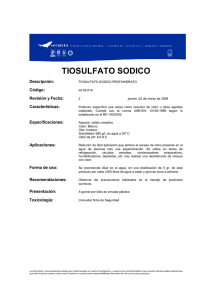
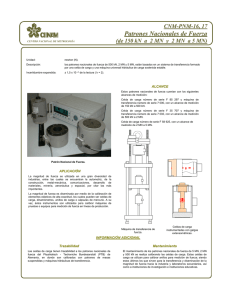
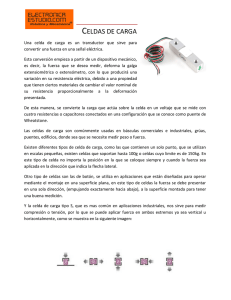
UNIVERSIDAD NACIONAL DE JUJUY FACULTAD DE INGENIERÍA INGENIERÍA QUÍMICA INTEGRANTES: GRACIELA CALIZAYA CHAMBI MIGUEL GALLARDO SAN SALVADOR DE JUJUY-ARGENTINA UNIVERSIDAD NACIONAL DE JUJUY FACULTAD DE INGENIERÍA INTRODUCCIÓN La industria de la química viene desarrollando procesos para transformar productos abundantes como el Cloruro de Sodio en productos de gran demanda industrial. Tal es así que a partir de una solución saturada de NaCl llamada salmuera se preparan tres intermediarios químicos, mediante un proceso electrolítico: Cl2, H2 y NaOH. En el siguiente trabajo, explicaremos la materia prima utilizada, el proceso por el cual se obtienen dichos productos, se realizará una comparación entre los diferentes métodos industriales de obtención de cloro-soda, donde se tomarán en cuenta los factores y variables que intervienen en el proceso para luego elegir la mejor alternativa de producción. Eligiendo el mejor método, se procederá a realizar los cálculos de diferencia de potencial y consumo energético con un rendimiento de 100 % para una tonelada de producto, considerando perdidas de rendimiento, realizar comparaciones y se realizará la comparación del consumo energético en los lugares requeridos pertenecientes a San Salvador de Jujuy. OBJETIVOS OBJETIVO GENERAL Aprender en que consiste el proceso Cloro-Soda. OBJETIVOS ESPECÍFICOS Conocer la materia prima requerida. Conocer que alternativas de proceso existen. Observar que factores intervienen en el proceso. PROCESOS ELECTROQUÍMICOS 1 UNIVERSIDAD NACIONAL DE JUJUY FACULTAD DE INGENIERÍA PROCESO CLORO SODA El método industrial de producción que cubre los requerimientos de abastecer en cantidad, calidad y costos adecuados es el de electrólisis del Cloruro de Sodio. Por medio de este proceso se obtiene Hidróxido de Sodio, y paralelamente, Cloro e Hidrógeno. MATERIAS PRIMAS La materia prima base utilizada para este proceso son las siguientes: Salmuera Solución formada por altas concentraciones de Cloruro de Sodio (NaCl). Se la puede encontrar en condiciones naturales salares, lagos, ríos y mares donde la evaporación o congelación hace que aumente la concentración de esta sal, también es preparada para ser utilizada en la industria o la vida cotidiana, esto debido a que la diversidad de sus propiedades favorece su amplia aplicación. Utilizada como: • Materia prima para procesos industriales como ser el Proceso Cloro-Soda. • La solución de salmuera sirvió de medio para desarrollar la pila voltaica. • En los sistemas de refrigeración, como medio de transmisión de calor, debido a su bajo punto de congelación, se utiliza como refrigerante secundario. • Para preservar y curar ciertos productos alimenticios, como elemento culinario, en la conservación de alimentos, siendo este un método práctico y económico, a la vez que aporta sabor, ejerce un efecto conservador e influye en la textura. La salmuera debe pasar por un tratamiento previo para ser utilizada en el proceso. Agua EL agua desmineralizada, necesaria para el proceso de electrolisis de la salmuera. PROCESO OBTENCIÓN DEL PRODUCTO En el proceso de electrolisis de la salmuera se obtiene como productos a el Cl2, H2 y NaOH. Para esto existen tres tecnologías. • • • Electrolisis con celda de membrana. Electrolisis con celda de mercurio. Electrolisis con celda de diafragma. Las reacciones involucradas, son las mismas independientemente del proceso y estas son: PROCESOS ELECTROQUÍMICOS 2 UNIVERSIDAD NACIONAL DE JUJUY FACULTAD DE INGENIERÍA Disolución de la salmuera. NaCl → Na⁺ + Cl¯ Reacción en el ánodo. 2Cl¯ (aq) → Cl₂(g) + 2e¯ Reacción en el cátodo. 2Na⁺(aq) + 2H₂O + 2e¯ → H₂(g) + 2Na⁺(aq) + 2 OH¯ (aq) Siendo esta la reacción global 2 Na⁺(aq) + 2Cl¯ (aq) + 2 H₂O → 2Na⁺(aq) + 2 OH¯ (aq)+ Cl₂(g) + H₂(g) ELECTRÓLISIS CON CELDA DE MEMBRANA La celda de membrana es una cámara que contiene electrodos y electrolitos con la particularidad de que estas celdas tienen una membrana semipermeable para separar los compartimentos de ánodo y el cátodo. Las reacciones que se producen son: Ánodo 2Cl¯ → Cl₂ + 2e¯ Cátodo 2H₂O + 2 e¯ → H₂ + 2OH¯ Na⁺ + Cl¯ → NaCl FIGURA 1: CELDA DE MEMBRANA Fuente: 167657248-Cloro-Soda-Kelly COMPONENTES DE LA CELDA Electrodo anódico: Titanio recubierto con un compuesto de Rutenio e Iridio, debido a su alta resistencia a la corrosión y larga vida útil. Electrodo catódico: Níquel recubierto con Ni activado. Membrana: Semipermeable tipo Nafion. PROCESOS ELECTROQUÍMICOS 3 UNIVERSIDAD NACIONAL DE JUJUY FACULTAD DE INGENIERÍA PRODUCTOS Cloro El cloro producido deja las celdas junto con la salmuera agotada. Si se requiere cloro de gran pureza, debe agregarse ácido clorhídrico a la salmuera que alimenta a las celdas para reducir el contenido de Oxígeno en el Cloro. Hidróxido de Sodio El proceso también involucra un sistema de circulación de catolito. Una parte de la corriente de NaOH al 32% – 33% es reciclado e ingresa a las celdas. Antes de entrar, éste es diluido con agua desmineralizada hasta aproximadamente 30%, esta puede ser concentrada al 50% si es necesario. Hidrogeno El Hidrógeno puede ser enviado hacia consumo en plantas de ácido clorhídrico o de tratamiento de hidrógeno. FACTORES QUE INTERVIENEN EN EL PROCESO Salmuera (Anolito) Esta debe estar perfectamente purificada para evitar problemas en el ánodo por tanto en el proceso. pH El rango de operación permitido para el PH de la salmuera ultra pura que se alimenta a las celdas oscila entre 3 y 10, se debe controlar y monitorear continuamente el flujo de ácido clorhídrico, para mantener el PH del anolito mayor que 2. Durante la operación de un electrolizador, el PH del anolito normalmente se encuentra entre 3,5 y 4,8. Temperatura El rango óptimo de temperatura de anolito varía entre 85 - 92 ºC. Generalmente la temperatura del anolito será de 1 a 5 ºC más baja que la del catolito, ya que la temperatura de la salmuera que se alimenta a celdas es menor, si se compara con la temperatura de la soda cáustica que se recircula y entra a tos electrolizadores. Presión Para una eficiente operación de la membrana, la presión en el cabezal de hidrógeno debe ser mayor que la presión en el cabezal de cloro. Concentración de NaOH producto (Catolito) Es recomendable mantener los niveles de concentración de soda en un rango de 30 a 35 % o preferiblemente entre 30 y 32 % para obtener un menor consumo de energía. PROCESOS ELECTROQUÍMICOS 4 UNIVERSIDAD NACIONAL DE JUJUY FACULTAD DE INGENIERÍA Densidad de la corriente El límite permisible de densidad de corriente para la operación de los electrolizadores es 1.5 - 4.0 KA/m2. Voltaje El límite permisible de voltaje utilizado para la operación es de 2.7 a 3.3 V. Distancia La separación del electrodo es de 3 mm y entre la membrana y el electrodo de 1,5 mm. Pegados a los electrodos hay separadores que marcan estas distancias. PROCESO DE OPERACIÓN Saturación Es el primer paso de la operación, piletones en paralelo con rebalse, uno en carga, el otro en operación, salmuera agotada + sal + agua. Tanque sedimentador Se agrega Carbonato de Sodio e Hidróxido de Sodio para precipitar los iones Calcio y Magnesio. Purga, filtrado y disposición de barros. Filtros Para retención de sólidos. Son de carbón activado: elimina eventuales trazas de Cloro. Columnas de Intercambio iónico Elimina trazas de Calcio y magnesio. Reciclos Se recomienda que los electrolizadores de membrana sean operados con lazos de recirculación para la soda cáustica y la salmuera, con un intercambiador de calor. Esto permitirá optimizar la temperatura de las celdas y enfriar los electrolizadores en el caso que se detenga la planta y así evitar la producción de soda fuera de especificación. Operando con grandes volúmenes de soda, la planta se hace menos sensible a pequeñas perturbaciones, por ejemplo: variaciones en la alimentación de agua desmineralizada. Tanques elevados Para asegurar una alimentación de las celdas con un caudal y una presión constantes. PROCESOS ELECTROQUÍMICOS 5 UNIVERSIDAD NACIONAL DE JUJUY FACULTAD DE INGENIERÍA Decloración de la salmuera La salmuera agotada sale con Cloro disuelto, el cual debe ser eliminado, porque daña la resina de las torres de intercambio iónico. Tanques en serie, se acidifica, se inyecta aire y la mezcla de aire, Cloro y vapor de agua que sale se envía a la planta de tratamiento de Cloro. Luego se eliminan las trazas de cloro químicamente, con la inyección de Metabisulfito de Sodio en la línea de salmuera agotada. Purga Antes de llegar a los saturadores, para eliminar sulfatos impureza de la sal y cloratos se forman en la celda. lntercambio de calor Se intercambia calor entre la salmuera agotada (caliente) y la salmuera saturada que va a las torres de intercambio iónico (fría). ELECTRÓLISIS CON CELDA DE MERCURIO Se emplea un cátodo de mercurio y un ánodo de titanio recubierto de platino u óxido de platino. El cátodo está depositado en el fondo de la celda de electrólisis y el ánodo sobre éste, a poca distancia. Las reacciones que se producen son: 2 Cl¯ → Cl₂ + 2e¯ Ánodo Na⁺+ 1 e¯ + Hg →Na(Hg) Cátodo Descompondedor H₂O + 1e¯ → 1/2 H₂+ OH¯ Na(Hg) - 1 e¯ → Na⁺+ Hg 2Na (Hg) + 2H₂O →2Hg + 2NaOH +H₂ FIGURA 2: CELDA DE MERCURIO Fuente: http://es.slideshare.net/shonEiter/new-proceso-de-obtencionde-cloro-gaseoso-e-hidroxido PROCESOS ELECTROQUÍMICOS 6 UNIVERSIDAD NACIONAL DE JUJUY FACULTAD DE INGENIERÍA La descomposición de la amalgama de sodio 0,5% en peso de sodio, formada para recuperar el mercurio. La base sobre la que está la amalgama está ligeramente inclinada y de esta forma va saliendo de la celda de electrólisis y se pasa a un descomponedor relleno con grafito en donde se añade agua a contracorriente. Al pasar por el descomponedor, se recupera el mercurio para su reutilización en el circuito. Regulando la cantidad de agua que alimenta el reactor es posible obtener directamente la soda a su concentración de comercialización, 50% en peso. ELECTRÓLISIS CON CELDA DE DIAFRAGMA Las celdas de diafragma contienen un diafragma, generalmente hecho de fibras de asbesto, para separar el ánodo del cátodo. Esto permite que los iones pasen a través de él por migración eléctrica, pero reduce la difusión de los productos. Las reacciones que se producen son: Ánodo 2Cl¯ → Cl₂ + 2e¯ Cátodo 2H₂O + 2 e¯ → H₂ + 2OH¯ Na⁺ + Cl¯ → NaCl FIGURA 3: CELDA DE DIAFRAGMA Fuente: https://sites.google.com/site/quimicindust/ Los ánodos por lo general están hechos de grafito y los cátodos de hierro fundido y los diafragmas permiten la construcción de celdas compactas de resistencia disminuida, por lo que los electrodos tienen que colocarse juntos. Los diafragmas se obstruyen con el uso, lo que se manifiesta por una mayor caída de voltaje y por una presión hidrostática más alta en la alimentación de la salmuera, por lo que deben reemplazarse con seguridad. PROCESOS ELECTROQUÍMICOS 7 UNIVERSIDAD NACIONAL DE JUJUY FACULTAD DE INGENIERÍA Una gran ventaja de la celda de diafragma es que puede funcionar con salmuera diluida en 20%, bastante impura. COMPONENTES DE LA CELDAS DE: COMPONENTE Ánodo Mercurio sobre acero DIAFRAGMA RuO2 + TiO2 sobre sustrato de Ti Acero o acero recubierto con Ni activado Diafragma Ninguno Asbesto, polyramix Producto catódico Producto descompuesto Consumo Amalgama de Sodio 10-12% NaOH, 1517% NaCl e H2 Ninguno Cátodo Voltaje de la celda [V] Densidad de corriente [Ka/m2] MERCURIO RuO2 + TiO2 sobre sustrato de Ti 50% NaOH, e H2 MEMBRANA RuO2 + TiO2 sobre sustrato de Ti Acero o recubrimiento catalítico a base de Ni sobre Ni. Membrana semipermeable 30-33% NaOH, <0.01% NaCl e H2 Ninguno Ninguno 1500-2300 kg/l NaOH con 1.1 % de sal 450-550 kg/l NaOH 4-5 3-3 2.7-3.3 7-10 0.5-3 2-5 TABLA 1: COMPONENTES DE LAS CELDAS Fuente: http://es.slideshare.net/truchapajua/presentacion-de-clorosoda PROCESOS ELECTROQUÍMICOS 8 UNIVERSIDAD NACIONAL DE JUJUY FACULTAD DE INGENIERÍA VENTAJAS Y DESVENTAJAS CELDAS EMPLEADAS PARA EL PROCESO DE ELECTROLISIS CELDAS DE: VENTAJAS DESVENTAJAS Se necesita Bajo consumo salmuera de alta de energía. pureza. Bajo capital Alto contenido invertido. de O2 en el Cl2. MEBRAMA Celdas de Alto costo de las operación membranas. económica. Alta pureza de la soda. MERCURIO Alta concentración de NaOH. Alta pureza de Cl2 e H2. Purificación simple de la salmuera. No necesita evaporar para concentrar el NaOH. Bajo consumo de energía. DIAFRAGMA Usa Hg y es radiactivo. Alto costo de operación y protección ambiental. Grandes superficies ocupadas. Mucho consumo de energía. Usan asbesto Alto costo de concentración por la evaporación de agua. Baja pureza de la soda. Baja calidad de cloro. Celdas sensibles a las variaciones de presión. OBSERVANDO LAS VENTAJAS Y DESVENTAJAS SE CONSIDERO QUE EL PROCESO MAS RENTABLE ES UTILIZANDO LA CELDA DE MEMBRANA, PARA EL CUAL SE DESARROLLAN LOS CÁLCULOS REQUERIDOS. PROCESOS ELECTROQUÍMICOS 9 UNIVERSIDAD NACIONAL DE JUJUY CONSUMO FACULTAD DE INGENIERÍA ELÉCTRICO PARA PRODUCIR UNA TONELADA DEL PRODUCTO DESEADO SI NO HUBIERA NINGUNA PÉRDIDA DURANTE EL PROCESO Y EL RENDIMIENTO FUERA AL 100% 2 Na⁺(aq) + 2Cl¯ (aq) + 2 H₂O → 2 NaOH(aq) + Cl₂(g) + H₂(g) Cálculos Los cálculos se realizaran en base a datos sacados de bibliografía. Concentración de NaCl al ingreso del reactor: 300 [gr/L] 116 gr NaCl 2mol 300 gr NaCl x= 5.17 mol Entonces la cantidad de moles es NaCl en el ingreso será 5.13 [mol] Como la disociación de la sal es 1 a 1 ( ) → ( ) + ( ) La concentración del ion cloruro será 5.17 [mol/L] La diferencia de potencial teórico será calculado a la temperatura de trabajo de 90°C y a un pH=10 Para el ánodo: = −1.36[ ] − . ∗" #×[ % &] '×(%) *[+/-./] ∗ log( . ) = −1.35 Para el cátodo: 5 = 0.00[ ] − . ∗" #×[ % &] '×(%) *[+/-./] ∗ log((10 ) ' ) = 0.12[ ] Voltaje puesto en juego = − = 0.12[ ] − (−1.35)[ ] = 1.47[ ] PROCESOS ELECTROQUÍMICOS 10 UNIVERSIDAD NACIONAL DE JUJUY FACULTAD DE INGENIERÍA Cálculos rendimiento al 100 %, con datos de referencia hallados de bibliografía. ECUACIÓN DE FARADAY PARA LA CARGA Donde: := Q = Carga eléctrica K∗L∗= MN m = Masa n = Electrones intercambiados PM = Peso molecular F = Constante de Faraday Para la producción de cloro := 2∗ Para la producción de soda 96485 ∗ 1 ∗ 10% ? => 71?/=> := : = 2,721 ∗ 10( 1∗ 96485 ∗ 1 ∗ 10% ? => 40?/=> : = 2,412 ∗ 10( CONSUMO ELÉCTRICO(CE) =:∗ Para la producción de cloro = 2,721 ∗ 10( ∗ 3.3 ∗ Para la producción de soda 1AB ℎD ∗ 3.6 ∗ 10% ∗ = 2,412 ∗ 10( ∗ 3.3 ∗ = 2494.25 AB/ℎD 1AB ℎD ∗ 3.6 ∗ 10% ∗ = 2219.25 AB/ℎD COSTO Tarifa = $4.74/kWhr >EF> = Para la producción de cloro >EF> = 2494.25 AB $ ℎD ∗ 4.74 ℎD AB PROCESOS ELECTROQUÍMICOS ∗ G DHI Para la producción de soda >EF> = 2219.25 AB $ ℎD ∗ 4.74 ℎD AB 11 UNIVERSIDAD NACIONAL DE JUJUY >EF> = 11822.7 $ FACULTAD DE INGENIERÍA >EF> = 10519.25 $ LAS RAZONES Y CAUSAS POR LAS CUALES EL PROCESO NO TIENE UN RENDIMIENTO ENERGÉTICO Estas podrían ser las siguientes: Salmuera (Anolito) .- No este perfectamente purificada. pH.- El rango de operación permitido para el PH de la salmuera ultra pura que se alimenta a las celdas no este entre 3 y 10. Temperatura .- El rango óptimo de temperatura de anolito no este entre 85 92ºC. Presión.- Para una eficiente operación de la membrana, la presión en el cabezal de hidrógeno debe ser menor que la presión en el cabezal de cloro. Que para el cloro producido deja las celdas junto con la salmuera agotada. Si se requiere cloro de gran pureza, no se agregue ácido clorhídrico a la salmuera que alimenta a las celdas para reducir el contenido de Oxígeno en el Cloro. CONSUMO ELÉCTRICO REAL PARA PRODUCIR UNA TONELADA DEL PRODUCTO DESEADO TENIENDO EN CUENTA TODAS LAS PÉRDIDAS VARIABLES CRITICAS EN ELECTROLIZADORES Fuente: http://es.slideshare.net/truchapajua/presentacion-de-clorosoda PROCESOS ELECTROQUÍMICOS 12 UNIVERSIDAD NACIONAL DE JUJUY FACULTAD DE INGENIERÍA Proceso cloro soda Cálculos considerando reacciones parasitas (1.5% V de producción de cloro) Carga := K∗L∗= MN Para la producción de cloro := 2∗ Para la producción de soda 96485 ∗ 1 ∗ 10% ? => 71?/=> := : = 2,721 ∗ 10( 96485 ∗ 1 ∗ 10% ? => 40?/=> : = 2,412 ∗ 10( CONSUMO ELÉCTRICO (CE) =:∗ Para la producción de cloro Reacción parasita formación de oxigeno = 2,721 ∗ 10( ∗ 3.3 1AB ∗ ℎD ∗ 3.6 ∗ 106 ∗ +/' 1∗ = 2494.25 AB/ℎD = 2,412 ∗ 10( ∗ 3.3 1.5 ∗( ) 100 F>F = +/' + O' CE total= 2531.66 kW/hr O' ∗ 1AB ℎD ∗ 3.6 ∗ 106 ∗ = 37.41 AB/ℎD Para la producción de soda = 2,412 ∗ 10( ∗ 3.3 ∗ 1AB ℎD ∗ 3.6 ∗ 106 ∗ = 2219.25 AB/ℎD PROCESOS ELECTROQUÍMICOS 13 UNIVERSIDAD NACIONAL DE JUJUY FACULTAD DE INGENIERÍA EL CASO DE QUE SE PUEDA TRABAJAR CON CÁTODOS O ÁNODOS DISTINTOS A LOS QUE USTEDES ELIGIERON PARA REALIZAR LOS CÁLCULOS, LISTAR CUÁLES SON LAS ALTERNATIVAS. COMPONENTES DE LA CELDAS DE: COMPONENTE Ánodo Mercurio sobre acero DIAFRAGMA RuO2 + TiO2 sobre sustrato de Ti Acero o acero recubierto con Ni activado Diafragma Ninguno Asbesto, polyramix Producto catódico Producto descompuesto Consumo Amalgama de Sodio 10-12% NaOH, 1517% NaCl e H2 Ninguno Cátodo Voltaje de la celda [V] Densidad de corriente [Ka/m2] MERCURIO RuO2 + TiO2 sobre sustrato de Ti 50% NaOH, e H2 MEMBRANA RuO2 + TiO2 sobre sustrato de Ti Acero o recubrimiento catalítico a base de Ni sobre Ni. Membrana semipermeable 30-33% NaOH, <0.01% NaCl e H2 Ninguno Ninguno 1500-2300 kg/l NaOH con 1.1 % de sal 450-550 kg/l NaOH 4-5 2.3-3 2.7-3.3 7-10 0.5-3 2-5 TABLA 1: COMPONENTES DE LAS CELDAS Fuente: http://es.slideshare.net/truchapajua/presentacion-de-clorosoda Para los ánodos o cátodos alternativos, estimar, cualitativamente, si el proceso utilizando los mismos tendría un consumo energético mayor o menor. ¿Por qué? Para la producción de soda Mercurio = 2,412 ∗ 10( ∗ 4.5 ∗ 1AB ℎD ∗ 3.6 ∗ 106 ∗ ∗ 1AB ℎD ∗ 3.6 ∗ 106 ∗ = 3015 AB/ℎD Diafragma = 2,412 ∗ 10( ∗ 2.5 = 1675 AB/ℎD Membrana PROCESOS ELECTROQUÍMICOS 14 UNIVERSIDAD NACIONAL DE JUJUY = 2,412 ∗ 10( ∗ 3.3 ∗ FACULTAD DE INGENIERÍA 1AB ℎD ∗ 3.6 ∗ 106 ∗ = 2219.25 AB/ℎD Observando se nota que el tendrá menos costo será el de diafragma y el mayor el de mercurio. EL COSTO ACTUAL EN EL MERCADO ARGENTINO DE UNA TONELADA DEL PRODUCTO BUSCADO? ¿EXISTE PRODUCCIÓN NACIONAL DEL MISMO? ¿DÓNDE? Bahía Blanca es el mayor centro petroquímico de la provincia, con una participación de un 58% de la producción provincial, mientras que a nivel nacional, también participa fuertemente con un 45% de la producción del país. Según datos del año 2000, se producen en el país de Argentina 205.300 t/ano aproximadamente; y las empresas que lo producen son: EMPRESAS EN ARGENTINA Fuente: http://es.slideshare.net/truchapajua/presentacion-de-clorosoda CALCULE EL COSTO DE LA ENERGÍA ELÉCTRICA REQUERIDA PARA PRODUCIR UNA TONELADA DEL PRODUCTO DESEADO. COMPARAR LOS VALORES RESULTANTES DE UTILIZAR EL VALOR DEL KW/H INDUSTRIAL PARA LA CIUDAD DE SAN SALVADOR DE JUJUY COSTO Tarifa = $4.74/kWhr Para la producción de cloro >EF> = 2536.66 AB $ ℎD ∗ 4.74 ℎD AB PROCESOS ELECTROQUÍMICOS >EF> = ∗ G DHI Para la producción de soda >EF> = 2219.25 AB $ ℎD ∗ 4.74 ℎD AB 15 UNIVERSIDAD NACIONAL DE JUJUY >EF> = 12023.76 $ FACULTAD DE INGENIERÍA >EF> = 10519.25 $ UTILIDADES DE PRODUCTOS OBTENIDOS CLORO Medicinas: Mas del 80 % de todos los medicamentos y vitaminas sinteticas, se elaboran con cloro y en un 30 % de los mismos, el cloro forma parte indispensable de ellos. Desinfectantes: El cloro se emplea como un desinfectante barato y fiable en piscinas y agua potable, sobre todo en el tercer mundo. Plásticos: El cloro se utiliza para fabricar plasticos con grandes aplicaciones, tales como PVC y PVDC. Catalizadores: El cloro se utiliza para fabricar catalizadores para la obtención de cadenas de polietileno (HDPE, LLDPE) y polipropileno (PP) de alta y baja densidad. Disolventes: El cloro se utiliza en los disolventes no inflamables, para desengrasar y limpiar en seco. Decoloración: El cloro se emplea, o se empleaba en la industria papelera y del algodon, para el blanqueo de la pasta. HIDROXIDO DE SODIO Química Orgánica e Inorgánica: Fabricacion de compuestos de sodio que pueden, a su vez, ser intermedios (como el Fenolato Sodico) en la preparacion de aspirina o producto final como el hipoclorito de sodio, importante blanqueador y desinfectante base de lejias. Industria Textil: Operaciones de acabado y apresto como el mercerizado, en el que mejore el brillo y la absorcion de tintes, la limpieza removiendo ceras y pectinas, y el blanqueado con un agente oxidante. Detergentes y Tensioactivos: La sosa interviene en la hidrolisis de grasas y aceites vegetales y animales, para producir los detergentes. CONCLUSIONES Es importante mencionar que para la última consigna pedida no se pudo hallar datos para esos lugares por lo que no se determinó el costo del consumo eléctrico. Podemos concluir que las celdas poseen distintas características pero determinamos que la mejor es la de membrana por ser menos costosa, gasto de consumo eléctrico considerable y buena eficiencia. PROCESOS ELECTROQUÍMICOS 16 UNIVERSIDAD NACIONAL DE JUJUY FACULTAD DE INGENIERÍA BIBLIOGRAFÍA http://es.slideshare.net/truchapajua/presentacion-de-clorosoda https://sites.google.com/site/quimicindust/ http://clorosoda.blogspot.com.ar/ http://167657248-Cloro-Soda-Kelly http://www.monografías.com http://www.cenizasdealimentos.com PROCESOS ELECTROQUÍMICOS 17 UNIVERSIDAD NACIONAL DE JUJUY PROCESOS ELECTROQUÍMICOS FACULTAD DE INGENIERÍA 18