Lijado con Máquina de Banda Ancha
Anuncio

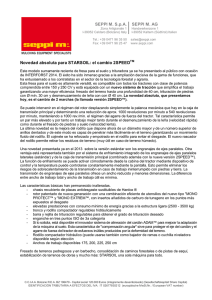
MAQUINARIA Lijado con Máquina de Banda Ancha: Versatilidad para Lograr Piezas Perfectas. Fabrizio Ciurlo (*) Gerente Ekamant Colombia E.U La lijadora de banda ancha, conocida también como calibradora lijadora, es uno de los equipos que registra un uso cada vez más frecuente en la industria nacional dada la versatilidad y eficiencia que ofrecen a pequeños y grandes fabricantes de artículos de madera. l mercado actual exige calidad en los acabados, precisión en las piezas y alta eficiencia en los procesos para reducir los costos de fabricación y por ende, los precios al consumidor. Esta es la razón por la que máquinas como las lijadoras de banda ancha ganan terreno en el mundo y se convierten en una excelente opción para aumentar la productividad gracias a su variedad de servicios. Se trata de equipos diseñados que lijan o calibran materia prima, o calibran y lijan, según las necesidades de la empresa y las configuraciones de la máquina, teniendo en cuenta, claro, que existen una diferencia neta entre un proceso y otro. El primero es aquel con el que se busca obtener piezas homogéneas en su espesor, es decir que sean todas 100 iguales en su medida. El segundo proceso, el lijado, prepara las piezas para recibir el acabado final, ejecutando una serie de pasos para suavizar la superficie, utilizando una secuencia de lijas para tal fin. Esta es la razón por la que una máquina configurada para calibración, nunca dará un acabado suficientemente bueno a pesar de la lija que se use, y una máquina para lijado nunca podrá calibrar correctamente las piezas. Foto: Catálogo SCM E En este sentido las máquinas de banda ancha (una forma más exacta de nombrarlas), están en capacidad de ofrecer estos servicios pues lijan longitudinalmente, basándose esencialmente en tres tipos de grupos lijadores o elementos de contacto: los rodillos, los patines y los trasversales (Ver diagramas 1 y 2). Visítenos en: www.revista-MM.com MAQUINARIA Diagrama 1 Rodillo Transversal Patín Diagrama 2 La dureza y el diámetro están estrechamente relacionados con la cantidad de material a remover pues –dependiendo del grano de lija usado– cuanto más duro el rodillo y menor su diámetro, más cantidad de material retirará, esto quiere decir que no todos los rodillos sirven para calibrar porque, como se verá más adelante, los de diámetros mayores y blandos son especiales para el trabajo de lijado fino. Rodillo duro Dirección del avance Unidad Transversal Las unidades transversales no trabajan longitudinalmente sino a través, y juegan un papel muy importante en ciertos tipos de trabajos. Los grupos lijadores, o mejor, sus elementos de contacto, pueden tener muchas características diferentes y se pueden combinar de varias formas, con el fin de obtener distintos resultados en diferentes materiales. Los Procesos Básicos • La Calibración Normalmente, en el proceso de calibrado se remueve gran cantidad de material, pues se resuelven las pequeñas diferencias de espesor resultante de los maquinados, además de las marcas de cuchillas surgidas del planeado y el cepillado. La operación se realiza con lijas “gruesas” y el grupo de lijado más apto para esto es el rodillo, que puede tener varios diámetros y ser fabricado en acero o recubierto de caucho de diferentes durezas (shore). Visítenos en: www.revista-MM.com deben ser evaluadas cuidadosamente para configurar una máquina flexible que permita lijar con calidad, la mayor cantidad de materiales posibles. Por ejemplo, una máquina lijadora de banda configurada para trabajar enchapados exclusivamente, no dará los mismos resultados de calidad sobre madera sólida o sobre piezas pintadas, por lo tanto, es una máquina poco flexible pero altamente especializada para obtener grandes volúmenes de producción en trabajos específicos. Rodillo blando El lijado demanda entonces, además del uso de rodillos de diámetro Más REMOCIÓN Menos mayor y más blandos, una mayor “sensibilidad” de la máquina, de allí el uso de granos finos para 175 mm 300 mm una remoción de materia limitada o lo más mínima posible, a fin de no dañar los granos, DUREZA GRANO RECOMENDADO asegurar un acabado óptimo y no perder la “efectividad” Acero / 90 º shore 24 – 80 Granos gruesos de la lija y de las unidades de 90 - 80 º shore 60 – 100 Granos gruesos lijado. Es aquí donde juegan 70 - 60 º shore 80 – 120 Granos gruesos un papel muy importante la dureza de los rodillos y las 60 - 50 º shore 120 – 180 Granos medio finos unidades tipo patín. 50 - 40 º shore 150 – 240 Granos medio finos 30 - 20 º shore 240– 600 Granos finos • El Lijado. El lijado, a comparación del calibrado, es un proceso más complejo que el anterior. Aquí no se pueden ni se deben reparar errores de procesos anteriores porque su objetivo es básicamente, preparar la superficie para el mejor acabado posible, efecto que dependerá de la secuencia de granos usados, de la calidad buscada y, muy importante, de la configuración de los grupos de lijado. En este sentido, existe una gran variedad de posibilidades que Los patines son unidades que tienen una superficie de contacto más ancha y plana, es decir, que tocan las piezas en forma amplia y recta, diferente a los rodillos que trabajan un sólo punto tangente sobre las piezas, lo que hace que los patines sean indispensables para el logro de una superficie de gran calidad de lijado. Vale señalar que este tipo de unidades, dado que son blandas, no deben usarse nunca para lijados de alta remoción, pues se deformarán a causa de la presión ejercida sobre la pieza, lo que dejará como resultado superficies de mala calidad, levemente deformadas, y sin llegar a remover la cantidad requerida. 101 MAQUINARIA Detalle del patín Tela de Fieltro Lámina de acero grafito 8-10 mm 0,5-1,5 mm Los patines pueden ser de distintos tipo: Patín rígido Patín neumático Barra de acero Fieltro Grafito Aire comprimido Patín seccionado neumático (piano pad) Los patines rígidos y neumáticos son los más comunes en máquinas sencillas, mientras que los seccionados –más especializados y sensibles– son propios de los equipos modernos. Éstos proporcionan, si se usan correctamente, una mejor calidad en el acabado dado que se controlan electrónicamente, hecho que también aumenta significativamente el costo de la máquina. - El Lijado Transversal: Pese a que se trata de una unidad especializada para trabajos muy particulares, y por lo tanto es poco utilizada actualmente, la industria ha comenzado a demandarla poco a poco reconociendo su gran aporte en la reducción de costos de lijado con la disminución drástica 102 en el consumo de bandas anchas por taponamiento precoz (1). Las bandas de este tipo de unidades, que son regularmente angostas y que no sustituyen las bandas anchas sino que las complementan, cortan a través de la veta de la madera trabajando perpendicularmente al avance de la máquina, facilitando el trabajo posterior de las unidades longitudinales y reduciendo la necesidad de remoción de las mismas. Este tipo de grupo lijador se recomienda especialmente para el trabajo de piezas enchapadas en las que con frecuencia se hallan cintas de papel en las uniones, pegante en los bordes y/o en la superficie, pero sobre todo, cuando se trabajan chapas de diferente densidad, que dificultan la obtención de buenos acabados. Este tipo de grupo es esencialmente un rodillo en el que van montadas cuchillas en vez de una lija, y que permiten cortar la madera de la misma forma que lo haría un cepillo pero con la ventaja de generar un ancho de corte muy superior al de aquellos, pues utiliza todo el ancho de mesa de la máquina. Por esta razón pueden cortar mucho más de lo que lograría remover cualquier lija, dejando a las unidades de lijado mucho menos material para “comer”, reduciendo así las múltiples pasadas de material por la máquina y disminuyendo el consumo de lija dramáticamente. De igual forma, son útiles en el lijado de maderas de densidades muy variables como el pino, el moho y todas aquellas blandas o semi blandas con mucha veta, así como para lijar tableros enchapados y enlistonados, y en la fabricación de pisos de madera maciza o laminados. También se utilizan, con lijas de granos finos, en la preparación de piezas con lacas o selladores. Rodillo con cuchillas intercambiables Rodillo en acero acanalado Rodillo lijador cubierto en goma Respecto a las Unidades de Corte Adicional a las unidades mencionadas, la industria ha comenzado a utilizar también, con mayor frecuencia, los grupos equipados con cuchillas de corte, muy útiles para quienes trabajan madera maciza, y especialmente para los que producen tableros de listones. Grupo cepillo HPL Foto: catálogo SCM Unidad o grupo tipo patín Visítenos en: www.revista-MM.com MAQUINARIA Configuraciones: Opciones para la Productividad. Después de esta breve descripción de los componentes esenciales de una máquina lijadora de banda ancha, presentaré a continuación algunas configuraciones que son las más comunes y flexibles, muy útiles en casi cualquier fábrica pequeña o grande. • La primera y más sencilla de todas es la calibradora, máquina dotada con un sólo grupo lijador, tipo rodillo, generalmente de acero o de caucho duro de 80-90 shore, especial para trabajos de elevada remoción, para usar con lija de granos gruesos y que ofrece un alto rendimiento en el dimensionamiento de las piezas. Dada su especialidad, ésta no debe utilizarse para trabajos de lijado fino, pues el elemento de contacto es muy duro y por lo tanto dejará marcas sobre las piezas lijadas aun si se utilizan lijas de granos finos. Una variación de éste tipo de configuración es la máquina con dos, tres o más rodillos, de diferente dureza y diámetro, para el calibrado y lijado. Visítenos en: www.revista-MM.com Avance • La lijadora calibradora de rodillo y grupo combinado rodillo patín, es una de las máquinas más usuales y flexibles del mercado, aunque si se trata de lograr acabados de alta calidad tiene algunas limitaciones importantes. Como se desprende de su nombre, tiene dos grupos: el primero es un rodillo y el segundo un combinado de rodillo y patín. Si se configura el primer rodillo para calibrado pesado su capacidad de lijado de calidad será aún más limitada, y si se configura el primer rodillo con un caucho muy blando, su capacidad de calibración también será limitada. Una configuración ideal podría ser la siguiente: • La lijadora calibradora de rodillo y patín, aunque muy parecida a la anterior, es una máquina dirigida especialmente a lograr acabados de mejor calidad dado que sus elementos de contacto son más blandos. Se trata realmente de un equipo más lijador que calibrador –no apto para el calibrado pesado con granos gruesos– que normalmente se usa en fábricas que utilizan una calibradora propiamente dicha antes de ésta máquina. Esta configuración, en particular, es apta para trabajo sobre enchapados, acabado de pisos, piezas planas de todo tipo –tanto en macizo como en enchapado– tapas de mesas, costados, peldaños de escaleras, patas, frentes de cajones; en realidad cualquier pieza puede trabajarse en ella pero se debe tener la plena certeza de que han sido calibradas previamente pues los granos que se utilizan usualmente son 120 y 180 o incluso 150 y 220, por lo tanto no pueden remover diferencias de espesor de las piezas que se derivan de otros procesos. (Ver diagrama 3) • En cuanto a máquinas más especializadas, se pueden pedir y El primer rodillo toca la superficie con un grano grueso removiendo el 70 por ciento de la necesidad total, el segundo toca más suavemente la superficie removiendo un 20 0 por ciento del total, y el patín dará el acabado removiendo el 10 por ciento restante. Ejemplo: Remoción total 1mm. - 1er rodillo removerá 7 décimas, 0.7mm. - 2do rodillo removerá 2 décimas, 0.2mm. - Patín removerá 1 décima, 0.1mm. Foto: catálogo SCM De igual forma resulta una solución altamente productiva, aunque bastante costosa, para procesar tableros enlistonados dado que en ellos las uniones por lo general no son perfectas a causa de los conocidos traslapes en la superficie –a veces de altura tal que no se pueden nivelar solo con lija dada la demanda de tiempo y el alto consumo de banda que genera– además del pegante que damnifica irremediablemente las lijas. La versatilidad, precisión y calidad en el corte que ofrece esta unidad la hacen ideal. Rodillo 80-90 shore Rodillo 50-60 shore,-Patín Avance 103 MAQUINARIA Diagrama 3 Rodillo 40-50 shore A NIVEL DE PRECIOS… Patín Hay una enorme variedad de máquinas y opciones de configuración, no sólo en cuanto a los grupos lijadores incluidos en las máquinas, sino también al ancho de la mesa de trabajo y la velocidad de avance. Como ejemplo, tomaremos una máquina con un ancho útil de trabajo de 1100 milímetros: Avance configurar con cuantos grupos se crea necesario de acuerdo al tipo de trabajo a desarrollar. Por ejemplo, una de las maquinas que se ha vuelto más común hoy en día es la transversal - rodillo - patín, excelente para el trabajo sobre superficies enchapadas de gran calidad y valor. Esta funciona con un primer grupo que trabaja transversalmente a las vetas, produciendo un corte muy limpio en vez de un aplastamiento, lo que da como resultado que los siguientes grupos tengan un lijado más suave y económico en términos de gasto de bandas y se obtenga una superficie de acabado muy superior. Vale señalar que estas máquinas son muy “sensibles”, por lo que el transversal está dotado también de un patín, que al igual que el grupo patín, es seccionado o sectorizado, es decir que está dividido en varias partes para garantizar que la pieza sea tocada en su ancho y largo exacto, lo que resulta muy útil para no “pelar” los bordes, o cuando se trabajan piezas planas de formas irregulares. Hasta este punto se han descrito las máquinas más usuales y flexibles, que aunque pueden tener diferencias de construcción, accesorios y detalles según el fabricante, tienen todas, esencialmente, el mismo principio. El grado de sofisticación con que se quiera controlar la máquina es 104 - Un solo grupo lijador, rodillo duro, para calibrar: De este tipo se pueden encontrar máquinas desde 18.000 euros hasta los 25.000 euros, dependiendo de la marca, el tipo de avance y velocidad del mismo, del control de la máquina y de la altura útil de trabajo (espesor máximo y mínimo que puede lijar). Funcionamiento de un patín tanto de grupo transversal como de grupo patín. De arriba abajo y derecha a izquierda, la pieza es sensada en su forma a medida en que avanza. Los sectores o secciones del patín van tocando la superficie de la pieza de acuerdo a su forma, en su ancho y largo exacto, hasta que sale de la máquina. una historia diferente, y se pueden encontrar enormes diferencias entre unas y otras en cuanto a la regulación de los grupos lijadores, a la precisión, a los elementos de contacto, al tamaño de las bandas utilizadas, y lógicamente al precio mismo. Sin embargo, un buen estudio de las necesidades de la empresa y de los beneficios deseados ayuda siempre a identificar correctamente la configuración ideal y evaluar así también, con criterio, los distintos - Dos grupos lijadores, un rodillo y un combinado rodillo patín, desde los 22.000 euros hasta 35.000, teniendo en cuenta las mismas consideraciones antes mencionadas. Igual precio para las maquinas equipadas con dos grupos lijadores, rodillo y patín. - Tres grupos lijadores, transversal, rodillo y patín, desde 40.000 euros a los 75.000, teniendo en cuenta las mismas consideraciones ya mencionadas. - Dos grupos, unidad de corte y rodillo, desde 50.000 euros a 75.000 euros. Los valores mencionados son meramente indicativos, y pueden variar significativamente de acuerdo a la marca y las demás consideraciones ya citadas, así como a la los elementos neumáticos y a la sofisticación en el control de la máquina que puede ser totalmente mecánico-eléctrico o electrónico (CNC, Control Numérico Computarizado). Visítenos en: www.revista-MM.com MAQUINARIA precios que ofrece el mercado en máquinas que son aparentemente muy similares. Como se explica existen una gran variedad de posibilidades y aspectos relacionados con estos equipos, imposibles de agotar en un sólo artículo, de hecho se abordarán en números próximos temas como la observación y detalles técnicos en cuanto a máquinas específicas, el proceso de lijado con máquinas de banda ancha, las variables importantes a considerar a la hora de calibrar y lijar y los defectos del lijado, entre otros. Para las empresas del sector y la industria en general, conocer las opciones que la tecnología desarrolla para hacer más fácil y rentable el trabajo es más que una necesidad, una obligación. En particular este es un segmento hoy, altamente tecnificado en cuanto a máquinas y productos se refiere. Por eso es imperativo conocer con profundidad tanto los procesos como los Visítenos en: www.revista-MM.com recursos para ejecutarlos, no sólo para evaluar mejor cualquier decisión, sino para lograr productividad, eficiencia, economía y sobre todo, calidad. M M REVISTA & EL MUEBLE Y LA MADERA Citas (1) Ocurre cuando la lija tiene corte todavía pero sus granos se tapan debido a que son cubiertos por partículas de madera (polvo, aserrín) y dejan de hacer contacto con la madera, no cortando las fibras sino aplastándolas y brillando o quemando la superficie que se está lijando. Fuente: (*) Fabrizio Ciurlo. Diseñador industrial con estudios en procesos de producción, tecnología industrial y mantenimiento dirigidos específicamente, a la industria de transformación de la madera y sus derivados. Experiencia en producción en varios países desde 1984. Actualmente gerente de Ekamant Colombia E.U., filial de Ekamant Suecia, encargado de desarrollo y soporte técnico para toda América Latina, y asesor industrial en varias empresas del sector en diferentes países. Correo electrónico: [email protected] 105