1. POLIESTIRENO
1.1. CONCEPCIÓN DEL PRODUCTO
1.1.1
Reconocer una necesidad social o ingenieril
El poliestireno es un polímero termoplástico que se obtiene mediante la polimerización del estireno; existen
cuatro tipos principales de este compuesto los cuales son el poliestireno de cristal, el poliestireno de alto
impacto, el poliestireno expandido y el poliestireno espumado mediante extrusión. En este caso el producto se
considera como el aprovechamiento de un recurso natural ya que proviene del estireno que a su vez se obtiene
del petróleo por lo cual la industria aquí trabajada será la de cabecera.
1.1.2
Crear una o varias soluciones para satisfacer la necesidad
Dentro de los usos que éste plástico presenta se encuentran la fabricación de envases mediante extrusión –
termoformado, en cuyos casos se utiliza la mezcla de poliestireno de cristal y de impacto; otro mercado al cual
se dirige este material es al de productos lácteos que aprovechan una de las propiedades del poliestireno que
corresponde a su friabilidad. Además de las aplicaciones mencionadas, el poliestireno posee otras cuantas que
reflejan la necesidad de su producción ya que éste elemento es utilizado en infinidad de industrias a lo largo del
mundo.
1.1.3
Establecer los requerimientos legales
La normativa para el sector de plásticos donde se establecen las guías ambientales para los principales
procesos básicos de transformación de la industria plástica y manejo, aprovechamiento y disposición de
residuos plásticos post consumo está fijada en la ISBN 958 – 97393 – 4 – 2 expedida por el Ministerio de
Ambiente, Vivienda y Desarrollo Territorial en julio del 2004. Dentro de dicha guía se menciona la legislación
ambiental aplicable que en este caso recae sobre la constitución nacional que recoge los enunciados sobre el
manejo y conservación del medio ambiente; la constitución política de 1991 eleva a rango constitucional la
protección del mismo.
Por otra parte, las leyes del congreso de la república con Decreto con fuerza de ley y Decretos ley del gobierno
constituyen las normas básicas y políticas a partir de las cuales se desarrolla la reglamentación específica o
normativa.
1.1.4
Revisar datos del producto y proyecciones
A continuación, en la Tabla 1, se presentan la producción y las ventas de Poliestireno, en Kg, durante el periodo
iniciado en el año 2002 y finalizado en el año 2011.
TABLA 1. Datos producción y ventas – Poliestireno
ARTICULOS
(CON
PRODUCCION
SUPERIOR A $
5.000.000
DURANTE EL
AÑO)
UNIDAD DE
MEDIDA
PRODUCCION
CANTIDAD
PRODUCCION
VALOR TOTAL
(b)
VENTAS
CANTIDAD
VENTAS VALOR
TOTAL
VALOR DE
VENTAS AL
EXTERIOR
AÑO
Poliestireno
kg
83.442.362
188.192.863
83.158.587
187.349.266
48
2002
Poliestireno
kg
79.136.157
230.837.969
74.252.122
219.138.989
49
2003
Poliestireno
kg
92.620.306
324.369.073
91.311.768
320.446.675
51
2004
Poliestireno
kg
88.151.445
333.839.376
89.953.380
340.658.291
52.28
2005
Poliestireno
kg
81.045.913
308.062.170
67.833.606
251.283.870
2.43
2006
Poliestireno
kg
87.461.067
322.366.918
79.111.343
287.077.454
53.35
2007
Poliestireno
kg
79.189.561
275.991.202
76.474.329
263.655.567
126.224.775
2008
Poliestireno
kg
80.964.620
242.236.690
73.410.902
213.658.935
97.178.064
2009
Poliestireno
kg
77.543.774
253.417.562
74.477.280
240.196.010
9.937.577
2010
Poliestireno
kg
77.653.503
286.418.177
81.731.003
302.198.398
129.444.890
2011
FUENTE: Encuesta anual de manufactura – DANE
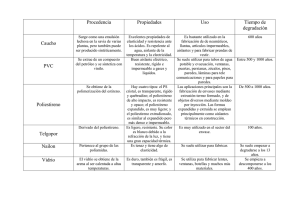
Mediante lo reportado en la tabla es posible asegurar que la tendencia de los datos en cuando a la producción
nacional no es constante ya que, como se evidencia en la Gráfica 1, lo obtenido para dicho ítem presentó picos
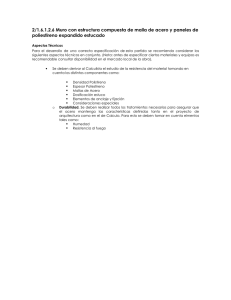
significativos y valores bajos durante los diez años tomados como referencia para el análisis realizado. Por el
contrario, las ventas de poliestireno en los mismos años se han mantenido más cercanas entre sí con leves
picos exhibidos durante los años 2004 y 2005 como se exhibe en la Gráfica 2.
GRAFICA 1. Producción anual – Poliestireno
PRODUCCION CANTIDAD
95.000.000
90.000.000
85.000.000
Kg
80.000.000
75.000.000
PRODUCCION
CANTIDAD
70.000.000
65.000.000
60.000.000
55.000.000
50.000.000
2002
2003
2004
2005
FUENTE: Encuesta anual de manufactura – DANE
2006
2007
2008
2009
2010
2011
Los datos obtenidos por medio de la Encuesta Anual de Manufactura realizada por el DANE permiten realizar
proyecciones que señalan que para el 2015 la producción nacional de poliestireno será de 75.405,96 Ton
mientras las ventas llegaran hasta 72.477,76 Ton de lo cual se tendrá una cantidad para exportación de
2.928,20 Ton de los cuales se tomará aproximadamente el 10% correspondiente a 300 Ton para la producción
inicial de la planta que queremos diseñar.
Los datos necesarios para calcular la producción y las ventas de poliestireno en el 2015 se presentan a
continuación en la Tabla 2. Los valores obtenidos para R ratifican lo dicho respecto a la linealidad de la
producción y las ventas.
TABLA 2. Regresión lineal – Datos producción y ventas
PRODUCCIÓN
A: 9x107
B: 860578
R: 0,2609
VENTAS
A: 8x107
B: 787490,82
R: 0,1021
GRAFICA 2. Ventas anuales – Poliestireno
VENTAS CANTIDAD
100.000.000
90.000.000
80.000.000
70.000.000
Kg
60.000.000
50.000.000
VENTAS
CANTIDAD
40.000.000
30.000.000
20.000.000
10.000.000
0
2002
2003
2004
2005
FUENTE: Encuesta anual de manufactura – DANE
2006
2007
2008
2009
2010
2011
1.2. DATOS GENERALES
1.2.1.
Reacciones químicas posibles.
Diferentes tipos de Poliestireno:
a. Poliestireno Cristal
El producto de la polimerización del estireno puro se denomina poliestireno cristal o poliestireno de uso general
(GPPS, siglas en inglés). Es un sólido transparente, duro y frágil. Es vítreo por debajo de 100 ºC. Por encima
de esta temperatura es fácilmente procesable y puede dársele múltiples formas.
Estructura: Las unidades repetitivas de estireno conforman el polímero
FIGURA 1. Estructura poliestireno de cristal
Peso molecular
El peso molecular promedio del poliestireno comercial varía entre 100.000 y 400.000 g /mol. Cuanto menor es
el peso molecular, mayor es la fluidez y por tanto la facilidad de uso del material, pero menor es su resistencia
mecánica. Para conseguir un poliestireno a la vez fluido y resistente se puede acudir a distribuciones
bimodales de pesos moleculares.
Ramificación
Las moléculas de poliestireno formadas en los procesos industriales actuales son muy lineales. En laboratorio
es posible generar ramificación añadiendo al reactor sustancias como el divinilbenceno o
peróxidos tetrafuncionales pero el poliestireno así obtenido es más caro y apenas presenta ventajas frente a
sus equivalentes lineales.
Tacticidad
El poliestireno cristal es completamente atáctico; es decir: los grupos fenilo se distribuyen a uno u otro lado de
la cadena central, sin ningún orden particular. Por ello se trata de un polímero completamente amorfo (es decir,
no cristalino).
Aplicaciones PS cristal
El poliestireno cristal se utiliza también en moldeo por inyección allí donde la transparencia y el bajo costo son
importantes. Ejemplos: cajas de CD, perchas, cajas para huevos. Otra aplicación muy importante es en la
producción de espumas rígidas, denominadas a veces "poliestireno extruido" o XPS, a no confundir con el
poliestireno expandido EPS. Estas espumas XPS se utilizan por ejemplo para las bandejas de carne de los
supermercados, así como en la construcción.
b. El Poliestireno Del Futuro
Hay una nueva clase de poliestireno, llamada poliestireno sindiotáctico. Es diferente porque los grupos fenilo
de la cadena polimérica están unidos alternativamente a ambos lados de la misma. El poliestireno "normal" o
poliestireno atáctico no conserva ningún orden con respecto al lado de la cadena donde están unidos los grupos
fenilos.
FIGURA 2. Estructura poliestireno del futuro
El nuevo poliestireno sindiotáctico es cristalino, y funde a 270oC. Pero es mucho más costoso. El poliestireno
sindiotáctico se obtiene por polimerización catalizada por metalocenos.
c. Poliestireno De Alto Impacto HIPS
Se obtiene por polimerización por radicales libres del monómero estireno, por agregado de
caucho polibutadieno a la mezcla. El polibutadieno tiene enlaces dobles en su estructura, capaces de
polimerizar. Se obtiene el polibutadieno copolimerizando con el monómero estireno. Copolímero llamado
copolímero de injerto. Este es un polímero con cadenas que surgen de él y que son de diferente clase de la
cadena principal. En este caso, se trata de una cadena de poliestireno con cadenas de polibutadieno que
emergen de ella.
FIGURA 3. Estructura poliestireno del futuro
Estas cadenas elastómeras colgando de la cadena principal son altamente beneficiosas para el poliestireno.
Recuerde que los homopolímeros de polibutadieno y poliestireno no se combinan entre sí. De modo que las
ramas de polibutadieno tratan de provocar una separación de fases y forman pequeñas bolitas, como usted ve
en la figura de abajo. Pero estas pequeñas bolitas siempre estarán unidas a la fase de poliestireno. Y por lo
tanto ejercen un efecto sobre ese poliestireno. Actúan para absorber energía cuando el polímero es golpeado
con algo, confiriéndole una resistencia que el poliestireno normal no posee. Esto lo hace más fuerte, no
quebradizo y capaz de soportar impactos más violentos, sin romperse como el poliestireno normal. Este material
se conoce como poliestireno de alto impacto, o HIPS, según se abreviatura.
Su inconveniente principal es su opacidad, si bien algunos fabricantes venden grados especiales de poliestireno
choque translúcido
En la producción de poliestireno choque o de alto impacto, el medio de reacción consiste inicialmente sólo en
una fase, una solución de polibutadieno en estireno ("fase PB"). A medida que el estireno va reaccionando, el
poliestireno generado empieza a precipitar (a partir de 2% de conversión) y forma así una fase distinta, la "fase
PS", que consiste en partículas de poliestireno dispersas en la fase PB. Las partículas de poliestireno van
creciendo y siendo cada vez más numerosas hasta que, en cierto momento, ocupan un volumen igual al de la
fase PB. A partir de entonces la disposición de las fases se invierte: la fase PS se convierte en el medio continuo
y la fase PB pasa a formar partículas en el seno de la fase PS. A este fenómeno se le denomina inversión de
fases.
La inversión de fases no es un fenómeno puntual ni instantáneo sino que se desarrolla sobre un intervalo de
conversión relativamente amplio. El valor de este intervalo depende de varios parámetros, principalmente el
porcentaje de caucho y el grado de injerto. En todo caso, es necesario un cierto grado de agitación en el reactor
para que ocurra la inversión de fases; en caso de no hacerse de esta forma, el producto obtenido aparece como
una mezcla informe de poliestireno y polibutadieno, sin distinción clara entre las dos fases. Durante la inversión
de fases la viscosidad de la mezcla aumenta de forma notable.
1.2.2.
Diagrama de bloques producción poliestireno
DIAGRAMA 1. Bloques producción poliestireno
Estireno Monomero
Catalizadores, Aditivos
químicos
Tanque medidor
Disolución
Estireno Monómero
recuperado
Tanque Temporal
Tanque Principal
Prepolimerizacion
Condensado
Polimerizacion
Debillitadores
Tanque colector
Estrujado
Lubricado
Almacenamiento
Gránulos de
Poliestireno
1.2.3.
Selección de Poliestireno
La polimerización en masa siguió siendo utilizada y a partir de los años 1980 volvió a tomar la delantera en
tecnología, convirtiéndose en más económico tanto en inversión como en gastos de operación. Además el
proceso en suspensión genera agua contaminada con fosfatos que, con el endurecimiento de las normas
medioambientales, se ha convertido en un problema cada vez mayor. Poco a poco las plantas de suspensión
han ido siendo abandonadas, quedando actualmente dedicadas sólo a la producción de poliestireno expandido
y de unos pocos grados de especialidad de poliestireno cristal.
Esta planta será enfocada a la producción de poliestireno expandido.
1.2.4.
Diagrama de Flujo
PRODUCCION DE POLIESTIRENO EXPANDIDO.
El poliestireno expandible es la materia prima para fabricar artículos acabados en poliestireno expandido. Al
igual que cualquier otro tipo de material plástico, el poliestireno expandible deriva en último término del petróleo.
El esquema adjunto muestra los componentes y las diferentes etapas desde la destilación del petróleo hasta la
obtención del poliestireno expandible.
DIAGRAMA 2. Producción poliestireno expandible
Esta materia prima se presenta en forma de pequeñas perlas de poliestireno que contienen en su interior un
agente expandente homogéneamente distribuido que permite su expansión durante el proceso de
transformación. El agente expandente es un hidrocarburo de bajo punto de ebullición (habitualmente pentano).
En la fabricación de poliestireno expandible no se utiliza ni se ha utilizado nunca gases expandentes de la
familia de los CFC’s, HCFC’s, o HFC’s agentes causantes de la degradación de la Capa de Ozono. Las perlas
de poliestireno expandible se presentan en forma esférica con un diámetro que oscila en el intervalo 0,2-3,0
mm y se tratan con diferentes aditivos para influir en las propiedades del material expandido.
Proceso de fabricación
Éste transcurre siguiendo dos etapas:
• POLIMERIZACIÓN
• SECADO Y ACABADO
La polimerización consiste en la obtención de macromoléculas
- Catalizadores para iniciar la reacción de polimerización
- Adición de agentes ignifugantes (para las materias primas que requieren esta característica).
La reacción de polimerización es exotérmica y se desarrolla siguiendo un programa de temperaturas definido y
cuando se alcanza una cierta tasa de conversión, variable según los diferentes procesos, el agente de
expansión se introduce a presión.
Al finalizar esta etapa se obtiene una mezcla de perlas de poliestireno expandible y agua que es enviada a unos
tanques de homogeneización.
En el caso del poliestireno expandible el monómero es el estireno. La polimerización se realiza mediante
suspensión en agua del estireno en unos reactores equipados con mecanismos agitadores que producen la
división del estireno en pequeñas gotas suspendidas en el agua. Los reactores están recubiertos por una camisa
de refrigeración/calefacción que permite regular la temperatura interna del reactor.
Durante este proceso se utilizan además aditivos para los siguientes cometidos:
- Estabilización de la suspensión y regulación del diámetro de las perlas
TECNOLOGÍA FABRICACIÓN DEL POLIESTIRENO EXPANDIBLE
En la etapa de secado y acabado la mezcla anterior es secada por aire y por centrifugación y se traslada a una
cierta altura para su posterior cribado a diferentes granulometrías ya que siempre existe una cierta dispersión
en el diámetro de las perlas obtenidas.
Los diferentes tamizados se aditivan, generalmente con estearatos, para mejorar su posterior transformación.
Después de un almacenamiento intermedio en silos la materia prima producida se envasa principalmente en
contenedores de cartón recubiertos en su interior por un film plástico aunque también pueden emplearse
contenedores metálicos.
El producto debe conservarse a una temperatura moderada (inferior a 20ºC) para evitar la volatización del
agente expansor.
Parámetros Caracterizadores
• Granulometría: los productos más finos, con diámetros comprendidos entre 0,2 y 1,0 mm se destinan
principalmente a la fabricación de embalajes. Los productos más gruesos (1,0 a 3,0 mm.) se utilizan para la
producción de placas de aislamiento térmico.
• Potencial de expansión: la naturaleza del polímero, el contenido en agente expandente y la presencia de
ciertos aditivos permiten obtener productos con una densidad final más ajustada.
• Cadencia para el moldeo: los aditivos y tratamientos superficiales permiten la obtención de productos cuyo
ciclo de moldeo/desmoldeo puede acortarse.
• Agentes ignifugantes: cuando la aplicación lo requiera (p.ej. construcción) esta materia prima puede tratarse
con aditivos ignifugantes que mejoran notablemente sus propiedades de reacción al fuego.
• Bajo contenido en pentano: el contenido habitual de pentano en el poliestireno expandible se sitúa alrededor
del 6-7 %. En los últimos años se han desarrollado materias primas con bajo contenido en pentano (4%) que
son muy adecuados para la fabricación de piezas y bloques de densidad media-alta y con los que se consiguen
reducciones en los tiempos de estabilización y en los ciclos de moldeo/desmoldeo.
La industria productora está continuamente investigando nuevos desarrollos y de esta forma se han producido
en los últimos años productos con mejores prestaciones aislantes o con un mejor comportamiento frente a la
absorción de agua.
1.3. DATOS GENERALES
1.3.1.
Materia Prima (Disponibilidad, Cantidad, Calidad y Costo)
A continuación, en la Tabla 3, se presenta una lista de los distribuidores de estireno a nivel nacional con sus
correspondientes números telefónicos además del costo que tienen para cierta cantidad de producto.
TABLA 3. Proveedores estireno
PROVEEDORES
MATERIA
PRIMA
TELÉFONO
CANTIDAD
COSTO
UBICACIÓN
Asequímicos
8221050
1 Kg
2300
Funza
Químicos
Soluciones
Industriales
0988721851/3178533647
1 Kg
2000
Neiva
Exdequim
4194500
1 Kg
2500
Bogotá D.C.
6862798
1 Kg
2500
Bogotá D.C.
Quinitron
6473452
1 Kg
3000
Bogotá D.C.
Química
Comercial Andina
4178800
1 Kg
3000
Bogotá D.C.
-
-
1Kg
2500
Bogotá D.C.
-
-
1Kg
3000
Bogotá D.C.
-
-
1Kg
2000
Barranquilla
Químicos del
Rincon
1.3.2.
Estireno
Especificaciones de productos y rendimientos, propiedades físicas y químicas, efectos de
almacenamiento
PROPIEDADES FÍSICAS
Los productos y artículos acabados en poliestireno expandido se caracterizan por ser muy ligeros y
resistentes. En función de la aplicación las densidades se sitúan en intervalos que inician en 10 Kg/m3
y finalizan en 50 Kg/m3.
El poliestireno expandido se caracteriza por su resistencia a los esfuerzos mecánicos y los mismos se
evalúan a través de propiedades tales como la resistencia a la compresión para una deformación del
10%, la resistencia a la flexión, la resistencia a la tracción, la resistencia a la cizalladura y la fluencia a
compresión.
Además de lo dicho, los productos y materiales de poliestireno expandido presentan una capacidad
muy buena de aislamiento térmico frente al calor y al frío.
El poliestireno expandido no es higroscópico, por lo cual al sumergir el material completamente en
agua los niveles de absorción de la misma se encuentran entre el 1% y el 3% en volumen.
Los productos de poliestireno expandido están sometidos a variaciones dimensionales debidas a la
influencia térmica, dichas variaciones se evalúan a trav{es del coeficiente de dilatación térmica que,
para los productos de este tipo, es independiente de la densidad y se sitúa entre 0,05 y 0,07mm por
metro de longitud y grado centígrado.
El rango de temperaturas en el cual el poliestireno expandido puede ser utilizado con total seguridad
sin que sus propiedades se vean afectadas no tienen limitación alguna por el extremo inferior, por otra
parte, el límite de temperaturas en el extremo superior se sitúa alrededor de los 100°C para acciones
de corta duración y alrededor de los 80°C para acciones continuadas y con el material sometido a una
carga de 20 KPa.
La radiación ultravioleta es prácticamente el único factor atmosférico que reviste importancia en el
poliestireno. Bajo la acción prolongada de la luz UV la superficie del material se torna amarilla y frágil
de manera que la lluvia y el viento logran erosionarlo.
PROPIEDADES QUÍMICAS
El poliestireno expandido es estable frente a muchos productos químicos. Si se utilizan adhesivos,
pinturas disolventes y vapores concentrados de estos productos hay que esperar un ataque de estas
substancias.
El poliestireno expandido no es estable frente a ácidos concentrados al 100%, disolventes orgánicos
como acetona y esteres, hidrocarburos alifáticos saturados, aceite de diésel y carburantes.
A continuación, en la Figura 4 se presenta un resumen de las propiedades químicas del poliestireno expandido.
FIGURA 4. Tabla Resumen Propiedades Químicas – Poliestireno
FUENTE: Propiedades del EPS - http://www.anape.es/pdf/ficha73.pdf
PROPIEDADES BIOLÓGICAS
El poliestireno expandido no constituye substrato nutritivo alguno para los microorganismos. Es
imputrescible, no enmohece y no se descompone. Tampoco se ve atacado por las bacterias del suelo.
El poliestireno expandible no tiene ninguna influencia medioambiental perjudicial, no es peligroso para
las aguas. Se puede adjuntar a los residuos domésticos o bien se incinerados.
1.3.3.
Cálculo de caudales y condiciones de temperatura, presión y composición de las corrientes por
los balances de materia y energía completos.
Normalmente en la mayoría de sistemas de polimerización en cadena por radicales libres la etapa de iniciación
se genera a partir de un iniciador añadido a la mezcla del monómero. Aun así, este tipo de polimerización
también puede iniciarse sin adición de algún iniciador pero el monómero debe encontrarse en condiciones
energéticas que presenten temperaturas altas.
Mediante la bibliografía obtenida se encontró que temperaturas superiores a los 100 °C inician la polimerización
del estireno sin la necesidad de la adición de un iniciador por lo cual la temperatura del reactor no debe ser
inferior a la mencionada.
Debido a lo dicho, se debe decir que aunque el reactor no presentará dentro del mismo temperaturas inferiores
a los 100 °C se utilizará una temperatura óptima de 150 °C por lo cual el caudal aquí trabajado se calentará
hasta los 150 °C de tal manera que la polimerización inicie justo antes de entrar al tanque y así los centros
activos formados en ésta etapa reaccionan con otros monómeros de estireno generando cadenas de
poliestireno.
Debido a que, como se explicó con anterioridad y teniendo en cuenta la oferta y demanda de este producto en
los últimos 10 años, se desea una producción para el primer año de 300 Ton lo cual establece que la producción
mensual debe ser de 25 Ton. Teniendo en cuenta que se trabajaran, en promedio, 20 días al mes en un horario
de 7 am a 5 pm en la planta de producción esto nos deja una cantidad a trabajar de 1,25 Ton diarias lo cual
genera un caudal de 156,25 Kg/h lo que es igual a un flujo de 2,60 Kg por minuto.
La terminación de la polimerización se produce mediante la reacción de dos cadenas que se encontraban
polimerizando y se combinaron para formar una única cadena.
1.3.4.
Termodinámica y cinética de las reacciones químicas involucradas (Equilibrio, rendimiento,
velocidades, condiciones óptimas)
Durante la polimerización se generan nuevos centros activos a partir de la reacción de una cadena activa con
el producto no activo de la etapa de iniciación. Cada una de las etapas viene caracterizada por su velocidad de
reacción r para numerosas reacciones, la ecuación de velocidad tiene la forma evidenciada a continuación.
ECUACIÓN 1. Velocidad de reacción r para numerosas reacciones
𝑟 = 𝑘 [𝐴] ∗ [𝐵]𝑏 ∗ … ∗ [𝐿]𝑙
Donde k, a, b y l son parámetros constantes independientes de las concentraciones y del tiempo mientras [A],
[B] y [L] son las concentraciones de los reactivos en la reacción.
La velocidad de reacción en la etapa de propagación se asocia con la Ecuación 2 donde [R’] = ∑ [Rn] lo cual
corresponde a la suma de todas las cadenas activas en el reactor.
ECUACIÓN 2. Velocidad de etapa de propagación
𝑟𝑝 = 𝑘𝑝 [𝑀] ∗ 𝑅′
El proceso aquí trabajado será continuo por lo cual las concentraciones de las cadenas activas que se presentan
en el reactor, así como otros elementos intermedios, se mantienen prácticamente constantes por lo cual se
puede aplicar la aproximación del proceso al estado estacionario en donde la velocidad de aparición de las
moléculas activas es igual a la velocidad con la que desaparecen. Teniendo en cuenta dicho principio la
ecuación 2 se convierte en la ecuación 3.
ECUACIÓN 3. Velocidad de etapa de propagación – hipótesis descrita
5
2𝑘𝑖 𝑘𝑝2 1
𝑟𝑝𝑜𝑙 = (
)2 [𝑀]2
𝑘𝑡
Debido a cálculos realizados, de la ecuación 3 se conocen las constantes de velocidad de iniciación, de
propagación y de terminación por lo cual únicamente faltaría determinar la concentración de estireno que se
obtendría teniendo en cuenta el tipo de reactor. Debido a lo dicho con anterioridad, donde se mencionó que el
proceso es continuo, se tiene un reactor en estado estacionario por lo cual no hay acumulación en su interior y
las concentraciones de salida son las mismas que las concentraciones dentro del reactor.
Asumiendo que el grado de conversión a la salida del reactor es del 55% y teniendo en cuenta que ρ A es la
densidad del estireno, PMA su peso molecular, δA el coeficiente de expansión y XA el grado de conversión se
calcula la concentración del estireno con la ecuación 4.
ECUACIÓN 4. Concentración de estireno
[𝑀] =
𝜌𝐴 (1 − 𝑋𝑎 )
𝑃𝑀𝑎 (1 + 𝛿𝐴 𝑋𝐴 )
[M] = 4,43 mol L-1
Y teniendo ya la concentración del estireno se calcula la r de polimerización con la ecuación 3 llegando hasta:
𝑟𝑝𝑜𝑙 = 4,96 ∗ 10−4
𝑚𝑜𝑙
𝐿∗𝑠
Los datos utilizados para los cálculos aquí relacionados se presentan en la Tabla 4.
TABLA 4. Datos para cálculo cinética
SÍMBOLO
VALOR
ρA
909,00 Kg/m3
PMA
104 Kg/mol
δA
-0,209
ki
1,46*10-9 L2/mol2*s
Kp
4139,84 L/mol*s
SÍMBOLO
kt
1.3.5.
VALOR
3,46*108 L/mol*s
Servicios y equipos a adquirir.
A continuación, en la Tabla 5, se presentan los principales equipos que deben ser tenidos en cuenta para
trabajar una línea de producción de poliestireno expandido, sin contar con las bombas o las tuberías. Los
equipos aquí presentados se evidencian en el layout realizado para la planta.
TABLA 5. Equipos para la producción de poliestireno.
EQUIPO
CANTIDAD
Calentador
1
Reactor
2
Filtrador
1
Extrusora
3
Los servicios utilizados en nuestra planta serán de electricidad para computadores y demás elementos
electrónicos; agua para baños y operaciones propias del mantenimiento de los equipos de producción; gas para
la cafetería y el calentador, además de internet y teléfono para la comunicación interior y exterior de la
compañía.
1.3.6.
Equipos y accesorios por construir. Materiales de construcción
Durante el proceso a realizar en la planta de producción de poliestireno se debe contar con la presencia de tres
tanques, como se observa en el bosquejo de la planta, que servirán para almacenar la materia prima que ingresa
a la planta. Posteriormente, se contará con dos tanques más que almacenaran la materia prima que se trabajará
con mayor prontitud y dos tanques más donde uno surta de estireno al calentador y el otro reciba el poliestireno
ya obtenido.
Los tanques mencionados bien pueden adquirirse mediante alguna empresa exterior que se dedique la venta
de estos o pueden ser fabricados en nuestra empresa con el fin de reducir costos. Como se evidencia en la
Figura 5 dichos tanques pueden ser fabricados a partir de poliestireno por lo cual la materia prima de los mismos
ya se posee.
FIGURA 5. Taque Almacenamiento Poliestireno
FUENTE: http://www.avanceytec.com.mx/
Por otra parte, las dimensiones con las cuales se trabajará se explican con precisión en la Figura 6 donde,
también, el tanque de almacenamiento está hecho en poliestireno.
FIGURA 6. Dimensiones – Taque Almacenamiento Poliestireno
FUENTE: http://www.leer-mas.com/
1.3.7.
Mano de obra
Finalmente, la empresa aquí planteada es pequeña – mediana por lo cual la mano de obra no se encontrará en
mayores cantidades. La Tabla 6, presentada a continuación, describe la cantidad de personal necesario y en
que se desempeñará el mismo.
TABLA 6. Mano de obra
CARGO
CANTIDAD
Gerente
1
Jefe Calidad y Laboratorio
1
Jefe RRHH
1
Jefe Contabilidad
Operadores
Ingeniero mecánico
Celador
1
8
1
2
Servicios Generales
5
Empaquetadores/revisores
material terminado
Vendedores
5
12
FUNCIÓN
Planifica las acciones de la empresa y toma decisiones para el
crecimiento de la misma.
Se encargará de realizar las pruebas concernientes a la materia
prima y al poliestireno garantizando que los mismos se encuentran
en condiciones óptimas.
Encargado de la parte de recursos humanos de la empresa
(nomina, manejo de personal, problemas entre empleados)
Se encarga de las cuentas de la empresa.
Encargados del manejo y la operación de los equipos en la planta.
Se encarga del mantenimiento de los equipos dentro de la planta.
Cuidaran las instalaciones de la empresa.
Encargados de mantener en buen estado las instalaciones de la
compañía.
Empaquetan y revisan que el producto terminado en cuando a sus
características físicas se encuentra en óptimas condiciones.
Ofrecerán el producto a lo largo de Bogotá y venderán el mismo.
1.4. RECOLECCIÓN DE DATOS ECONÓMICOS ESPECÍFICOS
1.4.1.
Estimación de costos de producción e inversión total.
Para la estimación de costos de producción e inversión total se tomaron en cuenta los siguientes parámetros:
Costo de materia prima
RECOLECCION DE DATOS ECONÓMICOS
Costo de materia prima
MATERIA PRECIO
Estireno
2.300.000 COP/Ton
Adicional a esto se tienen en cuenta los costos de los equipos que se usaran durante el proceso
COLUMNA1
CANTIDAD
PRECIO
TOTAL
Filtros
5
430000
$ 2.150.000,00
Condensador
1
2500000
$ 2.500.000,00
Reactor
2
51000000
$ 102.000.000,00
Reductor
3
2500000
$ 7.500.000,00
Tanque aspirador
2
600000
$ 1.200.000,00
Motores
18
1500000
$ 27.000.000,00
Reductor con motor
4
2500000
$ 10.000.000,00
Bombas
10
1800000
$ 18.000.000,00
Tanque
18
430000
$ 7.740.000,00
A continuación se tienen en cuenta los servicios adicionales necesarios para el buen funcionamiento de la
planta como lo son los servicios, la mano de obra, etc. La relación de estos servicios adicionales se presenta a
continuación.
Servicio de Agua y Alcantarillado
Servicio de Gas
Servicio de Energía
Servicio de Internet
Servicio de Telefonía Fija
Impuestos
Papelería
Total
$ 6.372.767,00
$ 686.556,00
$ 11.800.000,00
$ 600.000,00
$ 600.000,00
$ 90.385.000,00
$ 1.200.000,00
$ 111.644.323,00
1.4.2.
Utilidades (probables y óptimas por Kg de producto y por año, sobre la inversión)
En primer lugar es posible evaluar el precio tentativo de venta de una tonelada de producto terminado de
poliestireno.
DESCRIPCIÓN
AÑO1
desechables de poliestireno
TOTAL UNIDADES
4.285.714
AÑO3
327
300
PRECIO DE VENTA UNITARIO
TOTAL EN PESOS
AÑO2
300
327
4.418.143
AÑO4
360
360
4.548.478
AÑO5
399
399
4.812.290
TOTAL
443
1.829
443
1.829
4.995.157
1.285.714.286 1.444.732.714 1.636.087.562 1.921.388.511 2.213.785.415 8.501.708.489
Al final se obtendrá la utilidad del proyecto teniendo en cuenta las ventas, utilidades o pérdidas
operacionales y por periodo
DESCRIPCIÓN
AÑO1
AÑO2
AÑO3
AÑO4
AÑO5
1.285.714.285,71
1.444.732.714,29
1.636.087.562,29
1.921.388.511,41
2.213.785.415,07
COSTO DE VENTAS
839.724.608,00
987.949.891,92
945.671.301,43
918.264.608,15
944.110.597,96
UTILIDAD BRUTA EN VENTAS
445.989.677,71
456.782.822,36
690.416.260,87
1.003.123.903,26
1.269.674.817,12
GASTOS DE ADMINISTRACIÓN
19.543.333,33
19.543.333,33
19.543.333,33
9.690.000,00
9.690.000,00
GASTOS DE VENTAS
10.000.000,00
10.000.000,00
10.000.000,00
10.000.000,00
10.000.000,00
UTILIDAD O PERDIDA OPERACIONAL
416.446.344,38
427.239.489,03
660.872.927,53
983.433.903,26
1.249.984.817,12
IMPUESTO DE RENTA
137.427.293,64
140.989.031,38
218.088.066,09
324.533.188,08
412.494.989,65
UTILIDAD O PERDIDA DEL PERIODO
279.019.050,73
286.250.457,65
442.784.861,45
658.900.715,18
837.489.827,47
VENTAS
1.4.3.
Mercados (oferta y demanda presente y futura, usos actuales, usos nuevos, hábitos presentes
de los comparadores, carácter, ubicación y número de posibles consumidores).
Los plásticos en formas primarias son insumos básicos para la industria plástica. El sector se encuentra
integrado hacia atrás con la industria petroquímica, y hacia adelante, determina el crecimiento de la Industria
de productos plásticos como envases, empaques, menaje de cocina y artículos para la construcción, entre
otros.
Una forma alternativa de evaluar el grado de competitividad de las estructuras productivas de los países, es a
través de las ventajas comparativas que brinda el comercio internacional. De manera simplificada, las
estadísticas muestran las dinámicas de crecimiento de las exportaciones colombianas a Estados Unidos y las
importaciones que éste realiza del mundo a nivel de producto bajo la clasificación HTS14.
Los resultados que se presentan en el gráfico 4 recogen cuatro posibles situaciones15, una por cada cuadrante.
El gráfico muestra 105 partidas arancelarias que presentan variaciones, bien sea en la demanda
estadounidense o en las exportaciones de Colombia hacia ese país. En el cuadrante superior-derecho se ubican
47 productos considerados competitivos en el mercado norteamericano, entre ellos están etileno, policloruro de
vinilo sin mezclar con otras sustancias; telas impregnadas, recubiertas, revestidas o estratificadas con PVC; y,
benzoles y benceno que hacen parte de los aromáticos.
El cuadrante superior-izquierdo describe los productos con oportunidades pérdidas; en esta situación se
encuentran 36 productos; de estos, algunos de los que más han reducido sus exportaciones hacia Estados
Unidos son depósitos, cisternas, cubas y recipientes análogos de plástico; cascos de seguridad; polietilenglicol;
poliésteres, polioles derivados del óxido de propileno; ácido fumárico; y, productos celulares de celulosa
regenerada.
En el cuadrante inferior-izquierdo se describen los productos en retirada, en donde se ubican trece; entre ellos,
tres pertenecen al eslabón de placas, hojas, láminas309 Petroquímica - Plásticos y fibras sintéticas y películas
de PVC, dos al eslabón de orgánicos intermedios diversos, dos al eslabón de artículos plásticos para uso textil,
y los 6 restantes a los eslabones de resinas poliéster, cloruro de polivinilo PVC, plastificantes y sus intermedios,
productos intermedios para fibras, artículos de uso doméstico y lámina de celulosa.
Por último, el cuadrante inferior-derecho describe los productos vulnerables; en esta situación se encuentran
nueve productos, entre los cuales están las demás placas, hojas, películas, bandas y láminas de plástico;
placas, láminas, hojas y tiras de los demás poliésteres; y, bobinas, carretes, canillas y soportes similares, de
plástico.
1.4.4.
Posibles consumidores
Entre los posibles consumidores tendremos a los principales almacenes de cadena en Colombia como lo son:
Éxito
Carulla
Surtimax
Jumbo
Olímpica
Principales competidores
DARNEL 18351
Darnel - Contenedor Para porciones Minipack - Contenedor Twist - Peliculas Para Alimentos - Empaques y
Productos Desechables Con DiseñosModernos y Exclusivos Con y Sin Impresion.
Colombia - Distrito Capital, Bogotá
DEXTON 18351
Ajover. Empaques Plásticos y Desechables para Alimentos con o sin impresión - Empaques Flexibles y para
Productos Agrícolas - Lácteos - Cárnicos y Panaderías - Películas para alimentos
Colombia - Distrito Capital, Bogotá
CREAPACK LTDA. 9800
Termoformado Línea Agrícola Publicidad Línea Escolar. Polipropileno Vasos y Platos Plásticos.
Colombia - Distrito Capital, Bogotá
C.G.H. & CIA. LTDA. 6530
Distribuidores de Materias Primas
Colombia - Atlántico, Barranquilla
QUIMICOPLASTICOS 4590
Resinas Convencionales de Ingeniería y Biodegradables Compostables Aditivos Antioxidantes Filtros UV
Espumantes Ayudantes de Proceso Pigmentos y Colorantes PET Compuestos de Purga y Agentes
Desmoldantes.
Colombia - Antioquia, Envigado
3D LABORATORIO DE PLÁSTICOS LTDA.
Colombia - Distrito Capital, Bogotá
AISLAPOR LTDA.
Colombia - Distrito Capital, Bogotá
C.I. QUÍMICA COMERCIAL ANDINA S.A.
Colombia - Distrito Capital, Bogotá
COLORPLASTIC LTDA.
Colombia - Distrito Capital, Bogotá
DISUAGRAF IMEDIX LTDA.0
Colombia - Distrito Capital, Bogotá
DOW QUÍMICA DE COLOMBIA S.A.
Colombia - Distrito Capital, Bogotá
PLÁSTICOS THERMOPLAST LTDA.
Colombia - Distrito Capital, Bogotá
1.4.5.
Inversión total
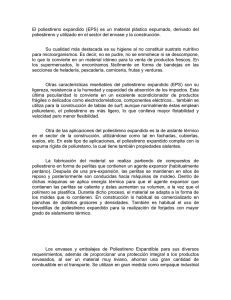
Se llega a que con una inversión inicial de 800 millones se llega al punto de equilibrio al inicio del segundo año.
PUNTO DE EQUILIBRIO
2,500,000,000
PESOS
2,000,000,000
1,500,000,000
1,000,000,000
500,000,000
1
2
3
4
5
NUMERO DE AÑOS
COSTOS FIJOS
COSTOS VARIABLES
COSTOS TOTALES
VENTAS TOTALES
6
ACTIVOS
INSTALACIÓN
AÑO1
AÑO2
AÑO3
AÑO4
AÑO5
CAJA – BANCOS
100.000.000
311.531.503
501.794.533
857.372.393
1.547.095.577
2.395.171.540
CUENTAS POR COBRAR
0
64.285.714
72.236.636
81.804.378
96.069.426
110.689.271
INVENTARIO DE MATERIAS PRIMAS
0
69.000.000
0
0
0
0
INVENTARIO DE PDTO TERMINADO
0
83.972.461
109.772.207
104.206.200
101.111.807
103.031.421
TOTAL ACTIVO CORRIENTE
100.000.000
528.789.678
683.803.376
1.043.382.971
1.744.276.810
2.608.892.231
COMPUTADORES
29.560.000
29.560.000
29.560.000
29.560.000
29.560.000
29.560.000
- DEP ACUM. COMP.
0
0
19.706.667
29.560.000
29.560.000
29.560.000
EDIFICIOS
100.000.000
100.000.000
100.000.000
100.000.000
100.000.000
100.000.000
-DEP. ACUM. EDIF.
0
5.000.000
5.000.000
5.000.000
5.000.000
5.000.000
VEHICULOS
50.000.000
50.000.000
50.000.000
50.000.000
50.000.000
50.000.000
- DEP ACUM. VEHIC.
0
10.000.000
20.000.000
30.000.000
40.000.000
50.000.000
MAQUINARIA Y EQUIPO
178.090.000
178.090.000
160.281.000
0
0
0
- DEP ACUM. M. Y EQ.
0
17.809.000
35.618.000
53.427.000
71.236.000
89.045.000
TOTAL ACTIVO FIJO
357.650.000
324.841.000
259.516.333
61.573.000
33.764.000
5.955.000
TOTAL ACTIVO
457.650.000
853.630.678
943.319.709
1.104.955.971
1.778.040.810
2.614.847.231
CUENTAS POR PAGAR
0
82.800.000
84.621.600
86.737.140
88.992.306
91.768.866
IMPUESTOS POR PAGAR
0
137.427.294
140.989.031
218.088.066
324.533.188
412.494.990
TOTAL PASIVO CORRIENTE
0
220.227.294
225.610.631
304.825.206
413.525.494
504.263.855
OBLIG. FINANCIERAS
300.000.000
200.000.000
100.000.000
0
0
0
TOTAL PASIVO LARGO PLAZO
300.000.000
200.000.000
100.000.000
0
0
0
TOTAL PASIVO
300.000.000
420.227.294
325.610.631
304.825.206
413.525.494
504.263.855
CORRIENTE
ACTIVO FIJO
PASIVOS
CORRIENTE
PASIVO LARGO PLAZO
ACTIVOS
INSTALACIÓN
AÑO1
AÑO2
AÑO3
AÑO4
AÑO5
CAPITAL
500.000.000
500.000.000
500.000.000
500.000.000
500.000.000
500.000.000
UTILIDAD DEL PERIODO
0
279.019.051
286.250.458
442.784.861
658.900.715
837.489.827
UTILIDAD ACUMULADA
0
0
279.019.051
565.269.508
1.008.054.370
1.666.955.085
TOTAL PATRIMONIO
500.000.000
779.019.051
1.065.269.508
1.508.054.370
2.166.955.085
3.004.444.912
TOTAL PASIVO Y PATRIMONIO
800.000.000
1.199.246.344
1.390.880.140
1.812.879.576
2.580.480.579
3.508.708.768
VENTAS
1.285.714.285,71
1.444.732.714,29
1.636.087.562,29
1.921.388.511,41
2.213.785.415,07
COSTO DE VENTAS
839.724.608,00
987.949.891,92
945.671.301,43
918.264.608,15
944.110.597,96
UTILIDAD BRUTA EN VENTAS
445.989.677,71
456.782.822,36
690.416.260,87
1.003.123.903,26
1.269.674.817,12
GASTOS DE ADMINISTRACIÓN
19.543.333,33
19.543.333,33
19.543.333,33
9.690.000,00
9.690.000,00
GASTOS DE VENTAS
10.000.000,00
10.000.000,00
10.000.000,00
10.000.000,00
10.000.000,00
UTILIDAD O PERDIDA OPERACIONAL
416.446.344,38
427.239.489,03
660.872.927,53
983.433.903,26
1.249.984.817,12
IMPUESTO DE RENTA
137.427.293,64
140.989.031,38
218.088.066,09
324.533.188,08
412.494.989,65
UTILIDAD O PERDIDA DEL PERIODO
279.019.050,73
286.250.457,65
442.784.861,45
658.900.715,18
837.489.827,47
-520.980.949,27
-234.730.491,62
208.054.369,83
866.955.085,02
1.704.444.912,48
PATRIMONIO
ESTADO DE RESULTADOS
TOTAL FLUJO NETO DEL PROYECTO
-800.000.000,00
1.5. TABLAS DE EQUIPOS DE PROCESOS
PRECIO
UNITARIO
EQUIPO
CANTIDAD
MATERIAL
DIMENSIONES
Caldera
1
Tabique refractario
2683800000
Reactores
2
Acero inoxidable
Agitador
2
Acero inoxidable
Secador
1
Acero al carbón
2,21 m3z
1,29 m de diámetro
1,5 m de altura
1,5 m de alto
0,645 m de diámetro
1 m de longitud
0,4 m de diámetro
Intercambiador
de calor
1
Acero inoxidable
1,5 m de longitud
482800000
Bombas
3
Acero inoxidable
-
30530000
Centrifugas
1
Acero inoxidable
-
30530000
Tanque
2
Acero inoxidable
-
30530000
602080000
1482480000
1775000000
CALCULO DE LAS BOMBAS PARA ALIMENTAR LA ALIMENTACION DE MATERIA PRIMA
Bomba para impulsar la alimentación.
Es una bomba dosificadora de émbolo y membrana de marca BRAN & LUEBBE, modelo E-P31. Puede
proporcionar un caudal máximo de 12,8 l/h. Trifásica. Motor antideflagrante de 0,37 kW.
Mediante el ajuste de la carrera del émbolo y la frecuencia de las emboladas se puede variar el caudal. Con
este último propósito está conectada a un variador de frecuencia NOVAT serie D. Posee indicador de rotura
de membrana. Tanto en la aspiración como en la impulsión posee válvulas de doble bola.
Su accionamiento se encuentra en un armario de instrumentación dentro de la zona segura de la planta piloto.
1.6. COMERCIALIZACIÓN
1.6.1.
Ventas y servicios de ventas (métodos de venta y distribución, propaganda requerida, servicios
técnicos requeridos).
A pesar de que, como se mencionó con anterioridad, los principales almacenes que podrían estar interesados
en la compra y venta de nuestro producto son los almacenes de cadena grandes pero teniendo en cuenta las
marcas que a ellos les venden ingresar en ese mercado supondría problemas por lo cual el enfoque realizado
para la venta del producto final se llevará a las tiendas de barrio que, a pesar que de las grandes compañías
como Éxito, Jumbo, Carulla entre otros han querido acabarlas, siguen en el mercado de manera recurrente lo
cual se debe a la cultura impuesta en nosotros los colombianos.
Para realizar la venta del producto en las tiendas se contará con un área comercial, que se evidencia en el
segundo piso de la planta, donde se situarán vendedores que se dedicarán a llamar a aquellas tiendas que ya
están dentro de nuestra lista de clientes y surtirán el pedido mensual, quincenal o semanal según requiera el
consumidor.
Antes de que dicha área se dedique a hacer llamadas se contará con una docena de vendedores que recorran
la ciudad en búsqueda de los potenciales clientes de la empresa y que muestren nuestro producto al exterior lo
cual nos evitará gastos de publicidad. Con el fin de que los vendedores se sientan motivados se les entregará
el 0,5% de comisión por cada empaque que vendan lo cual los ayudará a ser más persuasivos a la hora de
ofrecer el producto.
Una vez ya se cuente con una lista de clientes que demande nuestra producción mensual, cinco de los
vendedores iniciales se dedicarán a llamar a sus clientes y los de los demás vendedores mientras los siete
restantes siguen en la búsqueda de nuevos clientes que hagan que nuestra producción y ganancias aumenten.
Finalmente, cuando ya nuestra producción sea grande y el producto se encuentre a lo largo de una cantidad
significativa de tiendas en Bogotá se intentará ingresar a los grandes almacenes de cadena ya mencionados y
el factor de ayuda será que el producto ya es conocido porque la mayoría de los ciudadanos lo ha visto en su
barrio por lo cual se abarcará con los dos mercados.
1.6.2.
Condiciones de envío del producto (recipientes y restricciones).
El poliestireno, al igual que su monómero el estireno, es un producto inflamable por lo cual el principal riesgo
asociado con productos realizados a partir de este material es el fuego.
Principalmente, dentro de las condiciones de envío, se debe resaltar que el personal que realiza esta labor no
puede fumar ni llevar cerillas o encendedores cerca del producto y que el producto debe encontrarse alejado
de calderas, calentadores, motores de vehículos, etc.
Los vasos, ya terminados, se empacarán en bolsas plásticas y dichas bolsas se dispondrán en cajas de cartón
para la distribución en los diferentes lugares de la ciudad. Las cajas de cartón pueden enviarse en camiones
contenedores.
Cada vez que el camión vaya a descargar se debe asegurar de que no hay fuentes de ignición en la zona. El
producto terminado, ya sea en la planta o en la tienda en la cual será vendido, debe almacenarse a una
temperatura que no sobrepase los 26°C y en un área ventilada que no presente fuentes de ignición cercanas y
se encuentre protegida de la luz solar directa.
1.6.3.
Restricciones legales.
La Norma Técnica Colombiana, NTC, 3205 fija la guía para plásticos y el sistema de codificación. La
guía tiene como objetivo principal establecer un sistema de codificación para los artículos plásticos.
La Guía Técnica Colombiana, GTC, 53-2 establece la gestión ambiental de residuos sólidos y se
especializa en la guía para el aprovechamiento de los residuos plásticos. Esta guía provee información
que permite realizar una gestión integral de los residuos plásticos provenientes de la posindustria o
del posconsumo, incluyendo lo relacionado con las etapas de separación en la fuente y la recolección
selectiva. No establece parámetros de seguridad industrial o higiene ocupacional asociados con la
gestión integral.
La Norma Técnica Colombiana, NTC, 511 establece los requisitos mínimos que deben cumplir los
envases plásticos de hasta 5L de capacidad para uso industrial, farmacéutico, cosmético, doméstico
y alimenticio. En dicha norma no se incluyen productos que sean objeto de otra norma como por
ejemplo bebidas carbonatadas, líquido para frenos y envases utilizados para productos agroquímicos.
1.7. CONCEPTUALIZACIÓN PLANTA – POSIBLES PELIGROS – INDICE DE FUEGO Y EXPOSICIÓN DE
DOW
Al desarrollar la planta y realizar el análisis de la misma se destaca que en toda la planta existen riesgos de IFE
ya que se trabaja con estireno, que es un producto altamente inflamable, para la producción de poliestireno,
que es otro producto inflamable. A continuación, se mencionarán los peligros latentes que tiene cada compuesto
y las áreas donde pueden llegar a ocurrir catástrofes debido al mal manejo de los mismos.
ESTIRENO
El estireno es un compuesto que, además de inflamable, es nocivo mediante la inhalación e irrita los ojos y la
piel. Lo primero que se debe hacer en caso de contacto con la piel es quitar la ropa contaminada y lavar con
agua y jabón las zonas afectadas; con el fin de prevenir esto todo el personal de planta trabajara con un overol
grueso que se pueda quitar con bastante facilidad.
En el caso de que el contacto del producto sea con los ojos, estos deben lavarse con abundante agua durante
15 minutos y posteriormente se debe acudir al oftalmólogo. De acuerdo a lo dicho y con la noción de prevenir
esto, todo el personal que trabaje en el área de recepción de materia prima o en la conversión de ésta al
producto terminado debe portar gafas de seguridad.
Finalmente, si el producto se inhala la persona afectada debe sacarse al aire libre y mantenerse en reposo. Con
el fin de evitar esto todo el personal que trabaje en el área de recepción de materia prima o en el área de la
conversión de esta debe permanecer con tapabocas.
Ya que el estireno es un producto con punto de inflamación a los 32°C se deben mantener medidas de
seguridad para prevenir un incendio. Lo primero que se debe aclarar es que la extinción de alguna llamarada
generada por este compuesto debe realizarse en seco, con espuma o dióxido de carbono; jamás con agua.
Como la planta tiene un riesgo latente de explosión respecto a este compuesto se debe capacitar al personal
realizando simulacros y se debe contar con las prendas adecuadas para estos casos como guantes resistentes
a productos químicos, gafas de seguridad y equipo respiratorio.
Previniendo todo esto, en el diseño de la planta realizado se situaron cinco salidas de emergencia en el primer
piso, cercanas a las áreas de producción y almacenaje, y tres escaleras en el segundo piso que conducen
directamente a la salida del edificio. Las escaleras se situaron con el fin de que las áreas más cercanas a un
posible desastre tengan una salida fácil y no se presenten posibles catástrofes.
Con el fin de prevenir cualquier catástrofe se establece la manipulación del compuesto. En primer lugar, el
estireno debe encontrarse en un lugar bien ventilado y ya que los vapores pueden formar una mezcla explosiva
con el aire se debe evitar la acumulación de cargas electrostáticas por lo cual los recipientes deben ser
conectados a toma a tierra. En toda la planta se señalizará la prohibición del cigarrillo y todo el personal debe
utilizar prendas adecuadas (las ya descritas).
Por otra parte, el producto se encontrará en un lugar bien ventilado, fresco y oscuro; se protegerá del calor y su
almacenamiento no superará los quince días. No recaerá la acción directa del sol y ésta área contará con una
salida de emergencia.
POLIESTIRENO
Al igual que con muchos productos químicos, existen riesgos relativos al poliestireno que de tomar las medidas
necesarias se reducirán al mínimo. El principal riesgo asociado al transporte, almacenamiento, manejo y
producción de este compuesto es el fuego ya que el poliestireno es inflamable; el Subcomité de las Naciones
Unidas para el Transporte de Mercancías Peligrosas y el Departamento de Transporte de Estados Unidos ha
clasificado la resina de poliestireno expandible como riesgo de clase 9 lo cual quiere decir que presenta riesgos
varios.
Para eliminar las fuentes de ignición en la planta y asegurar así la seguridad de la misma se debe:
Prohibir que el personal de la empresa fume, lleve cerillas o encendedores en todas las áreas de
operación.
Mantener los equipos en buenas condiciones de funcionamiento para así evitar la generación de
chispas eléctricas, por fricción o electrostáticas, que puedan constituir una fuente de ignición.
Se debe garantizar que las conexiones eléctricas son buenas y todos los equipos del proceso tienen
puesta a tierra.
Cuando se deban realizar trabajos peligrosos como soldaduras se deben retirar todos los compuestos
del área de trabajo y el proceso debe ser llevado a cabo con supervisión y extintores cerca.
Equipos como teléfonos móviles, computadores y demás pueden generar chispa por lo que deben
encontrarse alejados de la planta de producción.
Además de todas las precauciones que ya se han mencionado, en la planta se debe contar con elementos de
protección auditiva, que impidan el daño de los tímpanos, y con cascos que prevengan accidentes.