MODELAMIENTO MATEMÁTICO Y
OPTIMIZACIÓN DEL PROCESO DE
PRODUCCIÓN DE
POLIHIDROXIALCANOATOS
EMPLEANDO LA BACTERIA
Burkholderia cepacia B27 A PARTIR
DE ÁCIDOS GRASOS.
Daniel Alexander Méndez Reyes
Universidad Nacional de Colombia
Facultad de Ingeniería
Departamento de Ingeniería Química y Ambiental,
Bogotá D.C., Colombia
2016
MODELAMIENTO MATEMÁTICO Y
OPTIMIZACIÓN DEL PROCESO DE
PRODUCCIÓN DE
POLIHIDROXIALCANOATOS
EMPLEANDO LA BACTERIA
Burkholderia cepacia B27 A PARTIR
DE ÁCIDOS GRASOS.
Daniel Alexander Méndez Reyes
Tesis presentada como requisito parcial para optar al título de:
Magister en Ingeniería Química
Director:
Ph.D. Carlos Arturo Martínez Riascos
Codirectora:
M.Sc. Nubia Carmenza Moreno Sarmiento
Línea de Investigación:
Biopolímeros
Grupo de Investigación:
Bioprocesos y Bioprospección
Universidad Nacional de Colombia
Facultad de Ingeniería
Departamento de Ingeniería Química y Ambiental,
Bogotá D.C., Colombia
2016
A mis padres, quienes nunca alcanzaría a
devolver lo mucho que me dieron, y a mi
hermano que es mi sangre.
Agradecimientos
A mis padres Maria Cecilia Reyes y Arnulfo Mendez Barrios quienes pusieron la piedra
angular de quien soy y lo que llevo, a mi familia por estar ahí siempre.
Agradecer a mis profesores Carlos Martínez y Nubia Moreno, por haber creído en mí y
brindarme todo el apoyo y condiciones necesarias junto al Instituto de Biotecnología y la
Universidad Nacional para realizar y culminar este trabajo de investigación.
A la planta docente tanto del instituto de Biotecnología como del Departamento de
Ingeniería Química y Ambiental, por los conocimientos adquiridos para mi desarrollo
profesional y Académico.
A mis compañeros de laboratorio Iván Cabeza, Jeimy Macias y Diana Vergara, por su
colaboración y enseñanzas en el desarrollo de mi trabajo de investigación.
A todas las personas que directa o indirectamente aportaron en la construcción de este
trabajo de tesis, muchas gracias, un reto más superado. Gracias a todos.
Resumen
En el presente trabajo se desarrolló un modelo matemático que reproduce el
comportamiento de la bacteria Burkholderia cepacia B27 en el proceso de producción de
PHAs (Polihidroxialcanoatos) con aceite vegetal, con el fin de ser utilizado para plantear
alternativas de optimización del proceso. Los efectos de inhibición y limitación por la fuente
de carbono y nitrógeno fueron verificados con experimentos en Erlenmeyer y bioreactor,
otros fenómenos como la inhibición por producto y biomasa fueron estudiados,
encontrando que la consideración de inhibición por biomasa permite predecir los
experimentos por lote con alta concentración de sustratos. También se observó cambio en
el rendimiento biomasa-nitrógeno dependiendo de la disponibilidad de nitrógeno en el
medio de cultivo, por lo que se incluyó una función para este parámetro. El modelo
desarrollado presentó un buen ajuste para los perfiles de biomasa, producto y sustratos
(E≈ 0.85), lo que indica que el modelo propuesto explica correctamente el proceso de
producción de PHAs. Para la optimización del proceso se evaluaron diferentes estrategias
operacionales, alcanzándose concentraciones de biomasa de 15.5 g/L peso seco con
acumulación del 86 % en polímero. Como resultado de la optimización, se lograron
mejoras en el rendimiento de la producción, aproximadamente del 20 %. Finalmente, se
observa que es necesario evaluar la influencia de diversos factores (biomasa,
concentración de polímero) que impiden obtener concentraciones de biomasa mayores,
con el fin de aumentar los rendimientos y la productividad del proceso.
Palabras clave: Burkholderia cepacia, polihidroxialcanoatos, optimización modelamiento,
aceite vegetal, bioproceso.
Abstract
In the present work a mathematical model which simulate the behavior of the bacteria
Burkholderia cepacia B27 with vegetal oil as substrate for the production of
polyhydroxyalkanoates (PHA) was developed. The model was thereafter extrapolated to
fed-batch to identify various nutrients feeding regimes during the biorreactor cultivation to
improve the PHB production. The inhibition and limitation effects of carbon source and
nitrogen on growing were verified with flask experiments and biorreactor, other phenomena
as inhibition by product and biomass were studies, the results showed inhibition by biomass
allows fittest prediction for high substrate concentration experiments. Modifications on
biomass-nitrogen yield depending on nitrogen availability were also observed, since a
function for this parameter was included. The developed model shows a good fitting with
experimental data (E≈ 0.85), which means model explain the PHAs production process. In
the process optimization, several operational strategies were evaluated, the best results
reached biomass concentration of 15.5 g/L with an overall PHA content of 86 %. The
optimization improves the production in, approximately, 20 %. Finally, it is necessary make
more efforts to evaluate the influence of inhibition factors, to obtain better process
productivity.
Keywords: Burkholderia cepacia, polyhydroxyalkanoates, optimization, modelling, vegetal
oil, bioprocess.
Contenido
Pág.
Resumen ........................................................................................................................ IX
Lista de figuras ............................................................................................................. XV
Lista de tablas ............................................................................................................ XVII
Lista de Símbolos y abreviaturas ............................................................................. XVIII
Introducción .................................................................................................................. 22
1.
Objetivos ................................................................................................................. 25
Objetivo General ............................................................................................ 25
Objetivos Específicos..................................................................................... 25
2.
Marco Teórico ......................................................................................................... 27
Producción de polihidroxialcanoatos .............................................................. 28
Bacterias para producción de PHAs .............................................................. 30
Fuente de carbono......................................................................................... 32
Modelos no estructurados .............................................................................. 32
2.4.1
Suposiciones para el desarrollo de modelos no estructurados ............ 34
2.4.2
Estimación paramétrica ....................................................................... 35
2.4.3
Modelos no estructurados en producción de PHAs ............................. 37
2.4.4
Aplicación de modelos matemáticos en el análisis de la
produccion y optimización de PHA ...................................................... 39
Regímenes operacionales de cultivo. ............................................................ 49
2.5.1
Cultivo por lote .................................................................................... 49
2.5.2
Cultivo continuo................................................................................... 49
2.5.3
Cultivo en lote alimentado ................................................................... 50
3.
Materiales y métodos ............................................................................................. 51
Microorganismo y medio de cultivo ................................................................ 51
Tren de inóculo .............................................................................................. 51
Estudios preliminares de inhibición y limitación de sustrato ........................... 52
Experimentos en biorreactor escala laboratorio ............................................. 53
Métodos analíticos ......................................................................................... 54
3.5.1
Cuantificación de biomasa .................................................................. 54
3.5.2
Cuantificación de amonio residual ....................................................... 54
3.5.3
Cuantificación de PHA ........................................................................ 55
3.5.4
Cuantificación del aceite vegetal residual ........................................... 55
Métodos matemáticos ................................................................................... 56
3.6.1
Ajuste de parámetros del modelo........................................................ 56
3.6.2
Verificación del modelo ....................................................................... 56
3.6.3
Optimización de las condiciones operacionales .................................. 57
4.
Resultados y discusión ......................................................................................... 58
Desarrollo del modelo inicial con parámetros constantes .............................. 58
4.1.1
Análisis de limitación e inhibición en escala matraz ............................ 58
4.1.2
Ajuste del modelo en escala biorreactor (Bioflo 7 L) ........................... 63
4.1.3
Estimación teórica de consumo de aceite vegetal ............................... 63
Desarrollo del modelo con inhibición y parámetro variable ............................ 69
Optimización del proceso .............................................................................. 81
4.3.1
Régimen por pulso de sustratos.......................................................... 83
4.3.2
Régimen por alimentación constante de sustratos .............................. 85
5.
Conclusiones y recomendaciones ....................................................................... 88
Conclusiones ................................................................................................. 88
Recomendaciones......................................................................................... 89
Bibliografía .................................................................................................................... 91
Lista de figuras
Pág.
Figura 2-1: Esquema de las vías metabólicas que generan intermediarios de para la
síntesis polihidroxialcanoatos. ........................................................................................ 29
Figura 2-2: Diagrama de flujo para la construcción de modelos matemáticos. .............. 33
Figura 2-3: Esquema de reacción simplificado de los modelos no estructurados. ......... 35
Figura 4-1: Comportamiento de la velocidad especifica de crecimiento (𝝁)
como función de la fuente de nitrógeno en condiciones de limitación (A) y exceso (B)... 60
Figura 4-2: Comportamiento de la velocidad específica de crecimiento (𝝁)
como función de la fuente de carbono en condiciones de limitación (A) y exceso (B)..... 61
Figura 4-3: Cinética en biorreactor 5 L, con concentraciones iniciales de 20 g/L
(A), 5 g/L aceite vegetal (B) y 40 g/L(C) y sulfato de amonio de 2.8 g/L. ........................ 66
Figura 4-4: Cinética en biorreactor 60 L, con concentración inicial de aceite y sulfato
de amonio de 4 g/L. ........................................................................................................ 69
Figura 4-5: Ajuste de ecuaciones de saturación de velocidad de crecimiento, para
predecir el rendimiento biomasa sulfato de amonio dependiente de la relación C/N. ..... 73
Figura 4-6: Ajuste del modelo con parámetro variable de rendimiento con aplicación
de termino de inhibición por (A) producto, (B) fracción polímero biomasa y (C)
biomasa, en régimen lote a escala 100 L con concentraciones iniciales de (1)
100 g/L A.V y 2.8 g/L S.A., (2) 140 g/L A.V y 6.6 g/L. ..................................................... 75
Figura 4-7: Ajuste del modelo con parámetro variable de rendimiento con aplicación
de término de inhibición por producto (A), fracción polímero/biomasa (B) y
biomasa (C), para corridas de 5 L con concentraciones iniciales de 5 g/L A.V
y 2.8 g/L S.A.. ................................................................................................................. 76
Figura 4-8: Datos simulados frente a datos experimentales del modelo con
parámetro variable de rendimiento con aplicación de termino de inhibición por (A)
producto, (B) fracción polímero biomasa y (C) biomasa, en régimen lote a escala
100 L con concentraciones iniciales de 40 g/L, 4 g/L. ..................................................... 78
Figura 4-9: Ajuste del modelo para experimento con pulsos de 20 g/L. ......................... 83
Figura 4-10: Ajuste del modelo para experimento con pulsos de 40 g/L......................... 84
Figura 4-11: Ajuste del modelo para experimentos con alimentación para reposición de
nutrientes. ....................................................................................................................... 85
Figura 4-11: Ajuste del modelo para experimentos con flujo de alimentación constante.86
Lista de tablas
Pág.
Tabla 2-1: Diferentes tipos de modelos para la cinética celular...................................... 34
Tabla 2-2: Ecuaciones propuestas por diferentes autores para la modelación y
optimización de procesos de producción de PHAs. ........................................................ 43
Tabla 3-1: Concentraciones para los experimentos a escala matraz ............................. 53
Tabla 4-1: Parámetros y coeficiente de correlación para los modelos propuestos
para la velocidad específica de crecimiento. .................................................................. 62
Tabla 4-2: Parámetros para el modelo completo con parámetros constantes. ............... 67
Tabla 4-3: Valores de eficiencia Nash–Sutcliffe, para el modelo con parámetros
constantes. ..................................................................................................................... 68
Tabla 4-4: Concentraciones iniciales a escala Bioflo ..................................................... 69
Tabla 4-5: Rendimiento biomasa/sulfato de amonio obtenidos y relación inicial
C/N en los experimentos a escala Bioflo. ....................................................................... 72
Tabla 4-6: Parámetros reportados para los diferentes modelos propuestos para
inhibición adicional, con rendimiento biomasa/sulfato de amonio variable. ..................... 79
Tabla 4-7: Valores de eficiencia Nash–Sutcliffe, para los modelos con inhibición y
rendimiento biomasa/sulfato de amonio variable. ........................................................... 80
Tabla 4-8: Modelo matemático para producción de PHAs por B. cepacia. ..................... 81
Tabla 4-9: Cuadro comparativo de los resultados del presente trabajo frente a otros
trabajos realizados en el IBUN y externos. ..................................................................... 87
Lista de Símbolos y abreviaturas
Símbolos con letras latinas
Símbolo
Término
Unidad SI
D
Dilución
1/h
𝐹
Flujo
L/h
Caudal
𝐹1
Flujo 1
L/h
Caudal
𝐹2
Flujo 2
L/h
Caudal
𝐹𝑛
Flujo nitrógeno
L/h
Caudal
Fracción
-
Relación producto
biomasa
Constantes
-
Constantes de ajuste de
modelo
𝐾𝑐𝑖
Constante de inhibición por
sustrato carbono
g/L
-
𝐾𝑛𝑖
Constante de inhibición por
sustrato nitrógeno
g/L
-
𝐾𝑝𝑖
Constante de inhibición por
producto
g/L
𝐾𝑠𝑝
Constante de afinidad por
producto
g/L
-
𝐾𝑠𝑛
Coeficiente afinidad de sustrato
al nitrógeno
g/L
Concentración de sustrato
en la que la bacteria
empieza a crecer
𝐾𝑠𝑐
Constante de afinidad con
fuente de carbono
g/L
Concentración de sustrato
en la que la bacteria
empieza a crecer
𝑓𝑃𝐻𝐴
𝑘1 , 𝑘2 𝑘3 , 𝑒
Definición
Símbolo
Término
Unidad SI
Definición
𝑚𝑛
Mantenimiento por fuente
nitrógeno
g/g.h
Gramos nitrógeno por
gramos de biomasa
𝑚𝑐
Mantenimiento por fuente de
carbono
g/g.h
Gramos carbono por
gramos de biomasa
𝑆𝑛
Sustrato fuente de nitrógeno
g/L
Gramos de sulfato de
amonio por litro
𝑆𝑐𝑚
Constante de sustrato inhibitorio
g/L
Concentración máxima de
la fuente de carbono
inhibitoria
𝑆𝑚𝑆𝑛
𝑆𝑐
Constante de relación nitrógeno
carbono máxima de inhibición
-
Valor máximo de la
relación carbono
nitrógeno
𝑆𝑛𝑚
Constante de sustrato inhibitoria
g/L
Concentración máxima de
la fuente de nitrógeno
inhibitoria
𝑆𝑛𝑓
Fuente de nitrógeno
g/L
Concentración sustrato en
flujo de alimentación
𝑆𝑐𝑓
Fuente de carbono
g/L
Concentración sustrato en
flujo de alimentación
𝑆𝑐
Sustrato fuente de carbono
g/L
g sustrato / L de medio
V
Volumen
L
X
Biomasa
g/L
gramos de biomasa por
litros de medio
Rendimiento biomasa producto
por fuente de carbono
g/g
gramos de biomasa y
producto por gramos de
carbono
Rendimiento biomasa nitrógeno
g/g
gramos de biomasa por
gramos de nitrógeno
𝑌𝑥+𝑝
𝑆𝑐
𝑌𝑥
𝑆𝑛
Símbolos con letras griegas
Símbolo
α, β, 𝛾
Término
Constantes relacionadas al producto
Unidad SI
Definición
g/g, g/gh
Símbolo
Término
µ
Velocidad específica de crecimiento
1/h
Velocidad específica máxima de
crecimiento
1/h
𝜇max
Subíndices
Subíndice
Término
c
carbono
m
máxima
n
nitrógeno
0
Inicial
1
Tipo de sustrato
2
Tipo de sustrato
Superíndices
Superíndice
Término
𝑎1, 𝑎2
Exponente, potencia
𝑚
Exponente, potencia
𝑛
Exponente, potencia
Abreviaturas
Abreviatura
Término
A.V.
Aceite vegetal
S.A.
Sulfato de amonio
Unidad SI
Definición
Abreviatura
Término
Exp.
Experimental
PHA
polihidroxialcanoato
Introducción
El problema ambiental generado por la acumulación de los residuos de plásticos no
biodegradables ha llegado a alcanzar los 25 millones de toneladas al año (Choi & Lee, 1997;
Murray & King, 2012; Somleva et al., 2013). Aunque los materiales plásticos se han hecho
necesarios en nuestras vidas debido a su versatilidad, propiedades mecánicas y relativo bajo
precio, la mayoría de estos productos afectan el medio ambiente por los prolongados tiempos de
degradación y acumulación en el ambiente. Lo anterior ha promovido en los últimos años el
interés creciente en el desarrollo de polímeros biodegradables que puedan remplazar a aquellos
generados por síntesis química; entre dichos polímeros se encuentran los polihidroxialcanoatos
(PHAs), los cuales poseen propiedades similares al polipropileno y se han convertido en una
alternativa potencial para combatir la contaminación por plásticos a base de petróleo. Desde su
descubrimiento en 1926, la producción de PHAs ha sido ampliamente estudiada en diferentes
microorganismos, los cuales son seleccionados para generar altos rendimientos con bajos costos
de producción a escala industrial (Bohmert et al., 2002).
Los PHAs son poliésteres de hidroxialcanoatos, termoplásticos, biodegradables, producidos por
numerosos microorganismos bajo diferentes condiciones de cultivo (Lai et al., 2013). Varios
autores han demostrado que en la mayoría de casos bajas concentraciones de amonio, fósforo o
magnesio entre otros, durante la fermentación, inducen la producción de PHAs con diferentes
características (Lee et al., 1999; Suzuki et al., 1986), sin embargo, esto dependerá de la elección
del microorganismo; así mismo, el microorganismo tendrá una alta influencia en factores como la
fuente de carbono utilizada en el proceso, las velocidades específicas de crecimiento, la tasa de
biosíntesis, la calidad y cantidad de PHA, así como en el costo de los procesos de recuperación;
(Kahar et al., 2004; Verlinden et al., 2007).
Un resultado importante de diversos estudios es que las materias primas pueden generar
alrededor del 50% de los costos de producción (Choi & Lee, 1999 y 1997). Es por esto, que
Capítulo 2. Marco teórico
23
diferentes investigadores se han dedicado a viabilizar el uso de sustratos de menor costo, así
como a la identificación de cepas con mayor eficiencia, entre ellas la Burkholderia cepecia, la cual
es capaz de consumir diversos sustratos, con buenos rendimientos (Chee et al., 2010 y 2012;
Keenan et al., 2004; Obruca et al., 2014; Pan et al., 2012; Wang & Liu, 2014; Wang et al., 2010).
De este modo B. cepacia presenta un alto potencial para su uso en la producción de PHAs.
Igualmente se han buscado materias primas renovables de bajo costo, que generen buenas
propiedades al polímero producido y que tengan rendimientos altos en el proceso, es por eso que
se ha optado por desarrollar procesos a partir de subproductos de procesos industriales. En el
procesamiento de aceites vegetales se obtienen grandes cantidades de ácidos grasos como
subproducto que pueden ser una alternativa como fuente de carbono para la producción de PHAs
(Ballistreri et al., 2001; Chee et al., 2012). Adicionalmente, a partir de ácidos grasos se pueden
obtener altos rendimientos en la producción, cercanos a 1 gramo de PHA por gramo de ácido
graso consumido. El alto rendimiento se debe a la gran cantidad de átomos de carbono que son
direccionados por el metabolismo bacteriano hacia la producción de PHAs a partir de ácidos
grasos (Akiyama et al., 2003). Lo anterior se contrasta con la producción a partir de azucares,
donde la descarboxilación en la vía glicolítica reduce drásticamente el rendimiento.
A pesar de los diferentes esfuerzos por reducir costos en la producción de PHAs, mencionados
anteriormente, a nivel comercial factores como la reducción de los precios del petróleo hacen que
la producción de estos biopolímeros no pueda competir en el mercado con los plásticos
elaborados por síntesis química (Wang et al., 2014). Es por ello que el Instituto de Biotecnología
de la Universidad Nacional (IBUN) en conjunto con la Facultad de Ingeniería ha realizado
diferentes trabajos con el fin de mejorar la eficiencia del proceso de producción de PHAs. Entre
los desarrollos realizados está la estimación de la cinética de crecimiento con Ralstonia Eutropha
ATCC 17699, (Barbosa, 2002); así mismo la evaluación de sistemas de fermentación con el fin
de determinar técnicas que incrementen los rendimientos en el proceso con flujo de alimentación
continuo e intermitente en lote alimentado (Figueroa et al., 2005), y se ha incursionado en el
desarrollo de modelos matemáticos como herramienta en el incremento de la producción de PHAs
con Burkholderia cepacia nativa (Acosta, 2007).
Siguiendo la línea de mejoramiento del proceso de producción, en el presente trabajo se
incursiona en la implementación de estrategias de Ingeniería de Sistemas de Procesos (PSE,
24
Modelamiento matemático y optimización del proceso de producción de PHAs
empleando B. cepacia B27 a partir de ácidos grasos.
Process System Engineering) lo que requiere modelos predictivos que describan el proceso para
definir las mejores condiciones operacionales. Para el desarrollo de dichos modelos, se hace
imprescindible conocer el comportamiento de la cepa de interés frente a diferentes factores
ambientales que inciden directamente en la producción del metabolito deseado, el análisis del
proceso mediante modelos matemáticos permite la definición de las condiciones más adecuadas
para la producción del polímero y así aumentar tanto la eficiencia como la productividad del
proceso; adicionalmente, el uso de modelos predictivos facilita el escalamiento de los resultados
obtenidos en laboratorio y en planta piloto a escala industrial.
Diferentes autores han propuesto alternativas con el fin aumentar la productividad en el
bioprocesos de producción de PHAs, basadas principalmente en el control de la alimentación de
la fuente de carbono y de otros nutrientes, en fermentaciones tipo fed-batch (Lai et al., 2013).
Shang et al. (2007) construyeron modelos matemáticos y definieron la mejor operación por lote
alimentado considerando alta densidad celular con la cepa R. eutropha, para la producción de
PHB; de igual forma, Johnson et al. (2009) ajustaron un modelo metabólico para las velocidades
específicas de conversión y generación de biomasa en sistemas aeróbicos en reactores por lote
secuenciales y por lote alimentado. Igualmente Faccin et al. (2012) presentaron cuatro diferentes
modelos para la predicción de datos experimentales, los resultados presentados muestran que
estos modelos pueden ser usados como herramientas para mejorar la producción en bioprocesos.
De esta forma, la optimización del proceso de producción, empleando un modelo matemático que
prediga con buena aproximación la producción de PHAs para una cepa identificada como
eficiente (Burkholderia cepacia) con un sustrato de bajo costo, es una alternativa prometedora
para lograr un proceso competitivo.
En el presente estudio, como estrategia para reducir los costos de producción, se busca modelar
y mejorar la producción de biopolímeros del tipo PHAs empleando la bacteria Burkholderia
cepacia B27, con ácidos grasos como fuente de carbono. El modelo generado será no
estructurado y no segregado, pues predecirá los cambios en las concentraciones de biomasa,
producto y substratos, sin considerar los componentes de la biomasa, y analizando la biomasa
como una población celular homogénea, donde su comportamiento se aproxima al de una célula
promedio. De este modo, la disponibilidad de un modelo predictivo validado permitirá generar
estrategias para reducir los problemas de operación y mejorar la productividad global del proceso.
1. Objetivos
Objetivo General
Modelar y optimizar el proceso de producción de PHAs utilizando la bacteria Burkholderia cepacia
B27 y ácidos grasos como fuente de carbono.
Objetivos Específicos
Identificar los principales fenómenos (limitación, inhibición, muerte celular, consumo para
mantenimiento) que inciden en el proceso de producción de PHAs por la bacteria
Burkholderia cepacia B27
Formular, ajustar y validar un modelo matemático no estructurado, no segregado para el
crecimiento y producción de PHAs en Burkholderia cepacia B27, empleando ácidos
grasos como fuente de carbono.
Seleccionar el régimen operacional más adecuado para el proceso e identificar las
variables de control para su optimización.
Estimar
las
condiciones
operacionales
experimentalmente estos resultados.
óptimas
para
el
proceso
y
validar
2. Marco Teórico
La dependencia y demanda global por los plásticos derivados del petróleo, principalmente por
sus bajos costos en el proceso de producción, versatilidad, y estabilidad, ha estimulado su uso
durante décadas, posicionándolos como unos de los materiales insignia de la época
contemporánea, incrementado su demanda en países de economía crecientes como India y
China (Murray & King, 2012; Somleva et al., 2013). Es así, como la producción de plásticos
derivados del petróleo para el 2014 alcanzó 311 millones de toneladas a nivel mundial
(PlasticEurope, 2015). Ese gran volumen de producción, sumado a la alta permanencia en el
ambiente por la ausencia de enzimas producidas de forma natural que los degraden eficazmente,
dificulta la disposición final de este tipo de material y por lo tanto lo ha transformado en un
problema de contaminación cada vez más preocupante para la sociedad (Kumar & Sudesh,
2013). Una de las estrategias de valorización de los plásticos a nivel mundial está centrada en la
incineración con fines energéticos debido al alto poder calorífico de estos materiales. Sin
embargo, debido a su origen fósil, la cuantificación de las emisiones de gases de efecto
invernadero debe ser tenida en cuenta con el objeto de evaluar completamente su ciclo de vida y
el efecto de esta práctica en el calentamiento global (Eurostat, 2001; OECD, 2013).
El problema de contaminación medioambiental generado por el uso masivo de los materiales
plásticos derivados de la industria petroquímica ha suscitado gran interés en la implantación de
procesos sostenibles (Bueno et al., 2009; Delgado-Rodríguez et al., 2010; Dorado et al., 2010).
Estos procesos implican la utilización de la biomasa derivada de residuos para generar materiales
alternativos a los polímeros de origen petroquímico (Lai et al., 2013; Rehm & Steinbüchel, 2005).
Lo anterior ha promovido en los últimos años más y más estudios para viabilizar la producción
comercial de biopolímeros amigables con el medio ambiente, identificándose un gran número de
28
Modelamiento matemático y optimización del proceso de producción de PHAs
empleando B. cepacia B27 a partir de ácidos grasos.
posibles fuentes de obtención a partir de proteínas (animal y vegetal), lípidos y polisacáridos,
también desde monómeros bio-derivados como es el caso de los originado a partir del maíz, los
cuales son polimerizados a través de rutas ya estandarizadas, para obtener ácido poliláctico
(PLA) que es hasta ahora uno de los biopolímeros con mayor disponibilidad en el mercado. La
gran variedad de fuentes para la obtención de biopolímeros incrementan el número de
aplicaciones en las que se pueden utilizar por las diferentes características que puedan conferir,
convirtiéndolos en candidatos potenciales para aplicaciones biomédicas por ejemplo (Bugnicourt
et al., 2014).
En contraste, los polihidroxialcanoatos (PHAs) son poliésteres biogénicos que pueden ser
acumulados en cultivos microbianos los cuales han tenido una considerable atención durante las
pasadas tres décadas (Escapa et al., 2012), principalmente por su reconocido ciclo de
degradación, que los hace amigables con el medio ambiente (Koller et al., 2013). Lo anterior ha
conducido a que se presenten como una posible alternativa para reemplazar algunos plásticos
de origen petroquímico, ya que poseen propiedades similares a estos (Rodríguez-Contreras et
al., 2013; Sudesh, 2013; Sudesh et al., 2000) con excelentes propiedades mecánicas y químicas,
además de la biocompatibilidad, por lo que su uso es reconocido en diferentes campos de
aplicación (Nicolò et al., 2014).
Producción de polihidroxialcanoatos
Los PHAs de origen bacteriano son una única familia de polímeros sintetizados como alternativa
de almacenamiento energético por más de 300 especies de bacterias Gram-negativas y Grampositivas así como un gran rango de bacterias de la familia archea (Qi et al., 1998). Sintetizada
como inclusiones citoplasmáticas insolubles, en presencia de exceso de carbono cuando otros
nutrientes esenciales como oxígeno, fosforo o nitrógeno son limitados, estos materiales
poliméricos pueden ser acumulados en elevadas concentraciones desde que no alteren
sustancialmente el equilibrio osmótico de la bacteria (Anderson & Dawes, 1990), el polímero
producido tiene propiedades hidrofóbicas, insolubilidad en agua y estabilidad en el aire
indefinidamente, también son termoplásticos o elastómeros, no tóxicos y poseen una alta pureza
dentro de la célula (Filomena et al., 2000) además los polímeros resultantes son piezoeléctricos
y biocompatibles. Por otro lado, la especificidad de la polimerasa (o PHA sintasa) influye en el
Capítulo 2. Marco teórico
29
tipo de monómeros que serán incorporados en el polímero por el metabolismo de la bacteria
(Chen, 2009), otros factores que afectan el tipo de monómero que forma el polímero son: tipo de
microorganismos (Gram-negativos o Gram-positivas), componentes en el medio de fermentación,
condiciones y tipo de fermentación (lote, lote alimentado, continua) y los procesos posteriores de
recuperación (Keshavarz & Roy, 2010).
Una amplia variedad de microrganismos se ha venido reportando durante años para la producción
de PHAs, entre las cuales se encuentran bacterias Gram- negativas y Gram-positivas, como
Bacillus spp., Alcaligenes spp., Pseudomonas spp., Aeromonas hydrophila, Rhodopseudomonas
palutris, Echerichia coli, Burkholderia sacchari, Halomonas boliviensis y Rhalstonia eutropha entre
otros (Kahar et al., 2004; Patniak, 2009; Verlinden et al., 2007). Estos microorganismos pueden
tener una o varias de las rutas metabólicas para la producción de PHAs, entre las más conocidas
se encuentran la ruta por Entner-Doudoroff, la síntesis de novo de ácidos grasos y la -oxidación
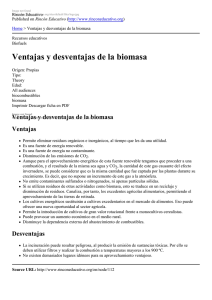
de ácidos grasos (Doi & Abe, 1990; Doi, Kitamura, & Abe, 1995) las cuales se resumen en la
Figura 2-1.
Carbohidratos
Ácidos Grasos
Biosíntesis de
β-oxidación de
ácidos grasos
ácidos grasos
phaA – cetotioasa
phaB – cetoacil-CoA reductasa
phaC – PHA sintasa
phaG – ACP-Co transacilasa
Figura 2-1: Esquema de las vías metabólicas que generan intermediarios para la síntesis de
phaJ – Enoil-CoA reductasa (r) específica
polihidroxialcanoatos. Adaptado de Aldor & Keasling (2003).
1 – Ceto reductasa
2 - Epimerasa
30
Modelamiento matemático y optimización del proceso de producción de PHAs
empleando B. cepacia B27 a partir de ácidos grasos.
Estas tres rutas sintetizan la 3-hidroxiacil CoA con la cual se generan los PHAs mediante la PHA
sintasa (Rehm & Steinbüchel, 2005). De esta forma, el uso de cada sustrato dependerá de la
cepa seleccionada, haciendo que esta decisión sea fundamental para la implementación del
proceso, así como para las características finales del polímero.
Aunque en laboratorio se han obtenido buenos resultados en la generación de PHAs, la
producción a escala comercial demanda costos de materias primas de alrededor del 50% del
costo global de producción (Choi & Lee, 1997, 1999), propiciando la búsqueda de materias primas
de bajo costo. Muchas fuentes de carbono renovable han sido implementadas para producir
PHAs, entre las cuales se encuentran fuentes de carbono de primera generación como granos,
azúcar de remolacha y de caña, almidones y aceites comestibles así como las de segunda
generación como melazas, residuos lignicelulósicos, suero, biodiesel, residuos del biodiesel como
glicerol, y residuos grasos (S. Y. Lee, 1996, 2000). Además de otros carbohidratos como la xilosa,
galactosa, glicerol, borra del café (Annuar et al., 2007; Keenan et al., 2004; Obruca et al., 2014),
siendo las anteriores fuentes de carbono, buenas alternativas de reducción en el costo de
producción, para aumentar la viabilidad de la producción de los polímeros biodegradables.
Bacterias para producción de PHAs
El Instituto de Biotecnología de la Universidad Nacional de Colombia en conjunto con la Facultad
de Ingeniería ha realizado diferentes trabajos con el fin de mejorar la eficiencia del proceso de
producción de PHAs. Entre las alternativas propuestas está la evaluación de diferentes cepas
como Pseudomonas putida, Burkholderia cepacia 2G57 (Suárez, 1997), y Ralstonia Eutropha
ATCC 17699 (Barbosa, 2002) esta última obtenida a través de aislamientos consecutivos de
microorganismos con alta capacidad de producción del polímero (Moreno & Serrato, 2004;
Moreno et al., 2004) logrando los mejores resultados de producción de PHA reportados hasta
entonces (0.22 g/l) (Garzón & Moreno, 2005). Por otro lado, se han realizado trabajos dirigidos a
la amplificación del gen de la PHA sintasa, el cual es de gran importancia por ser el principal gen
que promueve la producción de PHA en la mayoría de microorganismos. Dicha amplificación
permite una mejor identificación para la selección de bacterias hiperproductoras (Revelo, 2005).
Así mismo, se han realizado pruebas con diversas fuentes de carbono como ácido octanóico,
fructosa y glucosa (Moreno et al., 2004).
Capítulo 2. Marco teórico
31
La Burkholderia cepacia es una bacteria Gram-negativa que puede utilizar gran variedad de
fuentes de carbono para producir PHAs de cadena corta incluyendo los homopolímeros
polihidroxibutirato y polihidroxivalerato bajo estrategias específicas de alimentación (Keenan et
al., 2004), además ha demostrado adaptación en el consumo de varios compuestos tóxicos (Pan
et al., 2012) así como extractos hidrolizados de madera (Wang & Liu, 2014), aceites vegetales
(Chee et al., 2010) y hasta borra de café (Obruca et al., 2014). Esta versatilidad para consumir
diferentes sustratos la ha convertido en candidata para procesos de recombinación con la
Aeromonas caviae (Chee et al., 2012), demostrando la posibilidad de mejora genética y el
potencial de esta bacteria para los procesos de producción de PHAs.
La bacteria empleada en este trabajo pertenece al Phylum: Proteobacteria; Clase: βProteobacteria; Orden: Burkholderiales; Familia: Burkholderiaceae; Genero: Burkholderia;
Especie: cepacia; Sub especie: B27.
Es una bacteria Gram negativa, bacilo no fermentador, aerobio estricto, mesófila crece en rangos
de temperatura de 30-35 °C, organismo quimioorganotrófico, Oxidasa y Catalasa (+). B. cepacia
puede encontrarse en diferentes ambientes, como suelo, agua, y plantas en una variedad de
regiones geográficas, fuentes animales y muestras clínicas diferentes. En el proceso de
mejoramiento de la cepa, se generó la sobreproducción de PHA en mutantes de la cepa
Burkholderia cepacia 2G57 (BC_2G57), previamente aislada de suelos colombianos.
Inicialmente, se obtuvo la secuencia del genoma para BC_2G57, anotado respecto al genoma de
referencia de Burkholderia cenocepacia J2315, y los genes que codifican PHA fueron
identificados y localizados en la cepa BC_2G57. A partir de la cepa Burkholderia sp 2G57 se
realizó un proceso de mutación y selección de la cepa de mayor acumulación de
polihidroxialcanoatos. Se utilizó la cepa B27 y se mejoraron sus condiciones de crecimiento y
acumulación del biopolímero, evaluando la temperatura (25 – 35 °C), la fuente de carbono (aceite
vegetal (A.V.) y ácido oleico) y su concentración (10 – 40 g/L), así como la aireación del
fermentador (1-2,5 vvm) manteniendo los parámetros y el medio de cultivo evaluados para la cepa
2G57, encontrando que para una temperatura de 32 °C, 15 g/L de ácido oleico y 2 vvm de
aireación se obtienen concentraciones máximas de 10,8 g/L y 7,9 g/L de biomasa y PHA,
respectivamente, equivalente a 73 % de acumulación. La productividad del cultivo fue de 0,27 y
0,19 g/L-h de biomasa y PHA respectivamente. (Moreno et al; 2015).
32
Modelamiento matemático y optimización del proceso de producción de PHAs
empleando B. cepacia B27 a partir de ácidos grasos.
Fuente de carbono
El bajo nivel de producción de PHA de cadena media, el cual posee mejores propiedades
físicoquimicas, junto al limitado uso de sustratos por las diferentes especies de bacterias
productoras, limitan la producción de este tipo de polímero. Se ha observado que cuando una
bacteria es alimentada con ácidos grasos, estos pasan hacia la ruta biosintética de la betaoxidación para producir PHAs; en consecuencia la cadena de ácido graso únicamente pierde 2
átomos de carbono por cada ciclo, aumentando los rendimientos a partir de este tipo de fuente
de carbono (Liu et al., 2011; Chung et al., 2011), lo anterior ha demostrado que los rendimientos
de PHA a partir de aceites vegetales son superiores con respecto a otros sustratos evaluados
como sacarosa, con el cual se obtienen rendimientos de 0.32 g de polímero por g de carbohidrato
(Nonato et al., 2001). El rendimiento del proceso con el uso de aceites es aproximadamente 1 g
de polímero por g de ácido graso (Akiyama et al., 2003).
En la literatura se encuentra algunas publicaciones donde se han empleado utilizan ácidos grasos
insaturados tales como ácido oleico (C18:1), aceite de soya, maíz, oliva y palma, para producir
polímeros de cadena media con cadenas laterales de monómeros insaturados, lo que reduce en
gran medida la necesidad de mejorar las propiedades mecánicas de los polímeros resultantes y
aumenta el aprovechamiento de este tipo de fuentes de carbono de cadena larga (da Cruz
Pradella, Ienczak, Delgado, & Taciro, 2012; Fukui & Doi, 1998; Gumel, Annuar, & Heidelberg,
2012; Kahar et al., 2004).
Modelos no estructurados
Los diferentes modelos matemáticos tienen una importancia generalizada en diferentes campos
y disciplinas, ya que son capaces de traducir fenómenos reales en conceptos abstractos,
permitiendo predecir la realidad con ciertos niveles de confianza; sin embargo, estos modelos
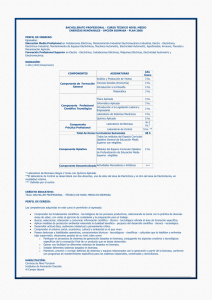
tienden a estar contenidos en un proceso cíclico de mejora, en el cual el viejo modelo es
rechazado por un nuevo postulado (Harder & Roels, 1982), como se presenta en la Figura 2-2.
Por lo tanto, la utilidad de los modelos para correlacionar los datos provenientes de mediciones
reales y proveer una forma concisa de pensar acerca del sistema o proceso, permite predecir
cualitativamente el funcionamiento de un proceso el cual debe estar claramente definido en un
Capítulo 2. Marco teórico
33
rango de validez en el que puede predecir, esto quiere decir, que las condiciones en las que
pueden aplicarse un modelo son limitadas a un intervalo que debe ser claramente definido (Harder
& Roels, 1982).
Figura 2-2: Diagrama de flujo para la construcción de modelos matemáticos. (Harder & Roels,
1982).
A pesar de lo anterior, los modelos matemáticos son una herramienta de gran utilidad para reducir
la cantidad de ensayos experimentales en el diseño u optimización de un proceso. De esta forma,
los modelos matemáticos pueden brindar un acercamiento más conciso sobre el proceso o
sistema, lo que puede dar una guía al diseño de experimentos que conduzca a aislar los
parámetros más importantes para comprender la naturaleza del sistema, con el fin de estimar los
parámetros más acertados que arrojen modelos de mayor confiabilidad (Fredrickson et al., 1970).
Además, el uso de modelos simples como los no estructurados permite un acercamiento a la
teoría biológica del comportamiento del microorganismo sin una complejidad abrumadora, por lo
que su aplicación es recomendable para etapas iniciales de una investigación donde se desee
indagar el modelamiento de los procesos realizados por microorganismos. Así mismo se debe
tener en cuenta que un mecanismo altamente específico (modelos estructurados) no debería ser
postulado sin evidencia empírica, lo que requiere más tiempo y ensayos experimentales. Por otro
34
Modelamiento matemático y optimización del proceso de producción de PHAs
empleando B. cepacia B27 a partir de ácidos grasos.
lado, la modificación de un modelo simplificado con nueva evidencia empírica es más simple y
conduce a modelos de gran utilidad y al igual que todos los modelos, se gana una comprensión
más acertada del mecanismo biológico en estudio y se crea un marco conceptual, el cual debe
ser validado, lo que conduce necesariamente a una nueva experimentación del mismo para
mejorarlo. Por último, aunque exista la posibilidad de que aparezca un nuevo número de
propiedades del sistema biológico de interés, la construcción de un modelo simple hace que las
suposiciones complejas sean innecesarias (Williams, 1967).
2.4.1 Suposiciones para el desarrollo de modelos no estructurados
Frente a la gran complejidad y las necesidades referentes a la predicción del comportamiento de
los microorganismos, la formulación de algunas suposiciones frente a la gran complejidad del
microorganismo, su crecimiento y reproducción, nos permite llegar a modelos simples, pero de
gran utilidad en el diseño de fermentadores, así como en la predicción del comportamiento celular.
Una de las consideraciones consiste en representar todos los microorganismos como un único
individuo, esta suposición se soporta por el hecho de que cuando el microorganismo se duplica,
este duplica igualmente todos los componentes cuantificables de la población celular; la segunda
suposición es que la masa de la población celular está distribuida uniformemente en el cultivo
tomándose como un cultivo homogéneo (Lee, 1994). La Tabla 2-1 muestra las consideraciones
relacionadas a los modelos no estructurados no segregados y su diferenciación frente los
estructurados segregados.
Tabla 2-1: Diferentes tipos de modelos para la cinética celular.
según la
según los componentes celulares
población
no estructurado
estructurado
no
segregado
los microorganismos son
representados por un único
componente, el cual está
distribuido uniformemente en el
cultivo
múltiples componentes celulares
distribuidos uniformemente en el cultivo, los
cuales interactúan unos con otros
segregado
los microorganismos son
representados por un único
componente, pero este forma una
mezcla heterogénea
microorganismos compuestos por
diferentes componentes, los cuales forman
una mezcla heterogénea
Capítulo 2. Marco teórico
35
Fuente (Tsuchiya et al., 1966).
Aunque los modelos no estructurados simplifican el problema real, no significa que no sean
importantes en procesos de producción, su importancia radica en que las ecuaciones propuestas
tienen un sentido físico acertado y se toma al microorganismo, no tanto como un organismo
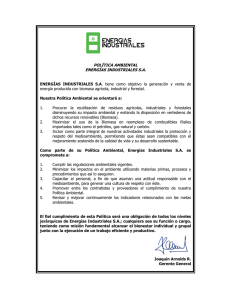
complejo, si no como una especie reactante sencilla (Almudena et al., 1999). El esquema que
incorpora la mayoría de modelos no estructurados se basa en parte en el esquema mostrado en
la Figura 2-3.
.
Figura 2-3: Esquema de reacción simplificado de los modelos no estructurados. Fuente
(Almudena et al., 1999)
2.4.2 Estimación paramétrica
El modelamiento del comportamiento cinético de los microrganismos es una estrategia para
alcanzar un conocimiento fundamental en los bioprocesos. Para el modelamiento es importante
la recolección de datos experimentales que permitan la estimación de parámetros antes de
cualquier uso o aplicación del modelo, lo que conlleva al problema clásico de la estimación
paramétrica. Mientras que los datos obtenidos de la simulación con un modelo existente se
generan de cálculos matemáticos y carecen de ruido u otro tipo de error, los datos usados para
la elaboración del modelo, por ser experimentales, pueden contener errores debido a la limitación
en observación y en los instrumentos, lo que afecta la capacidad del modelo (S. Liu, 2013).
En ocasiones donde no es posible tener acceso al conocimiento teórico fundamental del
microorganismo, lo que sucede frecuentemente, se pueden generar dificultados en el
modelamiento, lo que puede ser en parte resuelto, con el uso de datos experimentales que
36
Modelamiento matemático y optimización del proceso de producción de PHAs
empleando B. cepacia B27 a partir de ácidos grasos.
permiten identificar relaciones o tendencias entre las diferentes variables y buscar soluciones a
la ausencia de conocimiento teórico. Además, en un proceso de optimización el modelo
matemático se convierte en pieza fundamental, ya que provee la predicción de una nueva entrada
o proceso de control sin haber sido probado en la práctica. Para un modelo matemático se debe
antes que nada determinar si las variables tienen alguna relación con el modelo, entonces se
determina cuán buena es dicha relación; aun así, el modelo matemático debe ser determinado a
partir del conjunto de datos experimentales lo que nos introduce al problema clásico del análisis
de correlación, o también llamado análisis de regresión o ajuste de la curva.
Los tres tipos de análisis: estimación paramétrica, regresión y correlación están interrelacionados.
La regresión o ajuste de curva, consiste en la selección de un modelo matemático en el cual se
aplica la estimación paramétrica para determinar los coeficientes desconocidos. El modelamiento
matemático es conocido como regresión del modelo. Por otro lado, la correlación, una
terminología más conocida entre estos tres tipos de análisis, consiste en determinar si las
variables están relacionadas o correlacionadas, es entonces cuando la regresión o ajuste de la
curva es aplicado para encontrar la mejor relación para asociar las variables. Por el hecho de que
las tres terminologías son un poco confusas debido a su relación en la solución de estimaciones
paramétricas, frecuentemente se usa el término de correlación o ajuste de curva. Por ejemplo, en
una situación en la que se pueden conseguir buenos ajustes a un conjunto de datos
experimentales con diferentes funciones, se puede caer en la confusión de aceptar una buena
correlación en lugar de un modelo matemático que se apoye en un factor físicamente sustentado.
Ya que los datos experimentales contienen un error, el modelo con mejor ajuste no
necesariamente representa una buena relación entre el modelo y los datos.
La regresión por minimización de la varianza de los datos experimentales contra la predicción del
modelo es uno de los métodos extendidamente adoptados, este acercamiento en general se
presta para problemas de regresiones no lineales, donde el problema de regresión es
esencialmente un problema de optimización: minimizar la varianza de los datos alrededor del
modelo de regresión; cambiando los parámetros de regresión, en este sentido, no necesitamos
otras técnicas especiales para ejecutar el análisis de regresión (Liu, 2013).
Capítulo 2. Marco teórico
37
2.4.3 Modelos no estructurados en producción de PHAs
Los modelos matemáticos son herramientas útiles para optimizar y controlar la formación de
producto microbiano así como para comprender su metabolismo, además permiten revelar
aspectos de la fisiología microbiana, mostrando interpretaciones razonables del trabajo
experimental, resultando en el mejoramiento del conocimiento para alcanzar modelos
matemáticos con predicciones cercanas a la realidad y por tanto al proceso (Lee et al., 1985;
Nielsen et al., 1989).
Los modelos cinéticos no estructurados fueron formalmente denominados de “caja negra”, en
etapas iniciales, estos modelos matemáticos se enfocaron en la relación entre sustrato, biomasa
y producto; una de las técnicas frecuentemente utilizadas consiste en realizar experimentos con
medios de cultivo con fuente de carbón como sustrato limitante, mientras que los demás
componentes se encuentran en exceso. Para este tipo de experimentos la ecuación de Monod
para relacionar la velocidad de producción de biomasa con la concentración de sustrato ha sido
frecuentemente incluida en las ecuaciones diferenciales de balance de masa de biomasa,
sustrato limitante y producto (PHA), ya que sustenta el efecto limitante que puede tener un
sustrato frente a la velocidad en que la bacteria se reproduce. Este tipo de aproximación puede
ser aplicada en casos donde la producción de PHA se encuentra asociada al crecimiento (Novak,
2015).
La posterior consideración de otros sustratos como limitantes para el crecimiento tuvo cierto
efecto en las expresiones matemáticas para la velocidad de crecimiento de biomasa y producción
de PHAs. En estos casos la velocidad especifica de crecimiento de la biomasa se expresó como
una relación doble de la ecuación de Monod, un término para cada sustrato (Megee et al.,
1972),tanto para mezclas de diferentes tipos de fuente de carbono, así como de nitrógeno
(Dhanasekar et al., 2003). Sin embargo, este tipo de modificaciones a pesar de ser útiles a la hora
de explicar los fenómenos de limitación no son suficientes para alcanzar un modelo cinético válido
y acorde al comportamiento de la bacteria.
Por otro lado, la introducción de nuevas especies y cepas modificadas genéticamente con
comportamiento específico en su metabolismo para la biosíntesis de PHA, así como la aplicación
de sustratos de bajo costo en la búsqueda de reducir los costos de producción, han propiciado la
38
Modelamiento matemático y optimización del proceso de producción de PHAs
empleando B. cepacia B27 a partir de ácidos grasos.
búsqueda de mejores acercamientos en la construcción de modelos no estructurados; es el caso
del efecto de inhibición de los sustratos el cual ha sido un factor de importancia introducido en las
ecuaciones cinéticas, con el fin de adaptar los modelos matemáticos al comportamiento biológico.
Diferentes términos de inhibición han sido reportados, como los propuestos por Aiba et al. (1968)
y Moser (1985), en general, las aplicaciones de este tipo de efectos inhibitorios está influenciadas
por:
-
La inhibición por fuentes de carbono orgánico (glicerol), efecto del pH (ácidos orgánicos),
efectos generados por la presión osmótica (azucares), y efectos de supresión del
catabolismo (comúnmente encontrado en cultivos con múltiples sustratos).
-
Los factores que dan comienzo a la acumulación de PHA en las fases finales del medio
de cultivo son la limitación de nitrógeno o fósforo. Altas concentraciones de dichos
compuestos actúan como inhibidores para la producción de PHA, por lo que un adecuado
suministro de los mismos hace predominante la generación de más biomasa en lugar de
PHA.
La tercera adaptación realizada en los modelos no estructurados fue la introducción de la
velocidad de consumo de fuente de carbono para energía de mantenimiento. Para dicho propósito
la relación definida por Guthke para la ecuación de Monod es aplicada usualmente (Moser, 1985).
Además, en experimentos bajo condiciones aerobias, se ha reconocido la influencia del oxígeno
disuelto en la velocidad específica de crecimiento, así como en la formación de componentes
metabólicos intracelulares como NADH, NADPH Y FADH2, los cuales son esenciales en la
reducción de precursores de PHA (Acetoacetil-CoA) afectando así la velocidad de producción de
PHA. Es así como algunos autores han hecho mejoras en modelos de baja estructuración,
incluyendo el factor de oxígeno disuelto dentro de los modelos (Tohyama et al., 2002).
Finalmente, la introducción del término de inhibición por producto en los modelos matemáticos se
basa en que los gránulos generados por la célula participan en una fracción significativa de la
masa celular; por lo tanto, el producto ocupa un alto porcentaje del volumen intracelular limitando
su reproducción. Adicional a esto, se ha observado que algunas cepas detienen la producción de
PHA cuando la fracción media del polímero sobrepasa cierto valor. Teniendo en cuenta las
posibles restricciones en la biosíntesis de PHA algunos autores han implementado el término de
Capítulo 2. Marco teórico
39
inhibición por producto para la velocidad específica de crecimiento, lo cual pueden ser descrito
por la ecuación logística de acuerdo a Aiba et al. (1968) y la ecuación de Luong (Luong, 1985,
1987).
2.4.4 Aplicación de modelos matemáticos en el análisis de la
producción y optimización de PHA
La aplicación de la modelación de la cinética de microorganismos en procesos de optimización
de PHA se pueden apreciar en trabajos como el de Horvat et al. (2013). En ese trabajo la
producción de PHA parcialmente asociada al crecimiento fue elegido como estrategia de
modelamiento, de esa manera el modelo de Luedeking-Piret’s fue seleccionado como
herramienta para describir el fenómeno de producción de PHA parcialmente asociada al
crecimiento. Además, la velocidad especifica de crecimiento fue relacionada de acuerdo a (Megee
III et al., 1972; Mankad & Bungay, 1988) adaptado a la limitación de dos sustratos (nitrógeno y
carbono). La primera etapa del régimen de biorreactores en cascada fue modelada de acuerdo al
principio de nutrición balanceada en un sistema de producción continuo de biomasa; la segunda
fue modelada como un proceso de sustrato controlado, mientras que las siguientes tres etapas
fueron ajustadas para una producción de PHB bajo alimentación continua de fuente de carbono
con limitación de nitrógeno. La simulación resultante por aplicación del modelo matemático con
optimización computacional indicó que la productividad de PHB puede ser incrementada con el
ajuste en el factor de dilución, así como en la concentración de nitrógeno y de la fuente de carbono
en la alimentación.
Recientemente Mozumder et al. (2014) contribuyeron con un modelo mecanístico que describe
la producción de PHB de forma similar al trabajo publicado por Horvat et al. (2013), en este caso
un cultivo puro de C. necátor DSM 545 fue modelado y validado bajo dos sustratos glucosa y
glicerol proveniente de la producción de biodiesel. En este caso la bacteria produce PHB de forma
no asociada al crecimiento, y la producción se estimula con bajas concentraciones de nitrógeno.
Sin embargo, la síntesis de PHB asociada al crecimiento fue observada, aunque se inhibió por la
presencia de nitrógeno. Para el modelo, se incluyó el crecimiento de biomasa, PHB y la inhibición
no-linear por el producto además se tuvo en cuenta cuatro procesos principales, Crecimiento de
biomasa por carbono, crecimiento de biomasa utilizando el PHB, producción de PHB y energía
40
Modelamiento matemático y optimización del proceso de producción de PHAs
empleando B. cepacia B27 a partir de ácidos grasos.
de mantenimiento. El modelo matemático desarrollado fue simulado satisfactoriamente para la
producción de PHB y los comportamiento dinámicos relacionados al crecimiento de biomasa
heterotrófica para las dos fases del sistema de cultivo puro (Mozumder et al., 2014).
Por otro lado, diferentes modelos se han propuesto considerando diferentes cepas, sustratos,
cinéticas y propiedades de cultivo. Raje & Srivastava (1998) han investigado la producción
continua de PHA por C. necátor B4383 en un cultivo con limitación de nitrógeno. Para definir la
velocidad específica de crecimiento (µ), los autores utilizaron una combinación linear de la
cinética de Monod y el término sigmoidal propuesto por Hill (Hill, 1910), adicionalmente se
adicionó una corrección de inhibición en el modelo con el término de Luong el cual contiene la
relación C/N y la generación de producto PHA. Luego de algunos años Patwardhan & Srivastava
(2008) aplicaron un modelo idéntico para la cepa Ralstonia eutropha.
Otro ejemplo de construcción de modelos no estructurados es presentado por Wang et al. (2010)
y Yu et al. (2002). En ambos trabajos se consideró la cepa C. necátor ATTC 17699 y como fuente
de carbono ácidos grasos volátiles, específicamente ácidos propiónico, acético y butírico. Para la
elaboración del modelo, se aplicó la cinética de Monod en la velocidad de crecimiento, que fue
complementada con un término del efecto de la toxicidad de los ácidos sobre la actividad celular;
así mismo se aplicó el término de Luedeking-Piret para la descripción de la velocidad de
producción de PHA. El modelo fue probado con cada ácido graso y la mezcla de los mismos.
En otro estudio, Shahhosseini (2004) realizó la investigación de cultivo por lote alimentado con la
especie Ralstonia eutropha ATTC 17697 con fructosa y amonio. En el modelo propuesto se
incluye el término de Monod para la descripción de µ con respecto a la relación carbono/nitrógeno;
igualmente se propone el término de limitación descrito por la ecuación de Luong, previamente
mencionada por Yu et al. (2002). El modelo también incorpora la dependencia de la velocidad de
producción sobre la concentración de biomasa y velocidad de crecimiento.
Otro tipo de modelo, donde se tiene en cuenta el efecto de los sustratos predominantes en la
producción de PHA es el propuesto por Khanna & Srivastava (2006a) donde se aplica para los
sustratos de fructosa y nitrógeno la expresión sigmoidal propuesta por Hill (Hill, 1910), corregida
con el efecto doble de inhibición por ambos sustratos basado en la ecuación de Luong. La
Capítulo 2. Marco teórico
41
producción de PHA fue descrita con la ecuación de Luedeking-Piret y el consumo de los sustratos
limitantes consideró el mantenimiento celular, además no se incluyó la inhibición por producto.
De igual manera, para un proceso por lote alimentado con la bacteria R. eutropha ACM 1296,
Patnaik (2006) aplicó el argumento de la relación C/N en la velocidad específica de crecimiento,
con la dependencia de dos sustratos.
Otro caso donde se incluye la influencia de dos sustratos en el modelo cinético es el propuesto
por Shang et al. (2007) con R. eutropha NCIMB 11599 bajo limitación de fosfato como iniciador
de la acumulación de PHB. La velocidad específica de crecimiento fue expresada con la doble
limitación inducida por los sustratos (fósforo y carbono) con dos términos de Monod, y la velocidad
de producción de PHB fue caracterizada combinando los términos de Andrews (que considera
inhibición por glucosa en altas concentraciones), Jerusalimsky (iniciador de acumulación PHA) y
logístico (inhibición por producto causada por bloqueo estérico). Por último, se observó que las
altas concentraciones de glucosa inhiben la síntesis de PHB.
A continuación, se resumen algunos de los modelos no estructurados mencionados anteriormente
y otros que se han indagado como soporte teórico para la elaboración del presente trabajo.
Capítulo 2. Marco teórico
43
Tabla 2-2: Ecuaciones propuestas por diferentes autores para la modelación y optimización de procesos de producción de
PHAs.
Referencias
Velocidad especifica de
crecimiento 𝜇
Mulchandani
𝑆𝑐
}
𝑆𝑐 + 𝐾𝑠𝑐
{𝜇𝑚𝑎𝑥 ∗
et al. (1989)
∗ {1 −
Dhanasekar
{𝜇𝑚𝑎𝑥 ∗
et al. (2003)
𝑑𝑋
𝑑𝑡
𝑑𝑆
𝑑𝑡
𝜇∗𝑋
(2004)
𝜇𝑚𝑎𝑥 ∗
−
𝑑𝑋
− 𝑘5 ∗ 𝑋
𝑑𝑡
−𝑘3 ∗
𝑑𝑃
𝑑𝑡
𝑑𝑋
𝑑𝑡
𝑑𝑋
+ 𝑘2
𝑑𝑡
∗𝑋
𝑘1 ∗
(𝑆𝑐)2
}
(𝑆𝑐𝑚)𝑛
𝑆𝑐
}
𝑆𝑐 + 𝐾𝑠𝑐
𝜇∗𝑋
−
∗ (1
𝑆𝑛
𝑆𝑐
𝑆𝑛
+ 𝐾𝑆𝑛
𝑆𝑐
𝑆𝑐
𝜇∗𝑋
∗1
𝑆𝑛 𝑚
( 𝑆𝑐 )
(𝑆𝑐𝑚/𝑆𝑛𝑚)𝑚
−
1 𝑑𝑋
1 𝑑𝑃
∗
−
∗
− 𝑘1
𝑌𝑋 𝑑𝑡 𝑌𝑃 𝑑𝑡
𝑆
𝑋
−
)
𝑋𝑚
Shahhosseini
−𝑘4 ∗
𝑑𝑁
𝑑𝑡
𝐹
𝑉
∗𝑋
_
∝∗
𝑑𝑋
+𝛽∗𝑋
𝑑𝑡
𝑆
∗𝑋
𝑑𝑋
𝐹
− 𝑘5 ∗ 𝑋 +
𝑑𝑡
𝑉
𝑑𝑉
−
∗ 𝑆𝑐
𝑉 ∗ 𝑑𝑡
−𝑘4 ∗
𝑑𝑋
𝑑𝑡
𝐹𝑛
+
𝑉
𝑑𝑉
−
𝑉 ∗ 𝑑𝑡
−𝑘3 ∗
∗ 𝑆𝑛
𝑑𝑋
+ 𝑘2
𝑑𝑡
𝐹
∗𝑋− ∗𝑃
𝑉
𝑘1 ∗
44
Modelamiento matemático y optimización del proceso de producción de PHAs empleando B. cepacia B27 a
partir de ácidos grasos.
𝑆𝑛
𝑆𝑐
Patnaik
𝜇𝑚 ∗
(2006)
𝑆𝑛
+ 𝐾𝑆𝑛
𝑆𝑐
𝑆𝑐
𝜇∗𝑋
∗1
𝑆𝑛 𝑚
( 𝑆𝑐 )
−
(𝑆𝑐𝑚/𝑆𝑛𝑚)𝑚
−
𝐹
𝑉
∗𝑋
𝑑𝑋
𝐹
− 𝑘5 ∗ 𝑋 +
𝑑𝑡
𝑉
𝑑𝑉
−
∗ 𝑆𝑐
𝑉 ∗ 𝑑𝑡
−𝑘4 ∗
𝑑𝑋
𝑑𝑡
𝐹𝑛
+
𝑉
𝑑𝑉
−
𝑉 ∗ 𝑑𝑡
−𝑘3 ∗
𝑑𝑋
+ 𝑘2
𝑑𝑡
𝐹
∗𝑋 ∗𝑃
𝑉
−𝑘1 ∗
∗ 𝑆𝑛
Shang et al.
{𝜇𝑚𝑎𝑥 ∗
(2007)
𝑆𝑐
𝐾1 ∗ 𝑆𝑐2
∗
}
𝑆𝑐 + 𝐾𝑠𝑐1 𝑆𝑐2 + 𝐾𝑠𝑐2
𝜇∗𝑋
𝐹 ∗ 𝑆𝑐 −
1 𝑑𝑋
1
∗
−
𝑌 𝑋 𝑑𝑡 𝑌 𝑃
𝑆𝑐
𝛽𝑚1
∗
𝑆𝑐
𝑑𝑃
∗
− 𝑌𝑚 ∗ 𝑋 𝑘𝑓𝑜𝑠𝑓𝑎𝑡𝑜/𝑋
𝑑𝑡
𝑆𝑐
𝑆2
𝑆1 + 𝑘𝑆 + 𝐾𝑐
𝑠𝑐
∗
∗𝜇∗𝑋
𝑘2
∗ (1
𝑘3 + 𝑆𝑛
−
Gahlawat &
Srivastava
(2013)
{𝜇𝑚𝑎𝑥 ∗
𝑆𝑐
𝑆𝑐 + Ksc
𝑛1
∗
(𝑆𝑛)
}
𝑆𝑛𝑛1 + 𝐾𝑛𝑛1
(𝑆𝑛)𝑎
𝐾𝑐𝑖
∗ {1 −
∗
}
{
}
(𝑆𝑛𝑚)𝑎
𝐾𝑐𝑖 + 𝑆𝑐
(𝜇
− 𝐷)
∗𝑋
𝜇
− ( + 𝑚𝑐 ) ∗ 𝑋 + 𝐷
𝑌𝑋
𝑆
𝜇
−(
𝑌𝑋
𝑆𝑛
∗ (𝑆𝑐𝑓 − 𝑆𝑐)
+ 𝑚𝑛 ) ∗ 𝑋
+ 𝐷 ∗ (𝑆𝑛
− 𝑆𝑛𝑓 )
𝑃
𝑃𝑚𝑎𝑥
)
−𝑘1 ∗ 𝜇 ∗ 𝑋 − 𝐷
∗𝑃
Capítulo 2. Marco teórico
Heinzle &
Lafferty
45
𝑆𝑛
+ 𝜇𝑚𝑎𝑥2
{𝜇𝑚𝑎𝑥1 ∗
𝑆𝑛 + 𝐾𝑠𝑛1
−1
∗𝜇∗𝑋
𝑌𝑋
𝜇∗𝑋
𝜇
∗𝜇∗𝑋
𝑌𝑃
-
𝑋
𝑆𝑐
(1980)
+
𝑛
𝑆𝑛
(
)
𝐾𝑠𝑛2
∗
}
𝑆𝑛 𝑛
1+(
)
𝐾𝑠𝑛2
Raje &
Srivastava
𝑆𝑛
+ 𝜇𝑚𝑎𝑥2
{𝜇𝑚𝑎𝑥1 ∗
𝑆𝑛 + 𝐾𝑠𝑛1
(1998)
𝑆𝑛
(
)
𝐾𝑠𝑛2
∗
}
𝑆𝑛 𝑛
1 + (𝐾𝑠𝑛 )
2
𝑆𝑛 𝑚
( 𝑆𝑐 )
∗ 1−
𝑛
{
(𝑆𝑚𝑆𝑛 )
𝑆𝑐
∗ (−𝑘1 ∗ 𝑃
+ 𝑘2 ∗ 𝑋)
𝜇∗𝑋
−
𝐹
𝑉
∗𝑋
𝑛
𝑑𝑋
𝑑𝑃
+𝛽∗
+𝛾
𝑑𝑡
𝑑𝑡
𝐹1
𝐹
∗ 𝑋) + 𝑆𝑐𝑓 − 𝑆𝑐
𝑉
𝑉
− (𝛼 ∗
−𝑑 ∗
𝑑𝑋 𝐹1
+
𝑑𝑡 𝑉
∗ 𝑆𝑛𝑓
𝐹
− 𝑆𝑛
𝑉
{𝑘1
∗ (𝑋 − 𝑋𝑚𝑖𝑛 )
− 𝑘2 ∗ 𝑃)}
𝐾𝑠𝑛
𝐾𝑠𝑛 + 𝑆𝑛
𝑑𝑋 𝐹
+𝑒∗
−
𝑑𝑡 𝑉
∗
∗𝑃
}
𝐾𝑖
𝐾𝑖 + S
46
Modelamiento matemático y optimización del proceso de producción de PHAs empleando B. cepacia B27 a
partir de ácidos grasos.
Patwardhan
& Srivastava
𝑆𝑛
+ 𝜇𝑚𝑎𝑥2
{𝜇𝑚𝑎𝑥1 ∗
𝑆𝑛 + 𝐾𝑠𝑛1
𝜇∗𝑋
(2004)
𝑛
𝑆𝑛
(𝐾𝑠𝑛 )
2
∗
}
𝑆𝑛 𝑛
1+(
)
𝐾𝑠𝑛2
𝑑𝑋
𝑑𝑃
+ 𝑘2 ∗
+ 𝑘3
𝑑𝑡
𝑑𝑡
𝐹2
𝐹
∗ 𝑋) + ∗ 𝑆𝑐𝑓 − 𝑆𝑐
𝑉
𝑉
− (𝑘1 ∗
−𝑌 𝑋 ∗
𝑆𝑛
𝑑𝑋
𝑑𝑡
{𝑘4
∗ (𝑋 − 𝑋𝑚𝑖𝑛 )
𝐹1
∗ 𝑆𝑛𝑓
𝑉
𝐹
− 𝑆𝑛
𝑉
− 𝑘5 ∗ 𝑃)}
+
𝐾𝑠𝑛
𝐾𝑠𝑛 + 𝑆𝑛
𝑑𝑋
+ 𝑘6 ∗
𝑑𝑡
𝐹
− ∗𝑃
𝑉
∗
𝑆𝑛 𝑛
( )
∗ 1 − 𝑆𝑐 𝑛
(𝑆𝑚𝑆𝑛 )
{
Khanna &
Srivastava
(2006)
𝑆𝑐
{𝜇𝑚𝑎𝑥 ∗
}
𝑆𝑐 𝑛1
𝑆𝑐 𝑛1 + 𝐾𝑠𝑐 𝑛1
𝑛2
∗
𝑆𝑛
}
𝑆𝑛 + 𝐾𝑠𝑛𝑛2
𝑛2
∗ {1 −
∗ {1 −
(𝑆𝑐)𝑎1
}
(𝑆𝑐𝑚)𝑎1
(𝑆𝑛)𝑎2
}
(𝑆𝑛𝑚)𝑎2
𝜇∗𝑋
−
𝐹
𝑉
∗𝑋
−(𝛼 ∗ 𝜇 + 𝛾) ∗ 𝑋 +
𝐹1
∗ 𝑆𝑐𝑓
𝑉
𝑆𝑛
𝐹
− 𝑆𝑐
𝑉
−(
∗𝑋+
𝜇
𝐹2
+ 𝑚𝑛 ) ∗ 𝑋 +
𝑌𝑋
𝑉
𝑆𝑐2
∗ 𝑆𝑐𝑓2 −
𝜇∗𝑋
− 𝑚𝑛
𝑌𝑋
𝑑𝑋
+ 𝑘2 ∗ 𝑋
𝑑𝑡
𝐹
− ∗𝑃
𝑉
∗ 𝑆𝑛𝑓
−
𝐹
𝑆𝑛
𝑉
𝐹2
𝑉
𝑘1
𝐹
𝑆𝑛
𝑉
Donde D corresponde a la dilución, 𝐹 a flujos de alimentación, los sub índices corresponden al número del flujo
(𝐹1 , 𝐹2) de alimentación, 𝐹𝑛 flujo de alimentación que contiene únicamente fuente de nitrógeno. 𝑓𝑃𝐻𝐴 fracción de
polímero en biomasa. 𝐾𝑖, 𝐾𝑛𝑖, 𝐾𝑐𝑖, 𝐾𝑝𝑖 constante de inhibición por nitrógeno, carbono y producto. 𝑆𝑛𝑚, 𝑆𝑐𝑚, 𝑆𝑚𝑆𝑛
𝑆𝑐
concentración máxima inhibitoria por nitrógeno, fuente de carbono, relación concentración fuente de nitrógeno y carbono.
Capítulo 2. Marco teórico
47
𝐾𝑠𝑝, 𝐾𝑠𝑛, 𝐾𝑠𝑐, constante de afinidad por producto, nitrógeno y fuente de carbono. 𝑚𝑐 , 𝑚𝑛 constante de mantenimiento por
fuente de carbono y fuente de nitrógeno. 𝑆𝑛, 𝑆𝑐 concentración de sustrato fuente de amonio y fuente de carbono. 𝑆𝑛𝑓 y
𝑆𝑐𝑓 concentración de fuente de nitrógeno y carbono en los flujos de alimentación. V volumen del reactor X, biomasa
𝑌𝑥+𝑝 rendimiento fuente de carbono biomasa y producto. 𝑌 𝑥 rendimiento fuente de amonio y biomasa. 𝑌𝑃 rendimiento
𝑆𝑐
𝑆𝑛
𝑆
sustrato producto. α, β, 𝛾 constantes relacionadas al producto. 𝑎1, 𝑎2, 𝑛2, 𝑛1, e constantes que relacionan la concentración
inhibitoria de sustratos. 𝑘1 , 𝑘2 … 𝑘𝑛 , constantes relacionadas al producto, 𝜇max velocidad especifica de crecimiento máxima.
Capítulo 2. Marco teórico
49
Regímenes operacionales de cultivo.
2.5.1 Cultivo por lote
En la operación por lote, todos los componentes esenciales para el crecimiento del
microorganismo y el inóculo son adicionados al principio del proceso de fermentación sin
adicionar posteriormente más medio de cultivo al biorreactor; por consiguiente, las
concentraciones de los componentes no son controladas, por lo tanto, las variaciones en la
concentración en el biorreactor de los diferentes sustratos están sujetas al consumo de los
microrganismos. Los productos tanto intracelulares como extracelulares, así como la biomasa
son recolectados solamente al final del proceso. Por otro lado, el control de pH, temperatura,
oxígeno disuelto y espuma es mantenido durante el periodo de fermentación. Teniendo en cuenta
lo anterior, los únicos parámetros de optimización en este tipo de proceso es la composición inicial
del medio así como parámetros de control, como pH y temperatura (Lim & Shin, 2013).
2.5.2 Cultivo continuo
La operación en continuo consiste en la inyección, de forma continua, de corrientes de
alimentación que contienen los nutrientes necesarios para el microrganismo, mientras que una
corriente de salida conteniendo biomasa, productos y residuos son removidos, también
continuamente. Es necesario reconocer que en el estado estacionario las velocidades de flujo
tanto de salida como de entrada son iguales, lo que mantiene el volumen del reactor constante,
así como los valores de la concentración de los nutrientes. El procesamiento en este régimen
posee algunas desventajas, lo que lo hace poco dominante en las operaciones industriales,
principalmente por la posibilidad de contaminación con otros microorganismos, así como por los
procesos de mutación que pueden darse por los largos periodos en los que se debe mantener el
bioproceso, además es frecuente que en operaciones en estado estacionario los rendimientos
sean inferiores a los de procesos en estado dinámico (Lim & Shin, 2013).
50
Modelamiento matemático y optimización del proceso de producción de PHAs
empleando B. cepacia B27 a partir de ácidos grasos.
2.5.3 Cultivo en lote alimentado
El cultivo en lote alimentado es una clase de operación semi lote, en la que los nutrientes
necesarios para el crecimiento celular y la formación de producto son alimentados
intermitentemente o continuamente por medio de una o más corrientes de alimentación durante
el transcurso de una operación por lote. El medio o cultivo es usualmente cosechado parcial o
totalmente al final del proceso, en el caso de recolección parcial del medio de cultivo, se debe a
que el remanente servirá como inóculo para una siguiente corrida. Este proceso puede ser
repetitivo en un mismo reactor un gran número de veces, si las células mantienen su viabilidad y
productividad. Es importante aclarar que el proceso no tiene corrientes de salida en el rector, por
lo que el volumen se incrementa durante el transcurso del mismo hasta alcanzar, la mayoría de
veces, el volumen máximo del reactor, en este punto se puede implementar un periodo de
operación por lote, para que los nutrientes sean totalmente consumidos y se alcance el máximo
provecho en biomasa o producto (Lim & Shin, 2013).
El cultivo en lote alimentado es una operación dinámica, y las velocidades de alimentación y las
concentraciones de los nutrientes limitantes pueden ser ajustadas tanto para mantener
concentraciones constantes de los nutrientes, como para lograr perfiles de concentración
optimizados o para alcanzar concentraciones máximas de producto, lo que hace de este modo
de operación una alternativa interesante para diferentes biorreacciones.
3. Materiales y métodos
Microorganismo
El microorganismo empleado en el presente trabajo fue la cepa Burkholderia cepacia B27.
Dicha bacteria se obtuvo a partir de una estrategia de mutación al azar mediante un
transposón de la Ralstonia eutropha y Burkholderia sp 2G57 proveniente del Valle del
Cauca la cual fue aislada y caracterizada en los trabajos realizados por Moreno & Serrato
(2004) y Revelo (2005); después de las mutaciones se seleccionaron las cepas con mayor
acumulación de PHA. Las cepas obtenidas por este método alcanzaron en procesos de
fermentación una acumulación de PHA entre 53 % y 83 % en comparación con la 2G57.
La cepa que presentó la mayor acumulación de PHA en 2,5 L utilizando las condiciones
básicas de la cepa 2G57 hacen parte del grupo de las Burkholderia cepacia, la cual fue
luego denominada como Burkholderia cepacia B27
Para garantizar que las cepas no sufrieran mutaciones genéticas en el transcurso del
trabajo, y la concentración de biomasa fuera lo más homogénea posible durante la
preparación del inóculo, fue necesaria la elaboración de un stock de trabajo que constó de
70 crioviales cada uno con 800 µL. Las bacterias fueron reproducidas en medio LB
(Becerra, 2013) con un 30 % de glicerol como crioconservante y congeladas a una
temperatura de –20 ºC.
Tren de inóculo y medio de cultivo
Para los diferentes ensayos realizados en el presente trabajo, se establecieron dos tipos
de trenes de inóculo, uno para los experimentos a escala matraz y por otro lado el
correspondiente a los desarrollados en biorreactor a escala laboratorio (todos los medios
fueron esterilizados a 120 ºC por 30 minutos). Para el primero 500 µL de criovial son
agregados a 45 mL de medio LB contenido en un matraz de 250 mL que es agitado a 200
rpm y 32 ºC durante 24 horas, luego de este tiempo el medio es inoculado en un matraz
52
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
de 1000 mL con 200 mL de medio LB y se incubó con las mismas características
anteriormente mencionadas; finalmente se distribuyó 15 mL del medio inoculante en cada
matraz para los experimentos en esta escala. Para la preparación del tren de inóculo en el
biorreactor se tomaron 500 µL del criovial se adicionó a 45 mL de medio LB en un matraz
de 250 mL que es agitado a 200 rpm y 32 ºC durante 24 horas, luego este es transvasado
a otro matraz conteniendo 450 mL de medio de cultivo y 2000 mL de volumen total. La
información completa sobre la composición del medio de cultivo esta condensado en el
Anexo A. cabe aclarar que dicho medio ya viene optimizado del trabajo resultante del
proyecto 29552 Convocatoria Colciencias 523 de 2011 “USO DE PLÁSTICOS VERDES
(POLIHIDROXIALCANOATOS) PARA LA FABRICACIÓN RENTABLE DE EMPAQUES
COMPLETAMENTE BIODEGRADABLES REQUERIDOS EN LA INDUSTRIA”.
Estudios preliminares de inhibición y limitación de
sustrato
Los experimentos iniciales tuvieron como objetivo estudiar el comportamiento a escala
matraz bajo condiciones de sustrato diferentes; estos experimentos se llevaron a cabo en
Erlenmeyer de 500 mL con un volumen de medio de cultivo de 150 mL, el volumen del
medio para esta parte del trabajo fue establecido con base en experimentos previos de
espacio de cabeza, los cuales mostraron que la velocidad especifica de crecimiento no se
ve afectada con el cambio de volumen de medio de 250 mL a 150 mL, volúmenes inferiores
afectan la agitación y tienden a evaporar más rápido el medio induciendo al error de la
biomasa cuantificada. Para los ensayos se asumió como sustratos limitantes aceite vegetal
(A.V) comercial mazorca de oro (Grasco Ltda. Mezcla de aceite de maíz y de soya) y sulfato
de amonio (S.A.) grado alimenticio, ya que son los componentes principales en la
producción de biomasa y generación de PHA. El aceite vegetal fue seleccionado por su
bajo precio comparado con un ácido graso; a pesar de que también se indago en un residuo
del proceso de producción de aceite, este se descartó por las características físicas, las
cuales eran complejas de manejar en el biorreactor por su estado semisoalido, además de
aumentar más la variabilidad. Se evaluaron diferentes concentraciones de aceite vegetal
en un rango de 0.5 a 170 g/L, con concentración constante de sulfato de amonio (2.8 g/L)
y los demás componentes del medio de cultivo (Anexo A). De igual forma para el estudio
del efecto del sulfato de amonio sobre la biomasa se estableció un rango de
concentraciones desde 0.2 hasta 10 g/L de sulfato de amonio, con concentración constante
Capítulo 3. Materiales y métodos
53
de aceite vegetal de 20 g/L, así como los demás componentes del medio. Los
experimentos en matraz fueron realizados bajo condiciones de temperatura constante, 32
ºC, con agitación de 200 rpm.
Las fermentaciones se desarrollaron por 30 horas, con muestras cada 6 o 12 horas. Se
cuantificó la concentración de biomasa en cada muestra por triplicado y se determinó la
velocidad específica de crecimiento máxima para cada experimento. En la Tabla 3-1 se
muestran las diferentes concentraciones empleadas en los experimentos en escala
matraz.
Tabla 3-1: Concentraciones para los experimentos a escala matraz
Concentraciones de aceite
Concentrac
Concentraciones de sulfato de
Concentr
vegetal (g/L)
iones de
amonio (g/L)
ación
sulfato de
aceite
amonio
vegetal
(g/L)
(g/L)
0.5
2.8
0.2
20
2
2.8
0.4
20
4
2.8
0.8
20
8
2.8
1
20
12
2.8
1.4
20
14
2.8
1.8
20
16
2.8
2.3
20
20
2.8
2.8
20
30
2.8
3.2
20
60
2.8
6.2
20
70
2.8
8
20
80
2.8
10
20
100
2.8
130
2.8
-
140
2.8
-
160
2.8
-
170
2.8
-
54
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
Experimentos en biorreactor escala laboratorio
Los ensayos para la obtención de la cinética microbiana fueron realizados en escala
laboratorio con operación por lote, en un BioFlo CelliGen 115 Brunswick (Eppendorf AG,
Germany) de 7 L de volumen total, con suministro de aire proveniente de compresor
industrial. En los experimentos se utilizó 4,5 L de medio estéril (Anexo A) con 500 mL de
inóculo. El pH del medio fue mantenido en 7 ± 0.5, empleando NaOH 3N, y la temperatura
en 32 ºC. El flujo de oxígeno fue mantenido en 2 vvm con el fin de asegurar que no fuera
una limitante dentro del proceso sin control de OD y los periodos de fermentación oscilaron
entre 72 y 96 horas. Se tomaron muestras de cada 6 o 14 horas.
El monitoreo de la pureza del medio fue realizado con tinción de gram (Anexo B-5) y
crecimiento directo sobre agar nutritivo con siembra directa.
Métodos analíticos
Para obtener la información del ajuste del modelo matemático, en los diferentes
experimentos fue necesario medir la concentración de biomasa, amonio residual, PHAs y
aceite vegetal residual.
3.5.1 Cuantificación de biomasa
La concentración de biomasa fue determinada por el método gravimétrico sugerido por
Yang et al. (2006). En Falcon de 15 mL previamente pesados se adicionan muestras de 5
mL de medio de cultivo estos son centrifugados a 9000 g (Hermle Z380) durante 10 min.
Luego se descarta el sobrenadante y se resuspende el precipitado con agua destilada
hasta alcanzar el volumen inicial, se realiza el lavado dos veces más. Luego el precipitado
obtenido es secado en horno durante 24 horas a 80 ± 5 °C hasta alcanzar un peso estable
para luego ser pesado (Yang et al., 2006).
3.5.2 Cuantificación de amonio residual
La concentración de amonio residual en el medio de cultivo fue estimada por el método de
Berthelot o azul indofenol, descrito por Gumel et al., (2012). En el cual el ion amonio
reacciona con hipoclorito y fenol, generando un compuesto coloreado que se registra a
640 nm. Se toman 0.150 mL de muestra a partir del sobrenadante del medio de cultivo
Capítulo 3. Materiales y métodos
55
obtenido por centrifugación (9000 g por 10 min) el cual es diluido con 5 mL de agua
destilada (el factor de dilución depende de la cantidad de amonio en la muestra ya que el
método es fiable para concentraciones inferiores a 4 mg/L. Luego de la reacción, la
coloración es cuantificada con un espectrofotómetro Genesys 10s UV-Vis (Thermo Fisher
scientific, USA). El amonio residual es cuantificado por medio de una curva de calibración
con concentraciones de amonio conocidas (Anexo B-4).
3.5.3 Cuantificación de PHA
Para la cuantificación del polímero, se parte del procedimiento de cuantificación de
biomasa sin el paso de secado, buscando que la biomasa sin residuos del medio de cultivo
pueda ser digerida y el PHA cuantificado. El precipitado obtenido se resuspende en agua
destilada con 0.55 (mL/g biomasa) de solución de dodecil sulfato sódico (SDS) al 20 % y
digeridos a 90 ºC durante 1 hora, luego las muestras son centrifugadas a 9000 g por 5 min,
resuspendidas en agua destilada y centrifugadas bajo las mismas condiciones dos veces,
para remover los residuos de SDS y biomasa. Finalmente, los tubos Falcon son colocados
a secar a 80 ± 5 °C durante 24 horas y pesados.
3.5.4 Cuantificación del aceite vegetal residual
El aceite vegetal residual fue cuantificado con el método descrito por Kahar et al. (2004).
Se toma 2 mL de muestra del medio de cultivo y se adicionan en un tubo de ensayo
conteniendo 5 mL de hexano; se mezclan con vortex durante 1 min, después se toma 1
mL de la capa de hexano resultante y se transfiere a un tubo previamente pesado para
luego ser rotaevaporado a 78 ºC hasta que la fase de hexano se evapore, finalmente el
tubo es pesado. La concentración de aceite vegetal fue estimada como la cantidad de
aceite extraída por el solvente.
3.5.5 Estimación de aceite vegetal por balance de masa
Debido a las dificultades con la cuantificación del aceite, principalmente por el grado de
saturación máxima a la que puede llegar el solvente (hexano) con el aceite para removerlo
del medio, se estimó un balance teórico de la cantidad de aceite consumido, la cual fue
luego verificada teniendo en cuenta la cantidad de biomasa generada a bajas
56
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
concentraciones de fuente de carbono en el reactor, donde el crecimiento de la bacteria se
detiene totalmente por la ausencia de carbono en el medio. (ver sección 4.1.3).
Métodos matemáticos
3.6.1 Ajuste de parámetros del modelo
El ajuste de parámetros para los modelos a escala erlenmeyer fue obtenido por medio de
la función fminsearch de Matlab, donde se buscó reducir la suma de la diferencia
cuadrática entre los valores predichos y experimentales (ecuación 3-1) hasta encontrar los
parámetros que satisfagan la condición.
𝒏
𝑺𝑫𝑪 = ∑𝐢=𝟏(𝒚𝒊 − 𝒇(𝒙𝒊 ))𝟐
(3-1)
donde 𝑦𝑖 son los datos experimentales, 𝑓(𝑥𝑖 ) son los datos generados por el modelo y 𝑛 el
número de datos experimentales.
Los parámetros de las ecuaciones del modelo matemático a escala Bioflo 7 L fueron
estimados por la minimización de la suma de las diferencias cuadráticas (SDC) entre los
datos experimentales y los datos suministrados por el modelo (Ecuación 3-1). El programa
de búsqueda para la estimación de los parámetros cinéticos fue desarrollado en Matlab®.
El ajuste de parámetros para el modelo fue obtenido por medio de la función fminsearch,
la cual se basa en la optimización no lineal sin restricciones, reduciendo el valor de SDC
al mínimo. Para la búsqueda de los parámetros del modelo cinético el sistema de
ecuaciones diferenciales fue resuelto por un programa de integración numérica basado en
el método Runge-Kutta Method de 4º orden. El programa de optimización para la búsqueda
directa del mínimo de la función multivariable (función objetivo) se basaron en el algoritmo
propuesto por (Anexo D-1) Kaur et al.,(2012); Patwardhan & Srivastava (2008).
3.6.2 Verificación del modelo
Para evaluar la validez del modelo matemático frente a los datos experimentales, se estimó
la precisión de los datos simulados por el modelo con el método de coeficientes de
eficiencia Nash–Sutcliffe (Nash & Sutcliffe, 1970; Mozumder et al., 2014), el cual describe
cuantitativamente cuan acertados son los datos simulados y en este sentido evalúa que
tan bueno es el poder predictivo del modelo:
Capítulo 3. Materiales y métodos
𝑬=𝟏−
𝒎 𝟐
∑𝑻
𝒕=𝟎(𝒚𝒕 −𝒚𝒕 )
∑𝑻
̅)𝟐
𝒕=𝟎(𝒚𝒕 −𝒚
57
(3-2)
donde 𝑦𝑡 corresponde a los datos experimentales 𝑦𝑡𝑚 a los datos modelados y 𝑦̅ al promedio
de los datos experimentales.
El rango de la eficiencia de Nash–Sutcliffe va desde −∞ hasta 1. Una eficiencia de 1 (E=1)
corresponde a un ajuste perfecto de los datos estimados por el modelo con respecto a los
datos experimentales. Una eficiencia de 0 (E=0) indica que la predicción del modelo es tan
acertada como la media de los datos observados, mientras que una eficiencia menor a
cero (E<0) indica que la media de los datos experimentales tiene una mejor predicción que
el mismo modelo. En esencia, entre más cercano el valor E a 1 el modelo es más exacto.
3.6.3 Optimización de las condiciones operacionales
Para el proceso de optimización de las condiciones operacionales, se establecieron dos
tipos de alimentación, flujo de alimentación y pulso. Así mismo, se establecieron
concentraciones de sustratos constantes durante la aplicación del flujo de alimentación,
tanto para el amonio como para el aceite vegetal, además, se manejaron de manera
proporcional las concentraciones de todos los elementos del medio de alimentación
evitando el agotamiento de alguno de los componentes.
Como función objetivo se definió maximizar la concentración de PHA al final del proceso
de 72 h y las ecuaciones diferenciales que definen la cinética de la bacteria conformaron
las restricciones; otras restricciones fueron el caudal máximo hasta el cual puede ser
alimentado el reactor (1.8 L), y el volumen máximo de trabajo del reactor 5 L.
El código para la optimización se desarrolló en Matlab y se encuentra en el Anexo D.
4. Resultados y discusión
Para el modelamiento matemático se consideró inicialmente una estructura estándar para
lo cual, a partir de los experimentos en matraz, se identificaron los fenómenos de limitación
e inhibición y se generaron estimativas iniciales para los parámetros respectivos, y
posteriormente se ajustó el modelo con los datos de biorreactor. El análisis de las
observaciones de la dinámica en la biorreacción y del ajuste del modelo llevo a sugerir
modificaciones en el mismo, que llevaron a un modelo con parámetros variables.
Desarrollo del modelo inicial con parámetros
constantes
4.1.1 Análisis de limitación e inhibición en escala matraz
Con el fin de analizar el comportamiento fenomenológico de la cepa de estudio, los
experimentos a escala matraz nos muestran un indicativo del efecto de la concentración
de los sustratos principales (aceite vegetal y sulfato de amonio) sobre la velocidad
específica de crecimiento.
Varios autores han establecido que los sustratos limitantes e inhibitorios en la producción
de PHAs son la fuente de carbono y nitrógeno (Khanna & Srivastava, 2006; Mozumder et
al., 2014; Mulchandani et al., 1989; Patnaik, 2005) aunque algunos trabajos sólo
mencionan la ausencia de la fuente de nitrógeno como el iniciador de la producción de
PHA y principal factor para la generación de biomasa (Heinzle & Lafferty, 1980; Horvat et
al., 2013). Lo anterior debido principalmente a que la fuente de carbono es el recurso de
la bacteria para la producción del polímero y el nitrógeno es un nutriente esencial en
crecimiento de biomasa, por lo que el control del nitrógeno u otros nutrientes en el proceso
(fósforo por ejemplo) promueve la producción de PHA, dependiendo del tipo de bacteria y
sus preferencias (Verlinden et al., 2007).
Resultados y discusión
59
Con base en lo anterior se realizaron experimentos con variación de nitrógeno o aceite
vegetal dejando los demás componentes constantes. A partir de los datos experimentales
obtenidos de los ensayos realizados con la fuente de nitrógeno en condiciones de
limitación (Figura 4-1A), se pudo observar una tendencia del cambio de la velocidad
específica de crecimiento a partir de la variación de concentración, con un comportamiento
similar al de la ecuación de Monod (Ecuación 4-1), la cual fue igualmente aplicada para el
fenómeno de limitación por fuente de carbono (Figura 4-2 A).
𝑺
𝝁 = 𝝁𝒎 ∗ 𝑺+𝑲
(4-1)
𝑺
Donde 𝜇𝑚 es la velocidad específica de crecimiento máxima cuando 𝑆 ≫ 𝐾𝑆 y la
concentración de los demás nutrientes es constante, 𝐾𝑆 es el valor de la concentración de
sustrato limitante en la que la velocidad específica de crecimiento es la mitad de su valor
máximo y 𝑆 la concentración de sustrato en el medio. En la literatura para modelos de caja
negra, el modelo de Monod ha sido ampliamente estudiado para explicar fenómenos de
limitación de sustrato en las bacterias productoras de PHA (Novak, 2015).
Por otro lado, el efecto inhibitorio de los sustratos fue representado por la ecuación
propuesta por Luong (1987) (Ecuación 4-2) para inhibición por sustratos, la cual ajusta muy
bien para los dos sustratos (aceite vegetal y sulfato de amonio) (Figuras 4-1B y 4-2B).
Autores como Annuar & Tan (2006) han reportado el efecto inhibitorio de las
concentraciones de amonio en Pseudomona putida PGA1,
indicando que a
concentraciones del ion amonio superiores a 0.1 g/L se empieza a reducir la velocidad
específica de crecimiento de la bacteria; dicho fenómeno ha sido reportado anteriormente
por Suzuki et al. (1986b), quienes probaron 6 tipos de sales de amonio para el crecimiento
de Pseudomonas sp. K en metanol, establecieron la concentración óptima del ion amonio
en 0.2 g/L y una severa inhibición cuando este alcanza concentraciones sobre 1.0 g/L,
debido al efecto toxico que puede tener. Para el presente trabajo caso se encontró una
inhibición completa del crecimiento cuando la concentración de sulfato de amonio sobre
pasa los 9.1 g/L.
𝜇 = 𝜇𝑚 (1 − (
𝑆
𝑆𝑚
𝑎
))
donde 𝑆𝑚 es la concentración que genera inhibición total del crecimiento.
(4-2)
60
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
A
B
Figura 4-1: Comportamiento de la velocidad especifica de crecimiento (𝝁) como función
de la fuente de nitrógeno en condiciones de limitación (A) y exceso (B), las líneas continuas
representan los valores ajustados, y los puntos los datos experimentales.
Resultados y discusión
61
A
B
Figura 4-2: Comportamiento de la velocidad específica de crecimiento (𝝁) como función
de la fuente de carbono en condiciones de limitación (A) y exceso (B), las líneas continuas
representan los valores ajustados y los puntos son los datos experimentales.
62
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
Con los fenómenos identificados, el modelo propuesto para la generación de biomasa en
el tiempo fue:
𝑑𝑋
𝑆𝑐
𝑆𝑛
𝑆𝑐 𝑎1
𝑆𝑛 𝑎2
= [𝜇max ∙ (
)∙(
) ∙ (1 − (
) ) ∙ (1 − (
) )] ∙ 𝑋
𝑑𝑡
𝐾sc + 𝑆𝑐
𝐾sn + 𝑆𝑛
𝑆𝑐𝑚
𝑆𝑛𝑚
(4-3)
donde 𝐾sc y 𝐾sn son las constantes de afinidad para el aceite vegetal y sulfato de amonio
respectivamente, 𝑎1 y 𝑎2 son parámetros cinéticos adimensionales, 𝑋 es la concentración
de biomasa, 𝑆𝑐𝑚 y 𝑆𝑛𝑚 son las concentraciones máximas donde se inhibe el crecimiento
de la bacteria para la fuente de carbono y nitrógeno respectivamente.
A partir de los cuatro grupos de experimentos se generaron los valores iniciales de los
parámetros presentados en la Tabla 4-1, junto al coeficiente de determinación R2 para cada
ecuación
Tabla 4-1: Parámetros y coeficiente de correlación para los modelos propuestos para la
velocidad específica de crecimiento.
parámetro
valor
parámetro valor
parámetro valor R2
𝜇𝑚𝑎𝑥
0.071 h-1 𝐾sc
0.035 g/L
𝜇𝑚𝑎𝑥
0.056 h-1 𝑆𝑐𝑚
168 g/L
𝜇𝑚𝑎𝑥
0.053 h-1 𝐾sn
0.048 g/L
𝜇𝑚𝑎𝑥
0.041 h-1 𝑆𝑛𝑚
10.08 g/L 𝑎2
0.93
𝑎1
4.76
0.94
0.97
4.81
0.98
El comportamiento de la velocidad especifica de crecimiento de la bacteria mostro la alta
incidencia de los sustratos prominentes de sulfato de amonio y aceite vegetal, al
observarse estados de total inhibición con ambos sustratos bajo concentraciones
especificas (168 g/L A.V. y 10 g/L S.A.), así como estados limitación de la velocidad de
crecimiento cuando estos se encuentran a bajas concentraciones. Además el trabajo en
Erlenmeyer nos da una mirada global sobre las preferencias de la bacteria y su
comportamiento en la velocidad de crecimiento, que es esencial para establecer los
modelos matemáticos como se ha realizado en diversos trabajos (Kaur et al., 2012; Raje
& Srivastava 1998; Gahlawat & Srivastava 2013; Khanna & Srivastava 2005, 2008;
Gahlawat & Srivastava 2012; Patwardhan & Srivastava 2004).
Resultados y discusión
63
4.1.2 Ajuste del modelo en escala biorreactor (Bioflo 7 L)
Aunque los modelos matemáticos obtenidos a escala matraz mostraron un buen ajuste, se
hace necesario reestimar los parámetros del modelo cuando se establece un proceso a
una escala mayor, principalmente por las condiciones diferenciadas que un biorreactor
tiene sobre un Erlenmeyer, tales como agitación, aireación, control de pH que promueven
no sólo nuevos efectos de turbulencia y transferencia de masa (Doran, 2013), como
también condiciones operacionales diferentes. Por lo anterior se llevaron a cabo
experimentos para definir la cinética bacteriana de la Burkholderia cepacia B27 los cuales
se realizaron durante 72 horas, tiempo en el que se alcanza la fase estacionaria de la
bacteria bajo condiciones de sustrato inicial de 20 g/L de aceite vegetal y 2.8 g/L de sulfato
de amonio, establecidas en trabajos anteriores del grupo de investigación como las
mejores concentraciones para la bacteria en operación por lote para producción de
biomasa y PHA.
La Figura 4-3A muestra la cinética obtenida de la B. cepacia B27 bajo condiciones óptimas,
donde las concentraciones máximas de biomasa y PHA obtenidas al final de las 72 h fueron
de 15.4 g/L y 14.0 g/L, respectivamente, con un contenido de PHA del 86 % en peso seco.
Además se puede observar una fuerte correlación entre la producción de PHA y biomasa,
lo que conduce a proponer un modelo de generación de producto completamente asociada
al crecimiento de biomasa, como lo reporta igualmente Gahlawat & Srivastava (2013).
Durante este proceso de fermentación 18.5 g/L de aceite vegetal fueron metabolizados a
partir de la concentración inicial de 20 g/L, dejando como aceite residual una concentración
de 1.5 g/L. Por otra parte, la velocidad máxima de producción de PHA alcanzada fue de
0.84 g/h con un rendimiento de 0.79 g PHA /g aceite vegetal los cuales son mayores a los
reportados por otros autores con diferentes sustratos y bacterias (Gahlawat & Srivastava,
2013; Khanna & Srivastava, 2006; López-Cuellar et al., 2011).
4.1.3 Estimación teórica de consumo de aceite vegetal
Como se mencionó en la metodología, la cuantificación del aceite presento algunas
dificultades relacionadas a la saturación del hexano para extraer el aceite a cuantificar;
ademas, la generación de una emulsión dificultó el proceso de medición en la extracción
del sobrenadante, como se menciona en la metodología. Por lo anterior, se propone un
64
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
calculo teórico del consumo de aceite con respecto a biomasa que de soporte al
rendimiento estimado experimentalmente, el cual se obtuvo del ensayo con limitación de
fuente de carbono inicial (5 g/L), el cual detiene la produccion de biomasa con
concentraciones de sulfato de amonio suficientes en el medio, lo que en teoria nos
mostraria la cantidad de biomasa generada, consumida la totalidad de la fuente de
carbono.
Para facilitar el cálculo, el aceite vegetal fue represento por el ácido láurico (C12 H24 O2 ),
como es sugerido por (Jie, Harwood, & Gunstone, 2007). El cálculo se realizó de la
siguiente manera, en promedio el rendimiento de biomasa con respecto a nitrógeno es
aproximadamente 3.14 g.X por electron, cuando NH3 es usado como fuente de nitrogeno
(Shuler & Kargi, 1992), el número de electrones disponibles por O2 es cuatro teniendo en
cuenta el catabolismo aeróbico del ácido láurico el cual se expresa como:
C12 H24 O2 + 17O2 → +12CO2 + 12H2 O
El número de electrones disponibles por 1 mol de acido láurico es 68. El rendimiento de
biomasa por electrón disponible entonces es 68(3.14)=213.52 g X/mol ácido láurico, o en
términos de rendimiento 1.07 g.X/g ácido láurico (8.373 C-mol biomasa/ mol de acido
laurico). Con base en esto se comprueba que el rendimiento estimado experimentalmente
tiene un valor cercano al teorico de (1.17 g X/g aceite vegetal), el rendimiento estimado
experimentalmente es entonces apliciado a la estimacion de consumo de sustrato el cual
es reportado como dato experimental en el presente trabajo (Annuar & Tan, 2006).
Para la adecuada elaboración del modelo se tuvieron que establecer las siguientes
suposiciones:
- El aceite vegetal y el sulfato de amonio son los únicos sustratos limitantes que afectan
el crecimiento de biomasa y la producción de polímero. Por lo tanto, el proceso no tendrá
ningún efecto limitante de cualquier otro componente dentro del proceso por lote o, en
otras palabras, estos componentes están en exceso.
- El aceite vegetal es la única fuente de carbono para mantenimiento y crecimiento de la
célula.
- La temperatura (32 ºC) y pH (7) del medio de cultivo permanecen constantes durante el
periodo de fermentación.
Resultados y discusión
65
La construcción del modelo matemático se realizó con base en los datos experimentales
de la cinética bacteriana en lote junto con los valores iniciales de los parámetros obtenidos
de los experimentos en Erlenmeyer. Esto permitió que el programa de optimización
empiece con buenos los valores iniciales para la búsqueda de los valores de los
parámetros de la cinética (Ecuación 4-3). Así mismo se establecieron límites superiores e
inferiores para los parámetros, lo que facilita la búsqueda de los valores óptimos y la
identificación del mínimo global.
Si bien la formulación y ajuste de un modelo matemático a partir de una única condición
inicial para la fermentación por lote es un procedimiento frecuentemente empleado, en el
presente trabajo se buscó ajustar el modelo a diferentes condiciones iniciales, modificando
la relación carbono nitrógeno para lograr que el modelo sea flexible en un mayor rango de
aplicaciones. Para ello, el modelo fue ajustado a los experimentos con concentración inicial
de aceite vegetal de 20 g/L, 40 g/L y 5 g/L (Figura 4-3B y C) y con concentración de sulfato
de amonio de 2.8 g/L para los tres casos.
A
66
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
B
C
Figura 4-3: Cinética en biorreactor 5 L, con concentraciones iniciales de aceite vegetal 20
g/L (A), 5 g/L (B) y 40 g/L(C) y sulfato de amonio de 2.8 g/L. Datos experimentales: ()
nitrógeno, (●) aceite vegetal (C*10), (x) PHA, (+) biomasa. Modelo: (
aceite vegetal (C*10), (
) sulfato de amonio, (
) PHA.
) biomasa, (
)
El modelo que representa el consumo de aceite vegetal se basó en el balance de masa de
la fuente de carbono necesaria para la generación de biomasa y PHA, así como para los
procesos de mantenimiento (Ecuación 4-4), el cual también ha sido utilizado por diferentes
autores para simular el consumo de diferentes sustratos tanto gaseosos (H2, O2 y CO2) así
como azucares (sacarosa y fructosa) (Faccin et al., 2012; Gahlawat & Srivastava, 2013;
Heinzle & Lafferty, 1980; Mulchandani et al., 1989).
𝑑𝑆𝑐
1
= − [(
∗ 𝜇) + 𝑚𝑐 ] ∗ 𝑋
𝑑𝑇
𝑌𝑥+𝑝
𝑆𝑐
(4-4)
Resultados y discusión
67
donde 𝑌 𝑥 es el rendimiento aceite vegetal con respecto a la biomasa activa y el PHA
𝑆𝑐
intracelular y 𝑚𝑐 es el coeficiente de mantenimiento para aceite vegetal.
Así mismo, se propone que el consumo de nitrógeno estaría destinado a la generación de
nueva biomasa y al mantenimiento celular, este último representado en la recuperación de
proteínas intracelulares y ciclos fútiles, Ecuación 4-5, e igualmente reportado por diferentes
autores para describir el consumo de amonio (Khanna & Srivastava, 2008; Gahlawat &
Srivastava, 2013).
𝑑𝑆𝑛
1
= − [(
∗ 𝜇) + 𝑚𝑛 ] ∗ 𝑋
𝑑𝑡
𝑌𝑥
(4-5)
𝑆𝑛
donde 𝑌 𝑥 es el factor de rendimiento de sulfato de amonio en la producción de biomasa,
𝑆𝑛
𝑚𝑛 es el coeficiente de mantenimiento para nitrógeno.
Por último, se estableció que la generación de PHA se encuentra directamente asociada
con el crecimiento y aumento de la biomasa en el proceso por lote. Esto debido a que el
PHA se incrementa proporcionalmente con la biomasa y una vez esta llega a la etapa
estacionaria del proceso, el PHA no se incrementó (Figura 4-3), lo que elimina la posibilidad
de que exista una producción no asociada al crecimiento de biomasa, por esto se propone
la Ecuación 4-6 donde una constante alfa, corresponde a la constante de producción de
PHA dependiente de la producción de biomasa.
𝑑𝑃
= [∝∗ 𝜇] ∗ 𝑋
𝑑𝑇
(4-6)
donde ∝ corresponde a la constante de proporcion de produccion de PHA respecto a la
biomasa. Los parámetros obtenidos para el modelo se pueden observar en la Tabla 4-2.
Tabla 4-2: Parámetros para el modelo completo con parámetros constantes.
parámetro
𝜇𝑚𝑎𝑥
∝
valor
parámetro
valor
parámetro
valor
0.355 h-1
𝐾sc
4.190 gA.V./L
𝐾sn
2.234 gS.A./L
0.983 gPHA/g
𝑆𝑛𝑚
15.6 g/L
𝑆𝑐𝑚
199 g/L
𝑎1
1.23
𝑎2
0.314
𝑌𝑥+𝑝
0.885 gX/gA.V.
𝑌𝑥
𝑚𝑐
11.501 gX/gS.A.
𝑆𝑛
𝑆𝑐
0.0016
gX/gA.V.h
𝑚𝑛
0.0035 gX/gS.A.h
68
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
Para evaluar el ajuste del modelo obtenido y validar que tan bueno es, se pueden observar
los resultados de la estimación del número E en la Tabla 4-3. En esta se puede apreciar
que los ajustes fueron satisfactorios, aunque se propone verificar la predicción del modelo
en condiciones diferentes.
Tabla 4-3: Valores de eficiencia Nash–Sutcliffe, para el modelo con parámetros
constantes.
Experimento
Biomasa Producto Sulfato de amonio Aceite vegetal
40 g/L Aceite vegetal 0.92
0.87
0.98
0.98
20 g/L Aceite vegeta
0.96
0.97
0.96
0.99
5 g/L Aceite vegeta
0.96
0.77
0.94
0.96
Por otro lado, se realizó una validación con un experimento en reactor de 100 L con
volumen de trabajo de 60 L y concentraciones iniciales de 40 g/L para aceite vegetal y 4
g/L de sulfato de amonio, este experimento busco identificar la capacidad del modelo para
predecir y simular la cinética de la bacteria bajo esta nueva condición operacional. Los
resultados muestran que, aunque hasta las 30 horas el modelo se ajusta bastante bien a
los datos experimentales (Figura 4-4) después de dicho tiempo, el modelo predice un
comportamiento distinto al de los datos experimentales.
Resultados y discusión
69
Figura 4-4: Cinética en biorreactor 60 L, con concentración inicial de aceite vegetal 40g/L
y sulfato de amonio de 4 g/L. Datos experimentales: () nitrógeno, (•) aceite vegetal*10, (x)
PHA, (+) biomasa. Modelo: (
amonio, (
) PHA.
) biomasa, (
) aceite vegetal*10, (
) sulfato de
Para el error en la predicción se proponen las siguientes hipótesis: la primera se enfoca en
las condiciones de agitación y aeración son distintas, por lo cual el modelo no es capaz de
predecir los datos luego de que el fluido contiene cierta cantidad de biomasa. Los altos
valores para la biomasa, el producto o la fracción biomasa producto generen inhibición en
el crecimiento de la bacteria. Debido a que se tuvieron factores limitantes para la medición
de OD en este trabajo, se opta por estudiar la segunda hipótesis por medio del ajuste de
nuevos términos de inhibición en el modelo matemático.
Desarrollo del modelo con inhibición y parámetro
variable
Teniendo en cuenta los resultados del ajuste del modelo anteriores, se buscó encontrar
indicios del por qué la bacteria tuvo el comportamiento de desaceleración a partir de la
hora 30. (Figura 4-4) en condiciones donde el sustrato es suficiente para continuar con un
crecimiento prolongado. Para esto se realizaron diferentes pruebas en lote con diferentes
concentraciones iniciales (Tabla 4-4), buscando descartar el efecto inhibitorio y limitante
de los sustratos (aceite vegetal, sulfato de amonio) en el crecimiento. Con los datos
obtenidos se modificó el modelo buscando la predicción del comportamiento de la bacteria
en un rango más amplio de condiciones, además de establecer un posible nuevo factor de
inhibición en el crecimiento de la bacteria.
Tabla 4-4: Concentraciones iniciales a escala Bioflo 7 L
Ensayo
Concentraciones iniciales
Relación inicial
Aceite (g/L) Sulf. Amonio (g/L) carbono nitrógeno (C/N)
Exp 1
40
4.56
35.39
Exp 2
40
4.14
38.98
Exp 3
140
6.6
85.58
Exp 4
100
2.88
140.09
Exp 5
40
1.96
82.34
70
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
Exp 6
20
4.97
16.24
Exp 7
20
2.36
34.19
Exp 8
5
2.87
7.03
Exp 9
20
2.28
35.39
Luong et al. (1988) reportaron que la tasa de crecimiento de biomasa es afectada tanto por
la acumulación de PHA como por la disponibilidad de sustrato. Este fenómeno es
considerado para la complementación del modelo, y para modelarlo se evalúa la
incorporación de un término de inhibición por la concentración de producto (Ecuación 4-7)
o la fracción del mismo (Ecuación 4-8). En ambos casos, los términos de inhibición y
limitación por los sustratos predominantes (aceite vegetal y sulfato de amonio) se
mantienen en el modelo. Este tipo de fenómeno ha sido propuesto por autores para cultivos
heterotróficos en cultivo mixto con acetato como fuente de carbono, así mismo para
cultivos puros con la bacteria C. necator DSM 545 con glicerol y glucosa como fuente de
carbono, generando buenas aproximaciones a los fenómenos de inhibición por producto
(Mozumder et al., 2014; Dias et al., 2005).
𝑑𝑋
𝑆𝑐
𝑆𝑛
𝑆𝑐 𝑎1
= [𝜇max ∙ (
)∙(
) ∙ (1 − (
) )
𝑑𝑡
𝐾sc + 𝑆𝑐
𝐾sn + 𝑆𝑛
𝑆𝑐𝑚
(4-7)
𝑆𝑛 𝑎2
𝑃 𝑎3
∙ (1 − (
) ) . (1 − ( ) )] ∙ 𝑋
𝑆𝑛𝑚
𝑃𝑚
donde 𝑃 es la concentración de producto y 𝑃𝑚 es la concentración máxima de producto a
la cual la biomasa se ve inhibida, 𝑎3 es una constante adimensional para el efecto de
inhibición en la velocidad específica de crecimiento.
𝑑𝑋
𝑆𝑐
𝑆𝑛
𝑆𝑐 𝑎1
= [𝜇max ∙ (
)∙(
) ∙ (1 − (
) )
𝑑𝑡
𝐾sc + 𝑆𝑐
𝐾sn + 𝑆𝑛
𝑆𝑐𝑚
𝑎2
(4-8)
𝑎3
𝑆𝑛
𝑓𝑃𝐻𝐴
∙ (1 − (
) ) ∙ (1 − (
) )] ∙ 𝑋
𝑆𝑛𝑚
𝑓𝑃𝐻𝐴𝑚
donde 𝑓𝑃𝐻𝐴 es la fracción PHA/biomasa y 𝑓𝑃𝐻𝐴𝑚 es la fracción máxima de
producto/biomasa a la cual el crecimiento de biomasa es totalmente inhibido, 𝑎3 es una
Resultados y discusión
71
constante adimensional que relaciona la relación la fracción de producto con la fracción de
producto máxima y el efecto de la inhibición en la velocidad especifica de crecimiento.
Por otro lado, se propone el efecto de inhibición provocado por la biomasa ya que en ciertos
casos una alta densidad de biomasa puede afectar negativamente la velocidad de
crecimiento de la misma. Esta puede ser descrita por el modelo logístico de crecimiento
por autoinhibición de crecimiento poblacional (Verhulst, 1838; Mulchandani et al., 1989).
𝑑𝑋
𝑆𝑐
𝑆𝑛
𝑆𝑐 𝑎1
𝑆𝑛 𝑎2
= [𝜇max ∙ (
)∙(
) ∙ (1 − (
) ) ∙ (1 − (
) )
𝑑𝑡
𝐾sc + 𝑆𝑐
𝐾sn + 𝑆𝑛
𝑆𝑐𝑚
𝑆𝑛𝑚
(4-9)
𝑋 𝑎3
∙ (1 − ( ) )] ∙ 𝑋
𝑋𝑚
donde 𝑋𝑚 es la concentración máxima a la que la biomasa puede llegar, 𝑎3 es el
coeficiente de inhibición celular, cuyo valor depende de la especie de bacteria, las
propiedades fisicoquímicas del medio de cultivo y las condiciones operacionales (Luong
et al., 1988).
Para las tres opciones de inhibición que se está considerando (por producto, por fracción
producto/biomasa y por biomasa) se usa la misma nomenclatura para la constante
adimensional porque estos términos de inhibición son alternativas y nunca se consideraron
simultáneamente. Específicamente para la opción de inhibición por biomasa, Ecuación 49, 𝑎3 = 1, indica una relación lineal entre la velocidad específica de crecimiento y la
concentración de biomasa, correspondiente a la cinética de crecimiento logístico. Sin
embargo, alguno autores han encontrado experimentalmente descenso no lineal de la
velocidad específica de crecimiento con el incremento de la biomasa (Strehaiano et al.,
1983). Cuando 𝑎3 > 1 el comportamiento del crecimiento tiende a estar entre un patrón
exponencial y logístico (Mozumder et al., 2014).
Por otra parte, se analizó la cinética bacteriana de la B. cepacia B27, con especial atención
en el rendimiento. En este análisis se observó que para la generación de biomasa a partir
de la fuente de carbono, no se presentan diferencias cuando se modifica la relación
carbono/nitrógeno (C/N): 0.86 gX/g A.V. para C/N = 7.03; 0.83 gX/gA.V para C/N = 35.39,
y 0.83 gX/gA.V para C/N = 82.34. Estos valores son superiores a los presentados por otros
autores (Gahlawat & Srivastava, 2012; Khanna & Srivastava, 2005b; López-Cuellar et al.,
72
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
2011), lo que sugiere que la conversión de la fuente de carbono a biomasa tiene poca
variabilidad en la cepa de estudio dependiendo de la relación C/N.
Al contrario de lo que sucede con la transformación de la fuente de carbono en biomasa,
en el rendimiento obtenido para la formación de biomasa con respecto al consumo de
amonio se observan cambios importantes dependiendo de la relación C/N: el rendimiento
biomasa/nitrógeno, aumenta cuando la relación carbono/nitrógeno aumenta, como se
puede apreciar en la Tabla 4-5 y en la Figura 4-5.
Tabla 4-5: Rendimiento biomasa/sulfato de amonio obtenidos y relación inicial C/N en los
experimentos a escala Bioflo 7 L.
Rendimiento biomasa sulfato de amonio
Relación carbono nitrógeno inicial (C/N)
(𝑌 𝑥 )
𝑆𝑛
38.98
2.78
85.58
2.54
140.09
2.91
82.34
3.04
16.24
2.09
34.19
1.9
7.03
1.95
35.39
2.14
Con base en el comportamiento observado se opta por proponer un término variable de
rendimiento biomasa/sulfato de amonio, dependiente de la relación C/N en la ecuación del
consumo de sulfato de amonio (Ecuación 4-5).
Esta propuesta se soporta en el variación importante y consistente en el rendimiento
biomasa/sulfato de amonio el cual fue calculado como la cantidad de biomasa generada
por sulfato de amonio consumido hasta la máxima cantidad obtenida de biomasa (Figura
4-5), a pesar de que las razones metabólicas para la diferencia en este rendimiento no son
aún claras y los factores que afectan el crecimiento bacteriano son numerosos y poco
comprendidos (Franck et al., 1999), y de que otros autores argumentan que, generalmente,
es difícil obtener una reproducibilidad consistente y precisa experimentalmente del
Resultados y discusión
73
rendimiento biomasa amonio de un proceso en lote, debido a las condiciones de
variaciones fisiológicas y de cultivo (Annuar & Tan, 2006).
Figura 4-5: Ajuste de ecuaciones de saturación de velocidad de crecimiento, para predecir
el rendimiento biomasa sulfato de amonio dependiente de la relación C/N. (•) Datos
experimentales, (
) datos simulados.
Existen autores que mencionan que las velocidades de consumo de amonio pueden
incrementarse a medida que la concentración de amonio se incrementa, esto se sustenta
en que el amonio es una especie iónica que no puede ser difundida libremente a través de
la membrana celular, la intervención de una proteína transportadora activa específica es
la que probablemente participe en el mecanismo de consumo de nitrógeno, por lo tanto,
una alta concentración del ion amonio requiere de la síntesis de más proteína
transportadora, lo que resulta en un consumo más rápido por parte del microorganismo
(Annuar & Tan, 2006), este efecto fue observado en los experimentos con concentraciones
altas de sulfato de amonio , entre 4 y 5 g/L, y baja relación C/N, en estos experimentos el
amonio fue consumido de manera rápida, si se compara con los experimentos con
concentraciones inferiores de sulfato de amonio (Anexo C).
Por lo anterior, se planteó un modelo matemático que permite ajustar el consumo de
amonio y de esta forma simular mejor el comportamiento de la bacteria, haciendo más
74
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
confiable la predicción para etapas posteriores de optimización del proceso. Este
planteamiento toma como referencia los resultados de autores como (Liew et al., 2013)
quienes estudiaron diferentes aproximaciones para modelar el efecto de la condiciones del
proceso (agitación y aeración) sobre la cinética de crecimiento bacteriano, y aplica el
concepto de cinética de Herbert, donde los parámetros de los modelos para las
velocidades de producción y consumo son variables y fueron ajustados con ecuaciones
lineales que modifican los parámetros dependiendo de las condiciones del proceso.
Para nuestro caso, la ecuación propuesta para describir el cambio del rendimiento biomasa
sulfato con respecto a la relación C/N, fue seleccionada con la herramienta de búsqueda
de ecuaciones del programa Curve Expert Professional 2.3.0, empleando los datos
expuestos de la Tabla 4-5. Como resultado del ajuste se proponen la ecuación de
saturación de velocidad de crecimiento para describir el fenómeno de consumo de sulfato
de amonio con respecto a la relación C/N (Ecuación 4-10).
𝑌𝑥
𝑆𝑛
𝐶
𝑑∙( )
𝑁
=
𝐶
(𝑏 + (𝑁))
(4-10)
donde 𝑑 y 𝑏 son constantes adimensionales.
El ajuste de los nuevos parámetros para las ecuaciones de inhibición por producto o por
fracción de producto en la biomasa e inhibición por biomasa (Ecuaciones 4-7, 4-8 y 4-9)
fueron realizados con los datos experimentales obtenidos de los ensayos en Bioflo, con las
condiciones iniciales de C/N presentadas en la Tabla 4-4. Además, se incluyeron en los
modelos la ecuación para estimar el rendimiento biomasa/nitrógeno (Ecuaciones 4-10)
para evaluar que combinación genera el mejor ajuste.
Los datos experimentales muestran el efecto de la inhibición por los sustratos como el
aceite vegetal, la cual se ve reflejada en la simulación de la cinética con concentraciones
iniciales de A.V. de 100 g/L, donde el término respectivo afecta la velocidad de crecimiento
de la bacteria sustancialmente Figura (4-6) ratificando la importancia de los fenómenos de
limitación e inhibición y por consiguiente la necesidad de los términos respectivos para
lograr un modelo con buena predicción.
Resultados y discusión
75
A.2
A.1
B.1
B.2
C.1
C.2
Figura 4-6: Ajuste del modelo con parámetro variable de rendimiento con aplicación de
termino de inhibición por (A) producto, (B) fracción polímero biomasa y (C) biomasa, en
régimen lote a escala 100 L con concentraciones iniciales de (1) 100 g/L A.V y 2.8 g/L S.A.,
(2) 140 g/L A.V y 6.6 g/L S.A. Datos experimentales () sulfato de amonio, (•) aceite
vegetal*10, (x ) producto PHA, () biomasa datos simulados: (
vegetal*10, (
) sulfato de amonio, (
) PHA.
) biomasa, (
) aceite
Así mismo, se observó el buen ajuste del modelo cuando se presenta el efecto limitante
que tiene la fuente de carbono sobre la cantidad de biomasa obtenida, como se puede
observar en la Figura (4-7).
76
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
Figura 4-7: Ajuste del modelo con parámetro variable de rendimiento con aplicación de
término de inhibición por producto (A), fracción polímero/biomasa (B) y biomasa (C), para
corridas de 5 L con concentraciones iniciales de 5 g/L A.V y 2.8 g/L S.A. Datos
experimentales () sulfato de amonio, (•) aceite vegetal /10, (x ) producto PHA, () biomasa
datos simulados: (
) biomasa, (
) aceite vegetal, (
) sulfato de amonio, (
)
PHA.
Resultados y discusión
77
Realizando la comparación del modelo que solamente considera los términos de
crecimiento de biomasa influenciado por los sustratos orgánicos (Ecuación 4-3) frente a la
ecuación con el término de inhibición por generación de producto, se observa una mejor
predicción de los datos experimentales, por ejemplo, para la fermentación en 60 L Figura
(4-4 y 4-6.
Por otra parte, se pudo constatar que la acumulación del polímero no requiere de
condiciones de limitación de nitrógeno, esto podría ser debido a que el microorganismo es
capaz de tomar el PHA intracelular junto con los sustratos orgánicos que lo rodean para el
crecimiento de biomasa en presencia de nitrógeno (Luong et al., 1988). Además,
realizando la comparación del modelo que solamente considera los términos de
crecimiento de biomasa influenciado por los sustratos orgánicos (Ecuación 4-3) frente a la
ecuación con el termino de inhibición por biomasa, se observa una mejor simulación de los
datos experimentales, por ejemplo, con la fermentación en 60 L (Figura 4-4 y 4-8C). Es
claro entonces que no se puede ignorar el termino de inhibición por productoY biomasa en
la cinética de la B. cepacia B27.
Estos resultados confirman que el efecto de la concentración de la biomasa puede ser un
factor importante en la inhibición del crecimiento. Por un lado, es poco probable que la
limitación de oxigeno fuera una de las razones por las cuales se redujera el crecimiento de
la bacteria ya que con flujo de 2 vvm y agitación a 240 rpm, se espera haya oxígeno disuelto
suficiente. Así mismo, la posibilidad de que ocurra limitación por nutrientes es descartada,
pues en experimentos con concentraciones iniciales de 40 g/L A.V. y 4 g/L S.A, la biomasa
no sobrepasa los 14 g/L.
78
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
A
B
C
Figura 4-8: Datos simulados frente a datos experimentales del modelo con parámetro
variable de rendimiento con aplicación de termino de inhibición por (A) producto, (B)
fracción polímero biomasa y (C) biomasa, en régimen lote a escala 100 L con
concentraciones iniciales de 40 g/L, 4 g/L. Datos experimentales () sulfato de amonio, (•)
aceite vegetal*10, (x ) producto PHA, () biomasa datos simulados: (
aceite vegetal*10, (
) sulfato de amonio, (
) PHA.
) biomasa, (
)
Resultados y discusión
79
Además, la inhibición en el crecimiento se verificó en los repetidos experimentos
reportados en el presente trabajo, además de un ensayo realizado donde se incrementó
en un 50 % todos los componentes del medio (no reportado), previniendo algún efecto de
limitación por otros componentes como elementos traza, fósforo o sulfato de magnesio, sin
embargo, en este ensayo tampoco se lograron concentraciones de biomasa superiores al
valor límite de 14 g/L. Lo anterior nos lleva a pensar que la concentración de biomasa no
podría ser mejorada por la adición de nutrientes al cultivo, por ello la aplicación del modelo
descrito por Mulchandani et al. (1989) que representa el efecto negativo de la alta densidad
celular sobre la velocidad de producción de biomasa es incluida en el modelo cinético
(Ecuación 4-9) (Mozumder et al., 2014).
Los parámetros resultantes del ajuste para cada ecuación se pueden observar en la Tabla
4-6. Así mismo los resultados de la eficiencia (𝐸) para la validación del modelo se pueden
observar en la tabla 4-7.
Tabla 4-6: Parámetros reportados para los diferentes modelos propuestos para inhibición
adicional, con rendimiento biomasa/sulfato de amonio variable.
Parámetros Unidades
Parámetro para los modelos
Inhibición por
producto
0.07
Inhibición por
fracción producto
0.07
Inhibición por
Biomasa
0.07
μmax
1/h
𝐾sc
gA.V./L
1.23c
0.24
3.35
𝐾sn
gS.A./L
0.02
0.026
0.036
𝑆𝑐𝑚
gS.A./L
191.32
179.25
191.32
𝑆𝑛𝑚
gA.V./L
15.47
15.47
15.47
𝑃𝑚
gPHA/L
9.59
-
14.62
𝑋𝑚
gX/L
-
-
-
-
11.4
-
𝑓𝑃𝐻𝐴𝑚
𝑎1
-
2.51
1.47
2.60
𝑎2
-
4.73
5.138
10.23
𝑎3
-
1.31
0.62
1.163
α
gPHA/gX
0.92
0.94
0.92
𝑚𝑐
gX/gA.V.h
0.0016
0.0016
0.0016
𝑚𝑛
gX/gA.V.h
0.0015
0.0015
0.0015
80
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
𝑌𝑥
gX/gS.A.h
𝑌𝑥+𝑃
Ecuación
Ecuación
Ecuación
gX+P/gS.A.h
0.89
0.89
0.89
𝑑
-
9.32
4.38
9.32
𝑏
molC/molN
0.1314
4.54
0.1314
𝑆𝑛
𝑆𝑐
Los resultados obtenidos de la estimación de la eficiencia Nash–Sutcliffe (E) (Tabla 4-7)
muestran que los parámetros seleccionados simulan de manera satisfactoria el
comportamiento cinético de la B. cepacia B27, en el rango de condiciones operacionales
consideradas. Entre los términos de inhibición propuestos (producto, fracción
biomasa/producto, biomasa) el que relaciona el fenómeno inhibitorio de la cantidad de
biomasa con la desaceleración del crecimiento, fue el que permitió un mejor ajuste del
modelo. No obstante, aquellos ajustes con eficiencia menor a 0.5, que evidencia un ajuste
regular, pueden estar influenciados por las variaciones fisiológicas y condiciones de cultivo
(Annuar & Tan, 2006).
Tabla 4-7: Valores de eficiencia Nash–Sutcliffe, para los modelos con inhibición y
rendimiento biomasa/sulfato de amonio variable.
Tipo de
Inhibición por producto
Inhibición por fracción
modelo
Inhibición por biomasa
producto
Ensayo
X
PHA
S.A.
A.V.
X
PHA
A.V.
S.A.
X
PHA
A.V.
S.A.
Exp 1
0.91
0.95
0.91
0.99
0.81
0.93
0.86
0.99
0.97
0.99
0.97
0.99
Exp 2
0.93
0.96
0.93
0.99
0.88
0.91
0.87
0.99
0.97
0.97
0.97
0.99
Exp 3
0.78
0.90
0.82
0.93
0.37
0.65
0.43
0.84
0.78
0.89
0.84
0.90
Exp 4
0.98
0.91
0.98
0.99
0.77
0.88
0.74
0.97
0.97
0.85
0.98
0.99
Exp 5
0.39
0.29
0.34
0.99
0.29
0.08
0.22
1.00
0.35
0.25
0.30
1.00
Exp 6
0.85
0.90
0.85
0.96
0.69
0.83
0.68
0.97
0.92
0.79
0.92
0.94
Exp 7
0.75
0.66
0.78
0.99
0.77
0.86
0.76
0.99
0.73
0.60
0.76
0.99
Exp 8
0.81
0.85
0.91
0.98
0.72
0.63
0.77
0.96
0.80
0.86
0.90
0.99
Exp 9
0.18
0.36
0.23
0.99
0.16
0.30
0.11
0.99
0.19
0.36
0.23
0.99
Se realizó un análisis de sensibilidad simple, modificando ± 20 % del valor de cada
parámetro y verificando el impacto sobre el valor de la eficiencia (𝐸) en los experimentos
donde se realizó el ajuste.
Resultados y discusión
81
Con la prueba de sensibilidad se pudo constatar que el parámetro con más influencia sobre
la simulación del proceso es el correspondiente a la inhibición por fuente de carbono (𝑆𝑐𝑚)
y ∝ junto con los términos de inhibición por biomasa, producto y fracción de producto. Esto
nos permitió corroborar que el termino de inhibición en la velocidad especifica de
crecimiento fue necesario para el proceso de modelación y la obtención de un buen ajuste
con respecto a los datos experimentales.
Finalmente, el modelo matemático propuesto para la producción de PHAs por B. cepacia
B27 empleando aceite vegetal como fuente de carbono y sulfato de amonio se presenta
en la Tabla 4-8.
Tabla 4-8: Modelo matemático para producción de PHAs por B. cepacia B27.
𝑑𝑋
𝑆𝑐
𝑆𝑛
𝑆𝑐 𝑎1
𝑆𝑛 𝑎2
𝑋 𝑎3
= [𝜇max ∙ (
)∙(
) ∙ (1 − (
) ) ∙ (1 − (
) ) ∙ (1 − ( ) )] ∙ 𝑋
𝑑𝑡
𝐾sc + 𝑆𝑐
𝐾sn + 𝑆𝑛
𝑆𝑐𝑚
𝑆𝑛𝑚
𝑋𝑚
𝑑𝑆𝑐
1
= − [(
∗ 𝜇) + 𝑚𝑐 ] ∗ 𝑋
𝑑𝑇
𝑌𝑥+𝑝
𝑆𝑐
𝑑𝑆𝑛
1
= − [(
∗ 𝜇) + 𝑚𝑛 ] ∗ 𝑋
𝑑𝑡
𝑌𝑥
donde
𝑆𝑛
𝑌𝑥 =
𝑆𝑛
𝐶
𝑑 ∙ (𝑁)
𝐶
(𝑏 + (𝑁))
𝑑𝑃
= [∝∗ 𝜇] ∗ 𝑋
𝑑𝑡
Optimización del proceso
El modelo generado para el proceso en lote fue extrapolado para cultivo en lote alimentado,
para lo cual se debe incluir los términos de dilución por el flujo de alimentación. Las
ecuaciones del modelo en lote alimentado son los siguientes:
82
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
𝑑𝑋
𝑆𝑐
𝑆𝑛
𝑆𝑐 𝑎1
𝑆𝑛 𝑎2
= [𝜇max ∙ (
)∙(
) ∙ (1 − (
) ) ∙ (1 − (
) )
𝑑𝑡
𝐾sc + 𝑆𝑐
𝐾sn + 𝑆𝑛
𝑆𝑐𝑚
𝑆𝑛𝑚
(4-11)
𝑋 𝑎3
∙ (1 − ( ) )] ∙ 𝑋 − 𝐷𝑋
𝑋𝑚
𝑑𝑆𝑐
1
𝐹1
= − [(
∗ 𝜇) + 𝑚𝑐 ] ∗ 𝑋 − (𝑆𝑐𝑓 − 𝑆𝑐)
𝑑𝑡
𝑌𝑥+𝑝
𝑉
(4-12)
𝑆𝑐
𝑑𝑆𝑛
1
𝐹2
= − [(
∗ 𝜇) + 𝑚𝑛 ] ∗ 𝑋 − (𝑆𝑛𝑓 − 𝑆𝑛)
𝑑𝑡
𝑌𝑥
𝑉
(4-13)
𝑑𝑃
= [∝∗ 𝜇] ∗ 𝑋 − 𝐷𝑃
𝑑𝑡
(4-14)
𝑑𝑉
= 𝐹1 + 𝐹2
𝑑𝑡
(4-15)
𝑆𝑛
donde 𝐹1 y 𝐹2 son los flujos de alimentación, y 𝐷 es la tasa de dilución (𝐹⁄𝑉).
Para el análisis de la operación por lote alimentado, inicialmente se estableció la
alimentación del biorreactor con un único flujo donde se mezcla la fuente de carbono
(aceite vegetal) y nitrógeno (sulfato de amonio), en altas concentraciones con los demás
componentes a igual proporción de las estimada en el nitrógeno, (Anexo A) es decir, si se
aplica 4 veces más la concentración de amonio los demás componentes deberán
aumentarse a dicha proporción, esto con el fin de mantener la concentración de todos los
nutrientes necesarios para el crecimiento de la bacteria.
Cuando se realiza la mezcla de los componentes surgen algunos inconvenientes
relacionados a la emulsión que se genera por el contenido de aceite en la mezcla. El primer
inconveniente es el flujo por la manguera de alimentación, donde se empiezan a separar
dos fases, lo que no permite una homogénea concentración de los nutrientes que se
suministran al biorreactor. Para solucionar esto, se experimentó con alimentación por
pulsos y alimentación de los nutrientes de forma separada.
Resultados y discusión
83
4.3.1 Régimen por pulso de sustratos
Los experimentos de optimización se corrieron bajo los criterios iniciales de cultivo óptimo
en que se observó la mayor velocidad específica de crecimiento (20 g/L aceite vegetal 2.8
g/L sulfato de amonio) con un volumen inicial de 3 L. Luego se consideró la adición del
primer pulso a las 24 horas y otro a las 48 horas del experimento, donde la bacteria aún
se encuentra en fase exponencial y no ha consumido la totalidad de los nutrientes.
La concentración aplicada de los dos pulsos fue la correspondiente a la óptima, esto con
el fin de no alterar significativamente el estado de la bacteria y renovar el medio con más
sustrato. Como resultado, el ajuste es adecuado (Figura 4-9), y vuelve a observarse un
efecto inhibitorio, el cual se presume es causado por la concentración de biomasa presente
en el cultivo, según el modelo sugerido para la optimización (Tabla 4-8).
Figura 4-9: Ajuste del modelo para experimento con pulsos de 20 g/L A.V. 2.8 S.A. Datos
experimentales: () sulfato de amonio, (•) aceite vegetal, (x ) producto PHA, () biomasa
datos simulados: (
) biomasa, (
) aceite vegetal, (
) sulfato de amonio, (
)
PHA.
Con la intención de verificar mejor el efecto inhibitorio sugerido en el proceso de
optimización, se elaboró otro tipo de pulso, con concentración de 40 g/L A.V. y 4 g/L S.A.
en la fuente de alimentación a los mismos tiempos de aplicación que el anterior (Figura 410), en este caso, a pesar de esperar un aumento significativo de la biomasa por la
84
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
cantidad de sustratos suministrados, la velocidad específica de crecimiento de la bacteria
es baja y la simulación corresponde de forma adecuada a los datos experimentales.
Figura 4-10: Ajuste del modelo para experimento con pulsos de 40 g/L A.V. 4 g/L S.A..
Datos experimentales: () sulfato de amonio, (•) aceite vegetal, (x ) producto PHA, ()
biomasa datos simulados: (
) biomasa, (
) aceite vegetal, (
) sulfato de amonio,
(
) PHA.
El proceso de optimización, aunque infructífero para el bioproceso, deja entrever que la
bacteria tiene algunas limitaciones en el crecimiento con el uso de sustratos oleosos como
fuente de carbono. Otros autores por el contrario, han obtenido aumentos significativos de
la cantidad de biomasa producida a medida que se aumenta la concentración de la fuente
de carbono, da Cruz Pradella et al. (2012) con fuente de carbono a base de aceite de soya
y la bacteria Cupriavidus necátor DSM 545 obtuvo concentraciones de biomasa de 25, 51
y 81 g/L de biomasa con concentraciones de 10, 20 y 40 g/L de aceite de soya inicial
respectivamente en un proceso por lote alimentado, además de suponer que
probablemente la inhibición por producto este afectando el crecimiento de la bacteria. Así
mismo, en un estudio con la cepa recombinada PHB-4/pJRDEE32d13 creada a partir de
la cepa de Ralstonia eutropha H16, con el gen PHA sintasa de Areomonas caviae y la cepa
nativa de Ralstonia eutropha H16 fue estudiada con aceite de soya como fuente de
carbono. En estos casos lo que se pretendió fue reponer por medio de pulsos los sustratos
que la bacteria iba consumiendo, como resultado se obtuvieron altas concentraciones de
biomasa (118-128 g/L), con contenido de PHA entre el 71-76 % p/p (Kahar et al., 2004).
Resultados y discusión
85
En otro intento por mejorar el proceso, se realizó un ensayo con el fin de reponer los
nutrientes que consume la bacteria durante la fermentación, similar a lo propuesto por
Kahar et al. (2004). El medio de cultivo inicia con un volumen de 4.2 L, a la hora 26 se le
reponen los nutrientes consumidos por la bacteria, según predicción del modelo, en este
punto se adicionó 500 mL de medio de cultivo con concentraciones 28 g/L de S.A. y 216
g/L de A.V. de forma separada en un solo pulso. Como se puede observar en la Figura 411.
Figura 4-11: Ajuste del modelo para experimentos con alimentación para reposición de
nutrientes. Datos experimentales: () sulfato de amonio, (•) aceite vegetal*10, (x ) producto
PHA, () biomasa datos simulados: (
) biomasa, (
) aceite vegetal*10, (
) sulfato
de amonio, (
) PHA.
Para este caso, el proceso presentó una mayor cantidad de biomasa al final, 18 g/L, 20%
más que el obtenido en lote, sin embargo, se tiene que comprobar con experimentos
futuros, si la adición de altas concentraciones de nitrógeno en el medio o la adición
diferenciada en el cultivo, es la herramienta clave para obtener mayores cantidades de
biomasa al final del proceso y por consiguiente mayores concentraciones del polímero en
cuestión.
4.3.2 Régimen por alimentación constante de sustratos
También se realizó ensayos en régimen de alimentación, donde se maneja una velocidad
de flujo constante durante un periodo de 24 h, el cual es obtenido por el algoritmo
86
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
desarrollado (Anexo D). Para este experimento se utilizó un volumen inicial de 4 L, y la
fuente de alimentación con concentraciones de 150 g/L de aceite vegetal y 21 g/L de S.A.,
se introdujo la mezcla con previa agitación a 0.0054 L/h a las 24 h de fermentación durante
24 horas, luego 0.0027 L/h a las 48 h durante 24 horas.
Figura 4-12: Ajuste del modelo para experimentos con flujo de alimentación constante.
Datos experimentales: () sulfato de amonio, (•) aceite vegetal, (x ) producto PHA, ()
biomasa datos simulados: (
) biomasa, (
) aceite vegetal, (
) sulfato de amonio,
(
) PHA.
Aunque el proceso fue modelado con el efecto inhibitorio de la concentración de biomasa,
se sospecha del efecto de coproductos que pueden ser generados en los procesos
enzimáticos que emplea la bacteria para asimilar los ácidos grasos como fuente de
carbono, ya que comparado, por ejemplo con los trabajos de Kahar et al. (2004) y
Mozumder et al. (2014), se esperaría que el efecto inhibitorio por biomasa ocurriera en
concentraciones elevadas (75–150 g/L) en el proceso de producción de PHA. Además
Kahar et al. (2004), dentro de la discusión, exponen algunos problemas en el crecimiento
de la R. eutropha, relacionados con ensayos usando ácido linoleico como fuente de
carbono. Sustentando que en el proceso la liberación de una alta cantidad ácidos grasos
en la producción de PHA entre los cuales se encuentra el ácido linoleico puede influir en
la reducción del crecimiento de la bacteria, recomendando el uso de aceite de palma con
menor contenido de ácido linoleico.
Resultados y discusión
87
A pesar de no obtener una alta cantidad de biomasa en regímenes por pulso o por
alimentación, el potencial de la bacteria B. cepacia B27 frente a otras cepas, radica en su
capacidad de acumulación del polímero, como se puede observar en la Tabla 4-9, el
porcentaje de acumulación de polímero esta en uno de los más altos, comparados entre
sustratos similares de aceite y sustratos de cadena corta como sacarosa. Se debe estudiar
mejor la bacteria y su interacción directa con los sustratos, para así entender los motivos
de algunos fenómenos aquí mencionados.
Tabla 4-9: Cuadro comparativo de los resultados del presente trabajo frente a otros
trabajos realizados en el IBUN y externos.
Criterio
Presente
trabajo
(Acosta,
2007)
da Cruz
Pradella et
al. (2012)
Kahar et al.
(2004)
(LópezCuellar
et al.,
2011)
W.
eutropha
ATCC
17699
Aceite de
canola
Microorganismo
Burkholderia
cepacia B27
B. cepacia
2G57
Cupriavidus
necator
DSM 545
Fuente de
carbono
Sacarosa
Aceite de
soya
Alimentación
Mezcla de
aceite de
soya y maíz
(mazorca de
oro grasco)
pulso
Ralstonia
eutropha
H16
ATCC17699,
Aceite de
soya
Lote
Pulso
X (g/L)
18.5
Lote
alimentado
21.93
83
126
PHA (g/L)
15.91
6.2
67.23
95.76
18.27
% acumulación
86
28.27
81
76
89
𝑌𝑥+𝑝
0.89
0.07
0.83
0.76
0.68
0.85
0.21
2.5
1.76
0.46
Lote
alimentado
𝑆𝑐
Productividad
(g/L.h)
5. Conclusiones y recomendaciones
Conclusiones
-
La evaluación de los efectos de los sustratos (aceite vegetal y sulfato de amonio)
en escala erlenmeyer mostró grandes rasgos de la fenomenología inhibitoria y
limitante sobre la velocidad específica de crecimiento de la bacteria, lo que indica
las restricciones de la bacteria para el régimen de procesamiento por lote. Además,
los parámetros obtenidos con esos experimentos fueron un buen punto de partida
para obtener los valores iniciales de los parámetros, lo que nos permitió desarrollar
el modelo matemático expuesto.
-
Se desarrolló un modelo matemático cuyo ajuste teniendo en cuenta el efecto
inhibitorio y limitante de los sustratos, fue satisfactorio hasta cierto punto, lo que
llevo a considerar otros fenómenos para el modelo, que permitieran una mejor
simulación de los resultados experimentales.
-
La variabilidad en la velocidad de consumo de fuente de nitrógeno, es un factor a
tener en cuenta en el modelamiento, especialmente en bacterias donde se puede
ver afectado el crecimiento o producción de biomasa por este sustrato. Por lo que
una primera aproximación con el parámetro de rendimiento biomasa nitrógeno
variable es positivo en esta fase de desarrollo.
-
Se determinó que la inhibición por concentración de biomasa en la bacteria
Burkholderia cepacia B27, tiene una gran relevancia en la simulación del modelo
matemático, mejorando significativamente el ajuste para la mayoría de
experimentos en escala Bioflo, sin embargo, se debe profundizar sobre lo que
puede realmente estar afectando la bacteria.
-
La concentración máxima de biomasa obtenida fue de aproximadamente 15 g/L,
durante una fermentación por lote de 72 h. A pesar de los esfuerzos con suministro
Bibliografía
89
de sustratos para mejorar dicho valor, la bacteria sólo llego hasta los 18 g/L. Por lo
que se ratifica la incidencia de algún factor inhibitorio sobre el crecimiento de la
bacteria.
Recomendaciones
-
Tener un mayor conocimiento sobre el sustrato suministrado para la producción del
polímero con la bacteria, ya que, al ser una mezcla de aceites de maíz y soya, no
hay certeza de las concentraciones de los ácidos grasos que lo componen.
-
Evaluar el efecto del sulfato de amonio y desarrollar un análisis más detallado del
por qué la bacteria tiene dicho comportamiento de consumo acelerado o
desacelerado del nitrógeno en diferentes condiciones.
-
Determinar si efectivamente existe alguna influencia inhibitoria por parte de la
biomasa, o si la evolución del cultivo y de las propiedades reológicas tienen un
impacto negativo sobre la transferencia de oxígeno que altera la velocidad
específica de crecimiento de la bacteria.
-
Trabajar en la búsqueda de mejores ajustes para ensayos con alimentación
continua o pulso, ya que el comportamiento de la bacteria frente a condiciones
nuevas como aumento de concentración de nitrógeno, afecta significativamente el
proceso y por tanto el control del mismo.
-
Se propone realizar un modelo con mayor especificidad sobre las rutas metabólicas
que posee la bacteria, con el fin de comprender mejor el desarrollo metabólico en
las diferentes etapas de abundancia o escases de los sustratos, así como por
variación de la relación carbono/nitrógeno que modifican drásticamente el
comportamiento bacteriano.
Bibliografía
Acosta, M. (2007). Establecimiento de un modelo matemático a escala laboratorio del
proceso de producción de un polímero tipo polihidroxialcanoato (pha), utilizando la
cepa nativa Burkholderia Cepacia (Tesis de maestria). Universidad Nacional de
Colombia sede Bogotá.
Aiba, S., Shoda, M., & Nagatani, M. (1968). Kinetics of product inhibition in alcohol
fermentation.
Biotechnology
and
Bioengineering,
10(6),
845-864.
http://doi.org/10.1002/bit.260100610
Akiyama, M., Tsuge, T., & Doi, Y. (2003). Environmental life cycle comparison of
polyhydroxyalkanoates produced from renewable carbon resources by bacterial
fermentation.
Polymer
Degradation
and
Stability,
80(1),
183-194.
http://doi.org/10.1016/S0141-3910(02)00400-7
Aldor, I. S., & Keasling, J. D. (2003). Process design for microbial plastic factories:
metabolic engineering of polyhydroxyalkanoates. Current Opinion in Biotechnology,
14(5), 475-483. http://doi.org/http://dx.doi.org/10.1016/j.copbio.2003.09.002
Almudena, A. M., García-Ochoa, S. F., & Santos, V. E. (1999). Desarrollo de modelos
cinéticos para bioprocesos: aplicación a la producción de xantano. Universidad
Complutense de Madrid.
Anderson, A. J., & Dawes, E. A. (1990). Occurrence, metabolism, metabolic role, and
industrial uses of bacterial polyhydroxyalkanoates. Microbiological reviews, 54(4),
450-472. http://doi.org/0146-0749/90/040450-23$02.00/0
Annuar, M. S. ., & Tan, I. K. P. (2006). Ammonium uptake and growth kinetics of
Pseudomonas putida PGA1. Asia Pacific Journal of …, 14(1), 1-10. Recuperado a
partir de http://eprints.um.edu.my/5373/
Annuar, M. S. M., Tan, I. K. P., Ibrahim, S., & Ramachandran, K. B. (2007). Production of
Medium-Chain-Length Poly(3-hydroxyalkanoates) from Crude Fatty Acids Mixture by
Pseudomonas
putida.
Food
and
Bioproducts
http://doi.org/http://dx.doi.org/10.1205/fbp06017
Processing,
85(2),
104-119.
92
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
Ballistreri, A., Giuffrida, M., Guglielmino, S. P. P., Carnazza, S., Ferreri, A., & Impallomeni,
G. (2001). Biosynthesis and structural characterization of medium-chain-length poly(3hydroxyalkanoates) produced by Pseudomonas aeruginosa from fatty acids.
International
Journal
of
Biological
Macromolecules,
29(2),
107-114.
http://doi.org/10.1016/S0141-8130(01)00154-4
Barbosa, M., Espinosa, A., Malagón, D., & Moreno, N. (2002). Producción de
polihidroxialcanoatos
(PHAs)
empleando
Ralstonia
eutropha
ATCC
17697.
UNIVERSITAS SCIENTIARUM, 10(1), 45-54.
Bohmert, K., Balbo, I., Steinbuchel, A., Tischendorf, G., & Willmitzer, L. (2002). Constitutive
Expression of the beta -Ketothiolase Gene in Transgenic Plants. A Major Obstacle for
Obtaining Polyhydroxybutyrate-Producing Plants. PLANT PHYSIOLOGY, 128(4),
1282-1290. http://doi.org/10.1104/pp.010615
Bueno, P., Yañez, R., Caparrós, S., & Díaz, M. J. (2009). Evaluating environmental
parameters for minimum ammonium losses during composting of trimming residues.
Journal of the Air & Waste Management Association (1995), 59(7), 790-800.
Recuperado
a
partir
de
http://www.scopus.com/inward/record.url?eid=2-s2.0-
69849084894&partnerID=40&md5=2000a2c4b810cda595aced332e57ef0e
Bugnicourt, E. (2014). Polyhydroxyalkanoate (PHA): Review of synthesis, characteristics,
processing and potential applications in packaging. Express Polymer Letters, 8(11),
791-808. http://doi.org/10.3144/expresspolymlett.2014.82
Chee, J.-Y., Lau, N.-S., Samian, M.-R., Tsuge, T., & Sudesh, K. (2012). Expression of
Aeromonas caviae polyhydroxyalkanoate synthase gene in Burkholderia sp. USM
(JCM15050) enables the biosynthesis of SCL-MCL PHA from palm oil products.
Journal of Applied Microbiology, 112(1), 45-54. http://doi.org/10.1111/j.13652672.2011.05189.x
Chee, J.-Y., Tan, Y., Samian, M.-R., & Sudesh, K. (2010). Isolation and Characterization of
a Burkholderia sp. USM (JCM15050) Capable of Producing Polyhydroxyalkanoate
(PHA) from Triglycerides, Fatty Acids and Glycerols. Journal of Polymers and the
Environment, 18(4), 584-592. http://doi.org/10.1007/s10924-010-0204-1
Chen, G.-Q. (2009). A microbial polyhydroxyalkanoates (PHA) based bio- and materials
industry. Chemical Society Reviews, 38(8), 2434. http://doi.org/10.1039/b812677c
Choi, J., & Lee, S. Y. (1997). Process analysis and economic evaluation for Poly(3hydroxybutyrate) production by fermentation. Bioprocess Engineering, 17(6), 335-342.
Bibliografía
93
http://doi.org/10.1007/s004490050394
Choi, J., & Lee, S. Y. (1999). Factors affecting the economics of polyhydroxyalkanoate
production by bacterial fermentation. Applied Microbiology and Biotechnology, 51(1),
13-21. http://doi.org/10.1007/s002530051357
Chung, A.-L., Jin, H.-L., Huang, L.-J., Ye, H.-M., Chen, J.-C., Wu, Q., & Chen, G.-Q. (2011).
Biosynthesis and Characterization of Poly(3-hydroxydodecanoate) by β-Oxidation
Inhibited Mutant of Pseudomonas entomophila L48. Biomacromolecules, 12(10),
3559-3566. http://doi.org/10.1021/bm200770m
da Cruz Pradella, J. G., Ienczak, J. L., Delgado, C. R., & Taciro, M. K. (2012). Carbon
source pulsed feeding to attain high yield and high productivity in poly(3hydroxybutyrate) (PHB) production from soybean oil using Cupriavidus necator.
Biotechnology Letters, 34(6), 1003-1007. http://doi.org/10.1007/s10529-012-0863-1
Delgado-Rodríguez, M., Ruiz-Montoya, M., Giraldez, I., Cabeza, I. O., López, R., & Díaz,
M. J. (2010). Effect of control parameters on emitted volatile compounds in municipal
solid waste and pine trimmings composting. Journal of environmental science and
health. Part A, Toxic/hazardous substances & environmental engineering, 45(7), 855862. Recuperado a partir de http://www.scopus.com/inward/record.url?eid=2-s2.077954663404&partnerID=40&md5=78ff801abe4a8a0c09f59db961c30155
Dhanasekar, R., Viruthagiri, T., & Sabarathinam, P. L. (2003). Poly(3-hydroxy butyrate)
synthesis from a mutant strain Azotobacter vinelandii utilizing glucose in a batch
reactor. Biochemical Engineering Journal, 16(1), 1-8. http://doi.org/10.1016/S1369703X(02)00176-6
Dias, J. M. L., Serafim, L. S., Lemos, P. C., Reis, M. a M., & Oliveira, R. (2005).
Mathematical modelling of a mixed culture cultivation process for the production of
polyhydroxybutyrate.
Biotechnology
and
Bioengineering,
92(2),
209-222.
http://doi.org/10.1002/bit.20598
Doi, Y., & Abe, C. (1990). Biosynthesis and characterization of a new bacterial copolyester
of 3-hydroxyalkanoates and 3-hydroxy-.omega.-chloroalkanoates. Macromolecules,
23(15), 3705-3707. http://doi.org/10.1021/ma00217a027
Doi, Y., Kitamura, S., & Abe, H. (1995). Microbial Synthesis and Characterization of Poly(3hydroxybutyrate-co-3-hydroxyhexanoate).
Macromolecules,
28(14),
4822-4828.
http://doi.org/10.1021/ma00118a007
Dorado, A. D., Lafuente, F. J., Gabriel, D., & Gamisans, X. (2010). A comparative study
94
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
based on physical characteristics of suitable packing materials in biofiltration.
Environmental
Technology,
31(2),
193-204.
http://doi.org/10.1080/09593330903426687
Doran, P. M. (1995). Fluid Flow and Mixing. En Bioprocess Engineering Principles (pp. 129163). Elsevier. http://doi.org/10.1016/B978-012220855-3/50007-9
Escapa, I. F., García, J. L., Bühler, B., Blank, L. M., & Prieto, M. a. (2012). The
polyhydroxyalkanoate
Pseudomonas
metabolism
putida.
controls
Environmental
carbon
and
Microbiology,
energy
spillage
in
14(4),
1049-1063.
http://doi.org/10.1111/j.1462-2920.2011.02684.x
Eurostat. (2001). Waste management options and climate change. Luxembourg: Office for
Official Publications of the European Communities. Recuperado a partir de
http://ec.europa.eu/environment/waste/studies/pdf/climate_change.pdf
Faccin, D. J. L., Corrêa, M. P., Rech, R., Ayub, M. A. Z., Secchi, A. R., & Cardozo, N. S. M.
(2012). Modeling P(3HB) production by Bacillus megaterium. Journal of Chemical
Technology & Biotechnology, 87(3), 325-333. http://doi.org/10.1002/jctb.2713
Figueroa, C., Rodríguez, D. M., & Diana. (2005). Evaluación de un sistema de fermentación
por lote alimentado para la producción de un biopolímero tipo poli-b-hidroxialcanoato
(PHA) a partir de un aislamiento nativo (Tesis de pregrado). Facultad de Ingenieria.
Universidad Nacional de Colombia sede Bogotá, Bogotá.
Filomena, M., Rodrigues, D. A., Jose, E., & Steinbu, A. (2000). Studies on
polyhydroxyalkanoate ( PHA ) accumulation in a PHA synthase I-negative mutant of
Burkholderia cepacia generated by homogenotization, 193.
Fredrickson, A. G., Megee, R. D., Tsuchiya, H. M., Control, D., & Fermentors, C. (1970).
Mathematical models for fermentation processes. Advances in applied microbiology,
(12), 419–465. http://doi.org/10.1016/S0065-2164(08)70413-1
Fukui, T., & Doi, Y. (1998). Efficient production of polyhydroxyalkanoates from plant oils by
Alcaligenes eutrophus and its recombinant strain. Applied Microbiology and
Biotechnology, 49(3), 333-336. http://doi.org/10.1007/s002530051178
Gahlawat, G., & Srivastava, A. K. (2012). Estimation of fundamental kinetic parameters of
polyhydroxybutyrate fermentation process of azohydromonas australica using
statistical approach of media optimization. Applied Biochemistry and Biotechnology,
168(5), 1051-1064. http://doi.org/10.1007/s12010-012-9840-3
Gahlawat, G., & Srivastava, A. K. (2013). Development of a mathematical model for the
Bibliografía
95
growth associated Polyhydroxybutyrate fermentation by Azohydromonas australica
and its use for the design of fed-batch cultivation strategies. Bioresource technology,
137(0), 98-105. http://doi.org/10.1016/j.biortech.2013.03.023
Garzón, J. M., & Moreno, A. A. (2005). Evaluación del coeficiente volumétrico de
transferencia de oxígeno kla como criterio de escalamiento en la producción de un
biopolímero tipo poli-β-hidroxialcanoato (PHAs) con cepas nativas (Trabajo de
pregrado). Facultad de ingenieria. Universidad Nacional de Colombia sede Bogotá,
Bogotá.
Gumel, A. M., Annuar, M. S. M., & Heidelberg, T. (2012). Biosynthesis and Characterization
of Polyhydroxyalkanoates Copolymers Produced by Pseudomonas putida Bet001
Isolated
from
Palm
Oil
Mill
Effluent.
PLoS
ONE,
7(9),
e45214.
http://doi.org/10.1371/journal.pone.0045214
Harder, A., & Roels, J. (1982). Microbes and Engineering Aspects. Microbes and
Engineering Aspects (Vol. 21). Berlin, Heidelberg: Springer Berlin Heidelberg.
http://doi.org/10.1007/3-540-11019-4
Heinzle, E., & Lafferty, R. M. (1980). A Kinetic Model for Growth and Synthesis of Poly-/3Hydroxybutyric Acid (PHB) in Alcaligenes eutrophus H 16. Applied Microbiology and
Biotechnology, 11, 8-16. http://doi.org/10.1007/BF00514072
Hill, A. V. (1910). The heat produced in contracture and muscular tone. The Journal of
physiology, 40(5), 389-403. http://doi.org/10.1113/jphysiol.1910.sp001377
Horvat, P., Vrana Špoljarić, I., Lopar, M., Atlić, A., Koller, M., & Braunegg, G. (2013).
Mathematical modelling and process optimization of a continuous 5-stage bioreactor
cascade for production of poly[-(R)-3-hydroxybutyrate] by Cupriavidus necator.
Bioprocess
and
Biosystems
Engineering,
36(9),
1235-1250.
http://doi.org/10.1007/s00449-012-0852-8
Jie, M. S. F. L. K., Harwood, J. L., & Gunstone, F. D. (2007). Synthesis. En The Lipid
Handbook
with
CD-ROM,
Third
Edition
(pp.
355-414).
CRC
Press.
http://doi.org/10.1201/9781420009675.ch5
Johnson, K., Kleerebezem, R., & van Loosdrecht, M. C. M. (2009). Model-based data
evaluation of polyhydroxybutyrate producing mixed microbial cultures in aerobic
sequencing batch and fed-batch reactors. Biotechnology and Bioengineering, 104(1),
50-67. http://doi.org/10.1002/bit.22380
Kahar, P., Tsuge, T., Taguchi, K., & Doi, Y. (2004). High yield production of
96
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
polyhydroxyalkanoates from soybean oil by Ralstonia eutropha and its recombinant
strain.
Polymer
Degradation
and
Stability,
83(1),
79-86.
http://doi.org/http://dx.doi.org/10.1016/S0141-3910(03)00227-1
Kaur, G., Srivastava, A. K., & Chand, S. (2012). Mathematical modelling approach for
concentration and productivity enhancement of 1,3-propanediol using Clostridium
diolis.
Biochemical
Engineering
Journal,
68,
34-41.
http://doi.org/10.1016/j.bej.2012.07.004
Keenan, T. M., Tanenbaum, S. W., Stipanovic, A. J., & Nakas, J. P. (2004). Production and
Characterization of Poly-β-hydroxyalkanoate Copolymers from Burkholderia cepacia
Utilizing Xylose and Levulinic Acid. Biotechnology Progress, 20(6), 1697-1704.
http://doi.org/10.1021/bp049873d
Keshavarz, T., & Roy, I. (2010). Polyhydroxyalkanoates: bioplastics with a green agenda.
Current
Opinion
in
Microbiology,
13(3),
321-326.
http://doi.org/10.1016/j.mib.2010.02.006
Khanna, S., & Srivastava, A. K. (2005). Statistical media optimization studies for growth
and PHB production by Ralstonia eutropha. Process Biochemistry, 40(6), 2173-2182.
http://doi.org/10.1016/j.procbio.2004.08.011
Khanna, S., & Srivastava, A. K. (2006a). Computer simulated fed-batch cultivation for over
production of PHB: A comparison of simultaneous and alternate feeding of carbon and
nitrogen.
Biochemical
Engineering
Journal,
27(3),
197-203.
http://doi.org/10.1016/j.bej.2005.08.006
Khanna, S., & Srivastava, A. K. (2006b). Optimization of nutrient feed concentration and
addition time for production of poly(β-hydroxybutyrate). Enzyme and Microbial
Technology, 39(5), 1145-1151. http://doi.org/10.1016/j.enzmictec.2006.02.023
Khanna, S., & Srivastava, A. K. (2008). A Simple Structured Mathematical Model for
Biopolymer
(PHB)
Production.
Biotechnology
Progress,
21(3),
830-838.
http://doi.org/10.1021/bp0495769
Koller, M., Niebelschütz, H., & Braunegg, G. (2013). Strategies for recovery and purification
of poly[(R)-3-hydroxyalkanoates] (PHA) biopolyesters from surrounding biomass.
Engineering in Life Sciences, 13(6), 549-562. http://doi.org/10.1002/elsc.201300021
Lai, S.-Y., Kuo, P.-C., Wu, W., Jang, M.-F., & Chou, Y.-S. (2013). Biopolymer production in
a fed-batch reactor using optimal feeding strategies. Journal of Chemical Technology
& Biotechnology, 88(11), n/a-n/a. http://doi.org/10.1002/jctb.4067
Bibliografía
97
Lee, S. B., Seressiotis, A., & Bailey, J. E. (1985). A kinetic model for product formation in
unstable recombinant populations. Biotechnology and Bioengineering, 27(12), 16991709. http://doi.org/10.1002/bit.260271211
Lee, S. Y. (1996). Plastic bacteria? Progress and prospects for polyhydroxyalkanoate
production
in
bacteria.
Trends
in
Biotechnology,
14(11),
431-438.
http://doi.org/10.1016/0167-7799(96)10061-5
Lee, S. Y. (2000). Bacterial polyhydroxyalkanoates. Biotechnology and Bioengineering,
49(1),
1-14.
http://doi.org/10.1002/(SICI)1097-0290(19960105)49:1<1::AID-
BIT1>3.0.CO;2-P
Lee, S. Y., Choi, J., & Wong, H. H. (1999). Recent advances in polyhydroxyalkanoate
production by bacterial fermentation: mini-review. International Journal of Biological
Macromolecules, 25(1-3), 31-36. http://doi.org/10.1016/S0141-8130(99)00012-4
Liew, E. W.-T., Nandong, J., & Samyudia, Y. (2013). Multi-scale models for the optimization
of
batch
bioreactors.
Chemical
Engineering
Science,
95,
257-266.
http://doi.org/10.1016/j.ces.2013.03.036
Lim, H. C., & Shin, H. S. (2013). Fed-Batch Cultures. Fed-Batch Cultures: Principles and
Applications of Semi-Batch Bioreactors. Cambridge: Cambridge University Press.
http://doi.org/10.1017/CBO9781139018777
Liu, Q., Luo, G., Zhou, X. R., & Chen, G.-Q. (2011). Biosynthesis of poly(3hydroxydecanoate) and 3-hydroxydodecanoate dominating polyhydroxyalkanoates by
β-oxidation pathway inhibited Pseudomonas putida. Metabolic Engineering, 13(1), 1117. http://doi.org/10.1016/j.ymben.2010.10.004
Liu, S. (2013). Parametric Estimation. En Bioprocess Engineering (pp. 281-322). Elsevier.
http://doi.org/10.1016/B978-0-444-59525-6.00007-X
López-Cuellar, M. R., Alba-Flores, J., Rodríguez, J. N. G., & Pérez-Guevara, F. (2011).
Production of polyhydroxyalkanoates (PHAs) with canola oil as carbon source.
International
Journal
of
Biological
Macromolecules,
48(1),
74-80.
http://doi.org/10.1016/j.ijbiomac.2010.09.016
Luong, J. H. T. (1985). Kinetics of ethanol inhibition in alcohol fermentation. Biotechnology
and Bioengineering, 27(3), 280-285. http://doi.org/10.1002/bit.260270311
Luong, J. H. T. (1987). Generalization of monod kinetics for analysis of growth data with
substrate
inhibition.
Biotechnology
http://doi.org/10.1002/bit.260290215
and
Bioengineering,
29(2),
242-248.
98
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
Luong, J. H. T., Mulchandani, A., & Leduy, A. (1988). Kinetics of biopolymer synthesis: A
revisit.
Enzyme
and
Microbial
Technology,
10(6),
326-332.
http://doi.org/10.1016/0141-0229(88)90010-5
Mankad, T., & Bungay, H. R. (1988). Model for microbial growth with more than one limiting
nutrient. Journal of Biotechnology, 7(2), 161-166. http://doi.org/10.1016/01681656(88)90062-4
Megee III, R. D., Drake, J. F., Fredrickson, A. G., & Tsuchiya, H. M. (1972). Studies in
intermicrobial symbiosis. Saccharomyces cerevisiae and Lactobacillus casei.
Canadian Journal of Microbiology, 18(11), 1733-1742. http://doi.org/10.1139/m72-269
Moreno, L., & Serrato, M. (2004). Biosíntesis de polímeros biodegradables del tipo poli-bhidroxialcanoatos (PHAs) a partir de cepas nativas (Tesis de maestría). Universidad
Nacional de Colombia sede Bogotá.
Moreno, N., Revelo, D., Aristizabal, F. A., Montoya, D., Espinoza, A., Gutierrez, I., …
Suárez, D. (2004). Aislamiento y caracterización de microorganismos con alta
capacidad de almacenamiento de poliésteres tipo polihidroxialcanoatos (PHAs).
(Tesis de pregrado). Universidad Nacional de Colombia sede Bogotá, Bogotá.
Moser, A. (1985). Kinetics of batch fermentations. En Biotechnology (H.J. Rehm, pp. 243283). Weinheim.
Mozumder, M. S. I., Goormachtigh, L., Garcia-Gonzalez, L., De Wever, H., & Volcke, E. I.
P. (2014). Modeling pure culture heterotrophic production of polyhydroxybutyrate
(PHB).
Bioresource
Technology,
155,
272-280.
http://doi.org/10.1016/j.biortech.2013.12.103
Mulchandani, A., Luong, J. H. T., & Groom, C. (1989). Substrate inhibition kinetics for
microbial growth and synthesis of poly-?-hydroxybutyric acid by Alcaligenes eutrophus
ATCC
17697.
Applied
Microbiology
and
Biotechnology,
30(1),
11-17.
http://doi.org/10.1007/BF00255990
Murray, J., & King, D. (2012). Climate policy: Oil’s tipping point has passed. Nature,
481(7382), 433-435. http://doi.org/10.1038/481433a
Nash, J. E., & Sutcliffe, J. V. (1970). River flow forecasting through conceptual models part
I
—
A
discussion
of
principles.
Journal
of
Hydrology,
10(3),
282-290.
http://doi.org/10.1016/0022-1694(70)90255-6
Nicolò, M. S., Franco, D., Camarda, V., Gullace, R., Rizzo, M. G., Fragalà, M., …
Guglielmino, S. P. P. (2014). Integrated microbial process for bioconversion of crude
Bibliografía
99
glycerol from biodiesel into biosurfactants and phas. Chemical Engineering
Transactions, 38, 187-192. http://doi.org/10.3303/CET1438032
Nielsen, J., Emborg, C., Halberg, K., & Villadsen, J. (1989). Compartment model concept
used in the design of fermentation with recombinant microorganisms. Biotechnology
and Bioengineering, 34(4), 478-486. http://doi.org/10.1002/bit.260340407
Nonato, R., Mantelatto, P., & Rossell, C. (2001). Integrated production of biodegradable
plastic, sugar and ethanol. Applied Microbiology and Biotechnology, 57(1-2), 1-5.
http://doi.org/10.1007/s002530100732
Novak, M. (2015). Mathematical Modelling as a Tool for Optimized PHA Production.
Chemical
and
Biochemical
Engineering
Quarterly,
29(2),
183-220.
http://doi.org/10.15255/CABEQ.2014.2101
Obruca, S., Benesova, P., Petrik, S., Oborna, J., Prikryl, R., & Marova, I. (2014). Production
of polyhydroxyalkanoates using hydrolysate of spent coffee grounds. Process
Biochemistry, 49(9), 1409-1414. http://doi.org/10.1016/j.procbio.2014.05.013
Obruca, S., Petrik, S., Benesova, P., Svoboda, Z., Eremka, L., & Marova, I. (2014).
Utilization of oil extracted from spent coffee grounds for sustainable production of
polyhydroxyalkanoates. Applied Microbiology and Biotechnology, 98(13), 5883-5890.
http://doi.org/10.1007/s00253-014-5653-3
OECD. (2013). POLICIES FOR BIOPLASTICS IN THE CONTEXT OF A BIOECONOMY.
France: Organisation for Economic Co-operation and Development. Recuperado a
partir
de
http://www.oecd.org/officialdocuments/publicdisplaydocumentpdf/?cote=DSTI/STP/B
IO(2013)6/FINAL&docLanguage=En
Pan, W., Perrotta, J. A., Stipanovic, A. J., Nomura, C. T., & Nakas, J. P. (2012). Production
of polyhydroxyalkanoates by Burkholderia cepacia ATCC 17759 using a detoxified
sugar maple hemicellulosic hydrolysate. Journal of Industrial Microbiology &
Biotechnology, 39(3), 459-469. http://doi.org/10.1007/s10295-011-1040-6
Patnaik, P. R. (2005). Perspectives in the Modeling and Optimization of PHB Production by
Pure and Mixed Cultures. Critical Reviews in Biotechnology, 25(3), 153-171.
http://doi.org/10.1080/07388550500301438
Patnaik, P. R. (2006). Dispersion optimization to enhance PHB production in fed-batch
cultures of Ralstonia eutropha. Bioresource Technology, 97(16), 1994-2001.
http://doi.org/10.1016/j.biortech.2005.09.027
10
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
0
Patniak, P. R. (2009). Genetic Algorithmic Optimization of PHB Production by a Mixed
Culture in an Optimally Dispersed Fed-batch Bioreactor. Bioautomation, 13(3), 27-46.
Patniak, P. R., & Patnaik, P. R. (2009). Genetic Algorithmic Optimization of PHB Production
by a Mixed Culture in an Optimally Dispersed Fed Batch Reactor. Bioautomation,
13(3),
27-46.
Recuperado
a
partir
de
http://www.clbme.bas.bg/bioautomation/2009/vol_13.3/files/13.3_2.2.pdf
Patwardhan, P. R., & Srivastava, A. K. (2004). Model-based fed-batch cultivation of R.
eutropha for enhanced biopolymer production. Biochemical Engineering Journal,
20(1), 21-28. http://doi.org/10.1016/j.bej.2004.04.001
Patwardhan, P., & Srivastava, A. K. (2008). Fed-batch cultivation of Wautersia eutropha.
Bioresource
Technology,
99(6),
1787-1792.
http://doi.org/10.1016/j.biortech.2007.03.034
PlasticEurope. (2015). Plastics – the Facts 2015 An analysis of European plastics
production,
demand
and
waste
data.
Recuperado
a
partir
de
http://www.plasticseurope.org/documents/document/20121120170458final_plasticsthefacts_nov2012_en_web_resolution.pdf
Qi, Q., Steinbüchel, A., & Rehm, B. H. . (1998). Metabolic routing towards
polyhydroxyalkanoic acid synthesis in recombinant Escherichia coli (fadR): inhibition
of fatty acid beta-oxidation by acrylic acid. FEMS microbiology letters, 167(1), 89-94.
http://doi.org/10.1111/j.1574-6968.1998.tb13212.x
Raje, P., & Srivastava, A. K. (1998). Updated mathematical model and fed-batch strategies
for poly-β-Hydroxybutyrate (PHB) production by Alcaligenes eutrophus. Bioresource
Technology, 64(3), 185-192. http://doi.org/10.1016/S0960-8524(97)00173-9
Rehm, B. H. A., & Steinbüchel, A. (2005). Polyhydroxyalkanoate (PHA) Synthases: The
Key Enzymes of PHA Synthesis. En Y. Doi & A. Steinbüchel (Eds.), Biopolymers
Online.
Weinheim,
Germany:
Wiley-VCH
Verlag
GmbH
&
Co.
KGaA.
http://doi.org/10.1002/3527600035.bpol3a06
Revelo, D. (2005). Diseño de iniciadores y validación de una metodología molecular para
la
selección
de
bacterias
de
diferentes
géneros
acumuladoras
de
polihidroxialcanoatos (PHAs). (Tesis de Maestría). Universidad Nacional de Colombia
sede Bogotá.
Rodríguez-Contreras, A., Koller, M., Miranda-de Sousa Dias, M., Calafell-Monfort, M.,
Braunegg, G., & Marqués-Calvo, M. S. (2013). High production of poly(3-
Bibliografía
101
hydroxybutyrate) from a wild Bacillus megaterium Bolivian strain. Journal of Applied
Microbiology, 114(5), 1378-1387. http://doi.org/10.1111/jam.12151
Shahhosseini, S. (2004). Simulation and optimisation of PHB production in fed-batch
culture
of
Ralstonia
eutropha.
Process
Biochemistry,
39(8),
963-969.
http://doi.org/http://dx.doi.org/10.1016/S0032-9592(03)00209-7
Shang, L., Fan, D. Di, Kim, M. Il, Choi, J. D. R., & Chang, H. N. (2007). Modeling of poly(3hydroxybutyrate) production by high cell density fed-batch culture of Ralstonia
eutropha.
Biotechnology
and
Bioprocess
Engineering,
12(4),
417-423.
http://doi.org/10.1007/BF02931065
Shuler, M., & Kargi, F. (1992). Bioprocess engineering: basic concepts. Prentice Hall.
Somleva, M. N., Peoples, O. P., & Snell, K. D. (2013). PHA Bioplastics, Biochemicals, and
Energy
from
Crops.
Plant
Biotechnology
Journal,
11(2),
233-252.
http://doi.org/10.1111/pbi.12039
Strehaiano, P., Mota, M., & Goma, G. (1983). Effects of inoculum level on kinetics of
alcoholic
fermentation.
Biotechnology
Letters,
5(2),
135-140.
http://doi.org/10.1007/BF00132173
Suárez, J. C. (1997). Biosíntesis y caracterización de polímeros biodegradables PHAs (poli
–β-hidroxialcanoatos), mediante bacterias del género Pseudomonas. (Tesis de
pregrado). Universidad Nacional de Colombia sede Bogotá, Bogotá.
Sudesh, K. (2013). Introduction. En Polyhydroxyalkanoates from Palm Oil: Biodegradable
Plastics (pp. 1-2). Springer Berlin Heidelberg. http://doi.org/10.1007/978-3-64233539-6_1
Sudesh, K. (2013). Polyhydroxyalkanoates from Palm Oil: Biodegradable Plastics.
(Springer, Ed.) SpringerBriefs in Microbiology.
Sudesh, K., Abe, H., & Doi, Y. (2000). Synthesis, structure and properties of
polyhydroxyalkanoates: biological polyesters. Progress in Polymer Science, 25(10),
1503-1555. http://doi.org/10.1016/S0079-6700(00)00035-6
Suzuki, T., Yamane, T., & Shimizu, S. (1986a). Kinetics and effect of nitrogen source
feeding on production of poly-?-hydroxybutyric acid by fed-batch culture. Applied
Microbiology and Biotechnology, 24(5), 366-369. http://doi.org/10.1007/BF00294591
Suzuki, T., Yamane, T., & Shimizu, S. (1986b). Mass production of poly-β-hydroxybutyric
acid by fully automatic fed-batch culture of methylotroph. Applied Microbiology and
Biotechnology, 23, 322-329. http://doi.org/10.1007/BF00294591
10
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
2
Tohyama, M., Patarinska, T., Qiang, Z., & Shimizu, K. (2002). Modeling of the mixed culture
and periodic control for PHB production, 10, 157-173.
Tsuchiya, H. M., Fredrickson,
Populations.
Advances
a. G., & Aris, R. (1966). Dynamics of Microbial Cell
in
Chemical
Engineering,
6,
125-206.
http://doi.org/10.1016/S0065-2377(08)60275-6
Verhulst, P. F. (1838). Notice sur la loi que la population suit dans son accroissement. Curr.
Math.
Phys,
10,
113+.
Recuperado
a
partir
de
http://www.scopus.com/record/display.url?eid=2-s2.079955971037&#38;origin=inward&#38;txGid=zA1wRQNr3-qw0mse7ttLxJX%3a4
Verlinden, R. A. J., Hill, D. J., Kenward, M. A., Williams, C. D., & Radecka, I. (2007).
Bacterial synthesis of biodegradable polyhydroxyalkanoates. Journal of Applied
Microbiology, 102(6), 1437-1449. http://doi.org/10.1111/j.1365-2672.2007.03335.x
Wang, J., Yue, Z.-B., Sheng, G.-P., & Yu, H.-Q. (2010). Kinetic analysis on the production
of polyhydroxyalkanoates from volatile fatty acids by Cupriavidus necator with a
consideration of substrate inhibition, cell growth, maintenance, and product formation.
Biochemical
Engineering
Journal,
49(3),
422-428.
http://doi.org/http://dx.doi.org/10.1016/j.bej.2010.02.005
Wang, Y., & Liu, S. (2014). Production of (R)-3-hydroxybutyric acid by Burkholderia cepacia
from
wood
extract
hydrolysates.
AMB
Express,
4(1),
28.
http://doi.org/10.1186/s13568-014-0028-9
Wang, Y., Yin, J., & Chen, G. Q. (2014). Polyhydroxyalkanoates, challenges and
opportunities.
Current
Opinion
in
Biotechnology,
30,
59-65.
http://doi.org/10.1016/j.copbio.2014.06.001
Williams, F. M. (1967). A model of cell growth dynamics. Journal of theoretical biology, 15,
190-207.
Yang, J., Huang, J., & Ni, J. (2006). Mathematical modeling of the batch fermentation of
Zoogloea sp. GY3 used for synthesizing polyhydroxyalkanoates. Journal of Chemical
Technology & Biotechnology, 81(5), 789-793. http://doi.org/10.1002/jctb.1447
Yu, J., Si, Y., Keung, W., & Wong, R. (2002). Kinetics modeling of inhibition and utilization
of mixed volatile fatty acids in the formation of polyhydroxyalkanoates by Ralstonia
eutropha.
Process
Biochemistry,
37(7),
http://doi.org/http://dx.doi.org/10.1016/S0032-9592(01)00264-3
731-738.
Bibliografía
103
A. Anexo: Preparación medios de
cultivo
Reactivos
Componentes
Cantidad
Unidades
KH2PO4
Na2HPO4
(NH4)2SO4
MgSO4
Tween 80
Micronutrientes
Fuente de carbono
Anti espumante
2.65
3.39
2.8
0.3
0.25
2
20
1.5
g/L
g/L
g/L
g/L
mL/g Aceite
mL/L
g/L
mL/mL Tween80
Elementos traza micronutrientes
FeSO4
CaCl2
CoCl2 * 6H2O
CuCl2 * 2H2O
NiCl3 * 6H2O
MnCl2 * 4H2O
ZnSO4 * 7H2O
H3BO3
NaMoO4* 2H2O
g/L
2
2
0.2
0.01
0.2
0.03
0.1
0.3
0.03
Procedimiento preparación medio de cultivo
1. En un recipiente se adicionan los componentes KH2PO4, Na2HPO4, (NH4)2SO4, y
MgSO4.
2. Se diluyen en agua destilada con agitación y se adiciona al mismo tiempo los
micronutrientes.
3. Diluida las sales se ajusta el pH del medio con NaOH.
4. Se adiciona el aceite vegetal, tween 80, el antiespumante y se homogeniza la
mezcla; luego se transvasa al reactor o Erlenmeyers.
5. Se esteriliza el medio durante 30 min a 121 ºC
10
4
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
Procedimiento preparación micronutrientes
1. Preparar una solución de concentración 1 N de HCl.
2. Adicionar los micronutrientes en un recipiente a las concentraciones establecidas y
agregar la solución de HCl 1N para que la solución de micronutrientes quede con
una concentración de 0.2 %(v/v) con respecto al HCl
3. Agitar y conservar a 3 ºC frio.
B.
Anexo: Protocolos experimentales
B-1. Preparación de stock de trabajo
Reactivos
-
NaCl
-
Extracto de levadura
-
Triptosa.
-
Glicerol
Materiales
-
Erlenmeyer de 2000 mL
-
Crioviales de 2 mL, estériles
-
Micropipeta 1000 mL
-
Puntas micropipeta estéril
-
Tubos tipo Falcon estériles
Medio de cultivo
Compuesto
NaCl
Triptosa
Extracto de levadura
Concentración (g/l)
10
10
5
Procedimiento
1. Preparación del LB: se utilizó un Erlenmeyer de 2000 mL se mezcla la triptosa,
cloruro de sodio y el extracto de levadura, posteriormente llevar el aforo a 1000 mL.
2. Se llevó el LB a esterilización
3. Se inoculó 0,5 mL de la cepa B27 original.
4. Se dejó en agitación 200 rpm y a 32 °C durante 48 horas.
5. Se tomaron muestras periódicas para análisis de pureza, en agar nutritivo.
10
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
6
6. Se cuantifica la cantidad de biomasa en Falcon y se mezcla 1:1 el LB con biomasa
y glicerol.
7. Se agitó con vortex la mezcla resultante en cada Falcon y se adiciono 1 mL por
cada criovial.
B-2. Determinación de la concentración de biomasa
Reactivos
-
Muestra del caldo de fermentación
-
agua destilada estéril
Materiales
-
Tubos Falcon de 15 mL
Procedimiento
1. Pesar tubos Falcon en balanza analítica
2. Tomar 5 mL de muestra del caldo de fermentación en los tubos Falcon.
3. Centrifugar a 9000 g durante 10 minutos.
4. Descartar el sobrenadante
5. Adicionar al pellet 5 mL de agua destilada y resuspender la biomasa con ayuda de
vortex.
6. Centrifugar a 9000 g por 10 min.
7. Descartar sobrenadante.
8. Reconstituir la biomasa con 5 mL de agua destilada.
9. Centrifugar a 9000 g por 10 min.
10. Descartar sobrenadante.
11. Secar a 75 ºC durante 24 horas
12. Pesar el tubo Falcon con el pellet seco, cuantificar.
Nota 1: Si se observa que el medio de cultivo en el proceso de centrifugación el medio no
tiende a dejar un sobrenadante claro, se recomienda diluir el medio de cultivo con agua
destilada antes del primer centrifugado, para facilitar la precipitación de la biomasa. Si se
necesita determinar también la concentración de sustratos remanentes en el medio de
B. Anexo: Protocolos experimentales
107
cultivo tales como amonio, se debe conservar el sobrenadante que resulta de la primera
centrifugación.
B-3. Determinación de la concentración de polímero PHA
Reactivos
-
Muestra del caldo de fermentación
-
agua destilada estéril
-
SDS (detergente) al 20%
Materiales
-
Tubos Falcon de 15 mL
Procedimiento
13. Pesar tubos Falcon en balanza analítica
14. Tomar 5 mL de muestra del caldo de fermentación en los tubos Falcon.
15. Centrifugar a 9000 g durante 10 minutos.
16. Descartar el sobrenadante
17. Adicionar al pellet 5 mL de agua destilada y resuspender la biomasa con ayuda de
vortex.
18. Centrifugar a 9000 g por 10 min.
19. Descartar sobrenadante.
20. Reconstituir la biomasa con 5 mL de agua destilada.
21. Centrifugar a 9000 g por 10 min.
22. Descartar sobrenadante.
23. Con el peso calculado de biomasa del anexo B, se determina la cantidad de SDS
aplicado al tubo de Falcon para el proceso de extracción y separación de biomasa.
24. Se adicionan 0.55 (% v/p biomasa)
25. Se agita en vortex con 2 ml de agua destilada.
26. Se lleva a proceso de digestión en baño termostatado a 90 ºC durante 1 hora.
27. Centrifugar a 9000 g por 10 min.
28. Descartar sobrenadante.
29. Reconstituir el pellet con 5 mL de agua destilada.
10
8
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
30. Centrifugar a 9000 g por 10 min.
31. Descartar sobrenadante.
32. Reconstituir la biomasa con 5 mL de agua destilada.
33. Centrifugar a 9000 g por 10 min.
34. Descartar sobrenadante.
35. Secar a 75 ºC durante 24 horas
36. Pesar el tubo Falcon con el pellet seco, cuantificar.
Nota 1: Si se observa el medio de cultivo muy espeso, se recomienda diluir el medio de
cultivo con agua destilada antes del primer centrifugado, para facilitar la precipitación de la
biomasa. Si se necesita determinar también la concentración de sustratos remanentes en
el medio de cultivo tales como amonio, se debe conservar el sobrenadante que resulta de
la primera centrifugación.
B-4. Determinación de amonio mediante la técnica de berthelot y curva
de calibración
Preparación de soluciones
-
Solución de fenol 11.1% (11.1 g de fenol/ 100 mL de etanol al 95 %).
-
Solución de nitroprusiato (0.5 g de nitroprusiato/100 mL agua destilada y almacenar
en botella ambar).
-
Citrato alcalino (adicionar 200 g citrato trisodico + 10 g de hidróxido de sodio en
700 mL de agua destilada y aforar a 1000 mL).
-
Hipoclorito de sodio, solución comercial al 5.25 %.
-
Solución oxidante (10 mL de citrato alcalino + 2.5 mL de hipoclorito de sodio
comercial 5.25 % que se debe preparar justo antes de adicionar; no se debe
almacenar).
-
Solución madre se Sulfato de amonio 10 mg/L (en agua destilada)
B. Anexo: Protocolos experimentales
109
Procedimiento
1. Tomar un volumen de 100 μl del sobrenadante obtenido a partir de la
centrifugación y diluirlo en 4900 μl de agua destilada en un tubo de ensayo.
Atención: con esto se logra una dilución 1:50 que puede ser insuficiente en
ciertos casos, ver la nota aclaratoria al final del protocolo para determinar la
mejor dilución.
2. Adicionar al tubo anterior a 200 μl de fenol, 200 μl de nitroprusiato y 500 μl de
solución oxidante.
3. Agitar los tubos e incubar a temperatura ambiente por una hora en un lugar
iluminado. Se debe desarrollar un color azul aguamarina cuya intensidad será
proporcional a la concentración de amonio en la muestra.
4. Leer a 640 nm.
Preparación del blanco
Es la solución contra la cual se comparan las muestras, se adicionan 5000 μl de agua
destilada a un tubo de ensayo y se continua desde el paso 2. El blanco se debe preparar
al tiempo con las muestras para evitar errores experimentales adicionales.
Advertencia: El fenol penetra la piel rápidamente, en particular cuando está líquido,
causando lesiones severas que pueden ser fatales. Es corrosivo sobre los tejidos
corporales, causando severas quemaduras químicas y debido a sus propiedades de
anestésico local, las quemaduras cutáneas pueden ser indoloras. Usar siempre guantes y
gafas para su manipulación y trabajar en un lugar con buena ventilación.
Curva de calibración
Para la elaboración de la curva de calibración se prepara una solución madre de sulfato
de amonio de 10 mg/L a partir de la cual se preparan en tubos de ensayo las soluciones
descritas en la siguiente tabla:
Blanco
1
2
3
4
5
6
7
8
9
10
11
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
0
Solución madre de
sulfato de amonio (
mL)
0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2
Agua destilada (mL)
5
4.8
4.6
4.4
4.2
4
3.8
3.6
3.4
3.2
3
Volumen final (mL)
5
5
5
5
5
5
5
5
5
5
5
Concentración
(mg/L)
0
0.4
0.8
1.2
1.6
2
2.4
2.8
3.2
3.6
4
Una vez se tienen las soluciones anteriores en los tubos de ensayo, se continua
con el procedimiento desde el paso 2 y se grafica la absorbancia contra la
concentración de cada muestra. Se hace la regresión lineal correspondiente y se
obtiene así la ecuación de absorbancia (y) en términos de la concentración (x).
Abs (640nm)
Curva de calibracion amonio
1
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0
-0,1 0
y = 0,2178x - 0,0073
R² = 0,9955
Series1
Lineal (Series1)
1
2
3
4
Concentracion sulfato de amonio (mg/l)
5
Cada vez que se preparen los reactivos hay que elaborar una nueva curva de calibración.
La ecuación despejada para la curva obtenida con los reactivos actuales es:
Concentración (NH4)2SO4 (mg/L) = ((Absorbancia /0.0073) + 0.0217)*Factor de dilución
Nota 1: El límite de detección de la técnica aquí descrita es 4 mg/l, por lo tanto, debe
procurarse que la concentración de la muestra a leer se encuentre por debajo de este valor,
B. Anexo: Protocolos experimentales
111
de lo contrario será necesario hacer una dilución. Dada la sensibilidad de la técnica, las
diluciones que se deben realizar son muy altas por lo que es necesario emplear
micropipetas calibradas que permitan tomar los volúmenes correctos. Adicionalmente, es
importante tener en cuenta que la cantidad de reactivos empleada fue establecida para un
volumen de muestra de 5 mL, por lo tanto, sea cual sea la dilución que se haga del
sobrenadante se debe obtener un volumen final de 5 mL o de lo contrario ajustar los
volúmenes requeridos de los reactivos y validarlos determinando la concentración de una
muestra patrón cuya cantidad de sulfato de amonio es conocida. Ejemplo: Se sabe que la
concentración inicial de sulfato de amonio en el medio de cultivo es de 1 g/l, por lo tanto,
es necesario diluirla por lo menos 250 veces para tener una muestra cuya concentración
será aproximadamente 4mg/l. Se debe entonces tomar 0.2 mL del sobrenadante y
adicionar 4.8 mL de agua destilada para completar un volumen de 5 mL y continuar con el
procedimiento desde el paso 4. Cabe resaltar, que se elaboró la curva de calibración en
cada semana en la que se cuantificaban nuevas muestras.
B-5. Tinción de Gram
Reactivos
-
Solución Violeta de Gram.
-
Solución de Lugol.
-
Solución Alcohol–acetona, 50-50.
-
Solución Safranina o fucsina de Gram.
-
Solución salina NaCl (0.8%).
Procedimiento
Preparación de la muestra:
1. En una lámina porta-objeto limpia y desengrasada, se adiciona con ayuda del asa
microbiológica redonda, una gota del medio de cultivo; se esparce sobre la lámina
porta-objeto y se seca flameando con el mechero.
11
2
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
2. Luego que la muestra se encuentre completamente seca, se adicionan los reactivos
mostrados en la siguiente tabla, respetando el orden y los tiempos establecidos:
Procedimiento para la tinción de gram
Reactivo
Tiempo (s)
Solución Violeta de Gram
60
Lavar con agua
Solución Lugol.
60
Lavar con agua
Solución alcohol-acetona
15
Lavar con agua
Solución Safranina
60
Lavar con agua y dejar secar al ambiente
C.
Anexo:
microbianas
Datos
de
cinéticas
C-1. Escala matraz
1. Resultados a escala matraz: evaluación del comportamiento de la velocidad
especifica de crecimiento en diferentes concentraciones de aceite vegetal.
Concentraciones para ensayo de inhibición con aceite vegetal y concentración
de sulfato de amonio constante (2.8 g/L) 200 rpm a 32 ºC
Concentración de aceite vegetal (g/L)
30
60
70
Tiempo (h)
80
100
130
140
160 170
Biomasa (g/L)
0
1.2
1.2
1.2
1.2
1.2
1.2
1.2
1.2
1.2
6
3.0
1.2
1.4
4.0
1.7
4.3
4.4
3.5
2.2
12
5.2
4.1
1.9
3.9
4.5
6.6
4.8
3.2
1.8
24
10.0
8.1
9.3
16.8
8.1
11.6
8.5
3.6
2.0
30
12.8 11.5 10.1
9.5
10.0 12.4 10.8
3.9
2.5
Concentraciones para ensayo de limitación con aceite vegetal y concentración
de sulfato de amonio constante (2.8 g/L) 200 rpm a 32 ºC
Concentración de aceite vegetal (g/L)
0.5
2
4
Tiempo (h)
8
12
14
16
20
Biomasa (g/L)
0
1.20 1.20 1.20
1.20
1.20
1.20
1.20
1.20
6
1.63 3.10 2.23
4.07
0.85
2.70
6.50
3.60
12
2.60 2.70 5.60
3.70
2.53
4.75
5.85
6.20
24
3.40 7.37 7.33
8.50
7.20
8.60
9.95
8.40
11
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
4
30
4.17 8.97 9.45 10.05 9.07 11.07 11.70 10.93
2. Resultados a escala matraz: evaluación del comportamiento de la velocidad
especifica de crecimiento en diferentes concentraciones de sulfato de amonio.
Concentraciones para ensayo de inhibición con sulfato de amonio y
concentración de aceite vegetal constante (20 g/L) 200 rpm a 32 ºC.
Concentración sulfato de amonio(g/L)
3.2
6.2
Tiempo (h)
8
10
Biomasa (g/L)
0
3.2
3.2
3.2
3.2
6
6.7
10.2
11
19.96
12
10.6
10.8
11.2
12.5
24
9.9
12.16
10.8
6.5
30
15.93
11.8
7.23
12.43
Concentraciones para ensayo de limitación con sulfato de amonio y
concentración de aceite vegetal constante (20 g/L) 200 rpm a 32 ºC.
Concentración sulfato de amonio (g/L)
0.2
0.4
0.8
Tiempo (h)
1
1.4
1.8
2.3
2.8
Biomasa (g/L)
0
1.5
1.5
1.5
1.5
1.5
1.5
1.5
1.5
6
2.73
3.73
2.4
2.1
3.43
4.13
4.1
3.33
12
5.4
3.1
6.3
4.13
4.36
3.15
5.15
6.4
24
9.4
10.26
8.7
7.5
9.86
9.95
11.3
11.15
30
11.06
9.7
11.5 8.56 11.45 11.2 11.56 11.83
C. Anexo: Datos de cinéticas microbianas
115
3. Resultados a escala matraz: velocidades específicas de crecimiento obtenidas de
las pendientes de la curva de generación de biomasa a escala matraz.
Datos de inhibición de velocidad especifica de crecimiento con aceite vegetal.
Concentración inicial (g/L)
µ (h-1)
30
60
70
80
100
130
140
160
170
0.0593
0.057
0.061
0.049
0.0449
0.0443
0.0376
0.0056
0
Datos de inhibición de velocidad especifica de crecimiento con sulfato de
amonio.
Concentración inicial (g/L)
µ (h-1)
2.8
0.051
3.2
0.0433
6.2
0.0344
8
0.0301
10
0.0014
Datos de limitación de velocidad especifica de crecimiento con aceite vegetal.
Concentración inicial (g/L)
µ (h-1)
0.5
2
4
8
12
14
16
20
0.04
0.065
0.065
0.065
0.069
0.072
0.071
0.067
11
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
6
Datos de limitación de velocidad especifica de crecimiento con aceite vegetal.
Concentración inicial (g/L)
µ (h-1)
0.2
0.0407
0.4
0.0518
0.8
0.051
1
0.053
1.4
0.0538
1.8
0.0524
2.3
0.0476
2.8
0.0515
0.2
0.0407
C-2. Escala Biorreactor 7 L
A continuación, se recopilan los datos recolectados experimentalmente de los ensayos a
escala biorreactor de 7 L con volumen de trabajo de 5 L 240 rpm, 2 vvm y 32 ºC, para la
construcción del modelo.
Condiciones (concentraciones óptimas de sustratos limitantes)
Ensayo 1
C. Anexo: Datos de cinéticas microbianas
-
Aceite vegetal: 20 g/L
-
Sulfato de amonio: 2.8 g/L
-
Relación C/N: 28.81
117
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
1.46
0.22
20.00
2.29
6
1.83
0.58
19.56
1.74
11
3.19
1.47
17.94
1.64
23
5.70
4.34
14.94
1.23
30
7.17
6.02
13.19
0.60
35 11.23
8.68
8.34
0.42
47 13.54 13.08
5.59
0.29
53 15.91 14.88
2.75
0.30
59 15.08 14.19
3.74
0.29
71 15.09 14.32
3.73
0.27
77 15.40 13.20
3.36
0.38
Ensayo 2
-
Aceite vegetal: 20 g/L
-
Sulfato de amonio: 2.8 g/L
-
Relación C/N: 28.81
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
0.12
0.58
20.00
2.90
5
1.13
0.82
18.80
2.67
19
4.60
2.35
14.65
1.54
24
4.79
2.45
14.43
0.90
29
5.49
3.47
13.59
0.61
43
11.43
7.37
6.51
0.37
48
12.37
4.97
5.39
0.09
53
13.28
5.05
4.30
0.20
67
14.86
5.92
2.41
0.77
72
13.28
6.93
4.30
0.21
11
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
8
Ensayo 3
-
Aceite vegetal: 20 g/L
-
Sulfato de amonio: 2.36 g/L
-
Relación C/N: 34.19
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
0.90
0.53
20.00
2.37
5
1.26
0.56
19.57
1.78
19
2.19
1.50
18.45
1.36
24
3.95
2.25
16.36
1.02
29
4.22
2.74
16.03
0.60
43
6.94
2.86
12.79
0.35
48
7.19
5.80
12.49
0.09
53
8.71
6.49
10.67
0.07
67
11.11
7.51
7.81
0.23
72
10.99
7.58
7.95
0.05
Condiciones (concentraciones mínimas de sustratos limitantes aceite vegetal)
Ensayo 1
-
Aceite vegetal: 5 g/L
-
Sulfato de amonio: 2.8 g/L
-
Relación C/N: 7.02
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
2.83
4.01
5.00
2.41
6
2.51
1.54
2.10
2.36
18
3.49
2.57
1.11
2.08
24
3.80
2.26
6.55
1.69
31
5.02
3.39
8.52
1.03
43
6.52
4.05
6.55
0.84
48
6.67
4.97
9.26
0.44
54
6.70
5.25
8.30
0.13
66
6.65
4.80
8.95
0.12
C. Anexo: Datos de cinéticas microbianas
72
5.42
3.50
119
2.62
0.16
Ensayo 2
-
Aceite vegetal: 5 g/L
-
Sulfato de amonio: 2.8 g/L
-
Relación C/N: 7.2
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
2.06
4.01
5.00
2.73
6
2.71
1.54
4.13
2.66
18
4.46
2.57
2.00
2.48
24
5.26
2.26
1.08
0.98
31
5.24
3.39
1.08
1.10
43
6.62
4.05
0.00
0.68
48
6.49
4.97
0.13
0.23
54
6.78
5.25
0.00
0.06
66
5.71
4.80
1.02
0.02
72
6.34
3.50
0.42
0.05
Condiciones (concentraciones mínimas de sustratos limitantes sulfato de amonio)
Ensayo 1
-
Aceite vegetal: 20 g/L
-
Sulfato de amonio: 1.4 g/L
-
Relación C/N: 57.63
t(h)
X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
1.04
1.89
20.00
1.05
5.5
2.75
1.86
14.11
1.03
19
6.91
3.61
11.69
0.85
24
8.19
5.65
7.33
0.03
29.5
8.60
5.92
5.75
0.01
42
9.34
7.59
2.07
0.01
48
8.35
6.41
3.16
0.01
12
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
0
53
8.78
6.61
4.66
0.12
68
10.60
8.60
3.81
0.29
73
10.72
8.83
0.00
0.03
Ensayo 2
-
Aceite vegetal: 20 g/L
-
Sulfato de amonio: 1.4 g/L
-
Relación C/N: 57.63
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
1.04
3.52
20.00
1.52
6
5.35
2.95
18.29
1.49
18
11.62
6.64
15.90
0.92
24
9.73
8.53
15.77
0.01
30
8.84
8.40
15.25
0.01
42
12.58
10.18
11.50
0.35
48
14.17
10.93
4.73
0.44
54
13.54
10.09
4.28
0.17
66
15.52
11.97
3.44
0.28
72
16.47
13.80
0.00
0.56
Condiciones (concentraciones máximas de sustratos limitantes aceite vegetal)
Ensayo 1
-
Aceite vegetal: 140 g/L
-
Sulfato de amonio: 6.6/L
-
Relación C/N: 85.58
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
4.00
1.51
140.00
6.60
5
6.27
4.13
137.29
5.39
19
8.90
3.90
134.16
5.04
24
7.62
5.42
135.67
4.43
C. Anexo: Datos de cinéticas microbianas
121
29
7.76
5.45
135.52
4.16
48
11.64
8.80
130.88
3.67
53
11.80
8.17
130.70
3.22
67
11.57
9.22
130.96
3.73
Ensayo 2
-
Aceite vegetal: 100 g/L
-
Sulfato de amonio: 2.8 g/L
-
Relación C/N: 140.09
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
1.04
0.91
100.00
2.88
5
2.69
1.81
96.21
2.83
19
5.60
3.85
88.20
2.39
24
5.87
3.45
86.37
1.10
29
7.27
5.73
83.38
0.71
43
9.39
6.37
77.39
0.51
48
10.04
7.45
75.50
0.27
53
11.40
8.66
72.95
0.08
67
11.28
7.41
69.97
0.09
72
12.93
6.17
67.38
0.02
Condiciones (concentraciones altas de sulfato de amonio)
Ensayo 1
-
Aceite vegetal: 20 g/L
-
Sulfato de amonio: 5 g/L
-
Relación C/N: 16.23
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
1.33
0.99
20.00
4.97
6
1.74
0.45
19.51
4.77
18
4.53
2.41
16.19
4.47
12
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
2
24
7.83
3.77
12.25
3.64
31
8.68
6.44
11.23
3.31
43
9.24
6.29
10.56
1.20
48
9.63
8.05
10.10
1.36
54
10.77
7.72
8.73
1.32
66
12.05
8.49
7.21
1.29
72
13.51
9.17
5.47
1.37
Condiciones (concentraciones de sustratos limitantes variables validación)
Ensayo 1
-
Aceite vegetal: 40 g/L
-
Sulfato de amonio: 5 g/L
-
Relación C/N: 35.39
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
2.00
0.22
40.00
4.57
6
2.80
1.04
39.04
4.01
18
4.48
3.93
37.04
2.98
24
8.35
4.90
32.42
2.50
29
8.88
5.83
31.79
1.19
48
10.99
9.32
29.28
0.37
53
11.12
8.95
29.12
0.27
67
12.61
10.75
27.34
0.03
Ensayo 2
-
Aceite vegetal: 40 g/L
-
Sulfato de amonio: 2 g/L
-
Relación C/N: 82.33
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
2.12
0.22
40.00
2.0
6
3.00
1.62
38.81
2.7
C. Anexo: Datos de cinéticas microbianas
123
19
8.93
6.70
31.73
1.5
24
9.11
6.64
31.52
0.9
29
9.68
7.26
30.83
0.6
42
12.01
9.60
28.06
0.4
48
11.61
9.87
28.54
0.1
53
11.80
9.91
28.30
0.2
67
11.83
9.70
28.27
0.8
72
12.80
10.37
27.11
0.2
Escala biorreactor 100 L
Ensayo 1
-
Aceite vegetal: 40 g/L
-
Sulfato de amonio: 4 g/L
-
Relación C/N: 38.98
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
1.85
1.32
40.00
4.15
5
2.32
2.13
39.62
3.61
19
5.24
3.77
36.13
1.62
24
6.93
6.08
34.12
1.05
29
10.23
7.33
30.18
0.76
43
10.82
8.19
29.48
0.28
48
12.03
10.24
28.03
0.11
53
12.19
10.21
27.84
0.14
67
12.90
11.39
26.99
0.02
72
14.02
12.63
25.66
0.11
Ensayo pulsos
Ensayo 1
-
Medio inicial: aceite vegetal 20 g/L sulfato de amonio 2.8 g/L
12
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
4
-
Concentración del medio de alimentación: aceite vegetal 20 g/L sulfato de amonio
2.8 g/L
-
Volumen inicial: 3 L
-
Flujo de alimentación: 1.8 L/h
-
Dos pulsos 1 a las 24 h segundo a las 48 h, 1 L cada uno
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
1.70
0.55
20.00
2.32
6
3.58
0.97
17.76
1.32
20
5.78
4.03
15.13
1.01
24
6.21
2.21
14.62
0.76
28
10.97
5.59
8.94
0.89
48
13.50
6.85
5.92
0.11
53
12.28
7.07
7.37
0.04
68
10.81
8.87
9.13
0.25
77
12.70
10.94
6.87
0.10
91
14.84
12.51
4.31
0.09
97
15.49
12.73
3.55
0.08
77
12.70
10.94
6.87
0.10
Ensayo 2
-
Medio inicial: aceite vegetal 20 g/L sulfato de amonio 2.8 g/L
-
Concentración del medio de alimentación: aceite vegetal 20 g/L sulfato de amonio
2.8 g/L
-
Volumen inicial: 3 L
-
Flujo de alimentación: 1.8 L/h
-
Dos pulsos 1 a las 24 h segundo a las 48 h, 1 L cada uno
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
4.58
0.86
20.00
2.85
5
1.73
1.37
23.39
2.21
19
8.91
2.48
14.83
1.96
C. Anexo: Datos de cinéticas microbianas
125
24
10.47
3.06
12.97
1.41
29
7.07
3.54
17.03
1.14
43
11.02
7.09
12.32
0.27
48
14.14
6.77
8.59
0.27
53
13.26
10.68
9.64
0.22
67
13.96
11.19
8.80
0.76
72
15.07
11.91
7.48
0.54
Ensayo 3
-
Medio inicial: aceite vegetal 20 g/L sulfato de amonio 2.8 g/L
-
Concentración del medio de alimentación: aceite vegetal 40 g/L sulfato de amonio
4 g/L
-
Volumen inicial: 3 L
-
Flujo de alimentación: 1.8 L/h
-
Dos pulsos 1 a las 24 h segundo a las 48 h, 1 L cada uno
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
3.78
0.87
20.00
2.73
6
2.23
0.20
21.85
2.63
21
8.97
4.56
13.81
1.45
24
10.05
5.23
12.52
1.04
29
5.90
2.76
17.47
0.84
44
9.67
6.28
12.98
0.20
48
12.25
9.25
9.90
0.20
53
8.58
8.53
14.27
0.16
73
11.48
7.10
10.82
0.40
78
12.12
9.58
10.05
0.20
96
14.35
11.12
7.39
0.05
Ensayo 4
-
Medio inicial: aceite vegetal 20 g/L sulfato de amonio 2.8 g/L
12
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
6
-
Concentración del medio de alimentación: aceite vegetal 106 g/L sulfato de amonio
24 g/L
-
Volumen inicial: 4.2L
-
Flujo de alimentación: 1.8 L/h
-
1 pulso a las 26 h de 500 mL
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
0.85
0.45
20.00
2.82
4
1.47
1.66
19.26
2.29
20
7.81
5.44
11.69
1.75
24
7.77
4.95
11.75
1.24
29
13.51
5.44
4.89
2.74
43
13.60
9.04
4.79
1.33
48
14.14
9.73
4.14
0.77
52
20.09
10.52
0.00
0.34
67
19.30
14.63
0.94
0.02
76
18.77
14.33
1.58
0.00
Ensayo lote alimentado
Ensayo 1
-
Medio inicial: aceite vegetal 20 g/L sulfato de amonio 2.8 g/L
-
Concentración del medio de alimentación: aceite vegetal 150 g/L sulfato de amonio
21 g/L
-
Volumen inicial: 3 L
-
Flujo de alimentación: 0.0108 L/h y 0.005 L/h, mezcla aceite medio.
-
Primer flujo de alimentación a las 24 h segundo a las 48 h
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
C. Anexo: Datos de cinéticas microbianas
127
0
0.55
0.23
20.00
2.81
5.5
0.72
1.26
19.80
2.68
19
6.19
2.94
13.27
1.90
24
7.56
3.25
11.64
0.87
29
9.41
4.74
9.43
0.39
43
11.32
8.99
7.15
0.27
48
10.59
7.58
8.02
0.31
53
8.33
7.16
10.71
0.30
67
9.40
7.00
9.44
0.30
72
10.03
8.25
8.69
0.31
77
10.19
8.01
8.50
0.34
Ensayo 2
-
Medio inicial: aceite vegetal 20 g/L sulfato de amonio 2.8 g/L
-
Concentración del medio de alimentación: aceite vegetal 150 g/L sulfato de amonio
21 g/L
-
Volumen inicial: 3 L
-
Flujo de alimentación: 0.0108 L/h y 0.005 L/h, mezcla aceite medio.
-
Primer flujo de alimentación a las 24 h segundo a las 48 h
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
0.55
0.23
20.00
2.81
5
2.25
1.26
17.97
2.68
19
6.19
2.94
13.27
1.90
24
7.56
3.25
11.64
0.87
29
9.41
4.74
9.43
0.39
43
11.32
11.54
7.15
0.27
48
14.59
10.58
3.25
0.31
53
12.33
10.52
5.95
0.30
67
13.25
11.01
4.85
0.30
72
13.03
10.85
5.11
0.31
12
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
8
Ensayo 3
-
Medio inicial: aceite vegetal 20 g/L sulfato de amonio 2.8 g/L
-
Concentración del medio de alimentación: aceite vegetal 150 g/L sulfato de amonio
21 g/L
-
Volumen inicial: 3 L
-
Flujo de alimentación: 0.0108 L/h y 0.005 L/h, mezcla aceite medio.
-
Primer flujo de alimentación a las 24 h segundo a las 48 h, 24 horas cada uno
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
0.55
0.23
20.00
2.81
5.5
0.72
1.26
19.80
2.68
19
6.19
2.94
13.27
1.90
24
7.56
3.25
11.64
0.87
29
9.41
4.74
9.43
0.39
43
11.32
8.99
7.15
0.27
48
10.59
7.58
8.02
0.31
53
8.33
7.16
10.71
0.30
67
9.40
7.00
9.44
0.30
72
10.03
8.25
8.69
0.31
77
10.19
8.01
8.50
0.34
Ensayo 4
-
Medio inicial: aceite vegetal 20 g/L sulfato de amonio 2.8 g/L
-
Concentración del medio de alimentación: aceite vegetal 150 g/L sulfato de amonio
21 g/L
-
Volumen inicial: 3 L
-
Flujo de alimentación: 0.0108 L/h, sustratos separados.
-
Un flujo de alimentación a las 24 h por 24 h
C. Anexo: Datos de cinéticas microbianas
129
t(h) X (g/L) P (g/L) Sc (g/L) Sn (g/L)
0
2.54
1.25
20.00
3.25
4
6.41
3.00
15.39
3.01
20
5.70
8.50
16.23
1.55
24
9.24
9.24
12.00
0.85
29
11.16
6.69
9.72
0.77
43
15.04
8.83
5.08
0.27
48
17.36
10.33
2.33
0.27
52
14.83
9.29
5.34
0.27
63
18.28
12.36
1.22
0.27
72
16.21
12.79
3.69
0.27
76
21.33
14.48
0.00
0.27
D.
Anexo:
Código
Matlab
para
optimización de parámetros y proceso
D-1. Código Matlab estimación de parámetros
function tesis
%código para la obtención de parámetros por medio de la reducción del
%valor de la sumatoria de mínimos cuadrados con la función fmincon. con 4
%ecuaciones diferenciales simultáneamente
%toma de datos y definición de constantes y variables
global tt B P S1 S2 w1 w2 w3 w4 x0 ;
data=xlsread('opt_fc20gl_prim.xlsx','A3:E14');
tt=data(:,1);%tiempo
B=data(:,3); %concentración biomasa
S1=data(:,5); %concentración fuente de carbono
S2=data(:,2); %concentración fuente de amonio
P=data(:,4); %concentración producto
x0=[B(1);S1(1);S2(1);P(1)]; %Datos iniciales integración numérica
%restricciones
%valores iniciales
inic = [0.36;1;6;1;1;1;1;1;1;1;1;1;0.005;0.005];%limites inferiores
liminf=[0.05 0 0 0 0 0 0 0 0 0 0 0 0 0]; % vector de los límites inferiores
para la iteración
limsup=[1 10 200 100 50 50 10 20 10 10 10 20 0.005 0.005]; % vector de los
limites superiores para la iteración
% opciones para la optimización
opcion=optimoptions('fmincon','Display','iter','DiffMaxChange',30,'MaxFu
nEvals',10000,'TolX',0.001);
% opcion=optimset('display','Iter','MaxFunEvals',50000,'MaxIter',10000);
%función de optimización
[p,FVAL]=fmincon(@lverr,inic,[],[],[],[],liminf,limsup,[],opcion);
%definición de parámetros para ser optimizados, estos se resuelven en la
%función de la ecuación diferencial, que resuelve iterativamente.
mumax=p(1)
Ks=p(2)
Sm1=p(3)
Kn=p(4)
Sm2=p(5)
n1=p(6)
D. Anexo: Código Matlab para optimización de parámetros y proceso
131
n2=p(7)
a1=p(8)
a2=p(9)
Yxps11=p(10)
Yxs21=p(11)
Kp=p(12)
ms1=p(13)
ms2=p(14)
params=p(1:14);
%función para resolver la ecuación con los parámetros ya obtenidos de la
%optimización
tti=(0:1:72);
[tout,yout]=ode45(@lvrhs,tti,x0,[],params);
%script para graficar
figure(1)
hold on
plot(tout,yout(:,1),'k-',tout,yout(:,2),'k-',tout,yout(:,3),'k:',tout,yout(:,4),'k-.','LineWidth',2);
% legend('biomasa','glucosa','nitrogeno','product')
plot(tt,B,'k+',tt,S1,'ko',tt,S2,'kv',tt,P,'kx','MarkerSize',12,'MarkerFa
ceColor','k','LineWidth',2);
%
legend('Biomass','Vegetal
oil','Ammonium
sulfate','PHA','Biomass
exp','Vegetal
oil
exp','Ammonium
sulfate
exp','PHA
exp','Location','EastOutside')
set(gca,'FontSize',20)
hold off
% xlabel('t');
% ylabel('X(t)');
%obtención de valores de coeficiente de correlación r^2
[tout,yout]=ode45(@lvrhs,tt,x0,[],params);
R2=corrcoef(B,yout(:,1));
R2X=R2(1,2)^2
R2=corrcoef(S1,yout(:,2));
R2S1=R2(1,2)^2
R2=corrcoef(S2,yout(:,3));
R2S2=R2(1,2)^2
R2=corrcoef(P,yout(:,4));
R2P=R2(1,2)^2
% title('CINETICA','FontSize',14)
xlabel('Time (h)'), ylabel('Concentration (g/L)')
% guardar los gráficos en resolución deseada
print -dtiff final.tiff -r1000
% grafica para correlación
figure(2)
hold on
x =linspace(0,max(yout(:,1)),13);
n=1*x;
subplot(2,2,1)
plot(x,n,yout(:,1),B,'o','MarkerFaceColor','b')
xlabel('Experimental data'), ylabel('Fitted data')
set(gca,'FontSize',13)
axis([0 max(yout(:,1)) 0 max(yout(:,1))])
title('Biomass')
13
2
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
hold off
hold on
x =linspace(0,max(yout(:,2)),13);
n=1*x;
subplot(2,2,2)
plot(x,n,yout(:,2),S1,'o','MarkerFaceColor','b')
xlabel('Experimental data'), ylabel('Fitted data')
set(gca,'FontSize',13)
axis([0 max(yout(:,2)) 0 max(yout(:,2))])
title('Vegetal oil')
hold off
hold on
x =linspace(0,max(yout(:,3)),13);
n=1*x;
subplot(2,2,3)
plot(x,n,yout(:,3),S2,'o','MarkerFaceColor','b')
xlabel('Experimental data'), ylabel('Fitted data')
set(gca,'FontSize',13)
axis([0 max(yout(:,3)) 0 max(yout(:,3))])
title('Ammonium sulfate')
hold off
hold on
x =linspace(0,max(yout(:,4)),13);
n=1*x;
subplot(2,2,4)
plot(x,n,yout(:,4),P,'o','MarkerFaceColor','b')
xlabel('Experimental data'), ylabel('Fitted data')
set(gca,'FontSize',13)
axis([0 max(yout(:,4)) 0 max(yout(:,4))])
title('Product')
hold off
% set(gcf,'PaperUnits','inches','PaperPosition',[0 0 15 12])
% print -dtiff regresion.tiff -r1000
%función para la solución de la ecuación diferencial y reducción del error
%entre los datos del modelo y datos experimentales
function err = lverr(p)
global tt B P S1 S2 w1 w2 w3 w4 x0;
params = [p(1) p(2) p(3) p(4) p(5) p(6) p(7) p(8) p(9) p(10) p(11) p(12)
p(13) p(14)];
% options = odeset ('RelTol',1e-3,'AbsTol',1e-3);
% options = odeset(options,'Stats','on','Events',@events);
td=[0:1.25:89]';
[t,yout]=ode45(@lvrhs,tt,x0,[],params);
err
=
norm(yout(:,1)-B)^2+norm(yout(:,2)-S1)^2+norm(yout(:,3)S2)^2+norm(yout(:,4)-P)^2;
%funcion que contiene las ecuaciones diferenciales
function valo = lvrhs(t,yout,p)
D. Anexo: Código Matlab para optimización de parámetros y proceso
133
mu=(p(1)*(yout(2)/(p(2)+yout(2)))*(yout(3)/(p(4)+yout(3)))*(1(yout(2)/p(3)).^p(8))*(1-(yout(3)/p(5)).^p(9)));
phi=mu*yout(1);
Xt=phi;
S1t=-(((1/p(10))*mu)+p(13))*yout(1);
S2t=-(((1/p(11))*mu)+p(14))*yout(1);
Pt=(p(12)*mu)*yout(1);
valo =[Xt S1t S2t Pt]';
D-2. Optimization De Proceso
clear all
global feed h N Z0 interv Sfc Sfn t feedmax
aux3=cputime;
% CONCENTRACIONES INICIALES
X0 = 6.3;
% concentración inicial de biomasa
(g/l)
P0 = 0.5;
% concentración inicial de PHA
(g/l)
Sc0 = 10;
% concentración inicial de F.C. aceite vegetal
(g/l)
Sn0 = 1.3;
% concentración inicial de F.N. sulfato de amonio
(g/l)
% PARAMETROS DO PROCESSO
V0
=4;
% Volumen inicial del reactor
(litros)
t0
= 24;
% tiempo inicial del proceso
(horas)
temptotal= 96;
% tiempo total de fermentación (horas)
Sfc = 40;
% concentración de sustratos alimentados
(g/l)
Sfn = 4;
feedmax=1200;
% limite de tasa de alimentación (g/h)
N
= 3;
% intervalos de discretizacion (iguales)
feed=ones(1,N)*10; % valor inicial de alimentación para optimización
% datos iniciales para la primera integración
Z0=[X0 P0 Sc0 Sn0 V0];
% intervalos de tiempo
h=(temptotal-t0)/N;
%limites inferiores y superiores para optimización
VLB=zeros(1,N);
aux2=ones(1,N);
VUB=aux2*feedmax;
OPTIONS=optimoptions('fmincon','Display','iter','DiffMaxChange',30,'MaxF
unEvals',10000,'TolX',0.001);
feed0=feed;
feed=fmincon('FUN1',feed,[],[],[],[],VLB,VUB,[],OPTIONS);
tiempo_calculo=cputime-aux3
% FUNCION PARA RESOLVER ECUACIONES DIFERENCIALES
function dY=modelo(t,Y,FLAG,feed)
global interv Sfc Sfn
% PARAMETROS DEL MODELO
mumax=0.355;
13
4
Modelamiento matemático y optimización del proceso de producción de
PHAs empleando B. cepacia B27 a partir de ácidos grasos.
Ks=4.19;
Kn=2.23;
Kis=199;
Kin=10;
a1=1.23;
a2=0.42;
Yxps1=0.88;
Yxs2=11.50;
ms1=0.0016;
ms2=0.0035;
Kp=0.98;
c=12.9;
b=1.27;
% ASIGNACION DE VALORES A LAS VARIABLES
X=Y(1); P=Y(2); Sc=Y(3); Sn=Y(4); Vol=Y(5);
% modelo
mu=mumax*(Sc/(Ks+Sc))*(Sn/(Sn+Kn))*(1-(Sc/Kis)^a1)*(1-(Sn/Kin)^a2);
phi=mu*X;
dX = phi - X/(Sfc*Vol)*feed(interv);
dP = (Kp*mu)*X -P/(Sfc*Vol)*feed(interv);
dSc = -(((1/Yxps1)*mu)+ms1)*X + (1-Sc/Sfc)*feed(interv)/Vol;
dSn=
-(((1/(c*(Sc/Sn)/(b+(Sc/Sn))))*mu)+ms2)*X
+
Sn/Sfn)*feed(interv)/Vol;
dV = feed(interv)/Sfc;
dY=[dX dP dSc dSn dV]';
% FUNCION OBJETIVO PARA LA OPTIMIZACION
function [F,G]=FUN1(feed)
global h N Z0 interv feedmax
% INTEGRACION POR R-KUTA
Y0=Z0;
H=[];
L=[];
feedot=[];
for interv=1:N;
ti=(interv-1)*h;
tf=interv*h;
tspan=[ti,tf];
[t,Y]=ode23s('modelo',tspan,Y0,[],feed);
% captura y ordenamiento de resultados
H=[H;Y];
L=[L;t];
% integración siguiente a la solución anterior de intervalo
aux=size(Y,1);
Y0=Y(aux,:);
feedot=[feedot;feed(interv)];
end
feedot=[feedot;feed(interv)];
fin=size(Y,1);
% función objetivo (minimizar)
(1-
D. Anexo: Código Matlab para optimización de parámetros y proceso
135
F=-(Y(fin,1));
%restricción de volumen final
G=Y(fin,4)-10;
Y=H;
t=L;
%GRAFICAS DE RESULTADOS
subplot(2,2,1),plot(t,Y(:,1)),ylabel('Biomasa
(g/l)'),
xlabel('Tiempo
(h)') %, hold on
%
plot(tsim,Xvsim,'r--'), hold off;
subplot(2,2,2),plot(t,Y(:,2)),ylabel('Producto
(g/l)'),
xlabel('Tiempo
(h)')
subplot(2,2,3),plot(t,Y(:,3)),ylabel('Sustrato
(g/l)'),
xlabel('Tiempo
(h)')
subplot(2,2,4),stairs(feedot)
ymin=0; ymax=feedmax;xmin=1; xmax=N+1;
axis([xmin xmax ymin ymax]),ylabel('flujo masico de alimentación.
(g/h)'), xlabel('intervalos');
drawnow;
E. Anexo: Publicaciones