Crisoles - Fycomex
Anuncio

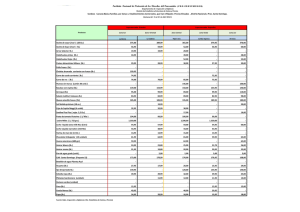
w w w . f y c o m e x . c o m Crisoles de carburo de silicio Manejo Trate siempre con extremo cuidado los crisoles para evitar dañarlos, evitando así que su vida normal quede reducida. Aún los daños que parecen insignificantes como el erosionado del vitrificado o astillado, pueden resultar en un acortamiento de la vida del crisol, tiempo de fusión más largos y consumo de combustible más alto. Almacenamiento 1. Almacene los crisoles en un lugar templado y con atmósfera seca. 2. Ponga siempre los crisoles sobre pallets, nunca sobre el suelo. 3. No ponga crisoles unos dentro de otros. 4. Al apilar crisoles, coloque algún cartón u otro material de separación entre los diferentes pisos. Instalación General 1. Para reducir al mínimo las tensiones en la base del crisol, durante el calentamiento, utilice siempre una peana de iguales características térmicas que el crisol. 2. Utilice una peana que proporcione un asiento completo a toda la base del crisol. (ver fig. 1). 3. Utilice una peana de altura suficiente que coloque la base del crisol en la línea central de la llama del mechero (ver fig. 2). 4. Asegúrese que tanto el crisol como la peana se colocan bien centrados dentro de la cámara del horno. Un descentrado de crisol ocasionara una vida de crisol mas corta, mayor tiempo de fusión y por tanto mayor consumo de combustible. Utilice una peana nueva para cada crisol. A menudo la reutilización de una pena Hornos LiftOut Utilice un material entre crisol y peana para evitar que se peguen. Una pequeña capa de polvo de coca o algún material similar a base de carbón, aplicado entre cada fusión, es suficiente. El balancear y apalancar un crisol que de ha pegado a la peana suele ser la causa de grietas en la pared inferior del crisol. Hornos Bale-Out 1. Coloque las piezas refractarias de la tapa de tal manera que deje un espacio de tolerancia de unos 3 mm, todo alrededor de la jofaina. El no dejar este espacio para expansión del crisol y el revestimiento del horno suele ser la causa de rotura en la parte superior del crisol. w w w . f y c o m e x . c o m w w w . f y c o m e x . c o m 2. Cierre el espacio dejado entre la tapa del horno y el crisol con algún material aislante. Asegúrese de que no se introduce material aislante entre el crisol y la tapa del horno. Esto puede hacer que la parte superior del crisol, tapada por el aislante, se quede fría que produce su oxidación y consiguiente debilitamiento. 3. Asegúrese que queda un espacio de unos 9mm. todo a lo largo del aro de hierro que se introduce en el crisol, de tal manera que permita la expansión de aro y del crisol. Hornos eléctricos a resistencias 1. - Las condiciones oxidantes en los hornos con resistencia eléctricas, que a menudo tardan un tiempo considerable en llegar a la temperatura de trabajo, requieren una protección especial del crisol que evite su debilitamiento por oxidación. 2. - Es muy importante que se evite la entrada de aire en la cámara del horno. Los agujeros o canales por donde entran las resistencias eléctricas y las salidas de drenaje, debe cuidarse que estén bien cerrados. La salida de drenaje debe estar cerrada con una plancha de zinc que se funda cuando haya una fuga de metal líquido desde la cámara del horno. Hornos basculantes 1. - Coloque la peana bien sujeta y centrada sobre la base de metal del horno y rellene el hueco que quede entre estas dos peanas con un material apropiado como el fireclay patching no. 2 (vea fig. 2,3 y 4). 2. - Aplique una delgada camada de cemento Morcem 900 (mezclada con agua caliente hasta seguir una crema pastosa) sobre la peana, excepto en el realce que llevan algunos tipos de peana (ver fig. 2,3 y 4). 3. - Posiciones el crisol sobre la peana, cuando el Cemento Morcen 900 todavía esté húmedo, asegurándose que, cuando lo haya, el realce quede bien colocado sobre el hueco que lleva el crisol en su base y de que el crisol queda bien centrado en su parte superior. 4. - Coloque los ladrillos de sujeción sobre los ladrillos soporte ya colocados en el revestimiento del horno. Asegúrese que hay un espacio de unos 3mm. entre estos ladrillos de selección y la pared del crisol que permita la expansión. Los ladrillos de sujeción deberán ser colocados siempre a una distancia no cercana al borde del crisol (ver fig. 3). Crisoles con pico Asegúrese que hay un espacio de unos 38mm. debajo del pico, de tal manera que permita el normal asentamiento del crisol en uso. El no dejar este espacio puede producir la rotura del pico despegándose del crisol, al quedarse éste colgando por el pico en el horno (ver fig. 3) w w w . f y c o m e x . c o m w w w . f y c o m e x . c o m Extensiones del pico 1. - Cuando se utilizan extensiones con pico de colada, debe asegurarse que se hace un buen ensamble en ña junta de esta extensión con el crisol. Si es necesario, alise la superficie para hacer un mejor cierre (ver fig. 2.) 2. - Unte un poco de Morcen 900, en las dos caras a ensamblar (ver fig. 2). 3. - Coloque la extensión sobre una camada de fireclay patching no. 2 a un nivel que esté 6mm. debajo del interior del pico del crisol (que proporcione el efecto de una esclusa al metal fundido y para evitar que haya pérdida de metal líquido en la junta), y presione firmemente contra el pico del crisol (ver fig. 2). Tubos de colada Con los tubos de colada deberá procederse igual que para las extensiones del pico, únicamente que la colocación deberá hacerse para que el interior del tubo esté a 25mm. debajo del recorte del vertido del crisol. Coronas 1. - Compruebe que el diámetro interno de la corona es igual o ligeramente inferior que el del crisol, a fin de evitar el que la parte superior del crisol quede sin protección en el interior de la corona. Cualquier borde que pudiera quedar en el interior se llenará de metal y de escoria que erosionará la parte superior interior del crisol rápidamente (ver fig. 3). 2. - Asegúrese que se ajusta lo mejor posible la corona al borde superior del crisol, utilizando cemento Morcem 900 (ver fig. 3). 3. - Rellene el hueco dejado en el círculo entre la corona y la tapa del horno con fireclay patching no. 2 dejando las salidas de gases según se precisen (ver fig. 3,4 y 5). Vertidos por el borde superior del crisol. Con este tipo de crisol no se usan ladrillos de sejeción. El crisol se sujeta firmemente por la tapa del horno a través de la cual pasa su parte superior. Se debe tener un cuidado especial en rellenar el espacio circular dejando entre el crisol y la tapa de gases según se precise (ver fig. 4 y 5). w w w . f y c o m e x . c o m w w w . f y c o m e x . c o m Carga 1. - Tan pronto como todo el crisol haya llegado al color rojo cargue y funda inmediatamente, ya que un precalentamiento prolongado con el crisol vacío únicamente representa aumento en el consumo de combustible y menor vida del mismo crisol. 2. - Siempre que sea posible cargue el crisol estando éste en posición vertical. 3. - De ser posible cargue primero chatarra ligera a fin de que sirvan de colchón a la piezas pesadas. 4. - Utilice tenazas para cargar las piezas pesadas o grandes, evitando así dañar el crisol. 5. - Coloque las piezas grandes y los lingotes en posición vertical para evitar acuñamientos y para que no se formen oquedades. 6. - No apriete la carga en el crisol. Permita siempre que haya suficiente espacio para la expansión del metal. La expansión del metal es aproximadamente 7 veces mayor que la expansión del crisol. Fusión y colada General 1. - Funda tan rapidamente sea posible. 2. Evite el sobrecalentar la colada. Funda siempre a la temperatura mas baja que le permita el proceso o la pieza a fundir. 3. Evite el mantener el metal fundido por largos espacios de tiempo, a alta temperatura. Cuele el metal tan pronto haya terminado la fusión, vaciando el crisol tan pronto como sea posible. 4. Evite retrasos entre fusiones y procure utilizar el crisol cuanto más veces sea posible al día. Tenazas y manerales 1. -Con los hornos Lift-Out (de foso) utilice tenazas de abrazadera y asegúrese de que éstas se ajustan adecuadamente al crisol. 2. Los mecanismos de levantamiento de crisoles que de basan en presión interna sobre el crisol deben ser utilizados con la correspondiente reserva ya que presión excesiva puede resultar en el rajado o rotura del mismo. 3. - No enganche o presiones nunca un crisol cerca de su borde superior. procure agarrarlo por la parte inferior donde la fuerza de la tenaza se puede distribuir más uniformemente por la superficie del crisol. w w w . f y c o m e x . c o m w w w . f y c o m e x . c o m Adición de fundentes 1. - Asegúrese de que se utiliza el fúndente correcto para: a) la aleación a tratar. b) la temperatura de la aleación. 2. - Utilice la cantidad mínima de fúndente necesaria para obtener las características metalúrgicas requeridas. 3. - Mantenga un control de temperatura lo más estricto posible, cualquier exceso innecesario de temperatura será una consecuencia directa del ataque de estos fundentes al crisol con la consiguiente reducción de su vida. Limpieza El crisol debe limpiarse entre fusiones rascando y quitando todas las adherencias y escorias, mientras todavía esté caliente. Las escorias que se quedan en el crisol disminuyen rápidamente el espesor de la pared del crisol en fusiones subsiguientes y por lo tanto se obtendrá una vida más corta. Los óxidos y escorias que se queden pegados a la pared del crisol, después de sucesivas fusiones con ellos adheridos, se hacen extremadamente duros, y su efecto directo es un tiempo de fusión mucho más largo, más consumo de combustible, y una vida más corta en el crisol. Las escorias junto a los productos químicos agresivos que llevan algunos fundentes reducen la vida del crisol considerablemente. La expansión del óxido y la escoria es aproximadamente 5 veces mayor que la del crisol. “NO” IMPORTANTES 1. - No almacene crisoles en temperaturas inferiores a 0°C. 2. - No ruede los crisoles nuevos. 3. - No utilice un crisol que está (o ha estado) húmedo, sin haberlo secado totalmente con anterioridad. 4. - No utilice ladrillos refractarios como peanas. 5. - No utilice arena entre peana y el crisol. 6. - No deje que se solidifique el metal dentro del crisol. 7. - No vierta metal fundido en un crisol frío. 8. - No tire ni deje caer el metal sólido en los crisoles. w w w . f y c o m e x . c o m w w w . f y c o m e x . c o m 9. - No deje que se acumule la escoria dentro del crisol. 10. - No acuñe la carga sólida dentro del crisol. 11. - No permita la entrada de aire frío en la cámara del horno, especialmente en los hornos a resistencias eléctricos. 12. - No olvide reparar los revestimientos en cuanto sea necesario. CRISOLES Forma AT Pattern No. H D1 D2 Capacidad Capacidad # Modelo MM MM MM Litros de agua Kg de bronce AT-20 248 190 140 3.3 26.4 AT-30 276 222 149 4.3 38.0 AT-50 330 275 196 9.1 72.8 AT-80 375 302 203 12.8 102.4 AT-100 400 325 240 17.0 136.0 AT-150 450 365 254 21.8 174.4 AT-200 500 402 273 29.8 238.4 AT-300 540 448 308 41.2 329.6 AT-400 660 546 324 72.0 576.0 AT-500 686 546 324 74.5 596.0 AT-600 724 546 324 81.7 668.0 Forma de Vasija - BUT PARED PARED LISA No. LISA No. DE DE MODELO MODELO EN REINO UNIDO BUT 100 BX 166 BUT 150 BX 168 BUT 200 BX 171 BUT 300 BX 401 BUT 400 BX 502 BUT 500 BX 247 BUT 600 BX 263 H D1 D2 MM MM MM 402 490 600 700 900 750 900 427 427 427 615 615 784 784 330 330 330 356 356 460 460 CAPACIDAD PARED ELECTRA LITROS KG DE DE ALUMINIO CORRUGADA NO. DE AGUA MODELO 46.9 59.8 74.2 124.9 172.7 201.1 250.2 125.2 159.7 198.1 333.5 461.1 536.9 668 BUT100 CWS BUT150 CWS BUT200 CWS BUT300 CWS N/A N/A BUT600 CWS w w w . f y c o m e x . c o m w w w . f y c o m e x . c o m Las dimensiones mostradas son nominales y están sujetas a las tolerancias normales de manufactura. BASES DIPONIBLES PARA CRISOLES DE CARBURO DE SILICIO Diám. 25 50 75 100 125 150 175 200 230 255 MM 150 175 200 230 255 280 305 330 355 380 405 455 510 VCS6-2 VCS7-2 VCS8-2 VCS9-2 VCS10-2 VCS11-2 VCS12-2 VCS13-2 VCS14-2 VCS15-2 VCS16-2 VCS18-2 VCS20-2 VCS6-3 VCS7-3 VCS8-3 VCS9-3 VCS10-3 VCS11-3 VCS12-3 VCS13-3 VCS14-3 VCS15-3 VCS16-3 VCS18-3 VCS20-3 VCS6-4 VCS7-4 VCS8-4 VCS9-4 VCS10-4 VCS11-4 VCS12-4 VCS13-4 VCS14-4 VCS15-4 VCS16-4 VCS18-4 VCS20-4 VCS6-5 VCS7-5 VCS8-5 VCS9-5 VCS10-5 VCS11-5 VCS12-5 VCS13-5 VCS14-5 VCS15-5 VCS16-5 VCS18-5 VCS20-5 VCS6-6 VCS7-6 VCS8-6 VCS9-6 VCS10-6 VCS11-6 VCS12-6 VCS13-6 VCS14-6 VCS15-6 VCS16-6 VCS18-6 VCS20-6 VCS6-7 VCS7-7 VCS8-7 VCS9-7 VCS10-7 VCS11-7 VCS12-7 VCS13-7 VCS14-7 VCS15-7 VCS16-7 VCS18-7 VCS20-7 VCS6-8 VCS7-8 VCS8-8 VCS9-8 VCS10-8 VCS11-8 VCS12-8 VCS13-8 VCS14-8 VCS15-8 VCS16-8 VCS18-8 VCS20-8 VCS6-9 VCS7-9 VCS8-9 VCS9-9 VCS10-9 VCS11-9 VCS12-9 VCS13-9 VCS14-9 VCS15-9 VCS16-9 VCS18-9 VCS20-9 VCS6-10 VCS7-10 VCS8-10 VCS9-10 VCS10-10 VCS11-10 VCS12-10 VCS13-10 VCS14-10 VCS15-10 VCS16-10 VCS18-10 VCS20-10 VCS6-1 VCS7-1 VCS8-1 VCS9-1 VCS10-1 VCS11-1 VCS12-1 VCS13-1 VCS14-1 VCS15-1 VCS16-1 VCS18-1 VCS20-1 Las dimensiones mostradas son nominales y están sujetas a las tolerancias normales de manufactura. w w w . f y c o m e x . c o m