ESTADO ACTUAL DE LOS RECUBRIMIENTOS PVD: MEJORAS DE LOS
COMPUESTOS CONVENCIONALES Y NUEVOS COMPUESTOS.
L Carreras (a) S. Bueno (a) F.Montalà (a) R.Rodríguez (b) JA García (b) A. Martinez
(b) José Mª Guilemany (c), Sonia Vizcaíno (c) Joan Esteve, (d) E. Martínez (d)
RESUMEN:
Los recubrimientos PVD avanzan continuamente y sus aplicaciones son cada vez
más concretas. Los compuestos convencionales, lejos de quedar técnicamente
estancados, presentan mejoras con aportaciones de otros metales (dopaje),
formación de multicapas y nanocapas, capas secuenciales y combinación de
recubrimientos de distintas características. El presente trabajo pretende actualizar
el estado de los recubrimientos PVD, basándose en aplicaciones industriales que
dirigen su desarrollo actual y las líneas de desarrollo en un futuro inmediato.
ABSTRACT:
PVD coatings are in continual advance ment and their applications are becoming
more specific. Conventional compounds are improved with the addition of more
metals, multi and nano layers, gradual layers and layers obtained by the
combination of different kind of coatings. The aim of this presentation is to up date
PVD coatings, based on their current industrial applications and the future lines of
development.
1. INTRODUCCION
De los compuestos iniciales obtenidos por PVD, quizás el de mayor popularidad en
la industria, haya sido desde sus orígenes el nitruro de titanio (TiN). Si bien
continúa representando un porcentaje importante del total de los recubrimientos
PVD, su rendimiento ha sido mejorado en cierto número de aplicaciones. Nitruros,
carbonitruros y carburos se han desarrollado como nuevos compuestos con
características propias.
También los procesos se adaptan para mejorar las características del recubrimiento.
Sabido es que la adherencia de los recubrimientos mejora con la temperatura.
Recubrimientos a alta temperatura suponen en el caso del acero tratamientos de
temple y revenido posteriores con posibilidad de variaciones dimensionales. Si el
metal a recubrir o las tolerancias lo permiten, la mejora de la adherencia PVD
puede conseguirse aumentando la temperatura hasta valores de 700-900ºC.
(a) TTC, Av. Dr. Almera 85, 08205 Sabadell
(b) Centro de Ingeniería Avanzada de Superficies, AIN, 31191 Cordovilla-Pamplona
(c) CPT Universitat de Barcelona, C/Martí i Franquès, 1, 08028 Barcelona
(d) Universitat de Barcelona,Dep FAO C/Martí i Franquès, 1, 08028 Barcelona
2. EVOLUCION DE LOS RECUBRIMIENTOS DUROS PVD
2.1 Nitruro de Titanio.
El dopaje del nitruro de titanio convencional con aluminio ha generado toda la gama
ya conocida de compuestos ALTiN con las ventajas que suponen una temperatura
de oxidación de 800ºC y una dureza cercana a 4000HV. Su aplicación en forma de
mono o multicapas en herramientas de metal duro está obteniendo excelentes
resultados en el campo de la mecanización a alta velocidad.
Su dopaje con otros metales como cromo, zirconio o ambos a la vez no mejora
ostensiblemente los niveles de dureza ni coeficiente de fricción, pero si mejora los
valores de desgaste (Tabla 1), la estabilidad térmica del TiN y el rendimiento del
TiN en la mecanización de materiales no férreos como aleaciones de Al, Ti, Cu.
TiN
Coeficiente
de fricción
Volumen
perdido
(mm3)
Profundidad
(µm)
Anchura
(mm)
Diámetro
bola (µm)
ZrN-TIN CrZrN
multicapa 66% Cr
CrZrN
66% Zr CrZrN
ZrTiN
ZrN
0.46
0.48
0.49
0.43
0.5
0.44
0.068
0.085
0.044
0.051
0.037
3.04
3.76
2.51
2.31
0.65
0.54
740
740
0.53
740
TICrZrN
TiCrN
CrN
0.45
0.44
)
0.48
0.46
0.044
0.043
0.039
0.0029
0.00143
2.01
3.46
2.75
2.37
0.34
0.26
0.57
0.53
0.66
0.51
0.55
0.26
0.27
740
680
760
680
620
600
550
TABLA 1. Resumen de los resultados obtenidos en los ensayos de desgaste y
fricción para los recubrimiento de TiN, CrN, ZrN y combinaciones dopadas.
Los ensayos se han realizado con bola de metal duro y Hr inferior a 20%
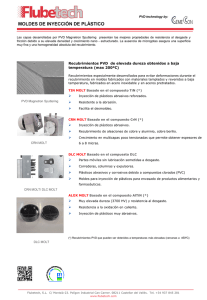
2.2 Nitruro de cromo
El nitruro de cromo (fig1) presenta durezas parecidas al TiN sin embargo los
valores de volumen perdido en los ensayos de desgaste (tabla 1) son muy
inferiores a los de TiN. El CrN, comparado con TiN, presenta mayor resistencia al
desgaste adhesivo y parecida al desgaste abrasivo. Su temperatura de oxidación
está cercana a 700ºC y por tanto es un compuesto recomendable en casos donde la
temperatura sea un factor a tener en cuenta. Además se están analizando los
compuestos resultantes de su oxidación. Al parecer, su naturaleza explica el buen
comportamiento tribológico del CrN.
Para aplicaciones donde
la herramienta o útil estén en contacto estrecho con el
material a trabajar y los problemas de gripaje sean el factor determinante del
(a) TTC, Av. Dr. Almera 85, 08205 Sabadell
(b) Centro de Ingeniería Avanzada de Superficies, AIN, 31191 Cordovilla-Pamplona
(c) CPT Universitat de Barcelona, C/Martí i Franquès, 1, 08028 Barcelona
(d) Universitat de Barcelona,Dep FAO C/Martí i Franquès, 1, 08028 Barcelona
rendimiento de la herramienta, CrN obtiene mejores resultados que TiN. Éste es el
caso de machos de roscar y matrices de conformado y embutición. Cuanto más
dúctil o maleable sea el material antagonista, más destacan los resultados que
obtiene el CrN frente a TiN.
También en aplicaciones de inyección de termoplásticos el CrN ha obtenido
excelentes resultados, especialmente en bakelita y resinas de naturaleza similar.
TIN
ZrN
CrN
15800
15400
15800
23.5
22.3
23
Dureza Universal N/mm2
10nN carga dinámica
Dureza Vickers Gpa
Tabla2. Dureza comparativa de los recubrimientos TiN, CrN y ZrN.
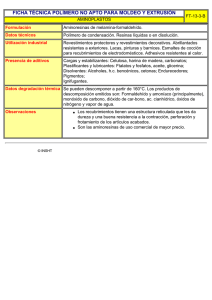
2.3 Nitruro de circonio
El nitruro de circonio (fig 2 como multicapa), de uso muy extendido como
recubrimiento decorativo, también tiene su aplicación tecnológica. Como en el caso
del CrN, los valores de dureza que alcanza son parecidos a TiN. Los resultados que
obtiene en la mecanización de materiales no férreos es superior a los que obtiene el
CrN (especialmente frente al aluminio) También en el desmoldeo de aluminio, en el
campo de la fundición a presión, se está ensayando con buenos rendimientos.
Fig1 Capa de TiN –CrN.
Fig2. Multicapa ZrN-TiN
3 micras totales
6 micras totales
2.4 Carbonitruros de titanio y titanio-aluminio
El carbonitruro de titanio en multicapas alternadas con nitruro de titanio parecía ser
el recubrimiento que iba a sustituir al nitruro de titanio monocapa convencional. En
algunas aplicaciones se ha impuesto su mayor dureza. No obstante, es en el cambio
gradual de su composición química donde se han hallado las propiedades de dureza
(a) TTC, Av. Dr. Almera 85, 08205 Sabadell
(b) Centro de Ingeniería Avanzada de Superficies, AIN, 31191 Cordovilla-Pamplona
(c) CPT Universitat de Barcelona, C/Martí i Franquès, 1, 08028 Barcelona
(d) Universitat de Barcelona,Dep FAO C/Martí i Franquès, 1, 08028 Barcelona
y fricción óptimas para aumentar su campo de aplicación de la herramienta de corte
a la matricerÍa de conformado y embutición con fuerte desgaste abrasivo.
La misma evolución se está aplicando en las capas de AlTiN para obtener capas de
AlTiCN, con durezas superiores y coeficientes de fricción inferiores a los obtenidos
en recubrimientos AlTiN
3. EVOLUCION DE LOS RECUBRIMIENTOS TRIBOLOGICOS PVD
Los recubrimientos tribológicos que habitualmente se están obteniendo por técnicas
PVD suelen ser MeC:H (también denominados Metal-DLC) en evaporación por arco
eléctrico y DLC por sputtering. El metal evaporado puede ser Mo, Ta y el más
conocido W. Actualmente se aplican como capas simples o como capa final sobre un
recubrimiento duro. En piezas funcionales, sometidas a desgaste adhesivo, el bajo
coeficiente de fricción que presentan estos recubrimientos están sustituyendo a
recubrimientos antifricción convencionales. Estos recubrimientos paulatinamente se
están aplicando a piezas seriadas de la industria del automóvil. Actualmente estos
recubrimientos se están desarrollando con gradientes crecientes de carbono de
manera tal que al inicio del recubrimiento la dureza y el coeficiente de fricción son
altos y progresivamente van disminuyendo para conseguir un coeficiente de fricción
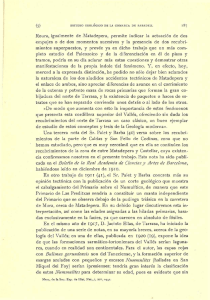
bajo y asegurar la resistencia al gripaje. Un ejemplo de la influéncia del carbono
en estos recubrimientos lo muestran las figuras 3 y 4. La evolución del coeficiente
de fricción se muestra en la figura 5.
750 mN
10500
10000
Dureza Universal (N/m m 2)
750 mN
Dureza Universal (N/mm 2)
5000
WC/C acetileno alto %C
4500
4000
3500
3000
2500
9500
WC/C acetileno bajo %C
9000
8500
8000
7500
7000
6500
6000
5500
5000
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
0.0
Profundidad (µm)
0.5
1.0
1.5
2.0
Profundidad (µ m)
Fig 4 y 5. Durezas obtenidas por el recubrimiento WC/C con porcentajes altos y
bajos de carbono.
4. EVOLUCION DE LOS RECUBRIMIENTOS DÚPLEX (nitrur. iónica y PVD)
Los recubrimientos dúplex están encontrando su campo de aplicación en la mejora
superficial de los procesos de nitruración. En moldes de inyección de materias
plásticas suele realizarse con éxito una capa inferior a 0,1 mm de capa de difusión
(a) TTC, Av. Dr. Almera 85, 08205 Sabadell
(b) Centro de Ingeniería Avanzada de Superficies, AIN, 31191 Cordovilla-Pamplona
(c) CPT Universitat de Barcelona, C/Martí i Franquès, 1, 08028 Barcelona
(d) Universitat de Barcelona,Dep FAO C/Martí i Franquès, 1, 08028 Barcelona
Fig. 6. Evolución del coef. de
Fig.6.
del coef. de fricción
fricciónEvolución
en recubrimiento
en recubrimiento WC/C
WC/C.
Dureza 7500 HU
Dureza intermedia de 7500
más una aportación PVD de CrN o TiN (tabla 3). Nitruración combinado con
recubrimientos tribológicos para aplicaciones sometidas a los dos tipos de desgaste
(ej. segmentos de pistón). Para colada de aluminio se están ensayando noyos
nitrurados con CrN para aumentar la resistencia a la oxidación en caliente,
resistencia al desgaste y facilitar el desmoldeo.
En todos los casos se obtiene una mezcla de las características de la capa PVD y la
nitruración. (desgaste adhesivo, propiedades térmicas o de desmoldeo superficiales
y desgaste abrasivo en profundidad)
Muestra
Nit+TiN/CrN
Dureza Universal en N/mm2
10 mN
100 mN
11500 ± 2600
7700 ± 500
750 mN
6300 ± 800
Tabla 3. Evolución de la dureza en un recubrimiento dúplex
5. CONCLUSIONES
Los recubrimientos PVD evolucionan día a día para mejorar sus propiedades. La
combinación de varios metales u otras técnicas de tratamiento superficial amplia
los campos de aplicación de estos recubrimientos. Su futuro está en la
especialización, combinación y el logro de ser competitivos para poder ser aplicados
a piezas seriadas de muy alta producción.
AlTiN, CrN, ZrN son algunos ejemplos exitosos de la mejora de los recubrimientos
convencionales. El conocimiento más profundo de los mecanismos de desgaste ha
propiciado el desarrollo e implantación de los recubrimientos tribológicos.
Referencias:
J Esteve, E Martinez et al. Multilayered Chromium and chromium nitride coatings
for use in pressure die casting. Surf. Coat. Tech. 146-147 (2000) 268-273
O Wandstrand, M.Larsson. Mechanical and tribological evaluation of PVD WC/C
coatings Surf. Coat. Tech. 111 (2-3) (1999) 88-95
K.Holmberg. A Matthews,H Ronkainen Tribology of thin coatings, Ceram.Int. 26
(2000) 787-795
 0
0