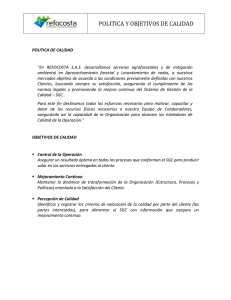
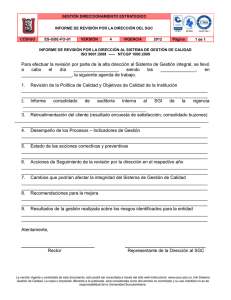
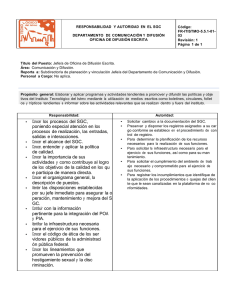
DEPARTAMENTO DE CIENCIAS DE LA ENERGIA Y MECÁNICA CARRERA DE INGENIERIA MECÁNICA CARRERA DE INGENIERIA MECATRÓNICA LABORATORIO DE PROCESOS DE MANUFACTURA GUÍAS DE PRACTICAS DE PROCESOS DE MANUFACTURA I SANGOLQUÍ – ECUADOR 2019 UNIVERSIDAD DE LAS FUERZAS ARMADAS DEPARTAMENTO DE CIENCIAS DE LA ENERGIA Y MECÁNICA LABORATORIO DE PROCESOS DE MANUFACTURA INTRODUCCIÓN PROPÓSITO DE LAS PRÁCTICAS. Reforzar la parte teórica consolidando los conocimientos a través del desarrollo de prácticas en el laboratorio. Incentivar la investigación, conocimiento de las propiedades de los materiales y sus aplicaciones. DESARROLLO DE LAS PRÁCTICAS Las prácticas se realizarán en grupo de dos o tres estudiantes máximo. Las prácticas se desarrollarán por los estudiantes después de haber revisado la guía y el mismo que será entregado antes de realizar la práctica. Se realizará un coloquio del trabajo preparatorio a los alumnos individualmente. Los integrantes del grupo tienen que saber exactamente cuáles son los objetivos a alcanzarse y las características y operación básica antes de la ejecución de la práctica. EJECUCION DE LA PRÁCTICA Las prácticas se llevarán a cabo por todos los integrantes del grupo sin excepción, anticipándose en disponer de todos los elementos, requerimientos necesarios para ejecutar la práctica. Los informes de cada práctica tendrán un plazo de entrega. Los trabajos de las prácticas deben ser realizadas en el Laboratorio de Procesos de Manufactura del DECEM. CALIFICACIÓN Dependiendo del esfuerzo ejercido por cada grupo, todos los integrantes obtendrán la misma nota, en los siguientes ítems: Presentación del informe. Correcta ejecución de hoja de procesos y planos. Conclusiones y recomendaciones de acuerdo al tema Adicional cada estudiante tendrá una nota individual con respecto a: Contenido de las respuestas a las preguntas planteadas. Prueba de destreza y conocimiento en la operación de las máquinas herramientas. Manejo de las normas de seguridad en la operación de máquinas y en el laboratorio. Todos los informes deben presentarse según formato adjuntado. RECOMENDACIONES. Seguir estrictamente las normas de seguridad Generales del Laboratorio y las puntuales de cada máquina o proceso. Para la utilización de los equipos y/o materiales de laboratorio primero deberán recibir la explicación del funcionamiento y cuidado por parte del docente/laboratorista. El comportamiento disciplinario debe ser el correcto durante el desarrollo de la práctica. No utilizar equipos o materiales que no correspondan a la práctica que se encuentran realizando. Para la utilización de equipos y materiales de laboratorio siempre deben utilizar las normas de uso y conexión. El estudiante que no cumpla con las indicaciones expuestas por el instructor no se le permitirá ejecutar las prácticas. Revisar los equipos y accesorios entregados por parte del docente/laboratorista antes de ejecutar la práctica, porque si existiesen defectos o novedades serán responsables los integrantes del grupo. No consumir alimentos en el laboratorio. PRESENTACIÓN DEL INFORME. Los informes constarán de las siguientes partes: Hoja de Presentación (la que se encuentra en esta guía) Hoja introductoria según Formato Adjuntado: 1. 2. 3. 4. 5. 6. 7. Tema de la práctica Resumen de la práctica (120 palabras) Objetivo(s) (Los objetivos a ser logrados por la práctica) Equipos y Materiales. Procedimiento de la práctica Tarea a entregar de cada unidad Conclusiones y Recomendaciones Considerar que los Plano Constructivo deben ser realizados en su totalidad cumpliendo las normas del Código de Dibujo Técnico Mecánico del INEN y rotulado de la ESPE; las Hoja de Procesos deberán ser llenadas a mano. DEPARTAMENTO DE CIENCIAS DE LA ENERGIA Y MECÁNICA CARRERA DE INGENIERIA MECÁNICA CARRERA DE INGENIERIA MECATRÓNICA LABORATORIO DE PROCESOS DE MANUFACTURA NRC LABORATORIO: ………. NRC TEORIA:……………… INFORME DE LABORATORIO No…… TRABAJO PREPARATORIO DE LABORATORIO No…… TEMA DEL LABORATORIO Profesor Laboratorio: __________________ Profesor Teoría: __________________ INTEGRANTES GRUPO…….. Recibido por: __________________ FECHA - CIUDAD INFORME DE LABORATORIO N°.................TEMA………………………… INTEGRANTES GRUPO …………… INFORME 1. 2. FECHA / HORA :……………………. PRACTICA 1. 2. . GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. DEPARTAMENTO: CIENCIAS DE LA ENERGÍA Y MECÁNICA ASIGNATURA: PROCESOS DE MANUFACTURA I DOCENTE: LABORATORIO EJECUCIÓN PRÁCTICA TEMA DE LA PRÁCTICA: RESUMEN DE LA PRÁCTICA: OBJETIVOS: MATERIALES: REACTIVOS: EQUIPOS: MUESTRA: PROCEDIMIENTO DE LA PRÁCTICA: ACTIVIDADES POR DESARROLLAR: CONCLUSIONES: RECOMENDACIONES: INSUMOS: CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 CARRERA: INGENIERÍA MECÁNICA/MECATRÓNICA PERíODO: NIVEL: NRC: PRÁCTICA N°: PROCESOS DE MANUFACTURA GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 DEPARTAMENTO: CIENCIAS DE LA ENERGÍA Y MECÁNICA CARRERA: INGENIERÍA MECÁNICA/MECATRÓNICA ASIGNATURA: PROCESOS DE MANUFACTURA I PERíODO: 201950 NIVEL: V DOCENTE: NRC: PRÁCTICA N°: 1 LABORATORIO EJECUCIÓN PRÁCTICA PROCESOS DE MANUFACTURA TEMA DE LA RECONOCIMIENTO Y SEGURIDAD INDUSTRIAL EN EL LABORATORIO DE PROCESOS DE MANUFACTURA PRÁCTICA: INTRODUCCIÓN: La Seguridad es aquella que se ocupa de las normas, procedimientos y estrategias, destinados a preservar la integridad física de los trabajadores, en la industria está en función de las operaciones de la empresa, por lo que su acción se dirige a la prevención de accidentes laborales, manteniendo un ambiente favorable laboral y un nivel óptimo de salud para los trabajadores. Para la creación de un ambiente seguro en el trabajo implica cumplir con normas y procedimientos de seguridad industrial. Las normas son un punto muy importante que ayudaran a reforzar el ambiente de seguridad. Contar con sistema estadístico que permita detectar el avance o disminución de los accidentes y la causa de los mismos, permitirá montar un plan de seguridad y así buscar los medios necesarios para llevarlo a cabo. La seguridad industrial La seguridad industrial es un área multidisciplinaria que se encarga de minimizar los riesgos de accidentes en la industria, ya que toda actividad industrial tiene peligros inherentes que necesitan de una correcta gestión. Las normas de seguridad han pasado por diferentes fases, y por distintos momentos de implementación, e inicialmente el interés estaba concentrado en que las instalaciones fueran seguras, en evitar accidentes y en el uso de elementos de protección, las cuales estaban concentradas específicamente en los aspectos físicos y logísticos para garantizar la seguridad en los trabajadores. Pero más allá de las especificaciones logísticas o físicas, la seguridad industrial debe ser o tener un enfoque integral, holísticas e incluyentes, y tener en cuenta además, la responsabilidad del trabajador y de todos los miembros en el auto cuidado, su ambiente laboral, sus comportamientos, por lo que el sistema de gestión de la seguridad es una red en la que todos son responsables. Equipos de seguridad personal (EPP) Los EPP comprenden todos aquellos dispositivos, accesorios y vestimentas de diversos diseños que emplea el trabajador para protegerse contra posibles lesiones, cuando los peligros no han podido ser eliminados por completo o controlados por otros medios. Requisitos de un E.P.P. - Proporcionar máximo confort y su peso debe ser el mínimo compatible con la eficiencia en la protección. - No debe restringir los movimientos del trabajador. - Debe ser durable y de ser posible el mantenimiento debe hacerse en la empresa. - Debe ser construido de acuerdo con las normas de construcción. - Debe tener una apariencia atractiva. Clasificación de los E.P.P. Protección a la Cabeza (cráneo). Protección de Ojos y Cara. Protección a los Oídos. Protección de las Vías Respiratorias. Protección de Manos y Brazos. Protección de Pies y Piernas. Cinturones de Seguridad para trabajo en Altura. Ropa de Trabajo. Ropa Protectora. GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 Recomendaciones de seguridad en el laboratorio: CUIDADO PERSONAL Utilizar gafas o anteojos de seguridad aprobados en todo momento. Nunca usar ropa floja o suelta junto a ninguna máquina. Utilizar zapatos de seguridad (punta de acero y planta antideslizante) en todo momento. No portar anillos, relojes y pulseras; pueden quedar atrapados en las máquinas y provocar lesiones. Nunca utilice guantes cuando opere una máquina. El cabello largo debe protegerse por medio de una red o de un casco protector aprobado. ORDEN Y LIMPIEZA Mantener el piso alrededor de la máquina libre de herramientas o materiales, que pueden interferir con la capacidad del operador de movilizarse con seguridad. Mantener siempre el piso limpio y libre de aceite o grasa. Siempre detener la máquina antes de tratar de limpiarla. No ponga herramientas ni materiales sobre la mesa de la máquina, utilice un banco cerca de la máquina. No utilizar aire comprimido para eliminar virutas de una máquina, siempre utilice un cepillo y no un trapo para eliminar virutas. MANEJO DE HERRAMIENTAS Y MATERIALES Eliminar siempre las rebabas y bordes agudos de las piezas de trabajo. Nunca se deben manejar herramientas de corte con la mano desnuda. Usar las técnicas adecuadas para levantar herramientas o materiales. OPERACIÓN DE MÁQUINAS HERRAMIENTAS Nunca intente operar una máquina herramienta salvo que conozca bien su mecanismo y la forma de detenerla rápidamente. Comprobar que todos los protectores de seguridad estén colocados en su lugar antes de poner en marcha alguna máquina. Mantener las manos alejadas de las partes móviles. Siempre detener la máquina antes de medir, limpiar o hacer cualquier ajuste de la pieza de trabajo. Una máquina nunca debe ser operada por más de una persona al mismo tiempo. OBJETIVOS: Identificar la maquinaria y las herramientas básicas existentes en el Laboratorio de Procesos de Manufactura. Identificar los riesgos que se presentan en el taller de Procesos de Manufactura. Identificar y utilizar el equipo de seguridad diseñado para el trabajo con máquinas herramienta. Analizar los procedimientos seguros que deben seguirse en el taller de procesos de manufactura MATERIALES: REACTIVOS: N/A INSUMOS: N/A EQUIPOS: N/A MUESTRA: N/A INSTRUCCIONES: PRIMERA SESIÓN 1. Trasladarse por las diferentes áreas del Laboratorio de Procesos de Manufactura, acompañados del instructor, recibiendo una explicación general de los procesos que se pueden realizar en las máquinas herramientas. GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 ACTIVIDADES POR DESARROLLAR: 1. Realizar una verificación física ocular de las condiciones de seguridad industrial existentes en el laboratorio 2. Anotar los actos y condiciones inseguras encontradas en el laboratorio y realizar una propuesta de mejoras para minimizar o eliminar los riesgos existentes 3. Análisis de aspectos de trabajo, si se desencadena un accidente, que equipos de seguridad o acción de seguridad recomendada para disminuir la probabilidad de un accidente (Ejemplo) Tabla de Riesgos y la Forma de Minimizarlos TALADRO Ord. Aspecto de trabajo Posible Impacto de accidente. Acción Preventiva Utilizar ropa adecuada para el trabajo no muy floja Recoger el pelo largo con una gorra o red 1. Atrapamiento de ropa 1 2 Broca de corte gira a alta velocidad 2. Lastimado extremidades y manos No utilizar relojes, anillos, cadenas, etc. cuando de se opera esta máquina. 1. Proyecciones de viruta Incandescente al rostro y Generación de ojos viruta al cortar 2. Lastimadura de las M anos No agarrar la herramienta de corte mientras gira Utilizar gafas de protección al taladrar o preferible una pantalla Trabajar con la ropa cerrada a la altura del cuello Utilizar guantes de uso general Utilizar brocha para eliminar viruta de la parte taladrada. 4. Preguntas a. ¿Cuáles son Riesgos de las máquinas y entorno? ¿cómo se puede evitar un accidente durante el trabajo con máquinas-herramientas? b. ¿Consultar en que consiste la aplicación de las normas de OSHA? c. ¿Cuál es la pieza principal del equipo de seguridad en el taller mecánico? d. Describa la vestimenta apropiada para el taller de máquinas-herramientas e. ¿Cuál es el riesgo de líquidos refrigerantes, aceites y solventes, para la integridad personal? f. Describir al menos dos peligros de aire comprimido. g. Consultar, ¿por encima de intensidad relativa del sonido se considera un riesgo industrial? ¿Cuáles son las unidades utilizadas para medirla? ¿Cómo puedo prevenir sus efectos? h. Investigar y colocar en una tabla los niveles de decibelios de varios sonidos, ruidos repentinos de afilados o de alta intensidad que son los más dañinos para los tímpanos RESULTADOS OBTENIDOS: Informe de la práctica Evaluación de la práctica FIRMAS F: ……………………………………………. Ing. Byron Cortez DOCENTE F: ………………………………………………. Ing. Carlos Naranjo COORDINADOR DE ÁREA DE CONOCIMIENTO F: ………………………………………………… Ing. Byron Cortez JEFE DE LABORATORIO GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 DEPARTAMENTO: CIENCIAS DE LA ENERGÍA Y MECÁNICA CARRERA: INGENIERÍA MECÁNICA/MECATRÓNICA ASIGNATURA: PROCESOS DE MANUFACTURA I PERíODO: 201950 NIVEL: DOCENTE: NRC: PRÁCTICA N°: LABORATORIO EJECUCIÓN PRÁCTICA PROCESOS DE MANUFACTURA TEMA DE LA DOBLADO Y CORTADO DE CHAPA – DOBLADO DE TUBOS PRÁCTICA: INTRODUCCIÓN: V 2 DOBLADO.- Es un proceso de conformado en el que no existe separación de material realizando una deformación plástica para dar forma alrededor de un ángulo determinado a una lámina o tubo. Durante la operación, las fibras externas del material están en tensión, mientras que las interiores están en compresión. El doblado no produce cambios significativos en el espesor de la lámina metálica. TIPOS DE DOBLADO: Doblado por arrastre En este método, la pieza de trabajo se sujeta contra un dado que tiene la forma del doblez, como el doblado por compresión, pero ahora el dado gira jalando la pieza de trabajo por una matriz de presión y en muchos casos sobre un mandril. Este método es adecuado para tubos de pared delgada, es especial cuando se doblan en radios pequeños permite un control más estrecho sobre la pieza de trabajo. Doblado entre formas En este tipo de doblado se usa para láminas, esta es deformada entre un punzón en forma de V u otra forma y un dado. Se pueden doblar con este punzón desde ángulos muy obtusos hasta ángulos muy agudos. Esta operación se utiliza generalmente para operaciones de bajo volumen de producción. Doblado deslizante En el doblado deslizante, una placa presiona la lámina metálica a la matriz o dado mientras el punzón le ejerce una fuerza que la dobla alrededor del borde del dado. Este tipo de doblado está limitado para ángulos de 90°. GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 CORTE O CIZALLADO.- Es una operación de corte de láminas que consiste en disminuir la lámina a un menor tamaño. Para hacerlo el metal es sometido a dos bordes cortantes. OBJETIVOS: Operar las herramientas y equipos para el corte y doblado de plancha y tubos. Observar la influencia del espesor del material en el doblado de piezas de planchas y tubos. Realizar el corte y el doblado de una chapa metálica, y el doblado de un tubo Desarrollar criterios para aprovechar la materia prima en la construcción de piezas en lámina de acero. MATERIALES: REACTIVOS: N/A INSUMOS: Tubos de 1 , ¾ y ½ pulgada Tol de 1 mm de espesor Herramientas: EQUIPOS: Flexómetro Dobladora manual de laminas Pie de rey Dobladora manual de tubos Tijeras para tol Entenalla Escuadra Cizalla Rayador MUESTRA: N/A GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 INSTRUCCIONES: PRIMERA SESIÓN 1. Atienda la explicación del instructor sobre los tipos de herramientas de corte, prensas para cortar y doblar. 2. Manipule las herramientas y máquinas realizando algunos cortes en chapa de distinto espesor y tipo. 3. Atienda la explicación del instructor sobre la técnica de doblado y la necesidad de la determinación del plano neutro de doblado, tanto para chapa metálica y tubos. ACTIVIDADES POR DESARROLLAR: 1. Determine experimentalmente el plano neutro de doblado para los tubos que se le suministre para lo cual llene el cuadro de datos que se anexa. 2. Realice un cuadro de datos del “crecimiento” de las medidas al doblar chapa de varios espesores. 3. El cuadro de datos con los cuales determinó la ubicación del plano neutro de doblado y el análisis respectivo de los valores que se obtuvo. 4. Realice el análisis de la calidad de los cortes efectuados con las distintas herramientas y sobre los distintos materiales. (Las piezas cortadas deben ser identificadas adecuadamente). 5. Realice el desarrollo y construya de la pieza de tool asignada, dentro de las tolerancias especificadas y haciendo un uso adecuado de la materia. 6. Realice el desarrollo y construya de la pieza de tubo asignada, dentro de las tolerancias especificadas y haciendo un uso adecuado de la materia prima. 7. La pieza de tol y tubo construida con el plano. RESULTADOS OBTENIDOS: Informe de la práctica Evaluación de la práctica FIRMAS F: ……………………………………………. Ing. Byron Cortez DOCENTE F: ………………………………………………. Ing. Carlos Naranjo COORDINADOR DE ÁREA DE CONOCIMIENTO F: ………………………………………………… Ing. Byron Cortez JEFE DE LABORATORIO GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 Tabla de valores Característica Diámetro Espesor de la pared Longitud Inicial Radio de doblez Parte recta 1 Parte recta 2 Ángulo de doblado Tubo No. 1 Tubo No. 2 Tubo No. 3 (d) (e) (Lo) (r) (a) (b) (Y) Ubicación plano neutro (x) Relación x/d Doblado de tubos Lo : Longitud inicial del tubo d : diámetro del tubo r : radio de doblez ángulo de doblado a y b : lados rectos x : distancia al plano neutro Lo = a + b + (r + x ) Lo - a - b x= -r GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. DEPARTAMENTO: CIENCIAS DE LA ENERGÍA Y MECÁNICA ASIGNATURA: PROCESOS DE MANUFACTURA I DOCENTE: LABORATORIO EJECUCIÓN PRÁCTICA TEMA DE LA TECNICAS DE AJUSTAJE PRÁCTICA: INTRODUCCIÓN: CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 CARRERA: INGENIERÍA MECÁNICA/MECATRÓNICA PERíODO: 201950 NIVEL: NRC: PRÁCTICA N°: PROCESOS DE MANUFACTURA V 3 El ajustaje comprende un conjunto de trabajos que se realizan a fin de hacer que una pieza metálica encaje en su lugar de manera adecuada. Los trabajos de ajustaje se realizan con las herramientas del ajustador, sean estas manuales o mecanizadas, o también en las procesos de manufactura. Operaciones básicas: las operaciones más comunes en los trabajos son: trazado, aserrado manual, limado, taladrado, roscado el esmerilado y acabado. Trazado: tiene por objeto marcar líneas o trazos para limitar los contornos de las piezas, los ejes de simetría de las mismas o de sus orígenes y los puntos de intersección de estos ejes de simetría. Se lo realiza sobre los productos en bruto o mecanizados, en la fabricación de piezas unitarias o series muy pequeñas. Aserrado manual: es una operación de desbaste que se realiza con la hoja de sierra por arranque de viruta y cuyo objeto es cortar el material parcialmente o totalmente. Esta operación resulta productiva, ya que el trabajo se efectúa con notable rapidez, evitando a veces el trabajo laborioso de otras herramientas y además con poca perdida de material. En la práctica industrial se emplean sierra alternativa, circulares y de cinta para el corte de barras y piezas en desbaste y el aserrado a mano, solo en aquellos trabajos en los que anteriores no puedan aplicarse por razones técnica o económicas. Roscado: se llama al trabajo de hacer roscas en determinadas superficies de las piezas. Se denomina rosca a una parte de una pieza cuya superficie tiene la forma de un filete o reborde saliente arrollado en forma de hélice. Las roscas pueden ser interiores cuando se encuentra en la parte interior de un taladrado, o exterior cuando forman la superficie exterior de un cilindro. Las herramientas empleadas para la construcción de roscas son distintas según el roscado sea interior o exterior. Para la construcción de roscas interiores se emplean los llamados machuelos, mientras que para las roscas exteriores se utilizan las denominadas terrajas. Limado: es la operación de ajuste por arranque de viruta de desbaste o acabado superficies de piezas que por su forma irregular o su volumen no se pueden mecanizarse en una máquina herramienta o que resulta más económico el uso de la lima. El limado es un trabajo laborioso de producción muy pequeña, con buena habilidad y herramientas apropiadas se pueden alcanzar tolerancias de hasta 0.02 mm con acabo superficial tipo n7. Taladrado: es la operación de ajuste que tiene por objeto hacer agujeros cilíndricos, con formación de viruta, por medio de una herramienta giratoria llamada broca, sobre diferentes tipos de material, cuya posición, diámetro y profundidad ha sido determinados previamente. Una broca es una herramienta de corte giratoria la cual tiene uno o más bordes de corte con sus correspondientes ranuras las cuales se extienden a lo largo del cuerpo de la broca. En el proceso de taladrado se realizan dos movimientos: el movimiento de corte y el de avance. Estos dos movimientos siempre se realizan, salvo en algunas máquinas de taladrado profundo, en las cuales no hay movimiento de corte ya que la pieza se hace girar en sentido contrario a la broca. OBJETIVOS: Identificar las herramientas y elementos más relevantes dentro de los procesos que se tiene dentro de la fabricación del modelo propuesto con técnicas de ajustaje. Planificar la construcción de un elemento mecánico por medio de las técnicas de ajustaje. Desarrollar la habilidad para el manejo y utilización de técnicas de ajustaje. MATERIALES: REACTIVOS: INSUMOS: GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. N/A a. b. c. d. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 Un bloque de A36 130x40x40 mm Un perno Allen de 7/8 x 1 ¼ mm Un pasador 8 x 35 mm Un bloque de madera de 12.7x20x300 mm EQUIPOS: Bancos de Trabajo y Prensas de Banco Lima, Carda, Pie de Rey, Escuadra, Rayador, Granete, Números de Golpe Brocas de diversas medidas, Abocardador, Avellanador, Machuelos y Terrajas MUESTRA: N.A. INSTRUCCIONES: PRIMERA SESIÓN 1. Atender la explicación del instructor sobre la práctica y manejo de equipos. 2. Considerar dimensiones, tolerancias, acabados superficiales y equipos a disposición. 3. Realizar la planificación de fabricación de las distintas partes de la pieza a fabricar. SEGUNDA SESIÓN 4. Traer la materia prima necesaria para la fabricación de la práctica 5. Preparar el equipo, accesorios y herramientas para la fabricación del equipo 6. Analizar los procesos de fabricación y realizar un informe final. ACTIVIDADES POR DESARROLLAR: 1. Enumere las partes de un gramil y explique cómo se utiliza en los trazados al aire. 2. Indique los tipos de granetes que existen en función del ángulo de su punta y explique cómo se utiliza. 3. Explique cómo se utiliza los barnices de trazado. 4. ¿Cuáles son los principales factores que pueden influir negativamente en el desarrollo de un trazado? 5. ¿Por qué las hojas de sierra se fabrican con diferentes números de dientes? 6. Explique que es el triscado en una hoja de sierra y su clasificación. 7. Realice una tabla en la cual representen las formas de las limas, la denominación que tienen y la utilización que se les da en función de la forma. 8. Indique para que podrá utilizarse una lima de picado doble que posea ocho dientes por cm2. 9. Enumere los pasos que deben dar para limar una pletina plana. 10. Explique el propósito de los tres machuelos de un juego. 11. ¿Cuál es la influencia de un diámetro de taladrado demasiado pequeño en la calidad de la rosca? 12. ¿Cuál es la influencia de un diámetro de taladrado demasiado grande en la calidad de la rosca? 13. Explique cuál es la finalidad del escariado 14. ¿Qué cantidad de material máximo debe desbastar un escariador como el usado en el desarrollo de la práctica? 15. Explique los métodos de verificación utilizados en superficies planas. 16. Hojas de Procesos de las piezas 17. Los planos de las piezas fabricadas, que incluyan todas las especificaciones necesarias. RESULTADOS OBTENIDOS: 1. Informe de la práctica 2. Evaluación de la práctica FIRMAS F: ……………………………………………. Ing. Byron Cortez DOCENTE F: ………………………………………………. Ing. Carlos Naranjo COORDINADOR DE ÁREA DE CONOCIMIENTO F: …………………………………………………… Ing. Byron Cortez JEFE DE LABORATORIO GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 DEPARTAMENTO: CIENCIAS DE LA ENERGÍA Y MECÁNICA CARRERA: INGENIERÍA MECÁNICA/MECATRÓNICA ASIGNATURA: PROCESOS DE MANUFACTURA I PERíODO: 201950 NIVEL: DOCENTE: NRC: PRÁCTICA N°: LABORATORIO EJECUCIÓN PRÁCTICA PROCESOS DE MANUFACTURA TEMA DE LA REQUISITOS BÁSICOS Y OPERACIONALES DE LAS MÁQUINAS HERRAMIENTAS PRÁCTICA: INTRODUCCIÓN: V 4 Una máquina herramienta, a fin de que cumpla a satisfacción las tareas para las cuales ha sido diseñada, debe cumplir los siguientes requisitos básicos: Generar la forma que se requiere y para la cual ha sido diseñada. Proporcionar un acabado superficial a las piezas trabajadas dentro de los límites preestablecidos. Eliminar el material de sobre medida a un ritmo económico. Garantizar la facilidad de manejo y operación así como la seguridad de los operadores. El mantenimiento de la máquina debe ser mínimo y fácil de realizar. Una máquina herramienta no trabajará en forma efectiva si no se opera y cuida adecuadamente. Por tanto, toda máquina una vez instalada deberá recibir el mantenimiento preventivo apropiado (principalmente limpieza y lubricación), y ser comprobada periódicamente en su precisión. La ISO 230 especifica los métodos para probar la precisión de las máquinas herramienta, que operan sin carga o en condiciones casi estáticas, mediante pruebas geométricas y de mecanizado. Los métodos también se pueden aplicar a otros tipos de máquinas industriales. Esta parte de ISO 230 cubre máquinas accionadas por electricidad, que pueden usarse para mecanizar metal, madera, etc., mediante la eliminación de virutas o material de virutas o por deformación plástica. No cubre herramientas de mano portátiles accionadas por motor. La ISO 230 se refiere a la prueba de precisión geométrica. No es aplicable a las pruebas de funcionamiento de la máquina herramienta (vibraciones, movimiento de deslizamiento de los componentes, etc.) o al control de las características (velocidades, avances); no cubre la precisión geométrica de los movimientos de la máquina de alta velocidad donde las fuerzas de mecanizado son típicamente más pequeñas que las fuerzas de aceleración. OBJETIVOS: Describir en forma técnica los requisitos básicos y operacionales de las máquinas herramienta a fin de garantizar la calidad y economía de los trabajos que en ellas se realice MATERIALES: REACTIVOS: N/A INSUMOS: a. Franela b. Guaipe EQUIPOS: Tornos Paralelos Harrison M300 Fresadora Universal Harrison Fresadora vertical Bridgeport Fresadora Universal vertical Taladro fresador N°1 Taladro fresador N°2 Comparador de reloj Base magnética para comparador Nivel de precisión MUESTRA: N.A. GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 INSTRUCCIONES: PRIMERA SESIÓN a) Atienda la explicación del instructor sobre los distintos sistemas que forman parte del torno paralelo y fresadora. b) Atender la explicación del instructor sobre la cartilla de verificación de precisión para el torno y fresadora. ACTIVIDADES POR DESARROLLAR: 1. Un resumen de la norma ISO 230 parte 1. 2. Describa los componentes básicos de las máquinas herramientas existentes en el laboratorio. 3. Realice 4 pruebas de control de precisión de la máquina herramienta asignada (estas se detallan en la cartilla de correspondiente). Anote sus mediciones en los cuadros correspondiente 4. Determine el valor promedio de las desviaciones en cada una de las pruebas 5. Establezca la condición en la que se encuentra la máquina herramienta asignada, si se requieren realizar correcciones indique cuales serían éstas 6. ¿Qué calidades de precisiones se utiliza para fabricar las máquinas herramienta?, ¿Cuál es la influencia de la precisión de la máquina en el costo de los trabajos que en ella se realicen? 7. ¿Qué factores influirán en la periodicidad del control de precisión de una máquina herramienta? 8. Detalle tres pruebas de control que usted realizaría para establecer el estado operacional del Taladro de pedestal. Indicando en un esquema cómo se realizaría y que se trataría de controlar con la misma. RESULTADOS OBTENIDOS: 1. Informe de la práctica 2. Evaluación de la práctica FIRMAS F: ……………………………………………. Ing. Byron Cortez DOCENTE F: ………………………………………………. Ing. Carlos Naranjo COORDINADOR DE ÁREA DE CONOCIMIENTO F: …………………………………………………… Ing. Byron Cortez JEFE DE LABORATORIO GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. PRUEBA N° ____ Objetivo: ...................................................................................................................................... . ………………………………………………………………………………………………… Desviación permitida: ………………………………. Esquema: Tabla No. 1 Datos de las mediciones Ord. 1 2 3 4 5 Promedio Medida Observaciones CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. DEPARTAMENTO: CIENCIAS DE LA ENERGÍA Y MECÁNICA ASIGNATURA: PROCESOS DE MANUFACTURA I DOCENTE: LABORATORIO EJECUCIÓN PRÁCTICA TEMA DE LA FUERZA Y POTENCIA DE CORTE PRÁCTICA: INTRODUCCIÓN: CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 CARRERA: INGENIERÍA MECÁNICA/MECATRÓNICA PERIODO: 201950 NIVEL: NRC: PRÁCTICA N°: PROCESOS DE MANUFACTURA V 5 La fuerza de corte que actúan sobre una herramienta depende de su geometría, del material cortado y del régimen de corte. Para el caso del torneado, el esquema de corte oblicuo es el más generalizado en el cual básicamente se tiene tres fuerzas: Fuerza tangencial, Fuerza axial y Fuerza radial; sin embargo, para efectos prácticos la fuerza tangencial es la más importante y por lo tanto conocerla. La óptima utilización de una máquina herramienta depende de la magnitud de la fuerza de corte y de la velocidad a la que se elimina el material, es decir de la potencia que se utiliza para el trabajo. La fuerza de corte depende del área cortada, de las propiedades mecánicas del material maquinado, de la geometría de la herramienta de corte y de otros factores más. Estudios sobre el maquinado han determinado que en forma teórica se puede calcular la fuerza de corte y la potencia de corte mediante las siguientes fórmulas: Fc Ks a x p y Pc Fc Vc Dónde: Fc = Fuerza de corte Ks = Fuerza específica de corte ó presión específica de corte (propia del Material cortado) a = avance p = profundidad Vc = Velocidad de corte Pc = Potencia de corte x e y = exponentes (en forma general es igual a 1 para el torneado) En forma práctica la fuerza de corte durante el torneado puede ser medida mediante un dinamómetro (fig. 1). El principio de un dinamómetro mecánico simple es aplicado en un dispositivo que mide la fuerza tangencial que se aplica en la herramienta de corte. La deflexión de la cuchilla es medida por el reloj comparador; esta deflexión se multiplica por la constante del dinamómetro y obtenemos la fuerza de corte. Fc = Kd X ∆y Dónde: Kd = Constante del dinamómetro. ∆y = Desviación medida en el comparador de reloj. GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 Fig. 1 Medición de la Fuerza tangencial de corte con un dinamómetro OBJETIVOS: Medir las fuerzas de corte para distintos regímenes de corte y establecer cómo influye este en la óptima utilización de una Máquina Herramienta, así como en la calidad del trabajo. MATERIALES: REACTIVOS: N/A INSUMOS: a. Eje de acero b. Cuchilla de corte, Hss de ½ plg c. Brocha EQUIPOS: Torno Paralelo Harrison M300. Dinamómetro de torno ( Kd = 26000 N/mm) Reloj comparador Juego de llaves hexagonales. Pie de rey Juego de llaves de boca MUESTRA: N.A. INSTRUCCIONES: PRIMERA SESIÓN a) Atienda la explicación sobre la operación del torno, especialmente de cómo fijar los regímenes de corte. b) Compruebe que el dinamómetro se encuentre bien instalado, con la herramienta en la ubicación correcta y los relojes comparadores correctamente fijados. c) Establezca la referencia en el reloj comparador, fije el régimen de corte, prenda el torno, conecte el avance automático y realice el maquinado. d) Anote la lectura que marca el reloj comparador en la tabla respectiva. (No se debe esperar demasiado tiempo para tomar la lectura). Desconecte el avance automático, regrese la cuchilla al inicio de la pieza y limpie la cuchilla. e) Repita los puntos c y d, hasta que se agoten todas las variaciones de régimen de corte (se recomienda iniciar con la variación del avance, luego con la variación de la profundidad y por último la variación de la velocidad de rotación.) f) Limpie el sitio de trabajo. GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 ACTIVIDADES POR DESARROLLAR: 1. Realice los siguientes gráficos: a) Fuerza de corte vs Área de corte (con a = cte y p = cte) b) Fuerza de corte vs Velocidad de corte (Ac = cte) c) Presión específica de corte vs Área de corte (a = cte y p = cte) 3. Realice el análisis de los gráficos, así como de los resultados obtenidos y presentados en los cuadros respectivos. 4. Para un mismo material y para una misma sección cortada ¿Por qué la fuerza específica de corte en el torneado es distinta de la fuerza específica de corte para el taladrado o fresado? 5. ¿Cómo influye la rigidez de la pieza, la rigidez de su sujeción y la rigidez de la herramienta de corte durante en los procesos de mecanizado? 6. ¿Señale cuál es la importancia de la fuerza radial cuando se realiza un corte? RESULTADOS OBTENIDOS: 1. Informe de la práctica 2. Evaluación de la práctica FIRMAS F: ……………………………………………. Ing. Byron Cortez DOCENTE F: ………………………………………………. Ing. Carlos Naranjo COORDINADOR DE ÁREA DE CONOCIMIENTO F: …………………………………………………… Ing. Byron Cortez JEFE DE LABORATORIO GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 1. Variando el Avance Diámetro: _________ mm Vel. Rotación: _________ Ord. Profundidad de corte : 0,5 mm rpm Velocidad de corte :_____ m/min A Ac Defle. Y Fc Pc Ks. I mm/rev mm2 E-3 mm N Kw N/mm2 % 01 0,12 02 0,2 03 0,4 04 0,6 05 0,8 2. Variando la profundidad de Corte Diámetro: _________ mm Avance Vel. Rotación: _________ rpm Ord. : 0,25 mm/rev Velocidad de corte : ______m/min P Ac Defle. Y Fc Pc Ks. i mm mm2 E-3 mm N Kw N/mm2 % 01 0,24 02 0,4 03 0,8 04 1,2 05 1,6 GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 3. Variando la Velocidad de Corte Diámetro : _____ mm Avance Área de corte (Ac) : 0,2 mm2 Profundidad de corte: 0,66 mm Ord. : 0,3 mm/rev N Vc Defle. Y Fc Pc Ks. i rpm m/min. E-3 mm N Kw N/mm2 % 01 85 02 125 03 180 04 260 05 370 FORMULARIO: Vc . D. n 1000 Ac a. p Fc Kd . Y Fc Ks Ac Fc.Vc Pc 60 Pc i .100 Pm Vc = Velocidad de corte [m/min] D = Diámetro de la pieza [mm] n = Velocidad de rotación de la pieza [rpm] Ac = Área de corte [mm2] a = Avance [mm/rev] p = Profundidad de corte [mm] Fc = Fuerza de corte [N] Kd = constante del dinamómetro [N/mm] Y = deflexión del dinamómetro [mm] Ks = Fuerza (presión) específica de corte [N/mm2] Pc = Potencia de corte [Kw] i = Índice de utilización de la máquina [%] Pm = Potencia del motor eléctrico de la máquina [Kw] GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 DEPARTAMENTO: CIENCIAS DE LA ENERGÍA Y MECÁNICA CARRERA: INGENIERÍA MECÁNICA/MECATRÓNICA ASIGNATURA: PROCESOS DE MANUFACTURA I PERíODO: 201950 NIVEL: V DOCENTE: NRC: PRÁCTICA N°: 6 LABORATORIO EJECUCIÓN PRÁCTICA PROCESOS DE MANUFACTURA TEMA DE LA TORNEADO PRÁCTICA: INTRODUCCIÓN: Uno de los procesos de manufactura más importantes en la industria metalúrgica es el torno. Un torno es un dispositivo en el que el trabajo se hace girar contra una herramienta de corte. La forma de la pieza de trabajo se genera como la herramienta de corte se mueve longitudinal y transversal al eje de la pieza de trabajo. El torno es la máquina-herramienta que permite la transformación de un sólido indefinido, haciéndolo girar alrededor de su eje y arrancándole material periféricamente a fin de obtener una geometría definida (sólido de revolución). Con el torneado se pueden obtener superficies: cilíndricas, planas, cónicas, esféricas, perfiladas, roscadas. PARTES PRINCIPALES DEL TORNO PARALELO La Bancada.- Es una pieza compacta hecha de fundición, muy rígida y robusta con nervaduras internas. En su parte superior lleva las guías para los carros. A su izquierda se encuentra el cabezal principal y a la derecha generalmente el contrapunto móvil. El cabezal.- Es principalmente una caja de velocidades y además comprende el árbol principal o husillo el cual sostiene al plato que sujeta a la pieza a trabajar, imprimiéndole un movimiento de rotación continua. Dada la diversidad de materiales y tamaños de las piezas a trabajar, el cabezal debe permitir al husillo girar según diferentes velocidades mediante cambios accionados por palancas exteriores. El carro principal.- produce los movimientos de avance en sentido longitudinal y profundidad de pasada en refrentado. El carro transversal.- se desliza transversalmente sobre el carro principal, avanzando en la operación de refrentado y determina la profundidad de pasada en cilindrado. Carro orientable o superior.- es un carro más pequeño que va sobre el transversal y puede ser inclinable por un transportador que lo coloca en diferentes posiciones angulares. Encima de este carro se encuentra el portaherramientas que sirve para sujetar en posición correcta las cuchillas o buriles. Barra de roscar.- Es una barra larga cuidadosamente roscada, localizada abajo de las guías de la bancada extendiéndose desde el cabezal hasta el contrapunto. Está engranada al cabezal de tal forma que puede invertirse su rotación y se ajusta al carro longitudinal embragándose y desembragándose para las operaciones de roscado EL CABEZAL MÓVIL.- Viene montado sobre las guías de la bancada y se puede deslizar sobre ellas acercándose o alejándose del cabezal principal. Su función es sostener las piezas que giran, cuando estas son muy largas. EL CONTRAPUNTO.- Se usa para soportar el otro extremo de la pieza de trabajo durante el maquinado, o para sostener diversas herramientas de corte, como brocas, escariadores y machuelos. El contrapunto se ubica en el cabezal móvil a la derecha del torno, que se desliza sobre las guías prismáticas y puede fijarse en cualquier posición a lo largo de la bancada. Tiene un husillo deslizante que se mueve mediante una manivela y cuya posición se fija con una palanca. Entre las principales operaciones en un torno son las siguientes: Cilindrado: produce un corte recto sobre el radios exterior Refrentado: la cara de la pieza perpendicular al eje es cortada para desbastar (definir longitud) o mejorar el acabado. Roscado: la herramienta de corte es movida longitudinalmente en forma coordinada con la velocidad de giro de la pieza, para conformar una rosca. Torneado Cónico: La herramienta de corte es movida diagonalmente. Depresiones, acanalado, ranurado, tronzado: la herramienta es movida radialmente de fuera hacia adentro, un corte a GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 profundidad constante dejara la forma de la ranura o acanalada, mientras un corte profundo cortará totalmente el cilindro (tronzado). OBJETIVOS: Aplicar los principios de planificación de la manufactura en la construcción de una pieza utilizando el mecanizado por torno. Desarrollar la habilidad para el manejo del torno paralelo y sus accesorios Construir una pieza tipo utilizando las diversas operaciones básicas de torneado MATERIALES: REACTIVOS: N/A EQUIPOS: INSUMOS: a. b. c. d. Varilla cuadrada de 3/8” Cuchilla HSS de 1/4” Eje 1018 ( 30 X 220 mm) Eje 1018 ( 60 X 60 mm) Torno paralelo y sus accesorios de operación y trabajo MUESTRA: N.A. INSTRUCCIONES: PRIMERA SESIÓN a) Atienda la explicación sobre las distintas operaciones básicas que se pueden realizar en el torno paralelo. b) Analice el plano de la pieza básica de torneado y planifique su construcción. c) Afile la herramienta de corte según las indicaciones. d) Revise y prepare el torno para las operaciones de refrentado y cilindrado. e) Realice las operaciones de refrentado y cilindrado utilizando el régimen de corte sugerido. SEGUNDA SESIÓN a) Traer la materia prima necesaria para la fabricación de la práctica b) Preparar el equipo, accesorios y herramientas para la fabricación del equipo ACTIVIDADES POR DESARROLLAR: 1. Describir las operaciones del torneado 2. ¿De qué elementos constructivos están formados el carro longitudinal? 3. Describa al menos cinco geometrías típicas de herramientas de corte para torneas 4. Investigar la relación que guardan los parámetros de corte con la 5. Explicar las características de los metales duros, indicadas por letras P, M, K y los colores distintivos 6. ¿Qué ventaja tienen los portaherramientas de cambio rápido? 7. ¿Qué sucede con la pieza de trabajo cuando los centros están fuera de línea? 8. ¿Cuál sería el mejor método para hacer una rosca interior de 6 pulgadas de diámetro usando un torno mecánico? 9. ¿Qué tipo de tornos revólver existe, para que tipo de aplicaciones son utilizados frecuentemente? 10. Investigue en algún Manual de Maquinado la velocidad de corte, velocidad de avance y profundidad de corte recomendados para maquinar, con herramientas de acero de alta velocidad (HSS) el AISI-SAE 1018 laminado en Frío, y calcule la velocidad de husillo máxima sugerida para maquinar. 11. Hoja de procesos de fabricación. 12. Los planos de las piezas fabricadas, que incluyan todas las especificaciones necesarias. Los planos deberán estar bajo norma. RESULTADOS OBTENIDOS: 1. Informe 2. La pieza terminada dentro de las especificaciones que se marcan en el plano FIRMAS F: ……………………………………………. Ing. Byron Cortez F: ………………………………………………. Ing. Carlos Naranjo COORDINADOR DE ÁREA DE CONOCIMIENTO F: …………………………………………………… Ing. Byron Cortez GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. DOCENTE CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 JEFE DE LABORATORIO GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. DEPARTAMENTO: CIENCIAS DE LA ENERGÍA Y MECÁNICA ASIGNATURA: PROCESOS DE MANUFACTURA I DOCENTE: LABORATORIO EJECUCIÓN PRÁCTICA TEMA DE LA FRESADO PRÁCTICA: INTRODUCCIÓN: CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 CARRERA: INGENIERÍA MECÁNICA/MECATRÓNICA PERíODO: 201950 NIVEL: NRC: PRÁCTICA N°: PROCESOS DE MANUFACTURA V 7 El fresado es un proceso de arranque de viruta que consiste en el corte del material que se mecaniza con una herramienta rotativa de varios filos, que se llaman dientes, labios o plaquitas de metal duro, que ejecuta movimientos en casi cualquier dirección de los tres ejes posibles en los que se puede desplazar la mesa donde va fijada la pieza que se mecaniza. Las operaciones más comunes que se puede realizar en el fresado son las siguientes: Planeado: que tiene por objetivo conseguir superficies planas. Fresado en escuadra: es una variante del planeado que consiste en dejar escalones perpendiculares en la pieza que se mecaniza. Corte: se lo realiza con fresas cilíndricas de corte, consiste en cortar la pieza a la longitud determinada. Ranurado recto: se utiliza fresas cilíndricas con la anchura de la ranura. Fresado de engranajes: se los realiza en fresadoras universales mediante plato divisor, y con el uso de fresas especiales del módulo del diente adecuado. Taladrado, escariado y mandrinado: estas operaciones se realizan habitualmente en las fresadoras de control numérico. PARTES PRINCIPALES DE LA FRESADORA GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 OBJETIVOS: Adquirir conocimientos básicos del funcionamiento, estructura y características de las fresadoras. Construir una pieza didáctica utilizando algunas operaciones básicas de fresado Conocer y operar las fresadoras Harrison, Bridgeport y fresadoras verticales. MATERIALES: REACTIVOS: INSUMOS: N/A a. Eje torneado de la práctica anterior EQUIPOS: Fresadora Universal Pinzas, cabezal divisor Fresas para ranurar y planear MUESTRA: N.A. INSTRUCCIONES: PRIMERA SESIÓN 1. Atender la explicación del instructor sobre la práctica y manejo de los equipos. 2. Atender la explicación teórica de cómo utilizar el cabezal divisor. 3. Conformación de grupos de trabajo para la práctica 1. Traer la materia prima necesaria para la fabricación de la práctica 2. Preparar el equipo, accesorios y herramientas para la fabricación del equipo 3. Analizar los procesos de fabricación ACTIVIDADES POR DESARROLLAR: 1. Describir los movimientos en el fresado 2. Indicar las diferencias entre máquinas fresadoras y realice un cuadro sinóptico 3. Indique la diferencia entre el planeado frontal y perimetral, en lo referente a la posición de la fresa. 4. Indicar la diferencia entre movimiento de fresado, sentido de avance y de fresado en sentido contrario. 5. Mencionar y describir algunas formas típicas de fresas. 6. ¿En que se caracteriza una fresadora universal? 7. ¿Con que se debe tener cuidado en la sujeción con fresas de dientes oblicuos? 8. Describir la división directa con el cabezal divisor 9. Investigue en algún Manual de Maquinado la velocidad de corte, velocidad de avance y profundidad de corte recomendados para maquinar, con herramientas de acero de alta velocidad (HSS) el AISI-SAE 1018 laminado en Frío, y calcule la velocidad de husillo máxima sugerida para maquinar. 10. Hoja de procesos de fabricación. 11. Los planos de las piezas fabricadas, que incluyan todas las especificaciones necesarias. Los planos deberán estar bajo norma. RESULTADOS OBTENIDOS: 1. Informe 2. La pieza terminada dentro de las especificaciones que se marcan en el plano FIRMAS F: ……………………………………………. Ing. Byron Cortez DOCENTE F: ………………………………………………. Ing. Carlos Naranjo COORDINADOR DE ÁREA DE CONOCIMIENTO F: …………………………………………………… Ing. Byron Cortez JEFE DE LABORATORIO GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. DEPARTAMENTO: CIENCIAS DE LA ENERGÍA Y MECÁNICA ASIGNATURA: PROCESOS DE MANUFACTURA I DOCENTE: LABORATORIO EJECUCIÓN PRÁCTICA TEMA DE LA ENGRANAJES PRÁCTICA: INTRODUCCIÓN: CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 CARRERA: INGENIERÍA MECÁNICA/MECATRÓNICA PERíODO: 201810 NIVEL: NRC: PRÁCTICA N°: PROCESOS DE MANUFACTURA V 7 La presente práctica tiene por objeto introducir al alumno en el cálculo de trenes de engranajes, tanto simples de ejes paralelos y compuestos. Un tren de engranajes es cualquier colección o conjunto de dos o más engranajes acoplados. Un par de engranes es la forma más simple de un tren de engranajes, y de forma general está limitado a una razón de 10:1. Más allá de este valor, el engranaje se hará muy grande. TRENES DE ENGRANAJES SIMPLES Es aquel en que cada eje solo lleva un engranaje, normalmente el parámetro a determinar e un tren de engranajes será la relación de transmisión. = : velocidad angular del engranaje impulsado (salida) : velocidad angular del engranaje impulsor : número de dientes del engranaje impulsado (salida) : número de dientes del engranaje impulsor (entrada) = TRENES DE ENGRANAJES COMPUESTOS Es aquel en el cual por lo menos un eje lleva más de un engranaje. = ú ú GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. ENGRANAJES RECTOS Se utilizan en transmisiones de ejes paralelos. Son uno de los mecanismos más utilizados, y se encuentran en cualquier tipo de máquina: relojes, juguetes, máquinas herramientas, etc. ENGRANAJES HELICOIDALES Sus dientes están dispuestos siguiendo la trayectoria de hélices paralelas alrededor de un cilindro. Pueden transmitir movimiento (potencia) entre ejes paralelos o entre ejes que se cruzan en cualquier dirección (incluso perpendiculares). Este sistema de engrane de los dientes proporciona una marcha más suave que la de los engranajes rectos, ya que en el mismo instante hay varios pares de dientes en contacto, lo cual hace que se trate de un sistema más silencioso, con una transmisión de fuerza y de movimiento más uniforme y segura. ENGRANAJES CONICOS Se emplean para transmitir movimiento entre ejes perpendiculares, o para ejes con ángulos distintos a 90 grados. Se trata de ruedas dentadas en forma de tronco de cono, y pueden ser rectos o curvos (hipoides), siendo estos últimos muy utilizados en sistemas de transmisión para automóviles. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 OBJETIVOS: Establecer las condiciones de fresado para construir un engranaje recto. Establecer las condiciones de fresado para construir un engranaje helicoidal. Establecer las condiciones de fresado para construir un engranaje cónico. MATERIALES: REACTIVOS: N/A INSUMOS: a. Duralon, las dimensiones según los calculo realizados b. Eje roscado o perno. GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017 EQUIPOS: Fresadora Universal Divisor Universal Juego de engranes de recambio Lira, flecha y chavetas Fresas Modulares MUESTRA: N.A. INSTRUCCIONES: PRIMERA SESIÓN 1. Atender la explicación del instructor sobre la práctica y manejo de equipos. 2. Atender la explicación teórica de las fórmulas constructivas de los engranajes. 3. Conformación de grupos de trabajo para la práctica SEGUNDA SESIÓN 1. Traer la materia prima necesaria para la fabricación de la práctica 2. Preparar el equipo, accesorios y herramientas para la fabricación del equipo 3. Analizar los procesos de fabricación ACTIVIDADES POR DESARROLLAR: 1. Realice los cálculos necesarios para construir los engranajes 2. Describa el procedimiento para la realización del engrane a construir incluya fotografías de cada paso. 3. Investigue en el CÓDIGO DE DIBUJO TÉCNICO MECÁNICO del INEN acerca de representación de ruedas dentadas y engranajes. 4. ¿Qué es una leva? y que tipo de leva, en cuanto a su forma y a su tipo de desplazamiento, es posible construir en una fresadora convencional? 5. Hoja de procesos de fabricación. 6. Los planos de las piezas fabricadas, que incluyan todas las especificaciones necesarias. Los planos deberán estar bajo norma. RESULTADOS OBTENIDOS: 1. Informe 2. La pieza terminada dentro de las especificaciones que se marcan en el plano FIRMAS F: ……………………………………………. Ing. Byron Cortez DOCENTE F: ………………………………………………. Ing. Carlos Naranjo COORDINADOR DE ÁREA DE CONOCIMIENTO F: …………………………………………………… Ing. Byron Cortez JEFE DE LABORATORIO GUIA PARA LAS PRÁCTICAS DE LABORATORIO, TALLER O CAMPO. CÓDIGO: SGC.DI.505 VERSIÓN: 2.0 FECHA ULTIMA REVISIÓN: 12/04/2017