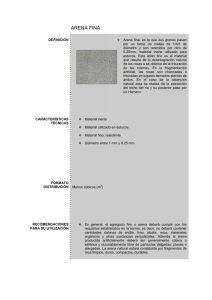
INTRODUCCIÓN A LA FUNDICIÓN Definición de fundición • Es un proceso consistente en verter metal fundido en una cavidad o molde, donde se enfría y endurece para formar una pieza. • El lugar donde tiene lugar esta operación se llama fundición o taller de fundición, y posee todo el equipamiento necesario para producir fundiciones metálicas. • Se pueden fundir otros materiales. • El proceso tradicional es la fundición en arena, por ser ésta un material refractario muy abundante en la naturaleza y que, mezclada con arcilla, adquiere cohesión y moldeabilidad sin perder la permeabilidad que posibilita evacuar los gases del molde al tiempo que se vierte el metal fundido. • La fundición en arena consiste en colar un metal fundido, típicamente aleaciones de hierro, acero, bronce, latón y otros, en un molde de arena, dejarlo solidificar y posteriormente romper el molde para extraer la pieza fundida. Procesos de Fundición • Para lograr la producción de una pieza fundida es necesario hacer las siguientes actividades: – – – – – – – – – – Diseño de los modelos de la pieza y sus partes internas Diseño del molde Preparación de los materiales para los modelos y los moldes Fabricación de los modelos y los moldes Colado de metal fundido Enfriamiento de los moldes Extracción de las piezas fundidas Limpieza de las piezas fundidas Terminado de las piezas fundidas Recuperación de los materiales de los moldes MODELERIA odm-2013 INTRODUCCIÓN La industria la fundición es muy importante para construir máquinas e infinidad de piezas en distintos tamaños y formas, para ello se desarrollan conocimientos técnicos tan diversos como son el dibujo industrial, la mecánica de los cuerpos sólidos y fluidos. Buscamos encontrar nuevos criterios para diseñar modelos, incluyendo software y programas para este, conocer algunos procesos de fundición utilizando moldes permanentes y moldes desechables, logrando con ello rapidez, eficiencia, calidad y economía en los modelos para fundición. Un modelo para fundición es el elemento que sirve para la obtención de los moldes de arena. Estos se logran cuando la arena se comprime alrededor del modelo y ambos están dentro de una caja de moldeo. Cuando se termina de compactar la arena se extrae el modelo y después de cerrar el molde, se vacía el metal líquido para que llene las cavidades del mismo. Los modelos deben estar bien diseñados a fin de evitar dificultades de moldeo, o bien desecho por excentricidades, formación de grietas y otros defectos más. Los defectos anteriores pueden evitarse si se prevén las formas adecuadas de los modelos para facilitar el moldeo. Puede definirse un modelo como una replica de la pieza que se desea obtener. Al diseñador hay que tener en cuenta la disminución de las dimensiones ocasionadas por la contracción de la pieza al enfriarse, la rugosidad de las superficies por la calidad de la arena y los alojamientos para los corazones. Los pesos de los modelos pueden variar entre unos granos y 50 ó 60 ton. De ahí que los tamaños de los modelos son muy variados. 2.2 MATERIALES PARA LA CONSTRUCCIÓN DE MODELOS El número de piezas a realizarse con un modelo determinará el criterio de selección del material del mismo, que puede ser madera, metal, poli estireno, plástico, resina epóxica, cera o bien mercurio congelado. Sin duda que la vida útil del modelo y su precisión son factores que influyen también para la selección del material. Para moldear 10 veces o más, con un mismo modelo conviene hacerlo metálico (de aluminio o aleaciones de aluminio) que resisten mas el desgaste. Puede fabricarse también de bronce o de hierro gris ya que a veces el desgaste es excesivo cuando se tienen que calentar, como en el caso del modelo en cáscara. Maderas: Se tienen dos tipos de maderas: Duras: Maple, Encino y Ébano Blandas: Pino blanco, cedro, caoba y abeto La utilización de cada uno de estos tipos de maderas esta en función de la cantidad de piezas que se fabricarán con el modelo. Las maderas duras tienen una magnífica resistencia a la abrasión, sin embargo como inconvenientes se tienen su fragilidad y la dificultad para ser trabajadas. Toda madera que se emplee para la fabricación de modelos, deberá estar perfectamente sazonada o estofada y almacenarse para impedir la reabsorción de agua. Es extremadamente importante mantener la humedad en la madera, es un valor bajo y constante para impedir el alabeo, el hinchamiento y las costosas reparaciones que tengan que hacerse a los modelos, durante su uso y aún antes, en lo que toca a corrección dimensional. Los modelos sueltos son generalmente de construcción de madera. Las placas modelo se construyen en ocasiones de modelos de madera, montados en una placa metálica o en otras completamente de madera, aun cuando lo mas recomendable es hacerlas completamente de metal. Los modelos maestros si son hechos generalmente de madera. Metales Los metales más usuales en la fabricación de modelos son: Hierro colado, bronce, aluminio y magnesio; en ocasiones se utilizan también aleaciones plomo-bismuto. Considerándose el sistema de moldeo en verde, a máquina y dependiendo del tipo de aleación en el metal, se tienen las siguientes cantidades prácticas del número de moldes que pueden hacerse a partir de modelos de diferentes metales, sin que estos sufran deformaciones que excedan del 0.010 pulg. Hierro colado 90,000 a 140,000 moldes Bronce 70,000 a 120,000 moldes Aluminio 40,000 a 110,000 moldes Magnesio 50,000 a 70,000 moldes Compuestos más de 110,000 moldes Considerando las cifras antes mencionadas, se recomienda la utilización del hierro colado por su resistencia a la abrasión, a la deformación y alojamiento. Por lo que respecta al aluminio, existe una variedad grande de aleaciones de este metal que puedan utilizarse para fabricar modelos que son el duraluminio, alto silicio, etc. Plásticos Los más usuales en la fabricación de modelos son las resinas epóxicas y la resina poliéster reforzada con fibra de vidrio. Otros son los plásticos acrílicos, el polietileno, el estireno, el acetato. La resistencia a los agentes químicos, su moldeabilidad y propiedades a la abrasión hacen de la fibra de vidrio y de las resinas epóxicas un material muy adecuado para la fabricación de modelos. Algunos modelos hechos con esta resinas resisten hasta 40,000 moldeadas sin presentar alteraciones dimensiónales. Otros Se tienen materiales como la cera, el yeso, el concreto refractario, el barro y el más moderno la espuma plástica. El uso de cada uno de estos materiales es bastante específicos y depende del tipo, tamaño y de la cantidad de piezas por hacerse. Los modelos de las piezas son fabricados de madera y con dimensiones ligeramente mayores para contrarrestar el fenómeno de la contracción sólida y el maquinado posterior. En la figura , es posible visualizar los modelos que son utilizados en el laboratorio. Como es posible observar cada modelo posee la forma geométrica de la pieza y está constituido por dos partes, alineadas por clavijas. Una de las partes es colocada en la Caja superior del molde o Tapa y la otra parte del modelo en el marco inferior de la caja de moldeo. Ambos componentes tienen como plano común la superficie de partición de la caja de moldeo. Para construir las cavidades que constituyen el bebedero, los canales de colada y los ataques, también son utilizados modelos de madera. Con respecto a la forma geométrica de estos componentes, para los modelos de bebederos son utilizados formas tronco cónicas, de esta manera la turbulencia y aspiración de aire generado por la reducción de la sección transversal del flujo es controlada. Para mejorar el llenado, una cavidad de vertido es construida manualmente por el fundidor con la ayuda de las herramientas de moldeo, de esta manera se logra un vaciado inicial suave evitando la formación de zonas turbulentas Etapas del proceso • Diseño del modelo • La fundición en arena requiere un modelo a tamaño natural de madera, plástico y metales que define la forma externa de la pieza que se pretende reproducir y que formará la cavidad interna en el molde. • En lo que atañe a los materiales empleados para la construcción del modelo, se puede emplear desde madera o plásticos como el uretano y el poliestireno expandido (EPS) hasta metales como el aluminio o el hierro fundido. Modelos para fundición Clasificación general: A. Según la forma que reproducen: externos e internos (Caja para machos) B. Forma: Al natural, enteros o divididos en dos o más partes C. Material: Madera, metálico, resinas Etapas del proceso • Diseño del modelo • Para el diseño del modelo se debe tener en cuenta una serie de medidas derivadas de la naturaleza del proceso de fundición: • • Debe ser ligeramente más grande que la pieza final, ya que se debe tener en cuenta la contracción de la misma una vez se haya enfriado a temperatura ambiente. El porcentaje de reducción depende del material empleado para la fundición. • A esta dimensión se debe dar una sobre medida en los casos en el que se dé un proceso adicional de maquinado o acabado por arranque de viruta. • https://youtu.be/D0sPAX5fvYE Modelos para fundición Propiedades • • • • • Fácil extracción o desmoldeo Deben prever la contracción. Deben prever posteriores mecanizados. Deben ser duraderos Deben ser precisos ALTURA DEL MODELO ANGULOS DE SALIDA Y PENDIENTES De 1 a 10 mm De 11 a 20 mm De 21 a 35 mm De 36 a 65 mm De 66 a 150 mm De 151 a 250 mm De 251 a 400 mm De 401 a 600 mm De 601 a 800 mm De 801 a 1000 mm 3° 2° 1° 0°45’ 0°30’ 1.5 mm 2.5 mm 3.5 mm 4.5 mm 5.5 mm Tabla .1 valores de contracción de algunos metales Figura 1. sobre espesores de maquinado en función del área a maquinar Tabla 1.Código de colores para modelos COLORES UTILIZADOS. Por sus formas algunos modelos resultan complicados de identificar claramente, por lo cual se pintan sus partes de colores, cada color corresponde a una parte o superficie especifica según la norma que se este utilizando. Modelos • El modelo.- Es una copia de la pieza a fundir. • Deberá ser sobredimensionada ya que se debe tener en cuenta la contracción de la misma una vez se haya enfriado a temperatura ambiente. • Se debe dar una sobremedida en los casos en el que se dé un proceso adicional de maquinado o acabado por arranque de viruta. Modelos • El uso del modelo determina el material a usar . • Para la construcción del modelo, se puede emplear desde madera, yeso o plásticos como el uretano y el poliestireno expandido (EPS) hasta metales como el aluminio o el plomo o hierro fundido u otro material suficientemente fuerte para retener su forma y resistir el desgaste Modelos • Debe tener ángulos de salida, ángulos mínimos con la dirección de desmoldeo (la dirección en la que se extraerá el modelo), con objeto de no dañar el molde de arena durante su extracción. Se recomiendan ángulos entre 0,5º y 2º. • ensayo y error. Modelos • Estas características del molde o modelo generalmete se obtienen por ensayo y error. Modelos • Uso Único.- Misma pieza pero preparada, cartoncillo (empaque de asbesto), hule rojo (neopreno), papel cascaron, pegamento 5000, pasta automotriz para el acabado. Modelos • Poco Uso.- Usar materiales fáciles de trabajar (madera), clavo, tornillo, pasta para resanar. Modelos • Mucho uso (metálico).- Aluminio ideal, acero. Modelos • • • Caja de moldeo.- Son cajas de caras abiertas en las cuales la la arena se compacta redondeando el modelo. Contiene y soporta la arena durante el moldeo y permite la apertura del molde para la extracción del molde. Se alinean con pasadores y guías, cuando se requieren más de una línea de partición se usan los “cohetes” que no son más que otra caja externa, normalmente son de madera, si la pieza es grande se deja la caja puesta pero esta deberá ser de metal. FUNDICIÓN EN ARENA Pieza a obtener por fundición 167 72.04 Industrias de Procesos de Conformación MODELO PARTIDO 168 FUNDICIÓN EN ARENA MODELO PARTIDO SEGÚN X-X 169 72.04 Industrias de Procesos de Conformación FUNDICIÓN EN ARENA Se coloca la caja inferior sobre la mesa o tabla y a continuación se coloca el medio modelo centrándolo dentro de la caja 170 72.04 Industrias de Procesos de Conformación FUNDICIÓN EN ARENA Se rellena con arena 171 72.04 Industrias de Procesos de Conformación FUNDICIÓN EN ARENA Se da vuelta la caja inferior 172 72.04 Industrias de Procesos de Conformación FUNDICIÓN EN ARENA Se coloca caja superior y medio modelo 173 72.04 Industrias de Procesos de Conformación FUNDICIÓN EN ARENA Se rellena con arena 174 72.04 Industrias de Procesos de Conformación FUNDICIÓN EN ARENA Se separan cajas y se retiran los medios modelos 175 72.04 Industrias de Procesos de Conformación FUNDICIÓN EN ARENA Se coloca noyo 1 176 72.04 Industrias de Procesos de Conformación FUNDICIÓN EN ARENA Se coloca noyo 2 177 72.04 Industrias de Procesos de Conformación FUNDICIÓN EN ARENA Se coloca noyo 3 178 72.04 Industrias de Procesos de Conformación FUNDICIÓN EN ARENA Se coloca caja superior 179 72.04 Industrias de Procesos de Conformación FUNDICIÓN EN ARENA Se cuela metal fundido 180 72.04 Industrias de Procesos de Conformación FUNDICIÓN EN ARENA Se abren las cajas y se retira la fundición 181 72.04 Industrias de Procesos de Conformación FUNDICIÓN EN ARENA Se eliminan noyos 182 72.04 Industrias de Procesos de Conformación DISEÑO Y FABRICACION DE MODELOS COMPUTARIZADOS Diseño asistido por computadora El diseño asistido por computadora, más conocido por sus siglas inglesas CAD (computer-aided design), es el uso de un amplio rango de herramientas computacionales que asisten a ingenieros, arquitectos y a otros profesionales del diseño en sus respectivas actividades. El CAD es también utilizado en el marco de procesos de administración del ciclo de vida de productos (en inglés product lifecycle management). También se puede llegar a encontrar denotado con las siglas CADD (computer-aided design and drafting), que significan «dibujo y diseño asistido por computadora». Estas herramientas se pueden dividir básicamente en programas de dibujo en dos dimensiones (2D) y modeladores en tres dimensiones (3D). Las herramientas de dibujo en 2D se basan en entidades geométricas vectoriales como puntos, líneas, arcos y polígonos, con las que se puede operar a través de una interfaz gráfica. Los modeladores en 3D añaden superficies y sólidos. El usuario puede asociar a cada entidad una serie de propiedades como color, usuario, capa, estilo de línea, nombre, definición geométrica, etc., que permiten manejar la información de forma lógica. Además pueden aladores en 3D pueden, además, producir previsualizaciones fotorrealistas del producto, aunque a menudo se prefiere exportar los modelos a programas especializados en visualización y animación, como Autodesk Maya, Bentley MicroStation, Softimage XSI o Autodesk 3ds Max y la alternativa libre y gratuita Blender, capaz de modelar, animar y realizar videojuegos. El proceso de diseño en CAD consiste en cuatro etapas. 1. Modelado geométrico. Se describe como forma matemática o analítica a un objeto físico, el diseñador construye su modelo geométrico emitiendo comandos que crean o perfeccionan líneas, superficies, cuerpos, dimensiones y texto; que dan a origen a una representación exacta y completa en dos o tres dimensiones. El representado en línea abarca todas las aristas del modelo que se pueden considerar como líneas llenas dando como resultado una imagen ambigua ya que algunas veces las formas son complicadas y para facilitarlo se pueden usar los colores para distinguir las líneas de las piezas y tener una mejor visualización. Sus estructuras se representan en 2, 2 ½ y dimensiones. Cuando hablamos de 2 ½ se utiliza la transformación de la extrusión (sweept), moviendo el objeto de 2-D a lo largo del eje z.[] 2. Análisis y optimización del diseño. Después de haber determinado las propiedades geométricas, se somete a un análisis ingenieril donde podemos analizar las propiedades físicas del modelo (esfuerzos, deformaciones, deflexiones, vibraciones). Se disponen de sistemas de calendarización, con la capacidad de recrear con exactitud y Diseño asistido por computadora 2 rapidez esos datos.[] 3. Revisión y evaluación del diseño. En esta etapa importante se comprueba si existe alguna interferencia entre los diversos componentes, en útil para evitar problemas en el ensamble y el uso de la pieza. Para esto existen programas de animación o simulaciones dinámicas para el cálculo de sus tolerancias y ver que requerimientos son necesarios para su manufactura.[] 4. Documentación y dibujo (drafting). Por último, en esta etapa se realizan planos de detalle y de trabajo. Esto se puede producir en dibujos diferentes vistas de la pieza, manejando escalas en los dibujos y efectúa transformaciones para presentar diversas perspectivas de la pieza.[] son máquinas totalmente automáticas en las que su objetivo es la producción a gran velocidad de muchas piezas u objetos. En la operación de estas máquinas tampoco participa el hombre. CAD 2D: sustitutivo básicamente del tablero de dibujo, la representación de los objetos es bidimensional; la información geométrica de que dispone el ordenador es bidimensional, es decir, está contenida en un plano. Modelado geométrico 3D: descripción analítica de la volumetría, contorno y dimensiones del objeto o sistema, incluyendo relaciones geométricas e incluso algebraicas entre los distintos componentes; (x,y,z). Digitalizado y mecanizado de una cara Mecanizado ortogonal • • • • • • • • • • • 1. ¿Por qué crees que la fundición en arena es un proceso de gran versatilidad y bajo coste? 2. ¿Qué ventajas crees que tiene usar un molde que hay que destruir cada vez que se fabrica una pieza? 3. ¿Qué diferencias encuentras entre el modelo de una pieza y la pieza final? 4. ¿Por qué crees que no es adecuado diseñar detalles geométricos complejos (paredes delgadas, agujeros de diámetro pequeño, etc.) en fundición en arena? 5. ¿Qué función tienen las mazarotas? 6. ¿Cuál es la función de los enfriadores? 7. En ocasiones se emplea la técnica de fundición en arena seca. ¿Qué razones crees que existen para eliminar el agua del molde? 8. ¿Qué ventajas tiene el uso de refractario frente a otros materiales, por ejemplo los metales, en la fabricación de moldes para fundición? 9. ¿Crees que es adecuado compactar el molde con la máxima presión posible? 10. ¿Cómo explicas el hecho de que aleaciones de mayor peso específico provoquen mayores movimientos en las paredes del molde? 11. Investiga las variantes de moldeadora que se pueden encontrar en el mercado EMPALMES EN MADERA • MACHOS • NOYOS • ALMAS • NUCLEOS Machos para fundición FUNCIONES QUE DESEMPEÑAN LOS MACHOS: • Ejecución de partes vacías o internas de una pieza Machos para fundición • Solucionar problemas de ángulos de salida en las piezas Machos para fundición • Evitar cajas intermedias Machos para fundición • Solucionar problemas de contrasalidas de piezas PROPIEDADES QUE DEBEN CUMPLIR LOS MACHOS • • Resistencia una vez fabricado el macho: facilidad de manipulación durante la extracción del macho. Conservación durante el almacenamiento: Por lo general la fabricación de los machos es mucho más rápida que la fabricación de los moldes lo que obliga al almacenamiento; esto hace que deban guardarse en lugares secos y libres de polvo para que la humedad no los afecte . PROPIEDADES QUE DEBEN CUMPLIR LOS MACHOS • • • Poca deformación por dilatación: Un macho sometido al calor, un tiempo demasiado alto pero menor al tiempo de solidificación de la masa metálica que lo envuelve, puede originar grietas o fracturas en él originando defectos internos en la pieza. PERMEABILIDAD: Facilidad para dejar evacuar los gases. Resistencia durante la colada: va ligada con la facilidad de manipulación durante la extracción del macho. En muchos casos, se pueden presentar deformaciones que se contrarrestan utilizando apoyos, o soportes durante el curado. PROPIEDADES QUE DEBEN CUMPLIR LOS MACHOS • Poca oposición a la contracción del metal: Los machos deben poseer algo de “elasticidad” debido a la contracción del metal al solidificarse, una excesiva compactación hace disminuir la permeabilidad impidiendo que se deslicen entre si los granos y ocupen los espacios entre ellos. • Buen acabado superficial: se recurre a un Índice de finura mayor y a un mayor apisonado hasta donde sea posible sin que ello vaya afectar otras propiedades como la permeabilidad, la elasticidad, dilatación y friabilidad. PROPIEDADES QUE DEBEN CUMPLIR LOS MACHOS • Friabilidad: Una vez solidificadas las piezas los machos deben ser extraídos desmoronándolos. • Bajo costo: Para un proceso productivo se tiene que hacer un estudio de rentabilidad teniendo en cuenta el número de machos y el tamaño de los mismos, teniendo en cuenta aglomerantes, resinas, mano de obra, desarrollo de nuevos procesos y acabado que se requiera en las piezas. PROCESOS DE FABRICACION DE LOS MACHOS Se fabrican según su ejecución sea: • manual o mecánica; • la temperatura sea en caliente o igual a la del medio; • la arena base utilizada para la preparación. Los procesos más utilizados son: Machos al aceite Machos al silicato de sodio – CO2 Machos en cáscara o Shell molding MACHOS AL ACEITE Aglutinantes y aglomerantes en la preparación de mezclas. Se utilizan aceites vegetales animales y minerales Preparación; arena silícea al 100% • 2 a 4% de aceite • 0,75 a 0,8% de dextrina • 1 a 2% de agua • 0,5% de resina MACHOS AL ACEITE • Endurecimiento o curado. Este se da por la oxidación de los aceites a una temperatura entre 185ºC y 210ºC alcanzando algunas veces 300ºC cuando se adiciona a la mezcla, aceites distintos a la linaza. • Ventajas y desventajas: El costo del estufado es tan alto que este proceso ha entrado en desuso. No puede ser reutilizada la arena salvo para relleno de moldes. MACHOS AL SILICATO DE SODIO El proceso al silicato de sodio CO2 consiste en preparar una mezcla de arena con silicato de sodio como aglomerante luego se procede a fabricar el macho compactando la arena sin que se pierda las propiedades de permeabilidad, en una caja de madera o metálica y luego se hace pasar una corriente de bióxido de carbono (CO2) directamente sin desmoldear MACHOS AL SILICATO DE SODIO P =0,002 a 0,003 bares (1 bar = 100 KPa) Figura 3 tiempo de gaseado en función del peso del macho. MACHOS AL SILICATO DE SODIO MACHOS AL SILICATO DE SODIO El endurecimiento del macho depende de la relación existente entre el porcentaje de SiO2 y el porcentaje Na2O llamado módulo M. TABLA 2. Influencia del modulo en la resistencia, almacenamiento y desmoldeo de los machos Módulo (SiO2/Na2O) Resistencia Almacenamiento Desmoldeo Elevado 2,8 Débil Imposible Fácil Medio 2,4 Media Medio Medio Bajo 2 Elevada Posible Difícil MACHOS AL SILICATO DE SODIO • reacción química entre el CO2 y el silicato de sodio Na2O2 Si02 + CO2 Na2CO3+ 2SiO2 • reacción final • Na2O2SiO2 + CO2 + H2 0 2NaHCO3 + 2SiO2 Secado de la mezcla debido al flujo de CO2 que atraviesa la misma. Difusión de la humedad para la atmósfera después del gaseado MACHOS AL SILICATO DE SODIO Ventajas: • No es necesario el cocido de los machos • No se requieren armaduras • Precisión dimensional tanto en molde como machos • Es muy rápido • Equipos baratos y sencillos MACHOS AL SILICATO DE SODIO Desventajas • Débil friabilidad por lo que se debe utilizar poco aglutinante • La arena no es reutilizable debido a la presencia de carbonato y bicarbonato de sodio. • La arena una vez preparada tiene la tendencia a endurecerse por el CO2 de aire. MACHOS EN CASCARA Se fabrican utilizando el mismo proceso de moldeo en cáscara (Shell - molding). Se preparar una mezcla de resina con arena se pone en contacto con la caja de machos previamente calentada a una temperatura comprendida entre 200ºC y 280ºC aproximadamente y luego se eleva la temperatura a 350ºC obteniéndose un macho duro y resistente. MACHOS EN CASCARA • La resina es de tipo fenol formaldehído • La cantidad de resina varía según la finura de la arena, 2.5 – 5% • Para un buen desmoldeo de la placa modelo o la matachera se suele utilizar ACPM o siliconas MACHOS EN CASCARA Ventajas • Precisión y el estado de superficie. • Las cáscaras pueden ser almacenadas más largo tiempo sin precaución especial. • Debido a la precisión no requiere maquinado. Desventajas • De orden financiero, la rentabilidad es, en principio, para el propietario de la patente. • La resina es cara y su consumo es alto. Procesos de Fundición El producto de la fundición es una pieza colada. Puede ser desde 1 Kg hasta varias Toneladas. Su composición química puede variar según necesidades. Moldeo en arena • El método de fundición en arena es especialmente adecuado para la obtención de formas complicadas. En muchos casos este procedimiento es la única solución técnica a le que se puede recurrir para moldear piezas con machos de formas complejas. • Para la confección de los moldes (desechables), se pueden emplear diferentes materiales como: tierra sintética, arena aglomerada con aceite de lino y catalizadores, arena revestida (Shell moulding) o una combinación de los mismos. La elección de estos materiales se determina luego de haber evaluado dimensiones, forma, peso y cantidades estimadas a producir. Moldeo • • • Caja de moldeo.- Son cajas de caras abiertas en las cuales la la arena se compacta redondeando el modelo. Contiene y soporta la arena durante el moldeo y permite la apertura del molde para la extracción del molde. Se alinean con pasadores y guías, cuando se requieren más de una línea de partición se usan los “cohetes” que no son más que otra caja externa, normalmente son de madera, si la pieza es grande se deja la caja puesta pero esta deberá ser de metal. TECNICAS DE FUNDICION Las etapas que se diferencian en la fabricación de una pieza metálica por fundición en arena comprende: • Compactación de la arena alrededor del modelo en la caja de moldeo. • Colocación del macho o corazones. MOLDEO SIN MODELO • MICROSOFT CORPORATION. Propiedades del Aluminio. • BIEDERMANN, A. Fundición de los Metales No Ferrosos, Hornos Eléctricos y Ensayos de los metales. • TITOV, N. D. Tecnología del Proceso de Fundición. • CAPELO, E. Tecnología de la Fundición. • BEELEY, P.R. Foundry Technology. • • • • • Ventajas del proceso de fundición Amplia variedad de tamaños. : Geometrías de complejidad media. Válido para cualquier aleación media. Piezas sin tensiones residuales*. Económico: inversión en equipos reducida. para series cortas o prototipos • Rápido y flexible para series cortas o prototipos. ARENAS DE FUNDICION ESQUEMA DEL PROCESO DE FUNDICION: PROYECTO DISEÑO MODELO PREPARACION DE ARENA MOLDEO FUSIÒN COLADA SOLIDIFICACION DESMOLDEO: ELIMINACIÒN DE BEBEDEROS Y MAZAROTAS LIMPIEZA MECANIZADO TRATAMIENTOS TERMICOS ARENAS DE MOLDEO 1. Silice 80-90%: Dan refractariedad y permeabilidad (granos grandes) 2. Arcilla (aglomerante) 4-9%: Partículas finas de la arena, p.e; silicato de alúmina hidratado 3. Agua y impurezas 2-6%: minerales complejos, p.e; CaO, MgO, FeO, Na2O La arcilla con el agua forman una masa pastosa que rodea los granos de silice y hace que entre ellos se genere una fuerza de cohesión ARENA: >80% En las mezclas de moldeo Definición A.F.S.: Es un material compuesto de granos de materia minera, distribuidos desde 2 hasta 0.05 mm de diámetro aprox. Las arenas de fundición están compuestas principalmente por Si02 (silice) asociado con pequeñas cantidades de micas, feldespatos y otros minerales. Clasificación: Silice (Si02), Zircon (ZrSi04), Cromita (FeCr2O4), Olivino ((Mg,Fe)2Si04), estaurolita (FeAl5SiO12OH) y silicatos de alumino Características exigidas a las arenas para su empleo en fundición: 1. Refractariedad. Resistir la acción de las temperaturas altas. Depende de la pureza en su composición química 2. Resistencia, durabilidad o vitalidad. Debe conservar la reproducción del modelo y soportar los choques térmicos sin fragmentarse, lo cual depende de la estructura de los granos. 3. Permeabilidad. Permite la rápida evacuación del aire y los gases que se generan durante la colada. La distribución granulométrica debe ser la adecuada. 4. Plasticidad: Capacidad de reproducir el modelo. 5. Disgregabilidad: Capacidad de disgregarse fácilmente la arena después de la colada para permitir la extracción de la pieza Factores que determinan las propiedades de las arenas: (a) Composición química, (b) Forma, tamaño y distribución del grano, (c) tipo y cantidad del aglomerante, (d) cantidad de agua, (e) Tipo y cantidad de impurezas (f) Calidad de mezclado y (g) Intensidad de apisonado TIPOS DE ARENA DE MOLDEO 1. Según el contenido de arcilla - Mezcla Magra: 4-8% de arcilla, también llamadas arenas verdes. Se utilizan en su estado natural de humedad y arcilla. Contiene la cantidad adecuada de arcilla para ser utilizada en la elaboración de moldes - Semiarcillosas o semigrasas, 8-10% - Grasas: También llamadas arenas secas. Poseen más del 18% de arcilla. Estos moldes que después de confeccionados se llevan a un proceso de secado. Se utiliza mucho en piezas grandes. Se logra mayor exactitud dimensional, mayor resistencia y cohesión de la arena y mayor permeabilidad. 2. Según su origen - Naturales: Arena que se utiliza tal como se encuentra en el yacimiento. - Sintéticas: Se preparan artificialmente mezclando silice pura con agua y con aglutinante y/o aglomerante adecuado. 3. Según se les haya empleado o no en el proceso - Nueva: Es aquella que se va a emplear por primera vez en el proceso - Vieja: Arena usada en coladas anteriores y es reutilizada. 4. Según su aplicación en el moldeo -De contacto: Son arenas preparadas con calidades especiales que se usan para formar una pequeña capa sobre el modelo. -De relleno: Son arenas viejas procedentes del desmoldeo que se utilizan para complementar el llenado del molde a continuación de la arena de contacto 5. Según su utilización -Para moldes -Para machos 6. De acuerdo al tamaño de grano Arena INDICE AFS. TAMAÑO DE GRANO Muy grasa < a 18 entre 1 y 2 mm Gruesa entre 18 y 35 entre 0.5 y 1 mm Media entre 35 y 60 entre 0.25 y 0.5 mm Fina entre 60 y 150 entre 0.12 y 0.25 mm Finísima > 150 < 0.10 mm AGLUTINANTES Son productos capaces de conferir cohesión y plasticidad a una mezcla en determinadas proporciones con agua y arena. Una característica de los aglutinantes es la adhesión ya que forman películas alrededor de la arena y adhieren a ella cuando son mezclados con una cantidad definida de arena. Deben de proporcionar: Cohesión, plasticidad, durabilidad, control de defectos de expansión de la silice, fluidez a las mezclas y capacidad de posibilitar el desmoldeo. CLASIFICACIÓN: Existen dos grandes grupos: - Inorgánicos: son arcillas y son de tres tipos: 1. Coalinitas Al203.SiO2.2H2O. Estas mantienen su estructura cristalina hasta los 450ºC, a partir de esta temperatura pierde sus propiedades como arcilla. 2. Bentonitas. Arcilla plástica derivada de la descomposición de cenizas volcánicas compuestas principalmente por MONTMORILLONITA (Al1.67Mg0.33Si8020(OH)4. Pierden su estructura cristalina a los 600ºC. 3. Illitas Al4K2(Si6Al2)020(OH). Pierden su estructura cristalina a los 400ºC. -Orgánicos: La mayoría aumenta la cohesión de la arena en verde y arde a temperaturas bajas. Se adiciona a la arena silícea a cantidades que van de 1-3%. El principal es la dextrina. Se emplea generalmente para impedir que la superficie del molde pierda muy rápido su humedad. Presentan algunos problemas como la obstrucción de los huecos de la arena disminuyendo así su permeabilidad. AGLOMERANTES Producto que mezclado con arena se forma una película alrededor de los granos de la arena para endurecerlos y ligándolos entre sí, dándole RESISTENCIA. Debe suministrar: Resistencia a las condiciones mecánicas, térmicas y químicas, resistencia a la erosión, permeabilidad, generar superficies lisas en piezas y facultad de desmoldeo CLASIFICACIÓN: De acuerdo al tipo de producto que emplean. - Los que emplean productos inorgánicos. Cementos, silicatos, sulfitos, etc. - Los que emplean productos orgánicos. Aceites, resinas sintéticas, oleoresinas y silicatos organicos. De acuerdo al mecanismo de endurecimiento. - Endurecimiento con aporte de calor - Endurecimientos sin aporte de calor. Por la inyección de un gas. p.e. a. Silicato sádico + C02 b. Resinas + S02 CO2 + Silicato de Na → Na2CO3+Si02 También por endurecimiento en la caja. p.e. Cemento portland más agua, silicatos inorgánicos, resinas sintéticas de autoendurecimiento rápido ADITIVOS Los aditivos se adicionan en pequeñas proporciones y son utilizados para que no aparezcan defectos en las piezas fundidas, mejoran su calidad y facilitan el desprendimiento y limpieza. CLASIFICACIÓN: 1. Los que permiten controlar la expansión de la silice. - Harina de madera - Materiales celulósicos - Cenizas volcánicas - Cereales 2. Los que mejoran la calidad de las piezas. Impiden que el metal líquido penetre en la arena y evitan la reacción metal-molde. Generalmente son: polvo de hulla, brea, grafito. 3. Los que facilitan el desmoldeo: harina de madera, materiales celulosos, polvo de carbón y cereales. ADITIVOS 4. Los que estabilizan la humedad en las mezclas: cereales, lejias de bisulfito, metales y azucares. Otros: Oxido de hierro (fabricación de machos evita grietas), cereales (permeabilidad, resistencia, mejora la calidad de las piezas), harina de silice (en piezas sometidas a fuertes condiciones, por ejemplo el hacer ). Características de la Arena Resumen de las adiciones Propósito de la adición Sustancia Aumento de la vida útil y resistencia al secado Cereales, glicol dietileno Resistencia en caliente Oxido de hierro, alquitrán en polvo Acabado superficial y resistencia a Alquitrán de polvo, carbón la penetración del metal marino Inhibir la reacción entre el metal ye le molde Sulfuros, acido bórico Colapsabilidad y resistencia de los defectos de expansión Cereales, aserrín Arenas de moldeo -Humedad -Arena Base -Permeabilidad -Aglutinante -Resistencia -Agua -Finura -Aditivos -Refractabilidad -Durabilidad Degeneración de la arena - Perdida de humedad R P 5 Tiempo de maxalado Permeabilidad - Perdidas de resistencia Resistencia a la compresión - Degradación de arcilla y aditivos ENSAYOS 1. HUMEDAD 2. CONTENIDO DE ARCILLA 3. PERMEABILIDAD 4. RESISTENCIA 5. REFRACTARIEDAD 6. DUREZA PREPARACION DE MUESTRAS A) TOMAR 3 PALADAS B) FORMAR UN MONTO DE ARENA Y HOMOGENIZAR C) APLASTAR LA ARENA CON EL REVES DE LA PALA Y DIVIDIRLA EN 4 PARTES D) ELIMINAR DOS DE LAS PARTES DEL MONTON E) REPETIR B, C Y D HASTA OBTENER UNA CANTIDAD NECESARIA PARA LAS MEDICIONES Preparación de probetas Es de forma cilíndrica: 2” de diámetro y de longitud Se obtiene por medio de un apisonador. El cual contiene un pinzón que comprime la arena contenida dentro de un recipiente cilíndrico, el cual consiste en un pinzón que comprime la arena contenida dentro de un recipiente cilíndrico. 2” 2” Dimensiones de la probeta Instrumento para apisonar la probeta de norma AFS Componente tubular para comprimir la probeta de norma AFS. Análisis granulométrico Los tamices mantienen una relación fija. Se utiliza 50 gramos secos. Se agita Tamaño de la muestra: 50 gramos aprox. 15 mins. Contenido en arcilla AFS 5,9 gamos ó 11,3% Granos de arena: 44.1 gramos ó 88,2% Núm. equiv. de la serie E.U.A. 6 12 20 30 40 50 70 100 140 200 270 Charola Total Cantidad de la muestra de 50 gramos retenida en el tamiz Gramos Por ciento ninguno 0 ninguno 0 ninguno 0 ninguno 0 0,2 0,4 0,65 1,3 1,2 2,4 2,25 4,5 8,55 17,1 11,05 22,1 10,9 21,8 9,3 18,6 44,1 68,2 Multiplicador 3 5 10 20 30 40 50 70 100 140 200 300 Producto 0 0 0 0 12 52 120 315 1,71 3,094 4,36 5,58 15,243 Número de finura de grano AFS=Producto total / Porcentaje total=15,243/88,2=173 Determinación de la arcilla 1. Tomar 50 gramos, se seca. 2. Mezcla con 47 cc de agua + 25 cc de NaOH 3. Se lleva a un agitador eléctrico Se realiza un lavado: 1. Agitar 5 min y eliminar la solución utilizando un sifón (hasta 1”). 2. Agregar agua destilada hasta 6” y agitar 5 min. 3. Dejar asentar y eliminar agua utilizando el sifón 4. Repetir 2 y 3 hasta que el agua salga clara 5. Se seca, se pesa y se obtiene el % de arcilla Permeabilidad - Probeta normal - Presión 10 gr/cm2 - 2000 cc de aire Muestra Sellos de mercurio Se toma el tiempo P P P v. h p.a.t 50.1 gr / cm 2 presiònmin . 300 gr / cm 2 presionseg Entrada de aire Dureza Prueba Brinell Una carga de 237 gramos aplicada al indentador debe mover el indicador libremente a 100. una carga de 100 gramos debe indicar 1.27 mm (0.05 pulgadas) o una dureza de 50. El instrumento que se muestra a continuación tiene un indentador con un radio de 12.5 mm . Se requiere una carga total de 980 gramos para mover el indentador 2.54 mm. TIPO DE MOLDE DUREZA Muy blando 20-40 Blando 40-50 Mediano 50-70 Duro 70-85 Muy Duro 85-100 Resistencia Sistema de resorte Tornillo Probeta de arena Manivela Tuerca fija Resorte Mordaza fija Resistencias v/s Humedad Ventajas del Moldeo en Arena Verde • Posibilidad de obtención de piezas delgadas en acero (~3mm.) • Posibilidad de utilización en casi todo tipo de metales y aleaciones. • Resistente a altas temperaturas. (titanio 1491K) • Es un proceso más barato que el resto. Ventajas del Moldeo en Arena Verde • No requiere de tolerancia especiales. • El acabado es uniforme y liso. • El moldeo es bastante simple. • El material del molde es reciclable (~95%) • Costos de materiales bajos y proceso flexible. Desventajas del Moldeo en Arena Verde • No es adecuado para piezas grandes. • No se obtienen tolerancias reducidas. • No es adecuado para piezas de geometría compleja. • No se obtienen acabados superficiales óptimos. Pruebas y Control de Calidad del Moldeo • Control de Humedad Prueba de Compactabilidad. • Mejoramiento del acabado superficial y reducción de la penetración del metal Adición de carbón. • Cantidad total de bentonita en la arena Prueba de azul de metileno actuar sobre la cantidad de arcilla. • Control de la expansión del molde Polvo de carbón (Sea Coat). • El tipo de arena controla las tolerancias, el acabado superficial y la capacidad de repetición. LABORATORIO DE ARENAS • ANALISIS GRANULOMETRICO • OBJETIVO • Determinar la granulometría de las arenas de fundición y clasificarlas para su uso posterior. • GENERALIDADES • El proceso de fundición empleando moldes no permanentes, requiere entre otros materiales, del uso de arenas, principalmente cuarcíferas, que reúnan ciertas características • granulométricas. • Por esta razón, en la perspectiva de hacer uso de diferentes tipos de arenas, es necesario en forma previa, caracterizar la granulometría inicial de la arena, para posteriormente determinar cuál será el rango de tamaño de la misma, que resulta ser más adecuado para su uso como componente principal en la preparación de la arena de moldeo, que debe estar en un rango relativamente estrecho de tamaño. • EQUIPO Y MATERIALES A EMPLEAR • • Arena • • Tamices • • Equipo de sedimentación y sifonaje • PROCEDIMIENTO • Una vez seleccionada la arena, se lleva adelante el deslamado de la misma, para posteriormente someterla a un proceso de tamizado con el propósito de determinar su • distribución de tamaño. Luego, se separan las fracciones que correspondan a un tipo de arena gruesa y fina, • caracterizando cada una de ellas, en función de su distribución en un determinado rango de tamaño. PREPARACION DE MUESTRAS A) TMAR 3 PALADAS B) FORMAR UN MONTO DE ARENA Y HOMOGENIZAR C) APLASTAR LA ARENA CON EL REVES DE LA PALA Y DIVIDIRLA EN 4 PARTES D) ELIMINAR DOS DE LAS PARTES DEL MONTON E) REPETIR B, C Y D HASTA OBTENER UNA CANTIDAD NECESARIA PARA LAS MEDICIONES Redondo Subangular Angular Sub-cristalino Cristalino CLASIFICACION SEGÚN AFS (AMERICAN FOUNDRYMEN SOCIETY) •Redondo •Sub-angular •Angular •Coagulado Análisis granulométrico Los tamices mantienen una relación fija. Se utiliza 200 gramos secos. Se Tamaño de la muestra: 50 gramos agita aprox. 15 mins. Contenido en arcilla AFS 5,9 gamos ó 11,3% Granos de arena: 44.1 gramos ó 88,2% Núm. equiv. de la serie E.U.A. 6 12 20 30 40 50 70 100 140 200 270 Charola Total Cantidad de la muestra de 50 gramos retenida en el tamiz Gramos Por ciento ninguno 0 ninguno 0 ninguno 0 ninguno 0 0,2 0,4 0,65 1,3 1,2 2,4 2,25 4,5 8,55 17,1 11,05 22,1 10,9 21,8 9,3 18,6 44,1 68,2 Multiplicador 3 5 10 20 30 40 50 70 100 140 200 300 Producto 0 0 0 0 12 52 120 315 1,71 3,094 4,36 5,58 15,243 Número de finura de grano AFS=Producto total / Porcentaje total=15,243/88,2=173 Determinación de la arcilla 1. Tomar 50 gramos, se seca. 2. Mezcla con 47 cc de agua + 25 cc de NaOH 3. Se lleva a un agitador eléctrico Se realiza un lavado: 1. Agitar 5 min y eliminar la solución utilizando un sifón (hasta 1”). 2. Agregar agua destilada hasta 6” y agitar 5 min. 3. Dejar asentar y eliminar agua utilizando el sifón 4. Repetir 2 y 3 hasta que el agua salga clara 5. Se seca, se pesa y se obtiene el % de arcilla