1 - Instituto Nacional de Ecología y Cambio Climático
Anuncio

Instituto Nacional de Ecología
Libros INE
CLASIFICACION
AE 002387
LIBRO
Diagnóstico e inversión requerida
para la industria petrolera en el
control de la contaminación del agua
en el país
TOMO
1111111111111111111111111111111111111111111111111111111
AE 002387
SECRETARIA DE DESARROLLO
URBANO Y
ECOLOGIA
SUBSECRETARIA DE ECOLOGIA
DIRECCION GENERAL .DE PREVENCION YCONTROL DE LA
CONTAMINACION AMBIENTAL
•
DIAGNOSTICO-E INVERSION REQUERIDA PARA LA INDUSTRIA
PETROLERA EN EL-CONTROL DE LA CONTAMINACION
DEL AGUA EN EL PAIS
TOMO
CONTl2ATO
85-I-FC-A-023-Y-0-5
1
I .D .D .E .C .',
S .A . DE C .V.
1985
DIAGNOSTICO AMBIENTAL DE LA INDUSTRIA PETROLERA MEXICANA
Pág.
1.- DESCRIPCION DE LA INDUSTRIA DEL PETROLEO.
1 .1 .-
1
Exploración.
1 .2 .- Perforación.
1 .2 .1 .- Fases de perforación.
1 .2 .2 .- Clasificación de los pozos petroleros.
1 .3 .- Extracción.
1 .4 .- Transporte del petróleo y derivados.
1 .5 .- Refinación y petroquímica básica.
1 .5 .1 .- Refinación.
1 .4 .2 .- Petroquímica básica.
2.- FUENTES DE CONTAMINACION.
2 .1 .- Exploración, perforación explotación y distribución.
17
18
2 .1 .1 .- Exploración.
18
2 .1 .2 . Perforación.
18
2 .1 .3 .- Extracción.
18
2 .1 .4 .- Transporte.
19
2 .2 .- Refinación.
20
2 .2 .1 .- Desalación.
20
2 .2 .2 .- Destilación del crudo.
21
2 .2 .3 .- Hidrodesulfuración de fracciones ligeras.
23.
2 .2 .4 .- Hidrodesulfuración de fracciones pesadas.
25
2 .2 .5 .- Craqueo térmico.
26 ,
2 .2 .6 .- Craqueo catalítico.
28
2 .2 .7 .- Reformado catalítico.
30
2 .2 .8 .- Hidrocraqueo.
31
2 .2 .9 .- Coquización.
33
2 .2 .10 . Alquilación.
34
2 .2 .11 . Isomerización .
36
Pág.
2 .3 .-
Petroquímica básica .
38
2 .3 .1 .- Etileno
39
2 .3 .2 .- Polietileno de alta y baja densidad
44
2 .3 .3 .- Oxido de etileno .
48
2 .3 .4 .- Acetaldehido .
52
2 .3 .5 .- Cloruro de vinilo .
56
2 .3 .6 .- Acrilonitrilo .
61
2 .3 .7 .- Butadieno
68
2 .3 .8 .- Estireno .
74
3 .- CLASIFICACION Y TRATAMIENTO DE LAS AGUAS RESIDUALES EN REFINERIAS Y PETROQUI80
MICAS.
3 .1 .-
Efluentes líquidos totales de refinerias y petroquímicas .
80
3 .1 .1 .- Clasificación de las aguas residuales de refinerias y petroquímicas .
~j~
3 .1 .2 .- Composición de las aguas residuales .
3 .2 .-
3 .3 .-
82
84
Métodos de tratamiento de las aguas residuales procedentes de refine rias .
85
3 .2 .1 .- Pretratamiento en planta .
87
3 .2 .2 .- Plantas de tratamiento .
90
Métodos de tratamiento de las aguas residuales procedentes de plantas petroquimicas .
94
~
4 .- LA INDUSTRIA PETROLERA MEXICANA .
98 '
4 .1 .-
Producción de crudos y gas natural .
98
4 .2 .-
Producción de refinados .
99
4 .3 .-
Producción . de petroquímicos básicos .
100
5 .- MARCO AMBIENTAL Y PROBLEMATICA CAUSADA POR LAS AGUAS RESIDUALES DE LA INDUSTRIA
PETROLERA MEXICANA.
105
5 .1 .-
106
Refinería de Tula .
Pág.
5 .1 .1 .- Producción
106
5 .1 .2 .- Escenario ambiental
107
5 .1 .3 .- Caracterización de las aguas residuales
110
5 .1 .4 .- Dispositivos actuales y en proyecto para el tratamiento de
aguas residuales .
•
112
5 .1 .5 .- Estimación de costos para el control de la contaminación .
112
5 .1 .6 .- Evaluación .
113
5 .2 .-
Refinería de Salamanca .
113
5 .3 .-
Refinería de Minatitlán .
121
5 .4 .-
Refinería de Ciudad Madero .
128
5 .5 .-
Refinería de Poza Rica .
141
5 .6 .-
Refinería de Cadereyta .
150
5 .7 .-
Refinería de Azcapotzalco .
158
5 .8 .-
Refinería de Salina Cruz .
164
5 .9 .-
Complejo petroquímico de Reynosa .
170
5 .10 .
Centro Petroquímico de La Venta .
177
5 .11 .
Complejo petroquímico La Cangrejera .
184
5 .12 .
Unidad petroquímica de San Martin Texmelucan
193.
5 .13 .
Planta petroquímica de Cosoleacaque
200
5 .14 .
Complejo petroquímico de Pajaritos .
208
5 .15 .
Complejo petroquímico de Cactus .
217
5 .16 .
Complejo petroquímico de Ciudad Pemex .
226
5 .17 .
Complejo petroquímico de Ciudad Camargo .
233
6 .- DIAGNOSTICO E INVERSION REQUERIDA PARA EL CONTROL DE LA CONTAMINACION DEL AGUA EN
REFINERIAS Y PLANTAS DE PETROQUIMICA BASICA .
239
6 .1 .-
Refinería y petroquímica de Tula
247
6 .1 .1 .- Trabajos de campo .
247
6 .1 .1 .1 .- Aforo de las descargas .
247
6 .1 .1 .2 .- Caracterización de las aguas residuales .
251
6 .1 .2 .- Evaluación e .Indices de descarga .
251
6 .1 .3 .- Estimación de costos .
258
Pág.
6 .2 .-
Refinería y petroquímica de Salamanca .
258
6 .3 .-
Refinería de Minatitlán
268
6 .4 .-
Refinería de Ciudad Madero
274
6 .5 .-
Refinería de Poza Rica
284
6 .6 .-
Refinería de Cadereyta
290
6 .7 .-
Refinería de Azcapotzalco
300
6 .8 .-
Refinería de Salina Cruz
301
6 .9 .-
Complejo petroquímico de Reynosa
311
6 .10 .
Complejo petroquímico de La Venta
327
6 .11 .
Complejo petroquímico de La Cangrejera
334
6 .12 .
Unidad petroquímica de San Martín Texmelucan
338
6 .13 .
Planta petroquímica de Cosoleacaque
6 .14 .
Complejo petroquímico de Pajaritos
352
6 .15 .
Complejo petroquímico de Cactus
356
6 .16 .
Complejo petroquímico de Ciudad Pemex
363
6 .17 .
Complejo petroquímico de Ciudad Camargo
368
6 .18 .
Complejo petroquímico Escolín
372
6 .19 .
Unidad petroquímica Matapionche
378
6 .20 .
Complejo petroquímico Nuevo Pemex
385
, 343
7 .- RESUMEN DE COSTOS .
391
8 .- CONCLUSIONES Y RECOMENDACIONES
397
ANEXO
I
Descripción de los tipos de suelo, tipos de vegetación y usos del suelo.
ANEXO
II Memoria de calculo de los aforos de las descargas de aguas residuales de
las Refinerías y Complejos Petroquímicos de Pemex.
ANEXO FOTOGRAFICO
BIBLIOGRAFIA
1 .- DESCRIPCION DE LA INDUSTRIA DEL PETROLEO.
Para el aprovechamiento del petróleo se deben cubrir un gran número de actividades, mismas que se inician con la exploración y posteriormente con la perforación de
pozos, explotación de yacimientos, transportación de petróleo crudo, refinación de pe
tróleo, distribución de productos refinados, obtención de productos petroquímicos y distribución de estos últimos a los consumidores finales.
1 .1 .- Exploración ..
La exploración es el conjunto de tareas de campo y oficina cuyo objetivó -
principal es descubrir nuevos depósitos de hidrocarburos o nuevas extensiones ' de los
existentes . Esta actividad es vital y prueba de ello es que todas las compañías pe-troleras del mundo destinan una gran parte de sus recursos económicos y técnicos a es
ta actividad, con la perspectiva de incrementar sus reservas .
Históricamente las primeras exploraciones en busca de hidrocarburos carecieron de bases científicas, siendo su principal fin detectar manifestaciones superfi
ciales de petróleo tales como chapopoteras .
Posteriormente la técnica de exploración
consistió en perforar pozos de cateo, siguiendo las tendencias marcadas por los pozos
productores, con lo que muchos de los pozos se localizaron al azar . Posteriormente,en el período 1910-1920, se empezaron a utilizar los conocimientos de geólogos, quienes al saber de las relaciones existentes entre las condiciones superficiales y del subsuelo determinaron con mayor éxito con base en la exploración geológica superfi--cial los lugares en que podrian hallarse nuevos yacimientos . Aunque un gran número de campos petroleros fueron descubiertos por medio de esta técnica exploratoria, la -
experiencia demostró la existencia de yacimientos a mayores profundidades . Actualmen
te se puede decir que se extrae petróleo de profundidades de casi 7000 metros.
En la década de los 20's se empezaron a utilizar métodos geofisicos de exploración, con cuyas técnicas pueden determinarse las condiciones de las capas profun
das del subsuelo mediante la medición de las propiedades físicas de las rocas, que se
hace ya sea desde la superficie o bien dentro de los pozos que se perforan.
A la fecha los métodos geofisicos son los más valiosos para el descubri--miento de hidrocarburos . Los resultados obtenidos, interpretados con criterios ecoló
gicos han dado lugar al descubrimiento de casi 80% de las reservas mundiales.
41,
Actualmente la exploración petrolera puede dividirse en las siguientes eta
pas :
- Trabajos de reconocimiento
- Trabajos de detalle
- Estudios para la localización de pozos exploratorios
- Análisis de los resultados obtenidos parala planeación de perforación de nuevos pozos
Los trabajos de reconocimiento tienen por finalidad el estudio de las condiciones geológicas generales de una área con el propósito de estimar la factibilidad
de que contenga hidrocarburos en su subsuelo . Se incluyen exploraciones fotogeológi-2-
cas, geología superficial, estudios geofísicos de gravimetría, magnetometria, y sismo
logia regional.
La etapa de trabajos a detalle se realiza en áreas seleccionadas con las mayores posibilidades, ésto se hace al definir los lugares donde las capas del subsue
lo presentan características apropiadas para la acumulación del petróleo .' El método
más valioso para este tipo de trabajo es el sismológico . Se utilizan además métodos
geológicos de detalle.
La información obtenida en las exploraciones geológicas y geofísicas se -•
analiza cuidadosamente, con intervención de numerosos técnicos que determinan los lugares donde deben perforarse los pozos exploratorios.
Durante la perforación de los pozos exploratorios, geólogos y paleontólo-gos estudian las muestras de roca cortadas en el pozo, haciendo mediciones periódicas
dentro del mismo . Los resultados de estos estudios definen las capas del subsuelo -que contienen hidrocarburos, de las cuales puede extraerse petróleo.
No obstante que estos modernos métodos que permiten realizar minuciosos -trabajos exploratorios antes y durante la perforación del pozo, no siempre se descubre un yacimiento . Por lo anterior la exploración debe llevarse a cabo en forma continua, estudiando nuevas áreas y revisando constantemente la información obtenida, -permitiendo ésto incrementar las reservas potenciales.
Dado que en México se tiene como política, satisfacer las necesidades in-ternas de consumo de hidrocarburos y contar con excedentes para la exportación, se -iniciaron trabajos exploratorios en la plataforma de Campeche en el Golfo de México,en el litoral marítimo del Océano Pacifico y del Golfo de México . En estas exploraciones se usaron técnicas más novedosas y avanzadas como : geoquímica, sismografía de
migración tridimensional y "Sniffer" esta última para , determinar el flujo de hidrocar
buros que provienen del fondo marino.
1 .2 .- Perforación.
Con base en los descubrimientos logrados por los trabajos de exploración -3-
se comienzan las actividades de exploración que desarrollan los campos petroleros, to
mando en cuenta los siguientes factores:
A)
Dimensión de la estructura tomada en forma aproximada.
B)
Espesor del estrato productor.
C)
Posibilidades de producción, de acuerdo con los resultados obtenidos
en los pozos exploratorios.
D)
Número de localizaciones que pueden perforarse.
E)
Análisis económico de la cantidad de equipos de perforación que deberán operar para desarrollar el campo.
F)
Construcción de caminos de acceso.
G)
Condiciones de habitabilidad . El nuevo campo puede depender de otro
ya establecido o dichas facilidades de habitación pueden encontrarse
en una población cercana.
N) Aprovisionamiento de agua y combustibles . En ocasiones puede utilizarse como combustible el gas de los mismos pozos o el crudo que éstos producen.
I)
Construcción de almacenes para materiales y equipo.
J)
Perforación de los pozos de explotación o desarrollo . La técnica seguida en éstos es muy semejante a la del pozo de exploración, pero -ahora el objetivo es producir petróleo.
K)
Construcción de líneas colectoras de gas y aceite.
L)
Construcción de líneas de descarga y baterías para la separación de
los hidrocarburos (gas y aceite)
M)
Construcción de tanques de medición y almacenamiento.
N)
Construcción de plantas de bombeo para llevar los hidrocarburos a los centros de transformación o de consumo.
1 .2 .1 .- Fases de perforación.
Una vez que se ha aprobado la localización de un pozo se construye
el camino de acceso, se transportan los materiales y el equipo y comienza la perforación del mismo .
El sistema de trabajo utilizado es el de perforación rotatoria . --
Esta consiste en el uso de una barrena y lodos de perforación . Las funciones principales de los lodos, que es uno de los elementos fundamentales de esta operación son:
mantener la presión del pozo, evitando la salida repentino de cualquier fluido existente en el subsuelo, lubricar la barrena de perforación, imprimir en algunos casos el movimiento necesario a esta barrena y, por último, transportar a la superficie re-
siduos y muestras procedentes de la perforación . Cuando en la perforación se alcanza,
un estrato de gran porosidad o una veta acuosa, el lodo puede extenderse y contaminar
estos estratos . Ahora bien, como en ocasiones el costo de dicho lodo puede ascender
al 25% del total de la perforación, es importante reducir al mínimo estas pérdidas.
Para evitar que durante la perforación el lodo o el petróleo, si
la hubiere contaminen los posibles estratos o vetas acuosas, y para prevenir posibles
desplomes u obturaciones, a partir de una determinada profundidad, los pozos se entuban con tubería de acero y se cementan por el exterior.
Una vez cementada la última tubería y probada con presión, se -procede a poner el pozo en explotación . Posteriormente se llena el pozo con agua, se
introduce la tubería de producción, se instala el árbol de válvulas, se introducen -cargas explosivas y se hacen explotar frente a la roca que contiene hidrocarburos . Después se abre el pozo para que fluya por sí mismo . Al estar produciendo ya el pozo,
se conecta a la tubería de descarga, para enviar los hidrocarburos a la línea de sepa
ración que segrega el aceite del gas, los cuales se conducen por separado en oleoductos y gasoductos.
1 .2 .2 .- Clasificación de los pozos petroleros.
Los pozos productores de petróleo se clasifican en fluyentes y de producción artificial o bombeo . Los fluyentes son aquellos en los que el aceite surge del yacimiento al exterior mediante energía natural, la que puede'ser empuje hi
dráulico o del gas . Los de producción artificial o bombeo son un sistema de explotación que se aplica cuando la presión no es suficiente para que el petróleo suba hasta
la superficie .
En el pasado los pozos que no fluían por energía propia eran aban
5
donados, en la actualidad, cuando de un pozo dejan de fluir hidrocarburos se aplican
sistemas de explotación artificiales como el bombeo neumático, mecánico, hidráulico y
eléctrico . El sistema de recuperación secundaria de inyectar al yacimiento gas o - agua químicamente tratada ha demostrado que se puede aumentar considerablemente la re
cuperación .
Los hidrocarburos extraídos son enviados hasta un primer centro de
recolección llamado batería de separadores, en donde se separa mecánicamente el aceite del gas, y del agua ; se miden y se envían a otros centros recolectores de mayor im
portancia y de ahí a los centros de tratamiento y refinación.
1 .3 .- Extracción.
Una vez que el pozo está en la fase de extracción normal, su instalación queda reducida a un pequeño equipo de válvulas y tuberías, llamado "árbol de válvulas
o de navidad" y a un motor pequeño y silencioso que extrae el petróleo y lo envía por
tuberías al punto de almacenamiento.
Durante la extracción el principal elemento contaminante es el agua salada
existente en diversas proporciones en todo yacimiento petrolífero que, en algunos representa un 90%, del líquido producido por el pozo ; la salinidad también varia de --unos yacimientos a otros.
•
El método más eficiente para eliminar este elemento contaminante consiste
en reinyectar el agua salada en el yacimiento con lo cual se consigue a la vez mantener una presión del mismo, aunque con anterioridad, aquélla se trata y estabiliza qui
micamente para privarla de sus propiedades corrosivas.
1 .4 .- Transporte del petróleo y derivados.
El transporte por tierra del petróleo y sus productos derivados pesados -fuel oil y gas oil, se realiza principalmente por tubería, es decir, oleoductos y gasoductos, el cual es un método muy seguro.
El transporte de los productos ligeros, gases licuados, gasolinas, naftas,
-6-
etc ., se realiza principalmente por ferrocarril o carretera . En este caso el riesgo
de derrames de estos productos es mayor, ya que los volúmenes transportados son menores .
1 .5 .- Refinación y petroquímica básica.
Una vez que el petróleo crudo ha sido extraído, es necesario someterlo a un gran número de procesos para que éste pueda ser aprovechado para diferentes fines.
En general se puede hablar de dos etapas, estas son:
A) Refinación del crudo, para obtener principalmente gasolina, turbosina, querosi
na, diesel y gas combustible.
B) Petroquímica básica . En esta etapa se lleva a cabo una transformación de algu
nos productos refinados, para obtener materias primas que servirán como base para la elaboración de un extenso número de productos de uso cotidiano.
1 .5 .1 .- Refinación.
Es el conjunto de una serie de procesos físicos y químicos a los cuales se somete el petróleo crudo, para obtener de él, por destilación los diversos
hidrocarburos, con propiedades, físicas y químicas bien definidas . Después de la separación se aplican a los derivados, así obtenidos diversos procesos de conversión pa
ra obtener de ellos otros productos más valiosos, y éstos se someten finalmente a tra
tamientos con ácidos, álcalis, solventes extractivos, catalíticos con hidrógeno y
reactivos químicos en general, a fin de eliminar las impurezas que los hacen impro--pios para su empleo comercial.
El
aceite crudo es de muy diversa constitución según el origen, --
por lo que se clasifica como de base asfáltica, base nafténica o de base mezclada ; -tiene rendimientos variables en el proceso de destilación y de fraccionamiento (a determinadas condiciones de presión y temperatura) . Estos rendimientos generalmente no
concuerdan con el patrón de consumo, el cual en algunos casos, según el país que se trate, presenta diversos requerimientos de productos ligeros, de bajo peso molecular
que no están contenidos en el aceite crudo, o por el contrario, productos residuales
con alto peso molecular.
Por consiguiente es necesario ajustar los rendimientos y características, de las fracciones o cortes que constituyen los diferentes combustibles, al
mencionado patrón de consumo . Este ajuste se hace sometiendo las fracciones a los di
versos procesos de conversión, con objeto de obtener los productos que el mercado requiere . Estos procesos de conversión se aplican a diferentes familias de hidrocarburos con objeto de obtener mediante rearreglos moleculares, productos más ligeros o de
mayor índice de octano, o de menor viscosidad.
Es mediante la aplicación de estos procesos como, la refinación -puede poner a disposición del consumidor una amplia gama de productos comerciales, ta
les como :
a) Energéticos
Combustibles específicos para los transportes, la agricultura, la
industria, la generación de corriente y uso doméstico.
b) Productos especiales
Lubricantes, parafinas, asfaltos, grasas para vehículos, construcción y uso industrial.
c) Materias primas para la industria petroquímica básica
Para lograr lo anterior, como se ha descrito, es necesario someter
a las materias primas a una serie de pasos de transformación, los
cuales se dividen en seis grupos principales, (Fig . N 2 1 .1), éstos
son:
I .- Procesos de destilación de petróleo crudo.
El petróleo crudo está formado por una serie de hidrocarburos que compren-
den desde el gas licuado hasta el asfalto, su separación en columnas de destilación se logra aprovechando las diferencias de volatilidad entre uno y otro ; el procedimien
to utilizado consiste en calentar el petróleo crudo a una temperatura en que los com-8-
ponentes ligeros se evaporan, a continuación se condensan los hidrocarburos evapora-dos .
La condensación se efectúa a diferentes temperaturas . Los hidrocarburos más volátiles se condensan a menor temperatura que los menos volátiles . De esta mane
ra se obtienen distintos condensados.
La destilación del crudo se lleva a cabo en dos formas, éstas son:
- A presión atmosférica
En este punto el petróleo crudo es sometido a un proceso de destilación a presión atmosférica obteniéndose gasolina, turbosina, kerosina, diesel, gasóleo y residuo, mismos que a su vez se someten
a otros procesos para mejorar sus características como combustibles.
- A vacío
En esta fase el residuo primario, el obtenido en la destilación a
presión atmosférica, es destilado al vacío obteniéndose gasóleo ligero, gasóleo pesado y residuo de vacío.
El gasóleo ligero y pesado es enviado a desintegración catalítica y el residuo se envía a tanques para la preparación de combustóleo.
II .- Desintegración catalítica.
En este proceso los gasóleos obtenidos en las destilaciones a presión atmosférica y de vacío, son desintegrados por medio de catalizadores a altas temperaturas, para producir gasolinas, querosinas, propileno, propano y butano entre otros.
El proceso de desintegración catalítica cuenta con varias secciones entre
las cuales se tienen :
9
- Desintegración
Esta sección es el corazón del proceso . Los principales equipos
son el reactor y el generador . La carga se precalienta y alimen
ta al reactor, donde se pone en contacto con el catalizador, lle
vándose a cabo la desintegración y los vapores de hidrocarburos
pasan a la sección de fraccionamiento .
El catalizador gastado -
es enviado al regenerador donde se quema el carbón depositado --
por la reacción efectuada, quedando así el catalizador listo para ser usado . Todo este proceso es continuo.
•
- Fraccionamiento
Los productos obtenidos en el reactor son separados por destilación fraccionada en gas húmedo, gasolina, aceite cíclico ligero
y pesado y residuo.
- Estabilización
Los gases son comprimidos y llevados junto con la gasolina a la
sección de estabilización . Esta sección generalmente está compuesta de una torre de absorción, torres de debutanización y de
.0
propanización.
- Tratamiento de amina
Los productos obtenidos en la estabilización son alimentados a una unidad de tratamiento con dietanol amina (DEA), donde se removerán los compuestos de anhídrido carbónico y sulfuro de hidró
geno.
- Tratamiento Merox
La gasolina ya estabilizada es enviada a esta sección para elimi
narle los compuestos de azufre .
- 10 -
El gas L .P .G . es también trata-
do en esta sección, después de haber pasado por la sección de
--
amina ; ya . tratado el gas es fraccionado.
III .-Hidrodesulfuracióndegasolinas.
El propósito de este proceso es el de eliminar compuestos de azufre conte-
nidos en las gasolinas destiladas a presión atmosférica y vacío .
Esto se hace median
te una reacción catalítica con hidrógeno a una temperatura y presión del orden de - 350°C y de 28 Kg/cm 2 . En esta sección además de eliminar compuestos de azufre se ---
acondiciona la gasolina para que pueda ser procesada en la sección de reformación.
IV.- Reformación de gasolinas.
Este proceso tiene como fin mejorar las características de las gasolinas mediante la . formación de hidrocarburos, siendo el resultado de ésto la obtención de gasolina de alto octano . Lo anterior se logra mediante una reacción de reformación catalitica a una temperatura y presión del orden de 540°C y 49 Kg/cm 2 , respectivamente . El catalizador suele estar hecho a base de platino.
El
hidrógeno producido en la reacción es enviado a la sección de hidrode--
sulfuración para su utilización en la misma.
V.- Hidrodesulfuración de destilados intermedios.
En esta sección se eliminan los compuestos de azufre de la turbosina, diáfano y diesel, mediante la reacción catalítica con hidrógeno a una temperatura y presión del orden de 350°C y de 52 Kg/cm 2 , respectivamente.
La carga a esta sección pasa a la zona de reacción al igual que en la hi-drodesulfuración de gasolina pero se tiene normalmente un catalizador a base de cobal
to y molibdeno . De esta zona los productos pasan a la de agotamiento donde alcanzan
las especificaciones requeridas.
VI.- Sección tratadora y de fraccionamiento de hidrocarburos.
- 11 -
El propósito de esta sección es eliminar sulfuro de hidrógeno de los hidro
carburos que le son alimentados, así como separar las fracciones ligeras de las pesadas . Algunos de los productos obtenidos son : gas combustible, propano, isobutano, butano normal, isopentano, pentano, isohexano, gasolvente, gas nafta y galina incolora, entre otros.
VII .- Recuperación de azufre.
El objetivo de esta sección es convertir el ácido sulfhídrico contenido en
las corrientes gaseosas de las unidades de amina de las secciones : catalítica y trata
•
dora y fraccionadora de hidrocarburos.
Para ello las corrientes gaseosas indicadas se queman en un horno y el áci
do sulfhídrico es parcialmente oxidado . Los gases de combustión son pasados a través
de una cama de catalizador, (alúmina) donde se completa la reacción de producción . -El azufre es separado por condensación y se recibe en fosas.
1 .5 .2 .- Petroquímica básica.
El etileno, propileno, fracción C 4 y benceno, son compuestos básicos de donde se derivan productos petroquímicos fundamentales ; así de cada uno de los
compuestos se puede obtener los productos siguientes :
PRODUCCION TON.
ETILENO
642 664 ton .
Polietileno de alta densidad
76 289
Polietileno de baja densidad
133 520
Oxido de etileno
97 429
Acetaldehído
146 754
Cloruro de vinilo
141 516
Acetato de vinilo
Polipropileno
PROPILENO
208 108 ton .
Oxido de propileno
Acrilonitrilo
49 440
- 12 -
PRODUCCION TON.
FRACCION
Cá
Butadieno
20 101
Estireno
5 987
Fenol
BENCENO.
Acido adlpico
156 337
Caprolactana
Adiponitrilo
Nexaaetilendiaeina
1 .5 .2 .1 .- Etileno y propileno
El
etileno se extrae inicialmente de los gases obtenidos
en las unidades de craqueo instaladas en refinerías, para aumentar el porcentaje de combustibles ligeros .
Las características de los procesos de fabricación del etileno corresponden esencialmente con el tipo de materia prima utilizada . Materias
primas como el etano, las naftas, "gas oil" ligero y pesado.
Así mismo, el propileno se presenta inicialmente como un
subproducto de los gases obtenidos en el craqueo catalítico de las fracciones pesadas.
De acuerdo con las condiciones particulares de cada mer cado, las cantidades del propileno así obtenido pueden superar a la demanda de esta olefina, requiriéndose hidrogenarlo y recircularlo a la unidad de craqueo, aumentando
la producción de etileno y disminuyendo la de propileno.
1 .5 .2 .2 .- Polietileno de alta y baja densidad.
Los procesos de fabricación de estos productos presentan
diferencia entre sí, se suelen distinguir entre polietileno de alta presión o baja -densidad y el de baja presión o alta densidad.
- 13 -
Uno de los procesos para obtener polietileno de baja den
sidad, es el patentado por Stamicbon, dividiéndose en las etapas siguientes : compre sión del etileno, preparación del catalizador, polimerización, extrusión y selección
del gránulo .
Respecto a la obtención del polietileno de alta densidad,
las fases para su obtención son : purificación del etileno monómero, preparación y activación del catalizador, polimerización con recirculación del monómero no convertido,
desactivación del catalizador y eliminación del mismo .
El catalizador son tipo - --
ziegler, básicamente consisten en derivados acohilicos de aluminio, combinados con ha
luros metálicos .
1 .5 .2 .3 .- Oxido de etileno.
Los procesos comerciales de fabricación de óxido de etileno se basan en la oxidación del etileno en presencia de un catalizador de plata.
La oxidación directa del etileno se lleva a cabo en fase
vapor, empleando aire u oxígeno puro, existiendo cuatro etapas, la oxidación del etileno, recuperación del efluente de óxido de etileno, purga de gases secundarios produ
cidos y purificación del óxido de etileno.
1 .5 .2 .4 .- Acetaldehído.
•
Las materias primas que generalmente se utilizan en la producción del acetaldehído son acetileno, etanol y etileno.
Existen varios procesos para la obtención del acetaldehi
do, como son el Chisso, el cual consiste de la hidratación del acetileno, utilizando
sales de mercurio y hierro en medio sulfúrico.
Otro proceso es via etileno, conocido como Aldehyd, de una o dos etapas . Básicamente consisten en la oxidación del etileno con una solución
arenosa de cloruro de paladio, en medio clorhídrico que actúa como catalizador para el
proceso de dos etapas, se utiliza un catalizador de titanio en solución, y durante
- 14 -
su proceso no hay recirculación de gases.
1 .5 .2 .5 .- Cloruro de vinilo.
El proceso consiste en la cloración del etileno, con pro
ducción de dicloroetano, que al descomponerse por la acción de calor, origina cloruro
de vinilo y cloruro de hidrógeno, asi mismo el cloruro de hidrógeno se introduce con
el etileno y aire en un reactor de oxidación para producir cloruro de vinilo, por hidrocloración de etileno .
Existen otros procesos como son via acetileno, o via eta
no .
1 .5 .2 .6 .- Acrilonitrilo.
Para la obtención de acrilonitrilo existen varios procesos, que generalmente se obtienen a partir del acetaldehido y cianuro de hidrógeno -(proceso Knapsache Griesim) o bien a partir del propileno basado en una reacción de amonoxidación, como son los procesos Sohio, BP-Ugine O .S .W ., Snam y Montecanti-Edison.
1 .5 .2 .7 .- Butadieno.
El butadieno se puede obtener por la deshidrogenación de
butano a butileno y por el craqueo de nafta o por procesos extractivos a partir de la
fracción C 4 procedente del craqueo de nafta para la producción de etileno.
1 .5 .2 .8 .- Estireno.
Los procesos de fabricación del estireno, desde el punto
de vista de materia prima son los siguientes : alcohilación del benceno con etileno pa
ra producir etilbenceno y la subsiguiente deshidrogenación del etilbenceno de las mez
cías aromáticas y su deshidrogenación a estireno.
Sin embargo estos procesos varían en función de las dis-
- 15 -
tintas modalidades de alcohilación y deshidrogenación en el primer caso, y de la sepa
ración del etilbenceno y subsiguiente deshidrogenación a estireno en el segundo, por
ejemplo la obtención de etilbenceno por alcohilación del benceno con etileno de alta
concentración o de baja concentración (proceso Alkar), separación del etilbenceno por
fraccionamiento a partir de mezclas de xilenos, el proceso de deshidrogenación del -etilbenceno por pirólisis.
e
•
2 .- FUENTES DE CONTAMINACION EN LA INDUSTRIA PETROLERA.
En las diferentes actividades de las industrias petrolera y petroquímica, existen
un gran número de fuentes de contaminación del agua, por la descarga de aguas residuales a los cuerpos receptores cercanos a las instalaciones de refinación y de petroquimica . Otras fuentes de contaminación del agua que deben considerarse, son las generadas durante las actividades de perforación de pozos, extracción de petróleo crudo, --transporte del mismo a las refinerías y por último las relativas al transporte de los
productos de refinación a plantas petroquímicas y al consumidor final.
Ya que durante la perforación, extracción y transporte del crudo y sus derivados,
la emisión de contaminantes no es continua y en caso de haberla debe considerarse como
casos fortuitos y no como permanentes, sólo se hará una descripción somera de estos, para posteriormente tratar los puntos relacionados con la refinación y petroquimica.
- 17 -
2 .1 .- Exploración, perforación, explotación y distribución.
2 .1 .1 .- Exploración.
Con respecto a la exploración se puede decir que no se aportan ele
mentos contaminantes al agua, en cantidades significativas ya que esta actividad consiste principalmente en la observación e investigación de
la
zona correspondiente con
la minima utilización de medios físicos.
2 .1 .2 .- Perforación.
•
En esta actividad los principales contaminantes son : los lodos de .
perforación, petróleo y agua salada que existe en todo yacimiento y que sale con el petróleo o por separado.
Cuando en la perforación se alcanza un estrato , de gran porosidad o
una veta acuosa, el lodo . puede extenderse y contaminar estos estratos . Como el costo de dicho lodo puede ascender al 25% del costo total de la perforación, se procura
reducir las pérdidas de lodo
al
mínimo, disminuyendo en consecuencia, la posible con
taminación de mantos acuíferos . Por consiguiente para evitar que durante la perforación el petróleo, si es que lo hay, contamine los estratos o posibles vetas acuosas,y para prevenir posibles desplomes u obturaciones a partir de una determinada profundidad, en los pozos se instala tubería de acero y se cementan por el exterior . Ahora
bien, la repercusión de las actividades de perforación en el medio marino puede ser más significativa que en el terrestre, por lo cual, las medidas de seguridad adopta-das son de mayor magnitud . Lo anterior es un fiel reflejo del cuidado que se tiene para evitar que el petróleo contamine el agua.
2 .1 .3 .- Extracción.
Durante la extracción el principal elemento contaminante es el _-agua salada existente en diversas proporciones en todo yacimiento petrolífero que, en
ocasiones representa el 90% del líquido producido por el pozo ; cabe aclarar que la sa
linidad varia de un pozo a otro . Normalmente el agua salada es reinyectada en el yacimiento, eliminándose asi este elemento contaminante, además de que asi se consigue
- 18 -
mantener la presión en el pozo.
Una vez que el pozo se encuentra en operación normal, la contamina
ción sobre el elemento agua es prácticamente nula, pues la instalación queda reducida
a un pequeño equipo de válvulas y tuberías llamado "árbol de vâlvulas".
Sin embargo, el mayor peligro de contaminación en la fase de ex--tracción puede deberse a un derrame de petróleo producido por explosión o accidente en la plataforma o torre de perforación y extracción . Esto es significativo en las -
operaciones marinas, ya qué en la actualidad el 15% de la producción mundial de petró
•
leo es de origen submarino.
2 .1 .4 .- Transporte.
El
transporte del petróleo y sus productos se realiza principalmen
te por mar y-actualmente representa más del 60% del tráfico marítimo mundial .
El - -
transporte marítimo implica un riesgo de contaminación del mar con petróleo por las siguientes causas :
. Derrame de combustible o aceite por cualquier tipo
de buque.
. Derrames de agua con petróleo en las operaciones de
lavado de los depósitos de los petroleros.
•
. Derrames registrados durante las operaciones de-car
ga y descarga de los petroleros.
. Derrames por accidentes, abordajes, embarrancamiento,
etc.
El transporte por tierra del petróleo y sus productos derivados pe
sados se realiza principalmente por tubería, método relativamente seguro.
En cuanto al transporte de productos ligeros de refinación, se rea
liza principalmente por ferrocarril o carretera, aunque en este caso el riesgo es mucho mayor por ser menores los volúmenes transportados.
- 19 -
2 .2 .- Refinación.
Con el propósito de identificar las principales fuentes de contaminación del
agua, debido a las operaciones efectuadas durante la refinación, a continuación se
presenta una descripción de los procesos típicos, y un diagrama de flujo tipo . Cabe aclarar que estos procesos presentados, son los más representativos de la industria de
refinación del petróleo, ya que cada uno de ellos tiene variaciones entre sí, además de estar protegidos por licencias ; asi mismo, en los diagramas se indican las descar-
gas de aguas residuales implicadas en dichos procesos.
2 .2 .1 .- Desalación.
El pretratamiento del petróleo crudo para remover sales inorgánicas es conocido como desalado ; ya que estos compuestos pueden eventualmente ocasionar
incrustación y corrosión de los equipos, asi como envenenamiento de los catalizadores
empleados en los diferentes procesos catalíticos . Dicho proceso tiene lugar antes de
la destilación primaria del crudo.
Se adiciona agua al crudo, mezclándose continuamente . Después, se
calienta la mezcla mediante un tren de cambiadores de calor con el propósito de romper
las emulsiones y se lleva a la unidad desaladora, donde se separa el agua y las impure
zas disueltas .
El
agua salada se encuentra en el petróleo crudo, ya sea como una fina
suspensión de gotitas o como emulsiones estables . La línea de separación entre estos
dos tipos no siempre está bien definida, pero las mezclas menos estables pueden separarse por simples métodos de sedimentación, mientras que las más estables requieren mé
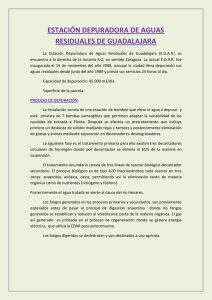
todos químicos o eléctricos. En la Fig . 2 .1, se muestran los diagramas de flujo de -los procesos tipicos de desalación por métodos de sedimentación y electrostáticos.
El proceso de desalado produce un efluente acuoso,-el cual, con-tiene altas cantidades de Na Cl, sulfatos y bicarbonatos, asi como, pequeñas cantidades de fenoles, sulfuros y aceite ; dicho efluente tendrá una demanda de oxigeno significativamente alta .
FIGURA N2 2 .1
DIAGRANA DE FLUJO SIMPLIFICADO DEL PROCESO DE DESALACION DE CRUDO
POR NETODOS DE SEDIMENTACION Y ELECTROSTATICOS
2 .2 .2 .-
Destilación del crudo.
La unidad de destilación del crudo es la parte más importante de la refinería ya que es la que suministra todas las materias primas de las diferentes
unidades que la constituyen . La unidad de destilación tiene por misión separar las distintas fracciones del crudo, que dependen en grado sumo de la procedencia de aquél.
Por regla general, la unidad de destilación de crudo está integrada por otras dos uni
dades ; una de destilación atmosférica y otra que trabaja en vacío.
Una vez desalado, el crudo se somete a un calentamiento progresivo
por intercambio término con corrientes que proceden de las columnas atmosféricas_y de
vacio y, posteriormente, en un horno . La corriente de salida del horno, constituida
por una mezcla líquido-vapor a una temperatura próxima a los 370°C, se introduce en la columna que funciona a una presión ligeramente superior a la atmósfera, en la que
efectúa la separación de diversas fracciones, que, por orden de volatilidad son las siguientes : producto ligero, nafta, queroseno, diesel, gas-oil atmosférico y colas -(fuel-oil)
- 21 -
En algunas unidades el número de salidas laterales es más reduci do .
La columna va prevista de una bomba de reflujo de cabeza y un sistema de calentamiento directo por vapor en el fondo de la misma.
La fracción más ligera que sale por la cabeza de la columna se con
densa y envía a una columna estabilizadora, donde se obtienen dos corrientes : una de
GLP en cabeza y otra de gasolina, como producto de cola.
Las corrientes laterales que salen de la columna atmosférica se -agotan con vapor directo, con objeto de eliminar los componentes más ligeros no desea
bies y posteriormente se envían a otras unidades de la refinería, mientras que el pro
ducto de cola se bombea a un horno de precalentamiento para aumentar la temperatura hasta unos 300°C e introducirse posteriormente en la columna de vacío, donde se obtie
nen dos corrientes : una más ligera, constituida por gas-oil de vacío, y otra más pesa
da de crudo reducido.
Si se desea aumentar la producción de productos más ligeros, el -gas-oil de vacío puede enviarse a las unidades de craqueo, mientras que el crudo redu
cido pasa a formar parte del fuel-oil, o se utiliza en la fabricación de asfaltos.
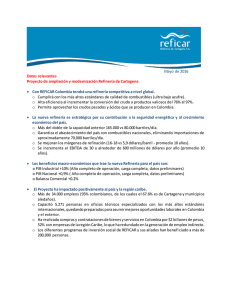
En la Fig . 2 .2, se muestra un diagrama de flujo simplificado de la
destilación de crudo . Este diagrama incluye tanto la destilación atmosférica como al
vacío y la producción de aguas residuales.
La columna de destilación atmosférica de crudo produce un efluente
acuoso . La principal fuente del mismo es el vapor de arrastre, el cual es usado en el
sistema de agotamiento y posteriormente condensado en el acumulador de condensados
ligeros, donde es eliminado . Esta agua o condensado ácido contiene normalmente H 2 S y
NH 3 , muy probablemente en la forma de NH 4 SH (Algo de NH 3 es usualmente inyectado por
la parte superior de la columna para controlar el
más pequeñas cantidades de fenoles .
-22-
pH) .
Es posible que contenga ade--
FIGURA N4 2 .2
DIAGRAMA DE FLUJO SIMPLIFICADO DE LA DESTILACION ATMOSFERICA Y A VACIO.
•
LISTA DE EQUIPO:
1.— Bomba de alimentación crudo;
2.—
3.—
4.—
5.—
•
Precalentador de crudo;
Desalador;
Bomba circulación crudo desalado;
Precalentador crudo desalado;
6.— Horno calentamiento alimentación;
7.— Columna destilación atmosférica;
8 :— Condensador de gases ligeros;
9.— Acumulador de condensados ligeros;
10.— Bomba de reflujo colum . atmosf.
11.— Columna agotamiento de nafta ;
2 .2 .3 .-
12.— Columna agotamiento de queroseno;
13.— Columna de agotamiento de gas—oil atmosférico;
14.— Bomba de circulación crudo reducido;
15.— Horno de calentamiento crudo reducido;
16.— Columna destilación a vacío;
17.— Bomba de reflujo columna de vacío;
18.— Bomba de circulación de asfalto;
19.—
20.—
21.—
22.—
Cambiador de calor;
Bomba de circulación nafta;
Bomba de circulación queroseno;
Bomba de circulación gas—oil atmosférico.
Hidrodesulfuración de fracciones ligeras.
El proceso de hidrodesulfuración puede aplicarse a destilados di-
rectos o de craqueo térmico o catalítico, que van desde las gasolinas ligeras al gasoil pesado de vacío, e incluso al crudo desasfaltado . Como el procedimiento es muy parecido en todos los casos, se describe en líneas generales.
-23-
La alimentación se mezcla con hidrógeno y calienta a un máximo de
404°C a 15-70 atmósferas de presión según las características de la alimentación . La
mezcla se lleva posteriormente a un reactor catalítico de lecho fijo donde la tempera
tura se mantiene entre 120 y 425°C . La velocidad espacial en el reactor y las variables de operación dependen de la naturaleza de la carga de alimentación y de las espe
cificaciones del producto . La corriente que abandona el reactor se enfría y conduce
a un separador de alta presión, con objeto de eliminar el hidrógeno que no ha reaccio
nado y que, en parte, constituye el reciclo del reactor mientras que la corriente res
tante rica en hidrógeno puede emplearse en cualquier punto de la refinería . El producto hidrogenado se estabiliza en una columna en la que se elimina la fracción ligera y el gas sulfhídrico ; como producto de cola se obtiene el compuesto desulfurado.
En la figura 2 .3 se ilustra el diagrama de flujo simplificado del
proceso de hidrodesulfuración de fracciones ligeras.
FIGURA,
A;
2 .3
DIAGRAMA DE FLUJO SIMPLIFICADO DEL PROCESO DE NIDRODESULFURACIOR DE FRACCIONES LIGERAS
Hidrogeno
Purga alta presión
7
4
Aguas
Destilado ligero
no estabilizado
acidas
Producto desulfurado
Pir
LISTA DE EQUIPO :
1.- Horno de precalentamiento ;
2.- Reactor ;
3.- Cambiador de calor ;
4.- Separador ;
5 .- Columna de fraccionamiento;
6 .- Condensador;
7 .- Separador-acumulador.
-24-
La hidrodesulfuración catalítica de naftas para convertir el azufre orgánico en H 2 S libre, no produce en si misma un efluente acuoso . No obstante un
fraccionamiento subsecuente de las naftas hidrodesulfuradas para remover el H 2 S puede
producir una corriente acuosa ácida . El H 2 S libre y disuelto en agua en las naftas,tienen volatilidades relativas (En sistemas de hidrocarburos) tales que el H 2 S y el agua se encontraran junto con el etano y propano . Típicamente, la nafta hidrodesulfu
rizada es desbutanizada y después despentanizada o parcialmente deshexanizada . El re
flujo de la desbutanizadora puede producir pequeñas cantidades de aguas ácidas.
Puesto que en el proceso de hidrodesulfuración también se convierte algo de nitrógeno orgánico libre a NH 3 , el agua ácida muy probablemente contiene NH 4 SH más bien que H 2 S y NH 3 libre.
El agua ácida derivada de la hidrodesulfuración de la corrida di-recta de naftas podría contener muy pequeñas cantidades de fenoles y también algo de
aceite .
2 .2 .4 .- Hidrodesulfuración de fracciones pesadas (proceso Isomax)
Un proceso típico de desulfuración de fracciones pesadas o resi -duos se esquematiza en la Figura N 2 2 .4 . El residuo de la destilación se mezcla con
el hidrógeno de reciclo y el de nueva aportación . La mezcla se calienta hasta la tem
• peratura de reacción (unos 370°C) y se introduce en un reactor en reserva montado antes del principal . Este reactor de espera facilita el balance entre la desulfuración.
y la desmetanización, con objeto de controlar la temperatura . Parte del hidrógeno de
reciclo se introduce en el reactor principal, que es catalítico del tipo de lecho fijo . Los productos que abandonan el reactor y el hidrógeno que no ha reaccionado, se
enfrían en un cambiador de calor e introducen en un separador de alta presión . El li
quido desulfurado y los gases que lleva en disolución se envían a la sección de separación del producto . Los gases que no se han condensado en el separador a presión se
vuelven a enfriar e introducen en otro, previa adición del agua . El agua que abandona este separador, agua ácido (sour water), se trata para separar las corrientes de amoniaco y ácido sulfhídrico, mientras que los gases ricos en hidrógeno que salen del
separador se reciclan a la unidad .
- 25 -
FIGURA .AR 2 .44
DIAGRAMA .DE :FLUJO SIMPLIFICADO . DEI . PROCESO DE : HIDRODESULFURACION
DE : FRACCIONES PESADAS.
H2
1
11
H20
14
..1
Alimentación
1
o
p
Producto desulfurado
Aguas
ácidas
g
A uas
Midas
6
g
~
LISTA DE EQUIPO :
1.2.3.4.-
•
Precalentador ;
Horno de calentamiento ;
Reactor de espera ;
Reactor de desulfuraci6n ;
5.- Separador elevada temperatura ;
6.- Bomba de , circulaci6n ;
7.- Horno de calentamiento;
8 .- Fraccionador;
9 .10 .11 .12 .-
Separador baja temperatura;
Unidad de tratamiento de agua;
Unidad de lavado de gases de reciclo;
Enfriador;
13, 14 .- Enfriadores de aire.
La hidrodesulfuración de fracciones pesadas, en sí misma no produce agua ácida . Sin embargo, con el subsecuente arrastre con vapor en las fracciones
pesadas, para remover el H 2 S libre, se producirán condensados ácidos con pequeñas can
tidades de derivados ácidos de nafta . Puesto que en el proceso de hidrodesulfuración
también se produce algo de NH 3 , el agua acida muy probablemente contendrá NH 4 SH.
El
agua ácida probablemente contendrá una pequeña cantidad de feno
les, especialmente si el proceso es de craqueo de diesel
2 .2 .5 .-
Craqueo térmico.
Con objeto de eliminar los gases ligeros, la alimentación se condu
-26-
ce al hervidor de la columna de rectificación, y a continuación, se bombea al horno de craqueo . Este horno está constituido por un .serpentin que atraviesa las zonas de
convección y radiación hasta que alcanza el nivel de temperatura adecuado a la conver
`Sión que se desea . Cuando la alimentación es de fuel-oil,
la temperatura de craqueo
-es de 460-500°C, si es de gas-oil de 480-530°C y si es de gasolina 510 a 600°C . A lá
salida del horno, el producto craqueado penetra en una cámara de reacción de gran capacidad para lograr un tiempo de residencia suficiente para completar la conversión requerida .
FIGURA N°- 2 .5
DIAGRAMA DE FLUJO SIMPLIFICADO DE UNA UNIDAD DE CRAQUEO TERMICO
•
Gasolina
pesada
Gasolina
ligera
Residuos
LISTA DE EQUIPO :
1.- Columna de fraccionamiento ;
2.- Horno de craqueo térmico ;
3.- Cámara de reacción ;
4 .- Separador de residuos pesados;
5 .- Columna de estabilización;
6 .- Columna tratamiento de residuos.
-27-
Los productos que abandonan la cámara de reacción se introducen en
un separador de residuos y se obtiene una corriente de vapores que constituyen la ali
mentación de una primera columna de separación de ligeros y unos residuos que se
some
;tzten a un tratamiento posterior . Dicha columna ya provista de dos salidas laterales,.de las cuales la inferior proporciona gasolina pesada, mientras que
la superior ali--
menta a una segunda columna de separación de C 3 /C 4 en cabeza y de gasolina ligera en
las colas . Los residuos que salen . del separador se someten a un calentamiento para eliminar los volátiles y reciclarlos a la primera columna de recuperación de vapores.
En la figura 2 .5 se ilustra el diagrama de flujo simplificado de una unidad de craqueo térmico.
En general el craqueo térmico de aceites pesados produce el mismo
tipo de condensados fétidos que el craqueo catalítico (ver siguiente punto), estos -condensados muy probablemente contienen H 2 S, NH 3 y fenoles.
2 .2 .6 .- Craqueo catalítico.
El catalizador situado en la tolva superior cae por gravedad en el
interior del reactor . Sin embargo, como la tolva que contiene el catalizador se some
te a presión atmosférica y el reactor a otra de 1,7 a 1,84 atm, es preciso introducir
vapor de agua en el sistema con objeto de mantener la presión por encima de la del -•
reactor e impedir así el escape de vapores hacia la tolva del catalizador . Del 80 al
95% del catalizador circula dentro de la zona de reacción, a través de un orificio si
tuado en el centro de la columna . Desde este punto, el catalizador se descarga por gravedad, formando una cortina anular . Esta cortina de catalizador se pone en contac
to con la mezcla pulverizada líquido-vapor que constituye la carga de alimentación . El
5-20% de catalizador restante, se introduce por unos tubos situados . en la perife--
ria del reactor para que el nivel del lecho catalítico se mantenga constante . Los va
pores de hidrocarburos y el catalizador circulan en contracorriente hacia la salida del reactor y los que salen del reactor se envían a la sección de separación, mien---
tras que, a través de unos tubos el catalizador cae en una cámara, en la que se intro
duce vapor de agua para agotar los vapores que arrastra el catalizador . Una vez agotados, éste pasa a una cámara de calentamiento para su regeneración . Después de rege
nerado, el catalizador se transporta neumáticamente al tanque de almacenamiento.
- 28 -
En la figura 2 .6 se muestra un diagrama de flujo simplificado de un proceso de craqueo catalítico, el cual emplea gas-oil como materia prima.
FIGURA N°- 2 .6
DIAGRAMA DE FLUJO SIMPLIFICADO DEL PROCESO DE CRAQUEO CATALITICO
LISTA DE EQUIPO :
L— Regenerador
3.— Columna de fraccionamiento
2 .— Reactor
4.— Separador
5.— Condensador
-29-
Cualquier craqueo catalítico o térmico de aceites pesados se espera produzca fenoles, tiofenoles, H2 S, NH 3 , y cianuros .
El efluente de reacción usual
mente contiene vapor y la subsecuente columna de fraccionamiento usa vapor para arras
7qtre . Asi, ésta produce condensados ácidos y fétidos que contienen NH 4 SH, fenoles, y
%quizAs cianuros . Los condensados de craqueos de aceites pesados, puede decirse, que
son una de las fuentes más significativas de contaminación en refinerías típicas de aceite crudo.
2 .2 .7 .- Reformado catalítico.
La nafta de alimentación se introduce junto con el hidrógeno de re
ciclo de la unidad en un tren de cuatro hornos y otros tantos reactores, como se indi
ca en la figura . Los reactores contienen el catalizador de sales metálicas dispuesto
en forma de lecho fijo . La temperatura de entrada en los reactores oscila entre los
85° y 100° y la presión media de reacción es de 8 a 35 Kg/cm 2 . Previo intercambio de
calor con la nafta de alimentación, la corriente que abandona el . tren de reacción, -constituida por la gasolina reformada e hidrógeno, se introduce en un separador, donde se elimina el hidrógeno de la gasolina, que constituye el producto final de la -unidad . Una vez comprimido, parte del hidrógeno eliminado en el separador se destina
al reciclo, el resto es un subproducto de la unidad.
En la figura 2 .7 se ilustra el diagrama de flujo correspondiente a
•
este proceso .
Puesto que la nafta alimentada a el reformador deberá ser hidrosul
furada y prefraccionada ; está esencialmente libre de H 2 S y agua . El reformado catalí
tico y el subsecuente fraccionamiento de la gasolina reformada normalmente no produ-cen efluentes acuosos . En cualquier caso, si se produce algún efluente acuoso, éste
no deberá contener H 2 S, aceite o fenoles.
FIGURA N2 2 .7
DIAGRAMA DE FLUJO SIMPLIFICADO DE UNA UNIDAD DE REFORMADO CATALITICO
Hidrógeno
13
--i Aguas acidas
11
Nafta
I
Gasolina a
estabilizar
LISTA DE EQUIPO:
1 .— Precalentador de alimentación ;
6,7,8,9 .— Reactores catalíticos ;
11 .— Separador de hidrógeno ;
13 .— Cambiador de calor.
2,3,4,5 .— Hornos de calentamiento;
10 .— Condensador;
12 .— Compresor;
2 .2 .8 .- Hidrocraqueo.
El hidrógeno y la carga de alimentación se mezclan e introducen en
un sistema constituido por dos reactores, en los que el catalizador se dispone auri lecho fluidizado, por efecto de la carga de alimentación, que penetra en aquéllos por la parte inferior . La técnica délecho fluidizado permite que el nivel térmico de
la
masa reaccionante se mantenga constante, ya que, de otra forma, el calor engendrado -
- 31 -
en la reacción ocasionaría aumentos locales de temperatura y disminuiría el rendimien
to de ésta . La corriente que sale del reactor se conduce a un separador con objeto de eliminar el hidrógeno que no ha reaccionado, mientras que la fase líquida, constituida por hidrocarburos ligeros, nafta y otros más pesados, se introduce en una colum
na estabilizadora para eliminar los ligeros y recuperar dos fracciones : una de nafta .
en cabeza y otra de fuel-oil como producto de colas.
FIGURA Na 2 .B
DIAGRAMA DE FLUJO SIMPLIFICADO DE UNA UNIDAD DE HIDROCRAQUEO
•
LISTA DE EQUIPO:
1,2 .— Reactores de hidrocraqueo ;
8 .—
3.— Separador ;
9 .—
4.— Columna fraccionamiento ;
10 .—
5.— Condensador de columna de fraccionam . 11 .—
6.— Separador ;
12 .—
7.— Bomba de reflujo ;
13 .—
-32-
Compresor de hidr6geno
Compresor de reciclo;
Cambiador de calor;
Enfriador;
Separador;
Horno de calentamiento de hidr6geno.
No se tienen datos disponibles respecto a sus efluentes acuosos,
pero con certeza deben ser ricos en H 2 S y NH3 , probablemente en la forma de NH 4 SH . -De hecho la cantidad de H2 S y NH 3 puede ser económicamente atractiva al ser recuperados .
2 .2 .9 .- Coquización.
En la figura 2 .9 se muestra el diagrama de flujo simplificado de una unidad de coquización . El producto de cola de la columna de vacio, que constituye la alimentación de esta unidad, se calienta e introduce en una columna de fraccionamiento, donde la carga de alimentación entra en contacto con los gases calientes -que provienen de los tanques de coque, con lo que se eliminan los componentes más volátiles de la carga dé alimentación .
El
producto de cola de esta columna de fraccio-
namiento se conduce a una de las secciones del horno, donde se alcanza una temperatura de unos 500°C y el de salida
se
envía a un tanque, donde el tiempo de residencia -
es suficiente para la formación de coque . Los vapores que se desprenden de este tan-
que de coque se envían a la columna de fraccionamiento . Estos vapores, constituidos
por componentes ligeros, nafta y gas-oil, se obtienen como cortes laterales en la columna y se envían a distintas unidades de la refinería . Cuando el coque formado en el tanque alcanza un determinado nivel, la corriente que proviene del horno se desvía
a otro tanque, con lo que se establece una operación en continuo . Una vez arrastrados los componentes ligeros con vapor directo, se inyecta agua para enfriar y el producto final se descarga.
En este proceso se genera una corriente residual acuosa proveniente del tanque acumulador-separador de ligeros de la columna de fraccionamiento, dado
que se emplea vapor de arrastre para remover materias volátiles en las columnas de -agotamiento laterales de nafta y gas-oil . Dicho efluente contiene H 2 S, NH 3 , fenoles
y aceite .
FIGURA NQ 2 .9
DIAGRAMA DE FLUJO SIMPLIFICADO DE UNA UNIDAD DE COQUIZACION
4--4—Vapor
Nafta
12
13
10
Vapor
Gas-Oil
°11
14
Coque
15 '
LISTA DE EQUIPO :
•
1.– Precalentador crudo reducido;
2.– Horno de calentamiento .y coquización;
3.– Columna de coque;
4.– Enfriador de aire;
5.– Acumulador–separador;
6.– Bomba de reflujo columna de coque;
7.– Enfriador de aire ;
8.– Separador;
9.– Columna de agotamiento lateral de nafta;
10 .- Columna de agotamiento lateral de gas–oil;
11 .– Distribuidor;
12,13 .– Depósitos de coquización;
14.– Tanque de acumulación;
15.– Bomba de circulación.
2 .2 .10 .- Alquilación.
El proceso de alquilación tiene como finalidad producir, a través
de una combinación química, componentes de alto octanaje para gasolina . Las materias
primas en este proceso son olefinas tales como propileno, butileno y amileno ; y una
isoparafina, usualmente isobutano .
-34-
Una vez que se ha eliminado el agua en la sección de secadores, la
alimentación se introduce en un reactor a la vez que se procede a la adición intermitente del catalizador (cloruro ' de aluminio) . En este reactor tiene lugar la reacción
de alquilación de las olefinas y el isobutano, agregándose pequeñas cantidades de HC1
y agua, que actúan como promotores . Los productos de la reacción que arrastran el ca
talizador en suspensión, se llevan a un primer separador en el que éste se recupera.
La mayor parte de la corriente que sale del primer separador se recicla con objeto de
que la temperatura de la segunda etapa de la reacción se mantenga a un nivel térmico
próximo a los 50°C, mientras que el resto de la corriente pasa a un nuevo separador donde se eliminan todas las partículas de catalizador que se hayan sedimentado, y pos
teriormente, antes de pasar a la sección de purificación, se somete a un lavado con
sosa . La corriente neutra exenta de catalizador se introduce en un tren de fracciona
miento para eliminar el propano, isobutano y n-butano y, posteriormente, pasa a una última columna de fraccionamiento de los productos alquilados pesados y ligeros.
En la figura 2 .10 se muestra el diagrama de flujo simplificado de
una unidad de alquilación empleando A1C13/HC1.
Este proceso en la actualidad ha perdido importancia . Los procesos que emplean HF o H 2 SO 4 prácticamente siguen los mismos lineamientos de proceso -que los empleados usando HC1 como promotor.
El proceso de alquilación no produce efluentes acuosos ácidos, -por consiguiente H 2 S, NH 3 o fenoles no son esperados en dicho efluente.
Sólo el proceso con H 2 SO 4
produce un efluente acuoso procedente
del lavado cáustico, aunque éste suele ser tratado en unidades de neutralización .
FIGURA N2 2 .10
DIA6RANA DE FLUJO SIMPLIFICADO DE UNA UNIDAD DE ALQUILACION CATALIZADA
CON AlClg/HC1
Olefina
Agua
n
10(
1
7,
•41m(
a
~.
Aguas
residuales
11
~ lo
v
Aguas
Reciclo
alcalino ,,residuales
«/
iC4
nC4
17
J.\
Alcohíiato
ligero
19
14
Alcohilatt
pesado
LISTA DE EQUIPO:
1,2.—
Secadores;
3.— Depósito tampón;
4.— Columna de adición C1 3 A1;
5,6 .— Reactores de alcohilación;
7.— Separador de reciclo;
8.— Sedimentador;
9.— Columna de tratamiento alcalino;
10 :— Separador;
11 .— Columna de arcilla ;
12.—
13.—
14.—
15.—
16.—
17.—
Depósito separador—tampón;
Secador;
Columna despropanizadora;
Columna desisobutanizadora;
Tanque de alimentación columna desbutanizado;
Columna desbutanizadora;
18.— Tanque de alimentación columna separadora;
19.— Columna de fraccionamiento•de alcohilatos.
2 .2 .11 .- Isomerización.
La carga de alimentación de hidrocarburos de cinco y seis átomos
de carbono se introduce en una columna de separación del isopentano . Se seca el producto de colas formado por C 5 / C 6 desisopentanizado ; es decir, nC 5 y C 6 .
-36-
Los produc-
tos secos se mezclan con hidrógeno para impedir la formación de residuos sobre el catalizador . Se precalientan hasta unos 175°C, a cuya temperatura se introducen por la
parte superior del reactor catalítico que trabaja a una presión de 21 a 70
el tipo de alimentación .
atm .
según
El producto que abandona el reactor a elevada temperatura -
se emplea para precalentar la alimentación y se enfría a continuación, hasta su con--
densación .
El
producto condensado se introduce en un separador para separar los in--
condensables, que se envían de nuevo al reactor .
El producto condensado se envía a -
un estabilizador con objeto de eliminar los C 3 en cabeza.
FIGURA N p 2 .11
DIAGRAMA DE FLUJO SIMPLIFICADO DE-UNA UNIDAD DE ISOMERIZACION
Hidrógeno
Alimentación
Gases
s•
residuales
Aguas
residuales
~s/C6
io
~L.
Aguas ' N
residuales
LISTA DE EQUIPO :
1.- Columna de desisopentanizadora ;
2.- Secador ;
3.- Cambiador de calor ;
4.- Precalentador ;
5.- Reactor de isomerización
-37-
6 .- Enfriador;
7 .- Separador;
8 .- Compresor de hidrógeno;
9 .- Columna estabilizadora;
10 .- Columna de fraccionamiento C 5 /C 6
El producto de colas de estabilizador, constituido por nC 5 y C 6 ,se lleva a un fraccionador donde se separan .
Por cabeza sale una corriente de hC 5 --
que constituye el reflujo de la columna de separación del isopentano, y en colas se obtiene la fracción C 6 9 que unida al isopentano, forma la gasolina de alto octanaje.
La variedad de procesos de isomerización dificulta el generalizar
respecto a sus efluentes acuosos . No obstante puede comentarse lo siguiente:
a)
En la mayoría de los casos, la alimentación es cuidadosamente desulfurada,
por lo que no deben presentarse problemas por la presencia de H 2 S y NH 3 .
b)
Mucho de los procesos usan como catalizador metálico, al platino en una at
mósfera de hidrógeno . Estos procesos no deberán producir problemas en el
efluente acuoso.
c)
Algunos de los procesos usan cloruro de aluminio con . ácido clorhídrico como iniciador catalítico . Algunas veces se involucra el uso de tricloruro
de antimonio . Todos estos procesos requieren el subsecuente arrastre de vapor del HC1 del efluente de reacción para retornarse a la zona de reac-ción . Así, ésto puede ocasionar, que en alguna emergencia se cuente con instalaciones para neutralización.
d)
En general, el proceso de isomerización no deberá producir productos fen6licos, ni efluentes con alta demanda de oxígeno.
e)
Los procesos que involucran cloruro de aluminio, tricloruro de antimonio HC1, etc ., pueden crear problemas específicos en los efluentes.
2 .3 .-
Petroquímica Básica.
No obstante que es alto el número de productos petroquímicos básicos elabo
rados, se tienen ciertos procesos productivos, que , se consideran significativos, por
su volumen de descarga de aguas residuales así como por la concentración de contaminan
- 38 -
tes que tienen, por lo que, en esta sección sólo se discutirán tales procesos, de - acuerdo a los procesos tipo.
2 .3 .1 .- Etileno.
Las características de los procesos de fabricación del etileno corresponden esencialmente con el tipo de materia prima utilizada . El etileno se obtie
ne fundamentalmente a partir de las naftas, lo que implica una producción obligada de
propileno, isómerosdel butano, metano e hidrógeno entre otros, como subproductos . -También puede obtenerse a partir de etano y gas-oil ligero y pesado.
2 .3 .1 .1 .- Via Nafta.
En la figura No . 2 .12
se
presenta el diagrama de flujo =
para la obtención del etileno.
La nafta empleada como materia prima se introduce en --unos reactores tubulares continuos, que se encuentran en el interior de los hornos de
craqueo . Estos reactores constan de dos secciones ; una de precalentamiento, donde se
vaporiza la nafta y se eleva su temperatura hasta alcanzar la de reacción y, la otra,
donde dicha reacción tiene lugar, situada en la zona de radiación de los hornos .
El
problema más importante que plantean estos reactores es la formación de coque en susparedes interiores, pues, además de disminuir el coeficiente de transmisión térmica a
•
través de las paredes de los reactores con la consiguiente reducción en el rendimiento de etileno, este-fenómeno exige paros -periódicos -paraeliminar el coque formado . Este problema ha sido resuelto satisfactoriamente introduciendo vapor (en cantidades
que oscilan entre 0 y 1 Kg/Kg de nafta, según su composición) en la carga de alimenta
ción, con el fin de disminuir la presión parcial de la nafta . Además .es preciso redu
cir el tiempo de residencia en el reactor al mínimo posible . En la actualidad estos
tiempos son inferiores a un segundo . A medida que las reacciones progresan, el calor
endotérmico de la reacción disminuye, determinando que el flujo calorífico se reduzca
progresivamente a través del reactor.
A la salida de los reactores las temperaturas oscilan en
39 -
tre 750_y 850°C . Actualmente se tiende a montar los tubos del reactor en posición -vertical, aunque existen sistemas en horizontal, e, incluso, en forma de serpentín . La corriente que sale de los reactores se enfría brúscamente en unos refrigerantes, -
donde se recuperan unas 1,200 Kcal/Kg etileno, que se emplean para la generación de vapor de alta presión (126 Kg/cm2 ) . El efluente de los refrigerantes, que se encuen
tra a una temperatura de 200-300°C, se dirige a una torre de enfriamiento rociada con
agua y aceite para lograr la separación de las fracciones mas pesadas, como por ejemplo el fuel . La corriente gaseosa que sale por la cabeza de la torre de enfriamiento
se succiona con un compresor .
Los gases de pirólisis, que alcanzan una presión próxima
•
a la atmosférica, se succionan con un compresor centrifugomultietápico y se descarga
a una presión de unos 36 Kg/cm 2 . Actualmente se tiende a instalar un único compresor
centrífugo, ya que el costo de uno de gran potencia es superior sólo en un 25% al de
uno de potencia media .
El
compresor se instala siempre junto a un tren de cambiado--
res de calor, que mantienen la temperatura , por debajo de los 200°C para evitar reacciones de polimerización, a la vez que se van separando los condensados producidos en
el proceso . Estos condensados se someten a un calentamiento con vapor de agua para eliminar los volátiles arrastrados (que van a la primera etapa de succión), y se in-troducen en el despropanizador.
Los gases, a 36 Kg/cm2 de presión, se introducen en una
columna de lavado regada con NaOH y agua para eliminar los gases ácidos, tales como •
CO2 , SH 2 , etc . En algunos procesos esta operación de lavado se realiza entre dos eta
pas intermedias de compresión, utilizando monoetanolamina como agente neutralizador.
Como la purificación del etileno se realiza a baja tempe
ratura hay que eliminar el vapor de agua mezclando con la corriente general de los ga
ses hasta que alcance un valor no superior a 1-2 ppm . El método que suele utilizarse
consiste en pasar los gases a través de unos secaderos de alúmina activada o de tamices moleculares . Por regla general existen dos secaderos en servicio y un tercero en
fase de regeneración . Como el tamaño de estos secaderos está determinado por el contenido de agua en el gas, la corriente que abandona la columna de lavado se enfría -hasta una temperatura comprendida entre 0°C y 30°C, con objeto de reducir
-40-
al
mínimo -
la cantidad de agua que hay que eliminar en los secaderos .
La regeneración de la
al('
mina se realiza con gases calientes a unos 320°C.
Los gases secos que abandonan los secaderos se someten a
un enfriamiento progresivo con la doble finalidad de separar el hidrógeno que está -presente en la corriente con objeto de disminuir el tamaño del desmetanizador y
lle-
var a cabo una separación en distintas fracciones . Este enfriamiento progresivo suele efectuarse recurriendo a circuitos escalonados de refrigeración auxiliares de propileno para temperaturas superiores a -43°C, y de etileno para el intervalo -43 a --150°C . En estos circuitos auxiliares no conviene . trabajar a una presión superior a
la atmosférica . Para esta -refrigeración
t
diferentes niveles de temperatura, se recu
rre a sistemas en cascada . En el tren de enfriamiento se suelen obtener tres fraccio
nes, que constituyen las alimentaciones de la columna de desmetanización . Entre los
sistemas de refrigeración del propileno y etileno se puede introducir un circuito intermedio de gases fríos procedentes del desmetanizador.
La función del desmetanizador es la de eliminar el metano y aquella parte del
.hidrógeno que no se haya separado en el tren de enfriamiento.
La economía de la desmetanización está ligada a otros pasos de la purificación del -etileno . Se han propuesto distintos esquemas para la operación de desmetanización, pero parece que existe una creciente tendencia a emplear altas presiones (30-40 atm)y bajas temperaturas (-100°C) . No obstante, en algunos procesos se emplean presiones
inferiores a las 10
atm .
-
Desde el punto-de vista económico, interesa recuperar
el
96-99% del etileno de pirólisis . Esto requiere una temperatura de condensación en ca
beza de -100°C, que se obtiene por evaporación del etileno o con un circuito de refri
geración de metano . Para eliminar al máximo las pérdidas de etileno en la cabeza de
la columna, la temperatura de condensación es independiente de la composición de la carga de alimentación . Sin embargo, aunque la temperatura del hervidor varía bástante de unas columnas a otras, en función de la concentración del propileno y de los -componentes más pesados, suele ser del orden de los 18°C .
tas columnas es de 20 aproximadamente .
-
41 -
El
número de platos de es-
Las colas del desmetanizador, que están exentas de metano e hidrógeno, se llevan a un desetanizador, en donde los productos más volátiles que el etano (éste inclusive) se separan de las fracciones más pesadas .
El producto
de cabeza, cuyos componentes son el etileno, etano y pequeñas cantidades de acetileno,
se dirige a unos convertidores catalíticos de lecho fijo, donde el acetileno se
trans
forma en etileno, ya que si esta operación no se efectuara, éste se impurificaría con
el acetileno .
La mezcla binaria etano-etileno, se separa en una columna que opera a una temperatura de cabeza de unos -43°C .
•
El
etileno que sale por la -
cabeza de la misma debe poseer una pureza de 99 .0%, lo que obliga a utilizar una reía
ción de reflujo del orden de 3 .
flujos es de unos 40 .
El
El número de platos que requiere esta relación de re
etano que sale por el fondo de la columna, previa recupera-
ción de las frigorías que transporta a una temperatura algo inferior a 0°C, se vapori
za y conduce a unos reactores continuos de craqueo término para deshidrogenarlo y con
vertirlo en etileno, lo que aumenta el rendimiento de . la planta . Las colas del desetanizador, cuyos componentes más importantes son
el
propileno y los hidrocarburos más
pesados, se llevan a una columna de despropanización, donde propileno y propano se se
paran en cabeza y los componentes más pesados en el fondo . La mezcla propano-propile
no se hidrogena cataliticamente y se recicla a la sección de craqueo para aumentar el
rendimiento en etileno .
En el caso de que la demanda justifique la recuperación
de la totalidad o una parte del propileno, la fracción de referencia se lleva a otro
tren de fraccionamiento donde-se separa la cantidad necesaria de propileno y el resto
se recircula a la sección del craqueo . Las colas del despropanizador, constituidas por las fracciones más pesadas que el propano, se introducen en una columna de desbutanización, donde butadieno y butileno se separan en cabeza y en el fondo se obtiene
gasolina que es el subproducto de la unidad y que, si procede, se hidrogena a continuación . La mezcla butano-butadieno se introduce en una unidad de extracción de buta
dieno cuando se pretende obtener este último compuesto.
En la Fig . 2 .11 se ilustra el diagrama de flujo simplifi
cado correspondiente a este proceso .
-42-
FIGURA N° 2 .12
DIAGRAMA DE FLUJO SIMPLIFICADO DE LA OBTENCION DE
ETILENO VIA NAFTA . SE INDICAN EFLUENTES
iJ.no d. r .d.b
f°iñi~f_i
fJ
~
Weeks múóivb
de rdrl.a.dbo
Y712
Lista de equipo :
1.— Hornos reactores;
2.— quenchboiler,
3 :— Columna enfriamiento,
4.— Compresor centrifugo,
(cuatro etapas),
5.— Columna de lavado,
6.— Secadores,
7.— Sistemas de enfriamiento y
recuperación de calor,
8.—
9.—
10.—
11.—
12.—
13.—
14.—
Desmetanizador,
Desetanizador,
Convertidores de acetileno,
Separador fracción,
Despropanizador,
Separador fracción C 3 ,
Desbutanizador.
El lavado cáustico de los gases presurizados en el proce
so de obtención de etileno via nafta produce un efluente acuoso que contiene principalmente sulfuros, carbonatos, derivados nafténicos ácidos, NH 3 como NH 4+ y posible--
-43-
mente pequeñas cantidades de fenoles y aceite.
2 .3 .1 .2 .- Otros procesos.
En lineas generales, los procedimientos que utilizan --otras materias primas pueden describirse de forma similar, pues el conjunto de operaciones necesarias es aproximadamente el mismo.
La diferencia fundamental estriba en el diseño de los -hornos y el volumen e importancia de las unidades de separación, que son tanto más -•
complicadas cuanto mayor es la obtención de coproductos . En consecuencia, el sistema
de separación de una planta que utiliza gas-oil será más complicado, mientras que el
que utiliza etano o propano es más sencillo.
2 .3 .2 .- Polietileno de alta y baja densidad.
Habitualmente, se suele distinguir entre el polietileno de alta -presión (baja densidad) y el de baja presión (alta densidad) . El primero fue descu-bierto en Inglaterra en 1933, aunque la producción a escala industrial por el proceso
de alta presión no se inició hasta 1939, en E .E .U .U . y en Alemania en 1950.
Desde el punto de vista tanto técnico (los procesos de fabricación
de ambos tipos presentan diferencias entre sí) como del comercial (debido a sus distintas propiedades y aplicaciones), éstos dos tipos de polietileno pueden considerarse como productos diferentes.
Existe también un polietileno de densidad intermedia de pequeña demanda . Esta última modalidad se fabrica a partir de cualquiera de los dos tipos an
teriores, bien ajustando las condiciones operativas y usando un copolímero, como el propileno, o bien recurriendo a la mezcla mecánica de los de alta y baja presión.
A continuación se describe, someramente, un proceso de fabricación
de cada uno de los dos tipos principales de polietileno.
-44-
2 .3 .2 .1 .- Procesos de alta presión.
Entre los procesos de alta presión, se ha escogido el pa
tentado por Stamicarbon, que se divide en las siguientes etapas : compresión del etile
no, preparación del catalizador, polimerización, extrusión y selección del gránulo.
Como la polimerización se efectúa a presiones comprendidas entre 1200 y 2550 atm, el etileno debe comprimirse desde 3 atmósferas (presión a
la que suele entrar en los limites de batería) hasta la presión de operación . La citada operación se realiza en dos etapas, en la primera de las cuales se alcanza una presión de 280 atm para superar las 1200 atm en la segunda.
El catalizador utilizado se transporta en disolución en
un agente inerte y, a continuación, se bombea al reactor .
El disolvente, que actúa -
de vehículo, debe ser muy puro para que no influya sobre la calidad del producto.
La temperatura de polimerización oscila entre 130°C y -300°C y los diferentes grados de polimerizáción son función de las variables de tempe
ratura, presión y catalizador . También se utilizan agentes modificadores de cadena.
El calor desprendido en la reacción se utiliza para calentar la carga de alimentación
fría . Como el rendimiento de la reacción y la calidad del producto dependen de la -temperatura de aquélla, ésta variable debe controlarse estrictamente.
La separación del etileno que no ha reaccionado y del po
limero se realiza en las dos etapas de alta y baja presión . La corriente que abandona el reactor atraviesa una válvula de expansión en la que la presión desciende hasta
230 atm dando lugar a la separación de una parte del etileno que no ha reaccionado y
que se recircula a la segunda etapa de compresión para devolverlo al reactor . La pre
sión de esta primera etapa de separación debe coincidir con la de la primera etapa de
compresión, lo que se traduce en una reducciñ de los costos de operación . Como la -presión de la segunda etapa es de 0 .3 atm manométricas, se recupera la cantidad máxima de etileno, que se recircula a la primera etapa de compresión . Concluida la opera
ción de separación se procede a la extrusión y separación del gránulo.
-45-
En la Figura N° 2 .13 puede verse un diagrama de flujo -simplificado de la fabricación de polietileno de baja densidad y alta presión.
FIGURA N4 2 .13
DIAGRAMA DE FLUJO SIMPLIFICADO DE LA FABRICACION DE
POLIETILENO DE BAJA DENSIDAD (PROCESO P .S .M .)
EtOeno
0)
L.-J~
1
t:
~»
t j
~11
13
Poóetikt
LISTA DE EQUIPO :
1.- Tanques de almacenamiento de
etileno;
2.- Filtro;
3.- Filtro;
4.- Compresor;
5.- Separador;
6.- Enfriador;
7.- Compresor;
8.- Separador;
9.- Enfriador;
10.- Recipiente de tapón ;
11.- Filtros;
12.- Compresor;
13.- Reactor de polimerizaci6n;
14.- Separador;
15.- Enfriador;
16.- Separador;
17.- Extrusor;
18.- Secadero de lecho fluido;
19.- Cinta transportadora .
2 .3 .2 .2 .- Procesos de baja presión.
La .polimerización del etileno a baja presión es factible
gracias al descubrimiento de los catalizadores tipo Ziegler (que es el nombre de su descubridor) consistentes básicamente en derivados alcohilicos de aluminio, combina-dos con haluros metálicos .
Por regla general, los procesos de baja presión se pueden descomponer en las fases siguientes : purificación del etileno monómero, preparación y activación del catalizador, polimerización con reciclado del monómero no con-vertido, desactivación del catalizador y eliminación del mismo, separación del polímJ111
ro, y recuperación del disolvente y precipitante.
El etileno empleado como materia prima debe someterse a
un secado previo que consiste normalmente en dirigirlo a través de un lecho de alúmina . A continuación, en la sección de purificación se eliminan él oxígeno, azufre, -gas clorhídrico, etc . (que contaminan el catalizador) hasta que sus concentraciones respectivas sean inferiores a las 100 ppm.
El etileno purificado se introduce en el reactor junto con el catalizador y los diversos procesos varían entre sí en función del tipo del ca
talizador empleado y en la forma de utilizarlo . Por ejemplo, el catalizador puede ac
tuar en suspensión en un hidrocarburo, como el hexano normal (proceso Solvay), las p.
rafinas C 5 a C 12 , el ciclohexano (proceso Phillips) o el gas oil (proceso Ziegler).
A temperatura del orden de 65-200°C se obtiene un polímero de un peso molecular de -40,000 o aún mayor . También se utilizan los procesos de catalizador en lecho fijo, a
temperaturas comprendidas entre 130 y 180 °C en las que se obtienen polímeros de peso
molecular más bajo (5,000-20,000) . Aunque el calor desprendido en la reacción se eli
mina por refrigeración, en los procesos que emplean un disolvente para mantener el ca
talizador en suspensión éste hace también las veces de agente de transmisión del ca-lar . El reactor suele ser del tipo autoclave provisto de agitador . La necesaria desactivación del catalizador se puede realizar bien en un reactor independiente, bien
en el de polimerización .
- 47 -
El polímero resultante se extrae del reactor junto con el disolvente, el catalizador y el etileno que no ha reaccionado . Este último se separa y recircula al reactor . La masa resultante se filtra y centrifuga para eliminar
los residuos del catalizador, y el polímero se separa del disolvente, que se recircula con el mismo fin de eliminar los residuos metálicos . En algunos procesos se efectúa un lavado con agua o alcohol . Por último, el producto se seca y somete a las ope
raciones de acabado .
El caudal que pudiera generarse de acuerdo al proceso -usado en la fabricación de polietileno tanto de alta como de baja densidad ejercerá una DQO que podría ser de significancia dependiendo del tipo de proceso y las condi--41,
ciones de operación . Seguramente, también podría ser importante la cantidad de sólidos en dicho efluente.
2 .3 .3 .- Oxido de etileno.
Históricamente, el primer proceso empleado industrialmente en la fabricación de óxido de etileno es el basado en la hidrocloración de etileno (con clo
ro y agua), seguida de la pérdida de una molécula de cloruro de hidrógeno con hidróxi
do cálcico, así se obtienen óxido de etileno en fase acuosa o flicol y cloruro de cal
do .' Este proceso, que se conoce generalmente por el de la etilenclorihidrina, su--frió tan duro golpe con la aparición de los procesos de oxidación directa, que en la
actualidad ya no se instalan plantas que lo empleen y las pocas que aún quedan van
All
rrando progresivamente, pues la hidrocloración de etileno ha caído prácticamente en desuso .
Los actuales procesos comerciales de fabricación de óxido de etile
no se parecen mucho entre si, pues todos se basan en la oxidación del etileno con catalizador de plata . En dichos procesos, los más extendidos son los de las firmas --Scientific Design, Shell y Unión Carbide, si bien, el último mencionado sólo lo em--plean esta empresa que fue la que lo desarrolló y sus filiales . Otros procesos, como
los de Hüls, Montecatini, etc ., tienen menos importancia, pues su utilización está li
mitada casi exclusivamente a las instalaciones de estas firmas . Por consiguiente, -los únicos procesos comerciales competitivos son los de Shell y Scientific Design.
- 48 -
Los procesos de oxidación directa constan de cuatro etapas funda-mentales : oxidación del etileno, recuperación del efluente de óxido de etileno, purga
de gases secundarios producidos y purificación del óxido de etileno.
La etapa de oxidación se lleva a cabo en fase vapor y se tienen -dos posibilidades : la oxidación con oxigeno de una pureza del 95% o con aire, sobre
un catalizador de plata . La reacción es:
CH2
=
CH2
+
1/2 02
H 2 C
CH2
0
sin embargo, se registra también la reacción total del etileno a CO 2 y H 2 0.
El oxigeno o el aire se mezclan con el etileno y la mezcla se agre
ga a una corriente recirculada constituida por monóxido de carbono, el etileno que no
ha reaccionado y gases inertes (si se trata de oxidación con aire) . La composición en volumen de la mezcla con el reciclado, es del 12% de etileno y 12% de oxigeno, si
en la oxidación se emplea oxigeno del 95% ; pero si el agente oxidante
es
el aire, la
proporción de ambos componentes oscila entre el 3 y el 6% en volumen, pues en el aire
el oxigeno se diluye en un volumen de nitrógeno cuatro veces mayor.
La mezcla . se introduce en un reactor tipo cambiador de calor constituido por carcasa y tubos, en los cuales se introduce el catalizador . Se ha estu-diado la posibilidad de emplear reactores de lecho fluido, sin embargo, esta alternativa no se ha desarrollado a escala comercial.
Aunque la reacción principal es tan sólo moderadamente exotérmica
(700 Kcal/Kg etileno), es preciso eliminar el calor producido puesto que la elevación
de la temperatura por encima de la óptima (270°C) reduce el rendimiento . de la reac--ción principal, y la acumulación de calor provoca la formación de puntos calientes en
la superficie del catalizador, que destruyen su actividad . La eliminación del calor
se consigue circulando Dowtherm u otro fluido transmisor de calor por la superficie exterior de los tubos del cambiador . Este calor puede emplearse para generar vapor de agua de media presión . En otro procedimiento para eliminar el calor y reducir la
posibilidad de explosión se añade un liquido inerte.
-49-
Otros procedimientos que favorecen la reacción se basan en el empleo de catalizadores que impiden la oxidación total del etileno, así como el uso de
tiempos de contacto con el catalizador del orden de 1 a 3 segundos y de la distribución del catalizador a lo largo de los tubos para evitar la formación de puntos ca--lientes .
En la reacción se puede obtener una gama muy amplia de índices de
conversión de etileno por paso y de selectividades, en función de las distintas condi
ciones económicas .
Una vez efectuada la reacción, el efluyente se enfría con
gas,
se •
recicla y se adsorbe en solución acuosa para separar el óxido de los materiales que no han reaccionado que son los que se reciclan parcialmente . A continuación, la solu
ción así formada se rectifica y el óxido de etileno se purifica para separar los productos ligeros, como el CO2 y el N 2 .
Desde el punto de vista de la utilización de oxigeno o aire, cada
caso particular requiere un estudio especifico, de acuerdo con las disponibilidades y
el precio del oxigeno en un determinado momento o lugar . Por ejemplo, si en la planta central de etileno sobra oxígeno procedente de la operación de rectificación de al
re conviene emplear este compuesto en la planta de óxido ; si el oxigeno escasease o fuese muy caro es mas conveniente utilizar aire.
El proceso de oxidación con aire requiere una inversión superior - •
al
que utiliza oxigeno por las siguientes razones : -
- En el primero hay que . separar y purgar el nitrógeno lo que re--quiere un equipo de recirculación de mayor tamaño y, en consecuencia, una mayor inver
sión, aunque parte de este costo en exceso puede justificarse incrementando la canti
dad de etileno convertido por paso . No obstante, este efecto puede limitarse, pues el
rendimiento general disminuye cuando el indice de conversión del reactor se incre-
menta .
- Conviene montar un segundo reactor para oxidar el etileno que no
- 50 -
haya reaccionado en el primero . El efluente de este reactor se enfría y adsorbe, y los gases residuales se eliminan del sistema.
FIGURA 12 2 .14
DIAGRAMA DE FLUJO SIMPLIFICADO DE PRODUCCION DEL OXIDO DE ETILENO
(PROCESO SCIENTIFIC DESIGN)
Oxigeno
CO2
Oxido
de etileno
1
41
Etileno
----------------Ciclo de agua
-
— Aire
Productos
pesados
Aire
sobrante
t
Oxígeno'
vre
1
~----
Purga
•
n ~
~
-
LISTA DE EQUIPO :
1.2.3.4.-
Reactor
Columna
Columna
Columna
principal ;
de absorción ;
de absorción CO 2 ;
de desorci6n CO 2 ;
6 .7 .8 .9 .-
Stripper;
Columna purificación óxido de etileno;
Reactor secundario;
Columna de purga.
5.- Columna desorción;
Por el contrario
el
empleo de oxigeno permite utilizar un solo ---
reactor de alta selectividad, con una conversión baja por paso y una alta concentra-ció de los reactantes . De todos modos, es preciso eliminar el CO 2 del sistema recu-rriendo a un lavado adicional para reducir las pérdidas producidas en las purgas del
-
51 -
etileno y oxígeno . Ademas las plantas que utilizan oxigeno necesitan otra complementaria de fraccionamiento de aire, si aquél no . puede adquirirse a un precio rentable.
En la actualidad, y posiblemente debido a las mejoras de los proce
dimientos de fraccionamiento de aire y a las grandes disponibilidades de oxigeno de los grandes complejos petroquimicos, se acentúa la tendencia de emplear este elemento
como agente oxidante.
En la Fig . 2 .14 se proporciona el diagrama de flujo simplificado de la producción de óxido de etileno mediante el proceso Scientific Design.
2 .3 .4 .- Acetaldehido.
Las materias primas tradicionalmente utilizadas en la producción de acetaldehido son el acetileno, etanol y etileno . Aunque el acetileno se ha venido
utilizando preferentemente, hoy lo está desplazando el etileno, que, en la actualidad,
acapara el mayor porcentaje del mercado . Actualmente se investigan los procesos que
parten de las parafinas ligeras (G .L .P .) . A continuación se mencionan los procesos de obtención a partir de acetileno y etileno.
2 .3 .4 .1 .- Proceso via acetileno (proceso Chisso).
La reacción de hidratación del acetileno:
CHO
+ H20
+CH = CH33
Kcal
CH 3
se lleva a cabo en una columna de absorción a 68-73°C de temperatura y 0 .5 atm de pre
sión . En. esta columna de absorción, la alimentación de acetileno se introduce por la
parte inferior y el fluido de riego, que proviene de un evaporador instantáneo, se in
troduce por la superior .
El acetileno, que se absorbe y convierte, por hidrata--ción, en acetaldehido, sale por la parte inferior de la columna, mientras que los gases inertes que lo acompañan se purgan después de un lavado con agua .' La reacción se
- 52-
cataliza con sales de mercurio y hierro en medio sulfúrico . La corriente que abandona el reactor se bombea a un evaporador instantáneo donde se separa una corriente gaseosa que contiene un 70% de acetaldehído . Esta cantidad corresponde a una recuperación del 60% del total que contiene la solución liquida que se envía al reactor como
fluido de riego . Los vapores de acetaldehído que abandonan el evaporador se enfrían
hasta 35°C, con lo que se condensa una parte del agua arrastrada por la corriente, el
ácido acético y los residuos del catalizador y se extrae un 80% de acetaldehido . La
corriente gaseosa de acetaldehído se aspira con un compresor y se introduce en una co
lumna de rectificación, donde el acetaldehído se separa como producto de cabeza.
2 .3 .4 .2 .- Proceso via etileno (proceso Aldehyd-Wacker)
a) En una etapa.
La oxidación del etileno se lleva a cabo recurriendo
a una solución acuosa de cloruro de paladio, en medio clorhídrico, que actúa como cátalizador
+ Pd C1 2 + H 2 0
CH3 CHO + Pd + 2 HC1
El etileno (99 .8%), oxigeno (99 .5%) y gas de reciclo se introducen en un reactor vertical recubierno interiormente de cerámica, que trabaja a 120-130°C y 3 atm . El contenido máximo de oxígeno debe ser del 9% con objeto de no operar en el intervalo de inflamabilidad . El diámetro del reactor es mayor en la parte superior del mismo con
objeto de disminuir la velocidad de paso ; además se dispone un separador para facilitar el reciclado del líquido . El gas que sale del reactor se enfría y el acetaldehido se extrae con agua . Excepto la parte que se emplea como diluyente, el resto de la
corriente gaseosa se recicla .
En la recuperación del acetaldehido los componentes de bajo punto de ebullición CO 2 , cloruros de metilo y etilo) se eliminan en una columna
de destilación extractiva en la que se emplea agua como disolvente . El acetaldehído
se separa del agua y de los demás compuestos más pesados en el transcurso de una se-gunta rectificación . Con respecto al etileno el rendimiento es aproximadamente del 95% y referido al oxígeno del 90% .
-53-
En la Fig . 2 .15 se ilustra el diagrama de flujo simplifi
cado del proceso Aldehyd-Wacker de una etapa para la obtención de acetaldehído.
FIGURA N°- 2 .15
DIAGRAMA DE FLUJO SIMPLIFICADO DEL PROCESO ALDEHYD—HACKER
PARA LA OBTENCION DEL ACETALDEHIDO EN UNA ETAPA
Agua
Aldehído
2
acético
Vapor
—ip
Vapor
Productos
pesados
Etileno
Oxigeno
LISTA DE EQUIPO :
1.— Reactor de oxidación;
2.— Refrigerante para los gases de reacción;
3.— Columna de absorción para enfriar y recoger el aldehído;
4.— Columna pra destilación dé impurezas volátiles;
5.— Columna para destilación de impurezas fijas;
6.— Condesador p/el aldehído.
b) En dos etapas.
Como en el proceso de dos etapas los gases no se reci
clan, se pueden utilizar etileno y oxigeno
o aire de menor pureza que en el de una so
la etapa .
El etileno reacciona a 10 atm en presencia de un cata
lizador de titanio en solución o en un reactor tubular del mismo metal . El indice de
- 54 -
conversión es del 99% . A la salida del reactor, la presión se reduce a la atmosférica en una columna de vaporización instantânea, en la que el calor de reacción se em plea para evaporar el acetaldehido y el agua que se producen en aquélla . A continuación el acetaldehido se introduce en una columna de fraccionamiento, donde se separa
de los componentes mis ligeros y, cuando ha salido de ésta, se separa del agua y de
los
componentes más pesados en una segunda columna.
La solución de catalizador, exenta de acetaldehido, se trata con aire en un reactor tubular de titanio para reciclar el pobre . Los gases
sobrantes se eliminan en un separador horizontal y la solución del catalizador se re•
cicla . El rendimiento en acetaldehido viene a ser del 95%.
En la Fig . 2 .16 se presenta el diagrama de flujo simplificado del proceso Aldehyd-Wacker para la obtención del aldehido en dos etapas.
FIGURA N°- 2 .16
DIAGRAMA DE FLUJO SIMPLIFICADO DEL PROCESO ALDEHYD–MACKER
PARA LA OBTENCION DE ACETALDEHIDO EN DOS ETAPAS
LISTA DE EQUIPO :
1.– Compresor para aire;
2.– Reactor para oxidación del etileno;
3.– Reactor para oxidación del catalizador;
4.– Bomba para recirculación del catalizador recuperado;
5 .- Columna de destilación para recuperación catalizador;
6.– Columna para destilación de impurezas volátiles;
7.– Columna para destilación de impurezas fijas;
8.– Condensador aldehfdo bruto;
9.– Condensador aldehfdo refinado .
-55-
Las aguas residuales generadas en los procesos de via -acetaldehido y via etileno ejercen altos DQO dependiendo de la cantidad de productos
pesados obtenidos en la rectificación.
2 .3 .5 .- Cloruro de vinilo.
El primer proceso de fabricación de cloruro de vinilo partía del acetileno, y la adición del ácido clorhídrico se efectuaba en el triple enlace en pre
sencia de un catalizador de cloruro mercúrico . Sin embargo, la aparición del etileno
en cantidades abundantes y a precios comercialmente competitivos ha desbancado progre
sivamente a dicho proceso.
El proceso consiste en la cloración del etileno con producción de
dicloroetano, que, al descomponerse por la accióndel calor, origina cloruro de vinilo
y cloruro de hidrógeno . La dificultad de dar una salida comercial al cloruro de hidrógeno constituye un serio problema y la necesidad de obviarlo ha motivado el desarrollo de procedimientos que utilizan etileno y cloruro de hidrógeno, combinándolos con aire u oxígeno en una reacción catalítica denominada de oxicloración, que se basa
en el antiguo procedimiento Deacon . En consecuencia, se utilizan procesos combinados
en los que se efectúa la cloración directa del etileno a dicloroetano y el cloruro de
hidrógeno resultante de la pirólisis del mismo se introduce, junto con etileno y aire,
en un reactor de oxidación.
En otro proceso, que tiene por objeto evitar la producción de cloruro de hidrógeno, la cloración directa de etileno se combina con el aprovechamiento
del cloruro de hidrógeno residual para producir cloruro de vinilo por hidrocloración
de etileno . Esta solución es más antigua que las mencionadas más arriba.
Existen algunas variantes, como el proceso de la firma Kureha,_que
parten directamente de la nafta para producir el etileno y acetileno que precisa la instalación de cloruro de vinilo.
Recientemente se ha puesto a punto un nuevo proceso, el Transcat (licencia Lummus Co .) que parte del etano . De todas formas, su utilización en Europa
será forzosamente muy restringida debido a la escaséz y alto costo de esta materia -prima .
-56-
A continuación los distintos procesos utilizados se describen en líneas generales .
2 .3 .5 .1 .- Proceso via acetileno.
Después de comprimido, el acetileno se refrigera con --agua y se seca en contracorriente con ácido sulfúrico concentrado . A continuación, el
acetileno seco se mezcla en proporciones estequiométricas con cloruro de hidrógeno
en una cámara que contiene carbón activado, para eliminar los contaminantes del cata lizador, tales como el cloro libre y los sulfuros . La mezcla se envía a reactores ti
po cambiador de calor de carcasa y tubo, en los que el catalizador se dispone dentro
de los tubos, mientras que en la carcasa circula un fluido transmisor de calor, que mantiene la temperatura dentro de los límites adecuados (normalmente entre
30 0 y 140°C)
que dependen de la edad del catalizador.
Aunque el catalizador más empleado
es
el cloruro mercúri
co sobre soporte de carbón activado, se han patentado otros catalizadores, como el --
cloruro mercurioso, algunos complejos de tierras raras, compuestos de arsénico trivalente, sales de cobre, etc .
El
rendimiento de la reacción es del 98-99%.
Los productos de la reacción se lavan con agua, y, a con
tinuación se neutralizan con una solución acuosa de sosa câustica . El cloruro de vi•
nilo bruto se comprime y seca y, a continuación, se envia a una columna de agotamiento .
El
producto de cabeza se envía a una columna de adsorción en la que se recupera
el cl-oruro--de vinilo-con hifdrocarbusa-clorados para purificarlo-después, -en otra-columna de rectificación.
2 .3 .5 .2 .- Proceso vía etileno.
La fabricación del cloruro de vinilo, a partir del etile
no se efectúa por cloración directa de este último, con formación de dicloroetano, -que, a continuación, se descompone térmicamente en cloruro de vinilo y cloruro de hidrógeno . Otra vía de obtención es la oxicloración del etileno con cloruro de hidróge
no y oxigeno para formar también dicloroetano, que se descompone térmicamente como en
el caso anterior, mientras que el cloruro de hidrógeno resultante se recircula.
-57-
--
a) Cloración del etileno.
La cloración de etileno puede realizarse en fase 11-quida y vapor . Los procesos existentes se clasifican en consonancia.
En fase vapor el etileno se clora a una temperatura aproximadamente de 90-130°C que es la misma a la que se calienta el hidrocarburo empleado como materia prima . Las dos corrientes se mezclan a la entrada de los reactores, que suelen ser del tipo de carcasa, y tubos ; en estos últimos se dispone el cata
lizador . En algunos diseños, el interior de los tubos va provisto de aletas, con objeto de aumentar la superficie del catalizador y permitir una mayor transferencia tér
mica y un flujo turbulento . De esta forma se alcanzan elevadas velocidades de reac-ción, y una selectividad referida al etileno superior al 93% . Sin embargo, esta se-lectividad disminuye a medida que aumenta la temperatura, lo que determina la necesidad de disponer de un sistema de evacuación del calor de reacción, circulando agua -por la parte externa de los tubos del reactor.
Con objeto de condensar el dicloroetano los gases que
abandonan el reactor se enfrían en unos cambiadores de calor montados en serie hasta
una temperatura próxima a los -20°C . Los gases no condensados se dirigen a dos colum
nas, en
la
primera de las cuales se efectúa un lavado con agua y en la segunda con so
sa cáustica para eliminar el cloro que no haya reaccionado .
•
El
producto condensado,
constituido por dicloroetano y pequeñas cantidades de compuestos policlorados, se somete a un fraccionamiento para separar el 1 .2 dicloroetano, que se envía a
la
sección
de pirólisis para dar cloruro de vinilo y ácido clorhídrico.
Cuando la cloración del etileno se efectúa en fase
lí
quida, como disolvente del etileno se emplea el 1 .2 dicloroetano producido en la unidad, y la disolución resultante se introduce por la parte superior del reactor, que posee un lecho de anillos cerámicos y en el que se trabaja a temperaturas comprend idas entre 20°C-70°C y una presión de 4-5
atm .
En estas condiciones reacciona el 99%
del cloro para formar el producto deseado, con un índice de conversión del etileno -95-98% .
En algunos procesos que utilizan etileno puro en exceso, el sobrante se recu
pera y recicla . Los productos que salen del reactor se procesan de la misma forma -que en el caso anterior .
-
58 -
En la Fig . 2 .17, aparece un diagrama de flujo simplifica
do del proceso de producción de cloruro de vinilo a partir de etileno.
FIGURA 12 2 .17
DIAGRAMA DE FLUJO SIMPLIFICADO DE LA FABRICACIOI
DE CLORURO DE VINILO
•
C
Oho.
iucl8o
de
t711
Et
Cloruro
d. .indo
N.ON
scowls
N .OH
At. 1f
— deshecho
N .OH
12
1.
Peo 00100
Ibera
f
FAile.o
10
Ato. de
deshecho
0
Productos
Feudo.
LISTA DE EQUIPO:
1.— Reactor deoxicloración;
2.— Columna de enfriamiento;
3.— Columna de neutralización;
4.— Sistema de recuperación de
9.— Reactor de cloración;
10.— Almacenamiento de dicloroetano crudo;
11.— Columna de secado de dicloroetano;
12.— Columna de ligeros finales;
13.— Columna de pesados finales;
14.— Almacenamiento de dicloroetano;
dicloroetano;
6.— Columna de enfriamiento;
7.— Columna de eliminación de C1H;
8.— Columna de cloruro de vinilo ;
15.— Vaporizador de dicloroetano;
16.— Subrecalentador de dicloroetano.
-59-
b) Oxicloración del etileno.
Estos procesos se basan en la utilización de cataliza
dores de haluros metálicos y del cloruro de hidrógeno como agente de cloración . Consistente en una modificación del antiguo proceso Deacon en el que el oxigeno y el clo.
ruro de hidrógeno reaccionan en presencia de un catalizador del tipo citado para producir gas, cloro y agua . En esta modificación el cloro libre reacciona con el etileno para dar dicloroetano .
El catalizador que más se emplea es un cloruro de metal polivalente (casi siempre cobre) apoyado en un soporte poroso, como sílice, alúmi
na, etc .
Como la reacción de oxicloración es altamente exotérmica es preciso establecer un estricto control de la temperatura . La temperatura óptima de reacción oscila entre 280 y 350°C, pues por encima de este último valor, se
pueden producir compuestos indeseables de altos contenidos en cloro.
La reacción se puede realizar tanto en lecho fijo como fluido . Normalmente se emplea aire, especialmente en el proceso de lecho fluido,ya que la presencia de gases diluyentes favorece el control de la temperatura.
c) Pirólisis de dicloroetano.
Esta operación no constituye por si sola un proceso independiente, sino que complementa los antes descritos, que parten del etileno o --aquéllos en los que éste se obtiene como material intermedio, que posteriormente debe
rá convertirse en cloruro de vinilo.
Se trata de una reacción catalítica o no con .forma--ción de radicales libres en cadena que dan lugar a la formación de cloruro de vinilo
monómero y cloro .
El proceso catalítico utiliza grafito que puede combi
-60-
narse con diversos promotores, tales como el cloruro de bario . Las temperaturas suelen ser más bajas que en el proceso no catalítico.
Por regla general, conviene limitar la conversión por
paso del dicloroetano al 50% para que la temperatura no sobrepase
que de
los 600°C, puesto -
lo contrario, podría disminuir el rendimiento en cloruro de . vinilo de la reac-
ción .
El rendimiento total de la pirólisis del dicloroetano
oscila entre el 95 y 98%.
2 .3 .5 .3 .- Proceso vía etano.
Las materias primas utilizadas son etano, cloro y aire,y
las reacciones de cloración, oxicloración
y
dehidrocloración transcurren en un solo
reactor .
En la etapa de separación de cloruro de vinilo, el cloru
ro de hidrógeno, dicloroetano y los compuestos clorados separados se recirculan al -reactor, por cuya razón el proceso no se enfrenta con el problema de la escasez de la
demanda de los subproductos .
La verdadera ventaja del proceso reside en la utiliza--ción del etano como materia prima, cuando existen disponibilidades de éste a bajo pre
cio .
En cualquiera de los casos expuestos, el agua residual generada estará caracterizada principalmente por una DQO que puede ser considerablemente elevada.
2 .3 .6 .- Acrilonitrilo.
El primer proceso utilizado en la fabricación del acrilonitrilo -partía del acetileno, que reacciona con el cianuro de hidrógeno en presencia de un ca
- 61 -
talizador de cloruro de cobre ; se empleaba un exceso de acetileno del orden de 6 a 1,
una temperatura de 76°C y presión atmosférica . El rendimiento referido a acetileno es del 80% . La Unión Carbide utilizó inicialmente un proceso en el que el acriloni-trilo se obtenía por reacción catalítica del óxido de etileno con cianuro de hidrógeno . Por su parte la Du Pont ha empleado un procedimiento que se basa en
la
reacción
del propileno con óxido nítrico, sobre un catalizador de plata a 700°C de temperatura.
Por último, el proceso Knapsacke Griesheim parte de acetaldehido y cianuro de hidróge
no . Este último proceso ha pasado a la fase comercial mientras que los tres anteriores se encuentran prácticamente en desuso . El procedimiento que hoy se utiliza más y que se estudiará con más detalle a continuación, parte del propileno y se basa en •
una reacción de amonoxidación.
Los procedimientos de fabricación del acrilonitrilo vía propileno
se basan en la reacción de amonoxidación de dicha olefina en presencia de un cataliza
dor . La reacción fundamental, que es común a todos los procesos es la siguiente:
NH 3 + C 3H6 + 3/20 2 (sire)
C3H 3 N + 3H 2 0 + 120 Kcal
Como esta reacción es exotérmica, uno de los factores más importan
tes es la eliminación de este calor de reacción, que reviste diferentes formas según
los procesos y tipos de reactor utilizados . Consecuentemente todos los procesos protegidos por licencia tienen una acusada similitud . Por ello se optó .por dar una des
-cripción generalizada, sin señalar las características peculiares de los distintos -procesos .
a) Proceso Sohio.
El proceso Standar Oil de Sohio, es uno de los primeros que se
desarrollaron y actualmente ostenta una indudable primacía en el mercado internacio-nal . En una relación aproximada de 1 :2 el amoniaco y el propileno se vaporizan y mez
clan con vapor de dilución, se precalientan con el efluente del reactor y se introdu
cen en éste por su parte inferior . El empleo de vapor de dilución es un factor de -gran importancia, pues la dilución de los reactivos en un medio inerte aumenta el indice de conversión del propileno desde el 6% en condiciones normales hasta el 60-70%.
-62-
El
reactor de
ficado es el propio catalizador .
El
la
Sohio es del tipo fluido, y el elemento fluidi
calor de la reacción exotérmica se elimina en un
sistema de refrigeración muy complicado que se dispone en el mismo lecho del reactor,
dando lugar a la generación de vapor que se emplea en las operaciones de fabricación.
El
primer catalizador que utilizó la Sohio era de fosfomolibda-
to de bismuto sobre soporte de gel de sílice . Posteriormente esta empresa ha desarro
liado un nuevo catalizador de uranio agotado que tiene una mayor selectividad para el
acrilonitrilo y disminuye la proporción de acetonitrilo, que es un producto de difícil
•
salida . Según la información del titular de la patente no es preciso reactivar el ca
talizador si se trabaja en condiciones normales, pero si fuese necesario reactivarlo
basta con pasar aire a través del lecho, durante poco tiempo.
La reacción se efectúa a 400-510°C de temperatura y una presión
de 1 a 3 atm con un tiempo de contacto del orden de segundos .
El producto resultante
de la reacción está constituido fundamentalmente por acrilonitrilo, y una serie de -productos secundarios tales como acetonitrilo, cianuro de hidrógeno, acroleína, ace-taldehido, acetona, propionitrilo, ácido acrílico, ácido acético, monóxido y dióxido
de carbono, así como el propileno y amoniaco que no han reaccionado, el oxigeno y nitrógeno del aire, y el propano, que se introduce junto con el propileno.
El
amoniaco en exceso puede plantear algunos problemas, pues ac
túa como iniciador en la sección de obtención de los productos polimerizados y coproductos, que perturban la marcha normal del proceso .
El
amoniaco se puede eliminar ab
sorbiéndolo con Acido sulfúrico para formar sulfato amónico del 36% (que, conveniente
mente concentrado y cristalizado, puede venderse como fertilizante) o también con áci
do acético, para dar acetato amónico, que, a continuación, se separa en una columna que forma parte del tren principal del proceso y se descompone en un evaporador . Des
de este último, el amoniaco se recircula al reactor, y el ácido acético se devuelve a
la parte superior de la columna de absorción de amoniaco.
La corriente principal de reacción que sale por la parte superior de la citada columna de absorción de amoniaco se bombea a la de absorción, donde,
prácticamente a la presión atmosférica, se efectúa la absorción en contracorriente --
- 63 -
con agua . Los productos orgánicos contenidos en la disolución acuosa se bombean desde el fondo de esta columna a la de
stripping
una vez precalentados en un cambiador -
de calor con el efluente caliente de esta última columna . Los incondensables salen a
la atmósfera por la parte superior de la columna de absorción.
En la columna de
stripping
se efectúa la separación del
agua --
utilizada en la absorción (que se recircula a dicha columna) de la corriente de pro-ductor orgánicos, que se separa por la parte superior y bombea a la columna de separa
ción de HCN, que trabaja a presión atmosférica . En esta columna se procede a la adición controlada de ácido oxálico para lograr la separación total de
HCN y la destruc-
ción de las cianhidrinas inestables como el cianuro de hidrógeno que se separa por el
fondo de la columna con una riquezq del 98% . No es necesaria ninguna purificación -posterior .
Los productos extraídos de la cabeza de la columna se bombean desde el acumulador de reflujo hasta una nueva columna, donde se ' realiza una destilación extractiva con agua para obtener en el fondo de aquélla una disolución de acetonitrilo, que se purifica hasta alcanzar una riqueza del 99% en un sistema adecuado de
torres de destilación . Por la parte superior de la columna se extrae una mezcla de acrilonitrilo húmedo y un azeótropo de acrilonitrilo de bajo punto de ebullición, que
contiene 12% de agua .
Esta mezcla se bombéa a la llamada columna de deshidratación, donde el acrilonitrilo se separa por el fondo y el azeótropo se extrae continuamente
del depósito regulador de reflujo y se recircula a la columna de destilación extracti
va .
El
acrilonitrilo se lleva a un sistema de purificación consti--
tuido por dos columnas de rectificación, donde se separan los coproductos y residuos
de menor y mayor punto de ebullición para recuperar un acrilonitrilo de una pureza su
perior al 99%, que se envía a los tanques de almacenamiento.
En la Fig . 2 .18 aparece un diagrama de flujo simplificado para
la producción de acrilonitrilo según el proceso Sohio.
- 64
FIGURA N g 2 .18
DIAGRAMA DE FLUJO SIMPLIFICADO DEL PROCESO SOHIO
PARA OBTENCION DE ACRILONITRILO
14
w
Agua
15
16
/1
Vapor de
A .P.
•
Acetonitrilo crudo
Agua
4
—♦ 5
Ac .cianhidr. crudo
8
11
C
^
C.) :
Acrilonitrilo purificado
12
Y
Impurezas
pesadas
LISTA DE EQUIPO:
1 .— Evaporador amoniaco;
6.—
2 .— Soplante aire;
3 . Reactor para a .onoxidación del propi7.—
leno (lecho catalítico fluidizado);
4 . Columna de absorción para lavado de
8.—
los gases de reacción (separación —
de inertes);
5 . Columna de destilación para separa—
9 a
ción de nitrilos crudos ;
13_a
Colu .na de destilación para separación de ace
tonitrilo crudo (subproducto);
Columna de destilación para separación de áci
do cianhfdrico crudo (subproducto);
Colu .na de destilación para purificación final
del acrilonitrilo producto (separación de fijos);
12 .— Hervidores;
16 .- Condensadores.
b) Proceso BP-Ugine.
Este proceso, desarrollado inicialmente por la Distillers Co .,y modificado por la Ugine, recibió su denominación actual cuando la B .P . adquirió los
-65-
intereses de los procesos químicos de la citada compañía.
Su diferencia fundamental con respecto al proceso anteriormente
descrito estriba en la utilización de un reactor multitubular del lecho fijo, en el
que el catalizador se aloja en tubos recorridos por los reactivos mientras que el calor de reacción se elimina con un fluido transmisor de calor, que circula por el exte
rior de aquéllos para producir vapor en un cambiador de calor montado en el exterior
del reactor . Este fluido suele ' ser una mezcla eutéctica de sal.
El catalizador empleado en este procedimiento está constituido
básicamente por óxidos de molibdeno, cuya vida útil es de dos años . La temperatura de reacción oscila entre 370 y 480°C.
Los productos de la reacción se refrigeran a la salida del reac
tor, para formar vapor a una presión de 4 atm, que también se utiliza para satisfacer
las necesidades del proceso.
El resto de la instalación es fundamentalmente la misma que la
que requiere el proceso anteriormente descrito.
c) Proceso O .S .W.
•
El proceso desarrollado por la Osterreichische Stickstoffwerke
A .G ., también utiliza un reactor de lecho fijo y el calor se recupera de forma
simi-
lar al que se describió antes, aunque, en vez de emplear el efluente del reactor para
producir más vapor, aquí se utiliza para precalentar la carga de alimentación de éste,
recurriendo a una mezcla autéctica de sal fundida para producir vapor a 17-21 atm en
un hervidor exterior . El vapor de agua de dilución se añade en la proporción molar de 1 a 2 con respecto al propileno.
El catalizador es un tipo granulado de bismuto y molibdeno, con
una vida media de 360 días cuando trabaja en condiciones óptimas.
El proceso en cuestión se caracteriza por el elevado grado de -66-
pureza de los coproductos, hecho que se traduce en un incremento del número de columnas de rectificación y, en consecuencia, en un mayor consumo de vapor, lo que determi
na que este proceso sea el único que tiene un consumo neto de dicho servicio . El mayor número de elementos del equipo empleado repercute desfavorablemente en los gastos
de inversión .
En el proceso O .S .W ., a continuación del stripper se monta un reactor de cianhidrina, donde se eliminan algunos coproductos (fundamentalmente carbo
nilicos) de la corriente principal, recurriendo a un catalizador en solución que se agrega a la carga antes de penetrar en el reactor y que, al reaccionar con el HCN, fa
vorece la conversión de estos compuestos en cianhidrinas.
d) Proceso Snam
En este procedimiento se utiliza un reactor de lecho fijo de di
who especial, que según el titular de la patente, exige una inversión menor que la del lecho fluido .
La reacción se lleva a cabo-a presión atmosférica y temperatu-ras comprendidas entre 400 y 540°C empleando un catalizador constituido fundamental-mente por heteropoliácidos y molibdeno, que hace las veces de elemento coordinador.
Entre estos ácidos figuran los ceriomolíbdicos,
lantanomolibdicos y toriomolibdicos.
e) Proceso Montecatini-Edison.
En lineas generales, el proceso es igual que el de la Sohio . El procedimiento desarrollado por esta firma italiana utiliza, como el de la Sohio, un reactor de lecho fluidizado en el que la eliminación del calor de reacción se realiza
en los cambiadores de calor dispuestos en el mismo lecho.
La reacción tiene lugar a una temperatura de 430-460°C y a presión de 2 atm . El catalizador es un compuesto de óxidos de tierras raras de cerio y
molibdeno y su vida media es de unos 400 días.
-67-
2 .3 .7 .- Butadieno
Las fuentes de materias primas del butadieno difieren notablemente
de EE .UU . a Europa . En EE .UU . el butadieno se obtiene principalmente por deshidrogenación de butano o butileno, ya que el craqueo de naftas es una fuente de menor impor
tancia . En cambio, en Europa, más del 80% del butadieno procede de esta última fuente y , se calcula que esta cifra puede llegar al 90% en 1975 .
El
pronóstico para la dé
cada actual apunta hacia un mayor desarrollo de los procesos extractivos y a una disminución en el de los de deshidrogenación.
Como ya se apuntó antes, existen tres puntos de partida fundamenta
les para la obtención del butadieno:
. Extracción a partir de la fracción C 4 procedente del craqueo de
nafta para la producción de etileno.
. Deshidrogenación del butano.
. Deshidrogenación del butileno.
2 .3 .7 .1 .- Procesos de extracción.
Todos los procesos de obtención, por destilación extractiva, del 1-3 butadieno de calidad adecuada para la polimerización parten de la fracción C 4 . Los disolventes deberán cumplir las características de alta selectividad pa
ra el butadieno, pequeña volatilidad y degradabilidades térmica e hidrolítica bajas.
Existe un número considerable de procesos patentados para la extracción del butadieno,
pero aquí únicamente se describirán los más importantes.
a) Proceso Esso.
Este es el único proceso comercial que no recurre a la destilación extractiva . Se parte del acetato de amonio y cobre
(CAA)
un complejo que permite separar el butadieno por absorción selectiva .
El
para obtener
proceso se
desarrolló durante la segunda guerra mundial, para la extracción del butadieno obteni
do por deshidrogenación catalítica . Subsiguientemente, se empleó con la fracción C 4 .
- 68 -
a los hidrocarburos pesados, lo que se traduce en una circulación relativamente baja
del disolvente . .
En condiciones normales de trabajo los butanos y bute
nos y el furfural son completamente miscibles y el punto de ebullición de este último
permite prescindir de las operaciones de compresión de vapor y refrigeración . Aunque
las pérdidas de disolvente son relativamente importantes (unos 2 Kg/t de butadieno),el proceso no contempla el empleo de ningún sistema especial de recuperación .
El
di-
solvente puro es corrosivo, pero los inhibidores de la corrosión permiten que se emplee el acero al carbono en la construcción de todas las unidades, excepción hecha -del sistema de purificación del disolvente.
d) Proceso Geon.
El
proceso japonés de la Geon recurre a una destila--
ción extractiva empleando la dimetil-fornamida (DMF) como disolvente extractor .
1-3
El -
butadieno obtenido, se emplea en la producción de cauchos de cispolibutadieno en
los que dicho butadieno debe contener pocas impurezas de los hidrocarburos acetilénicos más pesados, ya que éstas atacan a los catalizadores orgánicos empleados en la po
limerización .
El
•
consumo de DMF es bajo de 0 .2 a 0 .4 Kg/t de buta-
dieno, y se puede emplear el acero al carbono en todas las unidades menos en el lavador de agua .
La DMF tiene una presión de vapor baja, no forma azeó
tropos con el sistema C 4 , y se elimina fácilmente por destilación, debido a que su -punto de ebullición difiere mucho del de los hidrocarburos C 4 .
Debido a su elevada solubilidad y baja presión de
por
va-
la DMF tiene el inconveniente de que determina que los fondos de las columnas de
extracción y
strippers,
los cambiadores de calor, tuberías, etc . se mantengan a tempe
raturas relativamente altas que favorecen la formación de polímeros de butadieno y -acetilénicos, los cuales pueden provocar taponamientos y detenciones de las instala--
-69-
b) Proceso Shell.
Hasta 1956 la Shell recurrió a la acetona para separar el butano de las mezclas de butilenos y butadieno, a fin de poderlo reciclar después a la unidad de deshidrogenación catalítica . Poco después, la acetona se substituyó por el acetonitrilo, con el resultado de que, debido a las volatilidades relativas más favorables que se logran con este último compuesto, el rendimiento se incrementó en el 60% .
Aunque por regla general todos los butilenos son com•
pletamente miscibles en su correspondiente disolvente anhidro, la adición de agua reduce su solubilidad hasta el punto de que algunos llegan a ser totalmente insolubles.
Utilizando cantidades de agua del orden de un 5 a 10% en volumen y temperaturas de -20°C, la selectividad aumenta . El punto de ebullición, relativamente bajo, del ACN (80-82°C) permite trabajar a temperaturas que son lo suficientemente bajas como para
minimizar los problemas de polimerización.
Las ventajas del bajo peso molecular del ACN son : alta selectividad, baja relación molar de reflujo requerida, mínimo número de platos pa
ra una separación dada, su baja viscosidad determina que el consumo de energía necesa
rio para la circulación del disolvente disminuya.
c) Proceso Phillips.
•
El proceso Phillips de extracción de butadieno se comercializó a comienzos de 1940 y se perfeccionó recientemente al emplear el furfural
como disolvente y mejorar los sistemas de control y automatización.
En el proceso de purificación del disolvente se pierde alrededor de un 1% . El sistema de purificación mantiene el nivel de descomposi--ción de los productos por debajo del 0 .2% en peso y representa aproximadamente el 10%
de la inversión total dentro de los límites de batería.
El furfural conserva una elevada selectividad frente
- 70 -
clones . La empresa japonesa mencionada resuelve este problema añadiendo al DMF peque
ñas cantidades de un aditivo inhibidor especial . En la Fig . 2 .19 se presenta un diagrama simplificado de este proceso .
FIGURA N° 2 .19
DESTILACION EXTRACTIVA DEL BUTADIENO . (PROCESO GEON)
•
•
e) Proceso BASF
La elevada solubilidad y selectividad de la N-metilpi
rolidinina (NMP) para los compuestos no saturados, determinaron que la BASF la emplea
se como disolvente en varias aplicaciones industriales . Su aplicación a la recuperación del butadieno es relativamente reciente.
El NMP es muy soluble en las diolefinas y olefinas, tiene también propiedades de selectividad y solubilidad adecuadas para la separación
del acetileno y de los alenos (1-2 butadieno), del 1-3 butadieno . Tiene una presión
de vapor de 1 mm de Hg y una temperatura de condensación de 40°C.
Su excelente selectividad permite eliminar los aceti-
a
lénicos que se encuentran en concentraciones superiores a las 20 ppm sin dar lugar
la formación de polímeros y a la hidrogenación saturante de la alimentación C 4 que -provoca pérdidas sustanciales de butadieno . La BASF ha ensayado en NMP en otros procesos como el Lurgi Purisol y el de fabricación de acetileno (purificación de los gases) .
f) Proceso UCC.
En este proceso se emplea un sistema de doble extrac•
ción seguido de una destilación convencional doble o sencilla que viene determinada por la composición de la carga de alimentación ; es similar a los demás procesos ya -descritos, excepción hecha de ciertas particularidades de la destilación extractiva.
Como disolvente se emplea la dimetilacetamida (DMAC) que no debe exponerse a temperaturas elevadas durante largos períodos de tiempo para evitar las pérdidas por hidróli
sis . Se pueden variar la composición del disolvente y la presión de trabajo para ele
var el rendimiento del proceso en concordancia con la calidad del butadieno bruto gro
cesado .
2 .3 .7 .2 .- Procesos de deshidrogenación de butanos.
Para la deshidrogenación de butanos se emplean dos tipos
de procesos :
- 72 -
. Proceso Houndry . Constituye la versión clásica de los
dos procesos consignados y se lleva a cabo en una sola etapa de deshidrogenación cata
Utica .
La operación requiere fundamentalmente una instalación constituida por una batería dé reactores de deshidrogenación de lecho catalítico fijo
que trabajan en regimen cíclico . Durante cada ciclo, los reactores se calientan suce
sivamente, se enfrían por intercambio de calor con el butano de la alimentación y se
purgan de los vapores de hidrocarburos . Las variaciones térmicas deben ser minimas .La duración del ciclo es de unos 21 min . : 9 de operación, otros 9 de regeneración del
catalizador y el resto en operaciones de purga.
. Proceso de deshidrogenación oxidativa de butanos . Como su nombre indica, es un proceso de deshidrogenación por oxidación, que se efectúa
en etapas con rendimientos elevados.
La reacción básica del proceso es la siguiente:
)
C4H6
C4H10 + 02
+ 2H2 0
y puede desplazarse hacia la derecha al variar la concentración de oxigeno . En otro
proceso el oxígeno se sustituye por el yodo.
C4H10 + 2I 2
C4H6
+
4IH
El oxigeno que se introduce en el reactor oxida el ácido
para regeneral el yodo.
4 IH
+
0 2
2 I2
+
2H 2 0
Los inconvenientes del método son los siguientes:
El empleo de halógenos plantea el problema de evitar pér
didas de éstos, así como la formación de subproductos halogenados . Cuando no se em--
-73-
plean halógenos el control de la temperatura y la elección del catalizador apropiado
pueden presentar dificultades.
Sus principales ventajas con respecto al método Houndry
son :
. Altos rendimientos que se traducen en la reducción de los costos de materias
primas.
•
. Reducción del equipo y de los costos de energia eléctrica,
al
disminuir el -
reciclo de resultas de los rendimientos más altos obtenidos.
. Simplificación de las etapas de purificación.
. Como es un proceso exotérmico el calor desarrollado puede aprovecharse para
la obtención de vapor de agua, lo que reduce los gastos de . servicio.
- 2 .3 .7 .3 .— Procesos de deshidrogenación de butilenos.
El
proceso de la Shell Chemical consta de las siguientes
etapas básicas : purificación de la alimentación, constituida por butano y butileno, para eliminar los insobutilenos, deshidrogenación del butileno, purificación para eli
•
minar los polimeros pesados y extracción continua del butadieno utilizando como disol
vente una disolución acuosa de acetato amónico cuproso.
En los procesos de obtención de butadieno generalmente las aguas residuales producidas están caracterizadas por una DQO poco significativa;
en tanto que la cantidad de sólidos y aceite podria ser importante.
2 .3 .8 .- Estireno.
Durante un siglo el estireno, descubierto en 1839, era exclusivamente un producto de laboratorio que se obtenia por destilación lenta del ácido ciná-
- 74 -
mico, dehidrogenación del 1-cloroetilbenceno, deshidratación del 1-feniletil alcohol,
copirólisis de la mezcla etileno-benceno y deshidrogenación del viniclorohexano (dime
ro del butadieno) y etilbenceno . Este último procedimiento constituyó el punto de -partida para su producción a escala comercial . La primera firma que acometió su comercialización fue la Naugatuck Chemical Co . en 1925, aunque dicha firma hubo de desistir al poco tiempo por las grandes dificultades que habla que vencer . Con el descubrimiento de las propiedades de los copolimeros butadienoestireno en Alemania, se reanudó la producción de estireno, que alcanzó sólo en aquel país una capacidad de -producción de 65,000 t/a a finales de la última guerra . Desde 1930, Dow Chemical Co.
estudió la puesta a punto del proceso de obtención de estireno que culminó con éxito
en 1937 . Entre otras empresas norteamericanas que estudiaron este proceso cabe citar
a Monsanto Chemical Co ., Unión Carbide Corp ., y Koppers Chemical Co . Aunque después
de la segunda guerra mundial la demanda de estireno disminuyó considerablemente, la guerra de Corea la o volvió a incrementar y desde entonces puede decirse que dicha de-manda ha crecido ininterrumpidamente, hasta el punto de que, en la actualidad, tiene
un gran mercado .
Desde el punto de vista de la materia prima de partida, los dos -procesos principales de fabricación del estireno, son los siguientes:
. Alcohilación del benceno con etileno para producir etilbenceno y la subsiguiente deshidrogenación del etilbenceno a estireno.
. Separación del etilbenceno de las mezclas aromáticas y su deshidrogenación
a estireno .
Sin embargo, estos procesos varían en función de las distintas modalidades de alcohilación y deshidrogenación en el primer caso, y de la separación -del etilbenceno y subsiguiente deshidrogenación a estireno, en el segundo.
En lo que sigue se describe someramente los procesos típicos de fa
bricación de etilbenceno, a partir del cual, y en una segunda fase se tiene el estire
no por deshidrogenación .
-75-
Fabricación de etilbenceno por alcohilación del benzeno.
. Con etileno de alta concentración.
En este proceso, el benceno seco y etileno de pureza superior . al 95% se alimenta, junto con el catalizador de A1C13 (Acido fosfórico) a una columna de alcohi
lación . El cloruro de aluminio se combina con el hidrocarburo para formar un complejo hidrocarbonado insoluble . Los productos de la reacción compuestos por
el alcohilato bruto y el complejo formado entran en un separador, donde el
com-
plejo del cloro y del aluminio se separan de la mezcla . Por regla general, el
proceso se lleva a cabo de tal modo que reacciona la totalidad del etileno alimentado sin que sea necesario ningún reciclado .
El etilbenceno crudo se lleva
a un sistema de fraccionamiento . De este modo, los polietilbencenos formados,se separan del etilbenceno que sale por la cabeza de la columna del fracciona-miento, y se envían a la operación de desalcohilación.
. Con etileno de baja concentración.
La característica más destacada de este proceso es el empleo como gas de alimen
tación, del precedente del craqueo catalítico que contiene cantidades bajas de
etileno . Este proceso, conocido por Alkar, puede utilizar gases que contengan
de un 5% hasta un 100% de etileno . Como la corrosión a que están sometidos los
distintos equipos es reducida, basta que éstos sean de acero al carbono.
En este proceso existen dos reactores, uno de los cuales se alimen
ta con benceno de aportación y el gas que contiene etileno, y el otro con benceno de
aportación y de reciclo, así como con el reciclo de derivados polialquilicos . La --reacción de alcohilación se realiza en fase vapor a una temperatura de 200-250°C y -presión de 14 atm.
Separación del etilbenceno por fraccionamiento a partir de mezclas de xilenos.
La mezcla de xilenos isómeros se envía a tres columnas de destilación dispuestas
en serie que en conjunto, cuentan con más de 325 bandejas de sombrerete borbotea-
-76-
dor o platos perforados y que trabajan con una relación de reflujo muy alta . De
este modo se consigue separar el etilbenceno del xileno isómero del punto de ebullición más próximo : el paraxileno . La pureza del etilbenceno es fundamental, ya
que la del estireno es función de aquéllas.
Proceso de deshidrogenación del etilbenceno a estireno.
a) Proceso de pirólisis.
En la pirólisis del etilbenceno por encima de los 500°C se produce estireno, benceno, tolueno, hidrógeno, metano y alquitrán . Aunque el rendimiento en estireno de la reacción es bajo, si se emplea un catalizador de Fe 2 0 3 la velocidad de reacción del etilbenceno a estireno puede aumentar selectivamente em--pleando aquéllas temperaturas a las que se dedican las reacciones no deseables.
Como el desplazamiento de la reacción principal,
C6H5C2H5
C6H5CH
=C
en el sentido de la formación de estireno se favorece cuando la presión parcial del etilbenceno disminuye, la reacción se lleva a cabo introduciendo vapor de agua para reducir dicha presión hasta un valor inferior al 10% de la total .
El
vapor recalenta
do que se introduce aporta el calor de reacción necesaria.
En base a consideraciones cinéticas, se deduce que, para una pre-sión parcial determinada del etilbenceno, hidrógeno y estireno, existe una sola temperatura para la cual la producción de subproductos es
minima .
Esto implica que el -
perfil de temperatura a lo largo de los reactores tubulares debe ser el óptimo lo que
se consigue introduciendo vapor de agua en distintos puntos del reactor, en algunos casos, o haciendo que los reactivos atraviesen distintas capas del catalizador con ca
lentamiento intermedio entre las distintas capas, en otros.
Según el tipo de reactor empleado los rendimientos en estireno son
distintos : el 95 .1% en reactores tubulares con perfil de temperatura óptimo ; el 91 .5%
- 77 -
en los adiabáticos ; el 92 .7% en los de doble inyección de vapor y el 93 .5% en
los
de
doble lecho catalítico . Actualmente las conversiones son del orden del 45-50%, y la
temperatura de 650°C.
b) Proceso Halcon.
Recientemente esta firma ha desarrollado un nuevo proceso a escala industrial
en el que la conversión del etilbenceno a estireno es el resultado de una oxidación y deshidratación ; simultáneamente se obtiene óxido de propileno.
•
El
etilbenceno se oxida a 130°C y 3 .5 atm, para obtener un 13% de
hidroperóxido, con una selectividad del 84 por ciento.
FIGURA N°- 2 .20
DIAGRAMA DE FLUJO SIMPLIFICADO DEL PROCESO DE OBTENCION DE ESTIRENO
A PARTIR DE LA DESHIDROGENACION DE ETILBENCENO
Estireno
producto
Estireno
crude
~
l
I
Separación del
cetoh :odory
neutrelizocidn
41 4uilocr6n
El
ha reaccionado .
~
z
r
Vop or
sobreto len todo
..
l
L
Rezeduo
~
Oeshidrogenoción--4f1----Froccionomierrto- --
producto bruto se fracciona para separar el propilenq que no -
El residuo se hidrogena cataliticamente con niquel a 40°C y . 3 .5 atm
para convertir el peróxido sobrante en alcohol feniletílico . A continuación, se frac
ciona para obtener óxido de propileno, etilbenceno y alcohol feniletilico . El último
paso del proceso es la deshidrogenación a 230°C con catalizador de óxido de titanio,en la que se logra una conversión del 80% de estireno.
- 78 -
En la Fig . 2 .20 se muestra un diagrama de flujo simplificado del proceso de obtención de estireno a partir de la deshidrogenación de etilbenceno por pirólisis .
Las aguas desechadas en la fabricación del estireno comúnmente --ejercen una considerable demanda de oxigeno .
3 .- CLASIFICACION Y TRATAMIENTO DE AGUAS RESIDUALES DE REFINERIAS Y PETROQUIMICAS.
En estecapítulo_:se_pr-esenta : el origen _y composición química en general de las -,
aguas residuales generadas en refinerías y petroquímicas ; así mismo se hace una des-•
cripción de los métodos de tratamiento convencionales de las mismas.
3 .1 .-
Efluentes líquidos totales de refinerías y petroquímicas.
Como resultado del agua empleada en los distintos procesos, tanto de refinación como de petroquímica, se generan aguas residuales, mismas que degradan el -agua de los cuerpos receptores.
Dado el tipo de crudo empleado, unidades de proceso incluidas y localización de las plantas, se tiene que, el grado de contaminación varía enormemente de unas
plantas a otras . No obstante es posible afirmar que la contaminación es menor que en
otro tipo de industrias, como puede observarse en el siguiente cuadro.
-80-
CUADRO we 3 .1
VALORES MEDIOS DE LA DBO PARA DISTINTOS TIPOS DE AGUAS RESIDUALES
PROCEDENCIA
DBO
(PP . )
Azucarera (remolacha)
850
Cervecera
550
Papelera
25,000
Refineria de petróleos : aguas sulfhidricas
850
Conjunto de aguas residuales
125
Curtidos
Aguas residuales municipales
2,000
350
FUENTE : BEYCHOCK, M .R . ; Aqueous wastes from petroleum and petrochemical
plants John Wiley and Sons, New York (1967)
Si bien es cierto que los anteriores valores deben tomarse con ciertas reservas, también lo es que bâsicamente esto puede deberse a la poca atención que se le
ha prestado a la contaminación del agua tanto en esta industria como en muchas otras.
Reflejo de lo anterior es el hecho de que en la mayoría de
las
plantas-de -
refinación de petróleo y petroquímica, sólo se contaba normalmente con un separador de
•
aceite-agua, como único sistema de tratamiento.
No obstante, debido-a los mayores indices de calidad exigidos para las des
cargas de aguas residuales, se ha hecho obligatorio obtener un mayor grado de depuración, y en muchas ocasiones mejorar los procesos desde el punto de vista de la reducción del consumo de agua y/o de su grado de contaminación . Esta situación queda plena
mente plasmada en los datos presentados en el siguiente cuadro.
CUADRO N2 3 .2
VALORES MEDIOS DE VOLUMEN Y CONTANINACION DE LAS AGUAS RESIDUALES
DE LAS REFINERIAS QUE EMPLEAN UNA TECNOLOGIA ANTIGUA, ACTUAL Y AVANZADA
Sulfuros
Caudal
(1/barril)
DBO
(g/barril)
(g/barril)
(g/barril)
Antigua
945
181
14
5
Actual
378
45
5
1 .4
Avanzada
189
23
2 .3
1 .4
TECNOL06IA
FUENTE :
Fenoles
ECKENFELDER, N .N . : Water quality engineering for practicing engineers,
Barnes and Noble, New York (1970)
3 .1 .1 .- Clasificación de las aguas residuales de refinerías y petroquimi--
cas.
En la mayoría de las refinerías y petroquímicas, las aguas residua
les producidas pueden clasificarse de acuerdo con su contenido, de la forma siguiente :
. Sólidos disueltos
. Hidrocarburos--{-aceite)
. Fenoles y/o sulfuros
La eficiencia . de una planta de depuración de aguas residuales es directamente proporcional al grado de segregación aplicado a las mismas.
En las refinerías y plantas petroquímicas se tiende, actualmente, a realizar dicha se
gregación en función de los tipos 'de compuestos contenidos citados y, en conse
cuencia, suelen establecerse tres sistemas diferentes:
. Sistemas de agua aceitosas
. Sistemas de agua limpias
. Sistemas de aguas muy contaminadas, o aguas de proceso.
- 82 -
A estos sistemas deben añadirse los de las aguas sanitarias, aguas
de lastre de los petroleros y, en algunos casos, el de las aguas aceitosas contami
nadas con tetraetilo de plomo.
Cada uno de los sistemas citados esta formado por diferentes Corrientes . En el cuadro No . 3 .3 se indican las corrientes típicas de cada sistema en
el caso de una refinería de petróleo, y se da una idea de sus grados de contaminación
en función de los sólidos disueltos, aceite y fenoles/sulfuros.
CUADRO N o- 3 .3
SEGREGACION TIPICA DE LAS AGUAS RESIDUALES DE REFINERIA
Contenido en
SISTEMA
Aguas
Aceitosas
Aguas
Limpias
•
Aguas
de proceso
Aguas
Sanitarias
Aguas
aceitosas
con TEL (b)
C O R R I E N T E
Sólidos
disueltos
Aceite
Fenoles/
sulfuros
2
1
2
1
1-3
1
1
2
1
1
1
1
1.
1
2
1
2
1-4
2
1-4
2
1-4
2
2
2
1
1
2
1
Aguas pluviales en zonas de proceso
1
Aguas pluviales en bloques de bombas de -trasiego, n ezcla y expedición
1
Aguas contra incendios
1
Purgas torres de refrigeración
1
Aguas pluviales en zonas de almacenamiento
de productos (excepto GLP y gasolinas)
1
Efluentes planta tratamiento agua bruta
2
Purgas de calderas
2
Aguas pluviales en zonas no contaminadas —
(oficinas,=etc .) -1
Efluente del desalador
2
Efluentes del tratamiento de las aguas -sulfhídricas y amoniacales (a)
2
Efluente del tratamiento de sosa cáustica
gastada (a)
1-4
Purgas de agua del almacenamiento del crudo
2
Purgas limpieza tanques de gasolina
Aguas pluviales en zonas almacenamiento —
gasolina y preparación TEL
NOTAS : (a) Como se indica nás delante estos efluentes proceden de los tratamientos de .
ciertas aguas residuales realizados en la zona de proceso . Por sosa gastada se entiende el efluente de los procesos de tratamiento de sosa cáustica.
(b)
TEL
= Plomo tetraetilo
1 = contenido bajo ; 2 = contenido alto ; 3 = contaminación ocasional alta por
roturas de los cambiadores ; 4 = contaminación ocasional alta por mal funcionamiento de los controladores del nivel de interfase.
- 83 -
3 .1 .2 .-
Composición de las aguas residuales.
r
En lo referente a la composición debe considerarse la procedencia
de las mismas ; ésto es refinerías y plantas petroquímicas.
a) Refinerías
Teniendo en cuenta la diversidad de los crudos existentes y de
las unidades integradas, es prácticamente imposible establecer una composición típica de las aguas residuales de refinería . Por otra parte,los datos publicados son escasos . Sin embargo, se ha intentado buscar
unos valores indicativos medios, en base a los recopilados por Beychock*
y el American Petroleum Institute** . Dichos valores, que se presentan
en el cuadro 3 .4 pueden servir de orientación, en cuanto a órdenes demagnitud, en la etapa de diseño de una nueva refinería.
CUADRO N°- 3 .4
COMPOSICION TIPICA DE LAS AGUAS RESIDUALES DE RÉFINERIA
SEGUN LOS SISTEMAS DEFINIDOS
Sistema
Aceite
DBO
_
1
2
3
4
5
*
**
150
5
300
45
150
150
10
250
350
150
Contaminante (pp .)
Sólidos
en
Sulfuros
Amoniaco
suspensión
300
----350
----450
25
70
450
15
30
350
-----
Fenoles
----25
-----
Mercap
tanos
----10
-----
TEL
------120
BEYCHOCK, M .R . : Aqueos wastes from petroleum an petrochemical plantas, John Wiley and Sons, New York (1967)
API : Manual on disposal of refinery wastes, American Petroleum Institute, Nez York . (1969)
b) Plantas petroquímicas.
Entre los diversos tipos de plantas petroquímicas cabe destacar las que
elaboran los llamados compuestos de primera generación, que son los que
- 84 -
se obtienen directamente a partir de los productos de refinería . Por
ejemplo, el etileno
por craqueo de los hidrocarburos ligeros y nafta;
el butadieno por deshidrogenación catalítica de los butilenos y/o buta
no ; los aromáticos, por reformado catalítico de la nafta y extracción
con disolventes ; el acetileno, por craqueto térmico de GLP y/o nafta,
etc . En estos casos los procesos empleados son similares a los de refineria y de ahi, que las aguas residuales producidas en ambos casos sean muy parecidas.
Si en una planta petroquímica se emplean procesos de cloración, oxidación, nitración, etc ., los compuestos producidos no se corresponden a los de primera generación y, por tanto, las aguas residuales pue
den tener composiciones bastante distintas de las de refinería como se
muestra en el Cuadro 3 .5, por lo que la sistematización de las composi
ciones'de las aguas residuales producidas es dificil.
3 .2 .-
Métodos de tratamiento de las aguas residuales procedentes de refinerías.
Tanto en los procesos antiguos como en los modernos, a efectos de trata-miento, ._.las aguas residuales se dividen en dos grupos : . las que depuran directamente fuera de la zona de proceso en una planta de depuración de dichas aguas, y las que se
•
someten . a un tratamiento dentro de dicha zona.
Las segundas corresponden a las aguas sulfhidricas y amoniacales y a la sosa gastada, que se someten al llamado pretratamiento en planta en la zona de proceso . Los efluentes de este pretratamiento se depuran por último en la planta de depuración de aguas residuales junto con las demás corrientes.
Como el pretratamiento en plano no ha evolucionado a lo largo de los últi
mos años el grado en el que lo han hecho las plantas de depuración, en la exposición
que sigue no se hace ninguna distinción entre la tecnología
-85-
convencional y avanzada.
CUADRO N° 3 .5
CAUDALES Y COMPOSICION DE LAS AGUAS RESIDUALES EN LA PRODUCCION DE
COMPUESTOS PETROQUIMICO5.
Caudal
P R O D U C T O
Etileno
Propileno
Tolueno
Xileno
Amoniaco
Metanol
Etanol
Butanol
Etil-benceno
Hidrocarburos clorados
Fenol, cumeno
Acetona
Glicerina, qlicoles
Urea
Anhídrido acético
Acido tereftálico
Acrilatos
Acrilonitrilo
Butadieno
Estireno
Cloruro de vinilo
Polietileno
Polipropileno
Poliestireno
Cloruro de polivinilo
Tintes y piqmentos
: Isocianato
Fosfato de tributilo
DBO(ppm)
(gal/t)
50- 1 .500
100- 2 .000
100- 1 .000
100- 1 .000
300- 3 .000
200- 3 .000
300300‘ 300200-
300- 2 .500
500- 4 .000
3 .000 .
3 .000
4 .000
2 .000
25-
300- 1 .000
300- 3 .000
500- 4 .000
500- 3 .000
300- 2 .000
'50- 1 .000
5005001 .0001001 .000-
50150
1 .200-10 .000
1 .000- 5 .000
2 .500
1 .500
5 .000
2 .000
8 .000
1 .000- 3 .000
1 .000- 3 .000
1 .000-10 .000
100- 2 .000
1 .000-10 .000
100200
400- 1 .600
400- 1 .600
500- 1 .000
1 .500- 3 .000
50 .000-250 .000
5 .000-10 .000
1 .000- 4 .000
100
500503001 .000500'
3 .500
300
5 .000
3 .000
5 .000
200700
25200
300- 3 .000
200- 2 .000
---------------------50200-
' 500
400
DQ0(ppm)
Otros contaminantes
500- 3 .000
500- 3 .000
1 .500- 5 .000
1 .000- 8 .000
Fenoles, aceite
50250
500- 2 .000_
1 .000- 4 .000
1 .000- 8 .000
1 .000- 7 .000
100500
Aceite . nitrógeno
2 .000-15 .000
2 .000-10 .000
1 .000- 7 .000
100500
500- 8 .000
2 .000- 4 .000
2 .000-15 .000
500- 1 .500
100400
1 .000- 6 .000
500- 5 .000
200- 4 .0001
200- 4 .000
1 .000- 3 .000
1 .000- 2 .000
500- 2 .000
1 .000- 2 .500 _ 4 .00.0- 8 .000
500- 2 .000
1 .000- 3 .000
Fenoles
---------------
Aceite
Aceite, sólidos
Metales pesados
Metales pesados
Aceite, sólidos
Fenol, sólidos
----------------------------Metales pesados
Sólidos, cianuros
Cianuros
Sólidos, aceite
--------------Sólidos
________
Sólidos
-------Metales pesados,sólidos
Nitróqeno
Fósforo
* FUENTE : ECKENFELDER, W .W . ; Petrochemical wastes, comunicación presentada al International
Congress on Industrial Waste Water Stockholm, Nov . (1970).
3 .2 .1 .-
Pretratamiento en planta.
Como ya se indicó antes, el pretratamiento en planta se realiza fun
damentalmente para depurar las aguas sulfhídricas y amoniacales (las que, en la termi
nología inglesa, se conocen por sour water : aguas agrias ; o foul waters : aguas fét idas) y eliminar la sosa cáustica gastada.
a) Aguas sulfhídricas y amoniacales.
Las aguas sulfhídricas y amoniacales contienen sulfuros (generalmente H 2 S, amoniaco, mercaptanos, fenoles y, a veces, en menor cantidad, ácidos orgánicos solubles, bases de nitrógeno y cianuros . Por regla general corresponden a condensados procedentes de unidades de craqueo, re-formado catalítico, destilación de crudos, destilación a vacío e hidrodesulfuración.
Según los datos, de trece refinerías, recopilados por el American
Petroleum Institute* la composición de las aguas sulfhídricas y amoniacales puede variar dentro de los rangos que se indican en el cuadro N 2 3 .6.
CUADRO N°- 3 .6
CONPOSICION DE LAS AGUAS SULFHIDRICAS Y AMONIACALES DE REFINERIA
CONTAMINANTE
RANGO
H2S
.390
—
8250
ppm
NH 3
135
—
6550
ppm
Fenoles
100
—
900
ppm
7,75
—
9,25
pH
* API : Manual on disposal of refinery wastes, American Petroleum
Institute, New York (1969)
-87-
El
método de pretratamiento más común . es la destilación con --
arrastre de vapor . En la Fig .
el
Cuadro
N2
N2
3 .1 se presenta un diagrama de flujo típico, y en -
3 .7 un resumen de datos sobre destilación de aguas sulfhídricas y amonia
cales .
En la eliminación de sulfuros, existe la alternativa de la oxidación . Por este procedimiento las aguas sulfhídricas y amoniacales y la sosa gastada
se procesan juntas oxidando los sulfuros a tiosulfatos y sulfatos .
El
agente oxidan-
te es el aire, a presiones comprendidas entre 0 .7 y 5 .6 Kg/cm 2 y temperaturas entre 104
y 138°C . Los mercaptanos se eliminan recurriendo a una operación combinada de --
oxidación y destilación con arrastre de vapor . Toda la operación se lleva a cabo en
una torre de destilación, mezclando aire con la alimentación ; los gases producidos se
incineran .
CUADRO N°- 3 .7
DESTILACION DE AGUAS SULFHIORICAS Y AMONIACALES
DESTILACION
% SEPARACION
GAS DE ARRASTRE
Nm 3 ~l (a)
Arrastre con vapor
Sin acidificar
Acidificando
Arrastre con gases de combus.
Con vapor
Sin vapor
0,058
0,028
-
0,090
0,089
0,227
0,085
SH 2
TEMPERATURA
NH3
96
97
-
100
88
99
98
69
100
77
`
RESIDUO °C
0
95
8
90
110
110
-
•132
121
113
60
Arrastre con gases de combus.
Acidificando
(a) m
0,054
98
0
normales por litro de alimentación total incluyendo el reflujo .
FUENTE : BEYCHNOCK, M .R . : Aqueour wastes-fro n petroleum and petrochemical -.plants,
John Wiley and Sons, New York (1967)
21
-
38
b) Sosa gastada
En las refinerías la sosa cáustica se emplea en las operaciones de neu
tr.alización y extracción de:
. Materiales ácidos que . existen naturalmente en el petróleo crudo y en cualesquiera de sus fracciones.
. Producto de reacción de ácidos que
se originan en'los . diversos pro-
cesos químicos.
. Materiales ácidos formados durante el craqueo térmico y catalítico,
tales como H 2 S compuestos fenólicos y ácidos orgánicos.
FIGURA N°- 3 .1
OESTILACION CON ARRASTRE DE VAPOR DE LAS AGUAS SULFHIDRICAS
Y AMONIACALES DE REFINERIA
S " = 4800 ppm
NH3= 3600 ppm
pH= 8 .3
FUENTE : API ; Manual on disposal of refinery wastes, American Petroleum Institute . New York (1969)
-89-
La sosa gastada contiene sulfuros, mercaptanos, sulfatos, sulfonatos, fenoles, naftenatos y•otros compuestos orgánicos e inorgânicos, que contaminan
el agua desde los puntos de vista de toxicidad, consumo de oxígeno, olor, sabor, pH y
aspecto .
Los procedimientos empleados para
la
depuración de estas aguas residuales -
son : evacuación directa (por dilución o evacuación en balsas o pozos), métodos químicos (regeneración por destilación con arrastre de vapor u oxidación, oxidación con al
re, neutralización) y métodos físico-químicos (neutralización con gases de chimenea,
destilación con arrastre de vapor y extracción).
3 .2 .2 .- Plantas de tratamiento.
Las plantas de tratamiento tienen por objeto reducir el contenido de aceites, sólidos en suspensión y DBO de las aguas residuales de refinería . Las
operaciones unitarias utilizadas difieren bastante de la tecnología convencional a la
más moderna y, también los grados de eficiencia alcanzados.
a) Tecnología convencional.
Tanto la tecnología antigua como en la convencional la depuración se limita al aceite y, en algunos casos, a la DBO . La separación del - aceite se realiza en el separador agua-aceite API (siglas de American
Petroleum Institute) . La función principal de este equipo es separar
el aceite libre del agua residual, pero no es capaz de separar sustan cias solubles ni romper emulsiones, no debe emplearse para dichas funciones . Sin embargo, lo mismo que en cualquier otro equipo de sedimen
tación a la vez que el aceite se separa, los sólidos en suspensión se
sedimentan . El diseño de los separadores agua-aceite se basa en la ve
locidad ascensional de partículas esféricas de aceite con un diámetro
de 0 .015 cm . Para este tamaño de partícula, el número de Reynolds es
inferior a 0 .5 y hay que aplicar la ley de Stokes.
- 90 -
FIGURA NQ 3 .2
ESQUEMA DE UN SEPARADOR API DE DOS CANALES
•
Raequeta
FUENTE : MANUAL ON DISPOSAL OF REFINERY MASTES—VOLUME on liquid Masses.
Antes de verter el efluente del separador API se envía, a
una balsa de retención, en la que se recogen las aguas limpias que no se han tratado.
Si el tiempo de retención en dicha balsa es suficiente, se puede conseguir una reducción de lá DBO.
b) Tecnología avanzada.
Se observa una mejora en el grado de descontaminación conseguido . Esta mejora se logra recurriendo a:
. Separadores de agua-aceite mas eficientes (PPI y CPI)
. Adición de unidades de flotación con aire, con o sin coagulación, para mejorar la separación de aceites y de sólidos en suspensión.
. Adición de unidades de oxidación biológica (lagunas aeradas o instala
ciones de lodos activados) para reducir el contenido de DBO.
- 91 -
. Tratamiento terciario (adsorción de fenoles con carbón activado.
. Implementación de incineradores para el . tratamiento y evacuación de los lodos separados en todas las operaciones anteriores.
En la Figura N 2 3 .3 se da el esquema general de una planta de -depuración de aguas residuales de una refinería que emplea una tecnología avanzada,
para los distintos sistemas definidos anteriormente Cuadro N 2 3 .3 . En el Cuadro --
N° 3,8 se presentan los rendimientos que pueden obtenerse por los distintos procedi
mientos en la separación de los contaminantes principales.
FIGURA N°- 43 .3
DIAGRAMA DE BLOQUES DE UNA PLANTA MODERNA PARA EL
TRATAMIENTO DE AGUAS RESIDUALES DE REFINERIA.
Sistema 4
Sistema 5
Sistema 2
Aguas
Aguas aceitosas con TEL
limpias
sanitarias
Separador
agua/aceite
Aguas
Separador
agua/aceite
Separador
.agua/aceite
Reactivos
Nutrient es
Tratamiento
biológico
(aeradores) I
q
2O
Aceite para recuperar
Lodos a incineración
•
Material flotable a incineración
q
Purga de lodos a digestión
Descarga
efl vente
depurado
N utr ien tes
Tratamiento
biológico
(lodos activos)
En cuanto a las mejoras introducidas a la tecnología moderna, conviene referirse brevemente a los nuevos tipos de separadores agua-aceite.
Como las restantes mejoras corresponden a la incorporación de las operaciones unita
rias típicas de la depuración de aguas residuales, no parece oportuno tratarlas en
detalle .
CUADRO NQ 3 .8
RENDIMIENTOS DE SEPARACION DE LOS CONTAMINANTES DE AGUAS
RESIDUALES DE REFINERIA, SEGUN LOS DISTINTOS PROCEDIMIENTOS.
PROCEDIMIENTO
INFLUENTE
Tratamiento primario
Separidores API
Flotación con aire sin
agregar reactivos
Tratamiento químico
Flotación con aire agre
gando reactivos
Coagulación
DB05
RENDIMIENTO SEPARACION %
Sólidos en
Sulfuros
Fenoles
suspensión
Aguas residua
les totales.
5 — 35(a)
—
—.
10 — 50
Efluente delAPI
5 — 25
—
—
10 — 40
10 — 60
—
—
50 — 90
Efluente del
API
50 — 90
Efluente delAPI
10 — 70
Efluente delAPI
Efluente delAPI
Efluente delAPI
70 — 95
65 — 99
90 — 99
50 — 90
50 — 90
65 — 99
65 — 99
Efluente delAPI
40 — 80
65 — 99
90 — 99
90 — 99
70 — 99
Tratamiento terciario
Efluente trata
iientó bioló-=
50 — 90
80 — 99
80 — 99
—
Carbón activo
gico .
80 — 99
—
Tratamiento biológico
Lodos activados
Lagunas aeradas
Filtros percoladores
Balsas . de oxidación
I
20 — 70
.
Efluente trata
50 — 90
80 — 99
biológico .
(a) No se incluye laBDO correspondiente al aceite separado .
Ozonización
FUENTE :
60 — 85
0 — 40
60 — 85
ECKENFELDER, N .N . ; Water quality engineering for practicing engineers,
Barnes and Noble, New York (1970).
Los nuevos separadores agua-aceite son los Parallel Plate Interceptor (PPI) y Corrugated Plate Interceptor (CPI) desarrollados por la Shell . Con
el separado PPI, desarrollado hace unos 15 años por la Battaafse Internationale -Petroleum Maatschappij N .V . de La Haya, que implica, en esencia, la inserción de -placas paralelas inclinadas en los canales de un separador API convencional, se con
sigue la separación de partículas de aceite menores de 150 um, rendimiento mayor, menos espacio y un costo menor que en el caso del separador API* .
* FUENTE :
BRUNSMAN, J .J . ; J . Water Poll . Contr . Fed ., 34, 1, 44 (1962).
-93-
En la Figura 6 .4.
,puede verse el esquema de un separador PPI.
El separador CPI, que representa un perfeccionamiento del PPI, -emplea placas corrugadas con una inclinación de 45° con respecto a la horizontal en
la dirección del flujo del agua residual . Además de las ventajas del PPI sobre el
API, el CPI resulta más económico que el primero y los rendimientos en la separación de aceite son mayores, como puede verse en el cuadro 4 .10.
Hay que señalar que la tecnología moderna ha incorpo•
r ado ,
una serie de medidas operacionales tendientes a reducir el volumen --
y/o el grado de contaminación . de las aguas residuales . como, por ejemplo, y . siempre
que sea posible, la sustitución del . enfriamiento con agua por la de aire.
3 .3 .- Métodos de tratamiento de las aguas residuales procedentes de plantas --petroquímicas.
El tratamiento de . las aguas residuales procedentes de las plantas petroquímicas incluye las mismas operaciones que en el caso de las refinerías ; esto es separación de aceite con separadores por gravedad tipo API, PPI o CPI, flotación -con aire, coagulación, oxidación biológica y tratamiento terciario . Asimismo, se aplican las operaciones de pretratamiento en planta como, la destilación con arrastre .de vapor ..
Sin embargo, es al tratamiento biológico al que hoy se dedica más aten--ción, ya que es uno de los métodos más económicos para reducir el contenido
ma--
teria orgánica . El tratamiento biológico de las aguas residuales petroquímicas es
mucho más complejo que el de las aguas sanitarias municipales y para su diseño hay
que tener muy en cuenta su composición . En el Cuadro N 2 3 .9se presenta'una lista de compuestos orgánicos biodegradables*.
Con respecto a la biodegradabilidad de los compuestos orgánicos, pueden
establecerse las siguientes reglas generales .*
. Los compuestos alifáticos y cíclicos son más
máticos .
-94-
degradables que los aro-
FIGURA
N9 3 .4
API
SEPARADOR
t Efluente
Influente
Suministro de agua
A
28 ft.
a
1
a
U
Planta
Colector H
de aceite
. .. "t .t:t~:. ,
. .'•/:7i'.7? . . '~ .:
:~!i~.'.~'~. .
Almacenamiento de lodos
Campana,,
FUENTE :
J . of Water Poll . Contr . Fed ., 34, 1, pag . 53
.
. :. :
o.
.
. .
Sección
»}<_. . : .~_
A-A
. . .~.
CUADRO No . 3 .9
BIODEGRADABILIDAD DE ALGUNOS COMPUESTOS ORGANICOS
Compuestos orgánicos biodegradables
(algunos pueden requerir períodos largos
Compuestos que suelen ser resistentes
a la degradación biológica
de aclimatación)
•
Acetato de vinilo
Alcoholes alifáticos terciarios
Acido acrílico
Aceite
Acidos alifáticos
Eteres
Acido metacrílico
Isopreno
Alcoholes alifáticos
Metil—vinil cetona
Aldehídos alifáticos
Morfolina
Aminas alifáticos primarias
Polímeros
Aminas aromáticas
Sulfonatos benceno polipropileno
Cetonas
Sulfonatos benceno terciarios
Diclorofenoles
Triclorofenoles
Esteres alifáticos
Estireno
Etanol aminas
•
Fenoles
Glicoles
Metacrilato de metilo
Monoclorofenoles
Nitrilos
Sulfonatos de alcohil—benceno
. Los compuestos alifáticos no saturados suelen ser
biodegradables.
. Al aumentar el tamaño molecular, disminuye la biodegradabilidad.
. Los enlaces estables del átomo de carbono terciario (por ejemplo, en -los alcoholes terciarios) son resistentes a las reacciones . bioquímicas.
. Muchos compuestos orgánicos sor. biodegradables en concentraciones bajas
pero tienen velocidades de reacción más lentas e incluso pueden ser
biotóxicos en concentraciones elevadas, como por ejemplo, en el caso de
los fenoles y cianuros.
•
El tratamiento biológico de los efluentes petróqulmicos, se lleva
a cabo-
en unidades'de_lodos activados , lagunas aeradas o filtros lentos . En las plantas existentes dichos sistemas se emplean para tratar efluentes con una
DBO en la -
entrada, cuyo valor varía desde un mínimo de 45 hasta un máximo de 4,000 ppm, rendi
mientos del 50 al 99% y caudales de 114 a 7,300 m 3/d.
CUADRO N°- 3 .10
COMPARACION ENTRE LOS SEPARADORES CPI Y PPI *
NUM . DE
ENSAYOS
2
¿6
5
11
4
2
2
* FUENTE :
CAUDAL (
~3~h)
ACEITE EN EL EFLUENTE
ACEITE EN EL INFLUENTE
CPI
PPI
30,2
30,2
30,2
60,4
70,6
70,6
70,6
50,7
50,7
50,7
--
(ppm)
(ppm)
CPI
PPI
150
375
500
500
500
570
700
50
66
86
178
190
185
330
140
73
115
-
ECKENFELDER, N .N . ; Comunicación presentada al International Congress on Industrial
Waste Water, Stockholm, Nov . (1970).
•
4 .- LA INDUSTRIA PETROLERA MEXICANA.
México ocupa el 4 2 lugar como productor de crudo en el mundo . Durante el período
1982-1984, el nivel de extracción anual se sostuvo en el orden de 1 mil 300 millones
•
de barriles de hidrocarburos líquidos totales.
La actividad exploratoria desarrollada ha . permitido contar con reservas probadas
de hidrocarburos líquidos totales que referidas al 31 de diciembre de 1984 ascienden
a 71 mil 750 millones de barriles, correspondiendo a una relación de reserva-produc-ción del orden de 54 años.
4 .1 .- Producción de crudo y gas natural.
En 1984 se produjeron en promedio 2 millones setecientos mil barriles diarios de petróleo crudo, 0 .7 por ciento más que en 1983 . La zona marina de Campeche contribuyó con 1,737,908 BDC (64 .7%), la zona sureste con 737,511 BDC (27 .5%) y los - 98 -
campos de las zonas norte, centro y sur produjeron 209,052 BDC (7 .8%).
fue de 3,752 .6 millones . de .pies cúbicos por
La producción de gas natural,
dia, 7 .4 porciento menos que la de 1983 . La zona sureste aportó 2,112 .1 millones de
pies cúbicos por día, es decir, el 56 .3% de la producción total, la 'zona marina contribuyó con 951 .9 millones de pies cúbicos (25 .4%), en tanto que las zonas norte, cen .
tro y sur produjeron 688 .6 millones de pies cúbicos que representa el 18 .3%.
De la producción total de gas natural, el 81% correspondió a gas asociado,
o sea, 3,032 .4 millones de pies cúbicos, siendo el área de Humanguillo de la zona sureste, la principal contribuyente con un 37 .8%.
4 .2 .- Producción de refinados.
Actualmente existen 9 refinerías, en que se agrupan 156 plantas de proceso
y los servicios auxiliares correspondientes . En el cuadro 4 .1 se muestra la capaci dad nominal de producción de cada refinería en miles de barriles por día.
CUADRO NO
4' .1
CAPACIDAD NOMINAL DE PRODUCCION DE LAS REFINERIAS
CAPACIDAD NOMINAL,
EN MILES DE BARRILES/DIA
REFINERIA
Cadereyta
518
Ninatitlin
500 .6
Salamanca
444 .6
Cd . Madero
436
Tula
427
Salina Cruz
375
Azcapotzalco
230
Poza Rica
159
Reynosa
20
CAPACIDAD NOMINAL TOTAL
3,105 .7
-
.99 -
Durante 1984 se elevó la capacidad de proceso primario de crudo al entrar
en operación las ampliaciones de las refinerías de Poza Rica y Salamanca, continuaron
las ampliaciones de las refinerías de Tula y Salina Cruz (Ref . 1) y el intenso progra
ma de reparación y mantenimiento de plantas de proceso y servicios auxiliares ; se rea
lizaron 94 reparaciones de plantas de proceso de 156 instaladas ; 36 calderas de 54 -instaladas ; 20 turbogeneradores de 32 instalados y 189 tanques de almacenamiento.
El proceso de crudo, líquidos del gas y condensado, en las refinerías y cen
tros petroquímicos durante 1984, fue de 1,353,660 BDC . La producción fue suficiente
para satisfacer la demanda nacional y exportar excedentes de gasolina, turbosina, die
sel, virgin stock y combustóleo,
por arriba del programa.
En la eláboración de gasolina con plomo se mantuvo el contenido de tetra-etilo de plomo por abajo de un miligramo por galón . El contenido de azufre en el die
sel especial destinado al área metropolitana, se ha logrado mantener por abajo del li
mite establecido de 0 .5% en peso.
Comparativamente con el año anterior, en 1984 hubo un incremento en la pro
ducción de gas licuado, 1 .0% ; gasolinas, 2 .4% ; diesel, 4 .3% ; residuales, 19 .5% y lubricantes, 4 .0% . En la de querosenos sé registró disminución de 1 .1%, conforme a los
requerimientos del mercado.
4 .3 .-
Producción de petroquímicos básicos.
Para 1984, el país contaba con 103
plantas petroquímicas y 32 complementa -
rias con sus servicios auxiliares, integradas en 18 complejos . En el cuadro 4 .2 se muestra la capacidad nominal de producción global de petroquímicos básicos de cada -complejo .
En 1984, se procesó un promedio de 3,124 millones de pies cúbicos por dia
de gas de campos, 83 porciento de gas amargo y 17 porciento de gas dulce, siendo el volumen de líquidos recuperados, etano y más pesados de 256,823 de barriles por dia calendario .
- 100 -
CUADRO N°- 4 .2
CAPACIDAD NOMINAL DE PRODUCCION GLOBAL
DE PETROQUINICOS BASICOS
CAPACIDAD NOMINAL
CENTRO PETROQUINICO
EN NILES DE T/A
Azcapotzalco
66
Cactus
1359
Cd . Camargo
297
La Cangrejera
3655 .6 *
Cosoleacaque
5515 .4 *
Cd . Madero
197 .7
Cd . Pemez
237 .6
La Venta
218
Matapionche
9 .9
Minatitlán
481 .1
Pajaritos
1330 .9
Poza Rica
615 .6
Reynosa
92 .2
Salamanca
924 .8
Salina Cruz
26
San Martin Texmelucan
177 .3
Totonaca
9 .9
Tula
115 .7
Refinerías (1)
401 .8
CAPACIDAD NOMINAL TOTAL
15731 .5
(1)
Algunas refinerías también elaboran productos petroquímicos básicos, éstas
ta, Cd . Madero, MinatitQán, Salamanca, Salina Cruz y Tula.
*
No incluye la capacidad nominal de producción de hidrógeno . Además, en el correspondiente a La Cangrejera tampoco se incluyen las capacidades dadas en BDC, en cuyo caso son 251 .9
-
101 -
son : Azcapotzalco, Cadere!
En el cuadro 4 .3 se muestra la capacidad nominal de proceso de gas natural
y los líquidos recuperados del gas procesado.
CUADRO N°- 4 .3 CAPACIDAD NOMINAL DE PROCESO DE GAS NATURAL (1) y CONDENSADOS (2)
PLANTAS ENDULZADORAS
PLANTAS RECUPERADORAS LICUABLES
CENTRO DE PROCESO
DE
CONDENSADOS (2)
Cactus, Chis .
DE GAS
AMARGO (1)
48 000
2 200
— — —
— — —
12 000
800
La Venta, Tab .
— — —
Matapionche, Ver .
Nuevo Pemex, Tab .
ABSORCION (1) CRIOGENICAS (1)
TOTAL (1)
1 600
1 600
30
30
550
200
750
— — —
200
182
382
— — —
30
— — —
— — —
— — —
24 000
400
— — —
— — —
— — —
Pajaritos, Ver .
— — —
— — —
— — —
192 (3)
192 (3)
Poza Rica,
Ver .
— — —
300
— — —
275
275
Reynosa, Tamps .
— — —
— — —
550
— — —
550
Totonaca, Tamps .
— — —
30
— — —
— — —
— — —
84 000
3 760
1 300
2 479
3 779
La Cangrejera, Ver .
— .— —
•
Cd . Pemex, Tab .
T 0 T A L :
•
Las cifras en MMPCD
Las cifras en BD
Esta planta puede utilizar como materia prima el gas residual de las plantas de La Venta, Tab .,
y/o gas del troncal.
Fuente : Memoria de Labores 1984, Petróleos Mexicanos.
La producción total de petroquímicos básicos en 1984 fue de 10,943,356 toneladas métricas . La producción bruta de petroquímicos básicos se especifica en el cuadro 4 .4
- 10 2 -
CUADRO N°- 4 .4
PRODUCCION BRUTA DE PETROQUINICOS BASICOS
(Toneladas)
1983*
PRODUCTO
Acetaldehído
Acetonitrilo
Acido cianhídrico
Acido clorhídrico
Acido n uriático
Acrilobitrilo
Aquilarilo pesado
Amoníaco
Anhídrido carbónico
Aro .áticos pesados
Aro .ina 100
Azufre
Benceno
Butadieno
Ciclohexano
Cloruro de vinilo
Cu.eno
Dicloroetano
Dodecilbenceno
Especialidades petroquímicas
Estireno
Etano
Etilbenceno
Etileno
Heptano
Hexano
Isopropanol
Metanol
Meta y paraxileno
Nitrógeno
Ortoxileno
Oxido de etileno
Oxígeno
Paraxileno
Polietileno alta densidad
Polietileno baja densidad
Propileno
Sulfato de auonio
Tetra.ero
Tolueno
152 914
2 045
6 .416
78 899
17 978
55 381
6 169
2 354 560
3 367 241
85 591
90 494
377 170
138 794
18 519
48 845
134 357
36 622
265 202
56 589
4 559
23 996
1 637 894
24 236
645 086
5 776
64 362
11 909
205 585
197 173
44 971
38 599
112 026
213 606
115 688
82 202
88 294
190 718
11 858
29 579
,
222560
11 264 463
T 0 T A L :
1984
146
1
6
77
16
49
4
2 156
3 157
72
127
461
156
20
30
131
32
219
51
5
30
1 573
31
642
8
94
14
196
225
47
42
97
200
136
76
133
208
- 6
35
215
754
959
550
065
390
440
522
460
385
542
824
093
337
101
523
516
773
763
085
987
248
781
035
664
789
678
128
846
130
047
775
429
513
673
289
520
108 (1)
618
114
902
10 943 356
NOTA : Los xilenos con rango de 5 "C de temperatura de destilación están considerados
en n eta y paraxileno.
(1)
Incluye propileno 100% de la nezcla propano propileno.
*
Cifras confinadas .
103 -
Respecto al año de 1983, hubo aumento en la producción de aromina, 41 .3%;
azufre, 22 .2% ; benceno, 12 .6% ; butadieno, 8 .5% ; especialidades petroquímicas, 31 .3% ;estireno, 26 .1% ; etilbenceno, 28 .1% ; heptano, 52 .2% ; hexano, 47 .1% ; isopropanol,18 .6%;
mezcla de xilenos, 14 .2% ; ortoxileno, 10 .8% ; paraxileno, 18 .1% ; polietileno baja densidad, 51 .2% y tetrámero, 18 .7%.
•
5 .- MARCO AMBIENTAL Y PROBLEMATICA CAUSADA POR LAS AGUAS RESIDUALES DE LA INDUSTRIA
PETROLERA MEXICANA.
En esta parte del trabajo se . tratará para cada refinería y planta petroquímica
básica lo siguiente:
- Producción de refinados y productos derivados del petróleo ..
- Escenario ambiental.
- Caracterización de las aguas residuales.
- Dispositivos, actuales y en proyecto, para el tratamiento de aguas residuales.
- Estimación de costos para el control de la contaminación.
Cabe mencionar que aunque se considera de gran importancia la descripción de los
procesos de producción de la industria petrolera en esta parte del trabajo, ésta se hizo en el capítulo 2, ésto a fin de que no sea repetitiva para cada refinería y plan
- 105 -
ta de petroquímica básica . Ahí se presentan además, diagramas de flujo de los princi
pales procesos de refinación
y
de petroquímica básica,
y
se indican los efluentes con
taminantes.
En lo que respecta al escenario ambiental se hace una breve descripción que caracteriza las regiones en donde se ubican las refinerías y petroquímicas en estudio .Dicha descripción se desarrolla de acuerdo a los puntos siguientes:
Ubicación
Climatología
Hidrología
Fisiografía
Edafología
Vegetación y uso del suelo
Fauna
En el Anexo I se dan las descripciones específicas de los tipos de suelo y de ve
getación y uso del suelo.
Por otra parte es conveniente mencionar que en lo referente a caracterización de
las aguas residuales, se hizo uso de los valores que PEMEX reporta a la SEDUE mensual
mente.
5 .1 .- Refinería de Tula.
5 .1 .1 .- Producción.
Las instalaciones de esta refinería tienen una capacidad nominal de refinación de crudo de 427,000 barriles por día . Las plantas' con que cuenta para
estos fines son :
CAPACIDAD
NOMINAL
P L A N T A
(Barriles por día)
Destilación primaria N2 1
Destilación al vacío NQ 1
155 000
75 000
Desintegración catalítica
Reductora de viscosidad
40 000
41 000
Hidrodesulfuradora de naftas 0—400
Hidrodesulfuradora de destilados intermedios U—700
36
25
25
30
Hidrodesulfuradora de destilados intermedios U—800
Reformadora catalítica de naftas U—500
000
000
000
000
Contando además con plantas para la elaboración de los siguientes
productos :
P R 0 0 0 C T O S
CAPACIDAD NOMINAL
TON/AÑO
Propileno
Acrilonitrilo
45 000
50 000
Acetonitrilo
Hidroc . alifáticos
Azufre
2 080
38 900
56 100
7 500
Acidos inorgánicos
5 .1 .2 .- Escenario ambiental.
5 .1 .2 .1 .- Ubicación.
La refinería de Tula se encuentra ubicada en el estado de Hidalgo . Al noroeste de la misma, a una distancia aproximada de 18 Km, se encuentra la población de Tlahuelipan de Ocampo.
Otros poblados cercanos son Tlaxcoapan, Atitalaquia y -Atotonilco,Tula ; mismos que están situados al este, de la refinería . Entre esta últi
ma y las poblaciones mencionadas se tiene una distancia del orden de 15 Km . El núme-
- 107 -
ro de habitantes de cada uno de los poblados descritos está en el rango de 5001 a - 15000 .
5 .1 .2 .2 .- Climatología.
El clima en esta región es del tipo B5KW(W) según la cla
sificación climática de KOPPEN, modificada por E . Garcia . Este corresponde aun clima semiseco templado con lluvias en verano, y precipitación invernal menor del 5% . -La temperatura media anual es de 17 .3°C.
La precipitación media anual tiene un valor de 618 .7 mm.
En lo referente a los vientos dominantes en Tula, se tie
ne que estos son preponderantemente del noreste ya que en cinco años de registros --(1976-1980) sólo se presentaron en dos meses direcciones diferentes, siendo éstas del
norte .
DIRECCION Y VELOCIDAD DE VIENTOS EN TULA, NGO.
AÑO
ENE
FEB
MAR
ABR
NAY
JUN
JUL
AGO
SEP
OCT
NOV
DIC
76
NE 3
NE 2
NE 2
NE 2
NE 2
NE 3
NE
NE 2
NE 2
NE 2
NE 2
NE 2
7.7
NE 2
NE 3
NE 2
NE 2
NE 2
NE 2
NE2
NE 2
NE 2
NE 2
NE 2
NE 2
78
N3
N2
NE 2
NE 2
NE 3
NE2
NE 2
NE 2
NE 2
NE 2
NE 2
NE 2
NE 2
NE 2
NE 2
NE 3
NE 3
NE 3
NE 2
.
NE 2
79
NE 2
:NF-
80
NE 2
NE 2
NE2
NE 2
3
N3
' :NE2
NE 2,
NE 3
NE 2
NE 2/
NE 3
.
NE 2
.
NE2
NE 2
,
Ref . Observatorio Netereolbgico National
NOMENCLATURA:
a) Dirección
N,
S,
E,
N,
b) Velocidad
Norte
Sur
Este
1
2
3
Oeste
-
108 -
Velocidad comprendida entre 0 .3 y 1 .5
Velocidad comprendida entre 1 .5 y 3 .3
Velocidad comprendida entre 3 .3 y 5 .4
5 .1 .2 .3 .- Hidrología.
El río Tula es la corriente superficial más importante cercana a
la Refinería de Tula
(aproxim . 3 Km . al Este) . . El caudal con
ducido por el río en este tramo, es medido en la estación hidrológica "Requena" .
El
caudal medio anual registrado es de 84 .1 millones de metros cúbicos.
Otra corriente de menor importancia es el rio Rosas, el
caudal medio anual conducido por éste es de 39 .2 millones de metros cúbicos . Se loca
liza a una distancia aproximada de 2 Km al norte de la refinería.
5 .1 .2 .4 .- Fisiografia.
El complejo petrolero de Tula se encuentra en la subprovincia de llanuras y sierras de Querétaro e Hidalgo, el sistema de topoforma correspondiente es el de Sierra, sin fase, de laderas tendidas.
5 .1 .2 .5 .- Edafología.
Tres tipos de unidades de suelos constituyen parte del escenario ambiental de la Refinería de Tula, éstos son:
1)
Regosol,
sobre este tipo de unidad se encuentra localizada la
Refinería Tula.
2)
Rendzina,
se localiza al oriente de la refinería.
3)
Litosol,
se localiza al poniente de la refinería.
5 .1 .2 .6 .- Usos del suelo y vegetación.
El uso del suelo en la zona en que se encuentra asentada
la Refinería de Tula es básicamente el de cultivos agrícolas con sistemas de riego, -
(al norte) y de temporal (al sur) . Así mismo se puede decir que la parte oriente Ore
senta vegetación de matorral subtropical.
- 109 -
5 .1 .2 .7 .-
Fauna.
La fauna silvestre representativa de Tula es la siguien-
te:
Aves
Pato triguero
Codorniz escamosa
Anas diazi
Caldipepla squamata
Codorniz coman
Codorniz pinta
Paloma de collar
Colinus virginianus
Cyrtonix montezumae
Huilota
Paloma de alas blancas
Zenaidura n acroura
Zenaida asiatica
Tlacuache
Armadillo
Liebre torda
Didelphis marsupialis
Dasypus novemcinctus
Lepus callotis
Lepus californicus
Sylvilagus floridanus
Sciurus auteogaster
Sciurus niger
Canis latians
Canis lupus
Urocyon cinereorgenteus
Bassariscus astutus
Procyon lotor
Nasua narica
Mustela frenata
Mephitis n acroura
Spilogale augustifrons
Conepatus n esoleucus
Felis concolor
Lynx rufus
Pecarí tajacu
Odocoileus virginianus
Columba fasciata
Mamíferos
Liebre cola negra
Conejo
Ardillas grises
Ardillas rojizas
Coyote
Lobo
Zorra gris
Cacomiztle
Mapache
Tejón
Comadreja
Zorrillo listado
Zorrillo manchado
Zorrillo de espalda blanca
Puma
Gato montés
Jabalí de . collar
Venado cola blanca
5 .1 .3 .- Caracterización de las aguas residuales.
Este punto tiene como fin determinar la calidad del agua residual
descargada por la refinería de Tula . En el cuadro 5 .1 se presentan los resultados
de caracterización de . las aguas descargadas por la refinería de Tula.
- 110 -
Cuadro No . 5 .1
RESULTADOS DE CARACTERIZACION* DE LA DESCARGA DE AGUAS RESIDUALES
DE LA REFINERIA "MIGUEL HIDALGO", TULA, HGO.
PARAMETROS
C .P .D .
DESCARGA (1)
1
0 .27
Grasas y Aceites
60
7 .4
Materia flotante
**
ninguna
Temperatura (°C)
35
21 .2
Sólidos sedimentables
Potencial hidrógeno
DBO
Conductividad
SST
6 - 9
70
2000
70
7 .8
48 .9
2721
38 .3
* Concentraciones en mg/l excepto : sólidos sedimentables, ml/l;
temperatura (°C). ; potencial hidrógeno, pH y conductividad limbos/cm.
** Ninguna que pueda ser retenida por malla de 3 mm . de claro libre cuadrado.
(1) Cuerpo receptor : río Tula .
Un análisis estadístico de dichos valores respecto a las condiciones particulares de descarga y a un nivel de confianza del 95% permitió determinar
que los sistemas de tratamiento existentes en esta planta son los convenientes, ya -que se cumple con las condiciones particulares de descarga fijadas.
5 .1 .4 .- Dispositivos actuales y en proyecto para el tratamiento de aguas residuales.
Los niveles de tratamiento de aguas residuales que se tienen enes
ta refinería son primario y secundario . Enseguida se hace una descripción de las uni
dades de tratamiento existentes.
un separador
una fosa de
tratar
Tipos de unidades : Se operan dos cárcamos regulares de 5 000 m3,3
de aceite del tipo placas corrugadas con capacidad de 32 693 m /d,
retención para aceite de 7 500 m 3 , una laguna de oxidación paró -
100 1/s y una de estabilización de la misma capacidad que la anterior.
En planta existe el tratamiento de aguas amargas y sosas gastadas
consistente en una torre de oxidación con capacidad para tratar 1 900 m 3 /d, así mis-mo, hay dos fosas de neutralización.
La capacidad total de tratamiento es del orden de 350 1/s, el
efluente vierte al Rio Tula.
En lo referente a obras en construcción, se tiene un separador de
aceite tipo API y una unidad carbonatadora para sosa gastada.
Por otra parte no se tienen obras en estudio o en proyecto.
5 .1 .5 .- Estimación de costos para el control de la contaminación.
Dado que la caracterización de las aguas residuales y un posterior
análisis estadistico de dichos resultados, mostraron que no están rebasando las condi
ciones particulares de descarga, no se estima necesario invertir en la construcción de unidades adicionales para tratamiento de aguas residuales.
- 112 -
5 .1 .6 .-
Evaluación.
Con base en las condiciones particulares de descarga fijadas para
la refinería de Tula y los resultados de caracterización, se tiene que esta refinería
está cumpliendo con las condiciones fijadas por la SEDUE.
5 .2.- Refinería de Salamanca.
5 .2 .1 .- Producción.
Las instalaciones de esta refinería tienen una capacidad nominal para la refinación de crudo de 444,600 barriles por día.
Las principales plantas con que cuenta para la refinación de crudo
son las siguientes :
CAPACIDAD
P
L
A
N
T
A
Destilación primaria N°- 1 SA
Destilación primaria N° 2 RD
Destilación primaria y secundaria N 2 3 AS
Destilación primaria N°- 4 TXX
NOMINAL
(BARRILES POR DIA)
35 000
55 000
90 000
Destilación secundaria (preparadora de carga) N°° 1 RP
Desintegración catalítica FCC
. 55 000
22 000
40 000
Desintegración de residuos con hidrógeno
Reductora de viscosidad
18 000
4 000
Destilación secundaria (preparadora de lubricantes) alto vacío N 2 1 LB
Destilación secundaria (preparadora de lubricantes) alto vacío N°- 2 U—1
Tratadora de lubricantes con furfural N°- 1 LF
Tratadora de lubricantes con furfural N°- 2 U—3
Desasfaltadora con propano N° 1 LD
14
14 .
8
10
7
10
4
7
Desasfaltadora con propano N 2 2 U—2
Desparafinadora de lubricantes con solventes N°- 1 L6
Desparafinadora de lubricantes con solventes N°- 2 U—5
Percoladora de parafinas LU
Hidrodesulfuradora de gasolina HDS—1
Hidrodesulfuradora de naftas HDS—2
Reformadora de naftas RR—2
700
500
000
000
500
200
000
000
100 T/D
8 000
25 000
16 800 .
12 000
Hidrodesulfuradora de diesel U—8
Hidrodesulfuradora de querosenos U—7
Hidrodesulfuradora de lubricantes y destilados intermedios U—4
Reformadora catalítica de gasolinas RR—1
14 000
10 000
8 000
10 MHPCD*
50 MMPCD*
2 900
3 000
Generadora de hidrógeno N-° 1 U—6
Generadora de hidrógeno N2 .2 U—9
Mezclado y envasado de lubricantes LX
Mezclado de asfalto
- 113 -
5 .2 .2 .- Escenario ambiental.
5 .2 .2 .1 .- Ubicación.
La refinería de Salamanca se encuentra ubicada en el extremo oriental de la ciudad del mismo nombre en el estado de Guanajuato .
Las coorde-
nadas de localización de la ciudad son 20°34' latitud norte y 101°11' longitud W.
Para 1985, Salamanca contaba con una población de -
--
151,460 habitantes.
Algunas poblaciones cercanas a la refinería son :
Irapuato,
i
la cual cuenta con una población superior a 100,000 habitan-
tes . La localización de Irapuato es al NO de la refinería, a una distan
cia aproximada de 25 Km.
▪ Pueblo Nuevo,
la cual se encuentra a aproximadamente 20 Km al oeste de
la refinería y cuenta con una población en el rango de 5001 a 15000 habi
tantes.
- Labor de Valtierra,
ubicada al suroeste de la refinería, a una distan-
cia aproximada de 12 Km . El número de habitantes de tal comunidad está
entre 5001 y 15000 habitantes.
5 .2 .2 .2 .- Climatología.
En la región en que está situada la refinería de Salaman
ca se tiene el tipo de clima (A)C(Wo)(W) de acuerdo a la clasificación de KOPPEN_modi
ficada por E . García . Esto es, un clima semicálido subhúmedo con lluvias en verano,con lluvias invernales menores del 5% . La temperatura media anual registrada es ! de 19 .5°C .
La precipitación media anual tiene un valor de 734 .9 mm.
-114114 -
En lo que respecta a datos de velocidad y dirección de vientos en Salamanca, éstos se presentan en el siguiente cuadro . Del mismo se puede
observar que en mayor proporción la dirección de los mismos es del SW, y SE . En la
primera de estas direcciones se encuentra el poblado de Labor de Valtierra.
DIRECCION Y VELOCIDAD DE VIENTOS EN SALAMANCA, 6TO.
AÑO
ENE
FEB
NAR
ABR
NAY
JUN
JUL
AGO
SEP
OCT
NOV
DIC
75
NE2
NE 2
SW 2
SW 3
NE 3
NE 3
SW 3
SW 3
SE 2
SE 3
SW 3
SE 3
76
SE3
SE 3
SY 3
SY3
SE 2
SE3
SE 3
SE 4
SE 3
SE 3
SY 4
SY 3
77
SY 2
SE 3
SY 3
SY3
SE 3
SE 3
SE 3
SE 3
SE 3
SY 3
SY 3
SY 3
78
SY 3
SE 3
SE 3
SW
SE 3
E2 2
3
E3
NE 3
NE 2
79
SY 3
SE 2
NE 3
E2
SW 2
SW 2
SW 2
E2
SY 3
80
2
SE 2
E3
—
—
—
—
--
—
—
•
2
Y3
FUENTE :
—
SY 3
Y2
—
SW
—
Observatorio Metereol6gico Nacional
NOMENCLATURA:
a) Dirección
b) Velocidad
N, Norte
S, Sur
E, Este
W, Oeste
•
5 .2 .2 .3 .-
1
2
3
(S)
Velocidad comprendida entre 0 .3 y 1 .5
Velocidad comprendida entre 1 .5 y 3 .3
Velocidad comprendida entre 3 .3 y 5 .4
Hidrología.
La corriente superficial más importante, cercana a la re
fineria es el Río Lerma, cuyo volumen medio anual conducido es de 1298 .1 millones de
m 3 (Estación 11-23) siendo el área drenada del orden de 21,846 Km 2 . Es importante se
ñalar que en la región en que se ubica Salamanca se tiene una amplia zona de riego .-agrícola, siendo por tanto, parte de las aguas del Río Lerma aprovechadas para activi
dades agrícolas .
5 .2 .2 .4 .- Fisiografía.
Salamanca se encuentra en la provincia fisiográfica de la
- 115 -
llanura Costera del Pacifico, subprovincia del Bajio Guanajuatense, siendo las condiciones particulares de llanura costera baja.
5 .2 .2 .5 .-
Edafol ogi a.
El tipo de suelo presente en Salamanca es del vertisol háplico de textura fina.
5 .2 .2 .6 .- Usos del suelo.
Los usos del suelo en la zona en que está ubicada la refinería de Salamanca son básicamente agrícolas . Contando, un alto porcentaje de la superficie cultivada con sistemas de riego, siendo prácticamente el porcentaje restan
te de temporal .
5 .2 .2 .7 .- Fauna.
La fauna silvestre representativa de Salamanca es la siguiente:
Aves
•
Pato tejano
Anas fulvigula
Codorniz escamosa
Codorniz común
Codorniz pinta
Paloma de collar
Huilota
Callipepla squamata
Colinus virginianus
Cyrtonix n ontezumae
Columba fasciata
Zenaidura n acroura
Paloma alas blancas
Zenaidura asiatica
Liebre torda
Lapus callotis
Liebre de cola negra
Conejo
Ardilla rojiza
Coyote
Lepus californicus
Sylvilagus floridanus
Sciurus oculatus
Mamíferos
Canis latrans
Canis lupus
Lobo
Zorra gris
Urocyon cinereorgenteus
Bassariscus astutus
Procyon lotor
Cacomixtle
Mapache
- 116 -
Comadreja
Tlalcoyote
Zorrillo listado
Nustela frenata
Taxidea taxus
Nephitis n acroura
Spilogale augustifrons
Conepatus n esolucus
Zorrillo manchado
Zorrillo de espalda blanca
Puma
Fells concolor
Lynx rufus
Gato montés
Jabalí de collar
Pecarí tajacu
Odocoileus virginianus
Venado cola blanca
Berrendo
5 .2 .3 .-
Antilocapra americana
Caracterización de aguas residuales.
Los valores de los resultados analíticos de las aguas residuales resultantes de las actividades de la refinería de Salamanca se presentan en el cuadro
N 2 5 .2
El análisis estadístico de siete valores de cada parámetro, en relación con las condiciones fijadas a esta instalación y considerando un intervalo de
confianza del 95% indica que se está vertiendo en exceso los contaminantes que a continuación se indican:
P A R A N E T R 0
OBO5
EXCESO
Carga en Kg/d
(350 1/s)
678 .6
20 502 .72
•
Fenoles
0 .36
10 .88
Temperatura
2 .86
— - - -
Conductividad
*
167 .4
- - - -
Unidades en n g/1, excepto : temperatura, °C y conductividad
en mhos/cm
Se puede observar de las cifras anteriores, que el valor más excedido es el correspondiente a la DB0 5 , lo que indica que el sistema de tratamiento secundario existente en esta refinería no es suficiente, por lo que se propone la insta
lación de otra laguna de oxidación con aereación mecánica, de capacidad similar a la
- 117 -
Cuadro No . 5 .2
RESULTADOS DE CARACTERIZACION* DE LA DESCARGA DE AGUAS RESIDUALES
DE LA REFINERIA"ING . ANTONIO M . AMOR", SALAMANCA, GTO.
PARAMETRO
SST
GyA
Mat . flotante
Temp . (°C)
C .P .D ..
DESCARGA (1)
130
99 .44
70
**
30
35,
Presente
30
Potencial hidrógeno (pH)
6-9
8
DB0 5
130
5 2T
Plomo
5
0 .05
Fenoles
1
1 .36
2000
1838
Cond . (umhos/cm)
Caudal(l/s)
Nomenclatura:
C .P .D . : Condiciones Particulares de Descarga.
* Concentraciones en mg/1 a menos que se especifique otra unidad.
** Ninguna que pueda ser retenida por malla de 3 mm . de claro libre
cuadrado.
(1) Cuerpo receptor : río Lerma .
que se encuentra actualmente en funcionamiento, la que operaria en paralelo, con lo que se cumplirla con las condiciones de descarga fijadas.
5 .2 .4 .- Dispositivos actuales y en proyecto para el tratamiento de aguas residuales.
Se tienen dos niveles de tratamiento, éstos son : primario y secundario .
Tipo de unidades : Existen tres cárcamos de bombeo que captan las
aguas provenientes de las plantas DUBBS, "SB",
primaria "AS" y catalítica "RCC", ---
tres separadores de aceite tipo API, dos fosas de retención de aceite con capacidad de 15 000 m 3 /d cada una, la laguna de oxidación con aereación mecánica tiene un volumen de 85 000 m 3 , una laguna de estabilización con un volumen de 70 000 m 3 .
En planta existe un sistema de tratamiento de . aguas amargas y una
fosa de neutralización.
La capacidad total de tratamiento es del orden de 350 1/s, que se
vierten al Rio Lerma, mediante bombeo.
Obras en estudio, proyecto o construcción ; no se dispuso de información .
5 .2 .5 .- Estimación de costos para el control de la contaminación.
Se recomienda con base en : los resultados de caracterización de las
aguas residuales, el análisis estadísticos de los mismos y en la carga vertida en --exceso, ampliar la capacidad de tratamiento secundario, implementando de ser posible,
una laguna aereada mecánicamente similar a la existente del orden de 85,000 m 3 , uña profundidad de 3 m . para un caudal de 350 1/s y remover 300 mg/1 de DBO . La estima-ción de su costo se muestra a continuación :
PRECIO
C O N C E P T O
CANTIDAD
Excavación con maquinaria
en material tipo II
85 000
Afine de taludes
UNIDAD
n3
1
Lote
IMPORTE
UNITARIO
560
47'600,000
600,000
600,000
Concreto para protección
de bordos de 0 .15 cm .
560
n3
150
Ton
50 HP c/u
5
50 HP
Subestación eléctrica
500
Obras eléctricas
Obras,asesorías, vialidad y cercar
de espesor
18,457 .6
10'336,256
Acero de refuerzo
fy = 2000 Kg/cm 2 a razón
de 4 Kg/cm 2 con varilla
de 3/8 Ó
210,000
31'500,000
15'000,000
75'000,000
KVA
27,000
13'500,000
1
Lote
20'000,000
20'000,000
1
Lote
5'000,000
5'000,000
Aereadores 250 HP, 5 de
S U 8
T 0 T A L :
$ .203'536,256
Se estima el siete por ciento del costo de construcción para el estudio de ingeniería de
proyecto ejecutivo ; por tanto el costo total es de : $ 217'783,794
•
5 .2 .6 .-
Evaluación.
Considerando las condiciones particulares de descarga fijadas a es
ta refinería por la SEDUE y los resultados de caracterización con su consiguiente and
lisis estadístico, se tiene que se están rebasando los parámetros siguientes : DBO, fe
noles, temperatura y conductividad . Por lo anterior se recomienda implementar una-la
guna aereada mecánicamente, ésto con el fin de cumplir con las condiciones fijadas -por la SEDUE y disminuir los efectos de la contaminación en el Río Lerma.
- 120 -
5 .3 .-
Refinería de Minatitlán.
5.3 .1 .- Producción.
La capacidad nominal de refinación de crudo de esta refinería es de 500, -
600 barriles por día.
Las plantas con que cuenta para el procesamiento de tal cantidad de crudo
son las siguientes :
P
L
A
N
T
A
Destilaci6n primaria N o- 1
Destilaci6n
Destilación
Destilación
Destilaci6n
primaria N° 2
primaria N°- 3
primaria y secundaria N o- 4
primaria y secundaria N°- 5
Destilación al vacío (preparadora de carga) N°- 1
Destilaci6n secundaria (preparadora de carga) N o- 3
Fraccionadora de gasolina natural
Hidrodesulfuradora de gasolina U-1700 HD6
Hidrodesulfuradora de querosenos U-1800 HDK
Hidrodesulfuradora de diesel U-1900 HDD
Reformadora catalítica de gasolina RNP-1
Desintegradora catalítica FCC
Desintegradora catalítica FCC
•
Polimerización catalítica .
Hidrodesulfuradora de naftas U-400
Hidrodesulfuradora de destilados intermedios U-100 HDI
Reformadora de naftas pesadas U-500
Reformadora catallitica BIX
CAPACIDAD
NOMINAL
(BARRILES POR DIA)
29 000
29 000
76 000
6 000
60 000
' 28 000
25 000
70 000
15 000
12 000
12 000
8 000
24 000
16 000
600*
25
25
20
20
000
000
000
000
Cabe mencionar que esta refinería también cuenta con plantas para
la producción de petroquímicos básicos, algunos de los productos producidos se presen
tan a continuación :
CAPACIDAD
P L A N T A
PRODUCTO
Alkar
Ciclohexano
Etilbenceno
Fraccionamiento de solventes
Hydeal
Fraccionadora de aromáticos
•
Super fraccionamiento de
xilenos
1967
8 000
106 000
10 000
Ciclohexano
Heptano
Hexano
1968
1964
1964
20 000
70 550
Benceno
Benceno
Reformadora BTX
Extractora de aromáticos
ARO EN QUE
INICIO
NOMINAL
(T/A)
1967
1964
53 :700
100 000
9 550
Tolueno
Etilbenceno
1964
1964
Meta y paraxileno
Aromina 100
40 610
7 400
1964
1964
Aromáticos pesados
Ortoxilenos
44 000*
11 250
1964
1964
* Cifras confirmadas
5 .3 .2 .-
Escenario ambiental.
5 .3 .2 .1 .- Ubicación.
La refinería de Minatitlán se sitúa al sureste de dicha
ciudad en la ribera izquierda del Río Coatzacoalcos, teniendo como coordenadas : 17°58'
latitud norte, 94°36' longitud oeste y 64 m aproximadamente de altitud.
Las poblaciones más cercanas a Minatitlán son:
POBLACION*
NQ DE HABITANTES
(MILES)
Barrancas
Chapopote
Hibueras
Chinameca
2
2
2
2
2
Oteapan
Jiltipan de Morelos
Cosoleacaque
-15
— 15
— 15
— 15
— 15
15 — 40
15 — 40
Coacotla
Zaragoza
Minatitlán
'Paso Nuevo
Machapa
2 —
2 —
>
2 —
2 —
15
15
100
15
15
DISTANCIA (Km)
Y ORIENTACION
10 .5
15 .5
10 .5
15
13 .5
16 .5
al NNW
al
al
al
al
al
NW
NW
WNW
WNW
W
9 .5 al WNW
14
al WSW
al WSW
11
0
9
6
al NW
al NE
al NN
* Las poblaciones se encuentran dentro del estado de Veracruz.
-
122 -
5 .3 .2 .2 .- Climatología.
La refineria y petroquímica Minatitlán se encuentran en
una región cuyo clima es cálido húmedo con abundantes lluvias en verano, excepto en una pequeña temporada intermedia, que es menos lluviosa (llamada sequía de medio vera
no), y un porcentaje de lluvia invernal entre 5 y 10 .2, (clima Am con sequía de medio
verano de acuerdo a la clasificación de Kdppen modificada por E . García) . En la ciudad de Minatitlán se encuentra la estación meteorológica del mismo nombre (30-066), la cual reporta lo siguiente:
•
28 .7°C (Mayo)
23 .0°C (Enero)
26 .1°C
3854 .7
(1933)
(1950)
1524 .5
2409 .4 mm
Temperatura media sensual más alta:
Temperatura media sensual más baja:
Temperatura media anual:
Precipitación total anual máxima:
Precipitaci6n total anual mínima:
Precipitaci6n total media anual :
Tales datos caracterizan el
Area donde se localiza la re
finería de Minatitlán .
A continuación se resumen los datos de los vientos dominantes que se registraron en el período 1974 - 1980.
ENE
FEB
MAR
ABR
1974
N1
N1
N1
N2
1975
N1
N1
N1
N2
1976
N2
N2
N1
N2
1977
N1
N2
N2
N2
1978
N2
N2
N2
N2
1979
N
2
N2
3
N3
N3
N3
S2 2
AÑO
1980
MAY
JUN
JUL
AGO
SEP
OCT
NOV
N1
N1
N1
N1
N2
N1
N1
N1
N1
N1
N1
N1
S2
S1
N1
N3
N2
N1
N1
N1
N1
N1
N1
N
N1
N2
S1
N2
N2
N2
NI
N2
N1
2
N
N2
N2
N2
N2
2
N2
N2
N2
NE1
NE 1
NE I
NE 2
NE
N1
DIC
ÑI
N1
-N1
N2
N3
NE
Las abreviaturas de los puntos cardinales indican la procedencia de los vientos.
Los índices superiores indican el rango de velocidad del viento.
3 : 3 .3 a 5 .4 n /seg
4 : Mayores de 5 .4 n /seg .
1 : 0 .3 a 1 .5 n/seg .
2 : 1 .5 a 3 .3 n/seg .
- 123 -
5 .3 .2 .3 .- Hidrología.
La refinería de Minatitlán se encuentra en la cuenca del
Río Coatzacoalcos en la región Hidrológica del mismo (29), cuyos indices de escurri-mientos superan a los 1000 mm ; localizándose en una zona de inundación.
Las corrientes superficiales más próximas a la región en
donde se localiza son : el río Coatzacoalcos, que en su curso bordea una parte del SE
de la ciudad de Minatitlán y el SW de la refinería del mismo lugar y el río Uxpanapa,
que tiene su afluencia en la margen derecha del Coatzacoalcos a 5 .5 Km al ESE de la refineria de Minatitlán .
En algunos puntos cercanos al sur de la refinería de Minatitlán se forman pequeñas lagunas y arroyos intermitentes, debido a que esta región
es una zona propensa a inundaciones.
Del conjunto hidrológico mencionado sólo en el río Coatzacoalcos hay estación hidrométrica, sin embargo, ésta se encuentra muy distante a la
región en estudio . Dicha estación denominada Las Perlas (30-41) ubicada a 71 Km al SW de la refinería de Minatitlán, reporta un volumen medio anual de 13231 .1 millones
de m3 de agua y un área drenada de 9224 Km 2 .
•
5 .3 .2 .4 .- Fisiografía.
La refinería de Minatitlán se encuentra en una llanura inundable aluvial costera, ésta forma parte de la llanura costera veracruzana.
5 .3 .2 .5 .- Edafología.
Edafológicamente la refinería de Minatitlán está dentro
de una zona en donde hay predominio del suelo Gleysol vértico . Los tipos complementa
ríos son el Vertisol pélico y el Fluvisor eútrico.
- 124 -
5 .3 .2 .6 .-
Usos del suelo y vegetación.
En las inmediaciones de Minatitlán, norte, se extiende una gran superficie de pastizal inducido, se encuentran también, al oriente, grandes
extensiones de selva baja perennifolio secundaria, entre esta última y el río Coatzacoalcos se tiene manglar y popal.
5 .3 .2 .7 .-
Fauna.
En esta región se encuentran las siguientes especies:
•
Aves
Pato boludo prieto
Aythya collaris
Pato enmascarado
Huilota
Oxyura dominica
Zenaidura n acroura
Zorrillo listado
Nutria
Mephitis •acroura
Lutra annectens
Mamíferos
además de las señaladas en la de la región de La Venta.
5 .3 .3 .-
Caracterización de las aguas residuales.
Los resultados de caracterización de la descarga de aguas residua•
les de este centro de refinación, se presentan en el cuadro N 2 5 .3
; en él se obser
va que esta refinería no tiene fijadas condiciones particulares de descarga, por lo que se usarán los limites máximos permitidos como un medio para comparar el exceso de
contaminación producida por las operaciones de este centro de refinación de petróleo.
Con el propósito de estimar racionalmente el exceso de carga vertí
da, se efectuó un análisis estadístico de 7 valores de cada uno de los parámetros lis
tados en el cuadro N 2 5 .3 , usando un intervalo de confianza del 95% . Los resulta-dos obtenidos se presentan a continuación:
PARAMETRO
Grasas y aceites
EXCESO
24 .12 n g/1
- 125 -
CARGA VERTIDA
625 .2 . kg/día
CUADRO No . 5 .3
RESULTADOS DE CARACTERIZACION* DE LAS DESCARGAS DE AGUAS RESIDUALES
DE LA REFINERIA LAZARO CARDENAS, MINATITLAN, VER.
PARAMETROS
LIMITE
MAXIMO 1k)
Sólidos sedimentables
Grasas y Aceites
1
0 .1
70
67 .3
Materia flotante
**
Temperatura
35
Potencial hidrógeno
DESCARGA (2)
4 .5 - 10
ninguna
29 .2
6 .8
DBO
300
Caudal
300
Nomenclatura :
* Concentración en mg/l, excepto en : sólidos sedimentables, ml/l ; temperatura, °C ; potencial hidrógeno, pH .y caudal, 1/s.
** Ninguna que pueda ser retenida por una malla de 3 mm . de claro libre
cuadrado.
(1) Límite máximo permitido en el Reglamento para la Prevención y Control
de la Contaminación de Aguas.
`
(2) Cuerpo receptor : arroyo San Francisco.
Lo anterior indica que se hace necesaria la instalación de disposi
tivos para la remoción de grasas y aceites . Por otra parte es muy posible que al fijarse condiciones particulares de descarga, sea aún más imperativo la implementación
de las unidades recomendadas y sea necesario,
dado el valor encontrado de DBO, contar
a la mayor brevedad posible con un sistema de tratamiento secundario.
5 .3 .4 .- Dispositivos actuales y en proyecto para el tratamiento de aguas residuales.
El nivel de tratamiento de aguas que se tienen en estas instalacio
•
nes petroleras es primario.
Nivel de tratamiento : Primario.
Tipo de unidades : Actualmente hay tres cárcamos de bombeo y cinco
separadores de aceite tipo API.
En planta se tiene una fosa de neutralización.
La capacidad de tratamiento es del orden de 300 . 1/s y el afluente
descarga al arroyo de San Francisco que es afluente del Rio Coatzacoalcos.
Obras en estudio, proyecto o construcción:
Se construye un separador de aceite tipo API, fosas para neutralización de las aguas provenientes de la desmineralizadora y una laguna aereada mecáni camente . En proyecto se tiene un sistema de tratamiento para aguas amargas y sosas gastadas .
5 .3 .5 .- Estimación de costos para el control de la contaminación ..
Con base en los resultados de caracterización de aguas residuales
y considerando que el análisis estadísticos de los mismos, se hizo respecto al límite
máximo de descarga permitido y no a condiciones particulares de descarga, cuyos valo
- 127 -
res suelen ser más estrictos, se recomienda implementar a la menor brevedad posible el tratamiento a nivel secundario, ésto por medio de una laguna aereada mecánicamente
para tratar 300 1/s . De acuerdo a lo estimado para una laguna similar en la refine-ría de Cd . Madero se estima que se invierte para su construcción una cantidad del orden de $ 198'544,328.
5 .3 .6 .- Evaluación.
Considerando los resultados de caracterización de las aguas residuales y el límite máximo de descarga, se tiene que sólo se está rebasando el paráme• tro de grasas y aceites, con una carga del orden de 625 Kg/dia ; no obstante se cree que con establecimiento de C .P .D . esta situación no prevalecerá por lo que será necesario terminar la construcción de la laguna aereada y operarla a la brevedad posible.
5 .4 .-
Refineria de Ciudad Madero.
5 .4 .1 .- Producción.
En las instalaciones petroleras de Cd . Madero además de refinarse
petróleo se tienen plantas para la producción de petroquímicos básicos.
La capacidad nominal de refinación de crudo es de 436,000 barriles
por día, y las plantas para este fin se presentan enseguida:
P
L
A
N
T
A
S
Destilación pri .aria NA
Destilación primaria MB
Destilación primaria y secundaria BA
Destilación pri .aria y secundaria NF
Destilación secundaria (preparadora de carga) MI
Reductora de viscosidad
Fraccionadora de gases y gasolinas
Desintegradora catailitica FCC
Coquizadora
Hidrodesulfuradora de gasolinas U—600
Hidrodesulfuradora de destilados inter .edios U—500
Hidrodesulfuradora de destilados inter .edios U—501
Desasfaltadora con propano DEMEX
Reformadora catalítica gasolinas U—700
Alquilación con ácido fluorhídrico
Generadora de hidrógeno
Mezclado de asfalto
Preparadora de carga de butadieno
Plantas de gases
- 128 -
CAPACIDAD
NOMINAL
(BARRILES POR DIA)
65 000
65 000
52
13
50
8
20
43
9
15
• 12
25
35
15
3
000
000
000
000
000
000
000
000
000
000
000
000
000*
10 MMPCD*
6 000
43 MMPCD
40 T%D*
Los productos petroquímicos básicos que se elaboran junto con la capacidad nominal de las plantas respectivas, se presentan a continuación:
CAPACIDAD
P L A N T A
•
PRODUCTO
NOMINAL
(TIA)
APIO EN QUE
INICIO
Alkar
Etilbenceno
39 400
Azufre
Butadieno
Dodecilbenceno
Azufre
Butadieno
Dodecilbenceno
20 000
55 000
1970
1972
1975
31 600*
2 700*
1965
1965
Estireno
Alquilarilo pesado
Estireno
Tetrámero
Tetrámero de propileno
30 000
19 000*
.1967.
1962
5.4 .2 .- Escenario ambiental.
5 .4 .2 .1 .- Ubicación.
La refinería de Cd . Madero se localiza en la zona industrial de la mencionada ciudad en el estado de Tamaulipas . Sus coordenadas geográfi-
cas son : 22°16' latitud norte, 97°49' longitud oeste . Prácticamente se encuentra en
el oriente de la zona conurbada que forman las poblaciones de Tampico y Cd . Madero -principalmente . Otras poblaciones cercanas a la refinería son:
N°- DE HABITANTES
(miles)
POBLACION
Miramar, Tamps .
Francisco I . Madero, Tamps .
Altamira, Tamps .
Perseverancia, Ver .
Villa Cuauhtémoc, Ver .
Mata de Chávez, Ver .
Tampico Alto, Ver .
2 .5
a
2 .5
15
2 .5
a
a
a
2 .5
a
La Rivera de Tampico Alto,Ver
15
2 .5
15
40
15
2 .5
15
2 .5
DISTANCIA(Km) Y ORIENTACION
CON RESPECTO A LA REFINERIA
9 .0
11 .5
17 .5
18
8 .0
16
16 .5
17
al NV
al NW
al NW
al NSW
al SSW
al SSW
al S
al ESE
5 .4 .2 .2 .- Climatología.
La zona conurbada de Tampico - Cd . Madero se ubica en una
extensa región en la que rige un clima cálido subhúmedo con lluvias en verano, excepto
en una pequeña temporada intermedia que es menos lluviosa denominada sequía del medio
verano, y un porcentaje de lluvias en invierno entre 5 y 10 .2 ; el cual corresponde al
- .129 -
AW1 de la clasificación de KOPPEN modificada por E . Garcia . En dicha región se registran anualmente valores medios de temperatura entre 24 y 26°C y de precipitación
total entre 1000 y 1200 mm.
Existen en esta área varias estaciones climatológicas, las cuales reportan la información que se resume a continuación:
ESTACIONES METEOROLOGICAS
YILLA
P A R A N E T R O
UNIDAD
CD . MADERO
28-006
TAMPICO
28-028
28-161
28-055
Temperatura media mensual máxima
°C
---
---
28 .3
--
minima
oC
--
--
18 .7
---
Temperatura media anual
"C
---
Precipitación total
nn
Temperatura media mensual
Precipitación total anual
minima
24 .2
_~
_--
mm
30-141
30-234
-._
---
24 .5
24 .3
1934
(1931)
428 .3
PERSEVER.
CUAUHTEM .
---
--
24 .7
---
~-
-M
---
(1949)
Precipitación total media anual
pm
1331 .0
1047 .6
1039 .85
1132 .0
983 .0
1153 .2
La información encerrada en paréntesis indica el mes o el año de
registro .
En seguida se resume la información referente a los vientos domi
nantes registrados en la región en el periodo 1974-1980.
/OM
ENE
2 .4
N 2 .3
4 .0
N 7 .6
N 3 .4
E 3 .0
N 5 .4
N 4 .6
1974 SE
1975 NE
1976
1977
1978
1979
1980
FEB
N3 .9
N 6 .0
N 5 .3
N3
.7
MAR
E1
.8
E 3 .0
E3
.8
N 5 .3 NS 3 .2
N5
.9
M6
E1
.0
NAY
JUN
E 3 .5 NE 2 .8
.9
E 1 .8
E 2 .0
E2 .1
OCT
NOV
.0
N 2 .7
N 2 .1
E 2 .1 NE 2 .2
E 2 .2
E 2 .5
N3 .6
N5 .8
N 2 .7
N4 .8
A60
E1
.8
NE 2 .0 NE 1 .1 NE 1 .3
E 2 .7 NE 3 .0
.6
E3 .1
E 4 .6
E 4 .7
E2
JUL
E 2 .7 NE 1 .6 SE 1 .4
.2 NE2 .7
E2 .5
N3
ABR
E 4 .2 NE 3 .6
E2
.7
E3 .8
E2
.9
E 3 .4 NE 3 .3
E 4 .8
E 3 .6
E 3 .4
E3
E3
.2
.0
SEP
N2
E3
.3
E 2 .1
E3
.5
E2
.1 NE 2 .1
N 3 .4
N 4 .1 NE 2 .8
E 3 .8 NE 2 .2
N4 .9
N4
.8
N 5 .8
DIC
.1
N2
N3
N3
130 -
.9
N4 .7
N 4 .1 NE 2 .1
Las abreviaturas de los puntos cardinales señalan la procedencia del viento.
Los indices superiores señalan la velocidad promedio en n/seg.
-
.4
5 .4 .2 .3 .- Hidrología.
Dadas las características de la red hidrológica del sur
de Tamaulipas y el norte de Veracruz se constituyen en esta zona 4 grandes cuencas . Las áreas circunvecinas a la zona conurbada de Tampico-Cd . Madero se traslapan con di
chas cuencas .
La refinería de Cd . Madero se ubica en la cuenca del río
Pánuco, que forma parte de la región hidrológica del Pánuco (26) ; dicha cuenca se extiende desde el SW .
Desde el NW converge la cuenca del río Tamesí que también
pertenece a la región hidrológica del Pánuco.
Hacia el N se sitúa la cuenca de las lagunas San Andrés
y Morales, perteneciente a la región hidrológica San Fernando - Soto la Marina (25).
Y, al sur se tiene la cuenca de la laguna de Tamiahua co
rrespondiente a la región hidrológica Tuxpan - Nautla (27)
La cuenca del Pánuco y de las lagunas San Andrés y Morales se caracterizan por tener escurrimientos entre 100 y 200 mm, en tanto que las
otras dos los tienen de 200 a 500 mm.
•
La corriente más importante de este conjunto hidrológico
es el río Pánuco, el cual proviene del SW atravezando la mencionada conurbación para
desembocar al mar .
La refinería de Cd . Madero se sitúa justamente en la mar
gen izquierda del río en la desembocadura.
La segunda corriente en importancia es el río Tamesí--afluente del Pánuco en la orilla poniente de la zona conurbada.
- 131 -
Frente a la refinería, en la margen derecha del río Pánu
co se sitúa una ramificación de éste, la cual se dirige al sur . Dicha corriente se -
denomina Chijol y desemboca en la laguna de Tamiahua a unos
petroquímico . Una ramificación de la corriente Chijol
16 .5 Km al SSE del centro
desemboca en la laguna el Man-
go a 2 .5 Km al S del mismo centro.
El río Topila es afluente del Pánuco a unos 30 Km al
SW.
En la región circunvecina a la zona conurbada se sitúan un gran número de lagunas ; en
tre las que podemos mencionar por su proximidad a la refinería son : Carpintero, Pue-blo Viejo, Mata de las Tinajas, El Chairel, De la Vega Escondida, Champaxan, de Tamesí,
•
Tortugas, Altamira, El Gringo, San Javre, Las Marismas, El Conejo, El Mango, Tamiahua,
Mayorazgo, Las Olas, Chila, Montecillos, algunos son de carácter intermitente y la ma
yoria están ubicadas dentro de un radio de 20 Km con respecto al centro Petroquímico.
Dentro de este radio no existen estaciones hidrométricas,
la más próxima se ubica en el río Tamesí a 45 Km al
NW de la refinería . Dicha est a-
ción (28-24) sólo reporta un área drenada de 16167 Km 2 . Sobre los ríos Tamesí y Moctezuma, corrientes que forman el Pánuco existen estaciones hidrométricas que distan entre 80 y 120 Km de la refinería.
5 .4 .2 .4 .- Fisiografía.
Tampico y Cd . Madero se asientan en una llanura costera
•
que se extiende en la dirección norte-sur . Dicha llanura se extiende al poniente adquiriendo un carácter inundable . Dentro de este terreno llano se levantan varias - áreas de lomerio ; éstas se ubican así : dos pequeñas áreas localizadas, una inmediata
al limite N de la zona conurbada de Tampico - Cd . Madero y la otra entre la zona la-custre del occidente ; las restantes se ubican al S y SW de las urbes, las que se prolongan hacia el S . Prácticamente, algunos de estos lomerios separan 1a'llanura inundable del poniente con la no inundable del oriente.
5 .4 .2 .5 .- Edafología.
Las áreas en donde se asientan las zonas urbanas así como las de los alrededores tienen caracteres edafológicos variados . La distribución - 132 -
y los tipos de suelo existentes son los siguientes : el terreno costero que se extiende al norte desde la zona de la desembocadura del Pánuco es de tipo Regosol eútrico con textura gruesa ; al poniente de esta área se presenta en zona cuyo suelo es el --Solonchak gleyco de textura media, dicha área se prolonga hasta unos 10 Km al N del rio Pánuco, al poniente hasta la región lacustre y hacia el sur ocupa la margen derecha del mencionado rio bordeando la zona de la desembocadura hasta el mar, práctica-mente las ciudades de Tampico - Cd . Madero se encuentran sobre este terreno ; al sur de la anterior se extienden las áreas, una angosta costera en la cual predomina el -Fiozem háplico secundado con Regosol eútrico, presentando una textura gruesa y la --. otra ubicada entre la zona lacustre y costera, la cual se compone principalmente de suelo tipo Rendzina complementado con Regosol calcárico y Vertisol
pélico, y
tura es intermedia ; en la zona lacustre el tipo predominante es el Vertisol
cuya tex
pélico --
secundado por Cambisol cálcico y Fluvisol calcárico, este suelo tiene textura fina y
químicamente es sódico ; los terrenos situados entre las zonas costera y lacustre al norte de la conurbación mencionada se constituyen predominantemente por Regosol eútri
co secundado con los tipos Chernozem cálcico y Vertisol
pélico,
cuya textura es media
y químicamente tiene carácter sódico.
5 .4 .2 .6 .- Usos del suelo y vegetación.
En las áreas circundantes a estas ciudades se presenta la vegetación siguiente : en la región situada al sur del Pánuco básicamente es de sel
410
• va baja caducifolia secundaria intercalada con pastizal cultivado, hay presencia de vegetación tular y manglar ; en las zonas contiguas al norte de las urbes señaladas se
tiene principalmente pastizal inducido ; en zonas más septentrionales en la costa predomina el matorral crasicaule, en tanto que en áreas del interior lo hace de selva ba
ja caducifolia y el bosque de encino, en la región lacustre del poniente predomina el
tular con algunas manifestaciones de matorral crasicaule y manglar en los alrededores
de la región lacustre y entre la misma existen áreas de pastizal cultivado, agricultu
ra de temporal y de riego.
5 .4 .2 .7 .- Fauna .
- 133 -
Se tiene básicamente la misma descripción para la región
de La Venta con las siguientes excepciones:
.Aves:
Gallina del monte
Tinamus major
Crypturellus boucerd
Perdiz boucard
Perdiz chica
Bolonchaco
Crypturellus soui
Odontophorus guttatus
Columba pcciosa
Paloma escamosa
Paloma pico negro
Columba nigrirostris
Oreopelia montana
Paloma montañera
Mamíferos :
Mono saraguato
Mono araña
Puerco espín
Aloviata palliata
Ateles gcoffroyy
Coendus n exicanus
Cuniculus paca
Pasyprocta puncata
Tepescuintle
Aguti
Tayra
Grison
Tayra barbera
Grison canaster
Tapirilla bairdií
Tapir
Senso
Temazate
Tayasso picari
Mezama americana
Conepatus semistriatus
Zorrillo espalda blanca
Se presentan además las siguientes:
Aves :
Zenaidura n acroura
Anas fulvigula
Huilota
Pato tejano
Pato cabeza roja
Pato enmascarado
Aythya americana
Oxyura dominica
Meleagris gallopavo
Guajolote silvestre
Mamíferos :
Zorrillo espalda blanca
Zorrillo listado
Coyote
5 .4 .3 .-
Conepatus leuconotus
Mephitis n acroura
Canis latrans
Caracterización de las aguas residuales.
En la refinería de Cd . Madero se tienen dos descargas de aguas residuales, éstas son:
El canal 7 1/2 y la del varadero, mismas que van al río Pánuco por
-
134 -
lo que el análisis estadístico de los resultados fisicoquímicos se hará para la que presenta mayor caudal . En los cuadros Nos . 5 .4 y 5 .5 se presentan los resultados para ambas descargas .
Un análisis estadístico respecto a la del varadero permite determi
nar las cargas vertidas en exceso, las que se presentan a continuación:
CARGA EN Kg/d
PARANETRO
EXCESO *
SST
154 .8
4012 .4
DBO
98
2540 .1
6 y A
5135 .4
(300 1/s)
•
NH 3
DQO
*
15 .05
135
133109 .5
390 .1
3499 .2
Concentraciones en mg/1
Las cifras anteriores revelan que es necesaria la implementación de sistemas de tratamiento secundario para abatir las concentraciones de'SST y DBO . -
Dicho sistema deberá estar constituido por un sedimentador primario y lagunas aerea-das mecánicamente . Por otra parte, también se encontró que se está rebasando en altas cantidades la carga de aceite vertido, razón por la cual se hace necesaria la implementación de otros separadores para grasas y aceites.
5 .4 .4 .- Dispositivos actuales y en proyecto para el tratamiento de aguas residuales.
En esta refinería actualmente sólo se cuenta con dispositivos de tratamiento de aguas residuales a nivel primario.
El tipo de unidades instaladas son:
- Asentador Mz para remoción de lodos.
- Tres separadores de aceite API de dos celdas.
- Tres fosas de retención de aceite.
- 135 -
Cuadro No . 5 .4
RESULTADOS DE CARACTERIZACION* DE LA DESCARGA DE AGUAS RESIDUALES
DE LA REFINERIA " MADERO", CANAL 72
PARAMETROS
C .P .D
.D..
DESCARGA (1)
DB0 5
65
228
SST
65
97 .8
G y A
35
2863 .8
Fenoles
4 .7
.0 .11
N-NH3
4 .3
10 .81
Potencial hidrógeno
6-9
7 .2
Temperatura
35
21
Materia flotante
**
ninguna
Color
100
164
--
344
.
DQO
Nomenclatura :
C .P .D . : Condiciones Particulares de Descarga.
* Concentraciones en mg/1, excepto : potencial hidrógeno, pH ; temperatura
°C ; y color Pt/c.
** Ninguna que pueda ser retenida por malla de 3 mm . de claro libre cuadrado.
( ) Cuerpo receptor : río Pánuco .
- 13636 -
CUADRO No . 5 .5
RESULTADOS DE CARACTERIZACION* DE LA DESCARGA DE AGUAS RESIDUALES
DE LA REFINERIA MADERO DESC . AL VARADERO
PARAMETRO
C .P .D .
DB0 5
85
--
SST
85
123 .31
G y A
35
3946
Fenoles
6 .8
Hg
-
4 .3
40 .97
pH
6-9
Temperatura °C
35
Mat . flotante (ml/i)
**
Color (Pt/Co)
2 .49
0 .007
N-NH3
.
DESCARGA (1)
100
--
DQO
8
28
ninguna
131 .85
756
Nomenclatura :
C .P .D . : Condiciones Particulares de Descarga.
** Ninguna que pueda ser retenida por malla de 3 mm . de claro libre
cuadrado.
* Concentraciones en mg/1 a menos que se especifique otra unidad.
(1) Cuerpo receptor : río Pánuco .
- 137 -
Los efluentes que reciben las unidades anteriores son las aguas -aceitosas procedentes de la refinación de crudo, de la planta de sosa gastada y lastre sucio de barcos.
El caudal que se trata es de aproximadamente 300 1/s.
Existen además, en la planta desmineralizadora, fosas de neutralización de agua ácida y básica y fosas de evaporación para la remoción de sólidos químicos procedentes del pretratamiento cal-carbonato del agua para la desmineralizadora.
Obras en estudio proyecto o construcción.
Se tiene proyectado construir un sistema de tratamiento biológico,
del tipo de lagunas aereadas mecánicamente, para una capacidad de 300 1/s.
Además se contempla la construcción de un asentador de lodos y dos
separadores API.
5 .4 .5 .- Estimación de costos para el control de la contaminación.
De acuerdo a los resultados obtenidos en el inciso 5 .4 .3, sería -conveniente implementar una laguna aereada mecánicamente para tratar 300 1/s y remover 200 mg/1 de material orgánico, adicionar dos separadores del tipo API estimando un caudal de 100 1/s y finalmente un sedimentador con capacidad de 100
1/s .
La estimación de sus costos se muestra a continuación:
C 0 N C E P T 0
Excavación en material tipo II
CANTIDAD
UNIDAD
280
n3
140
n2
PRECIO
UNITARIO
560
IMPORTE
156,800
Mantilla de concreto simple
tc = 100 kg/cm2 de 8 c n de espesor
agregado n Axioo 40 nn
- 138 -
1,266 .27
177,277 .8
ConCrito tc .4 200 k0c.2 ., incluye :1
acarreo,vibradd,i-cUrado-yidespee,
diciodi .)
Cinbrido l y,desciibrado,
1.8,4571362' :/
2,04140 1 ,1
,
1
Acero Adeirefuerzo ,grado duro . I . t),
Fy
4200 katu2,'ineluye habilitth
tadn,tcdlocaci6ni4iarres, ganchns
trailape , r4espeedicio l,
16 .2
Acerofliaterialesdbrante.
Relienoldon :materialcproductoia,;L
de Izdavaci6n , r : :1I
Juntal :deilcon'struccicintel . : :
inperieubilizndi6nTIr :!tl
224
22 ,3
56
56
1
I
210,0001,000
Ton
t6.
3
3
3
3
3!402000
280,000 : 4,;
1,250i,?50
369 .4359
20,616A :-;.
Lote loto
50,0000,00
550,0000,0
Lote Lott::
50,0000,CO
850,0000,
n
t
Fontanerfat,'cra
Barnndules4lpast4ostde
opett acOnaci,'' )
1
Lote Loto
1'0000000,0Ct )
l!O0040000,
1
SUB TOTAL!U41 99.58091135 .; ,1,5,
Se ettima i;dIA01pdr pientdodel dostoodaocOnstructi6orparapequipo,(Pomba
pi
ra aceitesjt-parajodoWcarcadorepcetcJ1,5 por otenteoAtolacidgehiqrf , aAdl prdyecyco
to ejecutivo ;isiandd-,00cotto6totaloéstimad6eho$,,12'364 ;638,5".i2,5.
Respdctp . ,al sedi merit ador ;tole] cotto L,es
C 0 NOCITtiPf'TO'
1
CANTIOA0,Tn'l
0
Excevnci6n,cei .maquinar,ii1en i
matórial-tipd Up5 tr
Concit .A0200 4160,
incluyecicurreo,fvibrado l
UNIDAWtrUA0
Q
1 .10 '
0
fREC10 13 13 CR
UNITARIOYARIO
3
1
i,1701
Rel4fiolde , ,exCavaciones , para
estreucturasty/opura 01canzirwi,
niv leivdd,prdyectolo
s ;
, n
560
3
11',
IMPORTE
I
560
369 .43;'} 11
;),
y,
d,
Í
1
159
'Y
!
n
3
a
3
18 .457 .1 621 :
,
-
139
43
5/
655,200'i,/)
406
i‘ .;
Impermeabilizante integral
Acero de refuerzo Fy — 4200
kg/cm2 de 15 .6 nn de diámetro
159
19 .06
Cimbra y descimbrado
636 .2
Plantilla de 8 cm . de concreto
simple fc = 100 kg/cm 2 , agregado
máximo de 40 nn
491
•
3
Ton
812 .
129,108
210 000
4'002,600
2
i
2
1 266 .27
1'298,802
1 266 .27
621,739
3 088
197,632
74
36,334
1 250
125,000
Juntas para cimentación, incluye
ajustes, colocación, tensado y
desperdicio
64
Limpieza de pisos, muros, etc.
491
Acarreo material sobrante
100
2
3
SUB TOTAL
$
10'001,582
Se estima el 40 por ciento del costo de construcción para equipo y 5 por ciento del
proyecto ejecutivo obteniéndose en total $ 14'502,294 .00.
Respecto a la laguna, el costo es del orden de $ 198'544,328, aplicando la regla
de los 6/10 por factor de escalamiento y con base a lo estimado para la laguna de Salamanca.
El total de la inversión requerida es de $ 255'411,261 .00
5 .4 .6 .- Evaluación.
Considerando los valores de caracterización y las C ..P .D . para Cd.
Madero, se tiene que los parámetros que se están rebasando son : SST, DBO, G y A, NH 3
y DQO ; por lo que se recomienda implementar un sistema de tratamiento secundario, con
una capacidad del orden de 300 1/s, así como la construcción adicional de dos separadores de aceite con una capacidad de tratamiento de 100 1/s.
- 140 -
5 .5 .-
Refinería de Poza Rica.
5.5 .1 .- Producción.
En las instalaciones petroleras de Poza Rica se refina crudo y se
producen algunos petroquímicos básicos tales como : etano, etileno, polietileno, propi
leno y azufre .
La capacidad nominal para la refinación es de 154,000 barriles por
día, siendo las plantas con que cuenta para este fin las siguientes:
P
L
A
N
T
A
Estabilizadora de crudo
Destilación primaria TC
Destilación primaria FA
Fraccionadora de líquidos de absorción
Desulfuradora catalítica
CAPACIDAD NOMINAL
(Barriles por día)
77 000
16 000
34 000
22 000
5 000
Respecto a los petroquímicos básicos se tienen las siguientes plan
tas :
P L A N T A
Azufre
Criogénica
Etileno
Polietileno alta presión
Polietileno baja presión
PRODUCTO
Azufre
Etano
Etileno
Propileno
Polietileno baja densidad
Polietileno alta densidad
CAPACIDAD NOMINAL
AÑO EN QUE
(T/A)
INICIO
46 200
_227 000
182 000
9 400
51 000
100 000
1951
1977
1978
1971
1978
5 .5 .2 .- Escenario ambiental.
5 .5 .2 .1 .- Ubicación.
La refinería de Poza Rica se localiza en la ciudad del - 141 -
mismo nombre en el estado de Veracruz . Está ubicada dentro de la zona,urbana en el SW de dicha ciudad y sus coordenadas geográficas son : 20°31' latitud norte, 97°28' -longitud oeste y 60 m de altitud sobre el nivel del mar.
La población de Poza Rica está estimada en 179 000 hab =
(1977) ; otras poblaciones cercanas a la refinería son:
Na DE HABITANTES
(miles)
POBLACION
Totolapa
2 .5
a
=
Lázaro Cárdenas
Nuevo Progreso
Emiliano Zapata
Manuel Na . Contreras
Coatzintla
Reforma Escolín
Escolín
Papantla
Tlaxcala
La Victoria
Ursulo Galvin
Rancho Nuevo
DISTANCIA(Km) Y ORIENTACION
CON RESPECTO A LA REFINERIA
2 .5
15
40
15
2 .5
a 15
2 .5
2 .5
a 40
2 .5
2 .5
a
100
2 .5
2 .5
2 .5
2 .5
3
6
10 .5
6 .5
9 .5
3
9 .5
13
16 .5
13
9 .5
9
7
al
al
al
al
al
al
al
al
al
al
al
al
al
NNW
NNW
NNW
WNW
SSW
S
SE
SE
SE
ESE
NE
NNE
NNE
5 .5 .2 .2 .- Climatología.
Poza Rica se encuentra en una región cuyo clima es cálido subhúmedo con lluvias en verano y un porcentaje de lluvias en invierno entre 5 y 10 .2, sólo las áreas situadas hacia el norte y occidente de esta población presentan
una pequeña temporada intermedia en el verano, la cual es menos lluviosa y se denomina sequía de medio verano . Dicho clima es correspondiente al AW, de la clasificación
de KOOPEN modificada por E . García.
En dicha región se registran anualmente valores medios de temperatura entre 24 y 26°C y de precipitación total entre 1000 y 1200 mm, y hasta
de 1300 en zonas ubicadas hacia el norte y occidente.
- 142
Existen dos estaciones meteorológicas dentro de la región
en cuestión, la más cercana a la refinería es la de Poza Rica (30-091), la cual repor
ta los valores siguientes:
Temperatura media anual
Precipitaci6n total media anual :
24 .4° C
1107 .9 n m
.La otra estáción se encuentra en la ciudad de Papantla,
(30-088) la cual reporta lo siguiente:
27 .5 °C
18.4 °C
24 °C
2074 .90 nn (1931)
443 .30 mm (1950)
1160 .4 m n
Temperatura media mensual máxima:
Temperatura media mensual mínima:
Temperatura media anual:
Precipitación total anual máxima:
Precipitaci6n total anual mínima:
Precipitación total media anual :
A continuación se muestra un resumen de los vientos domi
nantesen esta región en el período 1974-1980.
ANO
ENE
1974
NE2
FEB
NAR
ABR
NAY
JUN
JUL
AGO
SEP
OCT
NOV
MC
NE 2
NE2
NE 2
NE 2
NE 2
NE 2
NE 2
NE 2
E
N2
2
N2
1975
NW 2
NE 2
NE 2
NE 2
NE 2
NE 2
NE 2
NE 2
NE 2
NW 2
N3
N2
1976
N3
NE 2
NM 3
NE 2
NE 2
NE 2
NE 2
NE 2
NE 2
N2
N2
N2
1977
N2
N 2
NE2
NE 2
NE 2
NE 2
NE 2
NE 2
NE 2
N2
N2
1978
N2
NE I
NE 2
NE I
NE 2
NE 3
NE I
NE I
NE I
NE I
NE I
1979
NI
N2
NE 2
NE 2
NE 2
NE 2`
NE 2
NE 2
NE 2
NE 2
NE 2
NE I
1980
NE I
NI .
NE 2
NE 2
NE I
NE I
NE 2
NE 2
NE 2
NE 2
N?
NI
•
MI
Las abreviaturas de los puntos cardinales indican la procedencia de los vientos
Los índices superiores indican el rango de velocidad:
1:
2:
3:
4:
0 .3 a 1 .5 m/seg
1 .5 a 3 .3 n /seg
3j3 a 5 .4 n /seg
Mayores de 5 .4 m/seg
-
143 -
5 .5 .2 .3 .- Hidrología
Poza Rica se encuentra en la cuenca del río Cazones en la región hidrológica Tuxpan - Nautla (27) . Dicha cuenca se caracteriza por presentar escurrimientos de 500-1000 mm . La corriente superficial más próxima a la refinería de Poza Rica es el rio Cazones, que pasa a unos cuantos metros al W de dicho centro petroquímico . Este río que proviene del SW, en su curso prácticamente bordea por
el occidente a la ciudad y continúa hacia en NE.
Otras corrientes son : el arroyo Troncones que recorre la
orilla occidental de Coatzintla ; el arroyo Cocineros cruza dicha población desde el E y se une al de Troncones al NW de
la
misma, la corriente resultante desemboca en el
río Cazones ; el arroyo Huelelequo atravieza de sur a norte a la ciudad de Poza Rica y
también desemboca en este río, existen otros arroyos afluentes de este río.
En el río Cazones a 2 Km al NNW se ubica la estación hidrométrica de Poza Rica (30-54) la cual reporta un volumen medio anual de 1353 .3 mi-llones de m 3 y un área drenada de 1600 Km 2 .
5 .5 .2 .4 .- Fisiografía.
Poza Rica está ubicada en un angosto valle que se extien
de en dirección SW-NE, delimitado por lomeríos excepto en la región occidental en don
de se tiene sierra baja, la que también se presenta en segundo término hacia el sur.
5 .5 .2 .5 .- Edafología.
La región en donde se ubica la ciudad de Poza Rica está
caracterizada por estar constituida principalmente por suelos tipo Vertisol secundado
por otras variedades que proporcionan propiedades particulares que distinguen áreas dentro de la misma región .
En Poza Rica, sus inmediaciones y los terrenos que se -extienden al NE predomina el suelo típico Vertisol pélico complementado con suelos -Cambisol cálcico y Fluvisol calcárico . En el área que rodea a la zona anterior, la -
- 144 -
cual se prolonga principalmente al oriente y'al norte, los suelos tipo Rendzina y Feo
zem calcárico caracterizan a la predominancia del Vertisol pélico ; más allá de esta
zona se extienden : al poniente, dos grandes áreas donde predomina también el tipo Ver
tisol pélico, secundado por suelos tipo Feozem lúvico en la norte y tipo Regosol y -Feozem calcáricos en la sur ; y al SE, otra gran área que se prolonga moderadamente ha
cia el poniente en su región septentrional, la cual está constituida principalmente por suelos tipo Luvisol órtico complementado con los tipos Feozem lúviro y Feozem cal
cárico . Todos estos suelos están texturizados finamente.
5 .5 .2 .6 .- Usos del suelo y vegetación.
Básicamente los tipos de vegetación que prevalecen en la
región son : selva alta perennifolia secundaria, agricultura de temporal y pastizal -cultivado, las cuales están distribuidas de la siguiente manera : desde el poniente en
las inmediaciones del rio Cazones hacia el este de Poza Rica, se extienden hacia el sur grandes áreas de selva alta perennifolia secundaria y al norte terrenos agricolas
de temporal en los que en algunas áreas del NW, NE y E aún perduran especies de la -selva alta perennifolia secundaria ; los terrenos situados en segundo término al sur de Poza Rica son tanto de agricultura de temporal como de pastizal cultivado.
5 .5 .2 .7 .-
Fauna.
Las especies animales que se distribuyen en la región en
donde se ubica Poza Rica son las mismas descritas para la región de La Venta con - -excepción de:
Aves:
Gallina del monte
Perdiz boucard
Perdiz chica
Tinamus major
Crypturellus cimna nomeus
Crypturellus sovi
Odontophorus guttatus
Bolonchaco
Paloma escamosa
Paloma pico negro
Columba speciosa
Columba negrirostris
Mamíferos :
Agutí
Lasyproeta puncata
Tapirella bairidif
Tapir
Senso
Tayassu pecari
-
145 -
Además se cuenta con otras como:
Aves :
Guajolote silvestre
Meleagris gallopavo
Pato enmascarado
Huilota
Oxyura dominica
Zenaidura n acroura
Coyote
Zorrillo listado
Canis latrans
Mephitis n acroura
Zorrillo de espalda blanca
Coneptus leuconotus
Mamíferos :
5 .5 .3 .—
Caracterización de las aguas residuales.
En este centro de refinación se tienen dos descargas de aguas resi
duales,
las
que son vertidas al río Cazones . Los resultados de caracterización de --
las mismas se presentan en el cuadro No .5 .6
Por otra parte, dentro de la misma refinería se encuentra instalado el complejo petroquímico Escolin, el cual también tiene una descarga de aguas resi
duales y cuyos resultados de caracterización se resumen en el cuadro No . 6 .7
Es conveniente mencionar que no se tienen fijadas condiciones particulares de descarga para ninguno de los efluentes, por lo que para determinar posibles excesos de carga vertida se consideran los limites máximos permitidos por el Reglamento para la Prevención y_Control de la Contaminación de Aguas.
Un análisis estadístico de los valores de los parámetros que exceden el limite máximo permitido indica que se están descargando las cantidades de contaminantes que a continuación se ennumeran:
P A R A M E T R 0
Sólidos sedimentables
Grasas y aceites
*
EXCESO *
CARGA VERTIDA
(280 1/s)
3 .36
81 .28 n 3/d
244 .53
Concentración en mg/1
-
146 -
5915 .7
Kg/d
CUADRO No . 5 .6
RESULTADOS DE CARACTERIZACION* DE LAS DESCARGAS DE AGUAS RESIDUALES
DE LA REFINERIA DE POZA RICA, VER.
PARAMETROS
LIMITES
***
DESCARGAS
'(1)
(2)
1
2 .1
1 .3
G y A
70
12 .1
9,7
Materia flotante
**
ninguna
ninguna
Temperatura
35
29.,7
26 .7
7
7 .2
Sólidos Sed .
Potencial hidrógeno
4 .5 - 10
Nomenclatura :
* Concentraciones en mg/1, excepto en los casos de sólidos sedimentables, ml/1 ; temperatura, °C.
** Ninguna que pueda ser retenida por una malla de 3 mm . de claro -libre ..
cuadrado.
*** No tiene condiciones particulares de descarga, por lo que se usan
los limites de la Tabla No . 1 del Reglamento para la Prevención y
Control de la Contaminación de Aguas.
(1 y 2) Cuerpo receptor : río Cazones.
CUADRO No . 5 .7
'RESULTADOS DE CARACTERIZACION'* DE LAS DESCARGAS DE AGUAS RESIDUALES
DEL COMPLEJO PETROQUIMICO DE ESCOLIN
POZA RICA, VER.
PARAMETROS
LIMITES
. (1)
Sólidos sedimentables
1
DESCARGA (2)
1 .0
G y A
70
Materia flotante
**
presente
Temperatura
35
27
Potencial hidrógeno
Caudal
4 .5 - 10
--
163 .6
8 .5
280
Nomenclatura :
* Concentraciones en mg/l, excepto en los casos de : sólidos sedimentables, ml/l ; temperatura, °C. ; potencial hidrógeno, pH y caudal 1/s.
** Ninguna que pueda ser retenida por una malla de 3 mm . de claro libre
cuadrado.
(1) No tiene condiciones particulares de descarga, por lo que se usan los
limites de la Tabla No . 1 del Reglamento para la Prevención y Control
de la Contaminación de Aguas.
(. 2) Cuerpo receptor : río Cazones.
Con base en las cifras anteriores se
juzga conveniente
la neces i-
dad de instalar un sedimentador y de dispositivos para la separación de grasas y aceites . No obstante debe tomarse en cuenta la posibilidad de que en un futuro
no lejano, la SEDUE fije condiciones de descarga más estrictas a Poza Rica y Escolin,
y por lo tanto se haga necesaria la instalación de sistemas de tratamiento adiciona-les .
5 .5 .4 .- Dispositivos actuales y en proyecto para el tratamiento de aguas residuales.
En estarefinería y centro petroquímico se tienen para el control
de la contaminación del agua, las unidades siguientes:
Un separador de aceite tipo API
- 5 separadores de aceite del tipo de placas corrugadas.
Mismas que reciben las aguas residuales del complejo de Poza Rica
y Escolín .
Por otra parte, en planta se cuenta con fosas de neutralización.
Respecto a obras en estudio, proyecto o construcción no se obtuvo
información.
5 .5 .5 .- Estimación de costos para el control de la contaminación.
Los parámetros que exceden las condiciones particulares de descarga son sólidos sedimentables y grasas, de acuerdo a lo expuesto en el inciso 5 .5 .3
sería conveniente implementar un sedimentador y un separador de grasas tipo API con capacidad de 100 1/s.
Por lo tanto, se requeriría de una inversión de $12'364,638 .5 para
el API y $14'502,294 para el sedimentador, obteniendo un total de $26'866,932 .5.
- 149 -
Las cantidades anteriores se obtuvieron al partir del presupuesto presentado para la refinería de Ciudad Madero (inciso 5 .4 .5)
5 .5 .6 .- Evaluación.
De acuerdo a los resultados de caracterización y considerando los
límites máximos de descarga permitidos se tiene que los parámetros que se están reba
sando son sólidos sedimentables, grasas y aceites, por lo que se recomienda implemen
tar un separador de aceite y un sedimentador.
5.6 .-
Refinería de Cadereyta.
5 .6 .1 .- Producción.
Cadereyta tiene una capacidad instalada para la refinación de crudo de 518,000 barriles por día . Para este fin tiene las siguientes plantas:
P
L
A
N
T
A
CAPACIDAD NOMINAL(Barriles por día)
Destilación pri .aria N°- 1
Destilación pri .aria N°- 2
Destilación al vacío NQ1
Destilación al vacío N°- 2
Desintegración catalítica
100 000
135 000
62 000
75 000
40 000
36 000
25 000
25 000
Hidrodesulfuradora de nafta U–400
Hidrodesulfuradora de destil . intermedios U-700
Hidrodesulfuradora de destil . intermedios U–800
Reformadora catalítica de naftas U–500
20 000
En la refinería de Cadereyta además de refinar crudo . se producen los petroquímicos siguientes :
P L A N T A
PRODUCTO
CAPACIDAD
AÑO EN QUE
NOMINAL
INICIO
(TA)
Catalítica
Propileno
45 000
1980
Fraccionadora de solventes
Hexano
38 900
1980
- 150 -
l
5 .6 .2 .- Escenario ambiental.
5 .6 .2 .1 .- Ubicación.
La refinería de Cadereyta está localizada a 36 Km al sureste de la ciudad de Monterrey, Nuevo León . Sus coordenadas de localización son : -25°35' y 100°00' long . W . Algunas comunidades cercanas a ella son:
•
- Juárez, al noroeste y a una distancia aproximada de 10 Km.
El número de habitantes de esta población está entre 5001 y
15000.
- San Juan, al sureste, a aproximadamente 15 Km de la refinería.
Estando su población en el rango de 5001 ,E 15000 habitantes.
5 .6 .2 .2 .- Climatología.
En la región en que está situada la refinería se tiene un clima, de acuerdo a la clasificación de KOPPEN modificada por E . García, del tipo
seco o estepario cálido, éste es dentro de los secos el más seco . Las lluvias se pre
sentan principalmente en verano con una precipitación promedio anual de 500 mm . La temperatura promedio anual es de 23°C.
En lo referente a la dirección y velocidad de los vien-tos, se puede observar del siguiente cuadro que éstos son preponderantemente del norte y del este, presentándose principalmente los últimos en verano . La velocidad de los vientos fluctúa en el rango de 0 .3 a 3 .3 m/s .
A60
SEP
NOV
DIC
ENE
FEB
MAR
ABR
NAY
JUN
JUL
76
N1
Nl
N1
N2
N2
El
E
2
N2
77
El
E1
E1
E2
E1
El
N1
El
N1
Nl
N 1
N1
78
N
N1
N2
N2
N2
E1
E1
E1
N2
N1
N1
N2
79
Nl
N2
N2
N1
N1
Y1
El
E2
N1
N1
N2
N2
80
N2
N2
N2
N
N1
El
E1
E2
E2
AÑO
1
2
OCT
N2
N1
.
N2
N1
N1
N2
REF . : Observatorio Netereológico Nacional.
•
NOMENCLATURA:
a) Dirección.
b) Velocidad (m/s)
N, norte
1 Velocidad comprendida entre 0 .3 y 1 .5
2 Velocidad comprendida entre 1 .5 y 3 .3
3 Velocidad comprendida entre 3 .3 y 5 .4
S, sur
E, este
N, oeste
5 .6 .2 .3 .-
Hidrología.
La refinería de Cadereyta se encuentra en la región hidrológica N° 24, llamada del Rio Bravo, se localiza entre los paralelos norte 26° y 30° y
los
meridianos WG 99°30' y 102°30' . Comprende parte de los estados de Coahuila,
Nuevo León y Tamaulipas con un área total de 88,691 Km 2 , de los cuales 15,183 Km2 corresponden al estado de Nuevo León.
Los principales cuerpos de agua superficiales dentro de
esta región hidrológica son los siguientes:
— Río Salado
— Río Sabinas
— Río Pesquería
— Rio Candelaria
— Río Salinas
— Río Catarina
— Río Pilón
— Río San Juan
De los anteriores ; el Catarina y el San Juan son los que
- 15 2 -
se encuentran más cercanos a Cadereyta . El primero prácticamente la cruza, mientras
que el,segundo se localiza al sur de la refinería a aproximadamente 5 Km.
Los caudales medios anuales medidos en ambos son:
-
Sta . Catarina, estación
— San Juan, Tepehuaje, estac .
19—20
19—28
5.4 sillones de n 3
214 n illones de n
La refinería de Cadereyta se encuentra ubicada en la par
te central del estado la cual agrícolamente es una de las más importantes de Nuevo -León, siendo regada principalmente por los ríos : San Juan, Pesquería y Pilón.
En lo referente a las aguas subterráneas, la SARH ha --efectuado estudios hidrológicos, deduciéndose de ellos que en general todo el territo
rio de la entidad no tiene condiciones favorables para la obtención de agua del sub-suelo y sólo es factible el aprovechamiento por medio de pozos profundos . En el área
metropolitana de Monterrey existen 1062 pozos profundos, de los cuales, el líqui
do extraído del 50% de los mismos es destinado para uso doméstico, el 27% a uso indus
trial y el 23% restante a riego . Aproximadamente el 95% de los pozos se encuentran localizados en zonas de veda.
5 .6 .2 .4 .- Fisiografia.
Cadereyta está dentro de la subprovincia llanuras y lome
ríos, la que tiene un sistema de topoformas de sierras, sin fase y plegada . Al po--niente de esta planta refinadora de petróleo, a escasos 15 Km se presenta una fisio-grafía del tipo de sierra, sin fase y plegada flexionada.
5 .6 .2 .5 .- Edafología.
Los tipos de suelo circundante a Cadereyta son los Xerosol y Catañozem .
- 153 -
5 .6 .2 .6 .- Usos del suelo y vegetación.
En la región circundante a la refinería se tienen los si
guientes tipos de vegetación : matorral alto subinerme, material mediano subinerme, ma
torral alto espinoso.
5 .6 .2 .7 .- Fauna.
El estado de Nuevo León se encuentra ubicado dentro de
III
la región zoogeográfica denominada Megagea, específicamente en la región neártica don
de se tienen las siguientes provincias:
— Provincia Chihuahua — Potosina — Zacatecana.
— Provincia de la Sierra Madre Oriental.
— Provincia Austro — Central
— Provincia Ta .aulipeca
En la última de estas zonas zoogeográficas
se encuentra localizada la refinería de Cadereyta . Siendo su fauna característica:
Canis latrans n icrodon
Felis pardialis albescens .
Citellus variegatus couuchi
Pecar angulatus
Coyote
Gato montés
Ardilla de tierra
Jabalí
Liebre
Conejo
Tuza
Lepus alleni
Lepus gaillard
Pappogeomis n erriami
Neotooa sp.
Uroeyon cinereoargentus
Odocoileus virginuanus n iquihuanensis
Ratas de campo
Zorros
Venados
En cuanto a aves se tienen:
Codorniz tejana
Codorniz escamosa
Tecolotito cill6n
Chupamirto
Colinus virginuanus texanus
Callipepla squa—nata
Otus asius sesplei
Amazilia yucatanensis chalconota
Cuitlacoches picocurvo
Toxostoma curvirostre obernolseri
Icterus graduacauda audubonii
Calandria hierbera
-
154 -
En lo referente a fauna acuática, la mojarra (Tilapia ni
lotica) y la carpa (Cyprinas carpio) son de gran importancia, ya que han sido ampliamente introducidas en reservas de agua con fines pesqueros . En la fauna de anfibio las especies más representativas son las
salamandras (Pseudocurycea galeanae) y la ra
na (Rana cate sbeiana).
5 .6 .3 .- Caracterízaci .Án de aguas residuales.
Los resultados analíticos del agua residual descargada por la refi
nería de Cadereyta, se presentan en el cuadro N 2 5 .8
Se puede observar del mismo, que los parámetros que rebasan significativamente las condiciones particulares de descarga, si se considera un intervalo
de confianza para el 95 por ciento, sobre siete resultados de cada parámetro, se tiene que el exceso de carga de contaminante vertido al rio Ayancual es:
P A R A N E T R 0
EXCESO *
(350 1/s)
NH91 .8
14207
313
2776
66, 6
2014
362
0 .04
241
2529 .81
7 .83
10947
1 .21
—
—
—
Cl
6 y A
3
08 05 -
Dureza
Fenoles
Color
Cond .
RAS
*
469 .8
10 .35
CARGA EN Kg/d
Unidades en n g/l, excepto : Color, Pt/Co ; conductividad en
umhos/c . ; y RAS (adimensional).
De los valores anteriores se puede observar que los párámetros DBO, G y A, NH 3 y fenoles, rebasan las condiciones fijadas, aún cuando se cuen
ta con sistemas de tratamiento para su remoción, inciso 5 .6 .4, se estima que es necesario el establecimiento de estrictas políticas de operación que permitan incrementar
la eficiencia de remoción de dichos contaminantes y con ello abatir la carga vertida
al rio .
- 155 -
Cuadro No . 5 .8
. RESULTADOS DE CARACTERIZACION* DE LA DESCARGA DE AGUAS RESIDUALES
q E LA .REFINERIA CADEREYTA
PARAMETRO
C,P .D .
DB0 5
70
130
SST
70
40
GyA
10
18 .4
Cloruros
250
783 .5
N - NH 3
0 .05
195 .28
Dureza
250
660
Fenoles
0 .005
100
Color (Pt/Co)
0 .055
863
0 .05
Plomo
~
DESCARGA (1)
Cond . (umhos/cm)
2000
Relación de adsorción de
Sodio (RAS)
0 .012
4009
6
18 .8
Temperatura (°C)
35
25 .3
Potencial hidrógeno (pH)
6 - 9
8 .4
Colif .Fec . ( .
17m1)
1000
0
350
Caudal (1/s)
Nomenclatura:
C .P .D . Condiciones Particulares de Descarga
* Concentraciones en mg/1, a menos que se especifique otra unidad.
(1) Cuerpo receptor : río Ayancual.
- 156 -
5 .6 .4 .- Dispositivos actuales y en proyecto para el tratamiento de aguas
residuales.
Nivel de tratamiento : Primario y Secundario.
Tipo de unidades : Existe un cárcamo regulador pluvial aceitoso -&
con una capacidad de 20 000 m3 , tres separadores de aceite de placas corrugadas, uno
de 63 1/s y dos de 189 1/s cada uno, una fosa de igualación o retención de aceite de
6 000 m3 de capacidad, dos unidades de flotación con aire de 189 1/s cada uno, tres ~
lagunas aereadas mecánicamente de capacidad de 46 500 m 3 cada una, seguida por una la
guna de estabilización cuyo volumen es de 51 000 m 3 y una fosa para agua salada de -1,500 m3 .
Además existe el pretratamiento en planta de aguas amargas, oxidan
do con vapor, se tratan de 6 .3 1/s y 4 .7 1/s, los afluentes de las torres son envia-dos a las fosas de retención . Así mismo, existen dos fosas de neutralización para -las aguas residuales provenientes de la planta de desmineralización.
El caudal total tratado es del orden de 350 1/s, cuya agua es bombeada hacia el Río Ayancual.
Obras en estudio, proyecto o construcción.
Se tiene contemplado reusar aguas residuales tratadas, provenien-tes de la Ciudad de Monterrey.
Se tiene el
5 .6 .5 .
proyecto de un separador API.
Estimación de costos para el control de la contaminación.
De acuerdo a los resultados presentados en el inciso 5 .6 .3, se reco
mienda únicamente adecuar las políticas de operación tanto para el nivel de tratamien
to primario como secundario, por consiguiente, no se estiman gastos adicionales.
- 157 -
5 .6 .6 .- Evaluación.
No obstante que se cuenta con tratamiento de aguas residuales a ni
vel primario y secundario, se observa en el cuadro 5 .8 , que se están rebasando las
C .P .D . en los parámetros de Cl, G y A, NH 3 , DBO, dureza, color y conductividad, entre
otros, por lo que se recomienda implementar políticas de operación y mantenimiento -más estrictas.
5 .7 .-.
Refinería de Azcapotzalco.
•
5 .7 .1 .- Producción.
La refinería de Azcapotzalco tiene una capacidad nominal instalada
para
la
refinación de crudo de 230,000 barriles por día . Las plantas con que cuenta
para esta actividad son:
P
L
A
N
T
A
Destilación pri .aria N°- 1
Destilación pri .aria NQ 2
Destilación al vacío (preparadora de carga)
Reductora de viscosidad
Desintegración catalítica FCC
Desulfuradora catalítica N°- 1
Desulfuradora catalítica NQ 2
Alquilación con £cido fluorhídrico
Fraccionadora de gases y gasolina
CAPACIDAD NOMINAL
(BARRILES POR DIA)
38 000
67 000
48 000
20 000
24 000
12 000
12 000
3 000*
6000
Por otra parte es conveniente mencionar que en esta refinería también se elaboran algunos petroquímicos básicos, éstos se presentan a continuación jun
to con la capacidad nominal de las plantas respectivas.
PLANTA
Azufre_
CAPACIDAD NOMINAL
PRODUCTO
(T/A)
Dodecilbenceno
Azufre
Dodecilbenceno
Alquilarino pesado
8 250
36 500*
3 700*
Tetrá.ero
Tetrhhero de propileno
17 500*
5 .7 .2 .-
ANO EN QUE
INICIO
1959
1960
1960
1956
Escenario ambiental.
5 .7 .2 .1 .- Ubicación.
Dada la ubicación que tiene la refinería de Azcapotzalco,
es necesario describir de una manera especial el escenario ambiental en donde se sitúa .
La refinería de Azcapotzalco se localiza en la zona urba
na de la Ciudad de México, en la Delegación Miguel Hidalgo.
Debido a las características del crecimiento de la Ciudad y los alrededores, éste centro petroquímico queda al NO del área metropolitana de
la Ciudad cuya población se estima en 17 millones de habitantes.
Cabe añadir que en la zona norte del área metropolitana
de la Ciudad se aloja la mayoría de los centros industriales.
5 .7 .2 .2 .- Climatología.
En el área metropolitana de la Ciudad de México se reconocen 3 zonas climáticas . En el área oriental y nororiental rige un clima semiseco templado con lluvias en verano y un porcentaje de lluvia invernal entre 5 y 10 .2 (BS,
kw) . Desde el norte se prolonga al centro y sureste de la conurbación una zona cuyo
clima es templado subhúmedo con lluvias én verano y un porcentaje de lluvia invernal
menor a 5 (C(Wo)(W)) . Al poniente de la demarcación anterior predomina el mismo clima aunque adquiere un carácter más húmedo (C(Wl)(W)) . Todos estos climas están de --
-159-
acuerdo a la clasificación de Kdppen modificada por E . García.
La refinería de Azcapotzalco se sitúa cerca del borde oc
cidental de la segunda región descrita, en la cual se registran anualmente valores me
dios de temperatura entre los 14 y 16°C y de precipitación total entre 700 y 900 mm.
La estación meteorológica más próxima a la refinería del
Jardín Botánico de Chapultepec (09-30), la cual reporta los siguientes valores:
Temperatura media mensual máxima :
17 .2 °C
Temperatura media mensual mínima :
11 .1 °C
Temperatura media anual :
14 .8 °C
Precipitación total anual máxima :
1162 .5 mm (1958)
Precipitación total anual mínima :
404 .0 mm (1949)
Precipitación total media anual :
748 .2 mm
A continuación se resume la información referente a los
vientos dominantes en la región en el período 1981 - 1984:
AÑO
ENE
FEB
MAR
A8R
NAY
JUN
JUL
AGO
SEP
OCT
NOV
DIC
1981
C
C
C
C
C
C
N'
C
C
C
C
C
1982
C
C
C
C
C
C
C
C
C
C
N'
C
1983
C
0
0
C
C
C
C
C
C
C
-C
C
1984
C
C
N~
C
C
C
C
C
C
C
C
C
C, cala (definida por velocidades inferiores a 0 .3 n/seg)
N, dirección de donde proviene el viento.
El índice superior indica el rango de velocidad del viento
1 : 0 .3 a 1 .5 n /seg.
5 .7 .2 .3 .- Fisiografía.
La zona metropolitana se asienta sobre una gran llanura
de origen lacustre . En el poniente de ésta se asienta la refinería.
- 160 -
5 .7 .2 .4 .-
Edafologia.
Prácticamente
los
suelos tipo Feozem son los que consti-
tuyen el terreno que ocupa el área metropolitana, con excepción de la región oriental.
Una gran zona central de la conurbación está constituida por suelo tipo Feozem háplico de textura de limos, y en ésta es donde se sitúa el centro petroquimico.
5 .7 .2 .5 .- Vegetación.
La composicón floristica de la zona circundante a la refineria de acuerdo a censos muestrales efectuados en 1980 para un estudio sobre la -flora de la Ciudad de México, realizado por el Instituto de Ecologia, es principalmen
te de especies : Compositae (Taraxum officinale, C . Coronopifolia, S . Oleraceus), Cruciferae (L . virginicum, Sisymbrium irio), Amaranthaceae (Alternanthera repens, A . hybridus), Chenopodiaceae (Ch murale, Ch . ambrosiodes), Gramineae (Eleusine indica,
--
Cynodon dactylon, Pennisetum clandestinum, ' Poa annua), Leguminosae (Erythrina coralloi
des), Malvaceae (Malva parviflora), Salicaceae (Salix bomplandiana).
5 .7 .3 .- Caracterización de las aguas residuales.
Esta refineria tiene dos descargas, una a la calle Nilo y la otra
al Gran Canal .
•
En el cuadro N° 5 .9 se presentan los resultados analiticos de ambas descargas . Un análisis estadistico de los valores presentados revela que se está excediendo en la descarga de sólidos sedimentables y en grasas y aceites, siendo ésta última la de mayor cantidad y que corresponde a 2002 .7 Kg/d (Considerando un cau
dal de 190 1/s) .
Con base en la cifra anterior se propone la implementación de dispo
sitivos para la separación de grasas y aceites.
5 .7 .4 .- Dispositivos actuales y en proyecto para el tratamiento dé aguas residuales.
Nivel de tratamiento : Primario.
- 161 -
CUADRO No .
.5 .9
RESULTADOS DE CARACTERIZACION * DE LA DESCARGA DE AGUAS RESIDUALES
DE LA REFINERIA 18 DE MARZO, AZCAPOTZALCO, D .F.
DESCARGAS
PARAMETROS
C .P .D .
Calle Nilo
Sólidos sedimentables
1 .0
2 .24
G y A
70
229 .4
329 .7
Mat . flotante
**
ninguna
ninguna
Temperatura
35
27,4'
31 .7
Potencial hidrógeno
4 .5 r 10
Caudal
8 .4
190
Gran Ca
nal
1 .1
8 .8
--
Nomenclatura :
C .P .D . : Condiciones Particulares de Descarga.
* Concentraciones en mg/1, excepto en : sólidos sedimentables, m/1;
temperatura, °C ; potencial hidrógeno, pH y caudal, 1/s.
** Ninguna que pueda ser retenida por una malla de 3 mm . de claro
libre cuadrado.
Tipo de unidades : Existen tres cárcamos reguladores, uno pluvial aceitoso de 7 000 m 3 , los otros dos son . para el área de turbosina y área de viscosi-dad con capacidad de 80 y 20 m 3 /d, respectivamente ; un separador API para 190 1/s, un
clarifloculador para 11 000 m 3 /d, en planta se tienen dos fosas de sedimentación para
lodos provenientes del tratamiento de aguas para caldera de 1 750 m3 cada una y una fosa para sedimentación de los lodos de los separadores de aceite con capacidad de -1 750 m 3 .
Obras en proyecto, estudio o construcción.
Se está construyendo una unidad de carbonatación de sosas gastadas
para 20 m 3 /d, así mismo un sistema de tratamiento para aguas amargas con capacidad de
1 000 m 3 /d y se contempla construir un preseparador de aceite proveniente de purgas -
de tanques de crudo con capacidad de 1 250 m 3 /d, un cárcamo regulador y separador API
de 4 800 m 3 .
5 .7 .5 .- Estimación de costos para el control de la contaminación.
Con base en los resultados obtenidos en el inciso 5 .7.3 se reco--mienda controlar el exceso de grasas y aceites, por medio de un separador del tipo --
API, para una capacidad de 190 1/s.
Si se aplica la regla de los seis décimos, tomando como base el --
•
costo y capacidad para la refineria Madero, se obtiene lo siguiente:
Refinería :
Madero
Capacidad, 1/s :
Costo, $
Azcapotzalco
100
190
12'364,638 .5
( ? )
12'364,638 .5 = ( 100 ) 0 .6
?
190
Costo Total = $ 18'173,144 .00
- 163 -
5 .7 .6 .-
Evaluación.
Los resultados de caracterización indican que básicamente el parámetro que está excediendo las C .P .D . es grasas y aceites, por lo que se recomienda im
plementar a la brevedad posible el separador de aceite propuesto en el inciso ante--rior . Se estima que de implementarse las obras en proyecto, ésto es, un preseparador
para aceite, un cárcamo regulador y un separador tipo API ; se logrará cumplir con las
condiciones particulares de descarga.
5 .8 .-
Refinería de Salina Cruz.
5 .8 .1 .- Producción.
La refinería de Salina Cruz tiene una capacidad instalada para la
refinación de crudo de 375,000 barriles por día ; las plantas para este fin son:
P
L
A
N
T
CAPACIDAD NOMINAL
(BARRILES POR DIA)
A
Destilaci6n primaria N2 1
165 000
Destilaci6n al vacío NQ 1
Desintegración catallitica
Hidrodesulfuradora de naftas U—400
75
40
25
25
000
000
000
000
25 000
20 000
Hidrodesulfuradora de destilados interiedios U—700
Hidrodesulfuradora de destilados interiedios U—800
Reformadora de naftas U—500
(
Además de refinar crudos se obtienen los siguientes productos:
P L A N T A
PRODUCTO
CAPACIDAD NOMINAL
(T/A)
AÑO EN QUE
INICIO
Catalítica
Propileno
45 000
1980
Azufre
Azufre
26 000
1983
- 164 -
5 .8 .2 .-
Escenario ambiental.
5 .8 .2 .1 .- Ubicación.
La refinería de Salina Cruz se encuentra ubicada en el Estado de Oaxaca, sus coordenadas de localización son : 16°9' latitud norte y 95°46'.
Algunos poblados cercanos a la refinería de Salina Cruz
son :
POBLACIONES
DISTANCIAY ORIENTACION
RESPECTO A LA REFINERIA
N°- DE HABITANTES
Salina Cruz .
San Pedro Huilotepec
15,001 — 40,000
5,001 — 15,000
15,001 — 40,000
5,001 — 15,000
Santo Domingo Tehuantepec
Huazatlán del Rio
Colinda al 0
4 K . al NE
-
14 K .
4 K.
al NNO
al E
5 .8 .2 .2 .- Climatología.
El clima en que está situado Salina Cruz es del tipo
AW .(w) según la clasificación climática de KOPPEN, modificada por E . García . Este corresponde a un clima de tipo cálido subhúmedo con lluvias en verano con un porcenta
je de lluvia invernal menor de 5.
La precipitación medial anual en esta zona tiene un va-lar de 1057 .7 mm, mientras que la temperatura media anual es de 27 .4 °C.
5 .8 .2 .3 .- Hidrología.
El río Tehuantepec es la corriente superficial más impor
tante y cercana a la refinería de Salina Cruz, éste nace en la Laguna Benito Juârez.
5 .8 .2 .4 .- Edafología.
Edafológicamente Salina Cruz está asentada en un suelo - 165 -
de tipo Cambisol eútrico combinado con Luvisol crómico de textura media . Otros tipos
de suelo circundantes a la refinería son:
-
Al NO,
Litosol combinado con Regosol eútrico
de textura media.
- Al NNO y 0, Regosol districo combinado con Cambisol
districo de textura gruesa.
- Al NE, Solanchak gléyico combinado con Regosol
eútrico de textura fina.
5 .8 .2 .5 .- Usos del suelo y vegetación.
La refinería de Salina Cruz se encuentra ubicada en una
pequeña zona en la que esencialmente, el uso del suelo es urbano ; siendo ésta circundada al Norte por zonas dedicadas a la agricultura de riego, al NO a agricultura de temporal y localizándose al:
- 0, E Zonas de selva baja caducifolia
- SO Areas sin vegetación aparente
- NO Zonas de selva baja espinosa
5 .8 .2 .6 .- Fauna.
La fauna silvestre representativa de Salina Cruz es la siguiente:
Aves :
Perdiz Canela
Ansar azul
Pato real
Crypturellus cinnamuueus
Chen caeru lescens
Cairina n oschata
Anas discors
Cerceta de alas azules
Cerceta de lista verde
Pato pinto
Anas carolinensis
Anas strepera
Mareca americana
Pato chalcuah
Pato cuaresmeño
Pato boludo chico
Hocpfaisán
Spatula clypeata
Aythya affinis
Crax rubra
Cojolite
Chachalaca
Codorniz común
Penelope purpurascens
Ortalis vetula
Colinus virginianus
- 166 -
Paloma morada
Huilota
Columba flavirostris
Zenaidura macroura
Zenaida asiatica
Paloma de alas blancas
Paloma suelera
Leptotila verreauxi
Oreopelia n ontana
Paloma montañera
Namíferos :
Didelphis n arsupialis
Ateles geoffroyi
Tlacuache
Mono araña
Armadillo
Liebre torda
Conejo
Dasypus novemcinctus
Lepus flavigularis
Sylvilagus floridanus
Ardillas grises
Puercoespín
Sciurus aureogaster
Coendus n exicanus
Canis latrans
Coyote
Zorra gris
Urocyon cinereorgenteus
Bussariscus astutus
Cacomixtle
Mapache
Tejón
Procyon lotor
Nasua narica
Martucha
Comadreja
Tayra
Grisón
Zorrillo listado
Zorrillo manchado
Zorrillo de espalda blanca
5 .8 .3 .-
Potos flavus
Mustela frenati
Tayra barbara
Grison canaster
Nephitis macroura
'
Spilogale augustifrons
Conepatus n esolecus
Nutria
Jaguar
Lutra canadensis
Felis onca
Ocelote
Tigrillo
Puma
Leoncillo
Felis
Felis
Felis
Felis
Jabalí de collar
Venado cola blanca
Pecari tajacu
Odocoileus virginianus
pardalis
wiedii
concolor
yagouaroundi
Caracterización de aguas residuales.
Los resultados de caracterización de las aguas residuales genera das durante la operación de la refinería Salina Cruz, se presentan en el cuadro No .5 .10
de éste se puede observar que se están rebasando los siguientes parámetros : N-NH 3
y
fenoles . El análisis estadístico de sus valores, considerando un intervalo de confianza del 95% y además un caudal de 350 1/s, da como resultado el exceso de cargas vertidas, mismas que se presentan a continuación:
- 167 -
CUADRO No . 5 .10
RESULTADOS DE CARACTERIZACION* DE LA DESCARGA DE AGUAS RESIDUALES
DE LA REFINERIA ANTONIO DO .VALI JAIME
SALINA CRUZ, OAX.
PARAMETROS
C,P .D .
DESCARGA (11
•
SST
50
15 .4
GyA
10
5 .0
Materia flotante
**
ninguna
Potencial Hidrógeno
6,9
.8
DB0 5
50
21 .3
0 .4
15 .5
Plomo
0 .029
0
Fenoles
0 .025
0 .031
Colif . Fecales
1.000
Temperatura
35
•
NH3
•
Caudal
271
-
350
Nomenclatura :
C .P .D . : Condiciones Particulares de Descarga.
* Concentraciones en mg/1, excepto en los casos de : potencial hidrógeno,
pH ; coliformes fecales, NMP/100 ml ; temperatura, °C y caudal 1/s.
** Ninguna que . pueda ser retenida por malla de 3 mm . de claro libre cuadrado.
(1) Cuerpo receptor : Oceáno Pacífico.
- 168 -
P A R A N E T R 0
EXCESO *
NH3
7 .38
Fenoles
0 .045
*
CARGA VERTIDA Kg/d
(350 1/s)
223 .17
1 .36
Concentraciones en n g/1
Los valores anteriores indican que es conveniente instalar un sis-
411
tema adicional para el tratamiento de aguas amargas, con
el
cual se logre abatir la -
carga de contaminantes vertidos al mar.
5 .8 .4 .- Dispositivos actuales y en proyecto para el control de la contaminación de las aguas residuales.
Nivel de tratamiento : Primario y Secundario.
Tipo de unidades : Existen tres cárcamos reguladores cuyas capacida
des son de 39 000 m3 cada uno, y otro para aguas aceitosas, cinco unidades de placas
corrugadas, cuatro para tratar 94 .5 1/s cada una y una de 41 1/s, dos fosas de iguala
ción o retención de aceite de 13,500 m 3 cada una . Una laguna de oxidación con aereación mecánica de 162,000 m 3 y una laguna de estabilización de 51,500 m 3 .
En planta existe el sistema de tratamiento de aguas amargas y una
fosa de neutralización.
El caudal tratado es del orden de 350 1/s . En esta plantó el - -afluente es bombeado hacia el mar, teniéndose un emisor submarino.
Obras en estudio, proyecto o construcción.
Se tiene en proyecto construir un separador API, dos unidades de flotación con aire y un drenaje para aguas aceitosas.
- 169 -
5 .8 .5 .-
Estimación de costos para el control de la contaminación.
De acuerdo a las características de calidad del agua provenientes
de esta refinería, seria conveniente ampliar la capacidad de la torre de destilación
con arrastre de vapor para tratar del orden de 20 1/s de aguas amargas procedentes de
las unidades de craqueo, reformado catalítico y destilación de crudos, y así dismi--nuir el exceso de nitrógeno amoniacal .
El
costo estimado para construir una torre de
aproximadamente 50 m de largo y diámetro de 1 .5 m, es del orden de $5'000,000.
5 .8 .6 .- Evaluación.
•
Con base en los resultados de caracterización y el análisis estadístico de sus valores, se tiene que sólo se están rebasando los parámetros de NH 3 y
fenoles, razón por la cual se puede decir que los sistemas de tratamiento primario y
secundario están funcionando adecuadamente . No obstante para poder cumplir completamente con las C .P .D . se recomienda ampliar la capacidad de la torre de destilación -con arrastre de vapor para tratar del orden de 20 1/s de aguas amargas, disminuyendo
así la concentración de NH 3 y fenoles en las aguas residuales.
5 .9 .-
Complejo Petroquímico de Reynosa.
5 .9 .1 .- Producción.
En Reynosa además de producirse petroquímicos básicos, se cuenta con una capacidad nominal para la refinación de crudo de 19,500 barriles por día . --
Las plantas con que cuenta para este fin son:
CAPACIDAD NOMINAL
P L A N T A
PRODUCTO
(T/A)
Absorción
Etileno
Etano
Etileno
47 000
27 210
Polietileno alta presión
Polietileno baja intensidad
18 000
5 .9 .2 .- Escenario ambiental .
- 170 -
AÑO EN QUE
INICIO
1966
1966
1966
5 .9 .2 .1 .- Ubicación.
La petroquímica de Reynosa está localizada en la zona ur
bana de la ciudad del mismo nombre, la cual para 1980 contaba con una población de -202,716 habitantes . Dicha ciudad está situada sobre la margen derecha del Río Bravoa 26°06' de latitud norte y 98°18' de longitud oeste del meridiano de Greenwich.
Dada la coincidencia de ubicación con la población de -Reynosa, sé describirá el escenario ambiental circundante a la ciudad y también algunas condiciones particulares de la misma.
5 .9 .2 .2 .- Climatología.
El municipio de Reynosa presenta sólo un tipo de clima B So (h') hx (e'), que corresponde al más seco de los esteparios, cálido, muy extremo
so y con regimen de lluvia intermedio entre verano e invierno.
La temperatura media anual observada en esta zona es de
23 .4°C (Estación 28-062) .
La precipitación total media anual registrada es de --519 .7 mm (Estación 28-062) .
•
En lo referente a la dirección y velocidad de los vientos
en la zona en que está ubicada la petroquímica de Reynosa, se tiene que éstos son durante la mayor parte del año del SE y que en invierno se presentan principalmente del
NW .
Las velocidades observadas están, en un 93% en el rango de-0 .3 a 1 .5 m/s.
En el siguiente cuadro se presentan datos de velocidad y
dirección de vientos en Reynosa .
DIRECCION Y VELOCIDAD DE VIENTOS EN LA CIUDAD DE REYNOSA, TAMPS.
AÑO
ENE
FEB
NAR
ABR
MAY
JUN
JUL
AGO
SEP,
OCT
NOV
DIC
1976
N 1
SE 1
SE 2
SE 1
SE1
-2
SE
SE 1
SE1 .
SE 1
SÉ 1
NN1
NN 1
1977
NY1
NN1
SE 1
SE 1
SE 2
SE 1
SE 1
SE 1
SE 1
SE 1
SE 1
SE 1
1978
Nul
NN 1
SE 1
SE 1
SE1
SE 1
SE 1
SE 1
NV2
NM1
SE1
NM 1
SE 2
SE 1
SE 1
SE 1
SE 1
SE 1
SE 1
SE 1
NN1
NN 1
SE 1
SE 1
SE 1
SE 1
SE 1
SE 1
SE 1
SE 1
NN1
NN 1
1979 .
•
1980
SE 1
SE 1
REF .
Observatorio Meteorológico Nacional
NOMENCLATURA:
a) Dirección
N,
S,
E,
V,
b) Velocidad (m/s)
norte
1, Velocidad comprendida entre 0 .3 y 1 .5
2, Velocidad comprendida entre 1 .5 y 3 .3
3, Velocidad comprendida entre 3 .3 y 5 .4
sur
este
oeste
5 .9 .2 .3 .-
Hidrología.
Reynosa se encuentra dentro de la cuenca del Rio Bravo en la zona comprendida por dos Sistemas de Riego : El Distrito de Riego del Bajo Rio
San Juan y el Distrito de Riego del Bajo Rio Bravo.
Sus canales principales son el Canal Guillermo Redhe y el Canal Anzaldúas, cuyas aguas provienen de las Presas Ing . Marte R . Gómez (del Azúcar) y la Presa Falcón .
El canal Anzaldúas que data de la década de los cincuenta, tiene su nacimiento en el Río Bravo en la presa derivadora Anzaldúas y llega hasta la Brecha Sur 7 y Este 110 de la cuadrícula del Distrito de Riego del Bajo Rio San
Juan, punto donde termina el recorrido de sus aguas.
El canal Guillermo Rodhe que nace en la Presa Marte R . Gómez fue construido también en la misma década, a fin de dotar de la infraestructura
de riego a las zonas ejidales agrícolas .
- 172 -
Existen drenes menores al Suroeste de la Ciudad que captan escurrimientos naturales que por sifones cruzan el Canal
Rodhe, siendo colectados
por el Dren El Anhelo, que siguiendo las pendientes del terreno natural, cruza la carretera Reynosa-Río Bravo y desemboca en la Laguna La Escondida.
5 .9 .2 .4 .- Fisiografía.
Reynosa se encuentra fisiográficamente asentada en la -subprovincia llanura costera Tamaulipeca, en una llanura con pendientes que pocas veces exceden el 2%, no presentándose cambios de fase . La altura media sobre el nivel
del mar es de 37 m . teniendo en general sus tierras ligeras inclinaciones hacia el -mar .
5 .9 .2 .5 .- Edafología.
El municipio de Reynosa, pertenece a la llanura costera
del noreste la cual forma parte a su vez de la llanura costera del Golfo de México.
Las principales unidades de suelos representadas en el Municipio, son por orden de extensión : Xerosol y Cambisol.
En la zona de estudio se observa el Xerosol cálcico que
•
es uno de los más fértiles suelos de este grupo, con abundante contenido de carbonatos
y de material calcárico ; con agua de riego son suelos susceptibles de alta producción
agrícola .
Los cambisoles tienen potencial para la agricultura y se
consideran de mediana productividad con prácticas generales de manejo y. labranza.
El tipo de suelos que se presentan en el Municipio Constituyen un factor importante en el uso del suelo y por lo tanto en el desarrollo de las actividades agrícolas . Por lo cual deberá considerarse que los suelos xerosol -con agua de riego de buena calidad son susceptibles de alta producción agrícola.
- 173 -
5 .9 .2 .6 .-
Usos del suelo y vegetación.
En el Municipio se presentan tres tipos de vegetación,
siendo éstas el matorral espinoso, el bosque caducifolio y la selva baja caducifolia.
El matorral espinoso se presenta en el Municipio en sus
diferentes tipos : alto, mediano y bajo, variando su altura de 5 m . a 30 cm . con hojas
pequeñas y espinas laterales ; generalmente se encuentra asociado al pastizal mediano.
Las especies más comunes son : mezquite, chaparro prieto y amargoso, guayacán, navaji•
ta roja y zacatón piramidal .
El
bosque caducifolio espinoso de prosopis, está formado
por leguminosas espinosas de 4 a 8 m . de altura con hojas compuestas y laminales pequeñas de textura pergaminosa a dura . La selva baja caducifolia espinosa, se encuentra adyacente al matorral espinoso y asociada al pastizal halófito presentando árbo-les de 4 a 8 m . de altura donde destaca el palo verde y la pajita tempranera.
La zona agrícola que es fundamentalmente de riego se
tie
nen cultivos de maíz, sorgo, soya, frijol ; las hortalizas de invierno que se producen
son : cebolla, lechuga, zanahoria, repollo, coliflor, col de bruselas, brócoli y betabel, y las de primavera-verano, chile, tomate, calabacita, sandía, melón y pepino.
Las áreas agrícolas de temporal se destinan principalmente al cultivo de sorgo, fri--
•
jol y cebolla .
5 .9 .2 .7 .- Fauna.
A continuación se presenta una relación de las principales especies de aves y mamíferos que se encuentran en el municipio de
Reynosa, Tamps.
Aves :
Ansar blanco
Chachalaca
Chen hyperborea
Chen
Ortalis vetula y especies afines
Callipepla squaaata
Codorniz escamosa
Codorniz común
Colinus virginianus
Neleagris gallopavo
Guajolote silvestre
Paloma morada
Huilota
Paloma de alas blancas
Paloma suelera
Columba flavirostris
Zenaidura aácroura
Zenaida asiatica
Leptotitla verreauxi
-
17474 -
Mamíferos :
Didelphis •arsupialis
Dasypus noveacinctus
Lepus californicus
Sylvilagus floridanus
Sciurus niger
Castor canadiensis
Canis latrans
Urocyon cinereoargentus
Bassariscus astutus
Procyon lotor
Mustela frenata
Taxidea taxus
Mephitis n acroura
Spilegale gracilis
Conepatus n esoleucus
Felis concolor
Lynx rufus
Pecarí tajacu
Odocoileus virginianus
Tlacuache
Armadillo
Liebre de cola negra
Conejo
Ardilla rojiza
Castor
Coyote
Zorra gris
Cacomixtle
Mapache
Comadreja
Tlalcoyote
Zorrillo listado
Zorrillo manchado
Zorrillo de espalda blanca
Puma
Gato montés
Jabalí de collar
Venado cola blanca
5 .9 .3 .- Caracterización de las aguas residuales.
Las aguas residuales de este complejo petroquímico afluyen a los drenes El Anhelo y La Rosita.
Los resultados de caracterización se presentan en el cuadro No . 5 .11
Un análisis estadístico de 7 valores de cada uno de los parámetros
del cuadro No . 5 .11 , en un intervalo de confianza del 95%, mostró que se está ver--tiendo carga en demasía de los contaminantes que se resumen a continuación:
P A R A M E T R O
EXCESO
CARGA
(•g/1)
(Kg /día)
SST
49 .5
71 .85
G y A
39 .5
43 .51
Puesto que el exceso de carga vertida se puede considerar de poca
cuantía, se recomiendan la implementación de mejores políticas de operación de los--dispositivos actualmente existentes en este complejo petroquímico.
- 175 -
CUADRO No .5 .11
RESULTADOS DE CARACTERIZACION* DE LAS DESCARGAS DE LAS AGUAS RESIDUALES
DEL COMPLEJO PETROQUIMICO REYNOSA
'DESCARGAS
PARAMETRO
C .P .D .
(1) :
~
SST
90
Só1 . Sed .
1 .0
G y A
10
Mat . flotante
**
ninguna
Temperatura
35
25
30 .5
6 - 9
7 .6
7 .5
Potencial hidrógeno
14 .31
( L)
<1 .0
6 .05
85 .14
-49 .5
presente
DB0 5
90
44 .66
29
Color
100
25 .32
22 .14
Colif . tot. .
10,000
N org.
1 .0
Caudal
--60
16 .8
Nomenclatura :
C .P .D . : Condiciones particulares de descarga.
* Concentraciones en mg/1, excepto en los casos de : sólidos sedimentables, ml/1 ; temperatura, °C ; coliformes totales, NMP/100 ml ; color Pt/co
y caudal, 1/s.
** Ninguna que pueda ser retenida por una malla de 3 mm . de claro libre
cuadrado.
(1) Cuerpo receptor : dren El Anhelo.
(. 2) Cuerpo receptor : dren La Rosita.
- 176 -
5.9 .4 .- Dispositivos actuales y en proyecto para el control de la contami
nación.
Nivel de tratamiento : Primario.
Tipo de unidades : Existen fosas de retención de aceite, un preseparador y un separador del tipo API.
El efluente de las fosas de retención de aceite se vierte a la laguna Escondida y el efluente del separador API hacia el dren La Rosita.
Obras en estudio, proyecto o construcción.
No se tienen.
5 .9 .5 .- Estimación de costos para el control de la contaminación.
De acuerdo a los resultados analíticos sobre la calidad del agua del efluente del complejo petroquímico de Reynosa se puede decir que se cumple con -los requerimientos de descarga fijados por SEDUE, por lo que no se requiere de inversión adicional.
5 .9 .6 .- Evaluación.
El complejo petroquímico de Reynosa cumple con las condiciones par
ticulares de descarga fijadas por la SEDUE.
5 .10 .- Centro Petroquímico La Venta.
5 .10 .1 .- Producción.
En este centro petroquímico sólo se produce etano ; las plantas que se tienen para este fin son las siguientes:
- 177 -
P L A N T A
CAPACIDAD NOMINAL
PRODUCTO
(T/A)
AÑO EN QUE
INICIO
Absorción
Etano
74 000
1967
Criogénica
Etano
144 000
1972
5 .10 .2 .- Escenario Ambiental.
5 .10 .2 .1 .- Ubicación.
El complejo petroquímico La venta se localiza en la po
blación de La Venta, Tab ., la cual se encuentra a 18°6' latitud norte y 94°3' longitud oeste . Dicho complejo está situado en la orilla sur de la población.
Las poblaciones más próximas a La Venta son:
POBLACION
DISTANCIA (Km)
Agua Dulce, Ver .
Las Choapas, Ver .
Tonali, Ver .
El Yucateco, Tab .
El Bari, Tab .
Ojoshal, Tab .
La Ceiba, Tab .
Ruiz Cortfnes, Tab .
Sánchez Magallanes, Tab .
Cuauhte .otzin, Tab .
10
19
16
11
13
15
6
8
25
14
al
al
al
al
al
al
al
al
al
al
NNW
SSW
NW
NNE
NNW
NNW
SSE
SSW
NE
NE
POBLACION (HAB)
15000
15000
2000
2000
2000
2000
2000
2000
2000
2000
a
a
a
a
a
a
a
a
a
a
40000
40000
15000
15000
15000
15000
15000
15000
15000
15000
5 .10 .2 .2 .- Climatología.
La Venta se localiza en una región que presenta un tipo de clima Am(f) de acuerdo a la clasificación de Kdppen modificada por E . Garcia,que corresponde al cálido húmedo con abundantes lluvias en verano y un porcentaje de
lluvias en invierno mayor al 10 .2 .
- 178 -
La estación meteorológica de La Venta (27-062) ubicada
en dicha población . reporta los siguientes valores medios de temperatura y precipitación para dicho lugar :
Temperatura media sensual sás alta :
Temperatura media sensual n ás baja :
Temperatura media anual :
Precipitación total anual :
28 .9 "C (Mayo)
22 .4 "C (Enero)
26
°C
2600 .9 nn
A continuación se resumen los vientos dominantes en el
período 1971-1977 presentados en esta región:
AÑO
ENE
FEB
MAR
ABR
MAY
JUN
JUL
AGO
SEP
OCT
NOV
DIC
1971
NE 2
SE 1
SE 1
NE 2
NE 1
NE 2
NE 2
NE 2
NW 2
NE 2
SE 2
NE 1
SE 1
NE 1
NE 1
NE 2
NE 2
SE 2
NE 2
NE?
NE 2
SE 2
SE 1
SE2
SE 1
SE 2
NE 2
NE 2
NE 2
NE?
SE 2
SE 2
1972
1973
SE 2
NE 2
I
_
1974
SE 2
SE 2
NE 2
SE2
SE 1
SE 2
SE 2
NE 2
SE 2
NE2
SE 2
SE 2
1975
SE 2
SE 2
SE 1
SE 1
SE 1
SE 1
SE 2
SE 1
NE 2
NE2
NE 2
NE 3
1976
NE 3
NE 2
SE 1
NE 2
NE 2
NE2
SE2
NE 2
NE2
NE2
NW 2
NW
1977
2
NE 2 .
NE 2
SE 1
SE 1
NE 1
NE2
SE2
SE 1
NE2
Las abreviaturas de los puntos cardinales señalan la procedencia de los —
vientos.
Los índices superiores señalan el rango de velocidad:
1:
2:
3:
4:
0 .3 a 1 .5 n /seg
1 .5 a 3 .3 m/seg
3 .3 a 5 .4 s/seg
Mayores de 5 .4 s/seg
5 .10 .2 .3 .- Hidrología.
La Venta se localiza en la zona de inundación de la cuenca del río Tonalá y las Lagunas del Carmen y Machona en la región hidrológica de
Coatzacoalcos (29), región que se caracteriza por tener escurrimientos mayores a - 1000 mm .
- 179 -
El Rio Tonalá es la corriente superficial más próxima
a la población de La Venta, el cual, en esta región sigue un curso de sur a norte, pa
sando a una distancia aproximada de 4 Km al poniente de dicha población ; y desemboca
en el Golfo de México a 15 Km al noroeste de la misma.
El Rio Chocozapote afluente del Rio Tonalá sigue una
dirección este-oeste y pasa a una distancia minima aproximada de 9 Km al norte de La
Venta .
Las corrientes mencionadas anteriormente no cuentan con estaciones hidrométricas .
Cabe señalar que al noreste de La Venta se sitúa la Laguna del Carmen a 23 Km y la Laguna de Palma a 25 Km ; así mismo, a 22 Km al oriente
se encuentra el distrito de riego del Bajo Rio Grijalva (DR91).
5 .10 .2 .4 .- Fisiografia.
La Venta se asienta al poniente de una llanura inunda
ble aluvial costera que forma parte de la Llanura Costera del golfo Sur.
5 .10 .2 .5 .- Edafologia.
La Venta se sitúa en ún terreno que presenta predominantemente un suelo tipo Gleysol vértico complementado con uno de tipo cambisol gleyi
co, presentando superficialmente (profundidad 30 cm) una textura fina correspondiente
a las arcillas .
5 .10 .2 .6 .- Usos del suelo y vegetación.
En la región en donde se encuentra la población de La Venta se tienen 4 tipos de vegetación principalmente . Predomina en las zonas nores
te, noroeste
y
sur la vegetación Tular
y
en la zona norte la Selva Baja Perennifolia;
en tanto que al suroeste y sureste se tiene vegetación Popal ; en el sur se manifiesta
además vegetación secundaria .
- 180 -
5 .10 .2 .7 .- Fauna.
Las especies que se distribuyen en la región de La -Venta son:
Aves:
Gallina del Monte
Perdiz camela
Perdiz de boucard
Tinamus major
Crypturellus cinnamomeus
Perdiz chica
Pijia
Crypturellus sovi
Dendrocygna bicolor
Dendrocygna autumnalis
Cairina n oschata
Crypturellus boucardi
Pichichi
Pato real
Cerceta de lista verde
Anas carolinensis
Anas strepera
Pato pinto
Pato chalcuan
Pato boludo chico
Maraca americana
Aythya affinis
Crax rubra
Hocofaisán
Cojolite
Penelope purpuras cans
Ortalis vetula
Chachalaca
Codorniz común
Colinus virginianus
Odontophorus guttatus
Fulica americana
Bolonchaco
Gallareta
Paloma morada
Paloma
Paloma
Paloma
Paloma
Columba flavirostris
Columba speciosa
Columba nigrirostris
escamosa
pico negro
de alas blancas
suelera
Zenaida asiatica
Leptotila verreauxi
Oreopelia n ontana
Paloma montañera
Mamíferos :
Tlacuache
Didelphis marsupialis
Aloyata palliata
Ateles geoffroyy
Tomanduatetradactyla
Dasypus novemcinctus
Sylvilagus floridanus
Sciurus aureagaster
Sciurus deppei
Coendus mexicanus
Mono saraguato
Mono araña
Hormiguero de collar
Armadillo
Conejo
Ardillas grises
Moto
Puerco espín
Tepescuintle
Aguti
Zorra gris
Cacomixtle del sureste de M.
Mapache
Cuniculus paca
Dasypracta punetata
Urocyon cinereoargentus
Bassariscus sumichrasti
Procyon lotor
Tejón
Martucha
Comadreja
Nasua narica
Potos flavus
Mustela frenata
Tayra
Tayra barbara
- 181 -
Grison
Zorrillo manchado
Zorrillo de espalda blanca
Jaguar
Ocelote
Tigrillo
Puma
Leoncillo
Tapir
Jabalí de collar
Senso
Venado cola blanca
Temazate
Grison canaster
órison
Spilogale augustifrons
Conepatus semistriatus
Felis onca
Felis pardalis
Felis wiedii
Felis concolor
Felis yagovaroundi
Tapirella bairdii
Pecari tajacu
Tayassu pecari
Odocoilecus virginianus
Nazama americana
•
5 .10 .3 .- Caracterización de las aguas residuales.
Los resultados fisicoquímicos de muestras de las aguas residuales
resultantes de las actividades de producción de La Venta, se presentan en el cuadro No . 5.12
. Dado que la SEDUE no ha fijado condiciones particulares de descarga a La
Venta, se incluyeron en tal cuadro los límites máximos permitidos por el Reglamento para la Prevención y Control de la Contaminación de Aguas.
Un análisis estadístico de 7 valores de cada uno de los paráme tros mostrados en el cuadro No . 5 .12 , a intervalos de confianza del 95%, muestra -que sólo se está excediendo esta unidad petroquimica en la descarga de sólidos sedi-mentables ; no obstante, dada la cantidad excedida (3 .92 m 3 /día), no se considera nece
saria la implementación de dispositivos para su control.
No obstante lo anterior, es conveniente no olvidar que no se tie
nen fijadas condiciones de descarga y que posiblemente en cuanto se tengan, sea necesario instalar dispositivos adicionales para el control de la contaminación.
5 .10 .4 .- Dispositivos actuales y en proyecto para el tratamiento de aguas
residuales.
Nivel de tratamiento : Primario.
Tipo de unidades : Se tiene un preseparador de aceite y tres sepa
radores de aceite del tipo API .
-182182 -
CUADRO No . 5 .12
RESULTADOS DE CARACTERIZACION* DE LAS DESCARGAS DE LAS AGUAS RESIDUALES
DE LA UNIDAD PETROQUIMICA LA VENTA
PARAMETRO
LIMITE
4MAXIMO (1) .
Sólidos sedimentales
DESCARGA i2)
1
0 .8
G y A
70
23 .5
Materia flotante
**
presente
Temperatura
35
Potencial hidrógeno
. 54
4 .5 - 10
5 .8
Caudal
126
Nomenclatura :
* . Concentración en mg/i, excepto en los casos de sólidos sedimentables, ml/1 ; temperatura, °C ;, potencial hidrógeno, pH ; caudal, 1/s.
** Ninguna que pueda ser retenida por una malla de 3 mm . de claro libre cuadrado.
(1) Limite máximo permitido por el Reglamento para
la
Prevención y -
Control de la Contaminación del Agua.
(2) Cuerpo receptor : pantano comunicado con el río Tonalâ.
El
efluente vierte hacia el pantano.
5 .10 .5 .- Estimación de costos para el control de la contaminación.
Las aguas residuales vertidas al pantano, no requieren de tratamientos adicionales, ya que cumplen con los límites máximos de descarga permitidos ; por lo que por ahora no se requiere de inversiones adicionales para el control de la
contaminación.
5 .10 .6 .- Evaluación.
Con base en los resultados de caracterización y el análisis esta
dístico de los mismos, se puede decir que en general se está cumpliendo con los límites máximos de descarga permitidos . No obstante, se cree que al fijarse C .P .D . serán
necesarios algunos dispositivos para el control de la contaminación del agua.
5 .11 .- Complejo petroquímico La Cangrejera.
5 .11 .1 .- Producción.
A continuación se presenta una lista con los productos fetroquí-micos básicos que se elaboran en La Cangrejera, así como la capacidad nominal de las
plantas respectivas .
PLANTA
Acetaldehido
Estabilizadora crudo
Oxígeno
Oxido de etileno
Cumeno
Hidrodesulfuradora de naftas
Fraccionadora de hidrocarburos
Reformadora BTX
Fraccionadora de aromáticos
(Incluye Fracc . de xilenos)
Extractora de aromáticos
PRODUCTO
Acetaldehfdo
Gasolina amarga
Oxígeno
Nitrógeno
Oxido de etileno
Cumeno
Naftas desulfuradas
Etano
Naftas reformadas
Benceno
Tolueno
Neta y paraxileno
Ortoxileno
Aromáticos pesados
Benceno, tolueno y mezcla
de xilenos
-184184 -
CAPACIDAD
NONINAL
(T/A)
100 000
35 500 BDC
200 000
40 000
100 000
40 000
86 000 BDC
778 200
45 000 BDC
275 000
365 000
360 000
AÑO EN QUE
INICIO
1980
1983
1980
1980
1981
1981
1982/83
.1981
1982
1982
55 000
22 000 *
17 500 BDC
1982
Cristalización de paraxileno
Iso .erización de xilenos
Xilenos plus
Hidrodealquiladora de tolueno
Purificadora de hidrógeno
Recuperadora de licuables
Etilbenceno
Estireno
Polietileno alta presión
Fraccionamiento de solventes
Paraxileno
Mezcla de xilenos
Benceno y mezcla de xilenos
Benceno
Hidrógeno
Propano y n ás pesados
Etilbenceno
Estireno
Polietileno baja densidad
Aro .ina 100
Heptano
Hexano
Etileno
Etileno
1982
240 000
43 000 BDC
1982
1983
1984
13 000 BDC
2 910 BDC
MMPCD
24 .6
1983
1983
10 000 BDC
187 500
1984
1984
1984
150 000
80 000 **
90 000
1982
11 000
35 000
500 000
1982
1982
26 900
Propileno
5 .11 .2 .- Escenario Ambiental.
5 .11 .2 .1 .- Ubicación.
El
2 Km
al
Complejo Petroquímico de La Cangrejera se ubica a
SE del Complejo Pajaritos, y a 4 Km al NE de la ciudad de Nanchital . Tiene -
como coordenadas geográficas : 18°6' latitud norte y 94°22' longitud oeste.
Las poblaciones más cercanas a tal complejo son:
POBLACION *
N°- DE HABITANTES
(miles)
Allende
2
a
2
15
2
2
a
a
a
a
Nuevo Teapa
La Esperanza
2
2
a
Francisco Villa
La Cangrejera
El Colorado
2
2
2
Pajaritos
2
Coatzacoalcos
Paso Nuevo
Manchital
Ixhuatlán del Sureste
El Chopo
a
a
a
a
a
15
100
15
40
15
15
15
15
15
15
15
15-
DISTANCIA Y ORIENTACION
CON RESPECTO AL
C . LA CANGREJERA
6
6
.5
10
4
8
4
3 .5
9
4 .5
1 .5
7
1 .5
al
al
al
al
al
al
al
al
al
al
al
al
NW
NW
SW
SW
SSW
S
SE
.
ENE
NE
NNE
NNE
NNW
* Todas las poblaciones se encuentran dentro del estado de Veracruz.
-
185 -
1
5 .11 .2 .2 .- Climatología.
La región en donde se ubica La Cangrejera tiene un -clima cálido húmedo con abundantes lluvias en verano y un porcentaje de lluvias en in
vierno mayor de 10 .2 ; clima que corresponde al tipo Am(f) de la clasificación de - -Koppen modificado por E . García . Dicha región forma parte de una zona en la que se registran normalmente valores medios de temperatura y precipitación total anuales den
tro de dos rangos siguientes:
Temperatura media anual :
24 a 26 "C
2500 a 3000 mm
Precipitaci6n total media anual :
Debido a que no se tienen estaciones meteorológicas locales no se cuenta con información más precisa . Las estaciones más próximas se encuentran en Coatzacoalcos y en Nanchital, por lo que la información reportada por éstas puede dar una idea más completa de las condiciones existentes en las inmediaciones de La Cangrejera, dada la proximidad existente entre ella y las poblaciones men-cionadas . La información proveniente de dichas estaciones se resume a continuación:
ESTACIONES NETEOROLOGICAS
P A R A N E T R 0
UNIDAD
COATZACOALCOS
30—025
•
NANCHITAL
30—256
30—073
30—264
Temperatura media mensual máxima
°C
27 .7(May) 28 .1(Jun)
28 .2(Nay)
28 .8(May)
Temperatura media sensual pínimaa
oC
22 .2(Ene) 22 .2(Dic)
22 .2(Ene)
22 .5(Ene)
Temperatura media anual
°C
25 .5
Precipitaci6n total anual máxima
nn
3416 .5
25 .6
25 .8
26 .1
—
— - -
2813 .9
2765 .9
—
(1928)
Precipitaci6n total anual
.fnima
Precipitación total •edia anual
nn
19880960)
nn
2832 .2
2521 .6
La información encerrada en paréntesis indica el n es o el año de registro.
-
186 -
En seguida se muestran los vientos dominantes en el
periodo 1974-1980:
RIO
AÑO
ENE
FEB
MAR :
ABR
MAY'_
JUN
A60
JUL
13 .4
1974
12 .8
13 .4
12 .4
N 2 .6
1 3 .8
N 3 .8
13 .4
1 4 .4
N 2 :5
N 1 .4
N 1 .6
N 1 .3
3 .1
N 4 .7
1 4 .2
1977
N 3 .2
N 4 .5
N 4 .1
N 4 .5
14 .9
NE 3 .8
1 3 .9
NE 3 .2 1 3 .3 . N 3 .7
1978
14 .6
1 4 .0
1 4 .8
1 3 .5
N4 .1
14 .3
1 3 .9
1 3 .9
N 3 .8
1 3 .3 .
N 3 .6
1 3 .9
NE 3 .1
1 3 .5
1 2 .9
1 3 .7
5 .9
N 3 .6
N4 .0
N4 .0
14 .3
N 3 .6
1 3 .2
1980
1 1 .4
DIC
1976
6 .5
1 2 .8
NOV
11 .5
1979
1 2 .9
OCT
1975
12 .5
12 .7
SEP
NNY
N 3' 7
N 2
.0
N 4 .3
N 2
.0
N 3 .8
N
N 4 .1
7 .5
NNY
_ -
N 3 .9
N 3 .9
1 3 .6
13 .6
1 4 .4
N 3 .5
1 4 .3
14 .6
N 3 .1
N 4 .7
N 4 .5
1 3 .0
NNY
Las abreviatureas de los puntos cardinales indican la procedencia de los vientos.
Los
en
índices superiores sefialan la velocidad y promedio
m/seg.
5 .11 .2 .3 .- Hidrología.
La Cangrejera se localiza en la zona de inundación de la cuenca del Rio Coatzacoalcos perteneciente a la región hidrológica del mismo (29)
cuyos indices de escurrimientos superan los 1000 mm.
La corriente superficial más importante en las cerca -nias de La Cangrejera es el Rio Coatzacoalcos, el cual pasa a 5 Km al W del de la Can
grejera . Existe un pequeño rio que proviene del este, el cual pasa en las proximidades del limite norte de La Cangrejera, para desembocar al W en el rio Coatzacoalcos.
Las presas de Pajaritos se encuentran a aproximadamente
500
m
al N de La Cangrejera . La Presa Lay King se ubica al NNE del complejo-petroquí
mico, distando de él 3 .5 Km .
Existe otra pequeña presa al oriente de La Cangrejera que dista de ésta 4 Km .
-187187 -
A 5 Km al SW de La Cangrejera, desde la ribera occiden-
tal del río Coatzacoalcos se extiende una gran zona pantanosa que se prolonga tanto al poniente como al sur .
En dicha zona se localiza la laguna El Colorado situada a -
11 Km al SW de dicho complejo y al norte de la misma corre hacia el oriente un afluen
te del Coatzacoalcos, el cual proviene de una laguna a la que desembocan las aguas -del río Calzados . Dicha laguna dista 9 Km aproximadamente al W del mismo complejo.
Del conjunto hidrológico mencionado anteriormente sólo
el río Coatzacoalcos tiene estación hidrométrica, sin embargo, ésta se encuentra muy
retirada del área en estudio . Se trata de la estación Las Perlas (30-41) la cual se
ubica a 91 Km al SW del complejo de Pajaritos . Dicha estación reporta un volumen medio anual de 13231 .1 millones de m3 de agua y un área drenada de 9224 Km 2 .
5 .11 .2 .4 .- Fisiografia.
La Cangrejera se encuentra en una llanura inundable alu
vial costera, que forma parte de la llanura costera veracruzana.
5 .11 .2 .5 .- Edafología.
Las características edafológicas de la región en donde
se localiza este complejo petroquímico son diversas . Desde las inmediaciones del mis
•
mo, hacia el sur por la margen derecha del río Coatzacoalcos predomina el tipo Gley-sol vértico en combinación con el Vertisol pélico, presentando dicho suelo una textura fina y fase sódica, en forma similar están constituidos los terrenos que se extien
den hacia el oeste desde la margen izquierda, excepto que éstos no tienen carácter só
dico . Hacia el norte en la zona costera se tienen suelos en donde predomina el tipo
Regosol eútrico secundado por el Solonchak gleyco y el Feozem háplico,•y cuya textura
es gruesa, en tanto que en las áreas del E predomina el tipo Solonchak gleyco y se -complementa con Gleysol vértico, constituidos con una textura media ; en las regi6nes
del S no ribereñas y del SE, los suelos están formados principalmente por súelos tipo
Vertisol pélico secundados por tipos Aerisol órtico y Cambisol gleyco, textúrizados finamente .
- 188 -
5 .11 .2 .6 .- Usos del suelo y vegetación.
La vegetación que caracteriza la región en estudio vara distribuyéndose de la siguiente manera : en las zonas que se extienden desde el complejo hacia el mar predomina el manglar ; los terrenos ubicados al S y SE son de -selva alta perennifolia, sólo que en el S - 6sta es de tipo secundario y se distribuye
en combinaciones con áreas agrícolas de temporal y de vegetación popal ; al W del rio
Coatzacoalcos predomina la selva baja perennifolia y el popal en las riberas y en regiones más distantes predomina tanto el manglar y el popal como las selvas alta y baja perennifolia, aquí también hay áreas agrícolas de temporal, así como al NE de la •
petroquímica en cuestión.
5 .11 .2 .7 .- Fauna.
Las especies que se distribuyen en la región de La Cangrejera son:
Aves :
Gallina del monte
Perdiz camela
Tinamus major
Crypturellus cinnamomeus
Crypturellus boucardi
Perdiz de boucard
Perdiz chica
Pijia
Crypturellus sovi
Dendrocygna bicolor
Pichichi
Pato real
Cerceta de lista verde
Pato boludo prieto
Pato enmascarado
Huilota
Pato pinto
Pato chalcuan
Pato boludo chico
Hocofaisán
Dendrocygna autumnalis
Cairina moschata
Anas carolinensis
Aythya collaris
Oxyura dominica
Zenaidura n acroura
Anas strepera
Mareca americana
Aythya affinis
Crax rubra
Penelope purpuras cans
Cojolite
Chachalaca
Codorniz común
Ortalis vetula
Colinus virginianus
Bolonchaco
Gallareta
Paloma morada
Odontophorus guttatus
Fulica americana
Columba flavirostris
Paloma escamosa
Paloma pico negro
Paloma de alas blancas
Columba speciosa
Columba nigrirostris
Zenaida asiatica
Leptotila verreauxi
Oreopelia montana
Paloma suelera
Paloma montañera
- 189 -
Mamíferos:
Dideiphis n arsupialis
Aloyata palliata
Ateles geoffroyy
Tlacuache
Mono saraguato
Mono arana
Hormiguero de collar
Tomandua tetradactyla
Dasypus novemcinctus
Armadillo
Conejo
Sylvilagus floridanus
Sciurus aureagaster
Sciurus deppei
Ardillas grises
Moto
Puerco espín
Coendus n exicanus
Cuniculus paca
Tepescuintle
Aguti
Zorra gris
Dasypracta punetata
Urocyon cinereoargentus
8assariscus sumichrasti
Cacomixtle del sureste de M.
Mapache
Tejón
Martucha
•
Procyon lotor
Nasua narica
Potos flavus
Comadreja
Tayra
Grison
Mustela frenata
Tayra barbara
Grison canaster
Zorrillo manchado
Zorrillo de espalda blanca
Spilogale augustifrons
Conepatus semistriatus
Mephitis n acroura
Zorrillo listado
Nutria
Jaguar
Ocelote
Lutra annectens
Felis onca
Felis pardalis
Tens wiedii
Felis concolor
Tigrillo
Puma
Leoncillo
Tapir
Felis yagovaroundi
Tapirella bairdii
Pecari tajacu
Jabalí de collar
Senso
Venado cola blanca
Temazate
Tayassu pecari
Odocoilecus virginianus
Mazama americana
5 .11 .3 .- Caracterización de las aguas residuales.
Los resultados de caracterización de las aguas residuales generadas durante la operación de este complejo petroquímico, se presentan en'el cuadro -No . 5 .13
El
análisis estadístico de 7 valores de cada uno de los parámetros
presentados en el cuadro No . 5 .13 , a intervalos de confianza del 95%, indica el --exceso de contaminantes descargados . A continuación se presentan dichos valores:
-
190-
CUADRO No . 5 .13
RESULTADOS DE CARACTERIZACION* DE LAS DESCARGAS DE LAS AGUAS RESIDUALES
DEL COMPLEJO PETROQUIMICO LA CANGREJERA
PARAMETRO
DB0 5
Conductividad
C .P .D.
50
2,000
DESCARGA (1)
1,100
SST
50
86
G y A
10
401
Sólidos sedimentables
1 .0
.1 .8
NH3
0 .8
0 .66
Fenoles
0 .1
7 .75
Pb
0 .1
0 .06
Cromo Hexay .
0 .01
0 .61
Fe
5
1 .74
Temperatura
35
Potencial hidrógeno
Mat . flotante
Col if . Fec .
6 .3 - 8 .5
**
1,000
33 .7
8 .3
ninguna
2
Fosfatos tot .
5 .0
4 .98
N org .
1 .0
1 .14
Caudal
--
300
Nomenclatura :
C .P .D . : Condiciones Particulares de Descarga.
* Concentración en mg/l, excepto en los casos de : conductividad, umhos/cm;
sólidos sedimentables, ml/1 ; temperatura, °C ; potencial hidrógeno, pH;
coliformes fecales, NMP/100 ml y caudal, 1/s.
** Ninguna que pueda ser retenida por una malla de 3 mm . de claro libre
cuadrado.
( .1) Cuerpo receptor : río Teapa .
- 191 -
P A R A N E T R O
EXCESO
CARGA
( .g/1)
(Kg /día)
21 .51
557 .53
6 y A
4 .5
116 .64
NH 3
0 .162
Fenoles
4 .68
SST
4.2
121 .3
Un análisis de las cifras anteriores indica que:
•
- Con respecto a los SST y dado qué La Cangrejera cuenta con lagunas aereadas mecánicamente y de estabilización, se estima que es conveniente implantar medidas
estrictas de control de operación de dichos sistemas.
- En lo referente al valor de exceso de grasas y aceites vertidos y dado que en La Cangrejera se cuenta con sistemas,parala sepáración de grasas y aceites, se
recomienda que se lleven a cabo políticas de control de operación más estrictas,
con las que es totalmente posible que el efluente de este complejo cumpla con las condiciones fijadas de descarga de grasas y aceites.
- Por último y ya que la carga vertida en exceso de fenoles y en menor cuantía de
NH 3 , se recomienda la construcción de un sistema de tratamiento de aguas amar ,•
gas .
5 .11 .4 .- Dispositivos actuales y en proyecto para el tratamiento de aguas
residuales.
Nivel de tratamiento : Primario y Secundario.
Tipo de unidades : Existen tres unidades para separación de aceite, una fosa de retención, una laguna de oxidación biológica, aereada mecánicamente y
una laguna de estabilización . En planta se tiene una fosa de neutralización y el sis
tema de oxidación con vapor para el tratamiento de aguas amargas.
El efluente vierte hacia el arroyo de Teapa.
- 192 -
Obras en estudio, proyecto o construcción:
- No se cuenta con información.
5 .11 .5 .- Estimación de costos para el control de la contaminación.
Para cumplir con lós requerimientos de descarga fijados por SEDUE,
se recomienda complementar el tratamiento de aguas amargas para una capacidad de 501/s
necesitándose una inversión del orden de $8'664,311 ; lo anterior con base a lo expues
to en
el
inciso 5 .8 .5
5 .11 .6 .- Evaluación.
Con base en los resultados de caracterización de las aguas residuales y en el análisis estadístico de tales valores, se puede decir que en general La Cangrejera está cumpliendo con las C .P .D . fijas por SEDUE, excepto en lo referente
a fenoles y NH 3 , ponlo que se recomienda ampliar la unidad de tratamiento de aguas amargas.
5 .12 .- Unidad petroquímica de San Martín Texmelucan.
5 .12 .1 .- Producción.
En San Martín Texmelucan se producen los petroquímicos básicos -•
que se presentan a . continuación :
P L A N T A
Metanol I
Metanol II
Especialidades petroquímicas
PRODUCTO
Alcohol n etílico (aetanol)
Alcohol •etílico ( .etanol)
Desparafinantes
Deseaulsionantes
Reductores de tensión superf .
Depresores de congelación
Aditivos para gasolina sin
plomo
Inhibidores de corrosi6n
- 193 -
CAPACIDAD NOMINAL
(T/A)
AÑO EN QUE
INICIO
21 500
150 000
960
1969
1978
2 040
120
1973
1973
1973
2 400
1973
150
150
1973
1973
5 .12 .2 .- Escenario ambiéntal.
5 .12 .2 .1 .- Ubicación.
La unidad petroquímica de San Martín Texmelucan se encuentra ubicada a aproximadamente 4 Km al SE de la población del mismo nombre.
Algunos poblados cercanos a la petroquímica son:
- Al sureste a aproximadamente 3 Km, Tepetitla con un número de •
habitantes entre 5001 y 15000.
- Al oeste . a aproximadamente 12 Km, San Salvador el Verde, tam -bién con una población en el rango de 5001 a 15000 habitantes.
5 .12 .2 .2 .- Climatología.
La petroquímica de San Martín Texmelucan se encuentra
ubicada en una zona en la cual el clima que se presenta es, de acuerdo a la clasifica
ción de KOPPEN y modificada por E . García, del tipo C(W1)(W) o sea del tipo templado
subhúmedo con lluvias en verano, con precipitación invernal menor del 5%, (en este ti
po de climas están agrupados los subtipos de humedad media de los templados subhúme-- M
dos) .
•
Otro tipo de clima que tiene influencia sobre la refinería es el C(W2)(W), debiéndose ésto a que se presenta a escasos 5 Km al S y W de la
refinería . La diferencia entre ambos climas no es muy notoria, ya que, este último es del tipo de templados subhúmedos con lluvias en verano (agrupa los subtipos más hú
medos de los templados subhúmedos) con precipitación invernal menor del 5%.
La temperatura media anual observada en la estación -21-074, de la población de San Martín Texmelucan es de 17 .7°C, cifra obtenida con un
número de datos entre 20 y 29 años.
La precipitación total media anual registrada es de -- 194 -
804 .5 mm, cifra obtenida con datos de más de 30 años.
Respecto a
la
dirección y velocidad de los vientos, no
se cuenta con un número suficiente de datos, no obstante del siguiente cuadro se puede observar que éstos son predominantemente ; en primer lugar del sureste y después del
sur y noroeste .
A~0
ENE
FEB
MAR
73
S1
SE 1
S2
78
NM2
NN 2
NN 2
ABR
MAY
JUN
JUL
AGO
SEP
OCT
NOV
DIC
SE4
SE 4
NE 3
NN 3
S2
S4
SE 4
SN 4
SE 4
N1
N1
N1
Y1
79
REF .
Observatorio Metereológico Nacional
NOMENCLATURA:
b) Velocidad( n /s)
a) Dirección
N,
norte
S,
E,
0,
sur
este
oeste
1
2
3
Velocidad comprendida entre 0 .3 y 1 .5
Velocidad comprendida entre 1 .5 y 3 .3
Velocidad comprendida entre 3 .3 y 5 .4
5 .12 .2 .3 .- Hidrología.
San Martín Texmelucan se encuentra hidrológicamente ubi
cado en la región 18, en la cuenca del Río Atoyac . Los escurrimientos en tal región
están en el-rango de 50 a 100 mm . No se tienen corrientes hidrológicas importantes cercanas a la refinería.
5 .12 .2 .4 .- Fisiografia.
La zona de estudio se ubica en la Subprovincia Lagos y
Volcanes de Anáhuac . Se caracteriza por presentar un sistema de topoformas asociadas
con lomeríos'sin fase de pié de monte.
5 .12 .2 .5 .- Edafología.
- 195 -
El tipo de suelo característico de la zona circundante
a San Martín Texmelucan es una combinación de varias unidades y sub-unidades, entre ellas tenemos en orden de importancia;
La clase textural del suelo es gruesa : Otros tipos de
suelos cercanos son:
- Al oeste, Feozem háplico combinado con Andosol órtico de textura
media.
Al norte, Cambisol eútrico combinado con Litosol y Regosol eútri
•
co de fase física Dúrica y sin fase química.
5 .12 .2 .6 .- Usos del suelo y vegetación.
Una gran parte del suelo circundante a San Martín Texme
lucan está dedicada al cultivo agrícola con sistema de riego . Al norte se localizan
bosques de pino-encino . Al noreste, sur y sureste básicamente el uso del suelo es de
cultivos de temporal.
5 .12 .2 .7 .- Fauna.
La fauna representativa de
a zona es la siguiente;
Aves:
Pato real
Pato triguero
Hocofaisán
Chachalaca
Gallina de monte
Codorniz común
Codorniz pinta
Cairina moschata
Anas diazi
Crax rubra
Ortalis vetula
Dendrortyx n acroura
Colinus virginianus
Cyrtonix montezumae
Columba fasciata
Paloma de collar
Huilota
Paloma de alas blancas
Zenaidura macroura
Zenaida asiatica
Leptotila verreauxi
Paloma suelera
Mamíferos :
Tlacuache
Didelphis marsupialis
Dasypus novemcinctus
Lepus callotis
Armadillo
Liebre torda
-196196 -
Conejo
Ardillas grises
Ardillas rojizas
Sylvilagus floridanus
Sciurus sinaloensis
Sciurus oculatus
Coyote
Zorra gris
Cacomiztle
Canis latrans
Urocyon cinereoargenteus
Bassariscus astutus
Procyon lotor
Mapache
Tejón
Comadreja
Nasua narica
Nustela frenata
Mephitis n acroura
Spilogale augustifrons
Zorrillo listado
Zorrillo manchado
Zorrillo de espalda blanca
Puma
Conepatus leuconotus
Fells concolor
Jabalí de collar
Venado cola blanca
Pecari tajacu
Odocoilour virginianus
•
5 .12 .3 .- Caracterización de las aguas residuales.
En el cuadro No .5 .14 , se resumen los resultados de caracterización de las aguas residuales descargadas por la unidad petroquímica Texmelucan.
El análisis estadístico practicado a 7 valores de cada uno de los
parámetros del cuadro No . 5 .14 , mostró que se está excediendo en la descarga de los
siguientes contaminantes.
P A R Á M E T R O
•
Grasas y Aceites
DBO
EXCESO
(ag/1)
CARGA
(kg/día)
29 .5
45 .87
698 .4
1086
Dado los valores obtenidos se recomienda:
- En lo referente a grasas y aceites, establecer políticas de operación más estric
tas para los dispositivos de separación de los mismos existentes actualmente en
esta unidad petroquímica.
- Por lo que respecta a la DBO se recomienda la instalación de un sistema de tratamiento secundario para aguas residuales, cuya capacidad sea para un caudal -del orden de 20 1/s .
- 197 -
CUADRO No . 5 .14
RESULTADOS DE CARACTERIZACION* DE LAS DESCARGAS DE LAS AGUAS RESIDUALES
DE LA UNIDAD PETROQUIMICA TEXMELUCAN
PARAMETRO
. . C . P ..D ., .
SST
G y A
.
DESCARGA (1)
200
26 .2
50
36 .29
Mat . flotante
**
ninguna
Temperatura
35
32 .9
Potencial hidrógeno
6 - 9
DB05
Coliformes totales
Caudal
200
10,000
-* ..
8
339 .6
618
18
Nomenclatura :
C .P .D . Condiciones Particulares de Descarga,
* Concentración en mg/l, excepto para los casos de : temperatura ., °C;
potencial hidrógeno, pH ; coliformes fecales, NMP/100 ml ; caudal,
1/s.
** Ninguna que pueda ser retenida por una malla de 3 mm . de claro libre cuadrado.
(1) Cuerpo receptor : arroyo San Bartolo.
5 .12 .4 .- Dispositivos actuales y en proyecto para el tratamiento de aguas
residuales.
Nivel de tratamiento : Primario.
Tipo de unidades : Se tienen instalados dos separadores de aceite
con placas corrugadas, dos fosas de retención y un separador del tipo API.
En planta existen tres fosas de neutralización ácida-básica.
El efluente del separador API descarga al Río Atoyac y el de las
fosas de retención hacia el arroyo San Bartolo, el cual es afluente del río antes men
cionado .
5 .12 .5 .- Estimación de costos para el control de la contaminación.
Se recomendó en el inciso 5 .12 .3implementar un sistema de trata--miento a nivel secundario mediante lagunas aereadas mecánicamente, para tratar 20 1/s
y remover aproximadamente 500, mg/l de materia orgánica.
Para estimar la inversión requerida se procedió en forma similar
al
inciso 5 .15 .5, por lo que la potencia requerida para•suministrar 1,218 Kg/d de oxí-
geno es de 34 HP, pudiendo instalarse 7 aereadores de 5 HP cada uno, con un costo
aproximado de $22'000,000 . en total . La subestación eléctrica para 50 KVA del orden
de $3'500,000 y la laguna del orden de $30'000,000.
El total se estima en $55'550,000 .00
5 .12 .6 .- Evaluación.
El análisis estadístico de los resultados de caracterización indi
ca que se está excediendo en la descarga de grasas y aceites y DBO, en valores del or
den de 46 y 1086 Kg/día,respectivamente . Por lo que considerando dichos valores se recomienda para el
control de :
- 199 -
-
Grasas y aceites, establecer políticas de operación más estrictas para las unidades de separación de G y A actualmente existentes en esta unidad petroquímica.
- DBO, implementar un sistema de tratamiento secundario para aguas residuales, cu
ya capacidad sea para un caudal del orden de 20 1/s.
5.13 .- Planta petroquímica de Cosoleacaque.
5 .13 .1 .- Producción.
La petroquímica de Cosoleacaque elabora los productos que se lis-
•
tan a continuación:
P L A N T A
Acrilonitrilo
Acetronitrilo
Acrilonitrilo
Acido cianhídrico
Sulfato de amonio
Hidrógeno
Amoníaco I
Anhídrido carbónico
Amoníaco
Anhídrido carbónico
Amoníaco
Amoníaco II
Amoníaco III
Anhídrido carb6nico
Amoníaco
Anhídrido carbónico
Amoniaco
Anhídrido carb6nico
Amoniaco
Amoniaco IV
•
PRODUCTO
Amoniaco V
Amoniaco VI
Anhídrido carb6nico
Amoniaco
Anhídrido carbónico
Amoniaco VII
Isomerización de xilenos y
cristalización y paraxileno
Paraxileno
5 .13 .2 .- Escenario ambiental.
5 .13 .2 .1 .- Ubicación.
- 200 -
CAPACIDAD NOMINAL
(T/A)
230
24 000
3 750
9 400
400 Mm 3 D
66 000
300 000
376
300
376
445
000
000
000
000
AÑO EN QUE
INICIO
1971
1971
1971
1971
1962
1962
1968
1968
560 000
445 000
1974
1974
1977
1977
1978
560
445
560
445
560
000
000
000
000
000
1978
1981
1981
1981
1981
40 000
1973
El Centro Petroquímico de Cosoleacaque se localiza a 3 .5 Km al noreste de la ciudad del mismo nombre, en el estado de Veracruz, y a 1 .5 Km
al noroeste de Minatitlán . Sus coordenadas geográficas son : 18°1' latitud norte y -94°35' longitud oeste .
Las poblaciones más cercanas a la petroquímica de Coso
leacaque son:
P 0 B L A C I O N
N2 DE HABITANTES
(miles)
•
DISTANCIA (Km) r ORIENTACION
CON RESPECTO A LA
P . DE COSOLEACAQUE
Barrancas
2
—
15
Chapopote
Hibueras
Chinaoeca
2
2
2
2
—
—
—
—
15
15
15
15
15
15
2
—
—
—
40
40
15
2
—
15
100
2
2
—
—
15
15
Oteapan
Jiltipan de Morelos
Cosoleacaque
Coacotla
Zaragoza
Minatitlán
Paso Nuevo
Machapa
5
9
3
8
7
12
4
12
8
2
al
al
al
al
al
al
al'
al
al
al
14 .5 al
2 .5 al
N
NW
NM
V
WSW
WSW
WSW
SW
SW
SE
E
ENE
* Las poblaciones se encuentran dentro del estado de Veracruz.
5 .13 .2 .2 .- Climatología.
•
Cosoleacaque se encuentra en una región cuyo clima es cálido húmedo con abundantes lluvias en verano, excepto en una pequeña temporada intermedia, que es menos lluviosa (llamada sequía de medio verano), y un porcentaje de
lluvia invernal entre 5 y 10 .2, (clima Am con sequía de medio verano de. acuerdo a la
clasificación de Kdppen modificada por E . García) . En la ciudad de Minatitlán se encuentra la estación meteorológica del mismo nombre (30-066), la cual reporta lo si--guiente :
28 .7 "C (Mayo)
23 .0 °C (Enero)
26 .1 °C
Temperatura media mensual más alta :
Temperatura media mensual más baja :
Temperatura media anual :
3854 .7
1524 .5
2409 .4 mm
Precipitación total anual máxima :
Precipitación total anual mínima :
Precipitación total media anual :
(1933)
(1950)
No se cuenta con datos que definan en forma precisa las
condiciones particulares de temperatura y precipitación del lugar en donde se asienta
el Centro Petroquímico de Cosoleacaque, ya que no se cuenta con una estación meteorológica local, la más cercana es la de Minatitlán ; no obstante, dada la cercanía que
•
hay entre esta ciudad y la petroquímica de Cosoleacaque, es muy probable que sus condiciones ambientales sean similares.
A continuación se resume los vientos dominantes que se r
registraron en
el
periodo 1974 - 1980.
010
ENE
FEB
MAR
ABR
MAY
JUN
JUL
AGO
SEP
1974
N1
Nl
Nl
N2
Nl
NI
Nl
N1
N2
N2
S2
N1
Sl
Nl .
OCT
NOV
DIC
-
1
Nl
N2
N2
N1
N2
1
N2
N2
N2
N1
Nl
Nl
1
N
N1
N1
N1
1
N
N1
N1
Nl
- -
N1
N
N1
2
N2
Nl
2
N
N3
1975
N
1976
1977
N
1978
2
N2
2
N2
2
N2
N2
Sl
N2
N2
N2
Nl
2
N2
1979
N2
N2
N3
N3
N2
N2
N2
N2
N2
N2
N2
N3
S2 2
NE 1
NE 1
NE l
NE2
NE l
N1
1980
Nl
N2
N3
Nl
N2
Nl
Nl
NE
Las abreviaturas de los puntos cardinales indican la procedencia de los vientos.
Los indices superiores indican el rango de velocidad del viento.
1:
2:
3:
0 .3 a 1 .5 n /seg.
1 .5 a 3 .3 n /seg.
3 .3 a 5 .4 n /seg.
4:
Mayores de 5 .4 n /seg.
-202202 -
5 .13 .2 .3 .- Hidrología.
Cosoleacaque
se
encuentra en la cuenca del Rio Coatza--
coal`cos en la región hidrológica del mismo (29), cuyos indices de escurrimientos supe
ran a los 1000 mm .
Las corrientes superficiales más próximas a la región en donde se ubica Cosoleacaque son : el arroyo Huazuntlán, que pasa a una distancia mí
nima de 7 .5 Km al NNW ; el río Coatzacoalcos, que en su curso bordea una parte del SE
de la ciudad de Minatitlán y pasa en los puntos más cercanos a la Petroquímica de Co•
soleacaque, a 6 .5 Km al SE y a 11 Km al E de ésta.
Aproximadamente a 4 .5 Km al NE de la Petroquímica de Co
soleacaque se encuentra una gran región pantanosa que se extiende hacia el E hasta la
margen izquierda del rio Coatzacoalcos, en dicha región se sitúa la Laguna El Colorado .
Del conjunto hidrológico mencionado sólo en el río Coat
zacoalcos hay estación hidrométrica, sin embargo, ésta se encuentra muy distante a la
región en estudio . Dicha estación denominada Las Perlas (30-41) se ubica a 71 Km al
SW de la Refinería de Minatitlán, reporta un volumen medio anual de 13231 .1 millones
de m 3 de agua y un área drenada de 9224 Km 2 .
5 .13 .2 .4 .- Fisiografia.
La petroquímica de Cosoleacaque se ubica en una llanura
con lomerios aluviales y forma parte de la llanura costera veracruzana.
5 .13 .2 .5 .- Edafologia.
El centro de Cosoleacaque está asentado en un terreno que posee predominantemente un suelo de tipo Luvisol crómico combinado con uno Vertisol crómico, presentando en la superficie una textura fina.
- 203 -
5 .13 .2 .6 .- Usos del suelo y vegetación.
La vegetación 'existente en las inmediaciones de Cosolea
caque es muy variada .
Desde las regiones inmediatas al W de la ciudad de Mina
titlán hasta los situados al E de la Refinería, se extiende hacia el S una gran área
de pastizal cultivado, así también desde el
NW de dicha ciudad hasta el S de la Pe--
troqu,mica de Cosoleacaque se tienen áreas de este tipo, las cuales se prolongan ha-cia el W de la población de este nombre ; al S de estas últimas se tienen grandes extensiones de selva alta perennifolia secundaria, empleándose la zona oriental de esta
región. para agricultura de temporal ; en las zonas inmediatas al oriente de Minatitlán
predomina la selva baja perennifolia, entre esta región y el río Coatzacoalcos se tie
ne manglar y popal, encontrándose también esta última en algunas zonas hacia el N y NE ; al N de Minatitlán se tienen áreas de pastizal inducido ; hacia el N y sobre todo
al W de la Petroquímica de Cosoleacaque en zonas inmediatas la vegetación que predomi
na es el palmar, teniéndose en zonas más retiradas al N y NW de esta Petroquímica --áreas con vegetación popal y selva alta perennifolia.
5 .13 .2 .7 .- Fauna.
En esta región se encuentran las siguientes especies:
Aves :
Gallina de monte
Perdiz camela
Perdiz de boucard
Tinamus major
Crypturellus cinnamomeus
Crypturellus boucardi
' Crypturellus sovi
Dendrocygna bicolor
Dendrocygna autumnalis
Cairina n oschata
Anas carolinensis
Perdiz chica
Pijia
Pichichi
Pato real
Cerceta de lista verde
Pato pinto
Pato Chalcuan
Anas strepera
Mareca americana
Aythya affinis
Pato boludo chico
Pato enmascarado
Huilota
Oxyura dominica
Zenaidura n acroura
Crax rubra
Penelope purpuras cens
Ortalis vetula
Hocofaisán
Cojolite
Chachalaca
- 204 -
Codorniz común
Colinus virginianus
Odontophorus guttatus
Fulica americana
Bolonchaco
Gallareta
Columba flavirostris
Columba speciosa
Columba nigrirostris
Paloma morada
Paloma escamosa
Paloma pico negro
Paloma de alas blancas
Paloma suelera
Zenaida asiatica
Leptotila verreauxi
Oreopelia nontana
Paloma montañera
Mamíferos:
Didelphis marsupialis
Tlacuache
Mono saraguato
Mono araña
Hormiguero de collar
•
Aloyata palliata
Ateles geoffroyy
Tomandua tetradactyla
Dasypus novemcinctus
Armadillo
Conejo
Sylvilagus floridanus
Sciurus aureagaster
Ardillas grises
Moto
Puerco espín
Tepescuintle
Aguti
Zorra gris
Cacomixtle del sureste de M.
Mapache
Tejón
Martucha
Comadreja
Tayra
Grison
Zorrillo manchado
Zorrillo de espalda blanca
Zorrillo listado
Nutria
Jaguar
Ocelote
Tigrillo
Puma
Leoncillo
Tapir
Sciurus deppei
Coendus n exicanus
Cuniculus paca
Dasypracta punetata
Urocyon cinereoargentus
Bassariscus sumichrasti
Procyon lotor
Nasua narica
Potos flavus
Mustela frenata
Tayra barbara
Grison canaster
Spilogale augustifrons
Conepatus semistriatus
Mephitis n acroura
Lutra
Felis
Felis
Felis
annectens
onca
pardalis
wiedii
Fells concolor
Fells yagovaroundi
Tapirella bairdii
Jabalí de collar
Senso
Venado cola blanca
Temazate
Pecari tajacu
Tayassu pecari
Odocoilecus virginianus
Mazama americana
5 .13 .3 .- Caracterización de las aguas residuales.
Los resultados de caracterización de las aguas residuales genera-
- 205 -
das por la operación de Cosoleacaque se presentan en el cuadro No . 5 .15
; en él se --
puede observar que este complejo petroquímico aún no tiene fijadas condiciones particulares de descarga, por lo que para inferir si es necesaria la instalación de dispo-
sitivos
adicionales para el control de la contaminación del agua, se tendrán en consi
deración los límites máximos permitidos por el Reglamento para la Prevención y
Con-
trol de la Contaminación de Aguas.
Un análisis estadístico de 7 valores de cada uno de los parámetros del cuadro No . 5 .15 , con un intervalo de confianza del 95%, indica que se están
vertiendo en exceso sólidos sedimentables, siendo la cantidad del orden de 80 .6 m 3 /día,
por lo que se hace necesaria la construcción de un sedimentador.
5 .13 .4 .-
Dispositivos
actuales y en proyecto para el tratamiento de aguas
residuales.
Nivel de tratamiento : Primario.
Tipo de unidades : En planta existen dos fosas de neutralización
y cárcamos recolectores de aceite.
El efluente descarga a un arroyo.
Obras en estudio, proyecto o construcción:
•
- No se cuenta con información al respecto.
5 .13 .5 .- Estimación de costos para el control de la contaminación.
De acuerdo a los resultados obtenidos en el inciso 5 .13 .3, se re
comienda un sedimentador para tratar 133 1/s.
Para estimar su costo se utilizará la regla de los 6/10 con base
a lo calculado para Ciudad Madero, por lo tanto se obtiene que la inversión requerida
es del orden de $17'208,685 .00
- 206 -
CUADRO No .5 .15
RESULTADOS DE CARACTERIZACION* DE LAS DESCARGAS DE LAS AGUAS RESIDUALES
DEL COMPLEJO PETROQUIMICO COSOLEACAQUE
PARAMETRO
LIMITE
MAXIMO (1)
Sólidos sedimentables
DESCARGA (2)
1
4 .8
G y A
70
18 .7
Materia flotante
**
Temperatura
35
Potencial hidrógeno
4 .5
ninguna
30
10
Caudal
7 .6
133
Nomenclatura :
* Concentraciones en mg/1, excepto en los casos de : sólidos sedimentables, ml/1 ; temperatura, °C ; potencial hidrógeno, pH ; caudal, 1/s.
** Ninguna que pueda ser retenida por una malla de 3 mm . de claro libre cuadrado.
(2) Cuerpo receptor : arroyo efluente del Coatzacoalcos.
5 .13 .6 .- Evaluación.
Con base en los valores de los parámetros de caracterización, -así como en su análisis estadístico, se infiere que se está vertiendo un exceso de só
lidos sedimentables, siendo la cantidad del orden de 80 .6 m 3 /dia, por lo que se recomienda la construcción de un sedimentador.
Por otra parte cabe recordar que el Complejo Petroquímico de Cosoleacaque aún no tiene fijadas condiciones particulares de descarga, razón por la -cual se estima que al ser fijadas las mismas, será necesaria la implementación de uni
dadesadicionales para el control de la contaminación del agua.
5 .14 .- Complejo petroquímico de Pajaritos.
5 .14 .1 .- Producción.
En el complejo petroquímico de Pajaritos se producen los petroquímicos básicos que se presentan a continuación:
P L A N T A
Acetaldehído
Cloruro de vinilo
Criogénica
Dicloroetano I
Dicloroetano II
Dicloroetano (oxicloraci6n)
Etileno I
Dicloroetano III
Dicloroetano (oxicloraci6n)
Cloruro de Vinilo III
CAPACIDAD NOMINAL
PRODUCTO
Acetaldehído
Cloruro de vinilo
Acido clorhídrico
Acido :urfátáco
Etano
Dicloroetano
Dicloroetano
(T/A)
AÑO EN QUE
INICIO
44 000
70 000
45 000
1968
36 000
100 000
1967
1972
1967
41 700
42 350
68 640
1973
1973
Dicloroetano
Dicloroetano
Mon6.ero de vinilo
27
115
215
200
210
000
000
000
1973
1974
1967
1982
1982
1982
Etileno II
Acido clorhídrico
Etileno
116 000
182 000
1982
1972
Oxido de etileno
Oxido de etileno
28 000
1972
Dicloroetano
Etileno
- 208 -
5 .14 .2 .- Escenario ambiental.
5 .14 .2 .1 .- Ubicación.
El Complejo Petroquímico de Pajaritos se localiza al SE del estado de Veracruz, a 1 .5 Km al SE de Coatzacoalcos, en la ribera oriental del
río del mismo nombre . Sus coordenadas geográficas son : 18°7' latitud norte y 94°24'
longitud oeste .
Aproximadamente 2 Km al NO de Pajaritos se encuentra •
localizado el complejo de La Cangrejera.
Las poblaciones más cercanas a Pajaritos son:
P 0 B L A C I O N *
Allende
Coatzacoalcos
Paso Nuevo
Nanchital
Ixhuatlán del Sureste
El Chopo
N2 DE HABITANTES
(miles)
2
a
3
1 .5
al
al
40
15
15
11
3 .5
8 .5
7
al
al
al
a
a
15
15
7
13
al
al
al
a
a
a
a
15
15
11
4
al
al
15
15
9
1 .5
al
al
2 - .a
15 a
2 a
2 a
Nuevo Teapa
La Esperanza
Francisco Villa
La Cangrejera
El Colorado
2
2
2
2
2
Pajaritos
2
15
100
15
DISTANCIA Y ORIENTACION
CON RESPECTO AL
C . PAJARITOS
N
NW
SW
SSW
S
SE
ESE
E
E
E
NE
NE
Todas las poblaciones se encuentran dentro del estado de Veracruz.
5 .14 .2 .2 .- Climatología.
La región en donde se asienta Pajaritos tiene un'clima cálido húmedo con abundantes lluvias en verano y un porcentaje de lluvias en in--vierno mayor de 10 .2 ; clima que corresponde al tipo Am(f) de la clasificación de Kdppen
modificado por E . García . Dicha región forma parte de una zona en la que se registran
normalmente valores medios de temperatura y precipitación total anuales dentro de los
- 209 -
rangos siguientes :
Temperatura media anual :
Precipitaci6n total media anual :
24 a 26 °C
2500 a 3000 n mHz
Debido a que no se tienen estaciones meteorológicas
locales no se cuenta con información más precisa . Las estaciones más próximas se encuentran en Coatzacoalcos y en Nanchital, por lo que la información reportada por éstas puede dar una idea más completa de las condiciones existentes en las inmediaciones
del complejo dada la proximidad existente entre él y las poblaciones mencionadas . La
información proveniente de dichas estaciones se resume a continuación:
•
ESTACIONES METEOROLOGICAS
P A R A M E T R 0
UNIDAD
COATZACOALCOS
30—025
30—256
27 .7(May) 28 .1(Jun)
Temperatura media mensual máxima
°C
Temperatura media sensual n ánima
°C
Temperatura media anual
°C
25 .5
25 .6
Precipitación total anual máxima
nn
3416 .5(1928)
Precipitaci6n total anual mínima
nn
1988(1960)
Precipitaci6n total media anual
nn
22 .2(Ene)
2832 .2
NANCHITAL
22 .2(Dic)
30—073
30—264
28 .2(May)
28 .8(May)
22 .2(Ene)
22 .5(Ene)
25 .8
26 .1
- - -
- - -
- - -
- -
- - -
- - -
2813 .9
2765 .9
2521 .6
La información encerrada en paréntesis indica el n es o el año de registro.
•
f n seguida se muestran los vientos dominantes en el periodo 1974-1980 :
- 210 -
ENE
AÑO
MAR
FEB
AR
MAY
JUN
JUL
1974
1975
1976
1977
1978
•
N1 .5
9
4'2
N 2 .5
AGO
SEP
OCT
NOV
DIC
N3 .4
N2 .5
N 1 .4
N1 .6
N1 .3
N4 .7
N 2 .7
N 2 .9
N 2 .8
N 1 .4
N 2 .8
N3 .4
N2 .0
N 2 .0
N3 .1 .
N 2 .4
N 2 .6
N 3 .8
N 3 .8
N 3 .4
N 4 .4
N4 .3
N 3 .8
N4 .1-
N 3 .2
N 4 .5
N4 .1
N 4 .5
NE 4 .9
NE 3 .8
N 3 .9
NE 3 .2
N3 .3
N 3 .7
N4 .6
N4 .0
N4 .8
N 3 .5
N4 .1
N4 .3
N 3 .9
N 3 .9
N3 .8
N 3 .3
N 3 .6
N 3 .9
NE 3 .1
N 3 .5
N 2 .9
N 3 .7
N 3 .6
N4 .0
N 4 .0
N4 .3
N 3 .6
N 3 .2
6 .5
1979
NNY
1980
0.7
5 .9
NNY
7 .5
NNY
_
9 3 .9
N 3 .9
N3 .6
N 3 .6
N 4 .4
N 3 .5
N4 .3
N4 .6
N 3 .1
N4 .7
N 4 .5
N 3 .0
_
Las abreviatureas de los puntos cardinales indican la procedencia de los vientos.
Los índices superiores señalan la velocidad y promedio en n/seg.
5 .14 .2 .3 .- Hidrología.
El complejo de Pajaritos se localiza en la zona de -inundación de la cuenca del río Coatzacoalcos perteneciente a la región hidrológica del mismo (29) cuyos índices de escurrimientos superan los 1000 mm.
La corriente superficial más importante, cercana a Pa
jaritos es el rio Coatzacoalcos, el cual pasa a menos de 1 Km al W de este complejo.
• De hecho, Pajaritos se encuentra en su lindero norte en la ribera de una laguna, la cual desemboca al río . Existe un pequeño río que proviene del este, el cual cruza en
las proximidades del límite sur de Pajaritos para desembocar al W en el rio Coatza--coalcos .
Las presas de Pajaritos se encuentran a-500 m al NE del complejo del mismo nombre . La presa Lay King ubicada al NE, dista de Pajaritos 5 .5 Km .
A 3 .5 Km al SW de Pajaritos, desde la ribera occidental del río Coatzacoalcos se extiende una gran zona pantanosa que se prolonga tanto al poniente como al sur . En dicha zona se localiza la laguna El Colorado situada a -
- 211 -
11 Km al SW del complejo de Pajaritos y hacia el norte de la misma corre hacia el ---
oriente un afluente del Coatzacoalcos, el cual proviene de una laguna a la que desembocan las aguas del rio Calzados . Dicha laguna dista 8 .5 Km aproximadamente al W del
mismo complejo .
Del conjunto hidrológico mencionado anteriormente sólo el río Coatzacoalcos tiene estación hidrométrica, sin embargo, ésta se encuentra muy retirada del área en estudio . Se trata de la estación Las Perlas (30-41) la cual
se ubica a 91 Km
al SW del complejo de Pajaritos . Dicha estación reporta un volumen
medio anual de 13231 .1 millones de m 3 de agua y un área drenada de 9224 Km 2 .
5 .14 .2 .4 .- Fisiografía.
El complejo petroquímico de Pajaritos se encuentra en
una llanura inundable aluvial costera, que forma parte de la llanura costera veracruzana .
5 .14 .2 .5 .- Edafología.
Las características edafológicas de la región en donde se localiza Pajaritos son diversas . Desde las inmediaciones de tal complejo hacia
el sur por la margen derecha del río Coatzacoalcos predomina el tipo Gleysol vértico
en combinación con el Vertisol pélico, presentando dicho suelo una textura fina y fa•
se sódica, en forma similar están constituidos los terrenos que se extienden hacia el
oeste desde la margen izquierda, excepto que éstos no tienen carácter sódico . Hacia
el norte en la zona costera se tienen suelos en donde predomina el tipo Regosol eútri
co secundado por ° el Solonahak gleyco y el Feozem háplico, y cuya textura es gruesa, en tanto que en las áreas del E predomina el tipo Solonchak gleyco y se .complementa con Gleysol vértico, constituidos con una textura media ; en las regiones del S no ri-
bereñas y del SE, los suelos están formados principalmente por suelos tipo Vertisol pélico secundados por tipos Aerisol órtico y Cambisol gleyco, texturizados finamente.
5 .14 .2 .6 .- Usos del suelo y vegetación.
La vegetación que caracteriza la región en estudio va
- 212 -
ría distribuyéndose de la siguiente manera : en las zonas que se extienden desde el -complejo hacia el mar predomina el manglar ; los terrenos ubicados al S y SE son de -selva alta perennifolia, sólo que en el S ésta es de tipo secundario y se distribuye
en combinaciones con áreas agrícolas de temporal y de vegetación popal ; al W del río
Coatzacoalcos predomina la selva baja perennifolia y el popal en las riberas y en regiones más distantes predomina tanto el manglar y el popal como las selvas alta y baja perennifolia, aquí también hay áreas agrícolas de temporal, así como al NE de la petroquímica en cuestión.
5 .14 .2 .7 .- Fauna.
En la región en que se ubica Pajaritos se encuentran
las siguientes especies:
Aves :
Gallina del monte
Perdiz camela
Perdiz de boucard
Tinamus major
Crypturellus cinnamomeus
Crypturellus boucardi
Crypturellus sovi
Dendrocygna bicolor
Dendrocygna autumnalis
Perdiz chica
Pijia
Pichichi
Pato real
Cerceta de lista verde
Pato pinto
Pato chalcuan
Pato boludo chico
Pato enmascarado
Huilota
Hocofaisán
Cojolite
Chachalaca
Codorniz común
Bolonchaco
Gallareta
Paloma morada
Paloma escamosa
Paloma pico negro
Cairina n oschata
Anas carolinensis
Anas strepera
Nareca americana
Aythya affinis
Oxyura dominica
Zenaidura n acroura
Crax rubra
Penelope purpuras cens
Ortalis vetula
Colinus virginianus
Odontophorus guttatus
Fulica americana
Columba flavirostris
Columba speciosa
Columba nigrirostris
Paloma de alas blancas
Paloma suelera
Zenaida asiatica
Leptotila verreauxi
Oreopelia montana
Paloma montañera
- 213 -
Mamíferos:
Tlacuache
Didelphis n arsupialis
Mono saraguato
Mono araña
Hormiguero de collar
Aloyata palliata
Ateles geoffroyy
Tomandua tetradactyla
Armadillo
Conejo
Dasypus novemcinctus
Sylvilagus floridanus
Ardillas grises
Moto
Sciurus aureagaster
Sciurus deppei
Puerco espín
Tepescuintle
Coendus n exicanus
Cuniculus paca
Agutí
Zorra gris
Cacomixtle del sureste de M.
Dasypracta punetata
Urocyon cinereoargentus
Bassariscus sumichrasti
Procyon lotor
Nasua narica
Mapache
Tejón
Martucha
Comadreja
Tayra
Potos flavus
Mustela frenata
Tayra barbara
Grison canaster
Spilogale augustifrons
Grison
Zorrillo manchado
Zorrillo de espalda blanca
Conepatus semistriatus
Mephitis macroura
Zorrillo listado
Nutria
Lutra annectens
Felis onca
Felis pardalis
Jaguar
Ocelote
Tigrillo
Puma
Felis wiedii
Felis concolor
Felis yagovaroundi
Leoncillo
Tapir
Jabalí de collar
Senso
Tapirella bairdii
Pecari tajacu
Tayassu pecari
Odocoilecus virginianus
Venado cola blanca
Temazate
Mazama americana
•
5 .14 .3 .- Caracterización de las aguas residuales.
En el cuadro No . 5 .16
se resumen las condiciones particulares -
de descargas fijadas por la SEDUE para este complejo petroquímico, asimismo se pre-sentan los resultados de caracterización de las dos descargas existentes en este centro petroquímico . Un análisis estadístico de 7 valores de cada uno de los parámetros
listados, en un intervalo de confianza del 95%, dió como resultado el exceso de conta
minantes descargados a los cuerpos receptores . A continuación se presentan las cargas
vertidas en exceso .
- 214 -
CUADRO No . 5 .16
RESULTADOS DE CARACTER5ZA¢I;ON . * DE LAS DESCARGAS DE LAS AGUAS RESIDUALES
4
DEL COMPLEJO PETROQUIMICO PAÚARITOS
DESCARGAS
PARAMETRO
C .P .D .
(. 1)
DB0 5
50
SST
50
108,9
G y A
10
27 .1
Pb
0 .1
0
Cond . (pmhos/cm)
2000
24,124
148 .2
12 .28
0
83,492
Cromo Hexavalente
0 .01
0 .068
0 .05
Fe
5,0
3 .15
2 .77
NH 3
0 .8
1 .74
4 .23
Fenoles
0 .1
Fósf . totl .
5 .0
1 .94
3 .02
N org .
1 .0
0
0
Temp . (°C)
35
Potencial hidrógeno (pH)
Materia flotante
Colif . Fec .
(NMP/100 ml)
6 .3-8 .5
**
00 .7
0 .06
36
33
3 .2
4 .2
presente
1000
presente
---
Sólid . sed . (ml/1)
1 .0
38
5
Caudal 1/s
--
45
6
Nomenclatura :
C .P .D . Condiciones Particulares de Descarga.
* Concentraciones en mg/1 a menos que se indique otras unidades.
** Ninguna que pueda ser retenida por una malla de 3 mm . de claro libre cuadrado.
(1) Cúerpo receptor : arroyo Teapa
(2) Cuerpo receptor : r_ío Coatzacoalcos .
-215 -
P A R A N E T R 0
CARGA
EXCESO
(~g /1)
(Kg /día)
55 .62
216 .25
6 y A
2 .62
10 .18
NH 3
1 .81
7 .04
Fenoles
0 .022
0 .08
SST
Sólidos sedimentados
75 .61 ( .1/1)
293 .9 (~ 3/día)
Cabe aclarar que las cifras anteriores fueron obtenidas del
cau-
dal máximo de 45 1/s, no obstante ésto, se tiene que la carga vertida en exceso no es
muy grande, por lo que se recomiendan otras unidades para el control de la contaminación . Si bien se juzga necesario llevar a cabo políticas de control de operación más
estrictas .
5 .14 .4 .- Dispositivos actuales y en proyecto para el tratamiento de aguas
residuales.
Nivel de tratamiento : Primario.
Tipo de unidades : Existen cuatro separadores API y cuatro fosas
de neutralización .
•
El
efluente vierte hacia el Río Coatzacoalcos.
Obras en estudio, proyecto o construcción:
Se tiene contemplado un proyecto para el tratamiento de aguas a
nivel secundario mediante lagunas aereadas mecánicamente, con lo que se espera resolver el problema de los sólidos sedimentables.
5 .14 .5 .- Estimación de costos para el control de la contaminación.
Dado que PEMEX tiene contemplado tratar aproximadamente 45 1/s - 216 -
de aguas residuales a nivel secundario por medio de una laguna aereada mecânicamente,
costo estimado para llevar a cabo dicho proyecto es de $63'608,073 .
Dicha estimación
se obtuvo con base a la regla de seis décimos.
5 .14 .6 .- Evaluación.
Con base en los resultados de caracterización y en el análisis estadístico de los mismos, se puede decir que en general no se rebasan en mucho las -C .P .D . fijadas por la SEDUE a esta petroquímica, por lo que no se recomienda la imple
mentación de unidades adicionales para el control de la contaminación . No obstante es necesario llevar a cabo políticas de control de operación más estrictas.
5 .15 .- Complejo petroquímico de Cactus.
5 .15 .1 .- Producción.
En el complejo petroquímico de Cactus se produce etano y azufre.
La capacidad nominal de las plantas instaladas para la elaboración de tales productos
se muestran a continuación:
P L A N T A
•
Azufre
Azufre
Azufre
Azufre
Azufre
Azufre
Azufre
Azufre
I
II
III
IV
V
VI
VII
VIII
Azufre IX
Azufre X
Azufre XI
Azufre XII
Criogénica
PRODUCTO
CAPACIDAD NONINAL
AÑO EN QUE
(T/A)
INICIO
26 400
26 400
800
800
800
800
800
800
800
1974
1975
1976
1976
1978
1978
1978
1978
1979
52 800
52 800
1979
1980
52 800
778 200
1979
1980
Azufre
Azufre
Azufre
Azufre
52
52
52
52
52
52
52
Azufre
Azufre
Azufre
Azufre
Azufre
Azufre
Azufre
Azufre
Etano
5 .15 .2 .- Escenario ambiental.
- 217 -
5 .15 .2 .1 .- Ubicación.
El complejo petroquímico de Cactus se localiza en el
norte del estado de Chiapas, a 17°54' latitud norte y 93°11' longitud oeste . Las poblaciones más cercanas a este centro son:
LUGAR
N2 DE HABITANTES
(miles)
Ceiba
Cárdenas
2 .5
Huimanguillo
Reforma
El Carmen
Villahermosa
-
DISTANCIA(Km) Y ORIENTACION
CON RESPECTO A CACTUS
40 a 100
2 .5 – 15
2 .5
2 .5 – 15
2 .5
22
al
al
NW
NW
22
5
2
al
al
WSW
SE
E
100
26
al
al
ENE
Existe un gran número de pequeños poblados principalmente en las márgenes del río Carrizal el cual corre al norte de dicho complejo a --unos 7 Km .
5 .15 .2 .2 .- Climatología.
Cactus se sitúa en una región en donde rige un clima
• cálido húmedo con abundantes lluvias en verano y un porcentaje de lluvia invernal mayor de 10 .2 (clima Amf de acuerdo a la clasificación de Kdppen modificada por E . García), registrándose valores medios anuales de temperatura entre 26 y 28°C y de precipitación total en el rango de 2000 a 2500 mm.
En Cactus no existen estaciones meteorológicas, las más cercanas son las de Reforma y Sta . Cruz que se localizan al SW a 5 y 10 Km, re spectivamente .
Estas proporcionan la siguiente información:
P A R A N E T R 0
Temperatura media mensual máxima
Temperatura media mensual mínima
Temperatura media anual
Precipitación total anual
UNIDAD
o C
° C
" C
nn
- 218 -
ESTACION NETEOROLOGICA
Reforma
Sta . Cruz
07–192
07–123
29 (Nay)
22 .7 (Ene)
26 .2
2420 .8
28 .5 (Nay)
22 .4 (Ene
25 .9
2331 .7
_
Como no se cuenta con información local a continuación
se
hace
un resumen de los vientos registrados en el periodo 1971-1980 en Villa Hermo-
sa, Tab . ; población cercana a este complejo.
ENE
FEB
MAR
ABR
NAY
JUN
JUL
AGO
SEP
OCT
NOV
DIC
1971
E2
E2
E2
E2
M2
Y2
Y2
M2
M2
M2
M2
E1
1972
N2
N2
M2
M
2
M2
M2
M2
M2
M2
M2
M2
M2
1973
M1
M2
M2
M2
E1
E1
E2
E1
Ml
M2
E1
El
1974
E1
E1
E2
E1
1
E1
N1
E1
SE2
NE2
WE
SW
AÑO
1978
1979
SE 2
SE 2
SE l
SE 1
SE l
NE 2
SE 2
NE 2
SM l
1980
SE 1
SM 2
SE 2
NE 2
NE 2
SE 2 ' SE 2
NE2
SW
2
2
2
SM 2
SE 2
SE 1
SW
2
SE 2
Las abreviaturas de los puntos cardinales señalan la procedencia de los —
vientos.
Los indices superiores señalan el rango de velocidad.
1:
2:
3:
4:
0 .3 a 1 .5 a/seg.
1 .5 a 3 .3 a/seg.
3 .3 .a 5 .4 n /seg.
Mayores de 5 .4 a/seg .
5 .15 .2 .3 .- Hidrología.
Cactus se encuentra en la cuenca del sistema Grijalva
Usumacinta, que pertenece a la región hidrológica Rio Grijalva-Villahermosa
(RH-30).
Dicha cuenca tiene la característica de presentar escurrimientos mayores de 1000 mm.
Al este del complejo de Cactus se ubica un conjunto de pequeñas lagunas, de hecho esta petroquímica se asienta en la orilla occidental de
una de ellas . Así también, al NW de tal complejo se encuentra otro grupo, siendo la
laguna La Ceiba la más cercana, la cual dista del mismo sólo 3 Km . A todas estas lle
gan pequeños arroyos algunos de los cuales son de tipo intermitente.
-219-
La corriente hidrológica superficial más grande que fluye en esta área es el rio Mezcalpa, situado al poniente de la petroquímica, el --cual lleva su curso en sentido norte, bifurcándose para formar el rio Carrizal y el rio Samaria, la cual sigue un curso en sentido oriental .
El primero pasa a unos 7 Km
al norte de la unidad .
La estación hidrométrica Reforma (07-67) se encuentra
sobre el rio Carrizal a 7 .5 Km al NNW de Cactus . Dicha estación reporta un volumen medio anual de 8073 .9 millones de m 3 .
5 .15 .2 .4 .- Fisiografia.
La región en la que se sitúa dicho complejo es una -llanura aluvial que forma parte de la Llanura Costera del Golfo Sur.
5 .15 .2 .5 .- Edafologia.
Las características edafológicas del terreno se tradu
cen en una combinación de suelos tipo Cambisol vértico, Acrisol órtico y Fluvisol eútrico en la que predomina el primero . Esta composición se extiende ampliamente en la
región y tiene una textura media.
5 .15 .2 .6 .- Usos del suelo y vegetación.
Básicamente los terrenos circundantes meridionales -son dedicados principalmente al cultivo de pastizal y los septentrionales a la agricultura de temporal ; al poniente se hace importante la presencia de sel-va, alta perennifolia secundaria y agricultura de temporal en menor proporción.
5 .15 .2 .7 .- Fauna.
Es la misma que se describió para la región de La Ven
ta .
- 220 -
5 .15 .3 .- Caracterización de aguas residuales.
El complejo petroquímico de Cactus tiene dos descargas, de las -
cuales sólo una de ellas tiene fijadas condiciones particulares.
Los resultados de caracterización de ambos efluentes se resumen
en los cuadros Nos . 5 .17 y 5 .18
; en ellos se puede observar que los cuerpos recepto-
res de sus aguas son el río Carrizal y la laguna El Limón . Un análisis estadístico de 7 valores de cada uno de los parámetros presentados en el cuadro No . 5 .17 , a un -
intervalo de confianza del 95%, indica el exceso de contaminantes que se están vertien
do al río Carrizal . Considerando las cifras antes mencionadas, así como un caudal de
descarga de 500 1/s, se obtuvo la carga de contaminantes descargados en exceso, datos
que se presentan a continuación:
PARANETR0
EXCESO (~g /1)
CARGA
(Kg /día)
6yA
14 .34
619 .48
Sulfuros
28 .7
1239 .84
NH3
20 .3
876 .96
OQO
184 .9
7987 .68
Se puede observar de las cifras anteriores que es necesaria la instalación de dispositivos adicionales para la remoción de grasas y aceites de la -descarga de aguas residuales de este complejo petroquímico.
En lo referente a la carga de sulfuros y amoniaco .vertida en --exceso, se estima necesario implementar un sistema de tratamiento de aguas amargas, con el cual se pueda cumplir con las condiciones de descarga fijadas a estos contami-
nantes .
En cuanto al exceso de carga orgánica, medida como DQO y dado -que en este complejo petroquímico se tienen 2 lagunas facultativas y 2 de estabiliza- 221 -
CUADRO No . 5 .17
RESULTADOS DE CARACTERIZACION* DE LAS DESCARGAS DE LAS AGUAS RESIDUALES
DEL COMPLEJO PETROQUIMICO CACTUS
PARAMETROS
C .P .D .
DESCARGA (1)
DB0 5
6Q
SST
60
26
GyA
10
38 .8
Potencial hidrógeno
6
9
Sólidos sedimentables
Temperatura
0 .56
8 .6
1
•0 .1
35
29 .3
Color
100
85
Sulfuros
130
102
2000
19,309
Conductividad
Col i f . fecales
10,000
63
Materia flotante
**
Fosfatos
5
0
NH 3
1
51 .1
DQO
90
Caudal
ninguna
737
500
Nomenclatura:
C .P .D . : Condiciones Particulares de Descarga.
* Concentraciones en mg/1, excepto en los casos de : sólidos sedimentables, ml/1 ; potencial hidrógeno, pH ; temperatura, °C ; color Pt/Co
conductividad, pmhos/cm ; coliformes fecales, NMP/l00 ml y caudal T
1/s.
** Ninguna que pueda ser retenida por una malla de 3-mm . de claro libre cuadrado.
(1) Cuerpo receptor :
río
Carriza l.
CUADRO No . 5 .18
RESULTADOS DE CARACTERIZACION * DE LAS DESCARGAS DE LAS AGUAS RESIDUALES
DEL COMPLEJO PETROQUIMICO CACTUS
LIMI'TE
MAX IMO . (11,
PARAMETRO
DESCARGA
1'2)
•
G y A
70
Sólidos sedimentables
25
1
0 .56
Materia flotante
**
ninguna
Temperatura
35
29_
4 .5 - 10
7 .5
Color
100
65
Sulfuros
130
104
2,000
800
Potencial hidrógeno
Conductividad
DQO
90
36
•
70
SST
23
Caudal
23
Nomenclatura :
* Concentración en mg/1, excepto en los casos de : sólidos sedimentables, ml/1 ; temperatura, °C ;, potencial hidrógeno, pH ; color, Pt/Co,
conductividad, umhos/cm ; y caudal, 1/s.
** Ninguna que pueda ser retenida en una malla de 3
cuadrado.
mm,
de claro libre
(1) Limite máximo permitido por el Reglamento para la Prevención y
trol de la Contaminación de Aguas.
(2) Cuerpo receptor : laguna El Limón.
-
223 -
Con-
ción, se recomienda la conversión de éstas a lagunas mecánicamente aereadas.
5 .15 .4 .-
Dispositivos actuales y en proyecto para el tratamiento de aguas
residuales.
Nivel de tratamiento : Primario y Secundario.
Tipo de unidades : Existen dos sistemas de tratamiento denominados norte y sur .
•
El sistema norte está compuesto por dos cárcamos reguladores, -dos unidades de separación de aceites del tipo de placas corrugadas, una fosa de retención de aceite, una laguna biológica del tipo facultativa, sin aeración mecánica y
una laguna de estabilización.
El sistema sur, tiene las unidades siguientes : un cárcamo regula
dor, cuatro separadores de aceite del tipo placas corrugadas, una laguna biológica fa
cultativa, sin aeración mecánica y una laguna de estabilización.
En planta se tienen fosas de neutralización, cuyo efluente des-carga hacia la laguna Limón.
El efluente del sistema sur es bombeado, uniéndose al efluente •
del sistema norte para verter al Río Mezcalapa.
5 .15 .5 .- Estimación de costos para el control de la contaminación.
En el inciso 5 .15 .3 se recomienda implementar dos separadores de
aceite tipo API, una torre de destilación con arrastre de vapor para el tratamiento de aguas amargas y adecuar las lagunas facultativas a lagunas aeradas mecánicamente,
para capacidades de 100, 50 y 500 1/s, respectivamente.
Por consiguiente, los costos para llevar a cabo lo anterior son:
- Para los separadores API es del orden de $21'981,367 y la torre de destilación de - 224 -
$8'664,311 . Para la adecuación de las lagunas se estima solamente el costo de aerado
res requeridos para remover 600 mg/1 de materia orgánica y la subestación eléctrica para la potencia de aeradores.
Los caballos de fuerza requeridos para mantener condiciones aeró
bicas son :
Requerimientos de oxígeno
0 .6
s
Kg
m3
3
x 1 .41 x 500 — x 86 .4 s -m
d-1
36,547 Kg 0 2 1d
=
Potencia
Si el nivel de transferencia del aerador = 1 .5
rida es :
36,547
40 2 ,
la potencia reque-
HP - hr
= 1,015 HP, lo que representa aproximadamente 20 aeradores de
(1 .5)(24)
50 HP cada uno, con un costo total de $300'000,000.
Respecto a la subestación con capacidad de 1000 KVA, el costo es
de $19'500,000 . aproximadamente.
Por consiguiente la inversión requerida es del orden de - - _
$350'145,678.
5 .15 .6 .- Evaluación.
Basándose en los resultados de caracterización de las aguas resi
duales, asi como en el análisis estadistico de los mismos, se tiene que los parámetros
que están por encima de
las
C .P .D . fijadas para Cactus son : G y A, sulfuros, NH 3 y -
DQO, ésto a pesar de que se cuenta con dispositivos para el control de dichos contami
nantes . Por lo anterior se recomienda implementar : dispositivos adicionales para la
-225-
remoción de sulfuros
y
amoniaco ; y convertir las lagunas facultativas
y
de estabiliza
ción a lagunas aeradas mecánicamente.
5 .16 .- Complejo petroquímico de Ciudad Pemex.
5 .16 .1 .- Producción.
En el complejo de Cd . Pemex sólo se produce azufre, para lo cual
se tienen dos plantas, cuyas capacidades nominales son:
•
P L A N T A
CAPACIDAD NOMINAL
PRODUCTO
(TIA)
AÑO EN QUE
INICIO
Azufre I
Azufre
118 800
1981
Azufre II
Azufre
118 800
1983
5 .16 .2 .- Escenario ambiental.
5 .16 .2 .1 .- Ubicación.
El complejo Petroquímico de Cd . Pemex se sitúa al poniente de dicha ciudad en el estado de Tabasco . Dicha ciudad tiene como coordenadas:
17°53' de latitud norte y 92°29' de longitud oeste.
La población de esta ciudad está estimada en 15,000 hab.
Otras poblaciones cercanas a esta petroquímica son:
LUGAR
Benito Juárez
Belén
Macuspana
Aquiles Serdán
La Curva
Límbano Blandín
El Congo
Tepetitlán
Francisco Bates
Miguel Hidalgo lá Sec .
Miguel Hidalgo 22 = Sec .
Santos Degollado
N2 DE HABITANTES
(miles.)
40
2 .5
40
2 .5
a
a
a
a
2 .5 a
100
15
100
15
2 .5
2 .5
2 .5
15
2 .5
2 .5
2 .5
2 .5
DISTANCIA(Km) Y ORIENTACION
RESPECTO A LA PETROQUINICA.
6
16 .5
16 .5
8
1 .5
16
8
14
9
9
10 .5
3 .5
al
al
al
al
al
al
al
al
al
al
al
al
SW
SW
SW
S
S
SE
SE
ESE
ESE
NNE
NNE
NNE
5 .16 .2 .2 .- Climatología.
En Cd . Pemex prevalece un clima húmedo con abundantes
lluvias en el verano y un porcentaje de lluvia invernal mayor a 10 .2 . Este clima está clasificado como Amf por Kóppen modificado por E . García . La ciudad está enclavada en una región en la que se registran valores medios anuales de temperatura entre -
26 y 28°C y de precipitación total entre 2000 y 2500 mm . Dicha ciudad no tiene estaciones meteorológicas ; las más próximas están en las ciudades de Macuspana y Tepetitlán (aproximadamente 15Km), las cuales reportan lo siguiente:
•
P A R A N E T R O
Temperatura media mensual máxima
Temperatura media mensual mínima
Temperatura media anual
Precipitación total media anual
UNIDAD
°C
°C
°C
nn
ESTACION NETEOROLOGICA
Macuspana
Tepetitlán
27—011
27 — 047
27—057
28 .1 (Jun)
28 .7 (Nay)
29 (Nay)
22 .1 (Ene)
22 .8 (Ene)
23 .1 (Ene)
25 .6
26 .3
•26 .4
2422 .1
2302 .7
2335 .4
Dado que no se tiene información local se anexa a con
tinuación un resumen de los vientos dominantes registrados en Villahermosa, Tab . ; lugar próximo a Cd . Pemex .
- 227 -
ENE
FEB
MAR
ABR
NAY
JUN
JUL
AGO
SEP
OCT
NOV
1971
E2
E2
E2
E2
V2
V2
V2
V2
V2
V2
V2
1972
N2
N2
V2
Y2
N2
N2
N2
N2
V2
V fi
V2
V2
1973
Vl
V2
V2
V2
E1
El
E2
El
Vl
V2
E1
E1
1974
El
E1
E2
El
V1
E1
Vl
E1
SE2
NE 2
VE 2
SE 2
SW
AÑO
1978
1979
SE 2
SE 2
1980
SE l
SW
2
SE 1
SE 1
SE 1
NE 2
SE 2
NE 2
SV1
SE 2
NE 2
NE 2
SE 2
SE 2
NE 2
SW
2
SW
E1
2
2
DIC
SE 1
SW
2
SE 2
Las abreviaturas de los puntos cardinales señalan la procedencia de los —
vientos.
Los
índices superiores sefialan el rango de velocidad.
1:
0 .3 a 1 .5 n/seg.
1 .5 a 3 .3 s/seg.
3 .3 a 5 .4 n /seg.
2:
3:
4:
Mayores de 5 .4 n /seg .
5 .16 .2 .3 .- Hidrología.
Cd . Pemex se localiza en la cuenca del sistema Grijal
va-Usumacinta ; que pertenece a la región hidrológica Río Grijalva-Villahermosa (RH-30)
En dicha cuenca se registran escurrimientos mayores de 1000 mm.
La Petroquímica se encuentra en las cercanías de un conjunto hidrológico formado principalmente por pequeñas lagunas . Las más próximas son :
la del Limón situada a unos 500 m al
SW de la petroquímica y la Laguna Bayo a --
aproximadamente 1 .5 Km al SE de la misma . La mayoría de las restantes se localizan al oriente y al noroeste ; algunas de ellas son de tipo intermitente . Cabe señalar --
que la zona septentrional de la región es un terreno sujeto a inundación.
Las corrientes superficiales importantes en la zona son el río Chilapa y el arroyo Chilapilla afluente del anterior .
- 228 -
El primero corre --
desde el NW y pasa a unos 3 Km al N de la unidad petroquímica ; el segundo pasa a ----
aproximadamente 2 Km al NE y en
su
curso afluye al Grijalva en la Laguna El Viento, a
unos 11 Km al NW de dicha unidad.
Las estaciones hidrométricas más próximas son : la de
Macuspana (57-05) situada a 18 Km al SW de la ciudad, sobre el río Macuspana, el cual
río abajo constituye al Puxcatán que es afluente del Tulija ; y la de Salto de Agua -(07-70) ubicada en el río Tulija a 39 Km al SE que en su curso sucesivamente se denomina Tepetitlán y Chilapa . Los datos que reportan estas estaciones son:
•
ESTACION
VOL .MEDIO ANUAL
EN MILLONES
HIDROMETRICA
AREA DRENADA
EN K. 2
DE n 3
Macuspana (27—05)
4245 .9
1739
Salto de Agua(07—70)
6283 .8
2876
5 .16 .2 .4 .- Fisiografía.
Cd . Pemex se asienta sobre una llanura inundable aluvial costera que forma parte de las llanuras costeras del Golfo Sur.
5 .16 .2 .5 .- Edafología.
En la región en donde se ubica Cd . Pemex, el tipo de
suelo predominante es el Gleysol eútrico secundado por los tipos Gleysol nólico y Flu
visol gleyco ; constituyéndose un terreno arenoso . Tal composición se ve modificada al oriente del río Chilapa en donde predomina el Cambisol vértico seguido por el Acri
sol órtico y el Fluvisol eútrico, en donde la textura es media . Hacia el S de dicha
ciudad también predominan los Gleysoles y Vertisoles constituidos en un terreno arcilloso .
5 .16 .2 .6 .- Usos del suelo y vegetación.
La vegetación predominante en esta región es de tipo
- 229 -
popal el cual se extiende ampliamente en zonas más septentrionales . Hacia el S y W principalmente, se localizan grandes áreas dedicadas al cultivo de pastizal y agricul
tura de temporal . En zonas del oriente predomina la Sabana sobre el Popal, así como
al NW lo hace la selva baja perennifolia.
5 .16 .2 .7 .- Fauna.
La fauna de las inmediaciones de Cd . Pemex es la misma que se indicó para la región de La Venta.
5 .16 .3 .-
Caracterización de las aguas residuales.
Los resultados de caracterización de las aguas residuales descar
gadas por este complejo, se presentan en el cuadro No . 5 .19
Este centro de procesamiento no tiene fijadas condiciones particulares de descarga para los efluentes residuales, por lo que se consideran como refe
rencia los límites máximos permitidos por el Reglamento para la Prevención y Control
de la Contaminación del Agua.
Un análisis estadístico de los valores de cada uno de los paráme
tros presentados en el cuadro No . 5 .19 , muestra que en la descarga 1 los valores de
pH y grasas y aceites rebasan ligeramente los limites permitidos ; en el caso de la -descarga 2, excede la DBO ; y en la No . 3 excede el de grasas y aceites.
Dada la magnitud de la descarga 1 se considera necesario elevar
el pH de la misma, por lo que se sugiere la implementación de un sistema de neutralización consistente en un tanque de agitación mecánica y empleando cal como agente neu
tralizador, o bien conjuntar las tres descargas.
En cuanto a la carga orgánica excedida en la descarga
2,
no se -
cree pertinente implementar algún tratamiento.
En lo que respecta a grasas y aceites se recomienda establecer -
- 230 -
Cuadro No . 5 .19
RESULTADOS DE CARACTERIZACION* DE LAS DESCARGAS DE LAS AGUAS RESIDUALES
DEL COMPLEJO PETROQUIMICO CD . PEMEX
PARAMETRO
LIMITE MAXIMO
DB05
Sólidos sedimentables
G y A
Materia flotante
Temperatura
; p otenciai.ib drógeno
(1)
(2)
(3)
70
21
390
56
1
0 .1
0 .8
0 .1
70
70 .5
67 .5
84 .3
***
ninguna
35
28
34
4
9
4 .5 - 10
Sulfuros
130
ninguna
39 .5
ninguna
27
6 .5
5 .95
18 .05
Caudal
•
DESCARGAS
**
3 .85
85 .7
Nomenclatura :
*
Concentración en mg/1, excepto en los casos de : sólidos sedimentables, ml/1
temperatura, °C ; potencial hidrógeno, pH ; caudal, 1/s.
** Limite máximo permitido por el Reglamento para la Prevención y Control de la Contaminación de Aguas.
*** Ninguna que pueda ser retenida en una malla de 3 mm . de claro libre cuadrado.
(1)
Cuerpo receptor : pantano
(2)
Cuerpo receptor : pantano
(3)
Cuerpo receptor : laguna El Limón.
- 231 -
medidas más estrictas en las políticas de operación para mantener los niveles dentro
de los valores permitidos.
Es importante tomar en cuenta que las consideraciones hechas son
relativas a los límites máximos permitidos y que ( tales descargas son susceptibles de
ser condicionadas en el futuro por la SEDUE y con ello sea necesaria la ampliación de
sistemas de tratamiento adicionales.
5 .16 .4 .-
Dispositivos actuales y en proyecto para el tratamiento de aguas
residuales.
Nivel de tratamiento : Primario.
Tipo de unidades : Se cuenta con un preseparador de aceite y un
separador del tipo API .
Asi mismo existen tres fosas de retención.
Los efluentes vierten hacia la laguna del timón y a pantanos adyacentes .
5 .16 .5 .- Estimación de costo para el control de la contaminación.
De acuerdo a lo expuesto en el inciso 5 .16 .3 se estimó un costo del
orden de $1'142,466 .00 para un tanque con mezclado mecánico de 21 m 3 , con una pro
fundidad de 1 .5 m, y cuya capacidad permitiría neutralizar un caudal de 40 1/s, con un tiempo de retención de 7 min.
5 .16 .6 .- Evaluación.
Con base en los resultados de caracterización de las aguas residuales descargadas por el complejo petroquímico de Cd . Pemex, así como en el análisis
estadístico de tales valores, se tienen que se están rebasando los valores máximos -permitidos para : pH , grasas y aceites y DBO . Dada la magnitud del caudal de la des
carga en la que el pH presentado es de 4 unidades, se recomienda incrementar el
la misma, para lo cual se sugiere implementar un sistema de neutralización.
-232-
pH de
5 .17 .- Complejo petroquímico de Ciudad Camargo.
5 .17 .1 .- Producción.
En este complejo petroquímico sólo se produce amoniaco y anhidri
do carbónico, la capacidad nominal de producción de estos productos es de 132,000 y 165,000 Ton/año, respectivamente.
5 .17 .2 .- Escenario ambiental.
•
5 .17 .2 .1 .- Ubicación.
El complejo petroquímico de Cd . Camargo se encuentra
ubicado en el estado de Chihuahua, aproximadamente 75 Km al SSE de la ciudad de Delicias . Sus coordenadas de localización son : 28°10' latitud norte y 105°28' Long . W.
Algunas pequeñas poblaciones cercanas a este complejo
industrial son :
- Altavista, al NNW, a una distancia aproximada de 3 Km.
El número de habitantes de Altavista está en
el rango de 5001 a 15,000.
- Corraleño, al N, a una distancia aproximada de 13 Km.
El número de habitantes de esta población también está en el rango de 5001 a 15,000.
- La Cruz, al N, a una distancia aproximada de 20 .Km . El
número de habitantes de La Cruz está entre 5001 y 15,000.
5 .17 .2 .2 .- Climatología.
El tipo de clima imperante en la zona en que se en---
- 233 -
cuentra ubicada Cd . Camargo es, de acuerdo a la clasificación de KOPPEN modificada --
por GARCIA, BWhw(w) o sea climas muy secos, semicálidos, con lluvias en verano, preci
pitación pluvial invernal menor del 5%, e inviernos frescos.
La temperatura media anual observada en Cd . Camargo es de 20 .2°C (cifra obtenida con datos de más de 30 años).
La precipitación total anual registrada
es
de 301 .8 mm
(cifra obtenida con datos de más de 30 años).
•
Respecto a la dirección y velocidad de los vientos,se
puede observar del siguiente cuadro que éstos son predominantemente del sureste.
AÑO
ENE
FEB
MAR
ABR
NAY
JUN
JUL
AGO
SEP
OCT
NOV
0IC
1976
SE 2
SE 2
SW 3
SW 3
SE 2
SE 2
SE 2
SE 2
NE 2
NE 2
NE 2
NE 2
1977
NE 2
NE 2
SE 2
SW 3
SE 2
SE 2
SE 2
SE 2
SE 2
SE2
SE 2
SW
1978
SE 2
SE 2
SE 3
SW 3
SW 3
SN2
SE 2
NE 2
NW 2
SW 2
NW 2
SE 1
1979
SN 2
SW 3
SW 3
SW 2
SE 1
SE1
SE 2
SE 2
NE 2
NW 2
N2
SN 2
1980
SE 2
SE 2
NW 2
SW 2
SE 2
SE 2
SE 2
SE 2
SE 2
SE 2
SE 2
SE 2
2
•
5 .17 .2 .3 .- Hidrologia.
Cd . Camargo está localizada en la región hidrológica
No . 24, ésto es la del Rio Bravo Conchos, en la cuenca del rio Conchos- P . El Granero.
Una caracteristica importante de Cd . Camargo es que se encuentra ubicada en un punto en el que empiezan a fluir, casi paralelamente los rios Conchos y Florido, existiendo una distancia entre ellos del orden de 3 Km . Ambas corrientes fluyen hacia el norte para unirse posteriormente y desembocar al Rio Bravo .
-234-
El volumen medio anual conducido por el Río Conchos,medido en la estación Pascualeño, es de 863 .5 millones de m 3 y el área drenada es de
21,842 Km 2 . No se cuenta con datos de caudal del Río Florido.
5 .17 .2 .4 .- Fisiografía.
Fisiográficamente Cd . Camargo se encuentra en la Subprovincia del Bolsón de Mapimi, en una franja de llanura y a la entrada de la misma ;en esta zona no se presentan cambios de fase, el suelo es de tipo aluvial . Al sur y
sureste de Cd . Camargo se localiza una llanura de piso rocoso o cementado, es decir
•
de tipo desértico .
5 .17 .2 .5 .- Edafología.
Edafológicamente Cd . Camargo se asienta en un suelo tipo Regosol calcárico combinado con Xerosol háplico y Yermosol gypsico.
Otro tipo de suelo presente, es el que se localiza al
oriente de Cd . Camargo ; éste es Xh + Rc + XK/2, es decir Xerosol háplico combinado -con Regosol calcárico y Xerosol cálcico de textura media.
5 .17 .2 .6 .- Usos del suelo y vegetación.
Dado que el río Conchos y el Florido casi confluyen -
en el punto en que está localizada Cd . Camargo, se dispone de agua a lo largo de las
riberas de ambos ríos, aprovechándose ésta para el riego agrícola . Puesto que las co
rrientes de agua superficiales mencionadas fluyen de SW
y
del Se, respectivamente
y -
posteriormente su curso es casi paralelo y hacia el norte se ha formado una zona de riego agrícola en forma de Y invertida en cuyo centro se localiza Cd . Camargo.
Fuera de la zona de riego, la vegetación presente es
básicamente de matorrales.
5 .17 .2 .7 .- Fauna .
- 235 -
La fauna silvestre presente en la zona en que está -ubicada la instalación petrolera de Cd . Camargo es la siguiente;
Aves:
Olor columbianus
Cisne chiflador
Ansar blanco
Chen hyperborca
Anser albifrons
Anas diazi
Oca salvaje
Pato triguero
Codorniz escamosa
Callipepla aquamata
Zenaidura macroura
Huilota
Paloma de alas blancas
Zenaida asiatica
Mamíferos :
Liebre de cola negra
Coyote
Lepus californicus
Canis lafrans
Lobo
Zorra norteña
Zorra gris
Canis lupus
Vulpes n acrotis
Urocyon cinereorgenteus
Cacomixtie
Mapache
Tlalcoyote
Zorrillo listado
Bassariscus astutus
Procyon lotor
Taxidea taxus
Mephitis n acrouro .
Zorrillo de espalda blanca
Puma
Gato montés
Conepatus mesaleucus
Felis concolor
Lynx rufus
Bura
Venado cola blanca
Berrendo
Odocaileus hemionus
Odocaileus virginianus
Antilocapra americana
5 .17 .3 .- Caracterización de las aguas residuales.
Los resultados de caracterización de las aguas residuales descar
gadas por este complejo petroquímico, se resumen en el_ cuadro No . 5 .20
; en él se --
aprecia que algunos parámetros rebasan las condiciones de descarga fijadas por la - SEDUE .
Un análisis estadístico de 7 valores de cada uno de los paráme tros del cuadro No . 5 .20 , considerando intervalos de confianza del 95% y un caudal
de 12 1/s indica que se están descargando en exceso los siguientes contaminantes:
- 236 -
CUADRO No . 5 .20
RESULTADOS DE CARACTERIZACION* DE LAS DESCARGAS DE LAS AGUAS RESIDUALES
DE LA UNIDAD PETROQUIMICA DE CIUDAD CAMARGO
PARAMETROS
C .P .D .
DESCARGA (1)
e
SST
50
171 .9
G y A
10
16 .3
Materia flotante
**
nin guna
Temperatura
35
25 .9
Potencial hidrógeno
DB0 5
Coliformes fecales
Caudal
6- 9.
9 .2
50
15 .6
1,000
",
8,019
12
Nomenclatura:
C .P .D . Condiciones Particulares de Descarga.
* Concentraciones en mg/l, excepto en los casos de : temperatura, °C;
potencial hidrógeno, pH ; coliformes fecales, NMP/100 ml ; caudal, 1/s.
** Ninguna que pueda ser retenida por una malla de 3 mm . de claro libre
cuadrado.
(.11 Cuerpo receptor : río Florido .
EXCESO
CARGA
Sólidos sedimentales
4 .5 n 1/1
4 .66 n3/día
Grasas y Aceites
5 .22 n g/1
5 .41 Kg/día
P A R A M E T R O
Dada la pequeña cantidad estimada por medio del análisis estadís
tico, no se recomienda la instalación de dispositivos adicionales para el control de
la contaminación, si bien es necesario implementar políticas de operación más efic aces y estrictas.
5 .17 .4 .- Dispositivos actuales y en proyecto para el tratamiento de aguas
residuales.
Nivel de tratamiento : Primario.
Tipo de unidades : Actualmente hay un separador de aceite del ti
po API y en planta existe una fosa de neutralización.
El efluente vierte
al
río Florido .
El caudal tratado no se pudo
obtener .
5 .17 .5 .- Estimación de costos para el control de la contaminación.
Los resultados obtenidos sobre calidad del agua de la descarga cumple con lbs requerimientos fijados por SEDUE, por consiguiente no se requieren inversiones adicionales al tratamiento existente.
5 .17 .6 .-
Evaluación.
Con base en los resultados de caracterización de las aguas residuales y en el análisis estadístico de tales valores, se tiene que este complejo
troquímico está cumpliendo con las C .P .D . fijadas por la SEDUE.
- 238 -
pe-