- Ninguna Categoria
cadetech - Repositorio
Anuncio
;<,
"
"
UN!DAD CE DESARROl •.O TECNOlOGICO
Informe Final
PROYECTO: "Desarrollo de Tecnología
Constructiva para Infraestructura
,
Portuaria de Prolongada Vida Util"
Código:07CTPXT-17
UriivElfSidad de Concepción
Entidad Patrocinadora:
INNOVA CHILE - CORFO
Entidad Ejecutora:
UNIDAD DE DESARROLLO TECNOLÓGICO
Universidad de Concepción
Junio, 2011
.t
-
ucrr
·UNIDAt'1
DE" DESARROlLO
TE(NOlOGlCú
..
..~
~
..
~,
/
Ifin ovaC n ilé
.------
CORFO
ETAPA 1: REQUERIMIENTOS
ACTIVIDAD
1.1:
TÉCNICOS Y ECONÓMICOS
GENERACIÓN
LISTADO
DE
PRODUCTOS
DE
INFRAESTRUCTURA PORTUARIA A DESARROLLAR. Se definirán los productos para
infraestructura
portuaria más atractivos de desarrollar
Hito 1.1.1 Listado Confeccionado: Se confeccionara un listado de productos
DESARROLLO ACTIVIDAD:
Para el desarrollo de esta actividad se realizaron reuniones del tipo "Brainstorming"
de trabajo,
resultado
con el equipo
de manera de generar ideas de potenciales aplicaciones en madera-plástico.
de estos encuentros
y de las visitas realizadas a algunas localidades
definieron 2 aplicaciones: Decking o Pisos, y Siding o Revestimiento de exteriores.
aplicación, se confecciono
Como
portuarias,
se
Para la primera
el siguiente listado de eventuales productos a desarrollar
en madera-
plástico:
-Plsos para terrazas
-Pisos para muelles permanentes
-Pisos para muelles flotantes
-Pisos para marinas
-Pisos para embarcaderos
Con respecto
al Siding
recubrimiento
de viviendas.
o Revestimiento
de exteriores,
esta aplicación
estará
orientada
Ahora bien, para todas las aplicaciones anteriores se plantearon 4 opciones de diseño.
diseño corresponde
a perfiles del tipo tinglado, donde el sistema constructivo
al
El primer
se basa en la unión
de los perfiles por medio de traslapes parciales o totales entre las piezas. La segunda opción de
diseño corresponde
introduciendo
a perfiles del tipo machihembrado,
donde la unión de las piezas se realiza
una pestaña especialmente diseñada en una ranura del perfil adyacente.
opción corresponde
La tercera
a un perfil de sección cuadrada sólida, mientras que la última opción es la
misma anterior, pero con la sección cuadrada ahuecada.
En las siguientes figuras 1.1.1 y 1.1.2 se
presentan las opciones mencionadas.
5
InnovaCI111
e
CORFO
,.,.---
Figura 1.1.1 : Perfiles del tipo tinglado y machihembrado
Fuente: Elaboración Propia
Figura 1.1.2: Perfiles con sección sólida y sección
ahuecada
Fuente: Elaboración Propia
6
,,,,-_,.,,,'/
Uf'rDAD
DE DESARROLLO
ACTIVIDAD
TEOWLOG!CO
1.2: BÚSQUEDA DE EMPRESAS PATROCINANTES. Se realizará una
búsqueda de empresas patrocinantes, para que se asocien al proyecto, con la finalidad de
potenciar la participación empresarial en el desarrollo del proyecto. Estas empresas,
podrán ser usuarias de la tecnología, como también potenciales inversionistas o
proveedores de las materias prima.
Hito 1.2.1 Acuerdos de cooperación firmados: Se asociarán empresas al proyecto
DESARROLLO ACTIVIDAD:
El Proyecto fue presentado en conjunto con la Empresa Portuaria Talcahuano San Vicente, donde el
beneficio esperado es adquirir experiencia en la construcción,
materiales para infraestructura
instalación y utilización de nuevos
portuaria.
Con respecto a los aportes de la Empresa Portuaria Talcahuano San Vicente para el desarrollo del
proyecto, estos se muestran en el "Certificado" anexado al presente Informe de Avance.
Posteriormente,
la empresa Petroquim S.A. ha participado como cooperadora en este proyecto. Es
importante señalar que esta empresa es la única productora de polipropileno en Chile y tiene como
objetivo producir polipropileno de alta calidad con la protección adecuada del medio ambiente, que
permita aportar significativamente
al desarrollo de la industria del plástico.
7
InnovaChile
CORFO
·UDT
,-----
UNiDAD DE DESARROllO TECNOLOGICO
ACTIVIDAD
INSTALACIÓN
1.3:
DETERMINACIÓN
DE
LOS
COSTOS
DE
INVERSIÓN,
Y MANTENCIÓN.
Se determinaran los costos para el nuevo material.
Hito 1.3.1 Costos determinados: Se calcularan los costos de inversión, instalación y
mantención.
DESARROLLO ACTIVIDAD:
En esta actividad, se determinó la inversión en equipos e infraestructura necesaria para la
producción del nuevo material compuesto.
Para ello, se utilizó como referencia los costos de
adquisición de la planta de extrusión de la Unidad de Desarrollo Tecnológico (UDT), puesto que
todas las actividades de producción se llevarán a cabo en dicha instalación. Posteriormente será
necesario estimar el costo productivo del material y, para tal efecto, se consideraron los siguientes
ítems de costos:
•
Inversión: Este ítem representa el valor de una planta de extrusión instalada, en este caso, el
valor de una planta de similares características a la de UDT. A continuación se presenta el
desglose de las inversiones necesarias, considerando que el tipo de cambio del dólar es de
$580,35 y que el valor de la UF es de $20.935,39:
Tabla 1.3.1: Inversiones
.. Inversiones
Costo (UF)
Costo (US$)
I
Costo ($)
I
1.
3.750
135.276
Molde Pellet
2.950
Almacenamiento
Sistema de dimensionamiento
750
2.000
8
(::-,.~llJJIDfIr
.
V
UNiDAD DE OESA!\ROlLO
Inno\/aCEflé
--
CORFO
TECNOWmCO
1"
U
o
r
l
-s
O'
""'."
ti
,f
(/
'
Figura 1.3.1: Secador Rotatorio UDT
Fuente: UDT
s-
';;'.
Figura 1.3.2: Extrusora Dobletornillo UDT
Fuente: UDT
•
Costo de uso y mantención de los equipos ($/hr).
infraestructura
Costo que refleja la utilización de la
y los equipos involucrados en la producción del nuevo material.
Para tal efecto,
se consideró la inversión total de la planta y un periodo de vida económica fijado en 15 años.
A continuación
se presenta una tabla con la obtención de costo de uso de los equipos, donde
este costo viene dado por cuociente entre la inversión total y el tiempo total efectivo de uso;
mientras que el costo por mantención se calculó como el 10% del valor de la planta, supuesto
utilizado habitualmente
para estimar este costo.
9
---·
····-C"--.----
-.-L:;"- •...
( -..
InnovaCnl e
-CORFO
,~
Tabla 1.3.2: Costo de uso y mantención de los equipos
Fuente: Elaboración Propia
I Inversión Total
I Vida económica
I
I
(años)
Días Laborables por año
$ 218.200.123
15
261
Horas laborables ~or día
Tiempo disponible s~ún
9
vida económica (horas)
35~
800%
Factor de Utilización diario (9 horas diarias disponible~
I Tiem~o
total efectivo de uso (horas)
I
Costo por hora de uso ($/hora)
Costo por mantención ($/hora)
•
Costo Suministros ($/hr).
de gas.
28.188
1$7.741
1$619
Representa el costo incurrido en suministros eléctricos, de agua y
Con respecto a la electricidad esta se estimó de acuerdo al consumo de todos los
equipos involucrados
en la producción del material compuesto,
es decir, la extrusora
tornillo, el secador rotatorio, los 3 alimentadores y el sistema de pelletizado.
doble
El costo $/kwhr se
estimó en $640 de acuerdo a las tarifas vigentes del proveedor de energía eléctrica de UDT.
Tabla 1.3.3: Costo de Suministros Eléctricos
Fuente: Elaboración Propia
Electricidad
E ui o
Pelletizadora
7.455
Costo
Para determinar
el costo en agua se estimó el consumo de los equipos involucrados
producción.
En este caso, solo la caldera y la extrusora
continuación
se presenta el costo estimado para este suministro,
individuales, y considerando que el costo por
m3
en la
necesitan de este suministro.
A
de acuerdo sus consumos
es de $30.
10
~UDT
~}
UNiDADOE OElA.~'OllO TEctIOLOG!CO
Tabla 1.3.4: Costo de Suministro Agua
Fuente: Elaboración Propia
Consumo
40
154
Por último, se estimó el costo en gas.
consume
este
combustible
El cálculo se efectuó considerando
para entregar
vapor
saturado
al secador
que sólo la caldera
rotatorio.
Luego,
conociendo que el consumo real facturado por 4.300 Lt o 2236 Kg de gas (152 horas de uso
aprox.) fue de
Kg/hora.
$ 1.430.924, entonces es posible estimar el consumo del combustible es de 14.7
Luego, suponiendo que el abastecimiento de la caldera al secador rotatorio equivale a
un 30% del uso total de la caldera, se estima que el consumo de gas para el secador
Kg/hora.
A continuación
es de 4.4
se presentan los cálculos realizados para estimar el costo de este
suministro:
Tabla 1.3.5: Costo de Suministro Gas Natura
Fuente: Elaboración Propia
Gas
Consumo de gas caldera facturado (Lt)
I Densidad
1.430.924
4
Tiempo utilizado (horas)
152,0
I
gas (Kg/Lt)
Consumo de gas caldera_(Kq)
05
2236 O
Consumo de gas calderaiKg/hora)
147
Factor de uso de gas para secado
30%
Consumo de gas para secado (Kq/hora)
4,4
Costo ($/hr)
•
Costo adquisición materias primas ($/Kg).
1$2.824.
A continuación
se presentan los costos (sin
IVA), de acuerdo a cotizaciones vigentes, de los materiales y materias primas necesarias para
la producción del material compuesto.
1]
-
~UDT
~}
InnovaCI1Tle
.----
CORFO
UNiDAD.DE DESARROllO TECNOLOGICO
Tabla 1.3.6: Costo Adquisición de Materias Primas
Fuente: Elaboración Propia
~
1
ropileno
I
Polvo de Lija
I
Aditivo 1: Lubricante
Aditivo 2: Compatibilizante
I
Aditivo 3: Filtro UV
1
1
Aditivo 4: PJgmento
•
Costos Mano de Obra Directa ($/mes).
Costo {USf/KG}
0/75 - 1.00
5/5
9
1515
9/75
I
11Costo {f/ KG}
~ ~ 435 -~ 5801
~ 241
1I
~
3.1921
I
~ 5.2231
1I
~ 8.9951
11
~ 5.6581
11
Este costo muestra el personal necesario para la
producción del material compuesto.
Tabla 1.3.7: Costo Mano de Obra Directa
Fuente: Elaboración Propia
·1
Unidades
1
3
720.000
12
~UDT
~,)
UNiDAD
DE DESARROLLO
ACTIVIDAD
TECNOLOGlCO
1.4: DETERMINACIÓN
DE CARACTERÍSTICAS
PRODUCTOS A DESARROLLAR. Se determinaran
SANITARIAS
las características
DE
sanitarias
que
deben poseer los productos a fabricar en el nuevo material
Hito 1.4.1: Propiedades sanitarias evaluadas: Se tendrá información
respecto de las
propiedades sanitarias
DESARROLLO ACTIVIDAD:
Para evaluar la potencialidad del uso de los productos desarrollados en base a madera-plástico,
el
material será evaluado de acuerdo a la norma ASTM D1413, la cual establece una metodología para
evaluar el deterioro y resistencia de la madera por efectos de hongos.
el material desarrollado
mediante la norma AWPA El-72
Adicionalmente,
se evaluará
la cual presenta una metodología
para
evaluar la resistencia de la madera con respecto a insectos como las termitas.
13
-
/--
CORFO
ACTIVIDAD
1.5:
DETERMINACIÓN
NORMA TIVAS
LEGALES PARA LOS PRODUCTOS. Levantamiento
DE
CONSTRUCCIÓN
de información
de normativas
Y
de
construcción
Hito 1.5.1 Normativas conocidas: Se deberá tener información respecto de las normativas
de construcción
y legales
DESARROLLO ACTIVIDAD:
Para del desarrollo de esta actividad, se efectuó una revisión a nivel nacional e internacional
normativas
vigentes
que puedan ser utilizadas como referencia
compuesto
y de los productos finales.
A continuación
para el desarrollo
de
del material
se presenta un resumen de las normas
revisadas:
•
Normativa Chilena
-NCh 176/1 Madera-Parte 1: Determinación de humedad.
-NCh 176/2 Madera-Parte 2: Determinación de la densidad.
-NCh 300 Elementos de fijación-Pernos, tuercas, tornillos y accesorios
Terminología y
designación general.
-NCh 431 Construcción sobrecargas de nieve
-NCh 432 Cálculo de la acción del viento sobre las construcciones.
-NCh 433 Diseño sísmico de edificios.
-NCh
992 Madera-Defectos
a considerar
en la clasificación,
terminología
y métodos
de
medición.
-NCh 1198 Madera -Construcciones en Madera-Cálculo.
-Nch1269 Clavos de acero de sección circular de uso general-requisitos.
-NCh 1537 Diseño estructural de edificios-Cargas permanentes y sobrecargas de uso.
-NCh 1990 Madera-Tensiones admisibles para madera estructural.
-NCh 2149
Madera-Madera
aserrada-Determinación
del módulo
de elasticidad
en flexión-
Método de ensayo no destructivo.
-NCh 975: Ensayo de tracción perpendicular a las fibras
-NCh 978: Ensayo de dureza
-NCh 987: Ensayo a la flexión estática
-NCH 973: Ensayo de compresión paralela
14
-
..
UDT
UNiDAD
•
DE DESARROLLO
: , °r
InnovaC 11..e
-----
CORfO
TECNOLOGICD
Normas Internacionales
-EN56-817-74:
Suelos de madera: Control del acabado superficial,
ensayo de resistencia al
choque
-ASTM C 1308 Test method for accelerated
waste and computer
leach test for diffusive
program to model diffusive,
fractional
releases from solidified
leaching from cylindrical
waste
forms.
-ASTM D 143 Standard methods of testing small clear specimens of timber.
-ASTM D 696 Test methods for coefficient of linear thermal expansion of plastics between 30°C and 30°C a vitreous silica dilatometer.
-ASTM D792 Test methods for density and specific gravity
(relative
density)
of plastics by
displacement.
-ASTM D883 Terminology
relating to plastics.
-ASTM D1037 Standard test methods for evaluating properties of wood-base fiber and particle
panel materials.
-ASTM D 1038 Terminology
relating to veneer and plywood.
-ASTM D 1413 Test method for wood preservatives by laboratory soít-block cultures.
-ASTM D 1554 Terminology
relating to wood-base fiber and particle panel materials.
-ASTM D 1761 Test methods for mechanical fasteners in wood.
-ASTM D 1929 Test method for determining ignition temperature
-ASTM D 2017 Test method for accelerated
laboratory
of plastics.
test of natural decay resistance of
woods.
-ASTM D2047 Test method for static coefficient of friction of polish-coated flooring surfaces as
measured by the James machine.
-ASTM D 2394 Methods for simulated service testing of wood and wood-based finish flooring.
-ASTM D 2395 Test methods for specific gravity of wood and wood-based materials.
-ASTM D 2481 Test method
for accelerated
evaluation
of wood preservatives
for marine
services by means of small size specimens.
-ASTM D 2565 Practice for xenon arc exposure of plastics intended for outdoor applications.
-ASTM D 3345 Test method for laboratory evaluation of wood and other cellulosic materials for
resistance to termites.
-ASTM D 4000 Classification system for specifying plastic materials.
-ASTM D 4060 Test method for abrasion resistance of organic coatings by the taber abraser.
15
",,--
CORFO
-ASTM D 4092 Terminology:
plastics: dynamic mechanical properties.
-ASTM D 4442 Test methods for direct moisture content measurement of wood and wood-base
materials.
-ASTM D 4495 Test method for impact resistance of poly(vinyl chloride) (PVC) rigid profiles by
means of mechanical properties of lumber and wood-base structural material.
-ASTM D 4761 Test methods for mechanical properties of lumber and wood-based
structural
material.
-ASTM D 5379 Test method for shear properties of composite materials by the v-notched beam
method.
-ASTM D 5456 Specification for evaluation of structural composite lumber products.
-ASTM D 5764 Test method for evaluating dowel-bearing
strength
of wood and wood-base
products.
-ASTM D 6109 Test methods for flexural
properties
of unreinforced
and reinforced
plastic
lumber.
-ASTM D 6662 Specification for polyolefin-based
plastics lumber decking boards.
-ASTM E 84 Test methods for surface burning characteristics of building materials.
-ASTM E 108 Test methods for fire test of roof coverings.
-ASTM E 661 Test method for performance of wood and wood-based floor and roof sheathing
under concentrated
static and impact loads.
-ASTM E 1354 Test method for heat and visible smoke release rates for materials and products
using an oxygen consumption calorimeter.
-ASTM F 1679 Test method using a variable incidence tribometer
(VIT).
-ASTM G 154 Practice for operating fluorescent light apparatus for UV exposure of nonmetallic
materials.
-AWPA Standard El Standard method for laboratory evaluation for determination
of resistance
to subterranean termites.
-AWPA Standard
E7 Standard method for evaluation
wood preservatives
by field test with
stakes.
Luego, y una vez realizada la revisión de las normativas expuestas anteriormente,
una ficha técnica de requerimientos
se confeccionó
mínimos exigibles para el diseño de productos y elementos
constructivos en base a compuestos de madera-plástico,
la que a continuación se presenta:
16
-
...-
CORFO
..
.i>:
Tabla: 1.5.1 : Requerimientos mínimos exigibles de los productos a desarrollar.
Fuente: Elaboración Propia
_s¡f'·;\.;;L'~~~7f{:Tl'~:
I
1
';t;';;?r~
"','
"x'
Normath/á;\, ./
NCh 1198
NCh 1537
Diseño
Diseño estructural de edificios: cargas permanentes y
sobrecargas de uso.
Tracción Perpendicular a las fibras
NCh 975
Dureza
NCh 978
Flexión Estática
NCh 987
Compresión paralela
NCH 973
Resistencia la Choque
EN56-817-74
Tensiones admisibles para madera estructural
Nch1980
Solicitaciones por nieve
NCh 431
Solicitaciones por viento
Nch432
Solicitaciones por sismicidad
NCh 433
Contenido de humedad
I NCh 176/1
Módulo de elasticidad en flexión
I NCh 2149
Elementos de ñiacíón-oernos, tuercas, tornillos y accesorios
I Nch300
Clavos de acero de sección circular de uso general
I NCh 1269
I
I
I
I
Tabla 1.5.2: Especificaciones técnicas del producto a desarrollar
Fuente: Elaboración Propia
Dimensiones:
Ancho Alto Lar o
1Densidad:
1Módulo de ruptura aceptable'
Módulo de elasticidad aceotable:
Resistencia a hongos del perfil
Resistencia a rayos UV del perfil
150 mm, 30 mm, 2000 mm,
150 mm 22 mm 2000 mm
111100Kg/m3
11
Mayor a 9 MPa
I Mayor
a 750 MPa
Los perfiles no deben presentar ataques de hongos al
estar expuestos a condiciones ambientales durante su
uso.
Los perfiles no deben presentar
una decoloración
considerable
o pérdidas de sus propiedades
físico
mecánicas al estar exouestas a rayos UV.
17
I
ACTIVIDAD
1.6:
REQUERIMIENTOS
LEVANTAMIENTO
DE
INFORMACIÓN
TÉCNICOS DE LOS PRODUCTOS.
DE
Se realizaran
LOS
visitas
a
diferentes lugares de país para levantar la información.
Hito 1.6.1 Visitas realizadas: Deberán realizarse todas las visitas programadas
DESARROLLO ACTIVIDAD
Una obra portuaria,
transporte
por su particular
con comportamientos
compatibilizar
emplazamiento,
físicos muy diferentes.
es una conexión
Luego, el diseño pasa necesariamente
por
sobre todo para las maniobras de atraque y zarpe de las embarcaciones.
Además, la integridad física de la obra depende del buen emplazamiento
de la embarcación
determinantes
dos medios de
algunos aspectos de sentido común como son la accesibilidad por tierra y el abrigo
de la infraestructura,
patrón
entre
y de una embarcación
de ésta, de la pericia del
ad hoc. Sin embargo,
los factores
más
en el deterioro, son aquellos agentes químicos o físicos a los que se ve afectada la
infraestructura.
Los materiales tales como el acero, la madera yel hormigón son de naturaleza muy diferente desde
el
punto
de
vista
comportamiento
anatómico,
de
manera
mecánico y trabajabilidad
tal
su respuesta
es también
a los agentes
muy diferente.
de
La durabilidad
deterioro,
de estos
materiales depende de su capacidad de conservar sus propiedades mecánicas y su estructura físicoquímica en el tiempo, de modo que, además del deterioro por envejecimiento
por agentes tales como: fatiga, corrosión,
ataque de organismos
propio, esta causado
vivos, ataque de
sustancias
químicas, desgaste y otros.
A través de visitas a distintas localidades chilenas, se hizo el levantamiento
de los materiales utilizados habitualmente
con antecedentes
en las infraestructuras
de información técnica
portuarias, de manera de contar
de aplicaciones y materiales que podrían ser susceptibles de ser reemplazados
por productos de madera-plástico.
Por último, se realizó una evaluación de las infraestructuras
visitadas para determinar el grado de deterioro de cada una de estas.
18
......................................................
······c'·····t:....···
trmova Ji
.,~-
·CORFO
•
Localidad: Talcahuano
Figura 1.6.1. Vista aérea del puerto de Talcahuano.
Se visitó la Comuna de Talcahuano, específicamente
el Puerto de Talcahuano (Figura 1.6.1).
Este
puerto cuenta con un sitio para naves comerciales con eslora máxima de 185 metros y calado
operacional de 8.3 m.,
además de un sitio para naves pesqueras menores.
El recorrido comenzó
en el museo histórico remolcador Ram Poderoso, actualmente en reparaciones, donde se encuentra
instalada una plataforma
de acceso. La plataforma
pintada y recubierta por tablas de madera.
está compuesta
por una estructura
Cuenta con barandas metálicas, tipo tuberías, adosadas
a la estructura de soporte las que también poseen una capa de pintura.
se encuentra
en malas condiciones,
metálica
estando
seccionada
En general, la plataforma
y observándose
algunos
rastros
de
19
6f;:~UDT
.,
:-
Uf tOAD
DE DESARROLLO
TECNOLOGj({J
corrosión principalmente
tubos que componen
observó
que
ésta
en las zonas de ensamble (soldadura) y en parte de la superficie de los
las barandas de la plataforma.
presenta
algunas
Con respecto a la cubierta de madera, se
zonas de resquebrajamiento
propias
de
la exposición
prolongada al sol y de las condiciones de humedad presentes en la zona.
Figura 1.6.2: Museo "Ram Poderoso"
Fuente: EPTSV
Figura 1.6.3: Plataforma de
Acercamiento
Fuente: EPTSV
Contiguo al museo se encuentra un muelle concesionado a la Universidad Católica de la Santísima
Concepción (UCSC), actualmente en desuso.
recubiertos de hormigón
Posee una estructura
metálica, con pilotes de acero
en las zonas de mayor impacto por las mareas, y con una cubierta de
madera de coigüe sin pintar.
Además, adosadas a la estructura,
cuenta con algunos tramos de
barandas de acero galvanizado pintados (tubos), junto con una chaza o escalera metálica dispuesta
para el embarque y desembarque de personas y productos.
En general, la infraestructura
totalidad,
se encuentra en malas condiciones.
donde el recubrimiento
en la superficie
del muelle esta se encuentra
resequedad y resquebrajamiento.
de la estructura
resquebrajamiento,
mediante pernos.
de hormigón casi no existe.
metálica
Los pilotes están oxidados en su
Con respecto a la madera utilizada
en regulares condiciones,
con un alto grado de
En algunas zonas de la cubierta, los tablones se han desprendido
producto de que los extremos
específicamente
de éstos han sufrido
en la zona de apuntalamiento
los efectos del
con la estructura
metálica
En relación a las barandas, prácticamente sólo se encuentran los balaustras con
un alto grado de oxidación en su superficie.
Por último, con respecto a la chaza, se puede señalar
que en general se encuentra en buenas condiciones, salvo por la presencia de corrosión en parte
de las barandas de ésta.
20
Posteriormente,
el recorrido continuó hacia el denominado "Sitio Uno", lugar donde se atiende a
naves multipropósito.
Esta zona está cercada en uno de sus extremos por un cierre metálico con
malla ACMA, la cuál se encuentra en buenas condiciones.
Durante el recorrido
del Sitio Uno se observaron
perimetral de la explanada.
material
madera-plástico
faenas de recambio de adocretos en la zona
Se menciona esta situación debido a que existe una aplicabilidad
para el
recubrimiento
de superficies
(Decking)
como
lo son
del
las
explanadas, como sustituto de los adocretos.
Figura 1.6.4: Muelle UCSC
Fuente: EPTSV
Figura 1.6.5: Faenas de Recambio de
Adocretos
Fuente: EPTSV
También,
en elSitioUno, se encuentran diversas chazas de estructura
metálica con barandas y
peldaños del mismo material pero estos últimos con un diseño de enrejado.
grado de corrosión y de adhesión de algas a las estructura,
encuentran en directocoritacto
Figura 1.6.6: Chaza Sitio Uno
Fuente: EPTSV .
principalmente
Se observó un alto
en las zonas que se
con el mar.
Figura 1.6.7: Corrosión Chaza Sitio Uno
Fuente: EPTSV
21
Adicionalmente,
durante el recorrido se observaron diversas aplicaciones posibles para el uso de
madera-plástico,
entre
metálica y/o madera;
recubrimiento
ellas:
señalética
portuaria,
actualmente
bancos de descanso, actualmente
de madera;
cierres perimetrales,
desarrolladas
fabricados
actualmente
con
con estructura
de estructura
estructura
metálica
y
y mallas metálica;
y
casetas de vigilancia, recubiertas con madera y planchas de zinc.
Figura 1.6.8: Aplicaciones adicionales observadas en la visita al Puerto
Talcahuano
Fuente: EPTSV
Por otro lado, se visitó el Terminal
Pesquero Artesanal de Talcahuano en el cuál se observaron
diversos usos para la madera-plástico
continuación
se presentan
como sustituto de los materiales actualmente
en uso.
A
las posibles aplicaciones observadas y las condiciones en las que se
encuentran actualmente:
-Recubrimiento
de Exteriores: Durante el recorrido efectuado al Terminal
observó la infraestructura
los locales de ventas.
revestimiento
Pesquero Artesanal, se
comercial de la caleta, específicamente lo relacionado al revestimiento
Se observó la presencia Siding en base a ñbrocemento
que eventualmente
podría ser reemplazado
por materiales
de
principalmente,
de madera-plástico,
al
igual que los marcos exteriores de ventanas y algunas vigas de menor impacto estructural.
-Bancos de descanso: Estructura compuesta por dos bloques de concreto utilizados como bases
para la intercalación de tablones de pino impregnado, pudiendo ser, eventualmente,
reemplazados
por madera-plástico.
22
UDT
UN1DAO DE DESARROLLO
TEO¡OW:::!CO
Figura 1.6.9: Aplicaciones observadas en el Terminal
Artesanal de Talcahuano
Fuente: EPTSV
Por último, se visitó el club de Yates de ialcahuano
plástico como sustituto
de los
materiales
Pesquero
observándose diversos usos para la madera-
actualmente
en uso.
A continuación
se presentan
las
posibles aplicaciones observadas y las condiciones en las que se encuentran actualmente:
-Muelles flotantes:
Estructuras utilizadas para el desembarque de personas y productos.
en los materiales de construcción, se observaron 2 tipos de muelles.
En el primer caso la cubierta
del muelle es de madera de pino irnpreqnado, mientras que su estructura
presentando ningún tipo de barandas.
metálicos tanto en su estructura
Basados
interna es de acero, no
En el segundo caso, los muelles flotantes son esencialmente
como su revestímlento,
además de poseer barandas metálicas.
Lueqo, en ambos casos, es posible reemplazar principalmente
la cubierta de madera o metálica por
madera-plástíco, y las barandas metálicas para el segundo tipo de muelle flotante.
-Chazas o Escaleras: Estructura metálica con peldaños de madera utilizada para el embarque
desembarque
de personas y productos.
Las Chazas observadas
se encontraban
y
en muy mal
estado, con evidente presencia de corrosión en la estructura metálica, y la ausencia de peldaños en
toda la zona inferior de la estructura.
Además, se observó la presencia de algas adosadas a la
superficie estructural y a la superficie de algunos peldaños.
-Revestimiento
de Exteriores: Durante la visita al Club de Yates de Talcahuano,
de construcción existente al interior del dub, principalmente
en el revestimiento
como revestimiento
esencialmente
se observó el tipo
con respecto a los materiales utilizados
de la estructura. De esta forma, se determinó que el principal material utilizado
corresponde
a madera.
Además, la estructura
hecha de tabiques y vigas de madera.
predominante
también
es
cabe señalar que si bien los revestimientos
23
se encontraban en buen estado, se observó la presencia de hongos adheridos a la superficie de los
recubrimientos y en parte de la estructura, propiamente tal.
-Bancos de Descanso: Estructura compuesta por 2 bloques de concreto separados por una distancia
cercana a 1 metro, y unidos por la base superior de éstos por intermedio
madera.
En relación a esto último, se distinguieron
2 configuraciones:
de una estructura
estructura
de
de madera con
respaldo y sin respaldo, estando adosado el respaldo, en el primer caso, por tubos metálicos a los
bloques de concreto.
estructura
Es importante
de madera se encontraba
señalar que en ambos tipos de bancos, la totalidad
pintada, a modo de protección
de las condiciones
de la
medio
ambientales y como ornamentación
Figura 1.6.10: Muelles Flotantes
Fuente: Club de Yates Talcahuano
Figura 1.6.11: Aplicaciones observadas en el Club de Yates de Talcahuano
Fuente: Club de Yates Talcahuano
24
nnovaCJ1He
.---
CORFO
•
Localidad:
Lenga
Se visitó Caleta Lenga, localidad perteneciente
por su oferta gastronómica.
plástico
como
sustituto
a la Comuna de Hualpén conocida principalmente
Durante el recorrido se observaron los potenciales usos de la maderade los materiales
actualmente
utilizados
en su infraestructura.
A
continuación se presentan las posibles aplicaciones observadas:
-Revestimiento
infraestructura
de exteriores:
Durante el recorrido
de la caleta, específicamente
efectuado
por Caleta Lenga, se observó la
lo relacionado al revestimiento
turísticas como locales de ventas y "stands" ubicados en la costanera.
Se observó la presencia de
recubrimientos
en base a madera de pino y en base planchas
eventualmente
podría ser reemplazado por materiales de madera-plástico.
que estas construcciones
son relativamente
de las construcciones
de Zinc, revestimiento
Es importante
nuevas y, por ende, se encuentran
que
señalar
en muy buen
estado.
-Adocretos
y Baldosas: Se observó que la costanera está hecha en gran medida de concreto,
material que es recubierto en su superficie principalmente
por adocretos y baldosas, elementos que
son susceptibles de ser reemplazados por Decking de madera-plástico.
En general, la superficie de
la costanera de la caleta se encuentra en muy buen estado.
-Asientos y Bancos de Descanso: Estructura fabricada de hormigón a la cuál se encuentra adosada
un conjunto de tubos metálicos utilizados como respaldo y barandas.
Además, en algunas zonas,
se presenta un armazón plástico móvil que es utilizado como una alternativa
de apoya espalda.
También existe una variante donde el asiento corresponde a sólo un bloque de hormigón.
-Atriles para Publicidad: Estructuras fabricadas de fibra de vidrio principalmente
utilizadas para la
ubicación de publicidad en la costanera.
25
UDT
UNi'DÁD OE·ÓE5ARP.OllÓ'TEO~'6l0~ltO
Figura 1.6.12: Revestimientos de exteriores, adocretos y
barandas en Caleta Lenga
Fuente: caleta Lenga
•
Localidad: Penco
Se visitó la comuna de Penco, principalmente el sector denominado Cerro Verde, donde se
implementó un plan de desarrollo pesquero artesanal en el año 2001. Se observaron las posibles
aplicaciones que tendría la madera-plástíco frente a las opciones actuales.
A continuación se
presentan los potenciales usos:
-Revestimiento de extertores; Durante el recorrido efectuado por el sector Cerro Verde, se observó
la infraestructura presente en los alrededores, específicamente lo relacionado al revestimiento de
las construcciones, de manera de determinar que tipo de revestimiento es usado actualmente y que
eventualmente podría ser reemplazado por materiales de madera-plástico. Se observó la presencia
de madera de pino del tipo machihembrado y planchas de zinc, principalmente en lo que a
revestimiento respecta.
-Infraestructura pública: Se observaron macetas recubiertas en su superficie por pequeñas
baldosas rectangulares adosadas a la estructura de hormigón.
Luego, este recubrimiento es
posible sustituirlo por madera-plástico. En general, las macetas se encuentran en regular estado
destacando algunas ausencias del recubrimiento y rayados. Además, existen estructuras metálicas
utilizadas como ornamentación del mirador las cuales, dadas que no son soporte de un gran peso,
podrían eventualmente ser reemplazada por madera-plástico.
26
-
(n novaChne
.,,---
CORfO
Figura 1.6.13: Aplicaciones observadas en la localidad de Penco
Fuente: Comuna de Penco
•
Localidad: Tomé
Se visitó la Comuna de Tomé, específicamente
el muelle presente en esta comuna.
Este muelle
tiene alrededor de 100 años de vida, posee pilotes de acero recubiertos de hormigón en la zona de
impacto del oleaje, y está recubierto
por madera de coigüe y roble, y basas de eucaliptos.
Al
momento de la visita, el muelle se encontraba en mantención, en lo que respecta a su recubierta
de madera,
mantención
que se realiza sin ninguna
trabajadores
presentes en el muelle, la mantención del muelle se realiza sólo cuando éste presenta
alguna falla en su superficie o estructura,
regularidad.
reemplazando
Según informaron
la pieza en malas condiciones
algunos
por una
nueva. En general, se puede señalar que el muelle se encuentra en malas condiciones, tanto desde
el punto de vista estructural como del recubrimiento.
estructura
La corrosión es evidente en gran parte de la
de acero, al igual que el daño presente en la superficie de madera producto de las
condiciones medio ambientales a las cuales se encuentra sometido el muelle, y a los años que se
encuentran
permiten
dichos materiales.
el embarque
Además, el muelle cuenta con chazas o escaleras metálicas que
y desembarque
de los botes pesqueros,
las cuales también
han sido
afectadas por la corrosión.
27
IrinóvaCl1ilé
·:CORfO
...>~
Figura 1.6.14: Corrosión en
estructura del Muelle de Tomé
Fuente: Muelle Tomé
A continuación se muestran los potenciales usos de materiales de madera-plástico
en reemplazo de
los usados actualmente en el muelle.
-Barandas de Seguridad:
Corresponden
a balaustres
metálicos
pintados dispuestos
en todo el
contorno del muelle y unidos por una cuerda, cumpliendo la función de baranda para la prevención
de posibles accidentes y caídas al mar.
Dado que los balaustres se encuentran
pintados, no fue
posible determinar a simple vista si estos presentan un grado de corrosión importante.
-Chazas o Escaleras: Estructura metálica con peldaños tipo enrejado utilizada para el embarque y
desembarque
de personas y productos
al muelle.
regular estado, con presencia de corrosión.
Las Chazas observadas
se encontraban
en
Además, se observó la presencia de algas adosadas a
la superficie estructural ya la superficie de algunos peldaños.
-Recubrimiento
del Muelle: Como se anticipó anteriormente,
de madera, encontrándose
-Revestimiento
en muy malas condiciones.
de exteriores:
pequeñas construcciones
y equipos del muelle.
la superficie del Muelle es totalmente
Tanto al inicio del muelle como al término
de éste existen unas
utilizadas como bodegas y sala de control para el manejo de las máquinas
Estas salas poseen un revestimiento
además de un techo cubierto
por las tejuelas
de Tepa.
de madera del tipo machihembrado,
En general,
estas construcciones
encuentran en buen estado salvo por algunas grietas presentes principalmente
se
en lo que respecta a
las paredes exteriores de madera.
28
-Señalética Urbana: La actual señalética de tránsito en el centro de la comuna está compuesto
completamente
por madera, la cual se encuentra mecanizada para indicar el sentido del tránsito de
las calles. En general, se encuentran en buen estado.
'-Bancas
de Descanso: Estructura compuesta por 2 pequeños bloques de concreto separados por
. una distancia cercana a 1,5 metros, y unidos por la base superior de éstos por intermedio de una
. estructura de madera.
En relación a esto último la estructura de madera, además de ser la zona
para sentarse, también cumple la función de respaldo.
estructura
de madera
se encontraba
Es importante señalar que la totalidad de la
pintada, a modo de protección de las condiciones
medio
ambientales y como ornamentacíón.
Figura 1.6.15: Barandas de Seguridad, Escaleras y Recubrimientos de muelle
.Fuente: Muelle Tomé
Figura 1.6.16: Revestimiento de exteriores, Señalética Urbana y Bancas de Descanso
Fuente: Muelle Tomé
29
UDT
UNiDAD
•
DE DESARP.OlLO
TECNOLOGICO
Localidad: Dichato
Se visitó la localidad de Dichato, perteneciente
a la Comuna de Tomé.
Durante el recorrido se
observaron los potenciales usos de la madera-plástico como sustituto de los materiales actualmente
utilizados principalmente
en lo que respecta a su infraestructura
pública y costera.
A continuación
se presentan las posibles aplicaciones observadas:
-Atriles Publicitario:
En la costanera de Dichato se observó la existencia de atriles publicitarios de
estructura metálica, con un revestimiento de madera, y un pequeño techo cubierto por tejuelas de
Tepa.
En general, la estructura se encuentra en muy buen estado
-Juegos Infantiles:
Corresponden a estructuras fabricadas de pino impregnado, que posteriormente
son pintados a modo de protección y ornamentación.
En general, la estructura
se encuentra en
buen estado.
-Revestimiento
de exteriores: Durante el recorrido efectuado por la localidad de Dichato, se observó
la infraestructura
presente en los alrededores, específicamente
las construcciones
actualmente
habitacionales,
y que eventualmente
de manera de determinar
lo relacionado al revestimiento
que tipo de revestimiento
es usado
podría ser reemplazado por materiales de madera-plástico.
esta forma, se observó la presencia principalmente
de
De
de madera de pino del tipo machihembrado.
También se observó la presencia de Siding de fibrocemento
cuyas características
estéticas y de
acabado son muy similares a las de la madera.
Además, otra posible aplicación observada y que es factible de implementar
en madera plástico son
las rejas de madera que son utilizadas actualmente
-Muelle: Estructura metálica de acero galvanizado y cubierta de madera de pino utilizado para el
atraque de embarcaciones menores, como botes de pesca artesanal.
se encuentra
en excelente
estado debido a que fue montada
En general, la infraestructura
recientemente.
Sin embargo,
contigua a ésta, aun hay vestigios del muelle anterior donde los pilotes están totalmente
corroídos.
-Bancos de Descanso: Estructura compuesta por 2 pequeños bloques de concreto separados por
una distancia cercana a 1,5 metros, y unidos por la base superior de éstos por intermedio de una
estructura de madera.
para sentarse,
también
En relación a esto último, la estructura de madera, además de ser la zona
puede cumplir
la función
de respaldo.
Es importante
señalar que la
30
totalidad
de la estructura
de madera se encontraba
pintada,
a modo de protección
de las
condiciones medio ambientales y como ornamentación.
-Adocretos:
Se observó
que en algunas zonas la costanera
esta se encuentra
adocretos, elementos que son susceptibles de ser reemplazados por Decking
cubierta
por
de madera-plástico.
En general, la superficie de la costanera de la caleta se encuentra en muy buen estado.
Figura 1.6.17: Juegos Infantiles
y Atriles
Publicitario
en
Dichato
Fuente: Comuna de Dichato
Figura 1.6.18: Muelle, Bancos de Descanso y Adocretos en Dichato
Fuente: Comuna de Dichato
31
•
Localidad: Viña del Mar
Se visitó el borde costero de Viña del Mar, evaluándose la infraestructura
existente. Con respecto a
lo anterior, se evaluaron especialmente las plataformas de madera instaladas en la playa, junto a
los revestimientos
-Plataformas
utilizados en las construcciones y estructuras construidas.
de madera:
Corresponden
a tarimas de madera de pino radiata impregnadas
las
cuales permiten ,el transito peatonal de los visitantes y bajadas a la playa. Estas Plataformas se
encuentran
algunas
en general en buen estado de conservación.
Sin embargo,
zonas evidencia del deterioro típico de estas estructuras,
se puede apreciar
que corresponden
en
a alabeos,
rasgados y oxidación de herrajes.
-Revestimiento
madera,
de exteriores:
Durante
el recorrido
en especial pino radiata impregnado,
casetas informativas,
efectuado
se observó
como revestimiento
la incorporación
y estructuras,
de
tales como
ventas de productos y camarines
Figura 1.6.19: Plataformas de madera en Viña del Mar
Fuente: Comuna de Viña del Mar
Figura 1.6.20: Revestimiento de exteriores en Viña del Mar
Fuente: Comuna de Viña del Mar
32
•
Localidad: Valparaíso
Se visitó el borde costero de Valparaíso, donde se evaluó la infraestructura
costero.
existente en su borde
Destaca el Muelle Prat, el cual se encuentra remodelado y habilitado para recibir un gran
número de turistas que aprovechan de recorrer el borde marítimo a través de circuitos turísticos.
-Plataformas
pavimentadas:
Corresponde a pavimentos de hormigón, pastelones y adocretos que
permiten el flujo intensivo de de peatones dentro del muelle.
Figura 1.6.21: Plataformas pavimentadas en
Valparaíso
Fuente: Muelle Prat, Valparaíso
~Estructuras metálicas:
pino radiata impregnada
Corresponden a estructuras en forma de arco con perfiles de madera de
y pintada, que funcionan como cobertizos abiertos, dando forma a una
especie de pérqola abierta que acoge al turista.
-Muelles de Hormigón:
tamaño.
El conocido muelle Barón, lugar donde los buques cruceros de mayor
Destaca por su arquitectura
simple y monolítica
en base a hormigón
armado.
Los
pasajeros son recibidos en un recinto habilitado con una red de servicios, el cual corresponde a un
antiguo galpón de almacenaje existente en las instalaciones de bodegaje del muelle barón.
33
-
Figura 1.6.22: Muelle Barón y Terminal de Pasajeros en Valparaíso
Fuente: Muelle Prat, Valparaíso
•
Localidad: Frutillar
Se visitó el borde costero del lago Uanquihue, principalmente
lugar se procedió a visitar la infraestructura
-Muelle:
muelle,
que construidc
metálica y pilotes tubulares.
la localidad de Frutillar.
E:n dicho
costera existente.
xompletarnants
de madera y montado
Las maderas son principalmente
sobre una plataforma
de pino impregnado.
Destaca la
disposición del entablado de piso en forma de rombos concéntricos y las pérgolas que incorporan
tejuelas.
Figura 1.6.23: Muelle en Frutillar
Fuente: Muelle Frutillar
A continuación, se detallan los principales materiales presentes en las infraestructuras
•
Acero: El acero es un producto férreo, generalmente
caliente.
Está compuesto,
principalmente,
visitadas:
apto para la conformación
en
de carbono y hierro, a los que se incorporan
34
-
fn11ova
UDT
UNiDAD DE OESA!\;ROlLO TECNOLO~lCO
--
CORfO
pequeñas cantidades de otros materiales, de composición variable, según la función que
cumpla al ser utilizado. Con excepción de ciertos aceros de alto contenido en cromo, el
contenido en carbono es igualo inferior al 2%.
Los aceros que se emplean en la construcción metálica son aceros no aleados,
generalmente, conformados en caliente por laminación.
Este material es el más utilizado en la construcción, debido a que tiene las mejores
características mecánicasy su límite elástico es muy alto, de modo que pequeñas secciones
soportan esfuerzos importantes. Dentro de las infraestructuras portuarias, el acero cumple
un rol fundamental, ya que su función principal es materializar la fundación de una
estructura, en particular los Pilotes.
•
Hormigón: El hormigón está formado por una mezcla de cemento con arena y grava,
masado con agua;
mezcla que fragua y adquiere solidez. Los cementos son
conglomerantes hidráulicos, esto es, materiales de naturaleza inorgánica y mineral, que
finamente molidos y convenientemente amasados con agua forman pastas que fraguan y
endurecen a causa de las reacciones de hidratación de sus constituyentes, dando lugar a
productos hidratados, mecánicamente resistentes y estables, tanto en el aire como bajo
agua.
En hormigones armados y pretensados se prohíbe la utilización de aditivos en cuya
composición intervengan cloruros, sulfuros, sulfitos u otros componentes químicos que
puedan ocasionar o favorecer la corrosión de las armaduras.
Los hormigones tienen un amplio campo de uso, por ello existen diversos tipos los cuales
presentan características distintas en lo que concierne a los materiales constituyentes, a su
dosificación o en las condiciones de uso en obra dependiendo de su aplicación final.
•
Madera: La madera es un material esencialmente heterogéneo, al estar formado por
tejidos de fibras de naturaleza muy diversa, cuya constitución varía con la función biológica
que desempeña [1]. La madera es un derivado de un recurso renovable, y requiere menos
energía de producción que otros materiales estructurales. Aunque la longitud de los
elementos estructurales es limitada (excepto en las secciones laminadas-encoladas) y
35
~,_'"
/
UDT
UN:DAD
DE DESARROLLO
TEtNOLOGICO
aunque los esfuerzos que pueden soportar son menores que otros materiales;
alternativa
es una
bastante utilizada para fines constructivos.
La madera que fue un material tradicionalmente
resistentes,
se ha visto desplazada,
en este campo, desde comienzos de siglo actual;
primero por el acero y posteriormente
sobre los que éste puede intervenir
características
empleado en la construcción con funciones
por el hormigón; materiales hechos por el hombre y
en su proceso de fabricación
para mejorar
resistentes. Debido a la forma particular de crecimiento
sus
de los árboles, las
propiedades mecánicas de la madera son muy diferentes según se determinen en el sentido
de las fibras longitudinales o transversales a ellas, acrecentando todavía estas diferencias la
existencia
de nudos. El grado de humedad
resistencia;
disminuyendo
influye
decisivamente
a medida que ésta se incrementa,
saturación de las fibras (25 - 30 % para las coníferas).
construcción
de
hasta alcanzar el punto de
La madera es quizá el material de
más sensible y más vulnerable a las condiciones de colocación en obra y a la
solución constructiva
construcción
en la capacidad
en la que se aplique. Por estos motivos y por su utilidad
podemos decir que se trata de un material
muy
constructivo,
para la
ya que es
esencial tener conocimientos de construcción en madera para aplicarla con éxito y evitar su
deterioro.
Por otro lado, se realizaron visitas a potenciales usuarios de los productos a desarrollar, en el sur
de chile.
A continuación
se presenta
un resumen de las empresas visitadas junto con un extracto
de lo conversado.
Empresa AquaChile
Se establece contacto
con el gerente
de operaciones
de la empresa,
interés por aplicar estos nuevos materiales dentro de su infraestructura,
quién manifiesta
sobre todo si los
productos tienen un mejor desempeño y están dentro de costos razonables.
Empresa Portuaria Puerto Montt
Se establece reunión con ejecutivos de la empresa quienes manifiestan
un interés en las
aplicaciones orientadas a la construcción de pasarelas y cubiertas de muelles, donde han
registrado severos inconvenientes al utilizar madera.
36
-
p--
novaCh
CORFO
Empresa Aquamet
S.A.
Si bien la empresa tiene interés en aplicar decking de madera plástico en sus pontones,
estima que un costo alto del producto la hace inaccesible en este instante.
Empresa Socovesa
La empresa manifiesta interés por el desarrollo de piezas machihembradas
mercado de viviendas mayor a 1500 UF, como sustituto
actualmente
o siding para su
del siding de fibrocemento
que
utiliza.
Cámara Chilena de la Construcción
La corporación
manifiesta interés en participar en la promoción de este nuevo material y
tecnología
constructiva,
sobre todo si cumple
requerimientos
de durabilidad
y ahorro
energético,
lo que permitiría contar con un nuevo producto con el cual mejorar el confort
térmico de viviendas.
37
UDT
UN1DADDE DESARf:QllO
n
TEOWLOG!CO
'hile
CORFO
/.,,>'~
ACTIVIDAD
1.7: DETERMINACIÓN DE PROPIEDADES FÍSICAS Y MECÁNICAS
REQUERIDAS
DE LOS PRODUCTOS.
Se determinaran
las propiedades
físicas
y
mecánicas que debe poseer los productos a fabricar en el nuevo material
Hito 1.7.1: Propiedades mecánicas evaluadas: Deberá tenerse la información
de las
propiedades mecánicas.
DESARROLLO ACTIVIDAD:
Producto de reuniones sostenidas con la Dirección de Obras Portuarias de Concepción y otras
entidades relacionadas con el tema portuario, se concluyó que las infraestructuras portuarias
públicas se encuentran reguladas bajo la normativa chilena vigente.
De esta forma, las
superestructuras confeccionadas en base a madera deben someterse a la Norma NCh1198, 2006, la
cuál regula el uso de la madera en aplicacionesconstructivas.
Con respecto a normativas de madera-plástico, se han recopilado antecedentes de la norma
norteamericana con la cuál se ha desarrollado en Chile un Proyecto de Norma para la
determinación de propiedades físicas y mecánicas del material, la cuál se encuentra pronta a ser
publicada
Todos los elementos constructivos o productos a desarrolla en base al material compuesto de
madera-plástico, deberán cumplir como requerimiento mínimo la NCh 1198, 2006 en el caso de ser
utilizados como elementos estructurales de alguna infraestructura, tales como edificios, puentes,
etc.
Estos productos
deben ser capaces de soportar, con adecuada estabilidad y rigidez, la
totalidad de las cargas y solicitaciones durante el montaje, construcción y uso, sin exceder las
tensiones de diseño y deformaciones admisibles que se establecen en la normativa vigente.
Por último, y con respectos a los requerimientos mínimos exigibles de los productos, estos al estar
basados en distintas normativas serán detallados en la Actividad 1.7: "DETERMINACIÓN DE
NORMATIVASDE CONSTRUCCIÓN
Y LEGALESPARALOSPRODUCTOS."
38
-
hile
~R
:i/
.•
UNiDAD
OE DE5A~ROLlO
,,,---
CORFO
TECNOLO~ICO
ACTIVIDAD 1.8: DETERMINACIÓN DE LOS ESTANDARES DE CALIDAD PARA
LOS PRODUCTOS
A DESARROLLAR.
Se evaluarán
los
productos
actualmente
comercializados, para conocer los estándares de calidad requeridos actualmente.
Hito 1.8.1 Productos comerciales en el mercado, evaluados: Se dispondrá de información
respecto de los estándares de calidad de los productos
comerciales disponibles
en el
mercado.
DESARROLLO ACTIVIDAD:
Los productos
de madera-plástico,
o conocidos
internacionalmente
como WPC (Wood
Plastic
Composites), son por definición productos fabricados en base a materiales celulósicos como aserrín,
polvo de lija y fibras, y materiales termoplásticos,
Estos productos
en nuestro caso el polipropileno
suelen ser procesados mediante técnicas de transformación
y el polietileno.
de polímeros donde
destacan los procesos de extrusión e inyección.
El uso de madera-plástico
a nivel mundial no es nuevo, pues el mercado de estos materiales se
inició en EE.UU. hace casi 2 décadas, desarrollándose y creciendo ampliamente
El mercado es ampliamente
dominado por Norteamérica
con una participación
mientras que Latinoamérica representa menos del 5% del total.
y según un estudio realizado por AMI-Consulting,
habrá duplicado
con respecto al volumen
hasta la actualidad.
cercana al 70%,
Con respecto al mercado Europeo,
para el año 2010 el volumen de mercado se
del año 2003, proyectándose
que 2/3 de los WPC
extruídos se destinarán al mercado europeo a tableros.
Además, y según señala el director de ventas y mercadeo de la división de extrusión de Milacron,
Tom Brown, a pesar de que América Latina aparezca en la categoría de menor volumen, se cree
que este mercado crecerá a un nivel mucho mayor, con base en los requerimientos
de información
y el interés que han percibido en la región durante el último año, lo anterior debido a que la región
es una zona rica en fibras naturales como madera, cascarilla de arroz, granos de café, sisal, yute,
fique, lino, bambú, henequén, coco, agave o residuos fibrosos de palma, lo cual podría jugar a
favor del desarrollo de este tipo de compuestos.
Ahora bien, y con respecto al mercado nacional, la madera plástico no es comercializada de forma
masiva, pero se posee el potencial necesario para la aplicación de WPC en productos nacionales,
39
-
nno\/áCFiilé
---
CORFO
para su exportación y para su desarrollo tecnológico.
En este momento, sólo existen 2 empresas
dedicadas a la venta de productos compuestos en base a madera-plástico:
Lignoplast,
empresa
productora de pellets del material compuestos; y De Vicente Plástico (DVP), empresa que importa
productos de WPC de la empresa norteamericana Timbertech.
las empresas Timbertech,
Además, existen representantes
Lousiana Pacific y Universal Home, quienes importan
de
a pedido sus
productos.
Con respecto a lo anterior,
se realizó una búsqueda de información
referente
a las principales
empresas existentes en el mercado internacional que se encuentran comercializando
madera plástica. Además, se recopilaron antecedentes
con respecto a productos
productos en
sustitutos
que
representan una potencial competencia para los perfiles de madera plástico.
Es importante
señalar que debido a la gran diversidad de productos existentes
hemos seleccionado
siguientes:
2 productos que representan
pisos (decking)
y recubrimientos
en el mercado,
el 70% del mercado comercial,
exteriores (siding).
A continuación
ellos son los
se presentan las
fichas técnicas de algunos fabricantes de estos productos
40
-
UDT
UNtDAO
DE"DE5ARROlLO'TECNOLCGltO
Tabla 1.8.1: Productos en madera plástico
TimberTech,
Tabla Piso
Earthwood
(DVP)
Dimensiones
Largo: 4880 mm.
Ancho: 138 mm. Espesor:
25,4 mm.
Área: 0,6734 m2
Largo: 4880 mm
Ancho: 138 mm Espesor:
25,4 mm.
Área: 0,6734 m2
TimberTech,
Tabla Piso
Twin Finish
(DVP)
Características
Usado para Terrazas, borde de piscinas,
spas y marinas. Presentan variaciones de
color y veteado que imitan las variaciones
naturales de las auténticas maderas nobles
tropicales. Libre de mantención,
antideslizante y menor absorción de
temperatura. Tienen una garantía de 25
años.
$38.860
Usado para Terrazas, borde de piscinas,
spas y marinas. Compuesto por resinas
plásticas y fibras de madera. Libre de
mantención, antideslizante y menor
absorción de temperatura. Tienen una
garantía de 25 años.
$48.230
Aplicación para terrazas y muelles
$17.057
Aplicación para terrazas y muelles
$35.881
Aplicación para terrazas y muelles
$13.964
Largo: 3660 mm
Ancho: 140 mm Espesor:
25 mm.
Área: 0,5124 m2
Decking
Louisiana
Pacific
Decking
Timbertech
Largo: 4880 mm
Ancho: 138 mm Espesor:
25 mm.
Área: 0,6734 m2
IMAGEN NO DISPONIBLE
Decking
Universal
Home
Largo: 3660 mm
Ancho: 137,1 mm
Espesor: 23,1 mm.
Área: 0,502 m2
IMAGEN NO DISPONIBLE
41
Es importante
señalar que no se detectaron
productos fabricados en base a madera-plástico
que
sean comercializados como revestimiento de exteriores en Chile.
En la actualidad, el mercado nacional de la madera plástico no está desarrollado a pesar de que se
dispone de una gran cantidad de materia prima, como es el caso del aserrín y el polvo de lija.
Como se desprende de la Tabla anterior, dentro de los usos nacionales que se le pueden dar a los
termopolímeros
con celulosa se destacan lo siguientes:
-Muelles pesqueros y puertos deportivos
-Terrazas
-Paseos costeros
-Cercas decorativas
-Plataformas marinas y tabiques.
Además, se observa que los productos de WPC son en su mayoría utilizados para aplicaciones
"outdoor"
debido a que supera a la madera en cuanto a su resistencia a los rayos UV y humedad, lo
que le otorga una mayor vida útil, razón por la cual poseen un precio mas alto que los productos
fabricados en madera.
Adicionalmente,
y como parte de la oferta nacional, es necesario considerar aquellos productos que
si bien no son fabricados en base a materiales compuestos de madera plástico, si representan una
potencial
competencia
para los productos
de Wpc.
Lo anterior
es conocido
como productos
sustitutos los cuales cumplen una misma función, pero que son de naturaleza distinta.
En el mercado nacional, encontramos una serie de productos sustitos a la madera-plástico
general son ampliamente
utilizados en el ámbito de la vivienda y construcción.
y que en
En este mismo
contexto, se realizó una revisión de la oferta nacional, observándose que en la actualidad el número
de empresas fabricantes
limitado,
no existiendo
principalmente
de productos para pisos de exteriores y revestimiento
prácticamente
empresas
pequeñas en el rubro.
Lo anterior
a que las empresas productoras de materiales para revestimiento
muy competitivas,
y abastecen a los grandes proyectos inmobiliarios
de exteriores es
se debe
y piso exterior son
habitacionales
por lo que
deben contar con una alta capacidad de producción y una alta capacidad de almacenamiento.
42
Luego, es muy difícil que pequeñas empresas que también fabrican estos productos puedan entrar
fácilmente al mercado, pues no cuentan con los recursos suficientes que les permita implementar
una planta con la capacidad y tecnologías productivas necesarias para satisfacer las exigencias del
mercado.
Las empresas más grandes y que concentran la mayor cantidad del mercado, las cuales además
sus productos se pueden encontrar en los principales Homecenter
y centros de venta del país, son
las empresas Volcán, Arauco y Pizarreño.
En las siguientes
anteriormente
Tablas,
se presentan
los principales
relacionadas a aplicaciones del tipo
productos
de las empresas
pisos y revestimiento
señaladas
exterior, que representan
una potencial competencia para los productos desarrollados en base a madera-plástico:
43
-
UDT
:UNiDAO:DEl'lE5ARROLLO'TECtmLOGKO
Tabla 1.8.2: Productosempresa Volcán S.A.
Siding
Tinglado
Volcán
Siding
Tinglado
Volcán
Panel Volcán
Largo: 2.400 mm.
Ancho: 190 mm. Espesor: 6
mm.
Área: 0,456 m2
Largo: 3.600 mm
Ancho: 190 mm Espesor: 6
mm.
Área: 0,684 m2
Largo: 2.400 mm
Ancho: 1.200 mm Espesor: 6
mm.
Área: 2,880 m2
Duraboard
Largo: 2.400 mm
Ancho: 1.200 mm Espesor: 8
mm.
Área: 2,880 m2
Principalmente usado para revestimiento
exterior. Fibrocemento
$1.975
Principalmente usado para revestimiento
exterior. Fibrocemento
$3.017
Usado para revestimiento
Fibrocemento
exterior.
Tablero liso de fibrocemento libre de asbesto.
Puede aplicarse en el exterior, en fachadas,
frontones, aleros, tapacanes u otros.
$10.498
$12.345
44
Como se observa en la Tabla 1.8.2, los productos comercializados por la empresa Volcán S.A. son
principalmente
desarrollados
en base a fibrocemento
y son utilizados
como revestimiento
de
exteriores.
Tabla 1.8.3: Productos Empresa Arauco S.A.
o
MSDCabaña
MSD
Machihembrado
Dimensiones
Largo: 3.200 mm.
Ancho: 115 mm. Espesor: 19
mm.
Área: 0,368 m2
Largo: 3.200 mm.
Ancho: 108 mm. Espesor: 14
mm.
Área: 0,3456 m2
Largo: 3.200 mm.
Ancho: 83 mm. Espesor: 14
mm.
Área: 0,2656 m2
MSD
Machihembrado·
MSD Tinglado
Deck
Largo: 3.200 mm.
Ancho: 92 mm. Espesor: 14
mm.
Área: 0,2944 m2
Largo: 3.200 mm.
Ancho: 90 mm. Espesor: 32
mm.
Área: 0,288 m2
Características
Revestimiento Impregnado. Especial para
uso exterior sin la necesidad de pinturas
ni barnices. Teñido color Roble que logra
la apariencia de madera nativa.
$ 1.938
Revestimiento de madera de pino radiata.
Seco en cámara. Contenido de humedad
12% promedio
$1.139
Revestimiento de madera de pino radiata.
Seco en cámara. Contenido de humedad
12% promedio
$915
Revestimiento de madera de pino radiata.
Seco en cámara. Contenido de humedad
12% promedio.
$ 1.000
Usado para pisos de exterior
$1.699
45
De la Tabla 1.8.3, se observa que la mayoría de los productos comercializados
por la empresa
Arauco son para aplicaciones del tipo revestimiento de exteriores, los cuales son fabricados a partir
de madera de pino radiata.
Tabla 1.8.4: Productos Empresa Pizarreño S.A.
Fuente: Elaboración Propia; datos empresas Pizarreño S.A.
mensiones
Características
Largo: 2.400 mm.
Ancho: 1.200 mm.
Espesor: 8 mm.
Area: 2,880 m2
Permanit Liso
Largo: 2.400 mm.
Ancho: 1.200 mm.
Espesor: 6 mm.
Area: 2,880 m2
Permanit
Ranurado
Largo: 3.660 mm.
Ancho: 150 mm.
Espesor: 6 mm.
Area: 0,5490 m2
Siding Madera
Liso
Largo: 3.660 mm.
Ancho: 150 mm.
Espesor: 6 mm.
Area: 0,6954 m2
Siding Madera
Liso
Placaplana semiprensada,
densidad estándar, fraguada por
autoclave, para revestimientos
de muros y tabiques (interiores y
exteriores).
$12.320
Placa plana semiprensada, con
textura de madera listoneada
vertical, densidad estándar,
fraguada por autoclave, para
revestimientos de muros y
tabiques (interiores y exteriores)
$8.840
Tinglado de fibrocemento, COn
textura lisa ó veta de madera,
densidad estándar, fraguada por
autoclave, para revestimientos
exteriores.
$2.017
Tinglado de fibrocemento, con
textura lisa ó veta de madera,
densidad estándar, fraguada por
autoclave, para revestimientos
exteriores.
$3.017
46
-
"\UQT
1
,<
."<,.
UNiDAD DE DESARROllO TECNOLOGICO
"
'-C'-~-
CORFO
Al igual que la empresa Volcán S.A., los productos comercializados por Pizarreño S.A. son
principalmente desarrollados en base a fibrocemento y son utilizados como revestimiento de
exteriores.
También existen otras empresas de menor envergadura, donde sus productos se caracterizan por
ser más selectivos y de calidad, llevando consigo un precio un poco mayor. Este es el caso de las
empresas De Vicente Plásticos (DVP) y Louisiana Pacific (LP), y en menor medida, Vytec- Canadá.
Los productos de estas empresas también se pueden encontrar en los principales centros de ventas
del país, pero con una menor participación que las tres grandes empresas mencionadas
anteriormente.
A continuación se muestran sus principales productos los que claramente
corresponden a productos sustitutos de los compuestos de madera plástico.
47
Tabla 1.8.5: Productos Empresa De Vicente Plástico.
Fuente:
Elaboración Propia; datos empresas De Vicente Plástico.
características
Vinyl Siding,
American
Dream Modelo
Alemán
Vinyl Siding,
American
Dream Modelo
Americano
Vinyl Siding,
Revestimie nto
Board &. Batten
Vinyl Siding,
Revestimiento
Portsmouth
Shake
Largo: 3.800 mm.
Ancho: 200 mm.
Espesor: 1 mm.
Área: 0.760 m2
largo: 3.800 mm.
Ancho: 200 mm.
Espesor: 1 mm.
Área: 0.760 m2
Largo: 3.050 mm.
Ancho: 508 mm.
Espesor: 28.6 mm.
Área: 1,5494 m2
Largo: 1220 mm.
Ancho: 356 mm.
Espesor: 25.4 mm.
Área: 0,4343 m2
Revestimiento para fachada
casa, reemplaza la pintura, el
enchape ladrillo etc.
Revestimiento exterior de PVc.
$4.109
Revestimiento para fachada
casa, reemplaza la pintura, el
enchape ladrillo etc.
Revestimiento exterior de Pvc.
$3.273
Diseño horizontal que permite
obte ner un efecto que se
asemeja a una superficie
recubierta con tablas vertica les,
tiene vetas similares a la madera
natural
$31.711
Su diseño permite que la fachada
luzca un aspecto natural de la
tejuela de alerce, tan
característica del sur de chile. La
terminación de la tej uela puede
ser recta o redonda, con vetas
similares a la madera natural.
$ 16.600
De la Tabla 1.8.5 se observa que mayoritariamente
utilizados como revestimiento
los productos son fabricados
de PVC y son
de exteriores de viviendas.
48
Tabla 1.8.6: Productos Empresa Louisiana Pacific Chile.
Fuente: Elaboración Propia; datos empresas Lousiana Pacific Chile
características
Espesor: 11.1 mm.
Área:
928 m2
SmartSide
Panel
Usados como revestí miento de
exterior
$ 10.702
Largo: 4.880 mm.
Ancho: 200 mm.
Espesor: 9,5 mm.
Á
m2
Usados como revestimiento
exterior
SmartSide LAP
de
$3.273
Tabla 1.8.7: Productos Empresa Vytec
Fuente: Elaboración Propia; datos empresas Homecenter Sodimac
ca racterísticas
Largo: 3.810 mm.
Ancho: 200 mm.
Espesor: 1 mm.
Área: 0,762 m2
Siding de PVC
Usados como revesti miento de
exterior
$2.933
49
"
.
UDT
UNiDAD
OE DESARROLLO
In líOvaCh·jl
e
.. 'CORfO
TECNOLOGICO
,.--~
Como se observa en las Tablas anteriores, ambas empresas comercializan productos principalmente
para revestimientos
de exteriores.
Sin embargo, y como se presentó en la Tabla 1.10, Lousiana
Pacific y Timbertech también desarrollan aplicaciones para pisos de exterior en madera plástico.
Adicionalmente,
tampoco
existen otro grupo de empresas que si bien no concentran
son del tamaño
de las empresas
mencionadas
anteriormente,
el mercado, como
si destacan
por ser
empresas familiares de vasta experiencia en producción de pino Oregón y maderas nativas.
Hay
cinco empresas en el sur de chile, que son reconocidas por producir maderas de excelente calidad,
estas son Empresas Voipir, Maderas Venturelli, Maderas Añihué, Maderas Tantauco y Maderas del
Sur. A continuación se presentan los principales productos comercializados por estas empresas:
Tabla 1.8.8: Productos Empresas Voipir
Dimensiones
Tabla 1.8.9: Productos Maderas Venturelli
Dimensiones
50
UDT
UNiDAD
DE
DESARP.OLlOiECNOLOG!CO
Tabla 1.8.10: Productos Maderas Añihué
Fuente: Elaboración Propia; datos Maderas Añihué
Tabla 1.8.11: Productos Maderas Añihué
Fuente: Elaboración Propia; datos Maderas Añihué
51
InnovaLhile
.---CORFO
Tabla 1.8.12: Productos Maderas Tantauco
Fuente: Elaboración Propia; datos Maderas Tantauco
Producto
Dimensiones
1220 x 2440 x 4 mm
-
1220 x 2440 x 6 mm
x 2440 x 9 mm
1220 x 2440 x 12 mm
1220
Ulmo
Ulmo
Ulmo
1220
x 2440 x 30 mm
52
Tabla 1.8.13: Productos Maderas del Sur
Fuente: Elaboración Propia; datos Maderas del Sur
Dimensiones
1" x 5" x 320 m
314"
De las Tablas anteriores
x 5" x 3 20 m
se observa que los materiales
utilizados para las fabricaciones
de los
productos de estas empresas son en su totalidad basados en madera.
53
UDT
-~----
CORFO
UNiDAD DE DESARP,OLlOTECNOLOGICO
ETAPA 2: DISEÑOS
CONSTRUCTIVOS
ACTIVIDAD 2.1: PRODUCCIÓN DE PERFILES PARA DETERMINAR PROPIEDADES
DEL MA TERIAL. Se fabricarán perfiles del material madera-plástico para determinar las
propiedades mecánicas del material.
Hito 2.1.1 Perfiles producidos: Se fabricarán perfiles en base al material.
DESARROLLO ACTIVIDAD
Previamente a la fabricación de perfiles del material compuesto, se realizaron pruebas a nivel de
laboratorio
para evaluar la factibilidad de utilizar distintas formulaciones.
Para ello, se utilizó un
mezclador de rodillos y una prensa hidráulica para confeccionar las placas del material compuesto y
evaluar las distintas dosificaciones del polímero, polvo de lija y aditivos.
Posteriormente,
las placas
de madera plástico obtenidas fueron sometidas a pruebas de decoloración por agua y sol, junto con
pruebas de retención de agua.
De esta forma, las conclusiones de este ensayo serán utilizadas
para apoyar la toma de decisión en relación a la formulación
final del material
compuesto.
A
continuación se presentan algunas de las formulaciones desarrolladas.
4
Tabla 2.1.1: Ensayos a nivel de laboratorio para pruebas de decoloración y absorción
de humedad
15% - 3,0%
Figura 2.1.1: Placas de material compuesto para pruebas de decoloración y absorción
de humedad
54
UDT
UNiDAD
DE DESARROLLO
TECNOLOGICO
Como se señaló previamente,
las placas obtenidas serán sometidas a pruebas de decoloración por
sol, por agua y absorción de humedad.
A continuación se presenta la descripción de cada una de
estos ensayos:
•
Decoloración por agua: Para el desarrollo de estas pruebas las placas serán sumergidas
parcialmente
en una cubeta de agua (la mitad de la placa aproximadamente)
horas, serán retiradas y secadas a temperatura
registro fotográfico
•
ambiente.
y, luego de 3
Posteriormente,
se tomará
un
de manera de evaluar el grado de decoloración de las placas.
Decoloración por sol: Para el desarrollo de estas pruebas se montó un atril al aire libre,
orientado 30° hacia el norte, con respecto a suelo.
las cuáles serán fotografiadas
cada 8 horas. Una vez transcurridas
guardadas bajo techo para luego de transcurridas
libre.
Luego, se ubicarán cada una de las placas
las 8 horas, las placas serán
16 horas ser expuestas nuevamente
al aire
Esta experiencia se repetirá a lo largo de 7 días de manera de obtener un registro del
grado de decoloración producto de la exposición de las placas al sol.
•
Absorción de agua: Para el desarrollo de estas pruebas las placas desarrolladas
previamente
fueron
pesadas registrándose en una planilla su masa inicial, para luego ser sumergidas
completamente
en una cubeta de agua.
Una vez transcurrido 2 horas de estar sumergidas, las
placas son retiradas y secadas (con papel) para luego ser pesadas nuevamente,
nueva masa.
Esta operación
se repetirá en 3 oportunidades
registrando
registrando su
todos los pesos
obtenidos, con una frecuencia de 2 horas por cada operación.
Luego del último pesaje (después de 8 horas de estar sumergidas) se esperarán 16 horas más
a modo de registrar la variación en peso después estar 24 horas sumergidas.
replicará
lo anterior
para registrar
la variación
Por último, se
en masa después de 48 horas de estar
sumergidas.
De la información
recopilada
a nivel de laboratorio,
se determinó
que las formulaciones
mejores resultados entregaron fueron aquellas que contenían el polipropileno
y un 4% de lubricante.
base de formulación
que
PH 0322 en un 50%
De esta forma, los ensayos que se realizarán posteriormente
tendrán como
50% de PH 0322, 50% de Polvo de Lija y un 4% de Lubricante.
55
mnovaCllrre
,----
CORFO
Con respecto al compatibilizante,
inyectadas
las que
se fabricaron 3 formulaciones con las que se obtuvieron
posteriormente
fueron
objeto
de estudio
para
la determinación
probetas
de las
propiedades mecánicas del material, en particular, ensayos de flexión y tracción, además de ver el
efecto que tiene el compatibilizante
en el material. A continuación se presentan los resultados de
los ensayos realizados, donde E es el módulo de elasticidad a la tangente,
cry el punto de fluencia,
f.y es el porcentaje de deformación al límite elástico, aM es la resistencia a la tracción en el punto
de máxima carga, Er es el porcentaje de elongación al punto de ruptura, y la deformación está dad
cuando la carga disminuye al 80%
Tabla 2.1.2: Ensayo NO 1 TRACCIÓN: 4% Lubricante - 0% Compatibilizante
E(I\It>a)
2)2,5
2)0,4
Prorredlo
De9l. Estanda"
Mil
Max
184,5
2)1,0
212, 1
196,2
214,4
201.6
10,0
184,5
214,4
sy(rvtB)
e.¡(%)
sM (rvtB)
21,885
22,313
22, 137
22,~8
22,140
22,764
22,555
22.259
0.3>7
21.885
22.784
4,W
21,887
22,:D4
22, 137
22,a?8
22, 140
22,764
22,556
22.~
0.3>7
21887
22,764
4,al>
4,al>
4,116
3,947
3,00)
4,al>
4.137
0.134
3,947
4,3J7
&(%)
4,431
4,700
4,364
4,375
4,543
4,375
4,200
~
0100
4,200
4,700
Tabla 2.1.3: Ensayo NO 2 TRACCIÓN: 4% Lubricante - 2% Compatibilizante
Promedio
Desv. Estandar
Min
Max
E(Mpa)
192,1
179,5
186,6
164,9
177,3
173,8
193,9
cry(Mpa)
39,174
38,796
38,729
38,609
38,199
38,865
38,811
r.y (%)
4,837
4,971
4,712
4,702
4,690
4,938
4,825
crM1Mpa)
39,174
38,796
38,730
38,628
38,199
38,866
38,814
Er(%)
4,915
5,050
4,836
4,758
4,735
4,994
4,859
181,2
10,4
164,9
193,9
38,740
0,295
38,199
39,174
4,811
0,115
4,690
4,971
38,7
0,3
38,2
39,2
4,9
0,1
47
5,1
56
rnnovaCfiHe
CORFO
.---
Tabla 2.1.4: Ensayo NO 3 TRACCIÓN: 4% Lubricante - 4% Compatibilizante
Fuente: Elaboración Propia
Promedio
Desv. Estandar
Min
Max
deformación
anterior
E(Mpa)
172,9
168,6
171,3
166,9
166,8
173,8
165,2
oy(Mpa)
56,522
56,400
56,325
56,855
56,783
56,196
56,235
oM (Mpa)
56,579
56,456
56,381
56,912
56,840
56,252
56,291
Er1%1
5,402
5,470
1694
33
165,2
173,8
r.y (%)
5,367
5,465
5,546
5,365
5,387
5,756
5,788
. 56474
0,260
56,196
56,855
5,525
0,181
5,365
5,788
56,5
0,3
56,3
56,9
5,5
02
54
5,8
5,552
5,370
5,392
5,762
5,794
medida
taje de
al límite elástico aumenta a medida que se le añade mayor cantidad del aditivo.
De lo
podemos concluir que el material a medida que se le incorpora una mayor cantidad de
compatibilizante
su capacidad elástica se ve disminuida, incrementándose
su capacidad plástico con
respecto a la tracción, lo que implica una menor rigidez del material.
Con respecto a los ensayos de flexión, los resultados se presentan a continuación,
donde Fm es la
fuerza máxima, E(b) es el modulo de elasticidad y crfM es la resistencia a una deformación
11,95
grados:
Tabla
2.1.5:
Compatibilizante
Promedio
Desv. Estandar
Min
Max
Ensayo
NOl
Fm (N)
66,145
66,255
66,925
65,455
65620
65,785
65,620
65,972
0,511
65,455
66,925
Tabla
2.1.6: Ensayo
Compatibilizante
NO 2
FLEXIÓN:
4%
Elt&(GPa)
1,532
1,434
1,313
1,227
1,403
1,409
1,430
1,393
0,097
1,227
1,532
FLEXIÓN:
4%
Lubricante
-
0%
afM (MPa)
33,187
33,492
33,275
32,890
33,345
33,229
33,146
33,223
0,186
32,890
33,492
Lubricante
-
2%
57
lnnovaCI11re
CORFO
,----
Promedio
Desv. Estandar
Min
Max
Tabla 2.1.7:
Fm (N)
81,090
81,315
80,175
80,370
79,815
80,315
80,095
80,454
0,546
79,815
81,315
E(b)(GPa)
1,353
1,479
1,505
1,605
1,345
1,529
1,385
1,457
0,099
1,345
1,605
afM (MPa)
40,808
40,983
40,650
40,749
40,498
40,479
40,368
40,648
0,215
40,368
40,983
Ensayo NO 3 FLEXIÓN: 4% Lubricante - 4%
Promedio
Desv. Estandar
Min
Max
Fm (N)
96,035
95,352
96,548
94,998
95,023
95,254
95,152
95,480
0,587
94998
96,548
E(b)(GPa) afM (MPa)
1,463
47,213
1,536
47,113
1,565
47,367
47,421
1,632
1,542
47,255
1,486
47,369
1,524
47,358
1,535
47,299
0,055
0,109
1,463
47,113
1,632
47,421
De las tablas anteriores se observa que la fuerza máxima, el módulo de elasticidad y la resistencia a
la deformación aumentan a medida que se le incorpora una mayor cantidad de compatibilizante.
De
esta forma, se concluye que el material es más rígido y se opone a la flexión de mayor forma a
medida que se le añade más compatibilizante.
58
·~UDT
.,.:,;..;8;..../
UNiDAD DE OESARROllO TECNOLOGICO
Posteriormente,
y con los resultados obtenidos anteriormente,
para determinarles
madera.
se comenzó la producción de perfiles
las propiedades mecánicas basados en la norma chilena de la madera de la
En particular, las normas utilizadas para los ensayos fueron las siguientes:
-Ensayo de tracción perpendicular a las fibras (Nch975): se fabricaron 10 probetas de 50 x
50 x 63 mm, por cada formulación.
-Ensayo de dureza (Nch978): se fabricaron
10 probetas de queda en 30 x 50 x 150 mm,
por cada formulación.
-Ensayo a la flexión estática (Nch987): se fabricaron 10 probetas de 30 x 50 x 760 mm, por
cada formulación.
-Ensayo de compresión
paralela (NCH973): se fabricaron
10 probetas de 25 x 25 x 100
mm, por cada formulación.
-Suelos de madera: Control del acabado superficial, ensayo de resistencia al choque (EN56817-74): se fabricaron 10 probetas de 30 x 147 x 147 mm, por cada formulación.
Por otro lado, se tomó contacto con la Ingeniera Nora Schicchi, del Laboratorio de Ensayos FísicoMecánico de INTI-PLÁSTICOS
Argentina,
realicen ensayos de envejecimiento
para que durante el mes de septiembre
acelerado
en sus equipos.
estimación real de la duración de los perfiles de madera-plástico,
Esta actividad
de 2009 se
nos dará una
la que se estima en 15 años. Esta
actividad tomará alrededor de 2 meses, pero se realizará en paralelo con las otras actividades y nos
servirá para confeccionar una ficha técnica.
59
Figura 2.1.2: Producción de Perfiles Prototipos
Figura 2.1.3: Producción de Perfiles Prototipo
60
e. UDT
.,
1 Uf'l'DA[) DE DESARROLLOTECNOlCGKO
Figura 2.1.4: Dimensionamiento de Probetas para
ensayos mecánicos
¡r
Figura 2.1.5: Ensayos mecánicos (Flexión)
Fuente: UDT
61
ACTIVIDAD 2.2: DEFINICIÓN TIPO DE PRODUCTOS A DISEÑAR.
Con los datos de
la etapa 1se determinarán los productos a diseñar.
Hito 2.2.1 Productos definidos: Dentro de una gama de productos se definirán los más
adecuados para el proyecto.
DESARROLLO ACTIVIDAD
Los productos
a desarrollar
(Pisos), y Siding (Revestimiento
de diseños tentativos
de exteriores).
ha obtener
aplicaciones
constructivas:
Decking
Luego, se planteó al equipo de trabajo un conjunto
para determinar cuales serían los productos mas adecuados para desarrollar.
1
rr======;¡
fueron orientados
"g,=_11
Muelles
Terrazas
11
1I
REVESTIMIENTO
EXTERIORES
DE
=~I
Orientados a
Viviendas
Embarcaderos
11Marinas
1I
Figura 2.2.1: Aplicaciones preliminares
Fuente: Elaboración Propia
62
UDT
UN;DAD DE DESARROLLO TECNOlOGKO
ACTIVIDAD
2.3: DEFINICIÓN
VARIABLES
DE DISEÑO
A
UTILIZAR.
Se
determinarán las variables necesarias para realizar el diseño
Hito 2.3.1 Variables definidas: Dentro de todas las variables posibles se definirán las
más pertinentes
DESARROLLO ACTIVIDAD
Para realizar el diseño de los productos que serán extruidos en madera-plastico,
se utilizó como
principal referente lo que recomienda la norma NCh 1198,2006. Madera-Construcciones
en Madera-
Cálculo, las cuales considera las siguientes condiciones:
•
Las solicitaciones
están de acuerdo con la realidad en cuanto a su magnitud,
tipo y
duración.
•
El compuesto madera-plástico
representará las condiciones promedio del material.
•
Se da la debida importancia a las condiciones de servicio, incluyendo posibles deterioros en
los elementos y corrosión de las uniones metálicas.
•
El diseño es competente,
existe buena fabricación y montaje;
son confiables y el mantenimiento
•
Los productos
la clasificación e inspección
normal.
de madera-plástico
desarrollados
son usados tal como se clasificaron
y
fabricaron para su uso final.
Cargas y Solicitaciones.
En la determinación
de las solicitaciones de pesos propios y sobrecarga se deben considerar
los
valores unitarios establecidos en la NCh1537.
En la determinación
de las solicitaciones
debidas a la acción de la nieve se deben adoptar
las
disposiciones establecidas en la NCh 431.
63
&~UDT
~;/
"NiDAD DE DESARROLLO TECNOLOGlCO
En la determinación
de las solicitaciones
debidas a la acción del viento
se deben adoptar
las
debidas a la acción sísmica se deben adoptar
las
disposiciones establecidas en la Nch432.
En la determinación
de las solicitaciones
disposiciones establecidas en NCh433.
El diseño debe considerar
distribución o concentración
las magnitudes
las combinaciones
de cargas que se estimen probables y además, la
más severa de estas cargas. En la selección de las combinaciones y de
de las cargas a combinar se debe considerar la probabilidad
de simultaneidad
de
ocurrencia de los distintos componentes de la combinación. Cuando las solicitaciones de viento y de
sismo
sean
factibles,
se considerará
sólo aquella
que
induce
las mayores
tensiones,
no
requiriéndose el análisis de su efecto simultáneo.
Adicionalmente,
los productos desarrollados, y en particular las aplicaciones del tipo Decking, deben
contar con algún tipo de diseño superficial que logre una adherencia a él, de manera que tengan la
propiedad de ser una superficie antideslizante.
propuesto alternativas
Para ello, y como se verá mas adelante,
se han
relacionadas con el diseño y con acciones en el acabado superficial post-
producción.
64
-
~UDT
~}
InnóvaCl1He
,-------
CORFO
UNiDAD DE DESARROllO TEOIOLOGICO
ACTWIDAD
PORTUARIA.
estudiadas
2.4: DISEÑO PRELIMINAR DE PRODUCTOS INFRAESTRUCTURA
Se obtendrá un diseño preliminar de productos en función de las variables
y luego el diseño final de los productos.
Hito 2.4.1 Diseño preliminar
productos de infraestructura
definido: Se lograra un diseño preliminar
para los
portuaria
DESARROLLO ACTIVIDAD
•
Pisos o Deckinq
Se desarrolla un piso o deck de madera-plástico,
siguientes dimensiones geométricas:
y con acabado superficial
en base a un molde existente, que tiene las
15 cm de ancho, por 3 cm de espesor y un largo de 2.5 m
antideslizante
mediante el desgaste de una de sus caras. El uso
principal será la construcción de muelles y marinas.
La masa estimada para este perfil es de
12,35 Kg.
Se planteó el mismo diseño anterior pero con 2,2 cm de espesor. Con lo cual la masa estimada
para este perfil será de 10,52 Kg. Y se logra modificando el molde en su salida.
+1
Figura 2.4.1: Diseño de Perfil NOl (3,0 cm) y N02 (2,2 cm)
Fuente: Elaboración Propia
Piso o deck de madera plástico de 15 cm de ancho por 3 cm de espesor y un largo de 2.5 m,
con ranurado de 10 cm de cara superior y cara inferior, permitiendo
uso principal será la construcción para marinas y obras portuarias.
una mejor adherencia.
El
La masa estimada para este
perfil es de 10,89 Kg.
65
IfinovaCliile
----
CORFO
Además, se planteó el mismo diseño anterior pero con 2,2 cm de espesor. La masa estimada
para este perfil es de 7,59 Kg.
Figura 2.4.2: Diseño de Perfil N03 (3,0 cm) y N04 (2,2 cm)
Fuente: Elaboración Propia
-Piso o deck de madera plástico de 15 cm de ancho por 3 cm de espesor y un largo de 2.5 m,
con ranurado en ambas caras.
El uso principal será la construcción de muelles y marinas.
La
masa estimada para este perfil es de 10.07 Kg.
Además, se planteó el mismo diseño anterior pero con 2,2 cm de espesor. La masa estimada
para este perfil es de 6.77 Kg.
..••
~----------
·'S"tlc..n·
.
---~j
Figura 2.4.3: Diseño de Perfil N05 (3,0 cm) y N06 (2,2 cm)
Fuente: Elaboración Propia
-Piso o deck de 15 cm de ancho por 3 cm de espesor y un largo de 2.5 m, con rebaje lateral en
el cual se colocan dispositivos
que permiten
la sujeción del perfil mediante tornillos.
principal será la construcción de muelles y marinas.
El uso
La masa estimada para este perfil es de
12,05 Kg.
Además, se planteó el mismo diseño anterior pero con 2,2 cm de espesor. La masa estimada
para este perfil es de 8,75 Kg.
66
-
InnovaCliTle
CORFO
.----
fJ
¡_OL1
~~.!-l-
--wh~
l
Figura 2.4.4: Diseño de Perfil N07 (3,0 cm) y N08 (2,2 cm)
Fuente: Elaboración Propia
-Piso o deck de madera plástico de 15 cm de ancho por 3 cm de espesor y un largo de 2.5 m,
con alvéolos que permiten el ahorro de material y, por ende, un costo inferior, y un rebaje
lateral para dispositivo
de ensamble.
mecánicas no se vean disminuidas.
portuarias.
Sin embargo,
deben evaluarse que las propiedades
El uso principal será la construcción
para marinas y obras
La masa estimada para este perfil es de 9,85 Kg.
Además, se planteó el mismo diseño anterior pero con 2,2 cm de espesor. La masa estimada
para este perfil es de 6,55 Kg.
.••..---~-
~'--
15),••••..
"'
..• -
IY'-+--i
lila..-
•
~~~4_~-4
~ m,''''
__ ~~
L.!-------
--1--I
L .
Figura 2.4.5: Diseño de Perfil N09 (3,0 cm) y NOl0 (2,2 cm)
Fuente: Elaboración Propia
-Piso o deck tipo tinglado de 15 cm de ancho por 3 cm de espesor y un largo de 2.5 m, con
pestañas de 4.5 cm y 3 cm, que permiten la unión a otros perfiles mediante el traslape de las
piezas.
Además,
el traslape
puede ser completo
o no, otorgando
superficie el piso. El uso principal será la construcción
para marinas
distintos
diseños a la
y obras portuarias.
La
masa estimada para este perfil es de 10,52 Kg.
Además, se planteó el mismo diseño anterior pero con 2,2 cm de espesor. La masa estimada
para este perfil es de 7.70 Kg.
67
i
¡ .- l~'__
1--\...-1 __
o
¿
'''--'~
~_-----JF=:",.·~=:J'::---·~~;
:. ...
c:
Figura 2.4.6: Diseño de Perfil NOll (3,0 cm) y N012 (2,2 cm)
Fuente: Elaboración Propia
•
Revestimiento de exteriores o Sidinq
Una segunda propuesta de productos a desarrollar
exteriores,
lo forman los perfiles de revestimientos
los cuales pueden ser colocados en forma horizontal
Tinglado por ser uno de los sistemas constructivos
o vertical.
Se ha escogido el
más flexibles como aplicación y uno de los
más utilizados en la zona. A continuación se presentan las propuestas:
-Tinglado de 18 cm de ancho por 1,4 cm de espesor en el centro y 0,7 cm de espesor en sus
pestañas, y un largo de 2.5 m ..
La masa estimada para este perfil es de 4,91 Kg.
INm.----
,~f
; I
k-
---r¡
·_1
7~b.'~-J------T!
h=JÓ!."""
.:
J
11\Iqo
Figura 2.4.7: Diseño de Perfil N013
Fuente: Elaboración Propia
-Tinglado de 19 cm de ancho por 0,7 cm de espesor y un largo de 2.5 m. . La masa estimada
para este perfil es de 3,61 Kg.
Además, se presenta la opción de ranuras en el diseño
superficial.
68
I"rinovaCfiilé
----
CORFO
L-
~~
L-------
~r
,----------....----------,
-t
1...-----------------------',
~
,
Figura 2.4.8: Diseño de Perfil N014
Fuente: Elaboración Propia
Una vez planteadas las alternativas anteriores al equipo de trabajo, se escogieron 4 diseños a los
que posteriormente
se les determinarán
sus propiedades mecánicas.
En particular, estos 4 diseños
estarán orientados a aplicaciones de piso o deck, pues existe una mayor demanda en nuestro país
influenciada
por los continuos
planes y programas
de infraestructura
costera
y portuaria
del
Ministerio de Obras Públicas y la Dirección Nacional de Obras Portuarias
-El piso o deck de madera plástico de 15cm de ancho por 3cm de espesor y un largo de 2,5m,
con ranurado en ambas caras (masa estimada del perfil =10,07 Kg).
-El piso o deck de madera plástico de 15cm de ancho por 2,2cm de espesor y un largo de
2,5m, con ranurado en ambas caras (masa estimada del perfil =6,77 Kg).
-El piso o deck tipo tinglado de 15cm de ancho por 3cm de espesor y un largo de 2,5m, con
pestañas de 4,5 cm y 3 cm (susceptibles de ser cambiadas) que permiten el ensamble a otros
perfiles mediante el traslape de las piezas (masa estimada del perfil =10,52 Kg).
-El piso o deck tipo tinglado de 15cm de ancho por 2,2cm de espesor y un largo de 2.5m, con
pestañas de 4,5 cm y 3 cm (susceptibles de ser cambiadas) que permiten el ensamble a otros
perfiles mediante el traslape de las piezas (masa estimada del perfil =7,70 Kg).
69
UN!DAO
DE DESARROLLO
TECNOLOGICO
ACTIVIDAD
2.5:
ESTUDIO
DE
RESISTENCIA
HERRAMIENTA DE DISEÑO Y SIMULACIÓN.
MECÁNICA
MEDIANTE
Se utilizará una herramienta
de
diseño, calculo de elementos finitos y simulación para acelerar el proceso de diseño
Hito 2.5.1 Diseño evaluado con herramienta de simulación: Se estudiara la
resistencia mecánica mediante una herramienta de diseño y simulación.
DESARROLLO ACTIVIDAD
Para el desarrollo de esta actividad se utilizó el software Solidworks 2008 con el cual se estudió la
resistencia mecánica de los 4 perfiles señalados en la Actividad 2.4, y tener una estimación de las
características mecánicas de los diseños en perfiles de 1 metro de largo, ensayos que escapan de lo
definido
en las normas utilizadas anteriormente.
material
compuesto
de madera-plástico
Lamentablemente,
en sus librerías.
el software
Por tal razón,
no incluye el
se propusieron
los
siguientes escenarios:
-Simulación
para perfiles de polipropileno:
con ello se obtiene una cota plástica de las
propiedades mecánicas.
-Simulación
para perfiles
de madera:
con ello se obtiene
una cota elástica
de las
propiedades mecánicas.
-Simulación para con una aleación de madera y plástico al 50% en masa para cada uno:
con ello se obtiene una cota plástica de las propiedades mecánicas.
A continuación
se presentan algunas de las modelaciones realizadas en el software para cada uno
de los 4 perfiles y para cada simulación realizada (flexión, tracción y compresión)
Figura 2.5.1: Simulación ensayos de tracción
70
-
íli:\UDT
~
rnnovaCfiHe
CORFO
.~---
UNlDAO DE (lESA.~P.OUO TEOIOlOGICO
Figura 2.5.2: Simulación ensayos de Compresión Paralela
Fuente: Elaboración Propia
Figura 2.5.3: Simulación ensayos de Flexión
Fuente: Elaboración Propia
Los resultados obtenidos de acuerdo a la resistencia máxima a la flexión, tracción y compresión se
muestran a continuación:
Tabla 2.5.1: resultados Simulación
Fuente: Elaboración Propia, en base a simulación hecha en SolidWorks
Simulación
Material
I
Polipropileno
Madera
Aleación PP-madera
Flexión (KN)
25,1315
10,0526
7,53945
Tracción (KN)
24,627
9,8508
7,3881
Compresión
122,435
48,974
36,7305
Es importante
señalar que además de los diseños mostrados anteriormente,
se evaluaron
otras
alternativas de diseños, pero de acuerdo a los resultados obtenidos estos fueron los mejores desde
el punto de vista mecánico.
En forma complementaria
se realizaron una serie de ensayos, con el fin de contar
71
UDT
UN!DAD
DE DESAR.ROllO
TECNOLOG!CO
a.
Ensayos a realizar
•
Determinación de la densidad
•
Compresión paralela
•
Compresión perpendicular
•
Tracción perpendicular
•
Tracción paralela
•
Cizalle
•
Dureza
•
Flexión estática
Se utiliza 10 probetas en la mayoría de los ensayos, asumiendo que estas están libres defectos y
son representativas
Adicionalmente
de los perfiles de
wpc.
se elaboró un seminario de título, en la Facultad de Ingeniería de la Universidad del
Bío-Bío, donde se abordo en detalle este aspecto (Ver Anexo ).
ACTIVIDAD
2.6:
DISEÑO
FINAL
PRODUCTOS
PARA
INFRAESTRUCTURA
PORTUARIA.
Se obtendrá un diseño final de productos en función de las variables
estudiadas.
Hito 2.6.1 Diseño final definido: Se logrará un diseño final de los productos para
infraestructura portuaria.
DESARROLLO ACTIVIDAD
Se elaboraron
constructivas
diseños
finales
de productos
en forma de prototipos.
que
permitirían
construir
Los primeros diseños finales fueron elementos no
estructurales que permitían confeccionar una pasarela y a una plataforma
se realizaría en lo que sería el nuevo terminal
Talcahuano
y museo
histórico
experiencias
de muelle que
de pasajeros, en el sitio del puerto de
naval remolcador
RAM poderoso.
Sin embargo
por
72
problemas ocasionados por el terremoto y posterior tsunami del 27 de Febrero del 2010,
solo quedo en etapa de arquitectura y modelación 3D.
El diseño final que finalmente se materializó fue el perfil extruido de piso, de 0,15 X 0,03,
el cual fue posteriormente
mecanizado en su cara superior con escobillas que mejoraron el
coeficiente de roce (Figura 2.6.1).
que permite
Con este producto se habilitó una escala de hormigón
la bajada a la playa de Ma.ule. Los perfiles extruidos
de madera-plástica
fueron confeccionados en largos de 1,00 y 1,5 m.
También se realizaron perfiles de madera-plástico,
que permitieron
galvanizadas, en las instalaciones de Galva 8, que se convirtieron
prototipos
de una futura
incorporar este material
línea' de productos
de mobiliario
construir
2 bancas
en los dos primeros
urbano
que considerará
(Figura 2.6.2).
Figura 2.6.1 Diseño final, perfil extruido de 0,15 X 0,03 m que después es escobillado en su cara
superficial para mejorar su coeficiente de roce, lo que permitirá su utilización en terrazas .
. 73
rnnovaChHe
CORFO
,--
~~~:~~eí)
----~-~-
-
--
Ir:,
,
Figura 2.6.2 Diseño final de mobiliario urbano, desarrollado en conjunto con la empresa Galva 8 ,
donde se utilizan los perfiles extruidos de 0,15 X 0,03 m desarrollados.
ACTIVIDAD
2.7:
DISEÑO
DE
SISTEMAS
CONSTRUCTIVOS
PARA
INFRAESTRUCTURA PORTUARIA. Se logrará un diseño constructivo en función de los
productos estudiados.
Hito 2.7.1 Diseño constructivo definitivo:
Se logrará un sistema constructivo
definitivo para la infraestructura portuaria
DESARROLLO ACTIVIDAD
A continuación
se presenta el diseño constructivo
elemental recomendado,
que se debe realizar,
cuando se deba construir alguna terraza en base a los perfiles de piso desarrollados en materiales
74
compuestos
madera-plástico.
Este debe considerar un entramado
soportante
de una luz que no
supere los 60 cm. Se puede confeccionar en elementos metálicos o en madera. Para determinar
esta longitud, se realizó un estudio de resistencia mecánica, el cual se aborda en la actividad 2.8 y
en el Anexo.
Figura 2.7.1: Diseño sistema constructivo
elemental
para habilitar
terrazas
utilizando
perfiles extruidos de madera-plástico.
Fuente: Elaboración Propia.
75
UDT
UN=DAD DE OESARROllO TECNOLOGlCO
ACTIVIDAD 2.8: ESTUDIO DE RESISTENCIA MECÁNICA DE INFRAESTRUCTURA
PORTUARIA COMPLETA, MEDIANTE HERRAMIENTA DE DISEÑO Y SIMULACIÓN.
Se utilizará una herramienta
de diseño, simulación
y cálculo de elementos finitos para
acelerar el proceso de diseño de la infraestructura portuaria completa.
Hito 2.8.1 Diseño evaluado con herramienta de simulación: Se evaluará
desempeño de la infraestructura
el
mediante herramienta de simulación.
DESARROLLO ACTIVIDAD
Esta actividad se comenzó a ejecutar el día 24 de de agosto de 2009. Para realizar las simulaciones
CADICAE, es necesario tener un diseño del sistema constructivo
infraestructura
madera-plástico
portuaria,
para poder obtener
en cuanto
a: sujeciones,
los parámetros
distancia
que será implementado
de disposición
en la
de los perfiles de
de luz, tipo de perfil de acero donde va
instalado, dimensiones, etc.
Se utilizó varios software
de simulación
que permitieron
conocer
las propiedades
estáticas del material y del perfil, junto al desarrollo de una optimización
mecánicas
del diseño propuesto y
comparación con productos existentes en el mercado internacional.
Los estudios desarrollados,
permitieron:
•
Evaluar las solicitaciones sobre los perfiles de madera-plástico en el uso en muelles.
•
Calcular los esfuerzos registrados en las piezas y
compararla
contra una alternativa
en
madera.
•
Se determinó la luz necesaria para un factor de seguridad equivalente a la madera.
•
Se estudio el comportamiento
del perfil, optimizando
el diseño, para lo que se varió la
forma de su alma.
•
Se comparó el perfil con dos perfiles existentes del mercado internacional.
76
•
'\UDT
\~
.,,"~.._.
.
hlilova
.
.~--
. CORFO
UNiDAD OrOESARP.:OlLOTECNOLO:'3ICO
"
A continuación se presentan los resultados obtenidos:
Tensión de diseño de flexión
~ La tensión de diseño se calcula seqún la expresión:
~ Zona flexo-traccionada
Ffl,dis = FfKHKDKCKhf
~ Zona flexo-comprimida
Ffv,dis = FfKHKDKC
Donde:
Ff
=
Tensión admisible en flexión
KII
= Factor
de modificación por contenido de humedad
KD
= Factor
de modificación por duración de la carga
K¿
= Factor
de modificación por trabajo conjunto
Khf = Factor
de modificación por altura
~ Como se utiliza madera con una humedad del 20%, KH=O,75 (Pino Radiata, no se
considera para la pieza madera-plástico)
~ Se considera una carga normal, permanente en el tiempo, KD=l
~ Como se trata de entablados que comparten la carga, Kc=1,15
~ Para un altura de 30 mm (espesor), Khf=l
Deformación Máxima admisible
~ Para pasarelas peatonales la deformación máxima admisible:
badm
= L/
400
Donde:
L = Luz efectiva de la viga
= lOOOmm(zona
central)
77
InnovaChilé
--
CORfO
Solicitaciones
El peso de un hombre, se establece según la Norma NCh 1537, como 1 kN, con un ancho de
aplicación de la carga de 350 mm.
Las reacciones en los apoyos se analizan como vigas simplemente apoyadas.
Condiciones de Carga (Casos Crítico)
1 kN * 1000/350
Peso
propio
de la
madera
ttUU+l
~/~
90
O
1+*HUUU+i
2S:
1<
2000
>/
I
A
90
O
>/<
60
O
>!II
1kN *1000/350
Peso
propio
de la
madera
1+*+++++***+1
A
H4/<
90
O
>'~I
K
>/<
2000
A
90
O
>/<
60
O
>/
i
Se calculará la estructura considerando como límite la flecha máxima, por lo que se
utilizará el caso 2 de carga. Existe una leve diferencia en el valor de esfuerzos entre la
condición 1 y la condición 2, la cual se considera despreciable.
Para el caso de carga 2:
Peso Total Estructura
243 N
=
= Volumen
* densidad
Carga vertical por peso de personas
=
1000
* g = (5*0,15*0,03)*1100
*
1000
I 350
= 2857
* 9,81
N
78
-UDT
UN¡DAIJ DE DESARROllO TECNOlOG!CO
Tabla 2.8.1 Propiedades mecánicas consideradas
Propiedades Mecánicas
Pino radiata C24
Madera-Plástico
NCh 1198
Modulo de Elasticidad
Esfuerzo Admisible en flexión
10200
2312
9,3
24,3
(Mpa)
Esfuerzo Admisible de cizalle
1,1
(Mpa)
Densidad (kgjm3)
450
1100
Coeficiente de Poisson (-)
0,3
0,3
79
-
C''''·UDT
'~
,-....'''//
.
UNiDAD
DEnE5ARROLlOTECNOLO~ICO
ETAPA 3: CONSTRUCCIÓN
INFRAESTRUCTURA
DEMOSTRATIVA
ACTIVIDAD 3.1: DETERMINACION DE PROPIEDADES DE FLEXION, TRACCIÓN,
IMPACTO, DUREZA. Se determinarán
las propiedades
mecánicas estáticas para los
productos.
Hito 3.1.1. Propiedades estáticas determinadas.
DESARROLLO ACTIVIDAD
Con respecto a las propiedades
físicos y mecánicos
estáticas que fueron determinadas
de los perfiles extruidos,
quefueron
evaluados
corresponden
a parámetros
en un equipo de ensayos
universal dando como resultado lo siguiente:
Tabla 3.1.1: Propiedades Físicas de Perfiles de
Madera Plástico
Fuente: Elaboración Propia
Pro iedades Mecánicas:
Con respecto a la durabilidad
C3, esta corresponde a una Categoría 3, es decir, moderadamente
durable y con una vida útil esperada superior a 10 años.
Es importante
formulaciones
señalar que los resultados
anteriores
corresponden
a los promedios
de las 3
propuestas en la etapa 2, debido a que estos fueron muy similares.
80
-
~UDT
~"
rriri6vaCI1He
·,CORFO
UNlDAD DE DE5A.~P.OllO TEQlOlOGICO
,,~
Con respecto a las propiedades de flexión, compresión paralela, tracción perpendicular,
resistencia al choque (impacto),
dureza y
los resultados para las 3 formulaciones son las siguientes:
Tabla 3.1.2: Ensayo de Flexión Formulación 50/50 4% Lubricante
Fuente: Elaboración propia
Muestra
Número probeta
PP-madera
1
2
3
4
5
6
7
8
9
10
Promedio
Desv.Estándar
Coef. Variación
Carga máx.
.(KN)
4,96
4,77
5,35
5,34
5,32
5,02
4,85
4,77
4,89
499
5,03
0,231
4,59
Tabla 3.1.3: Ensayo de Flexión Formulación 50/504%
Lubricante y 2% Compatibilizante
Fuente: Elaboración propia
Muestra
Número probeta
1
2
3
4
PP-madera
5
6
7
8
9
10
Promedio
Desv.Estándar
Coef. Variación
Cargamáx.
(KN)
6,05
5,82
6,53
6,51
6,49
6,12
5,91
5,82
5,96
6,09
6,13
0,282
4,59
81
~UDT
~;}'UNIDAD
rnnovaCl1rré
,CORPO
.,.,---
DE DESARROLLOTEOIOLOGleO
Tabla 3.1.4:
Ensayo de Flexión Formulación 50/504% Lubricante y 4% Compatibilizante
Fuente: Elaboración propia
Muestra
Número probeta
1
2
3
4
PP-madera
Tabla 3.1.5:
5
6
7
8
9
10
Promedio
Desv.Estándar
Coef. Variación
Carga máx.
(KN)
7,18
6,90
7,75
7,73
7,70
7,26
7,01
6,91
7,08
7,22
7,27
0,334
4,59
Ensayo de Compresión Paralela Formulación 50/504% Lubricante
Fuente: Elaboración propia
Muestra
PP-madera
Número probeta
Carga máx.
(KN)
1
2
3
4
5
6
7
8
26,28
9
24,78
10
Promedio
Desv.Estándar
Coef. Variación
24,49
2,269
9,26
26,74
19,72
23,13
23,73
24,72
27,96
23,85
23,96
82
UNiDAD
DE DE5ARP.Ol..to
TECNOLOGlCO
Tabla 3.1.6: Ensayo de Compresión Paralela Formulación 50/504% Lubricante y 2%
Compatibilizante
Fuente: Elaboración propia
Muestra
Númeroprobeta
PP-madera
1
2
3
4
5
6
7
8
9
10
Promedio
Desv.Estándar
Coef. Variación
Carga rnáx.
(KN)
32,05
32,61
24,05
28,21
28,94
30,15
34,10
29,09
30,22
29,22
29,86
2,766
9,26
Tabla 3.1.7: Ensayo de Compresión Paralela Formulación 50/50 4% Lubricante y 4%
Compatibilizante
Fuente: Elaboración propia
Muestra
Número probeta
PP-madera
1
2
3
4
5
6
7
8
9
10
Promedio
Desv.Estándar
Coef. Variación
Carga máx.
.(KN~
38,03
38,70
28,54
33,48
34,34
35,78
40,47
34,52
35,86
34,68
35,44
3,283
9,26
83
,
·.l.,:,·J ·
, nnovaCnl
e
"UDT
'>('.'
"';""'0u-J /
'!
UN10AD
DE PE5ARP:OLLO
,""----
CORFO
TEC'NOLOGICO
Tabla 3.1.8:
Ensayo de Tracción Perpendicular Formulación 50/504%
Fuente: Elaboración propia
Muestra
Núméro probeta
PP-madera
1
2
3
4
5
6
7
8
9
10
Promedio
Desv.Estándar
Coef. Variación
Carga máx.
(KN)
4,51
5,28
5,56
5,46
4,55
4,29
4,48
4,88
5,09
5,18
4,93
0,449
9,13
Lubricante
Tracción máxima
(MPa)
6,01
7,04
7,41
7,27
6,07
5,72
5,97
6,50
6,79
6,90
6,57
0,599
9,13
Tabla 3.1.9: Ensayo de Tracción Perpendicular Formulación 50/50 4% Lubricante y 2%
Compatibilizante
Fuente: Elaboración propia
Muestra
PP-madera
Número
probeta
1
2
3
4
5
6
7
8
9
10
Promedio
Desv.Estándar
Coef. Variación
Carga máx.
JKN)
4,05
4,74
4,99
4,90
4,09
3,85
4,02
4,38
4,57
4,65
4,43
0,404
9,13
Tracción máxima
(MPal
5,40
6,33
6,66
6,54
5,45
5,14
5,37
5,84
6,10
6,20
5,90
0,539
9,13
84
-
~UDT
~.-)
rnnovaCfiíle
.---
·CORFO
UNIDAD CE OEJARROLlO TEOjOlOGICO
Tabla 3.1.10: Ensayo de Tracción Perpendicular Formulación 50/50 4% Lubricante y 4%
Compatibilizante
Fuente: Elaboración propia
Muestra
Carga máx.
lKN)
Tracción máxima
(MPa)
1
2
3
4
5
6
7
8
9
10
3,79
4,43
5,05
5,91
6,23
6,11
5,10
4,81
5,02
5,46
5,70
5,80
Promedio
Desv.Estándar
Coef. Variación
4,14
0,378
9,13
Número probeta
PP-madera
4,67
4,58
3,82
3,60
3,76
4,10
4,28
4,35
5,52
0,504
9,13
Tabla 3.1.11: Ensayo de Dureza Formulación 50/50 4% Lubricante
Fuente: Elaboración propia
Muestra
Número probeta
1
PP-madera
2
3
4
5
6
7
8
9
10
Promedio
Desv.Estándar
Coef. Variación
Dureza
Perpendicular (KN)
Dureza Paralela
(KN)
13,16
13,56
13,67
13,47
14,43
12,07
13,42
13,25
13,39
12,54
13,29
0,634
4,77
9,86
11,10
10,49
10,37
10,96
9,75
11,11
9,71
9,56
9,38
10,23
0,663
6,48
85
UDT
lJN,DAD
DE DESARROLLO
InnovaChile
CORFO
TfctmLOGlCO
/~~
Tabla 3.1.12: Ensayo de Dureza Formulación 50/50 4% Lubricante
y 2% Compatibilizante
Fuente: Elaboración propia
Muestra
Número probeta
PP-madera
1
2
3
4
5
6
7
8
9
10
Promedio
Desv.Estándar
Coef. Variación
Dureza
Perpendicular
13,81
14,23
14,35
14,14
15,15
12,68
14,09
13,91
14,05
13,16
13,96
0,666
4,77
(KN)
Dureza Paralela
(KN)
10,65
11,98
11,33
11,20
11,83
10,53
12,00
10,49
10,32
10,13
11,05
0,716
6,48
Tabla 3.1.13: Ensayo de Dureza Formulación 50/504%
Lubricante
y 4% Compatibilizante
Fuente: Elaboración propia
Muestra
Número probeta
PP-madera
1
2
3
4
5
6
7
8
9
10
Promedio
Desv.Estándar
Coef. Variación
Dureza
Perpendicular
15,19
15,66
15,79
15,55
16,66
13,95
15,49
15,30
15,46
14,48
15,35
0,733
4,77
(KN)
Dureza Paralela
(KN)
11,71
13,18
12,46
12,32
13,01
11,58
13,20
11,54
11,35
11,14
12,15
0,787
6,48
86
-
~UDT
~'f
InnovaCFlrre
CORFO
.-----
UNiDAD DE OESMP.OlLOTECtWLOGICO
Tabla 3.1.14: Ensayo de Resistencia al Choque Formulación 50/50 4% Lubricante
Fuente: Elaboración propia
HUNDIMIENTO (Centésima de milímetros)
Muestra
PP-madera
ALTURA(H)
Probetas
H: 15cm
H: 30 cm
H: 45cm
H: 60 cm
H: 75 cm
H: 90 cm
O
O
O
O
O
O
O
O
O
O
H: 105cm
H: 120cm
1
2
3
4
5
6
7
8
9
10
Promedio
Desv.Estándar
Coel. Variación
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
0,00
0,00
0,00
O
O
O
O
O
O
O
O
O
O
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0,00
0.00
52
50
47
53
54
57
54
48
50
52
52
3,21
6,21
0,00
Tabla 3.1.15: Ensayo de Resistencia al Choque Formulación
50/50
H: 135 cm H: 150cm
4%
58
50
56
55
56
61
59
51
51
55
55
3,43
6,22
H: 165 cm
60
57
59
70
68
74
63
65
65
61
64
5,30
8,25
Lubricante
65
60
60
73
70
77
68
67
70
69
68
5,46
8,04
y 2%
Compatibilizante
Fuente: Elaboración propia
Muéstra
PP-madera
Probetas
1
2
3
4
5
6
7
8
9
10
Promedio
Desv.Estándar
Coel. Variación
H: 15cm
H: 30 cm
H: 45 cm
H: 60 cm
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
O
0,00
0,00
0,00
O
O
O
O
O
O
O
O
0,00
0,00
Oj)O
O
O
O
O
O
O
O
0,00
0,00
0,00
0,00
0,00
0,00
O
HUNDIMIENTO_(Centéslma de milímetros)
ALTURA(H)
H: 75 cm H: 90 cm H: 105cm H: 120cm
O
O
O
48
O
O
O
45
O
O
O
42
O
O
o
48
O
O
O
50
O
O
O
52
O
O
O
49
O
O
O
44
O
O
O
45
O
O
O
47
0.00
0,00
0,00
47
0,00
0,00
0,00
2,92
0.00
6,21
000
0,00
H: 135cm
H: 150cm
H: 165cm
52
46
51
50
51
55
53
47
47
50
50
3,12
6,22
54
52
54
64
62
68
57
59
59
56
58
4,82
8,25
59
54
55
67
64
70
62
61
64
62
62
4,96
8,04
87
~UDT
~)
UNIDAD
DE DESARROLLO
lil"novaCI1Tfe
"...--CORFO
TECNOLOGICO
Tabla 3.1.16: Ensayo de Resistencia al Choque Formulación 50/50 4% Lubricante y 4%
Compatibilizante
Fuente: Elaboración propia
MueStra
PP-madera
Probetas
H: 15cm
H: 30cm
H: 45 cm
H: 60 cm
1
2
3
4
5
6
7
8
9
10
Promedio
Desv.Estándar
Coef. Variación
O
O
O
O
O
O
O
O
O
O
0,00
0,00
000
O
O
O
O
O
O
O
O
O
O
0,00
0,00
0,00
O
O
O
O
O
O
O
O
O
O
0,00
0,00
0,00
O
O
O
O
O
O
O
O
O
O
0,00
0,00
0,00
Adicionalmente
HUNDIMIENTOJCentéslma
de mllimetros)
ALTURA(H)
H: 75 cm H: 90 cm H: 105cm H: 120cm
O
O
O
O
O
O
O
O
O
O
0,00
0,00
0,00
O
O
O
O
O
O
O
O
O
O
0,00
0,00
0,00
O
O
O
O
O
O
O
O
O
O
0,00
0,00
0,00
55
52
49
55
57
60
57
51
52
55
54
3,37
6,21
H: 135cm
H: 150cm
H: 165 cm
61
53
59
58
59
64
62
54
54
58
58
3,61
6,22
63
60
62
74
71
78
66
68
68
64
67
5,57
8,25
68
63
63
77
74
81
71
70
74
72
71
5,73
8,04
se presenta un estudio de seminario de título que complemento
esta
actividad y que se realizó en el marco de este proyecto. El seminario se presente el Anexo.
88
ACTIVIDAD
3.2: EVALUAR DESEMPEÑO DE PROTOTIPO
EN CONDICIONES
REALES DE USO. Se evaluaran el comportamiento de los productos prototipos.
Hito 3.2.1. Primer prototipo evaluado.
Se evaluaron prototipos instalados en el recinto de la unidad de desarrollo tecnológico, en
condiciones reales de uso, los cuales entregaron resultados satisfactorios
comportamiento
dimensional,
como características
presencia de hongos de pudrición.
desarrollar posteriormente
estéticas
Lo que entrego
en cuanto a su
y comportamiento
los parámetros
necesarios
a la
para
los productos finales.
Figura 3.2.1~ Prototiposevaluados en condiciones reales de uso
ACTIVIDAD 3.3: DETERMINACION PROPIEDADES MECANICAS DINAMICAS. Se
determinaran las propiedades mecánicas dinámicas para los productos.
Hito 3.3.1. Propiedades dinámicas determinadas.
Estos estudios fueron
abordados con el trabajo
de seminario de título del Ingeniero
Ejecusión Mecánica del Sr. Carlos Catrilef, de la Universidad del Bío-Bío, donde se presenta
la modelación del material y perfil extruido de madera-plástico,
el cual se presenta como
Anexo.
89
-
ACTIVIDAD
3.4:
FABRICACIÓN
PROTOTIPO
PRODUCTOS
INFRAESTRUCTURA, PORTUARIA. Se construirán productos prototipo
a partir
PARA
de los
diseños desarrollados en la etapa 2.
Hito 3.4.1 PROTOTIPOS FABRICADOS: .Se fabricarán prototipos para infraestructura
portuaria ..
DESARROLLO ACTIVIDAD
De acuerdo a lo definido a en la Etapa 2 con respecto a los diseños de los productos finales, se dio
inicio a la producción de perfiles' prototipos los cuales serán evaluados mecánicamente.
Como se
señaló en la etapa 2, se definieron 4 productos: 2 tipo tinglado y 2 tipos ranurados.
Debido a que no se cuenta con los moldes de extrusión para la fabricación de los prototipos, estos
perfiles en una primar instancia se obtuvieron
a partir de la mecanización de un perfil mayor.
A
continuación se presentan algunas imágenes de los perfiles mecanizados:
Figura 3.4.1: Mecanización de Perfiles
Fuente: Elaboración Propia
90
-
Figura 3.4.2: Perfiles Mecanizados
Fuente: Elaboración Propia
Luego, y una vez 'que se lograron mecanizar las piezas, se mandó a fabricar una adaptación del
molde existente en UDT de manera de lograr perfiles del tipo tinglado.
A continuación se presenta
una imagen del molde fabricado.
91
-
IfinovaChile
UNiDAD
DE OESARROLLO
TECNOLOGICO
.-----
CORFO
.
Figura 3.4.3: Molde de extrusión tipo Tinglado
Por otro lado, se diseñó un sistema de calado superficial, basado en sierras circulares de corte, el
que permitirá dejar los perfiles de 30 x 150 mm con su superficie acanalada, de acuerdo al diseño.
A continuación
se muestra el diseño del sistema de calado superficial:
92
')'UDT
'C~
,-"""~'
UNiDAD DE !)ESARP.OLlO TECNOlOGICO
•••
ii.
1••••
Figura 3.4.4: Sistema canalada superficial
Fuente: Maestranza COIND
Es importante
señalar que este sistema dará la flexibilidad de dejar distintos canales superficiales a
los perfiles, en caso de que se requieran otros diseños posteriores.
Por último, se fabricó un calibrador de perfiles de extrusión
para el molde de 30 x 150 mm de
sección el cual es utilizado para perfeccionar el acabado superficial de las piezas, por medio del
enfriamiento
controlado de los perfiles ala salida de la extrusora junto con un sistema de vacío que
otorgará un acabado superficial totalmente
parejo.
93
-ACTIVIDAD 3.5: INSTALACIÓN DE PROTOTIPOS EN DISTINTOS PUNTOS DE LA
COSTA CHILENA: Se instalaran productos prototipo en diferentes lugares del país
Hito 3.5.1: PRIMER PROTOTIPO INSTALADO: Se instalará el primer prototipo en un
punto del país previamente
establecido
DESARROLLO ACTIVIDAD:
Se desarrollo como primera experiencia prototipo un entramado de piso y una tarima vertical para
probar perfiles mecanizados de revestimientos
exteriores,
en las instalaciones
de UDT
(Figura
35.1).
Figura 3.5.1.
Tabique de prueba, que simula la fachada de una construcción,
donde se instalan los prototipos de revestimientos en madera-plástica, fabricados
en base a la mecanización de perfiles extruidos en madera-plástica ..
Fuente: UDT
Los revestimientos
comportamiento
de madera plástica ensayados, permitieron comprobar la forma de montaje y su
a los agentes externos tales como decoloración por rayos UV y ataque de hongos
de pudrición. A lo largo de estos 23 meses expuestos a condiciones
templado
húmedo predominó
ambientales, donde el clima
en gran parte del periodo. Sin embargo también en ocasiones fue
94
muy extremo,
con temperaturas
de -1
y -2°C, fuertes precipitaciones, altas temperaturas
radiación solar en verano (28 oC). Han demostrado
tienen
mejor
desempeño
que revestimientos
que los revestimientos
similares
desarrollados
y
de madera-plastica,
en madera
tratada
con
impregnantes y no tratada (Figura 3.5.2).
A
B
e
Figura 3.5.2. Desempeño de revestimiento de madera plástica (A y B) comparada
a revestimientos de madera, fibrocemento y plástico (C), frecuentemente utilizado
en la construcción de viviendas.
95
Una vez probado el comportamiento de los perfiles como pisos de terraza. Se realizó una segunda
experiencia a escala real en la terraza del edificio Don Alberto, sector Pedro de Valdivia,
Concepción. Para ello, se produjeron 333 perfiles del material compuesto los que cubrirán 90 m2
(Figura 3.5.3).
Figura 3.5.3: Prototipo instalado,terraza de 90 m2 en Edificio Don Alberto, Sector Pedro de
Valdivia, Concepción.
La formulación utilizada fue laque se muestra en la tabla 3.4.1, la cual presentó los mejores
resultados durante el transcurso del proyecto, lo que la convierte en la formulación final del
material.
Tabla 3.5.1: Formulación para Perfiles del
Material Compuesto
Fuente: Elaboración propia
%
%
%
%
Madera
Plástico
Lubricante
Pigmento color
50%
50%
4%
2%
96
Es importante
desarrollar
señalar que con esta primera aplicación demostrativa
una constante difusión de la tecnología desarrollada,
del proyecto,
se comenzó a
en el sector de la construcción,
dándose a conocer como una nueva tecnología nacional que permite contar con un producto eficaz
y eficiente para el desarrollo de terrazas.
En lo que respecta a las otras zonas de pruebas se habían establecido
infraestructura
demostrativa
de perfiles de madera-plástico
Portuaria San Vicente-Talcahuano,
empresa
portuaria.
remodelación
Esta
el desarrollo
en las dependencias
de una
de la empresa
aprovechando la etapa de remodelación en que se encuentra la
incluía una reparación
de un muelle en desuso (Figura 3.5.4) y
la
de la pasarela que accede al remolcador RAM Poderoso (Figura 3.5.5) y la futura
construcción del muelle dé pasajeros para el desembargo desde cruceros que recalan al Puerto de
Talcahuano.
Finalmente fue descartado producto del terremoto
y posterior tsunami acontecido el
27 de Febrero del 201010 que ocasionó un grave e irrecuperable deterioro en el corto plazo a las
. estructuras y área de trabajo dentro del puerto (Figura 3.5.6).
Figura 3.5.4.
Muelle en desuso que se pretende
remodelar
aplicando
perfiles extruídos
de
madera plástica en su cubierta, debido al deterioro que muestra la madera con los años.
97
-
Figura 3.5.5. Pasarela que se desea remodelar y que permite el acceso al
remolcador monumento nacional Rarn Poderoso .
.",'
,
,~,
..
Figura 3.5.6. Nivel de deterioro del muelle, pasarela y remolcador Ram
Poderoso después del terremoto y tsunami del 27 de Febrero del 2010, lo
que impidió materializar obras en el sector.
Si bien las obras no se pudieron concretar
arquitectura
por fuerza mayor. Se desarrollaron
lbs proyectos de
que permitirán a futuro contar con una alternativa constructiva que permita recuperar
este sitio emblemático dentro de la ciudad de Talcahuano.
98
UDT
UN=DAO
DE DESARP.OlLO
TEOJOLOGI::O
La remodelación de la pasarela se basa en la construcción de una nueva en base a perfiles bases
de madera plástica, de esta forma se plantearon 2 alternativas de diseño, las que se muestran
a
continuación (Figura 3.5.7 y 3.5.8).
PUENTE
8ASE~CÜRVA
C¡:::¡S
l!l!!.!lillJ'jO
r·_···············_··_·-:·········__·:~~·~·~··········
~
~
••••
~_-.oI!IW~
~.
••••.•••••••
••..~~-~~~~~
Figura 3.5.7: Propuesta NOl para Plataforma de Acercamiento Buque Museo Ram Poderoso
Fuente: Elaboración propia
99
-
¡
~
.
','U,'":'""""",.,'."',,
...'--~l·b~,i,"~-:
,
.
Figura 3.5.8: propuesta. N02·paraPlataforma
Fuente: Elaboraciónpropia,
Para ver el comportamiento
deA~ercamiento
Buque Museo Ram Poderoso
del material ante las condiciones ambientales del lugar, se instalaron
tres tablones sobre tres peldaños de 'una ~scálera'o chaza que es utilizada por las embarcaciones
menores para acceder al muelle (Figura3.5.9).
Figura 3.5.9: Instalación de perfiles de madera plástica para evaluar el desempeño al contacto
con el agua de mar, en cuanto a su degradación por agentes marinos.
100
.-hile
CORFO
Como se observa, uno de los peldaños estará sometido en gran parte del día bajo el agua (peldaño
de abajo) debido a la subida de marea, mientras que el otro estará expuesto directamente
La formulación
al sol.
utilizada fue 50% polímero, 50% de polvo de lija y 4% de lubricante.
La aplicación anterior fue instalada a fines el 25 de junio del 2009, lo que significo contar con un
periodo de tiempo
de prácticamente
23 meses de evaluación (hasta el 30 de mayo del 2011)
debido a que pudo soportar el terremoto y tsunami del 27 de Febrero del 2010.
La aplicación fue visitada cada mes, y los perfiles se han mantenido a lo largo del tiempo en buen
estado de conservación, a pesar de la colonización por algas marinas. Sin embargo no se manifiesta
deterioro
de la estructura
de las piezas o ataque de microorganismos
marinos.
Este resultado
propone investigar en un futuro cercano, formulaciones en el material que puedan incorporar algún
aditivo del tipo antifouling en el caso de considerar este tipo de productos en aplicaciones bajo y en
contacto directo con el agua de mar por periodos largos de tiempo (Figura 3.5.10).
Figura 3.5.10. Perfiles de madera plástica, se puede apreciar la aparición de algas que han
colonizado el perfil pero no presentan perdida de masa o pudrición, Diciembre 2009.
Se diseñaron plataformas para playas en base a perfiles extruidos de madera plástica, de tal forma
de poder instalar estas infraestructuras
en municipios costeros (Figura 3.5.11).
101
UDT
UNiDAD
DE OESARROLLO
Figura. 3.5.11.
TECNOlOG!CO
Diseño de plataforma de playa en base a perfiles extruidos de madera-plastico.
102
UDT
UNiDAD
DE DESARROllO
fle
CORFO
TECNOLOGICO
/~
ACTIVIDAD
3.6: FABRICACIÓN
INFRAESTRUCTURA
PORTUARIA COMPLETA: Se
construirá una infraestructura portuaria demostrativa
Hito 3.6.1: INFRAESTRUCTURA
CONSTRUIDA: Se construirá una infraestructura
portuaria demostrativa
DESARROLLO ACTIVIDAD:
Durante el transcurso
país, destacando
del proyecto, se realizaron varios contactos con diferentes
las comunas
de Coronel, Talcahuano,
Coyhaique, San Gregorio, Valparaíso
proyectos de infraestructura
Tomé,
Penco, Lebú,
e Iquique, las que tienen un particular
municipios del
Puerto
Montt,
interés en ejecutar
portuaria y remodelación de espacios públicos costeros y en donde la
madera ha tenido un mal desempeño, debido a su rápido deterioro, por lo que la alternativa de los
materiales compuestos y en particular los WPC, madera-plástica,
Las experiencias
de terreno
comenzaron
les causa bastante interés.
a realizarse a partir del mes de Marzo del 2010, y
comenzó con una planificación y diseño a nivel de proyecto de arquitectura
asesoría urbana de Coronel,
geográficamente
del tipo
con el departamento
de
de obras a realizar en el sector de Maule, Coronel, ubicado
en 37° 00' 05.43"5 Y 73° 11' 16,80" O (Figura 3.6.1).
103
-
~--
InnovaChile
CORFO
Figura 3.6.1. Área de aplicaciones demostrativas. 370 00' 05.43"5 Y 730 11 ' 16,80" O.
Sector Maule, Coronel.
El proyecto consiste en la remodelación del espacio publico de aproximadamente
2000 m2 que se
encuentra al costado oeste de la calle costanera existente en el sector de Maule, con la habilitación
de senderos, instalación de arreglos florales. Mobiliario urbano y la reconstrucción
la playa en hormigón,
la cual será revestida con perfiles extruidos
de una bajada a
de madera-plástico
(Figura
3.6.2).
104
•
i
/
'--
Figura 3.6.2. Diseño del proyecto demostrativo que contempla el proyecto, a ser realizado en el
Sector de Maule, ubicado geográficamente
en 370 00' 05.43"5 y730
Una vez que se tuvo el proyecto de arquitectura,
11' 16,80" O. Coronel.
se evaluaron las cantidades de perfiles que se
necesitarían, junto a los distintos materiales involucrados en el desarrollo de la misma,
que el deplorable
estado de este espacio publico ameritaba
una reconstrucción
existía, lo que consideró habilitación de la escalera, confección de la plataforma,
senderos con gravilla,
habilitación
de estacionamientos,
confección
de arreglos
debido a
total de lo que
confección
de
vegetacionales,
restauración de taludes y confección de gaviones.
105
····.·······
....;m
Cmt:;·I.······.····
1nnova ~H e
UDT
UN!DAtl
··CORFO
DE DESAF<,P.OLLO TEC1'mWGICO
;~
ACTIVIDAD 3.7: INSTALACION DE INFRAESTRUCTURA PORTUARIA: Se instalará
una infraestructura
portuaria demostrativa.
Hito 3.7.1: INFRAESTRUCTURA INSTALADA: Se instalará en un punto
seleccionado, la infraestructura
del país
previamente construida.
DESARROLLO ACTIVIDAD:
Las experiencias se instalaron en el sector de Maule, Coronel, ubicado geográficamente
en 370 00'
05.43"$ Y 73° 11' 16,80" O Y consistió en una plataforma de 3 X 2 metros y el revestimiento de 3
peldaños de la escala reconstruida (Figura 3.7.1).
Figura 3.7.1. Escala reconstruida y plataforma de playa revestida con perfiles de
madera-plástico.
106
-
Figura 3~7.2.Estado original de la bajada a la playa de Maule.
La figura 3.7.2, muestra el estado en que se encontraba originalmente
el área donde se
realizaron
la escala estaba
destruida
las experiencias
demostrativas,
como se puede apreciar
debido al oleaje que destruye la base de la escala durante
periodos de mal
tiempo.
La reconstrucción
de la escala se realizó en base ala colocación de soleras de hormigón
que permitieron rápidamente volver a formar la escalera (Figura 3.7 .3).
107
-In novaC'flil e
CORFO
,-~
Figura 3.7.3. Rehabilitación de la escala de acceso a la playa de Maule.
Una vez que se tuvo reconstruida la escala, se trabajó en la base de la misma para evitar
nuevos deterioros, por lo que se construyó una base sólida en hormigón que actuará como
un rompeolas en el caso de volver a presentarse temporales
y socabamientos
(Figura
3.7.4).
108
rnnovaChiJe
---
CORFO
Figura 3.7.4. Confección de la plataforma de playa en hormigón.
Una vez que la escala y la plataforma se encuentran terminadas (Figura 3.7.5), se procede
a recubrir la superficie con los perfiles de madera-plástico,
lo que entrega la terminación
que se busca, para ello se instalan fijaciones adecuadas sobre un entramado de perfiles de
madera-plástico instalados con pernos de anclaje previamente (Figura 3.7.6).
El proceso de instalación se presenta en un manual de especificaciones técnicas que se
entrega como anexo complementario.
109
IririovaChile
,----
CORFO
Figura 3.7.5. Escala y plataforma de hormigón terminada.
Figura 3.7.6. Revestimientos con madera-plastica de la plataforma de hormigón.
110
InnovaCl1ile
----
CORFO
Es necesario colocar un recubrimiento protector al borde de los perfiles de madera-plástico
con un perfil metálico, para evitar intervenciones de terceros y darle mayor protección al
borde de los perfiles. Para ello se utiliza fierro el cual es sometido
a un tratamiento
protector de galvanizado en frío (Figura 3.7.7).
Figura 3.7.7. Plataforma termina revestida con madera-plástica.
En el espacio publico se diseño un área de transito peatonal que será construida por el municipio
en una fase posterior (Figura 3.7.8). De esta forma se comenzó a realizar este diseño que permitió
darle valor a los elementos existentes, para ello se implementaron senderos de gravas, rocallas,
drenajes (Figura 3.7.9) y un sector donde se instaló el primer prototipo de mobiliario urbano en
madera plástica, (Figura 3.7.10).
111
rnnovaCllHe
~~
~/'f
r----
CORFO
UNiDAD DE OESARROUO TECNOlOGICO
Figura 3.7.9.
Rehabilitacióndel área verde existente.
112
-
•·~UDT
,
IJI'1iDAO
DE DESARROLLO
TECNOLOGICO
Figura 3.7.10. Banca prototipo en fierro galvanizado y madera-plástica.
113
ACTIVIDAD
3.8: EVALUAR
DESEMPEÑO
DE INFRAESTRUCTURA
PORTUARIA
COMPLETA EN CONDICIONES REALES DE USO: Se evaluaran el comportamiento de
la infraestructura portuaria.
Hito 3.8.1: EVALUACIONESPERIODICAS
REALIZADAS: Se evaluará el desempeño,
mecánico, resistencia a intemperie, entre otros aspectos
DESARROLLOAcnVIDAD:
Para el desarrollo de esta actividad se evaluaron constantemente
(Figura 3.8.1);
playa de Maule junto a la infraestructura
sector Pedro de Valdivia Concepción .. El desempeño
demostrando
un excelente. comportamiento
las pruebas existentes en UDT
demostrativa
en el Edificio San Alberto,
se evalúo en condiciones
luego de 23 meses de evaluación
reales de uso,
periódica (Figura
3.8.2).
Figura 3.8.1. Evaluación del comportamiento
de los perfiles de pisos y siding instalados en UDT.
114
-
Figura 3.8.2.
Evaluación del comportamiento
de los perfiles de pisos en el tiempo luego de 23
meses de aplicación.
Figura 3.8.3. Evaluación del comportamiento
de los perfiles instalados en la plataforma
de playa
en Maule.
115
UDT
IJN1DA:l DE DESARROLLO TECNOLOGICO
ETAPA 4: TRANSFERENCIA
TECNOLOGICA
ACTIVIDAD 4.1: PREPARACION y CONFECCION DE MATERIAL PROMOCIONAL
Se diseño el material promocional, el cual fue difundido en el marco de la charla técnica
realizado en la feria chile construye 2011.
Figura. 4.1.1 Material promocional desarrollado
ACTIVIDAD 4.2: SEMINARIO TERMINO DEL PROYECTO
Se realizó un seminario final del proyecto, donde junto con dar a conocer los principales
resultados se entregó una transferencia tecnológica del proceso de obtención de perfiles
extruido de madera plástico. Esto fue realizado en Santiago, en la feria Chile' construye
2011, efectuada entre el 11 y 14 de mayo del 2011.
116
~UDT
~
mnovaCFíTle
-----
CORFO
UNIDAD DE OESAAP.OllOTWIOLOGICO
11-14 DE MAYO 2011
SANTIAGO DE CHILE
PROGRAMA PRELIMINAR DE CHARLAS TÉCNICAS
HOIW'JOS
10:30
MlER(O\.B 11
a 11:15
JUEVES 12
DEPTO, R~lSTRIJCOÓI •• MOP
INAUGURACiÓN
11:30 a 12:15
rr4AUGURAnÓrJ
Sustentablidad: La Importanc.ia de la Eficientia
Energética en Arquilettur.!
SI. W~WalteryY.MarceIoHlJ.,.chuñÍl
MOCIAOOH DE OOOUA DE ARQUllECTOS
12:30 a 13: 15
INAUGURACiÓN
Erue&1lliIS del Terremoto 27F
Y.('q¡fludro
P. UNMR5IOAIl
15:00 a 15:45
lfueva Arquitettura en RerorutnJc.I:ión
5r. David Rodng¡zez
ASOCIACIÓN DHJflONA DE AIlQUITECTOS
16:00 a 16:45
CorutrucáÓn en Ma!leray Sustentablidad:
AplKación en EstruttllraS HaIiOOona1es 'f
Educarionales
Sro. PolJtc MartÍnez y Sr. Woklo BuJtamaIl'.e
CTi·(;OOMA
17:00 a 17:45
Ultimas Tendenáas
en Madera laminada Y
Construcáón
Sra.PatfITlO ~n
r Sr.JlIOnACMdo
ro. calMA
18:00 a 18:45
Apf!CaC'ÍOneSde Miteriales Compuestos Madi!¡¡.
Rástiro en el Desarrollo de ~..stnKtIJr.I
Portuaria
Sr. RicOldo M.'dfno
OOT- UMV6lSIDAD
Figura 4.2.1.
CATOuCA DE Ol!LE
Ventajas de MoIdajes de PoIiestireoo
&pandido: Amación V Rapidez
Sr. Cris-Jan SiIIIII
EXACTA LTDA.
Construcción de Vl\oi!nd •• en Sitio Propio: el
Pmclp<lllesGfío
de la Re<.onstruc<ión
Sr.Pot:t; #ve5e
Coordinador HaciooaI Progmna de
ReconstnJcáón
• MlfMI
Nueva Nonnativa Klbre Aireadores y DudIas
Eficientes
Sr. Cris:ion Espioozo
~s.A.
VIERNES 13
Mejoramiento de la Eficientia Térrnil;¡¡ V
Aaírtica de TermopaneIes f&diante SeparadO{
Termoplástiro delTIjlO Vhrm Ed..~
Sr. RobErto Semi'
COWIROAI. 501.00: SPA
Tedlumbresde Acero
Sr. frcmás PJeMif!ET
esnnno CHlfl«J OOArntO
REd VAl: Efettos del TEfTemato 21F Y
RerupeOOón
Sr.Marro AImooaád B.
OlREOOÓU DE VlA1l1W1·
",op
Prevemión en Terremotos
JEPRO
NUEYaNonna para Manejo de ConilustJbles en
Obra
9.J11ER!NTENDHIOA DE B..K1RtaOAD y
rot.IIUSTII!l.E5
tlueva Nonna para Manejo de (.ombust"bles en
Obr.!
SJ.nIetINTENDEIIOA
~
DE 8fCIRIODAD
y
MoIdajes PI~ros para Pllares 0mIIam:
Ventajas y ApfKaciones
Sr. P.OOIino C€cdiir.oro y Sr. MirJas 1.omIín
Ul5I1'AO.UlNAAIA5
DE CONCEPOótl
Programa de charlas técnicas efectuada en el marco de la feria Chile
Construye 2011. El día Miércoles 11, entre las 18:00 y 18:45 hrs se dicto la charla:
Aplicaciones de materiales compuestos madera-plastico en el desarrollo de infraestructura
portuaria ,"
117
Durante esa oportunidad de contó con un stand de 10 m2 , donde se pudo difundir los
resultados del proyecto (Figura 4.2.2).
".,
..
"
Figura 4.2.2 Stand en Chile Construye 2011
El éxito logrado en la participación de esta feria y difusión lograda, queda reflejada en los
contactos que fueron establecidos durante los 4 días en que se dio a conocer el proyecto
(Tabla 4.2.1).
118
Tabla 4.2.1 Contactos logrados en Chile Construye 2011.
CONTACTOS LOGRADOS
Empresa
Nombre
Descripcion
Fono
Correo
DYNAL
M.Loreto Aranda
Jefe venta Construccion
56-2-4782071
[email protected]
DYNAL
RaúlSpano
Subgerente
56-2-4782000
[email protected]
OSMOSE
Jorge Geldes
Prod. Omcos madera
56-2-6242800
[email protected]
ARCHOUIMETAL
Paula Montes
Asistencia Tecnica
9-8220780
[email protected]
ARCHOUIMETAL
Andres Ducaud
Gerente tecnico
9-8282007
[email protected]
BIT
Monserrat Johnson
Area ejecutiva
2-7187500
[email protected]
CDT
Cristian Yañez
Subgerente EE
2-7187500
[email protected]
EMPRESAS
CORMA
Enrique Escobar
Gerente CTT
2-6887978
www.cttmadera.cl
ATRIO
Fernanda Damm
Gerente tecnico
2-4700200
[email protected]
Cruz y Davila
Ignacio Silva
Ingeniero Consultor
Tensocret
Diego Mellado
Gerente desarrollo
2-6033983
[email protected]
Ceresita
AndreaJahn
Gerente tecnico
2-5849252
[email protected]
Chilcorrofin
Sergio Esquivel
Subgerente UTC
2-4442800
[email protected]
HENKEL
Roberto Pavez
Regional Manager
2-3817318
[email protected]
LP
Rodrigo Valenzuela
Venta Distribucion
2-7968700/8716
www.lgchile.cl
Const. FABBRO
Paula Véliz
Gerente Socio
32-2474651
[email protected]
[email protected]
CONSTRUCTORAS
Casas Delano
Enrique Astudillo
Gerente tecnico
2-2154117
[email protected]
Casas Lanco
Eduardo Elizalde
Gerente gral
63-441300
[email protected]
[email protected]
IZAFE Uda
Jorge Zamora
Gerente gral
2-8426013
TRAZA
Marco Cobo
Adm.Proyectos
07-7932404
[email protected]
DRAROUITECTOS
David Rodriguez
Arquitecto Gerente AOA
2-7384110
www.drarguitectos.c1
Verde Activo
Isabel Bravo
Gerente gral
09-84793491
[email protected]
ZS Arquitectos
Cristobal Zegers
Gerente gral
09-92342688
[email protected]
REHAU
María Aspillaga
Jefe Ventas
2-24961900
[email protected]
IMPOVAR
Ivania Bravo
Jefe productos cobre
2-5997900
[email protected]
Nahuelbuta
Augusto Morales
Gerente gral
43-1970570
[email protected]
Const. García
Ricardo García
Gerente gral
[email protected]
INDUSTRIALES
EXO
Carlos Bombal
Gerente tecnico
09-92228287
[email protected]
Metalfix
Wilhem Muller
Gerente gral
2-2741333
[email protected]
Infraplast
Christophe Poupard
Gerente gral
09-94331110
[email protected]
119
UN1DADDE DESARROllO TECNOlOGICO
InnovaCCORfO
-,,--
-----
ACTIVIDAD 4.3: PREPARACION INFORME FINAL
Se elaboraron
una serie de informes ejecutivos para las empresas, las cuales se presenta en el
informe final desarrollado.
120
-
ANEXOS
PROYECTO: "Desarrollo de Tecnología
~~ú~a~~~m~~~~~~rl~~
,
de Prolongada Vida Util"
Código:07CTPXT-17
Entidad Patrocinadora:
INNOVA CHILE - CORFO
Entidad Ejecutora:
UNIDAD DE DESARROLLO TECNOLÓGICO
Universidad de Concepción
Junio, 2011
-
UNIVERSIDAD DEL
elo-aío
Facultad de Ingeniería
Departamento de Ingeniería Mecánica
IMPLEMENTACiÓN
DE PERFILES DE MADERA
PLÁSTICO EN INFRAESTRUCTURA PORTUARIA
Seminario de Título presentado en
conformidad
a los requisitos para obtener el
título de Ingeniero de Ejecución en Mecánica.
Profesor Guía:
Sr. Richard Verdugo leal
Ingeniero Supervisor:
Sr. Ricardo Medina Garrido
CARLOS RUBÉN CATRILEF ESCOBAR
2011
-
AGRADECIMIENTOS
Agradecimientos
protagonismo
al Centro de Investigación de Polímeros Avanzados
CIPA, por el
en la elaboración de este seminario. Tanto por proponer el tema,
como así también por facilitar todo lo necesario para su desarrollo.
1
CAPíTULO 1) INTRODUCCIÓN Y OBJETIVOS
1.1 Introducción
Este seminario de titulo trata de la implementación de perfiles de madera-plástico
en infraestructura portuaria, específicamente en plataformas de muelles.
Los materiales compuestos madera-plástico,
han experimentado
un rápido
desarrollo a nivel internacional como productos y materiales de construcción.
Siendo uno de los prioritarios el desarrollo de infraestructura portuaria, tales como
plataformas de muelles, cubiertas, tarimas y mobiliario urbano.
Entre las razones de crecimiento en el mercado de los materiales compuestos de
madera-plástico, ha logrado un mejor desempeño que materiales tradicionales
como la madera, en ambientes muy agresivos desde el punto de vista climático.
Debido a sus bajas absorciones de humedad, presenta una mayor estabilidad
dimensional,
además
por
las
incorporaciones
de
polímeros
y
aditivos
estabilizadores se logran una alta resistencia a agentes externos y bajo costo de
mantención en el largo plazo. Sin embargo una de sus limitantes ha sido el precio
aún muy alto.
Surge entonces, la necesidad de poder evaluar a través de métodos de
simulación, diseño y cálculo el desempeño de este material en diferentes
aplicaciones que se pueden diseñar, que nos permitirá a priori, poder considerar
este nuevo material dentro de sistemas constructivos orientados a mejorar las
características de desempeño en condiciones reales de uso.
2
1.2 Objetivos del seminario
1.2.1 Objetivo general
Caracterizar
el
material
y
Simular
a través
del
sistema
CAD/CAE
el
comportamiento de perfiles extruidos de madera-plástico (WPC) en aplicaciones
dentro del desarrollo de obras de infraestructura portuaria.
1.2.2 Objetivos específicos
•
Generar un diseño (prototipo virtual) de un muelle, para luego evaluar el
comportamiento mecánico de perfiles WPC en comparación a la madera.
•
Caracterizar y conocer las propiedades mecánicas fundamentales del
material WPC que nos permitan utilizarlo en obras de construcción de
infraestructura portuaria bajo la normativa vigente.
•
Simular el comportamiento mecánico de diferente diseños de perfiles
extruidos, en base al material WPC, cuya aplicación estará en cubiertas de
muelles.
3
CAPíTULO
2)
ANTECEDENTES
GENERALES
2.1 Perfil madera-plástico
Los perfiles de madera-plástico son utilizados hoy en día fundamentalmente en el
rubro de la construcción. Corresponden a un material compuesto, fabricado a
partir de extrusión de un polímero termoplástico con fibras o partículas de madera.
Los perfiles extruidos de madera-plástico pueden ser fabricados huecos, con lo
cual la densidad y, por lo tanto, el costo del producto disminuye. Algunos ejemplos
se presentan a continuación:
a)
b)
Figura 2.1 Ejemplos de perfiles de madera-plástico.
El perfil que se estudia en este seminario corresponde a un perfil de geometría
mostrada en la figura 2.1.b, de dimensión 30x150 mm, el cual es fabricado en
base a madera de polvo de lija de pino radiata mezclado con polipropileno en una
razón de 50/50 aprox.
4
2.2 Fabricación
del material
El proceso de fabricación de los perfiles de madera plástico, queda representado
resumidamente en el siguiente diagrama de flujo:
Figura·22 Diagrama de flujo de fabricación de perfiles madera plástico.
2.3 Normas a utilizar
Se utiliza en este seminario normas chilenas tanto en la realización de los ensayos
mecánicos y en la determinación de cargas de simulación mediante elementos
finitos.
5
2.4 Infraestructura
portuaria
Se conoce como infraestructura portuaria a todas aquellas relacionadas con las
actividades marítimas de atraques, aprovisionamiento y varado de embarcaciones.
Dentro de las más importantes se pueden nombrar las siguientes: muelles
(cubiertas y barandas), defensas de muelles, rampas, portones y Dolphin.
Adicionalmente, existe otro segmento llamado de infraestructura de apoyo, el cual
agrupa a todas aquellas obras y equipamientos que se utilizan en las actividades
posteriores
al varado y descarga de embarcaciones,
como reparación
y
preparación de equipos; en este grupo se encuentran los sistemas de descarga de
pescados, boxes, explanadas, talleres mecánicos, áreas para la comercialización
y manipulación.
Cuando se hable de infraestructura portuaria en este seminario, se refiere
específicamente a muelles (cubiertas y barandas).
6
CAPíTULO 3) DISEÑO DEL MUELLE
Para realizar las simulaciones CAD/CAE, es necesario tener un diseño del muelle,
para poder obtener los parámetros de disposición de los perfiles como son:
sujeciones, distancia de luz, tipo de perfil de acero donde va montado,
dimensiones en general, etc.
Como no se tiene un diseño claro de muelle a simular, se trabajó en varias
propuestas, las cuales corresponden a dibujos en tres dimensiones.
El objetivo de estas modelaciones 3D es determinar un pre-diseño del muelle,
mostrando sus partes y piezas más importantes, acotando sus dimensiones
generales y señalando los tipos de uniones, entre otros. De tal manera que sirva
como referencia de diseño y para la simulaciones posteriores.
3.1 Posibles diseños de muelle
Se rescatan dos posibles diseños de muelles que son muelle con pilotes y muelle
flotante, los cuales se muestran en la figura 3.1 y 3.2.
Figura 3.1 Diseño de muelle con pilotes
7
Figura 3.2 diseño de muelle flotante.
Se selecciona la opción Muelle con pilotes, para simular posteriormente y evaluar
su posible fabricación. Es por esto que a continuación se entrega información más
detallada del muelle, separándolo en dos partes que son plataforma y pasarela, y
estas en subdivisiones por pieza según sea conveniente.
Muelle completo
•
Pasarela
~ Baranda
~ Perfil WPC
~ Base metálica
~ Esquinero metálico
•
Plataforma
~
Base metálica
~
Esquinero
~
Perfil WPC
Ver anexo A, Planos de muelle.
8
3.2 Construcción y montaje de muelle
Se diseñó el muelle estimando que este tendrá una fabricación previa en taller o
maestranza;
para su posterior ensamblaje en terreno
mediantes
uniones
apernadas como se ilustrará en imágenes posteriores.
El primer paso a realizar, es construir la base metálica de la pasarela y plataforma,
cuyo material es acero. Estas bases deben ser galvanizadas después de su
fabricación, con el objetivo de proteger el material del ambiente portuario.
Figura 3.3 Bases metálicas
Cabe señalar que la luz que se dejó para cada base es de 500 mm además, se
tiene que dejar la unión entre los pilotes y la plataforma.
Después del montaje de las plataformas enel lugar, se unen ambas mediante
pernos con tuercas como se ve en la figura posterior.
Figura 3.4 Uniones de bases metálicas
9
Luego viene montar los perfiles de WPC que serán fijados con tornillos
autoperforantes, los cuales tendrán que ir en la mitad del tablón, además, el
primero estará a unos 25 mm para perforar el perfil galvanizado también en la
mitad además, estos perfiles se deben montar con una separación de 2 mm en la
pasarela y 2.6 para la plataforma, quedando toda la estructura cubierta por WPC
Figura 3.5 Montaje Perfiles Madera-plástico
Una vez puestos todos los perfiles, tanto como para la plataforma y también para
la pasarela, se debe cubrir las esquinas con un perfil L tal como se muestra en la
figura. Esta también irá fijada con tornillos, los cuales no podrán pasar los 500 mm
desde el primero, que tiene que estar en la esquina del perfil.
Figura 3.6 Montaje perfil L
10
Una vez que se tenga todo el piso cubierto se montan las barandas, las cuales
irán fijadas con pernos.
Figura 3.7 Montaje barandas
Cabe señalar que se debe fabricar una baranda para cada lado de la pasarela y,
estas barandas deben de estar previamente galvanizadas antes del montaje.
.Para lo cual se pretende lograr estos resultados, dado que se puede dar muchos
usos a este tipo de estructura no sólo como muelle.
Figura 3.8 Montaje completo del Muelle
11
CAPíTULO
4) ENSAYOS MECÁNICOS
En este capítulo se pretende caracterizar los perfiles de madera plástico,
obteniendo sus propiedades físicas y mecánicas, como son: densidad, resistencia
a la tracción, módulo de elasticidad, dureza, entre otros. Estos datos son
fundamentales para conocer el comportamiento del material en cuestión y poder
así realizar una ficha técnica de este, como también realizar análisis mediante
elementos finitos, o cualquier evaluación de diseño que se quiera realizar con
estos perfiles de madera plástico.
Para esto se realiza una serie de ensayos normados según norma chilena, los
cuales se llevan a cabo en el departamento de CIPA en la UNIVERSIDAD DEL
alo-slo. Con los resultados obtenidos, se busca además, clasificar según grado
y comparar las propiedades de los perfiles con las propiedades de algunas
maderas usadas en infraestructura portuaria.
Ensayos a realizar
,
.
•
Determinación de la densidad
•
Compresión paralela
•
Compresión perpendicular
•
Tracción perpendicular
•
Tracción paralela
•
Cizalle
•
Dureza
•
Flexión estática
Se utiliza 10 probetas en la mayoría de los ensayos, asumiendo que estas están
libres de defectos y son representativas de los perfiles de madera-plástico.
12
4.1 Ensayo de cizalle Paralelo NCh0976-1986
Este ensayo se basa en aplicar, sobre un plano perpendicular al eje longitudinal
de la probeta, una carga continua de dirección paralela al eje a las fibras de la
madera (eje axial del perfil WPC) hasta llegar al punto de falla de la probeta.
Datos de ensayo:
•
Dimensión de probeta e= 50 ; L=65 ; h=50 mm
•
Velocidad de cabezal 0.6 mm/min
•
Cantidad de ensayos: 10
Figura 4.1 Probetas de cizalle.
Se obtiene una media de la carga y desplazamiento máximo ocurrido en los diez
ensayos, cuyo resultado es el siguiente:
Tabla 4.1 Resultados ensayo cizalle
Carga Max
Desplazamiento Max.
[kN]
[mm]
26.137
4.722
13
4.1.1 Expresión de resultados
Determinación
(Jcz
= -h·eQ =
de Tensión máxima
17.42 MPa
(4.1 )
Donde:
Q = 26.137 [kN] Carga para la cual se obtiene la falla de la probeta;
h=50 [mm] Medida de altura del plano de falla;
e=30 [mm] Medida de ancho del plano de falla.
4.2. Ensayo compresión
paralela NCh0973-1986
Este ensayo se basa en aplicar, sobre una sección transversal extrema de la
probeta, una carga continua de dirección paralela al eje axial del perfil WPC,
midiendo las deformaciones producidas por la aplicación de dicha carga hasta
llegar al punto de falla de la probeta.
Datos de ensayo:
•
Se utiliza como probeta un paralelepípedo recto de 25x25x100 mm
•
Velocidad del cabezal de la máquina v=0.6 mm/min
•
Cantidad de ensayo: 10
Se obtiene una curva media de los diez ensayos realizados, la cual queda
•
representada en el siguiente gráfico 4. 1.
14
~------~-'---
I
16
14
12
1••••
'Z
~
....•
10
ca
..
8
en
ca
6
(J
4
2
O
O
2
3
5
4
6
Desplazamiento [mm]
Gráfico 4.1 Curva media de los diez ensayos en compresión paralela.
Se puede apreciar en este último gráfico, entre Oy 2 en el eje de desplazamiento,
que aparece una curva no característica del ensayo y que corresponde al
acomode de la probeta en la máquina. Esto se corrige, quedando finalmente
representado en el gráfico 4.2.
16
14
ca
~
8
c:3 6
4
2
O~--~----~--~--~----~--~
O
0,5
1
1,5
2
2,5
3
~ __~
3,5
4
____D_e~J?lazamiento{mm]
Gráfico 4.2 Curva corregida media de los diez ensayos en compresión paralela.
1S
Se convierte el gráfico medio corregido en un gráfico esfuerzo-deformación
unitaria (gráfico 4.3), que corresponde al método usado en ingeniería para
representar las propiedades mecánicas del material.
•.....•
20
ni
a.
11::
'Z;
w
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
De(ormacion unitaria [*10.1]
Gráfico 4.3 Diagrama Esfuerzo-Deformación Unitaria en compresión paralela
4.2.1 Expresión de resultados
Tensión en compresión paralela en el límite de proporcionalidad
p
O"cp,lim
=A=
13.56 MPa
Donde:
p= 8.48. kN Carga en el límite de proporcionalidad;
A= 25*25 mm" Sección de probeta.
(4.2)
16
Tensión máxima o de rotura.
= AQ = 23.18 MPa
(Jcp.max
(4.3)
Donde:
Q = 14.49 [kN] Carga en el límite de proporcionalidad;
A
= definido
anteriormente.
Módulo de elasticidad en compresión
Ecp
E
=
O'cp~lim
Paralela
= 640.15 MPa
(4.4)
= 0.3621' 10-1
4.3. Ensayo Compresión
Perpendicular
NCh 0974-1986
Este ensayo se basa en aplicar, en dirección perpendicular al eje axial del perfil
WPC, una carga continua, midiendo las deformaciones producidas por la carga,
hasta llegar al punto de falla de la probeta o en su defecto, hasta una deformación
de 2.5 mm.
Se realiza este ensayo en dos direcciones:
•
Dirección 1: Carga aplicada sobre el perfil WPC
•
Dirección 2: Carga aplicada por el costado del perfil WPC
Datos de ensayo:
•
Se utiliza como probeta un paralelepípedo recto de 50x30x150 mm
•
Velocidad de cabezal: 0.3 mm/mino
•
Cantidad de ensayos: 5 por cada dirección
•
Cantidad de ensayos: 5 por cada dirección
17
Figura 2 Ensayo compresión perpendicular
4.3.1 Dirección 1 (Carga Sobre el perfil)
Luego de realizar los cinco ensayos en compresión paralela, se confecciona un
gráfico de carga-desplazamiento (ver gráfico 4.4) y otro de esfuerzo-deformación
unitaria (ver gráfico 4.5), en los cuales se corrige el acomode de las probetas en la
máquina.
40
=.
Z
30
11:1
e'
11:1
o
20
10
0,4
0,6
0.8
Desplazamiento
1,2
1.4
(mm]
Gráfico 4.4 Curva corregida media de los cinco ensayos en compresión
perpendicular.
18
l
0,1 .
':-_._
...
_._.
__
..
_
0.2
0.3
Deformación Unitaria [*10.
_ ... _-_ ..
....
---_..
Gráfico 4.5 Diagrama Esfuerzo-Deformación
Expresión
=
PUm
z·a
. ....
_
0,5
]
..
Unitaria en compresión
paralela
de resultados
Determinación
(Ten lim
,
0,4
1
tención unitaria en el límite de proporcionalidad
= sin determinar
(4.5)
Donde:
Plim
= Sin
determinar carga en el límite de proporcionalidad;
A
= 30
rnrn" Ancho de probeta;
z
= 50
mm Ancho de placa metálica.
Determinación
(Tcn,max
= z~a =
tención máxima
33,3 M Pa
Donde:
Q
= 50
a, z
kN Carga máxima
= ídem
(4.6)
19
Si bien la norma dice, que el ensayo finaliza cuando la probeta sufre un
desplazamiento de 2.5 mm o cuando falla, en este caso no se pudo cumplir con
estas condiciones, debido a que el ensayo se detiene cuando la máquina alcanza
una carga de 50 kN, que es límite de esta.
4.3.2 Dirección 2 (carga por el costado del perfil)
r
í
50
•....• 40
z
~
....•
nJ 30
El
nJ
.o
20
10
0,2
0,4
0,6
0,8
1,2
1,4
1,6
i
Desplazamiento [mm]
Gráfico 4.6 Curva corregida media de los cinco ensayos en compresión
perpendicular.
I ::
I 'ii'
25
I:L
f!. 20
o
I::!
4) 15
1.2
t 8]10
I
¡
5
I
!
i
l
0,1
0,2
0,3
Deformación
Unitaria
0,4
0,5
[*10.1]
Gráfico 4.7 Diagrama Esfuerzo-Deformación Unitaria en compresión paralela.
20
Expresión de resultados
Determinación
O"en.lim
=
Sin determinar
Determinación
O"en.max
=
tención unitaria en el límite de proporcionalidad
tención máxima
33,3 MPa
4.4 Determinación
de la densidad NCh 0179-2-1986
En este ensayo se determina la densidad de referencia.
Datos de ensayo:
•
Se utiliza como probeta un paralelepípedo
•
Cantidad de ensayos: 6
recto de 50x30x50 mm
4.4.1 Expresión de resultados
Se resumen los resultados del ensayo en la siguiente tabla.
Tabla 4.2 Resultados ensayo de densidad.
21
4.5 Ensayo de dureza NCh 0978-1986
Este método se basa en aplicar una carga continua sobre las caras de la probeta
con el propósito de hacer penetrar en el material una esfera de acero de 11.3 mm
de diámetro, hasta la mitad de su diámetro.
Datos de ensayo:
•
Se utiliza como probeta un paralelepípedo
•
Velocidad de cabezal: 6 mm/mino
•
Cantidad de ensayos: 10 por cada cara.
recto de 50x30x150 mm
Figura 3 Ensayo de dureza.
22
4.5.1 Expresión de resultados
Se resume en la siguiente tabla los resultados de ensayos de dureza.
Tabla 4.3 Resultados ensayo de dureza.
Cara de ensayo
Dureza Paralela kN
Dureza perpendicular
Dureza perpendicular
kN
kN
A
A'
S
S'
C
C'
12,02
11,62
14,23
15,05
10,84
11,89
11.82
14.64
11.37
4.6 Ensayo flexión estática NCh 0987-1986
En este ensayo se aplica una carga continua, a una velocidad constante, en la
mitad de la luz de la probeta, midiendo las deformaciones producidas por la
aplicación de dicha carga hasta llegar al punto de rotura de la probeta.
Datos de ensayo:
•
Se utiliza como probeta un paralelepípedo recto de 25x25x41
•
Velocidad de cabezal: 2.5 mm/mino
•
Cantidad de ensayos: 1 por lado.
°
°
mm
23
Figura 4.4 Ensayo flexión.
4.6.1 Dirección 1 (sobre)
0,9.-~--~------~
-----_.- ---~.----~
~
~
~
-
,
0,8
0,7
Z
7:
0,6
~
0,4
~
~
0,5
0,3
0,2
0,1
2
4
6
Desplazamiento
8
10
[mm]
Gráfico 4.8 Gráfico carga-desplazamiento
en flexión.
4.6.1.1 Expresión de resultados
Determinación de módulo de elasticidad
(4.7)
Donde:
P1p = 0.52 kN Carga en el límite de proporcionalidad
L
= 350
Dlp
b
Luz de ensayo
= 4.5393
= 25 mm
mm Desplazamiento
Ancho de probeta
h = 25 mm Alto de probeta
en el límite de proporcionalidad
24
Determinación
Rf
Q
3'Q'L
= --2
=
2·b·h
= 0.837713
L, b, h
de módulo de rotura
28.14 MPa
kN Carga máxima
= Definidos
Determinación
(ji
= ~3'P¡
·L
(4.8)
anteriormente
de Tensión en el límite de proporcionalidad
= 14.49 MPa
(4.9)
P1p, L, b, h = Definidos anteriormente
4.6.2 Dirección
2 (costado)
0,6
••••• 0,5
Z
.:.:
-;
E'
tJ
0,4
0,3
0.2
2
345
6
7
8
Desplazamiento [mm]
Gráfico 4.9 Gráfico carga-desplazamiento
en flexión.
9
25
4.6.2.1 Expresión de resultados
Determinación
de módulo de elasticidad
(4.10)
Donde
= 0.42
P1p
L
= 350
kN Carga en el límite de proporcionalidad
Luz de ensayo
= 5.1 mm Desplazamiento
Olp
b
= 25
mm Ancho de probeta
h
= 25
mm Alto de probeta
Determinación
3·Q·L
Rf
= 2.b.h
Q
= 0.679
= Definidos
3·Pt
P
= -b2·
·L
·h
2
=
anteriormente
de Tensión en el límite de proporcionalidad
14.11 MPa
P1p L, b h Definidos anteriormente
I
I
(4.11 )
kN Carga máxima
Determinación
O"f
de módulo de rotura
= 22.81 MPa
2
L, b, h
en el límite de proporcionalidad
(4.12)
26
4.7 Ensayo Tracción perpendicular
NCh 0975-1986
El ensayo se basa en aplicar una carga continua de tracción en dirección
perpendicular al eje axial del perfil WPC hasta llegar al punto de falla de la
probeta.
Datos de ensayo:
•
Se utiliza como probeta un paralelepípedo recto de 67x63x30 mm
•
Velocidad de cabezal: 2.5 mm/mino
•
Cantidad de ensayos: 10 por lado.
,
'VA:!
:$
:V
"
::s.
.
4
J
Figura 4.5 Probeta tracción
4.7.1 Expresión de resultados
9 .
8
7
3
2
o~~--~~--~
o
0,2
0,4
0,6
0,8
__~~
1
Desplazamiento
__~ __
~~¿
1,2
1.4
1.6
1.8
[mm]
Gráfico 4.10 Gráfico carga-desplazamiento en tracción perpendicular.
27
I
12¡---~--_--'-_~-_-'_-'~'
----
---=-~'-~-.-----~--.._,---
I
I
I
I
10
o
.~
.a
6
CII
.n
4
0,05
0,1
0,15
0,2
Deformacion unitaria r10·1]
Gráfico 4.11 Gráfico esfuerzo-deformación
(J'lp
= AP = 6.61 MPa
(J'max
= AQ =
11.98 M Pa
unitaria en tracción perpendicular.
Esfuerzo en el límite elástico.
(4.13)
Esfuerzo máximo.
(4.14)
P
= 4.96
kN Carga en el límite de proporcionalidad.
Q
= 8.24
kN Carga máxima.
A
= 750
mm2
28
4.8 Ensayo Tracción paralela
El ensayo se basa en aplicar una carga continua de tracción en dirección paralela
al eje axial del perfil WPC hasta llegar al punto de falla de la probeta.
Datos del ensayo:
•
Se utiliza como probeta un paralelepípedo
•
Velocidad de cabezal: 2.5 mm/mino
•
Cantidad de ensayos: 10 por lado.
recto de 67x63x30 mm
4.8.1 Expresión de resultados
6
~5
··2
1
0,2
0,4
0,6
0.8
1
1,2
1,4
1,6
Desplazamiento [mm]
Gráfico 4.12 Gráfico carga-desplazamiento
en tracción perpendicular.
29
12
10
•.....•
'"
0..8
:2E
•....•
26
•..
12'814
0,05
0,1
0,15
Deformación unitaria [*10.1]
Gráfico 4.13 Gráfico esfuerzo-deformación
(Jlp
=
(Jmax
P
P
A=
7 M Pa
= AQ =
= 5.25
10.57 MPa
A
Esfuerzo máximo.
kN Carga en el límite de proporcionalidad.
= 750 rnrn"
Área de falla.
4.9 Resumen de resultados
0,25
unitaria en tracción perpendicular.
Esfuerzo en el límite elástico.
Q = 7.93 kN Carga máxima.
0,2
(4.15)
(4.16)
30
Los resultados de los ensayos quedan resumidos en la siguientes tabla y gráfico.
Tabla 4.4 Resumen de resultados de ensayos.
Plp
Omax
alp
amax
E
R
kN
kN
MPa
MPa
MPa
MPa
Cizalle Paralelo
Compresión
Compresión
paralela
perpendicular
(ambas direcciones)
17,42
26,13
8,48
14,89
13,56
23,18
-
50
-
33,3
Dureza Cara A
11,82
Dureza cara B
14.64
Dureza Cara C
11,37
640
Flexión (sobre)
0,52
0,83
14,89
3143
28,14
Flexión (Costado)
0,42
0,67
14,11
2260
22,81
Tracción perpendicular
4,96
8,24
6,61
11,98
Tracción paralela
5,25
7,93
7,00
10,57
Densidad
991 kg/m;s
Donde:
P1p
Carga límite de proporcionalidad.
amax
Carga máxima.
alp
Tención en el límite de proporcionalidad
.amax
Tención Máximo o de ruptura.
E
Módulo elasticidad.
R
Módulo ruptura.
31
I---~"~~
I
14
~-~
.._-~_
.. ~-~~_
.•__ ~
.,_ ...~
...
·~
·,_~·_r
Comp. Perpendicular
Comp. Paralela
12
-10
Z
.:.:::
••••••
ca 8
el
•••
ca
O 6
4
2
Flexión
1
2
345
6
Desplazamiento [mm]
Gráfico 4.14 Gráfico carga-desplazamiento
7
8
de todos los ensayos.
9
__
.·_ '_,
32
CAPíTULO 5) COMPORTAMIENTO MECÁNICO DE lOS PERFilES MADERAPLÁSTICO.
En este capítulo, se estudia el comportamiento mecánico de los perfiles maderaplástico en una plataforma de muelle. El estudio se realiza mediante simulaciones
de elementos finitos, para luego comparar los resultados con los valores obtenidos
mediante forma analítica. Se utiliza como propiedades de los perfiles maderaplástico, las obtenidas en los ensayos mostrados en el capítulo anterior.
Consideraciones
•
Se usa como guía de cálculo la NCh 1198.
•
Las reacciones en los apoyos se analizan como vigas simplemente
apoyadas.
•
La luz máxima efectiva corresponde a la distancia entre los centro de
apoyo.
•
Dado que la resistencia de la madera y los materiales derivados de ella se
ve afectada por el periodo de aplicación de la carga, por los tratamientos
realizados y por las condiciones del medio, tales como tensiones y
capacidades de cargas admisibles deben ser corregidas por medio de los
factores de modificación que la norma establece.
5.1 Cargas
Se utiliza una carga de 1000N correspondiente al peso de un hombre según NCh
1537. Esta carga de ser aplicada en la posición más desfavorable.
33
5.2 Tensión de diseño de flexión
La tensión de diseño se calcula según la expresión:
Zona flexo-traccionada
(5.1 )
Fft,diS
Ff
= 22,81'1'1'1,15
= 22,81 MPa;
'1,058
= 27,75 MPa
Tención admisible en flexión.
KH
=
1; Factor de modificación por contenido de humedad.
KD
=
1; Factor de modificación
K¿
=
1.15; Factor de modificación por trabajo conjunto.
Khf
=
por duración de la carga.
1.058; Factor de modificación por altura del perfil.
5.4 Propiedades a utilizar
Tanto en la simulación
como en el cálculo analítico,
mostradas en la tabla.
Tabla 5.1 Propiedades
mecánicas de perfiles a evaluar.
5.5 Simulación de perfil madera-plástico
se utilizan las propiedades
34
Se utiliza una carga de 1000N, correspondiente al peso de una persona y en su
posoción más desfavorable.
Se utiliza modo de ejemplo un perfil montado con una luz igual a 500mm.
5.5.1 Dibujo 3D del perfil a simular
Se crea una representación 3D en SOLlOWORKS, con la cual se realiza la
simulación.
Figura 5.1 Representación 3D de un perfil madera-plásastico.
5.5.2 Sujeciones
Aplicamos condición de sujeciones como viga simplemente apoyada, siendo esta
una sujeción fija en el lado izquierdo y sujeción de rodillo en el lado derecho.
Figura 5.2 Sujeciones.
35
5.5.3 Cargas
Se aplica una carga de 1000N en la posición más desfavorable, que corresponde
en el centro del perfil.
Figura 5.3 Cargas.
Se aplica el peso propio por efecto de la gravedad.
'---J-
~
.__
J
Figura 5.4 Gravedad.
5.5.4 Malla
Se crea la malla del modelo, utilizando una malla fina para obtener valores más
exactos.
36
Figura 5.5 Malla.
5.5.5 Resultados
Los resultados de flecha máxima y tención máxima se muestran en las imágenes
a continuación.
-~(Nm."2)
6.202.729})
15.685.990.5
.,' _ 5.169.252.0
. 4.652.513.5
Figura 5.6 Tención máxima.
37
l.f<ES(mm)
1
'·89
1.73
.1.57
Figura 5.7 Flecha máxima.
Flecha Máxima
1) =
1,89 mm
Tención Máxima
Umáx
= 6,2 M Pa
Factor K de seguridad
El Factor K de seguridad, se calcula según la siguiente expresión:
K
=
F[t,dis
O'máx
K
(5.4)
= 27,75
= 4.47
6,20
5.6 Calculo analítico
Se procede a calcular la flecha y el momento máximo de forma analítica. Se utiliza
las mismas condiciones que en la simulación.
38
5.6.1 momento máximo
x
;
o
{mm}
s.ao~r=
-----il'oo=
//í/
.."......,~~B
250.
oo
n'r
-5<>0,<>°1
x
(mm:)
I
:1
.
i
...
:
II
0,00
.
I
I
¡
I
O,pO
(mm)
,
1
500,0
Mmáx
=
125000 Nmm
5.6.2 Esfuerzo máximo
, = 12'Mb'h
máx'C
3
O"max
=
55 MP
I
a
Donde:
P = 1000 N; Carga aplicada.
=
150 mm; Ancho de perfil.
h = 30 mm; Alto del perfil.
e
-soo,ool
x
Momento máximo
b
T
0 •.
00
=
15 mm; Distancia a la fibra mas cercana.
39
5.6.3 Flecha máxima
{S =
p. L3
4. E. b. h3
= 3.41 mm
Donde:
L
= 900 mm;
E
=
Luz efectiva.
2260 MPa; Modulo de elasticidad.
P, b, h = Definido anteriormente
5.6.4 Factor K de seguridad
K
= 27,75 = 5,0
5,5
5.7 Resumen de simulaciones
y cálculos analíticos
y tenciones máximas, mediante simulación y en forma analítica,
Se calcula flechas
en distintas disposiciones
de luz, como se mostro anteriormente.
Tabla 5.2 Resumen de resultados de simulaciones de perfiles de madera-plástico.
SIMULACiÓN
LUZ
mm
{S
CTmáx
mm
Mpa
TEÓRICO
K
{S
CTmáx
mm
Mpa
K
500
1,89
6.202.729
4,47
3,41
5.555.556
5,00
550
2,37
8.534.573
3,25
4,54
6.111.111
4,54
600
9.011.383
3,08
5,90
6.666.667
4,16
700
3,14
5,47
10.083.404
9,37
7.777.778
3,57
800
9,81
11.270.675
2,75
2,46
13,98
8.888.889
3,12
900
23,1
12.555.330
2,21
19,91
10.000.000
2,78
1000
32,3
13.869.864
2,00
27,31
11.111.111
2,50
40
FLECHA-LUZ
35,00
30,00
E
..§.
25,00
20,00
c:t
::t:
lrl
u.
-'
15,00
10,00
5,00
0,00
L-. __
500
._
600
_._
__
700
__
800
LUZ (mm)
__ _
900
_
__
.
1000
Gráfico 5.1 grafico flecha-luz, de resultados de simulación.
5.8 Comprobación
de simulación
Se calcula el coeficiente de determinación r2,
para comprobar si los valores
obtenidos mediante simulación, se acercan a los valores teóricos. Se utiliza como
referencia los valores de flecha máxima.
r2 = 0.954
Tomando en cuenta este valor de coeficiente de determinación, se asume como
valido los valores obtenidos en las simulaciones.
41
CAPíTULO 6) ANÁLISIS Y DISCUSiÓN DE RESULTADOS
6.1 Comportamiento
del material sometido a cargas
Para analizar el comportamiento del material, se revisan los resultados de los
ensayos en los cuales al cambiar la dirección de la carga, la probeta no cambie su
geometría (misma inercia). Esto sucede solo en tres casos de los ensayos
realizados, que son: ensayo de dureza, flexión y tracción.
Extracto tabla 4.4 Resumen de resultados de ensayos
Plp
Qmax
alp
amax
E
R
kN
kN
MPa
MPa
MPa
MPa
Dureza Cara A
11,82
Dureza Cara C
11,37
Flexión (sobre)
0,52
0,83
14,89
3143
28,14
Flexión (Costado)
0,42
0,67
14,11
2260
22,81
Tracción perpendicular
4,96
8,24
6,61
11,98
Tracción paralela
5,25
7,93
7,00
10,57
Si bien se pudo analizar el material solo en dos direcciones, debido a que la
geometría del material disponible para confeccionar las probetas, no permite una
tercera dirección de carga, se puede apreciar una clara tendencia del material a
comportarse isotrópicamente. Por lo tanto, para efectos de simulación, se asume
que el material se comporta de esta forma y, se toma como carga límites o de
fluencia, las cargas más bajas obtenidas.
6.2 Clase estructural del material
Ahora que se conoce las propiedades mecánicas del material en estudio, es
importante establecer a qué clase estructural corresponde este, según NCh 1198.
Esto es de mucha utilidad, ya que los diseñadores, cuando se trata de maderas,
buscan materiales útiles en sus diseños fijándose principalmente en la clase
estructural.
42
Tabla 6.1 Tensiones admisibles y módulo de elasticidad en flexión para madera
aserrada, NCh 1198. Todas las especies excepto pino radiata.
\
Tensiones admisibles MPa
Clase
Compresión
Tracción
Paralela
paralela
F,
Fcp
F 34
34.5
F27
Flexión
Módulo de elasticidad en
Cizalle
flexión
r;
Fez
E,
26.0
20.7
2.45
18150
27.5
20.5
16.5
2.05
15000
F22
22.0
16.5
13.2
1.70
12600
F17
17.0
13.0
10.2
1.45
10600
1.25
9100
estructural
F14
14.0
10.5
8.4
F 11
11.0
8.3
6.6
1.05
7900
F8
8.6
6.6
5.2
0.86
6900
F7
6.9
5.2
4.1
0.72
6100
F5
5.5
4.1
3.3
0.62
5500
F4
4.3
3.3
2.6
0.52
5000
F3
3.4
2.6
2.0
0.43
4600
F2
2.8
2.1
1.7
0.36
4350
Tabla 6.2 Clasificación de la clase estructural de madera plástico segun NCh
1198.
WPC
Clase
estructural
Flexión
F14
Compresión
Tracción
Módulo de elasticidad
Compresión
Paralela
paralela
en flexión
perpendicular
F17
F11
< F2
--
6.3 Modelos matemáticos de los ensayos
En esta sección se quiere buscar un modelo matemático que represente lo mejor
posible el comportamiento de los perfiles de madera-plástico sometidos a cargas.
Dicho de otra manera, se busca un modelo matemático que represente a la curva
carga-desplazamiento de los ensayos. Esto tiene como propósito, presentar estos
modelos como un valor agregado al producto.
43
14
12
I
ns
8
(J"-
6
-O)
4
2
o~~--~------~~--~------~~
__~
O
1
0,5
1,5
2
2,5
~
~
3
3,5
~~
4
Desplazamiento [mm]
! ....
Gráfico 4.2 Curva de ensayo compresión paralela.
'-----16 -- -- .- .- - - ~-,
-CafQa=O.0372004
~ .._. _....
~ 5.:83113·Otl'S¡:lazamlenlo" O.81~914·Desplalamien1~·
O.535122'OeSPI3Iamlen1oJ
.•
O.0745S27'Oes~laz.amlert:o"
14
12
•.....•
I~ 10
'
1I
Ins
,0) 8
1"-
·ns
1°
6
4
2
0,5
1
1,5
2
2,5
3
3,5
4
Desplazamiento [mm]
Gráfico 6.1 Curva (negra) modelo matemático vIs Curva (roja) de ensayo
compresión paralela.
44
Para este caso el modelo matemático es el siguiente:
Carga=0,0372004
+
0,813914-Desplazamiento2
+ 0,0745827-Desplazamiento4
0,635132-Desplazamiento3
Usando x= desplazamiento
y=0,0372004
+
5,83713-Desplazamiento
e, y=carqa, el modelo queda de la siguiente manera:
+ 5,83713-x + 0,813914-x2 - 0,635132-x3
+ 0,0745827-x4
Teniendo este modelo un r2 de 100%_ Esto se puede apreciar en el gráfico 6.1,
donde la curva de color rojo que equivale al modelo matemático
cubre
completamente a la curva original de ensayo de color negro, teniendo como
limitación el valor más alto de carga, que corresponde a la carga máxima en el
ensayo, determinado en el capítulo 4. A pesar de que el modelo no representa a
toda la curva, el modelo es muy útil ya que quedan incorporados el punto de carga
máx. y el límite proporcional.
De la misma manera se encuentran los demás modelos, y quedan agrupados en
la tabla siquiente.
Tabla 6_3Modelos matemáticos de ensayos mecánicos.
y=0,0372004
Compresión paralela
perpendicular
y=5,20417E-18
r2
+
+ 36,344'x
= 100%_
I
+ 0,0899359-x
Limitación
+ 0,00704896-x2
= Qmax.
- 0,00153869'x3
0,0000646139-x4
r2
Tracción
- 0,635132-x3
I Limitación = Omax.
= 100%_
y=0,00229615
Flexión
+ 0,813914-x2
0,0745827-x4
r2
Compresión
+ 5,83713'x
= 99,99%_
y=0,121056
r2
I
+ 5,72454-x -1,07602-x2
= 100%_
I
Limitación
= Omax.
+ 1,49197-x3
Limitación
- 0,67815-x4
= Qmax.
6.4 Comportamiento mecánico de los perfiles madera-plástico.
+
45
En relación
a los resultados
del capítulo
mecánico de los perfiles de madera-plástico,
con dimensiones
más cercanas
5, se compara
el comportamiento
con un perfil de madera pino radiata
a los de madera-plástico
encontradas
mercado.
Consideraciones
•
Se evalúa un perfil de madera de 6x1.5" de sección.
•
Se toma como referencia una luz efectiva igual a 1000 mm.
6.4.1 Evaluación perfil de pino radiata
Para pasarelas peatonales la deformación
8adm
máxima admisible:
= L/400
(6.1 )
8adm = 1000/400
L
=
= 2,5 mm
1000 mm; Luz efectiva de la viga.
Tabla 6.4 Propiedades
Ff
= 9,3 MPa;
Fft,dis
Umáx
K
Tención admisible en flexión.
= 9.3 -1-1-1,15
= 6,78 MPa
=~=
6,78
1.6
mecánicas de perfil pino radiata.
'1,058
= 11,31 MPa
en el
46
Tabla 6.5 Propiedades mecánicas de perfiles de pino radiata.
LUZ
Oadm
O'máx
mm
mm
Mpa
1000
2,50
Fft,dis
K
MPa
11,31
6.780.416,0
1,6
Tabla 6.6 Extracto de tabla 5.2 resumen de resultados de simulaciones de perfiles
de madera-plástico.
LUZ
o
mm
mm
O'máx
Mpa
K
1,89
6.202.729
4,47
550
2,37
8.534.573
3,25
600
9.011.383
3,08
700
3,14
5,47
10.083.404
800
9,81
11.270.675
2,75
2,46
900
23,1
12.555.330
2,21
1000
32,3
13.869.864
2,00
500
6.4.2 Comparación
SIMULACiÓN
de perfiles madera-plástico
y de pino radiata.
Al comparar las tablas 6.5 y 6.6, con una luz igual a 1000 mm, se puede apreciar
que el factor de seguridad K de los perfiles madera-plástico, es más elevado que
del perfil de pino radiata, sin embargo, la flecha máxima alcanzada por los perfiles
de madera-plástico, supera en gran medida a la flecha admisible en la dimensión
de luz analizada.
Por lo tanto, para reemplazar una plataforma de muelle construida con pino
radiata, con una luz de 1000 mm, por una construida de madera-plástico, será
necesario reducir la luz efectiva a 550 mm. Quedando así una flecha máxima
inferior a la flecha admisible y un factor de seguridad K=3,2S.
CAPITULO 7
7.1 CONCLUCIONES
Luego de varias propuestas de diseño de un muelle, se definió uno que consta de
una plataforma y una pasarela con barandas, en las cuales se tiene una luz de
500 mm y están montadas sobre pilotes. Los detalles de este diseño se muestran
en el anexo A.
En el proceso de los ensayos mecánicos, se logró caracterizar el material en
estudio, obteniendo las curvas de sus propiedades más importantes, además de
obtener modelos matemáticos de estas curvas. También se definió que
los
perfiles de madera-plástico, se comportan como material isotrópico. En esta
sección se concluyo también que en términos de resistencia, los perfiles de
madera-plástico son superiores a los perfiles de madera, sin embargo son mucho
más sensibles a la deflexión, siendo esto por su naturaleza de compuesto de
polímero.
Se logró realizar simulaciones de elementos finitos de los perfiles de maderaplástico, obteniendo resultados muy parecidos a los teóricos. De los resultados, se
concluye que para reemplazar una cubierta de muelles fabricada con perfiles de
madera pino radiata, con una luz de 1000 mm, por una construida de perfiles de
madera-plástico, es necesario reducir la luz afectiva a 550 mm.
Tomando en cuenta estos antecedentes, se puede concluir que los perfiles de
madera-plástico, son aplicables en el uso de plataformas de muelle desde un
punto de vista mecánico.
-
UNIVERSIDAD DEL
)
ero-ato
Facultad de Ingeniería
Departamento de Ingeniería Mecánica
ANEXO A
DETALLE DE DISEÑO DE MUELLE
CARLOS RUBÉN CATRILEF ESCOBAR
2011
995
995
I
I
I
..-
--
1
-
1-
~
'---
e
242,5
-
el B
:b
d
~ ~
-
1
'<t
500
-
1I
500
~
-
I
I
IIr--I
1_-
-
_1
I
I
I
1
1
1--
eo
1
-
1
IIr-I
I
I
--
-
1
o
o
,- f--
1
1-
o
o
o
-- -
-
Vr
995
-
'-1
1
1
I
el ~
et ~
el ~
500
'----7"'~
500
-
A~
500
~2,5
2985
DETALLE A
ESC 1:5
DETALLE B
ESC 1:5
NOTA: SON TODOS PERFILES
CIRCULARES ISO 048.3x2.9 O SIMILAR.
BARANDA PASARELA
DESIGNACION
AC. SAE 1020 GAL V.
MATERIAL
1:16
ESCALA
3000
~
500
r--
,----,
UII~
¡--¡r15Q
500
t::=
1--
I
I
o
I
~
1--
UJ
l~
11
1
o
UJ
O
~
!
1I
I
I
~O
1I
I
-
rIT
lim
-
500
-...,.--
.- 1-
I
I
I
I
~¡Ilk150 •
f-
I
I
1I
I!
lo
I
I
I
I
I
I
I
1-
-
1I
-
fiF
I
I
~
tapas en los
extremos e=3
NOTA: PERFILES CUADRADOS DE 50X3.2
TODAS LAS UNIONES SOLDADAS
BASE METAL/CA PASARELA
DESIGNACION
li oo
11
UJ
li
1I
1I
I
1I
-
I
1I
I
I
.-t-
I
-
I
I
-
-
1I
I~
-
500
11
I
I
o
500
lO
UJ
I
I
II
"
AC. SAE 1020 GAL V.
MATERIAL
(")
UJ
N
N
30
1050
a
-+-
b
1000
NOTA:- a y b puntos de anclaje a base metalica
- Separación
de 2 mm entre perfiles
I 31
I
N°
I
20
CANT.
I
1
PERFIL WPC PASARELA
DESIGNACION
I
I
WPC
MATERIAL
I
I
1:5
ESCALA
C)
l.()
..-t
3044
A
ce
LO
o
..-
A
A
(
NOTA: Esta estructura no se suelda, solo se
atornilla en los perfiles WPC como se indica en las
imágenes del primer informe.
M
SECCION A-A
3
~r--
y
/
'/
r7
/
o
N
/
20
I
I
4 I
N°I
1
CANT.
I
I
DETALLE A
ESC.1:1
ESQUINERO PASARELA
DESIGNACION
I
I
AC. SAE 1020
MATERIAL
I
I
1:16
ESCALA
-----------------~--
10
I¡~
-
-
O
O
1
U)
1
1
I
.-
I
1
1
U)
!I
1
1
-
I
1
1
1
1
1
1
1
1
1
1
1
1
1
1
--
-
1
1
U)
---
'--------
--r I~t
---'-
500
11--
1
--1
1
11 ¡--
--
1
-1
1-
1
1
1
1
1
1
1
1
11 ____
=----
-----=
-- -
1
-
1-
1
r~r I~t
•
-
150
-- -~
500,05
1
1
1
1
1
499,95
1
1
---1
1
1
1
-
1
1
1
1
500
1
1
1
-
1
1
1
IW-.
I
1-
1
1
1
1
11
_____
.-
1
1
1
1
11----
1
1
1
O
O
=----=
1
1
-
1
11-------=
U)
I
1
1
1
I
1
1
1
O
O
1
11-------
1
1I
1
1
1
N
~¡
1/
I1
1
1
o
o
o
W I~
1
1
1
O
O
1
11
-
-
-
-
-
1
~i
11-
~tlll
----'
--'---
500
500
3000
BASE METALlCA
PLATAFORMA
DESIGNACION
AC. SAE 1020 GAL V.
MATERIAL
2050
a
~----------
~
1000
NOTA:-
a, b
y
·tJ~30
1000
e puntos de anclaje a base metalica
- Separación
de 2.632 mm entre perfiles
I
6
I
20
CANT.
I
I
PERFIL WPC PLATAFORMA
DESIGNACION
I
I
WPC
1:10
MATERIAL
ESCALA
--------------------------------
3056
CD
Lt)
o
N
DETALLE A
ESC.1:1
(
3
o
N
'7///
A
,,/
-.
("1")
A
/
SECCION A-A
NOTA: Esta estructura no se suelda, solo se
atornilla en los perfiles WPC como se indica en las
imágenes del primer informe.
20
I
r
7
I
Nol
1
CANT.
I
I
ESQUINERO PLATAFORMA
DESIGNACION
I
I
AC. SAE 1020
MATERIAL
I
I
1:10
ESCALA
UNIVERSIDAD TÉCNICA FEDERICO SANTA MARíA
SEDE CONCEPCION
"REY BALDUINO DE BÉLGICA"
OBTENCION y DESARROLLO DE COMPUESTOS
MADERA PLASTICA EN BASE A MADERA DE PINO
OREGON, PINO RADIATA Y COIHUE PARA USO
COMO MATERIAL CONSTRUCTIVO
TRABAJO PARA OPTAR Al TíTULO PROFESIONAL DE
TECNICO UNIVERSITARIO QUIMICA MENCION QUIMICA INDUSTRIAL
ALUMNO
: KARINA CARRillO
PROFESOR GUíA
: RENE SCHMIDT
-
RAMOS
2010 -
RESUMEN
El objetivo de este estudio fue estudiar la madera plástica, caracterizar sus componentes
y
experimentar su desarrollo, evaluando la formación de los mismos, a través de la utilización
de pellets obtenido
previamente, incorporando tres maderas de distintas especies en una
matriz de polipropileno.
Se utilizaron
los laboratorios
y planta piloto de extrusión de la Unidad de Desarrollo
Tecnológico de la Universidad de Concepción y del Centro de Investigación en Polímeros
Avanzados, con lo cual fue posible experimentar
en la obtención de placas de madera
plástica y perfiles extruidos necesarios para realizar esta investigación.
La madera plástico posee aceptables propiedades mecánicas, una alta resistencia a hongos
de pudrición, excelente estabilidad dimensional y muy buena trabajabilidad
que le permite ser utilizado como una buena alternativa de revestimiento
del material,
de fachadas en
viviendas y como pisos de plataforma de terrazas, pasarelas, y sendas peatonales en riveras y
playas.
2
IN DICE
Resumen
2
CAPITULO 1: INTRODUCCIÓN...............••..•.•...•.....•......•.•.•..•.......••.....•...........••...••..••..•...........•.••.•....
5
1.1 Objetivos
7
CAPITULO 2: ANTECEDENTES GENERAlES•...••........•••..•.....................•....••..•.........•....•••.................•
8
2.1. Polímeros
9
2.2. Estructura de los polímeros
10
2.2.1. Tipos de átomos en la cadena principal y sustituyentes
10
2.2.2. Síntesis de polímeros
11
2.2.3. Peso molecular y su distribución
11
2.2.4. Copolímeros
12
2.2.5. Ramificaciones y entrecruzamiento
13
2.2.6. Configuración
15
2.3. Estructura física
16
2.3.1 Estado amorfo y cristalino
16
2.3.2. Temperatura de transición vítrea y de fusión
18
2.4. Comportamiento
elástico
19
2.5 Comportamiento
Mecánico
19
3
-
CAPITULO 3: COMPUESTOS MADERA PLASTICO ..............•.........................•............•...••.•............
21
3.1. Introducción
21
3.1.1. Ventajas y desventajas de compuestos madera plástico
frente a madera natural
22
3.2. Caracterización de los materiales
23
3.3. Compuestos madera plástico en infraestructura portuaria
27
3.4. Proceso de fabricación de perfiles madera plástico
28
3.4.1. Proceso productivo
3.5. Aplicaciones de madera plástica como elemento constructivo
29
32
3.5.1 Aplicación como revestimiento de fachadas de viviendas
38
3.5.2 Usos
40
3.6. Estudio de propiedades físicas y mecánicas
41
CAPITULO 4: METODOLOGIA ...•....•..•....................•...........................•.......•.........•...........•..........•...
48
4.1. Materiales
48
4.2.
Equipo
.52
4.3. Proceso de obtención de placas
54
CAPITULO 5: RESULTADOS ........•...•..•.....•................•..•..............•..•..............•...............•..•..•...........•
55
Conclusión
62
Bibliografía
63
4
CAPITULO 1
INTRODUCCION
En los últimos 20 años, ha aumentado notablemente el interés por el desarrollo de madera
plástica en base a polímeros mezclados con fibras de madera, esto debido principalmente
las ventajas
que presentan
en algunas aplicaciones específicas,
frente
a
a materiales
tradicionales como por ejemplo la propia madera, el acero, el vidrio, fibras de carbono o
fibras sintéticas. Este es un material fabricado en base a una tecnología innovadora, que
permite obtener productos con buenas propiedades de resistencia y rigidez. Las fibras de
madera, ya sea aserrín o polvo de lija,
industria
maderera
partículas
no
le
aprovechamiento
incorporadas
(aserraderos, remanufacturas
permite
muchas
veces
y mueblerías),
utilizarlo
en
ya que el tamaño
usos
alternativos
en energía a través de la quema en calderas.
a una matriz
medioambiental
por lo general son un material de desecho de la
termoplástica,
solucionan
en gran
como
de
el
Estas fibras, al ser
medida
el problema
que ello genera, proporcionando a su vez una nueva alternativa de material
utilizable.
La madera plásticos presenta propiedades de ambos materiales que constituyen su base, ya
que al agregar la madera a una matriz termoplástica aumentan las propiedades mecánicas y
la estabilidad térmica. Además, una característica favorable de este material, es que la
componente
termoplástica,
presenta mayor resistencia a la humedad, esto debido a que
disminuye la absorción del agua e hinchamiento al ser comparadas con madera normal.
Es importante
indicar que los materiales de madera-plástico, han experimentado
desarrollo a nivel internacional, donde destacan en el rubro automotriz,
un rápido
como productos y
materiales de construcción, aplicados especialmente como pisos y revestimientos. Una de las
razones de este crecimiento en el mercado, ha sido su mejor desempeño que materiales
tradicionales
como la madera en ambientes agresivos desde el punto de vista climático,
siendo los rayos UV y la humedad lo que presenta una más alta incidencia en el deterioro
de
los materiales tradicionales.
5
Las principales ventajas de producir un material compuesto son:
•
Los costos de un material compuesto,
son
menores, comparado
a un mismo
producto desarrollado en base a un material plástico tradicional virgen
por ejemplo
polipropileno.
•
Se puede producir
un producto
según un requerimiento
especifico,
de ciertas
propiedades superiores a los materiales tradicionales para el uso elegido.
•
El material compuesto
presenta mejor desempeño en usos específicos como el
desarrollo de infraestructura de bordes costeros, donde la corrosión marina es una
de los principales problemas que afecta a los materiales tradicionales.
•
La versatilidad
y buena trabajabilidad
de los materiales
compuestos
permite
el
desarrollo de múltiples soluciones constructivas de estándar de desempeño.
6
1.1 OBJETIVOS
Objetivo
general:
Realizar una revisión sobre el proceso de obtención de madera plástico y sus aplicaciones
como material constructivo.
Objetivos
•
específicos:
Investigar
acerca de las características
del
proceso de obtención
del material
compuesto madera plástico y las aplicaciones de dicho material.
•
Investigar
acerca de las características, composición
y principales
propiedades
mecánicas y físicas que tienen los materiales de madera plástico.
•
Ensayar
en laboratorio
polipropileno
y
cargas
la obtención
este material,
lignocelulósicas
de distintas
utilizando
matrices
de
especies tales como: pino
radiata, pino Oregón, Coihue.
7
CAPITULO2
ANTECEDENTESGENERALES
INTRODUCCION
El objetivo de producir un material compuesto es combinar las mejores propiedades de los
componentes
individuales para formar un material superior. Así en la mezcla se utiliza el
plástico que actúa como matriz y la madera que actúa como relleno.
Sin embargo, aún no ha sido posible lograr propiedades mecánicas superiores a madera
tradicional, que signifiquen su utilización estructural, lo que ha significado orientarse en el
desarrollo de aplicaciones como pisos y revestimientos de baja solicitación.
Las bajas propiedades mecánicas que presenta el compuesto han sido atribuidas a:
•
Baja compatibilidad entre la madera polar hidrofílica y el PP no polar hidrofóbico, con
una débil adhesión interfacial entre la madera y la matriz de PP.
•
Pobre disposición de la madera entre la matriz de PP debido a la fuerte interacción
fibra- fibra resultante de la unión puente de hidrógeno.
Además, se requiere que el plástico utilizado presente una temperatura
fusión
por debajo de la temperatura
de ablandamiento o
de degradación de la madera (220°C aprox.). Esta
condición térmica restringe la selección de las poliolefinas: Poliestireno (PS); polietileno de
alta y baja densidad (HDPEy LDPE); polipropileno (PP) y el policloruro de vinilo (PVC), el más
utilizado es el polipropileno, debido a que presenta algunas ventajas frente a los otros, como
por ejemplo que es mas económico y presenta buenas propiedades de procesabilidad.
La
madera puede ser incorporada al compuesto como fibra corta, partícula o polvo.
Es preciso que para mejorar el comportamiento
mecánico exista una buena adhesión entre la
matriz y el refuerzo, por lo que es necesario incorporar al sistema un "agente de acople";
8
Este produce una transferencia de tensiones desde la matriz hacia la fibra, y como resultado
mejora las propiedades del compuesto en conjunto.
El agente acoplante mas utilizado es el polipropileno maleatado (MAPP) debido a que ayuda
a mejorar notablemente
las propiedades mecánicas como la resistencia a la tensión, esta
característica se debe principalmente a que puede humedecer y dispersar eficientemente
a
las fibras de madera.
2.1 POLlMEROS
Un polímero es un molécula grande o macromolécula constituida por la unión
repetida de
muchas unidades pequeñas (monómeros) a través de enlaces covalentes. El proceso que las
une se denomina polimerización. La palabra polímero significa muchas partes.
Cuando se unen entre sí más de un tipo de moléculas (monómeros),
la macromolécula
resultante se denomina copolímero y cuando se parte de un solo molécula se habla de
homopolímero.
Como los polímeros se forman usualmente por la unión de un gran número
de moléculas menores, tienen altos pesos moleculares. No es infrecuente que los polímeros
tengan pesos moleculares de 100.000 o mayores.
Los polímeros pueden ser de tres tipos:
a) Polímeros naturales: provenientes
directamente
del reino vegetal o animal. Por
ejemplo: celulosa, almidón, proteínas, caucho natural, ácidos nucleicos, etc.
b) Polímeros artificiales: son el resultado
de modificaciones
mediante
procesos
químicos, de ciertos polímeros naturales. Ejemplo: nitrocelulosa, etonita, etc.
c) Polímeros sintéticos: son los que se obtienen
controlados
por procesos de polimerización
por el hombre a partir de materias primas de bajo peso molecular.
Ejemplo: nylon, polietileno, cloruro de polivinilo, poli metano, etc.
Muchos elementos
(el silicio, entre otros), forman también
polímeros,
llamados
polímeros inorgánicos
9
Los polímeros
tienen
propiedades
moléculas sencillas. Los obtenidos
físicas y químicas muy diferentes
industrialmente
más importantes
plásticos, éstos también pueden ser llamados homopolímeros,
constituidas
por
se conocen como
que se producen cuando el
polímero formado por la polimerización de monómeros iguales. Los plásticos por su facilidad
para moldearse y su resistencia a la intemperie,
lo transforman
en un material de uso
generalizado en muchas aplicaciones y de gran consumo mundial.
Conocer su composición, estructura, propiedades ayudara a una mejor comprensión sobre el
comportamiento
que estos tendrán ante diversos usos y aplicaciones.
2.2 ESTRUCTURADE LOSPOLIMEROS
Para abordar el estudio de la estructura de los polímeros, se considera la estructura química
y la estructura
física. La estructura química se refiere a la constitución
individual y la estructura física al ordenamiento
de la molécula
respecto a otras. La estructura física hace
referencia de la orientación y cristalinidad, que dependen en gran medida de la estructura
química y a su vez condicionan el comportamiento
del material durante el proceso y durante
su vida de servicio (S).
2.2.1 Tipo de átomos en la cadena principal y sustituyentes.
En los polímeros la unión de monómeros se realiza siempre mediante enlaces covalentes. Sin
embargo, las fuerzas responsables de la cohesión entre cadenas diferentes pueden ser muy
diversas, y están fuertemente
constituyentes
condicionadas por las características de los átomos y de los
de la cadena principal. La polaridad y el volumen de estos átomos afectaran
especialmente a las fuerzas de cohesión entre las cadenas, que a su vez determinaran
flexibilidad
del material, temperatura
de fusión
la
y capacidad de cristalización entre otras
propiedades. En el caso de la molécula de polietileno (PE), molécula sencilla
no polar, las
cadenas diferentes se atraen entre si por fuerzas moleculares débiles de tipo London (dipolo
inducido-dipolo
inducido).En consecuencia el polietileno
es un material blando y tiene una
10
temperatura
de fusión relativamente
cadenas se mantienen
baja. Para moléculas polares, tales como el PVC, las
unidas mediante
interacciones
fuertes
de tipo
dipolo - dipolo
resultantes de la atracción electroestática entre los átomos de cloro de una molécula y los de
hidrogeno de otra, lo que resulta en un polímero muy rígido. Las cadenas altamente polares
que contienen
átomos de oxigeno y de nitrógeno
se atraen entre sí por puentes de
hidrogeno. En general, cuanto mayor sean las fuerzas de cohesión entre las cadenas, tanto
más rígido resultara el polímero y tanto mayor será la temperatura
polímeros cristalinos o la temperatura
de fusión en el caso de
de fusión en el caso de polímeros cristalinos o la
temperatura de reblandecimiento en el caso de polímeros no cristalinos.
2.2.2 Síntesis de polímeros
Hay dos reacciones generales de polimerización:
la de adición y la condensación.
Una
polimerización es por adición si la molécula de monómero pasa a formar parte del polímero
sin pérdida de átomos, en cambio, la polimerización es por condensación si la molécula de
monómero pierde átomos cuando pasa a formar parte del polímero, por lo general se pierde
una molécula pequeña, como agua o HCI gaseoso, esta genera subproductos,
no así en el
caso de adición.
2.2.3 Peso molecular y su distribución
Muchas de las propiedades de los polímeros, como por ejemplo la resistencia mecánica, la
elasticidad de los cauchos o la temperatura
de fusión de fibras y materiales semicristalinos,
se deben al alto peso molecular de los mismos.
El tamaño de la molécula afecta directamente al estado de agregación. La molécula de etano
(1 unidad de repetición) es gaseosa, pero al aumentar su tamaño hasta seis unidades de
repetición pasa a ser liquida, y conforme se van adicionado mas monómeros se convierte en
aceite, una cera y finalmente en un material solido. En los polímeros sucede de igual forma,
como por ejemplo, el polietileno de peso molecular entre 1.000 y 5.000 es un sólido céreo
que adquiere propiedades útiles como plástico sólo cuando su peso molecular
supera los
11
10.000. El nailon de peso molecular 1.000 -2.000 es un sólido frágil, mientras que a pesos
moleculares más elevadas es altamente tenaz.
2.2.4 Copolímeros
Cuando en un proceso de polimerización
se utilizan dos o más monómeros químicamente
diferentes, el polímero resultante se denomina copolímero. Comúnmente se emplean tan
solo dos, o como máximo tres monómeros diferentes. Los copolímeros se clasifican según la
secuencia de los monómeros como se muestra en la figura.
Figura 2-1: Tipos de Copolímeros
a) Homopolímero.
b) Copolímero alternante.
c) Copolímero en bloque.
d) Copolímero aleatorio.
e) Copolímero de injerto.
La estructura química de los copolímeros es lógicamente mucho más compleja que la de los
polímeros, pues al estar formados por más de un monómero, pueden variar su composición y
en la longitud de secuencia, lo que condiciona las propiedades finales.
12
2.2.5 Ramificaciones y entrecruzamiento
Cuando durante
las reacciones de polimerización
no existen reacciones secundarias se
obtienen polímeros lineales, no ramificadas. Bajo ciertas condiciones de polimerización se
pueden obtener
ramificaciones que pueden ser cortas o largas. Las propiedades de los
polímeros pueden variar dependiendo si existen o no ramificaciones y de las longitudes de
las mismas.
Cuando unas cadenas se unen con otras vecinas a través de otras cadenas de igual o
diferente
naturaleza se llega a obtener
una red tridimensional
y el polímero
se hace
insoluble y no funde. Se habla entonces de polímeros entrecruzados o reticulados. Para la
formación de red tridimensional es necesario que cada molécula se una en dos o más puntos
a otras moléculas. Las redes entrecruzadas verdaderas se logran cuando existen muchos
puntos de unión por cadena primaria, de modo que los polímeros entrecruzados que forman
redes tridimensionales se consideran formados por una sola molécula de tamaño infinito.
a.
b.
c.
Figura 2-2: Estructuras de las cadenas de los polímeros
(a) Lineal,
(b) ramificada,
(c) entrecruzada.
13
Estas estructuras, polímeros lineales con o sin ramificaciones, y polímeros entrecruzados
corresponden en la práctica
termoestables.
y
con dos grupos de materiales denominados termoplásticos
Su Constitución
estructural
determina
propiedades
bien diferentes
y
también métodos de transformación distintos.
Los termoplásticos son materiales que están constituidos básicamente por polímero lineales
no entrecruzados, pudiendo hacerse fluidos por calentamiento y tomar forma determinada
que mantiene una vez frío. Este proceso puede repetirse infinitas veces sin provocar una
descomposición térmica.
En cambio, los materiales termoestables,
funden
y son insolubles.
termoplásticos.
a causa de su estructura
Poseen algunas
propiedades
entrecruzada,
ventajosas
respecto
no se
a los
Por ejemplo, mejor resistencia al impacto, a los solventes, a la permeabilidad
de gases y a las temperaturas extremas. Entre las desventajas se encuentran, generalmente,
la dificultad de procesamiento, la necesidad del curado, el carácter quebradizo del material
(frágil) y el no presentar reforzamiento al someterlo a tensión.
14
2.2.6 Configuración
La configuración es la ordenación en el espacio de los sustituyentes alrededor de un átomo
en particular. Compuestos moleculares con la misma composición química pero con distintas
distribuciones estructurales son denominadas esteroisómeros. Algunos termoplásticos como
el polipropileno (PP) pueden existir en tres formas estereoisómeras diferentes.
•
Isotáctico: Configuración resultante cuando todos los grupos de sustituyentes de la
cadena principal quedan por encima o por debajo de la cadena principal.
•
Sindiotáctico:
Los grupos sustituyentes quedan alternativamente
por encima y por
debajo del plano.
•
Atáctico: Los grupos de los sustituyentes están dispuestos de forma aleatoria a un
lado u otro de la cadena principal.
,
=o
H-y-H
H
HiH-{~
H-y-H\J
H-y---\~
H-y-H~
fI\
H-Y---\\J
:i-D
,
,
H-y-H
H-y-~)
/ \H--y-H
~-H
H--y-H
H-y-~)
<J.-?-H
H--y-H
?-H
H--y-H
H1-D
cq:
H-y-H"=I
o~::rhl< )
-H
H-y-H
~
H1- "=1
>
:~--p
~
I"otáctiro
Sinflintil r.tir.n
~
).tár.nr.n
Figura 2-3: Estereoisómeros del polipropileno
15
2.3 Estructura Física
2.3.1
Estado amorfo y estado cristalino
Todos los materiales sólidos pueden clasificarse de acuerdo a su estructura
molecular en
cristalinos y amorfos, estos términos son utilizados para referirse a las regiones ordenadas y
desordenadas de los polímeros, respectivamente. Existen polímeros que son completamente
amorfos, otros altamente cristalinos y dependiendo de las condiciones de cristalización un
mismo polímero puede ser amorfo o altamente cristalino.
Con frecuencia se utiliza el término
semicristalino, que se refiere a polímeros que muestran
un
cristalino,
comportamiento
completamente
altamente
pero
en
ningún
caso
un
polímero
es
cristalino.
Polímero de estructura amorfa
Pollmeto de Mtructura cristalina
Figura 2-4: Sistema amorfo y cristalino
16
Un polímero amorfo es el que no tiene cristalitos. Si las fuerzas entre las cadenas son débiles
y si sus movimientos no están de alguna manera severamente restringidos, es de esperar que
un polímero de esta naturaleza tenga baja resistencia a la tracción y que pueda someterse a
flujo plástico en el cual las cadenas se deslizan sobre otras.
Los polímeros con capacidad de cristalizar son aquellos cuyas moléculas son química y
geométricamente
ramificaciones
regulares en su estructura.
Las irregularidades ocasionales, tales como
de la cadena, o la copolimerizacion
de una pequeña cantidad de otro
monómero limitan el alcance de la cristalización, pero no evitan que ocurra. Por el contrario,
los polímeros no cristalinos típicos son aquellos en los que existe una clara irregularidad en la
estructura:
polímeros
ramificados,
polímeros
atácticos
y copolímeros
con cantidades
significativas de dos o más constituyentes monoméricos bastante diferentes.
El grado de cristalinidad de los polímeros, que por su estructura regular y por la flexibilidad
de sus cadenas tiene mayor tendencia a cristalinizar, depende de las condiciones de la
cristalización.
Factores que afectan a la cristalinidad
1. Simetria de la cadena. La simetría de las cadenas influencia en la capacidad para
formar cristales. El polietileno es un ejemplo de un polímero altamente cristalino.
2. Intensidad de atracción entre cadenas. Fuertes enlaces secundarios, regularmente
distanciados favorecen la cristalinidad.
3. Flexibilidad de la cadena principal. A menor flexibilidad,
aumenta notoriamente
la
tendencia a la cristalinidad.
4. Velocidad de enfriamiento.
La velocidad de enfriamiento
influye en el porcentaje de
cristalinidad alcanzado por el sólido (7)
17
2.3.2 Temperatura de transición vítrea y de fusión
Todos los polímeros termoplásticos presentan una temperatura
sean estos amorfos o semicristalinos.
Los polímeros
de transición vítrea (Tg), ya
amorfos
solamente una transición, la Tg. Los polímeros semicristalinos
al calentarse
presentan
presentan dos, la Tg y la
temperatura de fusión de los cristales (Tm).
La temperatura
de transición vítrea es un valor de extrema importancia
polímeros, pues indica la temperatura
en ingeniería de
de trabajo del plástico y por ende determina si un
determinado plástico puede ser utilizado para una aplicación dada.
A temperaturas altas, los polímeros se vuelven líquidos muy viscosos en los que las cadenas
están constantemente
en movimiento
cambiando su forma y deslizándose unas sobre las
otras. A temperaturas muy bajas, el mismo polímero seria un sólido duro, rígido y frágil.
El polímero puede solidificarse formando un sólido amorfo o uno cristalino. Como se sabe los
polímeros con fuertes irregularidades en su estructura tienden a formar sólidos amorfos y los
polímeros con cadenas muy simétricas tienden a cristalizar, por lo menos parcialmente. (5).
A temperaturas
altas un polímero está en forma de un líquido viscoso, y al enfriarlo, se
vuelve cada vez más elástico hasta que llega a la temperatura
de transición vítrea, Tg, se
convierte en un sólido duro, rígido y frágil. Lo que sucede es que, conforme disminuye la
temperatura,
el polímero se contrae porque las cadenas se mueven menos y se atraen más.
Dado que va disminuyendo el volumen libre, es decir, los espacios entre las moléculas, los
segmentos de las cadenas tienen cada vez menos lugar para girar, hasta que al llegar a Tg,
dejan de hacerlo, el material se pone rígido y en esas condiciones se vuelve vítreo, es decir
frágil, porque como sus cadenas aunque todavía vibran ya no pueden girar para cambiar su
posición, y no tienen manera de amortiguar los impactos. A esta restricción del movimiento
molecular también contribuye por supuesto, la falta de suficiente energía debida a las bajas
temperaturas.
18
•
El requerimiento
más importante de un polímero para ser utilizado como material plástico
(mantenga su forma) a temperatura ambiente, es que la temperatura de transición vítrea o la
temperatura
de fusión, en el caso de los polímero cristalinos, este muy por encima de la
temperatura ambiente.
2.4 COMPORTAMIENTO ELÁSTICOY COMPORTAMIENTO VISCOSO
Otra peculiaridad de los polímeros, tanto en estado sólido, diluído o fundido, es su marcado
comportamiento
viscoelástico. La elasticidad de un material se refiere a la habilidad del
mismo a almacenar la energía de deformación y recuperar su configuración
original luego
que la fuerza responsable por la deformación sea removida. Por otra parte, la viscosidad de
un material se refiere a la habilidad que posee el mismo para disparar o perder energía de
deformación a través de su influencia. Los materiales que exhiben ambos comportamientos
se clasifican como materiales viscoeslásticos. (8)
La elongación en estos materiales depende no sólo de la tensión sino que depende del
tiempo
que ésta es aplicada. Mientras
se aplica una tensión constante,
la elongación
incrementa lentamente, alcanzando un valor máximo de forma exponencial. La base de la
explicación de este fenómeno obedece a fricciones internas en el material.
2.5 COMPORTAMIENTO MECANICO
En los polímeros se observa que el comportamiento
mecánico es más complejo que en el
caso de otros materiales, como por ejemplo los metales, y sus características mecánicas
(modulo elástico y resistencia a la tracción) son bastantes inferiores.
Si una fuerza constante se mantiene aplicada durante un largo periodo de tiempo, se observa
que la deformación
aumenta progresivamente,
de manera irreversible, en especial si esto
sucede en presencia de una alta temperatura.
Este fenómeno de fluencia tiene lugar en
todos los materiales, pero en el caso de los plásticos es apreciable incluso a temperatura
ambiente.
19
La fluencia de los polímeros corresponde al lento deslizamiento de unas macromoléculas
sobre otras, modificando
la posición de enlaces secundarios,
provocando
los cambios
conformacionales que son necesarios para ello. (7)
20
CAPITULO 3
MADERA PLASTICA
3.1 INTRODUCCiÓN
Los productos
de madera plástico son por definición
productos fabricados
en base a
materiales celulósicos como aserrín, polvo de lija y fibras, y materiales termo plásticos como
polipropileno y el polietileno.
Este material cuenta con propiedades de ambos componentes. La madera aumenta tanto las
propiedades mecánicas como la estabilidad térmica y el plástico repele el agua en mayor
proporción y presenta elevada resistencia contra los insectos en especial las termitas.
Estos materiales no sólo están compuestos de madera y plástico, sino que también contienen
materiales que son incorporados
performance.
Se adicionan
en pequeñas cantidades para afectar el proceso y la
aditivos
tales
como
agentes
acoplantes,
estabilizantes,
pigmentos, lubricantes, todos ellos usados para el mismo propósito. (3)
La madera y plástico se vio por primera vez en Estados Unidos durante los años 1960,
principalmente en aplicaciones de marcos de ventanas y puertas. La industria de las ventanas
y puertas, que tiene experiencia con materiales de madera, plástico y aluminio, buscó la
forma de utilizar materiales más económicos, de allí que el aserrín parecía un material tanto
ligero como barato.
El país con mayor producción de este material es Estados Unidos, con una participación
cercana al 70 %, mientras que en Latinoamérica representa menos del 5% del total. Su
investigación y desarrollo ha aumentado en los últimos años, debido a que el uso de este tipo
de materiales puede disminuir costos ya que se aprovecha todo el desperdicio de madera y
madera reciclada.
Con respecto al mercado nacional, la madera plástico no es comercializada en forma masiva,
pero posee el potencial necesario para su aplicación
en productos nacionales, para su
21
exportación y para su desarrollo tecnológico. En estos momentos, sólo existen dos empresas
dedicadas a la venta de productos
productora
en base a madera plástico:
Lignoplast,
empresa
de pellets del material compuesto; y De Vicente Plástico (DVP), empresa que
importa productos de madera plástico de la empresa Timbertech.
3.1.1 Ventajas y desventajas de los compuestos madera plástico frente a la madera natural:
Ventajas
•
Versatilidad de moldeo
•
Mejor resistencia a la humedad
•
Mayor resistencia frente al ataque de microorganismos e insectos
•
No se agrieta, no se astilla
•
Mayor estabilidad frente a la radiación UV
•
Requiere menor mantenimiento,
no hay que pintarlos, barnizarlos o tratarlos
anualmente
•
Mayor duración y por tanto, menor coste de sustitución de piezas
•
Pueden ser trabajados con la misma herramienta que los productos de madera
natural.
Desventajas
•
Mayor coste inicial que los productos de madera natural.
•
Menor rigidez que la madera
•
Mayor densidad que la madera (solución: incorporación de agentes espumantes)
•
Uso limitado en aplicaciones estructurales.
•
Contracción superior a la madera natural. Problemas de deslizamiento debido a la
mayor presencia de plástico en la superficie de la pieza.
•
Uso limitado en climas muy cálidos. (1)
22
3.2. CARACTERIZACIONDE LOSMATERIALES
los plásticos
El crecimiento en las aplicaciones de los polímeros es realmente impresionante, el uso anual
de los polímeros excede al de los metales, en términos de volumen.
Las razones de la
importancia comercial y tecnológica de los polímeros son las siguientes:
•
Los plásticos se pueden moldear para conformar partes de intrincada geometría, sin
necesidad de procesamientos posteriores. Son compatibles con los procesamientos
de forma netas.
•
Los plásticos poseen una atractiva lista de propiedades para muchas aplicaciones de
ingeniería donde la resistencia no es un factor determinante:
1) baja densidad con
respecto a los metales ya los cerámicos, 2) buena relación de resistencia al peso para
ciertos polímeros (pero no para todos), 3) alta resistencia a la corrosión, 4) baja
conductividad eléctrica y térmica.
•
Por volumen, los polímeros son competitivos en costo con los metales.
•
Los polímeros generalmente
requieren
menos energía que los metales para su
producción, también en términos volumétricos. Esto se debe a que las temperaturas
de trabajo de dichos materiales son generalmente mucho más bajas que los metales.
•
Ciertos plásticos son translucidos y transparentes lo cual los hace competitivos con el
vidrio en algunas aplicaciones.
•
Los polímeros se usan ampliamente en materiales compuestos.
Entre los plásticos existen una gran variedad en cuanto a la composición y estructura de
estos, sin embargo, poseen variadas propiedades comunes que los distinguen
de otros
materiales.
23
Para la madera plástica no se puede utilizar cualquier polímero, uno de los criterios que se
debe tener en cuenta es la limitada estabilidad térmica que posee la madera, ya que esta no
debe sobrepasar
los 210 e
0
aproximadamente.
polímeros siendo los más convenientes
Este criterio
los termoplásticos
utilizado es el polipropileno
(PP). Estos termoplásticos
la selección de
tales como Poliestireno
de baja y alta densidad (LDPE y HDPE), policloruro
polietileno
restringe
(PS),
de vinilo (PVC) y el más
tienen punto de fusión inferior a
210°C. (9).
El rango de las densidades de los plásticos es relativamente
hasta 2.3
bajo y se extiende desde 0.9
g/cm", Esta densidad tan baja se debe fundamentalmente
a dos motivos; por un
lado los átomos que componen los plásticos como e, H, o y N son ligeros,
y por otro lado, las
distancias medias de los átomos dentro de los plásticos son relativamente grandes (8).
Polipropileno
Es uno de los polímeros termoplásticos más económicos debido a que se puede sintetizar a
partir de materiales petroquímicos
de bajo costo, es obtenido
por la polimerización
del
propileno, subproducto gaseoso de la refinación del petróleo, en presencia de un catalizador,
bajo un cuidadoso control de temperatura y presión. Es un plástico de adición, eH2=eH-eH3,
rígido de alta cristalinidad (60 y 70 %) Y elevado punto de fusión (155-176°C), excelente
resistencia química y de más baja densidad.
Dentro del gran sin número de propiedades que maneja este material, deben destacarse
unas que en especial son de mucha importancia como son:
Propiedades físicas:
• La densidad del polipropileno, está comprendida entre 0.90 y 0.93 gr/cm3'
Por ser tan baja permite la fabricación de productos ligeros.
• Es un material más rígido que la mayoría de los termoplásticos. Una carga de 25.5 kg/crn",
aplicada durante 24 horas no produce deformación apreciable a temperatura
ambiente y
resiste hasta los 70° C.
24
• Posee una gran capacidad de recuperación elástica.
• Tiene una excelente compatibilidad con el medio.
• Es un material fácil de reciclar
• Posee alta resistencia al impacto.
Propiedades mecánicas:
• Puede utilizarse en calidad de material para elementos deslizantes no lubricados.
• Tiene buena resistencia superficial.
• Tiene buena resistencia química a la humedad y al calor sin deformarse.
• Tiene buena dureza superficial y estabilidad dimensional.
Propiedades eléctricas:
• Por presentar buena polaridad, su factor de pérdidas es bajo.
• Tiene muy buena rigidez dieléctrica.
Propiedades químicas:
• Tiene naturaleza apelar, y por esto posee gran resistencia a agentes químicos.
• Presenta poca absorción de agua, por lo tanto no presenta mucha humedad.
• Tiene gran resistencia a soluciones de detergentes comerciales.
• El polipropileno como los polietilenos tiene una buena resistencia química pero una
resistencia débil a los rayos UV (salvo estabilización o protección previa). (quiminet)
Reforzante
En la industria del plástico, los rellenos pueden ser clasificados en dos grandes grupos,
partículas y fibras. Las partículas son generalmente clasificadas como rellenos o rellenos de
reforza miento si la adhesión interfacial es alta. Las partículas tienen dimensiones que son
aproximadamente
iguales en todas las direcciones
fibras son consideradas de reforzamiento
y pueden ser de cualquier forma. Las
porque ellas soportan
la mayoría de la carga
aplicada. (9).
25
Madera
y Agente
Acoplante
Un agente acoplante puede consistir en un Copolímero de injerto, esto es, PP injertado con
un monómero polar y reactivo, como por ejemplo, anhídrido maleico (AM). En este caso, la
cadena polimérica es capaz de formar entrelazamientos físicos con la matriz, mientras que
las unidades de AM pueden reaccionar con los grupos -OH presentes en la madera formando
un enlace éster.
Estas moléculas con generalmente bajo peso molecular, poseen dos funciones diferentes al
reaccionar
con ambos componentes del compuesto: es capaz de reaccionar con los grupos
OH de la celulosa o lignina en una cadena polimérica, cuyo rol es asumir la humectabilidad
de los componentes lo que permite la interdifusión y/o arreglos con la cadena de la matriz, y
por otro lado reacciona con ambos compuestos, generalmente
por enlace doble, los que
pueden ser conectados a la cadena a través de un proceso radical después de extraer un
átomo de hidrógeno de un carbono terciario. De esta manera, el agente acoplante establece
una continuidad de la unión química entre fibra y matriz (4)
El agente acoplante es agregado entre 0-10 % en peso total de la mezcla. El uso de agentes
acoplantes mejora la compatibilidad
entre la matriz y las fibras
y refuerza por lo tanto la
mezcla del polímero- madera. Se mejora principalmente la resistencia a la tensión, la falla a la
ruptura, la resistencia a la flexión y la resistencia al impacto.
Adicionado un 3% de agente acoplante a la mezcla, se aumenta la resistencia a la tensión en
un 70% y la falla a la ruptura en un 50% con respecto al compuesto sin agente acoplante. La
resistencia a la flexión aumenta en cas en un 60%, mientras que el cambio más importante
lo tiene la resistencia al impacto con un aumento de casi un 90% (6).
Lubricantes
Estos ayudan a otorgar la fluidez requerida al materiallignocelulósico
durante la extrusión.
26
3.3 MADERA PLÁSTICA COMO ELEMENTOS CONSTRUCTIVO
La mezcla extruida de madera plástico, de reciente desarrollo, constituyen
una alternativa
interesante para usarlos en exteriores y, de manera particular, en contacto con el agua. Este
material, como se ha mencionado antes, poseen buenas características físicas, mecánicas y
viscoelásticas , que dan numerosas ventajas técnicas en relación a la madera, como son
resistencia a la pudrición, durabilidad,
dureza y resistencia a la penetración
características esenciales para una buena y eficaz aplicación a infraestructura
del agua,
portuaria. En
relación al plástico, el material compuesto es más económico, más resistente
y de mejor
apariencia, ya que los productos presentan un acabado similar a la madera que los hace
estéticamente
atractivos (2). De manera adicional estos productos requieren una mínima
mantención.
Figura 3-1: aplicación madera plástico como pisos en espacios públicos.
27
3.4 PROCESODE FABRICAClONDE PERFILESDE MADERA PLASTICO
La extrusión de madera plástica
es la técnica más utilizada para fabricar perfiles de este
material, pero también es utilizada para realizar el compuesto, esto sucede por medio de una
mezcla física, que en combinación
con agentes de acoplamiento
puede formar
algunos
enlaces químicos o formar emulsiones de forma que el material sea estable y posteriormente
pueda ser moldeado por compresión.
El proceso de extrusión tiene particularidad
de permitir
la obtención
de productos
de
diferentes formas y tamaños, dependiendo del diseño del cabezal de salida de la extrusora.
Por lo tanto, es posible fabricar productos tantos sólidos como huecos, con una amplia
variedad
de geometrías
que le otorgan
innumerables
aplicaciones.
Así mismo,
en
comparación a otros materiales, el compuesto madera plástico tiene una mejor estabilidad
dimensional, lo que le permite tener una mejor estimación de las capacidades del producto.
Figura 3-2: Distintos diseños de perfiles comerciales de madera plástico.
28
3.4.1 Proceso productivo
Proceso de secado
El proceso de secado de la fibra natural es fundamental
para la fabricación del material,
puesto que el control de la humedad es un parámetro importantísimo
antes de que las fibras
naturales se incorporen al proceso de extrusión. La humedad requerida de la fibra natural
antes de ingresar a la extrusora debe ser menor al 2%.
Proceso de extrusión
La extrusión consiste en un sinfín que gira al interior de un tubo calefaccionado.
Los materiales termoplásticos se incorporan en un extremo del equipo, los que son obligados
a avanzar a través de la zona calefaccionada, produciendo su fusión. En el extremo opuesto
de alimentación, una matriz le otorga al material la forma deseada. El perfil que sale de la
matriz debe ser enfriado, para que solidifique y adquiera su forma final. El diseño de la matriz
debe corresponder, por lo tanto, a la forma del producto deseado.
Figura 3-3: Extrusora UDT
29
Variables del proceso
•
Relación madera plástico. El contenido
de madera y plástico
es una variable
importante de considerar, puesto que de ello depende tanto el comportamiento
físico-
mecánico del material compuesto como el proceso de fabricación propiamente
tal.
Para ello se evalúa diferentes concentraciones de madera que van desde un 35% hasta
un 75%.
•
Ubicación de la alimentación. Tanto para el polímero, la madera y los aditivos.
•
Ubicación del sistema de desgasificación.
•
Presión.
•
Tiempo de residencia. Este es el tiempo en que permanece la mezcla madera-plástico
en el interior de la extrusora, es una variable de gran importancia a la hora de evaluar
la productividad,
madera
sin embargo, está directamente
relacionada con la cantidad de
capaz de alimentar, para formar un perfil compacto
y de características
homogéneas.
•
•
Grado de vacío.
Perfil de temperaturas. La elección de las temperaturas más adecuadas depende de las
variables tales como: tipo de material termoplástico, temperatura de degradación de la
madera, zonas de alimentación en la extrusora y viscosidades del material fundido,
entre otros.
La extrusora, tiene 8 zonas de calentamiento, las que se seleccionan de acuerdo a las zonas
de alimentación
temperatura
y el tipo de materias primas. Los efectos producidos por cambios de
en las zonas de calentamiento
no se aprecian a simple vista en el
material
compuesto, sino más bien en el resto de las variables asociadas al proceso de extrusión.
30
Diagrama de Proceso
1------------1
1
1 Fibras naturales
1
1
L----
------J
1
1
1
Secado
r------
~
: Plásticos:
1
1
: Aditivos
:
1
1
'-----_1
1
1
[
r----------I
Extrusión
J
: Material
extruido:
~I
1 _________
L
1
1
..J
Figura 3-4: Proceso de obtención de perfiles extruidos para fines constructivos.
31
3.5 APLICACIONES DE MADERA PLASTICA COMO ELEMENTOS CONSTRUCTIVO.
Los perfiles
extruidos
escuadrías
las cuales fueron
sometió
a evaluación
Universidad
de madera plástica, fueron
utilizadas
mecanizados
en la elaboración
en las dependencias
de la Unidad
obteniendo
de un sistema
de Desarrollo
piezas de distintas
constructivo
Tecnológico,
que se
de la
de Concepción.
Figura 3-5: Mecanización de perfiles extruidos.
32
•
\
\
'\
,
:')
Figura 3-6: Productos obtenidos en base al mecanizado
de piezas de madera
plástica.
33
Utilizando un molde especial desarrollado en el marco del proyecto innova chile "Desarrollo
de tecnologías constructiva de prolongada vida útil para infraestructura
obtener
portuaria", se pudo
piezas tingladas extruidas, que podrán ser utilizadas como revestimientos
de
viviendas.
.":,.. .
•
Figura 3-7: Molde de extrusión tipo Tinglado existente
en la UDT.
34
Para mejorar el desempeño de los perfiles extruidos de pisos, debido a que ellos son
demasiado lisos, se ha trabajado en su superficie desarrollando ranuras y además se han
utilizado equipos de cepillado que le entrega apariencias especiales que mejoran
las
características de roce superficial. Por otro lado, se diseñó un sistema de calado superficial,
basado en sierras circulares de corte, el que permitirá dejar los perfiles de 30 x 150 mm con
su superficie acanalada, de acuerdo al diseño.
A continuación
se muestra el diseño del
sistema de calado superficial:
Figura 3-8: Sistema canalada superficial
35
La madera plástica en Chile, recién se comienza a utilizar en experiencias concretas. Tales el
caso de la obra desarrollada por la empresa inmobiliaria JCE, en el edificio don Alberto, en
Concepción, que
..
demostrativa
. desarrollada,
contó con el apoyo de la UDT y que fue parte de la primera aplicación
en la zona.
Con esto se espera que exista una difusión de la tecnología
de manera que sus resultados faciliten
la posterior
transferencia
de la
tecnología.
'.
-
..
.'
-t
-:
Figura 3-9: Terraza Edificio Don Alberto, Concepción, Chile, desarrollada por la empresa
inmobiliaria JCEy el apoyo de UDT.
36
Enlo.que respecta a aplicaciones costeras. Los compuestos de madera-plástico tienen un alto
potencial para ser utilizados en muelles, para poder recuperar la infraestructura
existente
que principalmente es de madera.
Figura 3-10: Muelle de Tomé.
37
3.5.1 Aplicaciones de madera plástica como revestimiento de fachadas de viviendas
Normalmente
las aplicaciones como revestimiento
han sido en madera, sin embargo ellas
presentan fallas comunes como el astilla miento, rajaduras, desgaste excesivo, perdiendo asi
la estética de su apariencia, como también su resistencia.
Figura 3-11: Rajadura de la madera en revestimientos
exteriores
de viviendas.
De esta forma, se desarrolló una experiencia de mecanizar un perfil extruído de madera
plástico y evaluar su desempeño como revestimiento
.:
exterior para una vivienda. Esto se
realizó en las dependencias de la UDT.
I
Figura 3-12: Panel de prueba de revestimientos
en madera-plástica.
38
Los revestimientos
de mádera plástica ensayados, permitieron
montaje y su comportamiento
comprobar
la forma de
a los agentes externos tales como decoloración por rayos UV y
ataque de hongos de pudrición, presentando un buen comportamiento,
notándose de forma
especial sus ventajas frente a la madera normal.
Figura 3-13: Desempeño de revestimiento de madera plástica
frecuentemente utilizado en la construcción de viviendas.
39
3.5.2 Usos
Cercadosy. valias,1.8%
Suelos, 10,,30%
Gráfico 3-1: Usos madera plástico (1)
(Fuente: Conference "Acceptance of WPCs in Building Applications",
Wood Plastic Composites 2008)
40
3.6 ESTUDIO DE PROPIEDADESFrSICASy MECÁNICAS
En la UDT se realizaron pruebas para estudiar algunas principales propiedades físicas y
mecánicas de la madera plástica.
(Fuente: Desarrollo de un Material Madera Plástico en
infraestructura Portuaria de alto impacto social, año 2005, Fondo Innovación Tecnología)
3.6.1 Propiedades físicas
Determinación
de la densidad
Procedimiento:
• Determinar la masa de la probeta con una precisión de 0.01 g
• Calcular el volumen de la probeta
Expresión de los resultados:
• Densidad, (g/crn'')
Resultados:
Densidad en compuestos madera plástico con distintas razones de madera (Pino Radiata)
DENSIDAD
--_ ..__ .__ ._--
Modcml.
EN COMPUESTOS
M/P70/30
{M/P}
M/P60/40
._----------_
M/P50/50
M/P40/GO
_._---_._---------'
..
Gráfico 3-2: densidad en compuestos madera plastico
*M/P =Madera/plástico
41
Se puede apreciar que al aumentar el contenido
de madera,la densidad disminuye, sin
embargo, una pieza de madera plástico tiene mayor densidad que una de madera.
Determinación
El método
de absorción de agua e hinchamiento
se basa en la absorción de agua como un incremento
hinchamiento
como incremento
en la masa
y el
del espesor de las probetas, después de una inmersión
completa en agua en condiciones específicas de tiempo y temperatura.
Procedimiento:
• Pesar cada probeta con una precisión de 0.1 gr ; registrar Ml
• Medir el espesor de la probeta en cuatro puntos diferentes, determinar espesor medio
aritmético
de las cuatro medidas, aproximado a 0,01 mm, registrar El
• Sumergir las probetas verticalmente en agua limpia y en reposo, ya temperatura
22°(
aprox.
• Mantener las probetas sumergidas por 2 y 24 horas.
• Retirar las probetas del agua y ponerlas separadas horizontalmente
en hojas de papel
toalla, para quitar exceso de agua.
• Pesar probetas dentro de 10 minutos; registrar M2.
• Medir espesores y calcular promedio; registrar E2•
Expresión de los resultados:
Absorción de agua (%)= (M2-Ml)/Ml
Hinchamiento (%)= (ErEl)/El
*
100
* 100
42
Resultados:
Absorción de agua en materiales compuestos con distintos porcentajes de madera
Absorción de agua compuestos madera-plastico con
distintas razones de madera.
5
4,26
/O
:s
lI.f)
.A2h
CA24h
4
IV
QI
"ti
r:
..o
3
'o
'ü
en
2
J:I
<
'*
1
O
Mi PP40/60
M/ PPSO/50
M/PP60/40
M/PP70/30
% Madera·plastico
_ .._-_._----_ _--_ .._._---_._---_._ ..._ .._._------_ ..----_._-_._-_._..
Gráfico 3-3: Absorcion de agua en madera plástico
*M/PP= Madera/ polipropileno
Absorción madera normal: 2h = 26%
Absorción madera normal: 24 h=42%
Se muestra claramente que a medida que disminuye el porcentaje de madera en los perfiles
madera plástico, disminuye también la capacidad de absorción de agua del material, lo que
demuestra el carácter hidrofílico de la madera e hidrofóbico del polipropileno
43
Resultados para el hinchamiento
del material compuesto
madera plástico con distintos
porcentajes de madera
,------_
_-_
..
....
_-_._---_._-_
.....
.....
_ _-_._._------,
..
Hinchamiento de compuestos maderaplastico con distintas razones de madera
EJA2h
oA24h
4
3,5
g
3
dl
2,5
f1I
2
e
'E
.t:.
U
e
l: 1,5
~
1
0,5
O
M/PP40/50
M/PP SO/50
M/PP60/40
M/ PP70/30
% Madera-plástico
Gráfico 3-4: Hinchamiento en madera plástica
Hinchamiento madera normal:2h =3%
Hinchamiento madera normal: 24h=4.5%
El hinchamiento
contenido
o estabilidad dimensional, es una variable que va acompañada con el
de resina termoplástico,
el compuesto
madera plástico se hace más estable
dimensional mente cuando hay mayor porcentaje de plástico en la mezcla.
44
3.6.2 Propiedades mecánicas
Determinación
de dureza
Se utiliza una esfera de 10 mm de diámetro que penetra la mitad de una pieza de madera
plástico.
Procedimiento:
• Colocar probeta en la base de maquina universal de ensayos mecánicos.
• Aplicar una carga continua a través de una velocidad constante en movimiento
hasta
insertar la mitad del diámetro de la esfera en la mitad del diámetro de la probeta. el
número de penetraciones debe ser como mínimo dos, distribuidas en la probeta de
manera que una penetración no afecte a la otra.
Expresión de los resultados:
La dureza se expresa como la máxima carga requerida para insertar la mitad de la bola en la
probeta dividida por la superficie de impacto (N/mm2).
45
Dureza en materiales madera plástico con distintos porcentajes de madera (Pino Radiata).
DUREZA MATERIAL COMPUESTO MADERA-PLASTICO
.- 140.---------------------------------~----~ 120~------------------------~J~
E 100+--------""7'r-----
~
80+----------------------
~
~
40
20
_
z 60+---~------....
c3
O
% Madera! Plástico
Gráfico 3-5: Dureza madera plástico
Dureza madera = 16(N/mm2)
Dureza polipropileno= 72 (N/mm2)
M/P = Madera/Plástico
Se puede concluir claramente que al disminuir el contenido de madera, aumenta la dureza de
la madera plástico. Teniendo una alta ventaja sobre la madera normal.
46
Determinación
de la resistencia a la flexión:
El método consiste básicamente en colocar la probeta sobre dos soportes, se aplica una
carga en su centro hasta producir la falla. Se calcula la resistencia a la flexión con la carga
máxima, la distancia entre los soportes, ancho y espesor de las probetas
Procedimiento:
•
Medir el espesor E, y el ancho B en el mismo eje transversal y ajustar ña distancia La
los soportes.
• Aplicar la carga mediante el cabezal a una velocidad constante, hasta que la probeta se
rompa, leer la carga máxima.
Expresión de los resultados: Resistencia a la flexión (N/mm2)
RESISTENCIA AL A FLEXION PARA DISTINTAS
RAZONES DE MADERA
M!P70/30
M/P60/IJO
M/PSO!50
M/PIJO/60
Concentraci6n Madera-Polipropileno
Gráfico 3-6 Resistencia a la flexión en madera plástica
Flexión madera = 40.1 (N/mm2)
Flexión polipropileno = 38.3 (N/mm\
De acuerdo a este gráfico, es posible notar que las propiedades de flexión aumentan a
medida que el compuesto tiene mayor concentración de polipropíleno.
47
CAPITULO4
METODOLOGIA
La obtención y caracterización de materiales compuestos se realizó en laboratorio de la UDT,
Unidad de Desarrollo Tecnológico de la Universidad
de Concepción,
a través de
la
elaboración de placas de compuesto madera plástico, realizadas en base a pellets obtenidos
previamente en proporción SO/SOde polipropileno
con polvo de tres diferentes maderas,
con objeto de ver el tipo de apariencia estética que se logra en base a estas maderas. Las
placas se elaboraron con una Prensa Hidráulica con Pellet fabricados a partir del proceso de
Extrusión de UDT.
4.1 MATERIALES
Los materiales utilizados para la obtención de material compuesto en forma de Pellets fueron
los siguientes:
1. Plástico.
Polipropileno PH 0322 (Petroquím S. A.)
índice de fluidez IF 2.0 g/lO mino
Temperatura de ablandamiento 155·C
2. Madera
Se utilizo polvo de madera de:
Pino Oregón
Pino Radiata
Coihue
La granulometría del polvo de madera utilizado fue entre 60 - 80 mesh.
48
Para la formación de pellet, se debe hacer un proceso de extrusión anterior que necesita
secar el polvo de madera utilizado a valores cercanos al 2% de humedad. De esta forma se
obtuvieron pellet de pino radiata-polipropileno,
pino oregon-polipropileno
y una mezcla pino
radiata-coihue y polipropileno.
Se utilizo Pellet de:
Pino Radiata y Polipropileno SO/SO
Figura 4-1: Pellet pino radiata y polipropileno
Pino Oregón y Polipropileno SO/SO
Figura 4-2: Pellet pino Oregón y polipropileno
49
25% Coihue, 25% Pino Radiata y 50% Polipropileno
Figura 4-3: Pellet mezcla de madera y polipropileno
Pino Radiata 50% y Polipropileno 50% +2% de aditivo Masterbach (colorante)
Figura 4-4: Pellet pino radiata
y polipropileno
con aditivo
50
Pino Oregón y Polietileno
reciclado
(SO/SO)
Figura 4-5: Pellet pino Oregón y polietileno
reciclado
51
4.2 EQUIPO
Prensa Hidráulica. Mecanismo conformado por vasos comunicantes impulsados por pistones
de diferente
área que, mediante pequeñas fuerzas, permite obtener otras mayores. Los
pistones son llamados pistones de agua, ya que son hidráulicos.
Marca: Lab Tech Engineering Company HP.
Modelo: M- Scientific LP 20-8
Número de Serie: 0608-20 8
Figura 4-6: Prensa Hidráulica
52
Partes de Prensa Hidráulica:
Zona de Control
Figura 4-7: Zona Control Prensa Hidráulica
Zona de Calentamiento
Zona de Enfriamiento
Figura 4-8: Interior Prensa Hidráulica
53
4.3 METODO DE OBTENCIONDE PLACAS.
Antes de comenzar a elaborar las placas se deben establecer los parámetros en el equipo
como presión, temperatura, tiempo de calentamiento, tiempo de prensado y tiempo de
enfriamiento.
Procedimiento:
- Se pesa en balanza técnica los gramos de pellet a utilizar
- Se lleva muestra a molde de acero inoxidable cubriéndola con láminas de teflón por ambos
lados, y posteriormente se cubre con lámina de acero inoxidable de 3 mm de espesor.
Figura 4-9: Moldes para placas de madera plástico
- Se Introduce
determinado
en Prensa Hidráulica en la zona de
Calentamiento
por un tiempo
para fundir el polímero, luego se prensa por 5 minutos y finalmente se lleva a
zona de enfriamiento por un tiempo determinado que en todos los ensayos fue de 5 minutos
- Se saca placa del molde.
54
.-
CAPITULO5
RESULTADOS
Placa 1: Polipropileno
PH 0322 (50%)
I
Pino Radiata (50%)
Peso de Muestra:
71 gr
Tiempo de calentamiento
5 minutos
Tiempo de Prensado
5 minutos
Tiempo de Enfriamiento
1,30 minutos
Temperatura:
180 oC
Presión:
104 bar
Descripción: A esta placa le faltó tiempo de calentamiento ya que el polímero no alcanzó a
fundir, por lo que en las puntas quedó la forma del pellet y no logró homogeneizarse.
Figura 5-1: Placa 1
55
Placa 2: Polipropileno
PH 0322 (50%)
I
Pino Radiata (50%)
Peso de Muestra:
76 gr
Tiempo de calentamiento
10 minutos
Tiempo de Prensado
5 minutos
Tiempo de Enfriamiento
1,30 minutos
Temperatura:
180·(
Presión:
104 bar
A diferencia de la anterior logró alcanzar una mayor homogenización, pero tampoco logró
fundir completamente en las puntas aun cuando se doblo el tiempo de calentamiento.
Figura 5-2: Placa 2
56
Placa 3 Y 4: Polipropileno PH 0322 (50%)
I Pino
Radiata (50%)
Peso de Muestra:
76 gr
Tiempo de calentamiento
10 minutos
Tiempo de Prensado
S minutos
Tiempo de Enfriamiento
1,30 minutos
Temperatura:
200'(
Presión:
104 bar
Al aumentar la temperatura de prensado, alcanzó mayor compresión y homogeneización .
.
.
';,¡,
r1
Figura 5-3: Placas 3 y 4
57
Placa 5 Y 6: Polipropileno
PH 0322 (50%) / Pino Oregón
(50%)
Peso de Muestra:
77gr
Tiempo de calentamiento
10 minutos
¡
, Tiempo de Prensado
5 minutos
Tiempo de Enfriamiento
1,30 minutos
Temperatura:
200·C
"
Presión:
I
I
I¡
!
I
I
104 bar
COn Pino Oregón se lograron placas de color café oscuro, caracterizado por una buena
homogenización
y compactación, de buena presencia como para ser utilizado en obras de
construcción,debido
que presentó una alta dureza.
Figura 5-4: Placas 5 y 6
58
Placa 7 Y 8: PolipropilenoPH
0322 (50%) / Coihue (25%)/
Peso de Muestra:
82 gr
Tiempo de calentamiento
10 minutos
Tiempo de Prensado
S min
Tiempo de Enfriamiento
AlU:'
Pino Radiata (25%)
I
1,30 minutos
,
20QO(
Temperatura: -'-,-~-"~-",,:"'~~~-'''''~''-.
-":;
I
Presión:
~'"
104 bar
-
Figura 5-5: Placas 7 y 8
59
--
0322 (50%) / Pino Radiata (50%) + % Aditivo Masterbach
Plac~9 y 10: PolipropilenoPH
Peso de Muestra:_.
76gr
Tiempo de calentamiento
10 minutos
Tiempo de Prensado
5 minutos
,.
.. J
Tiempo de Enfriamiento
1,30 minutos
Temperatura:
200·(
......
> '"
.-
~,
.,.
>.
-'
¡'
'~.
.. :
_-_
--
..
~,,-
"'~
Presión:
I
.......
_--
104 bar
"
Figura' 5-6: Placas 9 y 10
.A,estas placas se les adicionó un aditivo llamado Masterbach, que cumple la función de de
colorar la mezcla de polímero y madera, este caso de un café rojizo intenso, lo que marca
una gran diferencia de las que no tenían aditivo, Estas placas tienen apariencia más plástica,
lo que dificultaron en cierto grado elaboración',
60
Placa 11: Polietileno Reciclado (50%) / Pino Oregón
Peso de Muestra:
71 gr
Tiempo de calentamiento
5 minutos
Tiempo de Prensado
5 minutos
Tiempo de Enfriamiento
Temperatura:
Presión:
1,30 minutos
i
180 oC
104 bar
Figura 5-7: Placa 11
En esta placa se ocupo otro polímero que es polietileno reciclado con el fin de compararlo
con el polipropileno,
resultando
una placa de color gris de aspecto más plástico y brillante
que en las que se ocupa polipropileno.
61
CONCLUSIONES
La madera plástica, desarrollada en base a madera de pino Oregón, y mezcla de madera
nativa con pino radiata, son una alternativa
interesante para ser consideradas en matrices
de polímeros termoplásticos, ya que presentan muy buenas características.
La apariencia estética que se logra con la utilización de pellets de estas maderas, son muy
similares a la madera tradicional nativa, lo que permitiría desarrollar nuevas aplicaciones en
obras constructivas, permitiendo así acabados superficiales muy interesantes que se pueden
complementar a la arquitectura tradicional del sur de chile.
Queda demostrado que la incorporación del polímero termo plástico, polipropileno,
las propiedades
mecánicas
y físicas del compuesto,
comparado
mejora
a plásticos como el
polietileno.
A través del proceso de extrusión, es posible desarrollar
una variedad de
elementos
constructivos bastante útiles y económicamente rentables en un mediano plazo, debido a la
resistencia de estos productos a los agentes externos, comparados a la madera tradicional y
además de ser fácilmente trabajables con equipos similares a la madera que permite una
versatilidad de sistemas constructivos.
62
BIBLlOGRAFIA
1. Aimplast, 2009. "Compuestos plásticos basados en Madera". Instituto Tecnológico del
Plástico. Miguel Angel Valera Górnez.
http://www.avep.es/control/
editor /useri mages/ Aim plas-Com puestos
%20plasticos%20basados%20en%20madera.pdf
2. Balatinecz, J. y R. Woodhams. "Wood-Plastic Composites: Doing More with tess",
Journal of Forestry.
3. Clemons Craig, 2002. "Wood- Plastic Composites in the United States: The Interfacing
of Two Industries". Forest Product Journal. Vol 52 W6. P 10-18.
4. Gauthier Roberth, Gauthier Helene, Joly Catherine, 1998. "Compatibilitation
lignocellulosic fibers and a polyolefin matrix". The Fifth International
between
Conference on
Woodfiber-Plastic Composites. P. 153-164.
5. Beltran y Marcilla, 1995. Tecnología de Polímeros.
6. Sanadi, A.R; Caulfield,
mechanical
analysis of
D.F; Stark, N.M and Clemons, c.e.
lignocellulosic
-
polypropylene
1999. Thermal
composites.
and
The Fifth
International Conference on Wood fiber-Plastic Composites. P.67-78.
7. Shackelford James F, Guemes Alfredo.1996.
Introducción
a la Ciencia de los
Materiales para Ingenieros. Editorial Prentice Hill, INe. Cuanta edición.
8. Smith William F, 1993. Materiales poliméricos. Fundamentos de la Ciencia e Ingeniería
de los Materiales. 1° Edición, Mcgraw- Hill.
9. Wolcott Michael, Englund Karl. l/A Technology Review of Wood- Plastic Composites,
rd
33 International Particleboard/ Composites Material Symposium.
63
UDT
UN1DAO flE DESARROLLO
TECNOlO~ICO
121
•
111111
2009-065-UDT: Asesoría en cálculo y simulación de
piezas en madera-plástico (WPC)
Simulación Elementos Finitos
N° de propuesta: PT-2009-069-UDT-V1
N° Orden de Servicio: W 490/09
W de estudio: 2009-065
Preparó:
Rodrigo Divizzio S.
Revisó:
Mario Vega P.
Fecha: 19 -10 - 2009
Fecha: 19-10-2009
Difusión:
Interna
Cliente: UDT
Destinatario(s) :
Ricardo Medina
Externa -
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Simulación de elementos Finitos-1
C
,,~'~
'\CADETECH
f;~;'/
DESIGN ANO ENGINEERING
•
111111 Objetivos
~ Calcular esfuerzos (por EF y en forma analítica) en el perfil base de
WPC 150mmx30mm con las propiedades del ensayo de flexión
NCh 987 del 14/08/2009: MOR 24,3MPa y MOE 2312 MPa.
Comparar el desempeño del perfil base contra su alternativa en
madera. Se considerará pino impregnado 6"x1-1/2". Determinar la
luz necesaria para un factor de seguridad equivalente a la madera.
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Simulación de elementos Finitos - 2
C
..~,\
CADETECH
'4~
j:'
DESIGN ANO ENGINEERING
•
111111 Cálculo en Forma Analítica
~ Se considera una viga simplemente apoyada con carga distribuida
2857,14 [N/m]
Ji
K
~1~<
O,_9__ ~)~I.,~~
1
~~~I~~~ 1
~~I~,
O_,9
~,I~<
__O,_6~)
2857,14 [N/m]
!!!!!!!!!!!!!
Ji
LS:
1
..•.
,.
.;
"-
A
LS:
1
...
.;
~ ,
1
..•.
,
~
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (yVPC) - Simulación de elementos Finitos - 3
TECH
•
11111 Cálculo en Forma Analítica
2857,14 [N/m]
!!!!!!!!!!!!!
1
zs:
1
~
....
,
....
./
A
LS:
1
, ....
./
1
....
,
2857,14 [N/m]
1
!!!!!!!!!!!!!
1
+
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Simulación de elementos Finitos - 4
CADETECH
DESIGN ANO ENGJNEERING
•
111111 Cálculo en Forma Analítica
~ Determinar valor de R1: Para ello se utilizarán las ecuaciones mostradas en la
diapositiva 19 para un largo entre los apoyos, L, igual 3 m. Se sabe que el
desplazamiento vertical en x = 1 m es O m (x = O en el primer apoyo). Por lo tanto:
L
3
=
3 [m]
c = 0,5
L2) ·11
[m]
a =l[m]
13 ( --_.c
C
y (1) =!L c·_+
1
El [ 6
6
8
[N / m]
= 2,312.109 [pa]
q = 2857,14
R .1(3· a . L - 3 . a 2 _12 )
Y 2(1) = _1_
E
6El
l =~·015·0033
12"
=3375.10-7
,
[m
4
]
Resolviendo:
R1
= 1571
[N]
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (yVPC) - Simulación de elementos Finitos - 5
CAD
CH
DESIGN AND ENGINEERING
111111 Cálculo en Forma Analítica
~ Cálculo Flecha máxima: De igual manera se calcula el valor de la flecha máxima en
el centro de la viga, es decir, para x=L/2
y(1,5) = Yl (1,5) + Y 2 (1,5)
Y l'(15)=~[c.1,53
El
-~(156
24'
L +C)4
2
(15) = Rl ·1,5 (3. L ·15 - 3 .152
Y2'
6EI
'
,
_
+(~_
6
L = 3 [m]
C = 0,5
2
C.L ).15]
8
[m]
a =l[m]
'
q = 2857,14
a2)
[N 1m]
E = 2,312.109
1 =~·015·0033
12"
[pa]
=3375.10-7
,
[m
4
]
Resolviendo:
Y (1,5) = 0,02532
[m]
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Simulación de elementos Finitos - 6
= 25,32
[mm]
CADETECH
DES1GN ANO ENGINEERING
•
11111/ Cálculo en Forma Analítica
~ Cálculo Esfuerzo Máximo: El esfuerzo máximo se da en el punto donde se
encuentra el momento flector máximo. Al igual esto se realiza a través del método de
superposición, a continuación se muestra el diagrama del momento flector a lo largo
de la viga.
M(x) = MI (x) + Mz(X)
Diagrama Momento Flector
~ El momento flector máximo se
produce para x=1,5 [m] dando un
valor Mmax= 215 [Nm]
2000
_ ..__ ...._---_._-_. __ ._._-_._-_._-----------,
~ El esfuerzo máximo es:
(J'
= M -e = 215 -0,015 = 9 55 [Mpa]
7
1
3375-10'
,
e = mitad
del espesor
1 = 3,375 -10-7
[m
=
0,015
-2000 -'----
[m]
Posición (m)
4
]
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (yVPC) - Simulación de elementos Finitos - 7
CADETECH
DESIGN ANO ENGINEERING
111111 Simulación por elementos finitos
Vistas de la malla
SAMCEF
-
BAOON
: V 12.1-2
-,~-SAMCEF - BACON:
V
,-------_
aeeee
e eae
12.1-2
eee.re
_--_ __ ._..
..
..
100.
Z:umoeric.al
eee re
¡/l'"7.6120SC
[SAMCEF -
BACON ... '_ ':: I ~
¡O._<rlc." •.••
l.
I
1 ~~
,~
1- ... ---- ...---~-
Perfil
¡
llh._::H;,. ••l
re.Le
1/".:!UI{;1
.
:
..
-
.;
_.
:
_ ..
"
"
i
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Simulación de elementos Finitos - 8
CD
,
..
_._. __ ._.._ ..__ .._ _-_ _---_. __ .._;1
--l
J
CA D ET E C H
DESIGN ANO ENGINEERING
[J~1II1Simul~ciónpor elementos
Material
SAMCEF - BACON:
finitos
V 12.1-2
11at:erial informatian
Material
Geometric
-
,YT
[ 1 1
scale
100.
Numerical
"cale
1/177.612030
2312
Módulo de Elasticidad = 2312 [MPa]
Coeficiente de Poisson
0,3 [-]
Densidad
1100 [kg/m3]
=
=
2312
Y
..'.
...x
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Simulación de elementos Fimtos- 9
r:
<CA [D)lElf lE. €e D-O
\:ji .
DESIGN ANO ENGINE~RING
111111 S~~u.laCiónpor elementos finitos
Fijaciones
--.- _.-..-_ __ ._- _ -._- -_ _- ..__ ..- --_
I SAMCEF - BACON:
V 12.1-2
t;;:IGe~~-------
-· ..·--···-- ..··-.---1
,
i
I
100.
--
¡ h"'Umerictll eee re
-~--..
1/177. 61:0S0
SAMCEF - BACON:
Geane:tric
V 12.1-2
eee re
10.
t<l.IrnIer1ctllece r e 1/lS.!67294
I
Apoyos
Los nodos están
fijos en la
dirección vertical
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (VI/PC) - Simulación de elementos Finitos - 10
I'~-\.CADETECH
~L/
DESIGN ANO ENGINEERING
111111 Sim~l~ción por elementos finitos
Presión
Presión
SAMCEF - BACON
Prescr1bed
Geometric
V 12.1-2
Se aplica una presión
de 0,019 [MPa]
correspondiente al
peso de las personas
preS5ure
3cale
100.
Numerical 3cale 1/177.612030
Value*1.E-3
.19.05
Peso Propio
19.05
y
Se agrega una aceleración vertical
de 9800 [mm/s] correspondiente a
la aceleración de gravedad
¡
z/··J·'<. "x
L. ...........................................................................................................................................................................................•..........
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (YVPC) - Simulación de elementos Finitos - 11
111111 Simulación por elementos finitos
Resultados: Deflexión Máxima
SAMCEF
- BACON:
di:lplec~~nt.~
V 12.1-2
(DX,
ny.
DZ)
e D1erplaeeme:nt
rnodullJ~
~~::(
20.-65
~
,
19.5
.i e . 35
17.21
16.06
.
14.91
ir,
lS.77
12 .E2
, 11.47
i:
lO •.S2.
LIS
D
~
1"'-2-2-.94-[-mm-]--'
y
!
~ J
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Simulación de elementos Finitos - 12
CADETECH
DESIGN ANO ENGINEERING
111111 Simulación por elementos finitos
Resultados: Esfuerzo Máximo
[tª~X>;~~i~
........•••..•••......•....• _.._-
.....•.....•...••..••...•...•••........• _._ ..•...•... -
···································1
V 12.1-2
~:::n~"::e:~Yo.S9$l~O~
1
¡C~=tr1c
p.~..
".0'"1,,
l~""",r.ica! ••c"l"
1/1e.'::1l;ltl!
Peso Propio + Peso Personas
1
8.092 [MPa]
j.
1.219
I!
o.sa
1
1.€1:::
.
I ~:~~.
I r
j..~:..~ ~:.:.
.
_._........
.
_ , -
Fft,diS = FfKHKDKCKhf
FS = Fft,diS =
Fft ,cale
_
=
27,94[MPa]
8,09[MPa ]
24,3 '1'1'1,15'1
=
=
_
-
27,94[MPa]
3,45
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico 0NPC) - Simulación de elementos Finitos - 13
DETEC
1111
I Simulación por elementos finitos
Resultados para pino de 6"x1,S": Deflexión Máxima
SAMCEF
- BACON:
N:::>dal diepllilc~ent~
Load caee
?o~en.
energy
"'34.0.4511
V 12.1-2
(DX.D1",Da}
:
Di~pl.e.c~ent
:nodul\J!l'
1
sce.en , ener~'
434Q • .lJSll.
aeceeec ea c ece xe
100.
::"000.
l•.••
-mericol
Oeformacion
ece re
1/1,(
ece re e
.69"'793
N~r:ica::'
15.00
=<a~
2.502
:¿.377
1.677
l. "$2.
l.e::'
1.{lOl
o
"""_••,
~."..,,_=.=
__, """."'=''''''''''=
_
LI2E:
l.l~Ol
1].876
0.S75
:15.00
l.37€
::'.25.3..
1.251
1.1.26
0.5
e
1.62'7
1.501.
1.501
1.376
D.2S
1].125
ece re
2.252
a .127
2.002
1.877
1.752
2.:127
:e.002
0.626
ece r e 1/2":'3.6653"'1
a on
2.502
.2.;77
:2.252
0.751
•• c
o.a?!:
~
r
0 • ..,51
0.626
-2-.5-[m-m-].....,
y
0.5
tI.3'S
0.25
0.125
O
y
i
:.:
I
Jadm
= L/
400 = 1000/400
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Simulación de elementos Finitos - 14
=
2,5[mm]
CADETECH
DESIGN AND ENGINEERING
•
111111 Simulación por elementos finitos .
Resultados para pino de 6"x1 ,5": Esfuerzo Máximo
SAMCEF -
l·~~~~;~-=····;~~~_·~··~·;;;=;=I
- _.
¡.~-~~:;:-¡.;~~
~.~~.~~~
.._ _
¡Load ce ae
1
1 sc-cen
ece.re
I ;;_~tric
,
enerqy
Nur:.er1c111
eeeae
BA(X)N
V 12.1-2
__
.
........ :................................................•...................
Propio + Peso Personas
~
~S4.0.4511
II:::::.
,¡
L....-Peso
_
-
_
.
4,92 [MPa]
1/171.69''79:3-
I
i .: '.le2
¡ }::v
~.9315
~J:~::~
,r,,:
1
~.l9~
IU
I~Yl2.;oa
2.9"
if~-"¡2.'Ó3
!1~1~~~~~
1
1.234
i
0.989
1
0.74'
!
I¡
.
0.497
0.252
0.006
).'
!~:~j.,.x......______
.. ..
Fft,diS = FfKHKDKCKhf
FS
=
F ft ,dis
F ft ,cale
=
8,02[MPa]
4,92[MPa]
=
..
.1
9,3-0,75 -1-1,15 -1 = 8,02[MPa]
=
1,63
Esfuerzo dirección axial
2009-065-UOT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Simulación de elementos Finitos - 15
DESIGN ANOENGINEERING
•
111111 Simulación por elementos finitos
Presión y Fijaciones (Variación de la Luz)
SAMCEF - BACON:
Prescribed
Geometric
V 12.1-2
pressure
scale
100.
Numerical
Vector
scale
Presión
Se aplica una presión
de 0,019 [MPa]
correspond iente al
peso de las personas
2/177.612030
scale
0.100
; ·········l
Peso Propio
Se agrega una aceleración vertical
de 9800 [mm/s] correspondiente a
la aceleración de gravedad
y
z"J ..."..x
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico 0NPC) - Simulación de elementos Finitos - 16
Luz
La distancia entre los
apoyos disminuye
continuamente
I
CADETECH
DESIGN AND ENGINEERING
•
111111 Simulación por elementos finitos
Sensibilidad de la Luz
Sensibilidad de la Luz
251-----------------------------------------~
22,5
-t--------------------~--_+
9
20;-----------------~-~---_+
8
E 17,5
S
15+-------------~~~,------_+
e
;---------------=-"--_,,--------+
-o 12,5
.~
;¡::
Q)
e
N
4
7,5;------~~--~~-----------+
5;----=----~~------------_+
2,5;----~~""----------------+
3
Q)
~UI
w
2
1
O+-----~--T_~----~----~----~----~----_+
70
7 •....
ca
c..
6 ~
5 o
•..
10;--------~~--~--------_+
60
10
80
90
100
o
110
Luz máxima [cm]
I~
Deflexión ---
Esfuerzo
2009-065-UOT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Simulación de elementos Finitos - 17
I
TEC
DESIGN ANO ENGINEERING
•
111111 Conclusiones
~ Considerando una luz máxima de 1 [m] (tal como en el plano del muelle), la
deflexión máxima para el material madera-plástico es de 22,94 [mm],
superior a los 2,5 [mm] obtenidos considerando la madera.
~ El esfuerzo obtenido para el material madera-plástico, en todo los casos de
carga está muy por debajo al esfuerzo de ruptura del material, por lo que es
necesario preocuparse principalmente de la deflexión máxima alcanzada.
~ Para obtener una deflexión de 2,5 [mm] (obtenido considerando la madera)
es necesario una luz de 57 [cm] aproximadamente.
~ Con una luz de 60 [cm] se obtiene una deflexión de 3[mm].
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Simulación de elementos Finitos - 18
CADETECH
"'
DESIGN AND ENGINEERING
111111 Anexo: Propiedades Mecánicas
Propiedades Mecánicas
Pino Raolata c24
NCh 1198 Pago9 Madera Plástico
Módulo de Elasticidad [MPa] E f
10200
2312
Esfuerzo Admisible en flexión [MPa] F f
9,3
24,3
1,1
Esfuerzo Admisible de cizalle [MPa] Fez
Densidad [kg/m3]
450
1100
Coeficiente de Poisson [-]
0,3
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Simulación de elementos Finitos - 19
CADETECH
.DESIGN ANO ENGINEERING
•
111111 Anexo: Curvas de Deflexión de vigas
L
xs--c
2
MI
L
L
2
2
--csxs-
rp
M2 = -P> x
xsa
LP
=s=»
1,
:-
dY2
dx
:&;;0
.-(11
=
-~(a'L
2EI
_a2 _X2)
P'X(
2
Y 2 = - 6EI 3· a .L - 3 . a - x
asxs-
L
2
M2
=
Y2
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (yVPC) - Simulación de elementos Finitos - 20
-P'a
dy 2 = _ p.
dx
2)
a (L _ 2 . x)
2EI
= -
P'a(
2 2)
6EI 3· L . x - 3. x - a
CADETECH
DESIGN AND ENGINEERING
111111
2009-065-UDT: Asesoría en cálculo y simulación de
piezas en madera-plástico (WPC)
Comparación de Perfiles
N° de propuesta: PT-2009-069-UDT-V1
W Orden de Servicio: W 490/09
W de estudio: 2009-065
Preparó:
Rodrigo Divizzio S.
Revisó:
Mario Vega P.
Fecha: 19 -10 - 2009
Fecha: 19-10-2009
Difusión:
Interna
Cliente: UDT
Destinatario(s) :
Ricardo Medina
Externa -
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 1
¡CADETECH
DESIGN ANO ENGINEERING
111111 Objetivos
• Estudiar un perfil mejorado (por EF y en forma analítica). Dimensión
150mmx30mm con tres vaciados en su interior.
C·
r
2009-065-UOT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 2
"¡,,¡,,
, .
CA D ET E eH
DESIGN ANO ENGINEERING
111111 Perfil Base - Dimensiones
SAMCEF - BACON
Geometric
I
V 12.1-2
scale
10.
I-----l
Numerical
scale
1/7.315961
!
í
30
1
I
!
I
l.
Ix= 3,375E-7 [m4]
y
I
2
150
X
MTotal
= 24,75
[kg]
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (YVPC)- Comparación de Perfiles - 3
"~CADETECH
~1~)
DESIGN ANO ENGINEERING
•
60 [cm]
111111 Result~,dosPerfil Base - Luz
Deflexlon
SAMCEF
. Nod!l:l.
¡
Leed
- BACCN
d:i:!!?le.-=e.rnen~~
ca~~
0Y.D2)
1
:
Di~plClcernc::1~
SAMCEF
V 12.1-2
3134..9572.
r r.c ece Le
,~
, .
1>00.
accc .
! l:·..n=ri-::al ace i.e 1/177.61~030
¡
; De::rQ:r:ma~lon eee re . 30.00
N\r.!V!r1ca~ece í.e 1/24S.EtSS371
,
:I!:~::
,
- BACCN
modulu~
1
I seeen • energy
¡ aecseec
V 12.1-2
(DX
.SS
.73-:
2.5'65
.2 .433-
.ees
:~~~
--------===~~---------.433
: ~,~ :2. aaa
: ~:.>a .123
1.9'77
1.625
1.1573
.325
.673
. 1.521
.52:'
1..369
1.2"17
.369
. .21'
1.Céi5
0.93.2
.0(5
.912
O. '.c;
• '/6
O.€08
.60'8
0.456
0.304
0.152
.456
3,04 [mm]
_3.04.
.152
y
i
j
. Z, ..•••...•
",x
2009-065-UOT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 4
CADETECH
DESIGN ANO ENGINEERING
•
111111 Resultados Perfil Base -Luz =60 [cm].
Esfuerzos
. .'
..
r~±t~:~:~~~:i~~~::·~-~;·~=;··m··············1
Peso Propio + Peso Personas
I Lood
, sceen
ee ae 1
"'-----------
•••••••
• t!.!lergy 3134.95"'2
1 aecceec er.c
¡ 100.
eeaae
1':~rlCAl
ecei.e
::~~:
I
I
1/177.6120$0
2,92 [MPa]
I i!j '.62'
j i
.:<.,178
l -
';l
z . 332
Iw:h~::
I
,
~::~:
1.4"59
1
1
,I
.
~~~~~
J .~?2
~~~:~
oc ae s
0.433
0.293
O.Ha
;i
y
l..~~~.~.~~~.:.~....
.
H
•••••••••••••
H
••••••••••••••••••••••••••••••••••••••••••••••••••••••••
H
•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 5
CADET
eH
DESI~N AND.ENGINEERING
111111 Perfil 2 - Dimensiones
,-----------------------_._
SAMCEF - BACON
...
_._----_._--_ _._-----_.-_._-----,
...
V 12.1-2
Geome;:;r1cscale
10.
I--------l
Numerical
scale 1/7.315961
1-------.::3:..::0~_··1~
1.••••
3
-+--+--_..::-=ti~-·_·-·-t~=---_;1---t-;·.....; ..
--~- '---t-
¡-:::=:---;- ....
>--::::.....-t.:.:-----t!
\--;----;---;---,-----,--,
-+,"='-'-t-'=-"t:;l-' ..~....J..f:::::=t-J_._. -=t"'f--'_'.--:¡:Ic-; =+..:=-'t-t---=;t.r---=,-:=--=¡-!--I':..----+¡+··-·-=+·t'-=-·-tt-- -=+=1---;:;~_'---!-I_
- - -i-- ~=!-- 1---+-+
F lA ~
=,~~0=tf~~$:=
,~=-~~~==n'=fT:'±
30
í
I
_._-j- :
!,
.
/.
--
II
i
,
--+--+1-+---1----1
,1
150
Ix = 3,207E-7 [m4]
y
Iz
-H----f---
1,
.
x
MTotal
= 24,25
[kg]
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 6
1\\'\ CADETECH
~U
DESIGN ANO ENGINEERING
111111 Result~,dosPerfil 2 - Luz - 60 [cm]
Deflexlon
_------_._--,_.
..
SAMCEF
-
BACON
¡
V 12.1-2
SAMCEF
!._----
~Nodal
: Poten.
enerqy
V
----
12.1-2
(DX, DY,DZ} e
Dloplacernent
modulu.!<
ceee 1
¡ Poten.
3303.44",,3
BACON
d.í.ep.Lecereen e e
i Lcad
: Load cee e 1
-
eneriJY 3303 •••.(:.(3
• aeceeec e a.c ece i.e
..100.
¡r'"
m.it:erlcal
Det:c~tion
.~
¡
..
;'
i
ece í.e 1/177 ..61.<:03C
ece Le r
30.00
1.000 .
N\l!!I.e.r1ca':
~;::ale
: De~o:Z::!'flL\tio!l
1/243
ace'í e
e
~:~~~
2.583
j 2 ..72~
1.2..SO
2.403
~~==---~-------------
2.2"2
2.082
1.922
1.745 .a
-:
,1
I
..e653'71
30.CO
1.6Q2
1.~42
I ,~:~~:
I ~::~~
[;.(51
;
:
~
0.3"
O.Hi
e
3,20 [mm]
y
z/L",z
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 7
CA
CH
DESIGN ANO ENGINEERING
11
60 [cm]
Resultados Perfil 2 - Luz
Esfuerzos
;
", G••..:••,.tJ:1c ,.,..,,,1.•
ic..
····,····:········,'····,
..·.······,
.....
~
I·····~·~;~~~=··;;;~~~··~··~~;~=;
Peso Propio + Peso Personas
...............
_
_ ....................•...........
:.........•...
......•....•..•......... -:..............
--
--
······1
EQ",live.leno¡; ~t::re~s
¡
ce.ae
LOiCId
Pc-c.en ,
1
e:'l~rg),'
!" aeceecxa
¡::.~?'
IUtic:erieal
'--------.....;.---~
3S03.44-'3
c ece í.e
ece i.e 1.(17?
IIU~~,
¡
61:2030
3,29 [MPa]
:<.633
!I~·~:;:
.
la,'.'i'-139
i1p,;.;~1.91
~'".¡
¡ :/~--~l.'<6
!I~
1.975
I
1.481
1. 317
',t.J'1.152
¡¡·'II~::::
O.eS9
I
j
i
!
1
0.495
0.33
C,'"
C.OOl
y
I
!¡ Z,,· j
!
I
,,'.X
_
.
. ...
,
1
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico 0NPC) - Comparación de Perfiles - 8
eH
•
111111 Perfil Mejorado - Dimensiones
i SAMCEF
_ BACON
Geomet:.ric
V 12.1-2
!
I
:9cale
10.
I------l
Numerical
6
5cale 1/7.315961
__
I~
30
o
----·-I----+--+--·j- ...-.J--·- -----+----+---1-
=--=F~-
---
I -- -.-+.....
-+.---.¡. ...-.....--. ....--....----
-- =-
==~_-:--=
18
,
I
I
1:
y
Iz
-----x
15
~I.•
I
I
I
30
I
I
I
!
I
~I..~
I
I
!
I
I
150
=
Ix 2,938E-7 [m4]
MTotal
= 15,84 [kg]
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 9
C~
.' ".
'. L
CA D ET E C H
DESIGN ANO ENGINEERING
•
60 [cm]
111111 Result~,dosPerfil Mejorado - Luz
Deñexíón
SAMCEF
- BACON:
¡
V 12.1-2
SAMCEF
: Modal
: Load
sccee
ce.ae
.
I
1
e!lergi:'
r.cad
,;......
eeea.e
¡ De1'Qrmat.ion
!
1(177.61:2lJSO
:
e rii!!placem~nt
rnodulu$
3ó~O.alS:l..
c ece re
:l000.
NumexicaJ..
ece.r.e
i ~:.:>::mftt;::'on
ece í.e • 30.00
: V 12.1-2
n)X.DY~D2}
1
ener,lY
! ceoeece.i
100.
N=r.1.-t:al
ee ae
¡ sceen,
36f"O.SlSl
- BACON
di!!placer:lent.e'
1/24S'.eES371
ace t e • 30.00
~:~:~
~
3.~OS
5..027
z
.649
2.671
:<:'493
2.315
2.~:H
1.959
r
j ,
,
11-781
1. 605
~:~~:
1.<.2.5
i
1.24;6
'
0.534
0.356
:
~
lJ.11S
e
3,56 [mm]
y
z.J ..x
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 10
CADETECH
DESIGN ANO ENGINEERING
1I1
Resultados Perfil Mejorado - Luz = 60 [cm]
Esfuerzos
..
r~::~:~~~:;:~:~~~~~;;L:~~¡~:ilX~
+
I....-
I r.ce a
I·~"~~
¡
I
.ml
caae
1
Peso Personas
~
seeeo • e."l~rgy -366"O.Sl,Sl
'. Geometr.1c
ece Le
"lOO.
1
Peso Propio
1:
e e •• "
3,38 [Mpa]
,,,,,.,,,'"
~::.a'14
,1
:: _705
! .
I a '."7
:':.536
!I~~
:::::
J
ss 2.198
j _
¡ ,-
1. 52'2
1.353
Ilí\í
~:~~:.
I O.,"
!
j ,
(l.50::
0.339
I ~:~:r
I~:::j,·"x..
..
_
__
.1
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 11
eH
•
111111 Tabla Resumen - Luz 60 [cm]
Desplazamiento
máximo
Perfil Base
Perfil Base 2
Perfil Mejorado
Forma Analítica
3,23 [mm]
3,40 [mm]
3,71 [mm]
Elementos Finitos
3,04 [mm]
3,20 [mm]
3,56 [mm]
Forma Analítica
3,43 [MPa]
3,67 [MPa]
3,94 [MPa]
Elementos Finitos
2,92 [MPa]
3,29 [MPa]
3,38 [MPa]
3,38E-07 [m4]
3,21 E-07 [m4]
2,94E-07 [m4]
24,75 [kg]
24,25 [kg]
15,84 [kg]
Esfuerzo
Inercia
Masa Total
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 12
e:
.L.../
CADETECH
DESIGN ANO ENGINEERING
•
111111 Conclusiones
~ El incluir 3 ranuras en el perfil base (Perfil 2), implica un aumento de 0,17
[mm] en la deflexión máxima correspondiente a un 5,3% de aumento. El
esfuerzo aumenta de 2,92 a 3,29 [MPa] lo que corresponde a un 12,6%. Sin
embargo estos valores están muy por debajo del límite de ruptura (24,3
[MPa]).
~Al Incluir 3 vaciados en el perfil base (Perfil mejorado), la deflexión máxima
aumenta de 3,04 a 3,56 [mm], correspondiente a un 17% de aumento. Sin
embargo, la masa tata, disminuye de 24,75 a 15,84 [kg], lo que implica una
reducción de un 36%. Así el aumento de la deflexión es insignificante en
comparación a la reducción de material obtenida y los esfuerzos siguen con
niveles muy por debajo del esfuerzo de ruptura.
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 13
e
CADETECH
.r:;/
DESIGN ANO ENGINEERING
111111
2009-065-UDT: Asesoría en cálculo y simulación de
piezas en madera-plástico (WPC)
Solicitaciones
N° de propuesta:
W de estudio:
W 490/09
2009-065
Preparó:
Rodrigo
W Orden de Servicio:
PT-2009-069-UDT-V1
Divizzio S.
Cliente:
Revisó:
Mario Vega P.
UDT
Destinatario(s)
:
Ricardo Medina
Fecha:
Difusión:
19 -10 - 2009
Fecha:
Interna
19-10-2009
Externa -
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Solicitaciones - 1
CADETECH
DESIGN ANO ENGINEERING
111111
Objetivos
~ Evaluar las solicitaciones sobre los perfiles de madera-plástico en
el uso en muelles. Definir caso de carga crítico (considerar carga
con densidad máxima de gente sobre el deck). Usar como
referencias los planos entregados el 22/09.
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Solicitaciones - 2
C
,r--""
, "~CADETECH
Lr/
DESIGN ANO ENGINEERING
111111
Referencias
~ NCh 1198-2006: Madera - Construcciones de madera - Cálculo.
~ Planos:
• Plano estructural Ponton desembarco N-800-AGPONTON/01
• Plano de planta disposición N-11 O-AGPONTON/01
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Solicitaciones - 3
CADETECH
DESIGN ANO ENGINEERING
111111
Consideraciones
~ La norma NCh 1198 es aplicable a maderas, sin embargo, se utilizará
para el estudio de piezas madera-plástico.
~ Las reacciones en los apoyos se analizan como vigas simplemente
apoyadas.
~ El peso de un hombre, se establece según la norma NCh 1537, como
1 kN, con un ancho de aplicación de la carga de 350 mm.
~ La luz máxima efectiva corresponde a la distancia entre los centro de
apoyo.
~ Se consideran las propiedades mecánicas para una humedad del 20%
en la madera.
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Solicitaciones - 4
CADETECH
DESIGN ANO ENGINEERING
111111
Tensión de diseño de flexión
~ La tensión de diseño se calcula según la expresión:
~ Zona flexo-traccionada
~ Zona flexo-comprimida
Fjt,diS = F¡KHKDKCKh¡
F fv.dis = F¡KHKDKC
Donde:
Ff
=
Tensión admisible en flexión
KH
= Factor
de modificación por contenido de humedad
KD
= Factor
de modificación por duración de la carga
K¿
=
Khf
= Factor
Factor de modificación por trabajo conjunto
de modificación por altura
~ Como se utiliza madera con una humedad del 20%, KH=O,75 (Pino Radiata,
no se considera para la pieza madera-plástico)
~ Se considera una carga normal, permanente en el tiempo, Ko=1
~ Como se trata de entablados que comparten la carga, Kc=1, 15
~ Para un altura de 30 mm (espesor), Khr 1
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Solicitaciones - 5
.CADETECH
DESIGN ANO ENGINEERING
111111
Tensión de diseño de cizalle longitudinal
~ La tensión de diseño se calcula según la expresión:
Donde:
Fez
=
Tensión admisible de cizalle longitudinal
KH
=
Factor de modificación por contenido de humedad
KD
= Factor
de modificación por duración de la carga
KR
= Factor
de modificación por rebaje
~ Factor de humedad y duración de carga se considera igual que para flexión.
~ No se tiene detalle de los rebajes en los apoyos (si es que existen), por lo
que se considerará un KR= 1
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Solicitaciones - 6
CADETECH
DESIGN ANO ENGINEERING
111111
Deformación
Máxima admisible
~ Para pasarelas peatonales la deformación máxima admisible:
«: =L/400
Donde:
L
= Luz efectiva de la viga = lOOOrnrn (zona central)
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Solicitaciones - 7
C
'~'!
t.,:j
CADETECH
DESIGN ANO ENGINEERING
••
111111
g!
Condiciones de Carga (Casos Crítico)
1. Máximo Esfuerzo
Peso
propio
dela
madera
I
1kN * 600/350
1kN * 1000/350
PiH!!l
l*!!!!!!!! !!i
~IE
900
g!
2000
'"
) .•..
K
K
-"'-
'"
<
900
) (
600
)
2. Máxima Flecha
Peso
propio
de la
madera
1kN * 1000/350
l*HHHHHi
K
~I
¡<
900
) .•...
./
LS
K
2000
...•.
'"
.•...•.
900
,
(
'"
600
)
Se calculará la estructura considerando como límite la flecha máxima, por lo que se utilizará el caso 2 de carga. Existe una
leve diferencia en el valor de esfuerzos entre la condición 1 y la condición 2, la cual se considera despreciable.
Para el caso de carga 2:
Peso Total Estructura
= Volumen
* densidad * g
=
(5*0,15*0,03)*1100 * 9,81
= 243
N
Carga vertical por peso de personas = 1000 * 1000 / 350 = 2857 N
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Solicitaciones - 8
CADETECH
DESIGN AND ENGINEERING
111111
Propiedades Mecánicas
Propiedades Mecánicas
Pino Radiata (;24
NCh 1198 Pago 9
Módulo de Elasticidad [MPa] E
f
Esfuerzo Admisible en flexión [MPa] F f
Esfuerzo Admisible de cizalle [MPa] Fez
Densidad [kg/m3]
Coeficiente de Poisson
H
10200
9,3
1,1
450
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Solicitaciones - 9
Madera Plástico
2312
24,3
0,3
1100
CADETECH
DESIGN ANO ENGJNEERING
111111
2009-065-UDT: Asesoría en cálculo y simulación de
piezas en madera-plástico (WPC)
Comparación de Perfiles
N° de propuesta: PT-2009-069-UDT-V1
N° Orden de Servicio: N° 490/09
N° de estudio: 2009-065
Preparó:
Rodrigo Divizzio S.
Revisó:
Mario Vega P.
Fecha: 19 -10 - 2009
Fecha: 19-10-2009
Difusión:
Interna
Cliente: UDT
Destinatario(s) :
Ricardo Medina
Externa -
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 1
.~~'~'~,
CADETECH
.L//
DESIGN ANO ENGINEERING
111111 Objetivos
~ Estudiar un perfil mejorado (por EF y en forma analítica). Dimensión
150mmx30mm con tres vaciados en su interior.
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 2
C
<~~
,'\CADETECH
¡,y'"
DESIGN ANO ENGJNEERING
111111 Perfil Base - Dimensiones
SAMCEF
-
BACON
V 12.1-2
Geomecric scale
10.
I-----l
Numerical scale 1/7.315961
I
i
I
¡
30
-
i
L ...
I
!,
/.
150
Ix
y
Iz
= 3,375E-7
[m4]
= 24,75
[kg]
MTotal
x
.
•
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 3
I\\'\CADETECH
~U
DESIGN ANO ENGINEERING
60 [cm]
111111 Result~,dosPerfil Base - Luz
Deñexlón
---------,---_
: SAMCEF
: aecreee
ene.rgy
31:94.95"2.
¡ N'odal
di!!plecemer:t~
DefQ~c1on
ece i,e
:i./177.6:i.2<JSC
-,
..
-
--------
(DX,D1.', Da} : Di~plecern~nt
:nodulu!l'
'31.311.9572
:.?9.~.~ ~ '
:.
~:;~:
o
I
.....
,_,X
30.00
=-..
kj~:::~
ti
! 'o ¡~:~~~
3,04 [mm]
I!~'in~;
LoeS
;
O.SO",
~
i
0.152
o
y
. j
ses
U i ~::~!
C.~aE
0.152
2.73'7
.2.
2.433
::~~:
O.'¿'
1./243.6653"1
ace r e :
¡ 'J
n t~:~~~
~: ::.':
1.369
0.93..:?
c r on
i~~:~:l
l
1.97,
:'~'
,Z.,,,
ener.;y
i ne roeee
~:~!:
;
!
...
12.1-2
1
i Numo:!:ric~':" ece í.e
ece.re • 30.00
:' \ 2.2Sl
; .'~ 2.129
! 1','~· .,'
..
case
i Peten.
! '~~ ~ ~:::
!¡
Load
¡~
lJumeric41
I~ .•
V
cr.c ece í.e
, 100.
I
BACON
.._._._-------~,--_.-
¡
: Pote.n.
-
!---_
'el
y
!
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 4
CA D ET E C H
DESIGN AND ENGINEERING
•
D~IIIIResultados
Perfil Base - Luz = 60 [cm]
Esfuerzos
;:";of~_:;~::::::.~!-_.'.,--_~
~••• rvy
r,!!.:...
le liIe.l.
INI::Mt:1~1 .u:.li!
':.~:r::'_::'_BAC::>~.~
..~-=2.1-~
u!'I:alent
~
,::t:z::e:st!:
Load eeee 1
een .
I seeeee
energy
eae
3134.95"2
eee.re
eee.re
•
Peso Propio + Peso Personas
I
1/171.61~OSO
:::::
1/10.~aQ::2
2.'l'24
'.4"
2.!.)2
~ ~:::~
I
100.
jl:l.ZmeriCAl
=1
~;
:U4.'!.':1
I
I
1.l!l1
,.,,,
1.313
1.0'1
c.nt;
C.'"
C.~!I'!o
1~'.9>S
2 .7~9
,
e .624
i
;-.418
:;.332
I
1
':<.181
(¡.041
1•896
1. 75
1
1.f;04
1.-459
1.313
1.161
0.876
O. "';3
o.ses
0 •.139
0.295
O.H,!
,.
0.002
:,.1...
x
-2.'U:
-f.US
,
-.t •• :e
I
z.....
l·,x
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 5
aD
.
<CA [D) lE 1T lE <C D-{]
DESIGN ANO ENGINEERING
111111 Perfil 2 - Dimensiones
--_
_-_ _---_.__ ._---_._---
..
...
SAMCEF - BACON:
-----
._------------_
..-
V 12.1-2
Geometric scale
~o.
i------l
NumerLca~ sca~e ~/7.3~S96~
3
30
l.
Ix= 3,207E-7 [m4]
y
Iz
150
x
MTotal
= 24,25 [kg]
--_._-----~~~~~~~~---------_._------'
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 6
~\'lCADETECH
~V
DESIGN ANO ENGINEERING
•
111111 Result~,dosPerfil 2 - Luz = 60 [cm]
Deflexlon
.
r·······_······
¡~~~_C~~.~_BA~?N
¡ t-:od.!Ll ,:\i~;lac~men
¡Load
l Poten.
I
I aeceec
c eae
V ~.~..•.1=~_
••~
(DY.,OY.DZ)
: 'Di~plac=em:
.
___._
•..............................•.....................•.....
1
Load
e...'le.rqy3S03.44""S
,
!
eee.re
caee
ceeeeeer
1100.
I
-
BACON:
die¡>lacem!!r.t!l
V
12.1-2
-_._----------------------------------------~
(DK,DY.DZ) :
Diepl.e,c~ent
:nodulue
3.
socen , eneri1':t' 3303.';44.3
z a c ece i.e
1 N=erical
SAMCEF
Nodal
:modulu~
.
1/177.61'::030
c ece í.e
1(iOO •
NU!nerical
Def-c-rmtst..ion ece.re : 30.00
oe rozeee c
ff.
IY
........................ !
ece.t e 1/..2Ji3.f"653"1
i
cn
e ce t e :
30.0C;
~:~~~
2. SSS
';.723
2.5<3
1.602
" 1.121
0.961
0.80:;'
0.641
0.<;el
3,20 [mm]
0.32
C>.16
O
..1
Y
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 7
CADETECH
DESIGN ANO ENGINEERING
~~1I11Resultados
Perfil 2 - Luz = 60 [cm]
Esfuerzos
¡:; ..
~";d<:
!
Peso Propio + Peso Personas
·'r!:~~~
; ~::
;
,
2.<!.:I'
"
"2
1:
'?o~e;n.
I aecreec
e.rc
t·
r,
••• 68
~!)'
z . ¡.3~
1. ~7S
eeec,e
: :lOO.
::~::
r
Nur:eric:e.l ece Le 1/1"(7.612030
a.
i;
e::le.rgy 3,303.~·HS
eeere
,
3,29 [MPa]
:.'~'¡¡~
;
~."s~
t:.S;,3
,
:1.11Hi
:
e.coa
'797
'::.E33
;
j
2.458
2.304
2. i
as
1.9"5
1.81
1.6,(,6
:" <-
I
¡
1.4e1
1. 317
~::::
1. 152
'
0.6S;
O.~9S
0.33
~
0.166
O.COl
<l ••
l<. x
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 8
DESIGN ANO ENGINEERING
111111 Perfil Mejorado - Dimensiones
I
SAMCEF -
BACON
V 12.1-2
----_.
,---_._-_ - -..
Geome'Crie seale
__ ._-_._---_ _ _---------...
..
10.
l-----l
Numerieal
-;6
30
seale 1/7.315961
~ ==
r---i---'-'''-
_+---+-i---1-i·--·------J-- ..-j--j--- ..·t---t----1-·-i--.-~-+--- .._._.
-===r:::=
---- -- ..
1----
I
J
18
1
1
1
1
1I
J
1
.1
1
!
I
150
Ix = 2,938E-7 [m4]
,y
z
x
._-_-__._--=-
...._.
...._... .
MTotal
=
.__ •••__.-..__-..._..-_..-. ---_-
15,84 [kg]
__-_-_. ---1
....
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 9
.
.
.__._.__....
__.__.. ..._. ...._.._J_
6\\\CADETECH
~¿)
DESIGN ANO ENGINEERING
111111 Result~,dosPerfil Mejorado -- Luz = 60 [cm]
Deflexlon
SAMCEF
-
BACON
V 12.1-2
SAMCEF
i
-
BACON
: Medal dil!plec~er.t!!
¡ Load
?o't.en.
enerqy
1
ece.Le s
¡
lOCO.
30.00
N=~ric~l.
i Defa=J'ltio~
:~.'::~::
¡
ce ee
¡
ece Le 1/17?6120S0
De:formstion
12.1-2
(DX,Di'".DZ) : Diaplacement
----
rnodulU3
1
368:0.1;151
,
: Numeric.al
V
!_._--------------_._---------
:L02'
r- 2.e4So
! ~ 2 .~71
:.!,I~,.,;
2.493
2.315
2 • .137
1. 959
.
ece í,e 1/.243.
'í l_::.i:.:,,!
<
i
eES3'71
acen e : 30.CO
~-,..,
==--~~~~.=-~-------------------
11' ' ...i1 .1.959
~:~~~
1
'J ~:~~~
:i~.1~:~::
i
¡,
!
3,56 [mm]
!
¡
¡
0.S9
D.712
0.594
O.35E
n.178
O
Y
l_
..............
J••.
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 10
CADETECH
DESIGN ANO ENGINEERING
1I
Resultados Perfil Mejorado -Luz = 60 [cm]
Esfuerzos
I;~i:~~~~:o~~~~~¡;.i;~~;~::~:,~~ml
+
Peso Propio
i LOl!.d
Peso Personas
I::::~r::·::.:··O.5151
ce ee
1
3,38 [MPa]
¡.1".0.
¡
N~ricftl
ece í.e ¡(1;7:6:;'~OSO
1
1
'·SSl
i
I
¡
I
s
.2:12
II
S.04>
!.i.874
.
M··70S
1
~.S~,6
''t~
y
;:/
J
-· ... x
I1)1 ::~::
!
'Laó
I ~~::~
j
1.-35:s.-
¡
1.18.•
¡ ;; 1.015
j'U~~:~~
¡
O.50!:;
I
0.33'
I
1
O.1?
~.OOl
: j
L=:.::: ~~.~.~~
__
"
.
_
__.._
.:.._ .J
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (yVPC) - Comparación de Perfiles - 11
CADE ECH
DESIGN ANDENGINEERING
111111 Tabla Resumen - Luz 60 [cm]
Desplazamiento
máximo
Esfuerzo
Inercia
Masa Total
Perfil Base
Perfil Base 2
Perfil Mejorado
Forma Analítica
3,23 [mm]
3,40 [mm]
3,71 [mm]
Elementos Finitos
3,04 [mm]
3,20 [mm]
3,56 [mm]
Forma Analítica
3,43 [MPa]
3,67 [MPa]
3,94 [MPa]
Elementos Finitos
2,92 [MPa]
3,29 [MPa]
3,38 [MPa]
3,38E-07 [m4]
3,21 E-07 [m4]
2,94E-07 [m4]
24,75 [kg]
24,25 [kg]
15,84 [kg]
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (WPC) - Comparación de Perfiles - 12
111111 Conclusiones
~ El incluir 3 ranuras en el perfil base (Perfil 2), implica un aumento de 0,17
[mm] en la deflexión máxima correspondiente a un 5,3% de aumento. El
esfuerzo aumenta de 2,92 a 3,29 [MPa] lo que corresponde a un 12,6%. Sin
embargo estos valores están muy por debajo del límite de ruptura (24,3
[MPa]).
~Al Incluir 3 vaciados en el perfil base (Perfil mejorado), la deflexión máxima
aumenta de 3,04 a 3,56 [mm], correspondiente a un 17% de aumento. Sin
embargo, la masa tota, disminuye de 24,75 a 15,84 [kg], lo que implica una
reducción de un 36%. Así el aumento de la deflexión es insignificante en
comparación a la reducción de material obtenida y los esfuerzos siguen con
niveles muy por debajo del esfuerzo de ruptura.
2009-065-UDT: Asesoría en cálculo y simulación de piezas en maderaplástico (yVPC) - Comparación de Perfiles - 13
C~··,?,'\CA
F
D ET E C H
DESIGN ANO ENGJNEERING
 0
0
Anuncio
Documentos relacionados

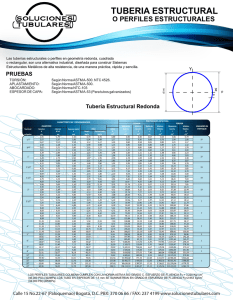


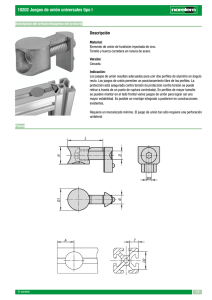
Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados