ver ni con los protocolos de otros niveles ni con
los servicios que ofrece la interfaz de la capa donde se encuentra. La
comunicación entre dos equipos de una red A con otra red B se establece
según un dialogo entre las dos partes para intercambiar información siguiendo
Capitulo XII: Redes de Control
,
18
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
las reglas que establecen los protocolos que están empleando. Para
intercambiar los datos entre dos equipos se realiza mediante el uso del formato
específico del protocolo de cada capa. Los DATOS que se desean enviar,
llegan a la Capa de Aplicación, y después de las transformaciones que
correspondan le agrega la información asociada al protocolo de la Capa de
Aplicación. Los Datos7 = DATOS+C7 pasan a la Capa de Presentación que los
transforma y añade información del protocolo de la Capa de Presentación
generando Datos6 = DATOS+C7+C6, pasando esta información a la Capa de
Sesión. De esta forma la información va pasando hasta las capas inferiores
hasta llegar a la Capa Física quien enviara la señal hacia B con el formato
Datosi = DATOS+C7+C6+C5+C4+C3+C2H-Ci. Cuando a través de la Capa
Física la señal enviada desde A llega a B, la Capa Física en B descodifica la
información retirando los bytes asociados a capa Física, enviando a la Capa de
Enlace la señal Datos2 = DATOS+C 7 +C6+C5+C4+C3+C 2 . La Capa de Enlace
descodifica la señal que recibió y retira los bytes asociados a ella y traslada la
señal a la Capa de Red bajo el formato Datos3 = DATOS+C 7 +C 6 +C5+C4+C 3/
y así sucesivamente hasta que la información llega a la Capa de Aplicación del
extremo B como DATOS de la comunicación tal y como fue enviada por la
Capa de Aplicación en A. Este proceso donde cada capa va insertando los bytes
asociados al protocolo que le corresponde se muestra en la siguiente figura.
IlJi''
DATO
•; ' | :
Informe,
documento,
archivo
en
cualquiera aplicación que soporte el PC
A
CAPA 7:
APLICACIÓN
DATO
CAPA 6
PRESENTACIÓN
DATO
C7
CAPAS
SESIÓN
DATO
C7
DATO
C7
06
05
DATO
C7
06
05
02
DATO
C7
06
05
02
DATO
07
06
05
C7
CADA CAPA INSERTA
SUS BYTES
ASOCIADOS
05
TRANSPÜRT
CAPAS
RED
CAPA 2
ENLACE
ilii
03
MÍ
03
02
03
C2
siiiis
Es importante resaltar que cuando a través de la Capa Física se envía la
información de un punto de la red A a otro punto de la red B se estarán
enviando los Bytes de los DATOS conjuntamente con los Bytes asociados e
incorporados por cada uno de los protocolos asociados a cada una de las siete
capas del punto A, es decir, cada capa inserta bytes asociados a las funciones
Capitulo XII: Redes de Control
19
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
que cumple la capa, de manera de ser desincorporados en forma inversa a
como se insertaron en la capa equivalente en el otro extremo de la red B, tal
como se muestra en la siguiente figura.
íii
w
C2
IDÁTQ
C7
C6
C5
C3
C2
:;r;fíf|:|ffif|¡|:§::
C2
tíÁTO
C7
C6
C5
C3
DATO
C7
C6
C5
C3
DATO
C7
C6
C5
C2
II
B
De la gráfica anterior también se buscara resaltar que el protocolo IP
corresponde a la Capa 3 de Red, el protocolo TCP corresponde a la Capa 4 de
Transporte y que las Capas de: Sesión, Presentación y Aplicación son Capas de
Sistemas Cerrados, de dominio exclusivo de los constructores del hardware y
software de los Computadores Personales y están integrados dentro de los PC.
Capa 7 Aplicación (No Abierto)
La Capa 7 de Aplicación proporciona los recursos, mecanismos mediante el
cual el usuario de los PC podrá ingresar, elaborar o leer un "documento" al
mismo y a través de la red al cual esta interconectado el PC poder transferir o
recibir esta información a otro punto de otra red. Esta capa estará soportada
con el hardware y software que permita que el PC pueda construir, leer,
organizar y guardar el documento clasificando las funciones del protocolo
utilizado para trabajar con el documento, por ejemplo, el documento se
elaboro en word, Power Point, Excel, Acrobat, y sus dimensiones 30KB o 25MB.
Capa 6 Presentación (No Abierto)
La Capa de Presentación proporciona un conjunto de funciones de codificación
y conversión de los DATOS del "documento" de la Capa de Aplicación en A.
Mediante estas funciones se asegura que la Capa de Aplicación del otro
extremo de la comunicación pueda entender la información enviada desde A.
Entre las funciones que cumple la Capa de Presentación se tendrá: conversión
de formatos de representación de caracteres, compresión de datos,
encriptamiento, otros formatos de estándares de video, imágenes.
Capítulo XII: Redes de Control
20
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Capa 5 Sesión (No Abierto)
La Capa de Sesión es responsable del establecimiento, gestión y terminación
de sesiones de comunicación entre entidades de la Capa de Presentación. Las
sesiones de comunicaciones son peticiones y respuestas de servicios de
aplicaciones entre los equipos que se están comunicando en la red. Asimismo
gestiona la sincronización y mantenimiento de las sesiones.
Capa 4 Transporte
La Capa de Transporte aporta el servicio de transmisión de datos entre los
equipos interconectados de la red, de manera totalmente transparente hasta
las capas superiores. Oculta a las capas superiores todos los detalles de la red
sobre la que realiza la comunicación. Entre sus funciones están las de Control
de Flujo (Que el origen no envié mas datos de los que puede aceptar el
destino), Multiplexación (Enviar datos de varias aplicaciones a través del
mismo enlace), Gestión de circuitos virtuales y comprobación y recuperación
de errores. Ejemplo de un protocolo de la Capa de Transporte esta el TCP.
Capa 3 Red
La Capa de Red es la responsable de las funciones que permiten la
interconexión de sistemas, a través de una o mas redes, mediante la
comunicación entre niveles de enlaces. Entre sus funciones se encuentra la de
direccionamiento (Lógico, no físico, # equipo), control de congestión, conexión
y desconexión de redes, control de flujo, detección de errores. Como un
ejemplo de un protocolo de la Capa de Red esta el IP.
Capa 2 Enlace
La Capa de Enlace es la responsable de conseguir una transmisión de datos
confiable entre ambos extremos de la comunicación cuyo medio físico puede
presentar problemas de ruido, de interferencias de transmisión. Entre las
funciones que definen la Capa de Enlace están las de direccionamiento físico
(Código de zona geográfica donde esta instalado el equipo), topología de la
red, corrección y notificación de errores, secuencias de tramas y control de
flujo. El direccionamiento físico a diferencia del direccionamiento de red indica
como se asignan direcciones a los dispositivos en el nivel de enlace. La
topología de la red indica el modelo de conexión de los dispositivos físicos. La
notificación de errores avisa a los niveles superiores del otro extremo de la red
que ha ocurrido un error en la comunicación, y la corrección de errores permite
detectar y eliminar errores que se hayan producido en la transmisión. Mediante
la asignación de números de secuencia de tramas se puede ordenar las que no
llegan en el orden esperado. El control de flujo vigila que la velocidad de la
comunicación sea la apropiada y no desborde el receptor de la misma.
Ejemplos de protocolos de la Capa de Enlace: ATM, Ethernet.
Capa 1 Física
La Capa Física define cuatro características de la red: mecánicas, eléctricas,
funcionales y procedimientos para la activación, mantenimiento y desactivación
de los sistemas físicos que conectan los sistemas. En esta capa se definen las
Capitulo XII: Redes de Control
21
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
velocidades de transmisión, distancias máximas de conexión. Como ejemplos
de los servicios de la Capa Física se tendrán las interconexiones de redes por
cables, así como los que a continuación se muestran por: Radio Enlaces
Digitales, Satélites y por SDH unidos por fibra óptica.
^
CAPA 3
CAPA 2
CAPA1
^
~^-J
>
Capitulo XII: Redes de Control
22
Instrumentación Industrial en Instalaciones Petroleras
4
-J
t
;
Jesús Enrique Otero Ramos
CAPA 4
•ÍCAPA4
CAPA 3
CAPA 3
CAPA 2
CAPA 2
CAPA1
CAPA1
Fibra Óptica
SDH
í:;|¡
4
i
u
Fibra Óptica
;; $$Hfe
La atención de la red de control industrial obliga cumplir con los lineamientos
que establece el modelo OSI para mantener la comunicación bidireccional, y
los protocolos de comunicación que utilizan: los transmisores inteligentes en el
Nivel de Campo, los Controladores Lógicos Programables PLC y los servidores
de la sala de control de la industria en el Nivel de Control, y los servidores de
la red corporativa en el Nivel de Gestión, deben trabajar como equipos de
arquitectura abierta. Los protocolos de comunicación que se utilizan en los
Niveles de Campo y Control (Modbus, Fieldbus, ControlNet, Ethernet) utilizan
tres de las siete capas del modelo OSI ha saber: Capa Aplicación, Capa Enlace
y Capa Física y por ello en las tramas de comunicación que existen entre: los
transmisores inteligentes y la tarjeta maestra, el PLC esclavo con el PLC
Maestro, el PLC Maestro y el servidor de la sala de control, deberán estar
incorporados los bytes asociados a la Capa Física y que permiten los controles
de esa capa en ambos extremos de la comunicación, deben llevar los bytes
asociados a la Capa de Enlace y que permiten ejecutar los controles y
funciones que cumple la Capa de Enlace en ambos extremos de la
comunicación y deberán llevar los bytes asociadas a la Capa de Aplicación y
que permitirá la transferencia de DATOS y los controles y funciones que se
utilizan en la Capa Aplicación en ambos extremos de la comunicación. Estos
bytes asociados a cada una de las capas son insertados cuando van bajando
capa por capa hasta la Capa Física por donde salen del punto A para
conectarse con el otro extremo de la comunicación en la red en el punto B, y
donde serán retirados los bytes, capa por capa en el otro extremo de la
comunicación partiendo de la Capa Física y concluyendo en la Capa Aplicación.
Capitulo XII: Redes de Control
23
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
2.1. Tramas Modbus y Ethernet
Una utilización del Modelo OSI se presenta en las siguientes figuras donde se
muestran las capas: Capa de Aplicación, Capa de Enlace y Capa Física que son
las que utilizan los protocolos de comunicación que existen tales como:
•
•
Modbus utilizado entre los transmisores inteligentes instalados en
campo y la tarjeta maestra instalada en el PLC con la función de
ejecutar las transferencias de los DATOS entre el Nivel de Campo y
Nivel de Control.
ControlNet y Ethernet utilizado entre los Controladores Lógicos
Programable PLC y el Servidor de la sala de control, con la función de
ejecutar las transferencias de los DATOS en el Nivel de Control.
DIFERENTES PROTOCOLOS: Hard, Modbus, Fielbus
CAPA?
APLICACIÓN
CAPA7: APLICACIÓN:
Transferencias, accesos y control de archivos.
Documentos y manipulación de los trabajos.
B
CAPAS
PRESENTACIÓN
CAPA?
APLICACIÓN
CAPAS
SESIÓN
CAPA 3
RED
CAPA 2
ENLACE
CAPAÍ
FÍSICA
CAPA 2: ENLACE
Control de llamadas y transparencia de los datos
transmitidos.
CAPA 2
ENLACE
Interfases de redes eléctricas y mecánicas, - ;
La comunicación entre el Transmisor Inteligente instalado en el Nivel de
Campo con la Tarjeta Maestra en el PLC en Nivel de Control utiliza protocolos
conformados por tramas que tendrán una estructura que inician y concluye con
los bytes asociados a la Capa Física, posteriormente los bytes asociados a la
Capa Enlace y Luego los de la Capa de Aplicación junto con los DATOS que se
transfieren de un Nivel a otro de la red, tal como se muestra a continuación.
Capitulo XII: Redes de Control
24
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Comunicación en Protocolo Modbus (Trama en modo ASCCI)
/
•:•:•;.
-
:', • . • . . . . . . •
•
.:
;:,
...:.-:V'.
,
: •. •••..:-••,,:•.] .
iíimM
. .
• . (-S-:
Arranque
Arranque
Dirección
Función
Maestro
Dirección
Datos
LRC
END
Función
Datos
Esclavo
CAPA APLICACIÓN
•Función
• +DATOS
CAPA ENLACE;
•Dos Byte de Dirección.
•Dos Byte Control de Enlace LRC.
CÁPAFISICA:
•Un Byte de Arranque (3A),
•Dos Byte Fin. END (21,03)
Trama del Transmisor Inteligente
Capa 2
Capa 7
Capa 2
Los DATOS que se transfieren entre el Nivel de Campo y Procesos y el Nivel de
Control, podrán ser paquetes de información de tamaños variables. En
términos generales los protocolos de comunicación que utilizaran los
transmisores inteligentes y las tarjetas maestras, deberán describir una red de
comunicaciones abiertas, digital, multipunto para dispositivos inteligentes de
campo y automatización de sistemas que se utilizan en la industria. Serán
sistemas de comunicación totalmente digital, serial, bidireccional usado para
conectar dispositivos aislados de campo tales como:
Transmisores,
Convertidores, Transductores, para la medición y control hasta los sistemas
supervisónos. Cada dispositivo podrá realizar funciones simples tales como:
diagnósticos, control, monitoreo de procesos y funciones de mantenimiento,
así como, funciones bidireccionales de comunicación.
Los PLC del Nivel de Control utilizan para su interconexión, así como la
interconexión del PLC Maestro con el servidor de la Sala de Control el
Capitulo XII: Redes de Control
25
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
protocolo ControlNet, mientras que el servidor de la Sala de Control se
interconecta con el servidor de la red corporativa usando el protocolo Ethernet.
Ambas interconexiones se muestran en las figuras siguientes.
PROTOCOLO: ControlNet
CAPA7: APLICACIÓN:
Transferencias, accesos y control
de , archivos.
Documentos y
manipulación de los trabajos.
CAPA?
APLICACIÓN
CAPA 6
PRESENTACIÓN
CAPAS
SESIÓN
.CAPA 4' - '
TRANSPORTE
CAPAS
RED
CAPA 2: ENLACE
CAPA 2
ENLACE
Control de llamadas y
transparencia de los datos
transmitidos.
CAPA1
FÍSICA
CAPA 1: FÍSICA
Interfases de redes eléctricas y
mecánicas.
CAPA 2
ENLACE
CAPA 1.
FÍSICA,:
PROTOCOLO: ETHERNET
CAPA 7: APLICACIÓN:
Transferencias, accesos y control
de
archivos.
Documentos
y
manipulación de los trabajos.
CAPA?
APLICACIÓN
CAPA 6
PRESENTACIÓN
CAPAS
SESIÓN
TRANSPORTE¡
CAPA 3
RED
CAPA 2
ENLACE
CAPA1
FÍSICA
Capitulo XII: Redes de Control
CAPA 2: ENLACE
Control de llamadas y transparencia
de los datos transmitidos.
CAPA 2
ENLACE
CAPA 1: FÍSICA
Interfases de redes eléctricas y
mécánicasy
,GAPA1 ;
:F!S1CA.:
26
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En la siguiente figura se muestra la trama de Ethernet, que es equivalente a la
de ControlNet, y donde se identifican las funciones que ejecutan para la Capa
Física que es la señal de arranque y la de fin de la trama, las acciones de la
Capa de enlace con los MAC de Destino y MAC de Origen. Las funciones de la
Capa de Aplicación que consiste en identificar el protocolo de nivel superior que
soporta el paquete de datos que transporta, así como, los DATOS que podrán
ser paquetes de tamaños variables comprendidos entre 45 hasta 1500 bite.
Campo de Comprobación de Trama
Trama
Ethernet
45-1500 bite
4bite
Trama Ethernet
Comienzo de Trama. (8 bite)
•
•
•
•
Patrón de ceros y unos de 8 bite.
Indica a la Estación de Destino que le llega una trama.
Cada uno de los 8 bite contiene 10101010.
Es la señal de arranque de la trama.
MAC de Destino. (6 bite)
•
•
•
Una dirección de envió (unicast).
Multidifusión para un grupo de difusión (Multicast).
Difusión pata todos los nodos (Broadcast).
Capitulo XII: Redes de Control
27
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
MAC de Origen. (6 bite)
•
Dirección de Origen.
TIPO. (2 bite)
•
•
Indica que tipo de protocolo de nivel superior, contiene y transporta los
DATOS en la Capa de Aplicación de la trama.
Recibe los datos enviados.
DATOS (45 a 1500 bite)
•
•
Los Datos que se transmiten al nivel superior.
Se esperan al menos 46 hites de Datos.
Campo de Comprobación de Trama. (4 bite)
•
•
•
Contiene un Código de Redundancia.
Este valor lo establece el nodo de origen.
Este valor lo vuelve a calcular el nodo de destino.
En libros de Redes, o de Transmisión de Datos en Redes de Computadores se
tendrán los detalles de estos protocolos, así como, de los diferentes nodos y
sus modos de interconexión a través de diferentes topologías utilizadas para
estas atenciones. Será importante y suficiente para este libro proporcionar
información que permita dar los conocimientos básicos que permitan
interconectar los Niveles de Campo y Control hasta el Nivel de Gestión, para
realizar las transferencias de datos bidireccionales desde todos los niveles.
INTERCONEXIÓN ENTRE REDES
Sin la intención de considerar ninguna de las diferentes topologías que en
diferentes capas de la red existan, así como, sin considerar las diferentes
tramas que los diferentes protocolos asociados a las diferentes capas de la red,
se muestra en la siguiente figura y a grandes rasgos los equipos y los
protocolos que permiten la interconexión de las redes de computadoras
aprovechando las redes de comunicaciones que están extendidas en todo el
planeta. Las redes de computadoras tendrán sus propias topologías y
diferentes protocolos para interconectarse localmente entre ellas entre
mismas, sin embargo, para interconectarse a las largas distancias requerirán
de los equipos de telecomunicaciones. Grandes corporaciones tendrán sus
propios equipos de redes de computadores y equipos de telecomunicaciones y
podrán interconectarse para trabajar bajo topologías y protocolos a sus
necesidades. Para aquellas aplicaciones de redes que busquen interconectarse
aprovechando la red mundial de telecomunicaciones que ya existe en el
planeta, sus servidores enviaran sus afluentes a las centrales telefónicas
(Inalámbricas o no) las cuales se ¡nterconectaran con los equipos de
telecomunicaciones. Estas interconexiones de equipos en la red mundial de
telecomunicaciones trabajaran usando como protocolo el CÓDIGO 7.
Capitulo XII: Redes de Control
28
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
En la siguiente figura se muestra las interconexiones de
computadoras utilizando la red mundial de telecomunicaciones.
(7)
.L,;::,;,;:;:,;.:;:,,..
redes
de
Capa Aplicación
(6) Capa Presentación
(5)
Capa Sesión
TCP
(3)
Capa Red
(2)
Capa Enlace
Centrales
Telefónicas
m.
Sistémasele
Telecomunicaciones:
|^^!Ó^Etíí$'OéK!Í/:-by-S-
Te Icirn u riicác lnes:
-(I)--
Capa Física
:
--«Sistemas:':Satel¡tales.v:;
3. Modelo TCP/IP
El Modelo TCP/IP esta desarrollado para un entorno de red teniendo en cuenta
que se encuentran computadoras de clases muy diferentes y con hardware y
software hasta incompatibles que utilizan en forma cerrada las funciones
equivalentes a las capas de Aplicación, Presentación y Sesión, de manera que
los protocolos TCP/IP permiten interconectar los DATOS y los bit asociados a
cada una de las capas antes mencionadas hacia las capas de Enlace y Física de
la red desde cualquier lugar donde estén instalados los computadores. TCP/IP
permitirá interconectar hasta equipos que no tengan un centro desde donde se
pudiese controlar su conexión a la red, así como, que la red pueda crecer sin
interrumpir su funcionamiento y que además pueda utilizar distintos medios
físicos y de enlaces que permita la interconexión entre dos equipos de la red.
Con la implementación de los protocolos TCP/IP se trabajara sobre una
arquitectura abierta y cuyo funcionamiento se basa en trocear la información
Capitulo XII: Redes de Control
29
Jesús Enrique Otero Ramos
Instrumentación Industrial en Instalaciones Petroleras
(DATOS) que se formo en la capa de aplicación para enviarla a través del
medio físico que exista como medio de comunicación a la red. TCP/IP como
protocolos garantizaran la transmisión troceada de los DATOS en forma fiable
hasta los nodos extremos que se interconectan en la red.
El protocolo IP (Internet Protocol) será equivalente a la Capa de Red del
Modelo OSI y realizara la comunicación a través de Datagramas conformados
por varios grupos de bytes asociados a las diferentes funciones de la capa de
Red entre ellos la de las direcciones IP de los equipos que se interconectan a
grupos de computadores a ambos extremos de la red.
El protocolo TCP (Transport Control Protocol) será equivalente a la Capa de
Transporte del Modelo OSI, y funciona para ofrecer un mecanismo de
comunicación extremo a extremo de la red. El protocolo TCP recibe la
información desde el computador A (Equivalente al funcionamiento de las
Capas de Aplicación, Presentación, Sesión y DATOS) y trocea estos paquetes
para conformar e identificar un conjunto de segmentos y los envía hasta la
Capa IP para que este protocolo lo coloque en el entorno de enlace para
llevarlo hasta el computador B del otro extremo de la comunicación con lo que
se establece la comunicación entre A y B. El protocolo TCP en el extremo B
organiza los segmentos de DATOS troceados y enviados desde A para
integrarlos y así entregarlos al computador B como el paquete tal como fue
recibido por TCP en A. En la siguiente figura se muestra estas funciones.
B
TCP
(Paquete, Máximo GSKByte)
s
w
IP
Capas
..... fc,
w
ÁL
Fntarp v
—mt
.
Física
IP)
Segmentos
Máximo de 1500 Byte
Por Segmento
La comunicación bidireccional entre los equipos A y B en los extremos de la red
que utilizan los protocolos TCP/IP trabajan en forma jerárquica el
Maestro/Esclavo o Cliente/Servidor y donde este esquema define el modo en el
Capitulo XII: Redes de Control
30
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
que se intercambia la información. Bajo esta configuración desde el punto de
origen se atraviesa los niveles jerárquicos de menor a mayor, para después
volver a descender en el árbol que la define hasta encontrar el nodo donde se
encuentra el punto de destino. En este esquema Maestro/Esclavo, el
comunicante que actúa como esclavo tiene que seguir los parámetros y
momentos de la comunicación que impone el maestro. Gran parte de las redes
de comunicación utilizan el modelo Cliente/Servidor que se basa en la
asignación de roles a las entidades que participan en la comunicación de
manera que quien pide información (Cliente) y el otro la sirve (Servidor). En
los protocolos de red entre ellos TCP/IP las computadoras que desempeñan la
misión de Servidor tienen exclusivamente ese papel, al igual que ocurren con
los equipos que actúan como clientes.
3.1. Arquitectura TCP/IP
TCP/IP necesita funcionar sobre algún tipo de red y medios físicos que
proporcionen sus propios protocolos para las capas de Enlace y Física por estos
motivos se tendrá en cuenta que los protocolos utilizados en las capas de
Enlace y Física pueden ser muy diversos y no forman parte del conjunto
TCP/IP. Esta última consideración proporciona una de las funciones y ventajas
del TCP/IP al proporcionar una abstracción absoluta sobre la capa de Enlace,
por lo que es posible el intercambio de información entre computadores
situados en medios físicos diferentes. El paso de un nivel de enlace a otro se
realizara a través de repetidores (Solo capa Física), puentes (Bridges, para
capa de Enlace), enrutadores (Routers, para el nivel de red) y pasarelas
(Gateway, para niveles superiores al de la red).
Los DATOS que envían los computadores de sus aplicaciones hasta la capa de
Transporte (TCP) podrán ser de diferentes dimensiones, entre DATOS de pocos
Kilo Bytes hasta de DATOS de varios Mega Bytes, por ello para transmitir
documentos muy extensos a través de TCP/IP este documento se deberá
dividir en paquetes de menor tamaño enviados desde el computador para ser
recibidos por el protocolo TCP, este paquete enviado por el computador (DATO
longitud máxima de 65 KByte)) será troceada por TCP en unidades de menor
tamaño (Segmentos de longitud máxima de 1500 Byte) para luego ser
enviadas al protocolo IP como la sumatoria de un conjunto de segmentos que
será igual al paquete que envió el computador hasta el protocolo TCP. Esto
proporcionara varias consideraciones para el manejo del DATO que se
transfiere, por lo que se utilizaran varios protocolos de comunicación. En
TCP/IP cada una de estas unidades recibe el nombre de "Datagrama". Los
Datagramas son un conjunto de protocolos de comunicación, donde cada
protocolo cumple una función específica y para ello se le asigna un conjunto de
bit y donde la totalidad de los bit asociados a los diferentes protocolos se
insertan como cabecera del segmento DATOS que se envían como mensajes.
TCP/IP es en realidad una gran familia o pila de protocolos que se identifican
mediante el nombre de dos de ellos TCP e IP. En la actualidad las aplicaciones
del TCP/IP superan las 6.000, sin embargo, en este libro solo se proporcionara
la información mas utilizada. Antes de dar inicio a los detalles del Datagrama
Capitulo XII: Redes de Control
31
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
del protocolo IP y el Datagrama del protocolo TCP en la siguiente figura se
muestran los protocolos mas usados en los computadores personales tales
como: Telnet, FTP, www, mail, otros y que son enviados desde el computador
hasta la capa TCP como paquetes de longitud máxima de 65 KBytes, se
muestra al Servidor donde se ejecutaran las pilas de protocolos que conforman
el TCP/IP, se observa la capa Transporte donde el protocolo TCP troceara el
paquete de DATOS enviado por el computador, se observa la capa de Red
donde se establecerán las redes LAN y WAN y donde el protocolo IP entre las
diferentes funciones que cumple asignara las direcciones IP a cada uno de los
segmentos troceados de DATOS que envía hacia la capa de Enlace, así mismo,
se identifican los protocolos mas comunes en la capa de Enlace y concluye el
arreglo en la capa Física donde se ejecuta la interconexión de la red.
B
Aplicación
Presentación
Telnet
FTP
WWW
mail
Otros
Sesión
Transporte
TCP
Red
IP
Protocolos LAN
Enlace
Protocolos WAN
Ethernet:
Token
X.25
lOOBaseFx
10083564
lOOBaseTx
LAPB
Frame
Relay
PPP
Slíp
Capa Física
3.2. Capa Transporte (TCP)
Por encima de la capa de Red se tiene la capa de Transporte. Esta capa de
Transporte será la equivalente al TCP y resulta imprescindible para el
funcionamiento del protocolo IP. Las capas de Red (IP) y Transporte (TCP) no
pueden funcionar una sin la otra, debido al concepto de puerto que existe en la
capa TCP y que es totalmente dependiente de la dirección IP a la que van
dirigidos los segmentos de DATOS, quienes en su integración en el otro
extremo de la comunicación conformaran el paquete que TCP entregara al
computador de destino. TCP es un protocolo fiable de transporte de DATOS
extremo a extremo de la red con detección y corrección de errores. TCP se
sitúa entre las capas del computador (Aplicaciones, Presentación, Sesión y
DATOS) y la capa de Red (IP), y donde TCP recibe los paquetes de DATOS del
computador para trocearlos y entregarlos en segmentos a la capa de Red (IP).
Capitulo XII: Redes de Control
32
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
TCP proporciona fiabilidad a la transmisión de información mediante un
protocolo de asentamiento y retransmisión. Esto implica que TCP envía un
Datagrama a través de la red, y no lo da por llegado a destino hasta que dicho
destino le envía otro Datagrama TCP confirmándole la recepción. Si este
asentamiento no llega en un periodo de tiempo determinado, TCP vuelve a
retransmitir el Datagrama TCP. Todos los Datagramas TCP enviados contienen
una suma de comprobación (checksum) que se emplea en el destino para
verificar que el segmento del Paquete ha llegado libre de errores. El
asentamiento de la computadora destino a la de origen se produce si y solo si
el segmento llega a destino y, además, su checksum es correcto. TCP es
orientado a la conexión, lo que implica que las entidades que participan en el
intercambio de información .acuerdan previamente la transmisión, y acuerdan
igualmente al final de la misma por un proceso de saludo inicial y final.
En la siguiente figura se muestra como el protocolo TCP recibe el paquete de
DATOS desde el computador (Equivalente al funcionamiento de las Capas de
Aplicación, Presentación, Sesión y DATOS) y cuya longitud máxima será de 65
KBytes y lo trocea en segmentos de DATOS que tendrán una longitud máxima
de 1500 bytes, insertándole a cada segmento de DATOS la cabecera TCP para
así conformar los Datagramas TCP y que son enviados a la capa de Red (IP).
DATOS
(Paquete de DATOS Máximo GSKByte)
.^
X~£
^>egmen to
j
TCP
(máx:¡mo 150C) byt:e)
. Di
w
^
F
w
w
A
i
F
T
^
1
^
i
F
0
Cabecera del
Datagrama TCP
( ->
F
S
1
F
^
j
IP
Datagrama TCP
Los segmentos de DATOS que TCP envía al IP suelen estar limitados en cuanto
a su longitud máxima (1500 Bytes, equivalente a la máxima longitud de
DATOS que transfiere el protocolo Ethernet). El protocolo TCP realiza el
troceado o fragmentación del paquete de DATO (Máximo 65 KBytes) que se
construyo en el computador y por ello envía una serie de segmentos de DATO
(Máximo 1500 Bytes) troceado al protocolo IP, de modo que este protocolo le
inserte su Datagrama como cabecera de cada segmento de DATOS, y así
enviarlos a las capas de Enlace y Física con la cabecera IP que los identifique,
de manera de recuperar los paquetes al otro extremo de la comunicación a
partir de las cabeceras IP de cada segmento.
TCP ve los bytes que envía como un flujo constante y no como segmentos de
DATOS separados. En este sentido, es misión de TCP mantener la cuenta de
Capitulo XII: Redes de Control
33
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
los números de secuencia de los segmentos de DATOS que se envían al
protocolo IP y que se reciben en el otro extremo de la comunicación como
segmentos para controlar para que de esta manera se garantice que toda la
información llega correctamente a destino. El formato de los segmentos de
DATOS que TCP envía con su cabecera TCP al protocolo IP se muestra en la
siguiente figura, así como, sus especificaciones posteriormente.
Puerto de Origen
Puerto de Destino
Numero de Secuencia
Numero de Asentamiento
Offset
Reservado
Flags
Checksum de Comprobación
Opciones
Ventana
Puntero de Urgencia
Relleno Padding
Segmentos de DATOS (Hasta 1500 Bytes)
•
•
•
•
•
•
•
•
•
•
Puerto de Origen y Destino: los campos de puerto de origen y puerto
de destino identifican los puntos terminales, computadora en A y
computadora en B de la conexión, o lo que es lo mismo, las Aplicaciones
que envían y reciben A y B a los extremos de la interconexión en la red.
Este numero de puerto es único para las aplicaciones del modelo TCP/IP.
Estos números de puertos están oficialmente asignados por la IANA, por
lo que tienen que ser respetados por los fabricantes.
Número de Secuencia: orden del segmento de DATOS de emisión.
Número de Asentamiento: orden de segmento de asentamiento. Con
este campo y el anterior se consigue mantener una información en
ambos extremos de la interconexión de los segmentos de DATOS
enviados y recibidos por A y B.
Offset: se utiliza para introducir la longitud de la cabecera TCP.
Reservado:
Flags: se utiliza para enviar códigos entre las dos computadoras.
Ventana: este campo se utiliza para controlar el tamaño de los
segmentos de DATOS que se pueden enriar y para realizar funciones
relativas al control de flujo.
Checksum: código de redundancia utilizado conjuntamente para la
cabecera y el segmento de DATOS.
Puntero de Urgencia: este campo indica la localización dentro del
paquete de los segmentos de DATOS considerados como urgentes.
Opciones: las opciones son un conjunto de funciones que permiten
descripciones más precisas y manejos más concretos de la información
transmitida.
Capitulo XII: Redes de Control
34
Instrumentación Industrial en Instalaciones Petroleras
•
Jesús Enrique Otero Ramos
Relleno Padding: se utiliza para completar el campo de opciones hasta
un múltiplo de 32 bit. Esta compuesto por ceros.
3.3. Capa Red (IP)
El protocolo IP es la base del funcionamiento del protocolo TCP/IP. Este
protocolo tiene como misión principal ocultar la complejidad del acceso al
medio de las capas de Enlace y Física, creando una vista virtual de la red y por
ello prácticamente no toma en consideración a las interfases de red que tiene
por debajo. El protocolo IP solamente confía en que las capas de interfase
conseguirán hacer llegar los Datagramas IP hasta el destino correspondiente
en el otro extremo de la red. La base del transporte de información IP son los
Datagramas que genera para marcar cada uno de los segmentos de DATOS
que le envía el protocolo TCP. El protocolo IP recibe los segmentos troceados
de DATOS que envía el protocolo TCP y le inserta como cabecera el Datagrama
IP. El segmento de DATOS TCP conjuntamente con su cabecera IP ingresan a
las capas de Enlace y Física y sin importarles que protocolos y medios utilicen
en estas capas para interconectarse al otro extremo de la red y a través de ello
TCP/IP permitirá aprovechar todos los medios disponibles para interconectar
dos computadores en cualquier punto de la red. En las siguientes figuras se
muestra como se inserta el Datagrama IP al segmento TCP.
(Máximo GSKByte)
r*—-
s
Versión
Cabecera del .
Segmento TCP
C)pción
Datagrama IP
w*
D
w
Tipo Serv.
Identificación
TTL
TP
i
F
W
A :'-r:'
F
P*
T
i
F
Longitud Total
Flags
Protocolo
Fragmento de Offset
Checksum de Cabecera
m::, •-;— ;' - .• ,;;'• ; :: , v; ::-;p¡irecci6n;; w
Dirección IP de Destino
Opciones
Padding
Segmentos de DATOS TCP
Capitulo XII: Redes de Control
35
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
El Datagrama IP consta de una parte de cabecera y una parte de Segmentos
de DATOS. En el Datagrama IP la cabecera tendrá una longitud fija de 20 bytes
y una longitud variable de Segmentos de DATOS de hasta un máximo de 1500
Bytes. A continuación se describen los campos que consta la cabecera:
•
•
•
•
•
•
•
•
•
•
•
•
Versión: Indica a que versión del protocolo IP pertenece cada uno de
los Datagramas. Actualmente se trabaja en la versión 4 IP, se estima
para el año 2006 la incorporación de la versión 6 IP.
Opciones: (4 bit) y se utiliza para fines de seguridad, enrutamiento
fuente, informe de errores, depuración, sellado de tiempo. Esto
permitirá que las versiones futuras del protocolo IP incluyan información
que actualmente no esta presente en el diseño actual.
Tipo de Servicio: (8bit) permite indicar a la subred el tipo de servicio
que desea. Esto permite tener varias combinaciones con respecto a la
segundad y la velocidad de transmisión de datos. Por ejemplo en la
transmisión de voz digitalizada es más importante la velocidad para la
entrega rápida de la información que corregir los errores de transmisión,
mientras que, para las transferencias de archivos, resulta más
importante una transmisión totalmente fiable.
Longitud Total: (16 bit) incluye todo lo que se encuentra en la
sumatona de todos los Datagramas de todos los Segmentos que el
protocolo TCP envió al protocolo IP, y donde la máxima longitud del
paquete troceado en segmentos es de 216 = 65.536 Bytes.
Identificación: (16 bit) se utiliza para permitir que el nodo destinatario
determine a que Datagrama pertenece el segmento recién llegado.
Todos los segmentos del paquete de DATOS enviados por TCP tendrán el
mismo valor de identificación.
Flags: (3bit) el primer no se utiliza, el segundo bit se utiliza para que
los enrutadores no fragmenten el segmento de DATOS, y el tercer bit es
puesto a 1 como una verificación del campo de Longitud Total.
Fragmento de Offset: indica el lugar al que pertenece el segmento de
DATOS actual, en relación al paquete de DATOS de donde proviene.
TTL: (Time-To-Live, Tiempo de Vida, 8 bit) el campo es un contador que
se utiliza para limitar el tiempo que los segmentos del paquete de Datos
pueden estar en la red sin llegar al destino. Cuando llega a cero, el
segmento se destruye.
Protocolo: cuando la capa Red ha terminado de ensamblar un
segmento de DATOS necesita saber que hacer con el. El campo
Protocolo indica a que proceso de transporte pertenece el paquete.
Checksum de Cabecera: el código de redundancia de cabecera es
necesario para verificar los datos contenidos en la cabecera IP.
Dirección de Origen y Destino: indican la dirección IP de origen y
destino del segmento de DATOS. Esta información es vital para que el
segmento de DATOS pueda ser enrutado correctamente y, por tanto,
pueda llegar a su destino.
Opciones: el campo de Opciones tiene una longitud variable, y trabaja
para disponer de funcionalidades que sepan interpretar para el caso de
segmentos de DATOS entrantes.
Capitulo XII: Redes de Control
36
Instrumentación Industrial en Instalaciones Petroleras
•
•
Jesús Enrique Otero Ramos
Padding: (Relleno) en caso de que el campo de Opciones sea utilizado,
el padding tiene como misión completar con bit a O hasta llegar a
múltiplos de 32 para conseguir un formato uniforme.
Datos: a partir de aquí se introducen los datos que transporta el
segmento de DATOS y que serán los que han insertado los protocolos
superiores como el TCP de Transporte y la integración de los bit de las
capas de Aplicación, Presentación y Sesión.
Una de las funciones más importantes del protocolo IP es el enrutamiento. El
enrutamiento proporciona los mecanismos básicos para que los enrutadores
puedan conectar físicamente diferentes redes. Una computadora puede
desempeñar funciones normales y de enrutamiento simultáneamente. El tipo
de enrutador más común posee información sobre cuatro tipos de destinos:
•
•
•
•
Nodos directamente conectados a una de las redes a la que tiene
conexión el enrutador.
Nodos pertenecientes a otras redes de los que se proporcionan
información especifica a los enrutadores.
Nodos pertenecientes a redes remotas de los que el enrutador ha
recibido un mensaje.
Una dirección por defecto para todos aquellos segmentos de DATOS
para los que el enrutador no tiene información de destino.
La siguiente figura permite observar como cada protocolo inserta los byte
asociados a sus Datagramas como cabeceras del segmento de DATOS para así
cumplir con las funciones de cada capa.
- Cabecera del _
Datagrama TCP
—
Segmento
(máximo 1500 byte)
[»
D
i
<
F*
F
i
(
A
F
i
c
T
F"
W
F
i
c
O
fe.
W
F
s
1
c
F
Cabecera del .
Datagrama IP
1r
:
^iP
. fe.
w
i
(
F
I
1
fe
P*
Capitulo XII: Redes de Control
1
(
F
I
\
fe
W
1
(
F
I
F
w
W
1
(
F
I
__fe*,
W
F
1
(
I
F
Í|í¡:
37
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Los segmentos de DATOS que salen del protocolo TCP llevan como cabecera el
Datagrama TCP y se interconectan a la capa de Red IP. En la capa de Red se le
insertan a cada segmento de DATOS conjuntamente con la cabecera TCP la
cabecera IP y así se enviaran los segmentos de Datos hasta las capas de
Enlace y Física con los Datagramas de los protocolos TCP/IP para que
interconecte el computador de origen con el computador de destino en el otro
extremo de la red utilizando para ello todos los medios disponibles que
permitan lograr esta conexión.
Un concepto muy importante en TCP/IP es el concepto de puertos, que permite
identificar de forma univoca a todas las aplicaciones que funcionan en la capa
de Aplicación y que reciben los paquetes de DATOS que provienen de TCP. Las
conexiones de TCP/IP, son full-duplex, por lo que los datos se pueden enviar
en ambas direcciones. Las transmisiones de información entre los servidores y
los clientes se regulan mediante el uso del protocolo de asentamiento. Una vez
que un segmento de DATOS se envía, el origen espera el asentamiento de los
datos, que será la señal que devolverá el destinatario para informar que ha
llegado correctamente. Si este asentamiento no ha llegado en un periodo de
tiempo determinado, los segmentos se retransmiten.
4. HARDWARE DE LOS PLC.
Se utilizaran los Controladores Lógicos Programables PLC para automatizar,
proteger y controlar los equipos que conforman las instalaciones industríales.
Para ello los PLC reciben las señales que los transmisores y los instrumentos
discretos envían desde campo, las cuales sirven de información para correr los
programas de los PLC. Las señales de salida del programa que corren los PLC
se envían hasta el campo para regular los elementos finales de control,
prender y apagar motores, proporcionar alarmas.
Los equipos instalados en el Nivel de Campo desarrollados con tecnologías de
microcontroladores (Transmisores Inteligentes, Flex I/O,
Liking Device)
podrán a través de diferentes protocolos de comunicación transferir los DATOS
desde el Nivel de Campo hasta los PLC en el Nivel de Control. Los transmisores
analógicos, los instrumentos discretos, los convertidores I/P que regulan las
válvulas de control, y los contactores para prender y apagar motores y de no
existir equipos de extensión (Flex I/O, Liking Device) se conectaran hasta los
PLC a través de cables (un cable por cada transmisor, un cable por cada
instrumento discreto) con sus señales eléctricas características (4 a 20 mA y
contactos ON-OFF), hasta las tarjetas respectivas de entradas analógicas o de
entradas discretas del PLC.
Las tarjetas de entradas analógicas y de entradas discretas del PLC tendrán la
función de convertir estas señales analógicos y/o discretas en datos que se
interconectaran al Bus de Datos del microprocesador, mientras que las tarjetas
de salidas analógicas y salidas discretas tendrán la función de convertir los
datos que envía el programa que corre el PLC en las señales de control de 4 a
Capitulo XII: Redes de Control
38
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
20 mA para regular las válvulas de control, mientras que las señales ON-OFF
energizaran los contactores que prenden y apagan los motores eléctricos, así
como válvulas solenoides.
Los circuitos electrónicos de los PLC estarán desarrollados teniendo como
componente central el Microcontrolador a partir del cual se organizaran las
interconexiones de todas las tarjetas electrónicas de entradas, salidas, de
comunicaciones seriales, que conforman el hardware del PLC y soportan el
software del mismo. El microcontrolador del PLC tendrá para sus
interconexiones con las diferentes tarjetas electrónicas que conforman el
hardware y corren el software los siguientes buses: Bus de Datos, Bus de
Dirección y Bus de Control tal como se muestra en la siguiente figura.
Bus de Datos
Es un bus bidireccional que recibe DATOS y envía DATOS, recibe los datos de
la señal digitalizada de la medición de las variables operacionales provenientes
de las distintas tarjetas de entradas y las de los transmisores inteligentes,
recibe los datos desde la memoria (ROM programa fabricante del PLC) para
correr el programa del fabricante y que soporta el programa usuario que
automatiza y controla las instalaciones industriales, recibe datos de la memoria
RAM que guarda los valores instantáneos que va guardando el programa que
corre el PLC, recibe los datos de las tramas de comunicación serial que envían
las tarjetas maestras de los transmisores inteligentes en protocolo Modbus y
recibe las tramas de la comunicación en protocolo ControlNet o Ethernet que
realiza con el PLC Maestro o el Servidor de la Sala de Control. Envía los datos
para las tarjetas de salidas analógicas y discretas para que las conviertan en
las señales analógicas o discretas que salen para el campo, envía la trama de
comunicación que se transmiten hasta las tarjetas maestras o las tarjetas de
comunicación hasta la Sala de control, envía los datos para guardar en las
memorias RAM.
Bus de Control
El Bus de Control es por donde el microcontrolador envía y recibe las señales
de control a los demás circuitos que conforman al PLC. A través del Bus de
Control el PLC identifica si lee los datos de las diferentes tarjetas electrónicas
que descargan su información en el Bus de Datos, o identifica si escribe datos
hacia los circuitos electrónicos, si lee o escribe datos en las memorias, si
Capitulo XII: Redes de Control
39
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
efectuara saltos en el programa de control que ejecuta, si reiniciara el
programa, en fin todas las señales para identificar la aplicación que el PLC
ejecutar paso a paso en la medida que va corriendo el programa.
Bus de Direcciones
El Bus de Direcciones define la dirección de las tarjetas electrónicas para la
aplicación especifica que en ese paso del programa donde el microcontrolador
lee o escribe los datos desde todos los circuitos integrados con los que esta
interconectado. El Bus de Dirección define la dirección de las memorias que
guardan el programa o las memorias que guardan los datos volátiles, es decir,
el bus de direcciones como su nombre lo indica define la ubicación a donde el
microcontrolador recibe información o a donde el microcontrolador envía
información del programa que esta corriendo.
Es a través de las interconexiones de las señales de los Buses de: Datos,
Control y Dirección, como el microcontrolador interconecta todas las tarjetas
electrónicas que conforman al PLC. El programa que corre el PLC se soporta a
partir de la capacidad que tiene el microcontrolador de ejecutar en su interior
de un conjunto de instrucciones que el programa propietario guardado en la
memoria ROM hará llegar al Bus de Datos en la medida que se corre el
programa que el usuario grabo para automatizar y controlar las instalaciones
industriales. El set de instrucciones y funciones que podrá ejecutar en su
interior un microcontrolador a grandes rasgos podrán ser las siguientes:
• Instrucciones Aritméticas.
• Instrucciones Lógicas.
• Instrucciones de Transferencia
de Datos.
• Instrucciones Booleanas.
• Instrucciones de Saltos.
• Contador de Programa.
• Puntero de Programa.
• Registros de usos Generales.
•Acumulador.
Memorias ROM
Las memorias ROM (Memorias de Solo Lectura) son circuitos integrados
conformadas por paginas que fueron previamente escritas con los caracteres
que correspondan a cada pagina y por ello se utilizaran en los circuitos
electrónicos basados en microcontroladores para leer un carácter (8 bit, 16 bit)
por pagina, se tendrán memorias de tantas paginas (1K, 2K, 4K, 8K, 16K, etc)
como sean necesarias para leer todas las instrucciones necesarias para correr
los programas de funcionamiento del PLC. A través del Bus de Direcciones se
selecciona el número de página de la memoria cuyo carácter guardado en esa
página seleccionada será leído por el Bus de Datos. Las memorias ROM serán
Capitulo XII: Redes de Control
40
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
utilizadas en los PLC para guardar el programa fabricante y bajo el cual corre
el funcionamiento del mismo. Las señales del Bus de Control permitirán validar
la lectura de los caracteres ubicados en la dirección seleccionada o dejar en
alta ¡mpedancia la salida de Datos de la memoria. En la siguiente figura se
muestra un esquemático general de la memoria ROM.
Señales de
Control
\r
Memorias RAM y EEPROM
Las memorias RAM (Memorias de Lectura y Escrituras) son circuitos integrados
conformadas por paginas para escribir un carácter (8 bit, 16 bit) por pagina, o
también para leer un carácter hasta en la misma pagina de ser seleccionada la
misma dirección. Se tendrán memorias RAM de tantas paginas (1K, 2K, 4K,
8K, 16K, etc) como sean necesarias para guardar todos los datos volátiles (de
interés temporal) que se guardan y posteriormente se leen en el proceso de
transferencia de datos que ocurre rutinariamente cuando se corre el programa
que soporta el funcionamiento de los PLC. El esquemático general de la
memoria RAM se muestra a continuación.
^•^
IX
IMBM,
Señales de
Control
A través del Bus de Direcciones se selecciona el número de la página de la
memoria RAM a donde se quiere escribir o leer un carácter y a través del Bus
de Datos se lee o se escribe el carácter, con las señales del Bus de Control se
determinara si la memoria RAM esta escribiendo, o esta leyendo, así como
colocar su salida de DATOS en alta impedancia. Las memorias EEPROM
funcionaran en forma análoga a las memorias RAM y la diferencia estará que
no se borrara el carácter guardado en cada pagina aunque el circuito
electrónico haya quedado sin energía eléctrica. Serán las memorias EEPROM
las adecuadas para guardar los valores de la programación que hacen los
usuarios para automatizar y controlar las instalaciones industriales.
Las interconexiones de todas las tarjetas electrónicas que conforman los PLC
se hacen a través de los Buses de: Datos, Dirección y Control, que genera el
microcontrolador. Todas las tarjetas electrónicas envían o retiran datos al Bus
Capitulo XII: Redes de Control
41
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
de Datos a donde escribe o lee el microcontrolador, todas las tarjetas
electrónicas son activadas a través de la selección que define el Bus de
Dirección que genera el microcontrolador, y a través de Bus de Control que
también regula el microcontrolador se define si la tarjeta seleccionada escribe,
lee, etc. Las interconexiones de todas las tarjetas electrónicas que conforman
al PLC se ejecutan en los Buses de: Datos, Dirección y Control, tal como se
muestra en la siguiente figura.
Interconexión de las tarjetas del PLC: a través de los
BUSES de: Datos, Dirección y Control
>
—1
Tarjetas Entradas
ON-OFF
«a
Tarjetas Entradas
4-20 mA
v=
1
I
Comunicación'Seria!
Otros PLC (Ethernet)
De la gráfica anterior se pueden identificar:
1. Tarjetas de Entradas Discretas: entran señales por contactos y salen
datos al Bus de Datos.
2. Tarjetas de Entradas Analógicas: entran señales en 4 a 20 mA y
salen datos al Bus de Datos.
3. Tarjeta Maestra Transmisores: entran y salen señales seriales a la
tarjeta
proveniente
de
los
transmisores inteligentes en campo
en protocolos de comunicación de
campo y entran y salen datos del Bus
de Datos del arreglo del PLC
4. Tarjetas de Salidas ON-OFF: Entran Datos a las tarjetas y salen
señales ON-OFF hasta el campo.
Capitulo XII: Redes de Control
42
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
5. Tarjetas Salidas Analógicas: Entran Datos y a las tarjetas y salen
señales de 4 a 20 mA al campo.
6. Tarjeta de Comunicaciones: entran y salen señales seriales a las
tarjetas
de
comunicaciones
en
protocolos ControlNet
o Ethernet
provenientes de los PLC o del servidor
de la sala de control y entran y salen
datos del Bus de Datos.
Este conjunto de aplicaciones habrá que organizarías, para distribuir a través
del BUS DE DIRECIONES el espacio en dirección de memorias que
corresponderá para la aplicación de cada una de las tarjetas electrónicas antes
identificadas, así como los programas que atienden las diferentes señales de
entradas desde el proceso al PLC, las diferentes señales de salida desde el PLC
hasta el proceso, los programas de conversión de señales, el software propio
de los fabricantes del PLC y el software de usuario por donde el especialista en
control programaran y automatizaran el proceso. Para la organización del PLC
se considera un ejemplo sencillo como el de organizar una pequeña biblioteca.
Donde se podrían generar las siguientes preguntas:
¿Que tamaño tiene la biblioteca?
¿Que numero de estantes tiene?
¿Cuales libros corresponde a cada estante?
¿Que dimensiones tiene cada libro?
¿Cuantas paginas tiene cada libro?
¿Qué esta escrito en cada página?
Capitulo XII: Redes de Control
43
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Con la analogía de estas consideraciones se busca organizar las aplicaciones
del PLC, a partir de la distribución que se le da al BUS DE DIRECCIONES, como
si este Bus fuera una biblioteca y todas las tarjetas electrónicas del PLC como
los libros que se organizaran en la misma y teniendo presente que trabaja en
matemática binaria. Para ejemplarizar estos conceptos se considera el
microcontrolador 87C51 de la Intel, que tiene un Bus de Direcciones de 16 bit.
BUS DE DIRECCIONES
16 bit = 2lb = 64 K byte = 8x8 K byte
16 bit = 3bit + 13 bit
U0
3
2
213=8Kbyte
bit 4*
0
0
0
0
0
0
0
0
0
0
^
0
0
0
0
0
1
VA^AAo^UU WA
Los primeros 13 bit menos significativos del Bus de Dirección estarán para
organizar 8K byte, es decir organizar las diferentes libros y paginas de cada
estante. Los tres bit mas pesados son 215, 214 y 213 y se utilizaran para
identificar hasta 8 aplicaciones. Para este ejemplo se puede resumir: 16 bit de
direcciones = 8 estantes x 8 k paginas. Y que se ilustran a continuación:
ESTANTES
dirección electrónica
1.
0000
1FFF
2.
2000
3FFF
Capitulo XII: Redes de Control
Función
Entradas ON-OFF
Entradas 4-20 mA
44
Instrumentación Industrial en Instalaciones Petroleras
3.
4.
4000
5FFF
6000
7FFF
Jesús Enrique Otero Ramos
Transmisores Inteligentes
ROM y EEPROM (Programas)
•8000
9FFF
5.
6.
AOOO
BFFF
cooo
Tarjeta Madre, RAM
Salidas ON-OFF y 4 a 20 mA
DFFF
7.
EOOO
FFFF
Tarjetas Comunicaciones
Esta organización de la biblioteca, libros, números de páginas de los libros,
podrá ser tomada como una analogía para considerar la organización de las
tarjetas electrónicas que conforman a los PLC, las cuales se organizaran a
partir de las direcciones electrónicas del Bus de Direcciones.
Capitulo XII: Redes de Control
45
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
13 bit menos sianificativos
# Tarjeta electrónica.
Dirección Aplicación.
1. Entradas ON-OFF.
2. Entradas 4 a 20 mA.
3. Transmisores
Inteligentes.
•1
4. ROM y EEPROM.
3 bit mas significativos
5. Tarjeta Madre.
6. Salidas ON-OFF y 4 a
20 mA.
7. Tarjetas de
Comunicaciones.
Bajo estas consideraciones se podrá tener herramientas para aceptar que las
diferentes tarjetas electrónicas y las aplicaciones que ejecutan, y que
conforman los PLC podrán estar interconectadas a través de los Buses de:
Datos, Dirección y Control tal como se muestra en la siguiente figura:
NOTA: Se aprovecha la explicación del PLC para recordar el trabajo que
permitió el diseño y construcción (Hardware, Software,
Estructuras Metálicas) de un PLC-Preprogramado
100%
VENEZOLANO que diseñaron y construyeron los profesores:
Argenis Rondón, Rodolfo Acosta, Yves Blot, Miguel Molina y el
autor de este libro, y que funciono perfectamente conectado al
motor K8 en la nave motocompresora "Anaco Mariposa" del
Distrito Anaco- Estado Anzoátegui. Por motivos "XYZ" y después
de casi dos (1994-1995) años de funcionamiento y sin fallas,
los diseñadores solicitaron el retiro de los equipos.
• Bus de Datos.
• Bus de Control.
• Bus de Direcciones.
'^-:;.:::;:;::::':^
Capitulo XII: Redes de Control
46
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
(1)
(2)
(3)
(7)
(3)
(4)
(5)
Comúnmente las tarjetas electrónicas que conforman los PLC presentan dos
modos de conexión, las conexiones propias del PLC que permite la integración
de los circuitos del mismo a través de los buses de: Datos, Dirección y Control
desde el Microcontrolador y las conexiones que permiten la recepción y el
envío de señales desde el proceso industrial con el PLC que lo controla.
Para visualizar estas conexiones se muestra en la siguiente figura lo que podría
ser unas de las tarjetas del PLC, donde se puede diferenciar las conexiones
propias del PLC a través de los buses de control, datos y dirección; así como
las conexiones del PLC con el proceso; donde son tarjetas de entradas para
recibir las señales que provienen del proceso hasta el PLC o son tarjetas de
salidas para enviar las señales desde el PLC al proceso industrial.
Ejemplo:
Señales de entradas
analógicas de 4-20 mA.
Bus de Datos.
Bus de Control.
Bus de Dirección.
Capitulo XII: Redes de Control
47
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Las Integraciones de todas las tarjetas que conformaran los PLC se podrán
observar como un ejemplo en la siguiente figura donde se muestra el PLO
Preprogramado y mencionado anteriormente. 100% Intrínsicamente Seguro y
con pantallas para la visualización de los parámetros desde la Planta Industrial.
Capitulo XII: Redes de Control
48
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Tarjeta De Entradas ON-OFF.
Los contactos eléctricos que proporcionan los instrumentos discretos que están
en campo podrá abrirse o cerrarse y con ellos cambiar el estado lógico (altobajo) de la salida del opto-acoplador al que se conectan. Cuando el contacto de
campo está abierto no circula corriente por el opto-acoplador y su salida es
una señal lógica alta. Cuando se cierra el contacto del instrumento de campo,
circulará corriente a través del opto acoplador y esto permitirá pasar al
transmisor de corte a saturación, cambiando al estado lógico de la salida.
Alta Impetlanchi
m^fjíiiiiiiMiiiiSíii^
f^ ^\^'WfM^mimM::íM:M^'
' "' B
''
Escribir
Leer'^:^
•^¡W^i¡Mí::yi^^^S^^f^:&
Dirección
Capitulo XII: Redes de Control
49
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Se utiliza el Puerto Programable del integrado de la figura anterior con señales
de solamente lectura; y se alimenta con los 8 bit de entrada del puerto con
cada una de la salida de los arreglos del opto acoplador. Para ello cada puerto
programable podrá recibir hasta 8 contactos de campo por puerto. Se controla
el integrado para leer los puertos que dispone y por ello la salida del Puerto
Programable será el dato que ingresara al Bus de Datos para identificar con su
lectura cual contacto pudo cambiar de estado lógico en el campo.
Sale Dato
LEER
Tarjeta
Principal
Dato
Dirección
Control
Dato
Dirección <Ie paginas
Control
Tarjeta Adicional.
El puerto que se lee saldrá para la salida de datos que se conecta el multibus
del PLC con la lectura que se corresponde con el estado de salida de los
circuitos del opto-acoplador. Las tarjetas de entradas ON-OFF reciben los
contactos de los diferentes instrumentos
de señales ON-OFF (termo
interruptores; presostato; fin de carrera; interruptores de nivel, etc....) que
están conectados en los diferentes equipos y máquinas del proceso industrial.
Capitulo XII: Redes de Control
50
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
De las tarjetas de entradas ON-OFF salen las señales de datos, dirección y
control que permite que se interconecten con los arreglos de multibus que
unirán a todas las tarjetas electrónicas que conforman al PLC.
Entradas 4-20 mA:
Se tiene un multiplexor analógico que tiene como señales de entradas los
valores de voltajes que se corresponden a las señales de 4 a 20 mA que envía
cada transmisor analógico multiplicado por la resistencia de carga que existe
en las tarjetas de entradas analógicas en el PLC. Las señales que entran a la
tarjeta de entradas analógicas podrán ser de diferentes magnitudes y la salida
de la misma será el valor del dato que se corresponde con la magnitud de la
variable operacional de campo en ese instante halla sido seleccionada por el
arreglo de dirección y control del PLC.
V1
10
V2.
V3-
Salida
Control
12
Dirección
V8.
IT
Ampiif f c a c t o r ' .
:
Presión +' Compensación
l>oi Temperatura ' . •mmmmmmmmmmmimmm
Control
Las tarjetas de entradas de señales de 4-20 mA recogen a todos los
transmisores que están conectados en el proceso industrial y tiene como salida
la información en datos y dirección y control que permitirán conectar la tarjeta
en el arreglo de multibus que permite la interconexión de todas las tarjetas
que conforman el PLC. En el PLC se podrán tener tantas tarjetas de entradas
de 4-20 mA como transmisores excitan en el proceso industrial.
Capítulo XII: Redes de Control
51
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
Tarjeta
Principal
Vcc
Dírestíoi Control
Tarjetas de salida ON-OFF:
Las tarjetas de salidas ON-OFF reciben desde el arreglo de multibus de:
Datos, Dirección y Control, las señales de datos, direcciones y control para
convertir estas señales digitales en los contactos programados que prenderán
y apagaran los motores y válvulas solenoides en campo; es decir, la salida del
contacto de un relé en el PLC y de este relé proporcione los contactos
programados (Para activar y desactivar equipos en campo) según el programa
que corre el PLC utilizando para las ecuaciones lógicas del paso del programa
los contactos ON-OFF provenientes de campo. Se utilizan tantas tarjetas de
salidas ON-OFF como motores, electro válvulas y alarmas se necesitan activar
y desactivar en el proceso industrial.
Dato
Dirección
Control
0
> Contactos
0
Proqramados.
Motor 1
0
0
Capitulo XII: Redes de Control
52
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
í J.
ll
DATOS
Puerto
A3
Programable
A5
A6
A7
.• ' •
CONTRO
A
VAVAV
AO
Al
A2
k
|
i T
i
' F fe
t r/
77T
]
2t
~
A A A
vv\/
1 »L
t T
íf
3
?.¿j
)i )
Las Tarjetas de Salidas ON-OFF reciben un dato a través de la entrada del
puerto programable y del cual sacara por el puerto seleccionado este valor.
Cada uno de los estados lógicos de la salida del puerto programable se
conectara con un arreglo de transmisor para trabajar en corte y saturación. Si
la salida lógica es uno no circulara corriente por el diodo del Optoacoplador y el
transistor estará en corte y con ello estará desenergizada la bobina
manteniendo el contacto programado abierto. Cuando la salida lógica es cero
se polariza en directo al diodo, circulando por ello una corriente por el diodo y
con ello activando al transistor que pasa de corte a saturación, energizando la
bobina y con ello cambiando el contacto programado.
Tarjetas De Salidas De 4-20 mA
Las tarjetas de salidas 4 a 20 mA reciben desde el arreglo de multibus de:
Datos, Dirección y Control, las señales de datos, direcciones y control para
convertir estas señales digitales en las señales de salidas de corriente de
control de 4 a 20 mA que saldrán desde el PLC hasta el campo para alimentar
los convertidores I/P que proporcionaran la señal neumática de 3 a 15 PSI que
regulara la apertura de las válvulas de control.
En los pasos del programa que automatiza las instalaciones industriales habrá
las ecuaciones lógicas previas a la activación de los bloques PID y donde las
salidas de los bloques PID será la señal eléctrica de control de 4 a 20 mA que
regulara al elemento final de control en campo. La tarjeta de salida de 4 a 20
mA recibe un dato de salida desde el Bus de Datos el cual alimenta a un
Convertidor Digital-Analógico CDA que proporcionara la salida analógica que
alimentara al Demultiplexor Analógico. Este Multiplexor Analógico tendrá unas
señales de dirección que determinara por cual de sus salidas saldrá la señal de
entrada. Cada una de las señales de salida del Multiplexor analógico tendrá un
arreglo de memoria analógica y cuya señal de salida alimentara un convertidor
Tensión-Corriente el cual proporcionara la señal eléctrica de 4 a 20 mA que
saldrá desde el PLC hasta los elementos finales de control que estarán en las
instalaciones industriales. En la siguiente figura se muestra una presentación
generalizada del hardware de esta aplicación.
Capitulo XII: Redes de Control
53
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
K
DATOS
\
Demultiplexor
Analógico
._ ^
V
lili
i
IX
':li,:'-'}
L CONTROL >
F
OO
oí
w
^ :;.,
S&H
,
= : -.....-i
•
.::
J
V/l
^ ••.:,:;;:•.;;
-, -; ' 1; : ! ' : ! | ^ i
02
,™; '
03
:;
; »; :
04
\
05
)
k v • : " . • ; • ":r;iE;: os
-pr
O7
iv
^
| CONTROL ^
P^
i^Plfi
Se utilizan tantas tarjetas de salidas 4 A 20 mA válvulas de control sean
necesarias regular en las instalaciones industriales.
Dato
f>ir ettiton
Control.
1
4 - 29 mA
3-15PSI
Í3-15PSI
TRANSMISORES INTELIGENTES (ver Capitulo 11)
Capitulo XII: Redes de Control
54
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
No perderé la oportunidad de concluir este libro sin mostrar las imágenes de la
integración de varios PLC-Preprogramados que durante los años 1993-1994
varios profesionales venezolanos entre los cuales me cuento diseñamos y
construimos. CORPOVEN S.A. (Ex Filial de PDVSA) a calida de pruebas permitió
su instalación en el motor K8 de la Planta Anaco Mariposa (1994-1995), del
Complejo de Santa Rosa, Distrito Anaco, Anaco-Estado Anzoátegui. Funciono
sin fallas, sin errores, instalado dentro de la nave motocompresora
automatizando y protegiendo los motores. Después de casi cuatro años de
trabajo e investigación, y sin cobrar un solo bolívar se decidió retirar los
equipos al no "entender los requerimientos de la Gerencia de Automatización".
PROCESO: MOTOCOMPRESOR
CONTROL: PANEL DE CONTROL
CON PLC-Preprogramado
^mm-m
Capitulo XII: Redes de Control
^^^
55
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
ARREGLO DE CONTROL:
1. Equipo para Medir y Proteger por Temperatura.
2. Equipo Para Controlar la Secuencia de Arranque y Medir Presiones,
Alto Nivel de Liquido en Depuradores e Interruptores Vibración.
3. Equipo para Medir y Controlar Velocidad Motor y Turbocompresores.
4. Equipos Interconectados entre si por comunicación serial Modbus.
5. Maestro Secuenciador Interconectado a Sala de Operadores a través
de Comunicación serial Modbus.
6. TODO EL HARDWARE Y SOFTWARE 100% HECHO EN VENEZUELA.
PIROMETRO
Capitulo XII: Redes de Control
56
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
VISUALIZACION DEL PANEL DE CONTROL PARA MOTOCOMPRESORES.
'SÍKÍKgiíSií
i
'
':
'•.
¡lllliiliil»^
'i
Capitulo XII: Redes de Control
íjí
j
•
:
'
j
ÍÍSÍÍÍÍSSfí
57
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
DISEÑO MODULAR DEL PANEL DE CONTROL PARA MOTOCOMPRESORES.
Capitulo XII: Redes de Control
58
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
INSTALACIÓN DE LOS MÓDULOS ELECTRÓNICOS E INSTALACIÓN DE LOS
TRANSMISORES EN EL PANEL DE CONTROL
Capitulo XII: Redes de Control
59
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
CONEXIÓN DE LAS SEÑALES DE PRESIÓN DESDE LA UNIDAD
MOTOCOMPRESORA HASTA EL PANEL DE CONTROL E INTERCONEXIÓN
DE LA SALIDA ELÉCTRICA DE LOS TRANSMISORES HASTA LAS
REGLETAS DE SEÑALES ELÉCTRICAS DEL EQUIPO DE PRESIÓN.
Capitulo XII: Redes de Control
60
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
SEÑALES ELÉCTRICAS PARA CONTROLAR LAS VÁLVULAS SOLENOIDES.
Capitulo XII: Redes de Control
61
Instrumentación Industrial en Instalaciones Petroleras
Jesús Enrique Otero Ramos
INTERCONEXIÓN DE LAS REGLETAS QUE RECIBEN LAS SEÑALES ELÉCTRICAS
DE CAMPO CON LOS MÓDULOS ELECTRÓNICOS QUE CONFORMAN AL PANEL
DE CONTROL.
Capitulo XII: Redes de Control
62