DISEÑO Y CALCULO DE
COMPRESORES
AUTOR
INGENIERO INDUSTRIAL
PEDRO A GOMEZ RIVAS
Compresor.
Es una máquina que fundamentalmente se utiliza para elevar
la presión de un gas pasando de presión baja a otra más alta.
Una variante de ésta máquina sirve tambien para producir
vació; sin embargo, no estudiaremos esta variante porque la
demanda para ésta utilización es muy escasa.
Grupo de compresor autónomo.
Es un grupo completo montado en un patín y está formado
por el accionamiento primario, compresor, aparatos
necesarios para la refrigeración, depuradores, colectores de
humedad, mandos de seguridad y tuberías. O sea, un grupo
completo para conectarlo con las tuberias de aspiración o
descarga.
Usos de un compresor.
Un compresor se utiliza en:
1. Transferencia de gas desde pozos productores de baja
presión hasta las Plantas de Procesamiento.
2. Comprimir gas para devolverlo a la formación petrolífera
con el objetivo de mantener presión o aumentar la
presión del yacimiento.
3. Devolver el gas a la formación cuando el propietario
desea reducir la proporción gas-petroleo. Algunos
estados limitan la cantidad de gas que se puede
producir o vender por barril de petroleo producido. Por
lo tanto, el propietario de los pozos que producen
demasiado gas por barril de petróleo tiene que devolver
parte del gas al yacimiento para obtener más petróleo.
4. Transferir gas para llevarlo al punto de consumo.
5. Aumentar presión en tubería de almacenamiento.
6. Comprimir aire para distintos usos en todas las
industrias.
Compresor reciprocante
Compresor reciprocante es una máquina que comprime el gas
mediante el desplazamiento de un piston dentro de un
cilindro. A continuación describiremos el ciclo ideal y el real
en un compresor reciprocante.
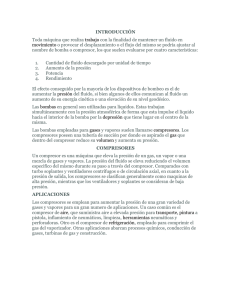
CICLO
D
P2
IDEAL
C
P
R
E
S
I
O
N
P1
A
B
V2
V1
VOLUMEN
En el ciclo ideal de la compresión, la descarga del gas
comprimido es 100%. El vector A-B representa el movimiento
del stroke o carrera de succión en el cual el gas empieza a
ingresar al cilindro a travez de la válvula de succión hasta el
volumen V1 que es el volumen total del cilindro de
compresión, durante éste movimiento la presión P1
permanece constante y es igual a la presión en la succión o
tubería de carga al compresor.
En el punto “B”, la fuerza desarrollada por el motor del
compresor actua positivamente y comprime el gas hasta el
punto “C” en el cual se alcanza la presión deseada de
descarga P2 y es éste el momento en el cual la válvula de
salida se abre permitiendo la transferencia total del gas del
cilindro de compresiónal sistema en el punto D. Como
asumimos que estamos operando un compresor ideal o
perfecto que nos permite hacer una compresión ideal, el
punto “D” corresponderá a un volumen de cero cuando se
cierran las válvulas de salida. Aquí empieza el retorno del
pistón, pasando del punto “D” al punto “A” y de la presión P2
a la presión P1 idealmente, ya que al llegar al punto “D”,
como el volumen es cero, no habrá moléculas remanentes de
gas y la presión, en éste instante, no tendrá ningún valor,
luego tan pronto se abran las válvulas de entrada de gas en el
punto “A” la presión será la de carga o succión al compresor,
“P1”, iniciándose nuevamente el ciclo de compresión.
En la realidad los equipos de compresión no son perfectos, ni
se puede pensar en una compresión ideal, por lo que es mejor
analizar el ciclo real que sucede en un compresor
reciprocante, modelo más conocido en el campo petrolero.
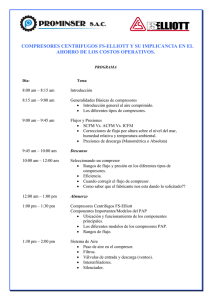
CICLO
6
P
R
E
S
I
O
N
REAL
3
2
CLEARANCE
4
0
VOLUMEN
5
1
CICLO REAL
DE
COMPRESION
Posición 1
INICIO DEL STROKE O
CARRERA DE COMPRESIÓN
VÁLVULAS DE SUCCIÓN
Y DESCARGA CERRADAS
Posición 2
APERTURA DE VÁLVULA
DE DESCARGA
Posición 3
INSTANTE FINAL DEL STROKE
O CARRERA DE COMPRESIÓN
E INICIO DEL STROKE
O CARRERA DE DE SUCCIÓN.
VALVULAS DE SUCCIÓN O CARGA
Y DESCARGA CERRADAS.
Posición 4
VÁLVULAS DE SUCCIÓN
O CARGA ABIERTAS
En las figuras de los ciclos ideal y real se puede observar
claramente las diferencias en diagramas. Complementamos la
explicación con el gráfico de posición del pistón en cada uno
de los puntos del ciclo real de compresión que podemos
observar en cualquier comprsor reciprocante.
Posición 1
Este es el inicio del stroke o carrera de compresión. El
cilindro está lleno de gas a la presión de succión. El pistón
empieza a desplazarse para llegar a la posición 2, el gas es
comprimido por éste
desplazamiento del pistón y está
representado por el tramo curvo 1-2.
Posición 2
En éste punto la presión del cilindro supera en un diferencial
a la presión existente en la tubería de descarga. Este
diferencial origina la apertura de la válvula de la descarga. La
descarga o transferencia de gas continúa hacia la tubería .
Esta acción está representada por el
tramo 2-3 en el
diagrama y por el cambio de posición del pistón desde la
posición 2 a la posición 3.
Posición 3
En ésta posición, el pistón completó toda la descarga o
transferencia del gas desde el cilindro de compresión hasta la
tubería ó linea de descarga. En éste instante termina el
stroke o carrera de descarga.
Es obvio que el diseño de un compresor no pueda lograr un
acoplamiento perfecto de las superficie circular del pistón y el
extremo del cilindro, éste es el origen del volumen remanente
de gas, el cual recibe el nombre de CLEARANCE VOLUMEN 0
VOLUMEN MUERTO.
Al empezar el retorno del pistón, la presión dentro del cilindro
será mayor que la presión de succión, porque el volumen
muerto o volumen clearance está a la presión de descarga, y
se irá expandiendo (Ley de Boyle)
con la consecuente
disminución de presión a lo largo de la curva 3-4, hasta llegar
a la presión de succión en el punto 4.
Posición 4
En éste punto, al estar la presión del cilindro igualizada con
la presión de succión o de carga al compresor, y empezar el
stroke o carrera de succión, se produce la apertura de la
válvula de succión permitiendo el ingreso del gas al cilindro.
Esta acción está representada por el tramo 4-1.
La compresión del gas natural origina tambien incremento de
temperatura, éste incremento de temperatura hace necesario
enfriar el gas para que pase a la siguiente etapa de
compresión a la temperatura adecuada.
Despues de la exposición de los ciclos ideal y real de
compresión pasamos a conocer otros conceptos necesarios
para poder calcular un compresor
de gas.
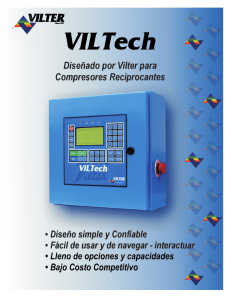
Desplazamiento del pistón: “PD”
Es el volumen de gas natural desplazado por el pistón en su
desplazamiento desde la Posicion 1 (botton dead center) hasta
la posición 3 (top dead center). El “PD” se expresa
normarmente en pies cubico por minuto, PCM.
En el caso de los cilindros de doble acción se incluye el
barrido de la otra superficie del cilindro descontando el
volumen del eje (Piston Rod Displaces). Su ecuación es:
AHE x S x RPM
PD = --------------------1728
donde:
AHE =
S
=
RPM =
PD =
Area HE del pistón
Stroke, inches
Revoluciones x minuto
PCM, pies cubicos por minuto
Para un cilindro de Doble Acción, el PDDA es:
PDDA
ACE x S x RPM
AHE x S x RPM
= --------------------- + --------------------1728
1728
Esta ecuación podemos reducirla:
PDDA
S x RPM x 2
AR
= ------------------- x [ AHE - ----- ]
1728
2
donde
AR = Area Rod
HE = Head End
CE = Crank End
Los valores PD vienen tabulados en función de los otros
parámetros, S, RPM, Areas.
PISTON DE
HEAD END
COMPRIME A
LA IDA
DOBLE
ACCION
CRANK END
COMPRIME A
LA VUELTA
Relación de compresión.
Llamada tambien THE COMPRESSION RATIO, (R)
se define como la relación de la presión absoluta de descarga
entre la presión absoluta de la succión o carga de un cilindro
compresor.
En el gráfico del ciclo real de compresión, el trazo 2-3
representa la presión de descarga y el trazo 4-1 representa la
presión de succión o carga al cilindro compresor.
Espacio muerto
Llamado tambien CLEARANCE VOLUMEN, (CL) es el volumen
remanente en el cilindro compresor al final del stroke o
carrera de descarga. En el gráfico del ciclo real el punto 3 el
volumen del espacio muerto. Este incluye el espacio entre el
final del pistón y el cabezo del cilindro, el espacio libre en las
válvulas de succión y descarga, entre estas y sus respectivos
asientos.
Porcentaje de espacio muerto
Llamado tambien PERCENT CLEARANCE, (% CL) es el
volumen de espacio muerto, pero expresado como porcentaje
del desplazamiento del pistón. Por ésta razón el término por
ciento del espacio muerto está representado así:
Vc (Espacio muerto en inch3)
% CL ( % Espacio muerto) = ----------------------------------------PD (Despzmto del pistón en inch3)
En los cilindros de Doble Acción el porcentaje de Clearance
para cada lado de la acción del pistón es diferente y el
porcentaje final será igual a la suma de los espacios muertos,
entre la suma de los PD ( descontando el volumen del ROD o
barra del pistón.
Para el cálculo indpendiente utilizaremos:
% CLHE
% CLCE
VcHE
(ida) = ------- x 100
PDHE
VcCE
(vuelta) = ------- x 100
PDCE
Las unidades en estas ecuaciones están en pulgadas cúbicas
y pies cúbicos por minuto.
Constante K de los gases.
Es un valor adimensional que se obtiene de la relación entre
calores específicos:
Cp
K = ---------Cv
Donde
Cp = Calor específico a presión constante
Cv = Calor específico a volumen constante
Esta ecuación permite la igualdad
PVK = Constante
Eficiencia volumétrica
Se representa por “Ev” y como su nombre lo indica sirve para
medir la eficiencia volumétrica de un cilindro compresor.
La Eficiencia Volumétrica es afectada por el Espacio Muerto
(CL).
El efecto está en función de la Razón de Compresión (R) y de
las carácterísticas del gas que dependen de la conastante K
La formula para encontrar el porcentaje de la Eficiencia
Volumétrica es:
P2
% Ev = 100 – R - %CL ( (----)1/K - 1)
P1
esta ecuación puede ser derivada del diagrama “PV”
DIAGRAMA
PV
3
P2 , P3
2
P
R
E
S
I
O
N
4
1
P1 , P4
V3
V4
V2
VOLUMEN
Volumen Desplazado……………… VD = V1 – V3
Volumen inducido dentro del cilindro = V1 – V4
V1
V1 – V4
Entonces: Ev = --------VD
V3
Si => CL = ---- (expresado como fracción)
VD
Entonces -----> V3 = CL x VD
De la ecuación VD = V1 – V3, despejamos V1 = VD + V3
Y en ésta ecuacion reemplazamos V3.
V1 = VD + CL x VD
=
P3 x V3k
P4 x V4K
P3
V4k
---=
----K
P4
V3
Elevamos los dos términos de la ecuación a 1/k
V4
---V3
P3
= ( ----- )1/K
P4
Pero , en el diagrama PV podemos ver lo siguiente
P2
=
P3
y
P1
=
P4, entonces
P2
V4
= V3 ( ----- )1/K
P1
Reemplazamos el valor de V3
V4
= CL x VD
P2
( ----- )1/K
P1
La Eficiencia Volumétrica es :
Ev
=
V1 - V4
----------VD
En ésta ecuación reemplazamos el valor de V1 y V4 y
tenemos:
(VD + (CL x VD)) - (CL x VD x (P2/P1)1/K )
Ev = -------------------------------------------------------VD
Eliminando VD, nos queda:
Ev = 1 + CL
-
(CL x (P2/P1)1/K )
Ordenamos para sacar el factor CL y tenemos
Ev = 1 - (CL x (P2/P1)1/K ) + CL
Sacamos el factor común CL y la Eficiencia Volumétrica es:
Ev = 1- CL ( (P2/P1)1/K - 1 )
Ecuación basada en el diagrama PV no toma encuenta los
factores que afectan la Eficiencia Volumétrica del cilindro
compresor, por debajo de las reales condiciones de operación.
No debemos olvidar que en la práctica, las presiones dentro
del cilindro son ligeramente mayores que las presiones de
succión y descarga en las bridas por efectos de “▲ Ps” (caida
de presión).
La linea de reexpansión real, tiene un poco más de pendiente
que la linea de compresión y el calor residual dentro del
cilindro tiende a transferirse al gas de succión.
Por ésta razón se adiciona el factor “RC” (razón de compresión
a la ecuación ideal, calculada anteriormente, con la finalidad
de compensar los efectos de los factores de variación
mencionados antes.
En consecuencia, la ecuación final de porcentaje de eficiencia
volumétrica se convierte en:
% EV = 100 – R - %CL ( R1/k - 1 )
Potencia (Horsepower)
La potencia requerida para un cilindro compresor depende de
la cantidad neta de trabajo que se necesita durante un ciclo
completo de compresión.
Las pruebas reales efectuadas en talleres y laboratorio,
permiten preparar, curvas de potencia por unidad de
volumen. Estas curvas tienen como entradas la Relación de
compresión RC y el valor “K” del gas natural comprimido.
Leyes de los Gases Ideales
Las leyes de los gases ideales nos permiten analizar el
comportamiento de los Gases Ideales.
Concepto de Presión Absoluta
La Presión Absoluta es igual a la suma de la Presión
Manómétrica más la Presión Atmosférica tomada a nivel del
mar, es decir 14.73
PABS = Pman + 14.73
Concepto de Temperatura Absoluta
La temperatura absoluta se expresa en grados Rankine y se
calcula sumando 460º a la temperatura real medida en
grados Fahrenheit.
TABS RANKINE = Treal en Fahrenheit + 460º
Ley de Boyle
“A temperatura constante ( en termodinámica se conoce como
proceso isotérmico) el volumen de un gas es inversamente
porporcional a la presión absoluta”.
Ley de Boyle
V1
P2
--- = ----V2
P1
Ley de Charles
“A presión constante ( en termodinámica se conoce como
proceso adiabático) el volumen de un gas es directamente
proporcional a la temperatura absoluta:
V1
T1
--- = --V2
T2
Ley de Charles
Ley combinada de de las Leyes de Boyle y Charles
P1 V1
------T1
P2 V2
= -------T2
Ecuación Característica de un gas perfecto
Esta ecuación es necesaria para las conversiones entre pesos
y volúmenes de los gases.
PV = WRT
Donde:
Presión Absoluta en PSIA
Volumen en Pies cúbicos
Libras
Temperatura Absoluta ºR
1545
R = --------------------------Peso molecular del gas
P =
V =
W =
T =
Calculo de la constante K
El valor K de un gas está en función de la relación de los
calores específicos a presión constante y a volumen
constante.
K = CP / CV
De la ecuación anterior tenemos:
K = MCP / MCV
Por otro lado recordamos que para todos los hidrocarburos
gaseosos tenemos:
MCV = MCP - 1.986
Este valor de MCV lo reemplazamos en la ecuación de K y
tenemos:
MCP
K = -----------------MCP - 1.986
Donde:
M
= Peso Molecular
MCP = Capacidad Molar calórica a presión constante
MCV = Capacidad Molar calorica a volumen constante
1.986= Constante para todos los hidrocarburos gaseosos
Con ésta ecuación es posible calcular el valor K conociendo
sólo la Capacidad Calórica a presión constante, (MCP).
Existen tablas, como la siguiente, donde figuran los valores
de MCP correspondiente a la temperatura asumida durante la
compresión de 150 ºF.
Nombre
Metano
Etano
Propano
I Butano
N Butano
I Pentano
N Pentano
Hexano
Heptano
Formula MCP a 150 ºF
CH4
C2H6
C3H8
C4H10
C4H10
C5H12
C5H12
C6H14
C7H16
8.97
13.78
19.58
25.82
26.16
32.20
32.39
38.70
45.00
Ejemplo del valor K par una mezcla gaseosa
Encontrar el valor de la constante K para la siguiente mezcla
Nombre
Símbolo
%
Metano
Etano
Propano
I Butano
N Butano
I Pentano
TOTAL
C1
C2
C3
i - C4
n -C4
I - C5
92.16
4.88
1.85
0.39
0.55
0.17
100.00
Solución:
Tabla para cálculo de constante K
A
Nombre
Metano
%
92.16
B
B=A/100
Fracción molar
0.9216
Etano
Propano
4.88
1.85
0.0488
0.0185
13.78
19.58
0.672
0.362
I Butano
N Butano
0.39
0.55
0.0039
0.0055
25.82
26.16
0.101
0.144
I Pentano
N Pentano
0.17
0.00
0.0017
0.0000
32.2
32.39
0.055
0.000
Hexano
Heptano
0.00
0.00
0.0000
0.0000
38.7
45
0.000
0.000
100.00
1.0000
Total
valor K =
MCp/ (MCp - 1.986) =
C
D
D=BxC
MCp a 150 ºF
8.97
8.267
9.6008
1.260809133
1.26
Tipos de Compresores
Existen cuatro tipos de compresores conocidos.
-
Axiales
Rotativos
Centrífugos
Reciprocantes
Compresores Axiales
Estan compuestos por dos grupos de hojas axiales, un grupo
axial rota mientras el otro permanece estacionario. El gas
circula en forma paralela al eje de rotación del compresor.
En precio, estos equipos son mas económicos que los
centrífugos cuando su aplicación se hace para transferir
caudales mayores a 70 MPC (mil pies cúbicos por minuto).
Son compresores de tamaño pequeño pero su eficiencia es
ligeramente mayor que las centrífugas.
Eficiencia de compresión: Entre 75 y 82 % .
Compresores rotativos
Existen dos tipos de compresores rotativos:
1.- Compresores rotativos de alta presión.
2.- Compresores rotativos de baja presión.
Compresores rotativos de alta presión (mas de 125 psig)
Están conformados por dos hélices rotativas que giran dentro
de un ambiente cerrado sin entrar en contacto. Son
compresores de bajo costo y tiene una eficiencia mayor que
los compresores centrifugos equivalentes tipo centrífugos. No
son muy sensitivas a las propiedades del gas, pueden
comprimir gas ligeramente sucio.
La desventaja más notoria pero que la tecnología está
logrando controlar es el ruido que hacen al funcionar.
Eficiencia de compresión: Entre 75 y 80 %.
Compresores rotativos de baja presión (hasta 125 psig)
Difieren de los anteriores en el diseño mecanico de las hélices
rotativas. El costo es menor que los de alta presión por la
metalurgia de los materiales. La eficiencia de compresión
varía entre 75 y 80 %.
Compresores centrífugos
Están compuestos por uno o varios impulsores que giran a
altas revoluciones (+ de mil RPM) dentro de la caja de
impulsores (casing). El caudal que circula dentro de la caja
de impulsores es de tipo continuo.
La alta velocidad, típica en éstos compresores, hace posible
comprimir volúmenes de gas natural superiores a los 100
mpcd y el tamaño del equipo no requiere gran espacio en
planta.
Se caracterizan por operar durante periodos largos de
operación (+ de 18000 horas de trabajo) sin requerir
Reparación Mayor.
La alta velocidad de trabajo hace sensible a la densidad del
gas, peso molecular y a la constante politrópica del gas.
El efecto más significativo es el incremento de la constante
politrópica del gas originado por la disminución en la
densidad o disminución en el peso molecular. La
consecuencia inmediata es la variación de la Relación de
compresión (R).
La Eficiencia de compresión varía entre 70 y 78 %.
Compresores reciprocantes.
Los compresores reciprocantes tienen ventajas operativas que
los han ubicado como los más conocidos en el campo de la
Industria del crudo y del gas natural.
Están compuestos por pistones que se desplazan dentro de
los cilindros hasta que las válvulas de descarga y de succión
actúen de acuerdo con el diseño.
Este tipo de compresor es de menor precio y de mayor
eficiencia que los otros modelos en las operaciones de campo.
En el campo de Talara y Selva del Perú se utilizan desde 1960
los compresores reciprocantes.
Ventajas de un compresor reciprocante
Las ventajas de un compresor reciprocante
siguientes:
son
las
- Capacidad adaptable en la industria petrolera
- No son muy sensibles a las cambios de las características
del gas.
- Permite controlar cargas intermitentes.
- Son económicos para operaciones de alta presión.
Capacidad adaptable a requerimientos.
Se adaptan facilmente a los requerimientos de Refinerias,
Plantas de proceso de gas natural y sistemas de recolección
de gas en campo, en función de los volúmenes de gas
disponibles pueden diseñarse con cilindros de diferente
tamaño y de 1,2 ó 3 etapas. Son accionados por motor a gas
o motor eléctrico acoplados directamente. Tambien hay
modelos integrales (un sólo cigueñal mueve a motor y
compresor. El diseño de cada etapa permite intercalar
enfriadores y separadores de condensado cuyo valor es
significativo.
No son muy sensibles a las cambios de las características
del gas.
El compresor reciprocante es de desplazamiento con simple o
doble acción, este desplazamiento de ir y venir origina un
caudal constante pero no continuo como los centrífugos.
Comprimen el mismo volumen de gas a los mismos niveles de
presión independiente si lo que comprimen es hidrógeno o
butano. Esta característica es de importancia fundamental en
los campos de petróleo porque permite comprimir gas aunque
la composición del gas sufra alguna variación en su
composición y porque permite reubicar físicamente el equipo
de un lugar a otro según la producción de gas natural.
Si comparamos con un centrifugo, el diseño y tamano del
centrifugo requería mayor número de impulsores para llegar
a igual descarga que un reciprocante.
Pero tambien debemos señalar que la tecnología continúa con
los avances y está logrando acortar las diferencias entre uno
y otro modelo.
Permite controlar cargas intermitentes.
El diseño de cada etapa permite manejar manual y
eficientemente las cargas intermitentes. Esta ventaja es
significativa considerando que la producción de gas en los
reservorios es constante pero el caudal no es continuo. Se
usan Bolsillos ( Clearance pockets o válvulas aliviadoras de
succión), que minimizan las pérdidas de potencia.
Son económicos para operaciones de alta presión.
Existe la tendencia a no usar los centrífugos en sistemas de
alta presión porque los caudales en alta presión son bajos y
los centrífugos tiene impulsores que mueven caudales altos.
La aplicación de los reciprocantes en los sistemas de alta
presión es muy apropiada en rangos de 2500 hasta 50000
psig.
Desventajas de los compresores reciprocantes
- Periodos cortos de operación continua.
- Problemas de pulsación y vibración.
- Factor de servicio menor al 100 %.
Periodos cortos de operación continua.
Si los compresores reciprocantes usan válvulas de metalurgia
antigua, los mantenimientos de operación se incrementan.
SERVICIO
Gas sucio
Gas limpio
Aire
MESES ENTRE PARADAS
2a3
4a6
6 a 10
Estos periodos se acortan si el motor es de combustión
interna y no se hace mantenimiento predictivo.
En algunas empresas para superar este cuadro, se opta por
compresores SPARE ( de repuesto o de reemplazo ).
Actualmente los grandes avances en investigaciones de
metalurgia y en modelos de válvulas, hacen posible la
fabricación de válvulas termoplasticas y por otro lado el
analisis predictivo aplicado en los motores de combustión
interna han revolucionado los tiempos de parada de los
equipos.
Problemas de pulsación y vibración.
Los movimientos de los pistones en los cilindros originan
caudales constantes pero no continuos, además los caudales
de succión en algunos casos no son continuos originan
vibraciones que incrementan el desgaste de las piezas. Los
avances en análisis de esfuerzos y vibraciones permiten
diseñar bases con perfiles de acero rellenados parcialmente
con concreto armado principalmente debajo del motor y
compresor. Estos equipos ya no necesitan construir bases
profundas y costosas.
Se puede completar, si el caso lo requiere, con instalación de
botellas de pulsación (DAMPERS).
Factor de servicio menor al 100 %.
El origen del factor de servicio menor al 100 % se origina por
los tiempos de parada para mantenimiento, teniendo en
cuenta que una reparación mayor se hace en un periodo de 5
a 14 días en función de la potencia del equipo. Los
porcentajes del factor de servicio varían de 93 % en equipos
que comprimen gas sucio hasta 98 % en equipos que
comprimen gas limpio. El uso de gas combustible que viene
directamente de los separadores de las baterías de
producción origina carbonización rápida en las válvulas de
los motores de combustión interna. El uso de este gas
representa un ahorro para el área operativa pero incrementa
los costos de mantenimiento. Costos que afectan la
rentabilidad de las compañías dedicadas al mantenimiento de
los equipos. Por ésta razón es recomendable utilizar gas
comprimido, filtrado y enfriado, para que la combustión sea
lo más limpia posible.
Diseño de compresores
Para diseñar un compresor un comprsor se requiere
básicamente conocer la composición, volumen, temperaturas
de entrada, presiones de succión y descarga, y altura sobre
nivel del mar.
Consideraciones Generales
Las siguientes son las consideraciones básicas:
Presion
Temperatura
Motores
Sobrecargas
Relación de compresión
Enfriamiento interetapas (intercooler)
Aire de arranque
Presión
En la tabla siguiente podemos observar la presión de trabajo
y el tipo de material para gas no corrosivo.
Tipo de cilindro
Cast iron (hierro colado o
fundido)
Cast iron nodular
Cast Steel (acero fundido)
Refined Steel (acero refinado)
Se aplican aleaciones.
Presión de trabajo (Psig)
Hasta 1000
Hasta 1500
HastA 2500
Encima de 2500
Para seleccionar el tipo de material cuando estamos en la
presencia de gas corrosivo, se hace tratamiento químico del
gas o se slecciona material de acuerdo con las normas de
AGA y API.
Es indispensable instalar una válvula de seguridad en cada
etapa, previendo la generación de altas presiones no
controlables. El diseño de cada válvula implicará calibración
con un valor de asentamiento de 10 % como mínimo. Por
ejemplo, si un etapa está descargando a 300 psig, la válvula
de seguridad debe actuar a 330 psig, caso contario se pone
en peligro inicialmente el motor porque generará mayor
potencia si es que su caballaje lo permite o puede fallar
quebrando brazos de biela. Por ejemplo si tenemos un
compresor de 6 etapas diseñado con 15 psig de succión y
5000 de descarga, pero lo hacemos trabajar con 20 psig de
succión, estaremos sobrecargando el motor en un 25 % , lo
que significa riesgo alto para el motor. La posible rotura pone
en peligro no sólo el motor sino las instalaciones cercanas.
Si se trata del cilindro de primera etapa debemos cuidar que
la presión no supere la calidad del material, es posible que se
originen recalentamientos que posteriormente produzcan
fallas por fatiga de material.
La válvula de seguridad en el cilindro de descarga debe estar
calibrada con 25 psig encima de la presión de descarga. En
algunos casos por necesidades de operación se asienta a
mayor presión, lo cual origina riesgos que no deberían
presentarse.
Temperatura
Si la potencia requerida supera los 100 HP , no debe superar
los 350 ºF porque encima de ésta tempertura se alteran las
propiedades de los lubricantes y es temperatura crítica para
los cilindros de hierro fundido.
La temperatura mínima para los lubricantes es –40 ºF,
porque si se trabaja con temperaturas más frias se requiere
compresores sin lubricación.
Las temperaturas de descarga de cada etapa debe
especificarse en función de las condiciones de operación, ésta
especificación influye en el diseño del enfriador del gas.
Motores
Los compresores reciprocantes operan entre 350 y 950 rpm,
velocidad que hace posible acoplar directamente los
compresores a motores de combustión interna o a motores
eléctricos con reductor de velocidad. Las turbinas no son
recomendables por la alta velocidad que desarrollan.
BHPs mínimos requeridos por un motor
(BHP Normal del compresor) (Factor de carga)
BHP (mín requeridos) = ----------------------------------------------------------Eficiencia mecánica de la transmisión
Sobrecargas
Cualquier incremento en la presión de succión o de carga al
compresor resulta en sobrecarga al motor. Por ésta razón
debe operarse el compresor con un regulador de presión en
muy buen estado y con filtro (gorro de bruja) instalado en la
tubería o línea de carga.
Relación de compresión
En general la relación de compresión recomendada es de 5.0.
sin embargo algunos fabricantes aplican mayores relaciones
de compresión porque tienen materiales y diseños patentados
que les permite aplicarlas. Se llega algunas veces a encontrar
Relaciones de Compresión de hasta 7.8 en compresores de
aire que cargan con cero psig y descargan 100 psig.
La Relación de compresión va ligada directamente al diseño
de resistencia de la barra del piston (ROD)
Enfriamiento interetapas ( intercooler )
El enfriamiento es necesario siempre y cuando la
temperatura no exceda los 350 º F porque si es mayor
definitivamente el conjunto motor compresor no podrá
trabajar por los peligros que representa en el material del
cilindro de la primera etapa y en la estructura de los
componentes de los lubricantes.
El diseño de los enfriadores implica un sistema cerrado con
agua tratada químicamente y de radiadores con tubos por
donde circulan gas calente y tubos por donde circula agua
caliente que se enfriarán por la acción de los ventiladores
movidos por el mismo motor del compresor o por motores
auxiliares. Es importante la dirección del viento para que los
ventiladores trabajen adecuadamente en campo.
El enfriamiento interetapas origina condensación de
hidrocarburos como propano, butano, pentano, hexano y
gasolina liviana y agua cuyo valor por barril supera los 10
dólares.
El tratamiento del agua de enfriamiento es muy importante
porque incide directamente en el tiempo de vida util de los
tubos del enfriador. El costo de un panel radiadores supera
los mil dólares. Algunos equipos necesitan varios paneles de
tubos aleteados.
Si se enfría correctamente el gas se puede ahorrar entre 3 y 5
% de los BHPs requeridos.
Requerimientos para el arranque de un compresor
Las investigaciones científicas y los avances tecnológicos en el
diseño de los arrancadores han hecho posible que las
presiones de gas o de aire para arranque de los motores de
combustión interna baje de 250 psig hace unos 15 años
hasta 150 psig actualmente.
Algunas empresas utilizan gas comprimido, pero la tendencia
es a eliminarlo por los riesgos que respresenta. Es obvio que
el adecuarse a las normas actuales implica inversiones
adicionales que cada empresa debe evaluar debidamente.
Es importante que el aire o gas utilizados no tengan
presencia de líquidos.
En otros casos se utilizan un conjunto de baterías para
arranque de los motores de combustión interna
Fórmulas auxiliares
Determinar la temperatura del gas en la descarga.
Se utiliza la siguiente fórmula:
K-1
T2 = T1 x Rc( -------)
K
Donde:
T2 = Temperatura de salida ºRanquine
T1 = Temperatura de entrada ºRanquine
Rc = Relación de compresión (sin unidad)
K = Constante del gas ( sin unidad )
Determinar el número de etapas de un compresor.
Para determinar el número de las etapas de un compresor
multicilindrico se utiliza la siguiente ecuación:
n
Pn
Po
Donde: Re
n
Pn
Po
=
=
=
=
Relación de compresión
Número aproximado de etapas
Presión final de descarga
Presión inicial de succión
Cálculo de un compresor de etapa simple de etapa simple
Información:
1.- Capacidad requerida: 10,500 MSCFD (medidos a 14.7 psig
y 60 ºF
2.- Condiciones de presión: Presión de succión = 5 Psig
Presión de descarga = 40 Psig
3.- Temperatura de Succión = 90 ºF
4.- Constante del gas K = 1.25
5.- Locación: 3000 pies de altura sobre el nivel del mar.
Calcular:
I .- Tipo, caballaje, y número de compresores requeridos
II.- Tamaño, clase y número de cilindros de compresión para
cada máquina.
III.- Capacidad controlada.
Solución
Necesitamos la presión atmosférica a 3000 pies de altura.
Revisamos gráfico y encontramos que a 3000 pies de altura ,
la presión atmosférica es 13.1 psig, entonces:
5 + 13.1 = 18.1 psig
P1 =
P2 = 40 + 13.1 = 53.1 psig
La relación de de compresión será:
53.1/18.1 = 2.93
y con el dato de Rc, calculamos la temperatura final aplicando
la ecuación:
K-1
T2 = T1 x Rc( -------)
K
Aplicamos el programa y tenemos
Cálculo de temperatura de descarga
Temperatura de succión
90
Relación de compresión
Constante del gas
Constante menos uno
(K menos 1) / k
Rc elevado a { (k - 1)/K }
T2 = T1 por Rc elevado a {(k-1)/k}
T final
F
=
=
460
550 Rankine
= 2.9337
=
1.25
=
0.25
= 0.200
= 1.24018
=
Grados Rankine
682
=
Grados F
222
BHP requeridos por Millón de pies cúbicos
Revisamos la curva respectiva y encontramos que para Rc
igual a 2.93 y Constante del gas K = 1.25 se necesitan 64.9
BHP por cada MMCFD. Debemos encontrar el volumen a
14.4 psig (presión en curva revisada) y a la temperatura de
succión. Aplicamos el programa
Cálculo del volumen a la temperatura de succión
Volumen a las condiciones de medición
Temperatura de medicion del gas. F
60
Temperatura de succión del gas F
90
Presión atmosférica de medición del gas, psig
Presión atmosférica (curva BHP)
Volumen a 14.4 psig y temperatura de succión
=
=
=
=
=
=
10500000
520
550
14.7
14.4
11337139
14.4
y tempert
PCD
Rankine
Rankine
psig
psig
PCD a
psig.
90 F
Cálculo de la potencia requerida
BHP requeridos =
BHP / MMPCD =
BHP requeridos =
(BHP/MMPCD) * (Capacidad/1000000)
64.9
736 BHP
Según el manual que dispongamos, es posible ajustar la cifra
de la potencia requerida.
En la marca Cooper bessemer el equipo que más se acerca a
736 HP es el de 800 hps y considerando que el equipo
trabajará en una locación ubicada a 3000 pies sobre el nivel
del mar, para esa altura Coper Bessemer recomienda ajusta
la potencia con el factor 0.934.
Aplicamos el programa y tenemos:
Cálculo de la potencia requerida
HPS equipo mas cercano
factor a los 3000 pies
BHP disponibles
800
0.93
747
Selección de los cilindros compresores
En la selección de los cilindros compresores debemos tener
en cuenta lo siguiente:
1.- Si la presión de succión no excede las 10 psig. Se aplica la
ecuación:
BHP x 104
PD x EV = ------------------------------( BHP/MMPCD ) * (P1 – 0.5)
2.- Igualmente, si la presión de succión no excede la presión
de 10 psig, la eficiencia volumétrica se determina con los
gráficos EV y además se usa la ecuación:
Rc2
La selección de
requerimientos:
P2
= -----------P1 - 0.5
cilindros
debe
cumplir
los
siguientes
- La presión de trabajo permisible para
cualquier cilindro
seleccionado no
debe estar en exceso.
los
cilindros
de
- Verificar
que
compresión puedan operar dentro de
todos los parámetros.
- Las cargas sobre las barras del pistón
no
deben
exceder
las
recomendaciones del fabricante.
- La carga efectiva nunca debe exceder
más arriba del 3% de los BHPs
disponibles en el motor.
Calculo del PD x EV requerido
por Eficiencia Volumétrica)
(Desplazamiento del pistón
BHP x 104
PD x EV = ------------------------------( BHP/MMPCD ) * (P1 – 0.5)
Aplicamos el programa
Cálculo del producto PD x Ev
BHP X 10000
P1 - 0.5
BHP / MMPCD
(BHP/MMPCD)*(P1 - 0.5)
BPHx10000) / PRODUCTO ANTERIOR
PD x Ev
=
6542 CFM
7472000
17.6
64.9
1142.24
6542
Si deseamos trabajar con un sólo cilindro, el PD x Ev de 6542
es alto razón por la cual es mejor utilizar dos cilindros.
Entonces tenemos 6542/2 = 3271 volumen con el que se va
al manual de la marca y si se trata de un compresor Cooper
Bessemer GMVA de 300 rpm, evaluamos la Rc con la
fórmula:
P2
Rc2 = -----------P1 - 0.5
Aplicamos el program y tenemos
Cálculo de la Rc
P2
P1 - 0.5
Rc = P2 / (P1-0.5)
=
=
=
53.1
17.6
3.02
De donde Rc = 3.02
Entonces ya tenemos PD x Ev = 3271
Rc = 3.02
K = 1.25
Con estos datos revisamos el manual de la marca y
encontramos:
Diámetro
32”
Clase
CF5 - 14
% Clearance
8.4
PD
3980
EV
0.846
=
PD x Ev
3365
Podemos concluir que es el cilindro apropiado para nuestro
requerimiento.
Si no disponemos del manual es posible solicitar al fabricante
una lista de los cilindros que fabrica y en base a nuestros
cálculos seleccionar el apropiado. No debemos olvidar que
cada fabricante tiene patentes de la metalurgia que utiliza en
sus cilindros.
Evaluación de los cilindros seleccionados
Primero, debemos evaluar la máxima presión permisible.
La presión de descarga es de 40 psig y generalmente la
metalurgia de los cilindros de primera etapa soporta hasta
150 psig. Podemos afirmar que no tendremos dificultades
para trabajar con el primer cilindro.
Segundo, verificar si los cilindros son afines.
Cada fabricante tiene carácterísticas singulares para sus
cilindros, en éste caso son cilindros iguales para la primera
etapa y pueden trabajar en paralelo sin ningún problema por
ser iguales.
Tercero, verificar si la tensión de la barra, está dentro de los
límites permisibles.
Por ejemplo, si el fabricante nos informa que la máxima
tensión que soporta su material de barra (Rod) es:
Tensión
= 52500 libras
Compresión = 76000 libras
Entonces para la carga de tensión aplicamos:
T.L. = (CE * Area P2) - (HE area x P1)
ó la siguiente fórmula
T.L. = (P2 - P1) AHE - AR x R
Para la carga de compresión, utilizamos
C.L. = (P2 – P1) AHE + AR x P1
Las unidades son PSIG
Aplicamos el programa para calcular la tensión:
Cálculo de las cargas a la barra (rod)
=
P2 (psig)
40
=
P1 (psig)
5
=
P2 -P1 (psig)
35
=
Area HE ( área HE del cilindro)
804
=
Area rod (área sección barra 3" )
7.07
=
(P2-P1) * Area HE
28140
Area rod * P2
=
283
=
Tensión en la barra (libras)
27857
Ahora aplicamos el programa para calcular la carga de
compresión:
Cálculo de las cargas compresión
=
P2 (psig)
40
=
P1 (psig)
5
=
P2 -P1 (psig)
35
=
Area HE ( área HE del cilindro)
804
=
Area rod (área sección barra 3" )
7.07
=
(P2-P1) * Area HE
28140
=
Area rod * P1
35
=
Carga compresión en barra (libras)
28175
Ahora procedemos a calcular la carga real en BHP.
Se usa la siguiente fórmula:
BHP = PD x Ev x P1 x BHP/MMPCD x 10-4
Aplicamos el programa y tenemos:
Cálculo de las carga real en BHP
Número de cilindros
=
2
PD ( manual del fabricante)
=
3980
PD * # de cilindros
=
7960
Ev
=
0.846
sobrecarga en psig
=
0.5
P1 - 0.5 ( psia )
=
17.6
BHP X 10 a la menos 4
=
0.00649
Carga real BHP
=
769
100 % carga
% que representa 0.5 psig
=
=
18.1
2.8
La carga real es 769 BHP con 2.8 % de sobrecarga.
Capacidad real en PCD.
La capacidad real se encuentra aplicando la siguiente
fórmula con los BHP disponibles
QR = (BHP x 106) / (BHP/MMPCD)
Aplicamos el programa y tenemos:
Cálculo de la capacidad real en CFD
=
BHPs disponibles
747
=
10 a la 6
1000000
=
BHPs por MMPCD
64.9
=
BHPs disponibles x 10 a la 6
747200000
=
Capacidad real Qr
11513097.1
=
Presión (curva de BHPs)
14.4
=
Presión standard
14.7
Temperatura de succión F
=
90
Temperatura de succion (Rankine)
=
550
Temperatura standard F
=
60
Temperatura standard Rankine
=
520
Capacidad real a condiciones Std
=
10662965
El resultado es 10 662 965 CFD a 14.7 psig y 60 F.