Procesos de Soldadura por Arco Eléctrico por Arco Eléctrico
Anuncio

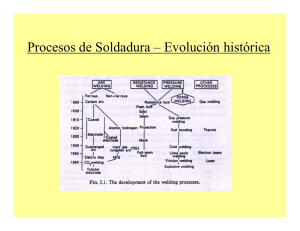
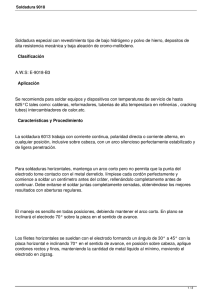
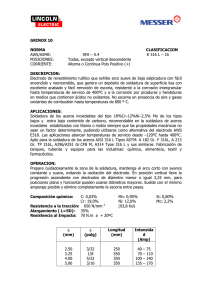
2016 – 1erC Procesos de Soldadura por Arco Eléctrico Evolución Histórica Evolución Histórica Antecedentes Histórico Sir Humphry Davy demuestra en 1808 que es posible conducir electricidad en el aire entre dos electrodos. Bernados, oriundo de Rusia pero radicado en Inglaterra, demuestra en 1885 que con un arco establecido entre un electrodo negativo de carbón y un ánodo metálico es posible producir una fusión localizada y utilizarla para unir piezas metálicas. Patenta el primer dispositivo de soldadura manual. Slavianoff en 1892 reemplaza el electrodo de carbón por una varilla metálica introduciendo el concepto de electrodo consumible. Kjellberg, un sueco, obtiene en 1907 la primera patente de un electrodo revestido manual. Sería el fundador de la firma ESAB. Física del Arco Eléctrico Arco termoiónico: - Electrodo inconsumible de tungsteno (cátodo). - Atmósfera de gas inerte. Física del Arco Eléctrico Arco termoiónico: - Electrodo inconsumible de tungsteno (cátodo). - Atmósfera de gas inerte. En este modelo los electrones son emitidos desde el cátodo (-) caliente y son acelerados en el campo eléctrico aplicado entre el electrodo y la pieza. Al colisionar con las moléculas del gas inerte le ceden su energía aumentando la temperatura de las mismas. Cuando se alcanza la energía térmica suficiente las moléculas de gas se ionizan y el proceso se vuelve autosostenido. Los iones positivos producidos en la columna de plasma son acelerados hacia el cátodo, donde ceden su energía por colisión aumentando la temperatura del mismo, permitiendo la continuidad de la emisión. Polaridad DC Electrodo Positivo (Polaridad Inversa) DC Electrodo Negativo (Polaridad Directa) Denominación de los Procesos SHIELDED METAL ARC WELDING (SMAW): Soldadura con electrodo revestido manual. GAS METAL ARC WELDING (GMAW): Soldadura con alambre macizo continuo bajo protección gaseosa. GAS TUNGSTEN ARC WELDING (GTAW): Soldadura con electrodo de Tungsteno bajo gas inerte. GAS SHIELDED FLUX CORED ARC WELDING (GSFCAW): Soldadura con electrodo tubular bajo protección gaseosa. SELF SHIELDED FLUX CORED ARC WELDING (SSFCAW): Soldadura con electrodo tubular autoprotegido. SUBMERGED ARC WELDING (SAW): Soldadura por arco sumergido. SMAW SHIELDED METAL ARC WELDING (SMAW): Soldadura con electrodo revestido manual. SMAW Equipo para Soldadura Manual. SMAW Fabricación de Electrodos: Pasta Alambre Extrusión en forma concéntrica Despuntes Impresión Oreado y secado Funciones del Revestimiento Metalúrgica: Protección por gas Protección por escoria Desoxidación Fuente de aleantes Suceptibilidad a la humedad Eléctrica: Iniciación del arco Estabilidad del arco Mayor o menor penetración Presencia de salpicaduras Reencendido Sobre la Manipulación: Rango de fusión de la escoria Viscosidad de la escoria Tensión interfacial metal/escoria Desprendimiento de la escoria Sobre la Manufactura: Formación de la pasta - Extrudabilidad Adherencia de la pasta al alambre Resistencia del revestimiento a la fisuración en secado Resistencia del revestimiento al daño durante el transporte y el manipuleo Facilidad de despunte Posibilidad de impresión Posibilidad de colorearlos Tipos de Revestimiento Celulósico: Alto contenido de celulosa => Arco eléctrico muy enérgico. Apto para toda posición y alta penetración. Producen poca escoria y abundante salpicaduras. Buenas propiedades mecánicas. Rutílico: Componente Principal: Rutilo (forma natural del TiO2) Excelente operatividad: su arco es suave altamente estable, de penetración mediana, pocas salpicaduras y finas fáciles de desprender, mucha escoria. Peores propiedades mecánicas. Básico: Componentes Principales: Fluorita (CaF2 natural) y Calcita (CaCO4 natural). Operatividad intermedia y poca penetración. Son conocidos como “Electrodos de Bajo Hidrógeno”. Mejores propiedades mecánicas. Clasificación AWS de Electrodos E XX Y Z (Por ejemplo: E 6013) E: Electrodo XX: Resistencia a la tracción mínima [kpsi o MPa/10] Y: Posición: 1: Todas (Plana o Bajo Mano, Horizontal, Vertical, Sobre Cabeza) 2: Solamente Plana y Horizontal Z: Tipo de Revestimiento y Tipo de Corriente & Polaridad GMAW GAS METAL ARC WELDING (GMAW): Soldadura con alambre macizo continuo bajo protección gaseosa. GMAW Equipo para Soldadura Semiautomática: Transferencia Metálica Las fuerzas que se ponen en juego en la transferencia metálica en el arco eléctrico son de diversos orígenes: Tensión Superficial (Fs) Gravedad (Fg) Electromagnéticas (Fm) Arrastre (Fa) Reacción (Fe) Transferencia Metálica De acuerdo a cuales sean los distintos tipos de fuerza controlantes se tendrán diversos modos de transferencia metálica: Corto Circuito Globular Spray FCAW GAS SHIELDED FLUX CORED ARC WELDING (GSFCAW): Soldadura con electrodo tubular bajo protección gaseosa. FCAW SELF SHIELDED FLUX CORED ARC WELDING (SSFCAW): Soldadura con electrodo tubular autoprotegido. FCAW Fabricación de Alambres Tubulares: GTAW GAS TUNGSTEN ARC WELDING (GTAW): Soldadura con electrodo de Tungsteno bajo gas inerte. PAW PLASMA ARC WELDING (PAW): Soldadura Plasma. SAW SUBMERGED ARC WELDING (SAW): Soldadura por arco sumergido. Procesos de Soldadura por Arco Eléctrico Tipos de Fuentes CC / I=Cte. Corriente Constante CC / V=Cte. Tensión Constante Tipos de Fuentes Fuente Monofásica Fuente Tipo Inverter

![BIBLIOGRAFÍA [1] “AWS Welding Handbook”, Miami American](http://s2.studylib.es/store/data/007070103_1-1cb90d14db9ed61d09154630c8a1584d-300x300.png)